WO2023166653A1 - Vacuum processing device - Google Patents
Vacuum processing device Download PDFInfo
- Publication number
- WO2023166653A1 WO2023166653A1 PCT/JP2022/009105 JP2022009105W WO2023166653A1 WO 2023166653 A1 WO2023166653 A1 WO 2023166653A1 JP 2022009105 W JP2022009105 W JP 2022009105W WO 2023166653 A1 WO2023166653 A1 WO 2023166653A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sealing member
- vacuum processing
- processing apparatus
- opening
- hinge mechanism
- Prior art date
Links
- 238000007789 sealing Methods 0.000 claims abstract description 166
- 230000007246 mechanism Effects 0.000 claims abstract description 73
- 230000006835 compression Effects 0.000 claims description 28
- 238000007906 compression Methods 0.000 claims description 28
- NJPPVKZQTLUDBO-UHFFFAOYSA-N novaluron Chemical compound C1=C(Cl)C(OC(F)(F)C(OC(F)(F)F)F)=CC=C1NC(=O)NC(=O)C1=C(F)C=CC=C1F NJPPVKZQTLUDBO-UHFFFAOYSA-N 0.000 claims description 18
- 238000000034 method Methods 0.000 claims description 17
- 235000019589 hardness Nutrition 0.000 claims 2
- 230000000052 comparative effect Effects 0.000 description 6
- 238000006073 displacement reaction Methods 0.000 description 6
- 238000004364 calculation method Methods 0.000 description 4
- 238000012790 confirmation Methods 0.000 description 3
- 238000009423 ventilation Methods 0.000 description 3
- 238000010586 diagram Methods 0.000 description 2
- 230000005489 elastic deformation Effects 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 238000009434 installation Methods 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229920002449 FKM Polymers 0.000 description 1
- 229920001973 fluoroelastomer Polymers 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 125000006850 spacer group Chemical group 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01J—CHEMICAL OR PHYSICAL PROCESSES, e.g. CATALYSIS OR COLLOID CHEMISTRY; THEIR RELEVANT APPARATUS
- B01J3/00—Processes of utilising sub-atmospheric or super-atmospheric pressure to effect chemical or physical change of matter; Apparatus therefor
- B01J3/03—Pressure vessels, or vacuum vessels, having closure members or seals specially adapted therefor
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C16/00—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes
- C23C16/44—Chemical coating by decomposition of gaseous compounds, without leaving reaction products of surface material in the coating, i.e. chemical vapour deposition [CVD] processes characterised by the method of coating
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16J—PISTONS; CYLINDERS; SEALINGS
- F16J13/00—Covers or similar closure members for pressure vessels in general
- F16J13/02—Detachable closure members; Means for tightening closures
- F16J13/04—Detachable closure members; Means for tightening closures attached with a bridge member
Definitions
- the present invention relates to a vacuum processing apparatus.
- Patent Document 1 discloses a vacuum processing apparatus that does not require adjustment during assembly and can be assembled with high accuracy.
- the vacuum processing apparatus has a hinge mechanism for opening and closing the top cover, and the top cover can be displaced up and down by means of an elongated hinge hole, a hinge shaft, and a spring mechanism provided in the hinge mechanism.
- a chamber having an upper wall in which a first opening and a second opening are formed, an upper lid that opens and closes the first opening, and a chamber provided to cover the second opening a hinge mechanism for rotatably supporting the upper cover with respect to the first opening; and an elastically deformable first hinge mechanism provided between the upper cover and the upper wall so as to surround the first opening.
- a vacuum processing apparatus comprising: a sealing member; and an elastically deformable second sealing member provided between the hinge mechanism and the upper wall so as to surround the second opening. be done.
- a vacuum processing apparatus that can reliably seal between the upper lid and the chamber in atmospheric pressure and vacuum conditions.
- FIG. 1 is a schematic cross-sectional view showing a vacuum processing apparatus according to one embodiment of the present invention
- FIG. 1 is a schematic cross-sectional view showing a vacuum processing apparatus according to one embodiment of the present invention
- FIG. 4 is a top view showing the positional relationship among the chamber, first sealing member, and second sealing member of the vacuum processing apparatus according to one embodiment of the present invention
- FIG. FIG. 4 is an enlarged cross-sectional view showing a state before the first sealing member is elastically deformed in the vacuum processing apparatus according to the embodiment of the present invention
- FIG. 4 is an enlarged cross-sectional view showing a state after the first sealing member is elastically deformed in the vacuum processing apparatus according to the embodiment of the present invention
- FIG. 5 is an enlarged cross-sectional view showing a state before the second sealing member is elastically deformed in the vacuum processing apparatus according to the embodiment of the present invention
- FIG. 5 is an enlarged cross-sectional view showing a state after the second sealing member is elastically deformed in the vacuum processing apparatus according to the embodiment of the present invention
- FIG. 4 is a diagram showing the relationship between the force applied per unit length and the compression margin on the center circumference of a rubber O-ring having a predetermined hardness.
- FIG. 5 is an enlarged cross-sectional view for explaining an adjustment mechanism of a vacuum processing apparatus according to a comparative example
- FIG. 5 is an enlarged cross-sectional view for explaining an adjustment mechanism of a vacuum processing apparatus according to a comparative example;
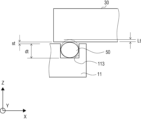
- FIG. 1 and 2 are schematic cross-sectional views showing a vacuum processing apparatus 1 according to one embodiment of the present invention.
- 1 shows a state in which an upper lid 30, which will be described later, is closed
- FIG. 2 shows a state in which the upper lid 30 is open.
- the vacuum processing apparatus 1 includes a chamber 10, an exhaust mechanism 20, an upper lid 30, a hinge mechanism 40, a first sealing member 50, and a second sealing member 60. Prepare.
- the chamber 10 includes a top wall portion 11 , a side wall portion 12 , a side wall portion 13 and a bottom wall portion 14 .
- the chamber 10 has an internal space S surrounded by a top wall portion 11 , a side wall portion 12 , a side wall portion 13 and a bottom wall portion 14 .
- the upper wall portion 11 is formed with a first opening portion 111 and a second opening portion 112 .
- the first opening 111 is an end of an opening that is used when carrying an object into the internal space S and when carrying an object out of the internal space S.
- the second opening 112 is a through hole that forms a ventilation path that communicates with the internal space S.
- the gas existing in the portion surrounded by the second sealing member 60 through the second opening 112 and a through hole 421, which will be described later, is also evacuated at the same time. be done.
- the second opening 112 is smaller than the first opening 111 .
- a groove 113 is formed in the upper wall portion 11 so as to surround the first opening portion 111 on the upper surface side.
- the groove 113 accommodates the first sealing member 50 .
- the size of the groove 113 is designed to correspond to the size of the first sealing member 50 .
- a groove 114 is formed in the upper wall portion 11 so as to surround the second opening portion 112 on the upper surface side.
- the groove 114 accommodates a second sealing member 60d, which will be described later.
- the size of the groove 114 is designed to correspond to the size of the second sealing member 60d.
- An exhaust port 141 is formed in the bottom wall portion 14 .
- the exhaust port 141 is connected to the exhaust mechanism 20 .
- the exhaust mechanism 20 has an exhaust line 21 , a valve 22 and a pump 23 .
- the exhaust mechanism 20 forms a gas flow toward the exhaust port 141 and the exhaust line 21 according to instructions from a control device (not shown) or by manually controlling the opening and closing of the valve 22 and the driving of the pump 23, S can be evacuated.
- the upper lid 30 is a lid member that is provided outside the chamber 10 and covers the first opening 111 .
- a portion of the upper lid 30 is connected to the hinge mechanism 40 .
- the vertical and horizontal dimensions of the upper lid 30 are larger than the vertical and horizontal dimensions of the first opening 111 .
- the hinge mechanism 40 has a hinge body 41, four pedestals 42, for example, and shoulder bolts 43 for fixing the pedestals 42 and the chamber 10, and enables the upper lid 30 to open and close with respect to the first opening 111.
- the hinge body 41 has a hinge shaft 411 and an arm portion 412 rotatable about the hinge shaft 411 .
- the pedestal 42 is a member that supports the hinge body 41 from the bottom side. As shown in FIG. 1, in the present embodiment, four pedestals 42 are provided and superimposed in the vertical direction (the Z-axis direction in the figure). Note that the number of pedestals 42 is not limited to four, and an optimum number can be obtained by calculation described later.
- Through-holes 421 are formed in the central portions of the second to fourth pedestals 42b to 42d from the top.
- the through-hole 421 communicates with the second opening 112 of the upper wall 11 in the vertical direction (the Z-axis direction in the figure). That is, the through-hole 421 is surrounded by the second sealing member 60 and constitutes a ventilation path that communicates with the internal space S via the second opening 112 .
- grooves 422 are formed on the upper surfaces of the pedestals 42b to 42d so as to surround the through holes 421, respectively.
- the three grooves 422 respectively accommodate the second sealing members 60a-60c.
- the size of the groove 422 is designed to correspond to the size of the second sealing members 60a-60c.
- the material, hardness and size of the four second sealing members 60a to 60d are the same.
- the three grooves 422 and the above-described groove 114 are arranged along the vertical direction.
- the shoulder bolt 43 is a member for fixing the hinge mechanism 40 (hinge body 41 and pedestals 42b to 42d) to the chamber 10 in the vertical direction.
- the hinge mechanism 40 is fixed by the seating surface of the shoulder bolt 43 .
- the length of the threaded portion of the shoulder bolt 43 is designed so that the second sealing member 60 is properly crushed when it is tightened into the chamber 10 .
- the first sealing member 50 is a sealing member that elastically deforms according to the force applied from the upper lid 30 .
- the force applied from the upper lid 30 to the first sealing member 50 includes a vertically downward pressing force due to the weight of the upper lid 30 and a force due to the differential pressure between the atmospheric pressure and the vacuum during the evacuation process.
- the first sealing member 50 is provided so as to surround the first opening 111 in the horizontal direction (the XY direction in the drawing). Also, the first sealing member 50 is accommodated in a groove 113 formed in the upper wall portion 11 so as to match the position of the upper lid 30 . The first sealing member 50 is elastically deformed while being sandwiched between the upper wall portion 11 of the chamber 10 and the upper lid 30 when the upper lid 30 closes the first opening 111 . The elastic deformation of the first sealing member 50 seals the internal space S of the chamber 10 on the first opening 111 side.
- the second sealing member 60 is a sealing member that elastically deforms according to the force applied from the hinge mechanism 40 in the vertical direction.
- the force applied from the hinge mechanism 40 to the second sealing member 60 includes the vertically downward pressing force due to the weight of the hinge mechanism 40 and the vertically downward pressure due to the differential pressure between the atmospheric pressure and the vacuum during the evacuation process. There is power to arise.
- the second sealing member 60 is composed of four second sealing members 60a to 60d arranged in the vertical direction.
- the second sealing members 60a to 60c are provided so as to surround the through hole 421 in the horizontal direction.
- the second sealing member 60d is provided so as to surround the second opening 112 in the horizontal direction.
- the second sealing members 60a-60c are housed in grooves 422 formed in the pedestals 42b-42d, respectively.
- the second sealing member 60d is accommodated in a groove 114 formed in the upper wall portion 11 so as to match the position of the hinge mechanism 40 in the horizontal direction.
- the plurality of second sealing members 60a to 60d are elastically deformed, respectively, so that the gap between the pedestal 42a and the pedestal 42b, the gap between the pedestal 42b and the pedestal 42c, the gap between the pedestal 42c and the pedestal 42d, the pedestal 42d and the upper wall The gaps with the portions 11 are sealed respectively.
- first sealing member 50 is arranged on the upper lid 30 side, and four second sealing members 60a to 60d are arranged on the hinge mechanism 40 side. Therefore, when the evacuation process is performed, the displacement amount obtained by subtracting the length after being crushed (after evacuation) from the length in the vertical direction before the first sealing member 50 is crushed (before evacuation)
- First crushing amount is the sum of displacement amounts (second crushing amount) obtained by subtracting the length after crushing from the length in the vertical direction before crushing of each of the plurality of second sealing members 60 to 60d. shall be adjusted to match the In this specification, the term “matches" is used not only when two numerical values are exactly the same, but also when two numerical values are equivalent. A specific range of "equivalent” will be described later.
- the phrase “amount of crushing” means the amount of compression of the first sealing member 50 and the second sealing member 60 that are crushed in the vertical direction.
- compression margin means the ratio of the amount of compression (the amount of compression) to the original thickness of the first sealing member 50 and the second sealing member 60 that are compressed in the vertical direction, that is, the compression ratio.
- O-rings with a Viton hardness (Shore A) of 70 used in a general vacuum processing apparatus are used.
- FIG. 3 is a top view showing the positional relationship among the chamber 10, the first sealing member 50 and the second sealing member 60.
- FIG. Here, for convenience of explanation, a state in which the upper lid 30 and the hinge mechanism 40 are not attached to the chamber 10 is shown.
- the dashed lines in the drawing indicate the positions where the upper lid 30 and the hinge mechanism 40 are attached.
- Fot [N/mm] Ft [N]/Ct [mm]
- Foh [N/mm] Fh [N]/Ch [mm]
- FIG. 4 the relationship between the magnitude of the force applied to the first sealing member 50 and the second sealing member 60 and the amount of crushing during the evacuation process will be described with reference to FIGS. 4 to 7.
- FIG. 4 the relationship between the magnitude of the force applied to the first sealing member 50 and the second sealing member 60 and the amount of crushing during the evacuation process
- FIG. 4 is an enlarged cross-sectional view showing a state before the first sealing member 50 elastically deforms in the vacuum processing apparatus 1 according to one embodiment of the present invention.
- FIG. 5 is an enlarged sectional view showing a state after the first sealing member 50 is elastically deformed.
- Wt represents the diameter (wire diameter) of the first sealing member 50 in a vertical cross-sectional view.
- dt represents the depth of the groove 113 of the upper wall portion 11 that accommodates the first sealing member 50 .
- st represents the length of the gap between the bottom surface of the top lid 30 and the top surface of the top wall portion 11 after the first sealing member 50 is crushed on the top lid 30 side.
- the crushing amount Lt of the first sealing member 50 in the vertical direction is calculated as follows.
- Lt [mm] Wt [mm] - dt [mm] - st [mm]
- the compression margin Qt [%] of the first sealing member 50 is calculated as follows.
- Qt [%] (Lt/Wt) x 100
- FIG. 6 is an enlarged cross-sectional view showing a state before the second sealing member 60 is elastically deformed in the vacuum processing apparatus 1 according to one embodiment of the present invention.
- FIG. 7 is an enlarged sectional view showing the state after the second sealing member 60 is elastically deformed. 6 and 7 show the groove 422 accommodating the second sealing member 60c and the groove 114 accommodating the second sealing member 60d.
- Wh represents the diameter (wire diameter) of the second sealing member 60 in a vertical cross-sectional view.
- dh represents the depth of the groove 422 of the base 60 that accommodates the second sealing member 60 and the depth of the groove 114 of the upper wall portion 11, respectively.
- sh is the length of the gap between the pedestal 42c and the pedestal 42d adjacent to each other in the vertical direction and the distance between the bottom surface of the pedestal 42d and the top surface of the upper wall portion 11 after the second sealing member 60 is compressed on the hinge mechanism 40 side; Each represents the length of the gap.
- the crushing amount Lh of the second sealing member 60 in the vertical direction is calculated as follows.
- Lh [mm] Wh [mm] - dh [mm] - sh [mm]
- the crushing margin Qt of the first sealing member 50 and the crushing margin Qh of the second sealing member 60 are both designed to be about 10% to 30%. is recommended as an appropriate value.
- the diameter Wh of the second sealing member 60, the depth dh of the grooves 114 and 422, and the amount of vertical displacement due to the crushing of the first sealing member 50 (second crushing amount) be Lh.
- Wh, Lh and dh satisfy the formula Wh ⁇ Lh>dh. That is, in the present embodiment, after the evacuation process, a part of the first sealing member 50 and a part of the second sealing member 60 are always pushed into the grooves of the storage destinations to seal the grooves.
- the filling rate of the members increases, and the first sealing member 50 collapses by Lt, and the second sealing member 60 collapses by Lh per used quantity. This is due to the structure in which the through hole 421 shown in FIG. 1 communicates with the second opening 112 of the castle wall 11 in the vertical direction (the Z-axis direction in the drawing).
- Fig. 8 is a diagram showing the relationship between the force applied per unit length and the compression ratio on the central circumference of a rubber O-ring having a predetermined hardness.
- the horizontal axis indicates the force x applied per unit length
- the vertical axis indicates the compression margin y.
- FIG. 8 is a double logarithmic graph
- the force x and the compression margin y on the straight line in the figure have the relationship shown in the following equation (1).
- Logy a(Logx)+Logc Formula (1)
- the values of constants a and c differ depending on the diameter W of the O-ring.
- the unit length of the first sealing member 50 is reduced during the evacuation process.
- the magnitude relationship between the force Fot applied to the contact and the force Foh applied to the second sealing member 60 per unit length is Fot>Foh.
- the crushing amount of the first sealing member 50 at the time of Fot and the crushing amount of the second sealing member 60 at the time of Foh must be equal to each other. There is a need to.
- the wire diameter of the O-ring used as the second sealing member 60 is made thinner than the wire diameter of the O-ring used as the first sealing member 50, and these are stacked in multiple stages. match.
- the value of N is determined so that the relationship of Lt ⁇ N ⁇ Lh is established even when Ft>Fh.
- an O-ring having a diameter Wt of 6.98 [mm] is used as the first sealing member 50 on the upper lid 30 side
- an O-ring having a diameter Wh of 2.62 [mm] is used as the second sealing member 60 on the hinge mechanism 40 side.
- N is an integer of 2 or more
- the number of used second sealing members 60 is The calculation method to be obtained. It is assumed that the relationship between the force x applied per unit length and the compression margin y can be obtained from known data as shown in FIG.
- ceil(x) in the formula is a ceiling function that obtains the smallest integer of N or more with respect to the real number x. The reason why it is necessary to use the ceiling function is that N must be an integer in order to represent the number of second sealing members 60 .
- a displacement amount obtained by subtracting the length after being crushed by the differential pressure between the vacuum and the atmosphere is the displacement amount obtained by subtracting the length after compression from the diameter Wh of the second sealing member 60 before compression. It is equal to or less than N times the (second crushing amount).
- Ch 200 [mm]
- N is calculated as follows by substituting the values of Wt, Qt, Wh, and Qh into the above equation (5).
- Formula (7) is the sum of the amount of crushing of the first sealing member 50 and the amount of crushing of the second sealing members 60 (second sealing members 60 to 60d) when stacked in N stages (hereinafter referred to as "total It defines the range that is considered to be “equivalent”.
- two numerical values are considered to be "equivalent” when both of the following (A) and (B) are satisfied.
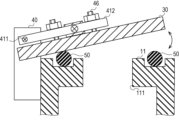
- FIG. 9 and 10 are enlarged cross-sectional views for explaining the adjustment mechanism of the vacuum processing apparatus according to the comparative example.
- members common to the vacuum processing apparatus 1 according to the present embodiment are denoted by the same reference numerals.
- a plurality of shims 45 provided below the hinge mechanism 40 function as an adjustment mechanism for adjusting the position of the upper lid 30.
- the adjustment mechanism of FIG. 9 changes the mounting height of the hinge mechanism 40 by changing the number and types of the shims 45 stacked. Thereby, the adjustment mechanism can adjust the position of the upper lid 30 with respect to the chamber 10 .
- the hinge mechanism 40 includes an arm portion 412 rotatably connected about a hinge shaft 411, and a fastening bolt 46 for fastening the arm portion 412 and the upper lid 30. function as a mechanism.
- the adjusting mechanism of FIG. 10 can adjust the position of the upper lid 30 with respect to the chamber 10 by adjusting the distance between the arm portion 412 and the upper lid 30 by changing the tightening amount of the fastening bolt 46 .
- the axis of the hinge machine is lowered together with the upper lid during vacuum evacuation, so it is considered that the exhaust failure can be solved.
- the load of the top cover is applied to the shaft of the hinge when the top cover is opened and closed, it is necessary to provide a strong spring corresponding to the load. Incorporating such a strong spring into the hinge is not easy. For example, if the top lid of the vacuum processing apparatus has a weight of 200 kg, a load of over 100 kg will be applied to one hinge.
- the mechanism requires a very large spring if the force of the spring is strong enough to hold the upper lid.
- the force of the spring is weak, there is a possibility that the hinge shaft of the hinge portion moves up and down with respect to the hole through which the hinge shaft passes when the upper lid 30 is opened and closed. Therefore, an increase in frictional force due to wear of the shaft causes excessive friction during opening and closing, requiring force for opening and closing, or the position of the hinge shaft shifts during opening and closing. Inconvenience such as being unable to
- the second opening 112 is formed in a part of the upper wall portion 11 corresponding to the position of the hinge mechanism 40. Exhaust is performed not only in the internal space S of the chamber 10 but also in the ventilation path formed by the second opening 112 and the through hole 421 .
- the hinge mechanism 40 receives a vertically downward force due to the pressure difference between the atmospheric pressure and the vacuum
- the fixed position of the hinge mechanism 40 is the first sealing member 50 that seals between the upper lid 30 and the chamber 10 . It moves vertically downward following elastic deformation. Therefore, the positional relationship between the upper lid 30 and the hinge mechanism 40 can be maintained in both the atmospheric pressure state and the vacuum state. That is, the space between the upper lid 30 and the hinge mechanism 40 can be reliably sealed in the atmospheric pressure state and the vacuum pressure state.
- the adjustment and confirmation of the positional relationship between the upper lid 30 and the hinge mechanism 40 need only be performed once under atmospheric pressure.
- the upper lid 30 is installed on the first sealing member 50 of the upper wall portion 11 of the chamber 10 under atmospheric pressure
- the hinge mechanism 40 is installed on the second sealing member 60 .
- the vertical position of the hinge mechanism 40 may be adjusted. Depending on the confirmation result, adjustment may not be necessary.
- the first sealing member 50 is placed on the upper wall portion 11 under atmospheric pressure, and the dimension of the gap between the upper wall portion 11 and the upper lid 30, that is, st+Lt shown in FIG. do.
- the dimensions of the gaps generated between the adjacent pedestals 42 and between the upper wall surface 11 and the pedestal 42 at the installation portion of the second sealing member 60, i.e., sh+Lh shown in FIG. be b. Note that if a ⁇ b, subsequent adjustment is unnecessary.
- a>b a large force is applied to the 41 hinge main body 41 during evacuation, so adjustment is required so that a ⁇ b.
- a method of adjustment for example, there is a method of inserting a spacer into the threaded portion of the shoulder bolt 43 to reduce the amount of pressure on the pedestal 42 .
- the compression margin and compression amount of the first sealing member 50 and the second sealing member 60 are calculated in advance, and the tightening amount of the shoulder bolt 43 for tightening the pedestal 42 is also determined by the second sealing member.
- the amount of compression of the member 60 is made appropriate, so the need for adjustment is low. Therefore, it is only necessary to incorporate the first sealing member 50 and the second sealing member 60 into the inside of the device, so that the assembly time can be shortened and the increase in manufacturing cost can be suppressed.
- the vacuum processing apparatus unlike the vacuum processing apparatus according to the comparative example, there is no need to provide an adjustment mechanism with a complicated structure on the side of the hinge mechanism 40, and the structure can be simplified.
- the selection of the first sealing member 50 and the second sealing member 60 can be easily performed using the calculation formula as described above, the types of the first sealing member 50 and the second sealing member 60 to be used It is also easy to consider the number and the like.
- the second sealing member 60 having lower hardness than the first sealing member 50 on the upper lid 30 side can be used on the hinge mechanism 40 side.
- the use of fluororubber is suitable for use in vacuum processing equipment.
- an O-ring with a hardness (Shore A) of 70 is used as the first sealing member 50 used in the upper lid 30, and used on the hinge mechanism 40 side.
- An O-ring having a hardness (Shore A) of 60 may be used as the second sealing member 60 for the sealing.
- the second sealing member 60 can be crushed more easily than the first sealing member 50 . Specifically, by applying to the second sealing member 60 approximately half the force applied to the first sealing member 50, it is possible to obtain an equivalent crushing amount in the vertical direction.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Gasket Seals (AREA)
- Pivots And Pivotal Connections (AREA)
- Pressure Vessels And Lids Thereof (AREA)
Abstract
Description
本発明は、真空処理装置に関する。 The present invention relates to a vacuum processing apparatus.
特許文献1には、組立中の調整が不要であり、高精度な組み立てが可能な真空処理装置が開示されている。当該真空処理装置は、上蓋を開閉するためのヒンジ機構を持ち、ヒンジ機構に備えられた長穴ヒンジ穴、ヒンジ軸、及びバネ機構により上蓋が上下に変位することができる。
特許文献1に記載されているようなヒンジ機構及び上蓋を有する真空処理装置では、チャンバーの内部空間を真空状態にする際、大気圧により上蓋に対して鉛直下方向の力が加わる。このため、上蓋は下方に移動するが、ヒンジ機構の軸の高さは変わらないため、上蓋が非平行に下がる形となり、最悪の場合、排気不良が生じる。また、大気圧状態でヒンジ機構と上蓋との位置関係を調整できたとしても、真空排気時には両者の位置関係が変化するため、大気圧状態で調整したヒンジ機構と上蓋との位置関係ではチャンバーと上蓋との間を確実に封止できない可能性がある。
In a vacuum processing apparatus having a hinge mechanism and an upper lid as described in
そこで、本発明は、上述の問題に鑑み、大気圧状態及び真空状態において上蓋とチャンバーとの間を確実に封止できる真空処理装置を提供することを目的とする。 Therefore, in view of the above-mentioned problems, it is an object of the present invention to provide a vacuum processing apparatus that can reliably seal between the upper lid and the chamber in the atmospheric pressure state and the vacuum state.
本発明の一観点によれば、第1開口部及び第2開口部が形成された上壁を有するチャンバーと、前記第1開口部を開閉する上蓋と、前記第2開口部を覆うように設けられ、前記第1開口部に対して前記上蓋を回動可能に支持するヒンジ機構と、前記第1開口部を囲むように前記上蓋と前記上壁との間に設けられ、弾性変形する第1封止部材と、前記第2開口部を囲むように前記ヒンジ機構と前記上壁との間に設けられ、弾性変形する第2封止部材と、を備えることを特徴とする真空処理装置が提供される。 According to one aspect of the present invention, a chamber having an upper wall in which a first opening and a second opening are formed, an upper lid that opens and closes the first opening, and a chamber provided to cover the second opening a hinge mechanism for rotatably supporting the upper cover with respect to the first opening; and an elastically deformable first hinge mechanism provided between the upper cover and the upper wall so as to surround the first opening. A vacuum processing apparatus comprising: a sealing member; and an elastically deformable second sealing member provided between the hinge mechanism and the upper wall so as to surround the second opening. be done.
本発明によれば、大気圧状態及び真空状態において上蓋とチャンバーとの間を確実に封止できる真空処理装置が提供される。 According to the present invention, a vacuum processing apparatus is provided that can reliably seal between the upper lid and the chamber in atmospheric pressure and vacuum conditions.
図1及び図2は、本発明の一実施形態に係る真空処理装置1を示す概略断面図である。図1は、後述する上蓋30が閉じている状態であり、図2は、上蓋30が開いている状態をそれぞれ示している。
1 and 2 are schematic cross-sectional views showing a
図1及び図2に示されるように、真空処理装置1は、チャンバー10と、排気機構20と、上蓋30と、ヒンジ機構40と、第1封止部材50と、第2封止部材60とを備える。
As shown in FIGS. 1 and 2, the
チャンバー10は、上壁部11と、側壁部12と、側壁部13と、底壁部14とを備える。チャンバー10は、上壁部11、側壁部12、側壁部13、及び底壁部14に囲まれた内部空間Sを有している。
The
また、上壁部11には、第1開口部111と、第2開口部112とが形成されている。第1開口部111は、内部空間Sへの対象物の搬入時及び内部空間Sからの対象物の搬出時に用いられる開口の端部である。第2開口部112は、内部空間Sに連通する通気経路を構成する貫通孔である。真空処理装置1において内部空間Sに対して真空排気処理が行われると、第2開口部112及び後述する貫通孔421を通して第2封止部材60に囲まれている部分に存在する気体も同時に排気される。本実施形態では、第2開口部112は、第1開口部111よりも小さい。
Further, the
また、上壁部11には、上面側に第1開口部111を囲むように溝113が形成されている。溝113は、第1封止部材50を収容する。溝113のサイズは、第1封止部材50のサイズに対応して設計される。
In addition, a
さらに、上壁部11には、上面側に第2開口部112を囲むように溝114が形成されている。溝114は、後述する第2封止部材60dを収容する。溝114のサイズは、第2封止部材60dのサイズに対応して設計される。
Furthermore, a
底壁部14には、排気口141が形成されている。排気口141は、排気機構20に接続されている。排気機構20は、排気ライン21と、バルブ22と、ポンプ23とを有する。排気機構20は、図示しない制御装置からの指示に従って、または手動でバルブ22の開閉及びポンプ23の駆動を制御することにより、排気口141及び排気ライン21に向う気体の流れを形成し、内部空間Sの真空排気処理を行うことができる。
An
上蓋30は、チャンバー10の外側に設けられ、第1開口部111を覆う蓋部材である。上蓋30の一部は、ヒンジ機構40に連結されている。上蓋30の縦横の寸法は、第1開口部111の縦横の寸法よりも大きい。
The
ヒンジ機構40は、ヒンジ本体41と、例えば4個の台座42と、台座42とチャンバー10を固定するためのショルダーボルト43とを有し、第1開口部111に対して上蓋30を開閉可能に支持する。ヒンジ本体41は、ヒンジ軸411と、ヒンジ軸411を中心に回動可能なアーム部412とを有する。
The
台座42は、ヒンジ本体41を底面側から支持する部材である。図1に示すように、本実施形態では台座42は、4個設けられ、鉛直方向(図中、Z軸方向)に重ね合わされている。なお、台座42の数量は、4個に限られず、後述する計算によって最適な数量が求められる。
The
上から2番目から4番目に位置する台座42b~42dの中央部分には、貫通孔421がそれぞれ形成されている。貫通孔421は、鉛直方向(図中、Z軸方向)において上壁部11の第2開口部112に連通している。すなわち、貫通孔421は、第2封止部材60で囲まれており、第2開口部112を介して内部空間Sに連通する通気経路を構成している。
Through-
また、台座42b~42dには、上面側に貫通孔421を囲むように溝422がそれぞれ形成されている。3つの溝422は、第2封止部材60a~60cをそれぞれ収容する。溝422のサイズは、第2封止部材60a~60cのサイズに対応して設計される。本実施形態では、4つの第2封止部材60a~60dの材質、硬度及びサイズは同一とする。また、3つの溝422と上述した溝114は、鉛直方向に沿って配列されている。
In addition,
ショルダーボルト43は、チャンバー10にヒンジ機構40(ヒンジ本体41及び台座42b~42d)を鉛直方向において固定するための部材である。ここでは、ショルダーボルト43の座面でヒンジ機構40を固定する。ショルダーボルト43は、チャンバー10に締め込むと第2封止部材60を適切なつぶししろになるようにネジ部の長さが設計されている。
The
第1封止部材50は、上蓋30から加わる力に応じて弾性変形する封止用の部材である。第1封止部材50に対して上蓋30から加わる力としては、上蓋30の重量による鉛直下方向の押圧力と、真空排気処理時において大気圧と真空との差圧による力がある。
The
第1封止部材50は、水平方向(図中、X-Y方向)において第1開口部111を囲むように設けられている。また、第1封止部材50は、上蓋30の位置に合せて上壁部11に形成された溝113に収容されている。第1封止部材50は、上蓋30が第1開口部111を閉じている場合に、チャンバー10の上壁部11と上蓋30とに挟まれた状態で弾性変形する。第1封止部材50の弾性変形により、チャンバー10の内部空間Sは第1開口部111側で封止される。
The
第2封止部材60は、鉛直方向においてヒンジ機構40から加わる力に応じて弾性変形する封止用の部材である。第2封止部材60に対してヒンジ機構40から加わる力としては、ヒンジ機構40の重量による鉛直下方向の押圧力と、真空排気処理時において大気圧と真空との差圧によって鉛直下方向に生じる力がある。第2封止部材60は、鉛直方向に配列された4つの第2封止部材60a~60dからなる。
The
第2封止部材60a~60cは、水平方向において貫通孔421を囲むように設けられている。第2封止部材60dは、水平方向において第2開口部112を囲むように設けられている。また、第2封止部材60a~60cは、台座42b~42dに形成された溝422にそれぞれ収容されている。第2封止部材60dは、水平方向におけるヒンジ機構40の位置に合せて上壁部11に形成された溝114に収容されている。
The
複数の第2封止部材60a~60dがそれぞれ弾性変形することにより、台座42aと台座42bとの間隙、台座42bと台座42cとの間隙、台座42cと台座42dとの間隙、台座42dと上壁部11との間隙は、それぞれ封止される。
The plurality of
また、上蓋30側には1つの第1封止部材50、ヒンジ機構40側には4つの第2封止部材60a~60dがそれぞれ配置されている。このため、真空排気処理が行われた場合において、第1封止部材50がつぶれる前(真空排気前)の鉛直方向における長さからつぶれた後(真空排気後)の長さを差し引いた変位量(第1つぶし量)は、複数の第2封止部材60~60dの各々のつぶれる前の鉛直方向における長さからつぶれた後の長さを差し引いた変位量(第2つぶし量)の合算値と一致するように調整されるものとする。なお、本明細書において、「一致する」の語句は、2つの数値が完全に一致する場合のみに限らず、2つの数値が同等である場合も含む意味で使用する。「同等」の具体的な範囲については、後述する。また、「つぶし量」の語句は、鉛直方向につぶされる第1封止部材50及び第2封止部材60の圧縮量を意味する。「つぶししろ」の語句は、鉛直方向につぶされた第1封止部材50及び第2封止部材60の元の太さに対する圧縮量(つぶし量)の割合、すなわち、圧縮率を意味する。
Also, one first sealing
本実施形態の第1封止部材50及び第2封止部材60としては、一般的な真空処理装置に使用されるバイトン硬さ(ショアA)70のOリングを使用するものとする。
As the first sealing
続いて、真空排気処理時において、第1封止部材50及び第2封止部材60に対して加わる力について図3を参照しながら説明する。
Next, the forces applied to the first sealing
図3は、チャンバー10、第1封止部材50及び第2封止部材60の位置関係を示す上面図である。ここでは、説明の便宜上、チャンバー10に対して上蓋30及びヒンジ機構40を取り付けていない状態を示している。なお、図中の破線は、上蓋30及びヒンジ機構40が取り付けられる位置を示している。
3 is a top view showing the positional relationship among the
第1封止部材50及び第2封止部材60は、それぞれ環状に形成されている。第1封止部材50の中心線C1の寸法を縦At[mm]、横Bt[mm]とすると、第1封止部材50の周長Ctは、以下のように算出される。実際にはAt部とBt部の境目はR形状で曲げられるが計算モデルの簡略化のために省略している。
Ct[mm]=2×(At+ Bt) [mm]
The
Ct [mm] = 2 x (At + Bt) [mm]
同様に、第2封止部材60の中心線C2の寸法を、縦Ah[mm]、横Bh[mm]とすると、第2封止部材60の周長Chは、以下のように算出される。
Ch[mm]=2×(Ah+ Bh) [mm]
Similarly, when the dimension of the center line C2 of the second sealing
Ch [mm] = 2 x (Ah + Bh) [mm]
また、大気圧をPatm[N/mm2]とすると、真空排気処理時に上蓋30に加わる力Ftは、以下のように算出される。
Ft[N]=At [mm]×Bt [mm]×Patm[N/mm2]
Further, when the atmospheric pressure is Patm [N/mm 2 ], the force Ft applied to the
Ft [N] = At [mm] x Bt [mm] x Patm [N/mm 2 ]
したがって、真空排気処理時に上蓋30側の第1封止部材50に対して単位長当たりに加わる力Fotは、以下のように算出される。
Fot[N/mm]=Ft[N]/Ct[mm]
Therefore, the force Fot applied per unit length to the first sealing
Fot [N/mm] = Ft [N]/Ct [mm]
同様に、真空排気処理時にヒンジ機構40に加わる力Fhは、以下のように算出される。
Fh[N]=Ah [mm]×Bh[mm]×Patm[N/mm2]
Similarly, the force Fh applied to the
Fh [N] = Ah [mm] x Bh [mm] x Patm [N/mm 2 ]
したがって、真空排気処理時にヒンジ機構40側の第2封止部材60に対して単位長当たりに加わる力Fohは、以下のように算出される。
Foh[N/mm]=Fh[N]/Ch[mm]
Therefore, the force Foh applied per unit length to the second sealing
Foh [N/mm] = Fh [N]/Ch [mm]
続いて、真空排気処理時において、第1封止部材50及び第2封止部材60に加わる力の大きさとつぶし量との関係について図4乃至図7を参照しながら説明する。
Next, the relationship between the magnitude of the force applied to the first sealing
図4は、本発明の一実施形態に係る真空処理装置1において第1封止部材50が弾性変形する前の状態を示す拡大断面図である。一方、図5は、第1封止部材50が弾性変形した後の状態を示す拡大断面図である。
FIG. 4 is an enlarged cross-sectional view showing a state before the first sealing
図4及び図5において、Wtは、鉛直方向の断面視における第1封止部材50の直径(線径)を表す。dtは、第1封止部材50を収容する上壁部11の溝113の深さを表す。stは、上蓋30側で第1封止部材50をつぶした後の上蓋30の底面と上壁部11の上面との隙間の長さを表す。
4 and 5, Wt represents the diameter (wire diameter) of the first sealing
この場合、鉛直方向における第1封止部材50のつぶし量Ltは、以下のように算出される。
Lt[mm]=Wt[mm]-dt[mm]-st[mm]
In this case, the crushing amount Lt of the first sealing
Lt [mm] = Wt [mm] - dt [mm] - st [mm]
よって、第1封止部材50のつぶししろQt[%]は、以下のように算出される。
Qt[%]=(Lt/Wt)×100
Therefore, the compression margin Qt [%] of the first sealing
Qt [%] = (Lt/Wt) x 100
図6は、本発明の一実施形態に係る真空処理装置1において第2封止部材60が弾性変形する前の状態を示す拡大断面図である。一方、図7は、第2封止部材60が弾性変形した後の状態を示す拡大断面図である。図6及び図7では、第2封止部材60cを収容する溝422と、第2封止部材60dを収容する溝114とが示されている。
FIG. 6 is an enlarged cross-sectional view showing a state before the second sealing
また、図6及び図7において、Whは、鉛直方向の断面視における第2封止部材60の直径(線径)を表す。dhは、第2封止部材60を収容する台座60の溝422の深さと、上壁部11の溝114の深さとをそれぞれ表す。shは、ヒンジ機構40側で第2封止部材60を圧縮した後における、鉛直方向において隣接する台座42cと台座42dとの隙間の長さと、台座42dの底面と上壁部11の上面との隙間の長さをそれぞれ表す。
6 and 7, Wh represents the diameter (wire diameter) of the second sealing
この場合、鉛直方向における第2封止部材60のつぶし量Lhは、以下のように算出される。
Lh[mm]=Wh[mm]-dh[mm]-sh[mm]
In this case, the crushing amount Lh of the second sealing
Lh [mm] = Wh [mm] - dh [mm] - sh [mm]
よって、第2封止部材60のつぶししろQh[%]は、以下のように算出される。
Qh[%]=(Lh/Wh)×100
Therefore, the compression margin Qh [%] of the second sealing
Qh [%] = (Lh/Wh) x 100
なお、本実施形態に係る真空処理装置1では、第1封止部材50のつぶししろQtと、第2封止部材60のつぶししろQhは、いずれも約10%から30%となるように設計することが適正値として推奨されている。
Incidentally, in the
また、図4及び図5に示すように、真空排気処理の前後において、第1封止部材50の直径Wt、溝113(第1溝)の深さdt、第1封止部材50のつぶれによる鉛直方向の変位量(第1つぶし量)をLtとする。Wt、Lt及びdtには、Wt-Lt>dtの式が成り立つ。
4 and 5, before and after the evacuation process, the diameter Wt of the first sealing
図6及び図7に示すように、第2封止部材60の直径Wh、溝114及び溝422の深さdh、第1封止部材50のつぶれによる鉛直方向の変位量(第2つぶれ量)をLhとする。Wh、Lh及びdhには、Wh-Lh>dhの式が成り立つ。すなわち、本実施形態では、真空排気処理後において、第1封止部材50の一部及び第2封止部材60の一部は、常に収容先の溝内部に押し込められて溝内部での封止部材の充填率が上がり、第1封止部材50はLt、第2封止部材60は使用数量1本につきLhつぶれる。これは、図1に示した貫通孔421が鉛直方向(図中、Z軸方向)において城壁部11の第2開口部112に連通した構造によるものである。
As shown in FIGS. 6 and 7, the diameter Wh of the second sealing
図8は、所定の硬度を有するゴム製Oリングの中心円周において単位長当たりに加わる力と圧縮率との関係を示す図である。ここでは、横軸は単位長当たりに加わる力x、縦軸はつぶししろyをそれぞれ示す。 Fig. 8 is a diagram showing the relationship between the force applied per unit length and the compression ratio on the central circumference of a rubber O-ring having a predetermined hardness. Here, the horizontal axis indicates the force x applied per unit length, and the vertical axis indicates the compression margin y.
図8は両対数グラフであるため、図中の直線において力xとつぶししろyには以下の式(1)に示される関係がある。
Log y=a(Log x)+Log c ・・・式(1)
なお、定数a、cの値はOリングの直径Wによって異なる。
Since FIG. 8 is a double logarithmic graph, the force x and the compression margin y on the straight line in the figure have the relationship shown in the following equation (1).
Logy=a(Logx)+Logc Formula (1)
The values of constants a and c differ depending on the diameter W of the O-ring.
また、式(1)を変形すると、以下の式(2)が得られる。
y=cxa ・・・式(2)
Further, by modifying the formula (1), the following formula (2) is obtained.
y=cx a Expression (2)
ここで、真空排気処理時に上蓋30に加わる力Ft及びヒンジ機構40に加わる力Fhの大小関係は、Oリングの中心線が囲む面積に比例することから、Ft>Fhである。
Here, since the force Ft applied to the
したがって、上蓋30側の第1封止部材50及びヒンジ機構40側の第2封止部材60として同じOリングを使用した場合には、真空排気処理時に第1封止部材50に対して単位長当たりに加わる力Fot及び第2封止部材60に対して単位長当たりに加わる力Fohの大小関係は、Fot>Fohである。
Therefore, when the same O-ring is used as the first sealing
すなわち、同じ直径のOリングを上蓋30とヒンジ機構40に各1本使用した場合には、上蓋30側のOリングとヒンジ機構40側のOリングのつぶし量に差異が生じ得る。
That is, if one O-ring with the same diameter is used for each of the
よって、本発明の目的を達成するためには、真空排気処理時にかかるFotのときの第1封止部材50のつぶし量と、Fohのときの第2封止部材60とのつぶし量を同等にする必要がある。
Therefore, in order to achieve the object of the present invention, the crushing amount of the first sealing
そこで、本実施形態では、第1封止部材50として使用するOリングの線径よりも、第2封止部材60として使用するOリングの線径を細くして、かつ、それを複数段重ね合わせる。これにより、Ft>Fhの場合においても、Lt≦N×Lhの関係が成立するようにNの値を定める。
Therefore, in the present embodiment, the wire diameter of the O-ring used as the second sealing
以下では、上蓋30側の第1封止部材50として直径Wtが6.98[mm]であるOリングを用い、かつ、ヒンジ機構40側の第2封止部材60として直径Whが2.62[mm]であるOリングを用いた場合について、複数段に重ね合わせる第2封止部材60の段数N(Nは、2以上の整数とする。)すなわち第2封止部材60の使用本数を求める計算方法を説明する。なお、単位長当たりに加わる力xとつぶししろyの関係については、図8に示すような公知のデータから取得できるものとする。
Below, an O-ring having a diameter Wt of 6.98 [mm] is used as the first sealing
(A)Wt=6.98[mm]の場合
図8における直線E上の点P1のxy座標は、(0.04,1)である。点P2のxy座標は、(0.4,4)である。点P1、P2におけるx及びyの値と、上述した式(1)の関係を使って定数a及びcを算出すると、a=0.602、c=6.950となる。
(A) When Wt=6.98 [mm] The xy coordinates of the point P1 on the straight line E in FIG. 8 are (0.04, 1). The xy coordinates of point P2 are (0.4, 4). Calculating the constants a and c using the values of x and y at the points P1 and P2 and the relationship of the above equation (1) gives a=0.602 and c=6.950.
よって、定数a及びcを式(2)に適用すると、以下の式(3)が導かれる。
y=6.95x0.602 ・・・式(3)
Therefore, applying constants a and c to equation (2) leads to equation (3) below.
y=6.95x 0.602 Expression (3)
(B)Wh=2.62[mm]の場合
図8における線B上の点P3のxy座標は、(0.07,6)である。点P4のxy座標は、(10,50)である。点P3、P4におけるx及びyの値と、上述した式(1)の関係を使って定数a及びcを算出すると、a=0.427、c=18.70となる。
(B) When Wh=2.62 [mm] The xy coordinates of point P3 on line B in FIG. 8 are (0.07, 6). The xy coordinates of point P4 are (10, 50). Calculating the constants a and c using the values of x and y at the points P3 and P4 and the relationship of the above equation (1) yields a=0.427 and c=18.70.
よって、定数a及びcを式(2)に適用すると、以下の式(4)が導かれる。
y=18.707x0.427 ・・・式(4)
Therefore, applying constants a and c to equation (2) leads to equation (4) below.
y=18.707x 0.427 Expression (4)
ここで、式(3)において、xをOリングの単位長当たりに加わる力Fotに、yをつぶししろQtにそれぞれ置き換える。同様に、式(4)において、xをOリングの単位長当たりに加わる力Fohに、yをつぶししろQhにそれぞれ置き換える。これにより、複数の第2封止部材60を重ね合わせて装置を構成する場合において、第2封止部材60の段数Nは、以下の式(5)により算出できる。
Here, in formula (3), replace x with the force Fot applied per unit length of the O-ring, and replace y with the compression margin Qt. Similarly, in equation (4), replace x with the force Foh applied per unit length of the O-ring and y with the compression margin Qh. As a result, when a plurality of
N=ceil(Lt/Lh)=ceil((Wt×(6.95×Fot0.602/100))/(Wh×(18.707×Foh0.427/100))) ・・・式(5)
数式のceil(x)は実数xに対してN以上の最小の整数を求める天井関数である。天井関数を用いる必要がある理由は、Nが第2封止部材60の本数を表すために、整数である必要があるためである。
N = ceil (Lt / Lh) = ceil ((Wt x (6.95 x Fot 0.602 / 100)) / (Wh x ( 18.707 x Foh 0.427 / 100))) Formula ( 5)
ceil(x) in the formula is a ceiling function that obtains the smallest integer of N or more with respect to the real number x. The reason why it is necessary to use the ceiling function is that N must be an integer in order to represent the number of
また、式(5)より、以下の式(6)も導かれる。
Lt≦N・Lh ・・・式(6)
The following equation (6) is also derived from the equation (5).
Lt≦N·Lh Expression (6)
すなわち、同じ直径Whを有する第2封止部材60がN段で重ね合わされる構成の場合には、鉛直方向において、第1封止部材50の真空と大気の差圧によってつぶれる前の直径Wtから真空と大気との差圧によってつぶれた後の長さを引いた変位量(第1つぶし量)は、第2封止部材60の圧縮前の直径Whから圧縮後の長さを引いた変位量(第2つぶし量)をN倍したものと等しいか小さい。
That is, in the case of a configuration in which the
続いて、上蓋30及びヒンジ機構40の寸法に基づいて、具体的な数値を順次算出する。例えば、At=Bt=440[mm]、Wt=6.98[mm]とすると、Ct、Ft、Fotの値は、以下の通りである。
Ct=1760[mm]
Ft=440×440×0.101325=19617[N/mm]
Fot=Ft/Ct=11.1
Next, based on the dimensions of the
Ct = 1760 [mm]
Ft=440×440×0.101325=19617 [N/mm]
Fot = Ft/Ct = 11.1
よって、上蓋30に使用するOリングの直径Wtが6.98である場合、Fotは11.1となる。
Therefore, when the diameter Wt of the O-ring used for the
そして、上述した式(3)のxにFotの値11.1を代入すると、つぶししろQtは以下のように算出される。
y=29.6〔%〕=Qt
Substituting the Fot value of 11.1 for x in the above equation (3), the compression margin Qt is calculated as follows.
y=29.6[%]=Qt
同様に、Ah=Bh=50[mm]、Wh=2.62[mm]とすると、Ch、Fh、Fohの値は、以下の通りである。
Ch=200[mm]
Fh=50×50×0.101325=253[N/mm]
Foh=Fh/Ch=1.3
Similarly, if Ah=Bh=50 [mm] and Wh=2.62 [mm], the values of Ch, Fh, and Foh are as follows.
Ch = 200 [mm]
Fh = 50 x 50 x 0.101325 = 253 [N/mm]
Foh=Fh/Ch=1.3
よって、ヒンジ機構40に使用するOリングの直径Whが2.62である場合、Fohは1.3となる。
Therefore, when the diameter Wh of the O-ring used in the
そして、上述した式(4)のxにFohの値1.3を代入すると、つぶししろQhは以下のように算出される。
y=20.9〔%〕=Qh
Then, substituting the Foh value of 1.3 for x in the above equation (4), the crushing margin Qh is calculated as follows.
y=20.9[%]=Qh
Wt、Qt、Wh、Qhの値を上述した式(5)に代入することで、Nは以下のように算出される。
N=ceil(Lt/Lh)
=ceil((Wt×(6.95Fot0.602/100))/(Wh×(18.707Foh0.427/100)))
=ceil((Wt×Qt/100)/(Wh×Qh/100))
=ceil((6.98×29.6/100)/(2.62×20.9/100))
≒ceil(3.7731)
=4
よって、第2封止部材60を4段に重ね合わせればよいことが分かる。
N is calculated as follows by substituting the values of Wt, Qt, Wh, and Qh into the above equation (5).
N = ceil (Lt/Lh)
=ceil((Wt*(6.95Fot 0.602 /100))/(Wh*( 18.707Foh 0.427 /100)))
= ceil ((Wt x Qt/100)/(Wh x Qh/100))
=ceil((6.98*29.6/100)/(2.62*20.9/100))
≈ceil(3.7731)
= 4
Therefore, it can be seen that the second sealing
また、本実施形態において、上述したWh、Qh、N、Wt、Qtの間には、以下の式(7)が成り立つ。
0≦[(Wh×Qh)×N]-(Wt×Qt)<Wh×Qh ・・・式(7)
Moreover, in this embodiment, the following equation (7) holds between Wh, Qh, N, Wt, and Qt described above.
0≦[(Wh×Qh)×N]−(Wt×Qt)<Wh×Qh Expression (7)
式(7)は、第1封止部材50のつぶし量と、N段重ねた時の第2封止部材60(第2封止部材60~60d)のつぶし量の合算値(以下、「合算つぶし量」という。)とが「同等」とみなされる範囲を定義している。
Formula (7) is the sum of the amount of crushing of the first sealing
すなわち、本実施形態では、以下の(A)及び(B)の両方が満たされる場合に、2つの数値が「同等」とみなされる。
(A)第1封止部材50のつぶし量と第2封止部材60の合算つぶし量とが等しい、もしくは、第1封止部材50のつぶし量が第2封止部材60の合算つぶし量よりも小さいこと。
(B)第1封止部材50のつぶし量と第2封止部材60の合算つぶし量との差が、第2封止部材60の1本分のつぶし量よりも小さいこと。
That is, in this embodiment, two numerical values are considered to be "equivalent" when both of the following (A) and (B) are satisfied.
(A) The crushing amount of the first sealing
(B) The difference between the crushing amount of the first sealing
続いて、比較例に係る真空処理装置と、本実施形態に係る真空処理装置との相違点について詳細に説明する。 Next, the differences between the vacuum processing apparatus according to the comparative example and the vacuum processing apparatus according to this embodiment will be described in detail.
一般的に、上蓋を有する真空処理装置では、チャンバーの内部空間を真空状態にする際、大気圧により上蓋30に対して鉛直下方向の力が加わる。このため、上蓋30は下方に移動するが、ヒンジ機構40の軸の高さは変わらないため、蓋が非平行に下がる形となり、排気不良が生じる可能性が考えられる。
Generally, in a vacuum processing apparatus having an upper lid, when the internal space of the chamber is brought into a vacuum state, atmospheric pressure applies a vertically downward force to the
また、比較例に係る真空処理装置としては、上蓋30の位置を調整するための調整機構を有するものが考えられる。図9及び図10は、比較例に係る真空処理装置の調整機構を説明するための拡大断面図である。なお、図中において本実施形態に係る真空処理装置1と共通する部材については、同じ符号を付して説明する。
Also, as a vacuum processing apparatus according to the comparative example, one having an adjusting mechanism for adjusting the position of the
図9においては、ヒンジ機構40の下方に設けられた複数のシム45が、上蓋30の位置を調整するための調整機構として機能する。図9の調整機構は、積層されたシム45の個数や種類を変更することにより、ヒンジ機構40の取り付け高さを変更する。これにより、調整機構は、チャンバー10に対する上蓋30の位置を調整することができる。
In FIG. 9, a plurality of
一方、図10においては、ヒンジ機構40は、ヒンジ軸411を中心に回動可能に連結されたアーム部412と、アーム部412と上蓋30とを締結するための締結ボルト46とを備え、調整機構として機能する。図10の調整機構は、締結ボルト46の締め込み量を変更することにより、アーム部412と上蓋30との間隔が調整することで、チャンバー10に対する上蓋30の位置を調整することができる。しかし、図9及び図10のいずれの調整機構においても、上蓋30を適切な位置に調整することは容易ではない。
On the other hand, in FIG. 10, the
また、上述した特許文献1に示されたヒンジ機構を有する真空処理装置の場合、真空排気時には上蓋とともにヒンジ機の軸が下がるため、排気不良は解決できると考えられる。しかし、上蓋の開閉中にはヒンジの軸部に対して上蓋の荷重がかかるため、それに相応した強固なバネを備える必要がある。そのような強固なバネをヒンジ部に組み込むことは容易ではない。例えば、真空処理装置の上蓋が200kgの重量を有する場合、1つのヒンジに対して100kgを超える荷重がかかることになる。
In addition, in the case of the vacuum processing apparatus having the hinge mechanism shown in the above-mentioned
したがって、同機構では、バネの力が上蓋を十分保持できる強さを有する場合には、非常に大きいバネが必要になってしまう。逆に、同機構では、バネの力が弱い場合には、ヒンジ部のヒンジ軸が当該ヒンジ軸を通す穴に対して上蓋30の開閉時に上下方向に動いてしまう可能性がある。よって、軸部の摩耗等による摩擦力の増加で開閉時に余分な摩擦が生じて開閉動作に力を要する、あるいは、ヒンジ軸の位置が開閉時にずれることによって意図する場所に上蓋30を位置決めすることができない等の不都合が生じ得る。
Therefore, the mechanism requires a very large spring if the force of the spring is strong enough to hold the upper lid. Conversely, in this mechanism, if the force of the spring is weak, there is a possibility that the hinge shaft of the hinge portion moves up and down with respect to the hole through which the hinge shaft passes when the
これに対し、本実施形態に係る真空処理装置1によれば、ヒンジ機構40の位置に対応して上壁部11の一部に第2開口部112が形成されているので、真空排気処理時にはチャンバー10の内部空間Sだけでなく、第2開口部112及び貫通孔421により構成される通気経路に対しても排気が行われる。これにより、大気圧と真空との差圧によってヒンジ機構40は鉛直下方向の力を受け、ヒンジ機構40の固定位置は上蓋30とチャンバー10との間を封止する第1封止部材50の弾性変形に追従して鉛直下方向に動く。このため、大気圧状態及び真空状態の両方の状態において、上蓋30とヒンジ機構40との位置関係を維持できる。すなわち、大気圧状態及び真空圧状態において、上蓋30とヒンジ機構40との間を確実に封止することができる。
On the other hand, according to the
また、上蓋30とヒンジ機構40との位置関係を維持できるため、上蓋30とヒンジ機構40との位置関係の調整及び確認は、大気圧状態において一度だけ行えばよい。例えば、大気圧状態でチャンバー10の上壁部11の第1封止部材50の上には上蓋30を設置し、第2封止部材60の上にはヒンジ機構40を設置する。次に、この設置状態において、ヒンジ機構40の上下位置を合わせる調整を行えばよい。確認結果によっては、調整は不要の場合もある。
Also, since the positional relationship between the
本実施形態に係る真空処理装置1を用いる場合には、具体的には以下の確認を行う。先ず、大気圧状態で第1封止部材50を上壁部11に設置して上壁部11と上蓋30との隙間の寸法、すなわち図5に記載のst+Ltを測定し、その値をaとする。次に第2封止部材60の設置部において隣接する台座42同士及び上壁面11と台座42との間で生じている隙間の寸法、すなわち図7に記載のsh+Lhを測定し、その値の合計をbとする。なお、a<bの場合は、その後の調整は不要である。
When using the
a>bの場合は、真空排気時に41ヒンジ本体41に大きな力がかかるのでa<bとなるように調整が必要である。調整の方法は、例えばショルダーボルト43のネジ部にスペーサを挿入して台座42をおさえこむ量を小さくする手法がある。
If a>b, a large force is applied to the 41 hinge
ただし、上述のように第1封止部材50及び第2封止部材60のつぶししろ及びつぶし量が予め計算されており、台座42を締め込むショルダーボルト43の締め込み量も、第2封止部材60のつぶし量が適切となるようにするので調整の必要性は低い。したがって第1封止部材50及び第2封止部材60を装置の内部に組み込むだけでよいため、組立時間を短縮でき、製造コストの上昇を抑えることができる。
However, as described above, the compression margin and compression amount of the first sealing
また、比較例に係る真空処理装置とは異なり、ヒンジ機構40側に複雑な構造の調整機構を設ける必要がなく、構造を単純化できる。また、第1封止部材50及び第2封止部材60の選定は、上述のように計算式を用いて容易に行えるため、使用する第1封止部材50及び第2封止部材60の種類や個数等の検討も容易である。
Also, unlike the vacuum processing apparatus according to the comparative example, there is no need to provide an adjustment mechanism with a complicated structure on the side of the
<変形実施形態>
上述した実施形態においては、上蓋30側に使用する第1封止部材50及びヒンジ機構40側に用いる第2封止部材60が同じ硬度を有するOリングである場合を説明した。しかし、第1封止部材50及び第2封止部材60の硬度は、互いに異なってもよい。
<Modified embodiment>
In the embodiment described above, the case where the first sealing
例えば、上蓋30側の第1封止部材50よりも硬度が小さい第2封止部材60をヒンジ機構40側に使用することもできる。真空処理装置の用途ではフッ素ゴムの使用が適しており、例えば上蓋30に使用する第1封止部材50として「硬さ(ショアA)70」のOリングを使用し、ヒンジ機構40側に使用する第2封止部材60として「硬さ(ショアA)60」のOリングを使用してもよい。この場合、第2封止部材60を第1封止部材50よりもつぶれ易くできる。具体的には、第1封止部材50に加える力の約半分の力を第2封止部材60に加えることで、鉛直方向において同等のつぶし量を得ることが可能となる。
For example, the second sealing
本発明は上記実施の形態に制限されるものではなく、本発明の精神及び範囲から離脱することなく、様々な変更及び変形が可能である。従って、本発明の範囲を公にするために以下の請求項を添付する。 The present invention is not limited to the above embodiments, and various changes and modifications are possible without departing from the spirit and scope of the present invention. Accordingly, the following claims are included to publicize the scope of the invention.
1・・・真空処理装置
10・・・チャンバー
11・・・上壁部
12・・・側壁部
13・・・側壁部
14・・・底壁部
20・・・排気機構
30・・・上蓋
40・・・ヒンジ機構
41・・・ヒンジ本体
42,42a~42d・・・台座
50・・・第1封止部材
60,60a~60d・・・第2封止部材
111・・・第1開口部
112・・・第2開口部
113・・・溝
421・・・貫通孔
422・・・溝
Claims (12)
前記第1開口部を開閉する上蓋と、
前記第2開口部を覆うように設けられ、前記第1開口部に対して前記上蓋を回動可能に支持するヒンジ機構と、
前記第1開口部を囲むように前記上蓋と前記上壁との間に設けられ、弾性変形する第1封止部材と、
前記第2開口部を囲むように前記ヒンジ機構と前記上壁との間に設けられ、弾性変形する第2封止部材と、
を備えることを特徴とする真空処理装置。 a chamber having a top wall with a first opening and a second opening;
an upper lid that opens and closes the first opening;
a hinge mechanism provided to cover the second opening and rotatably supporting the top cover with respect to the first opening;
a first sealing member provided between the upper cover and the upper wall so as to surround the first opening and elastically deformable;
a second sealing member that is provided between the hinge mechanism and the upper wall so as to surround the second opening and that is elastically deformable;
A vacuum processing apparatus comprising:
ことを特徴とする請求項1に記載の真空処理装置。 The first sealing member and the second sealing member are compressed in the evacuation process for the inner space of the chamber,
2. The vacuum processing apparatus according to claim 1, wherein:
ことを特徴とする請求項2に記載の真空処理装置。 In the evacuation process, a first compression amount in the vertical direction of the first sealing member and a second compression amount in the vertical direction of the second sealing member are equal.
3. The vacuum processing apparatus according to claim 2, wherein:
前記上蓋に連結されたヒンジ本体と、
前記ヒンジ本体と前記上壁との間に設けられ、前記ヒンジ本体を支持する台座と、
を有し、
前記台座には、前記第2開口部を介して前記内部空間に連通する貫通孔が形成されている、
ことを特徴とする請求項3に記載の真空処理装置。 The hinge mechanism is
a hinge body connected to the top cover;
a pedestal provided between the hinge body and the upper wall for supporting the hinge body;
has
A through-hole communicating with the internal space through the second opening is formed in the pedestal.
4. The vacuum processing apparatus according to claim 3, characterized in that:
複数の前記第2封止部材が、前記鉛直方向において隣り合う2つの前記台座の間にそれぞれ設けられている、
ことを特徴とする請求項4に記載の真空処理装置。 A plurality of the pedestals are superimposed in the vertical direction,
A plurality of the second sealing members are provided between two of the pedestals that are adjacent to each other in the vertical direction.
5. The vacuum processing apparatus according to claim 4, characterized in that:
ことを特徴とする請求項5に記載の真空処理装置。 The first crushing amount is equivalent to the sum of the second crushing amounts of each of the plurality of second sealing members,
6. The vacuum processing apparatus according to claim 5, characterized in that:
0≦[(Wh×Qh)×N]-(Wt×Qt)<Wh×Qh
の式が成り立つ、
ことを特徴とする請求項5又は6に記載の真空処理装置。 The number of the second sealing members is N, the first diameter before evacuation of the first sealing member in the vertical cross-sectional view is Wt, and the compression margin of the first compression amount with respect to the first diameter is Qt. , when the second diameter before evacuation of the second sealing member in the cross-sectional view is Wh, and the crushing margin of the second crushing amount with respect to the second diameter is Qh,
0≦[(Wh×Qh)×N]−(Wt×Qt)<Wh×Qh
The formula for
7. The vacuum processing apparatus according to claim 5 or 6, characterized in that:
複数の前記第2封止部材は、前記上壁又は前記台座に形成された第2溝に収容され、
前記断面視において、前記第1溝の深さがdt、前記第1圧縮量がLtである場合、Wt-Lt>dtの式が成り立ち、
前記断面視において、前記第2溝の深さがdh、前記第2圧縮量がLhである場合、Wh-Lh>dhの式が成り立つ、
ことを特徴とする請求項7に記載の真空処理装置。 The first sealing member is accommodated in a first groove formed in the upper wall,
the plurality of second sealing members are accommodated in second grooves formed in the upper wall or the pedestal;
In the cross-sectional view, when the depth of the first groove is dt and the first compression amount is Lt, the formula Wt−Lt>dt holds,
In the cross-sectional view, when the depth of the second groove is dh and the second compression amount is Lh, a formula of Wh−Lh>dh holds.
8. The vacuum processing apparatus according to claim 7, characterized in that:
ことを特徴とする請求項8に記載の真空処理装置。 the first diameter is greater than the second diameter;
9. The vacuum processing apparatus according to claim 8, characterized by:
ことを特徴とする請求項1乃至9のいずれか1項に記載の真空処理装置。 The first sealing member and the second sealing member have the same hardness,
10. The vacuum processing apparatus according to any one of claims 1 to 9, characterized in that:
ことを特徴とする請求項1乃至9のいずれか1項に記載の真空処理装置。 wherein the first sealing member and the second sealing member have hardnesses different from each other;
10. The vacuum processing apparatus according to any one of claims 1 to 9, characterized in that:
ことを特徴とする請求項1乃至11のいずれか1項に記載の真空処理装置。
The first sealing member and the second sealing member are each formed in an annular shape,
12. The vacuum processing apparatus according to any one of claims 1 to 11, characterized in that:
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/009105 WO2023166653A1 (en) | 2022-03-03 | 2022-03-03 | Vacuum processing device |
| JP2023519145A JP7450119B2 (en) | 2022-03-03 | 2022-03-03 | Vacuum processing equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2022/009105 WO2023166653A1 (en) | 2022-03-03 | 2022-03-03 | Vacuum processing device |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023166653A1 true WO2023166653A1 (en) | 2023-09-07 |
Family
ID=87883269
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/009105 WO2023166653A1 (en) | 2022-03-03 | 2022-03-03 | Vacuum processing device |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7450119B2 (en) |
| WO (1) | WO2023166653A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57196854U (en) * | 1981-06-10 | 1982-12-14 | ||
| JP2005012174A (en) * | 2003-06-19 | 2005-01-13 | Samsung Electronics Co Ltd | Reactor |
| JP2011179531A (en) * | 2010-02-26 | 2011-09-15 | Canon Anelva Corp | Lid opening/closing device and vacuum device |
| JP2012087923A (en) * | 2010-10-15 | 2012-05-10 | Fukuhara Co Ltd | Vacuum chamber and method for holding vacuum |
| JP2021077815A (en) * | 2019-11-13 | 2021-05-20 | 株式会社日立ハイテク | Vacuum processing apparatus |
-
2022
- 2022-03-03 JP JP2023519145A patent/JP7450119B2/en active Active
- 2022-03-03 WO PCT/JP2022/009105 patent/WO2023166653A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS57196854U (en) * | 1981-06-10 | 1982-12-14 | ||
| JP2005012174A (en) * | 2003-06-19 | 2005-01-13 | Samsung Electronics Co Ltd | Reactor |
| JP2011179531A (en) * | 2010-02-26 | 2011-09-15 | Canon Anelva Corp | Lid opening/closing device and vacuum device |
| JP2012087923A (en) * | 2010-10-15 | 2012-05-10 | Fukuhara Co Ltd | Vacuum chamber and method for holding vacuum |
| JP2021077815A (en) * | 2019-11-13 | 2021-05-20 | 株式会社日立ハイテク | Vacuum processing apparatus |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7450119B2 (en) | 2024-03-14 |
| JPWO2023166653A1 (en) | 2023-09-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP3017816B2 (en) | Fluid controller | |
| US11384864B2 (en) | Vacuum pressure proportional control valve | |
| JP4238255B2 (en) | Vacuum gate valve and method for opening and closing the vacuum gate valve | |
| US20120291688A1 (en) | Subsea Pressure Compensation System | |
| US20040200534A1 (en) | Gate valve apparatus | |
| US6386511B1 (en) | Gate valve apparatus | |
| JP2613149B2 (en) | Piping connection device | |
| US11530751B2 (en) | Closure mechanism vacuum chamber isolation device and sub-system | |
| WO2023166653A1 (en) | Vacuum processing device | |
| CN110473814A (en) | Inner lining structure, reaction chamber and semiconductor processing equipment | |
| JP2019506578A (en) | Vacuum valve for closing the flow path with a two-part valve disc | |
| TW200407513A (en) | Gate valve assembly | |
| JPH11153235A (en) | Smooth vent valve | |
| CN106816401B (en) | Sealing device and sealing method for interface between microenvironment and wafer box | |
| US20220403953A1 (en) | Gas inlet valve for vacuum process chambers | |
| WO2002027222A1 (en) | A high vacuum sealing gate valve with a single moving component | |
| JP2001027336A (en) | Gate valve | |
| JP2001165350A (en) | Gate valve and mounting mechanism of valve element | |
| JP7016465B2 (en) | Fluid control device | |
| CN200952588Y (en) | A Mechanical Safety Valve Used in Secondary Vacuum System | |
| JP2003148635A (en) | Gate valve | |
| JPS5848333Y2 (en) | bleeder valve | |
| JP2020012484A (en) | Globe valve or bellows valve | |
| JP2015026462A (en) | Charged particle beam equipment | |
| JP2024039790A (en) | diaphragm valve |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023519145 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22929798 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22929798 Country of ref document: EP Kind code of ref document: A1 |