WO2023162305A1 - Dispositif d'estimation d'état d'usinage, et procédé d'estimation d'état d'usinage - Google Patents
Dispositif d'estimation d'état d'usinage, et procédé d'estimation d'état d'usinage Download PDFInfo
- Publication number
- WO2023162305A1 WO2023162305A1 PCT/JP2022/033966 JP2022033966W WO2023162305A1 WO 2023162305 A1 WO2023162305 A1 WO 2023162305A1 JP 2022033966 W JP2022033966 W JP 2022033966W WO 2023162305 A1 WO2023162305 A1 WO 2023162305A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- parameter
- estimated
- reference data
- data
- punch
- Prior art date
Links
- 238000003754 machining Methods 0.000 title claims abstract description 114
- 238000000034 method Methods 0.000 title claims description 119
- 238000005259 measurement Methods 0.000 claims abstract description 83
- 238000012545 processing Methods 0.000 claims description 195
- 230000000295 complement effect Effects 0.000 claims description 38
- 238000006243 chemical reaction Methods 0.000 claims description 12
- 238000005498 polishing Methods 0.000 description 21
- 238000010586 diagram Methods 0.000 description 13
- 238000004080 punching Methods 0.000 description 11
- 238000004364 calculation method Methods 0.000 description 8
- 238000004891 communication Methods 0.000 description 8
- 230000006870 function Effects 0.000 description 6
- 238000005516 engineering process Methods 0.000 description 5
- 230000010365 information processing Effects 0.000 description 5
- 230000002159 abnormal effect Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 230000005856 abnormality Effects 0.000 description 2
- 238000006073 displacement reaction Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 230000002194 synthesizing effect Effects 0.000 description 2
- 206010024796 Logorrhoea Diseases 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000004397 blinking Effects 0.000 description 1
- 230000006835 compression Effects 0.000 description 1
- 238000007906 compression Methods 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 125000004122 cyclic group Chemical group 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 238000012423 maintenance Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 238000004088 simulation Methods 0.000 description 1
- 238000003786 synthesis reaction Methods 0.000 description 1
Images





















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D28/00—Shaping by press-cutting; Perforating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B30—PRESSES
- B30B—PRESSES IN GENERAL
- B30B15/00—Details of, or accessories for, presses; Auxiliary measures in connection with pressing
Definitions
- the present disclosure relates to a machining state estimation device and a machining state estimation method.
- Patent Document 1 discloses a technique for obtaining a judgment value by synthesizing the state quantity of normal equipment and the state quantity of abnormal equipment in a device such as a press that repeats the same work in a relatively short cycle.
- the determination device of Patent Document 1 generates an alarm when the state quantity of the target device exceeds the determination value or falls below the determination value.
- An object of the present disclosure is to provide a machining state estimating device and a machining state estimating method for estimating the machining state of a machining machine more accurately than in the prior art.
- a machining state estimation device includes: comprising a storage device and a processor;
- the storage device a plurality of parameters defining the machining state of the machine; storing a plurality of reference data respectively corresponding to all combinations of the plurality of parameters;
- the processor Acquiring measurement data indicating the result of measurement of the processing load by the processing machine, determining a degree of similarity, which is an index of the degree of similarity between the plurality of reference data and the measurement data;
- the machining state is estimated based on the determined similarity.
- a processing state estimation method includes: a processor obtaining measurement data indicative of a result of measurement of the processing load by the processing machine; a step of the processor determining a degree of similarity, which is an index of the degree of similarity between a plurality of reference data corresponding to all combinations of a plurality of parameters defining a processing state of the processing machine and the measurement data; the processor estimating the machining state based on the determined similarity; including.
- the machining state by the machining machine can be estimated more accurately than the conventional technology.
- FIG. 1 is a block diagram showing a configuration example of a machining state estimation device according to a first embodiment
- FIG. 2 is a schematic cross-sectional view showing a press to which the load sensor shown in FIG. 1 is attached
- FIG. 2 is a flowchart illustrating a procedure of a machining state estimation process executed by a CPU of the machining state estimating apparatus of FIG. 1
- FIG. 2 is a schematic graph showing an example of waveforms measured by the load sensor shown in FIG. 1
- FIG. 2 is a table showing an example of state data shown in FIG. 1
- 4 is a flowchart illustrating a processing flow of normal state estimation processing S5 shown in FIG. 3
- FIG. 7 is a flowchart illustrating a punch wear amount estimation process S51 of FIG.
- FIG. FIG. 7 is a flowchart illustrating a die wear amount estimation process S52 of FIG. 6;
- FIG. 4 is a flowchart illustrating a processing flow of state estimation processing S6 after polishing shown in FIG. 3;
- FIG. 10 is a flowchart illustrating a processing flow of post-polishing clearance estimation processing S63 shown in FIG. 9;
- FIG. 4 is a flowchart illustrating a processing flow of state estimation processing S7 after replacement shown in FIG. 3; It is a table showing an example of state data in a modification of the first embodiment.
- FIG. 9 is a flowchart illustrating a processing flow of normal state estimation processing S5a in a modified example of the first embodiment
- 14 is a flowchart illustrating a processing flow of work thickness estimation processing S50 shown in FIG. 13
- It is a block diagram which shows the structural example of the machining state estimation apparatus which concerns on 2nd Embodiment.
- FIG. 16 is a schematic diagram for explaining an outline of complementing processing executed by the CPU of the machining state estimation device of FIG. 15
- 7 is a flowchart illustrating a procedure of complementing processing; It is a schematic diagram for demonstrating an example of a complementary process.
- FIG. 11 is a block diagram showing a configuration example of a machining state estimating device according to a third embodiment;
- FIG. 20 is a schematic graph showing an example of time-slide positional relationship data of FIG. 19;
- FIG. 11 is a flowchart illustrating punch wear amount estimation processing S51a in the third embodiment.
- FIG. It is a schematic diagram for demonstrating a unit conversion process.
- FIG. 4 is a schematic diagram for explaining a machining state in each cycle of cycle machining;
- machining state indicates a state related to at least one of the parameters that define the state of processing in the present disclosure.
- the machining state refers to at least one of tool wear, clearance, and workpiece thickness.
- the load applied to the punch or work during punching depends on values such as punch wear, die wear, clearance, and work thickness.
- the amount of punch wear and the amount of die wear are examples of a punch wear parameter that indicates the degree of wear of the punch and a die wear parameter that indicates the degree of wear of the die, respectively.
- Tool wear such as punch wear and die wear, is represented, for example, by the dimensional change of the tool from when it was newly made or reground.
- the wear amount of the tool may be represented by a change amount such as shape change, volume change, mass change, or the like. Further, the wear amount of the tool may be represented by the radius of an arc when the wear is approximated as an arc.
- the clearance is the gap between the die and punch.
- the clearance is the gap between the die and the punch when punching holes in the work.
- the clearance may be expressed as the ratio of the gap between the die and the punch to the thickness of the workpiece.
- the load depends on these parameters, it is conceivable to estimate these parameters from the load waveform obtained during processing. For example, if it is possible to estimate the amount of tool wear such as the amount of punch wear and the amount of die wear, it is possible to know the desired timing for polishing or regrinding (hereinafter simply referred to as "polishing") of the tool in a processing machine that performs cycle machining. can. If the tool is ground at the desired timing, it is possible to prevent a situation in which a large number of defective products are produced by processing a work with a worn tool, and productivity can be improved.
- polishing or regrinding hereinafter simply referred to as "polishing"
- the storage device a plurality of parameters defining the machining state of the machine; storing a plurality of reference data, each corresponding to a respective combination of the plurality of parameters;
- the processor Acquiring measurement data indicating the result of measurement of the processing load by the processing machine, determining a degree of similarity, which is an index of the degree of similarity between the plurality of reference data and the measurement data; estimating the processing state based on the determined similarity;
- a machining state estimator is provided.
- the processor comprises: searching for reference data with the highest degree of similarity from among the plurality of reference data;
- the machining state estimating device determines a combination of the parameters corresponding to the searched reference data as an estimated parameter set representing the machining state at the time of measurement of the measurement data.
- the processor sequentially changes the plurality of parameters within a predetermined range based on the estimated parameter set already determined by the processor. and searching for reference data having the maximum similarity to the measured data from among a portion of the plurality of reference data.
- the plurality of parameters includes a wear parameter that defines the extent of tool wear of the processing machine and a clearance parameter that defines the clearance of the processing machine
- the estimated parameter set includes an estimated wear parameter estimated as the wear parameter during measurement of the measurement data and an estimated clearance parameter estimated as the clearance parameter during measurement of the measurement data
- the processor sequentially changes the wear parameter among values equal to or greater than the estimated wear parameter to obtain similarity to the measured data. search for the reference data with the highest degree of A machining state estimating device according to the fourth aspect is provided.
- the wear parameters include a punch wear parameter that defines the degree of wear of the punch of the processing machine, a die wear parameter that defines the degree of wear of the die of the processing machine, and including
- the estimated wear parameter includes an estimated punch wear parameter estimated as the punch wear parameter during measurement of the measurement data and an estimated die wear parameter estimated as the die wear parameter during measurement of the measurement data.
- the processor sequentially changes the punch wear parameter among values equal to or greater than the estimated punch wear parameter, and sets the die wear parameter to a value equal to or greater than the estimated die wear parameter. , sequentially changing to search for reference data that maximizes similarity to the measured data;
- a machining state estimating device is provided.
- the processor in the process of searching for the reference data, The die wear parameter is fixed to the estimated die wear parameter, and the punch wear parameter is sequentially changed within values equal to or greater than the estimated punch wear parameter, so that the first degree of similarity with the measured data is Search for the maximum reference data, determining the punch wear parameter corresponding to the reference data that maximizes the first similarity as the estimated punch wear parameter;
- the punch wear parameter is fixed to the determined estimated punch wear parameter, and the die wear parameter is sequentially changed among values equal to or greater than the estimated die wear parameter, and a second comparison between the measured data and the Search for the reference data with the highest similarity, determining the die wear parameter corresponding to the reference data that maximizes the second similarity as the estimated die wear parameter;
- a machining state estimating device according to the sixth aspect is provided.
- the plurality of parameters further includes a work thickness parameter that defines the thickness of the work to be processed by the processing machine, In the process of searching for the reference data, the processor sequentially changes the workpiece thickness parameter to search for reference data that maximizes similarity to the measurement data.
- a machining state estimating device according to any one of the fourth to seventh aspects is provided.
- the wear parameters include a punch wear parameter that defines the degree of wear of the punch of the processing machine, a die wear parameter that defines the degree of wear of the die of the processing machine, and including
- the estimated wear parameter includes an estimated punch wear parameter estimated as the punch wear parameter during measurement of the measurement data and an estimated die wear parameter estimated as the die wear parameter during measurement of the measurement data.
- the processor sequentially changes the punch wear parameter among values equal to or greater than the estimated punch wear parameter, and sets the die wear parameter to a value equal to or greater than the estimated die wear parameter. , sequentially changing to search for reference data that maximizes similarity to the measured data;
- a machining state estimating device according to the eighth aspect.
- the estimated parameter set includes an estimated work thickness parameter estimated as the work thickness parameter at the time of measurement of the measurement data
- the processor in the process of searching for the reference data, The die wear parameter and the punch wear parameter are fixed to the estimated die wear parameter and the estimated punch wear parameter, respectively, and the workpiece thickness parameter is sequentially changed so that the first degree of similarity with the measurement data is Search for the maximum reference data, determining the workpiece thickness parameter corresponding to the reference data having the maximum first similarity as the estimated workpiece thickness parameter; fixing the work thickness parameter and the die wear parameter to the determined estimated work thickness parameter and the estimated die wear parameter, respectively, and sequentially setting the punch wear parameter among values equal to or greater than the estimated punch wear parameter; searching for reference data that maximizes the second degree of similarity with the measurement data by changing the determining the punch wear parameter corresponding to the reference data having the maximum second similarity as the estimated punch wear parameter; The punch wear parameter is fixed to the determined estimated punch wear parameter, and the die wear parameter is sequentially changed among values equal to or
- the estimated wear parameter is set to an initial value.
- the twelfth aspect of the present disclosure after setting the estimated wear parameter to the initial value, until a predetermined period elapses, keeping the estimated wear parameter at an initial value;
- the eleventh aspect wherein in the process of searching for the reference data, the reference data having the highest degree of similarity with the measured data is searched from among the plurality of reference data by sequentially changing the clearance parameter.
- each of the plurality of parameters is a variable selected from a plurality of discrete values; the processor generates complementary reference data corresponding to a parameter between the plurality of discrete values based on the plurality of reference data; In a search process, the processor searches for reference data or complementary reference data that maximizes the similarity to the measurement data from among the plurality of reference data and the complementary reference data.
- a machining state estimating device according to any one of the first to twelfth aspects is provided.
- each of the plurality of reference data indicates a relationship between time and processing load in processing by the processing machine
- the measurement data indicates the relationship between the time and the processing load in the actually measured processing by the processing machine
- each of the plurality of reference data indicates a relationship between a slide position of the processing machine and a processing load in processing by the processing machine
- the measurement data indicates the relationship between the time and the processing load in the actually measured processing by the processing machine
- the storage device further stores time-slide position relationship data defining a relationship between time and the slide position
- the processor in the process of searching for the reference data, Based on the time-slide positional relationship data, the plurality of reference data are converted into a plurality of secondary reference data each indicating a relationship between time and processing load in processing by the processing machine; searching for the secondary reference data having the highest degree of similarity with the measured data from among the plurality of secondary reference data, thereby obtaining the highest degree of similarity with the measured data from among the plurality of reference data; search for reference data that A machining state estimating device according to any one of the first to thirteenth aspects is provided.
- each of the plurality of reference data indicates a relationship between a slide position of the processing machine and a processing load in processing by the processing machine
- the measurement data indicates the relationship between the time and the processing load in the actually measured processing by the processing machine
- the storage device further stores time-slide position relationship data defining a relationship between time and the slide position
- the processor in the process of searching for the reference data, converting the measurement data into conversion measurement data indicating the relationship between the slide position and the processing load in processing by the processing machine, based on the time-slide position relationship data;
- the reference data having the highest similarity to the measured data among the plurality of reference data by searching for the reference data having the highest similarity to the converted measured data from the plurality of reference data. explore the A machining state estimating device according to any one of the first to thirteenth aspects is provided.
- a processor obtains measurement data indicative of a result of measurement of a processing load by a processing machine; a step of the processor determining a degree of similarity, which is an index of the degree of similarity between a plurality of reference data corresponding to each combination of a plurality of parameters defining a machining state of the machine tool and the measured data; the processor estimating the machining state based on the determined similarity;
- FIG. 1 is a block diagram showing a configuration example of a machining state estimation device 100 according to the first embodiment of the present disclosure.
- the machining state estimation device 100 includes a CPU 1 , a storage device 2 , an input interface (I/F) 3 and an output interface (I/F) 4 .
- the CPU 1 performs information processing to implement the functions of the machining state estimation device 100, which will be described later. Such information processing is realized, for example, by the CPU 1 operating according to instructions of the program 21 stored in the storage device 2 .
- CPU 1 is an example of a processor of the present disclosure.
- a processor is not limited to a CPU as long as it includes an arithmetic circuit that performs calculations for information processing.
- the processor may be composed of circuits such as MPU and FPGA.
- the storage device 2 is a recording medium for recording various information including a waveform library 23 to be described later, data such as state data 22 , and a program 21 necessary for realizing the functions of the machining state estimation device 100 .
- the storage device 2 is realized by, for example, a semiconductor storage device such as a flash memory, a solid state drive (SSD), a magnetic storage device such as a hard disk drive (HDD), or other recording media alone or in combination.
- the storage device 2 may include volatile memory such as SRAM and DRAM.
- the input interface 3 is an interface circuit that connects the machining state estimating device 100 and an external device in order to input information such as detection results by the load sensor 11 to the machining state estimating device 100 .
- an external device is, for example, a device such as the load sensor 11 or another information processing terminal.
- the input interface 3 may be a communication circuit that performs data communication according to existing wired communication standards or wireless communication standards.
- the output interface 4 is an interface circuit that connects the machining state estimating device 100 and an external output device in order to output information from the machining state estimating device 100 .
- Such an output device is, for example, a display or other information processing terminal.
- the output interface 4 may be a communication circuit that performs data communication according to existing wired communication standards or wireless communication standards.
- the input interface 3 and output interface 4 may be realized by similar hardware.
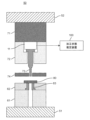
- FIG. 2 is a schematic cross-sectional view showing the press machine 50 to which the load sensor 11 shown in FIG. 1 is attached.
- the press machine 50 is an example of a processing machine that performs cycle processing that repeats the same processing.
- the press machine 50 includes a bolster 51 and a slide 52 that repeatedly performs vertical cyclic motion from the top dead center to the bottom dead center with respect to the bolster 51 .
- a die backing plate 61 is mounted on the bolster 51
- a die plate 62 is mounted on the die backing plate 61 .
- a die plate 62 holds a die 63 .
- a punch backing plate 71 is attached to the bottom of the slide 52 , and a punch plate 72 is attached to the bottom of the punch backing plate 71 .
- a punch plate 72 grips a punch 73 .
- Press 50 further comprises a stripper plate 74 .
- the stripper plate 74 is attached to fasteners such as bolts and the punch plate 72 or the punch backing plate 71 via positioning guides such as posts (not shown).
- the stripper plate 74 is biased downward by a compression spring, for example, and has a function of guiding the punch 73 so that the position of the punch 73 is constant, a function of removing the material adhering to the punch 73 after punching the work 80, and/or a function of It has a function of fixing the workpiece 80 at the time of punching.
- the load sensor 11 is installed between the punch 73 and the punch backing plate 71, for example.
- the load sensor 11 is, for example, a piezoelectric force sensor or an electric force sensor such as a strain gauge type, and measures the load applied to the punch 73 when the punch 73 punches the workpiece 80 .
- FIG. 3 is a flow chart illustrating the procedure of processing state estimation processing executed by the CPU 1 of the processing state estimation apparatus 100 of FIG.
- the CPU 1 acquires from the load sensor 11 a measurement waveform representing the measurement result of the load applied to the load sensor 11 during press processing by the press machine 50 (S1).
- FIG. 4 is a schematic graph showing an example of waveforms measured by the load sensor 11.
- FIG. The horizontal axis of the graph in FIG. 4 represents time, and the vertical axis represents load.
- the graph of FIG. 4 shows that in the punching process, when the punch 73 descends and comes into contact with the workpiece 80, a load begins to be applied to the workpiece 80, and therefore to the punch 73 and the load sensor 11, and after the workpiece 80 is punched, the load suddenly increases to almost It shows a mountain-shaped waveform that decreases to zero.
- the punching period of the punching process can be measured, for example, as the period from the time when the load exceeds the rise threshold to the time when the load falls below the fall threshold in the measured waveform.
- Such a rising threshold value and a falling threshold value may be determined as absolute values or may be determined as ratios to the peak value of the load.
- step S1 the CPU 1 acquires the state data 22 indicating the estimated parameter set, which is the previous estimation result (S2).
- FIG. 5 is a table showing an example of the state data 22.
- FIG. State data 22 includes parameters that define the state of machining. In the example of this embodiment, as shown in FIG. 5, such parameters are parameters that define the state of the tool, more specifically, punch wear, die wear, and clearance.
- the CPU 1 determines whether a predetermined period of time has elapsed since the tool was replaced (S3). For example, the CPU 1 determines whether or not a predetermined period of time has elapsed after receiving a tool change signal indicating that the tool has been changed. The CPU 1 may determine that a predetermined period of time has elapsed when press working is performed a predetermined number of times or more after receiving the tool change signal. Such a tool change signal is sent to the CPU 1 when the user presses a tool change completion button provided on the user interfaces of the press machine 50 and the machining state estimating device 100, for example.
- the CPU 1 determines whether a predetermined period of time has elapsed since the tool was ground (S4). For example, the CPU 1 determines whether a predetermined period of time has elapsed after receiving a die polishing signal indicating that the die has been polished and/or a punch polishing signal indicating that the punch has been polished. The CPU 1 may determine that the predetermined period of time has elapsed when the press processing is performed a predetermined number of times or more after receiving the die polishing signal and/or the punch polishing signal. Such a signal is sent to the CPU 1 when the user presses a die polishing completion button and/or a punch polishing completion button provided on the user interfaces of the press machine 50 and the machining state estimating apparatus 100, for example.
- normal state estimation process a first state estimation process (hereinafter referred to as "normal state estimation process") S5. Details of the normal state estimation processing S5 will be described later.
- step S4 if it is determined that the predetermined period has not elapsed since the tool was ground (No in S4), the CPU 1 performs second state estimation processing (hereinafter referred to as "post-grinding state estimation processing"). Execute S6. The details of the post-polishing state estimation process S6 will be described later.
- step S3 when it is determined that the predetermined period has not elapsed since the tool was replaced (No in S3), the CPU 1 performs a third state estimation process (hereinafter referred to as "post-replacement state estimation process"). .) Execute S7. The details of the post-replacement state estimation processing S7 will be described later.
- FIG. 6 is a flowchart illustrating the processing flow of the normal state estimation processing S5 shown in FIG.
- the CPU 1 executes a punch wear amount estimation process S51 and then a die wear amount estimation process S52.
- the reason why the steps are executed in this order is that the amount of punch wear is estimated with priority over the amount of die wear, because the progress of punch wear is generally faster than the progress of die wear.
- the clearance value of the state data 22 is fixed to the value estimated in the previous machining state estimation process.
- the reason why the clearance is fixed is that the clearance does not change at all or hardly even if the press working is repeated in the normal state estimation process S5 in which a predetermined period has passed since the tool was replaced or polished.
- FIG. 7 is a flowchart illustrating the punch wear amount estimation processing S51 of FIG.
- the CPU 1 first calculates the degree of matching between the reference waveform (reference data) corresponding to the value of each parameter of the state data 22 and the measured waveform acquired in step S1 (S511 ).
- the degree of matching is an index indicating the degree of matching between two waveforms.
- the match is, for example, cosine similarity, Euclidean distance, Manhattan distance between two waveforms during punching.
- the CPU 1 may calculate a loss, which is an index indicating the degree of mismatch between the two waveforms, instead of the degree of matching.
- Both the degree of matching and the degree of non-matching are examples of "similarity,” which is an index indicating the degree of similarity between two waveforms.
- the reference waveform corresponding to the value of each parameter of the state data 22 in step S511 is registered in the waveform library 23 in advance. Reference waveforms corresponding to all combinations of candidate values for clearance, die wear, and punch wear are registered in advance in the waveform library 23 .
- the reference waveform is a waveform representing the relationship between time and load, like the measured waveform in FIG.
- the clearance can be set to any of candidate values of 3 ⁇ m, 4 ⁇ m, 5 ⁇ m, 6 ⁇ m, and 7 ⁇ m, for example.
- the die wear amount can be set to any one of candidate values of 0 ⁇ m, 2 ⁇ m, 4 ⁇ m, 6 ⁇ m, 8 ⁇ m, 10 ⁇ m, and 12 ⁇ m, for example.
- the amount of punch wear can be set to any one of candidate values of 0 ⁇ m, 2 ⁇ m, 4 ⁇ m, 6 ⁇ m, 8 ⁇ m, 10 ⁇ m, and 12 ⁇ m, for example.
- the candidate values for the clearance, the die wear amount, and the punch wear amount are not limited to these, and the number of candidate values is also not limited to the above numbers.
- the waveform library 23 is a three-dimensional table in which reference waveforms corresponding to arrangements of clearance, die wear, and punch wear are registered.
- the CPU 1 determines whether or not the loop processing in the punch wear amount estimation processing S51 has converged (completed) (S512). Convergence means that all candidate values that can be selected based on a predetermined selection rule have been set in the temporary state data. In step S512, the CPU 1 converges to determine whether or not all the candidate values of the punch wear amount that are larger than the punch wear amount estimated in the previous machining state estimation process have been set in the temporary state data. as a judgment.
- step S512 If the CPU 1 determines in step S512 that the loop processing in the punch wear amount estimation processing S51 has not converged (No in S512), it executes step S513.
- the wear amount estimation process S51 ends.
- step S513 the CPU 1 changes the state data 22 to set the punch wear amount to a value larger than the previously estimated punch wear amount, and prepares provisional state data (S513).
- the CPU 1 sets the punch wear amount in the provisional state data to 6 ⁇ m, 8 ⁇ m, 10 ⁇ m, or 12 ⁇ m.
- the clearance and the amount of die wear which are other parameters of the provisional state data, are fixed to the previously estimated clearance and the amount of die wear, respectively.
- the CPU 1 calculates the degree of matching between the reference waveform in the waveform library 23 corresponding to the value of each parameter of the temporary state data and the measured waveform acquired in step S1 (S514).
- the CPU 1 determines whether the degree of matching calculated in step S514 has increased compared to the degree of matching calculated in the most recent step S511 (S515). If the CPU 1 determines that the degree of matching has increased (Yes in S515), it proceeds to step S516, and if it determines that the degree of matching has not increased (No in S515), it returns to step S512.
- step S516 the CPU 1 updates the state data 22 so that the temporary state data prepared in step S513 is the state data 22 (S516). After completing step S516, the CPU 1 returns to step S511.
- the CPU 1 determines in step S512 that the loop processing in the punch wear amount estimation processing S51 has converged (Yes in S512), the CPU 1 finishes the punch wear amount estimation processing S51 and performs the die wear amount estimation processing S52. (See FIG. 6).
- the CPU 1 ends the punch wear amount estimation processing S51 when all the loops in which the punch wear amounts of the provisional state data are set to 6 ⁇ m, 8 ⁇ m, 10 ⁇ m, and 12 ⁇ m are completed.
- FIG. 8 is a flowchart illustrating the die wear amount estimation process S52 of FIG.
- the CPU 1 first calculates the degree of matching between the reference waveform corresponding to the value of each parameter of the state data 22 and the measured waveform acquired in step S1 (S521).
- Step S521 is the same process as step S511 in FIG.
- the CPU 1 determines whether or not the loop processing in the die wear amount estimation processing S52 has converged (S522). That is, the CPU 1 determines whether or not all of the candidate values for the die wear amount that are larger than the die wear amount estimated in the previous machining state estimation process are set in the temporary state data.
- the CPU 1 determines that the loop processing in the die wear amount estimation process S52 has not converged (No in S522), it executes step S523, and when it determines that it has converged (Yes in S522), the die wear amount estimation process End S52.
- step S523 the CPU 1 changes the state data 22 so as to set the die wear amount to a value larger than the previously estimated die wear amount and prepares temporary state data (S523).
- step S523 the clearance, which is another parameter of the provisional state data, is fixed to the previously estimated clearance, and the punch wear amount is fixed to the punch wear amount determined in step S516 of FIG.
- the CPU 1 calculates the degree of matching between the reference waveform in the waveform library 23 corresponding to the value of each parameter of the temporary state data and the measured waveform acquired in step S1 (S524).
- the CPU 1 determines whether or not the degree of matching calculated in step S524 has increased compared to the degree of matching calculated in the most recent step S521 (S525). If the CPU 1 determines that the degree of matching has increased (Yes in S525), it proceeds to step S526, and if it determines that the degree of matching has not increased (No in S525), it returns to step S522.
- step S526 the CPU 1 updates the state data 22 so that the temporary state data prepared at step S523 is the state data 22 (S526). After completing step S526, the CPU 1 returns to step S521.
- the CPU 1 fixes the clearance and performs the punch wear amount estimation process S51 prior to the die wear amount estimation process S52, thereby estimating the state data 22. .
- FIG. 9 is a flowchart illustrating the processing flow of the post-polishing state estimation processing S6 shown in FIG. In the post-grinding state estimation processing S6, different processing is executed depending on whether the ground tool is a punch, a die, or both.
- the CPU 1 determines whether both the punch and die have been ground (S61). In the above example, CPU 1 determines whether it has received both a die polish signal indicating that the die has been polished and a punch polish signal indicating that the punch has been polished. If the CPU 1 determines that both the punch and the die have been ground (Yes in S61), the process proceeds to step S62; otherwise (No in S61), the process proceeds to step S64.
- step S64 the CPU 1 determines whether or not the punch has been ground. If the CPU 1 determines that the punch has been ground (Yes in S64), the process proceeds to step S65; otherwise (No in S64), the process proceeds to step S66. That is, step S62 is performed if both the punch and die are ground, step S65 is performed if only the punch is ground, and step S66 is performed if only the die is ground.
- the CPU 1 sets the punch wear amount and the die wear amount to 0 ⁇ m, which is the initial value. After fixing the punch wear amount and the die wear amount in this manner, the CPU 1 executes processing for estimating the clearance (hereinafter referred to as "post-grinding clearance estimation processing") S63. The details of the post-polishing clearance estimation process S63 will be described later.
- step S64 If it is determined in step S64 that the punch has been ground (Yes in S64), the CPU 1 sets the punch wear amount to the initial value of 0 ⁇ m (S65), and then performs post-grinding clearance estimation processing S63 and die wear amount estimation processing. Execute S52.
- step S64 If it is determined in step S64 that the punch has not been ground (No in S64), the CPU 1 sets the die wear amount to the initial value of 0 ⁇ m (S66). An estimation process S51 is executed.
- FIG. 10 is a flowchart illustrating the processing flow of the post-polishing clearance estimation processing S63 shown in FIG.
- Step S631 is the same processing as step S511 in FIG. 7 and step S521 in FIG.
- the CPU 1 determines whether or not the loop processing in the post-polishing clearance estimation processing S63 has converged (S632). That is, the CPU 1 determines whether or not all of the candidate clearance values within a predetermined range from the clearance estimated in the previous machining state estimation process have been set in the temporary state data.
- the CPU 1 determines that the loop processing in the post-polishing clearance estimation processing S63 has not converged (No in S632), it executes step S633, and when it determines that it has converged (Yes in S632), the post-polishing clearance The estimation process S63 is finished.
- step S633 the CPU 1 changes the state data 22 so as to set the clearance to a value within a predetermined range from the previously estimated clearance, and prepares provisional state data (S633).
- the CPU 1 sets the clearance in the provisional state data to a value within the range of 5 ⁇ m to ⁇ 1 ⁇ m, namely 4 ⁇ m or 6 ⁇ m.
- the reason why the change range of the clearance is limited within a predetermined range is that unlike the case where the tool is replaced, the clearance hardly changes even if the tool is ground.
- the CPU 1 calculates the degree of matching between the reference waveform in the waveform library 23 corresponding to the value of each parameter of the temporary state data and the measured waveform acquired in step S1 (S634).
- the CPU 1 determines whether the degree of matching calculated in step S634 has increased compared to the degree of matching calculated in the most recent step S631 (S635). If the CPU 1 determines that the degree of matching has increased (Yes in S635), it proceeds to step S636, and if it determines that the degree of matching has not increased (No in S635), it returns to step S632.
- step S636 the CPU 1 updates the state data 22 so that the temporary state data prepared in step S633 is the state data 22 (S636). After completing step S636, the CPU 1 returns to step S631.
- FIG. 11 is a flowchart illustrating the processing flow of the post-exchange state estimation processing S7 shown in FIG.
- the CPU 1 first sets the punch wear amount and the die wear amount to the initial values of 0 ⁇ m (S62).
- the CPU 1 calculates the degree of matching between the reference waveform corresponding to the value of each parameter of the state data 22 and the measured waveform acquired in step S1 (S71).
- the CPU 1 determines whether or not the loop processing in the post-replacement state estimation processing S7 has converged (S72). That is, the CPU 1 determines whether or not all candidate clearance values have been set in the temporary state data.
- the CPU 1 determines that the loop processing in the state estimation processing S7 after replacement has not converged (No in S72)
- the estimation process S7 is terminated.
- step S73 the CPU 1 prepares provisional state data by changing the state data 22 so as to set the clearance to one of the clearance candidate values (S73).
- the CPU 1 calculates the degree of matching between the reference waveform in the waveform library 23 corresponding to the value of each parameter of the temporary state data and the measured waveform acquired in step S1 (S74).
- the CPU 1 determines whether the degree of matching calculated in step S74 has increased compared to the degree of matching calculated in the most recent step S71 (S75). If the CPU 1 determines that the degree of matching has increased (Yes in S75), it proceeds to step S76, and if it determines that the degree of matching has not increased (No in S75), it returns to step S72.
- step S76 the CPU 1 updates the state data 22 so that the temporary state data prepared in step S73 is the state data 22 (S76). After completing step S76, the CPU 1 returns to step S71.
- the machining state estimating device 100 notifies the user when the punch wear amount or the die wear amount in the state data 22, which is the estimation result, is equal to or greater than a predetermined threshold value and/or when the clearance is not within a predetermined range. may be performed. This allows the user to perform maintenance such as tool replacement. Such notification is performed, for example, by lighting or blinking an LED in red, generating a warning sound from a speaker, displaying the status data 22 on a display, or the like.
- the machining state estimation device 100 includes the storage device 2 and the CPU 1, which is an example of a processor.
- the storage device 2 stores state data 22, which are a plurality of parameters that define the working state of the press machine 50, and a plurality of reference waveforms each corresponding to each combination of the plurality of parameters.
- the CPU 1 acquires a measured waveform, which is an example of measurement data indicating the result of measurement of the processing load by the press machine 50 (S1).
- the CPU 1 searches for a reference waveform that maximizes the degree of matching, which is an index of the degree of matching with the measured waveform, from among the plurality of reference waveforms, and combines the parameter combinations corresponding to the searched reference waveforms with the measured waveform.
- An estimated parameter set representing the machining state at the time of measurement is determined (S5).
- the CPU 1 sequentially changes a plurality of parameters within a predetermined range based on the estimated parameter set already determined by the CPU 1, and selects a measured waveform from a portion of the plurality of reference waveforms.
- a search may be made for a reference waveform that maximizes the degree of matching with .
- the plurality of parameters may include a wear parameter that defines the degree of wear of the tool of the press 50 and a clearance parameter that defines the clearance of the press 50.
- the estimated parameter set may include an estimated wear parameter estimated as a measured wear parameter of the measured waveform and an estimated clearance parameter estimated as a measured clearance parameter of the measured waveform.
- the CPU 1 sequentially changes the wear parameter among values equal to or greater than the estimated wear parameter, and searches for the reference waveform that maximizes the degree of matching with the measured waveform.
- the wear parameters may include a punch wear parameter that defines the degree of wear of the punch of the press 50 and a die wear parameter that defines the degree of wear of the die of the press 50 .
- the estimated wear parameter may include an estimated punch wear parameter estimated as a punch wear parameter during measurement of the measured waveform and an estimated die wear parameter estimated as a die wear parameter during measurement of the measured waveform.
- the CPU 1 sequentially changes the punch wear parameter within values equal to or greater than the estimated punch wear parameter, and sequentially changes the die wear parameter within values equal to or greater than the estimated die wear parameter. to search for the reference waveform that maximizes the degree of agreement with the measured waveform.
- the wear amount and clearance of the tool can be estimated with higher accuracy.
- the CPU 1 may perform the following processes in the process of searching for the reference waveform. That is, the CPU 1 fixes the die wear parameter to the estimated die wear parameter, and sequentially changes the punch wear parameter among values greater than or equal to the estimated punch wear parameter, so that the first degree of coincidence with the measured waveform is The maximum reference waveform is searched for, and the punch wear parameter corresponding to the waveform with the maximum first matching degree is determined as the estimated punch wear parameter (S51).
- the CPU 1 fixes the punch wear parameter to the determined estimated punch wear parameter, and sequentially changes the die wear parameter among the values equal to or greater than the estimated die wear parameter to obtain a second A second reference waveform with the highest degree of matching is searched for, and the die wear parameter corresponding to the second waveform with the highest degree of matching is determined as the estimated die wear parameter (S52).
- the progress of punch wear is faster than the progress of die wear.
- the CPU 1 may set the estimated wear parameter to the initial value (S62, S65, S66). ).
- the machining state can be estimated with higher accuracy. Also, since the estimated wear parameter is set to the initial value, the amount of calculation for searching and estimation can be reduced.
- the CPU 1 After setting the estimated wear parameter to the initial value, the CPU 1 keeps the estimated wear parameter at the initial value until a predetermined period of time elapses.
- a reference waveform that maximizes the degree of matching with the measured waveform may be searched from among them.
- the wear can approximate the initial value for a predetermined period of time after the tool has been replaced or after the tool has been ground. Therefore, according to this configuration, it is possible to accurately estimate the machining state. Also, since the estimated wear parameter is set to the initial value, the amount of calculation for searching and estimation can be reduced.
- the state data 22 is composed of the punch wear amount, the die wear amount, and the clearance representing the state of the tool has been described.
- parameters included in the state data 22 are not limited to these.
- the state data 22 may include work state data indicating the work state such as work thickness.
- the work thickness can be set to any of candidate values of 46 ⁇ m, 48 ⁇ m, 50 ⁇ m, 52 ⁇ m, and 54 ⁇ m, for example, but is not limited to these, and the number of work thickness candidate values is not limited to seven.
- the waveform library 23 registers waveforms corresponding to the arrangement of clearance, die wear amount, punch wear amount, and work thickness. It becomes a four-dimensional table.
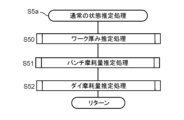
- FIG. 13 is a flowchart illustrating the processing flow of normal state estimation processing S5a in the modified example of the first embodiment.
- the workpiece thickness estimation process S50 is executed before the punch wear amount estimation process S51.
- the work thickness estimation process S50 is executed with priority over the punch wear amount estimation process S51 and the die wear amount estimation process S52. because it is
- FIG. 14 is a flowchart illustrating the processing flow of the work thickness estimation processing S50 shown in FIG.
- the CPU 1 first calculates the degree of matching between the waveform corresponding to the value of each parameter of the state data 22 and the measured waveform acquired in step S1 (S501).
- the CPU 1 determines whether or not the loop processing in the workpiece thickness estimation processing S50 has converged (S502). That is, the CPU 1 determines whether or not all candidate values for the workpiece thickness have been set in the temporary state data.
- the CPU 1 determines that the loop processing in the work thickness estimation process S50 has not converged (No in S502), it executes step S503, and when it determines that it has converged (Yes in S502), the work thickness estimation process S50 is executed. Finish.
- step S503 the CPU 1 changes the state data 22 so as to set the work thickness to one of the work thickness candidate values, and prepares temporary state data (S503).
- the CPU 1 calculates the degree of matching between the waveform in the waveform library 23 corresponding to the value of each parameter of the temporary state data and the measured waveform acquired in step S1 (S504).
- the CPU 1 determines whether the degree of matching calculated in step S504 has increased compared to the degree of matching calculated in the most recent step S501 (S505). If the CPU 1 determines that the degree of matching has increased (Yes in S505), it proceeds to step S506, and if it determines that the degree of matching has not increased (No in S505), it returns to step S502.
- step S506 the CPU 1 updates the state data 22 so that the temporary state data prepared in step S503 is the state data 22 (S506). After completing step S506, the CPU 1 returns to step S501.
- FIG. 15 is a block diagram showing a configuration example of the machining state estimation device 200 according to the second embodiment of the present disclosure.
- the storage device 2 further stores a complementary waveform library 24 and complementary processing set values 25.
- the complementary waveform library 24 is generated by the CPU 1 based on the waveform library 23 and complementary processing set values 25 .
- FIG. 16 is a schematic diagram for explaining an overview of the process of generating the complementary waveform library 24 (hereinafter referred to as "complementary process") executed by the CPU 1 of the machining state estimation device 200 of FIG.
- Each parameter of state data 22 can take multiple discrete values within a predetermined range.
- the candidate values for the amount of punch wear and die wear are 0 ⁇ m, 2 ⁇ m, 4 ⁇ m, 6 ⁇ m, 8 ⁇ m, 10 ⁇ m, and 12 ⁇ m
- the candidate values for the clearance are 3 ⁇ m and 4 ⁇ m. , 5 ⁇ m, 6 ⁇ m, or 7 ⁇ m.
- the candidate value for the workpiece thickness is any one of 46 ⁇ m, 48 ⁇ m, 50 ⁇ m, 52 ⁇ m, and 54 ⁇ m.
- the complementary processing setting value 25 defines, for example, the minimum value, maximum value, and pitch of each parameter.
- the complementary processing setting value 25 may define only the pitch of each parameter.
- the CPU 1 Based on the waveform library 23 and the complementary processing setting value 25, the CPU 1 generates a complementary waveform (complementary reference data) corresponding to the complementary value between the parameter candidate values. That is, the CPU 1 generates complementary waveforms that are not pre-registered in the waveform library 23 based on the waveform library 23 and the complementary processing setting values 25 .
- FIG. 17 is a flow chart illustrating the procedure of complementing processing executed by the CPU 1 of the machining state estimation device 200 of FIG. First, the CPU 1 acquires the waveform library 23 and the complementary processing setting values 25 from the storage device 2 (S21).
- the CPU 1 generates complementary waveforms corresponding to the combinations of parameters defined in the complementary processing set values 25 (S22), and stores the generated complementary waveforms in the storage device 2 (S23).
- FIG. 18 is a schematic diagram for explaining an example of complementary processing.
- the horizontal axis of FIG. 18 represents the punch wear amount, and the vertical axis represents the die wear amount.
- the punch wear amount and die wear amount can be 0 ⁇ m, 2 ⁇ m, 4 ⁇ m, 6 ⁇ m, 8 ⁇ m, 10 ⁇ m, and 12 ⁇ m as in the above example
- the waveform library 23 corresponds to the parameters indicated by the black circles in FIG. The waveform is registered.
- the waveform library 23 does not register a waveform corresponding to the point M1 where the punch wear amount is 1.5 ⁇ m and the die wear amount is 2.0 ⁇ m.
- the CPU 1 generates an intermediate waveform corresponding to the point M1 by synthesizing the waveforms in the waveform library 23 corresponding to the points P1 and P2 located near the point M1 with respect to the punch wear amount.
- Such synthesis is performed, for example, by calculating the weighted average of the waveform corresponding to point P1 and the waveform corresponding to point P2.
- the distance between points M1 and P1 is three times the distance between points M1 and P2.
- a weighted average is taken by calculating the average of the waveform corresponding to point P2, which is weighted three times.
- the CPU 1 can synthesize the waveforms in the waveform library 23 corresponding to the points P3 and P4 located near the point M2 with respect to the amount of punch wear to generate an intermediate waveform corresponding to the point M2. . Furthermore, the CPU 1 can synthesize the intermediate waveforms respectively corresponding to the points M1 and M2 to generate the complementary waveform corresponding to the point C1.
- the CPU 1 can generate complementary waveforms corresponding to all the intersections of the straight lines indicated by the solid and broken lines in FIG.
- FIG. 18 shows a two-dimensional graph to facilitate understanding of the explanation
- the complementing process can also be applied to waveforms corresponding to three-dimensional or higher parameters.
- the total number of waveforms in the waveform library 23 and complementary waveform library 24 is 230,625.
- the plurality of parameters may each be variables selected from a plurality of discrete values.
- the CPU 1 generates complementary waveforms corresponding to parameters between a plurality of discrete values based on a plurality of reference waveforms. In the search process, the CPU 1 searches for the reference waveform or complementary waveform that maximizes the degree of matching with the measured waveform from among the plurality of reference waveforms and complementary waveforms.
- the waveform that maximizes the degree of matching with the measured waveform is searched not only from the plurality of reference waveforms, but also from among the complementary waveforms, so that the machining state can be estimated with higher accuracy.
- the machining state estimation device 200 can replenish the complementary waveform library 24 from the waveform library 23 in which a limited number of reference waveforms are registered.
- Reference waveforms are created based on actual measurements or simulations, but creating waveforms corresponding to many combinations of state values requires an enormous number of combinations, requiring man-hours, costs, and the like. Therefore, by creating a limited number of reference waveforms corresponding to combinations of representative state values and generating complementary waveforms from the reference waveforms, it is possible to reduce man-hours, costs, etc. while maintaining or improving estimation accuracy. can be done.
- FIG. 19 is a block diagram showing a configuration example of a machining state estimation device 300 according to the third embodiment of the present disclosure.
- the storage device 2 stores a waveform library 323 instead of the waveform library 23, and also stores the time-slide positional relationship data 26.
- the machining state estimation device 300 acquires the measurement result of the slide position sensor 12 via the input interface 3 .
- the slide position sensor 12 is installed, for example, between the slide 52 and the bolster 51 of the press 50 in FIG. 2 and measures the position of the slide 52.
- the slide position sensor 12 is, for example, an eddy current type displacement sensor or a laser type displacement sensor, but is not limited to these.
- waveforms pre-registered in the waveform library 23 of the first embodiment represent the relationship between time and press load
- the waveforms pre-registered in the waveform library 323 of the present embodiment represent 4 shows the relationship between slide position and press load.
- the time-slide position relationship data 26 defines the relationship between time and slide position in processing by the press machine 50 .
- FIG. 20 is a schematic graph showing an example of the time-slide positional relationship data 26 of FIG.
- the horizontal axis of the graph in FIG. 20 indicates time, and the vertical axis indicates the slide position.
- the relationship between time and slide position in the first press 50 is indicated by a solid line, and the relationship between time and slide position in a second press 50 different from the first press 50 is indicated by a broken line. is shown.
- the motion of the slide 52 may differ from machine to machine.
- the waveform library 323 waveforms that indicate the relationship between the slide position and the press load in machining, differences between machines can be reduced. Therefore, even if the machining state changes such as when the press machine 50 is changed, the same waveform library 323 can be used to stably and accurately estimate the machining state.
- FIG. 21 is a flowchart illustrating the punch wear amount estimation processing S51a in this embodiment.
- the CPU 1 executes steps S520 and S511a instead of step S511, and executes step S521 instead of step S514. and S514a.
- the CPU 1 first executes unit conversion processing on the waveform in the waveform library 323 corresponding to the state data 22 (S520).
- the unit conversion process is a process of converting a waveform in the waveform library 323 into a waveform (secondary reference data) that indicates the relationship between time and press load in processing by the press machine 50 .
- FIG. 22 is a schematic diagram for explaining the unit conversion process in step S520.
- the CPU 1 Based on the time-slide position relation data 26, the CPU 1 converts the waveform in the waveform library 323 indicating the relationship between slide position and load into a waveform indicating the relationship between time and load.
- the CPU 1 calculates the degree of matching between the converted waveform unit-converted in step S520 and the measured waveform acquired in step S1 (S511a).
- step S521 The same applies to the unit conversion process in step S521 and the matching degree calculation process in step S514a. Further, other steps in FIG. 21 are the same as the punch wear amount estimation processing S51 of the first embodiment shown in FIG.
- the CPU 1 executes the above-described unit conversion process and matching degree calculation process instead of steps S521 and S524 of the die wear amount estimation process S52 of FIG. Further, in the present embodiment, the CPU 1 executes the unit conversion process and the matching degree calculation process as described above instead of steps S631 and S634 of the post-polishing clearance estimation process S63 of FIG. 10, respectively. Furthermore, in the present embodiment, the CPU 1 executes the above-described unit conversion process and matching degree calculation process instead of S71 and S74 of the post-exchange state estimation process S7 in FIG. 11, respectively.
- each of the plurality of reference waveforms indicates the relationship between the slide position of the press machine 50 and the press load during machining by the press machine 50 .
- the measured waveform shows the relation between the time and the press load in the actually measured processing by the press machine 50 .
- the storage device 2 further stores time-slide position relationship data 26 that defines the relationship between time and slide position.
- the CPU 1 converts a plurality of reference waveforms into a plurality of converted waveforms each representing the relationship between time and press load in processing by the press machine 50 based on the time-slide positional relationship data 26. Then, by searching for the converted waveform with the highest degree of matching with the measured waveform from among the plurality of converted waveforms, the reference waveform with the highest degree of matching with the measured waveform is searched from among the plurality of reference waveforms. .
- the same waveform library 323 can be used to stably and accurately estimate the machining state.
- the CPU 1 converts the waveform in the waveform library 323 indicating the relationship between slide position and load into a waveform indicating the relationship between time and load based on the time-slide position relationship data 26. explained. However, in the present disclosure, it is sufficient to compare the waveforms in the waveform library 323 with the measured waveforms acquired in step S1, and it is essential to convert the waveforms in the waveform library 323 into waveforms that indicate the relationship between time and load. isn't it. For example, contrary to the conversion in the third embodiment, the CPU 1 transforms the measured waveform into a waveform (conversion measurement data). In this case, the degree of matching is calculated by comparing the waveforms in the waveform library 323 corresponding to the values of the parameters of the state data 22 with the converted measurement data.
- the processing machine 50 was described as an example of the processing machine in the above embodiment, the processing machine is not limited to this.
- the processing machine may be a molding machine.
- the present disclosure is applicable to these processing machines, and can estimate processing conditions based on parameters that affect abnormal processing in these processing machines.
- the present disclosure is applicable to processing machines.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Numerical Control (AREA)
- Machine Tool Sensing Apparatuses (AREA)
- Multi-Process Working Machines And Systems (AREA)
- Punching Or Piercing (AREA)
Abstract
La présente invention concerne un dispositif d'estimation d'état d'usinage comprenant un dispositif de stockage et un processeur. Le dispositif de stockage stocke une pluralité de paramètres définissant un état d'usinage d'une machine d'usinage, et une pluralité d'éléments de données de référence correspondant respectivement à toutes les combinaisons de la pluralité de paramètres. Le processeur acquiert des données de mesure représentant des résultats de mesure d'une charge d'usinage pour la machine d'usinage, détermine un degré de similarité, étant un indicateur d'un degré de similarité entre la pluralité d'éléments de données de référence et les données de mesure, et estime l'état d'usinage sur la base du degré de similarité déterminé.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024502801A JPWO2023162305A1 (fr) | 2022-02-28 | 2022-09-09 | |
| CN202280092198.3A CN118715071A (zh) | 2022-02-28 | 2022-09-09 | 加工状态推定装置以及加工状态推定方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022029951 | 2022-02-28 | ||
| JP2022-029951 | 2022-02-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023162305A1 true WO2023162305A1 (fr) | 2023-08-31 |
Family
ID=87765360
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/033966 WO2023162305A1 (fr) | 2022-02-28 | 2022-09-09 | Dispositif d'estimation d'état d'usinage, et procédé d'estimation d'état d'usinage |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JPWO2023162305A1 (fr) |
| CN (1) | CN118715071A (fr) |
| WO (1) | WO2023162305A1 (fr) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024232166A1 (fr) * | 2023-05-10 | 2024-11-14 | パナソニックIpマネジメント株式会社 | Dispositif d'estimation d'état d'usinage et procédé d'estimation d'état d'usinage |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05212455A (ja) * | 1992-02-03 | 1993-08-24 | Amada Co Ltd | プレス金型の寿命検出方法および装置 |
| JPH06304800A (ja) * | 1993-02-25 | 1994-11-01 | Toyota Motor Corp | プレス機械の異常診断方法 |
| JP2017087224A (ja) * | 2015-11-04 | 2017-05-25 | 凸版印刷株式会社 | パンチ装置および打ち抜き加工方法 |
| JP2020127968A (ja) * | 2019-02-07 | 2020-08-27 | パナソニックIpマネジメント株式会社 | 学習装置および切断加工評価システム |
| JP6885911B2 (ja) * | 2018-10-16 | 2021-06-16 | アイダエンジニアリング株式会社 | プレス機械及びプレス機械の異常監視方法 |
-
2022
- 2022-09-09 CN CN202280092198.3A patent/CN118715071A/zh active Pending
- 2022-09-09 JP JP2024502801A patent/JPWO2023162305A1/ja active Pending
- 2022-09-09 WO PCT/JP2022/033966 patent/WO2023162305A1/fr active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05212455A (ja) * | 1992-02-03 | 1993-08-24 | Amada Co Ltd | プレス金型の寿命検出方法および装置 |
| JPH06304800A (ja) * | 1993-02-25 | 1994-11-01 | Toyota Motor Corp | プレス機械の異常診断方法 |
| JP3231536B2 (ja) * | 1993-02-25 | 2001-11-26 | トヨタ自動車株式会社 | プレス機械の異常診断方法 |
| JP2017087224A (ja) * | 2015-11-04 | 2017-05-25 | 凸版印刷株式会社 | パンチ装置および打ち抜き加工方法 |
| JP6885911B2 (ja) * | 2018-10-16 | 2021-06-16 | アイダエンジニアリング株式会社 | プレス機械及びプレス機械の異常監視方法 |
| JP2020127968A (ja) * | 2019-02-07 | 2020-08-27 | パナソニックIpマネジメント株式会社 | 学習装置および切断加工評価システム |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024232166A1 (fr) * | 2023-05-10 | 2024-11-14 | パナソニックIpマネジメント株式会社 | Dispositif d'estimation d'état d'usinage et procédé d'estimation d'état d'usinage |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2023162305A1 (fr) | 2023-08-31 |
| CN118715071A (zh) | 2024-09-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108490880B (zh) | 一种数控机床切削刀具磨损状态实时监测方法 | |
| US20140039834A1 (en) | Method and apparatus for monitoring equipment conditions | |
| Zhou et al. | Intelligent diagnosis and prognosis of tool wear using dominant feature identification | |
| CN111046084A (zh) | 一种多元时间序列监测数据的关联规则挖掘方法 | |
| WO2023162305A1 (fr) | Dispositif d'estimation d'état d'usinage, et procédé d'estimation d'état d'usinage | |
| JP2016045808A (ja) | 異常検知システム及び半導体デバイスの製造方法 | |
| JP2020061109A (ja) | 生産ラインにおける品質と設備の統合的監視方法 | |
| JP6815368B2 (ja) | 異常検知装置、異常検知方法、制御プログラム、および記録媒体 | |
| CN111390647A (zh) | 刀具寿命预测系统及其方法 | |
| CN115297983A (zh) | 切削系统、显示系统、处理装置、处理方法以及处理程序 | |
| CN117348525B (zh) | 一种基于ug软件的模具2d加工评估方法及系统 | |
| CN112372371A (zh) | 数控机床刀具磨损状态评估方法 | |
| JP2010218187A (ja) | 製造条件調整装置 | |
| CN115512166A (zh) | 镜头的智能化制备方法及其系统 | |
| WO2023162306A1 (fr) | Dispositif d'estimation d'état d'usinage et procédé d'estimation d'état d'usinage | |
| CN118884883B (zh) | 一种基于工业物联网的数控加工智能监测方法和系统 | |
| CN118091305B (zh) | 一种电压暂降同源识别方法和系统 | |
| de Aguiar et al. | Monitoring of grinding burn by acoustic emission | |
| CN117169286B (zh) | 一种视觉辅助下的工业线束质量检测方法 | |
| TW201822948A (zh) | 偵測工具機的線性滑軌預壓值變化的方法 | |
| TWM531354U (zh) | 加工裝置 | |
| JP5637157B2 (ja) | 無線局データベース作成装置、電波監視装置、方法およびプログラム | |
| WO2024232166A1 (fr) | Dispositif d'estimation d'état d'usinage et procédé d'estimation d'état d'usinage | |
| WO2024262138A1 (fr) | Appareil d'estimation d'état d'usinage et procédé d'estimation d'état d'usinage | |
| JP2020038553A (ja) | 摩耗量推定システム、補正システム、異常検知システム、寿命検知システム、工作機械及び摩耗量推定方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22928826 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280092198.3 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2024502801 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |