WO2023105889A1 - 人工毛髪用繊維束、及びそれを含む頭飾製品 - Google Patents
人工毛髪用繊維束、及びそれを含む頭飾製品 Download PDFInfo
- Publication number
- WO2023105889A1 WO2023105889A1 PCT/JP2022/035476 JP2022035476W WO2023105889A1 WO 2023105889 A1 WO2023105889 A1 WO 2023105889A1 JP 2022035476 W JP2022035476 W JP 2022035476W WO 2023105889 A1 WO2023105889 A1 WO 2023105889A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- core
- sheath
- fiber
- fiber bundle
- artificial hair
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






Classifications
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41G—ARTIFICIAL FLOWERS; WIGS; MASKS; FEATHERS
- A41G3/00—Wigs
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41G—ARTIFICIAL FLOWERS; WIGS; MASKS; FEATHERS
- A41G3/00—Wigs
- A41G3/0083—Wigs characterised by their hair filaments
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41G—ARTIFICIAL FLOWERS; WIGS; MASKS; FEATHERS
- A41G5/00—Hair pieces, inserts, rolls, pads, or the like; Toupées
- A41G5/004—Hairpieces, e.g. hair extensions
-
- A—HUMAN NECESSITIES
- A63—SPORTS; GAMES; AMUSEMENTS
- A63H—TOYS, e.g. TOPS, DOLLS, HOOPS OR BUILDING BLOCKS
- A63H3/00—Dolls
- A63H3/36—Details; Accessories
- A63H3/44—Dolls' hair or wigs; Eyelashes; Eyebrows
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/253—Formation of filaments, threads, or the like with a non-circular cross section; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01D—MECHANICAL METHODS OR APPARATUS IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS
- D01D5/00—Formation of filaments, threads, or the like
- D01D5/28—Formation of filaments, threads, or the like while mixing different spinning solutions or melts during the spinning operation; Spinnerette packs therefor
- D01D5/30—Conjugate filaments; Spinnerette packs therefor
- D01D5/34—Core-skin structure; Spinnerette packs therefor
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/12—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyamide as constituent
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/02—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyamides
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2331/00—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products
- D10B2331/04—Fibres made from polymers obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds, e.g. polycondensation products polyesters, e.g. polyethylene terephthalate [PET]
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2503/00—Domestic or personal
- D10B2503/08—Wigs
Definitions
- the present invention relates to an artificial hair fiber bundle composed of core-sheath composite fibers and a headdress product containing the same.
- the present invention includes a fiber bundle for artificial hair that contains a core-sheath composite fiber, has a texture and appearance similar to human hair, and has excellent curl setting properties and durability in use, and the fiber bundle containing the same.
- the Company provides headdress products.
- One or more embodiments of the present invention provide a fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios, wherein each core-sheath composite fiber includes a core portion and a sheath portion.
- the sheath ratio is expressed as the area ratio of the core to the sheath.
- Artificial hair comprising a polyamide-based resin composition containing a resin, wherein the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle for artificial hair is 0.15 or more. for fiber bundles.
- One or more embodiments of the present invention relate to headdress products containing the artificial hair fiber bundles.
- a fiber bundle for artificial hair which contains core-sheath composite fibers, has a texture and appearance similar to those of human hair, and has excellent curl setting properties and durability in use, and a head ornament product containing the same. be able to.
- FIG. 1 is a schematic diagram showing a fiber cross section of one example of a core-sheath composite fiber.
- FIG. 1 is a micrograph (500 ⁇ ) of a cross section of the fiber bundle of Example 1.
- FIG. 3 is a micrograph (500 times) of a cross section of the fiber bundle of Example 2.
- FIG. 4 is a micrograph (500 times) of a cross section of the fiber bundle of Comparative Example 1.
- FIG. It is a schematic explanatory drawing of a bulk-height measuring machine. It is a schematic explanatory drawing of a bulk-height measuring machine. It is a schematic explanatory drawing of a bulk-height measuring machine. It is a schematic explanatory drawing of a bulk-height measuring machine.
- an artificial hair fiber bundle using one type of core-sheath composite fiber that is, an artificial hair fiber bundle composed only of fibers having a single core-sheath ratio
- an artificial hair fiber bundle composed only of fibers having a single core-sheath ratio may cause curl set.
- the properties and durability of use were inferior, and that the natural appearance and touch feeling of human hair could not be obtained.
- a fiber bundle for artificial hair containing a core-sheath composite fiber having a core-sheath structure a core portion made of a polyester-based resin composition, and a sheath portion made of a polyamide-based resin composition, two or more types of fiber bundles were found.
- the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fiber (hereinafter also simply referred to as the core cross-sectional area ratio) is determined to a predetermined value. It was found that by setting the value to 0.5, a tactile feel and appearance similar to those of human hair are exhibited, and curl set property and durability in use are improved. The above problem cannot be solved only by using two or more types of core-sheath composite fibers having different core-sheath ratios in combination. It is important to set the deviation to a predetermined value.
- the standard deviation of the cross-sectional area ratio of the core of the core-sheath composite fibers is set to 0.15 or more, so that the core and the sheath are It is possible to effectively utilize the characteristics of the part.
- a fiber bundle for artificial hair (hereinafter also simply referred to as "fiber bundle”) includes core-sheath composite fibers having two or more different core-sheath ratios.
- Each core-sheath composite fiber includes a core portion and a sheath portion, and the core-sheath ratio is expressed by the area ratio of the core portion to the sheath portion. This includes core-sheath composite fibers having different sheath area ratios.
- the standard deviation of the core cross-sectional area ratio of the core-sheath composite fiber can be calculated by observing the cross section of the fiber bundle with a laser microscope and analyzing it using an image analyzer. Specifically, the cross section of the fiber bundle is observed with a laser microscope, and an area containing about 100 fibers, for example, 80 to 120 fibers is selected as a measurement area, and an image analysis device (manufactured by Mitani Shoji Co., Ltd., image analysis Using the software "Win ROOF”), the area of the fiber cross section, the core section and the sheath section of each core-sheath composite fiber is calculated, and using the following formula (1), all the core-sheath in the measurement area It is possible to calculate the standard deviation of the core cross-sectional area ratio in the fiber bundle containing the conjugate fiber.
- an image analysis device manufactured by Mitani Shoji Co., Ltd., image analysis Using the software "Win ROOF"
- the standard deviation of the core cross-sectional area ratio is 0.15 or more.
- the standard deviation of the cross-sectional area ratio of the core portion of the fiber bundle is preferably 0.16 or more, more preferably 0.17 or more, from the viewpoint of approximating the feel and appearance of human hair.
- the upper limit of the standard deviation of the core cross-sectional area ratio is not particularly limited, it may be 0.20 or less, for example, from the viewpoint of expressing good touch, appearance, curl set property, and durability in use.
- the number of types of core-sheath composite fibers having different core-sheath ratios may be two or more, and is not particularly limited. For example, 2 to 6 types may be used, or 2 types, 3 types, 4 types, 5 types, or 6 types may be used.
- the core-sheath ratio of each core-sheath composite fiber is preferably in the range of 3:7 to 8:2 (core:sheath) in area ratio.
- the mixing ratio of the core-sheath composite fibers having different core-sheath ratios in the fiber bundle is not particularly limited, and can be appropriately set so that the standard deviation of the core cross-sectional area ratio satisfies the above-described range.
- the content of the core-sheath composite fiber having the same core-sheath ratio is preferably 5% by weight or more and 90% by weight or less, and 10% by weight, based on the total weight of the fiber bundle.
- the core-sheath composite fiber preferably has a core portion inside the sheath portion in the cross section of the fiber, and may have a concentric structure in which the center position of the core portion coincides with the center position of the fiber.
- An eccentric structure that does not coincide with the center position and is eccentric may be used.
- the core has a concentric structure in which the central position of the core coincides with the central position of the fiber.
- the core is completely covered with the sheath without being exposed on the surface of the fiber.
- the cross-sectional shape of the core-sheath composite fiber may be circular or irregular.
- Variant shapes include oval and flattened shapes such as flat multilobed.
- the flattened polylobes include, for example, flattened bilobed, flattened tetralobed, and the like.
- the cross-sectional shape of the core may be circular or irregular.
- Variant shapes include oval and flattened shapes such as flat multilobed.
- the flattened polylobes include, for example, flattened bilobed, flattened tetralobed, and the like.
- the cross-sectional shape of the core-sheath composite fiber and the core is preferably flat.
- the cross-sectional shape of the core-sheath composite fiber and the cross-sectional shape of the core may be the same or different.
- a flat multi-leaf is a combination of two or more leaf shapes selected from the group consisting of circular and elliptical shapes through recesses.
- a flattened bilobate is a combination of two lobes selected from the group consisting of circular and elliptical lobes through a recess.
- the circular and/or oval shapes may partially overlap at the joint.
- the circular or elliptical shape does not necessarily have to draw a continuous arc, and includes partially deformed substantially circular or substantially elliptical shapes as long as the corners are not sharp.
- Concerning the cross-sectional shape unevenness of 2 ⁇ m or less generated on the outer periphery of the fiber and the core due to additives and the like shall not be taken into consideration.
- the cross-sectional shape of the fiber and core can be controlled by using a nozzle (hole) with a shape close to the desired cross-sectional shape.
- FIG. 1 is a schematic diagram showing a fiber cross section of one example of the core-sheath composite fiber for artificial hair of the present invention.
- the core-sheath composite fiber 1 includes a sheath portion 10 and a core portion 20, and both the fiber 1 and the core portion 20 have a flat bilobal fiber cross section in which two oval shapes are joined via a recess. The ellipses partially overlap at the joints.
- the length of the long axis of the fiber cross section which is the maximum length among straight lines connecting any two points on the outer periphery of the fiber cross section parallel to the line symmetry axis and the line symmetry axis L and the first short axis of the fiber cross section, which is a straight line connecting two points with the maximum length when connecting any two points on the outer periphery of the fiber cross section so that it is perpendicular to the long axis of the fiber cross section.
- the axis of symmetry and the straight line connecting any two points on the outer periphery of the core cross section parallel to the axis of symmetry, the straight line with the maximum length of the long axis of the core cross section A cross section of the core that is a straight line that connects two points having the maximum length when connecting arbitrary two points on the outer periphery of the cross section of the core so that the length Lc is perpendicular to the long axis of the cross section of the core.
- the single fiber fineness is preferably 10 dtex or more and 150 dtex or less, more preferably 30 dtex or more and 120 dtex or less, still more preferably 40 dtex or more and 100 dtex or less, and particularly preferably. is 50 dtex or more and 90 dtex or less.
- the core-sheath composite fibers do not necessarily have to have the same fineness and cross-sectional shape even when the core-sheath ratio is the same, and fibers having different fineness and cross-sectional shape may be mixed.
- the core is composed of a polyester resin composition containing a polyester resin, specifically a polyester resin composition containing a polyester resin as a main component.
- a polyester resin composition containing a polyester resin as a main component means that the polyester resin composition contains more than 50% by weight of the polyester resin when the total weight of the polyester resin composition is 100% by weight. It preferably contains 60% by weight or more, preferably 70% by weight or more, more preferably 80% by weight or more, more preferably 90% by weight or more, and even more preferably 95% by weight or more.
- polyester-based resin it is preferable to use one or more selected from the group consisting of polyalkylene terephthalate and copolyester mainly composed of polyalkylene terephthalate.
- Copolyester mainly composed of polyalkylene terephthalate refers to a copolymer polyester containing 80 mol% or more of polyalkylene terephthalate.
- the polyalkylene terephthalate is not particularly limited, but examples include polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, and polycyclohexanedimethylene terephthalate.
- the copolymer polyester mainly composed of polyalkylene terephthalate is not particularly limited, but for example, it is mainly composed of polyalkylene terephthalate such as polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, polycyclohexanedimethylene terephthalate, and other copolymer components.
- polyalkylene terephthalate such as polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, polycyclohexanedimethylene terephthalate, and other copolymer components.
- the copolyester containing, etc. are mentioned.
- copolymerization components include, for example, isophthalic acid, orthophthalic acid, naphthalenedicarboxylic acid, paraphenylenedicarboxylic acid, trimellitic acid, pyromellitic acid, succinic acid, glutaric acid, adipic acid, suberic acid, azelaic acid, and sebacic acid.
- dodecanedioic acid and their derivatives dodecanedioic acid and their derivatives; dicarboxylic acids and their derivatives including sulfonates such as 5-sodium sulfoisophthalic acid and dihydroxyethyl 5-sodium sulfoisophthalate; 1,2-propanediol , 1,3-propanediol, 1,4-butanediol, 1,6-hexanediol, neopentyl glycol, 1,4-cyclohexanedimethanol, diethylene glycol, polyethylene glycol, trimethylolpropane, pentaerythritol and other polyalcohols; 4-hydroxybenzoic acid, ⁇ -caprolactone, ethylene glycol ether of bisphenol A, and the like.
- dicarboxylic acids and their derivatives including sulfonates such as 5-sodium sulfoisophthalic acid and dihydroxyeth
- the copolymerized polyester is preferably produced by reacting polyalkylene terephthalate, which is the main component, with a small amount of other copolymerized components.
- polyalkylene terephthalate a polymer of terephthalic acid and/or its derivative (for example, methyl terephthalate) and alkylene glycol can be used.
- Copolyester is a mixture of terephthalic acid and/or its derivatives (e.g., methyl terephthalate) used in the polymerization of polyalkylene terephthalate, which is the main component, and alkylene glycol, and a small amount of other copolymerization components, monomers or oligomers. You may manufacture by polymerizing what contained the component.
- the copolymerized polyester may be polycondensed with the above-mentioned other copolymerized components on the main chain and/or side chains of the main polyalkylene terephthalate, and the method of copolymerization is not particularly limited.
- copolyesters mainly composed of polyalkylene terephthalate include, for example, mainly polyethylene terephthalate, ethylene glycol ether of bisphenol A, 1,4-cyclohexadimethanol, isophthalic acid and dihydroxyethyl 5-sodium sulfoisophthalate.
- the polyalkylene terephthalate and the polyalkylene terephthalate-based copolyester may be used alone or in combination of two or more.
- a polyester mainly composed of terephthalate and copolymerized with isophthalic acid; and a polyester mainly composed of polyethylene terephthalate and copolymerized with dihydroxyethyl 5-sodiumsulfoisophthalate are preferably used alone or in combination of two or more.
- the intrinsic viscosity (sometimes referred to as IV value) of the polyester resin is not particularly limited, but is preferably 0.3 dL/g or more and 1.2 dL/g or less, and 0.4 dL/g or more and 1.0 dL/g or more. g or less is more preferable.
- the intrinsic viscosity is 0.3 dL/g or more, the mechanical strength of the obtained fiber does not decrease, and there is no danger of dripping during the combustion test.
- the intrinsic viscosity is 1.2 dL/g or less, the molecular weight does not increase too much, the melt viscosity does not increase too much, melt spinning is facilitated, and the fineness tends to be uniform.
- the polyester-based resin composition may contain other resins in addition to the polyester-based resin.
- other resins include polyamide-based resins, vinyl chloride-based resins, modacrylic-based resins, polycarbonate-based resins, polyolefin-based resins, and polyphenylene sulfide-based resins. These may be used individually by 1 type, and may use 2 or more types together.
- the sheath is composed of a polyamide-based resin composition containing a polyamide-based resin, that is, a polyamide-based resin composition containing a polyamide-based resin as a main component.
- a polyamide-based resin composition containing a polyamide-based resin as a main component means that the polyamide-based resin is contained in an amount of more than 50% by weight when the total weight of the polyamide-based resin composition is 100% by weight.
- it contains 60% by weight or more, more preferably 70% by weight or more, more preferably 80% by weight or more, even more preferably 90% by weight or more, and even more preferably 95% by weight or more.
- it contains 60% by weight or more, more preferably 70% by weight or more, more preferably 80% by weight or more, even more preferably 90% by weight or more, and even more preferably 95% by weight or more. preferable.
- Polyamide resin is a nylon obtained by polymerizing one or more selected from the group consisting of lactams, aminocarboxylic acids, mixtures of dicarboxylic acids and diamines, mixtures of dicarboxylic acid derivatives and diamines, and salts of dicarboxylic acids and diamines. means resin.
- lactams include, but are not limited to, 2-azetidinone, 2-pyrrolidinone, ⁇ -valerolactam, ⁇ -caprolactam, enantholactam, capryllactam, undecalactam, and laurolactam. .
- ⁇ -caprolactam, undecalactam and laurolactam are preferred, and ⁇ -caprolactam is particularly preferred.
- These lactams may be used singly or as a mixture of two or more.
- aminocarboxylic acids are not particularly limited, but include 6-aminocaproic acid, 7-aminoheptanoic acid, 8-aminooctanoic acid, 9-aminononanoic acid, 10-aminodecanoic acid, 11-aminoundecanoic acid, 12 -aminododecanoic acid and the like. Among these, 6-aminocaproic acid, 11-aminoundecanoic acid and 12-aminododecanoic acid are preferred, and 6-aminocaproic acid is particularly preferred. These aminocarboxylic acids may be used singly or as a mixture of two or more.
- dicarboxylic acids used in mixtures of dicarboxylic acids and diamines, mixtures of dicarboxylic acid derivatives and diamines, or salts of dicarboxylic acids and diamines are not particularly limited, but include oxalic acid, malonic acid, succinic acid, glutaric acid, acids, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, undecanedioic acid, dodecanedioic acid, brassic acid, tetradecanedioic acid, tetradecanedioic acid, octadecanedioic acid, and other aliphatic dicarboxylic acids, cyclohexanedicarboxylic acid, etc.
- alicyclic dicarboxylic acids phthalic acid, isophthalic acid, terephthalic acid, and aromatic dicarboxylic acids such as naphthalene dicarboxylic acid.
- adipic acid, sebacic acid, dodecanedioic acid, terephthalic acid and isophthalic acid are preferred, and adipic acid, terephthalic acid and isophthalic acid are particularly preferred.
- These dicarboxylic acids may be used singly or as a mixture of two or more.
- diamines used in mixtures of dicarboxylic acids and diamines, mixtures of dicarboxylic acid derivatives and diamines, or salts of dicarboxylic acids and diamines are not particularly limited.
- Polyamide resin (also referred to as nylon resin) is not particularly limited, but for example, nylon 6, nylon 66, nylon 11, nylon 12, nylon 6-10, nylon 6-12, nylon 6T and / or 6I units It is preferable to use semi-aromatic nylons containing and copolymers of these nylon resins. In particular, nylon 6, nylon 66, and copolymers of nylon 6 and nylon 66 are more preferred.
- Polyamide-based resins can be produced, for example, by a polyamide-based resin polymerization method in which a polyamide-based resin raw material is heated in the presence or absence of a catalyst. Stirring may or may not be used during the polymerization, but stirring is preferred in order to obtain a homogeneous product.
- the polymerization temperature can be arbitrarily set according to the degree of polymerization of the target polymer, the reaction yield and the reaction time, but considering the quality of the finally obtained polyamide-based resin, a lower temperature is preferable.
- the reaction rate can also be set arbitrarily.
- the pressure is not limited, it is preferable to reduce the pressure in the system in order to efficiently extract the volatile components out of the system.
- the polyamide-based resin may have its ends blocked with a terminal blocking agent such as a carboxylic acid compound and an amine compound, if necessary.
- a terminal blocking agent such as a carboxylic acid compound and an amine compound
- the terminal amino group or terminal carboxyl group concentration of the obtained nylon resin is lower than when the terminal blocking agent is not used.
- the terminal is blocked with a dicarboxylic acid or diamine, the sum of the concentrations of the terminal amino group and the terminal carboxyl group does not change, but the ratio of the concentrations of the terminal amino group and the terminal carboxyl group changes.
- carboxylic acid compounds include, but are not limited to, acetic acid, propionic acid, butyric acid, valeric acid, caproic acid, enanthic acid, caprylic acid, pelargonic acid, undecanoic acid, lauric acid, tridecanoic acid, myristic acid, Aliphatic monocarboxylic acids such as myristoleic acid, palmitic acid, stearic acid, oleic acid, linoleic acid and arachidic acid, alicyclic monocarboxylic acids such as cyclohexanecarboxylic acid and methylcyclohexanecarboxylic acid, benzoic acid, toluic acid, ethyl Benzoic acid, aromatic monocarboxylic acids such as phenylacetic acid, oxalic acid, malonic acid, succinic acid, glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, unde
- amine compounds include, but are not limited to, butylamine, pentylamine, hexylamine, heptylamine, octylamine, 2-ethylhexylamine, nonylamine, decylamine, undecylamine, dodecylamine, tridecylamine, tetra Aliphatic monoamines such as decylamine, pentadecylamine, hexadecylamine, octadecylamine, nonadecylamine and icosylamine; alicyclic monoamines such as cyclohexylamine and methylcyclohexylamine; aromatic monoamines such as benzylamine and ⁇ -phenylethylamine; ,4-diaminobutane, 1,5-diaminopentane, 1,6-diaminohexane, 1,7-diaminoheptane, 1,8-
- terminal group concentration of polyamide-based resins there are no particular restrictions on the terminal group concentration of polyamide-based resins, but when it is necessary to improve dyeability for fiber applications or when designing materials suitable for alloying for resin applications, a higher terminal amino group concentration is recommended. preferable. On the other hand, when it is desired to suppress coloring or gelation under long-term aging conditions, it is preferable that the terminal amino group concentration is low. Furthermore, if you want to suppress lactam regeneration during remelting, thread breakage during melt spinning due to oligomer formation, mold deposit during continuous injection molding, and die mark generation during continuous extrusion of film, both the terminal carboxyl group concentration and the terminal amino group concentration are adjusted. Lower is preferred.
- the terminal group concentration may be adjusted according to the application, but both the terminal amino group concentration and the terminal carboxyl group concentration are preferably 1.0 ⁇ 10 ⁇ 5 to 15.0 ⁇ 10 ⁇ 5 eq/g, more preferably 1.0 ⁇ 10 ⁇ 5 to 15.0 ⁇ 10 ⁇ 5 eq/g. 2.0 ⁇ 10 -5 to 12.0 ⁇ 10 -5 eq/g, particularly preferably 3.0 ⁇ 10 -5 to 11.0 ⁇ 10 -5 eq/g.
- the numerical range indicated by “... to " includes both end values, like the numerical range indicated by "more than ... less than”.
- the terminal blocker may be added at the same time as raw materials such as caprolactam at the beginning of the polymerization, added during the polymerization, or added when the molten nylon resin is passed through a vertical stirring thin film evaporator. etc. are adopted.
- the terminal blocking agent may be added as it is, or may be added after being dissolved in a small amount of solvent.
- the polyamide-based resin composition may contain other resins in addition to the polyamide-based resin.
- other resins include polyester-based resins, vinyl chloride-based resins, modacrylic-based resins, polycarbonate-based resins, polyolefin-based resins, and polyphenylene sulfide-based resins. These may be used individually by 1 type, and may use 2 or more types together.
- the core-sheath composite fiber is mainly composed of one or more polyester-based resins selected from the group consisting of polyalkylene terephthalate and polyalkylene terephthalate-based copolymer polyester for the core from the viewpoint of approximating the feel and appearance of human hair. It is preferably composed of a polyester resin composition as a component, and the sheath is a polyamide resin composition mainly composed of a polyamide resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66. It is more preferable to configure "Polyamide resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66" means a polyamide resin containing 80 mol% or more of nylon 6 and/or nylon 66.
- the core-sheath composite fiber may contain a flame retardant from the viewpoint of flame retardancy.
- flame retardants include bromine-containing flame retardants and phosphorus-containing flame retardants.
- phosphorus-containing flame retardant include phosphoric acid ester amide compounds and organic cyclic phosphorus compounds.
- Brominated flame retardants include, but are not limited to, brominated epoxy flame retardants; Bromine-containing phosphate esters such as ethylenebis(tetrabromophthalimide), ethylenebis(pentabromophenyl), octabromotrimethylphenylindane, tris(tribromoneopentyl)phosphate; brominated polystyrenes; brominated polybenzyl acrylates brominated phenoxy resin; brominated polycarbonate oligomers; tetrabromobisphenol A, tetrabromobisphenol A-bis (2,3-dibromopropyl ether), tetrabromobisphenol A-bis (allyl ether), tetrabromobisphenol A-bis tetrabromobisphenol A derivatives such as (hydroxyethyl ether); bromine-containing triazine compounds such as tris(tribromophenoxy)triazine; bromine-containing isocyanuric acid
- the brominated epoxy flame retardant is not particularly limited, for example, it is preferable to include 5 parts by weight or more and 40 parts by weight or less with respect to 100 parts by weight of the main component resin in the core and/or sheath.
- the core part is 100 parts by weight of one or more polyester resins selected from the group consisting of polyalkylene terephthalate and polyalkylene terephthalate-based copolymer polyester, and 100 parts by weight of brominated epoxy 100 parts by weight of a polyamide resin composed mainly of at least one selected from the group consisting of nylon 6 and nylon 66 for the sheath, and It is preferably composed of a polyamide resin composition containing 5 parts by weight or more and 40 parts by weight or less of a brominated epoxy flame retardant.
- the core-sheath composite fiber may contain a flame retardant aid.
- the flame retardant auxiliary is not particularly limited, but from the viewpoint of flame retardancy, it is preferable to use, for example, an antimony-based compound or a composite metal containing antimony.
- antimony-based compounds include antimony trioxide, antimony tetroxide, antimony pentoxide, sodium antimonate, potassium antimonate, and calcium antimonate.
- antimony trioxide, antimony tetroxide, antimony pentoxide, sodium antimonate, potassium antimonate, and calcium antimonate One or more selected from the group consisting of antimony trioxide, antimony pentoxide, and sodium antimonate is more preferable from the viewpoint of the effect of improving flame retardancy and the effect on touch.
- the flame retardant aid is not particularly limited, but for example, it is preferable that the core and/or the sheath contain 0.1 parts by weight or more and 10 parts by weight or less based on 100 parts by weight of the main component resin.
- the core-sheath composite fiber may optionally contain various additives such as pigments, heat-resistant agents, stabilizers, fluorescent agents, antioxidants, and antistatic agents within the range that does not impair the effects of the present invention. good too.
- the core-sheath composite fiber is not particularly limited, but for example, after melt-kneading each resin composition constituting each of the core-sheath using various general kneaders, a nozzle for core-sheath type composite spinning is used.
- a polyester resin composition obtained by dry blending each component such as a polyester resin and a brominated epoxy flame retardant is melt-kneaded using various general kneaders to form a core component, while a polyamide resin , a pigment, and a brominated epoxy flame retardant are dry-blended into a polyamide-based resin composition, which is melt-kneaded using a variety of general kneaders to form a sheath component.
- kneaders include single-screw extruders, twin-screw extruders, rolls, Banbury mixers, and kneaders. Among them, a twin-screw extruder is preferable from the viewpoint of adjustment of kneading degree and simplicity of operation.
- the temperature of the extruder, gear pump, nozzle, etc. is 250 ° C. or more and 300 ° C. or less
- the temperature of the extruder, gear pump, nozzle, etc. 260 ° C. or higher and 320 ° C. or lower, extruded from a nozzle for core-sheath type composite spinning, cooled to below the glass transition point of each resin, for example, 20 m / min or more and 5000 m / min or less, or 30 m / min or more and 2000 m
- a spun yarn (undrawn yarn) can be obtained by taking it up at a speed of 1/min or less.
- the polyester-based resin composition constituting the core is supplied by the core extruder of the melt spinning machine, and the polyamide-based resin composition constituting the sheath is supplied by the sheath extruder of the melt spinning machine.
- a spun yarn (undrawn yarn) is obtained by supplying the polymer and discharging the molten polymer from a core-sheath type composite spinning nozzle having a predetermined shape.
- the spun yarn (undrawn yarn) is preferably hot drawn.
- the hot drawing may be carried out by either a two-step method in which the spun yarn is once wound up and then drawn, or a direct spinning drawing method in which the spun yarn is continuously drawn without being wound up. Hot drawing is performed by a single-stage drawing method or a multi-stage drawing method of two or more steps.
- a heating roller, a heat plate, a steam jet device, a hot water tank, or the like can be used as heating means for hot drawing, and these can be used in combination as appropriate.
- the core-sheath composite fiber may be given an oil such as a fiber treatment agent or a softening agent to make the feel and texture more similar to human hair.
- fiber treatment agents include silicone-based fiber treatment agents and non-silicone-based fiber treatment agents for improving touch and combability.
- the core-sheath composite fiber may be processed by gear crimping.
- the fibers are given a gentle bend, a natural appearance is obtained, and the adhesion between the fibers is lowered, so that the combability is improved.
- the fiber is generally heated to a softening temperature or higher and passed between two meshed gears, and the shape of the gear is transferred to cause the fiber to bend.
- the core-sheath composite fibers for artificial hair can be heat-treated at different temperatures in the fiber processing stage to develop curls of different shapes.
- the fiber bundle can be produced by producing core-sheath composite fibers having different core-sheath ratios, and then mixing two or more types of core-sheath composite fibers with different core-sheath ratios at a predetermined mixing ratio. .
- a fiber bundle containing core-sheath composite fibers having two or more different core-sheath ratios is produced by using a nozzle having a plurality of hole diameters and land lengths in the core-sheath type composite spinning nozzle (hole). good too.
- the obtained fiber bundle may be hacked 20 times or more and 100 times or less, if necessary.
- the total fineness of the fiber bundle is not particularly limited, and may be appropriately determined as necessary. 320000 dtex or more and 380000 dtex or less, or 340000 dtex or more and 360000 dtex or less.
- the artificial hair fiber bundles described above can be used without particular limitation as long as they are headdress products.
- it can be used for hair wigs, wigs, weaving, hair extensions, braided hair, hair accessories and doll hair.
- the artificial hair fiber bundle described above may be used alone as artificial hair, or may be used in combination with other artificial hair fibers or natural fibers such as human hair and animal hair.
- other artificial hair fibers include acrylic fibers and vinyl chloride fibers.
- the headdress product may be composed only of the artificial hair fiber bundles of one or more embodiments of the present invention.
- the head ornament product may be configured by combining the artificial hair fiber bundle of one or more embodiments of the present invention with other artificial hair fibers or natural fibers such as human hair and animal hair.
- the areas of the fiber cross-section, the core cross-section and the sheath cross-section of each core-sheath composite fiber were calculated, and the core-sheath ratio was calculated based thereon. This makes it possible to confirm the types of fibers with different core-sheath ratios contained in the fiber bundle. Also, the standard deviation of the cross-sectional area ratio of the core in the fiber bundle was calculated using the following formula (1).
- the haired filament is wound around a ⁇ 32 mm pipe, curled at 120 ° C. for 60 minutes, aged at room temperature (23 ° C.) for 60 minutes, and then fixed at one end of the curled filament. Measure the filament length after hanging and curl setting. The length of the filament was used as an index of curl setting, and it was determined that curl setting was possible when the length was 17.0 cm or less.
- the fibers were cut to a length of 70 cm while the curl was completely stretched, and 25 g of the obtained fibers having a fiber length of 70 cm were bundled. After that, the center of the fiber bundle was bound with a string, folded in two, and the string portion was fixed to prepare a fiber bundle for hair ironing. Next, with a hair iron ("IZUNAMI ITC450 flat iron" manufactured by IZUNAMI INC., USA) heated to 180°C, the heating operation is performed 5 times while crimping from the root to the tip of the hair fixing the fiber bundle. A fiber bundle for evaluation of combability was repeatedly produced.
- IZUNAMI ITC450 flat iron manufactured by IZUNAMI INC., USA
- a hair comb (made in Germany, "MATADOR PROFESSIONAL 386.8 1/2F") was used to comb the hair 100 times from the root to the tip where the fiber bundle for evaluating combability was fixed, and the hair was deformed.
- the combability was evaluated according to the following three-grade criteria from the number of split fibers. A: Less than 10 fibers were deformed or split after passing through the comb 100 times, and the comb passed without resistance until the end. B: 10 or more but less than 30 fibers were deformed or split after passing through the comb 100 times. Level C: The number of fibers deformed or split after passing through the comb 100 times is 30 or more.
- a hair sample (fiber bundle) was damaged by the following procedure, and the durability was evaluated by the bulk change rate calculated from the bulk values before and after the damage.
- a hair sample (total length: 16 inches, total length: 16 inches, 15 g) of the layer portion (4 inches) was measured for initial bulkiness.
- the hair was tangled by raising the hair up against the sample for hair with a brush.
- the roots were rubbed 10 times, the layered portion 10 times, and the entire hair 10 times by hand to further tangle the hair.
- the tangled hair was combed out with a brush.
- the operations (2) to (4) were repeated 10 times to promote damage.
- the bulk value of the layered portion of the hair sample after accelerated damage was measured and taken as the bulk value after damage.
- the bulk height change rate before and after damage was calculated and evaluated according to the following three-level criteria.
- Bulk height change rate after damage (%) Bulk value after damage/Initial bulk value x 100 (4)
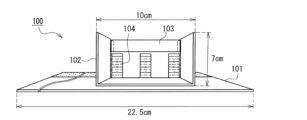
- the bulkiness value of the hair sample (fiber bundle) was measured using the bulkiness measuring instrument shown in FIGS. 5A to 5C.
- the bulk measuring machine 100 includes a support base 101 and clippers 102 and 103 arranged on the support base 101 to clamp hair.
- a scale 104 is attached to the clip 102 with a transparent tape (not shown).
- the support base 101 and the clamps 102 and 103 are all made of acrylic resin.
- the hair sample 40 is placed between the clip 102 and the clip 103 so that the longitudinal center of the clip 102 coincides with the center of the layered portion of the hair sample 40. The bulkiness value was measured after placement.
- nylon 6 manufactured by Unitika, product name "A1030BRL”
- brominated epoxy flame retardant manufactured by Sakamoto Chemical Industry, product name "SR-T2MP” 12 parts by weight
- sodium antimonate Japan Seiko, trade name "SA-A” 2 parts by weight
- black pigment masterbatch manufactured by Dainichiseika Kogyo, trade name "PESM22367BLACK (20)"
- yellow pigment masterbatch (Dainichiseika Kogyo, trade name "PESM1001 YELLOW (20)") 0.8 parts by weight
- red pigment masterbatch manufactured by Dainichiseika Kogyo, trade name "PESM3005RED (20)" 0.6 parts by weight are added and dry blended.
- the obtained pellet-like polyester resin composition and polyamide resin composition are supplied to an extruder, respectively, and the core-sheath type composite spinning nozzle (hole) having a flat two-leaf shape is used at a nozzle setting temperature of 270 ° C.
- An undrawn yarn of the core-sheath composite fiber was obtained.
- the obtained undrawn yarn was drawn at a speed of 45 m/min using a heat roll at 85°C and drawn to make a 3-fold drawn yarn, and continuously heated to 205°C at 45 m/min using a heat roll.
- the fiber is wound up at a speed of , and heat-treated, and the polyether-based oil agent (manufactured by Marubishi Yuka Kogyo Co., Ltd., trade name “KWC-Q”) is added to 0.20% omf (weight percentage of pure oil agent relative to dry fiber weight). After adhering, it was dried to obtain a core-sheath composite fiber (single fiber fineness: 64 dtex).
- Polybutylene terephthalate pellets (manufactured by Mitsubishi Chemical Corporation, trade name "Novaduran 5020") are used as the resin for the core, and the polyester resin composition obtained by melt-kneading at a barrel setting temperature of 260 ° C. and pelletizing is used as the core.
- a core-sheath composite fiber (single fiber fineness: 64 dtex) was obtained in the same manner as in Production Example 1, except that the nozzle temperature was set to 260°C.
- Example 1 The core-sheath conjugate fibers of Production Examples 2 and 6 were cut out to an arbitrary length so that the weight ratio was 50:50 and layered. A double hack ring was performed to obtain fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios. In the obtained fiber bundles, the number ratio of the core-sheath composite fibers of Production Examples 2 and 6 is almost equal to the weight ratio. , can be obtained as follows.
- the core cross-sectional area ratios of the core-sheath composite fibers of Production Examples 2 and 6 are 0.7 and 0.3, respectively, and the average value of the core cross-sectional area ratios is 0.5.
- the standard deviation can be obtained as follows and is 0.20.
- Example 2 Core-sheath composite fibers with three different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 2, 4 and 6 were used in a weight ratio of 33:33:33.
- Example 3 In the same manner as in Example 1, except that the core-sheath composite fibers of Production Examples 1 to 6 were used so that the weight ratio was 10:10:10:10:50, six types of different core-sheath ratios were produced. A fiber bundle composed of core-sheath composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 to 6 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- Example 4 Fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 7 and 8 were used at a weight ratio of 90:10. got In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 7 and 8 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- Example 5 Six types of different core-sheath ratios were produced in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 9 to 14 were used at a weight ratio of 16:16:16:16:16. A fiber bundle composed of core-sheath composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 9 to 14 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- Comparative example 2 Made of core-sheath composite fibers with three different core-sheath ratios in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 3 to 5 were used at a weight ratio of 70:20:10. A fiber bundle was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 3 to 5 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- Example 3 Five different core-sheath ratios were produced in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 1 to 5 were used at a weight ratio of 5:10:10:10:65. A fiber bundle composed of composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 to 5 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- FIG. 2 is a laser micrograph of the fiber cross section of the fiber bundle of Example 1.
- the fiber bundle contains two types of core-sheath composite fibers with different core-sheath ratios.
- FIG. 3 is a laser microscope photograph of a fiber cross section of the fiber bundle of Example 2.
- FIG. 3 the fiber bundle contains three types of core-sheath composite fibers with different core-sheath ratios.
- 4 is a laser micrograph of a fiber cross section of the fiber of Comparative Example 1.
- the fiber bundles of Examples 1 to 5 had good curl-set properties, had a touch similar to human hair, combability, and appearance, and had good durability.
- the fiber bundle of Comparative Example 1 which is composed only of core-sheath composite fibers with a core-sheath ratio of 5:5, had good tactile feel, combability, and durability, but had poor curl-set properties and appearance.
- a comparative example composed of three types of core-sheath composite fibers with different core-sheath ratios, but having a standard deviation of 0.07 in the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle.
- the fiber bundle of No. 2 had good tactile feel, combability and durability, but had poor curl set properties and appearance.
- a comparative example in which the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle is 0.13, although it is composed of five types of core-sheath composite fibers with different core-sheath ratios.
- Fiber No. 3 had good tactile feel, combability and durability, but had poor curl set properties and appearance.
- the fibers of No. 4 had good curl set properties, but poor touch, combability, appearance and durability.
- a fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios Each core-sheath composite fiber includes a core portion and a sheath portion, and the core-sheath ratio is expressed by the area ratio of the core portion and the sheath portion,
- the core is composed of a polyester-based resin composition containing a polyester-based resin
- the sheath is composed of a polyamide-based resin composition containing a polyamide-based resin
- a fiber bundle for artificial hair wherein the standard deviation of the ratio of the cross-sectional area of the core to the cross-sectional area of the core-sheath composite fibers constituting the fiber bundle for artificial hair is 0.15 or more.
- each core-sheath composite fiber has a core-sheath ratio of 3:7 to 8:2 in terms of area ratio of core:sheath.
- the content of the core-sheath composite fibers having the same core-sheath ratio is 5% by weight or more and 90% by weight or less with respect to the total weight of the fiber bundle for artificial hair. fiber bundle for artificial hair.
- the fiber bundle for artificial hair according to any one of [1] to [3], wherein each of the core-sheath composite fibers has a flattened cross-sectional shape.
- the fiber bundle for artificial hair according to any one of [1] to [4], wherein in each of the core-sheath composite fibers, the core has a flattened cross-sectional shape.
- the polyester-based resin contains one or more polyester-based resins selected from the group consisting of polyalkylene terephthalate and copolyester mainly composed of polyalkylene terephthalate.
- the polyamide-based resin contains a polyamide-based resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66. bundle.
- each of the core-sheath composite fibers has a fiber cross section with a concentric structure in which the center position of the core portion coincides with the center position of the fiber. bundle.
- a headdress product comprising the artificial hair fiber bundle according to any one of [1] to [10].
- Sheath-core composite fiber for artificial hair (cross section) 10 Sheath 20 Core 100 Bulk height measuring device 40 Hair sample (fiber bundle) 101 supports 102, 103 clip 104 scale
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Multicomponent Fibers (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023566100A JPWO2023105889A1 (https=) | 2021-12-10 | 2022-09-22 | |
| US18/679,826 US20240318357A1 (en) | 2021-12-10 | 2024-05-31 | Fiber bundle for artificial hair and hair ornament product including the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-201026 | 2021-12-10 | ||
| JP2021201026 | 2021-12-10 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/679,826 Continuation US20240318357A1 (en) | 2021-12-10 | 2024-05-31 | Fiber bundle for artificial hair and hair ornament product including the same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023105889A1 true WO2023105889A1 (ja) | 2023-06-15 |
Family
ID=86730158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/035476 Ceased WO2023105889A1 (ja) | 2021-12-10 | 2022-09-22 | 人工毛髪用繊維束、及びそれを含む頭飾製品 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US20240318357A1 (https=) |
| JP (1) | JPWO2023105889A1 (https=) |
| WO (1) | WO2023105889A1 (https=) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03185103A (ja) * | 1989-12-15 | 1991-08-13 | Toray Ind Inc | 人工毛髪用太単糸繊度複合繊維およびその製造方法 |
| JPH0860427A (ja) * | 1994-08-11 | 1996-03-05 | Mitsubishi Rayon Co Ltd | 芯鞘複合繊維、その製造方法および芯鞘複合紡糸用口金装置 |
| WO1997028299A1 (en) * | 1996-02-02 | 1997-08-07 | Kanebo Limited | Cloth having configurational stability and/or water resistance, and core/sheath type composite thread used therefor |
| JPH10201960A (ja) * | 1997-01-23 | 1998-08-04 | Pilot Ink Co Ltd | 人形用毛髪及びそれを用いた人形類 |
| WO2007094289A1 (ja) * | 2006-02-17 | 2007-08-23 | Aderans Holdings Co., Ltd. | かつら |
| WO2010090191A1 (ja) * | 2009-02-04 | 2010-08-12 | 株式会社アデランスホールディングス | かつら |
-
2022
- 2022-09-22 WO PCT/JP2022/035476 patent/WO2023105889A1/ja not_active Ceased
- 2022-09-22 JP JP2023566100A patent/JPWO2023105889A1/ja active Pending
-
2024
- 2024-05-31 US US18/679,826 patent/US20240318357A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03185103A (ja) * | 1989-12-15 | 1991-08-13 | Toray Ind Inc | 人工毛髪用太単糸繊度複合繊維およびその製造方法 |
| JPH0860427A (ja) * | 1994-08-11 | 1996-03-05 | Mitsubishi Rayon Co Ltd | 芯鞘複合繊維、その製造方法および芯鞘複合紡糸用口金装置 |
| WO1997028299A1 (en) * | 1996-02-02 | 1997-08-07 | Kanebo Limited | Cloth having configurational stability and/or water resistance, and core/sheath type composite thread used therefor |
| JPH10201960A (ja) * | 1997-01-23 | 1998-08-04 | Pilot Ink Co Ltd | 人形用毛髪及びそれを用いた人形類 |
| WO2007094289A1 (ja) * | 2006-02-17 | 2007-08-23 | Aderans Holdings Co., Ltd. | かつら |
| WO2010090191A1 (ja) * | 2009-02-04 | 2010-08-12 | 株式会社アデランスホールディングス | かつら |
Also Published As
| Publication number | Publication date |
|---|---|
| US20240318357A1 (en) | 2024-09-26 |
| JPWO2023105889A1 (https=) | 2023-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200024774A1 (en) | Core-sheath composite fiber for artificial hair and headdress product comprising same | |
| US20220372663A1 (en) | Core-sheath composite fiber for artificial hair, and headwear product including same | |
| JPWO2020166263A1 (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| US12167762B2 (en) | Core-sheath composite fiber for artificial hair, headdress product including same, and production method therefor | |
| CN115151155B (zh) | 人工毛发用芯鞘复合纤维、包含其的头饰制品及其制造方法 | |
| US12446643B2 (en) | Core-sheath composite fiber for artificial hair and headwear product that includes same | |
| US20220372668A1 (en) | Core-sheath composite fiber for artificial hair, headwear product including same, and production method for same | |
| US20220372669A1 (en) | Core-sheath composite fiber for artificial hair, headwear product including same, and production method for same | |
| JP2023080684A (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| WO2023105889A1 (ja) | 人工毛髪用繊維束、及びそれを含む頭飾製品 | |
| JP7738580B2 (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| US12522952B2 (en) | Core-sheath conjugate fiber for artificial hair, hair ornament including same, and method for producing same | |
| JP7408769B2 (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| JP7576608B2 (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| US12371819B2 (en) | Core-sheath conjugate fiber for artificial hair, hair ornament including same, and method for producing same | |
| JP2022104320A (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| JP2022104322A (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 | |
| JP2022104321A (ja) | 人工毛髪用芯鞘複合繊維、それを含む頭飾製品及びその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22903823 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023566100 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22903823 Country of ref document: EP Kind code of ref document: A1 |