WO2023105889A1 - Fiber bundle for artificial hair, and headwear product comprising same - Google Patents
Fiber bundle for artificial hair, and headwear product comprising same Download PDFInfo
- Publication number
- WO2023105889A1 WO2023105889A1 PCT/JP2022/035476 JP2022035476W WO2023105889A1 WO 2023105889 A1 WO2023105889 A1 WO 2023105889A1 JP 2022035476 W JP2022035476 W JP 2022035476W WO 2023105889 A1 WO2023105889 A1 WO 2023105889A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- core
- sheath
- fiber
- fiber bundle
- artificial hair
- Prior art date
Links
- 239000000835 fiber Substances 0.000 title claims abstract description 341
- 239000002131 composite material Substances 0.000 claims abstract description 128
- 229920001225 polyester resin Polymers 0.000 claims abstract description 36
- 239000011342 resin composition Substances 0.000 claims abstract description 27
- 229920005989 resin Polymers 0.000 claims description 41
- 239000011347 resin Substances 0.000 claims description 41
- 229920002647 polyamide Polymers 0.000 claims description 36
- 229920001283 Polyalkylene terephthalate Polymers 0.000 claims description 22
- 229920000728 polyester Polymers 0.000 claims description 16
- 229920002292 Nylon 6 Polymers 0.000 claims description 10
- 229920002302 Nylon 6,6 Polymers 0.000 claims description 9
- 238000009941 weaving Methods 0.000 claims description 3
- 239000000203 mixture Substances 0.000 abstract description 22
- 239000004645 polyester resin Substances 0.000 abstract description 19
- 229920006122 polyamide resin Polymers 0.000 abstract description 14
- 238000004519 manufacturing process Methods 0.000 description 45
- -1 polyethylene terephthalate Polymers 0.000 description 41
- 239000000306 component Substances 0.000 description 19
- 239000003063 flame retardant Substances 0.000 description 18
- QQVIHTHCMHWDBS-UHFFFAOYSA-N isophthalic acid Chemical compound OC(=O)C1=CC=CC(C(O)=O)=C1 QQVIHTHCMHWDBS-UHFFFAOYSA-N 0.000 description 14
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 13
- 230000000052 comparative effect Effects 0.000 description 13
- KKEYFWRCBNTPAC-UHFFFAOYSA-N Terephthalic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-N 0.000 description 12
- 230000003766 combability Effects 0.000 description 12
- 150000004985 diamines Chemical class 0.000 description 12
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 11
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 10
- 239000004593 Epoxy Substances 0.000 description 9
- 150000001991 dicarboxylic acids Chemical class 0.000 description 9
- JBKVHLHDHHXQEQ-UHFFFAOYSA-N epsilon-caprolactam Chemical compound O=C1CCCCCN1 JBKVHLHDHHXQEQ-UHFFFAOYSA-N 0.000 description 8
- 238000000034 method Methods 0.000 description 8
- CXMXRPHRNRROMY-UHFFFAOYSA-N sebacic acid Chemical compound OC(=O)CCCCCCCCC(O)=O CXMXRPHRNRROMY-UHFFFAOYSA-N 0.000 description 8
- 229920001634 Copolyester Polymers 0.000 description 7
- 125000003277 amino group Chemical group 0.000 description 7
- 238000004364 calculation method Methods 0.000 description 7
- 239000003795 chemical substances by application Substances 0.000 description 7
- 229920001577 copolymer Polymers 0.000 description 7
- 231100000640 hair analysis Toxicity 0.000 description 7
- 238000002074 melt spinning Methods 0.000 description 7
- 229920000139 polyethylene terephthalate Polymers 0.000 description 7
- 239000005020 polyethylene terephthalate Substances 0.000 description 7
- 238000006116 polymerization reaction Methods 0.000 description 7
- 239000004594 Masterbatch (MB) Substances 0.000 description 6
- 239000004677 Nylon Substances 0.000 description 6
- MUBZPKHOEPUJKR-UHFFFAOYSA-N Oxalic acid Chemical compound OC(=O)C(O)=O MUBZPKHOEPUJKR-UHFFFAOYSA-N 0.000 description 6
- IISBACLAFKSPIT-UHFFFAOYSA-N bisphenol A Chemical compound C=1C=C(O)C=CC=1C(C)(C)C1=CC=C(O)C=C1 IISBACLAFKSPIT-UHFFFAOYSA-N 0.000 description 6
- BDJRBEYXGGNYIS-UHFFFAOYSA-N nonanedioic acid Chemical compound OC(=O)CCCCCCCC(O)=O BDJRBEYXGGNYIS-UHFFFAOYSA-N 0.000 description 6
- 229920001778 nylon Polymers 0.000 description 6
- 238000009987 spinning Methods 0.000 description 6
- TYFQFVWCELRYAO-UHFFFAOYSA-N suberic acid Chemical compound OC(=O)CCCCCCC(O)=O TYFQFVWCELRYAO-UHFFFAOYSA-N 0.000 description 6
- HQHCYKULIHKCEB-UHFFFAOYSA-N tetradecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCC(O)=O HQHCYKULIHKCEB-UHFFFAOYSA-N 0.000 description 6
- OFOBLEOULBTSOW-UHFFFAOYSA-N Malonic acid Chemical compound OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 5
- 239000004952 Polyamide Substances 0.000 description 5
- 239000001361 adipic acid Substances 0.000 description 5
- 235000011037 adipic acid Nutrition 0.000 description 5
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 238000001000 micrograph Methods 0.000 description 5
- 238000002156 mixing Methods 0.000 description 5
- XNGIFLGASWRNHJ-UHFFFAOYSA-N phthalic acid Chemical compound OC(=O)C1=CC=CC=C1C(O)=O XNGIFLGASWRNHJ-UHFFFAOYSA-N 0.000 description 5
- PBLZLIFKVPJDCO-UHFFFAOYSA-N 12-aminododecanoic acid Chemical compound NCCCCCCCCCCCC(O)=O PBLZLIFKVPJDCO-UHFFFAOYSA-N 0.000 description 4
- WKBOTKDWSSQWDR-UHFFFAOYSA-N Bromine atom Chemical compound [Br] WKBOTKDWSSQWDR-UHFFFAOYSA-N 0.000 description 4
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- LJCFOYOSGPHIOO-UHFFFAOYSA-N antimony pentoxide Chemical compound O=[Sb](=O)O[Sb](=O)=O LJCFOYOSGPHIOO-UHFFFAOYSA-N 0.000 description 4
- ADCOVFLJGNWWNZ-UHFFFAOYSA-N antimony trioxide Chemical compound O=[Sb]O[Sb]=O ADCOVFLJGNWWNZ-UHFFFAOYSA-N 0.000 description 4
- GDTBXPJZTBHREO-UHFFFAOYSA-N bromine Substances BrBr GDTBXPJZTBHREO-UHFFFAOYSA-N 0.000 description 4
- 229910052794 bromium Inorganic materials 0.000 description 4
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 4
- NAQMVNRVTILPCV-UHFFFAOYSA-N hexane-1,6-diamine Chemical compound NCCCCCCN NAQMVNRVTILPCV-UHFFFAOYSA-N 0.000 description 4
- 150000003951 lactams Chemical class 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- BNJOQKFENDDGSC-UHFFFAOYSA-N octadecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCCCCCC(O)=O BNJOQKFENDDGSC-UHFFFAOYSA-N 0.000 description 4
- 239000000049 pigment Substances 0.000 description 4
- WLJVNTCWHIRURA-UHFFFAOYSA-N pimelic acid Chemical compound OC(=O)CCCCCC(O)=O WLJVNTCWHIRURA-UHFFFAOYSA-N 0.000 description 4
- 229920001707 polybutylene terephthalate Polymers 0.000 description 4
- 229920000642 polymer Polymers 0.000 description 4
- NSBGJRFJIJFMGW-UHFFFAOYSA-N trisodium;stiborate Chemical compound [Na+].[Na+].[Na+].[O-][Sb]([O-])([O-])=O NSBGJRFJIJFMGW-UHFFFAOYSA-N 0.000 description 4
- LWBHHRRTOZQPDM-UHFFFAOYSA-N undecanedioic acid Chemical compound OC(=O)CCCCCCCCCC(O)=O LWBHHRRTOZQPDM-UHFFFAOYSA-N 0.000 description 4
- RTBFRGCFXZNCOE-UHFFFAOYSA-N 1-methylsulfonylpiperidin-4-one Chemical compound CS(=O)(=O)N1CCC(=O)CC1 RTBFRGCFXZNCOE-UHFFFAOYSA-N 0.000 description 3
- QFGCFKJIPBRJGM-UHFFFAOYSA-N 12-[(2-methylpropan-2-yl)oxy]-12-oxododecanoic acid Chemical compound CC(C)(C)OC(=O)CCCCCCCCCCC(O)=O QFGCFKJIPBRJGM-UHFFFAOYSA-N 0.000 description 3
- SLXKOJJOQWFEFD-UHFFFAOYSA-N 6-aminohexanoic acid Chemical compound NCCCCCC(O)=O SLXKOJJOQWFEFD-UHFFFAOYSA-N 0.000 description 3
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- KXDHJXZQYSOELW-UHFFFAOYSA-N Carbamic acid Chemical class NC(O)=O KXDHJXZQYSOELW-UHFFFAOYSA-N 0.000 description 3
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 3
- KDYFGRWQOYBRFD-UHFFFAOYSA-N Succinic acid Natural products OC(=O)CCC(O)=O KDYFGRWQOYBRFD-UHFFFAOYSA-N 0.000 description 3
- 229960002684 aminocaproic acid Drugs 0.000 description 3
- JFCQEDHGNNZCLN-UHFFFAOYSA-N anhydrous glutaric acid Natural products OC(=O)CCCC(O)=O JFCQEDHGNNZCLN-UHFFFAOYSA-N 0.000 description 3
- 229910052787 antimony Inorganic materials 0.000 description 3
- WATWJIUSRGPENY-UHFFFAOYSA-N antimony atom Chemical compound [Sb] WATWJIUSRGPENY-UHFFFAOYSA-N 0.000 description 3
- 239000002981 blocking agent Substances 0.000 description 3
- KDYFGRWQOYBRFD-NUQCWPJISA-N butanedioic acid Chemical compound O[14C](=O)CC[14C](O)=O KDYFGRWQOYBRFD-NUQCWPJISA-N 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000007334 copolymerization reaction Methods 0.000 description 3
- 238000002788 crimping Methods 0.000 description 3
- 150000001990 dicarboxylic acid derivatives Chemical class 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 238000010191 image analysis Methods 0.000 description 3
- 238000004898 kneading Methods 0.000 description 3
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- 239000004417 polycarbonate Substances 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 230000035807 sensation Effects 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- KKEYFWRCBNTPAC-UHFFFAOYSA-L terephthalate(2-) Chemical compound [O-]C(=O)C1=CC=C(C([O-])=O)C=C1 KKEYFWRCBNTPAC-UHFFFAOYSA-L 0.000 description 3
- YWWVWXASSLXJHU-AATRIKPKSA-N (9E)-tetradecenoic acid Chemical compound CCCC\C=C\CCCCCCCC(O)=O YWWVWXASSLXJHU-AATRIKPKSA-N 0.000 description 2
- PWGJDPKCLMLPJW-UHFFFAOYSA-N 1,8-diaminooctane Chemical compound NCCCCCCCCN PWGJDPKCLMLPJW-UHFFFAOYSA-N 0.000 description 2
- GUOSQNAUYHMCRU-UHFFFAOYSA-N 11-Aminoundecanoic acid Chemical compound NCCCCCCCCCCC(O)=O GUOSQNAUYHMCRU-UHFFFAOYSA-N 0.000 description 2
- JZUHIOJYCPIVLQ-UHFFFAOYSA-N 2-methylpentane-1,5-diamine Chemical compound NCC(C)CCCN JZUHIOJYCPIVLQ-UHFFFAOYSA-N 0.000 description 2
- VEORPZCZECFIRK-UHFFFAOYSA-N 3,3',5,5'-tetrabromobisphenol A Chemical compound C=1C(Br)=C(O)C(Br)=CC=1C(C)(C)C1=CC(Br)=C(O)C(Br)=C1 VEORPZCZECFIRK-UHFFFAOYSA-N 0.000 description 2
- FJKROLUGYXJWQN-UHFFFAOYSA-N 4-hydroxybenzoic acid Chemical compound OC(=O)C1=CC=C(O)C=C1 FJKROLUGYXJWQN-UHFFFAOYSA-N 0.000 description 2
- REIDAMBAPLIATC-UHFFFAOYSA-N 4-methoxycarbonylbenzoic acid Chemical compound COC(=O)C1=CC=C(C(O)=O)C=C1 REIDAMBAPLIATC-UHFFFAOYSA-N 0.000 description 2
- 229920002972 Acrylic fiber Polymers 0.000 description 2
- FERIUCNNQQJTOY-UHFFFAOYSA-N Butyric acid Chemical compound CCCC(O)=O FERIUCNNQQJTOY-UHFFFAOYSA-N 0.000 description 2
- MHZGKXUYDGKKIU-UHFFFAOYSA-N Decylamine Chemical compound CCCCCCCCCCN MHZGKXUYDGKKIU-UHFFFAOYSA-N 0.000 description 2
- 241001465754 Metazoa Species 0.000 description 2
- 229920002821 Modacrylic Polymers 0.000 description 2
- BTZVDPWKGXMQFW-UHFFFAOYSA-N Pentadecanedioic acid Chemical compound OC(=O)CCCCCCCCCCCCCC(O)=O BTZVDPWKGXMQFW-UHFFFAOYSA-N 0.000 description 2
- BHHGXPLMPWCGHP-UHFFFAOYSA-N Phenethylamine Chemical compound NCCC1=CC=CC=C1 BHHGXPLMPWCGHP-UHFFFAOYSA-N 0.000 description 2
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 150000004984 aromatic diamines Chemical class 0.000 description 2
- QFNNDGVVMCZKEY-UHFFFAOYSA-N azacyclododecan-2-one Chemical compound O=C1CCCCCCCCCCN1 QFNNDGVVMCZKEY-UHFFFAOYSA-N 0.000 description 2
- WPYMKLBDIGXBTP-UHFFFAOYSA-N benzoic acid Chemical compound OC(=O)C1=CC=CC=C1 WPYMKLBDIGXBTP-UHFFFAOYSA-N 0.000 description 2
- WGQKYBSKWIADBV-UHFFFAOYSA-N benzylamine Chemical compound NCC1=CC=CC=C1 WGQKYBSKWIADBV-UHFFFAOYSA-N 0.000 description 2
- HQABUPZFAYXKJW-UHFFFAOYSA-N butan-1-amine Chemical compound CCCCN HQABUPZFAYXKJW-UHFFFAOYSA-N 0.000 description 2
- WERYXYBDKMZEQL-UHFFFAOYSA-N butane-1,4-diol Chemical compound OCCCCO WERYXYBDKMZEQL-UHFFFAOYSA-N 0.000 description 2
- VHRGRCVQAFMJIZ-UHFFFAOYSA-N cadaverine Chemical compound NCCCCCN VHRGRCVQAFMJIZ-UHFFFAOYSA-N 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 239000008358 core component Substances 0.000 description 2
- YMHQVDAATAEZLO-UHFFFAOYSA-N cyclohexane-1,1-diamine Chemical compound NC1(N)CCCCC1 YMHQVDAATAEZLO-UHFFFAOYSA-N 0.000 description 2
- QYQADNCHXSEGJT-UHFFFAOYSA-N cyclohexane-1,1-dicarboxylate;hydron Chemical compound OC(=O)C1(C(O)=O)CCCCC1 QYQADNCHXSEGJT-UHFFFAOYSA-N 0.000 description 2
- NZNMSOFKMUBTKW-UHFFFAOYSA-N cyclohexanecarboxylic acid Chemical compound OC(=O)C1CCCCC1 NZNMSOFKMUBTKW-UHFFFAOYSA-N 0.000 description 2
- PAFZNILMFXTMIY-UHFFFAOYSA-N cyclohexylamine Chemical compound NC1CCCCC1 PAFZNILMFXTMIY-UHFFFAOYSA-N 0.000 description 2
- DIOQZVSQGTUSAI-UHFFFAOYSA-N decane Chemical compound CCCCCCCCCC DIOQZVSQGTUSAI-UHFFFAOYSA-N 0.000 description 2
- YQLZOAVZWJBZSY-UHFFFAOYSA-N decane-1,10-diamine Chemical compound NCCCCCCCCCCN YQLZOAVZWJBZSY-UHFFFAOYSA-N 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- XBDQKXXYIPTUBI-UHFFFAOYSA-N dimethylselenoniopropionate Natural products CCC(O)=O XBDQKXXYIPTUBI-UHFFFAOYSA-N 0.000 description 2
- QFTYSVGGYOXFRQ-UHFFFAOYSA-N dodecane-1,12-diamine Chemical compound NCCCCCCCCCCCCN QFTYSVGGYOXFRQ-UHFFFAOYSA-N 0.000 description 2
- TVIDDXQYHWJXFK-UHFFFAOYSA-N dodecanedioic acid Chemical compound OC(=O)CCCCCCCCCCC(O)=O TVIDDXQYHWJXFK-UHFFFAOYSA-N 0.000 description 2
- POULHZVOKOAJMA-UHFFFAOYSA-N dodecanoic acid Chemical compound CCCCCCCCCCCC(O)=O POULHZVOKOAJMA-UHFFFAOYSA-N 0.000 description 2
- PWSKHLMYTZNYKO-UHFFFAOYSA-N heptane-1,7-diamine Chemical compound NCCCCCCCN PWSKHLMYTZNYKO-UHFFFAOYSA-N 0.000 description 2
- MNWFXJYAOYHMED-UHFFFAOYSA-N heptanoic acid Chemical compound CCCCCCC(O)=O MNWFXJYAOYHMED-UHFFFAOYSA-N 0.000 description 2
- ATJCASULPHYKHT-UHFFFAOYSA-N hexadecane-1,16-diamine Chemical compound NCCCCCCCCCCCCCCCCN ATJCASULPHYKHT-UHFFFAOYSA-N 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- FUZZWVXGSFPDMH-UHFFFAOYSA-N hexanoic acid Chemical compound CCCCCC(O)=O FUZZWVXGSFPDMH-UHFFFAOYSA-N 0.000 description 2
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 2
- POIZGMCHYSVWDU-UHFFFAOYSA-N icosane-1,20-diamine Chemical compound NCCCCCCCCCCCCCCCCCCCCN POIZGMCHYSVWDU-UHFFFAOYSA-N 0.000 description 2
- VKOBVWXKNCXXDE-UHFFFAOYSA-N icosanoic acid Chemical compound CCCCCCCCCCCCCCCCCCCC(O)=O VKOBVWXKNCXXDE-UHFFFAOYSA-N 0.000 description 2
- 229910052742 iron Inorganic materials 0.000 description 2
- 230000001788 irregular Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- VCAISILSXYFPGO-UHFFFAOYSA-N nonadecane-1,19-diamine Chemical compound NCCCCCCCCCCCCCCCCCCCN VCAISILSXYFPGO-UHFFFAOYSA-N 0.000 description 2
- SXJVFQLYZSNZBT-UHFFFAOYSA-N nonane-1,9-diamine Chemical compound NCCCCCCCCCN SXJVFQLYZSNZBT-UHFFFAOYSA-N 0.000 description 2
- FBUKVWPVBMHYJY-UHFFFAOYSA-N nonanoic acid Chemical compound CCCCCCCCC(O)=O FBUKVWPVBMHYJY-UHFFFAOYSA-N 0.000 description 2
- WWZKQHOCKIZLMA-UHFFFAOYSA-N octanoic acid Chemical compound CCCCCCCC(O)=O WWZKQHOCKIZLMA-UHFFFAOYSA-N 0.000 description 2
- 235000006408 oxalic acid Nutrition 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- DPBLXKKOBLCELK-UHFFFAOYSA-N pentan-1-amine Chemical compound CCCCCN DPBLXKKOBLCELK-UHFFFAOYSA-N 0.000 description 2
- 239000011574 phosphorus Substances 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- XUWHAWMETYGRKB-UHFFFAOYSA-N piperidin-2-one Chemical compound O=C1CCCCN1 XUWHAWMETYGRKB-UHFFFAOYSA-N 0.000 description 2
- 230000000379 polymerizing effect Effects 0.000 description 2
- 229920005672 polyolefin resin Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 229920001296 polysiloxane Polymers 0.000 description 2
- CYIDZMCFTVVTJO-UHFFFAOYSA-N pyromellitic acid Chemical compound OC(=O)C1=CC(C(O)=O)=C(C(O)=O)C=C1C(O)=O CYIDZMCFTVVTJO-UHFFFAOYSA-N 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 239000001054 red pigment Substances 0.000 description 2
- 230000001953 sensory effect Effects 0.000 description 2
- WOZVHXUHUFLZGK-UHFFFAOYSA-N terephthalic acid dimethyl ester Natural products COC(=O)C1=CC=C(C(=O)OC)C=C1 WOZVHXUHUFLZGK-UHFFFAOYSA-N 0.000 description 2
- MSVPBWBOFXVAJF-UHFFFAOYSA-N tetradecane-1,14-diamine Chemical compound NCCCCCCCCCCCCCCN MSVPBWBOFXVAJF-UHFFFAOYSA-N 0.000 description 2
- BPSKTAWBYDTMAN-UHFFFAOYSA-N tridecane-1,13-diamine Chemical compound NCCCCCCCCCCCCCN BPSKTAWBYDTMAN-UHFFFAOYSA-N 0.000 description 2
- PHKDWZNAEKRAEF-UHFFFAOYSA-N tridecane-3,11-diamine Chemical compound CCC(N)CCCCCCCC(N)CC PHKDWZNAEKRAEF-UHFFFAOYSA-N 0.000 description 2
- SZHOJFHSIKHZHA-UHFFFAOYSA-N tridecanoic acid Chemical compound CCCCCCCCCCCCC(O)=O SZHOJFHSIKHZHA-UHFFFAOYSA-N 0.000 description 2
- ARCGXLSVLAOJQL-UHFFFAOYSA-N trimellitic acid Chemical compound OC(=O)C1=CC=C(C(O)=O)C(C(O)=O)=C1 ARCGXLSVLAOJQL-UHFFFAOYSA-N 0.000 description 2
- KLNPWTHGTVSSEU-UHFFFAOYSA-N undecane-1,11-diamine Chemical compound NCCCCCCCCCCCN KLNPWTHGTVSSEU-UHFFFAOYSA-N 0.000 description 2
- ZDPHROOEEOARMN-UHFFFAOYSA-N undecanoic acid Chemical compound CCCCCCCCCCC(O)=O ZDPHROOEEOARMN-UHFFFAOYSA-N 0.000 description 2
- NQPDZGIKBAWPEJ-UHFFFAOYSA-N valeric acid Chemical compound CCCCC(O)=O NQPDZGIKBAWPEJ-UHFFFAOYSA-N 0.000 description 2
- 229920006312 vinyl chloride fiber Polymers 0.000 description 2
- 239000001052 yellow pigment Substances 0.000 description 2
- DNIAPMSPPWPWGF-VKHMYHEASA-N (+)-propylene glycol Chemical compound C[C@H](O)CO DNIAPMSPPWPWGF-VKHMYHEASA-N 0.000 description 1
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- DNIAPMSPPWPWGF-GSVOUGTGSA-N (R)-(-)-Propylene glycol Chemical compound C[C@@H](O)CO DNIAPMSPPWPWGF-GSVOUGTGSA-N 0.000 description 1
- AHBGXHAWSHTPOM-UHFFFAOYSA-N 1,3,2$l^{4},4$l^{4}-dioxadistibetane 2,4-dioxide Chemical compound O=[Sb]O[Sb](=O)=O AHBGXHAWSHTPOM-UHFFFAOYSA-N 0.000 description 1
- NZUPFZNVGSWLQC-UHFFFAOYSA-N 1,3,5-tris(2,3-dibromopropyl)-1,3,5-triazinane-2,4,6-trione Chemical compound BrCC(Br)CN1C(=O)N(CC(Br)CBr)C(=O)N(CC(Br)CBr)C1=O NZUPFZNVGSWLQC-UHFFFAOYSA-N 0.000 description 1
- PWXTUWQHMIFLKL-UHFFFAOYSA-N 1,3-dibromo-5-[2-(3,5-dibromo-4-prop-2-enoxyphenyl)propan-2-yl]-2-prop-2-enoxybenzene Chemical compound C=1C(Br)=C(OCC=C)C(Br)=CC=1C(C)(C)C1=CC(Br)=C(OCC=C)C(Br)=C1 PWXTUWQHMIFLKL-UHFFFAOYSA-N 0.000 description 1
- LXIZRZRTWSDLKK-UHFFFAOYSA-N 1,3-dibromo-5-[2-[3,5-dibromo-4-(2,3-dibromopropoxy)phenyl]propan-2-yl]-2-(2,3-dibromopropoxy)benzene Chemical compound C=1C(Br)=C(OCC(Br)CBr)C(Br)=CC=1C(C)(C)C1=CC(Br)=C(OCC(Br)CBr)C(Br)=C1 LXIZRZRTWSDLKK-UHFFFAOYSA-N 0.000 description 1
- YPFDHNVEDLHUCE-UHFFFAOYSA-N 1,3-propanediol Substances OCCCO YPFDHNVEDLHUCE-UHFFFAOYSA-N 0.000 description 1
- FJLUATLTXUNBOT-UHFFFAOYSA-N 1-Hexadecylamine Chemical compound CCCCCCCCCCCCCCCCN FJLUATLTXUNBOT-UHFFFAOYSA-N 0.000 description 1
- JPZYXGPCHFZBHO-UHFFFAOYSA-N 1-aminopentadecane Chemical compound CCCCCCCCCCCCCCCN JPZYXGPCHFZBHO-UHFFFAOYSA-N 0.000 description 1
- BMVXCPBXGZKUPN-UHFFFAOYSA-N 1-hexanamine Chemical compound CCCCCCN BMVXCPBXGZKUPN-UHFFFAOYSA-N 0.000 description 1
- REHQLKUNRPCYEW-UHFFFAOYSA-N 1-methylcyclohexane-1-carboxylic acid Chemical compound OC(=O)C1(C)CCCCC1 REHQLKUNRPCYEW-UHFFFAOYSA-N 0.000 description 1
- XAUQWYHSQICPAZ-UHFFFAOYSA-N 10-amino-decanoic acid Chemical compound NCCCCCCCCCC(O)=O XAUQWYHSQICPAZ-UHFFFAOYSA-N 0.000 description 1
- CMQUQOHNANGDOR-UHFFFAOYSA-N 2,3-dibromo-4-(2,4-dibromo-5-hydroxyphenyl)phenol Chemical compound BrC1=C(Br)C(O)=CC=C1C1=CC(O)=C(Br)C=C1Br CMQUQOHNANGDOR-UHFFFAOYSA-N 0.000 description 1
- BDFBPPCACYFGFA-UHFFFAOYSA-N 2,4,6-tris(2,4,6-tribromophenoxy)-1,3,5-triazine Chemical compound BrC1=CC(Br)=CC(Br)=C1OC1=NC(OC=2C(=CC(Br)=CC=2Br)Br)=NC(OC=2C(=CC(Br)=CC=2Br)Br)=N1 BDFBPPCACYFGFA-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- CGMMPMYKMDITEA-UHFFFAOYSA-N 2-ethylbenzoic acid Chemical compound CCC1=CC=CC=C1C(O)=O CGMMPMYKMDITEA-UHFFFAOYSA-N 0.000 description 1
- LTHNHFOGQMKPOV-UHFFFAOYSA-N 2-ethylhexan-1-amine Chemical compound CCCCC(CC)CN LTHNHFOGQMKPOV-UHFFFAOYSA-N 0.000 description 1
- WLJVXDMOQOGPHL-PPJXEINESA-N 2-phenylacetic acid Chemical compound O[14C](=O)CC1=CC=CC=C1 WLJVXDMOQOGPHL-PPJXEINESA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- DYIZJUDNMOIZQO-UHFFFAOYSA-N 4,5,6,7-tetrabromo-2-[2-(4,5,6,7-tetrabromo-1,3-dioxoisoindol-2-yl)ethyl]isoindole-1,3-dione Chemical compound O=C1C(C(=C(Br)C(Br)=C2Br)Br)=C2C(=O)N1CCN1C(=O)C2=C(Br)C(Br)=C(Br)C(Br)=C2C1=O DYIZJUDNMOIZQO-UHFFFAOYSA-N 0.000 description 1
- 229940090248 4-hydroxybenzoic acid Drugs 0.000 description 1
- XDOLZJYETYVRKV-UHFFFAOYSA-N 7-Aminoheptanoic acid Chemical compound NCCCCCCC(O)=O XDOLZJYETYVRKV-UHFFFAOYSA-N 0.000 description 1
- UQXNEWQGGVUVQA-UHFFFAOYSA-N 8-aminooctanoic acid Chemical compound NCCCCCCCC(O)=O UQXNEWQGGVUVQA-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- VWPQCOZMXULHDM-UHFFFAOYSA-N 9-aminononanoic acid Chemical compound NCCCCCCCCC(O)=O VWPQCOZMXULHDM-UHFFFAOYSA-N 0.000 description 1
- YWWVWXASSLXJHU-UHFFFAOYSA-N 9E-tetradecenoic acid Natural products CCCCC=CCCCCCCCC(O)=O YWWVWXASSLXJHU-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- 239000005711 Benzoic acid Substances 0.000 description 1
- 208000019300 CLIPPERS Diseases 0.000 description 1
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 1
- 239000005635 Caprylic acid (CAS 124-07-2) Substances 0.000 description 1
- WJYIASZWHGOTOU-UHFFFAOYSA-N Heptylamine Chemical compound CCCCCCCN WJYIASZWHGOTOU-UHFFFAOYSA-N 0.000 description 1
- 239000005639 Lauric acid Substances 0.000 description 1
- OYHQOLUKZRVURQ-HZJYTTRNSA-N Linoleic acid Chemical compound CCCCC\C=C/C\C=C/CCCCCCCC(O)=O OYHQOLUKZRVURQ-HZJYTTRNSA-N 0.000 description 1
- XTUVJUMINZSXGF-UHFFFAOYSA-N N-methylcyclohexylamine Chemical compound CNC1CCCCC1 XTUVJUMINZSXGF-UHFFFAOYSA-N 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920000572 Nylon 6/12 Polymers 0.000 description 1
- REYJJPSVUYRZGE-UHFFFAOYSA-N Octadecylamine Chemical compound CCCCCCCCCCCCCCCCCCN REYJJPSVUYRZGE-UHFFFAOYSA-N 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 239000005643 Pelargonic acid Substances 0.000 description 1
- 239000002202 Polyethylene glycol Substances 0.000 description 1
- 239000004721 Polyphenylene oxide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- 239000004902 Softening Agent Substances 0.000 description 1
- 235000021355 Stearic acid Nutrition 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- GKXVJHDEWHKBFH-UHFFFAOYSA-N [2-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=CC=C1CN GKXVJHDEWHKBFH-UHFFFAOYSA-N 0.000 description 1
- FDLQZKYLHJJBHD-UHFFFAOYSA-N [3-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=CC(CN)=C1 FDLQZKYLHJJBHD-UHFFFAOYSA-N 0.000 description 1
- ISKQADXMHQSTHK-UHFFFAOYSA-N [4-(aminomethyl)phenyl]methanamine Chemical compound NCC1=CC=C(CN)C=C1 ISKQADXMHQSTHK-UHFFFAOYSA-N 0.000 description 1
- YIMQCDZDWXUDCA-UHFFFAOYSA-N [4-(hydroxymethyl)cyclohexyl]methanol Chemical compound OCC1CCC(CO)CC1 YIMQCDZDWXUDCA-UHFFFAOYSA-N 0.000 description 1
- DFVKOWFGNASVPK-BWHPXCRDSA-N [cyano-(4-phenoxyphenyl)methyl] (1s,3s)-3-[(z)-2-chloro-3,3,3-trifluoroprop-1-enyl]-2,2-dimethylcyclopropane-1-carboxylate Chemical compound CC1(C)[C@H](\C=C(/Cl)C(F)(F)F)[C@@H]1C(=O)OC(C#N)C(C=C1)=CC=C1OC1=CC=CC=C1 DFVKOWFGNASVPK-BWHPXCRDSA-N 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 230000032683 aging Effects 0.000 description 1
- 125000002723 alicyclic group Chemical group 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 229910000411 antimony tetroxide Inorganic materials 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 239000002216 antistatic agent Substances 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- MNFORVFSTILPAW-UHFFFAOYSA-N azetidin-2-one Chemical compound O=C1CCN1 MNFORVFSTILPAW-UHFFFAOYSA-N 0.000 description 1
- CJYXCQLOZNIMFP-UHFFFAOYSA-N azocan-2-one Chemical compound O=C1CCCCCCN1 CJYXCQLOZNIMFP-UHFFFAOYSA-N 0.000 description 1
- YDLSUFFXJYEVHW-UHFFFAOYSA-N azonan-2-one Chemical compound O=C1CCCCCCCN1 YDLSUFFXJYEVHW-UHFFFAOYSA-N 0.000 description 1
- 235000010233 benzoic acid Nutrition 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 239000011575 calcium Substances 0.000 description 1
- 229910052791 calcium Inorganic materials 0.000 description 1
- 239000003054 catalyst Substances 0.000 description 1
- 208000021930 chronic lymphocytic inflammation with pontine perivascular enhancement responsive to steroids Diseases 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 150000007973 cyanuric acids Chemical class 0.000 description 1
- VZFUCHSFHOYXIS-UHFFFAOYSA-N cycloheptane carboxylic acid Natural products OC(=O)C1CCCCCC1 VZFUCHSFHOYXIS-UHFFFAOYSA-N 0.000 description 1
- 238000005034 decoration Methods 0.000 description 1
- 238000010036 direct spinning Methods 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- JRBPAEWTRLWTQC-UHFFFAOYSA-N dodecylamine Chemical compound CCCCCCCCCCCCN JRBPAEWTRLWTQC-UHFFFAOYSA-N 0.000 description 1
- 239000000284 extract Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000007850 fluorescent dye Substances 0.000 description 1
- 238000001879 gelation Methods 0.000 description 1
- 230000009477 glass transition Effects 0.000 description 1
- CHSILQAFIZTLJN-UHFFFAOYSA-N heptadecane-1,17-diamine Chemical compound NCCCCCCCCCCCCCCCCCN CHSILQAFIZTLJN-UHFFFAOYSA-N 0.000 description 1
- XXMIOPMDWAUFGU-UHFFFAOYSA-N hexane-1,6-diol Chemical compound OCCCCCCO XXMIOPMDWAUFGU-UHFFFAOYSA-N 0.000 description 1
- BUHXFUSLEBPCEB-UHFFFAOYSA-N icosan-1-amine Chemical compound CCCCCCCCCCCCCCCCCCCCN BUHXFUSLEBPCEB-UHFFFAOYSA-N 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 238000010409 ironing Methods 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- OYHQOLUKZRVURQ-IXWMQOLASA-N linoleic acid Natural products CCCCC\C=C/C\C=C\CCCCCCCC(O)=O OYHQOLUKZRVURQ-IXWMQOLASA-N 0.000 description 1
- 235000020778 linoleic acid Nutrition 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 230000014759 maintenance of location Effects 0.000 description 1
- 238000000691 measurement method Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 150000002762 monocarboxylic acid derivatives Chemical class 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- DNIAPMSPPWPWGF-UHFFFAOYSA-N monopropylene glycol Natural products CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- SLCVBVWXLSEKPL-UHFFFAOYSA-N neopentyl glycol Chemical compound OCC(C)(C)CO SLCVBVWXLSEKPL-UHFFFAOYSA-N 0.000 description 1
- INAMEDPXUAWNKL-UHFFFAOYSA-N nonadecan-1-amine Chemical compound CCCCCCCCCCCCCCCCCCCN INAMEDPXUAWNKL-UHFFFAOYSA-N 0.000 description 1
- FJDUDHYHRVPMJZ-UHFFFAOYSA-N nonan-1-amine Chemical compound CCCCCCCCCN FJDUDHYHRVPMJZ-UHFFFAOYSA-N 0.000 description 1
- ZWLPBLYKEWSWPD-UHFFFAOYSA-N o-toluic acid Chemical compound CC1=CC=CC=C1C(O)=O ZWLPBLYKEWSWPD-UHFFFAOYSA-N 0.000 description 1
- CJYCVQJRVSAFKB-UHFFFAOYSA-N octadecane-1,18-diamine Chemical compound NCCCCCCCCCCCCCCCCCCN CJYCVQJRVSAFKB-UHFFFAOYSA-N 0.000 description 1
- QIQXTHQIDYTFRH-UHFFFAOYSA-N octadecanoic acid Chemical compound CCCCCCCCCCCCCCCCCC(O)=O QIQXTHQIDYTFRH-UHFFFAOYSA-N 0.000 description 1
- OQCDKBAXFALNLD-UHFFFAOYSA-N octadecanoic acid Natural products CCCCCCCC(C)CCCCCCCCC(O)=O OQCDKBAXFALNLD-UHFFFAOYSA-N 0.000 description 1
- IOQPZZOEVPZRBK-UHFFFAOYSA-N octan-1-amine Chemical compound CCCCCCCCN IOQPZZOEVPZRBK-UHFFFAOYSA-N 0.000 description 1
- 229960002446 octanoic acid Drugs 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 235000021313 oleic acid Nutrition 0.000 description 1
- 238000005453 pelletization Methods 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- GPCKFIWBUTWTDH-UHFFFAOYSA-N pentane-3,3-diamine Chemical compound CCC(N)(N)CC GPCKFIWBUTWTDH-UHFFFAOYSA-N 0.000 description 1
- 229940100684 pentylamine Drugs 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 150000003014 phosphoric acid esters Chemical class 0.000 description 1
- 229920006111 poly(hexamethylene terephthalamide) Polymers 0.000 description 1
- 229920000570 polyether Polymers 0.000 description 1
- 229920001223 polyethylene glycol Polymers 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920000166 polytrimethylene carbonate Polymers 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 235000019260 propionic acid Nutrition 0.000 description 1
- 235000013772 propylene glycol Nutrition 0.000 description 1
- HNJBEVLQSNELDL-UHFFFAOYSA-N pyrrolidin-2-one Chemical compound O=C1CCCN1 HNJBEVLQSNELDL-UHFFFAOYSA-N 0.000 description 1
- IUVKMZGDUIUOCP-BTNSXGMBSA-N quinbolone Chemical compound O([C@H]1CC[C@H]2[C@H]3[C@@H]([C@]4(C=CC(=O)C=C4CC3)C)CC[C@@]21C)C1=CCCC1 IUVKMZGDUIUOCP-BTNSXGMBSA-N 0.000 description 1
- 230000035484 reaction time Effects 0.000 description 1
- 230000008929 regeneration Effects 0.000 description 1
- 238000011069 regeneration method Methods 0.000 description 1
- 229920006012 semi-aromatic polyamide Polymers 0.000 description 1
- 238000000926 separation method Methods 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000008117 stearic acid Substances 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- 150000003871 sulfonates Chemical class 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- 150000003918 triazines Chemical class 0.000 description 1
- ABVVEAHYODGCLZ-UHFFFAOYSA-N tridecan-1-amine Chemical compound CCCCCCCCCCCCCN ABVVEAHYODGCLZ-UHFFFAOYSA-N 0.000 description 1
- BHYQWBKCXBXPKM-UHFFFAOYSA-N tris[3-bromo-2,2-bis(bromomethyl)propyl] phosphate Chemical compound BrCC(CBr)(CBr)COP(=O)(OCC(CBr)(CBr)CBr)OCC(CBr)(CBr)CBr BHYQWBKCXBXPKM-UHFFFAOYSA-N 0.000 description 1
- QFKMMXYLAPZKIB-UHFFFAOYSA-N undecan-1-amine Chemical compound CCCCCCCCCCCN QFKMMXYLAPZKIB-UHFFFAOYSA-N 0.000 description 1
- 229940005605 valeric acid Drugs 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- PAPBSGBWRJIAAV-UHFFFAOYSA-N ε-Caprolactone Chemical compound O=C1CCCCCO1 PAPBSGBWRJIAAV-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- A—HUMAN NECESSITIES
- A41—WEARING APPAREL
- A41G—ARTIFICIAL FLOWERS; WIGS; MASKS; FEATHERS
- A41G3/00—Wigs
-
- D—TEXTILES; PAPER
- D01—NATURAL OR MAN-MADE THREADS OR FIBRES; SPINNING
- D01F—CHEMICAL FEATURES IN THE MANUFACTURE OF ARTIFICIAL FILAMENTS, THREADS, FIBRES, BRISTLES OR RIBBONS; APPARATUS SPECIALLY ADAPTED FOR THE MANUFACTURE OF CARBON FILAMENTS
- D01F8/00—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof
- D01F8/04—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers
- D01F8/14—Conjugated, i.e. bi- or multicomponent, artificial filaments or the like; Manufacture thereof from synthetic polymers with at least one polyester as constituent
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/02—Yarns or threads characterised by the material or by the materials from which they are made
- D02G3/04—Blended or other yarns or threads containing components made from different materials
-
- D—TEXTILES; PAPER
- D02—YARNS; MECHANICAL FINISHING OF YARNS OR ROPES; WARPING OR BEAMING
- D02G—CRIMPING OR CURLING FIBRES, FILAMENTS, THREADS, OR YARNS; YARNS OR THREADS
- D02G3/00—Yarns or threads, e.g. fancy yarns; Processes or apparatus for the production thereof, not otherwise provided for
- D02G3/44—Yarns or threads characterised by the purpose for which they are designed
Definitions
- the present invention relates to an artificial hair fiber bundle composed of core-sheath composite fibers and a headdress product containing the same.
- the present invention includes a fiber bundle for artificial hair that contains a core-sheath composite fiber, has a texture and appearance similar to human hair, and has excellent curl setting properties and durability in use, and the fiber bundle containing the same.
- the Company provides headdress products.
- One or more embodiments of the present invention provide a fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios, wherein each core-sheath composite fiber includes a core portion and a sheath portion.
- the sheath ratio is expressed as the area ratio of the core to the sheath.
- Artificial hair comprising a polyamide-based resin composition containing a resin, wherein the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle for artificial hair is 0.15 or more. for fiber bundles.
- One or more embodiments of the present invention relate to headdress products containing the artificial hair fiber bundles.
- a fiber bundle for artificial hair which contains core-sheath composite fibers, has a texture and appearance similar to those of human hair, and has excellent curl setting properties and durability in use, and a head ornament product containing the same. be able to.
- FIG. 1 is a schematic diagram showing a fiber cross section of one example of a core-sheath composite fiber.
- FIG. 1 is a micrograph (500 ⁇ ) of a cross section of the fiber bundle of Example 1.
- FIG. 3 is a micrograph (500 times) of a cross section of the fiber bundle of Example 2.
- FIG. 4 is a micrograph (500 times) of a cross section of the fiber bundle of Comparative Example 1.
- FIG. It is a schematic explanatory drawing of a bulk-height measuring machine. It is a schematic explanatory drawing of a bulk-height measuring machine. It is a schematic explanatory drawing of a bulk-height measuring machine. It is a schematic explanatory drawing of a bulk-height measuring machine.
- an artificial hair fiber bundle using one type of core-sheath composite fiber that is, an artificial hair fiber bundle composed only of fibers having a single core-sheath ratio
- an artificial hair fiber bundle composed only of fibers having a single core-sheath ratio may cause curl set.
- the properties and durability of use were inferior, and that the natural appearance and touch feeling of human hair could not be obtained.
- a fiber bundle for artificial hair containing a core-sheath composite fiber having a core-sheath structure a core portion made of a polyester-based resin composition, and a sheath portion made of a polyamide-based resin composition, two or more types of fiber bundles were found.
- the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fiber (hereinafter also simply referred to as the core cross-sectional area ratio) is determined to a predetermined value. It was found that by setting the value to 0.5, a tactile feel and appearance similar to those of human hair are exhibited, and curl set property and durability in use are improved. The above problem cannot be solved only by using two or more types of core-sheath composite fibers having different core-sheath ratios in combination. It is important to set the deviation to a predetermined value.
- the standard deviation of the cross-sectional area ratio of the core of the core-sheath composite fibers is set to 0.15 or more, so that the core and the sheath are It is possible to effectively utilize the characteristics of the part.
- a fiber bundle for artificial hair (hereinafter also simply referred to as "fiber bundle”) includes core-sheath composite fibers having two or more different core-sheath ratios.
- Each core-sheath composite fiber includes a core portion and a sheath portion, and the core-sheath ratio is expressed by the area ratio of the core portion to the sheath portion. This includes core-sheath composite fibers having different sheath area ratios.
- the standard deviation of the core cross-sectional area ratio of the core-sheath composite fiber can be calculated by observing the cross section of the fiber bundle with a laser microscope and analyzing it using an image analyzer. Specifically, the cross section of the fiber bundle is observed with a laser microscope, and an area containing about 100 fibers, for example, 80 to 120 fibers is selected as a measurement area, and an image analysis device (manufactured by Mitani Shoji Co., Ltd., image analysis Using the software "Win ROOF”), the area of the fiber cross section, the core section and the sheath section of each core-sheath composite fiber is calculated, and using the following formula (1), all the core-sheath in the measurement area It is possible to calculate the standard deviation of the core cross-sectional area ratio in the fiber bundle containing the conjugate fiber.
- an image analysis device manufactured by Mitani Shoji Co., Ltd., image analysis Using the software "Win ROOF"
- the standard deviation of the core cross-sectional area ratio is 0.15 or more.
- the standard deviation of the cross-sectional area ratio of the core portion of the fiber bundle is preferably 0.16 or more, more preferably 0.17 or more, from the viewpoint of approximating the feel and appearance of human hair.
- the upper limit of the standard deviation of the core cross-sectional area ratio is not particularly limited, it may be 0.20 or less, for example, from the viewpoint of expressing good touch, appearance, curl set property, and durability in use.
- the number of types of core-sheath composite fibers having different core-sheath ratios may be two or more, and is not particularly limited. For example, 2 to 6 types may be used, or 2 types, 3 types, 4 types, 5 types, or 6 types may be used.
- the core-sheath ratio of each core-sheath composite fiber is preferably in the range of 3:7 to 8:2 (core:sheath) in area ratio.
- the mixing ratio of the core-sheath composite fibers having different core-sheath ratios in the fiber bundle is not particularly limited, and can be appropriately set so that the standard deviation of the core cross-sectional area ratio satisfies the above-described range.
- the content of the core-sheath composite fiber having the same core-sheath ratio is preferably 5% by weight or more and 90% by weight or less, and 10% by weight, based on the total weight of the fiber bundle.
- the core-sheath composite fiber preferably has a core portion inside the sheath portion in the cross section of the fiber, and may have a concentric structure in which the center position of the core portion coincides with the center position of the fiber.
- An eccentric structure that does not coincide with the center position and is eccentric may be used.
- the core has a concentric structure in which the central position of the core coincides with the central position of the fiber.
- the core is completely covered with the sheath without being exposed on the surface of the fiber.
- the cross-sectional shape of the core-sheath composite fiber may be circular or irregular.
- Variant shapes include oval and flattened shapes such as flat multilobed.
- the flattened polylobes include, for example, flattened bilobed, flattened tetralobed, and the like.
- the cross-sectional shape of the core may be circular or irregular.
- Variant shapes include oval and flattened shapes such as flat multilobed.
- the flattened polylobes include, for example, flattened bilobed, flattened tetralobed, and the like.
- the cross-sectional shape of the core-sheath composite fiber and the core is preferably flat.
- the cross-sectional shape of the core-sheath composite fiber and the cross-sectional shape of the core may be the same or different.
- a flat multi-leaf is a combination of two or more leaf shapes selected from the group consisting of circular and elliptical shapes through recesses.
- a flattened bilobate is a combination of two lobes selected from the group consisting of circular and elliptical lobes through a recess.
- the circular and/or oval shapes may partially overlap at the joint.
- the circular or elliptical shape does not necessarily have to draw a continuous arc, and includes partially deformed substantially circular or substantially elliptical shapes as long as the corners are not sharp.
- Concerning the cross-sectional shape unevenness of 2 ⁇ m or less generated on the outer periphery of the fiber and the core due to additives and the like shall not be taken into consideration.
- the cross-sectional shape of the fiber and core can be controlled by using a nozzle (hole) with a shape close to the desired cross-sectional shape.
- FIG. 1 is a schematic diagram showing a fiber cross section of one example of the core-sheath composite fiber for artificial hair of the present invention.
- the core-sheath composite fiber 1 includes a sheath portion 10 and a core portion 20, and both the fiber 1 and the core portion 20 have a flat bilobal fiber cross section in which two oval shapes are joined via a recess. The ellipses partially overlap at the joints.
- the length of the long axis of the fiber cross section which is the maximum length among straight lines connecting any two points on the outer periphery of the fiber cross section parallel to the line symmetry axis and the line symmetry axis L and the first short axis of the fiber cross section, which is a straight line connecting two points with the maximum length when connecting any two points on the outer periphery of the fiber cross section so that it is perpendicular to the long axis of the fiber cross section.
- the axis of symmetry and the straight line connecting any two points on the outer periphery of the core cross section parallel to the axis of symmetry, the straight line with the maximum length of the long axis of the core cross section A cross section of the core that is a straight line that connects two points having the maximum length when connecting arbitrary two points on the outer periphery of the cross section of the core so that the length Lc is perpendicular to the long axis of the cross section of the core.
- the single fiber fineness is preferably 10 dtex or more and 150 dtex or less, more preferably 30 dtex or more and 120 dtex or less, still more preferably 40 dtex or more and 100 dtex or less, and particularly preferably. is 50 dtex or more and 90 dtex or less.
- the core-sheath composite fibers do not necessarily have to have the same fineness and cross-sectional shape even when the core-sheath ratio is the same, and fibers having different fineness and cross-sectional shape may be mixed.
- the core is composed of a polyester resin composition containing a polyester resin, specifically a polyester resin composition containing a polyester resin as a main component.
- a polyester resin composition containing a polyester resin as a main component means that the polyester resin composition contains more than 50% by weight of the polyester resin when the total weight of the polyester resin composition is 100% by weight. It preferably contains 60% by weight or more, preferably 70% by weight or more, more preferably 80% by weight or more, more preferably 90% by weight or more, and even more preferably 95% by weight or more.
- polyester-based resin it is preferable to use one or more selected from the group consisting of polyalkylene terephthalate and copolyester mainly composed of polyalkylene terephthalate.
- Copolyester mainly composed of polyalkylene terephthalate refers to a copolymer polyester containing 80 mol% or more of polyalkylene terephthalate.
- the polyalkylene terephthalate is not particularly limited, but examples include polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, and polycyclohexanedimethylene terephthalate.
- the copolymer polyester mainly composed of polyalkylene terephthalate is not particularly limited, but for example, it is mainly composed of polyalkylene terephthalate such as polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, polycyclohexanedimethylene terephthalate, and other copolymer components.
- polyalkylene terephthalate such as polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, polycyclohexanedimethylene terephthalate, and other copolymer components.
- the copolyester containing, etc. are mentioned.
- copolymerization components include, for example, isophthalic acid, orthophthalic acid, naphthalenedicarboxylic acid, paraphenylenedicarboxylic acid, trimellitic acid, pyromellitic acid, succinic acid, glutaric acid, adipic acid, suberic acid, azelaic acid, and sebacic acid.
- dodecanedioic acid and their derivatives dodecanedioic acid and their derivatives; dicarboxylic acids and their derivatives including sulfonates such as 5-sodium sulfoisophthalic acid and dihydroxyethyl 5-sodium sulfoisophthalate; 1,2-propanediol , 1,3-propanediol, 1,4-butanediol, 1,6-hexanediol, neopentyl glycol, 1,4-cyclohexanedimethanol, diethylene glycol, polyethylene glycol, trimethylolpropane, pentaerythritol and other polyalcohols; 4-hydroxybenzoic acid, ⁇ -caprolactone, ethylene glycol ether of bisphenol A, and the like.
- dicarboxylic acids and their derivatives including sulfonates such as 5-sodium sulfoisophthalic acid and dihydroxyeth
- the copolymerized polyester is preferably produced by reacting polyalkylene terephthalate, which is the main component, with a small amount of other copolymerized components.
- polyalkylene terephthalate a polymer of terephthalic acid and/or its derivative (for example, methyl terephthalate) and alkylene glycol can be used.
- Copolyester is a mixture of terephthalic acid and/or its derivatives (e.g., methyl terephthalate) used in the polymerization of polyalkylene terephthalate, which is the main component, and alkylene glycol, and a small amount of other copolymerization components, monomers or oligomers. You may manufacture by polymerizing what contained the component.
- the copolymerized polyester may be polycondensed with the above-mentioned other copolymerized components on the main chain and/or side chains of the main polyalkylene terephthalate, and the method of copolymerization is not particularly limited.
- copolyesters mainly composed of polyalkylene terephthalate include, for example, mainly polyethylene terephthalate, ethylene glycol ether of bisphenol A, 1,4-cyclohexadimethanol, isophthalic acid and dihydroxyethyl 5-sodium sulfoisophthalate.
- the polyalkylene terephthalate and the polyalkylene terephthalate-based copolyester may be used alone or in combination of two or more.
- a polyester mainly composed of terephthalate and copolymerized with isophthalic acid; and a polyester mainly composed of polyethylene terephthalate and copolymerized with dihydroxyethyl 5-sodiumsulfoisophthalate are preferably used alone or in combination of two or more.
- the intrinsic viscosity (sometimes referred to as IV value) of the polyester resin is not particularly limited, but is preferably 0.3 dL/g or more and 1.2 dL/g or less, and 0.4 dL/g or more and 1.0 dL/g or more. g or less is more preferable.
- the intrinsic viscosity is 0.3 dL/g or more, the mechanical strength of the obtained fiber does not decrease, and there is no danger of dripping during the combustion test.
- the intrinsic viscosity is 1.2 dL/g or less, the molecular weight does not increase too much, the melt viscosity does not increase too much, melt spinning is facilitated, and the fineness tends to be uniform.
- the polyester-based resin composition may contain other resins in addition to the polyester-based resin.
- other resins include polyamide-based resins, vinyl chloride-based resins, modacrylic-based resins, polycarbonate-based resins, polyolefin-based resins, and polyphenylene sulfide-based resins. These may be used individually by 1 type, and may use 2 or more types together.
- the sheath is composed of a polyamide-based resin composition containing a polyamide-based resin, that is, a polyamide-based resin composition containing a polyamide-based resin as a main component.
- a polyamide-based resin composition containing a polyamide-based resin as a main component means that the polyamide-based resin is contained in an amount of more than 50% by weight when the total weight of the polyamide-based resin composition is 100% by weight.
- it contains 60% by weight or more, more preferably 70% by weight or more, more preferably 80% by weight or more, even more preferably 90% by weight or more, and even more preferably 95% by weight or more.
- it contains 60% by weight or more, more preferably 70% by weight or more, more preferably 80% by weight or more, even more preferably 90% by weight or more, and even more preferably 95% by weight or more. preferable.
- Polyamide resin is a nylon obtained by polymerizing one or more selected from the group consisting of lactams, aminocarboxylic acids, mixtures of dicarboxylic acids and diamines, mixtures of dicarboxylic acid derivatives and diamines, and salts of dicarboxylic acids and diamines. means resin.
- lactams include, but are not limited to, 2-azetidinone, 2-pyrrolidinone, ⁇ -valerolactam, ⁇ -caprolactam, enantholactam, capryllactam, undecalactam, and laurolactam. .
- ⁇ -caprolactam, undecalactam and laurolactam are preferred, and ⁇ -caprolactam is particularly preferred.
- These lactams may be used singly or as a mixture of two or more.
- aminocarboxylic acids are not particularly limited, but include 6-aminocaproic acid, 7-aminoheptanoic acid, 8-aminooctanoic acid, 9-aminononanoic acid, 10-aminodecanoic acid, 11-aminoundecanoic acid, 12 -aminododecanoic acid and the like. Among these, 6-aminocaproic acid, 11-aminoundecanoic acid and 12-aminododecanoic acid are preferred, and 6-aminocaproic acid is particularly preferred. These aminocarboxylic acids may be used singly or as a mixture of two or more.
- dicarboxylic acids used in mixtures of dicarboxylic acids and diamines, mixtures of dicarboxylic acid derivatives and diamines, or salts of dicarboxylic acids and diamines are not particularly limited, but include oxalic acid, malonic acid, succinic acid, glutaric acid, acids, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, undecanedioic acid, dodecanedioic acid, brassic acid, tetradecanedioic acid, tetradecanedioic acid, octadecanedioic acid, and other aliphatic dicarboxylic acids, cyclohexanedicarboxylic acid, etc.
- alicyclic dicarboxylic acids phthalic acid, isophthalic acid, terephthalic acid, and aromatic dicarboxylic acids such as naphthalene dicarboxylic acid.
- adipic acid, sebacic acid, dodecanedioic acid, terephthalic acid and isophthalic acid are preferred, and adipic acid, terephthalic acid and isophthalic acid are particularly preferred.
- These dicarboxylic acids may be used singly or as a mixture of two or more.
- diamines used in mixtures of dicarboxylic acids and diamines, mixtures of dicarboxylic acid derivatives and diamines, or salts of dicarboxylic acids and diamines are not particularly limited.
- Polyamide resin (also referred to as nylon resin) is not particularly limited, but for example, nylon 6, nylon 66, nylon 11, nylon 12, nylon 6-10, nylon 6-12, nylon 6T and / or 6I units It is preferable to use semi-aromatic nylons containing and copolymers of these nylon resins. In particular, nylon 6, nylon 66, and copolymers of nylon 6 and nylon 66 are more preferred.
- Polyamide-based resins can be produced, for example, by a polyamide-based resin polymerization method in which a polyamide-based resin raw material is heated in the presence or absence of a catalyst. Stirring may or may not be used during the polymerization, but stirring is preferred in order to obtain a homogeneous product.
- the polymerization temperature can be arbitrarily set according to the degree of polymerization of the target polymer, the reaction yield and the reaction time, but considering the quality of the finally obtained polyamide-based resin, a lower temperature is preferable.
- the reaction rate can also be set arbitrarily.
- the pressure is not limited, it is preferable to reduce the pressure in the system in order to efficiently extract the volatile components out of the system.
- the polyamide-based resin may have its ends blocked with a terminal blocking agent such as a carboxylic acid compound and an amine compound, if necessary.
- a terminal blocking agent such as a carboxylic acid compound and an amine compound
- the terminal amino group or terminal carboxyl group concentration of the obtained nylon resin is lower than when the terminal blocking agent is not used.
- the terminal is blocked with a dicarboxylic acid or diamine, the sum of the concentrations of the terminal amino group and the terminal carboxyl group does not change, but the ratio of the concentrations of the terminal amino group and the terminal carboxyl group changes.
- carboxylic acid compounds include, but are not limited to, acetic acid, propionic acid, butyric acid, valeric acid, caproic acid, enanthic acid, caprylic acid, pelargonic acid, undecanoic acid, lauric acid, tridecanoic acid, myristic acid, Aliphatic monocarboxylic acids such as myristoleic acid, palmitic acid, stearic acid, oleic acid, linoleic acid and arachidic acid, alicyclic monocarboxylic acids such as cyclohexanecarboxylic acid and methylcyclohexanecarboxylic acid, benzoic acid, toluic acid, ethyl Benzoic acid, aromatic monocarboxylic acids such as phenylacetic acid, oxalic acid, malonic acid, succinic acid, glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, unde
- amine compounds include, but are not limited to, butylamine, pentylamine, hexylamine, heptylamine, octylamine, 2-ethylhexylamine, nonylamine, decylamine, undecylamine, dodecylamine, tridecylamine, tetra Aliphatic monoamines such as decylamine, pentadecylamine, hexadecylamine, octadecylamine, nonadecylamine and icosylamine; alicyclic monoamines such as cyclohexylamine and methylcyclohexylamine; aromatic monoamines such as benzylamine and ⁇ -phenylethylamine; ,4-diaminobutane, 1,5-diaminopentane, 1,6-diaminohexane, 1,7-diaminoheptane, 1,8-
- terminal group concentration of polyamide-based resins there are no particular restrictions on the terminal group concentration of polyamide-based resins, but when it is necessary to improve dyeability for fiber applications or when designing materials suitable for alloying for resin applications, a higher terminal amino group concentration is recommended. preferable. On the other hand, when it is desired to suppress coloring or gelation under long-term aging conditions, it is preferable that the terminal amino group concentration is low. Furthermore, if you want to suppress lactam regeneration during remelting, thread breakage during melt spinning due to oligomer formation, mold deposit during continuous injection molding, and die mark generation during continuous extrusion of film, both the terminal carboxyl group concentration and the terminal amino group concentration are adjusted. Lower is preferred.
- the terminal group concentration may be adjusted according to the application, but both the terminal amino group concentration and the terminal carboxyl group concentration are preferably 1.0 ⁇ 10 ⁇ 5 to 15.0 ⁇ 10 ⁇ 5 eq/g, more preferably 1.0 ⁇ 10 ⁇ 5 to 15.0 ⁇ 10 ⁇ 5 eq/g. 2.0 ⁇ 10 -5 to 12.0 ⁇ 10 -5 eq/g, particularly preferably 3.0 ⁇ 10 -5 to 11.0 ⁇ 10 -5 eq/g.
- the numerical range indicated by “... to " includes both end values, like the numerical range indicated by "more than ... less than”.
- the terminal blocker may be added at the same time as raw materials such as caprolactam at the beginning of the polymerization, added during the polymerization, or added when the molten nylon resin is passed through a vertical stirring thin film evaporator. etc. are adopted.
- the terminal blocking agent may be added as it is, or may be added after being dissolved in a small amount of solvent.
- the polyamide-based resin composition may contain other resins in addition to the polyamide-based resin.
- other resins include polyester-based resins, vinyl chloride-based resins, modacrylic-based resins, polycarbonate-based resins, polyolefin-based resins, and polyphenylene sulfide-based resins. These may be used individually by 1 type, and may use 2 or more types together.
- the core-sheath composite fiber is mainly composed of one or more polyester-based resins selected from the group consisting of polyalkylene terephthalate and polyalkylene terephthalate-based copolymer polyester for the core from the viewpoint of approximating the feel and appearance of human hair. It is preferably composed of a polyester resin composition as a component, and the sheath is a polyamide resin composition mainly composed of a polyamide resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66. It is more preferable to configure "Polyamide resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66" means a polyamide resin containing 80 mol% or more of nylon 6 and/or nylon 66.
- the core-sheath composite fiber may contain a flame retardant from the viewpoint of flame retardancy.
- flame retardants include bromine-containing flame retardants and phosphorus-containing flame retardants.
- phosphorus-containing flame retardant include phosphoric acid ester amide compounds and organic cyclic phosphorus compounds.
- Brominated flame retardants include, but are not limited to, brominated epoxy flame retardants; Bromine-containing phosphate esters such as ethylenebis(tetrabromophthalimide), ethylenebis(pentabromophenyl), octabromotrimethylphenylindane, tris(tribromoneopentyl)phosphate; brominated polystyrenes; brominated polybenzyl acrylates brominated phenoxy resin; brominated polycarbonate oligomers; tetrabromobisphenol A, tetrabromobisphenol A-bis (2,3-dibromopropyl ether), tetrabromobisphenol A-bis (allyl ether), tetrabromobisphenol A-bis tetrabromobisphenol A derivatives such as (hydroxyethyl ether); bromine-containing triazine compounds such as tris(tribromophenoxy)triazine; bromine-containing isocyanuric acid
- the brominated epoxy flame retardant is not particularly limited, for example, it is preferable to include 5 parts by weight or more and 40 parts by weight or less with respect to 100 parts by weight of the main component resin in the core and/or sheath.
- the core part is 100 parts by weight of one or more polyester resins selected from the group consisting of polyalkylene terephthalate and polyalkylene terephthalate-based copolymer polyester, and 100 parts by weight of brominated epoxy 100 parts by weight of a polyamide resin composed mainly of at least one selected from the group consisting of nylon 6 and nylon 66 for the sheath, and It is preferably composed of a polyamide resin composition containing 5 parts by weight or more and 40 parts by weight or less of a brominated epoxy flame retardant.
- the core-sheath composite fiber may contain a flame retardant aid.
- the flame retardant auxiliary is not particularly limited, but from the viewpoint of flame retardancy, it is preferable to use, for example, an antimony-based compound or a composite metal containing antimony.
- antimony-based compounds include antimony trioxide, antimony tetroxide, antimony pentoxide, sodium antimonate, potassium antimonate, and calcium antimonate.
- antimony trioxide, antimony tetroxide, antimony pentoxide, sodium antimonate, potassium antimonate, and calcium antimonate One or more selected from the group consisting of antimony trioxide, antimony pentoxide, and sodium antimonate is more preferable from the viewpoint of the effect of improving flame retardancy and the effect on touch.
- the flame retardant aid is not particularly limited, but for example, it is preferable that the core and/or the sheath contain 0.1 parts by weight or more and 10 parts by weight or less based on 100 parts by weight of the main component resin.
- the core-sheath composite fiber may optionally contain various additives such as pigments, heat-resistant agents, stabilizers, fluorescent agents, antioxidants, and antistatic agents within the range that does not impair the effects of the present invention. good too.
- the core-sheath composite fiber is not particularly limited, but for example, after melt-kneading each resin composition constituting each of the core-sheath using various general kneaders, a nozzle for core-sheath type composite spinning is used.
- a polyester resin composition obtained by dry blending each component such as a polyester resin and a brominated epoxy flame retardant is melt-kneaded using various general kneaders to form a core component, while a polyamide resin , a pigment, and a brominated epoxy flame retardant are dry-blended into a polyamide-based resin composition, which is melt-kneaded using a variety of general kneaders to form a sheath component.
- kneaders include single-screw extruders, twin-screw extruders, rolls, Banbury mixers, and kneaders. Among them, a twin-screw extruder is preferable from the viewpoint of adjustment of kneading degree and simplicity of operation.
- the temperature of the extruder, gear pump, nozzle, etc. is 250 ° C. or more and 300 ° C. or less
- the temperature of the extruder, gear pump, nozzle, etc. 260 ° C. or higher and 320 ° C. or lower, extruded from a nozzle for core-sheath type composite spinning, cooled to below the glass transition point of each resin, for example, 20 m / min or more and 5000 m / min or less, or 30 m / min or more and 2000 m
- a spun yarn (undrawn yarn) can be obtained by taking it up at a speed of 1/min or less.
- the polyester-based resin composition constituting the core is supplied by the core extruder of the melt spinning machine, and the polyamide-based resin composition constituting the sheath is supplied by the sheath extruder of the melt spinning machine.
- a spun yarn (undrawn yarn) is obtained by supplying the polymer and discharging the molten polymer from a core-sheath type composite spinning nozzle having a predetermined shape.
- the spun yarn (undrawn yarn) is preferably hot drawn.
- the hot drawing may be carried out by either a two-step method in which the spun yarn is once wound up and then drawn, or a direct spinning drawing method in which the spun yarn is continuously drawn without being wound up. Hot drawing is performed by a single-stage drawing method or a multi-stage drawing method of two or more steps.
- a heating roller, a heat plate, a steam jet device, a hot water tank, or the like can be used as heating means for hot drawing, and these can be used in combination as appropriate.
- the core-sheath composite fiber may be given an oil such as a fiber treatment agent or a softening agent to make the feel and texture more similar to human hair.
- fiber treatment agents include silicone-based fiber treatment agents and non-silicone-based fiber treatment agents for improving touch and combability.
- the core-sheath composite fiber may be processed by gear crimping.
- the fibers are given a gentle bend, a natural appearance is obtained, and the adhesion between the fibers is lowered, so that the combability is improved.
- the fiber is generally heated to a softening temperature or higher and passed between two meshed gears, and the shape of the gear is transferred to cause the fiber to bend.
- the core-sheath composite fibers for artificial hair can be heat-treated at different temperatures in the fiber processing stage to develop curls of different shapes.
- the fiber bundle can be produced by producing core-sheath composite fibers having different core-sheath ratios, and then mixing two or more types of core-sheath composite fibers with different core-sheath ratios at a predetermined mixing ratio. .
- a fiber bundle containing core-sheath composite fibers having two or more different core-sheath ratios is produced by using a nozzle having a plurality of hole diameters and land lengths in the core-sheath type composite spinning nozzle (hole). good too.
- the obtained fiber bundle may be hacked 20 times or more and 100 times or less, if necessary.
- the total fineness of the fiber bundle is not particularly limited, and may be appropriately determined as necessary. 320000 dtex or more and 380000 dtex or less, or 340000 dtex or more and 360000 dtex or less.
- the artificial hair fiber bundles described above can be used without particular limitation as long as they are headdress products.
- it can be used for hair wigs, wigs, weaving, hair extensions, braided hair, hair accessories and doll hair.
- the artificial hair fiber bundle described above may be used alone as artificial hair, or may be used in combination with other artificial hair fibers or natural fibers such as human hair and animal hair.
- other artificial hair fibers include acrylic fibers and vinyl chloride fibers.
- the headdress product may be composed only of the artificial hair fiber bundles of one or more embodiments of the present invention.
- the head ornament product may be configured by combining the artificial hair fiber bundle of one or more embodiments of the present invention with other artificial hair fibers or natural fibers such as human hair and animal hair.
- the areas of the fiber cross-section, the core cross-section and the sheath cross-section of each core-sheath composite fiber were calculated, and the core-sheath ratio was calculated based thereon. This makes it possible to confirm the types of fibers with different core-sheath ratios contained in the fiber bundle. Also, the standard deviation of the cross-sectional area ratio of the core in the fiber bundle was calculated using the following formula (1).
- the haired filament is wound around a ⁇ 32 mm pipe, curled at 120 ° C. for 60 minutes, aged at room temperature (23 ° C.) for 60 minutes, and then fixed at one end of the curled filament. Measure the filament length after hanging and curl setting. The length of the filament was used as an index of curl setting, and it was determined that curl setting was possible when the length was 17.0 cm or less.
- the fibers were cut to a length of 70 cm while the curl was completely stretched, and 25 g of the obtained fibers having a fiber length of 70 cm were bundled. After that, the center of the fiber bundle was bound with a string, folded in two, and the string portion was fixed to prepare a fiber bundle for hair ironing. Next, with a hair iron ("IZUNAMI ITC450 flat iron" manufactured by IZUNAMI INC., USA) heated to 180°C, the heating operation is performed 5 times while crimping from the root to the tip of the hair fixing the fiber bundle. A fiber bundle for evaluation of combability was repeatedly produced.
- IZUNAMI ITC450 flat iron manufactured by IZUNAMI INC., USA
- a hair comb (made in Germany, "MATADOR PROFESSIONAL 386.8 1/2F") was used to comb the hair 100 times from the root to the tip where the fiber bundle for evaluating combability was fixed, and the hair was deformed.
- the combability was evaluated according to the following three-grade criteria from the number of split fibers. A: Less than 10 fibers were deformed or split after passing through the comb 100 times, and the comb passed without resistance until the end. B: 10 or more but less than 30 fibers were deformed or split after passing through the comb 100 times. Level C: The number of fibers deformed or split after passing through the comb 100 times is 30 or more.
- a hair sample (fiber bundle) was damaged by the following procedure, and the durability was evaluated by the bulk change rate calculated from the bulk values before and after the damage.
- a hair sample (total length: 16 inches, total length: 16 inches, 15 g) of the layer portion (4 inches) was measured for initial bulkiness.
- the hair was tangled by raising the hair up against the sample for hair with a brush.
- the roots were rubbed 10 times, the layered portion 10 times, and the entire hair 10 times by hand to further tangle the hair.
- the tangled hair was combed out with a brush.
- the operations (2) to (4) were repeated 10 times to promote damage.
- the bulk value of the layered portion of the hair sample after accelerated damage was measured and taken as the bulk value after damage.
- the bulk height change rate before and after damage was calculated and evaluated according to the following three-level criteria.
- Bulk height change rate after damage (%) Bulk value after damage/Initial bulk value x 100 (4)
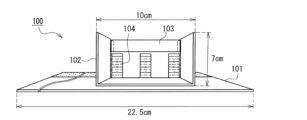
- the bulkiness value of the hair sample (fiber bundle) was measured using the bulkiness measuring instrument shown in FIGS. 5A to 5C.
- the bulk measuring machine 100 includes a support base 101 and clippers 102 and 103 arranged on the support base 101 to clamp hair.
- a scale 104 is attached to the clip 102 with a transparent tape (not shown).
- the support base 101 and the clamps 102 and 103 are all made of acrylic resin.
- the hair sample 40 is placed between the clip 102 and the clip 103 so that the longitudinal center of the clip 102 coincides with the center of the layered portion of the hair sample 40. The bulkiness value was measured after placement.
- nylon 6 manufactured by Unitika, product name "A1030BRL”
- brominated epoxy flame retardant manufactured by Sakamoto Chemical Industry, product name "SR-T2MP” 12 parts by weight
- sodium antimonate Japan Seiko, trade name "SA-A” 2 parts by weight
- black pigment masterbatch manufactured by Dainichiseika Kogyo, trade name "PESM22367BLACK (20)"
- yellow pigment masterbatch (Dainichiseika Kogyo, trade name "PESM1001 YELLOW (20)") 0.8 parts by weight
- red pigment masterbatch manufactured by Dainichiseika Kogyo, trade name "PESM3005RED (20)" 0.6 parts by weight are added and dry blended.
- the obtained pellet-like polyester resin composition and polyamide resin composition are supplied to an extruder, respectively, and the core-sheath type composite spinning nozzle (hole) having a flat two-leaf shape is used at a nozzle setting temperature of 270 ° C.
- An undrawn yarn of the core-sheath composite fiber was obtained.
- the obtained undrawn yarn was drawn at a speed of 45 m/min using a heat roll at 85°C and drawn to make a 3-fold drawn yarn, and continuously heated to 205°C at 45 m/min using a heat roll.
- the fiber is wound up at a speed of , and heat-treated, and the polyether-based oil agent (manufactured by Marubishi Yuka Kogyo Co., Ltd., trade name “KWC-Q”) is added to 0.20% omf (weight percentage of pure oil agent relative to dry fiber weight). After adhering, it was dried to obtain a core-sheath composite fiber (single fiber fineness: 64 dtex).
- Polybutylene terephthalate pellets (manufactured by Mitsubishi Chemical Corporation, trade name "Novaduran 5020") are used as the resin for the core, and the polyester resin composition obtained by melt-kneading at a barrel setting temperature of 260 ° C. and pelletizing is used as the core.
- a core-sheath composite fiber (single fiber fineness: 64 dtex) was obtained in the same manner as in Production Example 1, except that the nozzle temperature was set to 260°C.
- Example 1 The core-sheath conjugate fibers of Production Examples 2 and 6 were cut out to an arbitrary length so that the weight ratio was 50:50 and layered. A double hack ring was performed to obtain fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios. In the obtained fiber bundles, the number ratio of the core-sheath composite fibers of Production Examples 2 and 6 is almost equal to the weight ratio. , can be obtained as follows.
- the core cross-sectional area ratios of the core-sheath composite fibers of Production Examples 2 and 6 are 0.7 and 0.3, respectively, and the average value of the core cross-sectional area ratios is 0.5.
- the standard deviation can be obtained as follows and is 0.20.
- Example 2 Core-sheath composite fibers with three different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 2, 4 and 6 were used in a weight ratio of 33:33:33.
- Example 3 In the same manner as in Example 1, except that the core-sheath composite fibers of Production Examples 1 to 6 were used so that the weight ratio was 10:10:10:10:50, six types of different core-sheath ratios were produced. A fiber bundle composed of core-sheath composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 to 6 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- Example 4 Fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 7 and 8 were used at a weight ratio of 90:10. got In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 7 and 8 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- Example 5 Six types of different core-sheath ratios were produced in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 9 to 14 were used at a weight ratio of 16:16:16:16:16. A fiber bundle composed of core-sheath composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 9 to 14 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- Comparative example 2 Made of core-sheath composite fibers with three different core-sheath ratios in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 3 to 5 were used at a weight ratio of 70:20:10. A fiber bundle was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 3 to 5 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- Example 3 Five different core-sheath ratios were produced in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 1 to 5 were used at a weight ratio of 5:10:10:10:65. A fiber bundle composed of composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 to 5 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
- FIG. 2 is a laser micrograph of the fiber cross section of the fiber bundle of Example 1.
- the fiber bundle contains two types of core-sheath composite fibers with different core-sheath ratios.
- FIG. 3 is a laser microscope photograph of a fiber cross section of the fiber bundle of Example 2.
- FIG. 3 the fiber bundle contains three types of core-sheath composite fibers with different core-sheath ratios.
- 4 is a laser micrograph of a fiber cross section of the fiber of Comparative Example 1.
- the fiber bundles of Examples 1 to 5 had good curl-set properties, had a touch similar to human hair, combability, and appearance, and had good durability.
- the fiber bundle of Comparative Example 1 which is composed only of core-sheath composite fibers with a core-sheath ratio of 5:5, had good tactile feel, combability, and durability, but had poor curl-set properties and appearance.
- a comparative example composed of three types of core-sheath composite fibers with different core-sheath ratios, but having a standard deviation of 0.07 in the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle.
- the fiber bundle of No. 2 had good tactile feel, combability and durability, but had poor curl set properties and appearance.
- a comparative example in which the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle is 0.13, although it is composed of five types of core-sheath composite fibers with different core-sheath ratios.
- Fiber No. 3 had good tactile feel, combability and durability, but had poor curl set properties and appearance.
- the fibers of No. 4 had good curl set properties, but poor touch, combability, appearance and durability.
- a fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios Each core-sheath composite fiber includes a core portion and a sheath portion, and the core-sheath ratio is expressed by the area ratio of the core portion and the sheath portion,
- the core is composed of a polyester-based resin composition containing a polyester-based resin
- the sheath is composed of a polyamide-based resin composition containing a polyamide-based resin
- a fiber bundle for artificial hair wherein the standard deviation of the ratio of the cross-sectional area of the core to the cross-sectional area of the core-sheath composite fibers constituting the fiber bundle for artificial hair is 0.15 or more.
- each core-sheath composite fiber has a core-sheath ratio of 3:7 to 8:2 in terms of area ratio of core:sheath.
- the content of the core-sheath composite fibers having the same core-sheath ratio is 5% by weight or more and 90% by weight or less with respect to the total weight of the fiber bundle for artificial hair. fiber bundle for artificial hair.
- the fiber bundle for artificial hair according to any one of [1] to [3], wherein each of the core-sheath composite fibers has a flattened cross-sectional shape.
- the fiber bundle for artificial hair according to any one of [1] to [4], wherein in each of the core-sheath composite fibers, the core has a flattened cross-sectional shape.
- the polyester-based resin contains one or more polyester-based resins selected from the group consisting of polyalkylene terephthalate and copolyester mainly composed of polyalkylene terephthalate.
- the polyamide-based resin contains a polyamide-based resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66. bundle.
- each of the core-sheath composite fibers has a fiber cross section with a concentric structure in which the center position of the core portion coincides with the center position of the fiber. bundle.
- a headdress product comprising the artificial hair fiber bundle according to any one of [1] to [10].
- Sheath-core composite fiber for artificial hair (cross section) 10 Sheath 20 Core 100 Bulk height measuring device 40 Hair sample (fiber bundle) 101 supports 102, 103 clip 104 scale
Abstract
One or more embodiments of the present invention relate to a fiber bundle for artificial hair, the fiber bundle comprising two or more kinds of core-sheath composite fibers having different core/sheath ratios, wherein: each core-sheath composite fiber comprises a core part and a sheath part; and the core/sheath ratio is expressed by the area ratio of the core part to the sheath part. With respect to each core-sheath composite fiber, the core part is configured from a polyester resin composition that contains a polyester resin; and the sheath part is configured from a polyamide resin composition that contains a polyamide resin. The standard deviation of the ratio of the core part cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers that constitute the fiber bundle for artificial hair is 0.15 or more. Consequently, the present invention provides: a fiber bundle for artificial hair, the fiber bundle containing core-sheath composite fibers and having texture and appearance similar to those of human hair as well as good curl setting properties and durability in use; and a headwear product which comprises this fiber bundle for artificial hair.
Description
本発明は、芯鞘複合繊維で構成されている人工毛髪用繊維束、及びそれを含む頭飾製品に関する。
The present invention relates to an artificial hair fiber bundle composed of core-sheath composite fibers and a headdress product containing the same.
かつら、ヘアーウィッグ、付け毛、ヘアーバンド、ドールヘアーなどの頭飾製品においては、人毛に加えて、人工毛髪が広く使用されている。人工毛髪の素材としては、アクリル系繊維、塩化ビニル系繊維、塩化ビニリデン系繊維、ポリエステル系繊維、ポリアミド系繊維、ポリオレフィン系繊維などが用いられている。中でも、ポリアミド系繊維は、触感及び使用耐久性に優れ、柔らかい風合いを有し、ポリエステル系繊維は、カールセット性やカール保持性が良好であることで知られている。ポリアミド系繊維及びポリエステル系繊維の特性を併せ持つ人工毛髪を得るため、ポリアミド及びポリエステルを複合することが行われている。例えば、特許文献1及び2には、人工毛髪用繊維として、ポリエステルを芯成分とし、ポリアミドを鞘成分とする芯鞘複合繊維が提案されている。
In addition to human hair, artificial hair is widely used in head decoration products such as wigs, hair wigs, hair extensions, hair bands, and doll hair. As materials for artificial hair, acrylic fibers, vinyl chloride fibers, vinylidene chloride fibers, polyester fibers, polyamide fibers, polyolefin fibers, and the like are used. Among them, polyamide fibers are known to have excellent tactile sensation and durability in use, and to have a soft texture, and polyester fibers are known to have good curl setting properties and curl retention properties. In order to obtain artificial hair having both properties of polyamide fibers and polyester fibers, polyamide and polyester are combined. For example, Patent Literatures 1 and 2 propose core-sheath conjugate fibers having polyester as a core component and polyamide as a sheath component as fibers for artificial hair.
しかしながら、特許文献1及び2に記載の芯鞘複合繊維の場合、芯鞘比によっては、カールセット性や使用耐久性が劣ること、及び人毛のような自然な外観や触感が得られないことといった問題があった。
However, in the case of the core-sheath conjugate fibers described in Patent Documents 1 and 2, depending on the core-sheath ratio, the curl set property and durability in use are inferior, and the natural appearance and feel of human hair cannot be obtained. There was a problem.
本発明は、前記課題を解決するため、芯鞘複合繊維を含み、人毛に近い触感及び外観を有し、カールセット性及び使用耐久性が良好である人工毛髪用繊維束、及びそれを含む頭飾製品を提供する。
In order to solve the above-mentioned problems, the present invention includes a fiber bundle for artificial hair that contains a core-sheath composite fiber, has a texture and appearance similar to human hair, and has excellent curl setting properties and durability in use, and the fiber bundle containing the same. The Company provides headdress products.
本発明の1以上の実施形態は、2種類以上の異なる芯鞘比を有する芯鞘複合繊維を含む人工毛髪用繊維束において、各々の芯鞘複合繊維は、芯部及び鞘部を含み、芯鞘比は、芯部と鞘部の面積比で表されており、各々の芯鞘複合繊維において、芯部は、ポリエステル系樹脂を含むポリエステル系樹脂組成物で構成され、鞘部は、ポリアミド系樹脂を含むポリアミド系樹脂組成物で構成されており、前記人工毛髪用繊維束を構成する芯鞘複合繊維の繊維断面面積に対する芯部断面面積の比の標準偏差が0.15以上である人工毛髪用繊維束に関する。
One or more embodiments of the present invention provide a fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios, wherein each core-sheath composite fiber includes a core portion and a sheath portion. The sheath ratio is expressed as the area ratio of the core to the sheath. Artificial hair comprising a polyamide-based resin composition containing a resin, wherein the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle for artificial hair is 0.15 or more. for fiber bundles.
本発明の1以上の実施形態は、前記人工毛髪用繊維束を含む頭飾製品に関する。
One or more embodiments of the present invention relate to headdress products containing the artificial hair fiber bundles.
本発明によれば、芯鞘複合繊維を含み、人毛に近い触感及び外観を有し、カールセット性及び使用耐久性が良好である人工毛髪用繊維束、及びそれを含む頭飾製品を提供することができる。
INDUSTRIAL APPLICABILITY According to the present invention, there is provided a fiber bundle for artificial hair which contains core-sheath composite fibers, has a texture and appearance similar to those of human hair, and has excellent curl setting properties and durability in use, and a head ornament product containing the same. be able to.
本発明者らは、1種類の芯鞘複合繊維を用いた人工毛髪用繊維束、すなわち単一の芯鞘比を有する繊維のみで構成された人工毛髪用繊維束では、場合によっては、カールセット性や使用耐久性が劣ること、及び人毛のような自然な外観や触感が得られないことを見出し、それを解決するために検討を重ねた。その結果、芯鞘構造を有し、芯部をポリエステル系樹脂組成物で構成し、鞘部をポリアミド系樹脂組成物で構成した芯鞘複合繊維を含む人工毛髪用繊維束において、2種類以上の異なる芯鞘比を有する芯鞘複合繊維を併用するとともに、芯鞘複合繊維の繊維断面面積に対する芯部断面面積の比(以下において、単に芯部断面面積比とも記す。)の標準偏差を所定の値にすることで、人毛に近い触感及び外観を発現し、カールセット性及び使用耐久性が良好になることを見出した。
2種類以上の異なる芯鞘比を有する芯鞘複合繊維を併用するのみでは、上記課題を解決することができず、人工毛髪用繊維束を構成する芯鞘複合繊維の芯部断面面積比の標準偏差を所定の値にすることが重要である。
2種類以上の異なる芯鞘比を有する芯鞘複合繊維を含む人工毛髪用繊維束において、芯鞘複合繊維の芯部断面面積比の標準偏差を0.15以上にすることで、芯部及び鞘部の特徴を効果的に活用することができる。 The present inventors have found that, in some cases, an artificial hair fiber bundle using one type of core-sheath composite fiber, that is, an artificial hair fiber bundle composed only of fibers having a single core-sheath ratio, may cause curl set. We found that the properties and durability of use were inferior, and that the natural appearance and touch feeling of human hair could not be obtained. As a result, in a fiber bundle for artificial hair containing a core-sheath composite fiber having a core-sheath structure, a core portion made of a polyester-based resin composition, and a sheath portion made of a polyamide-based resin composition, two or more types of fiber bundles were found. In addition to using core-sheath composite fibers having different core-sheath ratios together, the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fiber (hereinafter also simply referred to as the core cross-sectional area ratio) is determined to a predetermined value. It was found that by setting the value to 0.5, a tactile feel and appearance similar to those of human hair are exhibited, and curl set property and durability in use are improved.
The above problem cannot be solved only by using two or more types of core-sheath composite fibers having different core-sheath ratios in combination. It is important to set the deviation to a predetermined value.
In a fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios, the standard deviation of the cross-sectional area ratio of the core of the core-sheath composite fibers is set to 0.15 or more, so that the core and the sheath are It is possible to effectively utilize the characteristics of the part.
2種類以上の異なる芯鞘比を有する芯鞘複合繊維を併用するのみでは、上記課題を解決することができず、人工毛髪用繊維束を構成する芯鞘複合繊維の芯部断面面積比の標準偏差を所定の値にすることが重要である。
2種類以上の異なる芯鞘比を有する芯鞘複合繊維を含む人工毛髪用繊維束において、芯鞘複合繊維の芯部断面面積比の標準偏差を0.15以上にすることで、芯部及び鞘部の特徴を効果的に活用することができる。 The present inventors have found that, in some cases, an artificial hair fiber bundle using one type of core-sheath composite fiber, that is, an artificial hair fiber bundle composed only of fibers having a single core-sheath ratio, may cause curl set. We found that the properties and durability of use were inferior, and that the natural appearance and touch feeling of human hair could not be obtained. As a result, in a fiber bundle for artificial hair containing a core-sheath composite fiber having a core-sheath structure, a core portion made of a polyester-based resin composition, and a sheath portion made of a polyamide-based resin composition, two or more types of fiber bundles were found. In addition to using core-sheath composite fibers having different core-sheath ratios together, the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fiber (hereinafter also simply referred to as the core cross-sectional area ratio) is determined to a predetermined value. It was found that by setting the value to 0.5, a tactile feel and appearance similar to those of human hair are exhibited, and curl set property and durability in use are improved.
The above problem cannot be solved only by using two or more types of core-sheath composite fibers having different core-sheath ratios in combination. It is important to set the deviation to a predetermined value.
In a fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios, the standard deviation of the cross-sectional area ratio of the core of the core-sheath composite fibers is set to 0.15 or more, so that the core and the sheath are It is possible to effectively utilize the characteristics of the part.
<人工毛髪用繊維束>
人工毛髪用繊維束(以下において、単に「繊維束」とも記す。)は、2種類以上の異なる芯鞘比を有する芯鞘複合繊維を含む。各々の芯鞘複合繊維は、芯部及び鞘部を含み、芯鞘比は芯部と鞘部の面積比で表されるものであり、人工毛髪用繊維束は、2種類以上の芯部と鞘部の面積比が異なる芯鞘複合繊維を含むことになる。 <Fiber bundle for artificial hair>
A fiber bundle for artificial hair (hereinafter also simply referred to as "fiber bundle") includes core-sheath composite fibers having two or more different core-sheath ratios. Each core-sheath composite fiber includes a core portion and a sheath portion, and the core-sheath ratio is expressed by the area ratio of the core portion to the sheath portion. This includes core-sheath composite fibers having different sheath area ratios.
人工毛髪用繊維束(以下において、単に「繊維束」とも記す。)は、2種類以上の異なる芯鞘比を有する芯鞘複合繊維を含む。各々の芯鞘複合繊維は、芯部及び鞘部を含み、芯鞘比は芯部と鞘部の面積比で表されるものであり、人工毛髪用繊維束は、2種類以上の芯部と鞘部の面積比が異なる芯鞘複合繊維を含むことになる。 <Fiber bundle for artificial hair>
A fiber bundle for artificial hair (hereinafter also simply referred to as "fiber bundle") includes core-sheath composite fibers having two or more different core-sheath ratios. Each core-sheath composite fiber includes a core portion and a sheath portion, and the core-sheath ratio is expressed by the area ratio of the core portion to the sheath portion. This includes core-sheath composite fibers having different sheath area ratios.
繊維束において、芯鞘複合繊維の芯部断面面積比の標準偏差は、繊維束の断面をレーザー顕微鏡で観察し、画像解析装置を用いて解析することで算出することができる。具体的には、繊維束の断面をレーザー顕微鏡で観察し、100本程度、例えば80~120本の繊維を含む領域を選定して測定領域とし、画像解析装置(三谷商事株式会社製、画像解析ソフト「Win ROOF」)を用いて、各々の芯鞘複合繊維の繊維断面、芯部断面及び鞘部断面の面積を算出し、下記数式(1)を用いて、測定領域中の全ての芯鞘複合繊維を含む繊維束における芯部断面面積比の標準偏差を算出することができる。

In the fiber bundle, the standard deviation of the core cross-sectional area ratio of the core-sheath composite fiber can be calculated by observing the cross section of the fiber bundle with a laser microscope and analyzing it using an image analyzer. Specifically, the cross section of the fiber bundle is observed with a laser microscope, and an area containing about 100 fibers, for example, 80 to 120 fibers is selected as a measurement area, and an image analysis device (manufactured by Mitani Shoji Co., Ltd., image analysis Using the software "Win ROOF"), the area of the fiber cross section, the core section and the sheath section of each core-sheath composite fiber is calculated, and using the following formula (1), all the core-sheath in the measurement area It is possible to calculate the standard deviation of the core cross-sectional area ratio in the fiber bundle containing the conjugate fiber.
繊維束において、芯部断面面積比の標準偏差は、0.15以上である。これにより、繊維束は人毛に近い触感及び外観を発現し、カールセット性及び使用耐久性が良好になる。触感や外観をより人毛に近似させる観点から、繊維束の芯部断面面積比の標準偏差は、0.16以上であることが好ましく、0.17以上であることがより好ましい。芯部断面面積比の標準偏差の上限は特に限定されないが、例えば、良好な触感、外観、カールセット性、及び使用耐久性を発現できるといった観点から、0.20以下であってもよい。
In the fiber bundle, the standard deviation of the core cross-sectional area ratio is 0.15 or more. As a result, the fiber bundle develops a feel and appearance similar to those of human hair, and has good curl setting properties and durability in use. The standard deviation of the cross-sectional area ratio of the core portion of the fiber bundle is preferably 0.16 or more, more preferably 0.17 or more, from the viewpoint of approximating the feel and appearance of human hair. Although the upper limit of the standard deviation of the core cross-sectional area ratio is not particularly limited, it may be 0.20 or less, for example, from the viewpoint of expressing good touch, appearance, curl set property, and durability in use.
繊維束において、異なる芯鞘比を有する芯鞘複合繊維の種類は2種類以上であればよく、特に限定されない。例えば、2~6種類でもよく、2種類、3種類、4種類、5種類、又は6種類でもよい。各々の芯鞘複合繊維の芯鞘比は面積比で芯部:鞘部が3:7~8:2の範囲であることが好ましい。芯鞘比がこの範囲内であり、2種類以上の異なる芯鞘比を有する芯鞘複合繊維を用いることで、人毛と同質の触感や風合いなどを得られやすい。
In the fiber bundle, the number of types of core-sheath composite fibers having different core-sheath ratios may be two or more, and is not particularly limited. For example, 2 to 6 types may be used, or 2 types, 3 types, 4 types, 5 types, or 6 types may be used. The core-sheath ratio of each core-sheath composite fiber is preferably in the range of 3:7 to 8:2 (core:sheath) in area ratio. By using core-sheath composite fibers having a core-sheath ratio within this range and having two or more different core-sheath ratios, it is easy to obtain the same tactile feel and texture as human hair.
繊維束における異なる芯鞘比を有する芯鞘複合繊維の配合割合は特に限定されず、芯部断面面積比の標準偏差が上述した範囲を満たすように適宜設定することができる。外観をより人毛に近似させる観点から、繊維束全重量に対して、同じ芯鞘比を有する芯鞘複合繊維の含有量は5重量%以上90重量%以下であることが好ましく、10重量%以上80重量%以下であることがより好ましく、10重量%以上70重量%以下であることがさらに好ましく、10重量%以上60重量%以下であることがさらにより好ましく、10重量%以上50重量%以下であることがさらにより好ましく、10重量%以上40重量%以下であることがさらにより好ましい。
The mixing ratio of the core-sheath composite fibers having different core-sheath ratios in the fiber bundle is not particularly limited, and can be appropriately set so that the standard deviation of the core cross-sectional area ratio satisfies the above-described range. From the viewpoint of making the appearance more similar to human hair, the content of the core-sheath composite fiber having the same core-sheath ratio is preferably 5% by weight or more and 90% by weight or less, and 10% by weight, based on the total weight of the fiber bundle. It is more preferably 80 wt% or less, more preferably 10 wt% or more and 70 wt% or less, even more preferably 10 wt% or more and 60 wt% or less, 10 wt% or more and 50 wt% or less, and even more preferably 10% by weight or more and 40% by weight or less.
芯鞘複合繊維は、繊維断面において、芯部が鞘部の内部に存在することが好ましく、芯部の中心位置が繊維の中心位置と一致する同心構造でもよく、芯部の中心位置が繊維の中心位置と一致せずに偏心している偏心構造でもよい。紡糸安定性及びカールセット性の観点から、芯部の中心位置が繊維の中心位置と一致する同心構造であることが好ましい。芯鞘複合繊維の繊維断面において、芯部と鞘部の剥離を防止するためには、芯部は繊維表面に露出せず鞘部に完全に覆われていることが好ましい。
The core-sheath composite fiber preferably has a core portion inside the sheath portion in the cross section of the fiber, and may have a concentric structure in which the center position of the core portion coincides with the center position of the fiber. An eccentric structure that does not coincide with the center position and is eccentric may be used. From the viewpoint of spinning stability and curl setting properties, it is preferable that the core has a concentric structure in which the central position of the core coincides with the central position of the fiber. In the fiber cross section of the core-sheath composite fiber, in order to prevent separation of the core and the sheath, it is preferable that the core is completely covered with the sheath without being exposed on the surface of the fiber.
芯鞘複合繊維の断面形状は、円形でもよく、異形でもよい。異形としては、楕円形、扁平多葉形などの扁平形などが挙げられる。扁平多葉形としては、例えば、扁平二葉形、扁平四葉形などが挙げられる。また、芯部の断面形状も、円形でもよく、異形でもよい。異形としては、楕円形、扁平多葉形などの扁平形などが挙げられる。扁平多葉形としては、例えば、扁平二葉形、扁平四葉形などが挙げられる。触感の観点から、芯鞘複合繊維及び芯部の断面形状は扁平形であることが好ましい。芯鞘複合繊維の断面形状と芯部の断面形状は同じであってもよく、異なっていてもよい。
The cross-sectional shape of the core-sheath composite fiber may be circular or irregular. Variant shapes include oval and flattened shapes such as flat multilobed. The flattened polylobes include, for example, flattened bilobed, flattened tetralobed, and the like. Also, the cross-sectional shape of the core may be circular or irregular. Variant shapes include oval and flattened shapes such as flat multilobed. The flattened polylobes include, for example, flattened bilobed, flattened tetralobed, and the like. From the viewpoint of tactile sensation, the cross-sectional shape of the core-sheath composite fiber and the core is preferably flat. The cross-sectional shape of the core-sheath composite fiber and the cross-sectional shape of the core may be the same or different.
扁平多葉形は、円形及び楕円形からなる群から選ばれる二つ以上の葉形が凹部を介して結合したものである。扁平二葉形は、円形及び楕円形からなる群から選ばれる二つの葉形が凹部を介して結合したものである。円形及び/又は楕円形は、結合箇所において、部分的に重なってもよい。また、円形又は楕円形の形状は、必ずしも連続した弧を描く必要はなく、鋭角な角でなければ一部が変形した略円形又は略楕円形も含む。断面形状に関して、添加剤などに由来する、繊維及び芯部の外周に生じる2μm以下の凹凸は考慮しないものとする。繊維及び芯部の断面形状は、目的の断面形状に近い形状のノズル(孔)を使用することにより制御することができる。
A flat multi-leaf is a combination of two or more leaf shapes selected from the group consisting of circular and elliptical shapes through recesses. A flattened bilobate is a combination of two lobes selected from the group consisting of circular and elliptical lobes through a recess. The circular and/or oval shapes may partially overlap at the joint. Also, the circular or elliptical shape does not necessarily have to draw a continuous arc, and includes partially deformed substantially circular or substantially elliptical shapes as long as the corners are not sharp. Concerning the cross-sectional shape, unevenness of 2 μm or less generated on the outer periphery of the fiber and the core due to additives and the like shall not be taken into consideration. The cross-sectional shape of the fiber and core can be controlled by using a nozzle (hole) with a shape close to the desired cross-sectional shape.
図1は、本発明の1例の人工毛髪用芯鞘複合繊維の繊維断面を示す模式図である。該芯鞘複合繊維1は、鞘部10と芯部20を含み、繊維1及び芯部20は、いずれも二つの楕円形が凹部を介して結合した扁平二葉形の繊維断面を有する。楕円形は、結合箇所において、部分的に重なっている。
FIG. 1 is a schematic diagram showing a fiber cross section of one example of the core-sheath composite fiber for artificial hair of the present invention. The core-sheath composite fiber 1 includes a sheath portion 10 and a core portion 20, and both the fiber 1 and the core portion 20 have a flat bilobal fiber cross section in which two oval shapes are joined via a recess. The ellipses partially overlap at the joints.
扁平二葉形の繊維断面において、線対称軸及び線対称軸に平行するように繊維断面の外周の任意の二点を結んだ直線のうち、最大長となる直線である繊維断面長軸の長さLと、前記繊維断面長軸に対して垂直になるように繊維断面の外周の任意の二つの点を結んだ際、最大長となる二つの点を結ぶ直線である繊維断面第1短軸の長さS1が下記数式(2)を満たすことが好ましい。
L/S1=1.1以上2.0以下 (2) In a flat bilobal fiber cross section, the length of the long axis of the fiber cross section, which is the maximum length among straight lines connecting any two points on the outer periphery of the fiber cross section parallel to the line symmetry axis and the line symmetry axis L and the first short axis of the fiber cross section, which is a straight line connecting two points with the maximum length when connecting any two points on the outer periphery of the fiber cross section so that it is perpendicular to the long axis of the fiber cross section. Preferably, the length S1 satisfies the following formula (2).
L/S1=1.1 or more and 2.0 or less (2)
L/S1=1.1以上2.0以下 (2) In a flat bilobal fiber cross section, the length of the long axis of the fiber cross section, which is the maximum length among straight lines connecting any two points on the outer periphery of the fiber cross section parallel to the line symmetry axis and the line symmetry axis L and the first short axis of the fiber cross section, which is a straight line connecting two points with the maximum length when connecting any two points on the outer periphery of the fiber cross section so that it is perpendicular to the long axis of the fiber cross section. Preferably, the length S1 satisfies the following formula (2).
L/S1=1.1 or more and 2.0 or less (2)
扁平二葉形の繊維断面において、線対称軸及び線対称軸に平行するように芯部断面の外周の任意の二点を結んだ直線のうち、最大長となる直線である芯部断面長軸の長さLcと、前記芯部断面長軸に対して垂直になるように芯部断面の外周の任意の二つの点を結んだ際、最大長となる二つの点を結ぶ直線である芯部断面第1短軸の長さSc1が下記数式(3)を満たすことが好ましい。
Lc/Sc1=1.3以上2.0以下 (3) In a flat bilobate fiber cross section, the axis of symmetry and the straight line connecting any two points on the outer periphery of the core cross section parallel to the axis of symmetry, the straight line with the maximum length of the long axis of the core cross section A cross section of the core that is a straight line that connects two points having the maximum length when connecting arbitrary two points on the outer periphery of the cross section of the core so that the length Lc is perpendicular to the long axis of the cross section of the core. The length Sc1 of the first minor axis preferably satisfies the following formula (3).
Lc/Sc1=1.3 or more and 2.0 or less (3)
Lc/Sc1=1.3以上2.0以下 (3) In a flat bilobate fiber cross section, the axis of symmetry and the straight line connecting any two points on the outer periphery of the core cross section parallel to the axis of symmetry, the straight line with the maximum length of the long axis of the core cross section A cross section of the core that is a straight line that connects two points having the maximum length when connecting arbitrary two points on the outer periphery of the cross section of the core so that the length Lc is perpendicular to the long axis of the cross section of the core. The length Sc1 of the first minor axis preferably satisfies the following formula (3).
Lc/Sc1=1.3 or more and 2.0 or less (3)
芯鞘複合繊維は、人工毛髪に適するという観点から、単繊維繊度が10dtex以上150dtex以下であることが好ましく、より好ましくは30dtex以上120dtex以下であり、さらに好ましくは40dtex以上100dtex以下であり、特に好ましくは50dtex以上90dtex以下である。
From the viewpoint that the core-sheath composite fiber is suitable for artificial hair, the single fiber fineness is preferably 10 dtex or more and 150 dtex or less, more preferably 30 dtex or more and 120 dtex or less, still more preferably 40 dtex or more and 100 dtex or less, and particularly preferably. is 50 dtex or more and 90 dtex or less.
芯鞘複合繊維は、同じ芯鞘比の場合でも、必ずしも全ての繊維が同一の繊度、断面形状を有する必要はなく、異なる繊度、断面形状を有する繊維が混在していてもよい。
The core-sheath composite fibers do not necessarily have to have the same fineness and cross-sectional shape even when the core-sheath ratio is the same, and fibers having different fineness and cross-sectional shape may be mixed.
芯部はポリエステル系樹脂を含むポリエステル系樹脂組成物、具体的にはポリエステル系樹脂を主成分とするポリエステル系樹脂組成物で構成されている。ポリエステル系樹脂を主成分とするポリエステル系樹脂組成物とは、ポリエステル系樹脂組成物の全体重量を100重量%とした場合、ポリエステル系樹脂を50重量%より多く含むことを意味し、ポリエステル系樹脂を60重量%以上含むことが好ましく、70重量%以上含むことが好ましく、80重量%以上含むことがより好ましく、90重量%以上含むことがさらに好ましく、95重量%以上含むことがさらにより好ましい。
The core is composed of a polyester resin composition containing a polyester resin, specifically a polyester resin composition containing a polyester resin as a main component. A polyester resin composition containing a polyester resin as a main component means that the polyester resin composition contains more than 50% by weight of the polyester resin when the total weight of the polyester resin composition is 100% by weight. It preferably contains 60% by weight or more, preferably 70% by weight or more, more preferably 80% by weight or more, more preferably 90% by weight or more, and even more preferably 95% by weight or more.
ポリエステル系樹脂としては、ポリアルキレンテレフタレート及びポリアルキレンテレフタレートを主体とした共重合ポリエステルからなる群から選ばれる1種以上を用いることが好ましい。「ポリアルキレンテレフタレートを主体とする共重合ポリエステル」は、ポリアルキレンテレフタレートを80モル%以上含有する共重合ポリエステルをいう。
As the polyester-based resin, it is preferable to use one or more selected from the group consisting of polyalkylene terephthalate and copolyester mainly composed of polyalkylene terephthalate. "Copolyester mainly composed of polyalkylene terephthalate" refers to a copolymer polyester containing 80 mol% or more of polyalkylene terephthalate.
ポリアルキレンテレフタレートとしては、特に限定されないが、例えば、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレートなどが挙げられる。
The polyalkylene terephthalate is not particularly limited, but examples include polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, and polycyclohexanedimethylene terephthalate.
ポリアルキレンテレフタレートを主体とする共重合ポリエステルとしては、特に限定されないが、例えば、ポリエチレンテレフタレート、ポリプロピレンテレフタレート、ポリブチレンテレフタレート、ポリシクロヘキサンジメチレンテレフタレートなどのポリアルキレンテレフタレートを主体とし、他の共重合成分を含有する共重合ポリエステルなどが挙げられる。
The copolymer polyester mainly composed of polyalkylene terephthalate is not particularly limited, but for example, it is mainly composed of polyalkylene terephthalate such as polyethylene terephthalate, polypropylene terephthalate, polybutylene terephthalate, polycyclohexanedimethylene terephthalate, and other copolymer components. The copolyester containing, etc. are mentioned.
他の共重合成分としては、例えば、イソフタル酸、オルトフタル酸、ナフタレンジカルボン酸、パラフェニレンジカルボン酸、トリメリット酸、ピロメリット酸、コハク酸、グルタル酸、アジピン酸、スベリン酸、アゼライン酸、セバシン酸、ドデカン二酸などの多価カルボン酸及びそれらの誘導体;5-ナトリウムスルホイソフタル酸、5-ナトリウムスルホイソフタル酸ジヒドロキシエチルなどのスルホン酸塩を含むジカルボン酸及びそれらの誘導体;1,2-プロパンジオール、1,3-プロパンジオール、1,4-ブタンジオール、1,6-ヘキサンジオール、ネオペンチルグリコール、1,4-シクロヘキサンジメタノール、ジエチレングリコール、ポリエチレングリコール、トリメチロールプロパン、ペンタエリスリトールなどのポリアルコール;4-ヒドロキシ安息香酸、ε-カプロラクトン、ビスフェノールAのエチレングリコールエーテルなどが挙げられる。
Other copolymerization components include, for example, isophthalic acid, orthophthalic acid, naphthalenedicarboxylic acid, paraphenylenedicarboxylic acid, trimellitic acid, pyromellitic acid, succinic acid, glutaric acid, adipic acid, suberic acid, azelaic acid, and sebacic acid. , dodecanedioic acid and their derivatives; dicarboxylic acids and their derivatives including sulfonates such as 5-sodium sulfoisophthalic acid and dihydroxyethyl 5-sodium sulfoisophthalate; 1,2-propanediol , 1,3-propanediol, 1,4-butanediol, 1,6-hexanediol, neopentyl glycol, 1,4-cyclohexanedimethanol, diethylene glycol, polyethylene glycol, trimethylolpropane, pentaerythritol and other polyalcohols; 4-hydroxybenzoic acid, ε-caprolactone, ethylene glycol ether of bisphenol A, and the like.
共重合ポリエステルは、安定性及び操作の簡便性の点から、主体となるポリアルキレンテレフタレートに少量の他の共重合成分を含有させて反応させることにより製造するのが好ましい。ポリアルキレンテレフタレートとしては、テレフタル酸及び/又はその誘導体(例えば、テレフタル酸メチル)と、アルキレングリコールとの重合体を用いることができる。共重合ポリエステルは、主体となるポリアルキレンテレフタレートの重合に用いるテレフタル酸及び/又はその誘導体(例えば、テレフタル酸メチル)と、アルキレングリコールとの混合物に、少量の他の共重合成分であるモノマーあるいはオリゴマー成分を含有させたものを重合させることにより製造してもよい。
From the standpoints of stability and ease of operation, the copolymerized polyester is preferably produced by reacting polyalkylene terephthalate, which is the main component, with a small amount of other copolymerized components. As polyalkylene terephthalate, a polymer of terephthalic acid and/or its derivative (for example, methyl terephthalate) and alkylene glycol can be used. Copolyester is a mixture of terephthalic acid and/or its derivatives (e.g., methyl terephthalate) used in the polymerization of polyalkylene terephthalate, which is the main component, and alkylene glycol, and a small amount of other copolymerization components, monomers or oligomers. You may manufacture by polymerizing what contained the component.
共重合ポリエステルは、主体となるポリアルキレンテレフタレートの主鎖及び/又は側鎖に上記他の共重合成分が重縮合していればよく、共重合の方法などには特別な限定はない。
The copolymerized polyester may be polycondensed with the above-mentioned other copolymerized components on the main chain and/or side chains of the main polyalkylene terephthalate, and the method of copolymerization is not particularly limited.
ポリアルキレンテレフタレートを主体とする共重合ポリエステルの具体例としては、例えば、ポリエチレンテレフタレートを主体とし、ビスフェノールAのエチレングリコールエーテル、1,4-シクロヘキサジメタノール、イソフタル酸及び5-ナトリウムスルホイソフタル酸ジヒドロキシエチルからなる群から選ばれる一種の化合物を共重合したポリエステルなどが挙げられる。
Specific examples of copolyesters mainly composed of polyalkylene terephthalate include, for example, mainly polyethylene terephthalate, ethylene glycol ether of bisphenol A, 1,4-cyclohexadimethanol, isophthalic acid and dihydroxyethyl 5-sodium sulfoisophthalate. Examples include polyesters obtained by copolymerizing one kind of compound selected from the group consisting of.
ポリアルキレンテレフタレート及びポリアルキレンテレフタレートを主体とする共重合ポリエステルは、単独で用いてもよく、2種以上を組み合わせて用いてもよい。中でも、ポリエチレンテレフタレート;ポリプロピレンテレフタレート;ポリブチレンテレフタレート;ポリエチレンテレフタレートを主体とし、ビスフェノールAのエチレングリコールエーテルを共重合したポリエステル;ポリエチレンテレフタレートを主体とし、1,4-シクロヘキサンジメタノールを共重合したポリエステル;ポリエチレンテレフタレートを主体とし、イソフタル酸を共重合したポリエステル;及びポリエチレンテレフタレートを主体とし、5-ナトリウムスルホイソフタル酸ジヒドロキシエチルを共重合したポリエステルなどを単独又は2種以上組み合わせて用いることが好ましい。
The polyalkylene terephthalate and the polyalkylene terephthalate-based copolyester may be used alone or in combination of two or more. Among them, polyethylene terephthalate; polypropylene terephthalate; polybutylene terephthalate; polyester mainly composed of polyethylene terephthalate and copolymerized with ethylene glycol ether of bisphenol A; A polyester mainly composed of terephthalate and copolymerized with isophthalic acid; and a polyester mainly composed of polyethylene terephthalate and copolymerized with dihydroxyethyl 5-sodiumsulfoisophthalate are preferably used alone or in combination of two or more.
ポリエステル系樹脂の固有粘度(IV値と称す場合がある)は、特に限定されないが、0.3dL/g以上1.2dL/g以下であることが好ましく、0.4dL/g以上1.0dL/g以下であることがより好ましい。固有粘度が0.3dL/g以上であると、得られる繊維の機械的強度が低下せず、燃焼試験時にドリップする恐れもない。また、固有粘度が1.2dL/g以下であると、分子量が増大しすぎず、溶融粘度が高くなり過ぎることがなく、溶融紡糸が容易となるうえ、繊度も均一になりやすい。
The intrinsic viscosity (sometimes referred to as IV value) of the polyester resin is not particularly limited, but is preferably 0.3 dL/g or more and 1.2 dL/g or less, and 0.4 dL/g or more and 1.0 dL/g or more. g or less is more preferable. When the intrinsic viscosity is 0.3 dL/g or more, the mechanical strength of the obtained fiber does not decrease, and there is no danger of dripping during the combustion test. Further, when the intrinsic viscosity is 1.2 dL/g or less, the molecular weight does not increase too much, the melt viscosity does not increase too much, melt spinning is facilitated, and the fineness tends to be uniform.
ポリエステル系樹脂組成物は、ポリエステル系樹脂に加えて他の樹脂を含んでもよい。他の樹脂としては、例えば、ポリアミド系樹脂、塩化ビニル系樹脂、モダアクリル系樹脂、ポリカーボネート系樹脂、ポリオレフィン系樹脂、ポリフェニレンサルファイド系樹脂などが挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
The polyester-based resin composition may contain other resins in addition to the polyester-based resin. Examples of other resins include polyamide-based resins, vinyl chloride-based resins, modacrylic-based resins, polycarbonate-based resins, polyolefin-based resins, and polyphenylene sulfide-based resins. These may be used individually by 1 type, and may use 2 or more types together.
鞘部はポリアミド系樹脂を含むポリアミド系樹脂組成物、すなわちポリアミド系樹脂を主成分とするポリアミド系樹脂組成物で構成されている。ポリアミド系樹脂を主成分とするポリアミド系樹脂組成物とは、ポリアミド系樹脂組成物の全体重量を100重量%とした場合、ポリアミド系樹脂を50重量%より多く含むことを意味し、ポリアミド系樹脂を60重量%以上含むことが好ましく、70重量%以上含むことがより好ましく、80重量%以上含むことがさらに好ましく、90重量%以上含むことがさらにより好ましく、95重量%以上含むことがさらにより好ましい。
The sheath is composed of a polyamide-based resin composition containing a polyamide-based resin, that is, a polyamide-based resin composition containing a polyamide-based resin as a main component. A polyamide-based resin composition containing a polyamide-based resin as a main component means that the polyamide-based resin is contained in an amount of more than 50% by weight when the total weight of the polyamide-based resin composition is 100% by weight. Preferably, it contains 60% by weight or more, more preferably 70% by weight or more, more preferably 80% by weight or more, even more preferably 90% by weight or more, and even more preferably 95% by weight or more. preferable.
ポリアミド系樹脂は、ラクタム、アミノカルボン酸、ジカルボン酸及びジアミンの混合物、ジカルボン酸誘導体及びジアミンの混合物、並びにジカルボン酸及びジアミンの塩からなる群から選ばれる1種以上を、重合して得られるナイロン樹脂を意味する。
Polyamide resin is a nylon obtained by polymerizing one or more selected from the group consisting of lactams, aminocarboxylic acids, mixtures of dicarboxylic acids and diamines, mixtures of dicarboxylic acid derivatives and diamines, and salts of dicarboxylic acids and diamines. means resin.
ラクタムの具体例としては、特に限定されないが、例えば、2-アゼチジノン、2-ピロリジノン、δ-バレロラクタム、ε-カプロラクタム、エナントラクタム、カプリルラクタム、ウンデカラクタム、及びラウロラクタムなどを挙げることができる。これらのうち、ε-カプロラクタム、ウンデカラクタム、及びラウロラクタムが好ましく、特にε-カプロラクタムが好ましい。これらのラクタムは、1種で用いてもよく、2種以上の混合物で使用することもできる。
Specific examples of lactams include, but are not limited to, 2-azetidinone, 2-pyrrolidinone, δ-valerolactam, ε-caprolactam, enantholactam, capryllactam, undecalactam, and laurolactam. . Among these, ε-caprolactam, undecalactam and laurolactam are preferred, and ε-caprolactam is particularly preferred. These lactams may be used singly or as a mixture of two or more.
アミノカルボン酸の具体例としては、特に限定されないが、例えば、6-アミノカプロン酸、7-アミノヘプタン酸、8-アミノオクタン酸、9-アミノノナン酸、10-アミノデカン酸、11-アミノウンデカン酸、12-アミノドデカン酸などを挙げることができる。これらのうち、6-アミノカプロン酸、11-アミノウンデカン酸、及び12-アミノドデカン酸が好ましく、特に6-アミノカプロン酸が好ましい。これらのアミノカルボン酸は、1種で用いてもよく、2種以上の混合物で使用することもできる。
Specific examples of aminocarboxylic acids are not particularly limited, but include 6-aminocaproic acid, 7-aminoheptanoic acid, 8-aminooctanoic acid, 9-aminononanoic acid, 10-aminodecanoic acid, 11-aminoundecanoic acid, 12 -aminododecanoic acid and the like. Among these, 6-aminocaproic acid, 11-aminoundecanoic acid and 12-aminododecanoic acid are preferred, and 6-aminocaproic acid is particularly preferred. These aminocarboxylic acids may be used singly or as a mixture of two or more.
ジカルボン酸及びジアミンの混合物、ジカルボン酸誘導体及びジアミンの混合物、又はジカルボン酸及びジアミンの塩で用いられるジカルボン酸の具体例としては、特に限定されないが、例えば、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸、ブラシリン酸、テトラデカン二酸、ペンタデカン二酸、オクタデカン二酸などの脂肪族ジカルボン酸、シクロヘキサンジカルボン酸などの脂環式ジカルボン酸、フタル酸、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸などの芳香族ジカルボン酸などが挙げられる。これらのうち、アジピン酸、セバシン酸、ドデカン二酸、テレフタル酸、及びイソフタル酸が好ましく、特にアジピン酸、テレフタル酸、及びイソフタル酸が好ましい。これらのジカルボン酸は、1種で用いてもよく、2種以上の混合物で使用することもできる。
Specific examples of dicarboxylic acids used in mixtures of dicarboxylic acids and diamines, mixtures of dicarboxylic acid derivatives and diamines, or salts of dicarboxylic acids and diamines are not particularly limited, but include oxalic acid, malonic acid, succinic acid, glutaric acid, acids, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, undecanedioic acid, dodecanedioic acid, brassic acid, tetradecanedioic acid, tetradecanedioic acid, octadecanedioic acid, and other aliphatic dicarboxylic acids, cyclohexanedicarboxylic acid, etc. alicyclic dicarboxylic acids, phthalic acid, isophthalic acid, terephthalic acid, and aromatic dicarboxylic acids such as naphthalene dicarboxylic acid. Among these, adipic acid, sebacic acid, dodecanedioic acid, terephthalic acid and isophthalic acid are preferred, and adipic acid, terephthalic acid and isophthalic acid are particularly preferred. These dicarboxylic acids may be used singly or as a mixture of two or more.
ジカルボン酸及びジアミンの混合物、ジカルボン酸誘導体及びジアミンの混合物、又はジカルボン酸及びジアミンの塩で用いられるジアミンの具体例としては、特に限定されないが、例えば、1,4-ジアミノブタン、1,5-ジアミノペンタン、1,6-ジアミノヘキサン、2-メチル-1,5-ジアミノペンタン(MDP)、1,7-ジアミノヘプタン、1,8-ジアミノオクタン、1,9-ジアミノノナン、1,10-ジアミノデカン、1,11-ジアミノウンデカン、1,12-ジアミノドデカン、1,13-ジアミノトリデカン、1,14-ジアミノテトラデカン、1,15-ジアミノペンタデカン、1,16-ジアミノヘキサデカン、1,17-ジアミノヘプタデカン、1,18-ジアミノオクタデカン、1,19-ジアミノノナデカン、1,20-ジアミノエイコサンなどの脂肪族ジアミン、シクロヘキサンジアミン、ビス-(4-アミノヘキシル)メタンなどの脂環式ジアミン、m-キシリレンジアミン、p-キシリレンジアミンなどの芳香族ジアミンなどが挙げられる。これらのうち、特に脂肪族ジアミンが好ましく、とりわけヘキサメチレンジアミンが好ましく用いられる。これらのジアミンは、1種で用いてもよく、2種以上の混合物で使用することもできる。
Specific examples of diamines used in mixtures of dicarboxylic acids and diamines, mixtures of dicarboxylic acid derivatives and diamines, or salts of dicarboxylic acids and diamines are not particularly limited. Diaminopentane, 1,6-diaminohexane, 2-methyl-1,5-diaminopentane (MDP), 1,7-diaminoheptane, 1,8-diaminooctane, 1,9-diaminononane, 1,10-diaminodecane , 1,11-diaminoundecane, 1,12-diaminododecane, 1,13-diaminotridecane, 1,14-diaminotetradecane, 1,15-diaminopentadecane, 1,16-diaminohexadecane, 1,17-diaminohepta Aliphatic diamines such as decane, 1,18-diaminooctadecane, 1,19-diaminononadecane, 1,20-diaminoeicosane, alicyclic diamines such as cyclohexanediamine, bis-(4-aminohexyl)methane, m -xylylenediamine, p-xylylenediamine and other aromatic diamines. Among these, aliphatic diamines are particularly preferred, and hexamethylenediamine is particularly preferred. These diamines may be used singly or as a mixture of two or more.
ポリアミド系樹脂(ナイロン樹脂とも称される)としては、特に限定されないが、例えば、ナイロン6、ナイロン66、ナイロン11、ナイロン12、ナイロン6・10、ナイロン6・12、ナイロン6T及び/又は6I単位を含有する半芳香族ナイロン、並びにこれらナイロン樹脂の共重合体などを用いることが好ましい。とりわけ、ナイロン6、ナイロン66、ナイロン6及びナイロン66の共重合体がより好ましい。
Polyamide resin (also referred to as nylon resin) is not particularly limited, but for example, nylon 6, nylon 66, nylon 11, nylon 12, nylon 6-10, nylon 6-12, nylon 6T and / or 6I units It is preferable to use semi-aromatic nylons containing and copolymers of these nylon resins. In particular, nylon 6, nylon 66, and copolymers of nylon 6 and nylon 66 are more preferred.
ポリアミド系樹脂は、例えば、ポリアミド系樹脂原料を触媒の存在下または不存在下で加熱して行うポリアミド系樹脂重合方法により製造することができる。その重合時に攪拌はあっても無くてもよいが、均質な生成物を得るには攪拌した方が好ましい。重合温度は目的とする重合物の重合度、反応収率、反応時間に応じて任意に設定可能であるが、最終的に得られるポリアミド系樹脂の品質を考慮すれば低温の方が好ましい。反応率についても任意に設定できる。圧力について制限はないが揮発性成分を効率よく系外に抜出すためには系内を減圧とすることが好ましい。
Polyamide-based resins can be produced, for example, by a polyamide-based resin polymerization method in which a polyamide-based resin raw material is heated in the presence or absence of a catalyst. Stirring may or may not be used during the polymerization, but stirring is preferred in order to obtain a homogeneous product. The polymerization temperature can be arbitrarily set according to the degree of polymerization of the target polymer, the reaction yield and the reaction time, but considering the quality of the finally obtained polyamide-based resin, a lower temperature is preferable. The reaction rate can also be set arbitrarily. Although the pressure is not limited, it is preferable to reduce the pressure in the system in order to efficiently extract the volatile components out of the system.
ポリアミド系樹脂は、必要に応じてカルボン酸化合物及びアミン化合物などの末端封鎖剤で末端を封鎖してあってもよい。モノカルボン酸又はモノアミンを添加して末端を封鎖する場合には、得られるナイロン樹脂の末端アミノ基又は末端カルボキシル基濃度は、当該末端封鎖剤を使用しない場合に比べて低下する。一方、ジカルボン酸又はジアミンで末端を封鎖する場合には、末端アミノ基と末端カルボキシル基濃度の和は変化しないが、末端アミノ基と末端カルボキシル基との濃度の比率が変化する。
The polyamide-based resin may have its ends blocked with a terminal blocking agent such as a carboxylic acid compound and an amine compound, if necessary. When a monocarboxylic acid or monoamine is added to block the ends, the terminal amino group or terminal carboxyl group concentration of the obtained nylon resin is lower than when the terminal blocking agent is not used. On the other hand, when the terminal is blocked with a dicarboxylic acid or diamine, the sum of the concentrations of the terminal amino group and the terminal carboxyl group does not change, but the ratio of the concentrations of the terminal amino group and the terminal carboxyl group changes.
カルボン酸化合物の具体例としては、特に限定されないが、例えば、酢酸、プロピオン酸、酪酸、吉草酸、カプロン酸、エナント酸、カプリル酸、ペラルゴン酸、ウンデカン酸、ラウリル酸、トリデカン酸、ミリスチン酸、ミリストレイン酸、パルミチン酸、ステアリン酸、オレイン酸、リノール酸、アラキン酸などの脂肪族モノカルボン酸、シクロヘキサンカルボン酸、メチルシクロヘキサンカルボン酸などの脂環式モノカルボン酸、安息香酸、トルイル酸、エチル安息香酸、フェニル酢酸などの芳香族モノカルボン酸、シュウ酸、マロン酸、コハク酸、グルタル酸、アジピン酸、ピメリン酸、スベリン酸、アゼライン酸、セバシン酸、ウンデカン二酸、ドデカン二酸、ブラシリン酸、テトラデカン二酸、ペンタデカン二酸、オクタデカン二酸などの脂肪族ジカルボン酸、シクロヘキサンジカルボン酸などの脂環式ジカルボン酸、フタル酸、イソフタル酸、テレフタル酸、ナフタレンジカルボン酸などの芳香族ジカルボン酸などが挙げられる。
Specific examples of carboxylic acid compounds include, but are not limited to, acetic acid, propionic acid, butyric acid, valeric acid, caproic acid, enanthic acid, caprylic acid, pelargonic acid, undecanoic acid, lauric acid, tridecanoic acid, myristic acid, Aliphatic monocarboxylic acids such as myristoleic acid, palmitic acid, stearic acid, oleic acid, linoleic acid and arachidic acid, alicyclic monocarboxylic acids such as cyclohexanecarboxylic acid and methylcyclohexanecarboxylic acid, benzoic acid, toluic acid, ethyl Benzoic acid, aromatic monocarboxylic acids such as phenylacetic acid, oxalic acid, malonic acid, succinic acid, glutaric acid, adipic acid, pimelic acid, suberic acid, azelaic acid, sebacic acid, undecanedioic acid, dodecanedioic acid, brassic acid , tetradecanedioic acid, pentadecanedioic acid, octadecanedioic acid and other aliphatic dicarboxylic acids, cyclohexanedicarboxylic acid and other alicyclic dicarboxylic acids, phthalic acid, isophthalic acid, terephthalic acid, naphthalenedicarboxylic acid and other aromatic dicarboxylic acids, etc. mentioned.
アミン化合物の具体例としては、特に限定されないが、例えば、ブチルアミン、ペンチルアミン、ヘキシルアミン、ヘプチルアミン、オクチルアミン、2-エチルヘキシルアミン、ノニルアミン、デシルアミン、ウンデシルアミン、ドデシルアミン、トリデシルアミン、テトラデシルアミン、ペンタデシルアミン、ヘキサデシルアミン、オクタデシルアミン、ノナデシルアミン、イコシルアミンなどの脂肪族モノアミン、シクロヘキシルアミン、メチルシクロヘキシルアミンなどの脂環式モノアミン、ベンジルアミン、β-フェニルエチルアミンなどの芳香族モノアミン、1,4-ジアミノブタン、1,5-ジアミノペンタン、1,6-ジアミノヘキサン、1,7-ジアミノヘプタン、1,8-ジアミノオクタン、1,9-ジアミノノナン、1,10-ジアミノデカン、1,11-ジアミノウンデカン、1,12-ジアミノドデカン、1,13-ジアミノトリデカン、1,14-ジアミノテトラデカン、1,15-ジアミノペンタデカン、1,16-ジアミノヘキサデカン、1,17-ジアミノヘプタデカン、1,18-ジアミノオクタデカン、1,19-ジアミノノナデカン、1,20-ジアミノエイコサンなどの脂肪族ジアミン、シクロヘキサンジアミン、ビス-(4-アミノヘキシル)メタンなどの脂環式ジアミン、キシリレンジアミンなどの芳香族ジアミンなどが挙げられる。
Specific examples of amine compounds include, but are not limited to, butylamine, pentylamine, hexylamine, heptylamine, octylamine, 2-ethylhexylamine, nonylamine, decylamine, undecylamine, dodecylamine, tridecylamine, tetra Aliphatic monoamines such as decylamine, pentadecylamine, hexadecylamine, octadecylamine, nonadecylamine and icosylamine; alicyclic monoamines such as cyclohexylamine and methylcyclohexylamine; aromatic monoamines such as benzylamine and β-phenylethylamine; ,4-diaminobutane, 1,5-diaminopentane, 1,6-diaminohexane, 1,7-diaminoheptane, 1,8-diaminooctane, 1,9-diaminononane, 1,10-diaminodecane, 1,11 -diaminoundecane, 1,12-diaminododecane, 1,13-diaminotridecane, 1,14-diaminotetradecane, 1,15-diaminopentadecane, 1,16-diaminohexadecane, 1,17-diaminoheptadecane, 1, Aliphatic diamines such as 18-diaminooctadecane, 1,19-diaminononadecane and 1,20-diaminoeicosane; alicyclic diamines such as cyclohexanediamine and bis-(4-aminohexyl)methane; and xylylenediamine. Aromatic diamine etc. are mentioned.
ポリアミド系樹脂の末端基濃度に特に制限はないが、繊維用途で染色性を高める必要がある場合や樹脂用途でアロイ化に適した材料を設計する場合などには末端アミノ基濃度が高い方が好ましい。また、長期エージング条件下での着色やゲル化を抑制したい場合などは逆に末端アミノ基濃度が低い方が好ましい。更に再溶融時のラクタム再生、オリゴマー生成による溶融紡糸時の糸切れ、連続射出成形時のモールドデポジット、フィルムの連続押出におけるダイマーク発生を抑制したい場合には末端カルボキシル基濃度及び末端アミノ基濃度が共に低い方が好ましい。適用する用途によって末端基濃度を調製すればよいが、末端アミノ基濃度、末端カルボキシル基濃度共に、好ましくは、1.0×10-5~15.0×10-5eq/g、より好ましくは2.0×10-5~12.0×10-5eq/g、特に好ましくは3.0×10-5~11.0×10-5eq/gである。本明細書において、「…~…」で示した数値範囲は、「…以上…以下」で示した数値範囲と同様、両端値を含む。
There are no particular restrictions on the terminal group concentration of polyamide-based resins, but when it is necessary to improve dyeability for fiber applications or when designing materials suitable for alloying for resin applications, a higher terminal amino group concentration is recommended. preferable. On the other hand, when it is desired to suppress coloring or gelation under long-term aging conditions, it is preferable that the terminal amino group concentration is low. Furthermore, if you want to suppress lactam regeneration during remelting, thread breakage during melt spinning due to oligomer formation, mold deposit during continuous injection molding, and die mark generation during continuous extrusion of film, both the terminal carboxyl group concentration and the terminal amino group concentration are adjusted. Lower is preferred. The terminal group concentration may be adjusted according to the application, but both the terminal amino group concentration and the terminal carboxyl group concentration are preferably 1.0×10 −5 to 15.0×10 −5 eq/g, more preferably 1.0×10 −5 to 15.0×10 −5 eq/g. 2.0×10 -5 to 12.0×10 -5 eq/g, particularly preferably 3.0×10 -5 to 11.0×10 -5 eq/g. In this specification, the numerical range indicated by "... to ..." includes both end values, like the numerical range indicated by "more than ... less than".
また、末端封鎖剤の添加方法としては重合初期にカプロラクタムなどの原料と同時に仕込む方法、重合途中で添加する方法、ナイロン樹脂を溶融状態で縦型攪拌式薄膜蒸発機を通過させる際に添加する方法などが採用される。末端封鎖剤はそのまま添加してもよいし、少量の溶剤に溶解して添加してもよい。
The terminal blocker may be added at the same time as raw materials such as caprolactam at the beginning of the polymerization, added during the polymerization, or added when the molten nylon resin is passed through a vertical stirring thin film evaporator. etc. are adopted. The terminal blocking agent may be added as it is, or may be added after being dissolved in a small amount of solvent.
ポリアミド系樹脂組成物は、ポリアミド系樹脂に加えて他の樹脂を含んでもよい。他の樹脂としては、例えば、ポリエステル系樹脂、塩化ビニル系樹脂、モダアクリル系樹脂、ポリカーボネート系樹脂、ポリオレフィン系樹脂、ポリフェニレンサルファイド系樹脂などが挙げられる。これらは、1種を単独で用いてもよく、2種以上を併用してもよい。
The polyamide-based resin composition may contain other resins in addition to the polyamide-based resin. Examples of other resins include polyester-based resins, vinyl chloride-based resins, modacrylic-based resins, polycarbonate-based resins, polyolefin-based resins, and polyphenylene sulfide-based resins. These may be used individually by 1 type, and may use 2 or more types together.
芯鞘複合繊維は、触感と外観を人毛により近似させる観点から、芯部をポリアルキレンテレフタレート及びポリアルキレンテレフタレートを主体とした共重合ポリエステルからなる群から選ばれる1種以上のポリエステル系樹脂を主成分とするポリエステル系樹脂組成物で構成することが好ましく、鞘部をナイロン6及びナイロン66からなる群から選ばれる少なくとも1種を主体としたポリアミド系樹脂を主成分とするポリアミド系樹脂組成物で構成することがより好ましい。「ナイロン6及びナイロン66からなる群から選ばれる少なくとも1種を主体としたポリアミド系樹脂」とは、ナイロン6及び/又はナイロン66を80モル%以上含むポリアミド系樹脂を意味する。
The core-sheath composite fiber is mainly composed of one or more polyester-based resins selected from the group consisting of polyalkylene terephthalate and polyalkylene terephthalate-based copolymer polyester for the core from the viewpoint of approximating the feel and appearance of human hair. It is preferably composed of a polyester resin composition as a component, and the sheath is a polyamide resin composition mainly composed of a polyamide resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66. It is more preferable to configure "Polyamide resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66" means a polyamide resin containing 80 mol% or more of nylon 6 and/or nylon 66.
芯鞘複合繊維は、難燃性の観点から、難燃剤を含んでもよい。難燃剤としては、臭素含有難燃剤やリン含有難燃剤などが挙げられる。前記リン含有難燃剤として、例えば、リン酸エステルアミド化合物、有機環状リン系化合物などが挙げられる。臭素系難燃剤としては、特に限定されないが、例えば、臭素化エポキシ系難燃剤;ペンタブロモトルエン、ヘキサブロモベンゼン、デカブロモジフェニル、デカブロモジフェニルエーテル、ビス(トリブロモフェノキシ)エタン、テトラブロモ無水フタル酸、エチレンビス(テトラブロモフタルイミド)、エチレンビス(ペンタブロモフェニル)、オクタブロモトリメチルフェニルインダン、トリス(トリブロモネオペンチル)ホスフェートなどの臭素含有リン酸エステル類;臭素化ポリスチレン類;臭素化ポリベンジルアクリレート類;臭素化フェノキシ樹脂;臭素化ポリカーボネートオリゴマー類;テトラブロモビスフェノールA、テトラブロモビスフェノールA-ビス(2,3-ジブロモプロピルエーテル)、テトラブロモビスフェノールA-ビス(アリルエーテル)、テトラブロモビスフェノールA-ビス(ヒドロキシエチルエーテル)などのテトラブロモビスフェノールA誘導体;トリス(トリブロモフェノキシ)トリアジンなどの臭素含有トリアジン系化合物;トリス(2,3-ジブロモプロピル)イソシアヌレートなどの臭素含有イソシアヌル酸系化合物などが挙げられる。中でも、耐熱性及び難燃性の観点から、臭素化エポキシ系難燃剤を用いることが好ましい。
The core-sheath composite fiber may contain a flame retardant from the viewpoint of flame retardancy. Examples of flame retardants include bromine-containing flame retardants and phosphorus-containing flame retardants. Examples of the phosphorus-containing flame retardant include phosphoric acid ester amide compounds and organic cyclic phosphorus compounds. Brominated flame retardants include, but are not limited to, brominated epoxy flame retardants; Bromine-containing phosphate esters such as ethylenebis(tetrabromophthalimide), ethylenebis(pentabromophenyl), octabromotrimethylphenylindane, tris(tribromoneopentyl)phosphate; brominated polystyrenes; brominated polybenzyl acrylates brominated phenoxy resin; brominated polycarbonate oligomers; tetrabromobisphenol A, tetrabromobisphenol A-bis (2,3-dibromopropyl ether), tetrabromobisphenol A-bis (allyl ether), tetrabromobisphenol A-bis tetrabromobisphenol A derivatives such as (hydroxyethyl ether); bromine-containing triazine compounds such as tris(tribromophenoxy)triazine; bromine-containing isocyanuric acid compounds such as tris(2,3-dibromopropyl)isocyanurate; be done. Among them, it is preferable to use a brominated epoxy flame retardant from the viewpoint of heat resistance and flame retardancy.
臭素系エポキシ難燃剤は、特に限定されないが、例えば、芯部及び/又は鞘部において、主成分樹脂100重量部に対して5重量部以上40重量部以下含ませることが好ましい。例えば、耐熱性と難燃性の観点から、芯部をポリアルキレンテレフタレート及びポリアルキレンテレフタレートを主体とした共重合ポリエステルからなる群から選ばれる1種以上のポリエステル系樹脂100重量部と、臭素系エポキシ難燃剤5重量部以上40重量部以下を含むポリエステル系樹脂組成物で構成され、鞘部をナイロン6及びナイロン66からなる群から選ばれる少なくとも1種を主体としたポリアミド系樹脂100重量部と、臭素系エポキシ難燃剤5重量部以上40重量部以下を含むポリアミド系樹脂組成物で構成することが好ましい。
Although the brominated epoxy flame retardant is not particularly limited, for example, it is preferable to include 5 parts by weight or more and 40 parts by weight or less with respect to 100 parts by weight of the main component resin in the core and/or sheath. For example, from the viewpoint of heat resistance and flame retardancy, the core part is 100 parts by weight of one or more polyester resins selected from the group consisting of polyalkylene terephthalate and polyalkylene terephthalate-based copolymer polyester, and 100 parts by weight of brominated epoxy 100 parts by weight of a polyamide resin composed mainly of at least one selected from the group consisting of nylon 6 and nylon 66 for the sheath, and It is preferably composed of a polyamide resin composition containing 5 parts by weight or more and 40 parts by weight or less of a brominated epoxy flame retardant.
芯鞘複合繊維は、難燃助剤を含んでもよい。難燃助剤は、特に限定されないが、難燃性の観点から、例えば、アンチモン系化合物やアンチモンを含む複合金属などを用いることが好ましい。アンチモン系化合物としては、例えば、三酸化アンチモン、四酸化アンチモン、五酸化アンチモン、アンチモン酸ナトリウム、アンチモン酸カリウム、アンチモン酸カルシウムなどが挙げられる。難燃性改良効果や触感への影響から、三酸化アンチモン、五酸化アンチモン、及びアンチモン酸ナトリウムからなる群から選ばれる一つ以上がより好ましい。
The core-sheath composite fiber may contain a flame retardant aid. The flame retardant auxiliary is not particularly limited, but from the viewpoint of flame retardancy, it is preferable to use, for example, an antimony-based compound or a composite metal containing antimony. Examples of antimony-based compounds include antimony trioxide, antimony tetroxide, antimony pentoxide, sodium antimonate, potassium antimonate, and calcium antimonate. One or more selected from the group consisting of antimony trioxide, antimony pentoxide, and sodium antimonate is more preferable from the viewpoint of the effect of improving flame retardancy and the effect on touch.
難燃助剤は、特に限定されないが、例えば、芯部及び/又は鞘部において、主成分樹脂100重量部に対して0.1重量部以上10重量部以下含ませることが好ましい。
The flame retardant aid is not particularly limited, but for example, it is preferable that the core and/or the sheath contain 0.1 parts by weight or more and 10 parts by weight or less based on 100 parts by weight of the main component resin.
特に、鞘部を構成するポリアミド系樹脂組成物に難燃助剤を含有させることにより、繊維表面に適度な表面凹凸が形成され、難燃性に加え、人毛に近い低光沢な外観を有する人工毛髪用芯鞘複合繊維が得られやすい。
In particular, by adding a flame retardant aid to the polyamide-based resin composition that constitutes the sheath, moderate surface unevenness is formed on the fiber surface, and in addition to flame retardancy, it has a low-gloss appearance similar to that of human hair. A core-sheath composite fiber for artificial hair is easily obtained.
芯鞘複合繊維は、必要に応じて、本発明の効果を阻害しない範囲内で、顔料、耐熱剤、安定剤、蛍光剤、酸化防止剤、静電防止剤などの各種添加剤を含有してもよい。
The core-sheath composite fiber may optionally contain various additives such as pigments, heat-resistant agents, stabilizers, fluorescent agents, antioxidants, and antistatic agents within the range that does not impair the effects of the present invention. good too.
芯鞘複合繊維は、特に限定されないが、例えば、芯鞘のそれぞれを構成するそれぞれの樹脂組成物を種々の一般的な混練機を用いて溶融混練した後、芯鞘型複合紡糸用のノズルを用いて、溶融紡糸することにより作製することができる。例えば、ポリエステル系樹脂、臭素化エポキシ系難燃剤などの各成分をドライブレンドしたポリエステル系樹脂組成物を、種々の一般的な混練機を用いて溶融混練して芯成分とする一方、ポリアミド系樹脂、顔料、臭素化エポキシ系難燃剤などの各成分をドライブレンドしたポリアミド系樹脂組成物を、種々の一般的な混練機を用いて溶融混練して鞘成分とする。混練機としては、例えば、一軸押出機、二軸押出機、ロール、バンバリーミキサー、ニーダーなどが挙げられる。中でも、二軸押出機が、混練度の調整、操作の簡便性の点から好ましい。
The core-sheath composite fiber is not particularly limited, but for example, after melt-kneading each resin composition constituting each of the core-sheath using various general kneaders, a nozzle for core-sheath type composite spinning is used. It can be produced by melt spinning using For example, a polyester resin composition obtained by dry blending each component such as a polyester resin and a brominated epoxy flame retardant is melt-kneaded using various general kneaders to form a core component, while a polyamide resin , a pigment, and a brominated epoxy flame retardant are dry-blended into a polyamide-based resin composition, which is melt-kneaded using a variety of general kneaders to form a sheath component. Examples of kneaders include single-screw extruders, twin-screw extruders, rolls, Banbury mixers, and kneaders. Among them, a twin-screw extruder is preferable from the viewpoint of adjustment of kneading degree and simplicity of operation.
溶融紡糸工程において、ポリエステル系樹脂組成物の場合は、押出機、ギアポンプ、ノズルなどの温度を250℃以上300℃以下とし、ポリアミド系樹脂組成物の場合は、押出機、ギアポンプ、ノズルなどの温度を260℃以上320℃以下とし、芯鞘型複合紡糸用のノズルから押し出した後、それぞれの樹脂のガラス転移点以下に冷却し、例えば20m/分以上5000m/分以下、又は30m/分以上2000m/分以下の速度で引き取ることにより紡出糸条(未延伸糸)を得ることができる。溶融紡糸の際、芯部を構成するポリエステル系樹脂組成物は溶融紡糸機の芯部用押出機で供給し、鞘部を構成するポリアミド系樹脂組成物は溶融紡糸機の鞘部用押出機で供給し、所定の形状を有する芯鞘型複合紡糸用のノズルにて溶融ポリマーを吐出することで紡出糸条(未延伸糸)を得る。
In the melt spinning process, in the case of a polyester resin composition, the temperature of the extruder, gear pump, nozzle, etc. is 250 ° C. or more and 300 ° C. or less, and in the case of a polyamide resin composition, the temperature of the extruder, gear pump, nozzle, etc. 260 ° C. or higher and 320 ° C. or lower, extruded from a nozzle for core-sheath type composite spinning, cooled to below the glass transition point of each resin, for example, 20 m / min or more and 5000 m / min or less, or 30 m / min or more and 2000 m A spun yarn (undrawn yarn) can be obtained by taking it up at a speed of 1/min or less. At the time of melt spinning, the polyester-based resin composition constituting the core is supplied by the core extruder of the melt spinning machine, and the polyamide-based resin composition constituting the sheath is supplied by the sheath extruder of the melt spinning machine. A spun yarn (undrawn yarn) is obtained by supplying the polymer and discharging the molten polymer from a core-sheath type composite spinning nozzle having a predetermined shape.
紡出糸条(未延伸糸)は熱延伸されることが好ましい。熱延伸は、紡出糸条を一旦巻き取ってから延伸する2工程法と、紡出糸条を巻き取ることなく連続して延伸する直接紡糸延伸法のいずれの方法によって行ってもよい。熱延伸は、1段延伸法又は2段以上の多段延伸法で行われる。
The spun yarn (undrawn yarn) is preferably hot drawn. The hot drawing may be carried out by either a two-step method in which the spun yarn is once wound up and then drawn, or a direct spinning drawing method in which the spun yarn is continuously drawn without being wound up. Hot drawing is performed by a single-stage drawing method or a multi-stage drawing method of two or more steps.
熱延伸における加熱手段としては、加熱ローラ、ヒートプレート、スチームジェット装置、温水槽などを使用することができ、これらを適宜併用することもできる。
A heating roller, a heat plate, a steam jet device, a hot water tank, or the like can be used as heating means for hot drawing, and these can be used in combination as appropriate.
芯鞘複合繊維に繊維処理剤、柔軟剤などの油剤を付与し、触感、風合いをより人毛に近づけてもよい。繊維処理剤としては、例えば、触感や櫛通り性を向上させるためのシリコーン系繊維処理剤や非シリコーン系繊維処理剤などが挙げられる。
The core-sheath composite fiber may be given an oil such as a fiber treatment agent or a softening agent to make the feel and texture more similar to human hair. Examples of fiber treatment agents include silicone-based fiber treatment agents and non-silicone-based fiber treatment agents for improving touch and combability.
芯鞘複合繊維は、ギアクリンプによる加工を施してもよい。これにより繊維に緩やかな屈曲を付与し、自然な外観が得られ、繊維間の密着性が低下することから櫛通り性も向上する。このギアクリンプによる加工では、一般的に、繊維を軟化温度以上に加熱した状態で2つの噛み合った歯車の間を通過させ、この歯車の形状を転写させることで繊維屈曲を発現させる。また、必要に応じて、繊維加工段階において、異なる温度で人工毛髪用芯鞘複合繊維を熱処理することで、異なる形状のカールを発現することができる。
The core-sheath composite fiber may be processed by gear crimping. As a result, the fibers are given a gentle bend, a natural appearance is obtained, and the adhesion between the fibers is lowered, so that the combability is improved. In this gear crimping process, the fiber is generally heated to a softening temperature or higher and passed between two meshed gears, and the shape of the gear is transferred to cause the fiber to bend. In addition, if necessary, the core-sheath composite fibers for artificial hair can be heat-treated at different temperatures in the fiber processing stage to develop curls of different shapes.
繊維束は、各々の異なる芯鞘比を有する芯鞘複合繊維をそれぞれ作製した後、2種類以上の異なる芯鞘比の芯鞘複合繊維を所定の配合割合で混合することで作製することができる。或いは、芯鞘型複合紡糸ノズル(孔)内で複数の孔径及びランド長を含むノズルを使用することで、2種類以上の異なる芯鞘比を有する芯鞘複合繊維を含む繊維束を作製してもよい。いずれの場合も、得られた繊維束に対し、必要に応じて20回以上100回以下のハックリングを行ってもよい。
The fiber bundle can be produced by producing core-sheath composite fibers having different core-sheath ratios, and then mixing two or more types of core-sheath composite fibers with different core-sheath ratios at a predetermined mixing ratio. . Alternatively, a fiber bundle containing core-sheath composite fibers having two or more different core-sheath ratios is produced by using a nozzle having a plurality of hole diameters and land lengths in the core-sheath type composite spinning nozzle (hole). good too. In any case, the obtained fiber bundle may be hacked 20 times or more and 100 times or less, if necessary.
繊維束の総繊度は、特に限定されず、必要に応じて適宜決めればよく、例えば、良好な触感、外観、カールセット性、及び使用耐久性を発現できるといった観点から、300000dtex以上400000dtex以下であってもよく、320000dtex以上380000dtex以下であってもよく、340000dtex以上360000dtex以下であってもよい。
The total fineness of the fiber bundle is not particularly limited, and may be appropriately determined as necessary. 320000 dtex or more and 380000 dtex or less, or 340000 dtex or more and 360000 dtex or less.
<頭飾製品>
本発明の1以上の実施形態において、上述した人工毛髪用繊維束は、頭飾製品であれば特に限定することなく用いることができる。例えば、ヘアーウィッグ、かつら、ウィービング、ヘアーエクステンション、ブレードヘアー、ヘアーアクセサリー及びドールヘアーなどに用いることができる。 <Headdress>
In one or more embodiments of the present invention, the artificial hair fiber bundles described above can be used without particular limitation as long as they are headdress products. For example, it can be used for hair wigs, wigs, weaving, hair extensions, braided hair, hair accessories and doll hair.
本発明の1以上の実施形態において、上述した人工毛髪用繊維束は、頭飾製品であれば特に限定することなく用いることができる。例えば、ヘアーウィッグ、かつら、ウィービング、ヘアーエクステンション、ブレードヘアー、ヘアーアクセサリー及びドールヘアーなどに用いることができる。 <Headdress>
In one or more embodiments of the present invention, the artificial hair fiber bundles described above can be used without particular limitation as long as they are headdress products. For example, it can be used for hair wigs, wigs, weaving, hair extensions, braided hair, hair accessories and doll hair.
上述した人工毛髪用繊維束は、単独で人工毛髪として用いてもよく、他の人工毛髪用繊維や人毛及び獣毛などの天然繊維と組み合わせても用いてもよい。他の人工毛髪用繊維としては、例えばアクリル系繊維、塩化ビニル系繊維などが挙げられる。
The artificial hair fiber bundle described above may be used alone as artificial hair, or may be used in combination with other artificial hair fibers or natural fibers such as human hair and animal hair. Examples of other artificial hair fibers include acrylic fibers and vinyl chloride fibers.
本発明の1以上の実施形態において、頭飾製品は、本発明の1以上の実施形態の人工毛髪用繊維束のみで構成されていてもよい。また、頭飾製品は、本発明の1以上の実施形態の人工毛髪用繊維束に、他の人工毛髪用繊維、人毛や獣毛などの天然繊維を組み合わせても構成してもよい。
In one or more embodiments of the present invention, the headdress product may be composed only of the artificial hair fiber bundles of one or more embodiments of the present invention. In addition, the head ornament product may be configured by combining the artificial hair fiber bundle of one or more embodiments of the present invention with other artificial hair fibers or natural fibers such as human hair and animal hair.
以下、本発明を実施例に基づいてさらに具体的に説明する。なお、本発明はこれらの実施例に限定されるものではない。
Hereinafter, the present invention will be described more specifically based on examples. However, the present invention is not limited to these examples.
実施例及び比較例で用いた測定方法及び評価方法は、以下のとおりである。
The measurement methods and evaluation methods used in Examples and Comparative Examples are as follows.
(繊維束の断面)
室温(23℃)にて、繊維を束ね、繊維束がズレないように収縮チューブで固定した後、カッターで輪切りにし、断面観察用繊維束を作製した。この繊維束をレーザー顕微鏡(株式会社キーエンス社製、「VK-9500」)にて500倍の倍率で撮影し、断面写真を得た。
得られた繊維束の断面写真を用い、ランダムに100本程度の繊維を含む領域を選定して測定領域とし、画像解析装置(三谷商事株式会社製、画像解析ソフト「Win ROOF」)を用いて、各々の芯鞘複合繊維の繊維断面、芯部断面及び鞘部断面の面積を算出し、それに基づいて芯鞘比を算出した。これにより、繊維束に含まれる芯鞘比が異なる繊維の種類を確認することができる。また、下記数式(1)を用いて、繊維束における芯部断面面積比の標準偏差を算出した。

(Cross section of fiber bundle)
The fibers were bundled at room temperature (23° C.), fixed with a shrinkable tube so that the fiber bundle would not shift, and cut into round slices with a cutter to prepare a fiber bundle for cross-sectional observation. This fiber bundle was photographed with a laser microscope (manufactured by Keyence Corporation, "VK-9500") at a magnification of 500 to obtain a cross-sectional photograph.
Using the obtained cross-sectional photograph of the fiber bundle, a region containing about 100 fibers is randomly selected as a measurement region, and an image analysis device (manufactured by Mitani Shoji Co., Ltd., image analysis software "Win ROOF") is used. , the areas of the fiber cross-section, the core cross-section and the sheath cross-section of each core-sheath composite fiber were calculated, and the core-sheath ratio was calculated based thereon. This makes it possible to confirm the types of fibers with different core-sheath ratios contained in the fiber bundle. Also, the standard deviation of the cross-sectional area ratio of the core in the fiber bundle was calculated using the following formula (1).
室温(23℃)にて、繊維を束ね、繊維束がズレないように収縮チューブで固定した後、カッターで輪切りにし、断面観察用繊維束を作製した。この繊維束をレーザー顕微鏡(株式会社キーエンス社製、「VK-9500」)にて500倍の倍率で撮影し、断面写真を得た。
得られた繊維束の断面写真を用い、ランダムに100本程度の繊維を含む領域を選定して測定領域とし、画像解析装置(三谷商事株式会社製、画像解析ソフト「Win ROOF」)を用いて、各々の芯鞘複合繊維の繊維断面、芯部断面及び鞘部断面の面積を算出し、それに基づいて芯鞘比を算出した。これにより、繊維束に含まれる芯鞘比が異なる繊維の種類を確認することができる。また、下記数式(1)を用いて、繊維束における芯部断面面積比の標準偏差を算出した。
The fibers were bundled at room temperature (23° C.), fixed with a shrinkable tube so that the fiber bundle would not shift, and cut into round slices with a cutter to prepare a fiber bundle for cross-sectional observation. This fiber bundle was photographed with a laser microscope (manufactured by Keyence Corporation, "VK-9500") at a magnification of 500 to obtain a cross-sectional photograph.
Using the obtained cross-sectional photograph of the fiber bundle, a region containing about 100 fibers is randomly selected as a measurement region, and an image analysis device (manufactured by Mitani Shoji Co., Ltd., image analysis software "Win ROOF") is used. , the areas of the fiber cross-section, the core cross-section and the sheath cross-section of each core-sheath composite fiber were calculated, and the core-sheath ratio was calculated based thereon. This makes it possible to confirm the types of fibers with different core-sheath ratios contained in the fiber bundle. Also, the standard deviation of the cross-sectional area ratio of the core in the fiber bundle was calculated using the following formula (1).
(カールセット性)
室温(23℃)にて、蓑毛にしたフィラメントをφ32mmのパイプに捲きつけ、120℃で60分間カールセットし、室温(23℃)で60分間エイジングした後に、カールしたフィラメントの一端を固定して吊り下げ、カールセット後のフィラメント長を測定する。該フィラメント長をカールセット性の指標とし、17.0cm以下であるとカールセットが可能と判断した。 (Curl set property)
At room temperature (23 ° C.), the haired filament is wound around a φ32 mm pipe, curled at 120 ° C. for 60 minutes, aged at room temperature (23 ° C.) for 60 minutes, and then fixed at one end of the curled filament. Measure the filament length after hanging and curl setting. The length of the filament was used as an index of curl setting, and it was determined that curl setting was possible when the length was 17.0 cm or less.
室温(23℃)にて、蓑毛にしたフィラメントをφ32mmのパイプに捲きつけ、120℃で60分間カールセットし、室温(23℃)で60分間エイジングした後に、カールしたフィラメントの一端を固定して吊り下げ、カールセット後のフィラメント長を測定する。該フィラメント長をカールセット性の指標とし、17.0cm以下であるとカールセットが可能と判断した。 (Curl set property)
At room temperature (23 ° C.), the haired filament is wound around a φ32 mm pipe, curled at 120 ° C. for 60 minutes, aged at room temperature (23 ° C.) for 60 minutes, and then fixed at one end of the curled filament. Measure the filament length after hanging and curl setting. The length of the filament was used as an index of curl setting, and it was determined that curl setting was possible when the length was 17.0 cm or less.
(触感)
専門美容師による官能評価を行い、以下の3段階の基準で評価した。
A:人毛と同等の非常に良好な触感
B:人毛に比べやや劣るが良好な触感
C:人毛に比べ劣る悪い触感 (tactile sensation)
A sensory evaluation was performed by a professional beautician, and evaluation was made according to the following three-grade criteria.
A: Very good tactile feel equivalent to human hair B: Slightly inferior to human hair but good tactile feel C: Poor tactile feel inferior to human hair
専門美容師による官能評価を行い、以下の3段階の基準で評価した。
A:人毛と同等の非常に良好な触感
B:人毛に比べやや劣るが良好な触感
C:人毛に比べ劣る悪い触感 (tactile sensation)
A sensory evaluation was performed by a professional beautician, and evaluation was made according to the following three-grade criteria.
A: Very good tactile feel equivalent to human hair B: Slightly inferior to human hair but good tactile feel C: Poor tactile feel inferior to human hair
(櫛通り性)
カールを完全に伸ばした状態で、繊維を長さが70cmになるように切断し、得られた繊維長が70cmの繊維25gを束ねた。その後、繊維束の中央を紐で括り、2つ折りにして紐の部分を固定して、ヘアーアイロン加工用の繊維束を作製した。次に、180℃に加熱したヘアーアイロン(米国IZUNAMI.INC社製、「IZUNAMI ITC450 フラットアイロン」)にて、繊維束を固定している根元から毛先までを圧着しながら加熱する操作を5回繰り返し、櫛通り性評価用の繊維束を作製した。その後、髪梳き用の櫛(ドイツ製、「MATADOR PROFESSIONAL 386.8 1/2F」)にて、櫛通り性評価用の繊維束を固定している根元から毛先まで100回櫛を通し、変形あるいは分裂した繊維の数から、以下の3段階の基準にて櫛通り性を評価した。
A:櫛を100回通して変形あるいは分裂した繊維は10本未満で、最後まで抵抗なく櫛が通る
B:櫛を100回通して変形あるいは分裂した繊維は10本以上30本未満で、途中で抵抗がやや強くなるが櫛は通るレベル
C:櫛を100回通して変形あるいは分裂した繊維は30本以上で、途中で抵抗が強くなり、櫛が通らないことが発生するレベル (combability)
The fibers were cut to a length of 70 cm while the curl was completely stretched, and 25 g of the obtained fibers having a fiber length of 70 cm were bundled. After that, the center of the fiber bundle was bound with a string, folded in two, and the string portion was fixed to prepare a fiber bundle for hair ironing. Next, with a hair iron ("IZUNAMI ITC450 flat iron" manufactured by IZUNAMI INC., USA) heated to 180°C, the heating operation is performed 5 times while crimping from the root to the tip of the hair fixing the fiber bundle. A fiber bundle for evaluation of combability was repeatedly produced. After that, a hair comb (made in Germany, "MATADOR PROFESSIONAL 386.8 1/2F") was used to comb thehair 100 times from the root to the tip where the fiber bundle for evaluating combability was fixed, and the hair was deformed. Alternatively, the combability was evaluated according to the following three-grade criteria from the number of split fibers.
A: Less than 10 fibers were deformed or split after passing through thecomb 100 times, and the comb passed without resistance until the end. B: 10 or more but less than 30 fibers were deformed or split after passing through the comb 100 times. Level C: The number of fibers deformed or split after passing through the comb 100 times is 30 or more.
カールを完全に伸ばした状態で、繊維を長さが70cmになるように切断し、得られた繊維長が70cmの繊維25gを束ねた。その後、繊維束の中央を紐で括り、2つ折りにして紐の部分を固定して、ヘアーアイロン加工用の繊維束を作製した。次に、180℃に加熱したヘアーアイロン(米国IZUNAMI.INC社製、「IZUNAMI ITC450 フラットアイロン」)にて、繊維束を固定している根元から毛先までを圧着しながら加熱する操作を5回繰り返し、櫛通り性評価用の繊維束を作製した。その後、髪梳き用の櫛(ドイツ製、「MATADOR PROFESSIONAL 386.8 1/2F」)にて、櫛通り性評価用の繊維束を固定している根元から毛先まで100回櫛を通し、変形あるいは分裂した繊維の数から、以下の3段階の基準にて櫛通り性を評価した。
A:櫛を100回通して変形あるいは分裂した繊維は10本未満で、最後まで抵抗なく櫛が通る
B:櫛を100回通して変形あるいは分裂した繊維は10本以上30本未満で、途中で抵抗がやや強くなるが櫛は通るレベル
C:櫛を100回通して変形あるいは分裂した繊維は30本以上で、途中で抵抗が強くなり、櫛が通らないことが発生するレベル (combability)
The fibers were cut to a length of 70 cm while the curl was completely stretched, and 25 g of the obtained fibers having a fiber length of 70 cm were bundled. After that, the center of the fiber bundle was bound with a string, folded in two, and the string portion was fixed to prepare a fiber bundle for hair ironing. Next, with a hair iron ("IZUNAMI ITC450 flat iron" manufactured by IZUNAMI INC., USA) heated to 180°C, the heating operation is performed 5 times while crimping from the root to the tip of the hair fixing the fiber bundle. A fiber bundle for evaluation of combability was repeatedly produced. After that, a hair comb (made in Germany, "MATADOR PROFESSIONAL 386.8 1/2F") was used to comb the
A: Less than 10 fibers were deformed or split after passing through the
(外観評価)
実施例及び比較例における繊維の外観は、専門美容師による官能評価を行い、以下の3段階の基準で評価した。
A:人毛と外観が同等
B:人毛と外観がほぼ同等
C:人毛に比べ外観が劣る (Appearance evaluation)
The appearance of the fibers in Examples and Comparative Examples was sensory evaluated by a professional beautician and evaluated according to the following three-grade criteria.
A: Appearance equivalent to human hair B: Appearance almost equivalent to human hair C: Appearance inferior to human hair
実施例及び比較例における繊維の外観は、専門美容師による官能評価を行い、以下の3段階の基準で評価した。
A:人毛と外観が同等
B:人毛と外観がほぼ同等
C:人毛に比べ外観が劣る (Appearance evaluation)
The appearance of the fibers in Examples and Comparative Examples was sensory evaluated by a professional beautician and evaluated according to the following three-grade criteria.
A: Appearance equivalent to human hair B: Appearance almost equivalent to human hair C: Appearance inferior to human hair
(耐久性)
毛髪用試料(繊維束)に対して、以下の手順でダメージを付与し、ダメージ前後の嵩高値から算出される嵩高変化率で耐久性を評価した。
(1)繊維を束ねて繊維束の一方の端部をゴム紐で止めて根元とし、他方の端部において繊維が部分的にずれるようにしてレイヤー部を形成した毛髪用試料(全長16インチ、15g)のレイヤー部(4インチ)の初期嵩高値を測定した。
(2)毛髪用試料に対してブラシにて逆毛を立てて毛髪を絡ませた。
(3)手で根元を10回、レイヤー部を10回、全体を10回揉み込み、毛髪をさらに絡ませた。
(4)ブラシで絡まった毛髪を梳きほぐした。
(5)(2)~(4)の作業を10回繰り返し、ダメージを促進させた。
(6)ダメージ促進後の毛髪用試料のレイヤー部の嵩高値を測定し、ダメージ後の嵩高値とした。
(7)下記数式(4)に基づいて、ダメージ前後の嵩高変化率を算出し、以下の3段階の基準で評価した。
ダメージ後の嵩高変化率(%)=ダメージ後の嵩高値/初期嵩高値×100 (4)
A:嵩高変化率が200%未満
B:嵩高変化率が200%以上250%未満
C:嵩高変化率が250%以上
(嵩高値の測定)
毛髪用試料(繊維束)の嵩高値は、図5A~5Cに示した嵩高測定機を用いて測定した。図5A~5Cに示されているように、嵩高測定機100は、支持台101と、支持台101の上に配置され、毛髪を挟む挟み具102、103を備えている。挟み具102には、目盛104が透明テープ(図示無し)で貼り付けられている。支持台101、挟み具102及び103は、いずれもアクリル系樹脂で構成されている。図5Cに示されているように、挟み具102と挟み具103の間に毛髪用試料40を、挟み具102の長さ方向の中心と毛髪用試料40のレイヤー部の中心が一致するように配置して嵩高値を測定した。 (durability)
A hair sample (fiber bundle) was damaged by the following procedure, and the durability was evaluated by the bulk change rate calculated from the bulk values before and after the damage.
(1) A hair sample (total length: 16 inches, total length: 16 inches, 15 g) of the layer portion (4 inches) was measured for initial bulkiness.
(2) The hair was tangled by raising the hair up against the sample for hair with a brush.
(3) The roots were rubbed 10 times, the layeredportion 10 times, and the entire hair 10 times by hand to further tangle the hair.
(4) The tangled hair was combed out with a brush.
(5) The operations (2) to (4) were repeated 10 times to promote damage.
(6) The bulk value of the layered portion of the hair sample after accelerated damage was measured and taken as the bulk value after damage.
(7) Based on the following formula (4), the bulk height change rate before and after damage was calculated and evaluated according to the following three-level criteria.
Bulk height change rate after damage (%) = Bulk value after damage/Initial bulk value x 100 (4)
A: Bulk height change rate is less than 200% B: Bulk height change rate is 200% or more and less than 250% C: Bulk height change rate is 250% or more (measurement of bulky value)
The bulkiness value of the hair sample (fiber bundle) was measured using the bulkiness measuring instrument shown in FIGS. 5A to 5C. As shown in FIGS. 5A to 5C, thebulk measuring machine 100 includes a support base 101 and clippers 102 and 103 arranged on the support base 101 to clamp hair. A scale 104 is attached to the clip 102 with a transparent tape (not shown). The support base 101 and the clamps 102 and 103 are all made of acrylic resin. As shown in FIG. 5C, the hair sample 40 is placed between the clip 102 and the clip 103 so that the longitudinal center of the clip 102 coincides with the center of the layered portion of the hair sample 40. The bulkiness value was measured after placement.
毛髪用試料(繊維束)に対して、以下の手順でダメージを付与し、ダメージ前後の嵩高値から算出される嵩高変化率で耐久性を評価した。
(1)繊維を束ねて繊維束の一方の端部をゴム紐で止めて根元とし、他方の端部において繊維が部分的にずれるようにしてレイヤー部を形成した毛髪用試料(全長16インチ、15g)のレイヤー部(4インチ)の初期嵩高値を測定した。
(2)毛髪用試料に対してブラシにて逆毛を立てて毛髪を絡ませた。
(3)手で根元を10回、レイヤー部を10回、全体を10回揉み込み、毛髪をさらに絡ませた。
(4)ブラシで絡まった毛髪を梳きほぐした。
(5)(2)~(4)の作業を10回繰り返し、ダメージを促進させた。
(6)ダメージ促進後の毛髪用試料のレイヤー部の嵩高値を測定し、ダメージ後の嵩高値とした。
(7)下記数式(4)に基づいて、ダメージ前後の嵩高変化率を算出し、以下の3段階の基準で評価した。
ダメージ後の嵩高変化率(%)=ダメージ後の嵩高値/初期嵩高値×100 (4)
A:嵩高変化率が200%未満
B:嵩高変化率が200%以上250%未満
C:嵩高変化率が250%以上
(嵩高値の測定)
毛髪用試料(繊維束)の嵩高値は、図5A~5Cに示した嵩高測定機を用いて測定した。図5A~5Cに示されているように、嵩高測定機100は、支持台101と、支持台101の上に配置され、毛髪を挟む挟み具102、103を備えている。挟み具102には、目盛104が透明テープ(図示無し)で貼り付けられている。支持台101、挟み具102及び103は、いずれもアクリル系樹脂で構成されている。図5Cに示されているように、挟み具102と挟み具103の間に毛髪用試料40を、挟み具102の長さ方向の中心と毛髪用試料40のレイヤー部の中心が一致するように配置して嵩高値を測定した。 (durability)
A hair sample (fiber bundle) was damaged by the following procedure, and the durability was evaluated by the bulk change rate calculated from the bulk values before and after the damage.
(1) A hair sample (total length: 16 inches, total length: 16 inches, 15 g) of the layer portion (4 inches) was measured for initial bulkiness.
(2) The hair was tangled by raising the hair up against the sample for hair with a brush.
(3) The roots were rubbed 10 times, the layered
(4) The tangled hair was combed out with a brush.
(5) The operations (2) to (4) were repeated 10 times to promote damage.
(6) The bulk value of the layered portion of the hair sample after accelerated damage was measured and taken as the bulk value after damage.
(7) Based on the following formula (4), the bulk height change rate before and after damage was calculated and evaluated according to the following three-level criteria.
Bulk height change rate after damage (%) = Bulk value after damage/Initial bulk value x 100 (4)
A: Bulk height change rate is less than 200% B: Bulk height change rate is 200% or more and less than 250% C: Bulk height change rate is 250% or more (measurement of bulky value)
The bulkiness value of the hair sample (fiber bundle) was measured using the bulkiness measuring instrument shown in FIGS. 5A to 5C. As shown in FIGS. 5A to 5C, the
(製造例1)
ポリエチレンテレフタレートペレット(East West Chemical Private Limited製、EastPET 商品名「A-12」)100重量部に対し、臭素化エポキシ系難燃剤(阪本薬品工業製、商品名「SR-T2MP」)30重量部、アンチモン酸ナトリウム(日本精鉱製、商品名「SA-A」)3重量部、黒色顔料マスターバッチ(大日精化工業製、商品名「PESM22367BLACK(20)」)2.1重量部、黄色顔料マスターバッチ(大日精化工業製、商品名「PESM1001YELLOW(20)」)0.8重量部、及び赤色顔料マスターバッチ(大日精化工業製、商品名「PESM3005RED(20)」)0.6重量部を添加し、ドライブレンドした後に二軸押出機に供給し、バレル設定温度280℃にて溶融混練を行い、ペレット化してポリエステル系樹脂組成物を得た。
続いて、ナイロン6(ユニチカ製、商品名「A1030BRL」)100重量部に対し、臭素化エポキシ系難燃剤(阪本薬品工業製、商品名「SR-T2MP」)12重量部、アンチモン酸ナトリウム(日本精鉱製、商品名「SA-A」)2重量部、黒色顔料マスターバッチ(大日精化工業製、商品名「PESM22367BLACK(20)」)2.1重量部、黄色顔料マスターバッチ(大日精化工業製、商品名「PESM1001YELLOW(20)」)0.8重量部、及び赤色顔料マスターバッチ(大日精化工業製、商品名「PESM3005RED(20)」)0.6重量部を添加し、ドライブレンドした後に二軸押出機に供給し、バレル設定温度260℃にて溶融混練を行い、ペレット化してポリアミド系樹脂組成物を得た。
次に得られたペレット状のポリエステル系樹脂組成物及びポリアミド系樹脂組成物を、それぞれ押出機に供給し、扁平二葉の形状を有する芯鞘型複合紡糸ノズル(孔)よりノズル設定温度270℃で押し出し、40~200m/分の速度で巻き取って、ポリエステル系樹脂組成物を芯部とし、ポリアミド系樹脂組成物を鞘部とし、芯鞘比率が面積比で芯部:鞘部=8:2の芯鞘複合繊維の未延伸糸を得た。
得られた未延伸糸を85℃のヒートロールを用いて45m/分の速度で引き取りながら延伸を行い、3倍延伸糸とし、さらに連続して205℃に加熱したヒートロールを用いて45m/分の速度で巻き取り、熱処理を行い、ポリエーテル系油剤(丸菱油化工業製、商品名「KWC-Q」)を0.20%omf(乾燥繊維重量に対する油剤純分重量百分率)となるよう付着させた後、乾燥させて芯鞘複合繊維(単繊維繊度64dtex)を得た。 (Production example 1)
Polyethylene terephthalate pellets (manufactured by East West Chemical Private Limited, EastPET trade name "A-12") 100 parts by weight, brominated epoxy flame retardant (manufactured by Sakamoto Yakuhin Kogyo, trade name "SR-T2MP") 30 parts by weight, Sodium antimonate (manufactured by Nippon Seiko, trade name "SA-A") 3 parts by weight, black pigment masterbatch (manufactured by Dainichiseika Kogyo, trade name "PESM22367BLACK (20)") 2.1 parts by weight, yellow pigment master Batch (manufactured by Dainichiseika Kogyo, trade name "PESM1001YELLOW (20)") 0.8 parts by weight, and red pigment masterbatch (manufactured by Dainichiseika Kogyo, trade name "PESM3005RED (20)") 0.6 parts by weight After adding and dry-blending, it was supplied to a twin-screw extruder, melt-kneaded at a barrel setting temperature of 280° C., and pelletized to obtain a polyester-based resin composition.
Subsequently, for 100 parts by weight of nylon 6 (manufactured by Unitika, product name "A1030BRL"), brominated epoxy flame retardant (manufactured by Sakamoto Chemical Industry, product name "SR-T2MP") 12 parts by weight, sodium antimonate (Japan Seiko, trade name "SA-A") 2 parts by weight, black pigment masterbatch (manufactured by Dainichiseika Kogyo, trade name "PESM22367BLACK (20)") 2.1 parts by weight, yellow pigment masterbatch (Dainichiseika Kogyo, trade name "PESM1001 YELLOW (20)") 0.8 parts by weight, and red pigment masterbatch (manufactured by Dainichiseika Kogyo, trade name "PESM3005RED (20)") 0.6 parts by weight are added and dry blended. After that, it was supplied to a twin-screw extruder, melt-kneaded at a barrel setting temperature of 260° C., and pelletized to obtain a polyamide resin composition.
Next, the obtained pellet-like polyester resin composition and polyamide resin composition are supplied to an extruder, respectively, and the core-sheath type composite spinning nozzle (hole) having a flat two-leaf shape is used at a nozzle setting temperature of 270 ° C. Extruded and wound at a speed of 40 to 200 m / min, the polyester-based resin composition as the core, the polyamide-based resin composition as the sheath, and the core-sheath ratio is the area ratio core: sheath = 8:2. An undrawn yarn of the core-sheath composite fiber was obtained.
The obtained undrawn yarn was drawn at a speed of 45 m/min using a heat roll at 85°C and drawn to make a 3-fold drawn yarn, and continuously heated to 205°C at 45 m/min using a heat roll. The fiber is wound up at a speed of , and heat-treated, and the polyether-based oil agent (manufactured by Marubishi Yuka Kogyo Co., Ltd., trade name “KWC-Q”) is added to 0.20% omf (weight percentage of pure oil agent relative to dry fiber weight). After adhering, it was dried to obtain a core-sheath composite fiber (single fiber fineness: 64 dtex).
ポリエチレンテレフタレートペレット(East West Chemical Private Limited製、EastPET 商品名「A-12」)100重量部に対し、臭素化エポキシ系難燃剤(阪本薬品工業製、商品名「SR-T2MP」)30重量部、アンチモン酸ナトリウム(日本精鉱製、商品名「SA-A」)3重量部、黒色顔料マスターバッチ(大日精化工業製、商品名「PESM22367BLACK(20)」)2.1重量部、黄色顔料マスターバッチ(大日精化工業製、商品名「PESM1001YELLOW(20)」)0.8重量部、及び赤色顔料マスターバッチ(大日精化工業製、商品名「PESM3005RED(20)」)0.6重量部を添加し、ドライブレンドした後に二軸押出機に供給し、バレル設定温度280℃にて溶融混練を行い、ペレット化してポリエステル系樹脂組成物を得た。
続いて、ナイロン6(ユニチカ製、商品名「A1030BRL」)100重量部に対し、臭素化エポキシ系難燃剤(阪本薬品工業製、商品名「SR-T2MP」)12重量部、アンチモン酸ナトリウム(日本精鉱製、商品名「SA-A」)2重量部、黒色顔料マスターバッチ(大日精化工業製、商品名「PESM22367BLACK(20)」)2.1重量部、黄色顔料マスターバッチ(大日精化工業製、商品名「PESM1001YELLOW(20)」)0.8重量部、及び赤色顔料マスターバッチ(大日精化工業製、商品名「PESM3005RED(20)」)0.6重量部を添加し、ドライブレンドした後に二軸押出機に供給し、バレル設定温度260℃にて溶融混練を行い、ペレット化してポリアミド系樹脂組成物を得た。
次に得られたペレット状のポリエステル系樹脂組成物及びポリアミド系樹脂組成物を、それぞれ押出機に供給し、扁平二葉の形状を有する芯鞘型複合紡糸ノズル(孔)よりノズル設定温度270℃で押し出し、40~200m/分の速度で巻き取って、ポリエステル系樹脂組成物を芯部とし、ポリアミド系樹脂組成物を鞘部とし、芯鞘比率が面積比で芯部:鞘部=8:2の芯鞘複合繊維の未延伸糸を得た。
得られた未延伸糸を85℃のヒートロールを用いて45m/分の速度で引き取りながら延伸を行い、3倍延伸糸とし、さらに連続して205℃に加熱したヒートロールを用いて45m/分の速度で巻き取り、熱処理を行い、ポリエーテル系油剤(丸菱油化工業製、商品名「KWC-Q」)を0.20%omf(乾燥繊維重量に対する油剤純分重量百分率)となるよう付着させた後、乾燥させて芯鞘複合繊維(単繊維繊度64dtex)を得た。 (Production example 1)
Polyethylene terephthalate pellets (manufactured by East West Chemical Private Limited, EastPET trade name "A-12") 100 parts by weight, brominated epoxy flame retardant (manufactured by Sakamoto Yakuhin Kogyo, trade name "SR-T2MP") 30 parts by weight, Sodium antimonate (manufactured by Nippon Seiko, trade name "SA-A") 3 parts by weight, black pigment masterbatch (manufactured by Dainichiseika Kogyo, trade name "PESM22367BLACK (20)") 2.1 parts by weight, yellow pigment master Batch (manufactured by Dainichiseika Kogyo, trade name "PESM1001YELLOW (20)") 0.8 parts by weight, and red pigment masterbatch (manufactured by Dainichiseika Kogyo, trade name "PESM3005RED (20)") 0.6 parts by weight After adding and dry-blending, it was supplied to a twin-screw extruder, melt-kneaded at a barrel setting temperature of 280° C., and pelletized to obtain a polyester-based resin composition.
Subsequently, for 100 parts by weight of nylon 6 (manufactured by Unitika, product name "A1030BRL"), brominated epoxy flame retardant (manufactured by Sakamoto Chemical Industry, product name "SR-T2MP") 12 parts by weight, sodium antimonate (Japan Seiko, trade name "SA-A") 2 parts by weight, black pigment masterbatch (manufactured by Dainichiseika Kogyo, trade name "PESM22367BLACK (20)") 2.1 parts by weight, yellow pigment masterbatch (Dainichiseika Kogyo, trade name "PESM1001 YELLOW (20)") 0.8 parts by weight, and red pigment masterbatch (manufactured by Dainichiseika Kogyo, trade name "PESM3005RED (20)") 0.6 parts by weight are added and dry blended. After that, it was supplied to a twin-screw extruder, melt-kneaded at a barrel setting temperature of 260° C., and pelletized to obtain a polyamide resin composition.
Next, the obtained pellet-like polyester resin composition and polyamide resin composition are supplied to an extruder, respectively, and the core-sheath type composite spinning nozzle (hole) having a flat two-leaf shape is used at a nozzle setting temperature of 270 ° C. Extruded and wound at a speed of 40 to 200 m / min, the polyester-based resin composition as the core, the polyamide-based resin composition as the sheath, and the core-sheath ratio is the area ratio core: sheath = 8:2. An undrawn yarn of the core-sheath composite fiber was obtained.
The obtained undrawn yarn was drawn at a speed of 45 m/min using a heat roll at 85°C and drawn to make a 3-fold drawn yarn, and continuously heated to 205°C at 45 m/min using a heat roll. The fiber is wound up at a speed of , and heat-treated, and the polyether-based oil agent (manufactured by Marubishi Yuka Kogyo Co., Ltd., trade name “KWC-Q”) is added to 0.20% omf (weight percentage of pure oil agent relative to dry fiber weight). After adhering, it was dried to obtain a core-sheath composite fiber (single fiber fineness: 64 dtex).
(製造例2)
芯鞘比率が面積比で芯部:鞘部=7:3となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度62dtex)を得た。 (Production example 2)
A core-sheath composite fiber (single fiber fineness 62 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=7:3 in area ratio.
芯鞘比率が面積比で芯部:鞘部=7:3となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度62dtex)を得た。 (Production example 2)
A core-sheath composite fiber (single fiber fineness 62 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=7:3 in area ratio.
(製造例3)
芯鞘比率が面積比で芯部:鞘部=6:4となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度60dtex)を得た。 (Production example 3)
A core-sheath composite fiber (single fiber fineness 60 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=6:4 in area ratio.
芯鞘比率が面積比で芯部:鞘部=6:4となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度60dtex)を得た。 (Production example 3)
A core-sheath composite fiber (single fiber fineness 60 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=6:4 in area ratio.
(製造例4)
芯鞘比率が面積比で芯部:鞘部=5:5となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度58dtex)を得た。 (Production example 4)
A core-sheath composite fiber (single fiber fineness of 58 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=5:5 in terms of area ratio.
芯鞘比率が面積比で芯部:鞘部=5:5となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度58dtex)を得た。 (Production example 4)
A core-sheath composite fiber (single fiber fineness of 58 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=5:5 in terms of area ratio.
(製造例5)
芯鞘比率が面積比で芯部:鞘部=4:6となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度57dtex)を得た。 (Production example 5)
A core-sheath composite fiber (single fiber fineness of 57 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=4:6 in area ratio.
芯鞘比率が面積比で芯部:鞘部=4:6となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度57dtex)を得た。 (Production example 5)
A core-sheath composite fiber (single fiber fineness of 57 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=4:6 in area ratio.
(製造例6)
芯鞘比率が面積比で芯部:鞘部=3:7となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度55dtex)を得た。 (Production example 6)
A core-sheath composite fiber (single fiber fineness of 55 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=3:7 in terms of area ratio.
芯鞘比率が面積比で芯部:鞘部=3:7となるようにした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度55dtex)を得た。 (Production example 6)
A core-sheath composite fiber (single fiber fineness of 55 dtex) was obtained in the same manner as in Production Example 1, except that the core-sheath ratio was set to core:sheath=3:7 in terms of area ratio.
(製造例7)
鞘部に用いる樹脂をナイロン66(東レ社製、商品名「アミランCM3001」)とし、バレル設定温度280℃にて溶融混練を行った以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度64dtex)を得た。 (Production Example 7)
A core-sheath composite fiber ( A single fiber fineness of 64 dtex) was obtained.
鞘部に用いる樹脂をナイロン66(東レ社製、商品名「アミランCM3001」)とし、バレル設定温度280℃にて溶融混練を行った以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度64dtex)を得た。 (Production Example 7)
A core-sheath composite fiber ( A single fiber fineness of 64 dtex) was obtained.
(製造例8)
芯鞘比率が面積比で芯部:鞘部=3:7となるようにした以外は、製造例7と同様にして、芯鞘複合繊維(単繊維繊度55dtex)を得た。 (Production Example 8)
A core-sheath composite fiber (single fiber fineness of 55 dtex) was obtained in the same manner as in Production Example 7, except that the core-sheath ratio was set to core:sheath=3:7 in area ratio.
芯鞘比率が面積比で芯部:鞘部=3:7となるようにした以外は、製造例7と同様にして、芯鞘複合繊維(単繊維繊度55dtex)を得た。 (Production Example 8)
A core-sheath composite fiber (single fiber fineness of 55 dtex) was obtained in the same manner as in Production Example 7, except that the core-sheath ratio was set to core:sheath=3:7 in area ratio.
(製造例9)
芯部に用いる樹脂をポリブチレンテレフタレートペレット(三菱ケミカル社製、商品名「ノバデュラン5020」)とし、バレル設定温度260℃にて溶融混練を行い、ペレット化して得たポリエステル系樹脂組成物を芯部に用い、ノズル設定温度を260℃とした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度64dtex)を得た。 (Production Example 9)
Polybutylene terephthalate pellets (manufactured by Mitsubishi Chemical Corporation, trade name "Novaduran 5020") are used as the resin for the core, and the polyester resin composition obtained by melt-kneading at a barrel setting temperature of 260 ° C. and pelletizing is used as the core. A core-sheath composite fiber (single fiber fineness: 64 dtex) was obtained in the same manner as in Production Example 1, except that the nozzle temperature was set to 260°C.
芯部に用いる樹脂をポリブチレンテレフタレートペレット(三菱ケミカル社製、商品名「ノバデュラン5020」)とし、バレル設定温度260℃にて溶融混練を行い、ペレット化して得たポリエステル系樹脂組成物を芯部に用い、ノズル設定温度を260℃とした以外は、製造例1と同様にして、芯鞘複合繊維(単繊維繊度64dtex)を得た。 (Production Example 9)
Polybutylene terephthalate pellets (manufactured by Mitsubishi Chemical Corporation, trade name "Novaduran 5020") are used as the resin for the core, and the polyester resin composition obtained by melt-kneading at a barrel setting temperature of 260 ° C. and pelletizing is used as the core. A core-sheath composite fiber (single fiber fineness: 64 dtex) was obtained in the same manner as in Production Example 1, except that the nozzle temperature was set to 260°C.
(製造例10)
芯鞘比率が面積比で芯部:鞘部=7:3となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度62dtex)を得た。 (Production Example 10)
A core-sheath composite fiber (single fiber fineness 62 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=7:3 in area ratio.
芯鞘比率が面積比で芯部:鞘部=7:3となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度62dtex)を得た。 (Production Example 10)
A core-sheath composite fiber (single fiber fineness 62 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=7:3 in area ratio.
(製造例11)
芯鞘比率が面積比で芯部:鞘部=6:4となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度60dtex)を得た。 (Production Example 11)
A core-sheath composite fiber (single fiber fineness 60 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=6:4 in area ratio.
芯鞘比率が面積比で芯部:鞘部=6:4となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度60dtex)を得た。 (Production Example 11)
A core-sheath composite fiber (single fiber fineness 60 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=6:4 in area ratio.
(製造例12)
芯鞘比率が面積比で芯部:鞘部=5:5となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度58dtex)を得た。 (Production Example 12)
A core-sheath composite fiber (single fiber fineness of 58 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=5:5 in area ratio.
芯鞘比率が面積比で芯部:鞘部=5:5となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度58dtex)を得た。 (Production Example 12)
A core-sheath composite fiber (single fiber fineness of 58 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=5:5 in area ratio.
(製造例13)
芯鞘比率が面積比で芯部:鞘部=4:6となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度57dtex)を得た。 (Production Example 13)
A core-sheath composite fiber (single fiber fineness of 57 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=4:6 in area ratio.
芯鞘比率が面積比で芯部:鞘部=4:6となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度57dtex)を得た。 (Production Example 13)
A core-sheath composite fiber (single fiber fineness of 57 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=4:6 in area ratio.
(製造例14)
芯鞘比率が面積比で芯部:鞘部=3:7となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度55dtex)を得た。 (Production Example 14)
A core-sheath composite fiber (single fiber fineness of 55 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=3:7 in area ratio.
芯鞘比率が面積比で芯部:鞘部=3:7となるようにした以外は、製造例9と同様にして、芯鞘複合繊維(単繊維繊度55dtex)を得た。 (Production Example 14)
A core-sheath composite fiber (single fiber fineness of 55 dtex) was obtained in the same manner as in Production Example 9, except that the core-sheath ratio was set to core:sheath=3:7 in area ratio.
(実施例1)
製造例2及び6の芯鞘複合繊維を重量比が50:50となるように任意の長さで切り出して重ねた後、横53cm、幅7.5cm、高さ7cmのハックリング台にて20回ハックリングを行い、2種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例2及び6の芯鞘複合繊維の本数比は重量比とほぼ等しいことから、上記数式(1)に基づく芯部断面面積比の標準偏差は、具体的には、下記のように求めることができる。製造例2及び6の芯鞘複合繊維の芯部断面面積比はそれぞれ0.7と0.3であり、芯部断面面積比の平均値は0.5であるため、芯部断面面積比の標準偏差は以下のように求めることができ、0.20となる。

(Example 1)
The core-sheath conjugate fibers of Production Examples 2 and 6 were cut out to an arbitrary length so that the weight ratio was 50:50 and layered. A double hack ring was performed to obtain fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios. In the obtained fiber bundles, the number ratio of the core-sheath composite fibers of Production Examples 2 and 6 is almost equal to the weight ratio. , can be obtained as follows. The core cross-sectional area ratios of the core-sheath composite fibers of Production Examples 2 and 6 are 0.7 and 0.3, respectively, and the average value of the core cross-sectional area ratios is 0.5. The standard deviation can be obtained as follows and is 0.20.
製造例2及び6の芯鞘複合繊維を重量比が50:50となるように任意の長さで切り出して重ねた後、横53cm、幅7.5cm、高さ7cmのハックリング台にて20回ハックリングを行い、2種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例2及び6の芯鞘複合繊維の本数比は重量比とほぼ等しいことから、上記数式(1)に基づく芯部断面面積比の標準偏差は、具体的には、下記のように求めることができる。製造例2及び6の芯鞘複合繊維の芯部断面面積比はそれぞれ0.7と0.3であり、芯部断面面積比の平均値は0.5であるため、芯部断面面積比の標準偏差は以下のように求めることができ、0.20となる。
The core-sheath conjugate fibers of Production Examples 2 and 6 were cut out to an arbitrary length so that the weight ratio was 50:50 and layered. A double hack ring was performed to obtain fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios. In the obtained fiber bundles, the number ratio of the core-sheath composite fibers of Production Examples 2 and 6 is almost equal to the weight ratio. , can be obtained as follows. The core cross-sectional area ratios of the core-sheath composite fibers of Production Examples 2 and 6 are 0.7 and 0.3, respectively, and the average value of the core cross-sectional area ratios is 0.5. The standard deviation can be obtained as follows and is 0.20.
(実施例2)
製造例2、4及び6の芯鞘複合繊維を重量比が33:33:33になるように用いた以外は、実施例1と同様にして、3種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例2、4及び6の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Example 2)
Core-sheath composite fibers with three different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 2, 4 and 6 were used in a weight ratio of 33:33:33. A fiber bundle consisting of In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 2, 4 and 6 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio is calculated by the same calculation method as in Example 1. can be done.
製造例2、4及び6の芯鞘複合繊維を重量比が33:33:33になるように用いた以外は、実施例1と同様にして、3種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例2、4及び6の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Example 2)
Core-sheath composite fibers with three different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 2, 4 and 6 were used in a weight ratio of 33:33:33. A fiber bundle consisting of In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 2, 4 and 6 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio is calculated by the same calculation method as in Example 1. can be done.
(実施例3)
製造例1~6の芯鞘複合繊維を重量比が10:10:10:10:10:50となるように用いた以外は、実施例1と同様にして、6種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例1~6の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Example 3)
In the same manner as in Example 1, except that the core-sheath composite fibers of Production Examples 1 to 6 were used so that the weight ratio was 10:10:10:10:10:50, six types of different core-sheath ratios were produced. A fiber bundle composed of core-sheath composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 to 6 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
製造例1~6の芯鞘複合繊維を重量比が10:10:10:10:10:50となるように用いた以外は、実施例1と同様にして、6種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例1~6の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Example 3)
In the same manner as in Example 1, except that the core-sheath composite fibers of Production Examples 1 to 6 were used so that the weight ratio was 10:10:10:10:10:50, six types of different core-sheath ratios were produced. A fiber bundle composed of core-sheath composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 to 6 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
(実施例4)
製造例7及び8の芯鞘複合繊維を重量比が90:10となるように用いた以外は、実施例1と同様にして、2種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例7及び8の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Example 4)
Fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 7 and 8 were used at a weight ratio of 90:10. got In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 7 and 8 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
製造例7及び8の芯鞘複合繊維を重量比が90:10となるように用いた以外は、実施例1と同様にして、2種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例7及び8の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Example 4)
Fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 7 and 8 were used at a weight ratio of 90:10. got In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 7 and 8 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
(実施例5)
製造例9~14の芯鞘複合繊維を重量比が16:16:16:16:16:16となるように用いた以外は、実施例1と同様にして、6種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例9~14の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Example 5)
Six types of different core-sheath ratios were produced in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 9 to 14 were used at a weight ratio of 16:16:16:16:16:16. A fiber bundle composed of core-sheath composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 9 to 14 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
製造例9~14の芯鞘複合繊維を重量比が16:16:16:16:16:16となるように用いた以外は、実施例1と同様にして、6種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例9~14の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Example 5)
Six types of different core-sheath ratios were produced in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 9 to 14 were used at a weight ratio of 16:16:16:16:16:16. A fiber bundle composed of core-sheath composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 9 to 14 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
(比較例1)
製造例4の芯鞘複合繊維のみを用いた以外は、実施例1と同様にして、繊維束を得た。 (Comparative example 1)
A fiber bundle was obtained in the same manner as in Example 1, except that only the core-sheath composite fiber of Production Example 4 was used.
製造例4の芯鞘複合繊維のみを用いた以外は、実施例1と同様にして、繊維束を得た。 (Comparative example 1)
A fiber bundle was obtained in the same manner as in Example 1, except that only the core-sheath composite fiber of Production Example 4 was used.
(比較例2)
製造例3~5の芯鞘複合繊維を重量比が70:20:10となるように用いた以外は、実施例1と同様にして、3種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例3~5の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Comparative example 2)
Made of core-sheath composite fibers with three different core-sheath ratios in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 3 to 5 were used at a weight ratio of 70:20:10. A fiber bundle was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 3 to 5 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
製造例3~5の芯鞘複合繊維を重量比が70:20:10となるように用いた以外は、実施例1と同様にして、3種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例3~5の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Comparative example 2)
Made of core-sheath composite fibers with three different core-sheath ratios in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 3 to 5 were used at a weight ratio of 70:20:10. A fiber bundle was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 3 to 5 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
(比較例3)
製造例1~5の芯鞘複合繊維を重量比が5:10:10:10:65となるように用いた以外は、実施例1と同様にして、5種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例1~5の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Comparative Example 3)
Five different core-sheath ratios were produced in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 1 to 5 were used at a weight ratio of 5:10:10:10:65. A fiber bundle composed of composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 to 5 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
製造例1~5の芯鞘複合繊維を重量比が5:10:10:10:65となるように用いた以外は、実施例1と同様にして、5種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例1~5の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Comparative Example 3)
Five different core-sheath ratios were produced in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 1 to 5 were used at a weight ratio of 5:10:10:10:65. A fiber bundle composed of composite fibers was obtained. In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 to 5 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
(比較例4)
製造例1及び6の芯鞘複合繊維を重量比が95:5となるように用いた以外は、実施例1と同様にして、2種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例1及び6の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Comparative Example 4)
Fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 1 and 6 were used at a weight ratio of 95:5. got In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 and 6 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
製造例1及び6の芯鞘複合繊維を重量比が95:5となるように用いた以外は、実施例1と同様にして、2種類の異なる芯鞘比の芯鞘複合繊維からなる繊維束を得た。得られた繊維束において、製造例1及び6の芯鞘複合繊維の本数比は重量比とほぼ等しく、芯部断面面積比の標準偏差は実施例1と同様な算出方法で算出することができる。 (Comparative Example 4)
Fiber bundles composed of two types of core-sheath composite fibers with different core-sheath ratios were prepared in the same manner as in Example 1 except that the core-sheath composite fibers of Production Examples 1 and 6 were used at a weight ratio of 95:5. got In the obtained fiber bundle, the number ratio of the core-sheath composite fibers of Production Examples 1 and 6 is almost equal to the weight ratio, and the standard deviation of the core cross-sectional area ratio can be calculated by the same calculation method as in Example 1. .
実施例及び比較例の繊維束の繊維断面形状、カールセット性、触感、櫛通り性、外観及び耐久性を上述したとおりに測定・評価した。その結果を、下記表1、及び図2~4に示した。
The fiber cross-sectional shape, curl set property, touch, combability, appearance and durability of the fiber bundles of Examples and Comparative Examples were measured and evaluated as described above. The results are shown in Table 1 below and FIGS.

図2は実施例1の繊維束の繊維断面のレーザー顕微鏡写真である。図2からわかるように、該繊維束は、芯鞘比率が異なる2種類の芯鞘複合繊維を含む。図3は実施例2の繊維束の繊維断面のレーザー顕微鏡写真である。図3からわかるように、該繊維束は、芯鞘比率が異なる3種類の芯鞘複合繊維を含む。図4は、比較例1の繊維の繊維断面のレーザー顕微鏡写真である。図4からわかるように、該繊維束は、同じ芯鞘比率の芯鞘複合繊維からなる。
FIG. 2 is a laser micrograph of the fiber cross section of the fiber bundle of Example 1. As can be seen from FIG. 2, the fiber bundle contains two types of core-sheath composite fibers with different core-sheath ratios. FIG. 3 is a laser microscope photograph of a fiber cross section of the fiber bundle of Example 2. FIG. As can be seen from FIG. 3, the fiber bundle contains three types of core-sheath composite fibers with different core-sheath ratios. 4 is a laser micrograph of a fiber cross section of the fiber of Comparative Example 1. FIG. As can be seen from FIG. 4, the fiber bundle consists of core-sheath composite fibers having the same core-sheath ratio.
表1からわかるように、実施例1~5の繊維束は、カールセット性が良好で、人毛に似た触感、櫛通り、外観を有し、耐久性も良好であった。
As can be seen from Table 1, the fiber bundles of Examples 1 to 5 had good curl-set properties, had a touch similar to human hair, combability, and appearance, and had good durability.
一方、芯鞘比率5:5の芯鞘複合繊維のみで構成されている比較例1の繊維束は、触感、櫛通り、耐久性は良好であるが、カールセット性と外観が悪かった。3種類の芯鞘比が異なる芯鞘複合繊維で構成されているが、繊維束を構成する芯鞘複合繊維の繊維断面面積に対する芯部断面面積の比の標準偏差が0.07である比較例2の繊維束は、触感、櫛通り、耐久性は良好であるが、カールセット性と外観が悪かった。5種類の芯鞘比が異なる芯鞘複合繊維で構成されているが、繊維束を構成する芯鞘複合繊維の繊維断面面積に対する芯部断面面積の比の標準偏差が0.13である比較例3の繊維は、触感、櫛通り、耐久性は良好であるが、カールセット性と外観が悪かった。2種類の芯鞘比が異なる芯鞘複合繊維で構成されているが、繊維束を構成する芯鞘複合繊維の繊維断面面積に対する芯部断面面積の比の標準偏差が0.11である比較例4の繊維は、カールセット性は良好であるが、触感、櫛通り性、外観、耐久性が悪かった。
On the other hand, the fiber bundle of Comparative Example 1, which is composed only of core-sheath composite fibers with a core-sheath ratio of 5:5, had good tactile feel, combability, and durability, but had poor curl-set properties and appearance. A comparative example composed of three types of core-sheath composite fibers with different core-sheath ratios, but having a standard deviation of 0.07 in the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle. The fiber bundle of No. 2 had good tactile feel, combability and durability, but had poor curl set properties and appearance. A comparative example in which the standard deviation of the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle is 0.13, although it is composed of five types of core-sheath composite fibers with different core-sheath ratios. Fiber No. 3 had good tactile feel, combability and durability, but had poor curl set properties and appearance. A comparative example composed of two types of core-sheath composite fibers with different core-sheath ratios, but having a standard deviation of 0.11 in the ratio of the core cross-sectional area to the fiber cross-sectional area of the core-sheath composite fibers constituting the fiber bundle. The fibers of No. 4 had good curl set properties, but poor touch, combability, appearance and durability.
本発明は、特に限定されないが、少なくとも、下記の実施形態を含んでもよい。
[1] 2種類以上の異なる芯鞘比を有する芯鞘複合繊維を含む人工毛髪用繊維束において、
各々の芯鞘複合繊維は、芯部及び鞘部を含み、芯鞘比は、芯部と鞘部の面積比で表されており、
各々の芯鞘複合繊維において、芯部は、ポリエステル系樹脂を含むポリエステル系樹脂組成物で構成され、鞘部は、ポリアミド系樹脂を含むポリアミド系樹脂組成物で構成されており、
前記人工毛髪用繊維束を構成する芯鞘複合繊維の繊維断面面積に対する芯部断面面積の比の標準偏差が0.15以上である人工毛髪用繊維束。
[2] 前記各々の芯鞘複合繊維は、芯鞘比が面積比で芯部:鞘部が3:7~8:2の範囲である、[1]に記載の人工毛髪用繊維束。
[3] 前記人工毛髪用繊維束の全重量に対して、同じ芯鞘比を有する芯鞘複合繊維の含有量は5重量%以上90重量%以下である、[1]又は[2]に記載の人工毛髪用繊維束。
[4] 前記各々の芯鞘複合繊維は、扁平形の断面形状を有する、[1]~[3]のいずれかに記載の人工毛髪用繊維束。
[5] 前記各々の芯鞘複合繊維において、芯部は、扁平形の断面形状を有する、[1]~[4]のいずれかに記載の人工毛髪用繊維束。
[6] 前記ポリエステル系樹脂は、ポリアルキレンテレフタレート及びポリアルキレンテレフタレートを主体とした共重合ポリエステルからなる群から選ばれる1種以上のポリエステル系樹脂を含む、[1]~[5]のいずれかに記載の人工毛髪用繊維束。
[7] 前記ポリアミド系樹脂は、ナイロン6及びナイロン66からなる群から選ばれる少なくとも1種を主体とするポリアミド系樹脂を含む、[1]~[6]のいずれかに記載の人工毛髪用繊維束。
[8] 前記各々の芯鞘複合繊維は、芯部の中心位置が繊維の中心位置と一致する同心構造の繊維断面を有する、[1]~[7]のいずれかに記載の人工毛髪用繊維束。
[9] 前記各々の芯鞘複合繊維は、単繊維繊度が10dtex以上150dtex以下である、[1]~[8]のいずれかに記載の人工毛髪用繊維束。
[10] 人工毛髪用繊維束の総繊度は、30000dtex以上400000dtex以下である、[1]~[9]のいずれかに記載の人工毛髪用繊維束。
[11] [1]~[10]のいずれかに記載の人工毛髪用繊維束を含む、頭飾製品。
[12] 前記頭飾製品が、ヘアーウィッグ、かつら、ウィービング、ヘアーエクステンション、ブレードヘアー、ヘアーアクセサリー及びドールヘアーからなる群から選ばれる一種である、[11]に記載の頭飾製品。 The present invention is not particularly limited, but may include at least the following embodiments.
[1] A fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios,
Each core-sheath composite fiber includes a core portion and a sheath portion, and the core-sheath ratio is expressed by the area ratio of the core portion and the sheath portion,
In each core-sheath composite fiber, the core is composed of a polyester-based resin composition containing a polyester-based resin, and the sheath is composed of a polyamide-based resin composition containing a polyamide-based resin,
A fiber bundle for artificial hair, wherein the standard deviation of the ratio of the cross-sectional area of the core to the cross-sectional area of the core-sheath composite fibers constituting the fiber bundle for artificial hair is 0.15 or more.
[2] The fiber bundle for artificial hair according to [1], wherein each core-sheath composite fiber has a core-sheath ratio of 3:7 to 8:2 in terms of area ratio of core:sheath.
[3] According to [1] or [2], the content of the core-sheath composite fibers having the same core-sheath ratio is 5% by weight or more and 90% by weight or less with respect to the total weight of the fiber bundle for artificial hair. fiber bundle for artificial hair.
[4] The fiber bundle for artificial hair according to any one of [1] to [3], wherein each of the core-sheath composite fibers has a flattened cross-sectional shape.
[5] The fiber bundle for artificial hair according to any one of [1] to [4], wherein in each of the core-sheath composite fibers, the core has a flattened cross-sectional shape.
[6] Any one of [1] to [5], wherein the polyester-based resin contains one or more polyester-based resins selected from the group consisting of polyalkylene terephthalate and copolyester mainly composed of polyalkylene terephthalate. A fiber bundle for artificial hair as described.
[7] The artificial hair fiber according to any one of [1] to [6], wherein the polyamide-based resin contains a polyamide-based resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66. bundle.
[8] The artificial hair fiber according to any one of [1] to [7], wherein each of the core-sheath composite fibers has a fiber cross section with a concentric structure in which the center position of the core portion coincides with the center position of the fiber. bundle.
[9] The fiber bundle for artificial hair according to any one of [1] to [8], wherein each of the core-sheath composite fibers has a single fiber fineness of 10 dtex or more and 150 dtex or less.
[10] The fiber bundle for artificial hair according to any one of [1] to [9], wherein the total fineness of the fiber bundle for artificial hair is 30,000 dtex or more and 400,000 dtex or less.
[11] A headdress product comprising the artificial hair fiber bundle according to any one of [1] to [10].
[12] The headdress product according to [11], wherein the headdress product is one selected from the group consisting of hair wigs, wigs, weaving, hair extensions, braided hair, hair accessories and doll hair.
[1] 2種類以上の異なる芯鞘比を有する芯鞘複合繊維を含む人工毛髪用繊維束において、
各々の芯鞘複合繊維は、芯部及び鞘部を含み、芯鞘比は、芯部と鞘部の面積比で表されており、
各々の芯鞘複合繊維において、芯部は、ポリエステル系樹脂を含むポリエステル系樹脂組成物で構成され、鞘部は、ポリアミド系樹脂を含むポリアミド系樹脂組成物で構成されており、
前記人工毛髪用繊維束を構成する芯鞘複合繊維の繊維断面面積に対する芯部断面面積の比の標準偏差が0.15以上である人工毛髪用繊維束。
[2] 前記各々の芯鞘複合繊維は、芯鞘比が面積比で芯部:鞘部が3:7~8:2の範囲である、[1]に記載の人工毛髪用繊維束。
[3] 前記人工毛髪用繊維束の全重量に対して、同じ芯鞘比を有する芯鞘複合繊維の含有量は5重量%以上90重量%以下である、[1]又は[2]に記載の人工毛髪用繊維束。
[4] 前記各々の芯鞘複合繊維は、扁平形の断面形状を有する、[1]~[3]のいずれかに記載の人工毛髪用繊維束。
[5] 前記各々の芯鞘複合繊維において、芯部は、扁平形の断面形状を有する、[1]~[4]のいずれかに記載の人工毛髪用繊維束。
[6] 前記ポリエステル系樹脂は、ポリアルキレンテレフタレート及びポリアルキレンテレフタレートを主体とした共重合ポリエステルからなる群から選ばれる1種以上のポリエステル系樹脂を含む、[1]~[5]のいずれかに記載の人工毛髪用繊維束。
[7] 前記ポリアミド系樹脂は、ナイロン6及びナイロン66からなる群から選ばれる少なくとも1種を主体とするポリアミド系樹脂を含む、[1]~[6]のいずれかに記載の人工毛髪用繊維束。
[8] 前記各々の芯鞘複合繊維は、芯部の中心位置が繊維の中心位置と一致する同心構造の繊維断面を有する、[1]~[7]のいずれかに記載の人工毛髪用繊維束。
[9] 前記各々の芯鞘複合繊維は、単繊維繊度が10dtex以上150dtex以下である、[1]~[8]のいずれかに記載の人工毛髪用繊維束。
[10] 人工毛髪用繊維束の総繊度は、30000dtex以上400000dtex以下である、[1]~[9]のいずれかに記載の人工毛髪用繊維束。
[11] [1]~[10]のいずれかに記載の人工毛髪用繊維束を含む、頭飾製品。
[12] 前記頭飾製品が、ヘアーウィッグ、かつら、ウィービング、ヘアーエクステンション、ブレードヘアー、ヘアーアクセサリー及びドールヘアーからなる群から選ばれる一種である、[11]に記載の頭飾製品。 The present invention is not particularly limited, but may include at least the following embodiments.
[1] A fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios,
Each core-sheath composite fiber includes a core portion and a sheath portion, and the core-sheath ratio is expressed by the area ratio of the core portion and the sheath portion,
In each core-sheath composite fiber, the core is composed of a polyester-based resin composition containing a polyester-based resin, and the sheath is composed of a polyamide-based resin composition containing a polyamide-based resin,
A fiber bundle for artificial hair, wherein the standard deviation of the ratio of the cross-sectional area of the core to the cross-sectional area of the core-sheath composite fibers constituting the fiber bundle for artificial hair is 0.15 or more.
[2] The fiber bundle for artificial hair according to [1], wherein each core-sheath composite fiber has a core-sheath ratio of 3:7 to 8:2 in terms of area ratio of core:sheath.
[3] According to [1] or [2], the content of the core-sheath composite fibers having the same core-sheath ratio is 5% by weight or more and 90% by weight or less with respect to the total weight of the fiber bundle for artificial hair. fiber bundle for artificial hair.
[4] The fiber bundle for artificial hair according to any one of [1] to [3], wherein each of the core-sheath composite fibers has a flattened cross-sectional shape.
[5] The fiber bundle for artificial hair according to any one of [1] to [4], wherein in each of the core-sheath composite fibers, the core has a flattened cross-sectional shape.
[6] Any one of [1] to [5], wherein the polyester-based resin contains one or more polyester-based resins selected from the group consisting of polyalkylene terephthalate and copolyester mainly composed of polyalkylene terephthalate. A fiber bundle for artificial hair as described.
[7] The artificial hair fiber according to any one of [1] to [6], wherein the polyamide-based resin contains a polyamide-based resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66. bundle.
[8] The artificial hair fiber according to any one of [1] to [7], wherein each of the core-sheath composite fibers has a fiber cross section with a concentric structure in which the center position of the core portion coincides with the center position of the fiber. bundle.
[9] The fiber bundle for artificial hair according to any one of [1] to [8], wherein each of the core-sheath composite fibers has a single fiber fineness of 10 dtex or more and 150 dtex or less.
[10] The fiber bundle for artificial hair according to any one of [1] to [9], wherein the total fineness of the fiber bundle for artificial hair is 30,000 dtex or more and 400,000 dtex or less.
[11] A headdress product comprising the artificial hair fiber bundle according to any one of [1] to [10].
[12] The headdress product according to [11], wherein the headdress product is one selected from the group consisting of hair wigs, wigs, weaving, hair extensions, braided hair, hair accessories and doll hair.
1 人工毛髪用芯鞘複合繊維(断面)
10 鞘部
20 芯部
100 嵩高測定器
40 毛髪用試料(繊維束)
101 支持台
102、103 挟み具
104 目盛 1 Sheath-core composite fiber for artificial hair (cross section)
10Sheath 20 Core 100 Bulk height measuring device 40 Hair sample (fiber bundle)
101 supports 102, 103clip 104 scale
10 鞘部
20 芯部
100 嵩高測定器
40 毛髪用試料(繊維束)
101 支持台
102、103 挟み具
104 目盛 1 Sheath-core composite fiber for artificial hair (cross section)
10
101 supports 102, 103
Claims (12)
- 2種類以上の異なる芯鞘比を有する芯鞘複合繊維を含む人工毛髪用繊維束において、
各々の芯鞘複合繊維は、芯部及び鞘部を含み、芯鞘比は、芯部と鞘部の面積比で表されており、
各々の芯鞘複合繊維において、芯部は、ポリエステル系樹脂を含むポリエステル系樹脂組成物で構成され、鞘部は、ポリアミド系樹脂を含むポリアミド系樹脂組成物で構成されており、
前記人工毛髪用繊維束を構成する芯鞘複合繊維の繊維断面面積に対する芯部断面面積の比の標準偏差が0.15以上である人工毛髪用繊維束。 A fiber bundle for artificial hair containing core-sheath composite fibers having two or more different core-sheath ratios,
Each core-sheath composite fiber includes a core portion and a sheath portion, and the core-sheath ratio is expressed by the area ratio of the core portion and the sheath portion,
In each core-sheath composite fiber, the core is composed of a polyester-based resin composition containing a polyester-based resin, and the sheath is composed of a polyamide-based resin composition containing a polyamide-based resin,
A fiber bundle for artificial hair, wherein the standard deviation of the ratio of the cross-sectional area of the core to the cross-sectional area of the core-sheath composite fibers constituting the fiber bundle for artificial hair is 0.15 or more. - 前記各々の芯鞘複合繊維は、芯鞘比が面積比で芯部:鞘部が3:7~8:2の範囲である、請求項1に記載の人工毛髪用繊維束。 The fiber bundle for artificial hair according to claim 1, wherein each of the core-sheath composite fibers has a core-sheath ratio of 3:7 to 8:2 in terms of area ratio of core:sheath.
- 前記人工毛髪用繊維束の全重量に対して、同じ芯鞘比を有する芯鞘複合繊維の含有量は5重量%以上90重量%以下である、請求項1又は2に記載の人工毛髪用繊維束。 3. The fiber for artificial hair according to claim 1, wherein the content of the core-sheath composite fiber having the same core-sheath ratio is 5% by weight or more and 90% by weight or less with respect to the total weight of the fiber bundle for artificial hair. bundle.
- 前記各々の芯鞘複合繊維は、扁平形の断面形状を有する、請求項1~3のいずれかに記載の人工毛髪用繊維束。 The fiber bundle for artificial hair according to any one of claims 1 to 3, wherein each of the core-sheath composite fibers has a flat cross-sectional shape.
- 前記各々の芯鞘複合繊維において、芯部は、扁平形の断面形状を有する、請求項1~4のいずれかに記載の人工毛髪用繊維束。 The fiber bundle for artificial hair according to any one of claims 1 to 4, wherein the core portion of each of the core-sheath composite fibers has a flat cross-sectional shape.
- 前記ポリエステル系樹脂は、ポリアルキレンテレフタレート及びポリアルキレンテレフタレートを主体とした共重合ポリエステルからなる群から選ばれる1種以上のポリエステル系樹脂を含む、請求項1~5のいずれかに記載の人工毛髪用繊維束。 The artificial hair according to any one of claims 1 to 5, wherein the polyester-based resin contains one or more polyester-based resins selected from the group consisting of polyalkylene terephthalate and copolymerized polyester mainly composed of polyalkylene terephthalate. fiber bundle.
- 前記ポリアミド系樹脂は、ナイロン6及びナイロン66からなる群から選ばれる少なくとも1種を主体とするポリアミド系樹脂を含む、請求項1~6のいずれかに記載の人工毛髪用繊維束。 The fiber bundle for artificial hair according to any one of claims 1 to 6, wherein the polyamide-based resin contains a polyamide-based resin mainly composed of at least one selected from the group consisting of nylon 6 and nylon 66.
- 前記各々の芯鞘複合繊維は、芯部の中心位置が繊維の中心位置と一致する同心構造の繊維断面を有する、請求項1~7のいずれかに記載の人工毛髪用繊維束。 The fiber bundle for artificial hair according to any one of claims 1 to 7, wherein each of the core-sheath composite fibers has a fiber cross section with a concentric structure in which the center position of the core portion coincides with the center position of the fiber.
- 前記各々の芯鞘複合繊維は、単繊維繊度が10dtex以上150dtex以下である、請求項1~8のいずれかに記載の人工毛髪用繊維束。 The fiber bundle for artificial hair according to any one of claims 1 to 8, wherein each of the core-sheath composite fibers has a single fiber fineness of 10 dtex or more and 150 dtex or less.
- 人工毛髪用繊維束の総繊度は、30000dtex以上400000dtex以下である、請求項1~9のいずれかに記載の人工毛髪用繊維束。 The fiber bundle for artificial hair according to any one of claims 1 to 9, wherein the total fineness of the fiber bundle for artificial hair is 30,000 dtex or more and 400,000 dtex or less.
- 請求項1~10のいずれかに記載の人工毛髪用繊維束を含む、頭飾製品。 A headdress product containing the artificial hair fiber bundle according to any one of claims 1 to 10.
- 前記頭飾製品が、ヘアーウィッグ、かつら、ウィービング、ヘアーエクステンション、ブレードヘアー、ヘアーアクセサリー及びドールヘアーからなる群から選ばれる一種である、請求項11に記載の頭飾製品。 The headdress product according to claim 11, wherein the headdress product is one selected from the group consisting of hair wigs, wigs, weaving, hair extensions, braided hair, hair accessories and doll hair.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-201026 | 2021-12-10 | ||
| JP2021201026 | 2021-12-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023105889A1 true WO2023105889A1 (en) | 2023-06-15 |
Family
ID=86730158
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/035476 WO2023105889A1 (en) | 2021-12-10 | 2022-09-22 | Fiber bundle for artificial hair, and headwear product comprising same |
Country Status (1)
| Country | Link |
|---|---|
| WO (1) | WO2023105889A1 (en) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03185103A (en) * | 1989-12-15 | 1991-08-13 | Toray Ind Inc | Conjugate fiber for artificial hair having thick single fiber and production thereof |
| JPH0860427A (en) * | 1994-08-11 | 1996-03-05 | Mitsubishi Rayon Co Ltd | Core-sheath conjugated fiber, its production and spinneret device for core-sheath conjugated spinning |
| WO1997028299A1 (en) * | 1996-02-02 | 1997-08-07 | Kanebo Limited | Cloth having configurational stability and/or water resistance, and core/sheath type composite thread used therefor |
| JPH10201960A (en) * | 1997-01-23 | 1998-08-04 | Pilot Ink Co Ltd | Hair for doll and dolls using it |
| WO2007094289A1 (en) * | 2006-02-17 | 2007-08-23 | Aderans Holdings Co., Ltd. | Wig |
| WO2010090191A1 (en) * | 2009-02-04 | 2010-08-12 | 株式会社アデランスホールディングス | Hairpiece |
-
2022
- 2022-09-22 WO PCT/JP2022/035476 patent/WO2023105889A1/en active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH03185103A (en) * | 1989-12-15 | 1991-08-13 | Toray Ind Inc | Conjugate fiber for artificial hair having thick single fiber and production thereof |
| JPH0860427A (en) * | 1994-08-11 | 1996-03-05 | Mitsubishi Rayon Co Ltd | Core-sheath conjugated fiber, its production and spinneret device for core-sheath conjugated spinning |
| WO1997028299A1 (en) * | 1996-02-02 | 1997-08-07 | Kanebo Limited | Cloth having configurational stability and/or water resistance, and core/sheath type composite thread used therefor |
| JPH10201960A (en) * | 1997-01-23 | 1998-08-04 | Pilot Ink Co Ltd | Hair for doll and dolls using it |
| WO2007094289A1 (en) * | 2006-02-17 | 2007-08-23 | Aderans Holdings Co., Ltd. | Wig |
| WO2010090191A1 (en) * | 2009-02-04 | 2010-08-12 | 株式会社アデランスホールディングス | Hairpiece |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN110418584B (en) | Core-sheath composite fiber for artificial hair and headwear product comprising same | |
| US20210361011A1 (en) | Core-sheath composite fiber for artificial hair, headdress product including same, and production method therefor | |
| JP2007332507A (en) | Polyamide-based fiber for artificial hair | |
| US20220372663A1 (en) | Core-sheath composite fiber for artificial hair, and headwear product including same | |
| US20220372669A1 (en) | Core-sheath composite fiber for artificial hair, headwear product including same, and production method for same | |
| US20230096590A1 (en) | Core-sheath composite fiber for artificial hair and headwear product that includes same | |
| WO2023105889A1 (en) | Fiber bundle for artificial hair, and headwear product comprising same | |
| US20210363667A1 (en) | Core-sheath composite fiber for artificial hair, headdress product including same, and production method therefor | |
| JP7408769B2 (en) | Core-sheath composite fiber for artificial hair, headdress products containing the same, and manufacturing method thereof | |
| WO2022172766A1 (en) | Polyamide hollow fiber for artificial hair, head accessory including same, and method for manufacturing polyamide hollow fiber for artificial hair | |
| WO2022145115A1 (en) | Core-sheath composite fiber for artificial hair, headwear product comprising same, and method for producing same | |
| WO2021176829A1 (en) | Core-sheath composite fiber for artificial hair, headwear product including same, and production method for same | |
| WO2021176828A1 (en) | Core-sheath composite fiber for artificial hair, headwear product including same, and production method for same | |
| US20230416946A1 (en) | Core-sheath conjugate fiber for artificial hair, hair ornament including same, and method for producing same | |
| US20240108091A1 (en) | Core-sheath conjugate fiber for artificial hair, hair ornament including same, and method for producing same | |
| JP2023080684A (en) | Core-sheath composite fiber for artificial hair, headdress product comprising the same and method for producing the same | |
| JP2022104320A (en) | Sheath-core composite fiber for artificial hair, hair decoration product comprising the same and method for producing the same | |
| JP2022104322A (en) | Core-sheath conjugate fiber for artificial hair, hair ornament product including the same, and method for producing the same | |
| JP2022104321A (en) | Sheath-core composite fiber for artificial hair, hair decoration product comprising the same and method for producing the same | |
| US20220400799A1 (en) | Core-sheath composite fiber for artificial hair, headwear product including same, and production method for same | |
| JP7402178B2 (en) | Artificial hair fibers and headdresses | |
| OA16745A (en) | Polyester-based fiber for artificial hair, method for producing the same, and bundle for hair and hair ornament product including the same. |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22903823 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023566100 Country of ref document: JP |