WO2023085401A1 - ベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シート - Google Patents
ベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シート Download PDFInfo
- Publication number
- WO2023085401A1 WO2023085401A1 PCT/JP2022/042105 JP2022042105W WO2023085401A1 WO 2023085401 A1 WO2023085401 A1 WO 2023085401A1 JP 2022042105 W JP2022042105 W JP 2022042105W WO 2023085401 A1 WO2023085401 A1 WO 2023085401A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- sheet
- region
- vapor chamber
- steam
- main body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images






































































Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F28—HEAT EXCHANGE IN GENERAL
- F28D—HEAT-EXCHANGE APPARATUS, NOT PROVIDED FOR IN ANOTHER SUBCLASS, IN WHICH THE HEAT-EXCHANGE MEDIA DO NOT COME INTO DIRECT CONTACT
- F28D15/00—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies
- F28D15/02—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes
- F28D15/04—Heat-exchange apparatus with the intermediate heat-transfer medium in closed tubes passing into or through the conduit walls ; Heat-exchange apparatus employing intermediate heat-transfer medium or bodies in which the medium condenses and evaporates, e.g. heat pipes with tubes having a capillary structure
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K7/00—Constructional details common to different types of electric apparatus
- H05K7/20—Modifications to facilitate cooling, ventilating, or heating
- H05K7/2029—Modifications to facilitate cooling, ventilating, or heating using a liquid coolant with phase change in electronic enclosures
- H05K7/20336—Heat pipes, e.g. wicks or capillary pumps
-
- H—ELECTRICITY
- H10—SEMICONDUCTOR DEVICES; ELECTRIC SOLID-STATE DEVICES NOT OTHERWISE PROVIDED FOR
- H10W—GENERIC PACKAGES, INTERCONNECTIONS, CONNECTORS OR OTHER CONSTRUCTIONAL DETAILS OF DEVICES COVERED BY CLASS H10
- H10W40/00—Arrangements for thermal protection or thermal control
- H10W40/70—Fillings or auxiliary members in containers or in encapsulations for thermal protection or control
- H10W40/73—Fillings or auxiliary members in containers or in encapsulations for thermal protection or control for cooling by change of state
Definitions
- the present disclosure relates to vapor chambers, electronics and body sheets for vapor chambers.
- Electronic devices such as mobile terminals use electronic devices that generate heat. Examples of such electronic devices include central processing units (CPUs), light emitting diodes (LEDs) and power semiconductors. Examples of mobile terminals include mobile terminals and tablet terminals.
- CPUs central processing units
- LEDs light emitting diodes
- power semiconductors Examples of mobile terminals include mobile terminals and tablet terminals.
- Such electronic devices are cooled by heat dissipation devices such as heat pipes.
- heat dissipation devices such as heat pipes.
- a vapor chamber that can be made thinner than a heat pipe is being developed. The vapor chamber efficiently cools the electronic device by absorbing the heat of the electronic device and diffusing it inside the enclosed working fluid.
- the working fluid in the vapor chamber receives heat from the electronic device at a portion (evaporation portion) close to the electronic device.
- the heated working fluid evaporates into working vapor.
- the working vapor diffuses away from the evaporator within a vapor channel section formed within the vapor chamber.
- the diffused working vapor is cooled and condensed into a working liquid.
- a liquid flow path is provided as a capillary structure (wick).
- the working liquid flows through the liquid flow path and is transported toward the evaporator.
- the working fluid transported to the evaporating section is again heated by the evaporating section and evaporated.
- the working fluid circulates in the vapor chamber while repeating phase changes, that is, evaporation and condensation, thereby diffusing the heat of the electronic device.
- the heat dissipation efficiency of the vapor chamber is enhanced.
- the vapor chamber may bend depending on the internal structure of the mounted electronic equipment. In this case, since the steam flow path is bent, the steam flow path tends to collapse. As a result, there is a problem that the flow path resistance increases and the flow of the working steam in the steam flow path portion is obstructed.
- An object of the present disclosure is to provide a vapor chamber, an electronic device, and a body sheet for the vapor chamber that can improve heat dissipation efficiency even when bent.
- the present disclosure is A vapor chamber containing a working fluid, a body sheet including a first body surface and a second body surface opposite to the first body surface; a first sheet located on the first main body surface of the main body sheet; a second sheet positioned on the second main body surface of the main body sheet; a space provided in the body sheet and covered with the first sheet and the second sheet; a plurality of first grooves communicating with the space; with the body sheet includes a land portion positioned in the space portion and extending in a first direction;
- the first groove is located on the first main body surface of the land, the plurality of first grooves include a plurality of main grooves extending in a first direction and a plurality of communication grooves communicating with the main grooves and extending in a direction different from the first direction;
- a plurality of communication groove rows each including a plurality of the communication grooves arranged in the first direction, which are partitioned by the main grooves, are configured in the land portion, the plurality of communication groove rows positioned in the land
- the present disclosure provides The low density region is located on both sides of the high density region in the first direction, It may be the vapor chamber described in [1].
- the present disclosure provides The plurality of communication groove rows includes an intermediate communication groove row composed of the communication grooves communicating with two of the main grooves adjacent to each other, the row of intermediate connecting grooves includes the low-density region and the high-density region; The high-density region of the row of intermediate connecting grooves is located in the bending region and overlaps the bending line,
- the vapor chamber according to [1] or [2] may be used.
- the present disclosure provides The plurality of communication groove rows includes an intermediate communication groove row composed of the communication grooves communicating with two of the main grooves adjacent to each other,
- the intermediate communication groove row includes the low density region,
- the low-density region of the row of intermediate connecting grooves is located in the bending region and overlaps the bending line,
- the vapor chamber according to [1] or [2] may be used.
- the present disclosure provides When two of the plurality of communicating groove rows adjacent to each other are defined as a first communicating groove row and a second communicating groove row, In the high-density region, the connecting grooves of the first connecting groove row are located on an extension line of the connecting grooves of the second connecting groove row, In the low-density region, the connecting grooves of the first connecting groove row are located at positions shifted with respect to extension lines of the connecting grooves of the second connecting groove row,
- the vapor chamber according to any one of [1] to [4] may be used.
- the present disclosure provides In the low-density region, the communication groove extends in a direction orthogonal to the first direction, In the high-density region, the communication groove extends in a direction inclined toward the first direction,
- the vapor chamber according to any one of [1] to [5] may be used.
- the present disclosure provides The bending line extends in a direction perpendicular to the first direction,
- the vapor chamber according to any one of [1] to [6] may be used.
- the present disclosure provides the bending line extends in a direction inclined in the first direction,
- the vapor chamber according to any one of [1] to [6] may be used.
- the present disclosure provides a vapor chamber in which a working fluid is enclosed, a body sheet including a first body surface and a second body surface opposite to the first body surface; a first sheet located on the first main body surface of the main body sheet; a second sheet positioned on the second main body surface of the main body sheet; a space provided in the body sheet and covered with the first sheet and the second sheet; a plurality of first grooves communicating with the space; with the body sheet includes a land portion positioned in the space portion and extending in a first direction;
- the first groove is located on the first main body surface of the land, the plurality of first grooves include a plurality of main grooves extending in a first direction and a plurality of communication grooves communicating with the main grooves and extending in a direction different from the first direction;
- a plurality of communication groove rows each including a plurality of communication grooves arranged in the first direction, which are partitioned by the main groove, are formed in the land, the plurality of communication groove rows positioned in the land
- a body sheet for a vapor chamber containing a working fluid comprising: a first body surface; a second body surface located opposite to the first body surface; a space extending from the first body surface to the second body surface; a land located in the space and extending in a first direction; a plurality of first grooves located on the first main body surface of the land portion and communicating with the space portion; with the plurality of first grooves include a plurality of main grooves extending in a first direction and communication grooves communicating with the main grooves and extending in a direction different from the first direction;
- a plurality of communication groove rows each including a plurality of the communication grooves arranged in the first direction, which are partitioned by the main grooves, are configured in the land portion, the plurality of communication groove rows positioned in the land portion include adjacent communication groove rows formed of the communication grooves communicating the space and the main grooves adjacent to the space;
- the number of the communication grooves per unit length in the first direction is the number of unit communication grooves, The row
- the present disclosure provides A vapor chamber containing a working fluid, a body sheet including a first body surface, a second body surface provided opposite to the first body surface, and a first body recess provided in the first body surface; a first sheet laminated on the first body surface; a bent portion where the body sheet and the first sheet are bent; with
- the first main body recess includes a first opening that opens to the first main body surface and an inner portion provided at a position closer to the second main body surface than the first opening,
- the first main body concave portion is provided at least in the bent portion, In a cross-sectional view of the bent portion, the first main body recess is formed so that the width increases from the first opening toward the inner portion, It may be a vapor chamber.
- the first body recess includes a first boundary edge extending from the first opening to the inner portion;
- the first boundary edge is curved toward the outside of the first main body recess at the bent portion,
- the vapor chamber according to [11] may be used.
- the present disclosure provides comprising a second sheet laminated on the second body surface,
- the main body sheet includes a second main body recess provided on the second main body surface,
- the second body recess includes a second opening that opens to the second body surface, the first body recess and the second body recess are connected at the inner portion and communicate with each other;
- the vapor chamber according to [11] or [12] may be used.
- the present disclosure provides in a cross-sectional view of the bent portion, the second main body recess is formed so that the width increases from the second opening toward the inner portion, [13] may be a vapor chamber.
- the second body recess includes a second boundary edge extending from the second opening to the inner portion, The second boundary edge is curved toward the outside of the second main body recess at the bent portion, [14] may be a vapor chamber.
- the present disclosure provides The first body concave portion is also provided at a position different from the bent portion, In a cross-sectional view at a position different from the bent portion, the first main body recess is formed so that the width increases toward the inner portion from the first opening, and the second main body recess is the second main body recess. It is formed so that the width becomes smaller as it goes from the opening to the inner part, It may be a vapor chamber according to [14] or [15].
- the present disclosure provides The first body concave portion is also provided at a position different from the bent portion, In a cross-sectional view at a position different from the bent portion, the first main body recess is formed so that the width decreases toward the inner portion from the first opening, and the second main body recess is the second main body recess. It is formed so that the width becomes smaller as it goes from the opening to the inner part, It may be a vapor chamber according to [14] or [15].
- the present disclosure provides A body sheet for a vapor chamber in which a working fluid is enclosed, a first body surface; a second body surface provided opposite to the first body surface; a first body recess provided in the first body surface; a second body recess provided in the second body surface; with
- the first main body recess includes a first opening that opens to the first main body surface and an inner portion provided at a position closer to the second main body surface than the first opening,
- the second body recess includes a second opening that opens to the second body surface,
- the first main body recess and the second main body recess are connected and communicated with each other at the inner part, and in a cross-sectional view, the first main body recess has a width that increases from the first opening toward the inner part. and the second main body recess is formed so that the width decreases from the second opening toward the inner portion, It may be a body sheet for a vapor chamber.
- the first body recess includes a first boundary edge extending from the first opening to the inner portion;
- the first boundary edge is curved toward the outside of the first body recess, It may be a body sheet for a vapor chamber according to [18].
- the second body recess includes a second boundary edge extending from the second opening to the inner portion;
- the second boundary edge is curved toward the outside of the second main body recess, It may be a body sheet for a vapor chamber according to [18] or [19].
- the present disclosure provides a body sheet for a vapor chamber according to any one of [18] to [20]; a first sheet laminated on the first body surface; a second sheet laminated on the second body surface; with It may be a vapor chamber.
- the present disclosure provides The main body sheet, the first sheet, and the second sheet are provided with a bent portion, The first body recess and the second body recess are provided at least in the bent portion, In a cross-sectional view of the bent portion, the first main body recess is formed so that the width increases from the first opening toward the inner side, and the second main body recess extends from the second opening to the inner side. It is formed so that the width becomes smaller toward the inner part, It may be the vapor chamber described in [21].
- the present disclosure provides The first main body recess and the second main body recess are also provided at positions different from the bent portion, In a cross-sectional view at a position different from the bent portion, the first main body recess is formed so that the width decreases toward the inner portion from the first opening, and the second main body recess is the second main body recess. It is formed so that the width becomes smaller as it goes from the opening to the inner part, [22] may be a vapor chamber.
- the present disclosure provides A vapor chamber containing a working fluid, a body sheet including a first body surface and a second body surface opposite to the first body surface; a first sheet located on the first main body surface of the main body sheet; a second sheet positioned on the second main body surface of the main body sheet; a space provided in the body sheet and covered with the first sheet and the second sheet; with the body sheet includes a plurality of lands positioned in the space and extending in a first direction; the space portion includes a plurality of working fluid passages formed between two adjacent land portions; each of the working fluid passages is provided with a reinforcing portion extending from the first sheet to the second sheet in the thickness direction of the body sheet; the vapor chamber includes a bending region bent along a bending line extending in a direction intersecting the first direction in plan view; The reinforcement part is located in the bending region and is arranged along the bending line, It may be a vapor chamber.
- the reinforcing portion includes a protruding portion that protrudes in the width direction of the land portion from one of the two land portions that form the working fluid passage, It may be the vapor chamber described in [24].
- the reinforcing portion includes a protrusion that protrudes in the width direction of the land from each of the two lands that form the working fluid passage, It may be the vapor chamber described in [24].
- the reinforcing portion includes a plurality of the projecting portions spaced apart in the first direction, It may be a vapor chamber according to [25] or [26].
- the present disclosure provides a plurality of first grooves located on the first main body surface of the land portion and communicating with the space portion; the projecting portion is defined by the first body surface and the second body surface to constitute the body sheet; a plurality of second grooves communicating with the space and the first groove are located on the first main body surface of the projection;
- the vapor chamber according to any one of [25] to [27] may be used.
- the reinforcing portion includes a reinforcing land spaced apart from the land, It may be the vapor chamber described in [24].
- the present disclosure provides The reinforcing portion includes a plurality of the reinforcing land portions, It may be the vapor chamber described in [29].
- the present disclosure provides The bending line extends in a direction orthogonal to the first direction,
- the vapor chamber according to any one of [24] to [30] may be used.
- This disclosure provides the bending line extends in a direction inclined in the first direction,
- the vapor chamber according to any one of [24] to [30] may be used.
- This disclosure provides A vapor chamber containing a working fluid, a body sheet including a first body surface and a second body surface opposite to the first body surface; a first sheet located on the first main body surface of the main body sheet; a second sheet positioned on the second main body surface of the main body sheet; a space provided in the body sheet and covered with the first sheet and the second sheet; with the vapor chamber is divided into a first region, a second region, and a reinforcement region located between the first region and the second region; the body sheet includes a plurality of lands positioned in the space and extending in a first direction from the first region to the second region via the reinforcing region; the space portion includes a plurality of working fluid passages formed between two adjacent land portions; each of the working fluid passages is provided with a reinforcing portion extending from the first sheet to the second sheet in the thickness direction of the body sheet; The reinforcing portion is positioned in the reinforcing region and arranged along a direction intersecting the first direction, It may be
- This disclosure provides the vapor chamber is divided into a first region, a second region, and a reinforcement region located between the first region and the second region;
- the reinforcing part is located in the reinforcing region, It may be a vapor chamber according to [33].
- the reinforcing region at least partially overlaps a bending region bent along a bending line extending in a direction intersecting the first direction in plan view of the vapor chamber. It may be the vapor chamber described in [34].
- the present disclosure provides A body sheet for a vapor chamber in which a working fluid is enclosed, a first body surface; a second body surface located opposite to the first body surface; a space extending from the first body surface to the second body surface; a plurality of land portions positioned in the space and extending in a first direction; with the space portion includes a plurality of working fluid passages formed between two adjacent land portions; each of the working fluid passages is provided with a reinforcing portion extending in the thickness direction of the main body sheet from the first main body surface to the second main body surface; The reinforcing portions are arranged along a direction intersecting the first direction, It may be a body sheet for a vapor chamber.
- This disclosure provides a housing; a device contained within the housing; the vapor chamber of any one of [1]-[9], [11]-[17] and [21]-[35], in thermal contact with the device; may be an electronic device.
- heat dissipation efficiency can be improved even when bent.
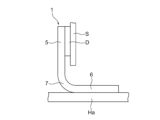
- FIG. 1 is a schematic perspective view illustrating an electronic device according to a first embodiment of the disclosure.
- FIG. 2 is a schematic diagram showing an example of the vapor chamber according to this embodiment mounted on the electronic device shown in FIG.
- FIG. 3 is a schematic diagram showing another example of the vapor chamber according to this embodiment mounted on the electronic device shown in FIG.
- FIG. 4 is an external perspective view showing the vapor chamber according to the first embodiment of the present disclosure;
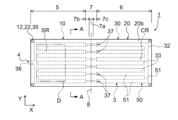
- FIG. 5 is a plan view of the vapor chamber shown in FIG. 2 before bending;
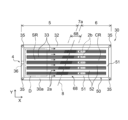
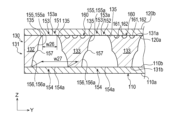
- FIG. 6 is a cross-sectional view taken along the line AA of FIG. 5.
- FIG. 7 is a plan view showing the inner surface of the first sheet shown in FIG. 6.
- FIG. 8 is a plan view showing the inner surface of the second sheet shown in FIG. 6.
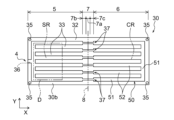
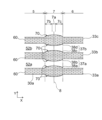
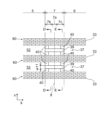
- FIG. 9 is a plan view showing the first main body surface of the wick sheet shown in FIG. 6.
- FIG. 10 is a plan view showing the second main body surface of the wick sheet shown in FIG. 6.
- FIG. 11 is a partially enlarged cross-sectional view of FIG. 6, which is a cross-sectional view taken along line BB of FIG. 13A, which will be described later.
- FIG. 12 is a partially enlarged view of the liquid flow path shown in FIG. 9.
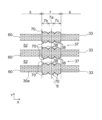
- FIG. 13A is an enlarged plan view showing the reinforcing portion of the vapor chamber shown in FIG. 9.
- FIG. 13B is an enlarged plan view showing a modification of the reinforcing portion shown in FIG. 13A.
- 13C is an enlarged plan view showing another modification of the reinforcing portion shown in FIG.
- FIG. 13A is a cross-sectional view taken along line CC of FIG. 13A.
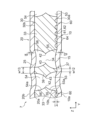
- 15 is a schematic cross-sectional view showing a bend region of the vapor chamber shown in FIG. 4;
- FIG. 16A is an enlarged plan view showing another modification of the reinforcing portion shown in FIG. 13A.
- FIG. 16B is an enlarged plan view showing another modification of the reinforcing portion shown in FIG. 13A.
- FIG. 16C is an enlarged plan view showing another modification of the reinforcing portion shown in FIG. 13A.
- FIG. 16D is an enlarged plan view showing another modification of the reinforcing portion shown in FIG. 13A.
- FIG. 17A is a cross-sectional view showing a modification of FIG. 14.
- FIG. 17B is a cross-sectional view showing another modification of FIG. 14.
- FIG. 17C is an enlarged plan view showing the bridge portion of FIG. 17B.
- FIG. 18 is an external perspective view showing a vapor chamber according to a second embodiment of the present disclosure;
- FIG. 19 is a plan view of the vapor chamber shown in FIG. 18 before bending;
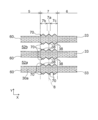
- FIG. 20 is an enlarged plan view showing the reinforcing portion of the vapor chamber shown in FIG. 19.
- FIG. FIG. 21 is an enlarged plan view showing reinforcement of a vapor chamber according to a third embodiment of the present disclosure; 22 is a cross-sectional view taken along line DD of FIG. 21.
- FIG. 23 is a cross-sectional view taken along line EE of FIG. 21.
- FIG. 24A is an enlarged plan view showing a modification of the reinforcing portion shown in FIG. 21.
- FIG. 24B is an enlarged plan view showing another modification of the reinforcing portion shown in FIG. 21.
- FIG. 25A is an enlarged plan view showing another modification of the reinforcing portion shown in FIG. 21.
- FIG. 25B is an enlarged plan view showing another modification of the reinforcing portion shown in FIG. 21.
- FIG. 25C is an enlarged plan view showing another modification of the reinforcing portion shown in FIG. 21.
- FIG. 26 is a sectional view showing a modification of FIG. 22.
- FIG. 27A is a cross-sectional view showing another modification of FIG. 22.
- FIG. 27B is a cross-sectional view showing another modification of FIG. 22.
- FIG. 28 is an external perspective view showing a vapor chamber according to a fourth embodiment of the present disclosure
- FIG. 29 is a plan view of the vapor chamber shown in FIG. 28 before bending
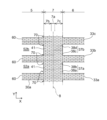
- FIG. 30 is a plan view showing the first main body surface of the wick sheet of the vapor chamber shown in FIG. 29
- FIG. 31 is a plan view showing the second main body surface of the wick sheet of the vapor chamber shown in FIG. 29
- FIG. 32 is a partially enlarged view of the liquid flow path shown in FIG. 30.
- FIG. 33 is a schematic cross-sectional view showing the bend region of the vapor chamber shown in FIG. 28
- FIG. 34A is a partially enlarged view showing a modified example of the liquid flow path shown in FIG. 32.
- FIG. 34B is a cross-sectional view taken along line FF of FIG. 34A.
- FIG. 34C is a cross-sectional view taken along line GG of FIG. 34A.
- FIG. 35 is a partially enlarged view showing another modification of the liquid flow path portion shown in FIG. 32.
- FIG. 36A is a partially enlarged view showing another modification of the liquid flow path shown in FIG. 32.
- FIG. 36B is a partially enlarged view showing another modification of the liquid flow path shown in FIG. 32.
- FIG. 37A is a partially enlarged view showing another modification of the liquid flow path shown in FIG. 32.
- FIG. 37B is a partially enlarged view showing another modification of the liquid flow path shown in FIG. 32.
- FIG. 38 is an external perspective view showing a vapor chamber according to a fifth embodiment of the present disclosure
- FIG. 39 is a plan view of the vapor chamber shown in FIG. 38 before bending
- FIG. 40 is a plan view showing the first body surface of the wick sheet shown in FIG. 39.
- FIG. 41 is a partially enlarged view of the liquid flow path shown in FIG. 40.
- FIG. FIG. 42 is a partially enlarged view showing a modification of the liquid flow path shown in FIG. 41.
- FIG. 43 is a plan view showing a modification of the vapor chamber shown in FIG. 39 before bending;
- FIG. 44 is a top view of a vapor chamber according to a sixth embodiment of the present disclosure;
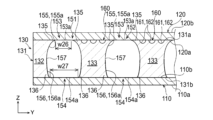
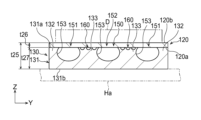
- FIG. 45 is a cross-sectional view taken along the line HH of FIG. 44.
- FIG. 45 is a cross-sectional view taken along the line HH of FIG. 44.
- FIG. 46 is a top view of the lower sheet of FIG. 45;
- FIG. 47 is a bottom view of the upper sheet of FIG. 45;
- FIG. 48 is a top view of the body sheet of FIG. 45;
- FIG. 49 is a partially enlarged sectional view of FIG. 45.
- FIG. 50 is a partially enlarged top view of the liquid flow path shown in FIG. 49.
- FIG. 51 is a diagram for explaining a material sheet preparation step in the vapor chamber manufacturing method according to the sixth embodiment of the present disclosure.
- FIG. 52 is a diagram for explaining a resist pattern forming step in the vapor chamber manufacturing method according to the sixth embodiment of the present disclosure.
- FIG. 53 is a diagram for explaining an etching step in the vapor chamber manufacturing method according to the sixth embodiment of the present disclosure.
- FIG. 51 is a diagram for explaining a material sheet preparation step in the vapor chamber manufacturing method according to the sixth embodiment of the present disclosure.
- FIG. 52 is a diagram for explaining a resist pattern forming step in the
- FIG. 54 is a diagram for explaining a resist pattern removing step in the vapor chamber manufacturing method according to the sixth embodiment of the present disclosure.
- FIG. 55 is a diagram for explaining a bonding step in the vapor chamber manufacturing method according to the sixth embodiment of the present disclosure.
- 56A is a partially enlarged cross-sectional view showing a modification of the steam flow path portion of FIG. 49.
- FIG. 56B is a partially enlarged cross-sectional view showing another modification of the steam channel portion of FIG. 49.
- FIG. 56C is a partially enlarged cross-sectional view showing another modification of the steam flow path portion of FIG. 49.
- FIG. 56D is a cross-sectional view showing a modification of the steam channel portion of FIG. 45.
- FIG. 56E is a cross-sectional view showing another modification of the steam channel portion of FIG. 45.
- FIG. 57 is a cross-sectional view showing another modification of the steam channel portion of FIG. 45.
- FIG. 58 is a partially enlarged sectional view of FIG. 57.
- FIG. 59 is a top view of a modification of the vapor chamber of FIG. 44;
- FIG. 60 is a perspective view showing the vapor chamber bent along the bend line of FIG. 59.
- FIG. 61 is a cross-sectional view showing an example of a cross-section at a position different from the curved portion of the vapor chamber of FIG. 60.
- FIG. 62 is a partially enlarged sectional view of FIG. 61.
- FIG. 63A is a diagram for explaining an example of a vapor flow path concave portion of the vapor chamber shown in FIG. 60;
- FIG. 63B is a diagram for explaining another example of the vapor channel concave portion of the vapor chamber shown in FIG. 60;
- 64 is a cross-sectional view showing a modification of the steam channel portion of FIG. 45.
- FIG. 65 is a partially enlarged sectional view of FIG. 64.
- Geometric conditions, physical properties, terms specifying the degree of geometric conditions or physical properties, numerical values indicating geometric conditions or physical properties, etc. used in this specification are strictly You can interpret without being bound by the meaning. These geometric conditions, physical characteristics, terms, numerical values, and the like may be interpreted to include the extent to which similar functions can be expected. Examples of terms specifying geometric conditions include “length”, “angle”, “shape” and “disposition”. Examples of terms specifying geometric conditions include “parallel,” “orthogonal,” and “identical.” Furthermore, to clarify the drawings, the shapes of parts that can be expected to have similar functions are described regularly. However, without being bound by a strict meaning, the shapes of the portions may differ from each other within the range in which the functions can be expected. In the drawings, the boundary lines indicating the joint surfaces of the members are shown as simple straight lines for convenience, but they are not bound to be strictly straight lines, and within the range where the desired joint performance can be expected, The shape of the boundary line is arbitrary.
- the vapor chamber 1 is housed in a housing H of an electronic device E together with an electronic device D that generates heat, and is a device for cooling the electronic device D.
- the electronic device E include mobile terminals such as portable terminals and tablet terminals.
- Examples of electronic devices D include central processing units (CPUs), light emitting diodes (LEDs), power semiconductors, and the like.
- Electronic device D may also be referred to as a cooled device.
- the electronic equipment E may include a housing H, an electronic device D housed within the housing H, and a vapor chamber 1 .
- a touch panel display TD is provided on the front surface of the housing H.
- the vapor chamber 1 is housed within the housing H and arranged to be in thermal contact with the electronic device D. As shown in FIG. The vapor chamber 1 receives heat generated by the electronic device D when the electronic equipment E is used.
- the heat received by the vapor chamber 1 is released to the outside of the vapor chamber 1 via working fluids 2a and 2b, which will be described later, and the electronic device D is effectively cooled. If the electronic device E is a tablet terminal, the electronic device D corresponds to a central processing unit or the like.
- the vapor chamber 1 according to this embodiment is bent as shown in FIGS.
- the vapor chamber 1 is bent according to the internal structure of the electronic equipment E. As shown in FIG. Depending on the positional relationship between the heat-generating electronic device E and the heat-dissipating housing member Ha, the vapor chamber 1 may be bent.
- the housing member Ha is a member that constitutes the housing H. As shown in FIG.
- FIG. 1 An example is the case where the electronic device D and the housing member Ha are arranged as shown in FIG.
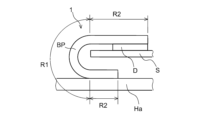
- the vapor chamber 1 is bent at right angles so as to contact the electronic device D and the housing member Ha. More specifically, a bending region 7a, which will be described later, is formed in a 1/4 arc shape.
- Electronic device D is mounted on substrate S.
- FIG. Another example is the case where the electronic device D and the housing member Ha are arranged as shown in FIG. In this case, the vapor chamber 1 is bent 180 degrees so as to contact the electronic device D and the housing member Ha. More specifically, a bending region 7a, which will be described later, is formed in a 1/2 arc shape.
- FIGS. 2 and 3 show an example of the vapor chamber 1 bent at one bend line 8 (see FIGS. 4 and 5), but this is not limiting. The vapor chamber 1 may be bent at two or more bend lines 8 at different positions.
- the vapor chamber 1 that is bent at right angles along one bending line 8 will be described as an example.
- the vapor chamber 1 shown in FIG. 4 is divided into a first region 5 , a second region 6 and a reinforcing region 7 located between the first region 5 and the second region 6 .
- the reinforcing region 7 may include a bending region 7a. In the bending region 7a, the vapor chamber 1 is bent at right angles.
- the first region 5 and the second region 6 are formed substantially flat.
- the first region 5 may be in contact with the electronic device D, and the second region 6 may be in contact with the housing member Ha (see FIG. 2). A detailed description of each area will be given later.
- FIGS. 5 to 11 showing the vapor chamber 1 before being bent.
- the vapor chamber 1 includes a sealed space 3 in which working fluids 2a and 2b are enclosed. As the working fluids 2a and 2b in the sealed space 3 undergo repeated phase changes, the electronic device D is cooled.
- working fluids 2a and 2b include pure water, ethanol, methanol, acetone, etc., and mixtures thereof.
- the vapor chamber 1 includes a first sheet 10, a second sheet 20, a vapor chamber wick sheet 30, a vapor channel portion 50, and a first liquid channel portion 60. and have.
- the second sheet 20 is provided on the side opposite to the first sheet 10 with respect to the wick sheet 30 .
- a wick sheet 30 for the vapor chamber is an example of a body sheet, and is interposed between the first sheet 10 and the second sheet 20 .
- the wick sheet 30 for the vapor chamber is hereinafter simply referred to as the wick sheet 30 .
- the first sheet 10, the wick sheet 30 and the second sheet 20 are stacked in this order.
- the wick sheet 30 may be composed of two or more sheets, and the wick sheet 30 may be composed of two or more sheets.
- the number of sheets of is arbitrary.
- the vapor chamber 1 shown in FIG. 5 is generally formed in the shape of a thin flat plate.
- the vapor chamber 1 may have any planar shape before bending, it may have a rectangular shape as shown in FIG.
- the planar shape of the vapor chamber 1 may be, for example, a rectangle with one side of 1 cm and the other side of 3 cm, or a square with one side of 15 cm.
- the plane dimensions of the vapor chamber 1 before bending are arbitrary. In the present embodiment, an example will be described in which the planar shape of the vapor chamber 1 before bending is a rectangular shape whose longitudinal direction is the X direction, which will be described later.
- the first sheet 10, the second sheet 20 and the wick sheet 30 may have the same planar shape as the vapor chamber 1, as shown in FIGS.
- the planar shape of the vapor chamber 1 before bending is not limited to a rectangular shape, and may be any shape such as a circular shape, an elliptical shape, an L-shape, or a T-shape.
- the vapor chamber 1 includes an evaporation area SR where the working fluid 2b evaporates and a condensation area CR where the working steam 2a condenses.
- the working vapor 2a is a gaseous working fluid
- the working liquid 2b is a liquid working fluid.
- the evaporation region SR is a region that overlaps with the electronic device D in plan view, and is a region that is in contact with the electronic device D. Although the evaporation area SR is located within the first area 5, the location of the evaporation area SR is arbitrary. In the present embodiment, an evaporation region SR is formed on one side of the vapor chamber 1 in the X direction. In FIG. 5 the vaporization region SR is located on the left side of the vapor chamber 1 . Heat from the electronic device D is transferred to the evaporation region SR, and the heat evaporates the working fluid 2b to generate the working vapor 2a.
- the evaporation region SR may include a region overlapping the electronic device D and a region therearound in plan view.
- the condensation area CR is an area that does not overlap the electronic device D in plan view, and is an area where the working steam 2a mainly releases heat and condenses.
- the condensation area CR may be located within the second area 6 .
- the condensation region CR may be a region surrounding the evaporation region SR including the second region 6 . Heat is released from the working steam 2a in the condensation region CR.
- the working steam 2a is cooled and condensed to produce a working liquid 2b.
- the term "planar view” refers to a state in which the vapor chamber 1 is viewed from a direction orthogonal to the surface receiving heat from the electronic device D and the surface emitting the received heat.
- the surface that receives heat corresponds to a second sheet outer surface 20b of the second sheet 20, which will be described later.
- the surface that emits heat corresponds to a first sheet outer surface 10a of the first sheet 10, which will be described later.
- FIG. 4 in the bent first region 5 of the vapor chamber 1, the state viewed in the direction indicated by the arrow V1 corresponds to a planar view.
- the state viewed in the direction indicated by the arrow V2 corresponds to a planar view.
- the vapor chamber 1 before bending corresponds to a plan view when the vapor chamber 1 is viewed from above or from below.
- the first sheet 10 includes a first sheet outer surface 10a positioned opposite to the wick sheet 30 and a first sheet inner surface 10b facing the wick sheet 30.
- the housing member Ha described above may be in contact with the first seat outer surface 10a.
- a first body surface 30a of the wick sheet 30, which will be described later, is in contact with the first sheet inner surface 10b.
- the first sheet 10 may be formed substantially flat.
- the first sheet 10 may have a substantially constant thickness.
- alignment holes 12 may be formed in the four corners of the first sheet 10 .
- FIG. 7 shows an example in which the planar shape of the alignment hole 12 is circular, it is not limited to this.
- the alignment holes 12 may penetrate the first sheet 10 .
- the second sheet 20 includes a second sheet inner surface 20 a facing the wick sheet 30 and a second sheet outer surface 20 b located on the opposite side of the wick sheet 30 .
- the electronic device D described above may be in contact with the second sheet outer surface 20b.
- a later-described second body surface 30b of the wick sheet 30 is in contact with the second sheet inner surface 20a.
- the second sheet 20 may be formed substantially flat.
- the second sheet 20 may have a substantially constant thickness.
- alignment holes 22 may be formed in the four corners of the second sheet 20 .
- FIG. 8 shows an example in which the planar shape of the alignment hole 22 is circular, it is not limited to this.
- the alignment holes 22 may pass through the second sheet 20 .
- the wick sheet 30 includes a first main body surface 30a and a second main body surface 30b opposite to the first main body surface 30a.
- the first sheet inner surface 10b of the first sheet 10 is in contact with the first body surface 30a.
- the second sheet inner surface 20a of the second sheet 20 is in contact with the second body surface 30b.
- the first sheet inner surface 10b of the first sheet 10 and the first body surface 30a of the wick sheet 30 may be diffusion-bonded.
- the first seat inner surface 10b and the first body surface 30a may be permanently joined together.
- the second sheet inner surface 20a of the second sheet 20 and the second body surface 30b of the wick sheet 30 may be diffusion bonded.
- the second seat inner surface 20a and the second body surface 30b may be permanently joined together.
- the wick sheet 30 includes a frame portion 32 and a plurality of lands 33.
- the frame body portion 32 defines the steam channel portion 50 and is formed in a rectangular frame shape along the X direction and the Y direction in plan view.
- the land portion 33 is located inside the steam channel portion 50 and is located inside the frame portion 32 in a plan view.
- the frame portion 32 and the land portion 33 are portions where the material of the wick sheet 30 remains without being etched in the etching process described later.
- a first steam passage 51 which will be described later, through which the working steam 2a flows.
- a second steam passage 52 (to be described later) through which the working steam 2a flows is formed between the land portions 33 adjacent to each other.
- the land portion 33 may extend in an elongated shape with the X direction as the longitudinal direction in plan view.
- the planar shape of the land portion 33 may be an elongated rectangular shape.
- the X direction is an example of a first direction and corresponds to the horizontal direction in FIGS. 9 and 10.
- Each land portion 33 may be arranged at regular intervals in the Y direction.
- the Y direction is an example of a second direction, and is a direction orthogonal to the X direction in plan view.
- the Y direction is the width direction of the land portion 33 and corresponds to the vertical direction in FIGS.
- Each land portion 33 may be positioned parallel to each other.
- a direction orthogonal to each of the X direction and the Y direction is defined as the Z direction.
- the Z direction corresponds to the vertical direction in FIGS. 6 and 11, and corresponds to the thickness direction.
- the width w1 of the land portion 33 may be, for example, 100 ⁇ m to 1500 ⁇ m.
- the width w1 of the land portion 33 is the dimension of the land portion 33 in the Y direction.
- the width w1 means the dimension of the wick sheet 30 in the Z direction at the position where the through portion 34, which will be described later, exists.
- the width w1 means the dimension from one projecting portion 42 of the land portion 33 to the other projecting portion 42, which will be described later.
- the X direction in the first region 5 and the second region 6 of the vapor chamber 1 shown in FIG. 4 corresponds to the direction along the longitudinal direction of the land portion 33 .
- the X direction in the first region 5 corresponds to the vertical direction in FIG.
- the Y direction in the first region 5 and the second region 6 of the vapor chamber 1 shown in FIG. 4 corresponds to the direction in which the land portions 33 are arranged.
- the Z direction corresponds to the direction orthogonal to the vapor chamber 1 in the first region 5 and the second region 6 of the vapor chamber 1 shown in FIG.
- the Z direction in the second area 6 corresponds to the vertical direction in FIG.
- the frame body part 32 and each land part 33 are diffusion-bonded to the first sheet 10 and diffusion-bonded to the second sheet 20 . This improves the mechanical strength of the vapor chamber 1 .
- a wall surface 53 a of the first steam flow channel recess 53 and a wall surface 54 a of the second steam flow channel recess 54 which will be described later, form side walls of the land portion 33 .
- the first main body surface 30a and the second main body surface 30b of the wick sheet 30 may be formed flat over the frame portion 32 and each land portion 33 .
- alignment holes 35 may be formed at the four corners of the wick sheet 30 .
- 9 and 10 show an example in which the planar shape of the alignment hole 35 is circular, but it is not limited to this.
- the alignment holes 35 may pass through the wick sheet 30 .
- the steam channel portion 50 may be provided on the first body surface 30a of the wick sheet 30.
- the steam channel portion 50 is an example of a space portion.
- the steam channel portion 50 may be a channel through which the working steam 2a mainly passes.
- the working fluid 2b may also pass through the vapor flow path portion 50 .
- the steam channel portion 50 may extend from the first main body surface 30 a to the second main body surface 30 b or penetrate the wick sheet 30 .
- the steam channel portion 50 may be covered with the first sheet 10 on the first body surface 30a, and may be covered with the second sheet 20 on the second body surface 30b.
- the steam flow passage section 50 may include a first steam passage 51 and a plurality of second steam passages 52.
- Each of the first steam passage 51 and the second steam passage 52 is an example of a working fluid passage.
- the first steam passage 51 is formed between the frame portion 32 and the land portion 33 .
- the first steam passage 51 is formed continuously inside the frame portion 32 and outside the land portion 33 .
- the planar shape of the first steam passage 51 may be a rectangular frame shape along the X direction and the Y direction.
- the first steam passage 51 may include a portion extending in the X direction and a portion extending in the Y direction.
- the second steam passage 52 is formed between land portions 33 adjacent to each other.
- the planar shape of the second steam passage 52 may be an elongated rectangular shape.
- the second steam passage 52 may extend in the X direction.
- the plurality of lands 33 partition the steam flow path section 50 into a first steam passage 51 and a plurality of second steam passages 52 .
- the first steam passage 51 and the second steam passage 52 may extend from the first body surface 30a of the wick sheet 30 to the second body surface 30b. In this case, the first steam passage 51 and the second steam passage 52 pass through the wick sheet 30 .
- the first steam passage 51 and the second steam passage 52 are defined by a first steam passage recess 53 provided in the first main body surface 30a and a second steam passage recess 54 provided in the second main body surface 30b. contains.
- the first steam channel recess 53 and the second steam channel recess 54 communicate with each other.
- the first steam channel recess 53 and the second steam channel recess 54 may extend in the X direction.
- the first steam flow path concave portion 53 may be formed by etching the first main body surface 30a of the wick sheet 30 in an etching process to be described later.
- the first steam channel recess 53 is formed in a recessed shape on the first body surface 30a.
- the first steam channel recess 53 may include a curved wall surface 53a.
- FIG. 11 shows a cross section perpendicular to the X direction. This wall surface 53a defines the first steam flow path recess 53, and may be curved so as to approach the opposing wall surface 53a as it approaches the second body surface 30b.
- the first steam passage concave portion 53 constitutes a portion of the first steam passage 51 relatively close to the first sheet 10 and a portion of the second steam passage 52 relatively close to the first sheet 10 .
- the width w2 of the first vapor channel recessed portion 53 in the first region 5 and the second region 6 may be, for example, 100 ⁇ m to 5000 ⁇ m.
- the width w2 of the first steam flow path recess 53 is the dimension in the Y direction, which is the dimension of the first steam flow path recess 53 on the first main body surface 30a.
- the width w2 corresponds to the Y-direction dimension of the portion of the first steam passage 51 extending in the X direction and the Y-direction dimension of the second steam passage 52 .
- the width w2 also corresponds to the X-direction dimension of the portion of the first steam passage 51 that extends in the Y-direction.
- the second steam flow path concave portion 54 may be formed by etching the second main body surface 30b of the wick sheet 30 in an etching process to be described later.
- the second steam flow channel recessed portion 54 is formed in a recessed shape in the second main body surface 30b.
- the second steam flow path recess 54 may include a curved wall surface 54a. This wall surface 54a defines the second steam flow path recess 54 and may curve toward the opposing wall surface 54a as it approaches the first body surface 30a.
- the second steam passage concave portion 54 constitutes a portion of the first steam passage 51 relatively close to the second seat 20 and a portion of the second steam passage 52 relatively close to the second seat 20 .
- the width w3 of the second steam channel recess 54 in the first region 5 and the second region 6 may be, for example, 100 ⁇ m to 5000 ⁇ m, like the width w2 of the first steam channel recess 53 described above.
- the width w3 of the second steam flow channel recess 54 is the dimension in the Y direction, which is the dimension of the second steam flow channel recess 54 on the second main body surface 30b.
- the width w3 corresponds to the Y-direction dimension of the portion of the first steam passage 51 extending in the X direction and the Y-direction dimension of the second steam passage 52 .
- the width w3 also corresponds to the X-direction dimension of the portion of the first steam passage 51 that extends in the Y-direction.
- the width w3 of the second steam channel recess 54 may be equal to or different from the width w2 of the first steam channel recess 53 .
- the wall surface 53a of the first steam flow channel recess 53 and the wall surface 54a of the second steam flow channel recess 54 may be connected to form the through portion 34.
- the planar shape of the penetrating portion 34 in the first steam passage 51 may be a rectangular frame shape.
- the planar shape of the penetrating portion 34 in the second steam passage 52 may be an elongated rectangular shape.
- Penetrations 34 may be defined by overhangs 42 .
- the land portion 33 may include an overhang portion 42 .
- the projecting portion 42 may be defined by a ridgeline where the wall surface 53a of the first steam flow path recess 53 and the wall surface 54a of the second steam flow path recess 54 join.
- the protruding portion 42 may be formed to protrude inside the steam passages 51 and 52 as shown in FIG. 11 .
- the plane area of the first steam passage 51 in the penetration portion 34 may be minimized, and the plane area of the second steam passage 52 in the penetration portion 34 may be minimized.
- the width w4 of the penetration portion 34 of each steam passage 51, 52 may be, for example, 400 ⁇ m to 5000 ⁇ m.
- the width w4 of the penetrating portion 34 is the width of the penetrating portion 34 in the first region 5 and the second region 6, and corresponds to the gap between the land portions 33 adjacent to each other in the Y direction.
- the width w4 may be the gap between the two projecting portions 42 of the land portion 33 that project most inwardly of the steam passages 51 and 52, as shown in FIG.
- the position of the penetrating portion 34 in the Z direction may be an intermediate position between the first main body surface 30a and the second main body surface 30b. Alternatively, the position of the penetrating portion 34 may be a position closer to the first seat 10 than the intermediate position, or a position closer to the second seat 20 than the intermediate position.
- the position of the penetrating portion 34 in the Z direction is arbitrary. The position of the penetrating portion 34 in the Z direction may be the same as the position of the protruding portion 42 in the Z direction.
- the cross-sectional shapes of the first steam passage 51 and the second steam passage 52 include the penetrating portion 34 defined by the projecting portion 42 that projects inward.
- the cross-sectional shape of the first steam passage 51 and the cross-sectional shape of the second steam passage 52 may be a trapezoidal shape, a parallelogram shape, or a barrel shape.
- the steam passage portion 50 including the first steam passage 51 and the second steam passage 52 configured in this manner constitutes part of the sealed space 3 described above.
- Each of the steam passages 51, 52 has a relatively large cross-sectional area for passage of the working steam 2a.
- FIG. 11 shows the first steam passage 51 and the second steam passage 52 in an enlarged manner for clarity of the drawing.
- the number of second steam passages 52 and lands 33 is different from that shown in FIG. 5 for clarity of illustration.
- the number of main grooves 61 which will be described later, is also different in the example shown in FIG. 11 from that in FIG.
- the number of second steam passages 52, lands 33, and mainstream grooves 61, etc. are appropriately changed for clarity of the drawings.
- a plurality of support portions that support the land portion 33 on the frame portion 32 may be provided in each of the steam passages 51 and 52 .
- a support portion may be provided to support two land portions 33 adjacent to each other. These support portions may be provided on both sides of the land portion 33 in the X direction, or may be provided on both sides of the land portion 33 in the Y direction.
- the support portion may be formed so as not to block the flow of the working steam 2a that diffuses through the steam channel portion 50 .
- the support portion is positioned close to one of the first main body surface 30a and the second main body surface 30b of the wick sheet 30, and a space forming the steam channel portion 50 is formed at a position close to the other. may be As a result, the thickness of the supporting portion can be made thinner than the thickness of the wick sheet 30, and the first steam passage 51 and the second steam passage 52 can be prevented from being divided in the X direction and the Y direction.
- the vapor chamber 1 may include an injection part 4 for injecting the working fluid 2b into the sealed space 3.
- the injection section 4 includes an injection passage 36 communicating with the first steam passage 51 .
- the position of the injection part 4 is arbitrary.
- the injection channel 36 may be recessed in the second body surface 30b.
- the injection channel 36 may be recessed in the first body surface 30a.
- the injection channel 36 may communicate with the first liquid channel portion 60 depending on the configuration of the first liquid channel portion 60 .
- the first liquid flow path portion 60 may be formed between the first sheet 10 and the wick sheet 30.
- the first liquid flow path portion 60 is formed on the first body surface 30 a of the land portion 33 .
- the first liquid flow path portion 60 may be a flow path through which the working fluid 2b mainly passes.
- the working steam 2 a described above may pass through the first liquid flow path portion 60 .
- the first liquid channel portion 60 forms part of the sealed space 3 described above and communicates with the vapor channel portion 50 .
- the first liquid flow path section 60 is configured as a capillary structure for transporting the working liquid 2b to the evaporation region SR.
- the first liquid flow path section 60 may also be referred to as a wick.
- the first liquid flow path portion 60 may be formed over the entire first body surface 30 a of each land portion 33 . Although not shown in FIG. 9 and the like, a first liquid flow path portion 60 may be formed inside the first main body surface 30 a of the frame portion 32 . In the present embodiment, the second main body surface 30b of the land portion 33 and the second main body surface 30b of the frame portion 32 are not formed with liquid flow paths.
- the first liquid flow path portion 60 is an example of a first groove aggregate including a plurality of grooves. More specifically, the first liquid flow path portion 60 includes multiple mainstream grooves 61 and multiple communication grooves 65 .
- the main groove 61 and the communication groove 65 of the first liquid flow path portion 60 are an example of the first groove.
- the main groove 61 and the communication groove 65 are grooves through which the hydraulic fluid 2b passes.
- the communication groove 65 communicates with the main groove 61 .
- Each mainstream groove 61 extends in the X direction, as shown in FIG.
- the main groove 61 mainly has a small flow cross-sectional area so that the working fluid 2b flows by capillary action.
- the channel cross-sectional area of the main groove 61 is smaller than the channel cross-sectional areas of the steam passages 51 and 52 .
- the main groove 61 is configured to transport the working fluid 2b condensed from the working steam 2a to the evaporation region SR.
- Each main groove 61 may be spaced apart at equal intervals along the Y direction orthogonal to the X direction.
- Each mainstream groove 61 may be positioned parallel to each other.
- the main groove 61 is formed by etching the first main body surface 30a of the wick sheet 30 in an etching process to be described later. Accordingly, the main groove 61 may include a curved wall surface 62, as shown in FIG.
- the wall surface 62 defines the mainstream groove 61 and may be curved in a shape that bulges toward the second body surface 30b.
- the width w5 of the main groove 61 may be smaller than the width w2 of the first steam flow passage recess 53.
- the width w ⁇ b>5 of the main groove 61 may be smaller than the width w ⁇ b>1 of the land portion 33 .
- the width w5 of the main groove 61 may be, for example, 5 ⁇ m to 400 ⁇ m.
- the width w5 means the dimension of the main groove 61 on the first main body surface 30a. 11 and 12, the width w5 corresponds to the Y-direction dimension of the main groove 61.
- the depth h1 of the main groove 61 may be, for example, 3 ⁇ m to 300 ⁇ m.
- the depth h1 corresponds to the Z-direction dimension of the main groove 61 .
- each communication groove 65 extends in a direction different from the X direction.
- each communication groove 65 extends in the Y direction and is formed perpendicular to the main groove 61 .
- Some communication grooves 65 communicate two main grooves 61 adjacent to each other.
- Another communication groove 65 communicates the first steam passage 51 or the second steam passage 52 with the main groove 61 .
- the communication groove 65 may extend from the side edge 33e of the land portion 33 in the Y direction to the main groove 61 adjacent to the side edge 33e. In this manner, the first steam passage 51 communicates with the main groove 61 and the second steam passage 52 communicates with the main groove 61 .
- the communication groove 65 has a small channel cross-sectional area so that the working fluid 2b mainly flows by capillary action.
- the channel cross-sectional area of the communication groove 65 is smaller than the channel cross-sectional areas of the steam passages 51 and 52 .
- the communication grooves 65 may be spaced apart at predetermined intervals along the X direction, or may be spaced at equal intervals. Each communication groove 65 may be positioned parallel to each other.
- the communication groove 65 is also formed by etching, which will be described later, similarly to the main groove 61 . Accordingly, the communication groove 65 may include a curved wall surface (not shown) similar to that of the main groove 61 .
- a width w ⁇ b>6 of the communication groove 65 may be smaller than a width w ⁇ b>2 of the first steam flow path concave portion 53 .
- Width w ⁇ b>6 of communication groove 65 may be smaller than width w ⁇ b>1 of land portion 33 .
- the width w6 of the communication groove 65 may be equal to the width w5 of the main groove 61 . However, width w6 may be larger or smaller than width w5.
- the width w6 means the dimension of the communication groove 65 in the first main body surface 30a. In FIG. 12, the width w6 corresponds to the dimension of the communication groove 65 in the X direction.
- the depth of the communication groove 65 may be equal to the depth h1 of the main groove 61 . However, the depth of the communication groove 65 may be deeper or shallower than the depth h1.
- the first liquid flow path section 60 includes a row of protrusions 64A.
- the row of protrusions 64A is provided on the first main body surface 30a of the wick sheet 30. As shown in FIG.
- the row of protrusions 64A is provided between the main grooves 61 adjacent to each other.
- Each projection row 64A includes a plurality of projections 64 arranged in the X direction.
- the convex portion 64 is in contact with the first sheet 10 .
- each convex portion 64 is formed in a rectangular shape in plan view so that the X direction is the longitudinal direction.
- Main grooves 61 are interposed between protrusions 64 adjacent to each other in the Y direction.
- a communication groove 65 is interposed between the protrusions 64 adjacent to each other in the X direction.
- the convex portion 64 is a portion where the material of the wick sheet 30 remains without being etched in the etching process described later.
- the planar shape of the convex portion 64 is rectangular. More specifically, the planar shape of the convex portion 64 corresponds to the planar shape at the position of the first main body surface 30a.
- the protrusions 64 are arranged in a zigzag pattern. More specifically, the convex portions 64 of the convex portion rows 64A that are adjacent to each other in the Y direction are positioned at positions shifted from each other in the X direction. This shift amount may be half the arrangement pitch of the protrusions 64 in the X direction.
- the width w7 of the protrusion 64 may be, for example, 5 ⁇ m to 500 ⁇ m.
- the width w7 means the dimension of the projection 64 on the first main body surface 30a. In FIG. 12, the width w7 corresponds to the Y-direction dimension of the projection 64. As shown in FIG.
- the positions of the protrusions 64 are not limited to being staggered, and may be arranged in parallel.
- the convex portions 64 of the convex portion rows 64A adjacent to each other in the Y direction are positioned at the same position in the X direction.
- each sheet 10, 20, 30 may be composed of a metallic material.
- each sheet 10, 20, 30 may comprise copper or a copper alloy. Copper and copper alloys have good thermal conductivity and corrosion resistance when using pure water as the working fluid. Examples of copper include pure copper and oxygen-free copper (C1020). Examples of copper alloys include copper alloys containing tin, copper alloys containing titanium (such as C1990), and Corson copper alloys (such as C7025), which are copper alloys containing nickel, silicon and magnesium.
- a copper alloy containing tin is, for example, phosphor bronze (C5210 or the like).
- the thickness t1 of the vapor chamber 1 shown in FIG. 6 may be, for example, 100 ⁇ m to 500 ⁇ m.
- the thickness t1 of the vapor chamber 1 may be, for example, 100 ⁇ m to 500 ⁇ m.
- the vapor passage portion 50 can be appropriately secured. Therefore, the vapor chamber 1 can function properly.
- the thickness t1 to 500 ⁇ m or less it is possible to suppress the thickness t1 of the vapor chamber 1 from increasing. Therefore, the vapor chamber 1 can be made thin.
- the thickness of the wick sheet 30 may be thicker than the thickness of the first sheet 10 .
- the thickness of the wick sheet 30 may be thicker than the thickness of the second sheet 20 .
- This embodiment shows an example in which the thickness of the first sheet 10 and the thickness of the second sheet 20 are equal.
- the present disclosure is not limited to this, and the thickness of the first sheet 10 and the thickness of the second sheet 20 may be different.
- the thickness t2 of the first sheet 10 may be, for example, 6 ⁇ m to 100 ⁇ m. By setting the thickness t2 of the first sheet 10 to 6 ⁇ m or more, the mechanical strength and long-term reliability of the first sheet 10 can be ensured. On the other hand, by setting the thickness t2 of the first sheet 10 to 100 ⁇ m or less, it is possible to suppress the thickness t1 of the vapor chamber 1 from increasing.
- the thickness t3 of the second sheet 20 may be set similarly to the thickness t2 of the first sheet 10 .
- the thickness t4 of the wick sheet 30 may be, for example, 50 ⁇ m to 400 ⁇ m. By setting the thickness t4 of the wick sheet 30 to 50 ⁇ m or more, the vapor passage portion 50 can be appropriately secured. Therefore, the vapor chamber 1 can function properly. On the other hand, by setting the thickness to 400 ⁇ m or less, it is possible to suppress the thickness t1 of the vapor chamber 1 from increasing. Therefore, the vapor chamber 1 can be made thin.
- the thickness t4 of the wick sheet 30 may be the distance between the first main body surface 30a and the second main body surface 30b.
- the vapor chamber 1 is divided into a first region 5, a second region 6, and a reinforcement region 7.
- the wick sheet 30 is divided into a first area 5, a second area 6 and a reinforcing area 7.
- each of the land portions 33 of the wick sheet 30 described above extends from the first region 5 to the second region 6 via the reinforcing region 7 in the X direction.
- Each land portion 33 is formed from the first region 5 to the second region 6 and passes through the reinforcement region 7 .
- each second steam passage 52 is provided with a reinforcing portion 37 .
- the reinforcing portion 37 is located in the reinforcing region 7 including the bending region 7a.
- the reinforcing portion 37 may not be positioned in the first region 5 and may not be positioned in the second region 6 .
- One reinforcing portion 37 may be formed in each of the second steam passages 52 .
- the reinforcement portion 37 formed in the second steam passage 52 will be described below for convenience, the reinforcement portion 37 may be formed in the first steam passage 51 as well.
- one reinforcement portion 37 may be formed in each of two portions of the first steam passage 51 located in the reinforcement region 7 .
- a portion of the first steam passage 51 located in the reinforcing region 7 is a portion of the first steam passage 51 extending in the X direction.
- the reinforced area 7 may be an area having an X-direction range in which the reinforced portion 37 exists.
- the reinforcing region 7 may be a region having an X-direction range in which a projecting portion 38, which will be described later, exists.
- the reinforcing region 7 may be a region extending along the Y direction.
- the first region 5 means a region on one side of the reinforcing region 7 in the X direction
- the second region 6 means a region on the other side of the reinforcing region 7 .
- the first region 5 is positioned on the left side of the reinforcing region 7 and the second region 6 is positioned on the right side of the reinforcing region 7 .
- the first region 5 , the second region 6 and the reinforcement region 7 may be separated by a boundary line along the bend line 8 .
- the bending line 8 extends linearly in the Y direction.
- the reinforcing region 7 does not have to extend along the Y direction as long as the reinforcing portion 37 exists, and the boundary lines between the regions 5, 6, and 7 may be non-linear and have any shape. may
- the reinforcing portion 37 includes two protruding portions 38 .
- the protrusion 38 protrudes from each of the two lands 33 forming the second steam passage 52 .
- the protruding portion 38 may protrude from the land portion 33 in the Y direction.
- the projecting portion 38 is located in the reinforcing region 7 .
- the projecting portion 38 may constitute the wick sheet 30 .
- the protrusions 38 may be formed by etching. More specifically, the projecting portion 38 may be a portion where the material of the wick sheet 30 remains without being etched in the etching process described below.
- the projecting portion 38 may be formed continuously with the corresponding land portion 33 and may be integrally formed.
- one projecting portion 38 may be formed integrally with the land portion 33
- the other projecting portion 38 may be formed integrally with the frame body portion 32
- the side walls of the projecting portion 38 may be formed of wall surfaces similar to the wall surface 53 a of the first steam flow path recess 53 and the wall surface 54 a of the second steam flow path recess 54 .
- the reference numerals for the second steam passages are indicated by 52a and 52b. In the description of the present embodiment, the suffixes a and b are added to the reference numerals of the second steam passages only when they are described separately, and are omitted in other cases.
- the reinforcing portions 37 positioned in each second steam passage 52 may be arranged along a predetermined direction crossing the X direction.
- the reinforcing portions 37 are arranged along the Y direction.
- the Y direction is a direction orthogonal to the X direction in plan view.
- Each reinforcing portion 37 is located at the same position in the X direction.
- the reinforcing portions 37 may be arranged along the bend line 8 .
- a space through which the working steam 2a passes is formed in the reinforcing portion 37. More specifically, a space for the second steam passage 52 is secured between two protrusions 38 positioned in one second steam passage 52 .
- the two protrusions 38 positioned in one second steam passage 52 may be separated in the Y direction or may face each other in the Y direction.
- the two protrusions 38 may be positioned at the same position in the X direction, and may have the same dimension in the X direction.
- FIG. 13A shows two second steam passages 52 adjacent to each other in the Y direction.
- the two second steam passages 52 are a second steam passage 52a and a second steam passage 52b.
- the second steam passage 52a is formed between the land portion 33a and the land portion 33b.
- the second steam passage 52b is formed between the land portion 33b and the land portion 33c.
- a reinforcing portion 37a is positioned in the second steam passage 52a, and a reinforcing portion 37b is positioned in the second steam passage 52b.
- the reinforcing portion 37a includes a first projecting portion 38a and a second projecting portion 38b.
- the first projecting portion 38a projects from the land portion 33a, and the second projecting portion 38b projects from the land portion 33b.
- the protruding portion 38a and the protruding portion 38b are separated from each other and face each other.
- the reinforcing portion 37b includes a third projecting portion 38c and a fourth projecting portion 38d.
- the third projecting portion 38c projects from the land portion 33b, and the fourth projecting portion 38d projects from the land portion 33c.
- the protruding portion 38c and the protruding portion 38d are separated from each other and face each other.
- the third projecting portion 38c projects from the land portion 33b on the side opposite to the second projecting portion 38b.
- the dimensions in the X direction of each protrusion 38a-38d may be equal.
- Each projecting portion 38a to 38d is located at the same position in the X direction.
- the first projecting portion 38a and the second projecting portion 38b that constitute one reinforcing portion 37a are positioned at the same position in the X direction.
- the second projecting portion 38b and the third projecting portion 38c projecting from one land portion 33b are positioned at the same position in the X direction.
- the third projecting portion 38c and the fourth projecting portion 38d that constitute one reinforcing portion 37b are positioned at the same position in the X direction.
- the projecting portion 38 may have sides along the X direction and the Y direction in plan view.
- the projecting portion 38 may be formed over the entire area of the reinforcing region 7 in the X direction.
- the planar shape of the projecting portion 38 is not limited to being rectangular.
- the planar shape of the projecting portion 38 is arbitrary, such as semicircular, semielliptical, triangular, and trapezoidal.
- the planar shape of the protrusion 38 may be semi-elliptical.
- the flow path resistance of the second steam passages 52a and 52b can be reduced, and obstruction of the flow of the working steam 2a can be suppressed.
- the planar shape of the protrusion 38 may be triangular. Also in this case, the flow path resistance of the second steam passages 52a, 52b can be reduced.
- the reinforcing portion 37 extends from the first sheet 10 to the second sheet 20 in the thickness direction of the wick sheet 30 .
- the reinforcing portion 37 constitutes the wick sheet 30 and extends from the first main body surface 30a to the second main body surface 30b.
- the protrusion 38 is defined by the first body surface 30a and the second body surface 30b of the wick sheet 30 in the Z direction.
- the projecting portion 38 is diffusion-bonded to the first sheet inner surface 10b of the first sheet 10 and is diffusion-bonded to the second sheet inner surface 20a of the second sheet 20 .
- the protrusion 38 reduces the width of the second steam passage 52 in the reinforcing region 7 .
- the protrusion 38 reduces the first steam flow path recess 53 , the second steam flow path recess 54 , and the through portion 34 in the Y direction.
- the mechanical strength of the second steam passage 52 in the reinforced region 7 is improved.
- the width of the first steam flow passage concave portion 53 in the reinforcing region 7 is w8.
- w8 is the dimension in the Y direction, which is the dimension of the first steam channel recess 53 in the first body surface 30a.
- the width w ⁇ b>8 corresponds to the width dimension of the second steam passage 52 in the reinforcing region 7 .
- the width w8 is smaller than the width w2 of the first steam flow path concave portion 53 in the first region 5 and the second region 6 described above.
- the width w8 of the first steam channel recess 53 in the reinforcing region 7 may be, for example, 500 ⁇ m to 1500 ⁇ m.
- width w8 By setting the width w8 to 500 ⁇ m or more, it is possible to suppress obstruction of the flow of the working steam 2a. By setting the width w8 to 1500 ⁇ m or less, it is possible to effectively suppress deformation of the first sheet 10 so as to enter the second steam passage 52 .
- the width of the second steam flow passage concave portion 54 in the reinforcing region 7 is w9.
- w9 is the dimension in the Y direction, which is the dimension of the second steam flow path concave portion 54 on the second main body surface 30b.
- the width w9 corresponds to the width dimension of the second steam passage 52 in the reinforcing region 7. As shown in FIG.
- the width w9 is smaller than the width w3 of the second steam flow path concave portion 54 in the first region 5 and the second region 6 described above.
- the width w9 of the second steam channel recess 54 in the reinforcing region 7 may be, for example, 500 ⁇ m to 1500 ⁇ m.
- width w9 By setting the width w9 to 500 ⁇ m or more, it is possible to suppress obstruction of the flow of the working steam 2a. By setting the width w9 to 1500 ⁇ m or less, it is possible to effectively suppress deformation of the second sheet 20 so as to enter the second steam passage 52 .
- the width w10 of the penetrating portion 34 in the reinforcing region 7 is smaller than the width w4 of the penetrating portion 34 in the first region 5 and the second region 6 described above.
- the width w10 of the penetrating portion 34 in the reinforcing region 7 may be, for example, 300 ⁇ m to 1300 ⁇ m.
- a second liquid flow path section 70 may be formed on the first main body surface 30a of the protruding section 38.
- the second liquid flow path portion 70 is an example of a second groove assembly.
- the second liquid flow path section 70 may communicate with the vapor flow path section 50 and the first liquid flow path section 60 .
- the second liquid flow path section 70 may be configured in the same manner as the first liquid flow path section 60 and may include a main groove 71 and a communication groove 75 .
- the main groove 71 and the communication groove 75 of the second liquid flow path portion 70 are examples of the second groove.
- the main groove 71 may be configured similarly to the main groove 61
- the communication groove 75 may be configured similarly to the communication groove 65 .
- the working fluid 2b in the second steam passage 52 can enter the second fluid flow path portion 70 .
- the working fluid 2b in the second liquid flow path portion 70 can be transported to the evaporation region SR by the capillary action of the second liquid flow path portion 70 and the first liquid flow path portion 60 .
- a portion of the first sheet 10 may enter the steam channel portion 50.
- a region of the first sheet outer surface 10 a that overlaps with the steam channel portion 50 may be formed in a concave shape so as to be recessed inward toward the steam channel portion 50 .
- the first sheet 10 may include a first sheet recess 15 that overlaps the steam passages 51 and 52 in plan view.
- the first seat recess 15 enters the first steam channel recess 53 .
- the first sheet recesses 15 are formed in the first region 5, the second region 6 and the reinforcement region 7 respectively.
- the first seat recess 15 may extend from the first area 5 to the second area 6 via the reinforcing area 7 .
- the first sheet 10 may be thinner than the wick sheet 30.
- the strain can be left by applying stress to the portion of the first sheet 10 that overlaps with the steam channel portion 50 . Due to such strain, the first sheet recess 15 can be formed in a concave shape in the first region 5 , the second region 6 and the reinforcing region 7 .
- the first sheet 10 is more likely to remain distorted by applying stress while being heated and softened, or more likely to be distorted by applying stress after being heated and softened.
- the first sheet concave portion 15 can be formed in a concave shape.
- the first sheet 10 may be formed flat so as not to include the first sheet recess 15 in at least one of the first area 5 , the second area 6 and the reinforcing area 7 .
- flow path corners 55 that form a part of the cross section of the steam flow path by the first sheet inner surface 10 b of the first sheet recess 15 and the wall surface 53 a of the first steam flow path recess 53 . is defined.
- the channel corner portion 55 may be formed in a wedge shape.
- the channel corner portion 55 may have a capillary action.
- the recess dimension d2 of the first seat outer surface 10a in the reinforcing region 7 is smaller than the recess dimension d1 of the first seat outer surface 10a in the first region 5 and the second region 6. This is because the width w8 of the first steam flow path recessed portion 53 in the reinforcing region 7 is smaller than the width w2 of the first steam flow path recessed portion 53 in the first region 5 and the second region 6 .
- a portion of the second sheet 20 may enter the steam channel portion 50.
- a region of the second sheet outer surface 20 b that overlaps with the steam channel portion 50 may be formed in a concave shape so as to be recessed inward toward the steam channel portion 50 .
- the second sheet 20 may include a second sheet recess 25 that overlaps the steam passages 51 and 52 in plan view.
- the second seat recess 25 enters the second steam channel recess 54 .
- the second seat recesses 25 are formed in the first region 5, the second region 6 and the reinforcement region 7 respectively.
- the second seat recess 25 may extend from the first area 5 to the second area 6 via the reinforcing area 7 .
- the second sheet 20 may be thinner than the wick sheet 30.
- the distortion can be left by applying stress to the portion of the second sheet 20 that overlaps the steam channel portion 50 .
- the second seat recess 25 can be formed in a concave shape in the first region 5, the second region 6 and the reinforcing region 7.
- the second sheet 20 is more likely to remain strained by applying stress while it is heated and softened, or more likely to be strained by applying stress after being heated and softened.
- the second sheet concave portion 25 can be formed in a concave shape.
- the second sheet 20 may be formed flat so as not to include the second sheet recess 25 in at least one of the first area 5 , the second area 6 and the reinforcing area 7 .
- a passage corner portion 56 that forms a part of the cross section of the steam passage by the second sheet inner surface 20 a of the second sheet recess 25 and the wall surface 54 a of the second steam passage recess 54 . is defined.
- the channel corner portion 56 may be formed in a wedge shape.
- the channel corners 56 may have capillary action.
- the recess dimension d4 of the second seat outer surface 20b in the reinforcing region 7 is smaller than the recess dimension d3 of the second seat outer surface 20b in the first region 5 and the second region 6. As shown in FIGS. This is because the width w9 of the second steam flow channel recess 54 in the reinforcing region 7 is smaller than the width w3 of the second steam flow channel recess 54 in the first region 5 and the second region 6 .
- the reinforcing region 7 may at least partially overlap the bending region 7a. In the present embodiment, the entire bent region 7a may overlap the reinforcing region 7 . As shown in FIG. 5 and the like, in the present embodiment, the dimension of bending region 7a in the X direction may be smaller than the dimension of reinforcing region 7 in the X direction. The reinforcing region 7 may have dimensions in the X direction such that it extends to both sides of the bending region 7a in the X direction.
- the reinforcing region 7 includes a bending region 7a.
- the vapor chamber 1 bends along a bending line 8 extending in a direction crossing the X direction in plan view.
- the bending line 8 extends in the Y direction in plan view.
- the Y direction is a direction orthogonal to the X direction in plan view.
- the bending line 8 crosses the frame portion 32 , the land portion 33 , the first steam passage 51 and the second steam passage 52 .
- the first sheet 10 can be prevented from being deformed into the steam passages 51 and 52
- the second sheet 20 can be prevented from being deformed into the steam passages 51 and 52 .
- the passage cross-sectional areas of the first steam passage 51 and the second steam passage 52 can be secured.
- the vapor chamber 1 is bent as shown in FIG.
- the bending region 7a forms a 1/4 arc, which is the same example as the vapor chamber 1 shown in FIG. , and the bent shape of the bent region 7a is arbitrary.
- the vapor chamber 1 may be bent such that the second sheet 20 is located inside the wick sheet 30 .
- the first sheet 10 is located outside the wick sheet 30 with respect to the center O of bending.
- the second sheet 20 is located inside the wick sheet 30 with respect to the center O of bending.
- the reinforcing region 7 includes a first adjacent region 7b located between the first region 5 and the bending region 7a, and a second adjacent region 7c located between the second region 6 and the bending region 7a. You can
- the first adjacent region 7b and the second adjacent region 7c are regions of the reinforcing region 7 other than the bending region 7a, and may be formed substantially flat.
- the bending region 7a may be located in the center of the reinforcing region 7 in the X direction.
- the reinforcing portion 37 may extend from the first adjacent region 7b to the second adjacent region 7c via the bent region 7a.
- the bending line 8 overlaps the reinforcing portion 37, and the vapor chamber 1 is bent at the position where the reinforcing portion 37 exists.
- the bending region 7a, the first adjacent region 7b and the second adjacent region 7c may be separated by a boundary line along the bending line 8.
- FIG. 13A the bending regions 7a may be divided by boundary lines extending in the Y direction in plan view.
- the first sheet 10, the second sheet 20 and the wick sheet 30 are prepared.
- the preparation step may include an etching step of forming the wick sheet 30 by etching.
- the wick sheet 30 may be formed by etching using a patterned resist film (not shown) by photolithography.
- the first sheet 10, the wick sheet 30 and the second sheet 20 are temporarily fixed.
- each sheet 10, 20, 30 may be tacked together by spot welding or laser welding.
- the sheets 10, 20 and 30 may be aligned using the alignment holes 12, 22 and 35 described above.
- the first sheet 10, the wick sheet 30, and the second sheet 20 are permanently bonded.
- Each sheet 10, 20, 30 may be bonded by diffusion bonding.
- the sealed space 3 is evacuated and the working fluid 2b is injected into the sealed space 3 from the injection part 4 (see FIG. 5).
- the above injection flow path 36 is sealed as a sealing process.
- communication between the sealed space 3 and the outside is cut off, and the sealed space 3 is sealed.
- a sealed space 3 in which the hydraulic fluid 2b is enclosed is obtained, and the hydraulic fluid 2b in the sealed space 3 is prevented from leaking to the outside.
- the first sheet 10, the second sheet 20 and the wick sheet 30 may be bent as a bending process.
- each sheet 10, 20, 30 is bent along a bending line 8 extending in the Y direction as shown in FIG.
- a jig (not shown) is brought into contact with the second sheet outer surface 20b of the second sheet 20 on the inner side of the bend. Both ends in the X direction of each sheet 10, 20, 30 in the X direction are gripped, and each sheet 10, 20, 30 is bent at a desired angle. This results in the bent vapor chamber 1 shown in FIG.
- the bending process may be performed between the bonding process and the injection process.
- the protrusions 38 are formed as the reinforcements 37 in the steam passages 51 and 52 in the reinforcement region 7 including the bending region 7a.
- the protrusion 38 extends from the first sheet 10 to the second sheet 20 . This prevents the first sheet 10 and the second sheet 20 from entering the steam passages 51 and 52, respectively.
- the vapor chamber 1 according to the present embodiment is obtained.
- the vapor chamber 1 obtained as described above is installed in a housing H of a mobile terminal or the like.
- the first sheet outer surface 10a of the first sheet 10 is in contact with the housing member Ha.
- a second sheet outer surface 20b of the second sheet 20 contacts the electronic device D in the first region 5 .
- the hydraulic fluid 2b in the sealed space 3 adheres to the wall surface of the sealed space 3 due to its surface tension. More specifically, the working fluid 2b passes through the wall surface 53a of the first vapor flow channel recess 53, the wall surface 54a of the second steam flow channel recess 54, the wall surface 62 of the main groove 61 of the first liquid flow channel portion 60, and the communication groove. It adheres to the wall of 65.
- the working fluid 2b may also adhere to the portions of the first sheet inner surface 10b of the first sheet 10 that are exposed to the first steam flow channel recessed portion 53, the main groove 61, and the communication groove 65. As shown in FIG. Furthermore, the working fluid 2b may also adhere to the portion of the second sheet inner surface 20a of the second sheet 20 that is exposed to the second steam flow channel recessed portion 54 .
- the working fluid 2b present in the evaporation region SR receives heat from the electronic device D.
- the received heat is absorbed as latent heat to evaporate the working fluid 2b and generate the working vapor 2a.
- the generated working steam 2a diffuses within the first steam passage 51 and the second steam passage 52 that form the sealed space 3, as indicated by solid line arrows in FIG. More specifically, in the portion of the first steam passage 51 of the steam passage portion 50 extending in the X direction and the second steam passage 52, the working steam 2a mainly diffuses in the X direction. In this case, part of the working steam 2a smoothly diffuses from the first region 5 to the second region 6 through the reinforcing region 7 including the bending region 7a.
- the working steam 2 a passes through the space between the two protrusions 38 forming the reinforcing portion 37 .
- the first sheet 10 and the second sheet 20 are prevented from entering the steam passages 51 and 52, respectively, in the bent region 7a.
- the cross-sectional area of the flow path for the working steam 2a is ensured, and obstruction of the flow of the working steam 2a is suppressed.
- the curved region 7a is formed in an arc shape as shown in FIG. 15, it is possible to suppress the obstruction of the flow of the working steam 2a in the curved region 7a.
- the working steam 2 a is smoothly diffused through the steam passages 51 and 52 toward the second region 6 .
- the working steam 2a mainly diffuses in the Y direction.
- the working steam 2a in each of the steam passages 51, 52 leaves the evaporation area SR and is transported to the condensation area CR with a relatively low temperature.
- the working steam 2a is mainly radiated to the first sheet 10 and cooled.
- the heat received by the first seat 10 from the working steam 2a is transferred to the outside air via the housing member Ha (see FIG. 6).
- the working steam 2a loses latent heat absorbed in the evaporation region SR by radiating heat to the first sheet 10 in the condensation region CR. Thereby, the working steam 2a is condensed and the working liquid 2b is produced.
- the generated hydraulic fluid 2b adheres to the wall surfaces 53a and 54a of the respective vapor flow path recesses 53 and 54, the first sheet inner surface 10b of the first sheet 10, and the second sheet inner surface 20a of the second sheet 20. As shown in FIG. Here, the working fluid 2b continues to evaporate in the evaporation region SR.
- the working fluid 2b in the condensation area CR of the first fluid flow path section 60 is transported toward the evaporation area SR by the capillary action of each main groove 61, as indicated by the dashed arrows in FIG.
- the hydraulic fluid 2b adhering to the wall surfaces 53a, 54a, the first seat inner surface 10b, and the second seat inner surface 20a moves to the first fluid flow path portion 60, passes through the communication groove 65, and enters the main groove 61. enter.
- the working fluid 2b condensed in the steam passages 51 and 52 in the reinforcing region 7 moves to the first liquid flow path section 60 through the main groove 71 and the communication groove 75 of the second liquid flow path section 70 .
- each main groove 61 and each communication groove 65 are filled with the hydraulic fluid 2b.
- the filled working fluid 2b obtains a driving force toward the evaporation area SR due to the capillary action of each main groove 61, and is smoothly transported toward the evaporation area SR.
- the working liquid 2b is transported by capillary action.
- each main groove 61 communicates with another adjacent main groove 61 via a corresponding communication groove 65 .
- the working fluid 2b that has reached the evaporation region SR receives heat from the electronic device D again and evaporates.
- the working steam 2a evaporated from the working fluid 2b passes through the communication groove 65 in the evaporation region SR and moves to the first steam flow path recessed portion 53 and the second steam flow path recessed portion 54 having a large flow path cross-sectional area.
- the working steam 2a diffuses in each of the steam passage recesses 53 and 54, and part of the working steam 2a passes from the first region 5 through the reinforcing region 7 including the bent region 7a to the second region 6. can spread smoothly.
- the working fluids 2a and 2b circulate within the sealed space 3 while repeating phase changes, that is, evaporation and condensation.
- the heat of the electronic device D is diffused and released.
- the electronic device D is cooled.
- a plurality of land portions 33 extend in the X direction from the first region 5 to the second region 6 via the reinforcing region 7 .
- a reinforcing portion 37 extending from the first sheet 10 to the second sheet 20 is provided in each of the second steam passages 52 formed between the land portions 33 adjacent to each other.
- the reinforcing portions 37 are located in the bending region 7a where the vapor chamber 1 is bent and are arranged along the bending line 8. As shown in FIG. As a result, it is possible to suppress the first sheet 10 and the second sheet 20 from being deformed so as to enter the second steam passage 52 in the bent region 7a, and to reinforce the second steam passage 52 in the bent region 7a.
- the collapse of the second steam passage 52 can be suppressed, and the flow resistance of the second steam passage 52 can be reduced.
- the reinforcing portion 37 is provided in the second steam passage 52, the capillary action from the second steam passage 52 to the first liquid flow passage portion 60 can be enhanced. Therefore, it is possible to prevent the working fluid 2b from staying in the second steam passage 52 in the curved region 7a, and to prevent the flow of the working steam 2a from being obstructed.
- the heat dissipation efficiency of the vapor chamber 1 can be improved.
- the bending line 8 can be positioned using the reinforcing portion 37 as a mark, and the working efficiency of bending can be improved.
- the reinforcing portion 37 includes two projecting portions 38 projecting in the Y direction from each of the two land portions 33 forming the second steam passage 52 .
- the width of the second steam passage 52 can be reduced in the reinforcing region 7, and the second steam passage 52 can be reinforced. Therefore, even when the vapor chamber 1 is bent in the reinforcing region 7, the second steam passage 52 can be prevented from being crushed, and the flow resistance of the second steam passage 52 can be reduced.
- the first liquid flow path section 60 including the main flow groove 61 and the communication groove 65 is formed on the first main body surface 30a of the land section 33 .
- the projecting portion 38 constitutes the wick sheet 30 defined by the first body surface 30a and the second body surface 30b.
- a second liquid flow path section 70 including a main flow groove 71 and a communication groove 75 is located on the first main body surface 30a of the protrusion 38 .
- the second liquid flow path section 70 communicates with the vapor flow path section 50 and the first liquid flow path section 60 .
- the working fluid 2 b condensed in the second steam passage 52 in the reinforcing region 7 can be moved to the second fluid flow path portion 70 .
- the working fluid 2b can be smoothly transported toward the evaporation region SR. As a result, it is possible to prevent the working fluid 2b from staying in the second steam passage 52 in the curved region 7a, and to prevent the flow of the working steam 2a from being obstructed.
- the bending line 8 extends along the Y direction orthogonal to the X direction.
- the reinforcing portion 37 can reinforce the vapor passages 51 and 52 . Even in this case, it is possible to prevent the steam passages 51 and 52 from collapsing.
- a plurality of land portions 33 extend in the X direction from the first region 5 to the second region 6 via the reinforcing region 7 .
- a reinforcing portion 37 extending from the first sheet 10 to the second sheet 20 is provided in each of the second steam passages 52 formed between the land portions 33 adjacent to each other.
- the reinforcing portions 37 are located in the reinforcing region 7 and are arranged along a direction crossing the X direction.
- the collapse of the second steam passage 52 can be suppressed. 52 flow resistance can be reduced. As a result, even if it is bent, it is possible to prevent the flow of the working steam 2a from being obstructed, and the heat radiation efficiency of the vapor chamber 1 can be improved.
- the reinforcing portion 37 includes the two projecting portions 38 projecting from each of the two land portions 33 forming the second steam passage 52 .
- the present disclosure is not so limited.
- the reinforcing portion 37 may include a protruding portion 38 that protrudes from one of the two land portions 33 forming the second steam passage 52 .
- the projecting portion 38 projecting from the other land portion 33 may not be formed.
- the second steam passage 52 in the reinforcing region 7 can be reinforced. Therefore, even when the vapor chamber 1 is bent in the reinforcing region 7, the collapse of the second steam passage 52 can be suppressed, and the flow resistance of the second steam passage 52 can be reduced.
- the projecting portion 38 is formed over the entire area of the reinforcing region 7 in the X direction.
- the present disclosure is not so limited.
- a plurality of projecting portions 38 may be formed spaced apart in the X direction.
- the projecting portion 38 is located in the bending region 7a, but it does not have to be located in the bending region 7a.
- each projecting portion 38 is formed in a semicircular shape in plan view, but the planar shape of the projecting portion 38 is not limited to this and is arbitrary.
- the plurality of protrusions 38 may not be spaced apart in the X direction.
- two protruding portions 38 adjacent to each other in the X direction may be connected without being separated from each other.
- the reinforced region 7 can be further reinforced, and crushing of the second steam passage 52 can be suppressed.
- the planar shape of each protrusion 38 may be semicircular. When the planar shape of the projecting portion 38 is semicircular, the flow path resistance of the second steam passage 52 can be reduced.
- the planar shape of each protrusion 38 is arbitrary. For example, as shown in FIG.
- each protrusion 38 may have a triangular planar shape. Also in this case, the flow path resistance of the second steam passage 52 can be reduced. Alternatively, as shown in FIG. 16D, each protrusion 38 may have a curved planar shape, and the planar shapes of the plurality of protrusions 38 may be wavy. Also in this case, the flow path resistance of the second steam passage 52 can be reduced.
- the present disclosure is not so limited.
- a liquid flow path (not shown) may be formed on the second main body surface 30b of the land 33 .
- the liquid flow path portion may include a main groove 61 and a communication groove 65 in the same manner as the first liquid flow path portion 60 described above.
- the channel cross-sectional area of the groove of the liquid channel portion formed in the second main body surface 30b may be equal to the channel cross-sectional area of the groove of the first liquid channel portion 60, or the first liquid channel portion It may be larger than the channel cross-sectional area of 60 grooves.
- the first liquid flow path 60 may not be formed on the first main body surface 30a.
- the present disclosure is not so limited.
- the vapor chamber 1 may be bent such that the first sheet 10 is located inside the wick sheet 30 .
- a liquid flow path similar to the above-described first liquid flow path 60 may be formed on the first main body surface 30a or the second main body surface 30b of the wick sheet 30. It may be formed on both the 30a and the second main body surface 30b.
- the electronic device D is in contact with the second sheet outer surface 20b, and the housing member Ha is in contact with the first sheet outer surface 10a.
- the electronic device D may be in contact with the first sheet outer surface 10a, and the housing member Ha may be in contact with the second sheet outer surface 20b.
- a liquid flow path similar to the first liquid flow path 60 may be formed on the first main body surface 30a or the second main body surface 30b of the wick sheet 30. It may be formed on both the 30a and the second main body surface 30b.
- the vapor chamber 1 may be bent so that the second sheet 20 is positioned inside the wick sheet 30 or bent so that the first sheet 10 is positioned inside the wick sheet 30 .
- the present disclosure is not so limited.
- two protruding portions 38 may be connected by a bridge portion 41 as shown in FIG. 17A.
- the second steam passage 52 in the bent region 7a can be further reinforced. Therefore, even when the second steam passage 52 is bent, it is possible to further prevent the second steam passage 52 from collapsing, thereby further reducing the flow path resistance of the second steam passage 52 .
- the bridge portion 41 may be formed so as not to block the flow of the working steam 2a that diffuses through the second steam passage 52.
- FIG. 17A shows an example in which the first liquid flow path portion 60 and the second liquid flow path portion 70 are formed not on the first main body surface 30a of the wick sheet 30 but on the second main body surface 30b. .
- the bridge portion 41 may be formed on the second main body surface 30b, and the second steam flow path concave portion 54 may not be formed.
- a first steam flow path concave portion 53 is formed in the first main body surface 30a.
- the thickness t5 of the bridge portion 41 can be made thinner than the thickness t4 (see FIG. 6) of the wick sheet 30, and the second steam passage 52 can be prevented from being divided.
- the bridge portions 41 shown in FIG. 17A may be formed, for example, by not etching the positions where the bridge portions 41 are to be formed when etching the second main body surface 30b of the wick sheet 30 .
- the first liquid flow path portion 60 and the second liquid flow path portion 70 may be formed on the first main body surface 30a of the wick sheet 30 instead of on the second main body surface 30b.
- the bridge portion 41 may be formed on the first main body surface 30a, and the first steam flow passage concave portion 53 may not be formed.
- a second steam flow path concave portion 54 may be formed in the second main body surface 30b.
- the bridge portion 41 is formed between the first main body surface 30a and the second main body surface 30a. It may be formed on either one of the surfaces 30b.
- FIG. 17A shows an example in which the second body surface 30b of the bridge portion 41 is not formed with grooves that constitute the flow path of the hydraulic fluid 2b. grooves may be formed.
- main grooves 71 forming the second liquid flow path section 70 are formed in the second main body surface 30 b of the bridge section 41 .
- the mainstream groove 71 may extend in the X direction.
- the main grooves 71 adjacent to each other may communicate with each other through a communication groove 75 (see FIG. 13).
- the first liquid flow path sections 60 formed in two land sections 33 adjacent to each other can communicate with each other through the second liquid flow path section 70 formed in the bridge section 41 . Therefore, the working fluid 2b can travel between the two first liquid flow path portions 60 adjacent to each other, and the ability to transport the working fluid 2b to the evaporation region SR can be improved.
- the X-direction dimension of the bridge portion 41 may be equal to the X-direction dimension of the projecting portion 38, and the bridge portion 41 is formed so as to extend continuously from the projecting portion 38 in plan view. may be However, the dimension of the bridge portion 41 in the X direction is not limited to this.
- the X-direction dimension of the bridge portion 41 may be smaller than the X-direction dimension of the protrusion 38 , or may be larger than the X-direction dimension of the protrusion 38 .
- the entire bending region 7a overlaps the reinforcing region 7, and the reinforcing region 7 has an X-direction dimension such that it extends to both sides of the bending region 7a in the X direction.
- the present disclosure is not so limited.
- only a portion of the bending region 7 a may overlap the reinforcing region 7 and the bending region 7 a may include a portion that does not overlap the reinforcing region 7 .
- the X-direction dimension of the bending region 7 a may be larger than the X-direction dimension of the reinforcing region 7 .
- the second steam passage 52 in the curved region 7a can be reinforced.
- the bending region 7a may have an X-direction dimension such that it extends to both sides of the reinforcing region 7 in the X-direction.
- the X-direction dimension of the bending region 7a may be equal to the X-direction dimension of the reinforcing region 7, and in this case, the entire X-direction bending region 7a may overlap the entire reinforcing region 7. .
- FIG. 18 (Second embodiment) Next, a body sheet for a vapor chamber, an electronic device, and a vapor chamber according to a second embodiment of the present disclosure will be described with reference to FIGS. 18 to 20.
- FIG. 18 (Second embodiment)
- the main difference from the second embodiment shown in FIGS. 18 to 20 is that the reinforcing parts are arranged along the direction inclined in the first direction.
- Other configurations are substantially the same as those of the first embodiment shown in FIGS. 1 to 17C. 18 to 20, the same parts as those in the first embodiment shown in FIGS. 1 to 17C are assigned the same reference numerals, and detailed description thereof will be omitted.
- the reinforcing portions 37 located in the respective steam passages 51 and 52 are arranged along the direction inclined in the X direction.
- the reinforcing portions 37 are arranged along bending lines 8 described later.
- the reinforcing portion 37 may be positioned at a position shifted in the X direction.
- the upper reinforcing portion 37 is shifted to the right side of the lower reinforcing portion 37 .
- the reinforcing portion 37 includes two projecting portions 38 projecting from each of the two land portions 33 forming the second steam passage 52 .
- the two protrusions 38 positioned in one second steam passage 52 may be positioned at offset positions in the X direction.
- the dimensions in the X direction of each protrusion 38 may be equal.
- the protruding portions 38a to 38d are located at mutually shifted positions in the X direction.
- the first protruding portion 38a and the second protruding portion 38b that constitute one reinforcing portion 37a are located at positions shifted from each other in the X direction.
- the second projecting portion 38b and the third projecting portion 38c projecting from one land portion 33b are located at positions shifted in the X direction.
- the third projecting portion 38c and the fourth projecting portion 38d that constitute one reinforcing portion 37b are located at positions shifted in the X direction.
- each protruding portion 38 is located at a position gradually shifted in the X direction. Therefore, a plurality of reinforcing portions 37 are arranged along the direction inclined in the X direction.
- the vapor chamber 1 according to the present embodiment is bent along a bending line 8 inclined in the X direction in plan view.
- the bending line 8 shown in FIG. 18 extends in a direction that inclines in the X direction and also in a direction that inclines in the Y direction.
- the bending line 8 shown in FIG. 18 also extends in a direction crossing the X direction in plan view.
- a plurality of reinforcing portions 37 are arranged along the bending line 8 .
- the reinforcing region 7 shown in FIG. 20 may be defined as the range in the X direction in which the projecting portion 38 is formed. As shown in FIG. 20, the reinforcing region 7 may be defined as a region extending along the direction inclined in the X direction.
- the bending region 7a may be a region extending along the bending line 8 along the direction inclined in the X direction.
- the bent regions 7a may be divided by boundary lines extending in a direction that is inclined in the X direction in plan view.
- the bending line 8 extends in a direction inclined in the X direction.
- the reinforcing portions 37 are arranged along the bending line 8 .
- the reinforcing portion 37 can reinforce the vapor passages 51 and 52 . Even in this case, it is possible to prevent the steam passages 51 and 52 from collapsing.
- the reinforcement includes a reinforcement land spaced apart from the land.
- Other configurations are substantially the same as those of the first embodiment shown in FIGS. 1 to 17C. 21 to 27B, the same parts as in the first embodiment shown in FIGS. 1 to 17C are assigned the same reference numerals, and detailed description thereof will be omitted.
- the reinforcement portion 37 includes a reinforcement land portion 39 spaced apart from the land portion 33.
- the reinforcing land portion 39 is positioned in the reinforcing region 7 and may be formed in a columnar shape.
- One reinforcing land 39 is located in each steam passage 51 , 52 .
- the reinforcing land portion 39 may constitute the wick sheet 30 .
- the reinforcing land portion 39 may be formed as a constituent portion of the wick sheet 30 by etching. More specifically, it may be a portion where the material of the wick sheet 30 remains without being etched in the etching process described below.
- the side wall of the reinforcement land portion 39 may be formed of a wall surface similar to the wall surface 53 a of the first steam flow path recess 53 and the wall surface 54 a of the second steam flow path recess 54 .
- the reinforcing portions 37 located in each of the steam passages 51 and 52 may be arranged along a predetermined direction crossing the X direction.
- the reinforcing portions 37 are arranged along the Y direction.
- the Y direction is a direction orthogonal to the X direction in plan view.
- Each reinforcing land portion 39 is positioned at the same position in the X direction.
- the dimension in the X direction of each reinforcing land portion 39 may be equal.
- the reinforcing land portion 39 may have sides along the X direction and the Y direction in plan view.
- the reinforcement land portion 39 may be formed over the entire area of the reinforcement region 7 in the X direction.
- the range in the X direction where the reinforcing land portion 39 exists may be defined as the reinforcing region 7 .
- the reinforcing region 7 may be defined as a region extending along the Y direction.
- the reinforcing land portion 39 is defined by the first main body surface 30a and the second main body surface 30b of the wick sheet 30 in the Z direction.
- the reinforcement land portion 39 extends in the Z direction from the first body surface 30a to the second body surface 30b.
- the reinforcement land portion 39 is diffusion-bonded to the first sheet inner surface 10 b of the first sheet 10 and is diffusion-bonded to the second sheet inner surface 20 a of the second sheet 20 .
- the reinforcement land portion 39 improves the mechanical strength of the second steam passage 52 in the reinforcement region 7.
- the second liquid flow path portion 70 may not be formed on the first body surface 30 a of the reinforcing land portion 39 .
- the first main body surface 30a and the second main body surface 30b of the reinforcing land portion 39 may be formed flat.
- the reinforcing land portion 39 may include an overhang portion 43. More specifically, the reinforcement land portion 39 is formed with a wall surface 53 a that defines the first steam flow path recess portion 53 in the same manner as the land portion 33 . A wall surface 54 a that defines the second steam flow path recessed portion 54 is formed on the reinforcing land portion 39 in the same manner as the land portion 33 . In the reinforcing land portion 39, an overhang portion 43 defined by a ridgeline where the wall surfaces 53a and 54a join is formed. The overhanging portion 43 may be formed so as to overhang toward the facing overhanging portion 42 as shown in FIG. 22 .
- the position of the projecting portion 43 in the Z direction may be the same as the position of the projecting portion 42 of the land portion 33 in the Z direction. As shown in FIG. 22, the position of the projecting portion 43 in the Z direction may be an intermediate position between the first main body surface 30a and the second main body surface 30b.
- the width of the reinforcing land portion 39 in the reinforcing region 7 is w11.
- w11 is the dimension of the reinforcing land portion 39 in the Y direction.
- the width w11 means the dimension of the wick sheet 30 in the Z direction at the position where the through portion 34 described above exists.
- the width w11 means the dimension from one projecting portion 43 to the other projecting portion 43 .
- Width w11 is smaller than width w4 of penetrating portion 34 in first region 5 and second region 6 described above. Width w11 may be, for example, 30 ⁇ m to 500 ⁇ m.
- the width w12 of the reinforcing land portion 39 on the first main body surface 30a may be equal to the width w13 on the second main body surface 30b.
- the width w12 is the dimension of the first body surface 30a of the reinforcing land portion 39 in the Y direction.
- the width w13 is the dimension of the second body surface 30b of the reinforcing land portion 39 in the Y direction.
- the reinforcing land portion 39 may be supported on the land portion 33 by a reinforcing support portion 40 .
- FIG. 21 shows an example in which one reinforcing land portion 39 is supported by four reinforcing support portions 40, the number of reinforcing support portions 40 is arbitrary.
- the reinforcing support portion 40 may be formed so as not to hinder the flow of the working steam 2a that diffuses through the second steam passage 52 .
- a space forming the second steam passage 52 is formed at a position near one of the first body surface 30a and the second body surface 30b of the wick sheet 30 and near the other. good too.
- the reinforcing support portion 40 is formed on the first main body surface 30a and the first steam flow path concave portion 53 is not formed.
- a second steam flow path concave portion 54 is formed in the second main body surface 30b.
- the thickness t6 of the reinforcing support portion 40 can be made thinner than the thickness t4 (see FIG. 6) of the wick sheet 30, and the second steam passage 52 can be prevented from being divided.
- the reinforcing support portion 40 shown in FIG. 23 may be formed, for example, by etching the first main body surface 30a of the wick sheet 30 without etching the position where the reinforcing support portion 40 is to be formed.
- the first sheet 10 may include a first sheet recess 15 that overlaps the steam passages 51 and 52 in plan view.
- a portion of the first sheet concave portion 15 that is joined to the reinforcing land portion 39 does not have to enter the first steam flow channel concave portion 53 .
- the first sheet recessed portion 15 in the reinforcing region 7 is formed around the reinforcing land portion 39 in plan view.
- the recess dimension d2 of the first sheet outer surface 10a in the reinforcing region 7 may be smaller than the recess dimension d2 shown in FIG.
- the second sheet 20 may include a second sheet recess 25 that overlaps the steam passages 51 and 52 in plan view.
- a portion of the second sheet concave portion 25 that is joined to the reinforcing land portion 39 does not have to enter the second steam flow channel concave portion 54 .
- the second sheet recessed portion 25 in the reinforcing region 7 is formed around the reinforcing land portion 39 in plan view.
- the recess dimension d4 of the second seat outer surface 20b in the reinforcing region 7 may be smaller than the recess dimension d4 shown in FIG.
- the reinforcement portion 37 includes the reinforcement land portion 39 spaced apart from the land portion 33 .
- the second steam passage 52 can be reinforced in the reinforced region 7 . Therefore, even when the vapor chamber 1 is bent in the reinforcing region 7, the second steam passage 52 can be prevented from being crushed, and the flow resistance of the second steam passage 52 can be reduced.
- the reinforcing portion 37 is provided in the second steam passage 52, the capillary action from the second steam passage 52 to the first liquid flow passage portion 60 can be enhanced. Therefore, it is possible to prevent the working fluid 2b from staying in the second steam passage 52 in the curved region 7a, and to prevent the flow of the working steam 2a from being obstructed.
- the heat dissipation efficiency of the vapor chamber 1 can be improved.
- the bending line 8 can be positioned using the reinforcing portion 37 as a mark, and the working efficiency of bending can be improved.
- the reinforcing land portion 39 has sides along the X direction and the Y direction in a plan view.
- the present disclosure is not so limited.
- the reinforcing land portion 39 may be formed in a rhombus shape along the X direction and the Y direction in plan view. In this case, the flow path resistance can be reduced, and obstruction of the flow of the working steam 2a can be suppressed.
- the planar shape of the reinforcing land portion 39 may be circular, elliptical, or a combination of these shapes, and is optional.
- the reinforcing land portion 39 may be formed in a parallelogram shape along the X direction in plan view. Two opposite sides of the parallelogram may be along the X direction. According to the example shown in FIG. 24B , it is possible to reduce the flow path resistance and suppress the obstruction of the flow of the working steam 2a.
- each reinforcing land portion 39 is positioned in each of the steam passages 51 and 52 .
- the present disclosure is not so limited.
- a plurality of reinforcing lands 39 may be positioned in each of the steam passages 51 and 52 .
- each reinforcing portion 37 includes a plurality of reinforcing lands 39 .
- Each reinforcing land portion 39 is spaced apart from each other.
- the second steam passage 52 can be easily reinforced in the reinforced region 7 .
- FIG. 25A a plurality of reinforcing lands 39 may be positioned in each of the steam passages 51 and 52 .
- each reinforcing portion 37 includes a plurality of reinforcing lands 39 .
- Each reinforcing land portion 39 is spaced apart from each other.
- the second steam passage 52 can be easily reinforced in the reinforced region 7 .
- the reinforcing land portion 39 is not positioned in the bent region 7a, but the reinforcing land portion 39 is positioned in the vicinity of the bent region 7a, so that the second steam passage 52 can be reinforced.
- a reinforcing land portion 39 may be positioned in the bent region 7a.
- the reinforcing region 7 shown in FIG. 25A may be defined as the range in the X direction where the reinforcing land portion 39 exists.
- the reinforcing land portions 39 are arranged along the Y direction.
- the present disclosure is not so limited.
- the reinforcing land portions 39 may be arranged along the direction inclined in the X direction as shown in FIG. 20 and the like.
- the reinforcing land portions 39 may be arranged along the X direction.
- the planar shape of the reinforcing land portion 39 may be circular as shown in FIG. 25B or may be rectangular as shown in FIG. 25C.
- the hydraulic fluid 2b can be drawn into the space between two reinforcement land portions 39 adjacent in the X direction by capillary action. Therefore, it is possible to prevent the hydraulic fluid 2b from staying in the space between the reinforcing land portion 39 and the land portion 33 . In this case, the cross-sectional area of the flow path for the working steam 2a can be ensured, and obstruction of the flow of the working steam 2a can be suppressed.
- spacing g1 may be smaller than spacing g2.
- the interval g1 is the dimension in the X direction between two reinforcing land portions 39 adjacent to each other in the X direction.
- a gap g2 is the dimension in the Y direction between the reinforcing land portion 39 and the land portion 33 . In this case, the capillary action in the space between two adjacent reinforcing land portions 39 can be enhanced.
- the reinforcing portion 37 may be formed on the first sheet 10 or the second sheet 20 .
- the reinforcing portion 37 may be formed by plating on the first sheet inner surface 10b of the first sheet 10 so as to protrude from the first sheet inner surface 10b.
- the surface of the reinforcing portion 37 facing the second sheet 20 may be diffusion-bonded to the second sheet 20 .
- the reinforcing portion 37 may be formed by plating on the second sheet inner surface 20a of the second sheet 20 so as to protrude from the second sheet inner surface 20a.
- the reinforcing portion 37 includes a first reinforcing split (not shown) formed in the first sheet 10 and a second reinforcing split (not shown) formed in the second sheet 20.
- the first reinforcing split portion may be formed by plating so as to protrude from the first sheet inner surface 10b of the first sheet 10 .
- the second reinforcing split portion may be formed by plating so as to protrude from the second sheet inner surface 20a of the second sheet 20 .
- the reinforcing portion 37 may be formed by diffusion bonding the first reinforcing divided portion and the second reinforcing divided portion.
- the positions of the overhanging portion 42 and the overhanging portion 43 in the Z direction are intermediate positions between the first main body surface 30a and the second main body surface 30b.
- the present disclosure is not so limited.
- the positions of the protruding portions 42 and 43 in the Z direction may be positions closer to the first seat 10 than the intermediate positions.
- the capillary action of the first steam flow channel recessed portion 53 located between the projecting portions 42 and 43 and the first sheet 10 can be enhanced.
- the working fluid 2b condensed in the second steam passage 52 in the bent region 7a can be moved from the second steam passage 52 to the first liquid flow passage portion 60.
- the flow passage cross-sectional area of the second steam flow passage concave portion 54 can be increased, and the second steam flow passage concave portion 54 can reduce the flow path resistance of the working steam 2a in .
- width w12 of the reinforcing land portion 39 on the first main body surface 30a is equal to the width w13 on the second main body surface 30b.
- width w13 may be smaller than width w12, as shown in FIG. 27A.
- the area occupied by the reinforcing land portion 39 in the second steam flow channel recessed portion 54 can be relatively reduced, and the second seat recessed portion 25 can be easily formed. Therefore, the recess dimension d4 of the second seat outer surface 20b can be increased.
- the capillary action of the channel corners 56 of the second steam channel concave portion 54 can be enhanced. Therefore, it is possible to prevent the working fluid 2b from staying in the second steam passage 52 in the curved region 7a, and to prevent the flow of the working steam 2a from being obstructed.
- the working fluid 2b can be moved to the first liquid flow path portion 60 quickly.
- the width w13 when the width w13 is smaller than the width w12, the width w12 can be larger than the width w13.
- the area occupied by the reinforcement land portion 39 in the first steam passage concave portion 53 can be relatively increased, and the second steam passage 52 can be further reinforced. Therefore, even when the vapor chamber 1 is bent in the reinforcing region 7, the crushing of the first steam flow path recess 53 can be suppressed, and the flow path resistance of the working steam 2a in the first steam flow path recess 53 can be reduced. can be reduced.
- the first liquid flow path portion 60 is formed on the first main body surface 30 a of the wick sheet 30 , the working steam 2 a evaporated in the first liquid flow path portion 60 smoothly flows through the first vapor flow path concave portion 53 . can spread to
- the width w13 may be larger than the width w12, as shown in FIG. 27B.
- the area occupied by the reinforcement land portion 39 in the second steam passage concave portion 54 can be relatively increased, and the second steam passage 52 can be further reinforced. Therefore, even when the vapor chamber 1 is bent in the reinforced region 7, the second steam passage concave portion 54 can be suppressed from being crushed, and the passage resistance of the working steam 2a in the second steam passage concave portion 54 can be reduced. can be reduced.
- the first liquid flow path portion 60 is formed on the second main body surface 30 b of the wick sheet 30 , the working steam 2 a evaporated in the first liquid flow path portion 60 smoothly flows through the second vapor flow path concave portion 54 . can spread to
- the width w13 when the width w13 is larger than the width w12, the width w12 can be smaller than the width w13.
- the area occupied by the reinforcement land portion 39 in the first steam flow path recessed portion 53 can be relatively reduced, making it easier to form the first seat recessed portion 15 . Therefore, the recess dimension d2 of the first seat outer surface 10a can be increased.
- the capillary action of the channel corners 55 of the first steam channel concave portion 53 can be enhanced. Therefore, it is possible to prevent the working fluid 2b from staying in the second steam passage 52 in the curved region 7a, and to prevent the flow of the working steam 2a from being obstructed.
- the working fluid 2b When the first liquid channel portion 60 is formed in the first main body surface 30a of the wick sheet 30, the working fluid 2b can be rapidly moved to the first liquid channel portion 60. As shown in FIG.
- the first liquid flow path portion includes a low-density region with a small number of communication grooves and a high-density region with a large number of communication grooves.
- the main difference is that the density region is located in the bend region and overlaps the bend line.
- Other configurations are substantially the same as those of the first embodiment shown in FIGS. 1 to 17C. 28 to 37B, the same parts as in the first embodiment shown in FIGS. 1 to 17C are denoted by the same reference numerals, and detailed description thereof will be omitted.
- the vapor chamber 1 shown in FIGS. are divided into In the present embodiment, no reinforcing region 7 (see FIG. 5 etc.) is provided between the first region 5 and the second region 6 . In the bending region 7a, the vapor chamber 1 is bent at right angles. As shown in FIGS. 28 and 29, in the present embodiment, the first steam passage 51 and the second steam passage 52 are not provided with the reinforcing portion 37 (see FIG. 5 and the like). Therefore, in the present embodiment, as shown in FIGS. 28 to 31, the second steam passage 52 and the land portion 33 extending linearly are shown. As shown in FIG. 30, each land portion 33 is provided with a high-density region 68, which will be described later.
- each communication groove 65 extends in the Y direction in low-density regions 66 and 67 and a high-density region 68, which will be described later, and is formed perpendicular to the main groove 61.
- connecting grooves 65 located in low-density regions 66, 67 and high-density region 68, which will be described later, extend in the Y direction.
- each land portion 33 is provided with a plurality of connecting groove rows 63 .
- the first liquid flow path section 60 includes a plurality of communication groove rows 63 .
- Each communication groove row 63 includes a plurality of communication grooves 65 arranged in the X direction.
- the communication groove row 63 is formed in the first main body surface 30a of each land portion 33. As shown in FIG.
- the communication groove rows 63 are each partitioned by the main grooves 61 .
- the first liquid flow path section 60 includes a plurality of protrusions 64 provided on the first main body surface 30a of the wick sheet 30 .
- the protrusions 64 are formed between the connecting grooves 65 adjacent to each other in the X direction, and are arranged in the X direction so as to correspond to each connecting groove row 63 .
- the planar shape of the convex portion 64 may be rectangular such that the X direction is the longitudinal direction.
- the protrusions 64 are arranged in a zigzag pattern. More specifically, of the two adjacent communication groove rows 63 in the Y direction, the convex portion 64 corresponding to the first communication groove row 63a, which will be described later, is the same as the convex portion 64 corresponding to the second communication groove row 63b. , are offset from each other in the X direction.
- each land portion 33 has a plurality of connecting groove rows 63 formed therein.
- the connecting grooves 65 of two connecting groove rows 63 that are adjacent to each other in the Y direction are located at positions shifted from each other in the X direction.
- Two of the plurality of communication groove rows 63 adjacent to each other in the Y direction are defined as a first communication groove row 63a and a second communication groove row 63b.
- the communication grooves 65 of the first communication groove row 63a are located at positions shifted from the extension lines of the communication grooves 65 of the second communication groove row 63b.
- the extension line of the communication groove 65 means an imaginary line extending the communication groove 65 in the Y direction.
- the communication grooves 65 of the first communication groove row 63a and the communication grooves 65 of the second communication groove row 63b are not arranged in a straight line.
- the connecting grooves 65 of the first connecting groove row 63a located in each of the first low-density region 66, the second low-density region 67 and the high-density region 68, which will be described later, are the second connecting groove row 63b. is located at a position shifted with respect to the extension line of the communication groove 65 of .
- the first communication groove rows 63a and the second communication groove rows 63b may be alternately formed.
- the suffixes a and b are added to the reference numerals of the communication groove rows only when distinguishing them, and are omitted in other cases.
- each connecting groove row 63 includes low density regions 66 and 67 and a high density region 68.
- the high density region 68 is a region in which the number of unit communication grooves of the communication groove 65 is higher than that of the low density regions 66 and 67 .
- the low density regions 66, 67 are located on both sides of the high density region 68 in the X direction.
- the first low-density area 66 is located above the high-density area 68 and the second low-density area 67 is located below the high-density area 68 .
- the width of each mainstream groove 61 formed in the land portion 33 may be constant.
- the width of each main groove 61 may be constant in each of the low density regions 66 , 67 and the high density region 68 .
- the width of each convex portion 64 formed on the land portion 33 may be constant.
- the width of each convex portion 64 may be constant in each of the low-density regions 66 and 67 and the high-density region 68 .
- the number of unit communication grooves means the number of communication grooves 65 per unit length in the X direction.
- the number of unit communication grooves in the high density region 68 is greater than the number of unit communication grooves in the low density regions 66 and 67 .
- the number of unit communication grooves in the high density region 68 may be obtained by dividing the number of communication grooves 65 located in the high density region 68 by the dimension of the high density region 68 in the X direction.
- the total number of communication grooves 65 located in high density region 68 may be divided by the X-direction dimension of high density region 68 .
- the X-direction dimension of the high-density region 68 is the dimension indicated by the double-headed arrow indicated by reference numeral 68a or 68b in FIG.
- the number of unit communication grooves in the low-density regions 66, 67 may be obtained by dividing the number of communication grooves 65 located in the low-density regions 66, 67 by the dimension of the low-density regions 66, 67 in the X direction.
- the X-direction dimensions of the low-density regions 66 and 67 are the dimensions indicated by arrows 66a, 66b, 67a, and 67b in FIG.
- the high-density region 68 may be a region where the communication grooves 65 are arranged at a small pitch in the X direction.
- the low-density regions 66 and 67 may be regions where the communication grooves 65 are arranged at a large pitch in the X direction.
- the arrangement pitch p2 in the X direction of the communication grooves 65 located in the high density region 68 is constant, and the arrangement pitch p1 in the X direction of the communication grooves 65 located in the low density regions 66 and 67 is constant. It's becoming The arrangement pitch p2 is smaller than the arrangement pitch p1. As shown in FIG.
- the high-density region 68 may be a region occupied by the connecting grooves 65 arranged at the arrangement pitch p2 in the X direction.
- the low-density regions 66 and 67 may be regions occupied by the communication grooves 65 arranged at the arrangement pitch p1 in the X direction.
- An intermediate region 69 may be positioned between the high density region 68 and the low density regions 66 and 67 . Some of the plurality of connecting groove rows 63 may include the intermediate region 69 and the other connecting groove rows 63 may not include the intermediate region 69 . In the example shown in FIG. 32, the first connecting groove row 63a does not include the intermediate region 69, but the second connecting groove row 63b includes the intermediate region 69. In the example shown in FIG. This intermediate region 69 does not contain the communication groove 65 . A communication groove 65 may be included in the intermediate region 69 .
- the number of unit communication grooves in the intermediate region 69 may be smaller than the number of unit communication grooves in the high density region 68 and may be larger than the number of unit communication grooves in the low density regions 66 and 67 .
- the X-direction pitch of the connecting grooves 65 in the intermediate region 69 may be larger than the X-direction pitch in the high-density region 68 and smaller than the X-direction pitch in the low-density regions 66 and 67 .
- the arrangement pitch p2 of the communication grooves 65 located in the high density region 68 may be the minimum pitch among the communication grooves 65 of one communication groove row 63 .
- the arrangement pitch p1 of the communication grooves 65 located in the low density regions 66 and 67 may be the maximum pitch of the communication grooves 65 of one communication groove row 63 .
- the first connecting groove row 63a includes a first low density region 66a, a second low density region 67a, and a high density region 68a.
- the second connecting groove row 63b includes a first low density region 66b, a second low density region 67b, and a high density region 68b.
- the high density region 68a of the first communication groove row 63a and the high density region 68b of the second communication groove row 63b may be arranged in a direction crossing the X direction. In the example shown in FIG. 32, the high density area 68a and the high density area 68b are arranged in the Y direction.
- the X-direction dimension of high-density region 68a may be equal to the X-direction dimension of high-density region 68b, but may also be different, as shown in FIG.
- the subscripts a and b are added to the codes of the low density region and the high density region only when distinguishing them, and are omitted in other cases.
- the high-density regions 68 located in each land portion 33 may be arranged in a direction crossing the X direction.
- the high density regions 68 of each land portion 33 are arranged in the Y direction.
- reinforcing portion 37 shown in FIGS. 9 and 10 is not formed in second steam passage 52 .
- the plurality of connecting groove rows 63 positioned on each land portion 33 may include adjacent connecting groove rows 63c and intermediate connecting groove rows 63d. Two adjacent communication groove rows 63 c may be formed in one land portion 33 .
- each land portion 33 may be formed with two adjacent communication groove rows 63c.
- the adjacent communication groove row 63c is composed of communication grooves 65 that communicate the steam flow path portion 50 and the main groove 61 adjacent to the steam flow path portion 50 .
- the adjacent communication groove rows 63c are adjacent to the side edges 33e located on both side edges of the land portion 33 in the Y direction.
- the adjacent communication groove row 63 c is adjacent to the first steam passage 51 or the second steam passage 52 of the steam passage portion 50 .
- the example shown in FIG. 32 shows an example in which two adjacent communication groove rows 63c are adjacent to the corresponding second steam passages 52 .
- the intermediate communication groove row 63d is composed of communication grooves 65 communicating with two main flow grooves 61 adjacent to each other.
- the plurality of connecting groove rows 63 positioned on each land portion 33 may include a plurality of intermediate connecting groove rows 63d.
- the intermediate communication groove row 63d is located in the middle of the land portion 33 in the Y direction.
- the intermediate communication groove row 63d is positioned between two adjacent communication groove rows 63c.
- the intermediate communication groove row 63 d is not adjacent to the first steam passage 51 and is not adjacent to the second steam passage 52 .
- the adjacent communication groove row 63c and the intermediate communication groove row 63d may be the first communication groove row 63a and the second communication groove row 63b, respectively.
- two adjacent communication groove rows 63c are both second communication groove rows 63b.
- a plurality of intermediate communication groove rows 63d are composed of first communication groove rows 63a and second communication groove rows 63b that are alternately arranged in the Y direction.
- One of the adjacent communication groove row 63c and the intermediate communication groove row 63d may be composed of the first communication groove row 63a and the other may be composed of the second communication groove row 63b.
- the adjacent communication groove row 63c is composed of the second communication groove row 63b
- the intermediate communication groove row 63d adjacent to the adjacent communication groove row 63c is composed of the first communication groove row 63a. .
- each adjacent connecting groove row 63c includes low density regions 66, 67 and a high density region 68.
- Each intermediate connecting groove row 63d includes low density regions 66, 67 and a high density region 68.
- the high-density region 68 of the adjacent connecting groove row 63c and the high-density region 68 of the intermediate connecting groove row 63d are arranged in the Y direction.
- the vapor chamber 1 includes a bending region 7a.
- the vapor chamber 1 bends along a bending line 8 extending in a direction crossing the X direction in plan view.
- the bending line 8 extends in the Y direction in plan view.
- the Y direction is a direction orthogonal to the X direction in plan view.
- the bending line 8 crosses the frame portion 32 , the land portion 33 , the first steam passage 51 and the second steam passage 52 .
- the passage cross-sectional areas of the first steam passage 51 and the second steam passage 52 can be secured.
- the first region 5 , the second region 6 and the bend region 7 a may be separated by a boundary line along the bend line 8 .
- the regions 5, 6, and 7 may be separated by boundary lines extending in the Y direction in plan view.
- the high-density area 68 described above is located in the bending area 7a. More specifically, the high density region 68 located in each land portion 33 is located in the bend region 7a. The high density region 68 may extend in the X direction from the bending region 7a. The high-density region 68 located in each land portion 33 overlaps the bend line 8 when the bend region 7a is viewed from the inside or outside of the bend. The high density regions 68 may be arranged along the Y direction. In FIG. 30, the high-density regions 68 are roughly divided by linear boundary lines extending in the Y direction in plan view, but the present disclosure is not limited to this. As shown in FIG. 32, the high-density regions 68 need not be divided by straight boundary lines as shown in FIG.
- the vapor chamber 1 is bent as shown in FIG. In the bending region 7a, the first sheet 10 is located outside the wick sheet 30 with respect to the center O of bending.
- the second sheet 20 is located inside the wick sheet 30 with respect to the center O of bending.
- Each of the steam passages 51, 52 may include a passage bent portion 57 positioned in the bent region 7a, as shown in FIG.
- FIG. 33 shows an example of the passage bending portion 57.
- the shape of the curved passage portion 57 when viewed in the Y direction is a quarter arc, but the shape is not limited to this.
- the passage bent portion 57 may include the first steam flow path recess 53 and the second steam flow path recess 54 described above.
- part of the working steam 2a passing through the first steam passage 51 and the second steam passage 52 passes through the passage bend 57 (see FIG. 33) located in the bend region 7a.
- the working steam 2a tends to condense when passing through the passage bend 57 .
- the working steam 2a is more likely to collide with the first seat inner surface 10b.
- the impinging working steam 2a is condensed into working fluid 2b, which adheres to the first seat inner surface 10b.
- a high-density region 68 of adjacent connecting groove rows 63c and intermediate connecting groove rows 63d is formed on the first main body surface 30a of the land portion 33 in the bent region 7a.
- the high-density region 68 the number of unit communication grooves is large, and the capillary action for drawing the hydraulic fluid 2b in the Y direction is enhanced.
- the hydraulic fluid 2b condensed at the passage bend 57 is drawn from the passage bend 57 into the high-density region 68 of the adjacent connecting groove row 63c.
- the hydraulic fluid 2b is then drawn into the main groove 61 adjacent to the passage bent portion 57 and into the high-density region 68 of the intermediate connecting groove row 63d. In this manner, the working fluid 2b is smoothly drawn into the main grooves 61 of the first fluid flow path portion 60 .
- the working fluid 2b drawn into each main groove 61 is transported toward the evaporation region SR by the capillary action of the main groove 61 . In this manner, retention of the hydraulic fluid 2b adhering to the first sheet inner surface 10b in the bent region 7a is suppressed.
- the flow of the working steam 2a can separate from the second sheet inner surface 20a. More specifically, a vortex is formed near the outlet of the passage bend 57, and the working steam 2a condenses and adheres to the second seat inner surface 20a.
- the vicinity of the outlet of the curved passage portion 57 corresponds to a portion of the curved passage portion 57 relatively close to the second region 6 .
- a high-density region 68 having a large number of unit communication grooves is formed on the first main body surface 30a of the land portion 33 in the bent region 7a. Capillary action for drawing the hydraulic fluid 2b in the Y direction is enhanced, and the hydraulic fluid 2b is smoothly drawn into the main groove 61 .
- the working fluid 2b drawn into the main grooves 61 is transported toward the evaporation region SR by the capillary action of each main groove 61 . In this manner, retention of the hydraulic fluid 2b adhering to the second seat inner surface 20a in the bending region 7a is suppressed.
- the plurality of communication grooves 65 of the first liquid flow path portion 60 constitute the plurality of communication groove rows 63, and the plurality of communication groove rows 63 form the steam flow path portion 50.
- an adjacent communication groove row 63c composed of communication grooves 65 communicating with the main grooves 61 adjacent to the steam flow path portion 50.
- the adjacent communication groove row 63 c includes low density regions 66 and 67 and a high density region 68 having a larger number of unit communication grooves than the low density regions 66 and 67 .
- the vapor chamber 1 is bent along a bending line 8 extending in the Y direction in plan view in the bending region 7a.
- the high-density region 68 of the adjacent connecting groove row 63c is located in the bending region 7a and overlaps the bending line 8. As shown in FIG. As a result, in the bent region 7a, the density of the communication groove 65 that communicates the steam flow path portion 50 and the main flow groove 61 can be increased, and the working fluid 2b flows from the vapor flow path portion 50 to the first liquid flow path portion 60. Capillary action for drawing in can be enhanced. Therefore, the working fluid 2b condensed in the curved region 7a can be smoothly drawn into the first liquid flow path portion 60, and the retention of the working fluid 2b in the steam passages 51 and 52 in the curved region 7a is suppressed. can. As a result, even when bent, the heat radiation efficiency of the vapor chamber 1 can be improved.
- the low density regions 66 and 67 are located on both sides of the high density region 68 in the X direction.
- low-density regions 66 and 67 in which the density of the connecting grooves 65 is low can be formed on both sides of the bent region 7a. Therefore, on both sides of the curved region 7a, the capillary action in the X direction by the main grooves 61 can be enhanced, and the working fluid 2b can be transported toward the evaporation region SR.
- the plurality of connecting groove rows 63 includes an intermediate connecting groove row 63d composed of connecting grooves 65 communicating with two main grooves 61 adjacent to each other, and the intermediate connecting groove row 63d is , low density regions 66 , 67 and a high density region 68 .
- a high-density region 68 of the intermediate connecting groove row 63d is located in the bending region 7a and overlaps the bending line 8. As shown in FIG. This makes it possible to increase the density of the communication grooves 65 that communicate the main grooves 61 in the bending region 7a.
- the hydraulic fluid 2b drawn into the high-density region 68 of the adjacent communication groove row 63c can be smoothly drawn into the high-density region 68 of the intermediate communication groove row 63d. You can pull it in more smoothly. It is possible to further suppress stagnation of the working fluid 2b in the steam passages 51 and 52 in the curved region 7a. As a result, even when bent, the heat radiation efficiency of the vapor chamber 1 can be further improved.
- the connecting grooves 65 of the first connecting groove row 63a are aligned with the extension lines of the connecting grooves 65 of the second connecting groove row 63b. It is located in a staggered position.
- the communication grooves 65 of the first communication groove row 63a and the communication grooves 65 of the second communication groove row 63b can be prevented from being arranged in a straight line. Therefore, it is possible to prevent the two communication grooves 65 from intersecting the main groove 61 in a crisscross manner, and the capillary action of the main groove 61 can be ensured.
- the communication grooves 65 extend in the Y direction orthogonal to the X direction.
- the length of the communication groove 65 can be shortened, and the working fluid 2b can be smoothly drawn into the main groove 61 from the steam flow path portion 50 . Therefore, it is possible to further prevent the working fluid 2b from staying in the steam passages 51 and 52 in the curved region 7a.
- the hydraulic fluid 2b can smoothly flow between the main grooves 61 adjacent to each other, and the occurrence of dryout in the main grooves 61 can be suppressed. Therefore, a capillary action can be imparted to the working fluid 2b in each main groove 61, and the working fluid 2b can be smoothly transported toward the evaporation region SR.
- the bending line 8 extends in the Y direction perpendicular to the X direction.
- the vapor chamber 1 can be bent along the direction orthogonal to the X direction in which the land portion 33 extends. Therefore, in the bent region 7 a , the first sheet 10 can be prevented from being deformed into the steam passages 51 and 52 , and the second sheet 20 can be prevented from being deformed into the steam passages 51 and 52 . Therefore, it is possible to secure the flow passage cross-sectional areas of the first steam passage 51 and the second steam passage 52, and suppress the obstruction of the flow of the working steam 2a in the curved region 7a.
- each intermediate connecting groove row 63d includes the low-density regions 66 and 67 and the high-density region 68 .
- the present disclosure is not so limited.
- at least one intermediate communicating groove row 63d of the plurality of intermediate communicating groove rows 63d may not include the high density region 68.
- some of the intermediate communicating groove rows 63d out of the plurality of intermediate communicating groove rows 63d do not include the high density region 68.
- the intermediate connecting groove row 63d that does not include the high density region 68 may be entirely formed of the low density regions 66,67.
- An intermediate communicating groove row 63 d adjacent to the adjacent communicating groove row 63 c includes a high density region 68 .
- the density of the communication groove 65 that communicates the steam flow path portion 50 and the main flow groove 61 can be increased, and the working fluid flows from the vapor flow path portion 50 to the first liquid flow path portion 60. Capillary action for drawing 2b can be enhanced.
- the working fluid 2b condensed in the curved region 7a can be smoothly drawn into the first liquid flow path portion 60, and the retention of the working fluid 2b in the steam passages 51 and 52 in the curved region 7a is suppressed.
- the main groove 61 can enhance the capillary action in the X direction. Therefore, the hydraulic fluid 2b drawn into the high-density region 68 of the adjacent communication groove row 63c can be smoothly moved to the main groove 61, and the hydraulic fluid 2b flows into the high-density region 68 of the adjacent communication groove row 63c. Retention can be suppressed.
- not all the intermediate connecting groove rows 63d need include the high density region 68. Even in this case, since the adjacent communication groove row 63 c includes the high-density region 68 , the working fluid 2 b condensed in the bent region 7 a can be smoothly drawn into the first liquid flow path portion 60 .
- a portion of the first sheet 10 may enter the communication groove 65. More specifically, a region of the first seat outer surface 10a that overlaps with the communication groove 65 may be formed in a recessed shape so as to be recessed inward toward the communication groove 65 .
- the first sheet 10 may include a first sheet communication groove recessed portion 16 overlapping the communication groove 65 in plan view.
- the first seat communication groove concave portion 16 enters the communication groove 65 .
- the first seat connecting groove concave portion 16 may be formed in each of the first region 5, the second region 6 and the bending region 7a.
- the first sheet 10 may include a first sheet main groove recess that overlaps with the main groove 61 in plan view.
- the first sheet mainstream groove concave portion may enter the mainstream groove 61 .
- the first sheet mainstream groove recess may be formed in each of the first region 5 , the second region 6 and the bending region 7 a , or may be formed continuously from the first region 5 to the second region 6 .
- the first seat connecting groove recess 16 may be formed continuously with the first seat main flow groove recess.
- the first sheet inner surface 10b of the first sheet communication groove concave portion 16 and the wall surface of the communication groove 65 define channel corners (not shown) forming part of the liquid channel cross section.
- the channel corner may be formed in a wedge shape extending in the Y direction. Channel corners can enhance capillary action.
- FIG. 34B shows the first seat connecting groove recesses 16 in the low density areas 66,67. Since the number of unit communication grooves in the low density regions 66 and 67 is low, the distance between the communication grooves 65 is relatively large. As a result, the stress generated in the first sheet 10 during bending is less likely to be dispersed, and tends to be concentrated in the portion of the first sheet 10 that overlaps the communication groove 65 . Therefore, in the low-density regions 66 and 67, the recessed amount of the first seat connecting groove concave portion 16 is increased. In FIG. 34B, in the low-density regions 66, 67, the recess dimension of the first seat outer surface 10a where the first seat communication groove recess 16 is located is indicated by d5.
- FIG. 34C shows the first sheet connecting groove recesses 16 in the high density region 68.
- FIG. 34C Since the number of unit communication grooves in the high density region 68 is high, the distance between the communication grooves 65 is relatively small. As a result, the stress generated in the first sheet 10 at the time of bending can be easily dispersed, and can be suppressed from concentrating on the portion of the first sheet 10 that overlaps the communication groove 65 . Therefore, in the high-density region 68, the recess amount of the first seat connecting groove concave portion 16 is small.
- the recess dimension of the first seat outer surface 10a where the first seat communication groove recess 16 is located in the high density region 68 is indicated by d6.
- the recess dimension d5 shown in FIG. 34B is larger than the recess dimension d6 shown in FIG. 34C.
- the Y-direction capillary action of the connecting grooves 65 located in the low-density regions 66 and 67 can be enhanced. Therefore, in the bending region 7a, the Y-direction capillary action of the connecting grooves 65 of the intermediate connecting groove row 63d that does not include the high-density region 68 can be enhanced.
- the hydraulic fluid 2b drawn into the high-density region 68 of the adjacent communication groove row 63c can be smoothly moved to the main groove 61 of the intermediate communication groove row 63d that does not include the high-density region 68. It is possible to prevent the hydraulic fluid 2b from staying in the high-density region 68 of the groove row 63c.
- the connecting grooves 65 of the first connecting groove row 63a located in the high-density region 68 are shifted from the extension line of the connecting grooves 65 of the second connecting groove row 63b.
- the connecting grooves 65 of the first connecting groove row 63a may be positioned on the extension line of the connecting grooves 65 of the second connecting groove row 63b.
- the convex portions 64 are arranged in parallel, and the main grooves 61 and the connecting grooves 65 are arranged in a grid pattern.
- the communication grooves 65 are aligned along the Y direction.
- the capillary action in the Y direction of the first liquid flow path portion 60 can be enhanced in the bent region 7a, and the condensed working fluid 2b can be drawn into the first liquid flow path portion 60 smoothly.
- the communication grooves 65 are aligned along the Y direction, the vapor chamber 1 can be easily bent along the bending lines 8 extending in the Y direction.
- the high-density regions 68 located in each land portion 33 overlap the bend line 8.
- the high density regions 68 are arranged along the Y direction.
- the X-direction dimension of each high density region 68 is equal.
- each main groove 61 located in the high density region 68 is constant.
- the present disclosure is not so limited.
- the width of the mainstream grooves 61 located in the high density regions 68 may be different.
- the multiple mainstream grooves 61 formed in the land portion 33 may include multiple first mainstream grooves 61a and multiple second mainstream grooves 61b.
- the first mainstream groove 61a may be positioned at the center of the land portion 33 in the width direction.
- the second main groove 61b may be positioned on both widthwise sides of the first main groove 61a.
- the second main groove 61 b is positioned near the above-described side edge 33 e of the land portion 33 and near the second steam passage 52 .
- One or more second main grooves 61b may be formed on each side of the first main groove 61a in the width direction.
- FIG. 36A shows an example in which two first main grooves 61a are formed, the number of first main main grooves 61a is arbitrary.
- FIG. 36A shows an example in which two second main grooves 61b are formed on both sides of the first main groove 61a in the width direction, but the number of second main grooves 61b is arbitrary.
- the width of the first main groove 61a and the width of the second main groove 61b in the low density regions 66, 67 may be the same width, or may be w5 (see FIG. 32).
- the first main groove 61a and the second main groove 61b in the high density region 68 may have different widths. As shown in FIG. 36A, the first main groove 61a in the high density region 68 has a width w14 and the second main groove 61b has a width w15.
- the width w15 of the second main groove 61b may be larger than the width w14 of the first main groove 61a. Width w14 may be smaller than width w5. Width w15 may be greater than width w5.
- the protrusions 64 located in the high density region 68 may be offset in the width direction with respect to the corresponding protrusions 64 located in the low density regions 66 and 67 such that the width w15 is greater than the width w14. More specifically, in the convex portion row 64A positioned between two adjacent second main grooves 61b, the convex portion 64 positioned in the high density region 68 is aligned with the convex portions positioned in the low density regions 66 and 67. 64 may be shifted closer to the center in the width direction.
- the convex portion 64 positioned in the high density region 68 is aligned with the convex portion 64 positioned in the low density regions 66 and 67. It may be shifted closer to the center in the width direction.
- the width w15 of the second main groove 61b can be increased, and the flow path resistance of the working fluid 2b in the second main groove 61b near the second steam passage 52 can be reduced.
- the working fluid 2b can be drawn smoothly from the second steam passage 52 into the second main groove 61b.
- the width w14 of the first mainstream groove 61a can be reduced, and the capillary action of the first mainstream groove 61a located in the center in the width direction can be enhanced.
- the hydraulic fluid 2b drawn into the second main groove 61b can smoothly move to the first main groove 61a, promoting the movement of the hydraulic fluid 2b from the second steam passage 52 to the first liquid flow path portion 60. can.
- the working fluid 2b can be smoothly transported from the first main groove 61a in the high density region 68 to the evaporation region SR, thereby suppressing the working fluid 2b from staying in the high density region 68. can.
- the width w15 of the second main groove 61b may be smaller than the width w14 of the first main groove 61a.
- Width w14 may be greater than width w5.
- Width w15 may be smaller than width w5.
- the protrusions 64 located in the high density region 68 may be offset in the width direction with respect to the corresponding protrusions 64 located in the low density regions 66 and 67 such that the width w15 is smaller than the width w14. More specifically, in the convex portion row 64A positioned between two adjacent second main grooves 61b, the convex portion 64 positioned in the high density region 68 is aligned with the convex portions positioned in the low density regions 66 and 67.
- the convex portion 64 may be shifted closer to the side edge 33e.
- the convex portion row 64A positioned between the first main groove 61a and the second main groove 61b adjacent to each other the convex portion 64 positioned in the high density region 68 is aligned with the convex portion 64 positioned in the low density regions 66 and 67. However, it may be shifted closer to the side edge 33e.
- the width w15 of the second main groove 61b can be reduced, and the capillary action of the second main groove 61b near the second steam passage 52 can be enhanced.
- the working fluid 2b can be drawn smoothly from the second steam passage 52 into the second main groove 61b.
- the width of the first main groove 61a can be increased, and the flow path resistance of the hydraulic fluid 2b in the first main groove 61a located at the center in the width direction can be reduced.
- the working fluid 2b drawn into the second main groove 61b can smoothly move to the first main groove 61a, and the working fluid 2b is supplied from the first main groove 61a in the high density region 68 toward the evaporation region SR.
- the reduced flow path resistance of the first main groove 61a allows the working fluid 2b to be smoothly transported to the evaporation region SR, and the retention of the working fluid 2b in the high density region 68 can be suppressed.
- each convex portion 64 located in the high density region 68 is constant.
- the present disclosure is not so limited.
- the width of protrusions 64 located in high density region 68 may be different.
- a plurality of rows of protrusions 64A formed on the land portion 33 may include a plurality of first rows of protrusions 64Aa and a plurality of second rows of protrusions 64Ab. good.
- the first protrusion row 64Aa may be positioned at the center of the land portion 33 in the width direction.
- the second protrusion row 64Ab may be positioned on both sides in the width direction with respect to the first protrusion row 64Aa.
- the second convex portion row 64Ab is positioned near the side edge 33e of the land portion 33 and near the second steam passage 52 .
- One or more second protrusion rows 64Ab may be formed on each of the width direction both sides of the first protrusion row 64Aa.
- FIG. 37A shows an example in which five first protrusion rows 64Aa are formed, the number of first protrusion rows 64Aa is arbitrary.
- FIG. 37A shows an example in which one second protrusion row 64Ab is formed on each side of the first protrusion row 64Aa in the width direction, but the number of the second protrusion rows 64Ab is arbitrary. is.
- the width of the projections 64 of the first row of projections 64Aa and the width of the projections 64 of the second row of projections 64Ab in the low-density regions 66 and 67 may be the same width, w7 (see FIG. 32). There may be.
- the convex portions 64 of the first convex portion row 64Aa and the convex portions 64 of the second convex portion row 64Ab in the high density region 68 may have different widths. As shown in FIG. 37A, the convex portions 64 of the first convex portion row 64Aa in the high density region 68 have a width w16, and the convex portions 64 of the second convex portion row 64Ab have a width w17.
- the width w17 of the protrusions 64 of the second protrusion row 64Ab may be larger than the width w16 of the protrusions 64 of the first protrusion row 64Aa.
- Width w16 may be equal to width w7.
- Width w17 may be greater than width w7.
- the width w17 of the protrusions 64 of the second protrusion row 64Ab can be increased, and the mechanical strength of the protrusions 64 of the second protrusion row 64Ab near the second steam passage 52 can be improved.
- the communication grooves 65 positioned between the projections 64 can be prevented from being crushed by bending. Therefore, it is possible to suppress the flow path of the communication groove 65 from being crushed, and the working fluid 2b can be smoothly drawn into the main groove 61 from the second steam passage 52 .
- the working fluid 2b evaporates in the first liquid flow path portion 160 positioned at the bent portion BP, the evaporated working vapor 2a can smoothly diffuse into the vapor passages 151 and 152.
- the width w17 of the projections 64 By increasing the width w17 of the projections 64, the dimension in the Y direction of the communication grooves 65 positioned between these projections 64 can be increased. can enhance its action. As a result, the working liquid 2b can be drawn smoothly from the second steam passage 52 into the first liquid flow path portion 60 . Further, the width w16 of the protrusions 64 of the first protrusion row 64Aa can be reduced, and the high density region 68 can be prevented from obstructing the flow of the hydraulic fluid 2b in the X direction.
- the width w16 of the protrusions 64 of the first protrusion row 64Aa may be larger than the width w17 of the protrusions 64 of the second protrusion row 64Ab.
- Width w16 may be greater than width w7.
- Width w17 may be equal to width w7.
- FIG. 37B shows an example in which three first protrusion rows 64Aa are formed, the number of first protrusion rows 64Aa is arbitrary.
- FIG. 37B shows an example in which two second protrusion rows 64Ab are formed on both sides of the first protrusion row 64Aa in the width direction, but the number of second protrusion rows 64Ab is arbitrary. is.
- the width w16 of the protrusions 64 of the first protrusion row 64Aa can be increased, and the mechanical strength of the protrusions 64 of the first protrusion row 64Aa located in the center in the width direction can be improved.
- the communication grooves 65 positioned between the projections 64 can be prevented from being crushed by bending. Therefore, even if air bubbles are generated in the main groove 61 , the generated air bubbles can be drawn into the communication groove 65 , and stagnation of the hydraulic fluid 2 b in the main groove 61 can be suppressed.
- the width w16 of the protrusions 64 by increasing the width w16 of the protrusions 64, the dimension in the Y direction of the communication grooves 65 positioned between these protrusions 64 can be increased, and the capillary tube of the communication grooves 65 corresponding to the first protrusion row 64Aa can be increased. can enhance its action. As a result, the working fluid 2b drawn into the first liquid flow path portion 60 can smoothly move to the center in the width direction. can promote. Further, by increasing the width w16 of the protrusions 64 of the first protrusion row 64Aa, the width of the main groove 61 located between two adjacent first protrusion rows 64Aa can be reduced, thereby enhancing the capillary action. be able to.
- the working fluid 2b can be smoothly transported from the main groove 61 in the high-density region 68 to the evaporation region SR, and the working fluid 2b can be prevented from staying in the high-density region 68 .
- the width w17 of the protrusions 64 of the second protrusion row 64Ab can be reduced, and the high density region 68 can be prevented from obstructing the flow of the hydraulic fluid 2b in the X direction.
- the present disclosure is not so limited.
- a liquid flow path (not shown) may be formed on the second main body surface 30b of the land 33 .
- the liquid flow path portion may include a main groove 61 and a communication groove 65 in the same manner as the first liquid flow path portion 60 described above.
- the channel cross-sectional area of the groove of the liquid channel portion formed in the second main body surface 30b may be equal to the channel cross-sectional area of the groove of the first liquid channel portion 60, or the first liquid channel portion It may be larger than the channel cross-sectional area of 60 grooves.
- the first liquid flow path 60 may not be formed on the first main body surface 30a.
- the reinforcing region 7 (see FIG. 5 etc.) is not provided between the first region 5 and the second region 6, and the steam passages 51 and 52 are reinforced.
- An example in which the portion 37 is not provided has been described.
- the present disclosure is not so limited.
- a reinforcing region 7 may be provided between the first region 5 and the second region 6 .
- a reinforcing portion 37 may be provided in each of the steam passages 51 and 52 .
- the main difference from the fifth embodiment shown in FIGS. 38 to 43 is that the bending line extends in a direction inclined in the first direction.
- Other configurations are substantially the same as those of the fourth embodiment shown in FIGS. 28 to 37B. 38 to 43, the same parts as in the fourth embodiment shown in FIGS. 28 to 37B are assigned the same reference numerals, and detailed description thereof will be omitted.
- the vapor chamber 1 according to the present embodiment is bent along a bending line 8 inclined in the X direction in plan view.
- the bending line 8 shown in FIGS. 38 and 39 extends in a direction inclined in the X direction and in a direction inclined in the Y direction.
- the bending line 8 according to the present embodiment also extends in a direction crossing the X direction in plan view.
- the high-density regions 68 located in each land portion 33 overlap the bending line 8.
- the high-density regions 68 may be arranged along a direction that is inclined with respect to the X direction.
- the high-density regions 68 are roughly divided by linear boundary lines extending in a direction inclined in the X direction in plan view, but the present disclosure is not limited to this.
- the high-density regions 68 need not be divided by straight boundary lines as shown in FIG. Even in the example shown in FIG. 41, the high-density regions 68 overlap the bending lines 8, and therefore are arranged along the direction inclined in the X direction in plan view.
- the connecting grooves 65 of the first connecting groove row 63a located in the first low density region 66 and the second low density region 67 are connected to the second connecting groove row 63b. It is located at a position shifted from the extension line of the groove 65 .
- the connecting grooves 65 of the first connecting groove row 63a may be positioned on extension lines of the connecting grooves 65 of the second connecting groove row 63b.
- the convex portions 64 are arranged in parallel, and the main grooves 61 and the connecting grooves 65 are arranged in a grid pattern.
- the communication grooves 65 extend in the Y direction in the low density regions 66, 67 and the high density region 68 and are aligned along the Y direction.
- the bending line 8 extends in a direction inclined in the X direction.
- the high-density region 68 of the adjacent connecting groove row 63c is located in the bending region 7a and overlaps the bending line 8. As shown in FIG.
- the capillary action of the first liquid flow path portion 60 in the Y direction is caused in the bending region 7a. can be enhanced. Therefore, it is possible to prevent the working fluid 2b from staying in the steam passages 51 and 52 in the curved region 7a. As a result, even when bent, the heat radiation efficiency of the vapor chamber 1 can be improved.
- the connecting grooves 65 of the first connecting groove row 63a are positioned on the extension line of the connecting grooves 65 of the second connecting groove row 63b.
- the capillary action in the Y direction of the first liquid flow path portion 60 can be enhanced in the bent region 7a, and the condensed working fluid 2b can be drawn into the first liquid flow path portion 60 smoothly.
- the communication groove 65 of the first liquid flow path portion 60 located in the high density region 68 extends in the Y direction.
- the present disclosure is not so limited.
- the communication grooves 65 may extend in a direction different from the X direction, for example, may extend in a direction inclined to the X direction as shown in FIG.
- the connecting grooves 65 of the first connecting groove row 63a are positioned on the extension lines of the connecting grooves 65 of the second connecting groove row 63b.
- the communication grooves 65 are aligned along the direction inclined in the X direction.
- the vapor chamber 1 can be easily bent along the bending line 8 extending in the direction inclined in the X direction.
- the capillary action of the first liquid flow path portion 60 in the direction inclined in the X direction can be enhanced, and the condensed working fluid 2b can be smoothly drawn into the first liquid flow path portion 60. can.
- the frame portion 32 may be inclined with respect to the land portion 33 extending in the X direction.
- the frame body portion 32 is formed in a rectangular frame shape that is inclined in the X direction and inclined in the Y direction.
- the bending line 8 extends along the frame portion 32 .
- the bend line 8 extends laterally in FIG. Even in this case, the bending line 8 extends in a direction crossing the X direction in plan view.
- FIG. 43 similarly to the examples shown in FIGS. Retention of the working fluid 2b in the steam passages 51 and 52 can be suppressed. As a result, even when bent, the heat radiation efficiency of the vapor chamber 1 can be improved.
- FIG. 44 to 65 a body sheet for a vapor chamber, an electronic device, and a vapor chamber according to a sixth embodiment of the present disclosure will be described with reference to FIGS. 44 to 65.
- FIG. 44 to 65 a body sheet for a vapor chamber, an electronic device, and a vapor chamber according to a sixth embodiment of the present disclosure will be described with reference to FIGS. 44 to 65.
- the sixth embodiment shown in FIGS. 44 to 65 is mainly different in that the upper steam passage concave portion is formed so that the width increases from the first opening toward the inside.
- Other configurations are substantially the same as those of the first embodiment shown in FIGS. 1 to 17C. 44 to 65, the same parts as in the first embodiment shown in FIGS. 1 to 17C are assigned the same reference numerals, and detailed description thereof will be omitted.
- the vapor chamber is thin, it can be deformed by external force. As a result, a part of the steam flow path inside the vapor chamber may be crushed, and the cross-sectional area of the steam flow path may become small. In this case, the ability of the vapor chamber to transport working steam is reduced, and the performance of the vapor chamber may be reduced.
- the present embodiment has been made in consideration of such points, and aims to provide a body sheet for a vapor chamber, a vapor chamber, and an electronic device capable of suppressing performance deterioration of the vapor chamber.
- the vapor chamber 1 includes a lower sheet 110, an upper sheet 120, and a body sheet 130 for the vapor chamber.
- the lower sheet 110 is an example of a second sheet
- the upper sheet 120 is an example of a first sheet.
- the body sheet 130 is also called a wick sheet.
- Body sheet 130 is interposed between lower sheet 110 and upper sheet 120 .
- the vapor chamber 1 according to this embodiment is composed of a lower sheet 110, an upper sheet 120, and a body sheet .
- the lower sheet 110, the main sheet 130 and the upper sheet 120 are laminated in this order.
- the vapor chamber 1 is generally formed in the shape of a thin flat plate.
- the planar shape of the vapor chamber 1 is arbitrary, it may be rectangular as shown in FIG.
- the planar shape of the vapor chamber 1 may be, for example, a rectangle having one side of 10 mm or more and 200 mm or less and another side of 50 mm or more and 600 mm or less, or a square having one side of 40 mm or more and 300 mm or less.
- the planar dimensions of the vapor chamber 1 are arbitrary.
- the planar shape of the vapor chamber 1 is a rectangular shape with the X direction as the longitudinal direction and the Y direction perpendicular to the X direction as the lateral direction.
- the lower sheet 110, the upper sheet 120 and the body sheet 130 may also have the same planar shape as the vapor chamber 1, as shown in FIGS.
- the planar shape of the vapor chamber 1 is not limited to a rectangular shape, and may be any shape such as a circular shape, an elliptical shape, an L shape, a T shape, and a U shape.
- the vapor chamber 1 includes an evaporation area SR where the working fluids 2a and 2b evaporate and a condensation area CR where the working fluids 2a and 2b condense.
- the evaporation area SR is an area that overlaps with the electronic device D in plan view, and is an area where the electronic device D is attached.
- the evaporation area SR can be arranged at any position on the vapor chamber 1 .
- an evaporation region SR is formed on the negative side of the vapor chamber 1 in the X direction.
- the negative side in the X direction corresponds to the left side in FIG.
- Heat from the electronic device D can be transmitted not only to the area overlapping the electronic device D in plan view, but also to the periphery of the area. Therefore, the evaporation region SR includes a region overlapping the electronic device D and a surrounding region in plan view.
- the planar view is a state in which the vapor chamber 1 is viewed from a direction orthogonal to the surface receiving heat from the electronic device D and the surface emitting the received heat.
- the surface that receives heat corresponds to a first upper sheet surface 120a of the upper sheet 120, which will be described later.
- the heat-releasing surface corresponds to a first lower sheet surface 110a of the lower sheet 110, which will be described later.
- FIG. 44 it corresponds to a state in which the vapor chamber 1 is viewed from above or a state in which it is viewed from below.
- the condensation area CR is an area that does not overlap the electronic device D in plan view, and is an area where the working steam 2a mainly releases heat and condenses.
- the condensation area CR can also be said to be an area around the evaporation area SR.
- a condensation region CR is formed on the positive side of the vapor chamber 1 in the X direction. The positive side in the X direction corresponds to the right side in FIG. Heat from the working steam 2a is released to the lower sheet 110 in the condensation area CR, and the working steam 2a is cooled and condensed in the condensation area CR.
- the vertical relationship may be disrupted depending on the orientation of the mobile terminal.
- the sheet that receives heat from the electronic device D is referred to as the upper sheet 120 described above, and the sheet that releases the received heat is referred to as the lower sheet 110 described above. Therefore, the following description will be made with the lower sheet 110 arranged on the lower side and the upper sheet 120 arranged on the upper side.
- the lower seat 110 includes a first lower seat surface 110a provided on the side opposite to the main body seat 130 and a second seat surface 110a provided on the opposite side to the first lower seat surface 110a. and a lower seat surface 110b.
- the second lower seat surface 110 b faces the body seat 130 .
- the lower sheet 110 may be formed flat overall, and may have a uniform thickness overall.
- a housing member Ha that constitutes a part of a housing H of a mobile terminal or the like is attached to the first lower seat surface 110a.
- a portion of the first lower seat surface 110a may be covered with the housing member Ha.
- alignment holes 112 may be provided at the four corners of the lower sheet 110 .
- the upper sheet 120 includes a first upper sheet surface 120a facing the body sheet 130 and a second upper sheet surface 120b provided opposite to the first upper sheet surface 120a. I'm in.
- the upper sheet 120 may be generally flat and may have a generally constant thickness.
- the electronic device D described above is attached to the second upper sheet surface 120b.
- alignment holes 122 may be provided at the four corners of the upper sheet 120 .
- the body sheet 130 includes a sheet body 131 and a steam channel section 150 provided in the sheet body 131 .
- the seat body 131 includes a first body surface 131a and a second body surface 131b provided opposite to the first body surface 131a.
- the first body surface 131 a faces the upper sheet 120 and the second body surface 131 b faces the lower sheet 110 .
- the first upper sheet surface 120a of the upper sheet 120 and the first body surface 131a of the sheet body 131 may be permanently joined together by thermocompression.
- the second bottom sheet surface 110b of the bottom sheet 110 and the second body surface 131b of the sheet body 131 may be permanently joined together by thermocompression bonding. Diffusion bonding can be given as an example of bonding by thermocompression bonding.
- the lower sheet 110, the upper sheet 120, and the body sheet 130 may be joined by other methods such as brazing instead of diffusion joining as long as they can be permanently joined.
- the seat body 131 includes a frame body portion 132 formed in a rectangular frame shape in a plan view, and a plurality of land portions 133 provided within the frame body portion 132.
- the frame portion 132 and the land portion 133 are portions where the material of the main body sheet 130 remains without being etched in the etching process described later.
- the frame body portion 132 is formed in a rectangular frame shape in plan view.
- a steam channel portion 150 is provided inside the frame portion 132 .
- the steam channel portion 150 contains the working fluids 2a and 2b.
- Each land portion 133 is provided in the steam passage portion 150 so that the working steam 2 a flows around each land portion 133 .
- the steam flow path portion 150 includes a plurality of land portions 133 described above and steam passages 151 and 152 described later.
- the steam passages 151 and 152 are passages provided around each land portion 133 through which the working steam 2a flows.
- the land portion 133 extends in the X direction in plan view, and the planar shape of the land portion 133 is an elongated rectangular shape.
- the X direction corresponds to the left-right direction in FIG.
- Each land part 133 is spaced apart in the Y direction perpendicular to the X direction and arranged parallel to each other.
- the Y direction corresponds to the vertical direction in FIG.
- the width w21 (see FIG. 49) of the land portion 133 may be, for example, 100 ⁇ m to 3000 ⁇ m.
- the width w21 of the land portion 133 is the dimension of the land portion 133 in the Y direction, and means the dimension in the Z direction at the position where the inner portion 157, which will be described later, exists.
- the Z direction corresponds to the thickness direction of the body sheet 130 .
- the frame portion 132 and each land portion 133 are joined to the lower sheet 110 and the upper sheet 120 .
- a wall surface 155 of the upper steam flow channel recess 153 (to be described later) and a wall surface 156 of the lower steam flow channel recess 154 (to be described later) form side walls of the land portion 133 .
- the first body surface 131a and the second body surface 131b of the seat body 131 may be formed flat over the frame body portion 132 and each land portion 133 .
- the steam channel portion 150 is mainly a channel through which the working steam 2a passes.
- the working fluid 2 b may also pass through the steam flow path portion 150 .
- the steam channel portion 150 may extend from the first main body surface 131 a of the seat body 131 to the second main body surface 131 b or penetrate the seat body 131 .
- the steam channel portion 150 may be covered with the upper sheet 120 on the first main body surface 131a, and may be covered with the lower sheet 110 on the second main body surface 131b.
- the upper sheet 120 covers a first opening 153a of an upper steam channel recess 153, which will be described later, and a lower sheet 110 covers a second opening 154a of a lower steam channel recess 154, which will be described later.
- the steam channel section 150 may include a first steam channel 151 and a plurality of second steam channels 152 .
- the steam passage portion 150 is partitioned into a first steam passage 151 and a plurality of second steam passages 152 by a plurality of land portions 133 .
- the first steam passage 151 is formed between the frame portion 132 and the land portion 133 .
- the first steam passage 151 is formed continuously inside the frame portion 132 and outside the land portion 133 .
- the planar shape of the first steam passage 151 is a rectangular frame shape.
- the first steam passage 151 may include a portion extending in the X direction and a portion extending in the Y direction.
- the second steam passage 152 is formed between land portions 133 adjacent to each other.
- the second steam passage 152 extends in the X direction in plan view, and the planar shape of the second steam passage 152 is an elongated rectangular shape.
- the first steam passage 151 and the second steam passage 152 may extend from the first body surface 131 a of the seat body 131 to the second body surface 131 b and pass through the seat body 131 . good too.
- the first steam passage 151 and the second steam passage 152 are each constituted by an upper steam passage recess 153 provided on the first main body surface 131a and a lower steam passage recess 154 provided on the second main body surface 131b. It is
- the upper steam channel recess 153 is an example of a first main body recess
- the lower steam channel recess 154 is an example of a second main body recess.
- the upper steam channel recess 153 and the lower steam channel recess 154 may extend in the X direction.
- a first steam passage 151 and a second steam passage 152 are formed by communicating the upper steam passage recess 153 and the lower steam passage recess 154 with each other.
- the upper steam flow path concave portion 153 is formed in a concave shape on the first main body surface 131a of the main body sheet 130 by etching the first main body surface 131a of the main body sheet 130 in an etching process to be described later.
- forming a concave shape on the first main body surface 131a means forming so as to be concave from the first main body surface 131a.
- the upper steam passage recess 153 includes a curved wall surface 155, as shown in FIG.
- the upper steam channel recess 153 includes a first opening 153a and an inner portion 157 provided at a position closer to the second main body surface 131b than the first opening 153a. .
- the first opening 153a opens to the first body surface 131a.
- the inner portion 157 is located inside the sheet body 131 in the thickness direction, and is located below the first opening 153a in FIG.
- the width of the upper steam flow path recess 153 is the largest in the upper steam flow path recess 153 .
- the inner portion 157 is positioned at the lower end of the upper steam channel recessed portion 153 .
- the cross-sectional view corresponds to a state seen in a cross section orthogonal to the X direction along which the upper steam channel recess 153 and the lower steam channel recess 154 extend.
- FIG. 49 as an example of a cross-sectional view, a state in which the vapor chamber 1 is viewed in a YZ cross section along the Y direction and the Z direction, and a state in which the vapor chamber 1 is viewed in the X direction orthogonal to the Z direction is shown. ing.
- the upper steam flow channel recessed portion 153 is formed such that its width increases from the first opening 153a toward the inner portion 157.
- an upper seat support portion 135 is formed in the seat body 131 of the body seat 130 .
- the upper seat support portion 135 is formed in the seat body 131 at a position near the upper seat 120 .
- the upper seat support portion 135 is formed so as to protrude from the frame portion 132 and the land portion 133 toward the inner side of the upper steam flow passage concave portion 153 .
- the upper sheet support portion 135 supports the upper sheet 120 by contacting the first upper sheet surface 120a.
- the upper sheet 120 can resist the bending stress generated in the upper sheet 120 due to the force received from the outside, and can suppress the deformation of the upper sheet 120 so as to enter the upper steam flow passage concave portion 153 . Therefore, it is possible to suppress the collapse of a part of the upper steam flow path recessed portion 153, and it is possible to suppress the flow path cross-sectional area of the upper steam flow path recessed portion 153 from becoming small.
- the wall surface 155 of the upper steam passage recess 153 includes a first boundary edge 155a extending from the first opening 153a to the inner portion 157. As shown in FIG. The first boundary edge 155a is curved. The first boundary edge 155a curves toward the outside of the upper steam flow channel recessed portion 153 .
- a part of the first steam passage 151 and a part of the second steam passage 152 are configured by such an upper steam passage concave portion 153 .
- the upper steam passage concave portion 153 constitutes the upper half of the first steam passage 151 and the upper half of the second steam passage 152 .
- the lower steam flow path concave portion 154 is formed in a concave shape on the second main body surface 131b of the main body sheet 130 by etching the second main body surface 131b in an etching process to be described later.
- being formed in the second body surface 131b in a concave shape means being formed so as to be recessed from the second body surface 131b.
- the lower steam passage recess 154 includes a curved wall surface 156, as shown in FIG.
- the lower steam channel recess 154 includes a second opening 154a.
- the second opening 154a opens to the second main body surface 131b.
- the above-described inner portion 157 is positioned at the upper end of the lower steam channel recess 154 .
- the lower steam channel recess 154 includes an inner portion 157 that is common with the upper steam channel recess 153 .
- the upper steam channel recess 153 and the lower steam channel recess 154 are connected at an inner portion 157 and communicate with each other.
- the width w26 of the first opening 153a of the upper steam channel recess 153 may be equal to the width w27 of the second opening 154a of the lower steam channel recess 154.
- the lower steam flow channel recessed portion 154 is formed so that the width thereof increases from the second opening portion 154a toward the inner portion 157.
- a lower seat support portion 136 is formed in the seat body 131 of the body seat 130 .
- the lower seat support portion 136 is formed in the seat body 131 at a position near the lower seat 110 .
- the lower seat support portion 136 is formed so as to protrude from the frame portion 132 and the land portion 133 toward the inside of the lower steam flow path concave portion 154 .
- the lower seat support portion 136 supports the lower seat 110 in contact with the second lower seat surface 110b.
- the lower sheet 110 can resist the bending stress generated in the lower sheet 110 due to the force received from the outside, and the deformation of the lower sheet 110 so as to enter the lower steam flow path concave portion 154 is prevented. can be suppressed. Therefore, it is possible to suppress the collapse of a part of the lower steam flow channel recessed portion 154, and it is possible to suppress the flow channel cross-sectional area of the lower steam flow channel recessed portion 154 from becoming small.
- the wall surface 156 of the lower steam channel recess 154 includes a second boundary edge 156a extending from the second opening 154a to the inner portion 157. As shown in FIG. The second boundary edge 156a is curved. The second boundary edge 156 a curves toward the outside of the lower steam flow path recess 154 .
- a portion of the first steam passage 151 and a portion of the second steam passage 152 are configured by such a lower steam passage concave portion 154 .
- the lower steam passage concave portion 154 constitutes the lower half of the first steam passage 151 and the lower half of the second steam passage 152 .
- the first boundary edge 155a and the second boundary edge 156a are each curved toward the inner portion 157 and may be seamlessly and smoothly connected at the inner portion 157 .
- the planar shape of the first steam passage 151 is defined by the first opening 153a or the second opening 154a.
- the planar shape of the second steam passage 152 is defined by the first opening 153a or the second opening 154a.
- the width of the upper steam channel recess 153 and the width of the lower steam channel recess 154 are maximized at the inner portion 157 .
- Widths w22 and w22' of the upper steam channel recess 153 and the lower steam channel recess 154 in the inner portion 157 may be, for example, 400 ⁇ m to 1600 ⁇ m.
- the width w22 is the dimension of the second steam passage 152 in the Y direction and means the dimension at the position where the inner portion 157 exists in the Z direction.
- the width w22' of the first steam passage 151 is the dimension of the first steam passage 151 in the X direction or the Y direction, and means the dimension at the position where the inner portion 157 exists in the Z direction.
- the width w22' may be, for example, 400 ⁇ m to 1600 ⁇ m, similar to the width w22 described above.
- the position of the inner portion 157 in the Z direction may be an intermediate position between the first main body surface 131a and the second main body surface 131b, or may be shifted downward or upward from the intermediate position.
- the position of the inner portion 157 is arbitrary as long as the upper steam channel recess 153 and the lower steam channel recess 154 communicate with each other.
- first boundary edge 155a and the second boundary edge 156a curve and extend toward the outside of the steam flow path portion 150, but are not limited to this.
- first boundary edge 155a and the second boundary edge 156a may extend linearly from the openings 153a and 154a toward the inner portion 157, or may protrude toward the inside of the steam channel portion 150. It may extend curvedly.
- the steam flow path section 150 configured in this manner constitutes a part of the sealed space 3 described above.
- the first steam passage 151 and the second steam passage 152 of the steam passage portion 150 are mainly composed of the lower sheet 110, the upper sheet 120, the frame portion 132 of the sheet main body 131 described above, and the and the land portion 133 .
- the first steam passage 151 and the second steam passage 152 have a relatively large flow passage cross-sectional area through which the working steam 2a passes.
- FIG. 45 shows the first steam passage 151, the second steam passage 152, etc. in an enlarged manner for clarity of the drawing, and the number and arrangement of these steam passages 151, 152, etc. are not shown in the figure. 44 and 48 are different.
- a plurality of support portions that support the land portion 133 on the frame portion 132 may be provided in the steam flow path portion 150 .
- a support portion may be provided to support land portions 133 adjacent to each other. These support portions may be provided on both sides of the land portion 133 in the X direction, or may be provided on both sides of the land portion 133 in the Y direction.
- the support portion may be formed so as not to block the flow of the working steam 2a that diffuses through the steam channel portion 150 . For example, it is arranged at a position close to one of the first main body surface 131a and the second main body surface 131b of the seat body 131, and at a position close to the other, a space forming a steam flow channel recess is formed. good too. As a result, the thickness of the supporting portion can be made thinner than the thickness of the sheet body 131, and the first steam passage 151 and the second steam passage 152 can be prevented from being divided in the X direction and the Y direction.
- the first body surface 131a of the seat body 131 may be provided with a first liquid flow path portion 160 through which the hydraulic fluid 2b mainly passes. More specifically, the first liquid flow path portion 160 may be provided on the first body surface 131 a of each land portion 133 of the sheet body 131 . The working steam 2 a may also pass through the first liquid flow path portion 160 .
- the first liquid channel portion 160 forms part of the sealed space 3 described above and communicates with the vapor channel portion 150 .
- the first liquid flow path section 160 is configured as a capillary structure (wick) for transporting the working liquid 2b to the evaporation region SR.
- the first liquid flow path portion 160 may be formed over the entire first body surface 131 a of each land portion 133 of the sheet body 131 .
- the second body surface 131b of each land portion 133 of the sheet body 131 is not provided with the first liquid flow path portion 160, but the second body surface of the land portion 133 of the sheet body 131
- a first liquid flow path portion 160 may be provided in 131b.
- the first liquid flow path section 160 may be composed of a plurality of grooves provided on the first main body surface 131a. More specifically, the first liquid flow path portion 160 may include a plurality of main grooves 161 through which the hydraulic fluid 2b passes, and a plurality of communication grooves 165 communicating with the main flow grooves 161 .
- Each mainstream groove 161 is formed to extend in the X direction, as shown in FIG.
- the main groove 161 mainly has a passage cross-sectional area smaller than that of the first steam passage 151 or the second steam passage 152 of the steam passage portion 150 so that the working fluid 2b flows by capillary action.
- the main groove 161 is configured to transport the working fluid 2b condensed from the working steam 2a to the evaporation region SR.
- Each main groove 161 may be spaced apart in the Y direction.
- the main groove 161 is formed by etching the first body surface 131a of the sheet body 131 in an etching process to be described later. As a result, the main groove 161 includes a curved wall surface 162, as shown in FIG. This wall surface 162 defines a mainstream groove 161 and curves concavely toward the second body surface 131b.
- the width w23 of the mainstream groove 161 shown in FIGS. 49 and 50 may be, for example, 5 ⁇ m to 150 ⁇ m.
- the width w23 of the main groove 161 means the dimension on the first main body surface 131a, and corresponds to the dimension in the Y direction.
- the depth h21 of the mainstream groove 161 shown in FIG. 49 may be, for example, 3 ⁇ m to 150 ⁇ m.
- the depth h21 corresponds to the dimension in the Z direction.
- each communication groove 165 extends in a direction different from the X direction.
- each communication groove 165 is formed to extend in the Y direction and is formed perpendicular to the main groove 161 .
- Several communication grooves 165 are arranged so as to communicate two main flow grooves 161 adjacent to each other.
- Another communication groove 165 is arranged so as to communicate the steam passages 151 and 152 with the main groove 161 .
- the communication groove 165 extends from the edge of the land portion 133 in the Y direction to the main groove 161 adjacent to the edge. In this manner, the steam passages 151 and 152 and the main groove 161 communicate with each other.
- the communication groove 165 has a channel cross-sectional area smaller than that of the steam passages 151 and 152 so that the working fluid 2b mainly flows by capillary action. Each communication groove 165 may be spaced apart in the X direction.
- the communication groove 165 is also formed by etching similarly to the main groove 161 and includes a curved wall surface (not shown) similar to that of the main groove 161 .
- Width w24 of communication groove 165 shown in FIG. 50 may be equal to width w23 of main groove 161, but may be larger or smaller than width w23.
- the width w24 corresponds to the dimension in the X direction.
- the depth of the communication groove 165 may be equal to the depth h21 of the main groove 161, but may be deeper or shallower than the depth h21.
- the first liquid flow path section 160 may include a row of protrusions 163 provided on the first body surface 131a of the sheet body 131. As shown in FIG. The row of protrusions 163 is provided between two main grooves 161 adjacent to each other. Each projection row 163 includes a plurality of projections 164 arranged in the X direction. The convex portion 164 is provided inside the first liquid flow path portion 160 and is in contact with the first upper sheet surface 120 a of the upper sheet 120 . Each projection 164 is formed in a rectangular shape in plan view so that the X direction is the longitudinal direction.
- a main groove 161 is interposed between two protrusions 164 adjacent to each other in the Y direction, and a communication groove 165 is interposed between two protrusions 164 adjacent to each other in the X direction.
- the communication groove 165 is formed to extend in the Y direction and communicates two main grooves 161 adjacent to each other in the Y direction. This allows the hydraulic fluid 2b to flow between these main grooves 161. As shown in FIG.
- the convex portion 164 is a portion where the material of the main body sheet 130 remains without being etched in the etching process described later. As shown in FIG. 50, the planar shape of the convex portion 164 may be rectangular. The planar shape of the convex portion 164 may be the shape at the position of the first main body surface 131a.
- the protrusions 164 may be arranged in a zigzag pattern. More specifically, the convex portions 164 of two convex portion rows 163 that are adjacent to each other in the Y direction may be arranged to be shifted from each other in the X direction. This shift amount may be half the arrangement pitch of the protrusions 164 in the X direction.
- the width w25 of the protrusion 164 may be, for example, 5 ⁇ m to 500 ⁇ m. The width w25 corresponds to the dimension in the Y direction. The width w25 of the protrusion 164 means the dimension on the first main body surface 131a.
- the arrangement of the protrusions 164 is not limited to being staggered, and may be arranged in parallel. In this case, the protrusions 164 of two protrusion rows 163 adjacent to each other in the Y direction are also aligned in the X direction.
- the main groove 161 includes an intersection 166 that communicates with the communication groove 165 .
- the main groove 161 and the communication groove 165 communicate with each other in a T-shape.
- alignment holes 134 may be provided at the four corners of the sheet body 131 of the body sheet 130 .
- the planar shape of the alignment hole 134 is circular, but is not limited to this.
- the alignment holes 134 may pass through the sheet body 131 .
- the vapor chamber 1 may include an injection part 4 for injecting the working fluid 2b into the sealed space 3.
- the injection part 4 may be provided at the edge on the negative side in the X direction, or may be arranged at a position close to the evaporation region SR.
- the negative side in the X direction corresponds to the left side in FIG.
- the injection section 4 may include an injection channel 137 formed in the body sheet 130 . After the working fluid 2b is injected, the injection channel 137 may be sealed.
- the materials forming the lower sheet 110, the upper sheet 120 and the body sheet 130 are not particularly limited as long as they have good thermal conductivity. may comprise, for example, copper or copper alloys.
- the thermal conductivity of each sheet 110, 120, 130 can be increased, and the heat radiation efficiency of the vapor chamber 1 can be increased. Corrosion can be prevented when pure water is used as the working fluids 2a and 2b.
- These sheets 110, 120, and 130 may be made of other metal materials such as aluminum and titanium, or other metal alloy materials such as stainless steel, as long as desired heat radiation efficiency can be obtained and corrosion can be prevented.
- the materials forming the lower sheet 110, the upper sheet 120 and the body sheet 130 may be the same as the materials forming the first sheet 10, the second sheet 20 and the wick sheet 30 described above.
- a thickness t21 of the vapor chamber 1 shown in FIG. 45 may be, for example, 100 ⁇ m to 1000 ⁇ m.
- the thickness t21 of the vapor chamber 1 may be, for example, 100 ⁇ m to 1000 ⁇ m.
- the vapor flow path portion 150 can be properly secured, and the vapor chamber 1 can function properly.
- the thickness t21 to 1000 ⁇ m or less, it is possible to suppress the thickness t21 of the vapor chamber 1 from increasing.
- a thickness t22 of the lower sheet 110 shown in FIG. 45 may be, for example, 6 ⁇ m to 100 ⁇ m. By setting the thickness t22 of the lower sheet 110 to 6 ⁇ m or more, the mechanical strength of the lower sheet 110 can be ensured. On the other hand, by setting the thickness t22 of the lower sheet 110 to 100 ⁇ m or less, it is possible to suppress the thickness t21 of the vapor chamber 1 from increasing. Similarly, the thickness t23 of the upper sheet 120 shown in FIG. 45 may be set similarly to the thickness t22 of the lower sheet 110. FIG. The thickness t23 of the upper sheet 120 and the thickness t22 of the lower sheet 110 may differ from each other.
- the thickness t24 of the body sheet 130 shown in FIG. 45 may be, for example, 50 ⁇ m to 400 ⁇ m.
- the thickness t ⁇ b>24 of the body sheet 130 By setting the thickness t ⁇ b>24 of the body sheet 130 to 50 ⁇ m or more, the vapor flow path portion 150 can be properly secured, and the vapor chamber 1 can function properly.
- the thickness By setting the thickness to 400 ⁇ m or less, it is possible to suppress the thickness t21 of the vapor chamber 1 from increasing.
- FIG. 51 a method of manufacturing the vapor chamber 1 having such a configuration will be described with reference to FIGS. 51 to 55.
- FIG. 51 a method of manufacturing the vapor chamber 1 having such a configuration will be described with reference to FIGS. 51 to 55.
- the sheet preparation process includes a lower sheet preparation process for preparing the lower sheet 110 , an upper sheet preparation process for preparing the upper sheet 120 , and a main sheet preparation process for preparing the main sheet 130 .
- a lower sheet base material having a desired thickness is prepared.
- the lower sheet base material may be a rolled material.
- the lower sheet base material is etched to form the lower sheet 110 having a desired planar shape.
- the lower sheet 110 having a desired planar shape may be formed by pressing the lower sheet base material. In this way, a lower sheet 110 having an outer contour shape as shown in FIG. 46 can be prepared.
- an upper sheet base material having a desired thickness is prepared.
- the upper sheet base material may be a rolled material.
- the upper sheet base material is etched to form the upper sheet 120 having a desired planar shape.
- the upper sheet 120 having a desired planar shape may be formed by pressing the upper sheet base material. In this manner, an upper sheet 120 having a contoured profile as shown in FIG. 47 can be prepared.
- the body sheet preparation process includes a material sheet preparation process, a resist pattern formation process, an etching process, and a resist pattern removal process.
- a material sheet preparation process is a process of preparing the metal material sheet M.
- FIG. The resist pattern forming step is a step of forming a resist pattern on the metal material sheet M.
- the etching process is a process of etching the metal material sheet M.
- the resist pattern removing step is a step of removing the resist pattern.
- a flat metal material sheet M including a first material surface Ma and a second material surface Mb is prepared.
- the metal material sheet M may be a rolled material having a desired thickness.
- a resist film is formed on the first material surface Ma and the second material surface Mb of the metal material sheet M.
- the resist film contains a photosensitive resist material.
- the patterns of the above-described vapor flow path portion 150 and first liquid flow path portion 160 are formed in the resist film.
- this resist film is exposed and developed.
- the first resist pattern Ra can be formed on the first material surface Ma of the metal material sheet M
- the second resist pattern Rb can be formed on the second material surface Mb of the metal material sheet M. can be formed.
- the metal material sheet M is etched to form the vapor channel portion 150 and the first liquid channel portion 160 . More specifically, the first material surface Ma and the second material surface Mb of the metal material sheet M are etched through the openings of the resist patterns Ra and Rb. As a result, the first material surface Ma and the second material surface Mb of the metal material sheet M are pattern-etched to form a vapor channel portion 150 and a first liquid channel portion 160 as shown in FIG. be done.
- the etchant may be supplied to the portion where the vapor channel portion 150 is formed at a higher pressure than other portions such as the portion where the first liquid channel portion 160 is formed.
- the upper steam channel recess 153 and the lower steam channel recess 154 can be formed such that the width increases toward the inner portion 157 from the openings 153a and 154a.
- an iron chloride-based etchant such as an aqueous ferric chloride solution or a copper chloride-based etchant such as an aqueous copper chloride solution may be used.
- an etching process for forming the vapor flow path part 150 may be performed as a separate step from the etching process for forming the first liquid flow path part 160 .
- the first material surface Ma and the second material surface Mb of the metal material sheet M may be etched simultaneously.
- the present disclosure is not limited to this, and the etching of the first material surface Ma and the second material surface Mb may be performed as separate steps.
- a predetermined contour shape as shown in FIG. 48 can be obtained.
- a body sheet 130 having an outer peripheral edge as shown in FIG. 48 can be obtained.
- the resist patterns Ra and Rb are removed from the main body sheet 130 by using, for example, an alkaline remover, as shown in FIG.
- the body sheet 130 as shown in FIG. 48 can be prepared.
- the lower sheet 110, the upper sheet 120 and the main body sheet 130 are joined as shown in FIG.
- the lower sheet 110, the main sheet 130 and the upper sheet 120 are laminated in this order.
- the second body surface 131b of the body sheet 130 is overlaid on the second bottom sheet surface 110b of the bottom sheet 110
- the first body surface 131a of the body sheet 130 is overlaid with the first top sheet surface of the top sheet 120. 120a are superimposed.
- Alignment holes 112 in lower sheet 110 , alignment holes 134 in main sheet 130 , and alignment holes 122 in upper sheet 120 may be used to align each sheet 110 , 120 , 130 .
- the lower sheet 110, the body sheet 130 and the upper sheet 120 are temporarily fixed.
- these sheets 110, 120, 130 may be temporarily fixed by spot resistance welding, or by laser welding these sheets 110, 120, 130 may be temporarily fixed.
- the lower sheet 110, the main sheet 130, and the upper sheet 120 are permanently joined by thermocompression bonding. These sheets 110, 120, 130 may be permanently joined, for example, by diffusion bonding.
- the sealed space 3 having the vapor channel portion 150 and the first liquid channel portion 160 is formed between the lower sheet 110 and the upper sheet 120 .
- the sealed space 3 communicates with the outside through the injection channel 137 without sealing the injection channel 137 .
- the working fluid 2b is injected into the sealed space 3 from the injection channel 137 of the injection part 4 as an injection process.
- the injection channel 137 is sealed as a sealing process.
- communication between the sealed space 3 and the outside is cut off, and the sealed space 3 is sealed. Therefore, the sealed space 3 in which the hydraulic fluid 2b is enclosed can be obtained, and the hydraulic fluid 2b in the sealed space 3 can be prevented from leaking to the outside.
- the vapor chamber 1 according to this embodiment can be obtained.
- the vapor chamber 1 obtained as described above is installed in a housing H of a mobile terminal or the like, and an electronic device D such as a CPU, which is a device to be cooled, is placed on the second upper sheet surface 120b of the upper sheet 120. It is attached. Alternatively, the vapor chamber 1 is attached to the electronic device D.
- the hydraulic fluid 2b in the sealed space 3 adheres to the wall surface of the sealed space 3 due to its surface tension. More specifically, it adheres to the wall surface 155 of the upper steam channel recess 153, the wall surface 156 of the lower steam channel recess 154, the wall surface 162 of the main groove 161 of the first liquid channel portion 160, and the wall surface of the connecting groove 165.
- the working fluid 2b may also adhere to the portion of the second lower seat surface 110b of the lower seat 110 exposed to the lower steam channel recess 154 .
- the hydraulic fluid 2b may also adhere to the portions of the first upper sheet surface 120a of the upper sheet 120 that are exposed to the upper steam flow path concave portion 153, the main groove 161, and the communication groove 165. As shown in FIG.
- the working fluid 2b present in the evaporation region SR receives heat from the electronic device D.
- the received heat is absorbed as latent heat to evaporate the working fluid 2b and generate the working steam 2a.
- Most of the generated working steam 2a diffuses within the upper steam flow channel recess 153 and the lower steam flow channel recess 154 that form the sealed space 3, as indicated by solid line arrows in FIG.
- the working steam 2a in each of the steam passage recesses 153, 154 leaves the evaporation region SR, and most of the working steam 2a is transported to the relatively low-temperature condensation region CR corresponding to the right portion in FIG.
- the working steam 2a is mainly radiated to the lower sheet 110 and cooled.
- the heat received by the lower seat 110 from the working steam 2a is transferred to the outside air via the housing member Ha (see FIG. 45).
- the working steam 2a By radiating heat to the lower sheet 110 in the condensation area CR, the working steam 2a loses the latent heat absorbed in the evaporation area SR and condenses to produce the working fluid 2b.
- the generated working fluid 2b adheres to the wall surfaces 155, 156 of the respective vapor passage recesses 153, 154, the second lower sheet surface 110b of the lower sheet 110, and the first upper sheet surface 120a of the upper sheet 120.
- the working fluid 2b in the condensation region CR of the first liquid flow path portion 160 is in each main groove 161 as indicated by the dashed arrow in FIG. is transported towards the evaporation region SR by capillary action.
- each main groove 161 and each communication groove 165 are filled with the hydraulic fluid 2b. Therefore, the working fluid 2b filled therein obtains a driving force toward the evaporation area SR due to the capillary action of each main groove 161, and is smoothly transported toward the evaporation area SR.
- each mainstream groove 161 communicates with another adjacent mainstream groove 161 via a corresponding communication groove 165 . This prevents the hydraulic fluid 2b from flowing between the main grooves 161 adjacent to each other and the occurrence of dryout in the main grooves 161 . Therefore, the working fluid 2b in each main groove 161 is imparted with a capillary action, and the working fluid 2b is smoothly transported toward the evaporation region SR.
- the working fluid 2b that has reached the evaporation region SR receives heat from the electronic device D again and evaporates.
- the working steam 2a evaporated from the working fluid 2b passes through the communication groove 165 in the evaporation region SR, moves to the upper steam flow channel recess 153 and the lower steam flow channel recess 154 having a large flow channel cross-sectional area, and flows into each steam flow. It diffuses in the passage recesses 153,154.
- the working fluids 2a and 2b circulate in the sealed space 3 while repeating phase changes, that is, evaporation and condensation, to transport and release the heat of the electronic device D.
- FIG. As a result, the electronic device D is cooled.
- the vapor chamber 1 since the vapor chamber 1 is thinned, it may be deformed by external force. When the vapor chamber 1 is deformed, part of the upper steam channel recess 153 and the lower steam channel recess 154 inside the vapor chamber 1 is crushed, and the upper steam channel recess 153 and the lower steam channel recess 154 collapse. It is conceivable that the cross-sectional area becomes smaller. In this case, the ability of the vapor chamber 1 to transport the working steam 2a may decrease, and the performance of the vapor chamber 1 may decrease.
- the upper steam passage concave portion 153 is formed so that the width thereof increases from the first opening portion 153a toward the inner portion 157 .
- an upper sheet support portion 135 that supports the upper sheet 120 is formed in the sheet body 131 of the main body sheet 130 .
- the upper sheet 120 can resist the bending stress generated in the upper sheet 120 due to the force received from the outside, and can suppress the deformation of the upper sheet 120 so as to enter the upper steam flow passage concave portion 153 .
- the first boundary edge 155a of the upper steam channel recessed portion 153 is curved toward the outside of the upper steam channel recessed portion 153 .
- the channel cross-sectional area of the upper steam channel concave portion 153 can be increased. Therefore, it is possible to suppress the deterioration of the transport capacity of the working steam 2a of the vapor chamber 1, and it is possible to further suppress the deterioration of the performance of the vapor chamber 1.
- the width of the lower steam flow passage concave portion 154 is formed so as to increase from the second opening portion 154a toward the inner portion 157 in a cross-sectional view.
- the seat body 131 of the body seat 130 is formed with a lower seat support portion 136 that supports the lower seat 110 .
- the lower sheet 110 can resist the bending stress generated in the lower sheet 110 due to the force received from the outside, and the deformation of the lower sheet 110 so as to enter the lower steam flow path concave portion 154 is prevented. can be suppressed.
- the second boundary edge 156a of the lower steam channel recess 154 is curved toward the outside of the lower steam channel recess 154.
- the channel cross-sectional area of the lower steam channel concave portion 154 can be increased. Therefore, it is possible to further suppress the deterioration of the transport capacity of the vapor chamber 1 for the working steam 2a, and further suppress the deterioration of the performance of the vapor chamber 1 .
- the first boundary edge 155a of the upper steam flow channel recessed portion 153 is curved toward the outside of the upper steam flow channel recessed portion 153
- the second boundary edge 155a of the lower steam flow channel recessed portion 154 is curved toward the outside of the upper steam flow channel recessed portion 153.
- a boundary edge 156 a curves toward the outside of the lower steam passage recess 154 .
- the width w26 of the first opening 153a of the upper steam passage recess 153 is equal to the width w27 of the second opening 154a of the lower steam passage recess 154.
- An example was described.
- the present disclosure is not so limited.
- the width w27 of the second opening 154a may be larger than the width w26 of the first opening 153a.
- the channel cross-sectional area of the lower steam channel concave portion 154 can be increased. Therefore, the transport capacity of the working vapor 2a of the vapor chamber 1 can be improved.
- the width w26 of the first opening 153a can be made smaller than the width w27 of the second opening 154a, and more first liquid flow path portions 160 can be provided on the first body surface 131a of the sheet body 131. can.
- the transport capacity of the working fluid 2b in the vapor chamber 1 can be improved.
- the heat transport efficiency of the vapor chamber 1 can be enhanced.
- the width w27 of the second opening 154a may be smaller than the width w26 of the first opening 153a.
- the channel cross-sectional area of the lower steam channel concave portion 154 can be reduced.
- the mechanical strength of the seat body 131 can be improved.
- the lower seat support portion 136 can extend inside the lower steam channel recess 154 . Therefore, the lower sheet 110 can resist the bending stress generated in the lower sheet 110 by the force received from the outside, and suppresses the deformation of the lower sheet 110 so as to enter the lower steam flow path concave portion 154 . can.
- the first opening 153a of the upper steam channel recess 153 overlaps the second opening 154a of the lower steam channel recess 154 in plan view.
- An example was described.
- the first opening 153a and the second opening 154a are not shifted in the Y direction.
- the present disclosure is not so limited.
- the first opening 153a and the second opening 154a may be offset from each other in the Y direction.
- the first opening 153a is offset to one side with respect to the second opening 154a. In the example shown in FIG.
- the first opening 153a of the first steam passage 151 is shifted to the right side of the second opening 154a of the first steam passage 151 .
- the first opening 153a of the second steam passage 152 adjacent to the first steam passage 151 is shifted to the right of the second opening 154a of the second steam passage 152 .
- the amount of deviation between the first opening 153a and the second opening 154a is indicated by the dimension ⁇ .
- the width w26 of the first opening 153a may be equal to the width w27 of the second opening 154a.
- the mechanical strength of the seat body 131 can be improved. More specifically, the overlapping portion of the first opening 153a and the second opening 154a in plan view can be reduced, and the range in which the material forming the sheet body 131 does not exist can be reduced in the Y direction. Therefore, it is possible to suppress the deterioration of the mechanical strength due to the formation of the upper steam channel recessed portion 153 and the lower steam channel recessed portion 154 and improve the mechanical strength of the seat body 131 .
- the direction in which the first opening 153a deviates from the second opening 154a may be the same for each of the steam passages 151 and 152, or may be different.
- the direction of deviation in the first steam passage 151 is the right side in FIG. 56D.
- the direction in which the second steam passage 152 adjacent to the first steam passage 151 is shifted is the left side in FIG. 56D.
- the second steam passage 152 that deviates to the right and the second steam passage 152 that deviates to the left may be mixed. In this case, directivity in mechanical strength can be suppressed, and the mechanical strength of the seat body 131 can be improved.
- both the upper steam passage recess 153 and the lower steam passage recess 154 have widths from the openings 153a and 154a toward the inner portion 157.
- FIG. 49 An example in which is formed such that is large has been described.
- the present disclosure is not so limited.
- one of the upper steam channel recess 153 and the lower steam channel recess 154 may be formed so that the width increases from the openings 153a and 154a toward the inner portion 157.
- the other of the upper steam channel recessed portion 153 and the lower steam channel recessed portion 154 may be formed so that the width thereof decreases toward the inner portion 157 from the openings 153a and 154a.
- the upper steam flow passage recess 153 is formed so that its width increases from the first opening 153a toward the inner portion 157 in cross-sectional view.
- the lower steam flow path concave portion 154 is formed so that the width decreases from the second opening portion 154a toward the inner portion 157.
- the width of the steam channel portion 150 is the largest at the second opening portion 154a.
- the width w27 of the second opening 154a is greater than the width w26 of the first opening 153a.
- the first boundary edge 155a of the upper steam passage recess 153 is curved.
- the first boundary edge 155a curves toward the outside of the upper steam flow channel recessed portion 153 .
- a second boundary edge 156a of the lower steam channel recess 154 is also formed in a curved shape.
- the second boundary edge 156a curves toward the outside of the upper steam flow passage recess 153 .
- the first boundary edge 155 a and the second boundary edge 156 a are connected at the inner portion 157 .
- the width of the upper steam flow passage concave portion 153 is formed to increase from the first opening portion 153a toward the inner portion 157 in cross-sectional view.
- an upper sheet support portion 135 that supports the upper sheet 120 is formed in the sheet body 131 of the main body sheet 130 . Therefore, it is possible to prevent a portion of the upper steam flow path recessed portion 153 from collapsing and a decrease in the cross-sectional area of the upper steam flow path recessed portion 153 .
- deterioration of the transport capacity of the vapor chamber 1 for the working steam 2a can be suppressed, and deterioration of the performance of the vapor chamber 1 can be suppressed.
- the channel cross-sectional area of the lower steam channel concave portion 154 can be increased. Therefore, the transport capacity of the working vapor 2a of the vapor chamber 1 can be improved.
- the channel cross-sectional area of the upper steam channel concave portion 153 can be reduced, more first liquid channel portions 160 can be provided on the first main body surface 131 a of the seat body 131 . Therefore, the transport capacity of the working fluid 2b in the vapor chamber 1 can be improved.
- the heat transport efficiency of the vapor chamber 1 can be enhanced.
- the vapor chamber 1 may be curved.
- the vapor chamber 1 may include a bent portion BP where the lower sheet 110, the upper sheet 120 and the main sheet 130 are bent.
- the bent portion BP may be formed by bending the vapor chamber 1 along the bent line BL shown in FIG.
- the bending line BL may extend in a direction crossing the X direction in plan view, or may extend in a Y direction orthogonal to the X direction.
- the bending line BL is provided so as to extend in the Y direction at the central portion of the vapor chamber 1 in the X direction.
- the vapor chamber 1 is bent such that the upper sheet 120 is positioned on the inside of the bend and the lower sheet 110 is positioned on the outside of the bend.
- the bent portion BP is a region including the bent line BL and having a constant width in the X direction.
- the bending angle at the bent portion BP is arbitrary. In the example shown in Figure 60, the bend angle is 90 degrees, which is a right angle. Therefore, the vapor chamber 1 is bent in a substantially L shape.
- the present disclosure is not so limited.
- the vapor chamber 1 may be bent so that the cross-sectional shape of the vapor chamber 1 is U-shaped.
- the vapor chamber 1 may be bent a plurality of times so that the cross-sectional shape of the vapor chamber 1 becomes an angular U shape or the like. By bending the vapor chamber 1 in this manner, the degree of freedom in disposing the vapor chamber 1 within the housing H can be improved.
- the vapor chamber 1 having such a bent portion BP may be produced by performing the bending step after the sealing step in the manufacturing process of the vapor chamber 1.
- the lower sheet 110, the upper sheet 120 and the main sheet 130 may be bent along the bending lines BL.
- the above-described upper steam channel recess 153 and the above-described lower steam channel recess 154 are provided at least in the bent portion BP.
- the upper steam channel recess 153 and the lower steam channel recess 154 may be provided so as to cross the bent portion BP.
- the bent portion BP extends in the Y direction
- the upper steam passage recess 153 and the lower steam passage recess 154 extend in the X direction with the bent portion BP interposed therebetween. Similar to the vapor chamber 1 shown in FIG. 4, in the regions on both sides in the X direction of the bent portion BP of the bent vapor chamber 1 shown in FIG. do. As shown in FIGS.
- the upper steam flow passage concave portion 153 is formed so that the width thereof increases from the first opening portion 153a toward the inner portion 157. good too.
- the lower steam channel recess 154 may be formed so that the width increases from the second opening 154 a toward the inner portion 157 .
- the upper sheet 120 positioned on the inner side of the bend receives compressive stress at the bent portion BP and can be deformed so as to enter the upper vapor channel recess 153 .
- the lower sheet 110 positioned on the outer side of the bend can be deformed so as to receive tensile stress at the bend BP and enter the lower steam channel recess 154 .
- part of the upper steam channel recess 153 and the lower steam channel recess 154 are crushed, and the flow channel cross-sectional areas of the upper steam channel recess 153 and the lower steam channel recess 154 become smaller.
- the width of the upper steam flow passage concave portion 153 is formed so as to increase from the first opening portion 153a toward the inner portion 157 in a cross-sectional view of the bent portion BP.
- an upper sheet support portion 135 that supports the upper sheet 120 is formed in the sheet body 131 of the main body sheet 130 .
- the width of the lower steam flow passage concave portion 154 is formed to increase from the second opening portion 154a toward the inner portion 157 in a cross-sectional view of the bent portion BP.
- the seat body 131 of the body seat 130 is formed with a lower seat support portion 136 that supports the lower seat 110 .
- the upper steam channel recess 153 and the lower steam channel recess 154 may have any shape.
- the upper steam channel recess 153 and the lower steam channel recess 154 may have any shape.
- it may be formed so as to be
- the lower steam channel recess 154 may be formed so that the width increases from the second opening 154 a toward the inner portion 157 .
- the width of the upper steam passage recess 153 increases from the first opening 153a toward the inner portion 157. It may be formed as The lower steam flow channel recessed portion 154 may be formed so that the width becomes smaller from the second opening portion 154 a toward the inner portion 157 .
- the width of the upper steam passage concave portion 153 decreases from the first opening portion 153a toward the inner portion 157. It may be formed as The lower steam flow channel recessed portion 154 may be formed so that the width becomes smaller from the second opening portion 154 a toward the inner portion 157 .
- the first boundary edge 155a of the upper steam passage recess 153 is curved.
- the first boundary edge 155a curves toward the outside of the upper steam flow channel recessed portion 153 .
- a second boundary edge 156a of the lower steam channel recess 154 is also formed in a curved shape.
- the second boundary edge 156a curves toward the outside of the upper steam flow passage recess 153 .
- the first boundary edge 155 a and the second boundary edge 156 a are connected at the inner portion 157 .
- the inner portion 157 is formed to protrude toward the inside of the steam channel portion 150 by connecting the first boundary edge 155a and the second boundary edge 156a.
- the width of the steam passages 151, 152 is the smallest at the inner portion 157.
- FIGS. 61 and 62 the width of the steam passages 151, 152 is the smallest at the inner portion 157.
- the angle formed by the first boundary edge 155a and the first upper sheet surface 120a can be made smaller than 90 degrees, and the channel corners can be made acute.
- the angle between the first boundary edge 155a and the first upper sheet surface 120a is defined by the tangent line of the first boundary edge 155a passing through the intersection of the first boundary edge 155a and the first upper sheet surface 120a and the first upper sheet surface 120a passing through the intersection. It may be an angle formed by a tangent to the surface 120a.
- the angle formed by the second boundary edge 156a and the second lower seat surface 110b can be smaller than 90 degrees, and can be an acute angle.
- the capillary action on the working fluid 2b adhering to the wall surfaces 155 and 156 of the respective vapor flow channel recesses 153 and 154 can be enhanced, and the working fluid 2b adhering to the wall surfaces 155 and 156 is removed from the first liquid flow channel portion. It can be smoothly moved to the mainstream groove 161 of 160 . Therefore, the transport capacity of the working fluid 2b in the vapor chamber 1 can be improved. In this way, the heat transport efficiency of the vapor chamber 1 can be enhanced while suppressing the deterioration of the performance of the vapor chamber 1 due to the bending of the vapor chamber 1 .
- the upper steam flow passage recess 153 is formed so that the width increases from the first opening 153a toward the inner portion 157. good too.
- the lower steam flow channel recessed portion 154 may be formed so that the width becomes smaller from the second opening portion 154 a toward the inner portion 157 .
- the upper sheet 120 may be located inside the bend.
- the lower sheet 110 may be positioned inside the bend.
- the upper sheet support portion 135 that supports the upper sheet 120 is formed on the sheet body 131 positioned at the bent portion BP.
- the stress generated in the upper sheet 120 when the upper sheet 120 is bent can be resisted, and the upper sheet 120 can be prevented from being deformed so as to enter the upper steam flow path concave portion 153 . Therefore, it is possible to suppress the collapse of a part of the upper steam flow path recessed portion 153, and it is possible to suppress the flow path cross-sectional area of the upper steam flow path recessed portion 153 from becoming small.
- the channel cross-sectional area of the lower steam channel concave portion 154 can be increased.
- the transport capacity of the working vapor 2a of the vapor chamber 1 can be improved. In this way, the heat transport efficiency of the vapor chamber 1 can be enhanced while suppressing the deterioration of the performance of the vapor chamber 1 due to the bending of the vapor chamber 1 .
- the upper sheet 120 can be prevented from being deformed into the upper steam passage concave portion 153 , it is possible to prevent the upper sheet 120 from blocking the openings of the communication grooves 165 in the steam passages 151 and 152 . Therefore, when the working fluid 2b evaporates in the first liquid flow path portion 160 positioned at the bent portion BP, the evaporated working vapor 2a can smoothly diffuse into the vapor passages 151 and 152.
- the width w27 of the second opening 154a can be made larger than the width w26 of the first opening 153a.
- the portion of the lower sheet 110 that overlaps the lower steam channel recess 154 can be deformed so as to enter the lower steam channel recess 154 .
- the working fluid 2b can be moved to the first liquid channel portion 160 quickly.
- the steam flow path recessed portions 153 and 154 in the cross-sectional view at a position different from the bent portion BP are formed.
- the steam flow path recesses 153 and 154 may be formed as shown in FIGS. 61 and 62 in a cross-sectional view at a position different from the bent portion BP.
- the upper steam channel recessed portion 153 may be formed such that the width thereof decreases from the first opening portion 153 a toward the inner portion 157 .
- the lower steam flow channel recessed portion 154 may be formed so that the width decreases from the second opening portion 154 a toward the inner portion 157 .
- the angle formed by the first boundary edge 155a and the first upper sheet surface 120a and the angle formed by the second boundary edge 156a and the second lower sheet surface 110b are set to 90 degrees. can be smaller than , and can be sharp.
- the capillary action on the working fluid 2b adhering to the wall surfaces 155, 156 of the respective steam flow channel recesses 153, 154 can be enhanced.
- the working fluid 2b adhering to the wall surfaces 155 and 156 can be smoothly moved to the main groove 161 of the first fluid flow path portion 160 . Therefore, the transport capacity of the working fluid 2b in the vapor chamber 1 can be improved.
- the bent portion BP is a region having a constant width in the X direction.
- the bent portion BP may be arc-shaped. In this case, it is possible to suppress obstruction of the flow of the working steam 2a at the bending portion BP.
- the bent portion BP may be formed in a quarter arc like the vapor chamber 1 shown in FIGS. 2 and 15, or in a half arc like the vapor chamber 1 shown in FIG. may be formed.
- the angle forming the arc of the bent portion BP is arbitrary.
- the vapor chamber 1 may be formed flat in regions located on both sides of the bending portion BP in the X direction. The flat region corresponds to a region R2 shown in FIG. 63A and described later.
- the cross-sectional shape of the steam flow path recesses 153, 154 at the bent portion BP and the cross-sectional shape of the steam flow path recesses 153, 154 at positions different from the bent portion BP may be different.
- FIGS. 63A and 63B the region where the steam flow path recesses 153 and 154 are formed to have the cross-sectional shape shown in FIGS. The formed region is indicated by R2.
- the region R1 may be formed over the entire bent portion BP. In this case, it is possible to prevent the upper sheet 120 from being deformed into the upper steam channel recess 153 over the entire bending portion BP, and the lower sheet 110 is deformed into the lower steam channel recess 154. can be suppressed.
- the region R1 may be formed in part of the bent portion BP, and the region R2 may be formed in the rest of the bent portion BP. Even in this case, it is possible to prevent the upper sheet 120 from deforming into the upper steam channel recess 153 at the bent portion, and to prevent the lower sheet 110 from deforming into the lower steam channel recess 154 . can be suppressed.
- a region R1 may be formed in the central portion of the bent portion BP, and regions R2 may be formed on both sides of the region R1 in the X direction.
- the wall surfaces 155, 156 of the steam passage recesses 153, 154 may have steps. In this case, the number of steps may be one, or two or more, and is optional. Alternatively, the wall surfaces 155 and 156 may be formed so as not to cause such a step.
- the wall surfaces 155, 156 of the steam flow channel recesses 153, 154 in the region R1 and the wall surfaces 155, 156 of the steam flow channel recesses 153, 154 in the region R2 are smoothly connected so that the cross-sectional shape gradually changes.
- the vapor chamber 1 may consist of an upper sheet 120 and a main sheet 130. As shown in FIGS. 64 and 65, the vapor chamber 1 may consist of an upper sheet 120 and a main sheet 130. As shown in FIGS. 64 and 65, the vapor chamber 1 may consist of an upper sheet 120 and a main sheet 130. As shown in FIGS. 64 and 65, the vapor chamber 1 may consist of an upper sheet 120 and a main sheet 130. As shown in FIGS.
- the vapor chamber 1 has the upper sheet 120 and the body sheet 130, but does not have the lower sheet 110.
- the housing member Ha may be attached to the second body surface 131 b of the body sheet 130 .
- the heat of the working steam 2a is transferred from the body sheet 130 to the housing member Ha.
- the steam channel portion 150 is provided on the first body surface 131a but does not extend to the second body surface 131b.
- the steam channel portion 150 does not penetrate the sheet body 131 of the body sheet 130 .
- the first steam passage 151 and the second steam passage 152 of the steam passage portion 150 are configured by the upper steam passage recess 153 , and the body sheet 130 is not provided with the lower steam passage recess 154 .
- the upper steam channel recess 153 includes a first opening 153a, an inner portion 157 provided at a position closer to the second main body surface 131b than the first opening 153a, and a bottom portion 153b.
- the inner portion 157 is located below the first opening 153a.
- the bottom portion 153b is provided at a position closer to the second main body surface 131b than the inner portion 157 is.
- the bottom portion 153b is located below the inner portion 157.
- the first opening 153a opens to the first body surface 131a.
- the inner portion 157 is a portion of the upper steam flow path recess 153 where the width of the upper steam flow path recess 153 is the widest in a cross-sectional view as shown in FIG. 65 .
- the bottom portion 153b is positioned at the lower end of the upper steam flow channel recessed portion 153. As shown in FIG.
- the upper steam flow channel recessed portion 153 is formed so that its width increases from the first opening 153a toward the inner portion 157 in a cross-sectional view.
- an upper seat support portion 135 is formed in the seat body 131 of the body seat 130 .
- the upper steam channel recessed portion 153 is formed such that the width thereof decreases from the inner portion 157 toward the bottom portion 153b.
- the wall surface 155 of the upper steam passage recess 153 has a first boundary edge 155a extending from the first opening 153a to the inner portion 157 and a bottom portion 153b extending from the inner portion 157 to the bottom portion 153b. and a second boundary edge 155b extending to the .
- the first boundary edge 155a is curved.
- the first boundary edge 155a curves toward the outside of the upper steam flow channel recessed portion 153 .
- the second boundary edge 155b is also curved.
- the second boundary edge 155b curves toward the outside of the upper steam flow channel recessed portion 153 .
- the first boundary edge 155 a and the second boundary edge 155 b may be seamlessly connected at the inner portion 157 .
- the two second boundary edges 155b facing each other may also be seamlessly and smoothly connected at the bottom 153b.
- the first upper sheet surface 120a of the upper sheet 120 may be provided with the steam flow path section 150 .
- the steam channel portion 150 of the upper sheet 120 may be provided at a position facing the steam channel portion 150 of the main body sheet 130 .
- a first liquid flow path portion 160 may be provided on the first upper sheet surface 120 a of the upper sheet 120 .
- the first liquid flow path section 160 of the upper sheet 120 may be provided at a position facing the first liquid flow path section 160 of the body sheet 130 .
- a thickness t25 of the vapor chamber 1 shown in FIG. 64 may be, for example, 100 ⁇ m to 1000 ⁇ m.
- a thickness t26 of the upper sheet 120 shown in FIG. 64 may be, for example, 6 ⁇ m to 200 ⁇ m.
- a thickness t27 of the body sheet 130 shown in FIG. 64 may be, for example, 50 ⁇ m to 800 ⁇ m.
- the width of the upper steam flow passage concave portion 153 is formed to increase from the first opening portion 153a toward the inner portion 157 in cross-sectional view.
- an upper sheet support portion 135 that supports the upper sheet 120 is formed in the sheet body 131 of the main body sheet 130 . Therefore, it is possible to suppress the collapse of a part of the upper steam flow path recessed portion 153, and it is possible to suppress the flow path cross-sectional area of the upper steam flow path recessed portion 153 from becoming small. As a result, deterioration of the transport capacity of the vapor chamber 1 for the working steam 2a can be suppressed, and deterioration of the performance of the vapor chamber 1 can be suppressed.
- the vapor chamber 1 is composed of the upper sheet 120 and the main body sheet 130 . As a result, the vapor chamber 1 can be made even thinner.
- the vapor chamber 1 may be bent as in the fourth modified example described above.
- the vapor chamber 1 may include a bent portion BP where the upper sheet 120 and the body sheet 130 are bent.
- the upper steam channel recess 153 and the lower steam channel recess 154 shown in FIGS. 64 and 65 may be provided at least in the bent portion BP.
- the upper steam channel recess 153 and the lower steam channel recess 154 may be provided so as to cross the bent portion BP.
- the width of the upper steam flow passage concave portion 153 is formed to increase from the first opening portion 153a toward the inner portion 157 in a cross-sectional view of the bent portion BP.
- an upper sheet support portion 135 that supports the upper sheet 120 is formed in the sheet body 131 of the main body sheet 130 .
- the upper steam flow path recessed portion 153 may have any shape at a position different from the bent portion BP.
- the upper steam flow passage concave portion 153 is formed so that the width decreases from the first opening portion 153a toward the inner portion 157. good too.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Cooling Or The Like Of Semiconductors Or Solid State Devices (AREA)
- Cooling Or The Like Of Electrical Apparatus (AREA)
- Structure Of Printed Boards (AREA)
- Cookers (AREA)
Priority Applications (13)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280075084.8A CN118265887A (zh) | 2021-11-12 | 2022-11-11 | 蒸发室、电子设备以及蒸发室用的主体片材 |
| JP2023559926A JP7525076B2 (ja) | 2021-11-12 | 2022-11-11 | ベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シート |
| KR1020247019112A KR20240109609A (ko) | 2021-11-12 | 2022-11-11 | 베이퍼 챔버, 전자 기기 및 베이퍼 챔버용 본체 시트 |
| JP2023541845A JP7344481B1 (ja) | 2021-12-06 | 2022-12-06 | ベーパーチャンバおよび電子機器 |
| TW111146813A TW202328622A (zh) | 2021-12-06 | 2022-12-06 | 蒸氣腔及電子機器 |
| PCT/JP2022/044874 WO2023106285A1 (ja) | 2021-12-06 | 2022-12-06 | ベーパーチャンバおよび電子機器 |
| CN202280080815.8A CN118401802A (zh) | 2021-12-06 | 2022-12-06 | 蒸发室和电子设备 |
| US18/717,091 US20250048591A1 (en) | 2021-12-06 | 2022-12-06 | Vapor chamber and electronic apparatus |
| KR1020247021958A KR20240122797A (ko) | 2021-12-06 | 2022-12-06 | 베이퍼 챔버 및 전자 기기 |
| JP2023142567A JP7568017B2 (ja) | 2021-12-06 | 2023-09-01 | ベーパーチャンバおよび電子機器 |
| JP2024111956A JP2024133703A (ja) | 2021-11-12 | 2024-07-11 | ベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シート |
| JP2024172796A JP7800847B2 (ja) | 2021-12-06 | 2024-10-01 | ベーパーチャンバおよび電子機器 |
| JP2025282471A JP2026049011A (ja) | 2021-12-06 | 2025-12-25 | ベーパーチャンバおよび電子機器 |
Applications Claiming Priority (12)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-185161 | 2021-11-12 | ||
| JP2021185161 | 2021-11-12 | ||
| JP2021-198039 | 2021-12-06 | ||
| JP2021198039 | 2021-12-06 | ||
| JP2021-204523 | 2021-12-16 | ||
| JP2021204523 | 2021-12-16 | ||
| JP2021208635 | 2021-12-22 | ||
| JP2021-208635 | 2021-12-22 | ||
| JP2022-028635 | 2022-02-25 | ||
| JP2022028635 | 2022-02-25 | ||
| JPPCT/JP2022/036767 | 2022-09-30 | ||
| PCT/JP2022/036767 WO2023054692A1 (ja) | 2021-09-30 | 2022-09-30 | ベーパーチャンバ、電子機器およびベーパーチャンバの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023085401A1 true WO2023085401A1 (ja) | 2023-05-19 |
Family
ID=86335856
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/042105 Ceased WO2023085401A1 (ja) | 2021-11-12 | 2022-11-11 | ベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シート |
Country Status (5)
| Country | Link |
|---|---|
| JP (2) | JP7525076B2 (https=) |
| KR (1) | KR20240109609A (https=) |
| CN (1) | CN118265887A (https=) |
| TW (1) | TW202328621A (https=) |
| WO (1) | WO2023085401A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003322483A (ja) * | 2002-04-26 | 2003-11-14 | Furukawa Electric Co Ltd:The | 板型ヒートパイプおよびその製造方法 |
| JP2020038051A (ja) * | 2018-08-31 | 2020-03-12 | 大日本印刷株式会社 | ベーパーチャンバー、電子機器 |
| JP2021110476A (ja) * | 2020-01-07 | 2021-08-02 | 大日本印刷株式会社 | ベーパーチャンバ用のウィックシート、ベーパーチャンバおよび電子機器 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7123527B2 (ja) * | 2017-04-11 | 2022-08-23 | 大日本印刷株式会社 | ベーパーチャンバおよびベーパーチャンバ用金属シート |
| JP6462771B2 (ja) | 2017-06-01 | 2019-01-30 | 古河電気工業株式会社 | 平面型ヒートパイプ |
| JP7243135B2 (ja) * | 2018-01-22 | 2023-03-22 | 大日本印刷株式会社 | ベーパーチャンバ、電子機器、及び、ベーパーチャンバ用シート |
-
2022
- 2022-11-11 KR KR1020247019112A patent/KR20240109609A/ko active Pending
- 2022-11-11 JP JP2023559926A patent/JP7525076B2/ja active Active
- 2022-11-11 WO PCT/JP2022/042105 patent/WO2023085401A1/ja not_active Ceased
- 2022-11-11 CN CN202280075084.8A patent/CN118265887A/zh active Pending
- 2022-11-11 TW TW111143246A patent/TW202328621A/zh unknown
-
2024
- 2024-07-11 JP JP2024111956A patent/JP2024133703A/ja active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003322483A (ja) * | 2002-04-26 | 2003-11-14 | Furukawa Electric Co Ltd:The | 板型ヒートパイプおよびその製造方法 |
| JP2020038051A (ja) * | 2018-08-31 | 2020-03-12 | 大日本印刷株式会社 | ベーパーチャンバー、電子機器 |
| JP2021110476A (ja) * | 2020-01-07 | 2021-08-02 | 大日本印刷株式会社 | ベーパーチャンバ用のウィックシート、ベーパーチャンバおよび電子機器 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7525076B2 (ja) | 2024-07-30 |
| CN118265887A (zh) | 2024-06-28 |
| JPWO2023085401A1 (https=) | 2023-05-19 |
| JP2024133703A (ja) | 2024-10-02 |
| KR20240109609A (ko) | 2024-07-11 |
| TW202328621A (zh) | 2023-07-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7675348B2 (ja) | ベーパーチャンバ、電子機器およびベーパーチャンバ用金属シート | |
| JP6856827B1 (ja) | ベーパーチャンバ用のウィックシート、ベーパーチャンバおよび電子機器 | |
| JP7723915B2 (ja) | ベーパーチャンバおよび電子機器 | |
| JP2025157264A (ja) | ベーパーチャンバ用のウィックシート、ベーパーチャンバおよび電子機器 | |
| JP7800847B2 (ja) | ベーパーチャンバおよび電子機器 | |
| JP2023052355A (ja) | ベーパーチャンバ、ベーパーチャンバ用シートおよびベーパーチャンバの製造方法 | |
| JP2025148370A (ja) | ベーパーチャンバ、電子機器およびベーパーチャンバの製造方法 | |
| JP2026016727A (ja) | ベーパーチャンバ、ベーパーチャンバ用のウィックシート及び電子機器 | |
| WO2023085401A1 (ja) | ベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シート | |
| WO2021070544A1 (ja) | ベーパーチャンバ用のウィックシート、ベーパーチャンバおよび電子機器 | |
| JP7205745B2 (ja) | ベーパーチャンバ、電子機器、ベーパーチャンバ用金属シートおよびベーパーチャンバの製造方法 | |
| JP7800453B2 (ja) | ベーパーチャンバ用の本体シート、ベーパーチャンバおよび電子機器 | |
| CN117980684A (zh) | 蒸发室、电子设备以及蒸发室的制造方法 | |
| CN116745573A (zh) | 蒸发室用的主体片材、蒸发室以及电子设备 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22892899 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2023559926 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280075084.8 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 20247019112 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247019112 Country of ref document: KR |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18707906 Country of ref document: US |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22892899 Country of ref document: EP Kind code of ref document: A1 |