以下、図面を参照して本開示の実施の形態について説明する。なお、本明細書に添付する図面においては、図示と理解のしやすさの便宜上、適宜縮尺及び縦横の寸法比等を、実物のそれらから変更し誇張してある。
本明細書において用いる、幾何学的条件と、物理的特性と、幾何学的条件または物理的特性の程度を特定する用語と、幾何学的条件または物理的特性を示す数値等については、厳密な意味に縛られることなく解釈してもよい。そして、これらの幾何学的条件、物理的特性、用語、および数値などについては、同様の機能を期待し得る程度の範囲を含めて解釈してもよい。幾何学的条件を特定する用語の例としては、「長さ」、「角度」、「形状」および「配置」等が挙げられる。幾何学的条件を特定する用語の例としては、「平行」、「直交」および「同一」等が挙げられる。さらに、図面を明瞭にするために、同様の機能を期待し得る複数の部分の形状を、規則的に記載している。しかしながら、厳密な意味に縛られることなく、当該機能を期待できる範囲内で、当該部分の形状は互いに異なっていてもよい。図面においては、部材同士の接合面などを示す境界線を、便宜上、単なる直線で示しているが、厳密な直線であることに縛られることはなく、所望の接合性能を期待できる範囲内で、当該境界線の形状は任意である。
(第1の実施の形態)
図1~図17Cを用いて、本開示の第1の実施の形態によるベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シートについて説明する。本実施の形態によるベーパーチャンバ1は、発熱を伴う電子デバイスDとともに電子機器EのハウジングHに収容されており、電子デバイスDを冷却するための装置である。電子機器Eの例としては、携帯端末およびタブレット端末等のモバイル端末等が挙げられる。電子デバイスDの例としては、中央演算処理装置(CPU)、発光ダイオード(LED)およびパワー半導体等が挙げられる。電子デバイスDは、被冷却装置と称する場合もある。
ここではまず、本実施の形態によるベーパーチャンバ1が搭載される電子機器Eについて、タブレット端末を例にとって説明する。図1に示すように、電子機器Eは、ハウジングHと、ハウジングH内に収容された電子デバイスDと、ベーパーチャンバ1と、を備えていてもよい。図1に示す電子機器Eでは、ハウジングHの前面にタッチパネルディスプレイTDが設けられている。ベーパーチャンバ1は、ハウジングH内に収容されて、電子デバイスDに熱的に接触するように配置される。ベーパーチャンバ1は、電子機器Eの使用時に電子デバイスDで発生する熱を受ける。ベーパーチャンバ1が受けた熱は、後述する作動流体2a、2bを介してベーパーチャンバ1の外部に放出し、電子デバイスDは効果的に冷却される。電子機器Eがタブレット端末である場合、電子デバイスDは、中央演算処理装置等に相当する。
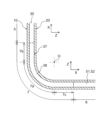
次に、本実施の形態によるベーパーチャンバ1について説明する。本実施の形態によるベーパーチャンバ1は、図2および図3に示すように、屈曲されている。ベーパーチャンバ1は、電子機器Eの内部構造に応じて屈曲される。発熱を伴う電子機器Eと、熱を放出するハウジング部材Haとの位置関係によって、ベーパーチャンバ1が屈曲される場合がある。ハウジング部材Haは、ハウジングHを構成する部材である。
一例として、図2に示すように電子デバイスDとハウジング部材Haとが配置されている場合が挙げられる。この場合、電子デバイスDとハウジング部材Haに接するようにベーパーチャンバ1は直角状に屈曲される。より具体的には、後述する屈曲領域7aが、1/4の円弧状に形成されている。電子デバイスDは、基板Sに実装されている。他の例として、図3に示すように電子デバイスDとハウジング部材Haとが配置されている場合が挙げられる。この場合、電子デバイスDとハウジング部材Haに接するようにベーパーチャンバ1は180°屈曲される。より具体的には、後述する屈曲領域7aが、1/2の円弧状に形成されている。図2および図3には、1つの屈曲線8(図4および図5参照)で屈曲されているベーパーチャンバ1の例が示されているが、これに限られることはない。ベーパーチャンバ1は、2つ以上の屈曲線8で異なる位置で屈曲されていてもよい。
本実施の形態においては、図4に示すように、1つの屈曲線8で直角状に屈曲されているベーパーチャンバ1を例にとって説明する。図4に示すベーパーチャンバ1は、第1領域5と、第2領域6と、第1領域5と第2領域6との間に位置する補強領域7とに区分けされている。本実施の形態による補強領域7は、屈曲領域7aを含んでいてもよい。屈曲領域7aにおいて、ベーパーチャンバ1が、直角状に屈曲されている。第1領域5および第2領域6は、実質的に平坦状に形成されている。第1領域5に、電子デバイスDが接してもよく、第2領域6に、ハウジング部材Ha(図2参照)が接してもよい。各領域についての詳細な説明は、後述する。
ここでは、まず、屈曲される前のベーパーチャンバ1を示す図5~図11を用いて、ベーパーチャンバ1の構成を説明する。図5に示す平板状のベーパーチャンバ1が屈曲されることにより、図4に示すベーパーチャンバ1が得られる。
図5および図6に示すように、ベーパーチャンバ1は、作動流体2a、2bが封入された密封空間3を含んでいる。密封空間3内の作動流体2a、2bが相変化を繰り返すことにより、上述した電子デバイスDが冷却される。作動流体2a、2bの例としては、純水、エタノール、メタノールおよびアセトン等、並びにそれらの混合液が挙げられる。
図5および図6に示すように、ベーパーチャンバ1は、第1シート10と、第2シート20と、ベーパーチャンバ用のウィックシート30と、蒸気流路部50と、第1液流路部60と、を備えている。第2シート20は、ウィックシート30に対して第1シート10とは反対側に設けられている。ベーパーチャンバ用のウィックシート30は、本体シートの一例であり、第1シート10と第2シート20との間に介在されている。ベーパーチャンバ用のウィックシート30を、以下、単に、ウィックシート30と記す。本実施の形態によるベーパーチャンバ1は、第1シート10、ウィックシート30および第2シート20が、この順番で重ねられている。本実施の形態においては、ウィックシート30は、1枚のシートによって構成されている例が示されているが、ウィックシート30は、2枚以上のシートで構成されていてもよく、ウィックシート30のシート枚数は任意である。
図5に示すベーパーチャンバ1は、概略的に薄い平板状に形成されている。屈曲前のベーパーチャンバ1の平面形状は任意であるが、図5に示すような矩形形状であってもよい。ベーパーチャンバ1の平面形状は、例えば、1辺が1cmで他の辺が3cmの長方形であってもよく、1辺が15cmの正方形であってもよい。屈曲前のベーパーチャンバ1の平面寸法は任意である。本実施の形態では、屈曲前のベーパーチャンバ1の平面形状が、後述するX方向を長手方向とする矩形形状である例について説明する。この場合、図7~図10に示すように、第1シート10、第2シート20およびウィックシート30は、ベーパーチャンバ1と同様の平面形状を有していてもよい。屈曲前のベーパーチャンバ1の平面形状は、矩形形状に限られることはなく、円形形状、楕円形形状、L字形状またはT字形状等、任意の形状であってもよい。
図4および図5に示すように、ベーパーチャンバ1は、作動液2bが蒸発する蒸発領域SRと、作動蒸気2aが凝縮する凝縮領域CRと、を含んでいる。作動蒸気2aは、気体状態の作動流体であり、作動液2bは、液体状態の作動流体である。
蒸発領域SRは、平面視において電子デバイスDと重なる領域であり、電子デバイスDと接する領域である。蒸発領域SRは、第1領域5内に位置しているが、蒸発領域SRの位置は任意である。本実施の形態においては、ベーパーチャンバ1のX方向における一側に、蒸発領域SRが形成されている。図5においては、蒸発領域SRは、ベーパーチャンバ1の左側に位置している。蒸発領域SRに電子デバイスDからの熱が伝わり、この熱によって作動液2bが蒸発して、作動蒸気2aが生成される。電子デバイスDからの熱は、平面視において電子デバイスDに重なる領域だけではなく、電子デバイスDが重なる領域の周辺にも伝わり得る。このため、蒸発領域SRは、平面視において、電子デバイスDに重なっている領域とその周辺の領域とを含んでいてもよい。
凝縮領域CRは、平面視において電子デバイスDと重ならない領域であって、主として作動蒸気2aが熱を放出して凝縮する領域である。凝縮領域CRは、第2領域6内に位置していてもよい。凝縮領域CRは、第2領域6を含む蒸発領域SRの周囲の領域であってもよい。凝縮領域CRにおいて作動蒸気2aからの熱が放出される。作動蒸気2aは冷却されて凝縮し、作動液2bが生成される。
ここで平面視とは、ベーパーチャンバ1が電子デバイスDから熱を受ける面および受けた熱を放出する面に直交する方向から見た状態である。熱を受ける面とは、第2シート20の後述する第2シート外面20bに相当する。熱を放出する面とは、第1シート10の後述する第1シート外面10aに相当する。例えば、図4に示すように、屈曲されたベーパーチャンバ1の第1領域5においては、矢印V1で示す方向で見た状態が平面視に相当する。第2領域6においては、矢印V2で示す方向で見た状態が平面視に相当する。図5に示すように、屈曲前のベーパーチャンバ1では、ベーパーチャンバ1を上方から見た状態、または下方から見た状態が、平面視に相当している。
図6に示すように、第1シート10は、ウィックシート30とは反対側に位置する第1シート外面10aと、ウィックシート30に対向する第1シート内面10bと、を含んでいる。上述した第2領域6において、第1シート外面10aに、上述したハウジング部材Haが接していてもよい。第1シート内面10bに、ウィックシート30の後述する第1本体面30aが接している。図6および図7に示すように、第1シート10は、実質的に平坦状に形成されていてもよい。第1シート10は、実質的に一定の厚さを有していてもよい。
図7に示すように、第1シート10の四隅に、アライメント孔12が形成されていてもよい。図7には、アライメント孔12の平面形状が円形である例が示されているが、これに限られることはない。アライメント孔12は、第1シート10を貫通していてもよい。
図6に示すように、第2シート20は、ウィックシート30に対向する第2シート内面20aと、ウィックシート30とは反対側に位置する第2シート外面20bと、を含んでいる。上述した第1領域5において、第2シート外面20bに、上述した電子デバイスDが接していてもよい。第2シート内面20aに、ウィックシート30の後述する第2本体面30bが接している。図6および図8に示すように、第2シート20は、実質的に平坦状に形成されていてもよい。第2シート20は、実質的に一定の厚さを有していてもよい。
図8に示すように、第2シート20の四隅に、アライメント孔22が形成されていてもよい。図8には、アライメント孔22の平面形状が円形である例が示されているが、これに限られることはない。アライメント孔22は、第2シート20を貫通していてもよい。
図5に示すように、ウィックシート30は、第1本体面30aと、第1本体面30aとは反対側に位置する第2本体面30bと、を含んでいる。第1本体面30aに、第1シート10の第1シート内面10bが接している。第2本体面30bに、第2シート20の第2シート内面20aが接している。
第1シート10の第1シート内面10bとウィックシート30の第1本体面30aとは、拡散接合されていてもよい。第1シート内面10bと第1本体面30aとは、互いに恒久的に接合されていてもよい。
同様に、第2シート20の第2シート内面20aとウィックシート30の第2本体面30bとは、拡散接合されていてもよい。第2シート内面20aと第2本体面30bとは、互いに恒久的に接合されていてもよい。
なお、「恒久的に接合」という用語は、厳密な意味に縛られることはなく、ベーパーチャンバ1の動作時に、密封空間3の密封性を維持可能な程度に接合されていることを意味する用語として用いている。
図5、図9および図10に示すように、本実施の形態によるウィックシート30は、枠体部32と、複数のランド部33と、を含んでいる。枠体部32は、蒸気流路部50を画定しており、平面視においてX方向およびY方向に沿って矩形枠形状に形成されている。ランド部33は、蒸気流路部50内に位置しており、平面視において枠体部32の内側に位置している。枠体部32およびランド部33は、後述するエッチング工程においてエッチングされることなく、ウィックシート30の材料が残る部分である。枠体部32と隣り合うランド部33との間に、作動蒸気2aが流れる後述の第1蒸気通路51が形成されている。互いに隣り合うランド部33の間に、作動蒸気2aが流れる後述の第2蒸気通路52が形成されている。
ランド部33は、平面視において、X方向を長手方向として細長状に延びていてもよい。ランド部33の平面形状は、細長の矩形形状になっていてもよい。X方向は、第1方向の一例であり、図9および図10における左右方向に相当する。各ランド部33は、Y方向において等間隔に離間して配置されていてもよい。Y方向は、第2方向の一例であり、平面視でX方向に直交する方向である。Y方向は、ランド部33の幅方向であり、図9および図10における上下方向に相当する。各ランド部33は、互いに平行に位置していてもよい。X方向およびY方向のそれぞれに直交する方向をZ方向とする。Z方向は、図6および図11における上下方向に相当しており、厚さ方向に相当している。
図11に示すように、ランド部33の幅w1は、例えば、100μm~1500μmであってもよい。ここで、ランド部33の幅w1は、Y方向におけるランド部33の寸法である。幅w1は、ウィックシート30のZ方向において、後述する貫通部34が存在する位置における寸法を意味している。幅w1は、ランド部33の後述する一方の張出部42から他方の張出部42までの寸法を意味している。
ここで、図4に示すベーパーチャンバ1の第1領域5および第2領域6におけるX方向は、ランド部33の長手方向に沿う方向に相当する。第1領域5におけるX方向は、図4の上下方向に相当する。図4に示すベーパーチャンバ1の第1領域5および第2領域6におけるY方向は、ランド部33が並んでいる方向に相当する。Z方向は、図4に示すベーパーチャンバ1の第1領域5および第2領域6において、ベーパーチャンバ1に直交する方向に相当する。第2領域6におけるZ方向は、図4の上下方向に相当する。
枠体部32および各ランド部33は、第1シート10に拡散接合されるとともに、第2シート20に拡散接合されている。このことにより、ベーパーチャンバ1の機械的強度を向上させている。後述する第1蒸気流路凹部53の壁面53aおよび第2蒸気流路凹部54の壁面54aは、ランド部33の側壁を構成している。ウィックシート30の第1本体面30aおよび第2本体面30bは、枠体部32および各ランド部33にわたって、平坦状に形成されていてもよい。
図9および図10に示すように、ウィックシート30の四隅に、アライメント孔35が形成されていてもよい。図9および図10には、アライメント孔35の平面形状が円形である例が示されているが、これに限られることはない。アライメント孔35は、ウィックシート30を貫通していてもよい。
図6に示すように、蒸気流路部50は、ウィックシート30の第1本体面30aに設けられていてもよい。蒸気流路部50は、空間部の一例である。蒸気流路部50は、主として、作動蒸気2aが通る流路であってもよい。蒸気流路部50に、作動液2bも通ってもよい。本実施の形態においては、蒸気流路部50は、第1本体面30aから第2本体面30bに延びていてもよく、ウィックシート30を貫通していてもよい。蒸気流路部50は、第1本体面30aにおいて第1シート10で覆われていてもよく、第2本体面30bにおいて第2シート20で覆われていてもよい。
図9および図10に示すように、本実施の形態による蒸気流路部50は、第1蒸気通路51と複数の第2蒸気通路52とを含んでいてもよい。第1蒸気通路51および第2蒸気通路52はそれぞれ、作動流体通路の一例である。第1蒸気通路51は、枠体部32とランド部33との間に形成されている。第1蒸気通路51は、枠体部32の内側であってランド部33の外側に連続状に形成されている。第1蒸気通路51の平面形状は、X方向およびY方向に沿って矩形枠形状になっていてもよい。第1蒸気通路51は、X方向に延びる部分と、Y方向に延びる部分と、を含んでいてもよい。第2蒸気通路52は、互いに隣り合うランド部33の間に形成されている。第2蒸気通路52の平面形状は、細長の矩形形状になっていてもよい。第2蒸気通路52は、X方向に延びていてもよい。複数のランド部33によって、蒸気流路部50は、第1蒸気通路51と複数の第2蒸気通路52とに区画されている。
図6に示すように、第1蒸気通路51および第2蒸気通路52は、ウィックシート30の第1本体面30aから第2本体面30bに延びていてもよい。この場合、第1蒸気通路51および第2蒸気通路52は、ウィックシート30を貫通する。第1蒸気通路51および第2蒸気通路52は、第1本体面30aに設けられた第1蒸気流路凹部53と、第2本体面30bに設けられた第2蒸気流路凹部54と、を含んでいる。第1蒸気流路凹部53と第2蒸気流路凹部54とが連通している。第1蒸気流路凹部53および第2蒸気流路凹部54は、X方向に延びていてもよい。
第1蒸気流路凹部53は、後述するエッチング工程において、ウィックシート30の第1本体面30aをエッチングすることによって形成されていてもよい。第1蒸気流路凹部53は、第1本体面30aに凹状に形成されている。第1蒸気流路凹部53は、図11に示すように、湾曲状に形成された壁面53aを含んでいてもよい。図11は、X方向に直交する断面を示している。この壁面53aは、第1蒸気流路凹部53を画定し、第2本体面30bに近づくにつれて、対向する壁面53aに近づくように湾曲していてもよい。第1蒸気流路凹部53は、第1蒸気通路51のうち第1シート10に比較的近い部分および第2蒸気通路52のうち第1シート10に比較的近い部分を構成している。
第1領域5および第2領域6における第1蒸気流路凹部53の幅w2は、例えば、100μm~5000μmであってもよい。第1蒸気流路凹部53の幅w2は、Y方向の寸法であって、第1本体面30aにおける第1蒸気流路凹部53の寸法である。幅w2は、第1蒸気通路51のうちX方向に延びる部分のY方向の寸法および第2蒸気通路52のY方向の寸法に相当している。幅w2は、第1蒸気通路51のうちY方向に延びる部分のX方向寸法にも相当している。
第2蒸気流路凹部54は、後述するエッチング工程において、ウィックシート30の第2本体面30bをエッチングすることによって形成されていてもよい。第2蒸気流路凹部54は、第2本体面30bに凹状に形成されている。第2蒸気流路凹部54は、図11に示すように、湾曲状に形成された壁面54aを含んでいてもよい。この壁面54aは、第2蒸気流路凹部54を画定し、第1本体面30aに近づくにつれて、対向する壁面54aに近づくように湾曲していてもよい。第2蒸気流路凹部54は、第1蒸気通路51のうち第2シート20に比較的近い部分および第2蒸気通路52のうち第2シート20に比較的近い部分を構成している。
第1領域5および第2領域6における第2蒸気流路凹部54の幅w3は、上述した第1蒸気流路凹部53の幅w2と同様に、例えば、100μm~5000μmであってもよい。第2蒸気流路凹部54の幅w3は、Y方向の寸法であって、第2本体面30bにおける第2蒸気流路凹部54の寸法である。幅w3は、第1蒸気通路51のうちX方向に延びる部分のY方向の寸法および第2蒸気通路52のY方向の寸法に相当している。幅w3は、第1蒸気通路51のうちY方向に延びる部分のX方向寸法にも相当している。第2蒸気流路凹部54の幅w3は、第1蒸気流路凹部53の幅w2と等しくてもよいが、異なっていてもよい。
図11に示すように、第1蒸気流路凹部53の壁面53aと、第2蒸気流路凹部54の壁面54aとが接続されて貫通部34が形成されていてもよい。本実施の形態では、第1蒸気通路51における貫通部34の平面形状は、矩形枠形状になっていてもよい。第2蒸気通路52における貫通部34の平面形状は、細長の矩形形状になっていてもよい。貫通部34は、張出部42によって画定されていてもよい。ランド部33は、張出部42を含んでいてもよい。張出部42は、第1蒸気流路凹部53の壁面53aと第2蒸気流路凹部54の壁面54aとが合流し、稜線によって画定されていてもよい。張出部42は、図11に示すように、蒸気通路51、52の内側に張り出すように形成されていてもよい。この貫通部34における第1蒸気通路51の平面面積が最小になっていてもよく、貫通部34における第2蒸気通路52の平面面積が最小になっていてもよい。各蒸気通路51、52の貫通部34の幅w4は、例えば、400μm~5000μmであってもよい。ここで、貫通部34の幅w4は、第1領域5および第2領域6における貫通部34の幅であり、Y方向において互いに隣り合うランド部33の間のギャップに相当する。幅w4は、図11に示すように、ランド部33のうち最も蒸気通路51、52の内側に張り出した2つの張出部42の間のギャップであってもよい。
Z方向における貫通部34の位置は、第1本体面30aと第2本体面30bとの中間位置であってもよい。あるいは、貫通部34の位置は、中間位置よりも第1シート10に近い位置でもよく、または中間位置よりも第2シート20に近い位置でもよい。Z方向における貫通部34の位置は任意である。Z方向における貫通部34の位置は、Z方向における張出部42の位置と等しくてもよい。
本実施の形態では、上述したように、第1蒸気通路51および第2蒸気通路52の断面形状が、内側に張り出すように形成された張出部42によって画定された貫通部34を含むように形成されているが、これに限られることはない。例えば、第1蒸気通路51の断面形状および第2蒸気通路52の断面形状は、台形形状や平行四辺形形状であってもよく、あるいは樽形形状になっていてもよい。
このように構成された第1蒸気通路51および第2蒸気通路52を含む蒸気流路部50は、上述した密封空間3の一部を構成している。各蒸気通路51、52は、作動蒸気2aが通るように比較的大きな流路断面積を有している。
ここで、図11は、図面を明瞭にするために、第1蒸気通路51および第2蒸気通路52を拡大して示している。図6および図11では、図面を明瞭にするために、第2蒸気通路52およびランド部33の個数は、図5に示す形態とは異ならせている。後述する主流溝61の個数についても同様に、図11に示す例では、図6と異ならせている。その他の図面についても、第2蒸気通路52、ランド部33および主流溝61の個数などは、図面を明瞭にするために、適宜異ならせている。
図示しないが、各蒸気通路51、52内に、ランド部33を枠体部32に支持する支持部が複数設けられていてもよい。互いに隣り合う2つのランド部33を支持する支持部が設けられていてもよい。これらの支持部は、X方向においてランド部33の両側に設けられていてもよく、Y方向におけるランド部33の両側に設けられていてもよい。支持部は、蒸気流路部50を拡散する作動蒸気2aの流れを妨げないように形成されていてもよい。例えば、支持部は、ウィックシート30の第1本体面30aおよび第2本体面30bのうちの一方に近い位置に位置して、他方に近い位置には、蒸気流路部50をなす空間が形成されてもよい。このことにより、支持部の厚さをウィックシート30の厚さよりも薄くでき、第1蒸気通路51および第2蒸気通路52が、X方向およびY方向において分断されることを防止できる。
図5に示すように、ベーパーチャンバ1は、密封空間3に作動液2bを注入する注入部4を備えていてもよい。注入部4は、第1蒸気通路51に連通した注入流路36を含んでいる。注入部4の位置は、任意である。図9および図10に示すように、注入流路36は、第2本体面30bに凹状に形成されていてもよい。あるいは、注入流路36は、第1本体面30aに凹状に形成されていてもよい。なお、第1液流路部60の構成によっては、注入流路36は第1液流路部60に連通していてもよい。
図6、図9および図11に示すように、第1液流路部60は、第1シート10とウィックシート30との間に形成されていてもよい。本実施の形態においては、第1液流路部60は、ランド部33の第1本体面30aに形成されている。第1液流路部60は、主として作動液2bが通る流路であってもよい。第1液流路部60には、上述した作動蒸気2aが通ってもよい。第1液流路部60は、上述した密封空間3の一部を構成しており、蒸気流路部50に連通している。第1液流路部60は、作動液2bを蒸発領域SRに輸送するための毛細管構造として構成されている。第1液流路部60は、ウィックと称する場合もある。第1液流路部60は、各ランド部33の第1本体面30aの全体にわたって形成されていてもよい。図9等では図示していないが、枠体部32の第1本体面30aの内側部分に、第1液流路部60が形成されていてもよい。本実施の形態においては、ランド部33の第2本体面30bおよび枠体部32の第2本体面30bには、液流路部は形成されていない。
図12に示すように、第1液流路部60は、複数の溝を含む第1溝集合体の一例である。より具体的には、第1液流路部60は、複数の主流溝61と、複数の連絡溝65と、を含んでいる。第1液流路部60の主流溝61および連絡溝65は、第1溝の一例である。主流溝61および連絡溝65は、作動液2bが通る溝である。連絡溝65は、主流溝61と連通している。
各主流溝61は、図12に示すように、X方向に延びている。主流溝61は、主として、作動液2bが毛細管作用によって流れるように小さな流路断面積を有している。主流溝61の流路断面積は、蒸気通路51、52の流路断面積よりも小さい。主流溝61は、作動蒸気2aから凝縮した作動液2bを蒸発領域SRに輸送するように構成されている。各主流溝61は、X方向に直交するY方向に沿って、等間隔に離間していてもよい。各主流溝61は、互いに平行に位置していてもよい。
主流溝61は、後述するエッチング工程において、ウィックシート30の第1本体面30aをエッチングすることによって形成される。このことにより、主流溝61は、図11に示すように、湾曲状に形成された壁面62を含んでいてもよい。この壁面62は、主流溝61を画定し、第2本体面30bに向かって膨らむような形状で湾曲していてもよい。
図11および図12に示すように、主流溝61の幅w5は、第1蒸気流路凹部53の幅w2よりも小さくてもよい。主流溝61の幅w5は、ランド部33の幅w1よりも小さくてもよい。主流溝61の幅w5は、例えば、5μm~400μmであってもよい。幅w5は、第1本体面30aにおける主流溝61の寸法を意味している。図11および図12においては、幅w5は、主流溝61のY方向寸法に相当している。主流溝61の深さh1は、例えば、3μm~300μmであってもよい。深さh1は、主流溝61のZ方向寸法に相当している。
図12に示すように、各連絡溝65は、X方向とは異なる方向に延びている。本実施の形態においては、各連絡溝65は、Y方向に延びており、主流溝61に垂直に形成されている。いくつかの連絡溝65は、互いに隣り合う2つの主流溝61を連通している。他の連絡溝65は、第1蒸気通路51または第2蒸気通路52と主流溝61とを連通している。当該連絡溝65は、Y方向におけるランド部33の側縁33eから当該側縁33eに隣り合う主流溝61に延びていてもよい。このようにして、第1蒸気通路51が主流溝61に連通しているとともに、第2蒸気通路52が主流溝61に連通している。
連絡溝65は、主として、作動液2bが毛細管作用によって流れるように、小さな流路断面積を有している。連絡溝65の流路断面積は、蒸気通路51、52の流路断面積よりも小さい。連絡溝65は、X方向に沿って、所定の間隔で離間していてもよく、等間隔に離間していてもよい。各連絡溝65は、互いに平行に位置していてもよい。
連絡溝65も、主流溝61と同様に、後述するエッチングによって形成される。このことにより、連絡溝65は、主流溝61と同様の湾曲状に形成された壁面(図示せず)を含んでいてもよい。連絡溝65の幅w6は、第1蒸気流路凹部53の幅w2よりも小さくてもよい。連絡溝65の幅w6は、ランド部33の幅w1よりも小さくてもよい。図12に示すように、連絡溝65の幅w6は、主流溝61の幅w5と等しくてもよい。しかしながら、幅w6は、幅w5よりも大きくてもよく、あるいは小さくてもよい。幅w6は、第1本体面30aにおける連絡溝65の寸法を意味している。図12においては、幅w6は、連絡溝65のX方向寸法に相当している。連絡溝65の深さは、主流溝61の深さh1と等しくてもよい。しかしながら、連絡溝65の深さは、深さh1よりも深くてもよく、あるいは浅くてもよい。
図12に示すように、第1液流路部60は、凸部列64Aを含んでいる。凸部列64Aは、ウィックシート30の第1本体面30aに設けられている。凸部列64Aは、互いに隣り合う主流溝61の間に設けられている。各凸部列64Aは、X方向に配列された複数の凸部64を含んでいる。凸部64は、第1シート10に当接している。各凸部64は、図12に示すように、平面視において、X方向が長手方向となるように矩形形状に形成されている。Y方向において互いに隣り合う凸部64の間に、主流溝61が介在されている。X方向において互いに隣り合う凸部64の間に、連絡溝65が介在されている。
凸部64は、後述するエッチング工程においてエッチングされることなく、ウィックシート30の材料が残る部分である。本実施の形態では、図12に示すように、凸部64の平面形状が、矩形形状になっている。より具体的には、凸部64の平面形状とは、第1本体面30aの位置における平面形状に相当している。
本実施の形態においては、凸部64は、千鳥状に位置している。より具体的には、Y方向において互いに隣り合う凸部列64Aの凸部64が、X方向において互いにずれた位置に位置している。このずれ量は、X方向における凸部64の配列ピッチの半分であってもよい。凸部64の幅w7は、例えば、5μm~500μmであってもよい。幅w7は、第1本体面30aにおける凸部64の寸法を意味している。図12においては、幅w7は、凸部64のY方向寸法に相当している。なお、凸部64の位置は、千鳥状であることに限られることはなく、並列配列されていてもよい。この場合、Y方向において互いに隣り合う凸部列64Aの各凸部64が、X方向に同じ位置に位置する。
ところで、第1シート10、第2シート20およびウィックシート30を構成する材料は、ベーパーチャンバ1としての放熱効率を確保できる程度に熱伝導率が良好な材料であれば、特に限られることはない。例えば、各シート10、20、30は、金属材料で構成されていてもよい。例えば、各シート10、20、30は、銅または銅合金を含んでいてもよい。銅および銅合金は、良好な熱伝導率と、作動流体として純水を使用する場合の耐腐食性と、を有している。銅の例としては、純銅および無酸素銅(C1020)等が挙げられる。銅合金の例としては、錫を含む銅合金、チタンを含む銅合金(C1990等)、並びに、ニッケル、シリコンおよびマグネシウムを含む銅合金であるコルソン系銅合金(C7025等)などが挙げられる。錫を含む銅合金は、例えば、りん青銅(C5210等)である。
図6に示すベーパーチャンバ1の厚さt1は、例えば、100μm~500μmであってもよい。ベーパーチャンバ1の厚さt1を100μm以上にすることにより、蒸気流路部50を適切に確保できる。このため、ベーパーチャンバ1は、適切に機能できる。一方、厚さt1を500μm以下にすることにより、ベーパーチャンバ1の厚さt1が厚くなることを抑制できる。このため、ベーパーチャンバ1を薄くできる。
ウィックシート30の厚さは、第1シート10の厚さよりも厚くてもよい。同様に、ウィックシート30の厚さは、第2シート20の厚さよりも厚くてもよい。本実施の形態においては、第1シート10の厚さと第2シート20の厚さが等しい例を示している。しかしながら、本開示はこのことに限られることはなく、第1シート10の厚さと第2シート20の厚さは、異なっていてもよい。
第1シート10の厚さt2は、例えば、6μm~100μmであってもよい。第1シート10の厚さt2を6μm以上にすることにより、第1シート10の機械的強度および長期信頼性を確保できる。一方、第1シート10の厚さt2を100μm以下にすることにより、ベーパーチャンバ1の厚さt1が厚くなることを抑制できる。第2シート20の厚さt3は、第1シート10の厚さt2と同様に設定されていてもよい。
ウィックシート30の厚さt4は、例えば、50μm~400μmであってもよい。ウィックシート30の厚さt4を50μm以上にすることにより、蒸気流路部50を適切に確保できる。このため、ベーパーチャンバ1は、適切に機能できる。一方、400μm以下にすることにより、ベーパーチャンバ1の厚さt1が厚くなることを抑制できる。このため、ベーパーチャンバ1を薄くできる。なお、ウィックシート30の厚さt4は、第1本体面30aと第2本体面30bとの距離であってもよい。
図5に示すように、本実施の形態によるベーパーチャンバ1は、第1領域5と、第2領域6と、補強領域7と、に区分けされている。同様にして、ウィックシート30は、第1領域5と、第2領域6と、補強領域7とに区分けされている。図5、図9および図10に示すように、上述したウィックシート30のランド部33の各々は、第1領域5から補強領域7を介して第2領域6にX方向に延びている。各々のランド部33は、第1領域5から第2領域6にわたって形成されており、補強領域7を通過している。
図9および図10に示すように、各々の第2蒸気通路52に、補強部37が設けられている。補強部37は、屈曲領域7aを含む補強領域7に位置している。補強部37は、第1領域5に位置していなくてもよく、第2領域6に位置していなくてもよい。各々の第2蒸気通路52に、1つの補強部37が形成されていてもよい。以下では、便宜上、第2蒸気通路52に形成された補強部37について説明するが、第1蒸気通路51にも同様に補強部37が形成されていてもよい。例えば、第1蒸気通路51のうち補強領域7に位置する2つの部分のそれぞれにも、1つの補強部37が形成されていてもよい。第1蒸気通路51のうち補強領域7に位置する部分は、第1蒸気通路51のX方向に延びる部分である。
補強領域7は、補強部37が存在しているX方向範囲を有する領域としてもよい。例えば、補強領域7は、図13Aに示すように、後述する突出部38が存在しているX方向範囲を有する領域であってもよい。補強領域7は、Y方向に沿って延びる領域であってもよい。第1領域5は、X方向において、補強領域7の一側の領域を意味し、第2領域6は、補強領域7の他側の領域を意味する。図13Aにおいては、第1領域5は、補強領域7の左側に位置し、第2領域6は、補強領域7の右側に位置している。第1領域5、第2領域6および補強領域7は、屈曲線8に沿った境界線で区分けされてもよい。図13Aに示す例では、屈曲線8は、Y方向に直線状に延びている。しかしながら、本開示はこのことに限られることはない。補強領域7は、補強部37が存在している領域であれば、Y方向に沿って延びていなくてもよく、各領域5、6、7の境界線は、非直線で任意の形状であってもよい。
図13Aに示すように、本実施の形態による補強部37は、2つの突出部38を含んでいる。突出部38は、第2蒸気通路52を形成する2つのランド部33の各々から突出している。突出部38は、ランド部33からY方向に突出していてもよい。突出部38は、補強領域7に位置している。突出部38は、ウィックシート30を構成していてもよい。突出部38は、エッチングによって形成されてもよい。より具体的には、突出部38は、後述するエッチング工程においてエッチングされることなく、ウィックシート30の材料が残る部分であってもよい。突出部38は、対応するランド部33に連続状に形成されて、一体に形成されていてもよい。第1蒸気通路51においては、一方の突出部38がランド部33に一体に形成されてもよく、他方の突出部38が枠体部32に一体に形成されていてもよい。突出部38の側壁は、第1蒸気流路凹部53の壁面53aおよび第2蒸気流路凹部54の壁面54aと同様の壁面で構成されていてもよい。図13Aにおいては、第2蒸気通路の符号が、52aと52bで示されている。本実施の形態の説明では、aおよびbの添え字は、区別して説明する場合に限り第2蒸気通路の符号に加えることとし、それ以外の場合では省略する。ランド部の符号の添え字a~cも同様である。補強部の符号の添え字aおよびbも同様である。突出部の符号の添え字a~dも同様である。
各々の第2蒸気通路52に位置する補強部37は、X方向に交差する所定の方向に沿って並んでいてもよい。本実施の形態においては、補強部37は、Y方向に沿って並んでいる。Y方向は、平面視でX方向に直交する方向である。各々の補強部37は、X方向において同じ位置に位置している。補強部37は、屈曲線8に沿って並んでいてもよい。
補強部37に、作動蒸気2aが通過する空間が形成されている。より具体的には、1つの第2蒸気通路52に位置する2つの突出部38の間に、第2蒸気通路52の空間が確保されている。1つの第2蒸気通路52に位置する2つの突出部38は、Y方向において離間していてもよく、Y方向において互いに対向していてもよい。2つの突出部38は、X方向において同じ位置に位置していてもよく、X方向の寸法が等しくてもよい。
図13Aに、Y方向において互いに隣り合う2つの第2蒸気通路52が示されている。2つの第2蒸気通路52は、第2蒸気通路52aと、第2蒸気通路52bである。第2蒸気通路52aは、ランド部33aとランド部33bとの間に形成されている。第2蒸気通路52bは、ランド部33bとランド部33cとの間に形成されている。第2蒸気通路52aに補強部37aが位置し、第2蒸気通路52bに補強部37bが位置している。
補強部37aは、第1突出部38aと第2突出部38bとを含んでいる。第1突出部38aは、ランド部33aから突出し、第2突出部38bは、ランド部33bから突出している。突出部38aと突出部38bは、互いに離間するとともに対向している。補強部37bは、第3突出部38cと第4突出部38dとを含んでいる。第3突出部38cは、ランド部33bから突出し、第4突出部38dは、ランド部33cから突出している。突出部38cと突出部38dは、互いに離間するとともに対向している。第3突出部38cは、第2突出部38bとは反対側にランド部33bから突出している。各々の突出部38a~38dのX方向の寸法は、等しくてもよい。
各突出部38a~38dは、X方向において同じ位置に位置している。1つの補強部37aを構成する第1突出部38aおよび第2突出部38bは、X方向において同じ位置に位置している。1つのランド部33bから突出する第2突出部38bおよび第3突出部38cは、X方向において同じ位置に位置している。1つの補強部37bを構成する第3突出部38cおよび第4突出部38dは、X方向において同じ位置に位置している。
図13Aに示すように、突出部38は、平面視においてX方向およびY方向に沿った辺を有していてもよい。突出部38は、補強領域7のX方向全域にわたって形成されていてもよい。
突出部38の平面形状は、矩形であることに限られることはない。突出部38の平面形状は、半円形、半楕円形、三角形、台形など、任意である。例えば、図13Bに示すように、突出部38の平面形状は、半楕円形であってもよい。この場合、第2蒸気通路52a、52bの流路抵抗を低減でき、作動蒸気2aの流れが阻害されることを抑制できる。あるいは、例えば、図13Cに示すように、突出部38の平面形状は、三角形であってもよい。この場合においても、第2蒸気通路52a、52bの流路抵抗を低減できる。
図14に示すように、補強部37は、第1シート10から第2シート20に、ウィックシート30の厚さ方向に延びている。本実施の形態においては、補強部37は、ウィックシート30を構成しており、第1本体面30aから第2本体面30bに延びている。突出部38は、Z方向において、ウィックシート30の第1本体面30aおよび第2本体面30bによって画定されている。突出部38は、第1シート10の第1シート内面10bに拡散接合されるとともに、第2シート20の第2シート内面20aに拡散接合されている。
図13Aおよび図14に示すように、突出部38によって、補強領域7における第2蒸気通路52の幅が小さくなっている。突出部38によって、第1蒸気流路凹部53、第2蒸気流路凹部54および貫通部34が、Y方向に縮小されている。補強領域7における第2蒸気通路52の機械的強度が向上している。
図14に示すように、補強領域7における第1蒸気流路凹部53の幅をw8とする。w8は、Y方向の寸法であって、第1本体面30aにおける第1蒸気流路凹部53の寸法である。幅w8は、補強領域7における第2蒸気通路52の幅寸法に相当している。幅w8は、上述した第1領域5および第2領域6における第1蒸気流路凹部53の幅w2よりも小さい。補強領域7における第1蒸気流路凹部53の幅w8は、例えば、500μm~1500μmであってもよい。幅w8を500μm以上とすることにより、作動蒸気2aの流れが阻害されることを抑制できる。幅w8を1500μm以下とすることにより、第1シート10が第2蒸気通路52に入り込むように変形することを効果的に抑制できる。
同様に、補強領域7における第2蒸気流路凹部54の幅をw9とする。w9は、Y方向の寸法であって、第2本体面30bにおける第2蒸気流路凹部54の寸法である。幅w9は、補強領域7における第2蒸気通路52の幅寸法に相当している。幅w9は、上述した第1領域5および第2領域6における第2蒸気流路凹部54の幅w3よりも小さい。補強領域7における第2蒸気流路凹部54の幅w9は、例えば、500μm~1500μmであってもよい。幅w9を500μm以上とすることにより、作動蒸気2aの流れが阻害されることを抑制できる。幅w9を1500μm以下とすることにより、第2シート20が第2蒸気通路52に入り込むように変形することを効果的に抑制できる。
補強領域7における貫通部34の幅w10は、上述した第1領域5および第2領域6における貫通部34の幅w4よりも小さい。補強領域7における貫通部34の幅w10は、例えば、300μm~1300μmであってもよい。
図13Aおよび図14に示すように、突出部38の第1本体面30aに、第2液流路部70が形成されていてもよい。第2液流路部70は、第2溝集合体の一例である。第2液流路部70は、蒸気流路部50および第1液流路部60に連通していてもよい。第2液流路部70は、第1液流路部60と同様に構成されていてもよく、主流溝71と、連絡溝75とを含んでいてもよい。第2液流路部70の主流溝71および連絡溝75は、第2溝の一例である。主流溝71は、主流溝61と同様に構成されていてもよく、連絡溝75は、連絡溝65と同様に構成されていてもよい。このことにより、第2蒸気通路52内の作動液2bが、第2液流路部70に入り込むことができる。第2液流路部70内の作動液2bは、第2液流路部70および第1液流路部60の毛細管作用により、蒸発領域SRに輸送できる。
図11および図14に示すように、第1シート10の一部は、蒸気流路部50内に入り込でいてもよい。より具体的には、第1シート外面10aのうち蒸気流路部50と重なる領域は、蒸気流路部50に向かって内側に凹むように凹状に形成されていてもよい。第1シート10は、平面視で蒸気通路51、52と重なる第1シート凹部15を含んでいてもよい。第1シート凹部15は、第1蒸気流路凹部53に入り込んでいる。第1シート凹部15は、第1領域5、第2領域6および補強領域7にそれぞれ形成されている。第1シート凹部15は、第1領域5から補強領域7を介して第2領域6に延びていてもよい。
後述するように、第1シート10は、ウィックシート30よりも薄くてもよい。この場合、第1シート10のうち蒸気流路部50に重なる部分に応力を与えることにより歪を残すことができる。このような歪により、第1領域5、第2領域6および補強領域7において、第1シート凹部15を凹状に形成できる。例えば、第1シート10は、加熱して軟化している間に応力を与えることにより歪みをより一層残しやすく、または加熱して軟化した後に応力を与えることにより歪みをより一層残しやすい。このことにより、第1シート凹部15を凹状に形成できる。しかしながら、第1シート10は、第1領域5、第2領域6および補強領域7の少なくとも1つの領域において、第1シート凹部15を含まないように平坦状に形成されていてもよい。
図11および図14に示すように、第1シート凹部15における第1シート内面10bと第1蒸気流路凹部53の壁面53aとにより、蒸気流路断面の一部を構成する流路角部55が画定されている。流路角部55は、楔状に形成されていてもよい。流路角部55は、毛細管作用を有していてもよい。
図11および図14に示すように、補強領域7における第1シート外面10aの凹み寸法d2は、第1領域5および第2領域6における第1シート外面10aの凹み寸法d1よりも小さい。補強領域7における第1蒸気流路凹部53の幅w8が、第1領域5および第2領域6における第1蒸気流路凹部53の幅w2より小さいからである。
図11および図14に示すように、第2シート20の一部は、蒸気流路部50内に入り込でいてもよい。より具体的には、第2シート外面20bのうち蒸気流路部50と重なる領域は、蒸気流路部50に向かって内側に凹むように凹状に形成されていてもよい。第2シート20は、平面視で蒸気通路51、52と重なる第2シート凹部25を含んでいてもよい。第2シート凹部25は、第2蒸気流路凹部54に入り込んでいる。第2シート凹部25は、第1領域5、第2領域6および補強領域7にそれぞれ形成されている。第2シート凹部25は、第1領域5から補強領域7を介して第2領域6に延びていてもよい。
後述するように、第2シート20は、ウィックシート30よりも薄くてもよい。この場合、第2シート20のうち蒸気流路部50に重なる部分に応力を与えることにより歪を残すことができる。このような歪により、第1領域5、第2領域6および補強領域7において、第2シート凹部25を凹状に形成できる。例えば、第2シート20は、加熱して軟化している間に応力を与えることにより歪みをより一層残しやすく、または加熱して軟化した後に応力を与えることにより歪みをより一層残しやすい。このことにより、第2シート凹部25を凹状に形成できる。しかしながら、第2シート20は、第1領域5、第2領域6および補強領域7の少なくとも1つの領域において、第2シート凹部25を含まないように平坦状に形成されていてもよい。
図11および図14に示すように、第2シート凹部25における第2シート内面20aと第2蒸気流路凹部54の壁面54aとにより、蒸気流路断面の一部を構成する流路角部56が画定されている。流路角部56は、楔状に形成されていてもよい。流路角部56は、毛細管作用を有していてもよい。
図11および図14に示すように、補強領域7における第2シート外面20bの凹み寸法d4は、第1領域5および第2領域6における第2シート外面20bの凹み寸法d3よりも小さい。補強領域7における第2蒸気流路凹部54の幅w9が、第1領域5および第2領域6における第2蒸気流路凹部54の幅w3より小さいからである。
補強領域7は、屈曲領域7aと少なくとも部分的に重なっていてもよい。本実施の形態においては、屈曲領域7aの全体が、補強領域7に重なっていてもよい。図5等に示すように、本実施の形態においては、屈曲領域7aのX方向の寸法が、補強領域7のX方向の寸法よりも小さくなっていてもよい。補強領域7は、屈曲領域7aのX方向の両側に延び出るようなX方向の寸法を有していてもよい。
本実施の形態による補強領域7は、屈曲領域7aを含んでいる。屈曲領域7aにおいて、ベーパーチャンバ1は、平面視でX方向に交差する方向に延びる屈曲線8に沿って屈曲している。図4および図5に示すように、本実施の形態による屈曲線8は、平面視でY方向に延びている。Y方向は、平面視でX方向に直交する方向である。屈曲線8は、枠体部32、ランド部33、第1蒸気通路51および第2蒸気通路52を横切っている。このことにより、第1シート10が各蒸気通路51、52に入り込むような変形を抑制できるとともに、第2シート20が各蒸気通路51、52に入り込むような変形を抑制できる。第1蒸気通路51および第2蒸気通路52の流路断面積を確保できる。
ベーパーチャンバ1は、図15に示すように屈曲している。図15に示す例では、屈曲領域7aが、1/4の円弧をなしており、図2に示すベーパーチャンバ1と同様の例であるが、図3に示すベーパーチャンバ1のように1/2の円弧をなしていてもよく、屈曲領域7aの屈曲形状は任意である。図15に示すように、ベーパーチャンバ1は、第2シート20がウィックシート30よりも内側に位置するように屈曲されてもよい。屈曲領域7aにおいて、第1シート10は、屈曲の中心Oに対して、ウィックシート30よりも外側に位置している。第2シート20は、屈曲の中心Oに対して、ウィックシート30よりも内側に位置している。
補強領域7は、第1領域5と屈曲領域7aとの間に位置する第1隣接領域7bと、第2領域6と屈曲領域7aとの間に位置する第2隣接領域7cと、を含んでいてもよい。第1隣接領域7bおよび第2隣接領域7cは、補強領域7のうち屈曲領域7a以外の領域であり、実質的に平坦状に形成されていてもよい。屈曲領域7aは、補強領域7のうちX方向の中央に位置していてもよい。補強部37は、第1隣接領域7bから屈曲領域7aを介して第2隣接領域7cに延びていてもよい。屈曲線8は、補強部37に重なっており、ベーパーチャンバ1は、補強部37が存在する位置で屈曲されている。屈曲領域7a、第1隣接領域7bおよび第2隣接領域7cは、屈曲線8に沿った境界線で区分けされてもよい。図13Aに示す例では、屈曲領域7aは、平面視でY方向に延びる境界線で区分けされていてもよい。
次に、このような構成からなる本実施の形態のベーパーチャンバ1の製造方法について説明する。
まず、準備工程として、第1シート10、第2シート20およびウィックシート30を準備する。準備工程は、ウィックシート30をエッチングにより形成するエッチング工程を含んでいてもよい。エッチング工程において、ウィックシート30は、フォトリソグラフィー技術によるパターン状のレジスト膜(図示せず)を用いて、エッチングによって形成されてもよい。
仮止め工程として、第1シート10、ウィックシート30および第2シート20が仮止めされる。例えば、各シート10、20、30は、スポット溶接またはレーザ溶接で仮止めされてもよい。この際、上述したアライメント孔12、22、35を用いて、各シート10、20、30が位置合わせされてもよい。
次に、接合工程として、第1シート10と、ウィックシート30と、第2シート20とが、恒久的に接合される。各シート10、20、30は、拡散接合によって接合されてもよい。
接合工程の後、注入工程として、密封空間3が真空引きされるとともに、注入部4(図5参照)から密封空間3に作動液2bが注入される。
注入工程の後、封止工程として、上述した注入流路36が封止される。このことにより、密封空間3と外部との連通が遮断され、密封空間3が密封される。作動液2bが封入された密封空間3が得られ、密封空間3内の作動液2bが外部に漏洩することが防止される。
封止工程の後、屈曲工程として、第1シート10、第2シート20およびウィックシート30が屈曲されてもよい。例えば、図5に示すようなY方向に延びる屈曲線8に沿って、各シート10、20、30が屈曲される。この際、屈曲の内側となる第2シート20の第2シート外面20bに、図示しない治具を当接する。X方向における各シート10、20、30のX方向における両端部が把持されて、各シート10、20、30が所望の角度で屈曲される。このことにより、図4に示す屈曲されたベーパーチャンバ1が得られ、ベーパーチャンバ1の補強領域7に屈曲領域7aが形成される。なお、屈曲工程は、接合工程と注入工程との間に行ってもよい。
屈曲時、屈曲領域7aにおける第1シート10および第2シート20に、蒸気流路部50を潰す力が掛かる。しかしながら、本実施の形態においては、上述したように、屈曲領域7aを含む補強領域7における各蒸気通路51、52に、補強部37としての突出部38が形成されている。突出部38は、第1シート10から第2シート20に延びている。このことにより、第1シート10および第2シート20がそれぞれ、蒸気通路51、52に入り込むことが抑制される。
以上のようにして、本実施の形態によるベーパーチャンバ1が得られる。
次に、ベーパーチャンバ1の作動方法、すなわち、電子デバイスDの冷却方法について説明する。
上述のようにして得られたベーパーチャンバ1は、モバイル端末等のハウジングH内に設置される。そして、第2領域6において、第1シート10の第1シート外面10aが、ハウジング部材Haと接する。第1領域5において、第2シート20の第2シート外面20bが、電子デバイスDと接する。密封空間3内の作動液2bは、その表面張力によって、密封空間3の壁面に付着する。より具体的には、作動液2bは、第1蒸気流路凹部53の壁面53a、第2蒸気流路凹部54の壁面54a、第1液流路部60の主流溝61の壁面62および連絡溝65の壁面に付着する。作動液2bは、第1シート10の第1シート内面10bのうち第1蒸気流路凹部53、主流溝61および連絡溝65に露出した部分にも付着し得る。さらに、作動液2bは、第2シート20の第2シート内面20aのうち第2蒸気流路凹部54に露出した部分にも付着し得る。
この状態で電子デバイスDが発熱すると、蒸発領域SRに存在する作動液2bが、電子デバイスDから熱を受ける。受けた熱は潜熱として吸収されて作動液2bが蒸発し、作動蒸気2aが生成される。生成された作動蒸気2aは、図9の実線矢印で示すように、密封空間3を構成する第1蒸気通路51および第2蒸気通路52内で拡散する。より具体的には、蒸気流路部50の第1蒸気通路51のうちX方向に延びる部分と、第2蒸気通路52とにおいて、作動蒸気2aは、主としてX方向に拡散する。この場合、作動蒸気2aの一部は、第1領域5から、屈曲領域7aを含む補強領域7を通って、第2領域6にスムーズに拡散する。補強領域7においては、補強部37を構成する2つの突出部38の間の空間を作動蒸気2aが通過する。上述したように、屈曲領域7aにおいて、第1シート10および第2シート20がそれぞれ、蒸気通路51、52に入り込むことが抑制されている。このことにより、屈曲領域7aにおいても、作動蒸気2aの流路断面積が確保され、作動蒸気2aの流れが阻害されることが抑制されている。屈曲領域7aが、図15に示すように円弧状に形成されている場合には、屈曲領域7aにおける作動蒸気2aの流れが阻害されることを抑制できる。作動蒸気2aは、各蒸気通路51、52を第2領域6に向かってスムーズに拡散される。一方、第1蒸気通路51のうちY方向に延びる部分においては、作動蒸気2aは、主としてY方向に拡散する。
そして、各蒸気通路51、52内の作動蒸気2aは、蒸発領域SRから離れ、比較的温度の低い凝縮領域CRに輸送される。凝縮領域CRにおいて、作動蒸気2aは、主として第1シート10に放熱して冷却される。第1シート10が作動蒸気2aから受けた熱は、ハウジング部材Ha(図6参照)を介して外気に伝達される。
作動蒸気2aは、凝縮領域CRにおいて第1シート10に放熱することにより、蒸発領域SRにおいて吸収した潜熱を失う。このことにより、作動蒸気2aは凝縮し、作動液2bが生成される。生成された作動液2bは、各蒸気流路凹部53、54の壁面53a、54aおよび第1シート10の第1シート内面10bおよび第2シート20の第2シート内面20aに付着する。ここで、蒸発領域SRでは作動液2bが蒸発し続けている。このため、第1液流路部60のうち凝縮領域CRにおける作動液2bは、図9の破線矢印で示すように、各主流溝61の毛細管作用により、蒸発領域SRに向かって輸送される。このことにより、各壁面53a、54a、第1シート内面10bおよび第2シート内面20aに付着した作動液2bは、第1液流路部60に移動し、連絡溝65を通って主流溝61に入り込む。補強領域7における各蒸気通路51、52内で凝縮した作動液2bは、第2液流路部70の主流溝71および連絡溝75を通って第1液流路部60に移動する。このようにして、各主流溝61および各連絡溝65に、作動液2bが充填される。充填された作動液2bは、各主流溝61の毛細管作用により、蒸発領域SRに向かう推進力を得て、蒸発領域SRに向かってスムーズに輸送される。図4に示すように、蒸発領域SRが、ベーパーチャンバ1の上部に位置する場合であっても、作動液2bは、毛細管作用によって輸送される。
第1液流路部60においては、各主流溝61が、対応する連絡溝65を介して、隣り合う他の主流溝61と連通している。このことにより、互いに隣り合う2つの主流溝61で、作動液2bが往来し、主流溝61でドライアウトが発生することが抑制されている。このため、各主流溝61内の作動液2bに毛細管作用が付与されて、作動液2bは、蒸発領域SRに向かってスムーズに輸送される。
蒸発領域SRに達した作動液2bは、電子デバイスDから再び熱を受けて蒸発する。作動液2bから蒸発した作動蒸気2aは、蒸発領域SR内の連絡溝65を通って、流路断面積が大きい第1蒸気流路凹部53および第2蒸気流路凹部54に移動する。そして、作動蒸気2aは、各蒸気流路凹部53、54内で拡散し、作動蒸気2aの一部は、第1領域5から、屈曲領域7aを含む補強領域7を通って、第2領域6にスムーズに拡散できる。このようにして、作動流体2a、2bが、相変化、すなわち蒸発と凝縮とを繰り返しながら密封空間3内を還流する。このことにより、電子デバイスDの熱が拡散されて、放出される。この結果、電子デバイスDが冷却される。
このように本実施の形態によれば、第1領域5から補強領域7を介して第2領域6にX方向に複数のランド部33が延びている。互いに隣り合うランド部33の間に形成された第2蒸気通路52の各々に、第1シート10から第2シート20に延びる補強部37が設けられている。補強部37は、ベーパーチャンバ1が屈曲された屈曲領域7aに位置するとともに、屈曲線8に沿って並んでいる。このことにより、屈曲領域7aにおいて第1シート10および第2シート20が第2蒸気通路52に入り込むように変形することを抑制でき、屈曲領域7aにおける第2蒸気通路52を補強できる。このため、第2蒸気通路52が潰れることを抑制でき、第2蒸気通路52の流路抵抗を低減できる。この結果、屈曲された場合であっても、作動蒸気2aの流れが阻害されることを抑制でき、ベーパーチャンバ1の放熱効率を向上できる。また、第2蒸気通路52に補強部37が設けられていることにより、第2蒸気通路52から第1液流路部60への毛細管作用を高めることができる。このため、屈曲領域7aにおける第2蒸気通路52に、作動液2bが滞留することを抑制でき、作動蒸気2aの流れが阻害されることを抑制できる。この結果、ベーパーチャンバ1の放熱効率を向上できる。また、屈曲工程においては、補強部37を目印として屈曲線8を位置決めすることができ、屈曲の作業効率を向上できる。
また、本実施の形態によれば、補強部37は、第2蒸気通路52を形成する2つのランド部33の各々からY方向に突出する2つの突出部38を含んでいる。このことにより、補強領域7において、第2蒸気通路52の幅を小さくでき、第2蒸気通路52を補強できる。このため、補強領域7において、ベーパーチャンバ1を屈曲した場合であっても、第2蒸気通路52が潰れることを抑制でき、第2蒸気通路52の流路抵抗を低減できる。
また、本実施の形態によれば、ランド部33の第1本体面30aに、主流溝61および連絡溝65を含む第1液流路部60が形成されている。突出部38は、第1本体面30aおよび第2本体面30bによって画定されて、ウィックシート30を構成している。突出部38の第1本体面30aに、主流溝71および連絡溝75を含む第2液流路部70が位置している。第2液流路部70は、蒸気流路部50および第1液流路部60に連通している。このことにより、補強領域7における第2蒸気通路52内で凝縮した作動液2bを、第2液流路部70に移動できる。このため、作動液2bを、蒸発領域SRに向かってスムーズに輸送できる。この結果、屈曲領域7aにおける第2蒸気通路52に、作動液2bが滞留することを抑制でき、作動蒸気2aの流れが阻害されることを抑制できる。
また、本実施の形態によれば、屈曲線8は、X方向に直交するY方向に沿っている。このことにより、ベーパーチャンバ1を、Y方向に延びる屈曲線8に沿って屈曲した場合であっても、補強部37によって、各蒸気通路51、52を補強できる。この場合であっても、各蒸気通路51、52が潰れることを抑制できる。
また、本実施の形態によれば、第1領域5から補強領域7を介して第2領域6にX方向に複数のランド部33が延びている。互いに隣り合うランド部33の間に形成された第2蒸気通路52の各々に、第1シート10から第2シート20に延びる補強部37が設けられている。補強部37は、補強領域7に位置するとともに、X方向に交差する方向に沿って並んでいる。このことにより、補強領域7において第1シート10および第2シート20が第2蒸気通路52に入り込むように変形することを抑制でき、補強領域7における第2蒸気通路52を補強できる。このため、補強領域7においてベーパーチャンバ1を、X方向に交差する方向に延びる屈曲線8に沿って屈曲した場合であっても、第2蒸気通路52が潰れることを抑制でき、第2蒸気通路52の流路抵抗を低減できる。この結果、屈曲された場合であっても、作動蒸気2aの流れが阻害されることを抑制でき、ベーパーチャンバ1の放熱効率を向上できる。
なお、上述した本実施の形態においては、補強部37が、第2蒸気通路52を形成する2つのランド部33の各々から突出する2つの突出部38を含んでいる例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、補強部37は、第2蒸気通路52を形成する2つのランド部33のうちの一方のランド部33から突出する突出部38を含んでいてもよい。この場合、他方のランド部33から突出する突出部38は形成されていなくてもよい。この場合においても、補強領域7における第2蒸気通路52を補強できる。このため、補強領域7においてベーパーチャンバ1を屈曲した場合であっても、第2蒸気通路52が潰れることを抑制でき、第2蒸気通路52の流路抵抗を低減できる。
また、上述した本実施の形態においては、突出部38が、補強領域7のX方向全域にわたって形成されている例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図16Aに示すように、補強領域7において、X方向に離間した複数の突出部38が形成されていてもよい。このことにより、補強領域7においてベーパーチャンバ1を屈曲した場合であっても、第2蒸気通路52が潰れることを抑制できる。図16Aに示す例では、突出部38は、屈曲領域7aに位置しているが、屈曲領域7aに位置していなくてもよい。この場合であっても、屈曲領域7aの近傍に突出部38が位置することにより、第2蒸気通路52を補強できる。複数の突出部38がX方向に離間していることにより、ベーパーチャンバ1の屈曲を容易化できる。図16Aにおいては、各突出部38が、平面視で半円状に形成されているが、突出部38の平面形状はこのことに限られることはなく、任意である。
複数の突出部38は、図16Aに示す例とは異なり、X方向に離間していなくてもよい。例えば、図16Bに示すように、X方向に互いに隣り合う2つの突出部38が、離間することなく接続されていてもよい。この場合、補強領域7をより一層補強でき、第2蒸気通路52が潰れることを抑制できる。図16Bに示す例では、各突出部38の平面形状は半円形であってもよい。突出部38の平面形状が半円形である場合、第2蒸気通路52の流路抵抗を低減できる。各突出部38の平面形状は任意である。例えば、図16Cに示すように、各突出部38の平面形状は三角形であってもよい。この場合においても、第2蒸気通路52の流路抵抗を低減できる。あるいは、図16Dに示すように、各突出部38の平面形状が湾曲状に形成されて、複数の突出部38の平面形状が波形であってもよい。この場合においても、第2蒸気通路52の流路抵抗を低減できる。
また、上述した本実施の形態においては、ランド部33の第2本体面30bおよび枠体部32の第2本体面30bに、液流路部が形成されていない例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、ランド部33の第2本体面30bに、図示しない液流路部が形成されていてもよい。液流路部は、上述した第1液流路部60と同様にして、主流溝61と連絡溝65とを含んでいてもよい。第2本体面30bに形成される液流路部の溝の流路断面積は、第1液流路部60の溝の流路断面積と等しくてもよく、または、第1液流路部60の溝の流路断面積よりも大きくてもよい。第2本体面30bに液流路部が形成される場合には、第1本体面30aに第1液流路部60は形成されていなくてもよい。
また、上述した本実施の形態においては、ベーパーチャンバ1が、第2シート20がウィックシート30よりも内側に位置するように屈曲されている例について説明した。しかしながら、本開示は、このことに限られることはない。例えば、ベーパーチャンバ1は、第1シート10がウィックシート30よりも内側に位置するように屈曲されていてもよい。この場合においても、上述した第1液流路部60と同様な液流路部が、ウィックシート30の第1本体面30aまたは第2本体面30bに形成されていてもよく、第1本体面30aおよび第2本体面30bの両方に形成されていてもよい。
また、上述した本実施の形態においては、電子デバイスDが、第2シート外面20bに接し、ハウジング部材Haが、第1シート外面10aに接している例について説明した。しかしながら、このことに限られることはない。電子デバイスDが、第1シート外面10aに接し、ハウジング部材Haが、第2シート外面20bに接していてもよい。この場合においても、上述した第1液流路部60と同様な液流路部が、ウィックシート30の第1本体面30aまたは第2本体面30bに形成されていてもよく、第1本体面30aおよび第2本体面30bの両方に形成されていてもよい。ベーパーチャンバ1は、第2シート20がウィックシート30よりも内側に位置するように屈曲されてもよく、または第1シート10がウィックシート30よりも内側に位置するように屈曲されてもよい。
また、上述した本実施の形態においては、1つの第2蒸気通路52に位置する2つの突出部38が、Y方向において離間している例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図17Aに示すように、2つの突出部38が、ブリッジ部41によって接続されていてもよい。この場合、屈曲領域7aにおける第2蒸気通路52をより一層補強できる。このため、屈曲された場合であっても、第2蒸気通路52が潰れることをより一層抑制でき、第2蒸気通路52の流路抵抗をより一層低減できる。
ブリッジ部41は、第2蒸気通路52を拡散する作動蒸気2aの流れを妨げないように形成されていてもよい。図17Aには、第1液流路部60および第2液流路部70が、ウィックシート30の第1本体面30aではなく、第2本体面30bに形成されている例が示されている。この場合、ブリッジ部41は、第2本体面30bに形成されていてもよく、第2蒸気流路凹部54が形成されていなくてもよい。第1本体面30aには、第1蒸気流路凹部53が形成されている。このことにより、ブリッジ部41の厚さt5をウィックシート30の厚さt4(図6参照)よりも薄くでき、第2蒸気通路52が分断されることを防止できる。図17Aに示すブリッジ部41は、例えば、ウィックシート30の第2本体面30bをエッチングする際にブリッジ部41を形成する位置をエッチングしないことによって、形成されてもよい。
図17Aに示す例とは異なり、第1液流路部60および第2液流路部70は、ウィックシート30の第2本体面30bではなく、第1本体面30aに形成されていてもよい。この場合、ブリッジ部41は第1本体面30aに形成されていてもよく、第1蒸気流路凹部53が形成されていなくてもよい。第2本体面30bには、第2蒸気流路凹部54が形成されていてもよい。
第1液流路部60および第2液流路部70が第1本体面30aおよび第2本体面30bの両方に形成されている場合、ブリッジ部41は、第1本体面30aおよび第2本体面30bのうちのいずれか一方に形成されていてもよい。
図17Aに示す例では、ブリッジ部41の第2本体面30bに、作動液2bの流路を構成する溝が形成されていない例が示されているが、図17Bに示すように、そのような溝が形成されていてもよい。図17Bに示す例では、ブリッジ部41の第2本体面30bに、第2液流路部70を構成する主流溝71が形成されている。主流溝71は、X方向に延びていてもよい。互いに隣り合う主流溝71は、連絡溝75(図13参照)で連通していてもよい。図17Bに示す例によれば、互いに隣り合う2つのランド部33に形成された第1液流路部60を、ブリッジ部41に形成された第2液流路部70によって連通できる。このため、互いに隣り合う2つの第1液流路部60で作動液2bは往来でき、蒸発領域SRへの作動液2bの輸送能力を向上できる。
図17Cに示すように、ブリッジ部41のX方向の寸法は、突出部38のX方向の寸法と等しくてもよく、平面視において突出部38から連続状に延びるようにブリッジ部41が形成されていてもよい。しかしながら、ブリッジ部41のX方向の寸法は、このことに限られることはない。例えば、ブリッジ部41のX方向の寸法は、突出部38のX方向の寸法よりも小さくてもよく、あるいは、突出部38のX方向の寸法よりも大きくてもよい。
また、上述した本実施の形態においては、屈曲領域7aの全体が補強領域7に重なり、補強領域7は、屈曲領域7aのX方向の両側に延び出るようなX方向寸法を有している例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、屈曲領域7aの一部のみが、補強領域7に重なり、屈曲領域7aが、補強領域7に重ならない部分を含んでいてもよい。屈曲領域7aのX方向の寸法が、補強領域7のX方向の寸法よりも大きくてもよい。この場合においても、屈曲領域7aの一部に補強領域7が形成されるため、屈曲領域7aにおける第2蒸気通路52を補強できる。屈曲領域7aは、補強領域7のX方向の両側に延び出るようなX方向寸法を有していてもよい。あるいは、屈曲領域7aのX方向の寸法が、補強領域7のX方向の寸法と等しくてもよく、この場合、屈曲領域7aのX方向の全体が、補強領域7の全体と重なっていてもよい。
(第2の実施の形態)
次に、図18~図20を用いて、本開示の第2の実施の形態によるベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シートについて説明する。
図18~図20に示す第2の実施の形態においては、補強部が、第1方向に傾斜する方向に沿って並んでいる点が主に異なる。他の構成は、図1~図17Cに示す第1の実施の形態と略同一である。なお、図18~図20において、図1~図17Cに示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。
本実施の形態においては、図18および図19に示すように、各蒸気通路51、52に位置する補強部37は、X方向に傾斜する方向に沿って並んでいる。補強部37は、後述する屈曲線8に沿って並んでいる。補強部37は、X方向にずれた位置に位置していてもよい。図19においてY方向に隣り合う2つの補強部37のうち、上側の補強部37は、下側の補強部37よりも右側にずれている。
図20に示すように、補強部37は、第2蒸気通路52を形成する2つのランド部33の各々から突出する2つの突出部38を含んでいる。1つの第2蒸気通路52に位置する2つの突出部38は、X方向においてずれた位置に位置していてもよい。各々の突出部38のX方向の寸法は等しくてもよい。
図20に示すように、各突出部38a~38dは、X方向に互いにずれた位置に位置している。1つの補強部37aを構成する第1突出部38aおよび第2突出部38bは、X方向に互いにずれた位置に位置している。1つのランド部33bから突出する第2突出部38bおよび第3突出部38cは、X方向にずれた位置に位置している。1つの補強部37bを構成する第3突出部38cおよび第4突出部38dは、X方向にずれた位置に位置している。
上述のように、各突出部38が、X方向に徐々にずれた位置に位置している。このため、複数の補強部37が、X方向に傾斜する方向に沿って並んでいる。
本実施の形態によるベーパーチャンバ1は、図18に示すように、平面視でX方向に傾斜した屈曲線8に沿って屈曲されている。図18に示す屈曲線8は、X方向に傾斜する方向に延びているとともにY方向に傾斜する方向に延びている。図18に示す屈曲線8も、平面視でX方向に交差する方向に延びている。この屈曲線8に沿って、複数の補強部37が並んでいる。図20に示す補強領域7は、突出部38が形成されているX方向の範囲として定義してもよい。図20に示すように、X方向に傾斜する方向に沿って延びる領域として補強領域7を定義してもよい。この場合、屈曲領域7aは、屈曲線8に沿って、X方向に傾斜する方向に沿って延びる領域であってもよい。図20に示す例では、屈曲領域7aは、平面視でX方向に傾斜する方向に延びる境界線で区分けされていてもよい。
このように本実施の形態によれば、屈曲線8が、X方向に傾斜する方向に延びている。補強部37は、屈曲線8に沿って並んでいる。このことにより、ベーパーチャンバ1を、X方向に傾斜する方向に延びる屈曲線8に沿って屈曲した場合であっても、補強部37によって、各蒸気通路51、52を補強できる。この場合であっても、各蒸気通路51、52が潰れることを抑制できる。
(第3の実施の形態)
次に、図21~図27Bを用いて、本開示の第3の実施の形態によるベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シートについて説明する。
図21~図27Bに示す第3の実施の形態においては、補強部が、ランド部から離間した補強ランド部を含む点が主に異なる。他の構成は、図1~図17Cに示す第1の実施の形態と略同一である。なお、図21~図27Bにおいて、図1~図17Cに示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。
本実施の形態においては、図21および図22に示すように、補強部37は、ランド部33から離間した補強ランド部39を含んでいる。補強ランド部39は、補強領域7に位置しており、柱状に形成されていてもよい。各蒸気通路51、52に、1つの補強ランド部39が位置している。補強ランド部39は、ウィックシート30を構成していてもよい。補強ランド部39は、エッチングによってウィックシート30の構成部として形成されてもよい。より具体的には、後述するエッチング工程においてエッチングされることなく、ウィックシート30の材料が残る部分であってもよい。補強ランド部39の側壁は、第1蒸気流路凹部53の壁面53aおよび第2蒸気流路凹部54の壁面54aと同様の壁面で構成されていてもよい。
各蒸気通路51、52に位置する補強部37は、X方向に交差する所定の方向に沿って並んでいてもよい。本実施の形態においては、補強部37は、Y方向に沿って並んでいる。Y方向は、平面視でX方向に直交する方向である。各々の補強ランド部39は、X方向において同じ位置に位置している。各補強ランド部39のX方向の寸法は、等しくてもよい。
図21に示すように、補強ランド部39は、平面視においてX方向およびY方向に沿った辺を有していてもよい。補強ランド部39は、補強領域7のX方向全域にわたって形成されていてもよい。言い換えると、補強ランド部39が存在しているX方向の範囲を補強領域7と定義してもよい。図21に示すように、Y方向に沿って延びる領域として補強領域7を定義してもよい。
補強ランド部39は、Z方向において、ウィックシート30の第1本体面30aおよび第2本体面30bによって画定されている。補強ランド部39は、第1本体面30aから第2本体面30bにZ方向に延びている。補強ランド部39は、第1シート10の第1シート内面10bに拡散接合されるとともに、第2シート20の第2シート内面20aに拡散接合されている。
図22に示すように、補強ランド部39によって、補強領域7における第2蒸気通路52の機械的強度が向上している。補強ランド部39の第1本体面30aに、第2液流路部70は形成されていなくてもよい。補強ランド部39の第1本体面30aおよび第2本体面30bは、平坦状に形成されていてもよい。
図22に示すように、補強ランド部39は、張出部43を含んでいてもよい。より具体的には、補強ランド部39に、ランド部33と同様にして、第1蒸気流路凹部53を画定する壁面53aが形成されている。補強ランド部39に、ランド部33と同様にして、第2蒸気流路凹部54を画定する壁面54aが形成されている。補強ランド部39において、壁面53aと壁面54aとが合流する稜線によって画定された張出部43が形成されている。張出部43は、図22に示すように、対向する張出部42に向かって張り出すように形成されていてもよい。Z方向における張出部43の位置は、Z方向におけるランド部33の張出部42の位置と等しくてもよい。図22に示すように、Z方向における張出部43の位置は、第1本体面30aと第2本体面30bとの中間位置であってもよい。
図21および図22に示すように、補強領域7における補強ランド部39の幅をw11とする。w11は、Y方向における補強ランド部39の寸法である。幅w11は、ウィックシート30のZ方向において、上述した貫通部34が存在する位置における寸法を意味している。幅w11は、一方の張出部43から他方の張出部43までの寸法を意味している。幅w11は、上述した第1領域5および第2領域6における貫通部34の幅w4よりも小さい。幅w11は、例えば、30μm~500μmであってもよい。
図21に示すように、補強ランド部39の第1本体面30aにおける幅w12は、第2本体面30bにおける幅w13と等しくてもよい。幅w12は、補強ランド部39の第1本体面30aにおけるY方向の寸法である。幅w13は、補強ランド部39の第2本体面30bにおけるY方向の寸法である。
図21および図23に示すように、補強ランド部39は、補強支持部40によって、ランド部33に支持されていてもよい。図21では、1つの補強ランド部39を、4つの補強支持部40で支持している例が示されているが、補強支持部40の個数は任意である。補強支持部40は、第2蒸気通路52を拡散する作動蒸気2aの流れを妨げないように形成されていてもよい。例えば、ウィックシート30の第1本体面30aおよび第2本体面30bのうちの一方に近い位置に位置して、他方に近い位置には、第2蒸気通路52を構成する空間が形成されていてもよい。図23には、補強支持部40が第1本体面30aに形成されて、第1蒸気流路凹部53が形成されていない例が示されている。第2本体面30bには、第2蒸気流路凹部54が形成されている。このことにより、補強支持部40の厚さt6をウィックシート30の厚さt4(図6参照)よりも薄くでき、第2蒸気通路52が分断されることを防止できる。図23に示す補強支持部40は、例えば、ウィックシート30の第1本体面30aをエッチングする際に補強支持部40を形成する位置をエッチングしないことによって、形成されてもよい。
図22に示すように、第1シート10は、平面視で蒸気通路51、52と重なる第1シート凹部15を含んでいてもよい。第1シート凹部15のうち補強ランド部39に接合された部分は、第1蒸気流路凹部53に入り込んでいなくてもよい。補強領域7における第1シート凹部15は、平面視で、補強ランド部39の周囲に形成される。補強領域7における第1シート外面10aの凹み寸法d2は、図14に示す凹み寸法d2よりも小さくてもよい。同様に、第2シート20は、平面視で蒸気通路51、52と重なる第2シート凹部25を含んでいてもよい。第2シート凹部25のうち補強ランド部39に接合された部分は、第2蒸気流路凹部54に入り込んでいなくてもよい。補強領域7における第2シート凹部25は、平面視で、補強ランド部39の周囲に形成される。補強領域7における第2シート外面20bの凹み寸法d4は、図14に示す凹み寸法d4よりも小さくてもよい。
このように本実施の形態によれば、補強部37は、ランド部33から離間した補強ランド部39を含んでいる。このことにより、補強領域7において、第2蒸気通路52を補強できる。このため、補強領域7において、ベーパーチャンバ1を屈曲した場合であっても、第2蒸気通路52が潰れることを抑制でき、第2蒸気通路52の流路抵抗を低減できる。また、第2蒸気通路52に補強部37が設けられていることにより、第2蒸気通路52から第1液流路部60への毛細管作用を高めることができる。このため、屈曲領域7aにおける第2蒸気通路52に、作動液2bが滞留することを抑制でき、作動蒸気2aの流れが阻害されることを抑制できる。この結果、ベーパーチャンバ1の放熱効率を向上できる。また、屈曲工程においては、補強部37を目印として屈曲線8を位置決めすることができ、屈曲の作業効率を向上できる。
なお、上述した本実施の形態においては、補強ランド部39は、平面視においてX方向およびY方向に沿った辺を有している例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図24Aに示すように、補強ランド部39は、平面視においてX方向およびY方向に沿ってひし形状に形成されていてもよい。この場合、流路抵抗を低減でき、作動蒸気2aの流れが阻害されることを抑制できる。補強ランド部39の平面形状は、円形または楕円形などであってもよく、またはこれらの形状の組み合わせであってもよく、任意である。あるいは、図24Bに示すように、補強ランド部39は、平面視においてX方向に沿って平行四辺形状に形成されていてもよい。平行四辺形のうちの対向する2つの辺が、X方向に沿っていてもよい。図24Bに示す例によれば、流路抵抗を低減でき、作動蒸気2aの流れが阻害されることを抑制できる。
また、上述した本実施の形態においては、各蒸気通路51、52に、1つの補強ランド部39が位置している例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図25Aに示すように、各蒸気通路51、52に、複数の補強ランド部39が位置していてもよい。この場合、各々の補強部37は、複数の補強ランド部39を含む。各々の補強ランド部39は、互いに離間している。この場合においても、補強領域7において、第2蒸気通路52を容易に補強できる。図25Aに示す例では、屈曲領域7aに、補強ランド部39が位置していないが、屈曲領域7aの近傍に補強ランド部39が位置しているため、第2蒸気通路52を補強できる。屈曲領域7aに、補強ランド部39が位置していてもよい。図25Aに示す補強領域7は、補強ランド部39が存在しているX方向の範囲として定義してもよい。
また、上述した本実施の形態においては、補強ランド部39が、Y方向に沿って並んでいる例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、補強ランド部39は、図20等に示すようなX方向に傾斜する方向に沿って並んでいてもよい。あるいは、図25Bに示すように、例えば、補強ランド部39は、X方向に沿って並んでいてもよい。この場合、屈曲領域7aに補強ランド部39が位置できるため、第2蒸気通路52をより一層補強できる。補強ランド部39の平面形状は、図25Bに示すように円形であっていてもよく、図25Cに示すように、矩形であってもよい。補強ランド部39の平面形状が矩形である場合、X方向において隣り合う2つの補強ランド部39の間の空間に、作動液2bを毛細管作用によって引き込むことができる。このため、補強ランド部39とランド部33との間の空間に作動液2bが滞留することを抑制できる。この場合、作動蒸気2aの流路断面積を確保でき、作動蒸気2aの流れが阻害されることを抑制できる。図25Cに示すように、間隔g1は、間隔g2よりも小さくてもよい。間隔g1は、X方向において隣り合う2つの補強ランド部39のX方向の寸法である。間隔g2は、補強ランド部39とランド部33との間のY方向の寸法である。この場合、隣り合う2つの補強ランド部39の間の空間における毛細管作用を高めることができる。
また、上述した本実施の形態においては、補強ランド部39がウィックシート30を構成し、エッチングによって形成される例について説明した。しかしながら、本開示はこのことに限られることはない。補強部37は、第1シート10または第2シート20に形成されていてもよい。例えば、補強部37は、第1シート10の第1シート内面10bに、第1シート内面10bから突出するように、めっきによって形成されていてもよい。この場合、補強部37の第2シート20に対向する面が、第2シート20に拡散接合されてもよい。あるいは、補強部37は、第2シート20の第2シート内面20aに、第2シート内面20aから突出するように、めっきによって形成されていてもよい。あるいは、補強部37は、第1シート10に形成された第1補強分割部(図示せず)と、第2シート20に形成された第2補強分割部(図示せず)と、を含んでいてもよい。この場合、第1補強分割部は、第1シート10の第1シート内面10bから突出するように、めっきによって形成されていてもよい。第2補強分割部は、第2シート20の第2シート内面20aから突出するように、めっきによって形成されていてもよい。第1補強分割部と第2補強分割部とが拡散接合されて、補強部37が構成されてもよい。
また、上述した本実施の形態においては、Z方向における張出部42および張出部43の位置が、第1本体面30aと第2本体面30bとの中間位置である例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図26に示すように、Z方向における張出部42および張出部43の位置は、中間位置よりも第1シート10に近い位置であってもよい。この場合、張出部42、43と第1シート10との間に位置する第1蒸気流路凹部53の毛細管作用を高めることができる。このことにより、屈曲領域7aにおける第2蒸気通路52内で凝縮した作動液2bを、第2蒸気通路52から第1液流路部60に移動できる。このため、蒸発領域SRへの作動液2bの輸送能力を向上できる。また、張出部42、43が中間位置よりも第1シート10に近い位置に位置している場合、第2蒸気流路凹部54の流路断面積を増大でき、第2蒸気流路凹部54における作動蒸気2aの流路抵抗を低減できる。
また、上述した本実施の形態においては、補強ランド部39の第1本体面30aにおける幅w12は、第2本体面30bにおける幅w13と等しい例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図27Aに示すように、幅w13は幅w12よりも小さくてもよい。この場合、第2蒸気流路凹部54のうち補強ランド部39が占める面積を相対的に低減でき、第2シート凹部25を形成しやすくできる。このため、第2シート外面20bの凹み寸法d4を大きくできる。第2シート20が、屈曲の内側に位置している場合には、第2蒸気流路凹部54の流路角部56の毛細管作用を高めることができる。このため、屈曲領域7aにおける第2蒸気通路52に、作動液2bが滞留することを抑制でき、作動蒸気2aの流れが阻害されることを抑制できる。ウィックシート30の第2本体面30bに第1液流路部60が形成されている場合には、作動液2bを迅速に第1液流路部60に移動できる。
図27Aに示すように、幅w13が幅w12よりも小さい場合、幅w12を幅w13よりも大きくできる。このことにより、第1蒸気流路凹部53のうち補強ランド部39が占める面積を相対的に増大でき、第2蒸気通路52をより一層補強できる。このため、補強領域7において、ベーパーチャンバ1を屈曲した場合であっても、第1蒸気流路凹部53が潰れることを抑制でき、第1蒸気流路凹部53における作動蒸気2aの流路抵抗を低減できる。ウィックシート30の第1本体面30aに第1液流路部60が形成されている場合には、第1液流路部60において蒸発した作動蒸気2aを、第1蒸気流路凹部53でスムーズに拡散できる。
図27Aに示す例とは異なり、図27Bに示すように、幅w13は幅w12よりも大きくてもよい。この場合、第2蒸気流路凹部54のうち補強ランド部39が占める面積を相対的に増大でき、第2蒸気通路52をより一層補強できる。このため、補強領域7において、ベーパーチャンバ1を屈曲した場合であっても、第2蒸気流路凹部54が潰れることを抑制でき、第2蒸気流路凹部54における作動蒸気2aの流路抵抗を低減できる。ウィックシート30の第2本体面30bに第1液流路部60が形成されている場合には、第1液流路部60において蒸発した作動蒸気2aを、第2蒸気流路凹部54でスムーズに拡散できる。
図27Bに示すように、幅w13が幅w12よりも大きい場合、幅w12を幅w13よりも小さくできる。このことにより、第1蒸気流路凹部53のうち補強ランド部39が占める面積を相対的に低減でき、第1シート凹部15を形成しやすくできる。このため、第1シート外面10aの凹み寸法d2を大きくできる。第1シート10が、屈曲の外側に位置している場合には、第1蒸気流路凹部53の流路角部55の毛細管作用を高めることができる。このため、屈曲領域7aにおける第2蒸気通路52に、作動液2bが滞留することを抑制でき、作動蒸気2aの流れが阻害されることを抑制できる。ウィックシート30の第1本体面30aに第1液流路部60が形成されている場合には、作動液2bを迅速に第1液流路部60に移動できる。
(第4の実施の形態)
次に、図28~図37Bを用いて、本開示の第4の実施の形態によるベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シートについて説明する。
図28~図37Bに示す第4の実施の形態においては、第1液流路部が、連絡溝の個数が小さい低密度領域と、連絡溝の個数が大きい高密度領域と、を含み、高密度領域が、屈曲領域に位置するとともに、屈曲線に重なっている点が主に異なる。他の構成は、図1~図17Cに示す第1の実施の形態と略同一である。なお、図28~図37Bにおいて、図1~図17Cに示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。
本実施の形態においては、図28および図29に示すベーパーチャンバ1は、第1領域5と、第2領域6と、第1領域5と第2領域6との間に位置する屈曲領域7aとに区分けされている。本実施の形態においては、第1領域5と第2領域6との間には、補強領域7(図5等参照)は設けられていない。屈曲領域7aにおいて、ベーパーチャンバ1が、直角状に屈曲されている。図28および図29に示すように、本実施の形態においては、各第1蒸気通路51および第2蒸気通路52に補強部37(図5等参照)は設けられていない。このため、本実施の形態においては、図28~図31に示すように、直線状に延びる第2蒸気通路52およびランド部33が示されている。図30に示すように、各ランド部33に、後述する高密度領域68が設けられている。
図32に示すように、本実施の形態による各連絡溝65は、後述する低密度領域66、67および高密度領域68において、Y方向に延びており、主流溝61に垂直に形成されている。本実施の形態においては、後述する低密度領域66、67および高密度領域68に位置する連絡溝65は、Y方向に延びている。
図32に示すように、各々のランド部33に、複数の連絡溝列63が構成されている。言い換えると、第1液流路部60は、複数の連絡溝列63を含んでいる。各連絡溝列63は、X方向に配列された複数の連絡溝65を含んでいる。連絡溝列63は、各々のランド部33の第1本体面30aに形成されている。連絡溝列63はそれぞれ、主流溝61によって区画されている。
第1液流路部60は、ウィックシート30の第1本体面30aに設けられた複数の凸部64を含んでいる。凸部64は、X方向に互いに隣り合う連絡溝65の間に形成されており、各連絡溝列63に対応するようにX方向に配列されている。本実施の形態では、図12に示すように、凸部64の平面形状が、X方向が長手方向となるように矩形形状になっていてもよい。
本実施の形態においては、凸部64は、千鳥状に位置している。より具体的には、Y方向において互いに隣り合う2つの連絡溝列63のうちの後述する第1連絡溝列63aに対応する凸部64が、第2連絡溝列63bに対応する凸部64と、X方向において互いにずれた位置に位置している。
図32に示すように、各々のランド部33に、複数の連絡溝列63が形成されている。Y方向において互いに隣り合う2つの連絡溝列63の連絡溝65は、X方向において互いにずれた位置に位置している。複数の連絡溝列63のうちY方向において互いに隣り合う2つの連絡溝列63を、第1連絡溝列63aおよび第2連絡溝列63bとする。第1連絡溝列63aの連絡溝65は、第2連絡溝列63bの連絡溝65の延長線に対して、ずれた位置に位置している。連絡溝65の延長線とは、当該連絡溝65をY方向に延ばした仮想線を言う。このため、第1連絡溝列63aの連絡溝65と、第2連絡溝列63bの連絡溝65は、一直線状に配置されていない。本実施の形態においては、後述する第1低密度領域66、第2低密度領域67および高密度領域68のそれぞれに位置する第1連絡溝列63aの連絡溝65は、第2連絡溝列63bの連絡溝65の延長線に対して、ずれた位置に位置している。第1連絡溝列63aおよび第2連絡溝列63bは、交互に形成されていてもよい。本実施の形態の説明では、aおよびbの添え字は、区別して説明する場合に限り連絡溝列の符号に加えることとし、それ以外の場合では省略する。
図32に示すように、本実施の形態による各々の連絡溝列63は、低密度領域66、67と、高密度領域68と、を含んでいる。高密度領域68は、低密度領域66、67よりも連絡溝65の単位連絡溝数が高い領域である。低密度領域66、67は、X方向において高密度領域68の両側に位置している。図32に示す例では、高密度領域68の上側に第1低密度領域66が位置し、高密度領域68の下側に第2低密度領域67が位置している。
本実施の形態においては、ランド部33に形成された各主流溝61の幅は一定であってもよい。低密度領域66、67および高密度領域68のそれぞれにおいて、各主流溝61の幅が一定であってもよい。ランド部33に形成された各凸部64の幅は一定であってもよい。低密度領域66、67および高密度領域68のそれぞれにおいて、各凸部64の幅が一定であってもよい。
単位連絡溝数は、X方向の単位長さ当たりの連絡溝65の個数を意味する。高密度領域68における単位連絡溝数は、低密度領域66、67における単位連絡溝数よりも大きい。例えば、図32に示すように、高密度領域68における単位連絡溝数は、高密度領域68に位置する連絡溝65の個数を、高密度領域68のX方向寸法で除算してもよい。例えば、高密度領域68に位置する連絡溝65の全数を、高密度領域68のX方向寸法で除算してもよい。この場合、高密度領域68のX方向寸法は、図32の符号68aまたは68bで示す両矢印で示される寸法である。同様にして、低密度領域66、67における単位連絡溝数は、低密度領域66、67に位置する連絡溝65の個数を、低密度領域66、67のX方向寸法で除算してもよい。この場合、低密度領域66、67のX方向寸法は、図32の符号66a、66b、67a、67bで示す矢印で示される寸法である。
高密度領域68は、連絡溝65のX方向における配列ピッチが小さい領域であってもよい。低密度領域66、67は、連絡溝65のX方向における配列ピッチが大きい領域であってもよい。図32においては、高密度領域68に位置する連絡溝65のX方向における配列ピッチp2が一定であるとともに、低密度領域66、67に位置する連絡溝65のX方向における配列ピッチp1が一定になっている。配列ピッチp2は、配列ピッチp1よりも小さい。図32に示すように、高密度領域68は、X方向において配列ピッチp2で配列されている連絡溝65が占める領域としてもよい。低密度領域66、67は、X方向において配列ピッチp1で配列されている連絡溝65が占める領域としてもよい。
高密度領域68と低密度領域66、67との間に、中間領域69が位置していてもよい。複数の連絡溝列63のうちの一部の連絡溝列63が、中間領域69を含み、他の連絡溝列63が、中間領域69を含んでいなくてもよい。図32に示す例においては、第1連絡溝列63aは中間領域69を含んでいないが、第2連絡溝列63bが中間領域69を含んでいる。この中間領域69には、連絡溝65が含まれていない。中間領域69に連絡溝65が含まれていてもよい。この場合、中間領域69の単位連絡溝数は、高密度領域68の単位連絡溝数よりも小さく、低密度領域66、67の単位連絡溝数よりも大きくてもよい。中間領域69における連絡溝65のX方向ピッチは、高密度領域68におけるX方向ピッチよりも大きく、低密度領域66、67におけるX方向ピッチよりも小さくてもよい。この場合、高密度領域68に位置する連絡溝65の配列ピッチp2は、1つの連絡溝列63の連絡溝65のうちの最小のピッチであってもよい。低密度領域66、67に位置する連絡溝65の配列ピッチp1は、1つの連絡溝列63の連絡溝65のうちの最大のピッチであってもよい。
図32に示すように、第1連絡溝列63aは、第1低密度領域66aと、第2低密度領域67aと、高密度領域68aと、を含んでいる。第2連絡溝列63bは、第1低密度領域66bと、第2低密度領域67bと、高密度領域68bと、を含んでいる。第1連絡溝列63aの高密度領域68aと、第2連絡溝列63bの高密度領域68bは、X方向に交差する方向に並んでいてもよい。図32に示す例においては、高密度領域68aと高密度領域68bは、Y方向に並んでいる。高密度領域68aのX方向寸法は、高密度領域68bのX方向寸法と等しくてもよいが、図32に示すように、異なっていてもよい。本実施の形態の説明では、aおよびbの添え字は、区別して説明する場合に限り低密度領域および高密度領域の符号に加えることとし、それ以外の場合では省略する。
図30に示すように、各々のランド部33に位置する高密度領域68は、X方向に交差する方向に並んでいてもよい。図30に示す例においては、各々のランド部33の高密度領域68は、Y方向に並んでいる。図30および図31に示すように、本実施の形態においては、第2蒸気通路52に、図9および図10に示す補強部37は形成されていない。
図32に示すように、各々のランド部33に位置する複数の連絡溝列63は、隣接連絡溝列63cと、中間連絡溝列63dと、を含んでいてもよい。1つのランド部33に、2つの隣接連絡溝列63cが形成されていてもよい。ウィックシート30が複数のランド部33を含む場合には、各々のランド部33に、2つの隣接連絡溝列63cが形成されていてもよい。
隣接連絡溝列63cは、蒸気流路部50と、蒸気流路部50に隣り合う主流溝61とを連通した連絡溝65で構成されている。隣接連絡溝列63cは、ランド部33のY方の両側縁に位置する側縁33eに隣接している。隣接連絡溝列63cは、蒸気流路部50の第1蒸気通路51または第2蒸気通路52に隣接している。図32に示す例では、2つの隣接連絡溝列63cが、対応する第2蒸気通路52に隣接している例が示されている。
中間連絡溝列63dは、互いに隣り合う2つの主流溝61に連通した連絡溝65で構成されている。各々のランド部33に位置する複数の連絡溝列63は、複数の中間連絡溝列63dを含んでいてもよい。中間連絡溝列63dは、ランド部33のY方向における中間に位置している。中間連絡溝列63dは、2つの隣接連絡溝列63cの間に位置している。中間連絡溝列63dは、第1蒸気通路51に隣接しておらず、第2蒸気通路52に隣接していない。
隣接連絡溝列63cおよび中間連絡溝列63dはそれぞれ、上述した第1連絡溝列63aであってもよく、第2連絡溝列63bであってもよい。図32に示す例では、2つの隣接連絡溝列63cがいずれも第2連絡溝列63bになっている。複数の中間連絡溝列63dが、Y方向に交互に並ぶ第1連絡溝列63aと第2連絡溝列63bとで構成されている。互いに隣り合う隣接連絡溝列63cおよび中間連絡溝列63dのうちの一方は、第1連絡溝列63aで構成され、他方は第2連絡溝列63bで構成されていてもよい。図32に示す例では、隣接連絡溝列63cが第2連絡溝列63bで構成され、この隣接連絡溝列63cに隣り合う中間連絡溝列63dは、第1連絡溝列63aで構成されている。
本実施の形態においては、各々の隣接連絡溝列63cは、低密度領域66、67と、高密度領域68と、を含んでいる。各々の中間連絡溝列63dは、低密度領域66、67と、高密度領域68と、を含んでいる。本実施の形態による各々のランド部33においては、隣接連絡溝列63cの高密度領域68と、中間連絡溝列63dの高密度領域68は、Y方向に並んでいる。
図29に示すように、本実施の形態によるベーパーチャンバ1は、屈曲領域7aを含んでいる。屈曲領域7aにおいて、ベーパーチャンバ1が、平面視でX方向に交差する方向に延びる屈曲線8に沿って屈曲している。図28および図29に示すように、本実施の形態による屈曲線8は、平面視でY方向に延びている。Y方向は、平面視でX方向に直交する方向である。屈曲線8は、枠体部32、ランド部33、第1蒸気通路51および第2蒸気通路52を横切っている。このことにより、第1シート10が各蒸気通路51、52に入り込むような変形を抑制できるとともに、第2シート20が各蒸気通路51、52に入り込むような変形を抑制できる。第1蒸気通路51および第2蒸気通路52の流路断面積を確保できる。第1領域5、第2領域6および屈曲領域7aは、屈曲線8に沿った境界線で区分けされてもよい。図28および図29に示す例では、各領域5、6、7は、平面視でY方向に延びる境界線で区分けされてもよい。
図30に示すように、上述した高密度領域68は、屈曲領域7aに位置している。より具体的には、各々のランド部33に位置する高密度領域68は、屈曲領域7aに位置している。高密度領域68は、屈曲領域7aからX方向に延び出ていてもよい。各々のランド部33に位置する高密度領域68は、屈曲領域7aを屈曲の内側または外側から見たときに、屈曲線8に重なっている。高密度領域68は、Y方向に沿って並んでいてもよい。図30においては、概略的に、高密度領域68が、平面視でY方向に延びる直線状の境界線で区分けされているが、本開示はこのことに限られることはない。図32に示すように、高密度領域68は、連絡溝列63毎に区分けされていれば、図30に示すような直線状の境界線で区分けされていなくてもよい。
ベーパーチャンバ1は、図33に示すように屈曲している。屈曲領域7aにおいて、第1シート10は、屈曲の中心Oに対して、ウィックシート30よりも外側に位置している。第2シート20は、屈曲の中心Oに対して、ウィックシート30よりも内側に位置している。
各蒸気通路51、52は、図33に示すように、屈曲領域7aに位置する通路屈曲部57を含んでいてもよい。図33には、通路屈曲部57の一例が示されている。図33では、Y方向に沿って見たときの通路屈曲部57の形状が、1/4の円弧をなしているが、これに限られることはない。通路屈曲部57は、上述した第1蒸気流路凹部53および第2蒸気流路凹部54を含んでいてもよい。
ベーパーチャンバ1の作動時、第1蒸気通路51および第2蒸気通路52を通過する作動蒸気2aの一部は、屈曲領域7aに位置する通路屈曲部57(図33参照)を通過する。通路屈曲部57を通過する際に作動蒸気2aは凝縮しやすい。
通路屈曲部57の外側においては、作動蒸気2aは、第1シート内面10bに衝突しやすくなる。衝突した作動蒸気2aは、凝縮されて作動液2bになり、第1シート内面10bに付着する。屈曲領域7aにおけるランド部33の第1本体面30aに、隣接連絡溝列63cおよび中間連絡溝列63dの高密度領域68が形成されている。高密度領域68において、単位連絡溝数が大きくなっており、作動液2bをY方向に引き込むための毛細管作用が高められている。通路屈曲部57において凝縮した作動液2bは、通路屈曲部57から、隣接連絡溝列63cの高密度領域68に引き込まれる。そして、作動液2bは、通路屈曲部57に隣り合う主流溝61に引き込まれるとともに、中間連絡溝列63dの高密度領域68に引き込まれる。このようにして、第1液流路部60の各主流溝61に作動液2bがスムーズに引き込まれる。各主流溝61に引き込まれた作動液2bは、主流溝61の毛細管作用により、蒸発領域SRに向かって輸送される。このようにして、屈曲領域7aにおける第1シート内面10bに付着した作動液2bが滞留することが抑制される。
通路屈曲部57の内側においては、作動蒸気2aの流れが、第2シート内面20aから剥離し得る。より具体的には、通路屈曲部57の出口付近において渦が形成され、作動蒸気2aが凝縮して第2シート内面20aに付着する。通路屈曲部57の出口付近は、通路屈曲部57のうち第2領域6に比較的近い部分に相当する。屈曲領域7aにおけるランド部33の第1本体面30aに、単位連絡溝数が大きい高密度領域68が形成されている。作動液2bをY方向に引き込むための毛細管作用が高められており、作動液2bは、主流溝61にスムーズに引き込まれる。主流溝61に引き込まれた作動液2bは、各主流溝61の毛細管作用により、蒸発領域SRに向かって輸送される。このようにして、屈曲領域7aにおける第2シート内面20aに付着した作動液2bが滞留することが抑制される。
このように本実施の形態によれば、第1液流路部60の複数の連絡溝65が、複数の連絡溝列63を構成し、複数の連絡溝列63が、蒸気流路部50と、蒸気流路部50に隣り合う主流溝61とを連通した連絡溝65で構成される隣接連絡溝列63cを含んでいる。隣接連絡溝列63cは、低密度領域66、67と、低密度領域66、67よりも単位連絡溝数が大きい高密度領域68と、を含んでいる。ベーパーチャンバ1は、屈曲領域7aにおいて、平面視でY方向に延びる屈曲線8に沿って屈曲されている。隣接連絡溝列63cの高密度領域68は、屈曲領域7aに位置するとともに、屈曲線8に重なっている。このことにより、屈曲領域7aにおいて、蒸気流路部50と主流溝61とを連通した連絡溝65の密度を高めることができ、蒸気流路部50から第1液流路部60に作動液2bを引き込むための毛細管作用を高めることができる。このため、屈曲領域7aにおいて凝縮した作動液2bを、第1液流路部60にスムーズに引き込むことができ、屈曲領域7aにおける各蒸気通路51、52に、作動液2bが滞留することを抑制できる。この結果、屈曲された場合であっても、ベーパーチャンバ1の放熱効率を向上できる。
また、本実施の形態によれば、低密度領域66、67は、X方向において高密度領域68の両側に位置している。このことにより、屈曲領域7aの両側に、連絡溝65の密度が低い低密度領域66、67を形成できる。このため、屈曲領域7aの両側で、主流溝61によるX方向の毛細管作用を高めることができ、作動液2bを蒸発領域SRに向けて輸送できる。
また、本実施の形態によれば、複数の連絡溝列63は、互いに隣り合う2つの主流溝61に連通した連絡溝65で構成される中間連絡溝列63dを含み、中間連絡溝列63dが、低密度領域66、67と、高密度領域68と、を含んでいる。中間連絡溝列63dの高密度領域68は、屈曲領域7aに位置するとともに、屈曲線8に重なっている。このことにより、屈曲領域7aにおいて、主流溝61同士を連通した連絡溝65の密度を高めることができる。このため、隣接連絡溝列63cの高密度領域68に引き込んだ作動液2bを中間連絡溝列63dの高密度領域68にスムーズに引き込むことができ、作動液2bを、第1液流路部60により一層スムーズに引き込むことができる。屈曲領域7aにおける各蒸気通路51、52に、作動液2bが滞留することをより一層抑制できる。この結果、屈曲された場合であっても、ベーパーチャンバ1の放熱効率をより一層向上できる。
また、本実施の形態によれば、低密度領域66、67および高密度領域68において、第1連絡溝列63aの連絡溝65は、第2連絡溝列63bの連絡溝65の延長線に対してずれた位置に位置している。このことにより、第1連絡溝列63aの連絡溝65と、第2連絡溝列63bの連絡溝65が、一直線状に配置されることを回避できる。このため、主流溝61に対して2つの連絡溝65が十字状に交差することを回避でき、主流溝61の毛細管作用を確保できる。
また、本実施の形態によれば、低密度領域66、67および高密度領域68において、連絡溝65は、X方向に直交するY方向に延びている。このことにより、連絡溝65の長さを短くでき、蒸気流路部50から主流溝61に作動液2bをスムーズに引き込むことができる。このため、屈曲領域7aにおける各蒸気通路51、52に、作動液2bが滞留することをより一層抑制できる。互いに隣り合う主流溝61同士で、作動液2bをスムーズに往来させることができ、主流溝61でドライアウトが発生することを抑制できる。このため、各主流溝61内の作動液2bに毛細管作用を付与でき、作動液2bを、蒸発領域SRに向かってスムーズに輸送できる。
また、本実施の形態によれば、屈曲線8は、X方向に直交するY方向に延びている。このことにより、ベーパーチャンバ1を、ランド部33が延びるX方向に直交する方向に沿って屈曲できる。このため、屈曲領域7aにおいて、第1シート10が各蒸気通路51、52に入り込むような変形を抑制できるとともに、第2シート20が各蒸気通路51、52に入り込むような変形を抑制できる。このため、第1蒸気通路51および第2蒸気通路52の流路断面積を確保でき、屈曲領域7aにおける作動蒸気2aの流れが阻害されることを抑制できる。
なお、上述した本実施の形態においては、各々の中間連絡溝列63dが、低密度領域66、67と、高密度領域68と、を含んでいる例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図34Aに示すように、複数の中間連絡溝列63dのうちの少なくとも一つの中間連絡溝列63dは、高密度領域68を含んでいなくてもよい。
図34Aに示す例では、複数の中間連絡溝列63dのうちのいくつかの中間連絡溝列63dは、高密度領域68を含んでいない。高密度領域68を含んでいない中間連絡溝列63dは、全体的に低密度領域66、67で形成されていてもよい。隣接連絡溝列63cに隣り合う中間連絡溝列63dは、高密度領域68を含んでいる。この場合においても、屈曲領域7aにおいて、蒸気流路部50と主流溝61とを連通した連絡溝65の密度を高めることができ、蒸気流路部50から第1液流路部60に作動液2bを引き込むための毛細管作用を高めることができる。このため、屈曲領域7aにおいて凝縮した作動液2bを、第1液流路部60にスムーズに引き込むことができ、屈曲領域7aにおける各蒸気通路51、52に、作動液2bが滞留することを抑制できる。高密度領域68を含んでいない中間連絡溝列63dにおいては、主流溝61によってX方向の毛細管作用を高めることができる。このため、隣接連絡溝列63cの高密度領域68に引き込まれた作動液2bは、主流溝61にスムーズに移動させることができ、隣接連絡溝列63cの高密度領域68に、作動液2bが滞留することを抑制できる。
図34Aに示す例とは異なり、全ての中間連絡溝列63dは、高密度領域68を含んでいなくてもよい。この場合であっても、隣接連絡溝列63cが高密度領域68を含んでいることにより、屈曲領域7aにおいて凝縮した作動液2bを、第1液流路部60にスムーズに引き込むことができる。
図34Bおよび図34Cに示すように、第1シート10の一部は、連絡溝65内に入り込んでいてもよい。より具体的には、第1シート外面10aのうち連絡溝65と重なる領域は、連絡溝65に向かって内側に凹むように凹状に形成されていてもよい。第1シート10は、平面視で連絡溝65と重なる第1シート連絡溝凹部16を含んでいてもよい。第1シート連絡溝凹部16は、連絡溝65に入り込んでいる。第1シート連絡溝凹部16は、第1領域5、第2領域6および屈曲領域7aにそれぞれ形成されていてもよい。図示しないが、第1シート10は、平面視で主流溝61と重なる第1シート主流溝凹部を含んでいてもよい。第1シート主流溝凹部は、主流溝61に入り込んでいてもよい。第1シート主流溝凹部は、第1領域5、第2領域6および屈曲領域7aにそれぞれ形成されていてもよく、第1領域5から第2領域6にわたって連続状に形成されていてもよい。第1シート連絡溝凹部16は、第1シート主流溝凹部と連続状に形成されていてもよい。
第1シート連絡溝凹部16における第1シート内面10bと連絡溝65の壁面とにより、液流路断面の一部を構成する流路角部(図示せず)が画定されている。流路角部は、Y方向に延びるように楔状に形成されていてもよい。流路角部は、毛細管作用を高めることができる。
図34Bには、低密度領域66、67における第1シート連絡溝凹部16が示されている。低密度領域66、67の単位連絡溝数は低いため、連絡溝65の間隔が比較的大きくなる。このことにより、屈曲時に第1シート10に発生する応力が分散され難く、第1シート10のうち連絡溝65に重なる部分に集中しやすい。このため、低密度領域66、67においては、第1シート連絡溝凹部16の凹み量が大きくなる。図34Bに、低密度領域66、67において、第1シート連絡溝凹部16が位置する第1シート外面10aの凹み寸法が、符号d5で示されている。
図34Cには、高密度領域68における第1シート連絡溝凹部16が示されている。高密度領域68の単位連絡溝数は高いため、連絡溝65の間隔が比較的小さくなる。このことにより、屈曲時に第1シート10に発生する応力が分散され易く、第1シート10のうち連絡溝65に重なる部分に集中することを抑制できる。このため、高密度領域68においては、第1シート連絡溝凹部16の凹み量が小さくなる。図34Cに、高密度領域68において、第1シート連絡溝凹部16が位置する第1シート外面10aの凹み寸法が、符号d6で示されている。
図34Bに示す凹み寸法d5は、図34Cに示す凹み寸法d6よりも大きい。このことにより、低密度領域66、67に位置する連絡溝65のY方向の毛細管作用を高めることができる。このため、屈曲領域7aにおいて、高密度領域68を含んでいない中間連絡溝列63dの連絡溝65のY方向の毛細管作用を高めることができる。この場合、隣接連絡溝列63cの高密度領域68に引き込まれた作動液2bを、高密度領域68を含んでいない中間連絡溝列63dの主流溝61にスムーズに移動させることができ、隣接連絡溝列63cの高密度領域68に、作動液2bが滞留することを抑制できる。
また、上述した本実施の形態においては、高密度領域68に位置する第1連絡溝列63aの連絡溝65は、第2連絡溝列63bの連絡溝65の延長線に対して、ずれた位置に位置している例について説明した。言い換えると、凸部64が千鳥状に位置している例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図35に示すように、高密度領域68において、第1連絡溝列63aの連絡溝65は、第2連絡溝列63bの連絡溝65の延長線上に位置していてもよい。この場合、凸部64は、並列配列され、主流溝61および連絡溝65は、格子状に配置される。図35に示す例では、連絡溝65が、Y方向に沿うように整列される。このことにより、屈曲領域7aにおいて、第1液流路部60のY方向の毛細管作用を高めることができ、凝縮した作動液2bを、第1液流路部60にスムーズに引き込むことができる。また、連絡溝65が、Y方向に沿うように整列されるため、Y方向に延びる屈曲線8に沿ってベーパーチャンバ1を容易に屈曲できる。図35に示す例においては、各々のランド部33に位置する高密度領域68は、屈曲線8に重なっている。高密度領域68は、Y方向に沿って並んでいる。各々の高密度領域68のX方向寸法は、等しくなっている。
また、上述した本実施の形態においては、高密度領域68に位置する各主流溝61の幅が一定である例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、高密度領域68に位置する主流溝61の幅は、異なっていてもよい。
例えば、図36Aに示すように、ランド部33に形成されている複数の主流溝61が、複数の第1主流溝61aと、複数の第2主流溝61bと、を含んでいてもよい。
第1主流溝61aは、ランド部33の幅方向中央に位置していてもよい。第2主流溝61bは、第1主流溝61aに対して幅方向両側に位置していてもよい。第2主流溝61bは、ランド部33の上述した側縁33eに近い位置であって、第2蒸気通路52に近い位置に位置している。第1主流溝61aの幅方向両側のそれぞれに、1つ以上の第2主流溝61bが形成されていてもよい。図36Aにおいては、2つの第1主流溝61aが形成されている例が示されているが、第1主流溝61aの個数は任意である。図36Aにおいては、第1主流溝61aの幅方向両側のそれぞれに、2つの第2主流溝61bが形成されている例が示されているが、第2主流溝61bの個数は任意である。
低密度領域66、67における第1主流溝61aの幅および第2主流溝61bの幅は、同一の幅であってもよく、w5(図32参照)であってもよい。高密度領域68における第1主流溝61aおよび第2主流溝61bは、異なる幅を有していてもよい。図36Aに示すように、高密度領域68における第1主流溝61aは幅w14を有し、第2主流溝61bは幅w15を有している。第2主流溝61bの幅w15は、第1主流溝61aの幅w14よりも大きくてもよい。幅w14は、幅w5よりも小さくてもよい。幅w15は、幅w5よりも大きくてもよい。幅w15が幅w14よりも大きくなるように、高密度領域68に位置する凸部64が、低密度領域66、67に位置する対応する凸部64に対して幅方向にずれていてもよい。より具体的には、互いに隣り合う2つの第2主流溝61bの間に位置する凸部列64Aにおいて、高密度領域68に位置する凸部64が、低密度領域66、67に位置する凸部64よりも、幅方向中央に近づくようにずれていてもよい。互いに隣り合う第1主流溝61aと第2主流溝61bとの間に位置する凸部列64Aにおいて、高密度領域68に位置する凸部64が、低密度領域66、67に位置する凸部64よりも、幅方向中央に近づくようにずれていてもよい。
図36Aに示す例によれば、第2主流溝61bの幅w15を大きくでき、第2蒸気通路52に近い第2主流溝61bにおける作動液2bの流路抵抗を低減できる。このことにより、第2蒸気通路52から第2主流溝61bに作動液2bをスムーズに引き込むことができる。第1主流溝61aの幅w14を小さくでき、幅方向中央に位置する第1主流溝61aの毛細管作用を高めることができる。このことにより、第2主流溝61bに引き込まれた作動液2bは第1主流溝61aにスムーズに移動でき、第2蒸気通路52から第1液流路部60への作動液2bの移動を促進できる。また、第1主流溝61aの毛細管作用によって、高密度領域68における第1主流溝61aから蒸発領域SRに作動液2bをスムーズに輸送でき、作動液2bが高密度領域68に滞留することを抑制できる。
あるいは、図36Bに示すように、第2主流溝61bの幅w15は、第1主流溝61aの幅w14よりも小さくてもよい。幅w14は、幅w5よりも大きくてもよい。幅w15は、幅w5よりも小さくてもよい。幅w15が幅w14よりも小さくなるように、高密度領域68に位置する凸部64が、低密度領域66、67に位置する対応する凸部64に対して幅方向にずれていてもよい。より具体的には、互いに隣り合う2つの第2主流溝61bの間に位置する凸部列64Aにおいて、高密度領域68に位置する凸部64が、低密度領域66、67に位置する凸部64よりも、側縁33eに近づくようにずれていてもよい。互いに隣り合う第1主流溝61aと第2主流溝61bとの間に位置する凸部列64Aにおいて、高密度領域68に位置する凸部64が、低密度領域66、67に位置する凸部64よりも、側縁33eに近づくようにずれていてもよい。
図36Bに示す例によれば、第2主流溝61bの幅w15を小さくでき、第2蒸気通路52に近い第2主流溝61bの毛細管作用を高めることができる。このことにより、第2蒸気通路52から第2主流溝61bに作動液2bをスムーズに引き込むことができる。第1主流溝61aの幅を大きくでき、幅方向中央に位置する第1主流溝61aにおける作動液2bの流路抵抗を低減できる。このことにより、第2主流溝61bに引き込まれた作動液2bは、第1主流溝61aにスムーズに移動でき、高密度領域68における第1主流溝61aから蒸発領域SRに向かう作動液2bの供給量を増大できる。また、第1主流溝61aの流路抵抗低減によって、作動液2bを蒸発領域SRにスムーズに輸送でき、作動液2bが高密度領域68に滞留することを抑制できる。
また、上述した本実施の形態においては、高密度領域68に位置する各凸部64の幅が一定である例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、高密度領域68に位置する凸部64の幅は、異なっていてもよい。
例えば、図37Aに示すように、ランド部33に形成されている複数の凸部列64Aが、複数の第1凸部列64Aaと、複数の第2凸部列64Abと、を含んでいてもよい。
第1凸部列64Aaは、ランド部33の幅方向中央に位置していてもよい。第2凸部列64Abは、第1凸部列64Aaに対して幅方向両側に位置していてもよい。第2凸部列64Abは、ランド部33の上述した側縁33eに近い位置であって、第2蒸気通路52に近い位置に位置している。第1凸部列64Aaの幅方向両側のそれぞれに、1つ以上の第2凸部列64Abが形成されていてもよい。図37Aにおいては、5つの第1凸部列64Aaが形成されている例が示されているが、第1凸部列64Aaの個数は任意である。図37Aにおいては、第1凸部列64Aaの幅方向両側のそれぞれに、1つの第2凸部列64Abが形成されている例が示されているが、第2凸部列64Abの個数は任意である。
低密度領域66、67における第1凸部列64Aaの凸部64の幅および第2凸部列64Abの凸部64の幅は、同一の幅であってもよく、w7(図32参照)であってもよい。高密度領域68における第1凸部列64Aaの凸部64および第2凸部列64Abの凸部64は、異なる幅を有していてもよい。図37Aに示すように、高密度領域68における第1凸部列64Aaの凸部64は幅w16を有し、第2凸部列64Abの凸部64は幅w17を有している。第2凸部列64Abの凸部64の幅w17は、第1凸部列64Aaの凸部64の幅w16よりも大きくてもよい。幅w16は、幅w7と等しくてもよい。幅w17は、幅w7よりも大きくてもよい。
図37Aに示す例によれば、第2凸部列64Abの凸部64の幅w17を大きくでき、第2蒸気通路52に近い第2凸部列64Abの凸部64の機械的強度を向上できる。このことにより、これらの凸部64の間に位置する連絡溝65が、屈曲によって潰れることを抑制できる。このため、連絡溝65の流路が潰れることを抑制でき、第2蒸気通路52から主流溝61に作動液2bをスムーズに引き込むことができる。屈曲部BPに位置する第1液流路部160において作動液2bが蒸発する場合には、蒸発した作動蒸気2aを、蒸気通路151、152にスムーズに拡散できる。また、凸部64の幅w17を大きくすることにより、これらの凸部64の間に位置する連絡溝65のY方向の寸法を大きくでき、第2凸部列64Abに対応する連絡溝65の毛細管作用を高めることができる。このことにより、第2蒸気通路52から第1液流路部60に作動液2bをスムーズに引き込むことができる。また、第1凸部列64Aaの凸部64の幅w16を小さくでき、高密度領域68が、作動液2bのX方向の流れの妨げになることを抑制できる。
あるいは、図37Bに示すように、第1凸部列64Aaの凸部64の幅w16は、第2凸部列64Abの凸部64の幅w17よりも大きくてもよい。幅w16は、幅w7よりも大きくてもよい。幅w17は、幅w7と等しくてもよい。図37Bにおいては、3つの第1凸部列64Aaが形成されている例が示されているが、第1凸部列64Aaの個数は任意である。図37Bにおいては、第1凸部列64Aaの幅方向両側のそれぞれに、2つの第2凸部列64Abが形成されている例が示されているが、第2凸部列64Abの個数は任意である。
図37Bに示す例によれば、第1凸部列64Aaの凸部64の幅w16を大きくでき、幅方向中央に位置する第1凸部列64Aaの凸部64の機械的強度を向上できる。このことにより、これらの凸部64の間に位置する連絡溝65が、屈曲によって潰れることを抑制できる。このため、主流溝61において気泡が発生した場合においても、発生した気泡を連絡溝65に引き込むことができ、主流溝61において作動液2bが滞留することを抑制できる。また、凸部64の幅w16を大きくすることにより、これらの凸部64の間に位置する連絡溝65のY方向の寸法を大きくでき、第1凸部列64Aaに対応する連絡溝65の毛細管作用を高めることができる。このことにより、第1液流路部60に引き込まれた作動液2bは、幅方向中央にスムーズに移動でき、第2蒸気通路52から第1液流路部60への作動液2bの移動を促進できる。また、第1凸部列64Aaの凸部64の幅w16を大きくすることにより、互いに隣り合う2つの第1凸部列64Aaの間に位置する主流溝61の幅を小さくでき、毛細管作用を高めることができる。このため、高密度領域68における主流溝61から蒸発領域SRに作動液2bをスムーズに輸送でき、作動液2bが高密度領域68に滞留することを抑制できる。また、第2凸部列64Abの凸部64の幅w17を小さくでき、高密度領域68が、作動液2bのX方向の流れの妨げになることを抑制できる。
また、上述した本実施の形態においては、ランド部33の第2本体面30bおよび枠体部32の第2本体面30bに、液流路部が形成されていない例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、ランド部33の第2本体面30bに、図示しない液流路部が形成されていてもよい。液流路部は、上述した第1液流路部60と同様にして、主流溝61と連絡溝65とを含んでいてもよい。第2本体面30bに形成される液流路部の溝の流路断面積は、第1液流路部60の溝の流路断面積と等しくてもよく、または、第1液流路部60の溝の流路断面積よりも大きくてもよい。第2本体面30bに液流路部が形成される場合には、第1本体面30aに第1液流路部60は形成されていなくてもよい。
また、上述した本実施の形態においては、第1領域5と第2領域6との間には、補強領域7(図5等参照)が設けられておらず、各蒸気通路51、52に補強部37が設けられていない例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、第1領域5と第2領域6との間に、補強領域7が設けられていてもよい。各蒸気通路51、52に補強部37が設けられていてもよい。
(第5の実施の形態)
次に、図38~図43を用いて、本開示の第5の実施の形態によるベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シートについて説明する。
図38~図43に示す第5の実施の形態においては、屈曲線が、第1方向に傾斜する方向に延びている点が主に異なる。他の構成は、図28~図37Bに示す第4の実施の形態と略同一である。なお、図38~図43において、図28~図37Bに示す第4の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。
本実施の形態によるベーパーチャンバ1は、図38および図39に示すように、平面視でX方向に傾斜した屈曲線8に沿って屈曲されている。図38および図39に示す屈曲線8は、X方向に傾斜する方向に延びるとともにY方向に傾斜する方向に延びている。本実施の形態による屈曲線8も、平面視でX方向に交差する方向に延びている。
図40および図41に示すように、各々のランド部33に位置する高密度領域68は、屈曲線8に重なっている。高密度領域68は、X方向に対して傾斜する方向に沿って並んでいてもよい。図40においては、概略的に、高密度領域68が、平面視でX方向に傾斜する方向に延びる直線状の境界線で区分けされているが、本開示はこのことに限られることはない。図41に示すように、高密度領域68は、連絡溝列63毎に区分けされていれば、図40に示すような直線状の境界線で区分けされていなくてもよい。図41に示す例であっても、高密度領域68は、屈曲線8に重なっていることから、平面視でX方向に傾斜する方向に沿って並んでいる。
本実施の形態においては、図41に示すように、第1低密度領域66および第2低密度領域67に位置する第1連絡溝列63aの連絡溝65は、第2連絡溝列63bの連絡溝65の延長線に対して、ずれた位置に位置している。高密度領域68において、第1連絡溝列63aの連絡溝65は、第2連絡溝列63bの連絡溝65の延長線上に位置していてもよい。この場合、凸部64は、並列配列され、主流溝61および連絡溝65は、格子状に配置される。連絡溝65は、低密度領域66、67および高密度領域68において、Y方向に延びており、Y方向に沿うように整列される。
このように本実施の形態によれば、屈曲線8が、X方向に傾斜する方向に延びている。隣接連絡溝列63cの高密度領域68は、屈曲領域7aに位置するとともに、屈曲線8に重なっている。このことにより、ベーパーチャンバ1を、X方向に傾斜する方向に延びる屈曲線8に沿って屈曲した場合であっても、屈曲領域7aにおいて、第1液流路部60のY方向の毛細管作用を高めることができる。このため、屈曲領域7aにおける各蒸気通路51、52に、作動液2bが滞留することを抑制できる。この結果、屈曲された場合であっても、ベーパーチャンバ1の放熱効率を向上できる。
また、本実施の形態によれば、高密度領域68において、第1連絡溝列63aの連絡溝65は、第2連絡溝列63bの連絡溝65の延長線上に位置している。このことにより、屈曲領域7aにおいて、第1液流路部60のY方向の毛細管作用を高めることができ、凝縮した作動液2bを、第1液流路部60にスムーズに引き込むことができる。
なお、上述した本実施の形態においては、高密度領域68に位置する第1液流路部60の連絡溝65が、Y方向に延びている例について説明した。しかしながら、本開示はこのことに限られることはない。高密度領域68において、連絡溝65は、X方向とは異なる方向に延びていればよく、例えば、図42に示すように、X方向に傾斜する方向に延びていてもよい。この場合においても、第1連絡溝列63aの連絡溝65は、第2連絡溝列63bの連絡溝65の延長線上に位置している。連絡溝65は、X方向に傾斜する方向に沿うように整列される。このことにより、X方向に傾斜する方向に延びる屈曲線8に沿って、ベーパーチャンバ1を容易に屈曲できる。また、屈曲領域7aにおいて、第1液流路部60のX方向に傾斜する方向の毛細管作用を高めることができ、凝縮した作動液2bを、第1液流路部60にスムーズに引き込むことができる。
また、上述した本実施の形態においては、枠体部32が、X方向およびY方向に沿って矩形枠形状に形成されている例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図43に示すように、枠体部32が、X方向に延びるランド部33に対して傾斜していてもよい。枠体部32は、X方向に傾斜するとともにY方向に傾斜した矩形枠形状に形成されている。屈曲線8は、枠体部32に沿っている。屈曲線8は、図43の横方向に延びている。この場合においても、屈曲線8は、平面視でX方向に交差する方向に延びている。図43に示す例においても、図38~図41に示す例と同様にして、屈曲領域7aにおいて、第1液流路部60のY方向の毛細管作用を高めることができ、屈曲領域7aにおける各蒸気通路51、52に、作動液2bが滞留することを抑制できる。この結果、屈曲された場合であっても、ベーパーチャンバ1の放熱効率を向上できる。
(第6の実施の形態)
次に、図44~図65を用いて、本開示の第6の実施の形態によるベーパーチャンバ、電子機器およびベーパーチャンバ用の本体シートについて説明する。
図44~図65に示す第6の実施の形態においては、上側蒸気流路凹部が、第1開口部から内側部に向かうにつれて幅が大きくなるように形成されている点が主に異なる。他の構成は、図1~図17Cに示す第1の実施の形態と略同一である。なお、図44~図65において、図1~図17Cに示す第1の実施の形態と同一部分には同一符号を付して詳細な説明は省略する。
ベーパーチャンバは、薄型化されているため、外部から受ける力によって変形し得る。これにより、ベーパーチャンバ内の蒸気流路部の一部が潰れ、蒸気流路部の流路断面積が小さくなる場合がある。この場合、ベーパーチャンバの作動蒸気の輸送能力が低下し、ベーパーチャンバの性能が低下するおそれがある。
本実施の形態は、このような点を考慮してなされたものであり、ベーパーチャンバの性能低下を抑制できるベーパーチャンバ用の本体シート、ベーパーチャンバおよび電子機器を提供することを目的とする。
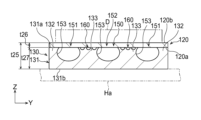
図44および図45に示すように、本実施の形態によるベーパーチャンバ1は、下側シート110と、上側シート120と、ベーパーチャンバ用の本体シート130と、を備えている。下側シート110は第2シートの一例であり、上側シート120は第1シートの一例である。本体シート130は、ウィックシートとも称される。本体シート130は、下側シート110と上側シート120との間に介在されている。本実施の形態によるベーパーチャンバ1は、下側シート110と、上側シート120と、本体シート130とで構成されている。下側シート110、本体シート130および上側シート120は、この順番で積層されている。
ベーパーチャンバ1は、概略的に薄い平板状に形成されている。ベーパーチャンバ1の平面形状は任意であるが、図44に示すような矩形形状であってもよい。ベーパーチャンバ1の平面形状は、例えば、1辺が10mm以上200mm以下で他の辺が50mm以上600mm以下の長方形であってもよく、1辺が40mm以上300mm以下の正方形であってもよい。ベーパーチャンバ1の平面寸法は任意である。本実施の形態においては、一例として、ベーパーチャンバ1の平面形状が、X方向を長手方向とし、X方向に直交するY方向を短手方向とする矩形形状である例について説明する。この場合、図46~図48に示すように、下側シート110、上側シート120および本体シート130も、ベーパーチャンバ1と同様の平面形状を有していてもよい。なお、ベーパーチャンバ1の平面形状は、矩形形状に限られることはなく、円形状、楕円形状、L字形状、T字形状、U字形状等、任意の形状にできる。
図44に示すように、ベーパーチャンバ1は、作動流体2a、2bが蒸発する蒸発領域SRと、作動流体2a、2bが凝縮する凝縮領域CRと、を含んでいる。
蒸発領域SRは、平面視で電子デバイスDと重なる領域であり、電子デバイスDが取り付けられる領域である。蒸発領域SRは、ベーパーチャンバ1上の任意の位置に配置できる。図示された例においては、ベーパーチャンバ1のX方向負側に、蒸発領域SRが形成されている。X方向負側は、図44における左側に相当している。電子デバイスDからの熱は、平面視で電子デバイスDに重なる領域だけではなく、当該領域の周辺にも伝わり得る。このため、蒸発領域SRは、平面視で、電子デバイスDに重なっている領域とその周辺の領域とを含む。ここで、平面視とは、ベーパーチャンバ1が電子デバイスDから熱を受ける面および受けた熱を放出する面に直交する方向から見た状態である。熱を受ける面とは、上側シート120の後述する第1上側シート面120aに相当する。熱を放出する面とは、下側シート110の後述する第1下側シート面110aに相当する。例えば、図44に示すように、ベーパーチャンバ1を上方から見た状態、または下方から見た状態に相当している。
凝縮領域CRは、平面視で電子デバイスDと重ならない領域であって、主として作動蒸気2aが熱を放出して凝縮する領域である。凝縮領域CRは、蒸発領域SRの周囲の領域と言うこともできる。図示された例においては、ベーパーチャンバ1のX方向正側に、凝縮領域CRが形成されている。X方向正側は、図44における右側に相当している。凝縮領域CRにおいて作動蒸気2aからの熱が下側シート110に放出され、作動蒸気2aが凝縮領域CRにおいて冷却されて凝縮する。
なお、ベーパーチャンバ1がモバイル端末内に設置される場合、モバイル端末の姿勢によっては、上下関係が崩れる場合もある。しかしながら、本実施の形態においては、便宜上、電子デバイスDから熱を受けるシートを上述の上側シート120と称し、受けた熱を放出するシートを上述の下側シート110と称する。このため、下側シート110が下側に配置され、上側シート120が上側に配置された状態で、以下説明する。
図45に示すように、下側シート110は、本体シート130とは反対側に設けられた第1下側シート面110aと、第1下側シート面110aとは反対側に設けられた第2下側シート面110bと、を含んでいる。第2下側シート面110bは、本体シート130に対向している。下側シート110は、全体的に平坦状に形成されていてもよく、全体的に一定の厚さを有していてもよい。この第1下側シート面110aに、モバイル端末等のハウジングHの一部を構成するハウジング部材Haが取り付けられる。第1下側シート面110aの一部が、ハウジング部材Haで覆われてもよい。図46に示すように、下側シート110の四隅に、アライメント孔112が設けられていてもよい。
図45に示すように、上側シート120は、本体シート130に対向する第1上側シート面120aと、第1上側シート面120aとは反対側に設けられた第2上側シート面120bと、を含んでいる。上側シート120は、全体的に平坦状に形成されていてもよく、全体的に一定の厚さを有していてもよい。この第2上側シート面120bに、上述の電子デバイスDが取り付けられる。図47に示すように、上側シート120の四隅に、アライメント孔122が設けられていてもよい。
図45に示すように、本体シート130は、シート本体131と、シート本体131に設けられた蒸気流路部150と、を含んでいる。シート本体131は、第1本体面131aと、第1本体面131aとは反対側に設けられた第2本体面131bと、を含んでいる。第1本体面131aは、上側シート120に対向しており、第2本体面131bは、下側シート110に対向している。
上側シート120の第1上側シート面120aとシート本体131の第1本体面131aとは、熱圧着により互いに恒久的に接合されていてもよい。同様に、下側シート110の第2下側シート面110bとシート本体131の第2本体面131bとは、熱圧着により互いに恒久的に接合されていてもよい。熱圧着による接合の例としては、例えば、拡散接合を挙げることができる。しかしながら、下側シート110、上側シート120および本体シート130は、拡散接合ではなく、恒久的に接合できれば、ろう付け等の他の方式で接合されていてもよい。
図44および図48に示すように、シート本体131は、平面視で矩形枠状に形成された枠体部132と、枠体部132内に設けられた複数のランド部133と、を含んでいる。枠体部132およびランド部133は、後述するエッチング工程においてエッチングされることなく、本体シート130の材料が残る部分である。
図示された例においては、枠体部132は、平面視で、矩形枠状に形成されている。この枠体部132の内側に、蒸気流路部150が設けられている。蒸気流路部150は、作動流体2a、2bを収容している。各ランド部133は、蒸気流路部150内に設けられており、各ランド部133の周囲を作動蒸気2aが流れるようになっている。蒸気流路部150は、上述した複数のランド部133と、後述する蒸気通路151、152と、を含んでいる。蒸気通路151、152は、各ランド部133の周囲に設けられた、作動蒸気2aが流れる通路である。
図示された例においては、ランド部133は、平面視で、X方向に延びており、ランド部133の平面形状は、細長の矩形形状になっている。X方向は、図48における左右方向に相当している。各ランド部133は、X方向に直交するY方向において離間して、互いに平行に配置されている。Y方向は、図48における上下方向に相当する。ランド部133の幅w21(図49参照)は、例えば、100μm~3000μmであってもよい。ここで、ランド部133の幅w21は、Y方向におけるランド部133の寸法であって、Z方向において後述する内側部157が存在する位置における寸法を意味している。Z方向は、本体シート130の厚さ方向に相当する。
枠体部132および各ランド部133は、下側シート110に接合されるとともに、上側シート120に接合されている。後述する上側蒸気流路凹部153の壁面155および後述する下側蒸気流路凹部154の壁面156は、ランド部133の側壁を構成している。シート本体131の第1本体面131aおよび第2本体面131bは、枠体部132および各ランド部133にわたって、平坦状に形成されていてもよい。
蒸気流路部150は、主として、作動蒸気2aが通る流路である。蒸気流路部150には、作動液2bも通ってもよい。図45および図49に示すように、蒸気流路部150は、シート本体131の第1本体面131aから第2本体面131bに延びていてもよく、シート本体131を貫通していてもよい。蒸気流路部150は、第1本体面131aにおいて上側シート120で覆われていてもよく、第2本体面131bにおいて下側シート110で覆われていてもよい。後述する上側蒸気流路凹部153の第1開口部153aが上側シート120で覆われ、後述する下側蒸気流路凹部154の第2開口部154aが下側シート110で覆われている。
図48に示すように、蒸気流路部150は、第1蒸気通路151と、複数の第2蒸気通路152と、を含んでいてもよい。蒸気流路部150は、複数のランド部133によって、第1蒸気通路151と複数の第2蒸気通路152とに区画されている。第1蒸気通路151は、枠体部132とランド部133との間に形成されている。この第1蒸気通路151は、枠体部132の内側であってランド部133の外側に連続状に形成されている。第1蒸気通路151の平面形状は、矩形枠状になっている。第1蒸気通路151は、X方向に延びる部分と、Y方向に延びる部分と、を含んでいてもよい。第2蒸気通路152は、互いに隣り合うランド部133の間に形成されている。第2蒸気通路152は、平面視で、X方向に延びており、第2蒸気通路152の平面形状は、細長の矩形形状になっている。
図45に示すように、第1蒸気通路151および第2蒸気通路152は、シート本体131の第1本体面131aから第2本体面131bに延びていてもよく、シート本体131を貫通していてもよい。第1蒸気通路151および第2蒸気通路152は、第1本体面131aに設けられた上側蒸気流路凹部153と、第2本体面131bに設けられた下側蒸気流路凹部154とによってそれぞれ構成されている。上側蒸気流路凹部153は、第1本体凹部の一例であり、下側蒸気流路凹部154は、第2本体凹部の一例である。上側蒸気流路凹部153および下側蒸気流路凹部154は、X方向に延びていてもよい。上側蒸気流路凹部153と下側蒸気流路凹部154とが互いに連通することにより、第1蒸気通路151および第2蒸気通路152が形成されている。
上側蒸気流路凹部153は、後述するエッチング工程において、本体シート130の第1本体面131aをエッチングすることによって、第1本体面131aに凹状に形成されている。ここで、第1本体面131aに凹状に形成されているとは、第1本体面131aから凹むように形成されているということを意味する。このことにより、上側蒸気流路凹部153は、図49に示すように、湾曲状に形成された壁面155を含んでいる。
図49に示すように、上側蒸気流路凹部153は、第1開口部153aと、第1開口部153aよりも第2本体面131bに近い位置に設けられた内側部157と、を含んでいる。第1開口部153aは、第1本体面131aに開口している。内側部157は、シート本体131の厚さ方向の内側に位置しており、第1開口部153aよりも、図49の下側に位置している。図49に示す断面視で、上側蒸気流路凹部153のうち最も上側蒸気流路凹部153の幅が大きい部分である。内側部157は、上側蒸気流路凹部153の下端に位置している。ここで、断面視とは、上側蒸気流路凹部153および下側蒸気流路凹部154が沿って延びるX方向に直交する断面で見た状態に相当している。図49においては、断面視の一例として、Y方向およびZ方向に沿うYZ断面でベーパーチャンバ1を見た状態であって、Z方向に直交するX方向でベーパーチャンバ1を見た状態が示されている。
図49に示すように、断面視で、上側蒸気流路凹部153は、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されている。このことにより、本体シート130のシート本体131に、上側シート支持部135が形成されている。上側シート支持部135は、シート本体131のうち上側シート120に近い位置に形成されている。上側シート支持部135は、枠体部132およびランド部133から上側蒸気流路凹部153の内側に向かって突出するように形成されている。上側シート支持部135は、第1上側シート面120aに当接して上側シート120を支持する。このことにより、上側シート120が外部から受けた力によって上側シート120に生じる曲げ応力に抗することができ、上側シート120が上側蒸気流路凹部153に入り込むように変形することを抑制できる。このため、上側蒸気流路凹部153の一部が潰れることを抑制でき、上側蒸気流路凹部153の流路断面積が小さくなることを抑制できる。
図49に示すように、断面視で、上側蒸気流路凹部153の壁面155は、第1開口部153aから内側部157に延びる第1境界縁155aを含んでいる。第1境界縁155aは、湾曲状に形成されている。第1境界縁155aは、上側蒸気流路凹部153の外側に向かって湾曲している。
このような上側蒸気流路凹部153によって、第1蒸気通路151の一部および第2蒸気通路152の一部が構成されている。上側蒸気流路凹部153は、第1蒸気通路151の上半分および第2蒸気通路152の上半分を構成している。
下側蒸気流路凹部154は、後述するエッチング工程において、本体シート130の第2本体面131bをエッチングすることによって、第2本体面131bに凹状に形成されている。ここで、第2本体面131bに凹状に形成されているとは、第2本体面131bから凹むように形成されているということを意味する。このことにより、下側蒸気流路凹部154は、図49に示すように、湾曲状に形成された壁面156を含んでいる。
図49に示すように、下側蒸気流路凹部154は、第2開口部154aを含んでいる。第2開口部154aは、第2本体面131bに開口している。下側蒸気流路凹部154の上端には、上述した内側部157が位置している。下側蒸気流路凹部154が上側蒸気流路凹部153と共通する内側部157を含んでいると言うこともできる。上側蒸気流路凹部153および下側蒸気流路凹部154は、内側部157で接続されて互いに連通している。上側蒸気流路凹部153の第1開口部153aの幅w26は、下側蒸気流路凹部154の第2開口部154aの幅w27と等しくてもよい。
図49に示すように、断面視で、下側蒸気流路凹部154は、第2開口部154aから内側部157に向かうにつれて幅が大きくなるように形成されている。このことにより、本体シート130のシート本体131に、下側シート支持部136が形成されている。下側シート支持部136は、シート本体131のうち下側シート110に近い位置に形成されている。下側シート支持部136は、枠体部132およびランド部133から下側蒸気流路凹部154の内側に向かって突出するように形成されている。下側シート支持部136は、第2下側シート面110bに当接して下側シート110を支持する。このことにより、下側シート110が外部から受けた力によって下側シート110に生じる曲げ応力に抗することができ、下側シート110が下側蒸気流路凹部154に入り込むように変形することを抑制できる。このため、下側蒸気流路凹部154の一部が潰れることを抑制でき、下側蒸気流路凹部154の流路断面積が小さくなることを抑制できる。
図49に示すように、断面視で、下側蒸気流路凹部154の壁面156は、第2開口部154aから内側部157に延びる第2境界縁156aを含んでいる。第2境界縁156aは、湾曲状に形成されている。第2境界縁156aは、下側蒸気流路凹部154の外側に向かって湾曲している。
このような下側蒸気流路凹部154によって、第1蒸気通路151の一部および第2蒸気通路152の一部が構成されている。下側蒸気流路凹部154は、第1蒸気通路151の下半分および第2蒸気通路152の下半分を構成している。
第1境界縁155aおよび第2境界縁156aは、それぞれ内側部157に向かって湾曲しており、内側部157において継ぎ目なく滑らかに接続されていてもよい。
第1蒸気通路151の平面形状は、第1開口部153aまたは第2開口部154aにより画定されている。第2蒸気通路152の平面形状は、第1開口部153aまたは第2開口部154aにより画定されている。
図49に示すような断面視で、上側蒸気流路凹部153の幅および下側蒸気流路凹部154の幅は、内側部157において最大になっている。内側部157における上側蒸気流路凹部153および下側蒸気流路凹部154の幅w22,w22’は、例えば、400μm~1600μmであってもよい。ここで、幅w22は、Y方向における第2蒸気通路152の寸法であって、Z方向において内側部157が存在する位置における寸法を意味している。第1蒸気通路151の幅w22’は、X方向またはY方向における第1蒸気通路151の寸法であって、Z方向において内側部157が存在する位置における寸法を意味している。幅w22’は、上述した幅w22と同様に、例えば、400μm~1600μmであってもよい。
Z方向における内側部157の位置は、第1本体面131aと第2本体面131bとの中間位置でもよいが、中間位置から下側または上側にずれた位置でもよい。上側蒸気流路凹部153と下側蒸気流路凹部154とが互いに連通すれば、内側部157の位置は任意である。
図示された例においては、第1境界縁155aおよび第2境界縁156aが、蒸気流路部150の外側に向かって湾曲して延びているが、これに限られることはない。例えば、第1境界縁155aおよび第2境界縁156aは、開口部153a、154aから内側部157に向かって直線状に延びていてもよいし、蒸気流路部150の内側に向かって凸状に湾曲して延びていてもよい。
このように構成された蒸気流路部150が、上述した密封空間3の一部を構成している。図45に示すように、蒸気流路部150の第1蒸気通路151および第2蒸気通路152は、主として、下側シート110と、上側シート120と、上述したシート本体131の枠体部132およびランド部133と、によって画定されている。第1蒸気通路151および第2蒸気通路152は、作動蒸気2aが通るように比較的大きな流路断面積を有している。
ここで、図45は、図面を明瞭にするために、第1蒸気通路151および第2蒸気通路152等を拡大して示しており、これらの蒸気通路151、152等の個数や配置は、図44および図48とは異なっている。
ところで、図示しないが、蒸気流路部150内に、ランド部133を枠体部132に支持する支持部が複数設けられていてもよい。互いに隣り合うランド部133同士を支持する支持部が設けられていてもよい。これらの支持部は、X方向においてランド部133の両側に設けられていてもよく、Y方向におけるランド部133の両側に設けられていてもよい。支持部は、蒸気流路部150を拡散する作動蒸気2aの流れを妨げないように形成されていてもよい。例えば、シート本体131の第1本体面131aおよび第2本体面131bのうちの一方に近い位置に配置されて、他方に近い位置には、蒸気流路凹部をなす空間が形成されるようにしてもよい。このことにより、支持部の厚さをシート本体131の厚さよりも薄くでき、第1蒸気通路151および第2蒸気通路152が、X方向およびY方向において分断されることを防止できる。
図45、図48および図49に示すように、シート本体131の第1本体面131aに、主として作動液2bが通る第1液流路部160が設けられていてもよい。より具体的には、第1液流路部160は、シート本体131の各ランド部133における第1本体面131aに設けられていてもよい。第1液流路部160には、作動蒸気2aも通ってもよい。この第1液流路部160は、上述した密封空間3の一部を構成しており、蒸気流路部150に連通している。第1液流路部160は、作動液2bを蒸発領域SRに輸送するための毛細管構造(ウィック)として構成されている。第1液流路部160は、シート本体131の各ランド部133における第1本体面131aの全体にわたって形成されていてもよい。図示された例においては、シート本体131の各ランド部133における第2本体面131bには、第1液流路部160は設けられていないが、シート本体131のランド部133における第2本体面131bに、第1液流路部160が設けられていてもよい。
図50に示すように、第1液流路部160は、第1本体面131aに設けられた複数の溝で構成されていてもよい。より具体的には、第1液流路部160は、作動液2bが通る複数の主流溝161と、主流溝161に連通する複数の連絡溝165と、を含んでいてもよい。
各主流溝161は、図50に示すように、X方向に延びるように形成されている。主流溝161は、主として、作動液2bが毛細管作用によって流れるように、蒸気流路部150の第1蒸気通路151または第2蒸気通路152よりも小さな流路断面積を有している。このことにより、主流溝161は、作動蒸気2aから凝縮した作動液2bを蒸発領域SRに輸送するように構成されている。各主流溝161は、Y方向において離間して配置されていてもよい。
主流溝161は、後述するエッチング工程において、シート本体131の第1本体面131aをエッチングすることによって形成される。このことにより、主流溝161は、図49に示すように、湾曲状に形成された壁面162を含んでいる。この壁面162は、主流溝161を画定し、第2本体面131bに向かって凹状に湾曲している。
図49および図50に示す主流溝161の幅w23は、例えば、5μm~150μmであってもよい。なお、主流溝161の幅w23は、第1本体面131aにおける寸法を意味しており、Y方向寸法に相当している。図49に示す主流溝161の深さh21は、例えば、3μm~150μmであってもよい。深さh21は、Z方向における寸法に相当している。
図50に示すように、各連絡溝165は、X方向とは異なる方向に延びている。図示された例においては、各連絡溝165は、Y方向に延びるように形成されており、主流溝161に垂直に形成されている。いくつかの連絡溝165は、互いに隣り合う2つの主流溝161を連通するように配置されている。他の連絡溝165は、蒸気通路151、152と主流溝161とを連通するように配置されている。当該連絡溝165は、Y方向におけるランド部133の端縁から当該端縁に隣り合う主流溝161に延びている。このようにして、蒸気通路151、152と主流溝161とが連通している。
連絡溝165は、主として、作動液2bが毛細管作用によって流れるように、蒸気通路151、152よりも小さな流路断面積を有している。各連絡溝165は、X方向において離間して配置されていてもよい。
連絡溝165も、主流溝161と同様に、エッチングによって形成され、主流溝161と同様の湾曲状に形成された壁面(図示せず)を含んでいる。図50に示す連絡溝165の幅w24は、主流溝161の幅w23と等しくてもよいが、幅w23よりも大きくてもよく、あるいは小さくてもよい。幅w24は、X方向における寸法に相当している。連絡溝165の深さは、主流溝161の深さh21と等しくてもよいが、深さh21よりも深くてもよく、あるいは浅くてもよい。
図50に示すように、第1液流路部160は、シート本体131の第1本体面131aに設けられた凸部列163を含んでいてもよい。凸部列163は、互いに隣り合う2つの主流溝161の間に設けられている。各凸部列163は、X方向に配列された複数の凸部164を含んでいる。凸部164は、第1液流路部160内に設けられており、上側シート120の第1上側シート面120aに当接している。各凸部164は、平面視で、X方向が長手方向となるように矩形状に形成されている。Y方向において互いに隣り合う2つの凸部164の間に、主流溝161が介在され、X方向において互いに隣り合う2つの凸部164の間には、連絡溝165が介在されている。連絡溝165は、Y方向に延びるように形成され、Y方向において互いに隣り合う2つの主流溝161を連通している。このことにより、これらの主流溝161の間で作動液2bが往来可能になっている。
凸部164は、後述するエッチング工程においてエッチングされることなく、本体シート130の材料が残る部分である。図50に示すように、凸部164の平面形状が、矩形形状になっていてもよい。凸部164の平面形状は、第1本体面131aの位置における形状であってもよい。
図50に示すように、凸部164は、千鳥状に配置されていてもよい。より具体的には、Y方向において互いに隣り合う2つの凸部列163の凸部164が、X方向において互いにずれて配置されていてもよい。このずれ量は、X方向における凸部164の配列ピッチの半分であってもよい。凸部164の幅w25は、例えば、5μm~500μmであってもよい。幅w25は、Y方向における寸法に相当している。凸部164の幅w25は、第1本体面131aにおける寸法を意味している。凸部164の配置は、千鳥状であることに限られることはなく、並列配列されていてもよい。この場合、Y方向において互いに隣り合う2つの凸部列163の凸部164が、X方向においても整列される。
主流溝161は、連絡溝165と連通する交差部166を含んでいる。交差部166において、主流溝161と連絡溝165とがT字状に連通している。このことにより、交差部166において、連絡溝165の両側に位置する交差部166の両方が当該主流溝161に連通することを回避できる。このことにより、当該交差部166において、主流溝161の壁面162がY方向の両側で切り欠かれることを防止し、壁面162のうち主流溝161とは反対側の部分を残存させることができる。このため、交差部166においても、主流溝161内の作動液に毛細管作用を付与させることができ、蒸発領域SRに向かう作動液2bの推進力が交差部166で低下することを抑制できる。Y方向の両側は、図8における上側および下側に相当している。
図48に示すように、本体シート130のシート本体131の四隅に、アライメント孔134が設けられていてもよい。図48に示す例においては、アライメント孔134の平面形状は円形状であるが、これに限られることはない。アライメント孔134は、シート本体131を貫通していてもよい。
図44に示すように、ベーパーチャンバ1は、密封空間3に作動液2bを注入するための注入部4を備えていてもよい。図44に示す例においては、注入部4は、X方向負側の端縁に設けられていてもよく、蒸発領域SRに近い位置に配置されていてもよい。X方向負側は、図2における左側に相当している。注入部4は、本体シート130に形成された注入流路137を含んでいてもよい。作動液2bが注入された後、注入流路137は封止されてもよい。
ところで、下側シート110、上側シート120および本体シート130を構成する材料は、熱伝導率が良好な材料であれば特に限られることはないが、下側シート110、上側シート120および本体シート130は、例えば、銅または銅合金を含んでいてもよい。この場合、各シート110、120、130の熱伝導率を高めることができ、ベーパーチャンバ1の放熱効率を高めることができる。作動流体2a、2bとして純水を使用する場合には、腐食を防止できる。なお、所望の放熱効率を得るとともに腐食を防止できれば、これらのシート110、120、130には、アルミニウムやチタン等の他の金属材料や、ステンレス等の他の金属合金材料を用いることもできる。下側シート110、上側シート120および本体シート130を構成する材料は、上述した第1シート10、第2シート20およびウィックシート30を構成する材料と同様であってもよい。
図45に示すベーパーチャンバ1の厚さt21は、例えば、100μm~1000μmであってもよい。ベーパーチャンバ1の厚さt21を100μm以上にすることにより、蒸気流路部150を適切に確保でき、ベーパーチャンバ1として適切に機能させることができる。一方、厚さt21を1000μm以下にすることにより、ベーパーチャンバ1の厚さt21が厚くなることを抑制できる。
図45に示す下側シート110の厚さt22は、例えば、6μm~100μmであってもよい。下側シート110の厚さt22を6μm以上にすることにより、下側シート110の機械的強度を確保できる。一方、下側シート110の厚さt22を100μm以下にすることにより、ベーパーチャンバ1の厚さt21が厚くなることを抑制できる。同様に、図45に示す上側シート120の厚さt23は、下側シート110の厚さt22と同様に設定されていてもよい。上側シート120の厚さt23と下側シート110の厚さt22は、互いに異なっていてもよい。
図45に示す本体シート130の厚さt24は、例えば、50μm~400μmであってもよい。本体シート130の厚さt24を50μm以上にすることにより、蒸気流路部150を適切に確保でき、ベーパーチャンバ1として適切に機能させることができる。一方、400μm以下にすることにより、ベーパーチャンバ1の厚さt21が厚くなることを抑制できる。
次に、このような構成からなるベーパーチャンバ1の製造方法について、図51~図55を用いて説明する。
ここでは、初めに、各シート110、120、130を準備するシート準備工程について説明する。このシート準備工程は、下側シート110を準備する下側シート準備工程と、上側シート120を準備する上側シート準備工程と、本体シート130を準備する本体シート準備工程と、を含んでいる。
下側シート準備工程においては、まず、所望の厚さを有する下側シート母材を準備する。下側シート母材は、圧延材であってもよい。続いて、下側シート母材を、エッチングすることにより、所望の平面形状を有する下側シート110を形成する。あるいは、下側シート母材を、プレス加工することにより、所望の平面形状を有する下側シート110を形成してもよい。このようにして、図46に示すような外形輪郭形状を有する下側シート110を準備できる。
上側シート準備工程においても、下側シート準備工程と同様に、まず、所望の厚さを有する上側シート母材を準備する。上側シート母材は、圧延材であってもよい。続いて、上側シート母材を、エッチングすることにより、所望の平面形状を有する上側シート120を形成する。あるいは、上側シート母材を、プレス加工することにより、所望の平面形状を有する上側シート120を形成してもよい。このようにして、図47に示すような外形輪郭形状を有する上側シート120を準備できる。
本体シート準備工程は、材料シート準備工程と、レジストパターン形成工程と、エッチング工程と、レジストパターン除去工程と、を含んでいる。材料シート準備工程は、金属材料シートMを準備する工程である。レジストパターン形成工程は、金属材料シートM上にレジストパターンを形成する工程である。エッチング工程は、金属材料シートMをエッチングする工程である。レジストパターン除去工程は、レジストパターンを除去する工程である。
まず、材料シート準備工程において、図51に示すように、第1材料面Maと第2材料面Mbとを含む、平板状の金属材料シートMを準備する。金属材料シートMは、所望の厚さを有する圧延材であってもよい。
次に、レジストパターン形成工程において、まず、金属材料シートMの第1材料面Maおよび第2材料面Mb上に、レジスト膜が形成される。レジスト膜は、感光性レジスト材料を含んでいる。このレジスト膜を露光および現像することにより、レジスト膜に上述した蒸気流路部150や第1液流路部160のパターンが形成される。続いて、このレジスト膜を露光および現像する。このことにより、図52に示すように、金属材料シートMの第1材料面Ma上に第1レジストパターンRaを形成できるとともに、金属材料シートMの第2材料面Mb上に第2レジストパターンRbを形成できる。
続いて、エッチング工程において、図53に示すように、金属材料シートMをエッチングして、蒸気流路部150および第1液流路部160を形成する。より具体的には、レジストパターンRa、Rbの開口を介して、金属材料シートMの第1材料面Maおよび第2材料面Mbをエッチングする。このことにより、金属材料シートMの第1材料面Maおよび第2材料面Mbがパターン状にエッチングされて、図53に示すように、蒸気流路部150および第1液流路部160が形成される。
なお、エッチング工程において、蒸気流路部150が形成される部分に、第1液流路部160が形成される部分などの他の部分よりも高い圧力でエッチング液を供給してもよい。このことにより、開口部153a、154aから内側部157に向かうにつれて幅が大きくなるような上側蒸気流路凹部153および下側蒸気流路凹部154を形成できる。エッチング液には、例えば、塩化第二鉄水溶液等の塩化鉄系エッチング液、または塩化銅水溶液等の塩化銅系エッチング液を用いてもよい。例えば、第1液流路部160を形成するためのエッチング処理とは別の工程として、蒸気流路部150を形成するためのエッチング処理を行ってもよい。
エッチング工程において、金属材料シートMの第1材料面Maおよび第2材料面Mbを同時にエッチングしてもよい。しかしながら、本開示はこのことに限られることはなく、第1材料面Maと第2材料面Mbのエッチングは別々の工程として行われてもよい。
エッチング工程において、金属材料シートMの第1材料面Maおよび第2材料面Mbをエッチングすることにより、図48に示すような所定の外形輪郭形状を得ることができる。図48に示すような外周縁を有する本体シート130を得ることができる。
その後、レジストパターン除去工程において、例えばアルカリ系剥離液を用いることによって、図54に示すように、本体シート130からレジストパターンRa、Rbを除去する。
このようにして、図48に示すような本体シート130を準備できる。
準備工程の後、接合工程として、図55に示すように、下側シート110、上側シート120および本体シート130を接合する。
より具体的には、まず、下側シート110、本体シート130および上側シート120をこの順番で積層する。この場合、下側シート110の第2下側シート面110bに、本体シート130の第2本体面131bを重ね合わせ、本体シート130の第1本体面131aに、上側シート120の第1上側シート面120aを重ね合わせる。下側シート110のアライメント孔112と、本体シート130のアライメント孔134と、上側シート120のアライメント孔122とを用いて、各シート110、120、130を位置合わせしてもよい。
続いて、下側シート110、本体シート130および上側シート120を仮止めする。例えば、スポット的に抵抗溶接を行って、これらのシート110、120、130を仮止めしてもよく、あるいはレーザ溶接でこれらのシート110、120、130を仮止めしてもよい。
次に、下側シート110と、本体シート130と、上側シート120とを、熱圧着によって恒久的に接合する。例えば、拡散接合によって、これらのシート110、120、130を恒久的に接合してもよい。このことにより、下側シート110と上側シート120との間に、蒸気流路部150と第1液流路部160とを有する密封空間3が形成される。この段階では、密封空間3は、上述した注入流路137が封止されておらず、注入流路137を介して外部に連通している。
接合工程の後、注入工程として、注入部4の注入流路137から密封空間3に作動液2bを注入する。
注入工程の後、封止工程として、注入流路137を封止する。このことにより、密封空間3と外部との連通が遮断され、密封空間3が密封される。このため、作動液2bが封入された密封空間3を得ることができ、密封空間3内の作動液2bが外部に漏洩することを防止できる。
以上のようにして、本実施の形態によるベーパーチャンバ1を得ることができる。
次に、ベーパーチャンバ1の作動方法、すなわち、電子デバイスDの冷却方法について説明する。
上述のようにして得られたベーパーチャンバ1は、モバイル端末等のハウジングH内に設置されるとともに、上側シート120の第2上側シート面120bに、被冷却装置であるCPU等の電子デバイスDが取り付けられる。あるいは、電子デバイスDにベーパーチャンバ1が取り付けられる。密封空間3内の作動液2bは、その表面張力によって、密封空間3の壁面に付着する。より具体的には、上側蒸気流路凹部153の壁面155、下側蒸気流路凹部154の壁面156、第1液流路部160の主流溝161の壁面162および連絡溝165の壁面に付着する。作動液2bは、下側シート110の第2下側シート面110bのうち下側蒸気流路凹部154に露出した部分にも付着し得る。作動液2bは、上側シート120の第1上側シート面120aのうち上側蒸気流路凹部153、主流溝161および連絡溝165に露出した部分にも付着し得る。
この状態で電子デバイスDが発熱すると、蒸発領域SR(図48参照)に存在する作動液2bが、電子デバイスDから熱を受ける。受けた熱は潜熱として吸収されて作動液2bが蒸発し、作動蒸気2aが生成される。生成された作動蒸気2aの多くは、図48の実線矢印で示すように、密封空間3を構成する上側蒸気流路凹部153および下側蒸気流路凹部154内で拡散する。各蒸気流路凹部153、154内の作動蒸気2aは、蒸発領域SRから離れ、作動蒸気2aの多くは、図48における右側の部分に相当する比較的温度の低い凝縮領域CRに輸送される。凝縮領域CRにおいて、作動蒸気2aは、主として下側シート110に放熱して冷却される。下側シート110が作動蒸気2aから受けた熱は、ハウジング部材Ha(図45参照)を介して外気に伝達される。
作動蒸気2aは、凝縮領域CRにおいて下側シート110に放熱することにより、蒸発領域SRにおいて吸収した潜熱を失って凝縮し、作動液2bが生成される。生成された作動液2bは、各蒸気流路凹部153、154の壁面155、156および下側シート110の第2下側シート面110bおよび上側シート120の第1上側シート面120aに付着する。ここで、蒸発領域SRでは作動液2bが蒸発し続けているため、第1液流路部160のうち凝縮領域CRにおける作動液2bは、図48の破線矢印で示すように、各主流溝161の毛細管作用により、蒸発領域SRに向かって輸送される。このことにより、各壁面155、156、第2下側シート面110bおよび第1上側シート面120aに付着した作動液2bは、第1液流路部160に移動し、連絡溝165を通過して主流溝161に入り込む。このようにして、各主流溝161および各連絡溝165に、作動液2bが充填される。このため、充填された作動液2bは、各主流溝161の毛細管作用により、蒸発領域SRに向かう推進力を得て、蒸発領域SRに向かってスムーズに輸送される。
第1液流路部160においては、各主流溝161が、対応する連絡溝165を介して、隣り合う他の主流溝161と連通している。このことにより、互いに隣り合う主流溝161同士で、作動液2bが往来し、主流溝161でドライアウトが発生することが抑制される。このため、各主流溝161内の作動液2bに毛細管作用が付与されて、作動液2bは、蒸発領域SRに向かってスムーズに輸送される。
蒸発領域SRに達した作動液2bは、電子デバイスDから再び熱を受けて蒸発する。作動液2bから蒸発した作動蒸気2aは、蒸発領域SR内の連絡溝165を通って、流路断面積が大きい上側蒸気流路凹部153および下側蒸気流路凹部154に移動し、各蒸気流路凹部153、154内で拡散する。このようにして、作動流体2a、2bが、相変化、すなわち蒸発と凝縮とを繰り返しながら密封空間3内を還流して電子デバイスDの熱を輸送して放出する。この結果、電子デバイスDが冷却される。
ここで、ベーパーチャンバ1は、薄型化されているため、外部から受ける力によって変形するおそれがある。ベーパーチャンバ1が変形した場合、ベーパーチャンバ1内の上側蒸気流路凹部153および下側蒸気流路凹部154の一部が潰れ、上側蒸気流路凹部153および下側蒸気流路凹部154の流路断面積が小さくなることが考えられる。この場合、ベーパーチャンバ1の作動蒸気2aの輸送能力が低下し、ベーパーチャンバ1の性能が低下するおそれがある。
これに対して本実施の形態によれば、断面視で、上側蒸気流路凹部153は、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されている。この場合、本体シート130のシート本体131に、上側シート120を支持する上側シート支持部135が形成される。このことにより、上側シート120が外部から受けた力によって上側シート120に生じる曲げ応力に抗することができ、上側シート120が上側蒸気流路凹部153に入り込むように変形することを抑制できる。このため、上側蒸気流路凹部153の一部が潰れることを抑制でき、上側蒸気流路凹部153の流路断面積が小さくなることを抑制できる。この結果、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下を抑制でき、ベーパーチャンバ1の性能低下を抑制できる。
また、本実施の形態によれば、上側蒸気流路凹部153の第1境界縁155aは、上側蒸気流路凹部153の外側に向かって湾曲している。このことにより、上側蒸気流路凹部153の流路断面積を大きくできる。このため、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下を抑制でき、ベーパーチャンバ1の性能低下をより一層抑制できる。
また、本実施の形態によれば、断面視で、下側蒸気流路凹部154は、第2開口部154aから内側部157に向かうにつれて幅が大きくなるように形成されている。この場合、本体シート130のシート本体131に、下側シート110を支持する下側シート支持部136が形成される。このことにより、下側シート110が外部から受けた力によって下側シート110に生じる曲げ応力に抗することができ、下側シート110が下側蒸気流路凹部154に入り込むように変形することを抑制できる。このため、下側蒸気流路凹部154の一部が潰れ、下側蒸気流路凹部154の流路断面積が小さくなることを抑制できる。この結果、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下をより一層抑制でき、ベーパーチャンバ1の性能低下をより一層抑制できる。
また、本実施の形態によれば、下側蒸気流路凹部154の第2境界縁156aは、下側蒸気流路凹部154の外側に向かって湾曲している。このことにより、下側蒸気流路凹部154の流路断面積を大きくできる。このため、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下をより一層抑制でき、ベーパーチャンバ1の性能低下をより一層抑制できる。
また、本実施の形態によれば、上側蒸気流路凹部153の第1境界縁155aが上側蒸気流路凹部153の外側に向かって湾曲しているとともに、下側蒸気流路凹部154の第2境界縁156aが下側蒸気流路凹部154の外側に向かって湾曲している。このことにより、第1境界縁155aおよび第2境界縁156aに、蒸気流路部150の内側に向かって突出した突起が設けられることを回避できる。このため、蒸気流路部150内において、このような突起によって作動蒸気2aの流れが妨げられることを回避でき、作動蒸気2aをスムーズに輸送できる。この結果、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下をより一層抑制でき、ベーパーチャンバ1の性能低下をより一層抑制できる。
(第1変形例)
上述した実施の形態においては、図49に示すように、上側蒸気流路凹部153の第1開口部153aの幅w26が、下側蒸気流路凹部154の第2開口部154aの幅w27と等しい例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、図56Aに示すように、第2開口部154aの幅w27が、第1開口部153aの幅w26よりも大きくてもよい。この場合、下側蒸気流路凹部154の流路断面積を大きくできる。このため、ベーパーチャンバ1の作動蒸気2aの輸送能力の向上できる。また、第1開口部153aの幅w26を、第2開口部154aの幅w27よりも小さくでき、シート本体131の第1本体面131aに、より多くの第1液流路部160を設けることができる。ベーパーチャンバ1の作動液2bの輸送能力を向上させることができ。このように本変形例によれば、ベーパーチャンバ1の熱輸送効率を高めることができる。
あるいは、図56Bに示すように、第2開口部154aの幅w27が、第1開口部153aの幅w26よりも小さくてもよい。この場合、下側蒸気流路凹部154の流路断面積を小さくできる。このことにより、シート本体131の機械的強度を向上できる。また、下側シート支持部136を下側蒸気流路凹部154の内側に延ばすことができる。このため、下側シート110が外部から受けた力によって下側シート110に生じる曲げ応力に抗することができ、下側シート110が下側蒸気流路凹部154に入り込むように変形することを抑制できる。
(第2変形例)
上述した実施の形態においては、図49に示すように、上側蒸気流路凹部153の第1開口部153aが、平面視で、下側蒸気流路凹部154の第2開口部154aと重なっている例について説明した。この場合、第1開口部153aと、第2開口部154aは、Y方向にずれていない。しかしながら、本開示はこのことに限られることはない。例えば、図56Cに示すように、第1開口部153aと第2開口部154aは、Y方向において互いにずれていてもよい。図56Cに示すように、第1開口部153aが、第2開口部154aに対して一方の側にずれている。図56Cに示す例では、第1蒸気通路151の第1開口部153aが、第1蒸気通路151の第2開口部154aよりも右側にずれている。第1蒸気通路151に隣り合う第2蒸気通路152の第1開口部153aが、この第2蒸気通路152の第2開口部154aよりも右側にずれている。第1開口部153aと第2開口部154aとのずれ量が、寸法δで示されている。図56Cに示す例では、第1開口部153aの幅w26は、第2開口部154aの幅w27と等しくてもよい。
本変形例によれば、第1開口部153aと第2開口部154aをずらして配置できるため、シート本体131の機械的強度を向上できる。より具体的には、第1開口部153aと第2開口部154aのうち平面視で重なる部分を小さくでき、Y方向において、シート本体131を構成する材料が存在しない範囲を低減できる。このため、上側蒸気流路凹部153および下側蒸気流路凹部154を形成することによる機械的強度の低下を抑制でき、シート本体131の機械的強度を向上できる。
第2開口部154aに対する第1開口部153aのずれる向きは、各蒸気通路151、152について同じであってもよいが、異なっていてもよい。例えば、図56Dに示すように、第1蒸気通路151におけるずれる向きは、図56Dの右側になっている。第1蒸気通路151に隣り合う第2蒸気通路152におけるずれる向きは、図56Dの左側になっている。図56Dに示すように、ずれる向きが右側である第2蒸気通路152と、ずれる向きが左側である第2蒸気通路152とが混在していてもよい。この場合、機械的強度に指向性が現れることを抑制でき、シート本体131の機械的強度を向上できる。あるいは、図56Eに示すように、第1開口部153aと第2開口部154aがY方向にずれていない蒸気通路151、152が存在していてもよい。この場合においても、機械的強度に指向性が現れることを抑制でき、シート本体131の機械的強度を向上できる。
(第3変形例)
上述した実施の形態においては、断面視で、図49に示すように、上側蒸気流路凹部153および下側蒸気流路凹部154の両方が、開口部153a、154aから内側部157に向かうにつれて幅が大きくなるように形成されている例について説明した。しかしながら、本開示はこのことに限られることはない。例えば、断面視で、上側蒸気流路凹部153および下側蒸気流路凹部154のうちの一方が、開口部153a、154aから内側部157に向かうにつれて幅が大きくなるように形成されていてもよい。上側蒸気流路凹部153および下側蒸気流路凹部154のうちの他方が、開口部153a、154aから内側部157に向かうにつれて幅が小さくなるように形成されていてもよい。
図57および図58に示す例においては、断面視で、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されている。一方、下側蒸気流路凹部154は、第2開口部154aから内側部157に向かうにつれて幅が小さくなるように形成されている。このため、蒸気流路部150の幅は、第2開口部154aにおいて最も大きくなっている。第2開口部154aの幅w27は、第1開口部153aの幅w26よりも大きい。
図57および図58に示す例においては、上側蒸気流路凹部153の第1境界縁155aは、湾曲状に形成されている。第1境界縁155aは、上側蒸気流路凹部153の外側に向かって湾曲している。下側蒸気流路凹部154の第2境界縁156aも、湾曲状に形成されている。第2境界縁156aは、上側蒸気流路凹部153の外側に向かって湾曲している。第1境界縁155aおよび第2境界縁156aは、内側部157において接続されている。
本変形例においても、断面視で、上側蒸気流路凹部153が第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されている。このことにより、本体シート130のシート本体131に、上側シート120を支持する上側シート支持部135が形成される。このため、上側蒸気流路凹部153の一部が潰れ、上側蒸気流路凹部153の流路断面積が小さくなることを抑制できる。この結果、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下を抑制し、ベーパーチャンバ1の性能低下を抑制できる。
また、本変形例によれば、下側蒸気流路凹部154の流路断面積を大きくできる。このため、ベーパーチャンバ1の作動蒸気2aの輸送能力を向上できる。一方、上側蒸気流路凹部153の流路断面積を小さくすることができるため、シート本体131の第1本体面131aにより多くの第1液流路部160を設けることができる。このため、ベーパーチャンバ1の作動液2bの輸送能力を向上させることができる。このように本変形例によれば、ベーパーチャンバ1の熱輸送効率を高めることができる。
(第4変形例)
上述した実施の形態において、ベーパーチャンバ1が屈曲していてもよい。ベーパーチャンバ1は、下側シート110、上側シート120および本体シート130が屈曲した屈曲部BPを含んでいてもよい。
例えば、屈曲部BPは、図59に示す屈曲線BLに沿ってベーパーチャンバ1を屈曲させることにより形成されてもよい。屈曲線BLは、平面視でX方向に交差する方向に延びていてもよく、X方向に直交するY方向に延びていてもよい。図59に示す例においては、屈曲線BLは、X方向におけるベーパーチャンバ1の中央部において、Y方向に延びるように設けられている。ベーパーチャンバ1が屈曲線BLに沿って屈曲されることにより、図60に示すような、下側シート110、上側シート120および本体シート130が屈曲した屈曲部BPを有するベーパーチャンバ1を得ることができる。屈曲線BLは、図18および図19に示すように、平面視でX方向に傾斜する方向に延びていてもよい。
図60に示す例においては、ベーパーチャンバ1は、上側シート120が屈曲の内側に位置し、下側シート110が屈曲の外側に位置するように屈曲している。ここで、屈曲部BPは、屈曲線BLを含む、X方向に一定の幅を持った領域である。屈曲部BPにおける屈曲角度は任意である。図60に示す例においては、屈曲角度は90度であり、直角である。このため、ベーパーチャンバ1は、略L字形状に屈曲し
ている。しかしながら、本開示はこのことに限られることはない。例えば、ベーパーチャンバ1を湾曲するように屈曲させて、ベーパーチャンバ1の断面形状がU字形状になるようにしてもよい。例えば、ベーパーチャンバ1を複数回屈曲させて、ベーパーチャンバ1の断面形状が角張ったU字形状等になるようにしてもよい。このようにベーパーチャンバ1を屈曲させることによって、ベーパーチャンバ1のハウジングH内における配置の自由度を向上させることができる。
このような屈曲部BPを有するベーパーチャンバ1は、ベーパーチャンバ1の製造工程において、封止工程の後に屈曲工程を行うことによって作製されてもよい。例えば、屈曲工程において、下側シート110、上側シート120および本体シート130を屈曲線BLに沿って屈曲させてもよい。
このようなベーパーチャンバ1において、上述した上側蒸気流路凹部153および上述した下側蒸気流路凹部154は、少なくとも屈曲部BPに設けられている。上側蒸気流路凹部153および下側蒸気流路凹部154は、屈曲部BPを交差するように設けられていてもよい。図示された例においては、屈曲部BPがY方向に延びるとともに、上側蒸気流路凹部153および下側蒸気流路凹部154が、屈曲部BPを挟んでX方向に延びている。図4に示すベーパーチャンバ1と同様に、図60に示す屈曲されたベーパーチャンバ1の屈曲部BPのX方向両側の領域においては、矢印V1、V2で示す方向で見た状態が平面視に相当する。そして、屈曲部BPにおける断面視で、図45および図49に示すように、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されていてもよい。下側蒸気流路凹部154が、第2開口部154aから内側部157に向かうにつれて幅が大きくなるように形成されていてもよい。
ベーパーチャンバ1を屈曲させた場合、屈曲の内側に位置する上側シート120は、屈曲部BPにおいて圧縮応力を受けて上側蒸気流路凹部153に入り込むように変形し得る。屈曲の外側に位置する下側シート110は、屈曲部BPにおいて引張応力を受けて下側蒸気流路凹部154に入り込むように変形し得る。この場合、上側蒸気流路凹部153および下側蒸気流路凹部154の一部が潰れ、上側蒸気流路凹部153および下側蒸気流路凹部154の流路断面積が小さくなることが考えられる。
これに対して本変形例によれば、屈曲部BPにおける断面視で、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されている。この場合、本体シート130のシート本体131に、上側シート120を支持する上側シート支持部135が形成される。このことにより、上側シート120が屈曲された場合に上側シート120に生じる応力に抗することができ、上側シート120が上側蒸気流路凹部153に入り込むように変形することを抑制できる。このため、上側蒸気流路凹部153の一部が潰れることを抑制でき、上側蒸気流路凹部153の流路断面積が小さくなることを抑制できる。この結果、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下を抑制し、ベーパーチャンバ1の性能低下を抑制できる。
また、本変形例によれば、屈曲部BPにおける断面視で、下側蒸気流路凹部154が、第2開口部154aから内側部157に向かうにつれて幅が大きくなるように形成されている。この場合、本体シート130のシート本体131に、下側シート110を支持する下側シート支持部136が形成される。このことにより、下側シート110が屈曲された場合に下側シート110に生じる応力に抗することができ、下側シート110が下側蒸気流路凹部154に入り込むように変形することを抑制できる。このため、下側蒸気流路凹部154の一部が潰れることを抑制でき、下側蒸気流路凹部154の流路断面積が小さくなることを抑制できる。この結果、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下をより一層抑制し、ベーパーチャンバ1の性能低下をより一層抑制できる。
屈曲部BPとは異なる位置において、上側蒸気流路凹部153および下側蒸気流路凹部154は、任意の形状を有していてもよい。例えば、屈曲部BPとは異なる位置における断面視でも、同様に、図45および図49に示すように、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されていてもよい。下側蒸気流路凹部154が、第2開口部154aから内側部157に向かうにつれて幅が大きくなるように形成されていてもよい。
あるいは、例えば、屈曲部BPとは異なる位置における断面視では、図57および図58に示すように、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されていてもよい。下側蒸気流路凹部154が、第2開口部154aから内側部157に向かうにつれて幅が小さくなるように形成されていてもよい。
この場合においても、屈曲部BPに位置する上側蒸気流路凹部153および下側蒸気流路凹部154の一部が潰れることを抑制できる。このため、上側蒸気流路凹部153および下側蒸気流路凹部154の流路断面積が小さくなることを抑制できる。一方、屈曲部BPとは異なる位置においては、ベーパーチャンバ1の作動蒸気2aおよび作動液2bの輸送能力を向上させることができる。このように、ベーパーチャンバ1の屈曲に起因したベーパーチャンバ1の性能低下を抑制しつつ、ベーパーチャンバ1の熱輸送効率を高めることができる。
あるいは、例えば、屈曲部BPとは異なる位置における断面視では、図61および図62に示すように、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が小さくなるように形成されていてもよい。下側蒸気流路凹部154が、第2開口部154aから内側部157に向かうにつれて幅が小さくなるように形成されていてもよい。
図61および図62に示す例においては、上側蒸気流路凹部153の第1境界縁155aは、湾曲状に形成されている。第1境界縁155aは、上側蒸気流路凹部153の外側に向かって湾曲している。下側蒸気流路凹部154の第2境界縁156aも、湾曲状に形成されている。第2境界縁156aは、上側蒸気流路凹部153の外側に向かって湾曲している。第1境界縁155aおよび第2境界縁156aは、内側部157において接続されている。内側部157は、第1境界縁155aと第2境界縁156aとが接続されることにより、蒸気流路部150の内側に向かって突出するように形成されている。図61および図62に示された例においては、蒸気通路151、152の幅は、内側部157において最も小さくなっている。
この場合においても、屈曲部BPに位置する上側蒸気流路凹部153および下側蒸気流路凹部154の一部が潰れることを抑制できる。このため、上側蒸気流路凹部153および下側蒸気流路凹部154の流路断面積が小さくなることを抑制できる。一方、屈曲部BPとは異なる位置においては、上側蒸気流路凹部153のうち図11に示す流路角部56と同様な流路角部の毛細管作用を高めることができる。より具体的には、第1境界縁155aと第1上側シート面120aとがなす角度を、90度よりも小さくでき、流路角部を鋭角にできる。第1境界縁155aと第1上側シート面120aとがなす角度は、第1境界縁155aと第1上側シート面120aの交点を通る第1境界縁155aの接線と当該交点を通る第1上側シート面120aの接線とがなす角度であってもよい。同様に、下側蒸気流路凹部154のうち図11に示す流路角部55と同様な流路角部の毛細管作用を高めることができる。より具体的には、第2境界縁156aと第2下側シート面110bとがなす角度を90度よりも小さくでき、鋭角にできる。このことにより、各蒸気流路凹部153、154の壁面155、156に付着した作動液2bに対する毛細管作用を高めることができ、壁面155、156に付着した作動液2bを、第1液流路部160の主流溝161にスムーズに移動させることができる。このため、ベーパーチャンバ1の作動液2bの輸送能力を向上させることができる。このように、ベーパーチャンバ1の屈曲に起因したベーパーチャンバ1の性能低下を抑制しつつ、ベーパーチャンバ1の熱輸送効率を高めることができる。
あるいは、屈曲部BPにおける断面視では、図57および図58に示すように、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されていてもよい。下側蒸気流路凹部154が、第2開口部154aから内側部157に向かうにつれて幅が小さくなるように形成されていてもよい。上述のように、上側シート120が屈曲の内側に位置していてもよい。しかしながら、下側シート110が、屈曲の内側に位置していてもよい。
この場合においても、屈曲部BPに位置するシート本体131に、上側シート120を支持する上側シート支持部135が形成される。このことにより、上側シート120が屈曲された場合に上側シート120に生じる応力に抗することができ、上側シート120が上側蒸気流路凹部153に入り込むように変形することを抑制できる。このため、上側蒸気流路凹部153の一部が潰れることを抑制でき、上側蒸気流路凹部153の流路断面積が小さくなることを抑制できる。また、屈曲部BPにおいて、下側蒸気流路凹部154の流路断面積を大きくできる。このため、ベーパーチャンバ1の作動蒸気2aの輸送能力を向上させることができる。このように、ベーパーチャンバ1の屈曲に起因したベーパーチャンバ1の性能低下を抑制しつつ、ベーパーチャンバ1の熱輸送効率を高めることができる。また、上側シート120が上側蒸気流路凹部153に入り込むような変形を抑制できるため、蒸気通路151、152における連絡溝165の開口が上側シート120によって塞がれることを抑制できる。このため、屈曲部BPに位置する第1液流路部160において作動液2bが蒸発する場合には、蒸発した作動蒸気2aを、蒸気通路151、152にスムーズに拡散できる。
第2開口部154aの幅w27を第1開口部153aの幅w26よりも大きくできる。このことにより、下側シート110のうち下側蒸気流路凹部154に重なる部分を、下側蒸気流路凹部154に入り込むように変形できる。この場合、下側蒸気流路凹部154のうち図11に示す流路角部55と同様な流路角部の毛細管作用を高めることができる。このため、下側蒸気流路凹部154に、作動液2bが滞留することを抑制でき、作動蒸気2aの流れが阻害されることを抑制できる。シート本体131の第2本体面131bに第1液流路部160が形成されている場合には、作動液2bを迅速に第1液流路部160に移動できる。
屈曲部BPにおける断面視での蒸気流路凹部153、154が図57および図58に示すように形成されている場合、屈曲部BPとは異なる位置における断面視で、蒸気流路凹部153、154は、図57および図58に示すように形成されていてもよい。あるいは屈曲部BPとは異なる位置における断面視では、蒸気流路凹部153、154は、図61および図62に示すように形成されていてもよい。上側蒸気流路凹部153は、第1開口部153aから内側部157に向かうにつれて幅が小さくなるように形成されていてもよい。下側蒸気流路凹部154は、第2開口部154aから内側部157に向かうにつれて幅が小さくなるように形成されていてもよい。
この場合、屈曲部BPとは異なる位置においては、第1境界縁155aと第1上側シート面120aとがなす角度および第2境界縁156aと第2下側シート面110bとがなす角度を90度よりも小さくでき、鋭角にできる。このことにより、各蒸気流路凹部153、154の壁面155、156に付着した作動液2bに対する毛細管作用を高めることができる。このことにより、壁面155、156に付着した作動液2bを、第1液流路部160の主流溝161にスムーズに移動させることができる。このため、ベーパーチャンバ1の作動液2bの輸送能力を向上させることができる。
さらに、上述したように、屈曲部BPは、X方向に一定の幅を持った領域である。例えば、図63Aおよび図63Bに示すように、屈曲部BPは、円弧状に形成されていてもよい。この場合、屈曲部BPにおける作動蒸気2aの流れが阻害されることを抑制できる。屈曲部BPは、図2および図15に示すベーパーチャンバ1と同様に1/4の円弧状に形成されていてもよく、または図3に示すベーパーチャンバ1と同様に1/2の円弧状に形成されていてもよい。屈曲部BPの円弧をなす角度は任意である。図63Aおよび図63Bに示すように、屈曲部BPのX方向両側に位置する領域では、ベーパーチャンバ1は平坦状に形成されていてもよい。平坦状に形成された領域は、図63Aに示す後述の領域R2に相当している。
上述したように、屈曲部BPにおける蒸気流路凹部153、154の断面形状と、屈曲部BPとは異なる位置における蒸気流路凹部153、154の断面形状は、異なっていてもよい。図63Aおよび図63Bには、蒸気流路凹部153、154の断面形状が図45および図49に示す断面形状で形成されている領域がR1で示され、図57および図58に示す断面形状で形成されている領域がR2で示されている。
図63Aに示すように、領域R1は、屈曲部BPの全域にわたって形成されていてもよい。この場合、屈曲部BPの全域にわたって、上側シート120が上側蒸気流路凹部153に入り込むように変形することを抑制できるとともに、下側シート110が下側蒸気流路凹部154に入り込むように変形することを抑制できる。
あるいは、図63Bに示すように、領域R1は、屈曲部BPの一部に形成され、屈曲部BPの残りには、領域R2が形成されていてもよい。この場合においても、屈曲部において、上側シート120が上側蒸気流路凹部153に入り込むように変形することを抑制できるとともに、下側シート110が下側蒸気流路凹部154に入り込むように変形することを抑制できる。例えば、屈曲部BPの中央部に領域R1が形成され、領域R1のX方向両側に領域R2が形成されていてもよい。この場合、屈曲による応力が集中しやすい屈曲部BPの中央部において、上側シート120が上側蒸気流路凹部153に入り込むように変形することを抑制できるとともに、下側シート110が下側蒸気流路凹部154に入り込むように変形することを抑制できる。
領域R1と領域R2との境界において、蒸気流路凹部153、154の壁面155、156に段差が生じていてもよい。この場合、段差は1段であってもよく、2段以上であってもよく、任意である。あるいは、このような段差が生じないように壁面155、156が形成されていてもよい。例えば、領域R1における蒸気流路凹部153、154の壁面155、156と、領域R2における蒸気流路凹部153、154の壁面155、156が、断面形状が徐々に変化するように滑らかに接続されていてもよい。
(第5変形例)
上述した実施の形態においては、図45に示すように、ベーパーチャンバ1が、下側シート110と、上側シート120と、本体シート130とで構成されている例について説明した。しかしながら、本開示はこのことに限られることにない。例えば、図64および図65に示すように、ベーパーチャンバ1は、上側シート120と、本体シート130とで構成されていてもよい。
図64および図65に示す例においては、ベーパーチャンバ1は、上側シート120と、本体シート130と、を備えているが、下側シート110を備えていない。この場合、ハウジング部材Haは、本体シート130の第2本体面131bに取り付けられてもよい。作動蒸気2aの熱は、本体シート130からハウジング部材Haに伝わる。
図64および図65に示す例においては、蒸気流路部150は、第1本体面131aに設けられているが、第2本体面131bまで延びていない。蒸気流路部150は、本体シート130のシート本体131を貫通していない。蒸気流路部150の第1蒸気通路151および第2蒸気通路152は、上側蒸気流路凹部153で構成されており、本体シート130に下側蒸気流路凹部154は設けられていない。
図64および図65に示す例においては、上側蒸気流路凹部153は、第1開口部153aと、第1開口部153aよりも第2本体面131bに近い位置に設けられた内側部157と、底部153bと、を含んでいる。図65においては、内側部157は、第1開口部153aよりも下側に位置している。底部153bは、内側部157よりも更に第2本体面131bに近い位置に設けられている。図65においては、底部153bは、内側部157よりも下側に位置している。第1開口部153aは、第1本体面131aに開口している。内側部157は、上側蒸気流路凹部153のうち、図65に示すような断面視で、最も上側蒸気流路凹部153の幅が大きくなっている部分である。底部153bは、上側蒸気流路凹部153の下端に位置している。
図64および図65に示す例においては、断面視で、上側蒸気流路凹部153は、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されている。このことにより、本体シート130のシート本体131に、上側シート支持部135が形成されている。断面視で、上側蒸気流路凹部153は、内側部157から底部153bに向かうにつれて幅が小さくなるように形成されている。
図64および図65に示す例においては、断面視で、上側蒸気流路凹部153の壁面155は、第1開口部153aから内側部157に延びる第1境界縁155aと、内側部157から底部153bに延びる第2境界縁155bと、を含んでいる。第1境界縁155aは、湾曲状に形成されている。第1境界縁155aは、上側蒸気流路凹部153の外側に向かって湾曲している。第2境界縁155bも、湾曲状に形成されている。第2境界縁155bは、上側蒸気流路凹部153の外側に向かって湾曲している。第1境界縁155aおよび第2境界縁155bは、内側部157において継ぎ目なく滑らかに接続されていてもよい。互いに対向する2つの第2境界縁155bも、底部153bにおいて継ぎ目なく滑らかに接続されていてもよい。
図示しないが、上側シート120の第1上側シート面120aに、蒸気流路部150が設けられていてもよい。この場合、上側シート120の蒸気流路部150は、本体シート130の蒸気流路部150と対向する位置に設けられていてもよい。上側シート120の第1上側シート面120aに、第1液流路部160が設けられていてもよい。この場合、上側シート120の第1液流路部160は、本体シート130の第1液流路部160と対向する位置に設けられていてもよい。
図64に示すベーパーチャンバ1の厚さt25は、例えば、100μm~1000μmであってもよい。図64に示す上側シート120の厚さt26は、例えば、6μm~200μmであってもよい。図64に示す本体シート130の厚さt27は、例えば、50μm~800μmであってもよい。
本変形例においても、断面視で、上側蒸気流路凹部153が第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されている。このことにより、本体シート130のシート本体131に、上側シート120を支持する上側シート支持部135が形成される。このため、上側蒸気流路凹部153の一部が潰れることを抑制でき、上側蒸気流路凹部153の流路断面積が小さくなることを抑制できる。この結果、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下を抑制し、ベーパーチャンバ1の性能低下を抑制できる。
また、本変形例によれば、ベーパーチャンバ1が、上側シート120と本体シート130とで構成されている。このことにより、ベーパーチャンバ1をより一層薄型化できる。
(第6変形例)
上述した第5変形例において、上述した第4変形例と同様に、ベーパーチャンバ1が屈曲していてもよい。ベーパーチャンバ1は、上側シート120および本体シート130が屈曲した屈曲部BPを含んでいてもよい。
このようなベーパーチャンバ1において、図64および図65に示す上側蒸気流路凹部153および下側蒸気流路凹部154は、少なくとも屈曲部BPに設けられていてもよい。例えば、上側蒸気流路凹部153および下側蒸気流路凹部154は、屈曲部BPを交差するように設けられていてもよい。
本変形例においても、屈曲部BPにおける断面視で、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されている。この場合、本体シート130のシート本体131に、上側シート120を支持する上側シート支持部135が形成される。このことにより、上側シート120が屈曲された場合に上側シート120に生じる応力に抗することができ、上側シート120が上側蒸気流路凹部153に入り込むように変形することを抑制できる。このため、上側蒸気流路凹部153の一部が潰れることを抑制でき、上側蒸気流路凹部153の流路断面積が小さくなることを抑制できる。この結果、ベーパーチャンバ1の作動蒸気2aの輸送能力の低下を抑制し、ベーパーチャンバ1の性能低下を抑制できる。
上述した第4変形例と同様に、屈曲部BPとは異なる位置において、上側蒸気流路凹部153は、任意の形状を有していてもよい。例えば、屈曲部BPとは異なる位置における断面視でも、同様に、図53および図65に示すように、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が大きくなるように形成されていてもよい。あるいは、例えば、図示しないが、屈曲部BPとは異なる位置における断面視で、上側蒸気流路凹部153が、第1開口部153aから内側部157に向かうにつれて幅が小さくなるように形成されていてもよい。
本開示は上記各実施の形態および各変形例そのままに限定されるものではなく、実施段階ではその要旨を逸脱しない範囲で構成要素を変形して具体化できる。上記各実施の形態および各変形例に開示されている複数の構成要素の適宜な組み合わせにより、種々の発明を形成できる。各実施の形態および各変形例に示される全構成要素から幾つかの構成要素を削除してもよい。