WO2023085357A1 - 熱硬化性樹脂組成物およびステータ - Google Patents
熱硬化性樹脂組成物およびステータ Download PDFInfo
- Publication number
- WO2023085357A1 WO2023085357A1 PCT/JP2022/041888 JP2022041888W WO2023085357A1 WO 2023085357 A1 WO2023085357 A1 WO 2023085357A1 JP 2022041888 W JP2022041888 W JP 2022041888W WO 2023085357 A1 WO2023085357 A1 WO 2023085357A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin composition
- thermosetting resin
- coil
- less
- slot
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images


Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/62—Alcohols or phenols
- C08G59/621—Phenols
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/30—Windings characterised by the insulating material
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/20—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the epoxy compounds used
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/68—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used
- C08G59/686—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used containing nitrogen
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/68—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used
- C08G59/688—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the catalysts used containing phosphorus
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
- C08K7/14—Glass
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/16—Solid spheres
- C08K7/18—Solid spheres inorganic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D163/00—Coating compositions based on epoxy resins; Coating compositions based on derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D163/00—Coating compositions based on epoxy resins; Coating compositions based on derivatives of epoxy resins
- C09D163/04—Epoxynovolacs
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D7/00—Features of coating compositions, not provided for in group C09D5/00; Processes for incorporating ingredients in coating compositions
- C09D7/40—Additives
- C09D7/60—Additives non-macromolecular
- C09D7/61—Additives non-macromolecular inorganic
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K1/00—Details of the magnetic circuit
- H02K1/04—Details of the magnetic circuit characterised by the material used for insulating the magnetic circuit or parts thereof
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Processes or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/12—Impregnating, moulding insulation, heating or drying of windings, stators, rotors or machines
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K21/00—Synchronous motors having permanent magnets; Synchronous generators having permanent magnets
- H02K21/12—Synchronous motors having permanent magnets; Synchronous generators having permanent magnets with stationary armatures and rotating magnets
- H02K21/14—Synchronous motors having permanent magnets; Synchronous generators having permanent magnets with stationary armatures and rotating magnets with magnets rotating within the armatures
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/34—Windings characterised by the shape, form or construction of the insulation between conductors or between conductor and core, e.g. slot insulation
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/46—Fastening of windings on the stator or rotor structure
- H02K3/48—Fastening of windings on the stator or rotor structure in slots
- H02K3/487—Slot-closing devices
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/32—Windings characterised by the shape, form or construction of the insulation
- H02K3/34—Windings characterised by the shape, form or construction of the insulation between conductors or between conductor and core, e.g. slot insulation
- H02K3/345—Windings characterised by the shape, form or construction of the insulation between conductors or between conductor and core, e.g. slot insulation between conductor and core, e.g. slot insulation
Definitions
- the present invention relates to thermosetting resin compositions and stators. More particularly, it relates to a thermosetting resin composition for use as a sealing material for a stator core, and a stator provided with the thermosetting resin composition as a sealing material.
- Patent Document 1 Japanese Unexamined Patent Application Publication No. 2003-284277 describes a technique using a resin material for the stator core.
- a rotating electric machine having a stator in which a plurality of coils are wound at predetermined intervals on a stator core in which a plurality of electromagnetic steel sheets are laminated, a rotor rotatably held with respect to the stator, and a cooling frame fixing the stator.
- a rotating electric machine in which a high thermal conductivity composite material is arranged, which is composed of a thermosetting resin having an anisotropic structure in the resin component, in the slots that are the winding portions of the stator. It is said that a rotating electric machine is provided in which the generated heat is easily transmitted and the heat dissipation is good.
- a stator core having a plurality of teeth and a plurality of slots alternately formed in the circumferential direction, and a coil wound around the slots, accommodated in the slots, and having a pair of coil ends protruding from the stator core on both sides in the axial direction. and a sealing member provided in the slot to cover the coil,
- a thermosetting resin composition used to form the sealing member is epoxy resin; a curing agent; an inorganic filler; and A thermosetting resin composition having a minimum melt viscosity of 40 Pa ⁇ s or less is provided.
- thermosetting resin composition for use as a sealing material for a stator core, which has a good balance between the workability in filling the resin material into the stator core and the filling property of the resin material.
- thermosetting resin composition of the present embodiment includes a stator core having a plurality of teeth and a plurality of slots alternately formed in the circumferential direction, wound around the slots, accommodated in the slots, and placed on both sides of the stator core in the axial direction.
- a stator having a coil having a pair of coil ends protruding from each other and a sealing member provided by covering the coil in a slot, it is used as a material for forming the sealing member.
- a method for using the thermosetting resin composition of the present embodiment as a sealing material will be described in detail below.
- thermosetting resin composition of this embodiment contains an epoxy resin, a curing agent, and an inorganic filler. Further, the thermosetting resin composition of the present embodiment having the above composition has a minimum melt viscosity of 40 Pa ⁇ s or less. Since the thermosetting resin composition of the present embodiment has a reduced minimum melt viscosity, it has good filling properties for the stator core and has sufficient fluidity to ensure workability in the sealing process. .
- thermosetting resin composition (which may be simply referred to as "resin composition” in this specification) are described below.
- epoxy resins used in the thermosetting resin composition of the present embodiment include bifunctional epoxy resins such as biphenyl type epoxy resins, bisphenol A type epoxy resins, bisphenol F type epoxy resins, stilbene type epoxy resins, and hydroquinone type epoxy resins.
- Novolac epoxy resins such as cresol novolak epoxy resin, phenol novolac epoxy resin, naphthol novolac epoxy resin; phenylene skeleton-containing phenol aralkyl epoxy resin, biphenylene skeleton-containing phenol aralkyl epoxy resin, phenylene Phenol aralkyl type epoxy resins such as skeleton-containing naphthol aralkyl type epoxy resins; trifunctional epoxy resins such as triphenolmethane type epoxy resins and alkyl-modified triphenolmethane type epoxy resins; dicyclopentadiene-modified phenol type epoxy resins, terpene-modified phenols modified phenol type epoxy resins such as type epoxy resins; and heterocyclic ring-containing epoxy resins such as triazine nucleus-containing epoxy resins.
- the epoxy resin is preferably one selected from the group consisting of phenol novolac epoxy resins and phenol aralkyl epoxy resins, from the viewpoint of ensuring the fluidity of the resulting resin composition and the strength of the cured product of the resin composition. It contains two or more epoxy resins, more preferably a cresol novolac type epoxy resin.
- the content of the epoxy resin in the resin composition is, for example, 3% by mass based on the total solid content of the resin composition, from the viewpoint of improving the fluidity of the resulting resin composition and improving workability and moldability. or more, preferably 8% by mass or more, more preferably 10% by mass or more, and still more preferably 12% by mass or more.
- the content of the epoxy resin is preferably 30% by mass or less with respect to the total solid content of the resin composition. , more preferably 20% by mass or less.
- the total solid content of the resin composition refers to the nonvolatile content in the resin composition, and refers to the remainder after excluding volatile components such as water and solvent.
- the content relative to the total amount of the resin composition refers to the content relative to the entire solid content of the resin composition excluding the solvent when the solvent is included.
- the resin composition may further contain a thermosetting resin other than the epoxy resin.
- Thermosetting resins that can be used include, for example, bismaleimide resins, benzoxazine resins, phenol resins, urea resins, melamine resins, unsaturated polyester resins, polyurethane resins, diallyl phthalate resins, silicone resins, cyanate resins, Polyimide resins, polyamideimide resins, and benzocyclobutene resins are included. These thermosetting resins may be used singly or in combination of two or more.
- the curing agent used in the thermosetting resin composition of the present embodiment is not limited as long as it is commonly used in resin compositions containing epoxy resins. Curing agents, acid anhydride-based curing agents, mercaptan-based curing agents, and other curing agents are included. Among these, phenolic resin-based curing agents are preferred from the viewpoint of a balance of flame resistance, moisture resistance, electrical properties, curability, storage stability, and the like.
- the phenolic resin-based curing agent may be, for example, those generally used in epoxy resin compositions, and more specifically, phenols such as phenolic novolak resins and cresol novolac resins, cresols, resorcinol, catechol, and bisphenols.
- novolak resins obtained by condensation or co-condensation of phenols such as bisphenol F, phenylphenol, aminophenol, ⁇ -naphthol, ⁇ -naphthol and dihydroxynaphthalene with formaldehyde or ketones in the presence of an acidic catalyst; and dimethoxyparaxylene or bis(methoxymethyl)biphenyl; phenol aralkyl resins such as phenol aralkyl resins having a biphenylene skeleton; . These may be used individually by 1 type, and may be used in combination of 2 or more type.
- the phenolic resin-based curing agent preferably contains a phenolic novolac resin.
- the equivalent ratio between the epoxy resin and the curing agent is from the viewpoint of improving moldability and reliability of the resin composition, it is preferably 0.5 or more, more preferably 0.6 or more, and still more preferably 0.8 or more. From the same point of view, the above ratio is preferably 2 or less, more preferably 1.8 or less, and even more preferably 1.5 or less.
- amine curing agents examples include aliphatic polyamines such as diethylenetriamine (DETA), triethylenetetramine (TETA), metaxylylenediamine (MXDA); diaminodiphenylmethane (DDM), m-phenylenediamine (MPDA), diaminodiphenyl aromatic polyamines such as sulfone (DDS); and polyamine compounds such as dicyandiamide (DICY) and organic acid dihydralazide. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- DETA diethylenetriamine
- TETA triethylenetetramine
- MXDA metaxylylenediamine
- DDM diaminodiphenylmethane
- MPDA m-phenylenediamine
- DDS diaminodiphenyl aromatic polyamines
- DDS diaminodiphenyl aromatic polyamines
- DIDS diaminodiphenyl aromatic polyamines
- Acid anhydride curing agents include, for example, hexahydrophthalic anhydride (HHPA), methyltetrahydrophthalic anhydride (MTHPA), alicyclic acid anhydrides such as maleic anhydride; Aromatic acid anhydrides such as pyromellitic acid (PMDA), benzophenonetetracarboxylic acid (BTDA), and phthalic anhydride can be used. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- HHPA hexahydrophthalic anhydride
- MTHPA methyltetrahydrophthalic anhydride
- alicyclic acid anhydrides such as maleic anhydride
- Aromatic acid anhydrides such as pyromellitic acid (PMDA), benzophenonetetracarboxylic acid (BTDA), and phthalic anhydride can be used. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- Mercaptan-based curing agents include, for example, trimethylolpropane tris (3-mercaptobutyrate) and trimethylolethane tris (3-mercaptobutyrate). These may be used individually by 1 type, and may be used in combination of 2 or more type.
- curing agents include, for example, isocyanate compounds such as isocyanate prepolymers and blocked isocyanates; and organic acids such as carboxylic acid-containing polyester resins.
- isocyanate compounds such as isocyanate prepolymers and blocked isocyanates
- organic acids such as carboxylic acid-containing polyester resins.
- the curing agent two or more of the curing agents of different systems may be used in combination.
- the content of the curing agent in the resin composition is preferably 0.5 based on the total amount of the resin composition from the viewpoint of realizing excellent fluidity in the sealing step and improving filling properties and moldability. % by mass or more, more preferably 1% by mass or more, and still more preferably 3% by mass or more.
- the content of the curing agent is preferably 20% by mass or less, more preferably 15% by mass or less, relative to the total amount of the resin composition. More preferably 10% by mass or less, and even more preferably 5% by mass or less.
- Inorganic fillers include, for example, fused silica such as fused crushed silica and fused spherical silica, silica such as crystalline silica, alumina, aluminum hydroxide, silicon nitride, and aluminum nitride. These may be used individually by 1 type, and may be used in combination of 2 or more type.
- the inorganic filler preferably contains silica, more preferably one or more selected from the group consisting of crushed silica and fused spherical silica, from the viewpoint of making the mechanical properties or thermal properties of the cured product of the resin composition preferable. including.
- the average particle diameter d50 of the inorganic filler is preferably 0.01 ⁇ m or more, more preferably 1 ⁇ m or more, and still more preferably 5 ⁇ m or more, from the viewpoint of improving the fluidity of the resin composition and improving the moldability. is.
- the average particle size d50 of the inorganic filler is preferably 50 ⁇ m or less, more preferably 40 ⁇ m or less, from the viewpoint of improving filling properties and suppressing the occurrence of unfilled particles.
- the inorganic filler preferably includes a first filler having an average particle size of 1 ⁇ m or more and 12 ⁇ m or less and a second filler having an average particle size of 12 ⁇ m or more and 30 ⁇ m or less. including.
- the inorganic filler may include, for example, a first filler with an average particle size of 0.01 ⁇ m or more and 1 ⁇ m or less and a second filler with an average particle size of more than 1 ⁇ m and 50 ⁇ m or less.
- the value of d50/d90 is preferably 0.2 or more, more preferably 0.25 or more, and still more preferably 0.3 or more.
- the ratio (d50/d90) is preferably 1.0 or less, more preferably 0.9 or less, and still more preferably 0.8 or less.
- the particle size of the inorganic filler is measured using a commercially available laser diffraction particle size distribution analyzer (eg, SALD-7000 manufactured by Shimadzu Corporation). can be obtained by measuring
- the content of the inorganic filler in the resin composition is It is preferably 50% by mass or more, more preferably 65% by mass or more, and still more preferably 80% by mass or more, relative to the total amount of the resin composition.
- the content of the inorganic filler is preferably 95% by mass or less with respect to the total amount of the resin composition. Preferably, it is 93% by mass or less.
- the content of silica in the resin composition suppresses the hygroscopicity and thermal expansibility of the resin composition, and the temperature cycle resistance and moisture resistance of the cured product of the resin composition.
- the content of silica in the resin composition is preferably 95% by mass or less, more preferably 93% by mass. It is below.
- the resin composition may further contain components other than the components described above.
- the resin composition may further include curing accelerators, coupling agents, flame retardants, ion scavengers, colorants, and antioxidants.
- the curing accelerator may be any one that accelerates the cross-linking reaction between the epoxy resin and the curing agent, and those used in general epoxy resin compositions can be used.
- Specific examples of curing accelerators include diazabicycloalkenes such as 1,8-diazabicyclo(5,4,0)undecene-7 and derivatives thereof; organic phosphines such as triphenylphosphine and methyldiphenylphosphine; - imidazole compounds (imidazole-based curing accelerators) such as methylimidazole; and tetra-substituted phosphonium/tetra-substituted borate such as tetraphenylphosphonium/tetraphenylborate.
- imidazole curing accelerators include imidazole, 2-methylimidazole, 2-undecylimidazole, 2-heptadecylimidazole, 1,2-dimethylimidazole, 2-ethyl-4-methylimidazole, 2-phenylimidazole, 2-phenyl-4-methylimidazole, 1-benzyl-2-phenylimidazole, 1-benzyl-2-methylimidazole, 1-cyanoethyl-2-methylimidazole, 1-cyanoethyl-2-ethyl-4-methylimidazole, 1 -Cyanoethyl-2-undecylimidazole, 1-cyanoethyl-2-phenylimidazole, 1-cyanoethyl-2-undecylimidazolium trimellitate, 1-cyanoethyl-2-phenylimidazolium trimellitate, 2,4-diamino -6-[2′-methylimid
- Coupling agents include various silane compounds such as epoxysilane, mercaptosilane, aminosilane, alkylsilane, ureidosilane, vinylsilane, and methacrylsilane, titanium compounds, aluminum chelates, aluminum/zirconium compounds, and other known cups.
- a ring agent can be used. Examples of these include vinyltrichlorosilane, vinyltrimethoxysilane, vinyltriethoxysilane, vinyltris( ⁇ -methoxyethoxy)silane, ⁇ -methacryloxypropyltrimethoxysilane, ⁇ -(3,4-epoxycyclohexyl)ethyltrimethoxysilane.
- Silane ⁇ -glycidoxypropyltrimethoxysilane, ⁇ -glycidoxypropyltriethoxysilane, ⁇ -glycidoxypropylmethyldimethoxysilane, ⁇ -methacryloxypropylmethyldiethoxysilane, ⁇ -methacryloxypropyltriethoxysilane , vinyltriacetoxysilane, ⁇ -mercaptopropyltrimethoxysilane, ⁇ -aminopropyltriethoxysilane, ⁇ -anilinopropyltrimethoxysilane, ⁇ -anilinopropylmethyldimethoxysilane, ⁇ -[bis( ⁇ -hydroxyethyl) ] aminopropyltriethoxysilane, N- ⁇ -(aminoethyl)- ⁇ -aminopropyltrimethoxysilane, N- ⁇ -(aminoethyl)- ⁇ -aminopropyl
- silane coupling agent isopropyl triisostearoyl titanate, isopropyl tris (dioctyl pyrophosphate) titanate, isopropyl tri (N-aminoethyl-aminoethyl) titanate, tetraoctylbis (ditridecylphosphite) titanate, tetra (2, 2-diallyloxymethyl-1-butyl)bis(ditridecyl)phosphite titanate, bis(dioctylpyrophosphate)oxyacetate titanate, bis(dioctylpyrophosphate)ethylene titanate, isopropyltrioctanoyltitanate, isopropyldimethacrylisostearoyltitanate, Titanate coupling agents such as isopropyltridodecylbenzenesulfonyltitanate, isopropylisostearoy
- silane compounds such as epoxysilane, mercaptosilane, aminosilane, alkylsilane, ureidosilane, and vinylsilane are more preferable.
- a secondary aminosilane typified by phenylaminopropyltrimethoxysilane.
- the content of the coupling agent is preferably 1.5% by mass or less, more preferably 1.5% by mass or less relative to the total solid content of the resin composition. It is 1.0% by mass or less, more preferably 0.5% by mass or less.
- coloring agent examples include carbon black, red iron oxide, and titanium oxide. Among them, carbon black is preferably used as the coloring agent.
- the content of the colorant is preferably 0.05% by mass or more, more preferably 0.10% by mass or more, relative to the total amount of the resin composition, from the viewpoint of obtaining a preferable appearance of the cured product of the resin composition. .
- the content of the colorant is preferably 1.5% by mass or less, more preferably 1.0% by mass or less, still more preferably 1.0% by mass or less, relative to the total amount of the resin composition. It is 0.5% by mass or less.
- Antioxidants include hindered phenol compounds, hindered amine compounds and thioether compounds.
- thermosetting resin composition of the present embodiment containing the above components has a minimum melt viscosity of 40 Pa ⁇ s or less, preferably 35 Pa ⁇ s or less.
- the lower limit of the lowest melt viscosity of the resin composition is not particularly limited, it is, for example, 5 Pa ⁇ s or more.
- the resin composition of the present embodiment has a minimum melt viscosity within the above range, and as a result, has good filling properties for the stator core and good workability in the sealing process.
- the resin composition of the present embodiment has a torque value of 2 times or less of the minimum torque value when the torque value is measured over time under the conditions of a rotation speed of 30 rpm and a measurement temperature of 175 ° C. using a Laboplastomill.
- the time T1 is 40 seconds or more and 90 seconds or less, and the minimum torque value is 0.8 N ⁇ m or less.
- the flexural modulus of the cured product of the resin composition measured at 25° C. is 10 GPa or more, more preferably 12 GPa or more, from the viewpoint of increasing the strength of the cured product. Moreover, from the viewpoint of making the stress relaxation property of the cured product preferable, the bending elastic modulus measured at 25° C. is 30 GPa or less, more preferably 25 GPa or less.
- the flexural modulus of the cured product of the resin composition is measured according to JIS K 7171, for example.
- the gel time of the resin composition of the present embodiment is preferably 40 seconds or longer, more preferably 50 seconds or longer, from the viewpoint of improving the moldability of the resin composition and speeding up the molding cycle. From the viewpoint of realizing a cured product with excellent curability, the gel time of the resin composition is preferably 100 seconds or less, more preferably 90 seconds or less.
- the gel time can be measured by melting the resin composition on a hot plate heated to 175°C and then kneading it with a spatula until it becomes tack-free (gel time).
- the cured product of the resin composition of the present embodiment has a thermal conductivity of, for example, 0.7 W/m ⁇ K or more, preferably 2 W/m ⁇ K or more, more preferably 3 W/m ⁇ K or more. K or more.
- the resin composition of the present embodiment is prepared by uniformly mixing the above-described components and optional additives to a predetermined content using a mixer such as a tumbler mixer or a Henschel mixer, a blender, or the like, followed by a kneader, It can be produced by kneading with heating using a roll, disper, ajihomo mixer, planetary mixer, or the like.
- the temperature at the time of kneading must be within a temperature range where the curing reaction does not occur.
- melt-kneading at about 70 to 150° C. is preferable.
- the mixture may be solidified by cooling, and the kneaded product may be processed into powder, granules, tablets, or sheets.
- a method of obtaining a powdery resin composition includes, for example, a method of pulverizing a kneaded product with a pulverizer.
- a sheet formed from the kneaded material may be pulverized.
- a hammer mill, a stone grinder, or a roll crusher can be used as the grinding device, for example.
- a die having a small diameter is installed at the outlet of a kneading device, and the melted kneaded material discharged from the die is cut into a predetermined length with a cutter or the like. It is also possible to use a granulation method typified by a hot cut method of cutting into two pieces. In this case, after obtaining a granular or powdery resin composition by a granulation method such as a hot cut method, it is preferable to deaerate before the temperature of the resin composition drops too much.
- the sealing resin composition of the present embodiment includes a stator core having a plurality of teeth and a plurality of slots alternately formed in the circumferential direction, a coil wound around the slots and accommodated in the slots, and a coil inside the slots. and a sealing member provided by coating with a material for forming the sealing member.
- a stator provided with the encapsulating resin composition of the present embodiment as a sealing material is applied, for example, to an electric motor (motor) as a rotary electric machine (an electric motor, a generator, or an electric motor/generator combined machine). An application of the motor will be described below as an embodiment.
- FIG. 1 schematically shows a cross-sectional view of the motor 100 in a direction perpendicular to the rotating shaft direction.
- FIG. 2 schematically shows a cross-sectional view of the motor 100 in the rotation axis direction.
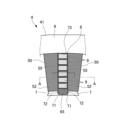
- FIG. 3 is an enlarged view of the periphery of the slot (area X in FIG. 1), and schematically shows a cross-sectional view of the portion where the coil 9 protrudes from the end of the slot 8. As shown in FIG.
- the motor 100 includes a case 1 , and a rotor 2 , a stator 4 and a coil 9 housed inside the case 1 .
- the case 1 includes a cylindrical portion 1a and side plate portions 1b and 1c closing both axial ends of the cylindrical portion 1a.
- the material of the case 1 for example, an aluminum alloy (casting product), a resin material, or a combination thereof can be used.
- ⁇ Rotor 2> As shown in FIG. 1, the rotor 2 is housed inside the case 1 . At the center of the rotor 2, as shown in FIG. 2, a rotating shaft 3 is attached as a diagrammatic output shaft. Both ends of the rotary shaft 3 are supported by the side plate portions 1b and 1c via bearings 3a. As a result, the rotor 2 is rotatable around the rotating shaft 3 .
- a permanent magnet 5 is embedded in the rotor 2 .
- a plurality of (here, eight) permanent magnets 5 are arranged on the same circumference at regular intervals. At this time, the magnetic poles of adjacent permanent magnets 5 are set to be different from each other.
- a cylindrical stator 4 is arranged and fixed on the inner peripheral side of the cylindrical portion 1 a so as to surround the outer periphery of the rotor 2 .
- a minute gap is provided between the inner peripheral surface of the stator 4 and the outer peripheral surface of the rotor 2 .
- the stator core 41 is provided by laminating a plurality of electromagnetic steel plates in the axial direction and fixing them in close contact. As shown in FIG. A plurality of tooth portions 7 extending from the portion 6 toward the rotor 2 side (inner peripheral side) are provided. A plurality of teeth portions 7 are arranged at regular intervals in the circumferential direction. Here, as shown in FIG. 1, 24 tooth portions 7 are provided. A slot 8 is provided between each tooth portion 7 . Further, the tooth portion 7 is provided with a thin resin layer 50 which is covered with a resin composition.
- the coil 9 has a rectangular U-shape, and is wound so as to be housed in two slots 8 that are separated from each other across the tooth portion 7 .
- a coil 9 is housed in a distributed winding in a liner member 20 arranged in a slot 8 (FIG. 1).
- the coil 9 has a first coil end and a second coil end. The first coil end protrudes to one axial side of stator core 41 . The second coil end protrudes to the other axial side of stator core 41 . That is, the coil 9 has a pair of coil ends that protrude from both sides of the stator core 41 in the axial direction.
- the tooth portion 7 has a large width in the circumferential direction on the outer peripheral side, a small width on the inner peripheral side, and is tapered toward the inner peripheral side. Teeth tip ends 71 facing each other in the circumferential direction are formed at the ends of the teeth 7 on the inner peripheral side so as to reduce the width of the slots 8 .
- the slot 8 is a space between the adjacent teeth 7, and as shown in FIG. 3, is provided so that the wall surfaces 72 of the teeth 7 facing each other in the radial direction are parallel surfaces. An opening on the inner peripheral side of the slot 8 is formed between the tips 71 of the teeth.
- the slot 8 is provided with a plurality of coils 9 arranged on the outer peripheral side (yoke portion 6 side) and a resin sealing portion 65 provided on the inner peripheral side (teeth portion tip end 71 side).
- the resin sealing portion 65 is provided on the inner peripheral side of the slot 8 (on the teeth portion tip end 71 side).
- the resin sealing portion 65 may be provided by insert molding or may be provided as a separate component.
- the resin material used for the resin sealing portion 65 the above-described sealing resin composition of the present embodiment is used.
- the resin sealing portion 65 is provided so as to cover the coil 9 only within the slot 8 .
- the resin sealing portion 65 covers the coil 9 in the slot 8 and also covers one of the pair of coil ends, in other words, either the first or second coil end. It is provided so as to cover only one side.
- the resin sealing portion 65 covers the coil 9 in the slot 8 and covers both a pair of coil ends, in other words, covers both the first and second coil ends.
- the stator 4 is prepared by laminating a plurality of magnetic steel sheets in the axial direction and fixing them in close contact (stator preparation step). Then, by insert molding, the resin layer 50 is formed by encircling and covering the periphery of the tooth portion 7 (the wall surface 73, the upper surface 75a and the lower surface 75b) with an insulating resin composition (resin layer forming step). Next, the coil 9 is arranged in the slot 8 provided with the resin layer 50 (coil arrangement step).
- the resin composition of the present embodiment is filled into the region on the inner peripheral side of the slot 8 and insert molding is performed to obtain the resin sealing portion 65 (resin filling step).
- the stator 4 shown in FIG. 3 is obtained.
- Epoxy resin ⁇
- Epoxy resin 1 ortho-cresol novolac type epoxy resin (manufactured by DIC Corporation, product name “EPICRON N-670”)
- Epoxy resin 2 ortho-cresol novolac type epoxy resin (manufactured by DIC Corporation, product name “EPICRON N-660”)
- Epoxy resin 3 biphenyl type epoxy resin (manufactured by Mitsubishi Chemical Corporation, YX-4000K)
- Curing agent (curing agent) ⁇ Curing agent 1: Novolac-type phenol compound (PR-51470 manufactured by Sumitomo Bakelite Co., Ltd.) ⁇ Curing agent 2: Novolak-type phenol compound (PR-51714 manufactured by Sumitomo Bakelite Co., Ltd.) ⁇ Curing agent 3: triphenol methane type phenolic resin (manufactured by Meiwa Kasei Co., Ltd., MEH-7500)
- Inorganic filler Fused spherical silica (FB-950, manufactured by Denka Co., Ltd.)
- Inorganic filler 2 fused spherical silica (manufactured by Denka Co., Ltd., FB-105)
- Inorganic filler 3 Fused crushed silica (FMT-15C, manufactured by Fumitec Co., Ltd.)
- Inorganic filler 4 glass fiber (manufactured by Nitto Boseki Co., Ltd., CS3E479)
- Inorganic filler 5 crushed crystal silica (manufactured by Tatsumori Co., Ltd., HFC-7)
- Inorganic filler 6 Fused spherical alumina (DAB-45SI, manufactured by Denka Co., Ltd.)
- Curing accelerator 1 tetraphenylphosphonium 2,3-dihydroxynaphthalate
- Curing accelerator 2 2-phenyl-4,5-dihydroxymethylimidazole (manufactured by Shikoku Kasei Kogyo Co., Ltd., 2PHZ-PW)
- Silane coupling agent - Silane coupling agent 1: N-phenyl-3-aminopropyltrimethoxysilane (manufactured by Dow Corning Toray Co., Ltd., CF-4083) (coloring agent) - Coloring agent 1: carbon black (manufactured by Mitsubishi Chemical Corporation, carbon #5)
- each raw material blended according to Table 1 was mixed at normal temperature using a mixer, and then roll kneaded at 70°C or higher and 110°C or lower. After cooling the obtained kneaded product, it was pulverized to obtain a resin composition.
- gel time The gel time of the encapsulating resin composition obtained in each example was measured. The gel time was measured by measuring the time (gel time: seconds) from melting the encapsulating resin composition on a hot plate heated to 175° C. to curing while kneading with a spatula.
- the glass transition temperature of the cured product of the obtained resin composition was measured as follows. First, using a transfer molding machine, the encapsulating resin composition was injection molded at a mold temperature of 175° C., an injection pressure of 9.8 MPa, and a curing time of 3 minutes to obtain a test piece of 15 mm ⁇ 4 mm ⁇ 4 mm. Then, after post-curing the obtained test piece at 175 ° C. for 4 hours, a thermomechanical analyzer (manufactured by Seiko Electronics Industries Co., Ltd., TMA100) was used to measure the temperature range from 40 ° C. to 300 ° C. and the heating rate. Measurement was performed under the condition of 5°C/min. From this measurement result, the glass transition temperature and the linear expansion coefficient ( ⁇ 1) in the measurement temperature range of 40° C. to 80° C. were calculated.
- a thermomechanical analyzer manufactured by Seiko Electronics Industries Co., Ltd., TMA100
- a cured product was prepared in the same manner as in the measurement of the flexural modulus described above, and the flexural strength at 25° C. was measured according to JIS K 7171.
- Thermal conductivity The resin composition obtained in each example was injection molded using a transfer molding machine at a mold temperature of 175 ° C., an injection pressure of 9.8 MPa, and a curing time of 3 minutes. was obtained.
- the resin composition obtained in each example was injection molded using a transfer molding machine at a mold temperature of 175° C., an injection pressure of 9.8 MPa, and a curing time of 3 minutes, and cured to a size of 100 mm ⁇ 2 mm. got a body
- the dielectric breakdown voltage of the cured product of the resin composition obtained above was measured according to JIS K 6911 as follows. First, the cured product obtained was sandwiched between circular electrodes and placed in insulating oil. Next, using TOS9201 manufactured by Kikusui Denshi Co., Ltd., an alternating voltage was applied to both electrodes so that the voltage increased at a rate of 2.5 kV/sec. The voltage at which the test piece broke was taken as the dielectric breakdown voltage. A higher dielectric breakdown voltage indicates better dielectric breakdown strength.
- the minimum torque value and the time T1 during which the torque value is twice or less than the minimum torque value were measured as follows. First, the melting torque of the resin composition was measured over time under the conditions of a rotation speed of 30 rpm and a measurement temperature of 175° C. using a Laboplastomill tester (manufactured by Toyo Seiki Seisakusho Co., Ltd., 4C150). Then, the time T1 during which the torque value was less than twice the minimum torque value was calculated based on the measurement results. The starting point of the measurement was the point at which the material was put into the Labo Plastomill tester, and the torque started to drop after the torque suddenly increased. Also, the minimum torque value was calculated from the measurement results. Table 1 shows the results. The unit of time T1 in Table 1 is seconds, and the unit of minimum torque value is N ⁇ m.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Polymers & Plastics (AREA)
- Medicinal Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Power Engineering (AREA)
- Materials Engineering (AREA)
- Wood Science & Technology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Structures Or Materials For Encapsulating Or Coating Semiconductor Devices Or Solid State Devices (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
- Manufacture Of Motors, Generators (AREA)
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP22892855.2A EP4432525A4 (en) | 2021-11-11 | 2022-11-10 | THERMOSETTING RESIN AND STATOR COMPOSITION |
| KR1020247018865A KR20240096750A (ko) | 2021-11-11 | 2022-11-10 | 열경화성 수지 조성물 및 스테이터 |
| JP2023532227A JP7468792B2 (ja) | 2021-11-11 | 2022-11-10 | 熱硬化性樹脂組成物およびステータ |
| US18/709,226 US20250038601A1 (en) | 2021-11-11 | 2022-11-10 | Thermosetting resin composition and stator |
| CN202280074929.1A CN118216066A (zh) | 2021-11-11 | 2022-11-10 | 热固性树脂组合物和定子 |
| JP2024060001A JP2024083439A (ja) | 2021-11-11 | 2024-04-03 | 熱硬化性樹脂組成物およびステータ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021183829 | 2021-11-11 | ||
| JP2021-183829 | 2021-11-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023085357A1 true WO2023085357A1 (ja) | 2023-05-19 |
Family
ID=86335839
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/041888 Ceased WO2023085357A1 (ja) | 2021-11-11 | 2022-11-10 | 熱硬化性樹脂組成物およびステータ |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20250038601A1 (https=) |
| EP (1) | EP4432525A4 (https=) |
| JP (2) | JP7468792B2 (https=) |
| KR (1) | KR20240096750A (https=) |
| CN (1) | CN118216066A (https=) |
| WO (1) | WO2023085357A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2025134785A1 (https=) * | 2023-12-19 | 2025-06-26 | ||
| WO2025165593A1 (en) * | 2024-02-01 | 2025-08-07 | Westlake Epoxy Inc. | Epoxy resin compositions and uses thereof |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003284277A (ja) | 2002-03-20 | 2003-10-03 | Hitachi Ltd | 回転電機及びその製造方法 |
| JP2018016669A (ja) * | 2016-07-25 | 2018-02-01 | スリーエム イノベイティブ プロパティズ カンパニー | 成形体、電気機器部品及び電気機器部品の製造方法 |
| JP2020094092A (ja) * | 2018-12-10 | 2020-06-18 | 住友ベークライト株式会社 | ステータコア絶縁用樹脂組成物 |
| JP2021183829A (ja) | 2020-05-22 | 2021-12-02 | 日産自動車株式会社 | 排気浄化システム及び排気浄化装置 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5902463B2 (ja) * | 2011-12-19 | 2016-04-13 | 新日鉄住金化学株式会社 | エポキシ樹脂射出成型材料 |
| JP2017163797A (ja) * | 2016-03-11 | 2017-09-14 | 本田技研工業株式会社 | 電動機用ステータの製造方法および電動機用ステータ |
-
2022
- 2022-11-10 US US18/709,226 patent/US20250038601A1/en active Pending
- 2022-11-10 KR KR1020247018865A patent/KR20240096750A/ko active Pending
- 2022-11-10 CN CN202280074929.1A patent/CN118216066A/zh active Pending
- 2022-11-10 WO PCT/JP2022/041888 patent/WO2023085357A1/ja not_active Ceased
- 2022-11-10 EP EP22892855.2A patent/EP4432525A4/en active Pending
- 2022-11-10 JP JP2023532227A patent/JP7468792B2/ja active Active
-
2024
- 2024-04-03 JP JP2024060001A patent/JP2024083439A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003284277A (ja) | 2002-03-20 | 2003-10-03 | Hitachi Ltd | 回転電機及びその製造方法 |
| JP2018016669A (ja) * | 2016-07-25 | 2018-02-01 | スリーエム イノベイティブ プロパティズ カンパニー | 成形体、電気機器部品及び電気機器部品の製造方法 |
| JP2020094092A (ja) * | 2018-12-10 | 2020-06-18 | 住友ベークライト株式会社 | ステータコア絶縁用樹脂組成物 |
| JP2021183829A (ja) | 2020-05-22 | 2021-12-02 | 日産自動車株式会社 | 排気浄化システム及び排気浄化装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4432525A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPWO2025134785A1 (https=) * | 2023-12-19 | 2025-06-26 | ||
| WO2025134785A1 (ja) * | 2023-12-19 | 2025-06-26 | 住友ベークライト株式会社 | 熱硬化性樹脂組成物およびステータ |
| WO2025165593A1 (en) * | 2024-02-01 | 2025-08-07 | Westlake Epoxy Inc. | Epoxy resin compositions and uses thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024083439A (ja) | 2024-06-21 |
| JPWO2023085357A1 (https=) | 2023-05-19 |
| KR20240096750A (ko) | 2024-06-26 |
| EP4432525A1 (en) | 2024-09-18 |
| EP4432525A4 (en) | 2025-11-19 |
| CN118216066A (zh) | 2024-06-18 |
| JP7468792B2 (ja) | 2024-04-16 |
| US20250038601A1 (en) | 2025-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7302166B2 (ja) | ステータコア絶縁用樹脂組成物 | |
| JP6469943B2 (ja) | ローター固定用樹脂組成物およびローター | |
| CN103081301B (zh) | 转子中使用的固定用树脂组合物 | |
| EP3536745B1 (en) | Epoxy resin composition and structure | |
| CN103975506A (zh) | 固定用树脂组合物、转子、汽车和转子的制造方法 | |
| JP2024083439A (ja) | 熱硬化性樹脂組成物およびステータ | |
| JP7343096B2 (ja) | 封止用樹脂組成物、半導体装置、及び半導体装置の製造方法 | |
| JP6980986B2 (ja) | 半導体封止用樹脂組成物および半導体装置 | |
| JP7302300B2 (ja) | 封止樹脂組成物およびアルミニウム電解コンデンサ | |
| JP7444345B1 (ja) | ステータ用封止樹脂組成物およびステータの解体方法 | |
| JP2023081757A (ja) | ステータおよび回転電機 | |
| JP2024162685A (ja) | 熱硬化性樹脂組成物、巻線磁界式ロータおよび発電機 | |
| JP2025085903A (ja) | ステータ、回転電機およびステータの製造方法 | |
| JP6275946B2 (ja) | ローター固定用樹脂組成物およびローター | |
| JP7708331B2 (ja) | 易解体性樹脂組成物、易解体性樹脂組成物の硬化物を備える構造体、構造体の解体方法、構造体を構成する材料のリサイクル方法 | |
| EP4535617A1 (en) | Easy-to-dismantle rotor-fixing resin composition and method for dismantling rotor | |
| WO2024048369A1 (ja) | ステータ用封止樹脂組成物およびステータの解体方法 | |
| JP2025078175A (ja) | 易解体性熱硬化性樹脂組成物および解体方法 | |
| WO2025211171A1 (ja) | タブレット状のエポキシ樹脂成形材料、柱状タブレットおよび柱状タブレットの製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023532227 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22892855 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18709226 Country of ref document: US Ref document number: 202280074929.1 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202417038189 Country of ref document: IN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020247018865 Country of ref document: KR |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022892855 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022892855 Country of ref document: EP Effective date: 20240611 |