WO2023054506A1 - 樹脂組成物、成形体、多層構造体、熱成形容器、ブロー成形容器及び蒸着フィルム - Google Patents
樹脂組成物、成形体、多層構造体、熱成形容器、ブロー成形容器及び蒸着フィルム Download PDFInfo
- Publication number
- WO2023054506A1 WO2023054506A1 PCT/JP2022/036247 JP2022036247W WO2023054506A1 WO 2023054506 A1 WO2023054506 A1 WO 2023054506A1 JP 2022036247 W JP2022036247 W JP 2022036247W WO 2023054506 A1 WO2023054506 A1 WO 2023054506A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- resin composition
- evoh
- content
- ppm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L29/00—Compositions of homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by an alcohol, ether, aldehydo, ketonic, acetal or ketal radical; Compositions of hydrolysed polymers of esters of unsaturated alcohols with saturated carboxylic acids; Compositions of derivatives of such polymers
- C08L29/02—Homopolymers or copolymers of unsaturated alcohols
- C08L29/04—Polyvinyl alcohol; Partially hydrolysed homopolymers or copolymers of esters of unsaturated alcohols with saturated carboxylic acids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/14—Layered products comprising a layer of natural or synthetic rubber comprising synthetic rubber copolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/40—Layered products comprising a layer of synthetic resin comprising polyurethanes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F8/00—Chemical modification by after-treatment
- C08F8/12—Hydrolysis
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F8/00—Chemical modification by after-treatment
- C08F8/28—Condensation with aldehydes or ketones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/07—Aldehydes; Ketones
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/014—Additives containing two or more different additives of the same subgroup in C08K
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2201/00—Properties
- C08L2201/08—Stabilised against heat, light or radiation or oxydation
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/16—Applications used for films
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/18—Applications used for pipes
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2203/00—Applications
- C08L2203/30—Applications used for thermoforming
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2205/00—Polymer mixtures characterised by other features
- C08L2205/02—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group
- C08L2205/025—Polymer mixtures characterised by other features containing two or more polymers of the same C08L -group containing two or more polymers of the same hierarchy C08L, and differing only in parameters such as density, comonomer content, molecular weight, structure
Definitions
- the present invention relates to resin compositions, molded articles, multilayer structures, thermoformed containers, blow-molded containers and vapor-deposited films.
- Ethylene-vinyl alcohol copolymer (hereinafter sometimes abbreviated as "EVOH”) is a polymeric material with excellent gas barrier properties such as oxygen, oil resistance, antistatic properties, mechanical strength, melt moldability, etc. . Therefore, EVOH resin compositions are widely used as molding materials for containers, sheets, films and the like. Melt molding is generally used for molding containers and the like. Therefore, a resin composition to be melt-molded is required to have excellent long-run performance such that defects such as fisheyes and streaks do not occur even after long-term melt-molding.
- EVOH has a relatively active hydroxyl group in the molecule
- oxidation and cross-linking reactions may proceed in a high-temperature molten state even inside an extruder with almost no oxygen, resulting in thermally degraded products.
- the heat-degraded product accumulates inside the molding machine and generates gels and lumps that cause fish eyes.
- Patent Document 1 a resin composition containing EVOH and 0.01 to 100 ppm of unsaturated aldehyde suppresses the occurrence of defects such as fish eyes, gels, and streaks, and has excellent long-run properties. is described.
- the present invention has been made based on such circumstances, and its object is to provide a resin composition containing EVOH, wherein neck-in and die build-up during melt molding are suppressed, and the resin composition.
- a resin composition containing EVOH wherein neck-in and die build-up during melt molding are suppressed
- the resin composition To provide a molded article, a multilayer structure, etc. using
- b 1 is the content (ppm) of crotonaldehyde (B1) relative to EVOH (A)
- b 2 is 2,4-hexadienal relative to EVOH (A).
- EVOH (A) is an ethylene-vinyl alcohol copolymer (Aa) having an ethylene unit content of 20 mol% or more and 50 mol% or less (hereinafter sometimes abbreviated as "EVOH (Aa)"); EVOH (Ab) and EVOH (Aa ) and the difference in ethylene unit content (Ab-Aa) is 4.5 mol% or more, and the mass ratio (Aa/Ab) between EVOH (Aa) and EVOH (Ab) is 60/40 or more and 95/5
- the resin composition according to any one of [1] to [7] below; [9] The resin composition of any one of [1] to [8], further comprising inorganic particles (D), wherein the content d of the inorganic particles (D) relative to the EVOH (A) is 50 ppm or more and 5,000 ppm or less.
- thermoplastic elastomer (G), wherein the mass ratio (G/A) of the thermoplastic elastomer (G) to EVOH (A) is 5/95 or more and 35/65 or less, [1] to [11] ] Any resin composition; [13] A molded article having a portion made of the resin composition of any one of [1] to [12]; [14] A multilayer structure having at least one layer made of the resin composition according to any one of [1] to [12]; [15] A thermoformed container having a layer made of the resin composition of any one of [1] to [12]; [16] A blow-molded container having a layer made of the resin composition of any one of [1] to [12]; [17] A deposited film comprising a substrate layer made of the resin composition according to any one of [1] to [12] and an inorganic deposited layer laminated on at least one side of the substrate layer; This is achieved by providing
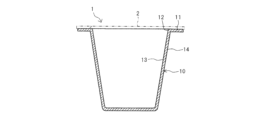
- FIG. 1 is a schematic perspective view showing a cup-shaped container which is one embodiment of the thermoformed container of the present invention.
- 2 is a cross-sectional view of the cup-shaped container of FIG. 1.
- FIG. 3 is a schematic cross-sectional view showing a main part of the cup-shaped container of FIG. 1.
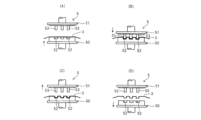
- FIG. 4 is a schematic diagram for explaining a method of manufacturing the cup-shaped container of FIG.
- FIG. 5 is a schematic diagram for explaining a method of manufacturing the cup-shaped container of FIG.
- FIG. 6 is a schematic partial cross-sectional view showing one embodiment of the blow-molded container of the present invention.
- the resin composition of the present invention contains EVOH (A) and crotonaldehyde (B1), and is selected from the group consisting of 2,4-hexadienal (B2) and 2,4,6-octatrienal (B3). It further contains at least one type and satisfies the following formulas (1) and (2). 2.0 ⁇ b 1 /(b 2 +b 3 ) ⁇ 150.0 (1) b 2 +2b 3 ⁇ 0.65 (2) In the above formulas (1) and (2), b 1 is the content (ppm) of crotonaldehyde (B1) relative to EVOH (A), and b 2 is 2,4-hexadienal relative to EVOH (A).
- ppm is the content (ppm) of (B2)
- b3 is the content (ppm) of 2,4,6-octatrienal (B3) relative to EVOH (A).
- the content expressed in ppm is the content based on mass.
- crotonaldehyde (B1), 2,4-hexadienal (B2) and 2,4,6-octatrienal (B3) may be collectively referred to as unsaturated aliphatic aldehyde (B).
- EVOH (A) is a copolymer having ethylene units and vinyl alcohol units and having an ethylene unit content of 20 mol % or more and 60 mol % or less.
- EVOH (A) is usually obtained by saponifying an ethylene-vinyl ester copolymer. Production and saponification of the ethylene-vinyl ester copolymer can be carried out by known methods.
- Vinyl esters include vinyl acetate, vinyl formate, vinyl propionate, vinyl valerate, vinyl caprate, vinyl laurate, vinyl stearate, vinyl pivalate, vinyl versatate, and other aliphatic carboxylic acid vinyl esters. and preferably vinyl acetate.
- the ethylene unit content of EVOH (A) is 20 mol% or more, preferably 25 mol% or more, more preferably 27 mol% or more.
- the ethylene unit content of EVOH (A) is 60 mol % or less, preferably 55 mol % or less, more preferably 50 mol % or less. If the ethylene unit content is less than 20 mol %, the thermal stability during melt extrusion is lowered, gelation tends to occur, and streaks, fish eyes, and pimples tend to occur. The occurrence of streaks, fish-eyes, pimples, etc., becomes conspicuous especially during long-term operation at higher temperatures or higher speeds than under normal conditions. When the ethylene unit content exceeds 60 mol %, gas barrier properties tend to deteriorate.
- the degree of saponification of EVOH (A) is preferably 90 mol% or more, more preferably 95 mol% or more, and even more preferably 99 mol% or more.
- the degree of saponification may be 100 mol % or less, 99.97 mol % or less, or 99.94 mol % or less.
- EVOH (A) may have structural units other than ethylene units, vinyl alcohol units, and vinyl ester units, as long as the object of the present invention is not hindered.
- the content of the other structural unit with respect to all structural units of EVOH (A) is preferably 30 mol% or less, more preferably 20 mol% or less, and 10 mol%. The following are more preferable, 5 mol % or less may be even more preferable, and 1 mol % or less may be particularly preferable.
- the content thereof may be 0.05 mol % or more, or 0.10 mol % or more.
- the other structural units include, for example, unsaturated carboxylic acids such as acrylic acid, methacrylic acid, crotonic acid, and itaconic acid, or their anhydrides, salts, or mono- or dialkyl esters; acrylonitrile, nitriles such as methacrylonitrile; acrylamide; , amides such as methacrylamide; vinylsulfonic acid, allylsulfonic acid, olefinsulfonic acid such as methallylsulfonic acid or salts thereof; vinyltrimethoxysilane, vinyltriethoxysilane, vinyltri( ⁇ -methoxy-ethoxy)silane, ⁇ - vinylsilane compounds such as methacryloxypropylmethoxysilane; and structural units derived from alkyl vinyl ethers, vinyl ketones, N-vinylpyrrolidone, vinyl chloride, vinylidene chloride, and the like.
- unsaturated carboxylic acids such as acrylic acid, meth
- the other structural units include a structural unit (I) represented by the following formula (I), a structural unit (II) represented by the following formula (II), and a structural unit represented by the following formula (III) ( III) may be at least one of them.
- R 1 , R 2 , R 3 , R 4 , R 5 , R 6 , R 7 , R 8 , R 9 , R 10 and R 11 are Each independently represents a hydrogen atom, an aliphatic hydrocarbon group having 1 to 10 carbon atoms, an alicyclic hydrocarbon group having 3 to 10 carbon atoms, an aromatic hydrocarbon group having 6 to 10 carbon atoms or a hydroxyl group.
- pairs of R 1 , R 2 and R 3 , R 4 and R 5 , and R 6 and R 7 may each combine to form part of a ring structure.
- R 12 and R 13 each independently represent a hydrogen atom, a formyl group or an alkanoyl group having 2 to 10 carbon atoms.
- EVOH (A) has the above structural unit (I), (II) or (III), the flexibility and processability of the resin composition are improved, and the stretchability of various molded articles such as films and multilayer structures obtained is improved. And thermoformability tends to be improved.
- the aliphatic hydrocarbon group having 1 to 10 carbon atoms includes an alkyl group, an alkenyl group, and the like.
- Hydrogen groups include cycloalkyl groups, cycloalkenyl groups and the like, and aromatic hydrocarbon groups having 6 to 10 carbon atoms include phenyl groups and the like.
- R 1 , R 2 and R 3 are preferably each independently a hydrogen atom, a methyl group, an ethyl group, a hydroxyl group, a hydroxymethyl group or a hydroxyethyl group.
- a hydrogen atom, a methyl group, a hydroxyl group or a hydroxy A methyl group is more preferred.
- the method for incorporating the structural unit (I) into EVOH (A) is not particularly limited.
- a monomer derived from the structural unit (I) is copolymerized methods and the like.
- monomers derived from the structural unit (I) include alkenes such as propylene, butylene, pentene, and hexene; 3-hydroxy-1-propene, 3-acyloxy-1-propene, 3-acyloxy-1-butene; , 4-acyloxy-1-butene, 3,4-diacyloxy-1-butene, 3-acyloxy-4-hydroxy-1-butene, 4-acyloxy-3-hydroxy-1-butene, 3-acyloxy-4-methyl -1-butene, 4-acyloxy-2-methyl-1-butene, 4-acyloxy-3-methyl-1-butene, 3,4-diacyloxy-2-methyl-1-butene, 4-hydroxy-1-pentene , 5-hydroxy-1-pentene
- acyloxy is preferably acetoxy, specifically 3-acetoxy-1-propene, 3-acetoxy-1-butene, 4-acetoxy-1-butene or 3,4-diacetoxy-1-butene is preferred.
- an alkene having an ester it is derived to the structural unit (I) during the saponification reaction.
- both R 4 and R 5 are preferably hydrogen atoms. More preferably, both R 4 and R 5 are hydrogen atoms, one of R 6 and R 7 is a C 1-10 aliphatic hydrocarbon group, and the other is a hydrogen atom.
- This aliphatic hydrocarbon group is preferably an alkyl group or an alkenyl group. From the viewpoint of placing particular importance on the gas barrier properties of various molded articles such as multilayer structures to be obtained, it is more preferable that one of R 6 and R 7 is a methyl group or an ethyl group, and the other is a hydrogen atom.
- R 6 and R 7 is a substituent represented by (CH 2 ) h OH (where h is an integer of 1 to 8) and the other is a hydrogen atom.
- h is preferably an integer of 1 to 4, more preferably 1 or 2, even more preferably 1.
- the method of incorporating the structural unit (II) into EVOH (A) is not particularly limited, and for example, a method of incorporating by reacting EVOH (A) obtained by a saponification reaction with a monovalent epoxy compound. Used.
- a monovalent epoxy compound compounds represented by the following formulas (IV) to (X) are preferably used.
- R 14 , R 15 , R 16 , R 17 and R 18 are each independently a hydrogen atom, an aliphatic hydrocarbon group having 1 to 10 carbon atoms (alkyl group, alkenyl group, etc.), an alicyclic hydrocarbon group having 3 to 10 carbon atoms (cycloalkyl group, cycloalkenyl group, etc.), or an aliphatic hydrocarbon group having 6 to 10 carbon atoms (phenyl group, etc.).
- i, j, k, p and q each independently represents an integer of 1 to 8; However, when R 17 is a hydrogen atom, R 18 is a group other than a hydrogen atom.
- Examples of monovalent epoxy compounds represented by formula (IV) include epoxyethane (ethylene oxide), epoxypropane, 1,2-epoxybutane, 2,3-epoxybutane, 3-methyl-1,2-epoxy, Butane, 1,2-epoxypentane, 3-methyl-1,2-epoxypentane, 1,2-epoxyhexane, 2,3-epoxyhexane, 3,4-epoxyhexane, 3-methyl-1,2-epoxy Hexane, 3-methyl-1,2-epoxyheptane, 4-methyl-1,2-epoxyheptane, 1,2-epoxyoctane, 2,3-epoxyoctane, 1,2-epoxynonane, 2,3-epoxy nonane, 1,2-epoxydecane, 1,2-epoxydodecane, epoxyethylbenzene, 1-phenyl-1,2-epoxypropane, 3-phenyl-1,2-epoxypropane and the like
- Examples of the monovalent epoxy compound represented by formula (V) include various alkyl glycidyl ethers.
- Examples of the monovalent epoxy compound represented by formula (VI) include various alkylene glycol monoglycidyl ethers.
- Examples of the monovalent epoxy compound represented by formula (VII) include various alkenyl glycidyl ethers.
- Examples of the monovalent epoxy compound represented by the formula (VIII) include various epoxyalkanols such as glycidol.
- Examples of the monovalent epoxy compound represented by formula (IX) include various epoxycycloalkanes.
- Examples of the monovalent epoxy compound represented by formula (X) include various epoxycycloalkenes.
- the monovalent epoxy compound is a compound represented by the above formula (IV) or formula (V).
- 1,2-epoxybutane and 2,3-epoxybutane are preferred from the viewpoint of reactivity with EVOH (A), workability of resin compositions and various molded articles such as films obtained, and gas barrier properties.
- R 8 , R 9 , R 10 and R 11 are preferably hydrogen atoms or aliphatic hydrocarbon groups having 1 to 5 carbon atoms, and such aliphatic hydrocarbon groups are methyl groups. , ethyl, n-propyl, isopropyl, n-butyl, isobutyl, tert-butyl or n-pentyl are preferred.
- the method for incorporating the structural unit (III) into EVOH (A) is not particularly limited, and includes, for example, the method described in JP-A-2014-034647.
- the lower limit of the melting point of EVOH (A) is preferably 140°C, more preferably 150°C, and even more preferably 160°C.
- the upper limit of this melting point is preferably 220°C, more preferably 210°C, and even more preferably 200°C.
- EVOH (A) may be used alone or in combination of two or more.
- EVOH (A) may contain EVOH (Aa) and EVOH (Ab) having different ethylene unit contents. In such a case, gas barrier properties, thermoformability, etc. can be excellent.
- EVOH (Aa) and EVOH (Ab) may be two types of EVOH having different melting points. For example, when the melting point of the resin composition is measured by the method described in Examples, the peak temperature corresponding to each EVOH may be confirmed. Further, the resin composition may have a phase separation structure in which one EVOH is dispersed in the other EVOH, or may have a completely compatible form in which two kinds of EVOH are completely dissolved.
- the lower limit of the ethylene unit content of EVOH (Aa) is, for example, 20 mol%, preferably 23 mol%, more preferably 25 mol%.
- the upper limit of the ethylene unit content of EVOH (Aa) is, for example, 50 mol%, preferably 47 mol%, and more preferably 43 mol%, 40 mol% or 35 mol%.
- the saponification degree of EVOH (Aa) is preferably 90 mol% or more, more preferably 95 mol% or more, and even more preferably 99 mol% or more.
- the degree of saponification of EVOH (Aa) may be 100 mol % or less, 99.97 mol % or less, or 99.94 mol % or less.
- the lower limit of the melting point of EVOH (Aa) is preferably 150°C, more preferably 160°C, and even more preferably 170°C.
- the upper limit of this melting point is preferably 220°C, more preferably 210°C, and even more preferably 200°C.
- the lower limit of the ethylene unit content of EVOH (Ab) is, for example, 30 mol%, preferably 34 mol%, more preferably 38 mol%.
- the upper limit of the ethylene unit content of EVOH (Ab) is, for example, 60 mol%, preferably 55 mol%, more preferably 52 mol%.
- a preferred degree of saponification of EVOH (Ab) can be the same as that of EVOH (Aa).
- the lower limit of the melting point of EVOH (Ab) is preferably 90°C, more preferably 100°C, and more preferably 110°C, 120°C, 130°C, 140°C or 150°C in some cases.
- the upper limit of this melting point is preferably 220°C, more preferably 210°C, still more preferably 200°C, and even more preferably 190°C, 180°C or 170°C in some cases.
- the difference in ethylene unit content between EVOH (Ab) and EVOH (Aa) (Ab-Aa), that is, the lower limit of the value obtained by subtracting the ethylene unit content of EVOH (Aa) from the ethylene unit content of EVOH (Ab) is, for example, 4.5 mol %, preferably 8 mol %, more preferably 12 mol %, even more preferably 15 mol %.
- the upper limit of the difference in ethylene unit content (Ab-Aa) is preferably 40 mol%, more preferably 30 mol%, and even more preferably 20 mol%.
- the mass ratio (Aa/Ab) of EVOH (Aa) and EVOH (Ab), that is, the lower limit of the mass ratio of the content of EVOH (Aa) to the content of EVOH (Ab) is, for example, 60/40. , 62/38 are preferred, and 65/35, 68/32, 70/30 or 75/25 may be even more preferred.
- the upper limit of the mass ratio is, for example, 95/5, preferably 93/7, more preferably 92/8, still more preferably 91/9, and even more preferably 85/15 in some cases. When the mass ratio is within the above range, the resin composition is excellent in thermoformability, flexibility, etc. while maintaining gas barrier properties against various gases.
- the mass ratio (Aa/Ab) For example, by making the mass ratio (Aa/Ab) equal to or higher than the lower limit, gas barrier properties, oil resistance, and the like of the resin composition can be enhanced. On the other hand, by setting the mass ratio (Aa/Ab) to the above upper limit or less, the thermoformability, flexibility, etc. of the resin composition can be enhanced.
- the difference in melting point (Aa-Ab) between EVOH (Aa) and EVOH (Ab), that is, the lower limit of the value obtained by subtracting the melting point of EVOH (Ab) from the melting point of EVOH (Aa) is, for example, 5°C. Good, but 8°C is preferred.
- this melting point difference is 8° C. or more, the thermoformability and the like are enhanced, and for example, when a thermoformable container is obtained from the resin composition, the appearance of the bottom portion is improved.
- the lower limit of this melting point difference is more preferably 12°C, more preferably 16°C, even more preferably 20°C, and even more preferably 24°C.
- the lower limit of this melting point difference may be 30°C, 40°C, 50°C or 60°C.
- the upper limit of the difference in melting point between EVOH (Aa) and EVOH (Ab) may be, for example, 100°C, preferably 90°C, °C is more preferred in some cases.
- EVOH (Aa) and EVOH (Ab) may have structural units other than ethylene units, vinyl alcohol units, and vinyl ester units within a range that does not hinder the object of the present invention.
- the content of the other structural unit with respect to the total structural units of EVOH (Aa) or EVOH (Ab) is preferably 30 mol% or less, and 20 mol % or less is more preferable, 10 mol % or less is more preferable, 5 mol % or less is even more preferable, and 1 mol % or less is particularly preferable.
- EVOH (Aa) or EVOH (Ab) has the other structural unit
- the content thereof may be 0.05 mol % or more, or 0.10 mol % or more.
- Examples of the above-mentioned other structural units include those exemplified as other structural units that EVOH (A) may have.
- EVOH (Ab) is a structural unit represented by the above formula (I), a structural unit represented by the above formula (II), and the above from the viewpoint of improving the thermoformability and flexibility of the resin composition. It preferably has at least one structural unit (x) selected from the group consisting of structural units represented by formula (III). Structural unit (x) is preferably at least one selected from the group consisting of structural units represented by formula (I) above and structural units represented by formula (II) above.
- the lower limit of the content of the structural unit (x) with respect to the total vinyl alcohol structural units of the EVOH (Ab) is preferably 0.3 mol%, and 1 mol%. More preferably, 3 mol % is even more preferable.
- the upper limit of this content is preferably 40 mol %, more preferably 30 mol %, and even more preferably 20 mol %. Gas barrier properties and the like can be enhanced by setting the content of the structural unit (x) to the above upper limit or less.
- EVOH (A) other than EVOH (Ab), such as EVOH (Aa), may have the structural unit (x).
- the lower limit of the total content of EVOH (Aa) and EVOH (Ab) in the resin composition is preferably 80% by mass, more preferably 90% by mass, still more preferably 95% by mass, particularly 99.9% by mass. In some cases it is preferable.
- EVOH (A) may consist only of EVOH (Aa) and EVOH (Ab), or may further contain other EVOH.
- the lower limit of the total content of EVOH (Aa) and EVOH (Ab) in EVOH (A) is preferably 80% by mass, more preferably 90% by mass, still more preferably 95% by mass, particularly 99.9% by mass. In some cases it is preferable.
- the content of EVOH (A) in the resin composition of the present invention is preferably 70% by mass or more, more preferably 80% by mass or more, particularly preferably 90% by mass or more, and 95% by mass or more, from the viewpoint of gas barrier properties and the like. , 99% by mass or more, or 99.9% by mass or more.
- the resin constituting the resin composition may be substantially composed of EVOH (A) only.
- the content of EVOH (A) in the resin composition may be, for example, 99.9% by mass or less, or may be 99% by mass or less.
- the resin composition of the present invention contains crotonaldehyde (B1) and at least one selected from the group consisting of 2,4-hexadienal (B2) and 2,4,6-octatrienal (B3). Including further.
- the lower limit of the content b1 of crotonaldehyde (B1) with respect to EVOH (A) in the resin composition is preferably 0.01 ppm, more preferably 0.20 ppm, still more preferably 0.40 ppm, 0.70 ppm or 1.0 ppm. 20 ppm may be even more preferred.
- the upper limit of the content b1 is preferably 4.0 ppm, more preferably 3.5 ppm, still more preferably 2.7 ppm, and even more preferably 2.0 ppm or 1.5 ppm.
- the resin composition contains 2,4-hexadienal (B2) in a specific ratio to crotonaldehyde (B1), thereby suppressing die build-up and tending to be excellent in neck-in resistance.
- the lower limit of the content b2 of 2,4-hexadienal (B2) with respect to EVOH (A) in the resin composition is preferably 0.005 ppm, more preferably 0.01 ppm, and still more preferably 0.02 ppm.
- the upper limit of the content b2 is preferably 0.65 ppm, more preferably 0.20 ppm, still more preferably 0.10 ppm, even more preferably 0.08 ppm, and particularly preferably 0.06 ppm.
- the resin composition contains 2,4,6-octatrienal (B3) in a specific ratio with respect to crotonaldehyde (B1), thereby suppressing die build-up and improving neck-in resistance. tend to be better.
- 2,4,6-Octatrienal (B3) has a greater effect on die build-up than 2,4-hexadienal (B2). Therefore, from the viewpoint of improving neck-in resistance while suppressing die build-up, the resin composition contains 2,4-hexadienal (B2) rather than 2,4,6-octatrienal (B3). is preferably included.
- the upper limit of the content b3 of 2,4,6-octatrienal (B3) with respect to EVOH (A) in the resin composition is preferably 0.325 ppm, more preferably 0.23 ppm, and still more preferably 0.07 ppm. , 0.04 ppm are particularly preferred.
- the lower limit of the content b3 may be 0 ppm or 0.005 ppm.
- the total of the content b 2 (ppm) of 2,4-hexadienal (B2) and the content b 3 (ppm) of 2,4,6-octatrienal (B3) , the ratio (b 1 /(b 2 +b 3 )) of the content b 1 (ppm) of the crotonaldehyde (B1) is 2.0 or more and less than 150.0, so that neck-in resistance is excellent.
- Such neck-in resistance is an effect that is not seen when any one of the unsaturated aliphatic aldehydes (B) is used alone, and b 1 /(b 2 +b 3 ) is within a specific range. This effect is played for the first time.
- the lower limit of b 1 /(b 2 +b 3 ) is preferably 4.0, more preferably 8.0.
- the upper limit of b 1 /(b 2 +b 3 ) is preferably 60.0, more preferably 25.0, even more preferably 13.0.
- the content b 2 (ppm) of 2,4-hexadienal (B2) and twice the content b 3 (ppm) of 2,4,6-octatrienal (B3) is 0.65 ppm , preferably 0.50 ppm, more preferably 0.30 ppm , and even more preferably 0.10 ppm. If b 2 +2b 3 exceeds the above upper limit, the occurrence of die buildup cannot be suppressed. b 2 +2b 3 may be 0.005 ppm or more, or may be 0.01 ppm or more.
- the total content of crotonaldehyde (B1), 2,4-hexadienal (B2) and 2,4,6-octatrienal (B3) relative to EVOH (A) (b 1 +b 2
- the upper limit of +b 3 ) is preferably 7.0 ppm, more preferably 4.0 ppm, more preferably 3.5 ppm, even more preferably 3.0 ppm, even more preferably 1.5 ppm, and particularly preferably 1.0 ppm
- the lower limit of b 1 +b 2 +b 3 is preferably 0.01 ppm, more preferably 0.10 ppm, and even more preferably 0.30 ppm or 0.50 ppm in some cases.
- the resin composition of the present invention preferably further contains a conjugated polyene compound (C).
- the conjugated polyene compound (C) can suppress deterioration of color tone due to oxidative deterioration of EVOH (A) during melt molding.
- the conjugated polyene compound (C) has a structure in which carbon-carbon double bonds and carbon-carbon single bonds are alternately connected, and the number of carbon-carbon double bonds is two or more. It is a compound having a so-called conjugated double bond.
- 2,4-hexadienal (B2) and 2,4,6-octatrienal (B3) are not considered to be conjugated polyene compounds (C).
- the conjugated polyene compound (C) may be a conjugated diene with two conjugated double bonds, a conjugated triene with three conjugated double bonds, or a conjugated polyene with a higher number.
- one molecule may have a plurality of pairs of conjugated double bond structures.
- a compound having three conjugated triene structures in the same molecule, such as tung oil, is also included in the conjugated polyene compound (C).
- the upper limit of the number of conjugated double bonds in the conjugated polyene compound (C) is preferably seven.
- the conjugated polyene compound (C) includes, in addition to the conjugated double bond, a carboxy group and its salt, a hydroxyl group, an ester group, an ether group, an amino group, an imino group, an amide group, a cyano group, a diazo group, a nitro group, a sulfone group. and salts thereof, sulfonyl groups, sulfoxide groups, sulfide groups, thiol groups, phosphoric acid groups and salts thereof, phenyl groups, halogen atoms, double bonds, triple bonds, and other functional groups.
- the lower limit of the number of carbon atoms in the conjugated polyene compound (C) is preferably 4. Moreover, as a maximum of carbon number of a conjugated polyene compound (C), 30 are preferable and 10 are more preferable.
- Examples of the conjugated polyene compound (C) include isoprene, 2,3-dimethyl-1,3-butadiene, 2,3-diethyl-1,3-butadiene, 2-t-butyl-1,3-butadiene, 1, 3-pentadiene, 2,3-dimethyl-1,3-pentadiene, 2,4-dimethyl-1,3-pentadiene, 3,4-dimethyl-1,3-pentadiene, 3-ethyl-1,3-pentadiene, 2-methyl-1,3-pentadiene, 3-methyl-1,3-pentadiene, 4-methyl-1,3-pentadiene, 1,3-hexadiene, 2,4-hexadiene, 2,5-dimethyl-2, 4-hexadiene, 1,3-octadiene, 1,3-cyclopentadiene, 1,3-cyclohexadiene, 1-phenyl-1,3-butadiene, 1,4-diphen
- conjugated triene compounds such as 1,3,5-hexatriene, 2,4,6-octatriene-1-carboxylic acid, eleostearic acid, tung oil, cholecalciferol, fulvene, and tropone; cyclooctatetraene , 2,4,6,8-decatetraene-1-carboxylic acid, retinol, retinoic acid and the like.
- the conjugated polyene compound (C) is preferably sorbic acid, sorbate, sorbate, myrcene, or a mixture of two or more thereof, and sorbic acid, sorbate (sodium sorbate, potassium sorbate, etc.) or Mixtures of these are more preferred. Sorbic acid, sorbates, or mixtures thereof are highly effective in suppressing oxidative deterioration at high temperatures, and are widely used industrially as food additives, and are therefore preferable from the viewpoint of hygiene and availability.
- the molecular weight of the conjugated polyene compound (C) is usually 1,000 or less, preferably 500 or less, more preferably 300 or less.
- the molecular weight of the conjugated polyene compound (C) is equal to or less than the above upper limit, the state of dispersion of the conjugated polyene compound (C) in the resin composition is improved, and the appearance after melt molding tends to be improved.
- the lower limit of the molecular weight of the conjugated polyene compound (C) is, for example, 54, may be 60, or may be 80.
- the lower limit of the content c of the conjugated polyene compound (C) to the EVOH (A) in the resin composition is preferably 1 ppm, more preferably 3 ppm. Further, the content c of the conjugated polyene compound (C) with respect to the EVOH (A) in the resin composition is preferably less than 300 ppm, more preferably 100 ppm or less, still more preferably 70 ppm or less, even more preferably 30 ppm or less, 20 ppm or less, 10 ppm or less is particularly preferred in some cases. When the content c of the conjugated polyene compound (C) is within the above range, it tends to be possible to further suppress the deterioration of the hue during melt molding.
- the resin composition of the present invention may further contain inorganic particles (D).
- inorganic particles refer to particles containing an inorganic substance as a main component.
- the main component means the component with the highest content, for example, the component with a content of 50% by mass or more.
- the inorganic substance constituting the inorganic particles (D) is preferably an inorganic substance containing at least one element selected from the group consisting of silicon, aluminum, magnesium, zirconium, cerium, tungsten and molybdenum. Among them, inorganic substances containing at least one element selected from the group consisting of silicon, aluminum and magnesium are more preferable because they are easily available. Examples of the inorganic substance include oxides, nitrides, and oxynitrides of the elements exemplified above, and oxides are preferable.
- the inorganic particles (D) may contain one or more particles. Also, one particle may be formed from one or more inorganic substances.
- the lower limit of the average particle size of the inorganic particles (D) is preferably 0.5 ⁇ m, more preferably 1.5 ⁇ m, and even more preferably 2.0 ⁇ m.
- the upper limit of the average particle size of the inorganic particles (D) is preferably 10 ⁇ m, more preferably 8 ⁇ m, and even more preferably 5 ⁇ m.
- the average particle size of the inorganic particles (D) is within the above range, the obtained film can be improved in rupture resistance, vapor deposition defect suppressing property, adhesion strength of the inorganic vapor deposition layer, and the like.
- the average particle diameter of the inorganic particles (D) is at least the above lower limit, the adhesion strength of the inorganic deposition layer tends to increase.
- the lower limit of the content d of the inorganic particles (D) relative to the EVOH (A) is, for example, 50 ppm, preferably 100 ppm, more preferably 150 ppm.
- the upper limit of the content d of the inorganic particles (D) is, for example, 5000 ppm, preferably 4000 ppm, more preferably 3000 ppm, and even more preferably 2000 ppm or 1000 ppm in some cases.
- the content d of the inorganic particles (D) is within the above range, it is possible to increase the breakage resistance of the film or the like obtained, the ability to suppress vapor deposition defects, the adhesion strength of the inorganic vapor deposited layer, and the like.
- the content d of the inorganic particles (D) is at least the above lower limit, the adhesion strength of the inorganic deposition layer tends to increase.
- Nonionic surfactant (E) The resin composition of the present invention may further contain a nonionic surfactant (E).
- a nonionic surfactant E
- the resin composition contains the nonionic surfactant (E)
- the resin composition contains a predetermined amount of nonionic surfactant (E)
- coloration of the resulting molded article tends to be suppressed.
- the content e of the nonionic surfactant (E) with respect to the EVOH (A) in the resin composition is preferably 0.1 ppm or more and 1,000 ppm or less.
- the content e is preferably 0.5 ppm or more, more preferably 1 ppm or more.
- the content e is 1,000 ppm or less, there is a tendency to suppress a decrease in the discharge amount of the resin composition due to insufficient resin supply to the extruder due to slippage of the resin.
- the content e is 1,000 ppm or less, the interlayer adhesion of the obtained laminate tends to be improved.
- the content e is preferably 500 ppm or less, more preferably 300 ppm or less, still more preferably 200 ppm or less, and particularly preferably 150 ppm or less.
- nonionic surfactant (E) is not particularly limited, it is preferably at least one selected from the group consisting of ether type, amino ether type, ester type, ester/ether type and amide type. These nonionic surfactants (E) may be used alone or in combination of two or more.
- ether-type nonionic surfactant Preferred ether-type nonionic surfactants are polyoxyalkylene alkyl ethers, polyoxyalkylene alkenyl ethers, and polyoxyethylene styrenated phenyl ethers.
- R is a linear or branched alkyl group or alkenyl group having 6 to 22 carbon atoms
- A is each independently an alkylene group having 2 to 4 carbon atoms
- n is a poly It represents the degree of condensation of oxyalkylene units and ranges from 1 to 30.
- R preferably has 8 to 18 carbon atoms, more preferably 12 or more.
- A preferably has 2 or 3 carbon atoms.
- n is preferably 2 to 25, more preferably 3 to 20, and even more preferably 4 or more.
- polyoxyalkylene alkyl ethers include polyoxyethylene hexyl ether, polyoxyethylene heptyl ether, polyoxyethylene octyl ether, polyoxyethylene-2-ethylhexyl ether, polyoxyethylene nonyl ether, polyoxyethylene decyl ether, Polyoxyethylene alkyl ethers such as polyoxyethylene lauryl ether, polyoxyethylene tetradecyl ether, polyoxyethylene cetyl ether, polyoxyethylene stearyl ether, polyoxyethylene icosyl ether, and polyoxypropylene alkyl ethers such as polyoxypropylene stearyl ether ethers, polyoxyethylene polyoxypropylene alkyl ethers, and the like.
- polyoxyalkylene alkenyl ethers include polyoxyethylene alkenyl ethers such as polyoxyethylene oleyl ether.
- polyoxyethylene styrenated phenyl ether examples include polyoxyethylene monostyrenated phenyl ether, polyoxyethylene distyrenated phenyl ether, and polyoxyethylene tristyrenated phenyl ether.
- the polyoxyethylene styrenated phenyl ether preferably has an ethylene oxide addition number of 5 to 30 mol.
- amino ether type nonionic surfactant polyoxyalkylenealkylamine, polyoxyalkylenealkenylamine and the like are preferable.
- polyoxyalkylenealkylamine cocoalkylamine-ethylene oxide adduct, polyoxyethylenestearylamine, polyoxyethylenelaurylamine, polyoxyethylene-polyoxypropylene-laurylamine, polyoxyethylenestearylamine and the like are suitable.
- polyoxyalkylenealkenylamine polyoxyethylene oleylamine and the like are suitable.
- the number of ethylene oxide additions to the polyoxyalkylenealkylamine is preferably 1 to 40 mol.
- ester-type nonionic surfactants include polyoxyalkylene alkyl esters, polyoxyalkylene alkenyl esters, sorbitan alkyl esters, sorbitan alkenyl esters, polyoxyethylene sorbitan alkyl esters, polyoxyethylene sorbitan alkylene esters, glycerol alkyl esters, and glycerol. Alkenyl esters, polyglycerin alkyl esters, polyglycerin alkenyl esters and the like are suitable.
- R preferably has 8 to 18 carbon atoms
- A preferably has 2 or 3 carbon atoms
- n preferably has 7 to 14 carbon atoms.
- Polyoxyalkylene alkyl esters include polyoxyethylene monolaurate, polyoxyethylene dilaurate, polyoxyethylene monopalmitate, polyoxyethylene monostearate, polyoxyethylene distearate, and the like.
- Polyoxyalkylene alkenyl esters include polyoxyethylene oleate, polyethylene glycol diolate, and the like.
- Sorbitan alkyl esters include sorbitan monocaprylate, sorbitan monolaurate, sorbitan monopalmitate, sorbitan monostearate, sorbitan distearate, sorbitan tristearate, sorbitan monolaurate, and the like.
- Sorbitan alkenyl esters include sorbitan monooleate, sorbitan trioleate, sorbitan sesquioleate, and the like.
- Polyoxyethylene sorbitan alkyl esters include polyoxyethylene sorbitan monolaurate, polyoxyethylene sorbitan monopalmitate, polyoxyethylene sorbitan monostearate, polyoxyethylene sorbitan tristearate, polyoxyethylene sorbitan triisostearate, polyoxyethylene sorbitan monolaurate and the like.
- Polyoxyethylene sorbitan alkenyl esters include polyoxyethylene sorbitan monooleate and polyoxyethylene sorbitan trioleate.
- glycerol alkyl esters examples include glycerol monostearate and glycerol monomyristate.
- Glycerol alkenyl esters include glycerol monooleate and the like.
- Polyglycerin alkyl esters include diglycerin laurate, tetraglycerin stearate, polyglycerin laurate, polyglycerin stearate, and the like.
- Polyglycerol alkenyl esters include polyglycerol oleate.
- ester/ether type nonionic surfactant examples include polyoxyethylene sorbitan alkyl esters and polyoxyethylene sorbitan alkenyl esters.
- amide-type nonionic surfactant As the amide-type nonionic surfactant, higher fatty acid amides are preferred, and higher fatty acid alkanolamides are more preferred.
- a higher fatty acid means an acid having 6 or more carbon atoms, for example.
- the carbon number of the higher fatty acid may be 10 or more, or 12 or more.
- Higher fatty acid alkanolamides include higher fatty acid mono- or dialkanolamides, specifically caproic acid mono- or diethanolamide, caprylic acid mono- or diethanolamide, capric acid mono- or diethanolamide, lauric acid mono- or diethanolamide , palmitic acid mono- or diethanolamide, stearic acid mono- or diethanolamide, oleic acid mono- or diethanolamide, coconut oil fatty acid mono- or diethanolamide, ethanolamide constituting these replaced with propanolamide or butanolamide, etc. be done.
- higher fatty acid amides other than higher fatty acid alkanolamides include caproic acid amide, caprylic acid amide, capric acid amide, lauric acid amide, palmitic acid amide, stearic acid amide, and oleic acid amide.
- Nonionic surfactants (E) include polyoxyalkylene alkyl ethers, polyoxyalkylene alkenyl ethers, polyoxyethylene styrenated phenyl ethers, polyoxyalkylene alkylamines, polyoxyalkylene alkenylamines, polyoxyalkylene alkyl esters, poly Oxyalkylene alkenyl esters, sorbitan alkyl esters, sorbitan alkenyl esters, polyoxyethylene sorbitan alkyl esters, polyoxyethylene sorbitan alkenyl esters, glycerol alkyl esters, glycerol alkenyl esters, polyglycerin alkyl esters, polyglycerin alkenyl esters and higher fatty acid amides At least one selected from the group is more preferable.
- the nonionic surfactant (E) is preferably an ether type, an amino ether type or an ester type from the viewpoints of sufficiently increasing the discharge amount and obtaining a molded article with suppressed coloring.
- the ether type is more preferred, and the ether type is even more preferred.
- coloration tends to be more suppressed.
- the resin composition of the present invention may further contain an antioxidant (F).
- an antioxidant F
- the resin composition further contains an antioxidant the oxidation deterioration resistance of a molded article such as a pipe formed from the resin composition is improved, and cracks occur when the molded article is used at high temperatures for a long period of time. can be suppressed.
- Antioxidant (F) is a compound having antioxidant ability.
- the melting point of the antioxidant (F) is not necessarily limited, it is preferably 170° C. or lower. When the melting point of the antioxidant (F) is 170° C. or less, it becomes easy to melt in the extruder when producing the resin composition by melt mixing. Therefore, it is possible to prevent the antioxidant (F) from localizing in the resin composition and coloring the high-concentration portion.
- the melting point of the antioxidant (F) is preferably 50°C or higher, and more preferably 100°C or higher in some cases. When the melting point of the antioxidant (F) is 50° C. or higher, it is possible to prevent the antioxidant from bleeding out on the surface of the molded article (pipe, etc.) obtained, resulting in poor appearance.
- the molecular weight of the antioxidant (F) is preferably 300 or more.
- the molecular weight is more preferably 400 or more, particularly preferably 500 or more.
- the upper limit of the molecular weight of the antioxidant (F) is not particularly limited, but from the viewpoint of dispersibility, it is preferably 8,000 or less, more preferably 6,000 or less, even more preferably 4,000 or less, and particularly preferably 2,000 or less.
- a compound having a hindered phenol group is preferably used as the antioxidant (F).
- a compound having a hindered phenol group itself has excellent thermal stability, but also has the ability to capture oxygen radicals that cause oxidative deterioration. It is excellent in the effect of preventing.
- IRGANOX 1010 manufactured by BASF: melting point 110-125°C, molecular weight 1178, pentaerythritol tetrakis [3-(3,5-di-tert-butyl-4-hydroxyphenyl)propionate]
- IRGANOX 1076 manufactured by BASF: melting point 50-55° C., molecular weight 531, octadecyl-3-(3,5-di-tert-butyl-4-hydroxyphenyl) propionate
- IRGANOX 245" melting point 110-125°C, molecular weight 1178, pentaerythritol tetrakis [3
- “Sumilizer GM” Melting point about 128 ° C., molecular weight 395, 2-tert-butyl-6-(3-tert-butyl-2-hydroxy-5-methylbenzyl)-4-methyl Phenyl acrylate (8)
- a compound having a hindered amine group is also suitably used as the antioxidant (F).
- a compound having a hindered amine group not only prevents the thermal degradation of EVOH (A) but also captures aldehydes generated by thermal decomposition of EVOH (A). By reducing the generation of cracked gas, the generation of voids or air bubbles during molding can be suppressed.
- the odor caused by the aldehydes impairs the taste of the contents.
- a preferred compound having a hindered amine group is a piperidine derivative, particularly a 2,2,6,6-tetraalkylpiperidine derivative having a substituent at the 4-position.
- the 4-position substituent includes a carboxy group, an alkoxy group, and an alkylamino group.
- the N-position of the hindered amine group may be substituted with an alkyl group, but it is preferable to use one in which a hydrogen atom is bonded, as it has an excellent thermal stability effect.
- BASF "TINUVIN 770" melting point 81-85 ° C., molecular weight 481, bis (2,2,6,6-tetramethyl-4-piperidyl) sebacate
- BASF "TINUVIN 765" liquid Compound, molecular weight 509, bis(1,2,2,6,6-pentamethyl-4-piperidyl) sebacate and 1,2,2,6,6-pentamethyl-4-piperidyl sebacate (mixture)
- BASF "TINUVIN 622LD” melting point 55-70°C, molecular weight 3100-4000, dimethyl succinate 1-(2-hydroxyethyl)-4-hydroxy-2,2,6,6-tetramethylpiperidine
- Polycondensate (12) "CHIMASSORB 119FL” manufactured by BASF Corporation: Melting point 130-140 ° C., molecular weight 2000 or more, N,N'-
- These compounds having a hindered phenol group or hindered amine group may be used alone, or two or more of them may be used in combination.
- the lower limit of the content f of the antioxidant (F) in the resin composition is, for example, 0.01% by mass, preferably 0.1% by mass, and more preferably 0.3% by mass.
- the upper limit of the content g of the antioxidant (F) is, for example, 5% by mass, preferably 3% by mass, and more preferably 1% by mass.
- the resin composition of the present invention may further contain a thermoplastic elastomer (G).
- a thermoplastic elastomer (G) When the resin composition further contains a thermoplastic elastomer (G), the flex resistance and the like of molded articles obtained from the resin composition are improved.
- thermoplastic elastomer (G) is not particularly limited, and polyester-based thermoplastic elastomers, polystyrene-based thermoplastic elastomers, polyolefin-based thermoplastic elastomers, etc. can be used. These may be used alone or in combination of two or more. Among them, from the viewpoint of improving bending resistance, the thermoplastic elastomer (G) is preferably at least one selected from the group consisting of polystyrene thermoplastic elastomers and polyolefin thermoplastic elastomers.
- the thermoplastic elastomer (G) is preferably a modified thermoplastic elastomer.
- the modified thermoplastic elastomer is preferably modified with an unsaturated carboxylic acid or its derivative.
- the unsaturated carboxylic acid or its derivative include maleic acid, fumaric acid, itaconic acid, maleic anhydride, itaconic anhydride, Examples include monomethyl maleate, monoethyl maleate, diethyl maleate, and monomethyl fumarate.
- a maleic anhydride-modified thermoplastic elastomer is more preferable.
- the thermoplastic elastomer (G) is a modified thermoplastic elastomer, because the compatibility with the EVOH (A) is enhanced, and gas barrier properties, transparency, flexibility and releasability are further improved.
- thermoplastic polyester elastomer examples include multi-block copolymers comprising polyester as a hard segment in the molecule and polyether or polyester having a low glass transition temperature (Tg) as a soft segment. be done.
- TPEE can be classified into the following types depending on the difference in molecular structure, and among them, polyester/polyether type TPEE and polyester/polyester type TPEE are preferable.
- Polyester/polyether type TPEE Generally, it is a thermoplastic elastomer using an aromatic crystalline polyester as a hard segment and a polyether as a soft segment.
- Polyester/polyester type TPEE It is a thermoplastic elastomer using an aromatic crystalline polyester as a hard segment and an aliphatic polyester as a soft segment.
- Liquid crystalline TPEE It is a thermoplastic elastomer that uses rigid liquid crystal molecules as hard segments and aliphatic polyester as soft segments.
- polyester segment examples include aromatic dicarboxylic acids such as terephthalic acid, isophthalic acid and naphthalene dicarboxylic acid; alicyclic dicarboxylic acids such as 1,4-cyclohexanedicarboxylic acid; succinic acid and aliphatic dicarboxylic acids such as adipic acid.
- aromatic dicarboxylic acids such as terephthalic acid, isophthalic acid and naphthalene dicarboxylic acid
- alicyclic dicarboxylic acids such as 1,4-cyclohexanedicarboxylic acid
- succinic acid and aliphatic dicarboxylic acids such as adipic acid.
- a polyester segment composed of a dicarboxylic acid component and a diol component such as an aliphatic diol such as ethylene glycol, 1,2-propylene glycol or 1,4-butanediol; or an alicyclic diol such as cyclohe
- polyether segment examples include aliphatic polyether segments such as polyethylene glycol, polypropylene glycol and polybutylene glycol.
- the polyester thermoplastic elastomer is preferably a modified polyester thermoplastic elastomer, more preferably a maleic anhydride-modified polyester thermoplastic elastomer.
- the polystyrene-based thermoplastic elastomer is not particularly limited, it usually includes a styrene monomer polymer block (Hb) as a hard segment and a conjugated diene compound polymer block or its hydrogenated block (Sb) as a soft segment.
- the structure of this styrene-based thermoplastic elastomer includes a diblock structure represented by Hb--Sb, a triblock structure represented by Hb--Sb--Hb or Sb--Hb--Sb, and a structure represented by Hb--Sb--Hb--Sb. or a polyblock structure in which a total of 5 or more Hb and Sb are linearly bonded.
- the styrene-based monomer used in the styrene monomer polymer block (Hb) is not particularly limited, and examples thereof include styrene and derivatives thereof. Specifically, styrene, ⁇ -methylstyrene, 2-methylstyrene, 4-methylstyrene, 4-propylstyrene, 4-t-butylstyrene, 4-cyclohexylstyrene, 4-dodecylstyrene, 2-ethyl-4- Styrenes such as benzylstyrene, 4-(phenylbutyl)styrene, 2,4,6-trimethylstyrene, monofluorostyrene, difluorostyrene, monochlorostyrene, dichlorostyrene, methoxystyrene, t-butoxystyrene; 1-vinylnaphthalene, vinyl group-containing aromatic compounds such as vinyln
- the conjugated diene compound used in the conjugated diene compound polymer block or its hydrogenated block (Sb) is also not particularly limited, and examples thereof include butadiene, isoprene, 2,3-dimethylbutadiene, pentadiene, and hexadiene. can. Among them, butadiene is preferred.
- the number of conjugated diene compounds may be one, or two or more.
- other comonomers such as ethylene, propylene, butylene, styrene can also be copolymerized.
- the conjugated diene compound polymer block may be a partially or completely hydrogenated hydrogenated product.
- polystyrene thermoplastic elastomers include styrene-isoprene diblock copolymer (SI), styrene-butadiene diblock copolymer (SB), styrene-isoprene-styrene triblock copolymer (SIS), styrene -butadiene/isoprene-styrene triblock copolymers (SB/IS), and styrene-butadiene-styrene triblock copolymers (SBS) and hydrogenated forms thereof.
- SI styrene-isoprene diblock copolymer
- SB styrene-butadiene diblock copolymer
- SIS styrene-isoprene-styrene triblock copolymer
- SB/IS styrene -butadiene/isoprene-styrene triblock
- hydrogenated styrene-isoprene diblock copolymer SEP
- hydrogenated styrene-butadiene diblock copolymer SEB
- hydrogenated styrene-isoprene-styrene triblock copolymer SEPS
- hydrogenated styrene-butadiene/isoprene-styrene triblock copolymer SEEPS
- hydrogenated styrene-butadiene-styrene triblock copolymer SEBS
- SEBS hydrogenated styrene-butadiene-styrene triblock copolymer
- the polystyrene-based thermoplastic elastomer is preferably a modified polystyrene-based thermoplastic elastomer, more preferably a maleic anhydride-modified polystyrene-based thermoplastic elastomer.
- the polyolefin-based thermoplastic elastomers include thermoplastic elastomers having polyolefin blocks such as polypropylene and polyethylene as hard segments and rubber blocks such as ethylene-propylene-diene copolymer as soft segments. Such thermoplastic elastomers include a blend type and an implanted type. Examples of modified polyolefin thermoplastic elastomers include maleic anhydride-modified ethylene-butene-1 copolymer, maleic anhydride-modified ethylene-propylene copolymer, halogenated butyl rubber, modified polypropylene, and modified polyethylene.
- the polyolefin-based thermoplastic elastomer is preferably a modified polyolefin-based thermoplastic elastomer, more preferably a maleic anhydride-modified polyolefin-based thermoplastic elastomer.
- the lower limit of the mass ratio (G/A) of the thermoplastic elastomer (G) to the EVOH (A) in the resin composition is preferably 5/95, more preferably 8/92, still more preferably 12/88, and 15/ 85 or 25/75 may be even more preferred.
- the mass ratio (G/A) is preferably 35/65, more preferably 30/70, and even more preferably 25/75 in some cases. Gas barrier properties and the like can be enhanced by setting the mass ratio (G/A) to the above upper limit or less.
- the resin composition containing the thermoplastic elastomer (G) particles of the thermoplastic elastomer (G) are preferably dispersed in the EVOH (A) matrix. That is, the resin composition containing the thermoplastic elastomer (G) has a sea-island structure in which the sea phase is mainly composed of EVOH (A) and the island phase is mainly composed of the thermoplastic elastomer (G). is preferred. In this way, the sea phase is mainly composed of EVOH (A), so that flexibility is improved while gas barrier properties are maintained.
- the sea phase is mainly composed of EVOH (A)
- the island phase is mainly composed of a thermoplastic elastomer (G), a thermoplastic elastomer
- the average particle size of the island phase composed of G) is preferably 4.5 ⁇ m or less, more preferably 3.5 ⁇ m or less, even more preferably 3.0 ⁇ m or less, particularly preferably 2.5 ⁇ m or less, and most preferably 2.0 ⁇ m or less.
- the average particle size of the thermoplastic elastomer (G) may be 0.1 ⁇ m or more.
- the average particle size of the island phase composed of the thermoplastic elastomer (G) is within the above range, the gas barrier property and transparency are maintained, the flexibility is improved, and the releasability is improved, which is preferable.
- the average particle size of the thermoplastic elastomer (G) can be adjusted by adjusting the kneading strength, the composition ratio of the EVOH (A) and the thermoplastic elastomer (G), and the like.
- the refractive index difference between the EVOH (A) and the thermoplastic elastomer (G) is preferably 0.05 or less, more preferably 0.04 or less, and 0.03 or less. More preferred.
- the refractive index difference may be 0.005 or more. When the refractive index difference is within the above range, the transparency of the resin composition is improved, which is preferable.
- the resin composition of the present invention may contain at least one additive selected from the group consisting of antioxidants, ultraviolet absorbers, plasticizers, antistatic agents, lubricants and fillers.
- the total content of the additives in the resin composition may be 0.005% by mass or more and 50% by mass or less, and may be 20% by mass or less, 10% by mass or less, 5% by mass or less, or 1% by mass or less. There may be.
- antioxidant examples are as described above for the antioxidant (F).
- UV absorbers include ethylene-2-cyano-3,3'-diphenyl acrylate, 2-(2'-hydroxy-5'-methylphenyl)benzotriazole, 2-(2'-hydroxy-5'-methylphenyl ) benzotriazole, 2-(2′-hydroxy-5′-methylphenyl)benzotriazole, 2-(2′-hydroxy-3′-t-butyl-5′-methylphenyl)-5-chlorobenzotriazole, 2 -hydroxy-4-methoxybenzophenone, 2,2'-dihydroxy-4-methoxybenzophenone, 2-hydroxy-4-oxybenzophenone and the like.
- plasticizers examples include dimethyl phthalate, diethyl phthalate, dioctyl phthalate, wax, liquid paraffin, and phosphate ester.
- Antistatic agents include pentaerythrityl monostearate, sorbitan monopalmitate, sulfated polyolefins, polyethylene oxide, polyethylene glycol (trade name: carbowax), and the like.
- lubricants examples include ethylene bisstearamide and butyl stearate.
- Fillers include glass fiber, wollastonite, calcium silicate, talc, and montmorillonite.
- the resin composition of the present invention comprises EVOH (A), unsaturated aliphatic aldehyde (B), conjugated polyene compound (C), inorganic particles (D), nonionic surfactant (E), antioxidant (F). , the thermoplastic elastomer (G) and other optional components other than the above additives, boron compounds, carboxylic acids, phosphorus compounds, metal ions, colorants, EVOH (A) and other than the thermoplastic elastomer (G) It may contain a resin, a metal salt of a higher aliphatic carboxylic acid, and the like. The resin composition may contain two or more of these components. When the resin composition contains other optional components, the upper limit of the total content is preferably 1% by mass, and sometimes preferably 0.5% by mass.
- the boron compound suppresses gelation during melt molding and also suppresses torque fluctuations (viscosity changes during heating) in extruders, etc.
- the boron compound include boric acids such as orthoboric acid, metaboric acid, and tetraboric acid; boric acid esters such as triethyl borate and trimethyl borate; alkali metal salts or alkaline earth metal salts of the above boric acids; and borax.
- borate salts such as; borohydrides;
- boric acids are preferable, and orthoboric acid (hereinafter also referred to as “boric acid”) is more preferable.
- the lower limit of the boron compound content relative to EVOH (A) is preferably 100 ppm, more preferably 500 ppm.
- the upper limit of the content of the boron compound relative to EVOH (A) is preferably 5,000 ppm, more preferably 3,000 ppm, and even more preferably 1,000 ppm.
- Carboxylic acids prevent coloration of the resin composition and thus the molded product, and suppress gelation during melt molding.
- Carboxylic acids include formic acid, acetic acid, propionic acid, butyric acid, lactic acid, and salts thereof.
- carboxylic acids carboxylic acids having 4 or less carbon atoms or saturated carboxylic acids are preferable, and acetic acids are more preferable.
- the acetic acid family includes acetic acid and acetate salts. As the acetic acid, it is preferable to use acetic acid and an acetate salt together, and it is more preferable to use acetic acid and sodium acetate together.
- the lower limit of the carboxylic acid content relative to EVOH (A) is preferably 50 ppm, more preferably 100 ppm, and even more preferably 150 ppm.
- the upper limit of the content of carboxylic acids relative to EVOH (A) is preferably 1,000 ppm, more preferably 500 ppm, and even more preferably 400 ppm.
- Phosphorus compounds suppress the occurrence and coloring of defects such as streaks and fish eyes, and improve long-run performance.
- the phosphorus compound include phosphates such as phosphoric acid and phosphorous acid.
- the above phosphate may be in any form of primary phosphate, secondary phosphate and tertiary phosphate.
- the cation species of the phosphate is not particularly limited, but alkali metal salts and alkaline earth metal salts are preferred. More preferred are sodium and dipotassium hydrogen phosphate, and even more preferred are sodium dihydrogen phosphate and dipotassium hydrogen phosphate.
- the lower limit of the phosphorus compound content relative to EVOH (A) is preferably 1 ppm, more preferably 10 ppm, still more preferably 20 ppm, and particularly preferably 30 ppm.
- the upper limit of the phosphorus compound content relative to EVOH (A) is preferably 200 ppm, more preferably 150 ppm, and even more preferably 100 ppm.
- the metal ions include monovalent metal ions, divalent metal ions, and other transition metal ions, and these may consist of one or more types. Among them, monovalent metal ions and divalent metal ions are preferred.
- the monovalent metal ion is preferably an alkali metal ion such as lithium, sodium, potassium, rubidium and cesium ions, and sodium or potassium ions are preferred from the viewpoint of industrial availability.
- Alkali metal salts that give alkali metal ions include, for example, aliphatic carboxylates, aromatic carboxylates, carbonates, hydrochlorides, nitrates, sulfates, phosphates and metal complexes.
- aliphatic carboxylates and phosphates are preferred because they are readily available, and specifically, sodium acetate, potassium acetate, sodium phosphate and potassium phosphate are preferred.
- divalent metal ions as metal ions. If the metal ions contain divalent metal ions, for example, thermal deterioration of EVOH may be suppressed when the trim is recovered and reused, and the formation of gels and lumps in the resulting molded article may be suppressed.
- divalent metal ions include ions of beryllium, magnesium, calcium, strontium, barium and zinc, and ions of magnesium, calcium or zinc are preferred from the standpoint of industrial availability.
- divalent metal salts that give divalent metal ions include carboxylates, carbonates, hydrochlorides, nitrates, sulfates, phosphates and metal complexes, with carboxylates being preferred.
- the carboxylic acid constituting the carboxylate is preferably a carboxylic acid having 1 to 30 carbon atoms, specifically acetic acid, propionic acid, butyric acid, stearic acid, lauric acid, montanic acid, behenic acid, octylic acid, sebacine. acid, ricinoleic acid, myristic acid, palmitic acid, etc., among which acetic acid and stearic acid are preferred.
- the lower limit of the metal ion content relative to EVOH (A) is preferably 1 ppm, more preferably 100 ppm, even more preferably 150 ppm.
- the upper limit of the metal ion content is preferably 1,000 ppm, more preferably 400 ppm, and even more preferably 350 ppm.
- the metal ion content relative to EVOH (A) is 1 ppm or more, the obtained multilayer structure tends to have good interlayer adhesion.
- the content of metal ions is 1,000 ppm or less, the coloring resistance tends to be good.
- coloring agents include carbon black, phthalocyanine, quinacridone, indoline, azo pigments, and red iron oxide.
- resins other than EVOH (A) and thermoplastic elastomer (G) include polyamides and polyolefins.
- metal salts of higher aliphatic carboxylic acids include sodium stearate, potassium stearate, calcium stearate, and magnesium stearate.
- EVOH (A) and unsaturated aliphatic aldehyde (B) is preferably 90% by mass or more, and may be more preferably 95% by mass or more, 98% by mass or more, or 99% by mass or more.
- the resin composition may be substantially composed only of EVOH (A) and unsaturated aliphatic aldehyde (B), and the resin composition is composed only of EVOH (A) and unsaturated aliphatic aldehyde (B). may be configured.
- “consisting essentially of” allows the inclusion of optional ingredients within a range that does not affect the effects of the present invention. excludes optional components other than impurities that are inevitably included.
- EVOH unsaturated aliphatic aldehyde
- D unsaturated aliphatic aldehyde
- D nonionic surfactant
- E antioxidant
- F thermoplastic
- the total content of the elastomer (G) is preferably 90% by mass or more, more preferably 95% by mass or more, still more preferably 98% by mass or more, and particularly preferably 99% by mass or more.
- the lower limit of the melt flow rate (MFR) of the resin composition of the present invention at 210°C under a load of 2,160 g is preferably 0.5 g/10 minutes, more preferably 1 g/10 minutes.
- the upper limit of this MFR is preferably 30 g/10 minutes, more preferably 20 g/10 minutes.
- the method for producing the resin composition of the present invention is not particularly limited as long as it is a method capable of blending the unsaturated aliphatic aldehyde (B) into the EVOH (A).
- the manufacturing method for example, (1) a step of copolymerizing ethylene and a vinyl ester; and (2) a step of saponifying the copolymer obtained in step (1). and a production method characterized by containing a predetermined amount and a predetermined ratio of unsaturated aliphatic aldehyde (B).
- the method for incorporating the unsaturated aliphatic aldehyde (B) into the resin composition is not particularly limited. ), a method of adding the unsaturated aliphatic aldehyde (B) to the EVOH (A) obtained in the above step (2), and the like.
- the resulting resin In order to contain the desired amount of unsaturated aliphatic aldehyde (B) in the composition, the amount to be added is determined in consideration of the amount consumed in the polymerization reaction in the step (1) and the saponification reaction in the step (2). need to increase Therefore, when the unsaturated aliphatic aldehyde (B) is added in the polymerization reaction or saponification reaction step, it is preferable to add the amount of the unsaturated aliphatic aldehyde (B) consumed.
- the method of adding the unsaturated aliphatic aldehyde (B) to the EVOH (A) obtained in the above step (2) is excellent in operability because it can be added without considering consumption in the process.
- EVOH (Aa) and EVOH (Ab) are mixed to prepare EVOH (A), and then this EVOH (A)
- a resin composition can be prepared by adding an unsaturated aliphatic aldehyde (B) to.
- An unsaturated aliphatic aldehyde (B) may be added to each of EVOH (Aa) and EVOH (Ab), and these may be mixed to prepare a resin composition.
- an unsaturated aliphatic aldehyde (B) is added to one of EVOH (Aa) and EVOH (Ab), and this is mixed with the other of EVOH (Aa) and EVOH (Ab) to obtain a resin composition.
- B unsaturated aliphatic aldehyde
- a method of adding the unsaturated aliphatic aldehyde (B) to EVOH (A) for example, a method of previously blending the unsaturated aliphatic aldehyde (B) with EVOH (A) and granulating pellets, ethylene-vinyl ester A method of impregnating the strands deposited in the paste deposition step after saponification of the copolymer with the unsaturated aliphatic aldehyde (B), and impregnating the deposited strands with the unsaturated aliphatic aldehyde (B) after cutting.
- a method of preparing a masterbatch by blending and granulating, dry-blending with EVOH (A), and melt-kneading the masterbatch may be used.
- the unsaturated aliphatic aldehyde (B) is previously blended with the EVOH (A).
- a method of granulating pellets is preferred. Specifically, the unsaturated aliphatic aldehyde (B) is added to a solution obtained by dissolving EVOH (A) in a good solvent such as a water/methanol mixed solvent, and the mixed solution is extruded from a nozzle or the like into a poor solvent. By precipitating and/or coagulating with , washing and/or drying it, resin composition pellets in which the unsaturated aliphatic aldehyde (B) is highly uniformly mixed with EVOH (A) can be obtained.
- Examples of the method of incorporating other components other than the unsaturated aliphatic aldehyde (B) into EVOH (A) include, for example, a method of mixing the above pellets with other components and melt-kneading them, and a method of mixing the above pellets with other components to melt and knead them. Examples include a method of mixing other components together with the aliphatic aldehyde (B), a method of immersing the pellets in a solution containing the other components, and a method of dry-blending the pellets with the other components.
- a ribbon blender, a high-speed mixer co-kneader, a mixing roll, an extruder, an intensive mixer, etc. can be used.
- Melt-kneading of EVOH (A), nonionic surfactant (E), etc. can be performed using a known mixing or kneading device such as a kneader ruder, an extruder, a mixing roll, or a Banbury mixer.
- the nonionic surfactant (E) include solids such as powders, melts, solutions such as aqueous solutions, and dispersions such as aqueous dispersions.
- the nonionic surfactant (E) of such aspect can be mixed with EVOH (A) and other components.
- Preferred embodiments of the nonionic surfactant (E) are solutions and dispersions.
- the temperature at which the mixture containing EVOH (A), nonionic surfactant (E), etc. is melt-kneaded may be appropriately adjusted depending on the melting point of EVOH (A) used, but is usually 120°C. above 300° C. and below.
- the resin composition containing the nonionic surfactant (E) is preferably produced by a production method comprising a step of melt-kneading a mixture containing EVOH (A), the nonionic surfactant (E) and water.
- the mixture may further contain an unsaturated aliphatic aldehyde (B).
- the content of water in the mixture is preferably 0.1 parts by mass or more and 50 parts by mass or less, and 0.5 parts by mass or more and 50 parts by mass or less with respect to 100 parts by mass of EVOH (A). is more preferred. When the content is 0.1 parts by mass or more, the resulting resin composition tends to be less likely to be colored.
- the content of water in the above mixture means the total amount of water added alone and that added together with other components, and water contained in EVOH (A) and nonionic surfactant (E) due to moisture absorption, etc. It also includes water that is As a method of adding water together with other components, a method of using an aqueous solution or an aqueous dispersion as the nonionic surfactant (E), or, as described later, EVOH (A) containing a predetermined amount of water is used. method to be used.
- an aqueous solution or dispersion containing a nonionic surfactant (E) is added to the resin composition containing EVOH (A) or EVOH (A) and unsaturated aliphatic aldehyde (B) to obtain the above
- a step of obtaining a mixture is preferably provided.
- Adding the nonionic surfactant (E) as an aqueous solution or dispersion facilitates the dispersion of the nonionic surfactant (E) in the EVOH (A).
- an aqueous solution or aqueous dispersion containing a nonionic surfactant (E) is added to EVOH (A) before melting or a resin composition containing EVOH (A) and an unsaturated aliphatic aldehyde (B). may be added. Also, an aqueous solution or dispersion containing the nonionic surfactant (E) may be added to the melted EVOH (A) or the composition containing the EVOH (A) and the unsaturated aliphatic aldehyde (B).
- a method of melt-kneading a mixture containing EVOH (A), a nonionic surfactant (E) and water for example, a resin composition containing EVOH (A) or EVOH (A) and an unsaturated aliphatic aldehyde (B)
- the nonionic surfactant (E) and, if necessary, other components are added to the molten EVOH (A), kneaded, and then discharged.
- EVOH (A) having a water content of 5 to 40% by mass or a resin composition containing EVOH (A) and unsaturated aliphatic aldehyde (B) may be introduced into the extruder.
- the resin composition of the present invention is preferably in the form of pellets from the viewpoint of ease of handling.
- the shape of the pellets of the resin composition is not particularly limited, but may be columnar, prismatic, spherical, or substantially spherical (lenticular). from the point of view, it is preferably cylindrical, spherical or lenticular.
- the diameter is preferably 1 mm or more and 10 mm or less, more preferably 2 mm or more and 8 mm or less
- the height is preferably 1 mm or more and 10 mm or less, more preferably 2 mm or more and 8 mm or less, and even more preferably 3 mm or more and 5 mm or less.
- the length in the transverse direction is preferably 1 mm or more and 10 mm or less, more preferably 2 mm or more and 8 mm or less, and the length in the longitudinal direction is preferably 1 mm or more and 10 mm or less, and 2 mm or more and 8 mm or less. is more preferred.
- the resin composition of the present invention can be formed into molded articles such as films, sheets, tubes, bags, bottles, etc. by melt molding or the like. Since a molded article having a portion made of the resin composition can suppress neck-in and die build-up, the molded article has high productivity.
- the molded article of the present invention may have a portion formed from the resin composition of the present invention. That is, the molded article may be a molded article consisting only of the resin composition of the present invention, or a molded article composed of a part consisting only of the resin composition of the present invention and other parts. good too.
- the term "film” generally refers to one having an average thickness of less than 300 ⁇ m
- the term “sheet” generally refers to one having an average thickness of 300 ⁇ m or more.
- the average thickness is the average value of thicknesses measured at arbitrary five points.
- Melt molding methods include, for example, extrusion molding, cast molding, inflation extrusion molding, blow molding, melt spinning, injection molding, injection blow molding, and co-extrusion blow molding.
- the melt-molding temperature varies depending on the melting point of EVOH (A) and the like, but is preferably about 150 to 270°C. These moldings can be pulverized and molded again for the purpose of reuse.
- films, sheets and the like films, sheets, multilayer structures, uniaxially stretched multilayer structures, biaxially stretched multilayer structures, packaging materials, containers, pipes, thermoformed containers, blow molded containers, deposition films, vertical form fill seal bags, vacuum packaging, which will be described later. Bags, pouches with spouts, laminated tube containers, lids for containers, vacuum insulators, etc. are also embodiments of the molded article of the present invention.
- Films and sheets formed from the resin composition of the present invention are highly productive because the occurrence of neck-in and die build-up is suppressed.
- films and the like include monolayer films and the like and multilayer films and the like.
- the film or the like can be used as various packaging materials and the like.
- the film and the like can be manufactured by the same method as the method for manufacturing the above-mentioned molded product.
- a cast molding step of melt extruding the resin composition of the present invention on a casting roll, a step of stretching an unstretched film obtained from the resin composition is preferred.
- a method for producing such a film or the like it is possible to improve the breakage resistance by including these steps.
- the multilayer structure of the present invention has at least one layer made of the resin composition of the present invention (hereinafter also referred to as "barrier layer” or “EVOH layer”) and has layers made of other components.
- a multi-layered structure has advantages such as improved functionality over a single-layered molded product. Moreover, since the multilayer structure of the present invention is manufactured using a resin composition in which neck-in and die build-up are suppressed, it has high continuous productivity.
- the lower limit of the number of layers in the multilayer structure may be two layers or three layers.
- the upper limit of the number of layers in the multilayer structure may be 1000 layers, 100 layers, or 10 layers. All the layers of the multilayer structure may be made of resin.
- the multilayer structure may further include a layer formed of a component other than the resin, such as a layer formed of paper, a metal layer, an inorganic deposition layer, and the like.
- thermoplastic resin layer formed from a thermoplastic resin is preferable as the layer composed of other components (layer other than the layer composed of the resin composition of the present invention).
- the layer composed of other components also includes an adhesive resin layer formed from an adhesive resin.
- the layer structure of the multilayer structure is not particularly limited, and when the barrier layer is E, the adhesive resin layer is Ad, the thermoplastic resin layer is T, and direct lamination is represented by "/", for example, T/E Structures such as /T, E/Ad/T, T/Ad/E/Ad/T, E/Ad/T/Ad/E, E/Ad/T/Ad/E/Ad/T/Ad/E mentioned.
- the adhesive resin layer Ad may be included in the thermoplastic resin layer.
- the thermoplastic resin layer is a layer whose main component is a thermoplastic resin.
- the content of the thermoplastic resin in the thermoplastic resin layer is preferably 90% by mass or more and 100% by mass or less.
- thermoplastic resins include linear low-density polyethylene, low-density polyethylene, medium-density polyethylene, high-density polyethylene, ethylene-vinyl acetate copolymer, ethylene-propylene copolymer, polypropylene, propylene- ⁇ -olefin (carbon Alpha-olefins of numbers 4 to 20) copolymers, polybutene, homopolymers of olefins such as polypentene, or copolymers thereof; polyesters such as polyethylene terephthalate; polyester elastomers; polyamides such as nylon-6 and nylon-66; Examples include vinyl chloride, polyvinylidene chloride, acrylic resins, vinyl ester resins, polyurethane elastomers, polycarbonates, chlorinated poly
- thermoplastic resin layer may further contain components other than the thermoplastic resin.
- the adhesive resin layer is a layer whose main component is an adhesive resin.
- the content of the adhesive resin in the adhesive resin layer is preferably 90% by mass or more and 100% by mass or less.
- the adhesive resin is not particularly limited as long as it has adhesiveness to the barrier layer and layers composed of other components, but an adhesive resin containing carboxylic acid-modified polyolefin is preferable.
- carboxylic acid-modified polyolefin a modified olefin-based polymer containing a carboxy group, which is obtained by chemically bonding an ethylenically unsaturated carboxylic acid, its ester, or its anhydride to an olefin-based polymer, is preferred.
- the olefinic polymer means polyolefins such as polyethylene, linear low-density polyethylene, polypropylene and polybutene, and copolymers of olefins and other monomers. Among them, linear low-density polyethylene, ethylene-vinyl acetate copolymer and ethylene-ethyl acrylate copolymer are preferable, and linear low-density polyethylene and ethylene-vinyl acetate copolymer are particularly preferable.
- the adhesive resin layer may further contain components other than the adhesive resin.
- the multilayer structure may preferably be provided with a barrier layer as the outermost layer.
- the outermost layer refers to a layer in which only one surface is in contact with another layer of the multilayer structure.
- the outermost layer may be the outer layer (outermost layer) or the inner layer (innermost layer).
- a barrier layer is provided as the outermost layer, the multilayer structure is preferably produced by co-extrusion molding, and then an inorganic deposition layer may be formed on the barrier layer of the multilayer structure. Layers of components may be laminated.
- E is the barrier layer
- Ad is the adhesive resin layer
- T is the thermoplastic resin layer
- direct lamination is represented by "/", E / Ad / T , E/Ad/T/Ad/E, E/Ad/T/Ad/E/Ad/T/Ad/E, and the like.
- T is preferably a polyolefin layer from the viewpoint of improving recyclability.
- the method for producing the multilayer structure is not particularly limited, for example, a method of melt extruding other components into a molded article (film, sheet, etc.) made of the resin composition of the present invention, a method of extruding the resin composition and other components, A method of co-extrusion, a method of co-injection molding the resin composition and other components, a barrier layer made of the resin composition and a layer made of other components using known organic titanium compounds, isocyanate compounds, polyester compounds, etc. and a method of laminating using an adhesive.
- the method of co-extrusion of the resin composition of the present invention and other components is not particularly limited, and examples thereof include a multi-manifold convergence T-die method, a feed block convergence T-die method, and an inflation method.
- the multilayer structure may be film-like or sheet-like, and may be molded into various shapes.
- the multilayer structure can be used for packaging materials, containers, tubes and the like, and can also be suitably used as thermoforming materials such as thermoforming containers.
- a thermoformed article obtained from the multilayer structure tends to have few defects such as streaks and have excellent appearance.
- Such a thermoformed article is also an embodiment of the multilayer structure of the present invention.
- the multi-layered structure among them is also an embodiment of the multi-layered structure of the present invention.
- Examples of methods for forming a molded body using the multilayer structure include heat stretch molding, vacuum molding, air pressure molding, vacuum air pressure molding, and blow molding.
- Various postformed multilayer structures may be multilayer sheets.
- the multilayer structure can be used for packaging materials, containers, tubes and the like.
- the multilayer structure may be an unstretched multilayer sheet or a stretched multilayer sheet.
- a uniaxially stretched multilayer structure which is one embodiment of the present invention, is obtained by stretching an unstretched multilayer structure of the present invention at least uniaxially by a factor of 2 or more and 12 or less. This magnification may be 3 times or more and 10 times or less, or may be 4 times or more and 8 times or less. Such a uniaxially stretched multilayer structure tends to be excellent in gas barrier properties, rupture resistance, and the like.
- the uniaxially stretched multilayer structure can be suitably used for packaging materials and the like. Uniaxial stretching of the multilayer structure (multilayer sheet) can be performed by a conventionally known method.
- a biaxially stretched multilayer structure which is one embodiment of the present invention, is obtained by stretching the unstretched multilayer structure of the present invention by 2 to 12 times in each biaxial direction. This magnification may be 10 times or less, 8 times or less, or 6 times or less.
- Such a biaxially stretched multilayer structure tends to be excellent in gas barrier properties, rupture resistance and the like.
- the biaxially stretched multilayer structure can be suitably used for packaging materials and the like. Biaxial stretching of the multilayer structure (multilayer sheet) can be performed by a conventionally known method.
- a packaging material which is one embodiment of the present invention is a packaging material formed by molding the multilayer structure of the present invention by a heat stretch molding method.
- the heat stretch molding method is a method in which a multilayer structure is heated and stretched in one or more directions for molding.
- a packaging material obtained by molding the multilayer structure by a heat stretch molding method can be easily and reliably produced, and tends to be excellent in appearance, gas barrier properties, and the like.
- thermoplastic resin to be used is preferably a resin that can be stretched within the heat-stretching temperature range represented by the following formula (3). X-110 ⁇ Y ⁇ X-10 (3)
- X is the melting point (°C) of EVOH (A).
- the melting point of EVOH (A) containing multiple EVOHs with different melting points is the average value on a mass basis.
- Y is the heat drawing temperature (° C.).
- a container which is one embodiment of the present invention is a container obtained by molding the multilayer structure of the present invention by a vacuum pressure molding method.
- the vacuum/compressed air molding method is a method of heating a multilayer structure and molding it using both vacuum and compressed air.
- a container formed by molding the multilayer structure by a vacuum pressure molding method can be manufactured easily and reliably, and tends to be excellent in appearance, gas barrier properties, and the like.
- the multilayer structure is heated and softened, and then molded into a mold shape.
- a molding method vacuum or compressed air is used, and if necessary, a method of molding into a mold shape using a plug (straight method, drape method, air slip method, snapback method, plug assist method, etc.) or press molding. methods and the like.
- Various molding conditions such as molding temperature, degree of vacuum, air pressure, and molding speed are appropriately set according to the shape of the plug, the shape of the mold, the properties of the raw material film, the multilayer structure, and the like.
- the molding temperature is not particularly limited as long as it softens the resin sufficiently for molding.
- the temperature should not be high enough to melt the multi-layer structure by heating, or the unevenness of the metal surface of the heater plate may be transferred to the multi-layer sheet. It is desirable not to set the temperature to such an extent that the temperature is not sufficient.
- the temperature of the multilayer structure is 50°C to 180°C, preferably 60°C to 160°C.
- One aspect of the container is a three-dimensional thermoformed container in which recesses are formed in the plane of the multilayer structure of the present invention.
- the container is preferably formed by the vacuum pressure forming method described above.
- the drawing ratio (S) is preferably 0.2 or more, more preferably 0.3 or more, and further preferably is 0.4 or more, the effects of the present invention are more effectively exhibited.
- the drawing ratio (S) is preferably 0.3 or more, more preferably 0.5 or more, and further Preferably, the effect of the present invention is exhibited more effectively when it is 0.8 or more.
- drawing ratio (S) means a value calculated by the following formula (4).
- S (depth of container)/(diameter of maximum diameter circle inscribed in opening of container) (4)
- the drawing ratio (S) is the value of the depth of the deepest part of the container divided by the value of the diameter of the largest inscribed circle in contact with the shape of the recess (opening) formed on the plane of the multilayer structure. is the value
- the diameter of this circle is, for example, when the shape of the recess is a circle, its diameter, when it is an ellipse, its short axis, and when it is a rectangle, its short side length is the maximum diameter of the circle inscribed. becomes the diameter of
- a molded article or the like having a layer made of a resin composition containing an antioxidant is less prone to cracks due to oxidative deterioration in the EVOH layer even when used at high temperatures for a long period of time. Therefore, it is suitable for daily necessities used outdoors, packaging materials, machine parts, and the like. Examples of applications in which the features of such molded articles are particularly effective include packaging materials for food and drink, packing materials for containers, films, agricultural films, geomembrane, bag materials for medical infusions, and high-pressure tanks.
- a pipe that is one embodiment of the present invention has a layer made of the resin composition of the present invention.
- the pipe has few defects such as streaks during melt molding, is excellent in appearance, and has improved stability when used at high temperatures for a long period of time as compared to pipes using the same EVOH.
- the layer composed of the resin composition of the present invention which the pipe has, when the resin composition contains a predetermined amount of unsaturated aliphatic aldehyde (B) and antioxidant (F), there are few defects.
- the generation of cracks and the like is suppressed, and it becomes possible to use the product for a long period of time.
- the pipe may be a single-layer pipe or a multi-layer pipe.
- the layer structure of the multilayer pipe is T/E/T, E/Ad/T, where E is the layer made of the resin composition of the present invention, Ad is the adhesive resin layer, and T is the thermoplastic resin layer. , T/Ad/E/Ad/T.
- E is the layer made of the resin composition of the present invention
- Ad is the adhesive resin layer
- T is the thermoplastic resin layer.
- T/Ad/E/Ad/T thermoplastic resin layer.
- resins used for the adhesive resin layer and the thermoplastic resin layer include the same resins as those used for these layers in the multilayer structure of one embodiment of the present invention.
- the method for manufacturing the pipe is not particularly limited, and various molding methods exemplified as methods for melt-molding the resin composition of the present invention can be employed.
- the use of the pipe is not particularly limited, and it can be used, for example, as a hot water circulation pipe, a heat insulating multi-layer pipe, a fuel pipe, a gas pipe, etc.
- the pipe is a multi-layer pipe
- this multi-layer pipe is used as a pipe for hot water circulation
- a three-layer structure of T/Ad/E with a layer made of the resin composition of the present invention as the outermost layer is generally used.
- Adopted. By adding co-extrusion coating equipment for the resin composition of the present invention and an adhesive resin to an existing production line for single-layer pipes such as crosslinked polyolefin, this can be easily converted to a production line for multi-layer pipes. This is because many pipe manufacturers have adopted this configuration.
- Providing a polyolefin layer or the like on both sides of the layer made of the resin composition of the present invention and using the resin composition layer as an intermediate layer is effective in preventing scratches on the resin composition layer.
- a multi-layer pipe is used as a hot water circulation pipe such as a floor heating pipe, it is usually buried under the floor, so the risk of damage to the layer made of the resin composition of the present invention due to physical impact is comparatively low. small. Therefore, from the viewpoint of gas barrier properties, it is desirable to dispose the resin composition layer as the outermost layer.
- the gas barrier property of EVOH (A) exhibits a large degree of humidity dependence, and the barrier property is lowered under high humidity conditions.
- the layer comprising the resin composition of the present invention which is mainly composed of EVOH (A)
- the layer comprising the resin composition of the present invention which is mainly composed of EVOH (A)
- the layer comprising the resin composition of the present invention is located farthest from the inner surface of the pipe in contact with water.
- This is the most advantageous layer structure in terms of barrier performance of the multilayer pipe.
- an EVOH layer is arranged as the outermost layer, it is easily affected by oxidation deterioration because it comes into direct contact with air.
- a layer made of a resin composition containing an antioxidant which is resistant to oxidative deterioration even at high temperatures, as the outermost layer, cracks due to oxidative deterioration can be prevented while maintaining good barrier properties. The effect of providing a reduced multi-layer pipe is more effectively exhibited.
- a T/Ad/E three-layer structure (hereinafter referred to as may be abbreviated as laminate 1), or a five-layer configuration of T/Ad/E/Ad/T from the viewpoint of preventing damage to the resin composition layer (hereinafter, may be abbreviated as laminate 2) It is preferred to have
- the structure of the heat insulating multi-layer pipe for district heating and cooling is not particularly limited, but for example, from the inside, the above laminate having an inner pipe, a heat insulating foam layer covering the inner pipe, and a layer made of the resin composition of the present invention as an outer layer. They are preferably arranged in body 1 or 2 order.
- the type (material), shape, and size of the pipe used for the inner pipe are not particularly limited as long as they can transport heat medium such as gas or liquid. It can be selected as appropriate according to, for example. Specifically, metals such as steel, stainless steel, and aluminum, polyolefins (polyethylene, crosslinked polyethylene (PEX), polypropylene, poly-1-butene, poly-4-methyl-1-pentene, etc.), and the resin composition of the present invention Examples include the above-mentioned laminate 1 or 2 having different layers, and among these, crosslinked polyethylene (PEX) is preferably used.
- PEX crosslinked polyethylene
- Polyurethane foam polyethylene foam, polystyrene foam, phenol foam, and polyisocyanurate foam can be used for the heat insulating foam constituting the heat insulating foam layer, and polyurethane foam is preferably used from the viewpoint of improving heat insulating performance.
- freon gas As a foaming agent for heat insulating foams, freon gas, various substitute freon, water, chlorinated hydrocarbons, hydrocarbons, carbon dioxide, etc. are used. Pentane or cyclopentane are preferably used.
- a method for manufacturing a heat insulating multi-layer pipe for example, an inner pipe for transporting a heat medium is placed in a pipe-shaped outer layer, the inner pipe is fixed with a spacer to make a double pipe, and then the gap between the inner pipe and the outer layer There is a method of injecting various foam undiluted solutions into and foaming and solidifying.
- the material of the spacer is not particularly limited, but is preferably polyethylene or polyurethane in order to reduce damage to the inner tube and outer layer by the spacer.
- the layer made of the resin composition of the present invention preferably further contains a thermoplastic elastomer (G).
- G thermoplastic elastomer
- the innermost layer When used for fuel pipes, the innermost layer is formed to be electrically conductive. To that end, the thermoplastic resin of the innermost layer is mixed with conductive additives known per se, such as carbon black, graphite fibers and the like.
- a method for manufacturing a multi-layered pipe will be described below as an example of a pipe, but part or all of this manufacturing method can also be applied to methods for manufacturing other moldings (films, sheets, etc.).
- a multi-layer pipe can be produced by co-extrusion coating the resin composition of the present invention and an adhesive resin onto a single-layer pipe such as crosslinked polyolefin as described above.
- When performing co-extrusion coating of the resin composition of the present invention and an adhesive resin on a single-layer pipe simply coat the molten film of the resin composition of the present invention and the adhesive resin on the single-layer pipe.
- the adhesion between the single-layer pipe and the coating layer may be insufficient, and the coating layer may peel off during long-term use, resulting in loss of gas barrier properties.
- it is effective to subject the surface of the pipe to be coated to flame treatment and/or corona discharge treatment before coating.
- Another multi-layer molding method for manufacturing multi-layer pipes is to use a number of extruders corresponding to the types of resin layers, and co-extrude the melted resin flows in these extruders in a layered state.
- a method of carrying out by so-called co-extrusion molding can be mentioned.
- Multilayer molding methods such as dry lamination may also be employed.
- the method of manufacturing a multi-layer pipe should include a step of cooling with water at 10-70°C immediately after molding. That is, after melt-molding, it is desirable to solidify the resin composition layer by cooling with water at 10 to 70° C. before the layer composed of the resin composition of the present invention solidifies. If the temperature of the cooling water is too low, when the multi-layer pipe is bent in the subsequent secondary processing step, the layer of the resin composition of the present invention at the bent portion is likely to crack due to strain. Although the details of the reason why cracks are likely to occur due to strain are not clear, it is presumed that the residual stress in the molded product has an effect. From this point of view, the temperature of the cooling water is more preferably 15° C. or higher, more preferably 20° C. or higher.
- the temperature of the cooling water is more preferably 60° C. or lower, more preferably 50° C. or lower.
- Various moldings can be obtained by secondary processing the multilayer pipe obtained by the above method.
- the secondary processing method is not particularly limited, and known secondary processing methods can be used as appropriate. A method of processing by fixing for minutes to 2 hours can be mentioned.
- the pipe when it is a single-layer pipe, it can be manufactured by the known molding method described above as a method of melt-molding the resin composition of the present invention.
- the thermoformed container of the present invention has a layer ( ⁇ ) made of the resin composition of the present invention.
- the thermoformed container is used in various fields where oxygen barrier properties are required, such as foods, cosmetics, pharmaceuticals and chemicals, and toiletries.
- the layer ( ⁇ ) of the thermoformed container is formed from a resin composition that suppresses neck-in and die build-up during melt molding. Therefore, the thermoformed container has a highly uniform gas barrier property and a good appearance.
- the thermoformed container has good gas barrier property itself.
- the thermoformed container is formed, for example, by thermoforming a structure (such as a multilayer structure) having a layer ( ⁇ ) so as to have an accommodating portion.
- the storage part is the part that stores the contents such as food.
- the shape of this container is determined according to the shape of the contents.
- the thermoformed container is formed as, for example, a cup-like container, a tray-like container, a bag-like container, a bottle-like container, a pouch-like container, or the like.
- the structure used as an example of manufacturing the thermoformed container includes a layer ( ⁇ ) made of a resin composition.
- the structure may be a multilayer body in which another layer is laminated on at least one side of one side and the other side of this layer ( ⁇ ).
- the one surface is the inner surface side of the containing portion when the structure is a thermoformed container, and the other surface is the outer surface side of the containing portion.
- the structure may be in a film-like form or a sheet-like form.
- the total average thickness I of the other layers laminated on one side of the layer ( ⁇ ) and the other laminated on the other side of the layer ( ⁇ ) is preferably 1/99, more preferably 30/70.
- the upper limit of I/O is preferably 70/30, more preferably 55/45.
- the lower limit of the overall average thickness of the thermoformed container is preferably 300 ⁇ m, more preferably 500 ⁇ m, and even more preferably 700 ⁇ m.
- the upper limit of the total average thickness of the thermoformed container is preferably 10,000 ⁇ m, more preferably 8,500 ⁇ m, and even more preferably 7,000 ⁇ m.
- the overall average thickness refers to the average thickness of all layers in the housing portion of the thermoformed container. By making the overall average thickness equal to or less than the above upper limit, the manufacturing cost of the thermoformed container is suppressed. On the other hand, by setting the overall average thickness to the above upper limit or less, the rigidity is increased, and the thermoformed container is less likely to be easily destroyed. Therefore, it is important to set the overall average thickness of the thermoformed container to a thickness corresponding to the capacity and application.
- layers laminated on the layer ( ⁇ ) made of a resin composition include, for example, a layer ( ⁇ ) containing a thermoplastic resin as a main component, a layer ( ⁇ ) containing a carboxylic acid-modified polyolefin as a main component, EVOH, heat Examples include a layer ( ⁇ ) containing a plastic resin and a carboxylic acid-modified polyolefin. Layer ( ⁇ ), layer ( ⁇ ), layer ( ⁇ ) and layer ( ⁇ ) are described in detail below.
- the layer ( ⁇ ) is a layer made of the resin composition of the present invention.
- the lower limit of the average thickness of the layer ( ⁇ ) is not particularly limited, but from the viewpoint of barrier properties and mechanical strength, the total average thickness is preferably 0.5%, and 1.0%. More preferably 1.5%, even more preferably 2.0% or 3.0%.
- the upper limit of the average thickness of the layer ( ⁇ ) is preferably 6.0%, more preferably 5.0%, still more preferably 4.5%, and more preferably 4.1% of the total average thickness. More preferred.
- the average thickness is the average value of thicknesses measured at arbitrary 10 points unless otherwise specified.
- the layer ( ⁇ ) is, for example, laminated on the inner surface side and the outer surface side of the layer ( ⁇ ), respectively, and has a solubility parameter of 11 (cal/cm 3 ) 1/2 or less calculated from the Fedors equation. It may be a layer containing resin as a main component.
- a thermoplastic resin having a solubility parameter of 11 (cal/cm 3 ) 1/2 or less calculated by the above formula is excellent in moisture resistance.
- the solubility parameter calculated from the Fedors formula is a value represented by (E/V) 1/2 .
- thermoplastic resin constituting the layer ( ⁇ ) examples include those exemplified as the thermoplastic resin used for the thermoplastic resin layer in the multilayer structure described above.
- thermoplastic resin constituting the layer ( ⁇ ) polyethylene, ethylene-propylene copolymer, ethylene-vinyl acetate copolymer, polypropylene and polystyrene are preferred.
- thermoplastic resin can be appropriately selected and used from ordinary commercially available products.
- layer ( ⁇ ) may contain other optional components as long as the effects of the present invention are not impaired.
- the lower limit of the average thickness of the layer ( ⁇ ) is not particularly limited, but is preferably 5%, more preferably 10%, 20%, 30%, 40% or 50% of the overall average thickness. is more preferred in some cases.
- the upper limit of the average thickness of the layer ( ⁇ ) is not particularly limited, but is preferably 95%, more preferably 90%, 80% or 70% of the overall average thickness.
- the layer ( ⁇ ) is, for example, a layer that is arranged between the layer ( ⁇ ) and the layer ( ⁇ ) and is mainly composed of carboxylic acid-modified polyolefin.
- Layer ( ⁇ ) can function as an adhesive layer between layer ( ⁇ ) and other layers such as layer ( ⁇ ).
- Examples of the carboxylic acid-modified polyolefin constituting the layer ( ⁇ ) include those exemplified as adhesive resins used for the adhesive resin layer in the multilayer structure described above.
- the layer ( ⁇ ) may contain optional components within a range that does not impair the effects of the present invention.
- the lower limit of the average thickness of the layer ( ⁇ ) is not particularly limited, it is preferably 0.3%, more preferably 0.6%, and even more preferably 1.2% of the total average thickness. , 2.0% is even more preferred.
- the upper limit of the average thickness of the layer ( ⁇ ) is preferably 12%, more preferably 9%, and even more preferably 6% of the overall average thickness. Adhesiveness can be improved by setting the average thickness of the layer ( ⁇ ) as the adhesive resin layer to the above lower limit or more. Moreover, the manufacturing cost can be suppressed by setting the average thickness of the layer ( ⁇ ) to the above upper limit or less.
- Layer ( ⁇ ) is a layer containing EVOH, thermoplastic resin and carboxylic acid-modified polyolefin. Moreover, the layer ( ⁇ ) is preferably formed using the layer ( ⁇ ), the layer ( ⁇ ) and the layer ( ⁇ ) collected in the manufacturing process of the thermoformed container. Examples of the collected material include burrs generated in the manufacturing process of the thermoformed container, products that have not passed inspection, and the like. Since the thermoformed container further has a layer ( ⁇ ) as such a recovery layer, it is possible to reuse such burrs and products that have not passed the test, and the resin used in the production of the thermoformed container can be reused. Loss can be reduced.
- the layer ( ⁇ ) can be used as a substitute for the layer ( ⁇ ) described above, but generally the mechanical strength of the layer ( ⁇ ) is often lower than that of the layer ( ⁇ ).
- ( ⁇ ) and layer ( ⁇ ) are preferably laminated for use.
- the layer ( ⁇ ) is preferably arranged closer to the outer layer than the layer ( ⁇ ).
- recovery layers can be arranged as layers ( ⁇ ) on both sides of the layer ( ⁇ ).
- the upper limit of the EVOH content in the layer ( ⁇ ) is preferably 9.0% by mass.
- the lower limit of the EVOH content in the layer ( ⁇ ) is, for example, 3.0% by mass.
- the lower limit of the average thickness of the layer ( ⁇ ) is not particularly limited, it is preferably 10%, more preferably 20%, and even more preferably 30% of the overall average thickness.
- the upper limit of the average thickness of the layer ( ⁇ ) is preferably 60%, more preferably 55%, and even more preferably 50% of the overall average thickness.
- the layer ( ⁇ ) is preferably arranged as the outermost layer. That is, layer ( ⁇ )/layer ( ⁇ )/layer ( ⁇ )/layer ( ⁇ )/layer ( ⁇ )/layer ( ⁇ ) (hereinafter referred to as “(inner surface) ( ⁇ )/ ([gamma])/([alpha])/([gamma])/([beta]) (outer surface)”) is preferable from the viewpoint of impact resistance.
- the layer structure is, for example, (inner surface) ( ⁇ )/( ⁇ )/( ⁇ )/( ⁇ )/( ⁇ )/( ⁇ ) (outer surface ), (inner surface) ( ⁇ )/( ⁇ )/( ⁇ )/( ⁇ )/( ⁇ )/( ⁇ ) (outer surface), (Inner surface) (.delta.)/(.gamma.)/(.alpha.)/(.gamma.)/(.delta.) (outer surface).
- a layer structure including a layer ( ⁇ ) instead of the layer ( ⁇ ) may be used.
- (inner surface) ( ⁇ ) / ( ⁇ ) / ( ⁇ ) / ( ⁇ ) / ( ⁇ ) / ( ⁇ ) / ( ⁇ ) (outer surface) and (inner surface) ( ⁇ ) / ( ⁇ )/( ⁇ )/( ⁇ )/( ⁇ ) (outer surface) is preferred.
- the resins constituting each layer may be the same or different.
- a thermoformed container in which the layer ( ⁇ ) is at least one of the innermost layer and the outermost layer is also an aspect of the present invention.
- the method for producing a thermoformed container includes the steps of forming a structure having a layer ( ⁇ ) made of a resin composition, and thermoforming the structure, wherein the resin composition has an ethylene unit content A group consisting of 2,4-hexadienal (B2) and 2,4,6-octatrienal (B3) containing EVOH (A) and crotonaldehyde (B1) having a content of 20 mol% or more and 60 mol% or less.
- the resin composition further contains at least one selected from the above, and satisfies the following formulas (1′) and (2′).
- b 1 is the content (ppm) of crotonaldehyde (B1) with respect to the ethylene-vinyl alcohol copolymer (A)
- b 2 is ethylene-vinyl alcohol.
- b3 is 2,4,6-octatrienal relative to ethylene-vinyl alcohol copolymer (A) It is the content (ppm) of (B3).
- the specific form and preferred form of the resin composition used in the production method are the same as the specific form and preferred form of the resin composition of the present invention described above.
- the details of the manufacturing method will be described below, taking as an example the case where the structure is a multi-layer structure.
- the method for manufacturing the multilayer structure is not particularly limited, but for example, extrusion lamination method, dry lamination method, extrusion blow molding method, co-extrusion A lamination method, a co-extrusion molding method, a co-extrusion pipe molding method, a co-extrusion blow molding method, a coinjection molding method, a solution coating method, and the like can be mentioned. From the viewpoint of versatility, co-extrusion molding and coinjection molding are preferable, and forming using a co-extrusion molding apparatus is more preferable.
- a resin composition forming the layer ( ⁇ ), a resin forming the layer ( ⁇ ), a resin forming the layer ( ⁇ ), and a resin composition forming the layer ( ⁇ ) are separated.
- a resin composition forming the layer ( ⁇ ) By charging extruders and coextrusion with these extruders, it can be formed as having a predetermined layer structure.
- Each layer is extruded by operating an extruder equipped with a single screw at a predetermined temperature.
- the temperature of the extruder for forming the layer ( ⁇ ) is, for example, 170° C. or higher and 240° C. or lower.
- the temperature of the extruder for forming the layer ( ⁇ ) is, for example, 200° C. or higher and 240° C. or lower.
- the temperature of the extruder that forms the layer ( ⁇ ) is, for example, 160° C. or higher and 220° C. or lower.
- the temperature of the extruder for forming the layer ( ⁇ ) is, for example, 200°C or higher and 240°C or lower.
- thermoforming The thermoformed container can be formed by heating and softening a structure such as a multilayer structure such as a film or sheet and then molding (thermoforming) it into a mold shape.
- Thermoforming methods include, for example, a method of forming into a mold shape using a vacuum or compressed air and optionally using a plug (straight method, drape method, air slip method, snapback method, plug assist method, etc.), press molding. and methods to do so.
- Various molding conditions such as molding temperature, degree of vacuum, air pressure, and molding speed are appropriately set according to the shape of the plug, the shape of the mold, the properties of the raw material film or sheet, and the like.
- the molding temperature is not particularly limited as long as it is a temperature at which the resin can be sufficiently softened for molding, and the preferred temperature range differs depending on the structure of the multilayer structure such as film or sheet.
- the lower limit of the film heating temperature is usually 50°C, preferably 60°C, and more preferably 70°C.
- the upper limit of the film heating temperature is usually 120°C, preferably 110°C, more preferably 100°C.
- thermoforming a sheet it may be possible to form at a higher temperature than in the case of a film.
- the heating temperature of the sheet is, for example, 130° C. or higher and 180° C. or lower.
- thermoformed container will be specifically described by taking the cup-shaped container shown in FIGS. 1 and 2 as an example.
- the cup-shaped container is only one example of such a thermoformed container, and the following description of the cup-shaped container is not intended to limit the scope of the present invention.
- the cup-shaped container 1 of FIGS. 1 and 2 includes a cup body 10 as a housing portion and a flange portion 11. This cup-shaped container 1 is used by storing contents in a cup body 10 and sealing a lid 2 on a flange portion 11 so as to block an opening 12 of the cup body 10 .
- the seal include a resin film, a metal foil, a metal-resin composite film, etc. Among these, a metal-resin composite film obtained by laminating a metal layer on a resin film is preferable.
- resin films include polyethylene films and polyethylene terephthalate films.
- the metal layer is not particularly limited, a metal foil and a metal deposition layer are preferable, and an aluminum foil is more preferable from the viewpoint of gas barrier properties and productivity.
- the cup-shaped container 1 can be obtained, for example, by thermoforming a multi-layered structure such as a film or sheet.
- This multilayer structure preferably comprises at least the layer ( ⁇ ) described above, and another layer is laminated on this layer ( ⁇ ).
- Other layers include, for example, layer ( ⁇ ), layer ( ⁇ ), layer ( ⁇ ), and the like.
- the structure shown in FIG. 3 is preferable.
- the layer ( ⁇ ) 10B is laminated on one side of the layer ( ⁇ ) 10A (on the inner surface 13 side of the cup body 10 of the cup-shaped container 1) via the layer ( ⁇ ) 10C.
- a layer ( ⁇ ) 10D and a layer ( ⁇ ) 10B are laminated via a layer ( ⁇ ) 10C on the other side (the outer surface 14 side of the cup body 10 of the cup-shaped container 1).
- the cup-shaped container 1 is manufactured by heating and softening a continuous multilayer structure 3 in the form of a film, sheet, or the like with a heating device 4, followed by thermoforming with a mold device 5. be done.
- the heating device 4 comprises a pair of heaters 40, 41, and the continuous multilayer structure 3 can pass between these heaters 40, 41.
- the heating device 4 one that heats by a hot press can also be used.
- the mold device 5 is suitable for thermoforming by the plug-assist method, and includes a lower mold 50 and an upper mold 51 housed in a chamber (not shown).
- the lower mold 50 and the upper mold 51 are individually movable in the vertical direction, and the continuous multilayer structure 3 can pass between the lower mold 50 and the upper mold 51 in the separated state.
- the lower mold 50 has a plurality of recesses 52 for forming the accommodating portion of the cup-shaped container 1 .
- the upper die 51 has a plurality of plugs 53 projecting toward the lower die 50 .
- the plurality of plugs 53 are provided at positions corresponding to the plurality of recesses 52 of the lower die 50 . Each plug 53 is insertable into the corresponding recess 52 .
- the continuous multilayer structure 3 softened by the heating device 4 is brought into close contact with the continuous multilayer structure 3 by moving the lower mold 50 upward. Tension is applied to the continuous multilayer structure 3 by lifting the body 3 slightly.
- the plug 53 is inserted into the recess 52 by moving the upper die 51 downward.
- the upper die 51 is moved upward to separate the plug 53 from the recess 52, and then the chamber (not shown) is evacuated to remove the continuous multilayer structure 3 from the recess 52. adhere to the inner surface of the After that, the shape is fixed by cooling the molded part by blowing air.
- the inside of the chamber (not shown) is opened to the atmosphere, and the lower mold 50 is moved downward to release the lower mold 50, thereby obtaining a primary molded product. By cutting this primary molded product, the cup-shaped container 1 shown in FIGS. 1 and 2 is obtained.
- thermoformed container of the present invention is not limited to the form described above, and a tray-like container is also included in the thermoformed container.
- the tray-shaped container can also be manufactured by the same method as the above-described cup-shaped container.
- the thermoformed container of the present invention may comprise at least the layer ( ⁇ ). Specifically, the layer ( ⁇ ) or the like as the recovery layer may not be provided. Additionally, other layers may be laminated.
- the thermoformed container of the present invention may be formed by thermoforming a single-layer structure having only the layer ( ⁇ ) made of the resin composition ( ⁇ ). In this case, the thermoforming method, the shape of the thermoformed container, and the like can be the same as those of the thermoformed container described above.
- the blow-molded container of the present invention has a layer ( ⁇ ) made of the resin composition of the present invention.
- the blow-molded container can be used for various containers that require gas barrier properties, oil resistance, and the like.
- the layer ( ⁇ ) of the blow-molded container is formed from a resin composition that suppresses neck-in and die build-up during melt molding. Therefore, the blow-molded container is excellent in appearance and impact resistance.
- FIG. 6 is a partial cross-sectional view of the peripheral wall of the blow-molded container 105.
- a blow-molded container 105 in FIG. 6 includes a layer ( ⁇ ) 101 made of the resin composition of the present invention, a layer ( ⁇ ) 102 mainly composed of a thermoplastic resin, and a layer ( ⁇ ) mainly composed of a carboxylic acid-modified polyolefin. 103, and a layer ( ⁇ ) 104 containing EVOH, thermoplastic resin and carboxylic acid-modified polyolefin.
- the blow-molded container 105 includes layer ( ⁇ ) 102, layer ( ⁇ ) 103, layer ( ⁇ ) 101, layer ( ⁇ ) 103, layer ( ⁇ ) 104 and a layer ( ⁇ ) 102 are laminated in this order.
- the lower limit of the overall average thickness of the blow-molded container 105 is preferably 300 ⁇ m, more preferably 500 ⁇ m, and even more preferably 1,000 ⁇ m.
- the upper limit of the overall average thickness of the blow-molded container 105 is preferably 10,000 ⁇ m, more preferably 8,500 ⁇ m, and even more preferably 7,000 ⁇ m.
- the overall average thickness of the blow-molded container 105 refers to the average thickness of the body portion of the blow-molded container 105 .
- the overall average thickness is equal to or less than the upper limit, it is possible to suppress an increase in mass, improve fuel efficiency when used for fuel containers of automobiles, etc., and reduce manufacturing costs.
- the overall average thickness is equal to or greater than the lower limit, the rigidity is increased and it becomes difficult to break easily.
- the layer ( ⁇ ) is a layer made of the resin composition of the present invention.
- the preferred range of the average thickness of the layer ( ⁇ ) relative to the overall average thickness of the blow-molded container is the same as the preferred range of the average thickness of the layer ( ⁇ ) relative to the overall average thickness of the thermoformed container.
- the layer ( ⁇ ) is laminated on at least one of the inner surface side and the outer surface side of the layer ( ⁇ ), and has, for example, a solubility parameter of 11 (cal/cm 3 ) 1/2 or less calculated from the Fedors equation. It is a layer containing a thermoplastic resin as a main component.
- the specific embodiment of the layer ( ⁇ ) in the blow-molded container is the same as the specific embodiment of the layer ( ⁇ ) in the thermoformed container described above.
- the layer ( ⁇ ) may be laminated on the inner surface side and the outer surface side of the layer ( ⁇ ), respectively, as in the form shown in FIG. may be
- the layer ( ⁇ ) is, for example, a layer that is arranged between the layer ( ⁇ ) and the layer ( ⁇ ) and is mainly composed of carboxylic acid-modified polyolefin. Specific aspects of the layer ( ⁇ ) in the blow-molded container are the same as the specific aspects of the layer ( ⁇ ) in the thermoformed container described above.
- Layer ( ⁇ ) is a layer containing EVOH, thermoplastic resin and carboxylic acid-modified polyolefin. Moreover, the layer ( ⁇ ) is preferably formed using the layer ( ⁇ ), the layer ( ⁇ ), and the layer ( ⁇ ) collected in the manufacturing process of the blow-molded container. Specific aspects of the layer ( ⁇ ) in the blow-molded container are the same as the specific aspects of the layer ( ⁇ ) in the thermoformed container described above.
- the blow-molded container comprises a layer ( ⁇ )
- the layer ( ⁇ ) it may be preferable to arrange the layer ( ⁇ ) as the outermost layer. That is, from the viewpoint of impact resistance, it is preferable to arrange from the inner surface of the container to the outer surface of the container in the order of (inner) ⁇ / ⁇ / ⁇ / ⁇ / ⁇ (outer).
- a layer ( ⁇ ) such as a recovery layer
- (inner) ⁇ / ⁇ / ⁇ / ⁇ / ⁇ / ⁇ (outer), (inner) ⁇ / ⁇ / ⁇ / ⁇ / ⁇ / ⁇ / ⁇ (Outer), (inner) ⁇ / ⁇ / ⁇ / ⁇ / ⁇ (outer) arrangement is preferred, (inner) ⁇ / ⁇ / ⁇ / ⁇ / ⁇ / ⁇ (outer), (inner) ⁇ / ⁇ / ⁇ The / ⁇ / ⁇ / ⁇ / ⁇ (outer) arrangement is more preferred.
- the layer ( ⁇ ) may be replaced with a layer ( ⁇ ), and in the case of an arrangement in which a plurality of layers ( ⁇ ) to ( ⁇ ) are used, the resins constituting each layer may be the same or different.
- a blow-molded container in which the layer ( ⁇ ) is at least one of the innermost layer and the outermost layer is also a preferred embodiment of the present invention.
- the layer ( ⁇ ) is the innermost layer, it can be suitably used as an organic solvent-resistant container or the like.
- the layer ( ⁇ ) is the outermost layer, damage to the outer surface can be suppressed.
- the outermost layer of a blow-molded container has a lump or the like, it is likely to be damaged during transportation, and the impact resistance and the like may be lowered.
- the thickness of the layer is uneven, the impact resistance and the like tend to deteriorate.
- the layer structure of the blow-molded container in which the layer ( ⁇ ) is at least one of the innermost layer and the outermost layer includes (inner) ⁇ / ⁇ / ⁇ (outer), (inner) ⁇ / ⁇ / ⁇ / ⁇ (outer), (inner) ⁇ / ⁇ / ⁇ (outer), (inner) ⁇ / ⁇ / ⁇ / ⁇ (outer), (inner) ⁇ / ⁇ / ⁇ / ⁇ (outer), (inner) ⁇ / ⁇ / ⁇ / ⁇ (outer), and the like.
- a fuel container will be described as an embodiment of the blow-molded container.
- the fuel container may further include a filter, a fuel gauge, a baffle plate, etc., in addition to the blow-molded container.
- the fuel container is excellent in gas barrier properties, oil resistance, and the like, and is suitably used as a fuel container.
- the fuel container means a fuel container mounted on automobiles, motorcycles, ships, aircraft, generators, industrial or agricultural equipment, etc., or a portable fuel container for refueling these fuel containers, and further means a container for storing fuel.
- Typical examples of the fuel include gasoline, particularly oxygenated gasoline blended with methanol, ethanol, MTBE, etc., but heavy oil, light oil, kerosene, etc. are also included.
- the fuel container is particularly suitably used as a fuel container for oxygen-containing gasoline.
- a bottle will be described as another embodiment of the blow-molded container of the present invention.
- the bottle may further comprise a structure other than the blow-molded container, such as a cover film, a cap, and the like.
- Examples of the bottle molding method include direct blow molding and injection blow molding.
- the blow-molded container molded into a bottle shape is suitably used as a bottle container for foods, cosmetics, and the like.
- the method for producing a blow-molded container includes a step of blow-molding using a resin composition, wherein the resin composition contains EVOH (A) having an ethylene unit content of 20 mol% or more and 60 mol% or less and crotonaldehyde. (B1) and further comprising at least one selected from the group consisting of 2,4-hexadienal (B2) and 2,4,6-octatrienal (B3), wherein the resin composition has the following formula: (1'') and (2'') are satisfied.
- b1 is the content (ppm) of crotonaldehyde (B1) relative to EVOH (A)
- b2 is 2,4 relative to EVOH (A)
- - is the content (ppm) of hexadienal (B2)
- b3 is the content (ppm) of 2,4,6-octatrienal (B3) relative to EVOH (A).
- the specific form and preferred form of the resin composition used in the production method are the same as the specific form and preferred form of the resin composition forming the layer ( ⁇ ) of the blow-molded container described above.
- the blow-molded container 105 includes resin composition pellets forming the layer ( ⁇ ) 101, high-density polyethylene forming the layer ( ⁇ ) 102, carboxylic acid-modified polyolefin forming the layer ( ⁇ ) 103, and the layer ( ⁇ ) Using a recovered resin or the like that forms 104, at a temperature of 100 ° C. or higher and 400 ° C. or lower with a blow molding machine, for example, layer ( ⁇ ) / layer ( ⁇ ) / layer ( ⁇ ) / layer ( ⁇ ) / layer ( ⁇ ) / layer ( Blow molding using 4 types of 6-layer parison of ⁇ ) / layer ( ⁇ ), cooling at a mold temperature of 10 ° C. or higher and 30 ° C. or lower for 10 seconds or longer and 30 minutes or shorter, and a total average thickness of 300 ⁇ m or higher and 10,000 ⁇ m or lower. Hollow containers can be molded.
- the blow-molded container of the present invention is not limited to the form described above, and may include at least the layer ( ⁇ ). Specifically, the layer ( ⁇ ) or the like as the recovery layer may not be provided. Additionally, other layers may be laminated. Also, the layer ( ⁇ ) as an adhesive layer may be omitted by selecting a combination of resins having good adhesiveness. A single-layer blow-molded container consisting of only the layer ( ⁇ ) may also be used.
- the vapor-deposited film of the present invention is a vapor-deposited film comprising a substrate layer (a) made of the resin composition of the present invention and an inorganic vapor-deposited layer (b) laminated on at least one side of the substrate layer (a).
- the vapor-deposited film is used in various fields such as applications requiring oxygen barrier properties, such as packaging materials for foods, cosmetics, pharmaceuticals and chemicals, and toiletries, and heat insulating materials for home appliances, housing, and automobiles.
- the vapor-deposited film may include an adhesive layer (c), a thermoplastic resin layer (d), a resin coat layer (e), and other layers in addition to the layers described above. Each layer will be described below.
- the substrate layer (a) is a layer made of the resin composition of the present invention. Since the resin composition suppresses neck-in during melt-molding, thickness unevenness of the resulting substrate layer (a) is reduced. For this reason, the uniformity of the gas barrier property of the substrate layer (a) is enhanced, and as a result, the uniformity of the gas barrier property of the deposited film tends to be enhanced. In addition, since the resin composition suppresses die build-up during melt-molding, there are few vapor deposition defects in the obtained vapor deposition film and the adhesion strength of the inorganic vapor deposition layer is increased. As a result, the vapor-deposited film can exhibit high gas barrier properties. Further, the resin composition is less likely to cause pimples, streaks, etc., even after repeated melt molding. Therefore, the deposited film obtained using the resin composition is excellent in recyclability.
- the average thickness of the substrate layer (a) is not particularly limited, and the lower limit may be, for example, 0.5 ⁇ m, 1 ⁇ m, 5 ⁇ m, 7 ⁇ m or 10 ⁇ m. By setting the average thickness of the substrate layer (a) to the lower limit or more, the gas barrier property can be enhanced.
- the upper limit of the average thickness may be, for example, 100 ⁇ m, 30 ⁇ m, 25 ⁇ m or 20 ⁇ m. When the average thickness of the substrate layer (a) is set to the above upper limit or less, appearance characteristics and recyclability tend to be improved.
- the upper limit of the oxygen permeability of the substrate layer (a) is preferably 50 mL/20 ⁇ m/m 2 ⁇ day ⁇ atm, more preferably 10 mL ⁇ 20 ⁇ m/m 2 ⁇ day ⁇ atm, and 5 mL ⁇ 20 ⁇ m/m 2 ⁇ day. • atm is more preferred, and 1 mL • 20 ⁇ m/m 2 • day • atm is particularly preferred.
- the base layer (a) is preferably a stretched layer.
- gas barrier properties can be further enhanced.
- the base layer (a) can be formed, for example, as a single-layer film (base film) made of the resin composition of the present invention.
- the forming method in this case is not particularly limited, and examples thereof include a melting method, a solution method, a calendering method, etc. Among these, the melting method is preferable. Examples of the melting method include a casting method and an inflation method, and among these, the casting method is preferred.
- stretching may be performed.
- the stretching method is not particularly limited, and may be uniaxial stretching, simultaneous biaxial stretching, or sequential biaxial stretching.
- the lower limit of the draw ratio in terms of area is preferably 8 times, more preferably 9 times.
- the upper limit of the draw ratio is preferably 12 times, more preferably 11 times.
- the lower limit of the moisture content of the raw fabric before stretching is preferably 2% by mass, more preferably 5% by mass, and even more preferably 10% by mass.
- the upper limit of the moisture content of the original fabric before stretching is preferably 30% by mass, more preferably 25% by mass, and even more preferably 20% by mass.
- the stretching temperature varies somewhat depending on the moisture content of the original fabric before stretching and the stretching method, but is generally 50°C or higher and 130°C or lower.
- the stretching temperature is preferably 70° C. or higher and 100° C. or lower for simultaneous biaxial stretching in order to obtain a biaxially stretched film with little stretching unevenness, and 70° C. or higher for stretching in the longitudinal direction with rolls in sequential biaxial stretching. 100° C. or less is preferable, and in the stretching in the width direction with a tenter, 80° C. or more and 120° C. or less is preferable.
- the base layer (a) may be one layer of a multilayer film (base film) further having other layers.
- the vapor-deposited film has an inorganic vapor-deposited layer (b) laminated on one side of the substrate layer (a), and the inorganic vapor-deposited layer (b) on the opposite side of the substrate layer (a). It may have a structure in which the thermoplastic resin layer (d) is laminated via the adhesive layer (c).
- a multilayer film (base film) is prepared by laminating the base layer (a), the adhesive layer (c) and the thermoplastic resin layer (d) in this order, and the base layer ( An inorganic deposition layer (b) can be laminated by vapor deposition on the surface on which a) is exposed.
- the multilayer film is not limited to the layer structure described above, and may have the substrate layer (a) as one of the outermost layers and one or more other layers.
- the multilayer film preferably has a thermoplastic resin layer (d) together with the substrate layer (a), and an adhesive layer ( It is more preferred to have c).
- the method for producing the multilayer film is not particularly limited, and examples thereof include co-extrusion cast molding, co-extrusion inflation molding, and co-extrusion coating molding.
- the overall thickness of the multilayer film can be appropriately set according to the application.
- the overall thickness is preferably 10 ⁇ m or more, more preferably 13 ⁇ m or more, and even more preferably 15 ⁇ m or more. When the overall thickness is 10 ⁇ m or more, industrial productivity tends to improve.
- the total thickness is preferably 300 ⁇ m or less, more preferably 200 ⁇ m or less, even more preferably 100 ⁇ m or less, and particularly preferably 50 ⁇ m or less. When the total thickness is 300 ⁇ m or less, industrial productivity tends to improve.
- the multilayer film is preferably stretched.
- the multilayer film comprises at least a substrate layer (a), an adhesive layer (c) and a thermoplastic resin layer (d)
- the resulting deposited film comprises at least the substrate layer (a), the adhesive layer (c ) and the thermoplastic resin layer (d) are preferably stretched integrally.
- the degree of stretching is preferably 3 to 12 times, more preferably 4 to 10 times, more preferably 5 to 8 times, in terms of area-equivalent stretching ratio in at least one axial direction. It is more preferable that the film is stretched below.
- the draw ratio is 3 times or more, gas barrier properties are improved.
- the draw ratio is 12 times or less, the film surface becomes good.
- the multilayer film may be stretched in the biaxial direction at a stretch ratio of 9 to 144 times in terms of area, preferably 16 to 100 times, and 25 to 64 times. It is more preferable to be When the draw ratio is 9 times or more, gas barrier properties are improved. On the other hand, when the draw ratio is 144 times or less, the film surface becomes good.
- the method for stretching the multilayer film is not particularly limited, and examples thereof include a tenter stretching method, a tubular stretching method, a roll stretching method, and the like. From the viewpoint of production cost, sequential biaxial stretching or simultaneous biaxial stretching by tenter stretching and tubular stretching is preferred. Moreover, from the viewpoint of equipment cost, uniaxial stretching by a roll stretching method is preferable. Further, when the multilayer film is an inflation-molded article, the roll stretching method is preferable from the viewpoint of being able to easily uniaxially stretch the folded cylindrical multilayer film after inflation molding.
- the inorganic deposition layer (b) mainly secures gas barrier properties in the deposition film.
- This inorganic deposition layer (b) is laminated on the substrate layer (a).
- the inorganic deposition layer (b) may be laminated on both sides of the substrate layer (a) or may be laminated on only one side of the substrate layer (a). In some cases it may be preferable to be laminated.
- the gas barrier property is further improved and the stability of the gas barrier is obtained.
- the other inorganic vapor deposition layer (b) maintains the barrier properties, so that the gas barrier properties of the vapor deposition film are preferably maintained. be.
- the inorganic deposition layer (b) can be formed by depositing an inorganic material.
- Inorganic substances include metals (e.g., aluminum), metal oxides (e.g., silicon oxide, aluminum oxide), metal nitrides (e.g., silicon nitride), metal nitride oxides (e.g., silicon oxynitride), or metal carbonitrides. substances (for example, silicon carbonitride) and the like.
- an inorganic deposition layer formed of aluminum, aluminum oxide, silicon oxide, magnesium oxide, or silicon nitride is preferable from the viewpoint of industrial productivity, and aluminum is more preferable.
- the inorganic vapor deposition layer ( b) may be irreversibly oxidized and partly contain aluminum oxide.
- the ratio (O mol / Al mol ) is preferably 0.5 or less, more preferably 0.3 or less, still more preferably 0.1 or less, and particularly preferably 0.05 or less.
- the lower limit of the average thickness of the inorganic deposition layer (b) is preferably 15 nm, more preferably 20 nm, still more preferably 30 nm, and particularly preferably 40 nm.
- the upper limit of the average thickness of the inorganic deposition layer (b) is preferably 150 nm, more preferably 130 nm, and even more preferably 80 nm.
- Gas barrier properties can be enhanced by setting the average thickness of the inorganic deposition layer (b) to the above lower limit or more. On the other hand, by setting the average thickness of the inorganic deposition layer (b) to the above upper limit or less, it is possible to suppress heat bridging and enhance the heat insulating effect.
- the average thickness of each layer is preferably within the above range.
- the total thickness of the inorganic vapor deposition layer (b) is preferably 1 ⁇ m or less.
- the lower limit of the average particle size of the deposited particles such as aluminum particles in the inorganic deposited layer (b) is not particularly limited, it is preferably 10 nm, more preferably 15 nm, and even more preferably 20 nm.
- the upper limit of the average particle diameter of vapor deposition particles is preferably 150 nm, more preferably 125 nm, even more preferably 100 nm, particularly preferably 75 nm, and most preferably 50 nm.
- the average particle diameter of the vapor deposition particles is obtained by observing the surface of the inorganic vapor deposition layer (b) with a scanning electron microscope, and measuring the total value of the maximum diameter (unidirectional maximum diameter) of a plurality of vapor deposition particles present in the same direction. Means the average value divided by the number of particles. Further, when the vapor deposition particles form a particle agglomerate, the average particle diameter means the particle diameter (primary particle diameter) of the vapor deposition particles forming the agglomerate.
- the inorganic vapor deposition layer (b) When the inorganic vapor deposition layer (b) is formed on the substrate layer (a), the inorganic vapor deposition layer (b) having an average particle diameter of vapor deposition particles of 150 nm or less is formed by satisfying any of the following conditions: becomes possible.
- the surface temperature of the substrate layer (a) during vapor deposition is set to 60° C. or lower.
- the content of volatile matter contained in the substrate layer (a) before vapor deposition is set to 1.1% by mass or less.
- the surface of the substrate layer (a) before vapor deposition is plasma-treated to modify its properties.
- condition (1) it is preferable to satisfy condition (1), and more preferable to satisfy at least one of condition (2) and condition (3) in addition to condition (1).
- the upper limit of the surface temperature of the substrate layer (a) during vapor deposition is preferably 60°C, more preferably 55°C, and even more preferably 50°C, as described above.
- the lower limit of the surface temperature of the substrate layer (a) during vapor deposition is not particularly limited, but is preferably 0°C, more preferably 10°C, and even more preferably 20°C.
- the lower limit of the content of volatile matter contained in the substrate layer (a) before vapor deposition is not particularly limited, but is preferably 0.01% by mass, more preferably 0.03% by mass, and 0.05% by mass. More preferred.
- the upper limit of the volatile content is preferably 1.1% by mass, more preferably 0.5% by mass, and even more preferably 0.3% by mass.
- the content of volatile matter is obtained from the change in mass before and after drying at 105° C. for 3 hours by the same formula as the content of volatile matter of the deposition film described later.
- the discharge gas includes, for example, nitrogen gas, helium, neon, argon, krypton, xenon, radon, and the like. Among these, nitrogen, helium and argon are preferable, and nitrogen is more preferable from the viewpoint of cost reduction.
- the vapor deposition film preferably further comprises an adhesive layer (c) and a thermoplastic resin layer (d) laminated on the adhesive layer (c). More preferably, the adhesive layer (c) is directly laminated on the substrate layer (a). That is, it is more preferable that the base material layer (a), the adhesive layer (c) and the thermoplastic resin layer (d) are laminated in this order without interposing other layers. Further, when the vapor-deposited film is recycled, the presence of the adhesive layer (c) reduces the compatibility between the EVOH (A) in the base layer (a) and the thermoplastic resin in the thermoplastic resin layer (d). It is preferable to have the adhesive layer (c) from this point of view as well.
- the adhesive layer (c) is preferably a layer formed from an adhesive resin.
- the adhesive resin it is preferable to use a polyolefin having a carboxyl group, a carboxylic acid anhydride group or an epoxy group.
- Such an adhesive resin is also excellent in adhesiveness between the substrate layer (a) and the like and the thermoplastic resin layer (d).
- the adhesive resin include those exemplified as the adhesive resin used for any adhesive resin layer constituting the multilayer structure of the present invention.
- the melt flow rate (MFR) of the adhesive resin constituting the adhesive layer (c) measured according to JIS K 7210:2014 at 190° C. and a load of 2160 g is preferably 0.1 g/10 min or more and 20.0 g/10 min or less, 1.0 g/10 minutes or more and 10.0 g/10 minutes or less is more preferable.
- MFR of the adhesive resin is within the above range, the film-forming stability during molding tends to be improved.
- the average thickness of the adhesive layer (c) is preferably 0.5 ⁇ m or more and 20 ⁇ m or less, more preferably 1 ⁇ m or more and 10 ⁇ m or less.
- the adhesive layer (c) is provided between each interlayer. , and the number of layers of the adhesive layer (c) in the vapor-deposited film is not particularly limited.
- the vapor deposition film includes the thermoplastic resin layer (d), so that the mechanical strength can be enhanced.
- the film thickness of the base layer (a) tends to be reduced, and as a result, the vapor deposition film tends to be easily recycled.
- properties such as heat sealability and mechanical strength can be imparted according to the type of thermoplastic resin forming the thermoplastic resin layer (d).
- thermoplastic resin used for the thermoplastic resin layer (d) examples include those exemplified as thermoplastic resins used for any thermoplastic resin layer constituting the multilayer structure of the present invention.
- the content of the thermoplastic resin in the thermoplastic resin layer (d) is preferably 80% by mass or more, more preferably 90% by mass or more, still more preferably 95% by mass or more, and particularly preferably 98% by mass or more.
- the resin layer (d) may be substantially composed of a thermoplastic resin alone, or may be composed of a thermoplastic resin alone.
- the melt flow rate (MFR) of the thermoplastic resin constituting the thermoplastic resin layer (d) measured according to JIS K 7210:2014 at 190° C. and a load of 2160 g is 0.10 g/10 min or more and 10.0 g/10 min or less. It is preferably 0.30 g/10 minutes or more and 5.0 g/10 minutes or less, more preferably.
- MFR of the thermoplastic resin is within the above range, film-forming stability tends to be good.
- the average thickness of the thermoplastic resin layer (d) is preferably 5 ⁇ m to 200 ⁇ m, more preferably 7 ⁇ m to 100 ⁇ m, and even more preferably 10 ⁇ m to 50 ⁇ m.
- the total thickness thereof is within the above range.
- the thermoplastic resin layer (d) may be provided in one layer or in multiple layers.
- various known production methods can be employed, such as a dry lamination method, a sand lamination method, an extrusion lamination method, a co-extrusion lamination method, A solution coating method or the like can be adopted.
- the thermoplastic resin layer (d) may be one of the layers constituting the stretched or unstretched multilayer film, or may be a laminated layer prepared separately from the multilayer film. It can be both.
- their compositions may be the same or different, and both stretched layers and non-stretched layers may be included.
- the resin coat layer (e) suppresses damage to the inorganic vapor deposition layer (b) due to bending or the like during film processing such as lamination after manufacturing the vapor deposition film.
- a vapor deposited film having such a resin coat layer (e) can suppress a decrease in gas barrier properties.
- the resin coat layer (e) may contain, for example, a vinyl alcohol polymer (ethylene-vinyl alcohol copolymer, polyvinyl alcohol, etc.), and if necessary, may contain a swelling inorganic layered silicate. good.
- the swelling inorganic layered silicate improves the strength of the resin coat layer (e).
- the swelling inorganic layered silicates include swelling montmorillonite, swelling synthetic smectite, swelling fluoromica minerals, and the like.
- the lower limit of the content of the swelling inorganic layered silicate with respect to the vinyl alcohol polymer in the resin coat layer is not particularly limited, but is preferably 0.5% by mass, more preferably 1% by mass in terms of solid content. 3% by mass is more preferred, and 5% by mass is particularly preferred.
- the upper limit of the content of the swelling inorganic layered silicate with respect to the vinyl alcohol polymer in the resin coat layer (e) is not particularly limited, but is preferably 55% by mass, and 40% by mass in terms of solid content. More preferably, 30% by mass is even more preferable, and 20% by mass is particularly preferable. If the content of the swelling inorganic layered silicate is less than the above lower limit, the strength of the resin coat layer (e) may not be sufficiently improved. On the other hand, if the content of the swelling inorganic layered silicate exceeds the above upper limit, the flexibility of the resin coat layer (e) may be reduced and defects such as cracks may easily occur.
- the lower limit of the average thickness of the resin coat layer (e) is not particularly limited, it is preferably 0.001 ⁇ m in order to obtain effective gas barrier properties.
- the upper limit of the average thickness of the resin coat layer (e) is not particularly limited, but is preferably 10 ⁇ m, more preferably 2 ⁇ m.
- the method for laminating the resin coat layer (e) on the inorganic deposition layer (b) is not particularly limited, but a coating method and a lamination method are preferable.
- coating methods include roll coating methods such as direct gravure, reverse gravure, micro gravure, two-roll beat coating, bottom feed three-roll reverse coating; doctor knife method; die coating; coating method;
- the interface between the inorganic deposition layer (b) and the resin coating layer (e) may be subjected to corona treatment, treatment with an anchor coating agent, or the like.
- vapor-deposited film may have include a paper layer, a metal foil layer, and the like.
- the said vapor deposition film may be equipped with the vapor deposition layer separately from the inorganic vapor deposition layer (b).
- Such a deposited layer may be provided on the thermoplastic resin layer (d), for example, using the thermoplastic resin layer (d) as a substrate.
- a known component used as a vapor deposition layer can be appropriately used.
- a layer structure of the vapor deposition film for example, (1) a/b, (2) d/c/a/b, (3) d/c/d/c/a/b, (4) d/c/a/b/c/d, (5) d/c/d/c/a/b/c/d, (6) a/b/e, (7) d/c/a/b/e, (8) d/c/d/c/a/b/e, (9) d/c/d/c/a/b/e/c/d, (10) d/c/a/b/e/c/d, (11) a/b/c/d, etc.
- they are a: base material layer
- c adhesive layer
- d thermoplastic resin layer
- e resin coat layer.
- the "d/c/a" layer structure portion in (2) above may be formed as a multilayer film (base film) as described above. Portions of the multilayer film may be stretched or unstretched. When the multilayer film having the layer structure of "d/c/a” is stretched, the layer structure portion of "d/c/a” in the vapor-deposited film is integrally stretched. .
- the "d/c/d/c/a" layer structure portion may be formed as a multilayer film, and only the "d/c/a” layer structure portion may be a multilayer film. It may be formed as a film, and the thermoplastic resin layer (d) may be further laminated thereon via an adhesive layer (c).
- the average thickness of the vapor-deposited film is not particularly limited, and the lower limit may be, for example, 5 ⁇ m, 10 ⁇ m, 13 ⁇ m, or 15 ⁇ m. On the other hand, the upper limit of the average thickness may be, for example, 300 ⁇ m, 200 ⁇ m, 100 ⁇ m or 50 ⁇ m.
- the shape of the vapor deposition film is not particularly limited as long as it has a laminated structure.
- the upper limit of the oxygen permeability measured at 40 ° C. of the vapor-deposited film, the humidity of 90% RH on the side of the inorganic vapor deposition layer (b), and the humidity of 0% RH on the side of the substrate layer (a) is 5 mL / m 2 ⁇ day ⁇ atm is preferable, 3 mL/m 2 ⁇ day ⁇ atm is more preferable, 2 mL/m 2 ⁇ day ⁇ atm is more preferable, 1 mL/m 2 ⁇ day ⁇ atm is particularly preferable, and 0.1 mL/m 2 ⁇ day ⁇ atm is more particularly preferred.
- the oxygen permeability means the amount of oxygen (mL) that permeates the vapor deposition film, the vapor deposition film area (m 2 ), the permeation time (day) and one surface of the vapor deposition film. It is the value divided by the difference (atm) between the oxygen gas pressure on one side and the oxygen gas pressure on the other side.
- the oxygen permeability is, for example, "5 mL/m 2 ⁇ day ⁇ atm or less"
- the oxygen permeability is 40 ° C.
- the humidity of one inorganic vapor deposition layer (b) is 90% RH
- the other is The humidity on the inorganic deposition layer (b) side is measured at 0% RH.
- the lower limit of the content of volatile matter contained in the vapor-deposited film is not particularly limited, but is preferably 0.01% by mass, more preferably 0.03% by mass, and even more preferably 0.05% by mass.
- the upper limit of the volatile matter content is preferably 1.1% by mass, more preferably 0.5% by mass, and even more preferably 0.3% by mass.
- the volatile matter content in the vapor-deposited film is preferably as small as possible. This is because the volatile matter generated from the vapor-deposited film may enter the vacuum portion of the vacuum insulator, and as a result, the degree of vacuum inside the vacuum insulator may decrease, degrading the heat insulating performance.
- Volatile content (mass%) [(mass before drying - mass after drying) / mass after drying] x 100
- the vapor-deposited film has a configuration that is excellent in recyclability.
- recycling post-consumer recycling
- the thermoplastic resin layer (d) does not substantially contain polyester and polyamide.
- the content of polyester and polyamide in the thermoplastic resin layer (d) is preferably 10% by mass or less, more preferably 1% by mass or less, and particularly preferably substantially 0% by mass.
- the content of polyester and polyamide in the vapor-deposited film is preferably 10% by mass or less, more preferably 1% by mass or less, and particularly preferably substantially 0% by mass.
- the content of polyolefin such as polyethylene and polypropylene in the thermoplastic resin layer (d) is preferably 80% by mass or more, more preferably 90% by mass or more, and further preferably 99% by mass. .
- the content of polyolefin in the vapor-deposited film is preferably 80% by mass or more, more preferably 90% by mass or more.
- the content of EVOH in the vapor-deposited film is preferably 20% by mass or less, more preferably 10% by mass or less.
- the content of EVOH in the vapor-deposited film may be 0.1% by mass or more, or may be 1% by mass or more.
- the thermoplastic resin layer (d) contains polyolefin, and the total thickness of the thermoplastic resin layer (d) is 50% relative to the total thickness of the vapor-deposited film. % or more may be preferred, 80% or more may be more preferred, and 90% or more may be even more preferred.
- the total thickness of the substrate layer (a) may be preferably 20% or less, more preferably 10% or less, of the total thickness of the deposited film.
- the total thickness of the substrate layer (a) with respect to the total thickness of the vapor-deposited film may be, for example, 0.1% or more, or 1% or more.
- the substrate layer (a) of the vapor-deposited film is formed from a predetermined resin composition, the recyclability is enhanced, and the appearance of the molded product obtained by recycling is good.
- the reason for this is also unclear, but a resin composition that suppresses neck-in and die build-up during melt molding has high thermal stability, and even if it is repeatedly melt-molded for recycling, no lumps, streaks, etc. It is assumed that it is difficult to occur.
- the vapor deposition film has high uniformity in gas barrier properties, few vapor deposition defects, high adhesion strength of the inorganic vapor deposition layer, and high gas barrier properties. Therefore, the vapor-deposited film can be applied to various uses. Applications of the vapor-deposited film include, for example, various packaging materials such as food packaging, pharmaceutical packaging, industrial chemical packaging, agricultural chemical packaging, and vacuum insulators.
- a packaging material that is one embodiment of the present invention includes the vapor-deposited film.
- the packaging material is formed, for example, by subjecting the vapor-deposited film or a multi-layered structure including the same to secondary processing.
- the packaging material is provided with the vapor-deposited film and thus has excellent gas barrier properties.
- the packaging material may be formed, for example, by laminating the vapor-deposited film and at least one other layer.
- Other layers include, for example, a polyester layer, a polyamide layer, a polyolefin layer, a paper layer, an inorganic deposition film layer, an EVOH layer, an adhesive layer, and the like.
- the number of layers and the order of lamination in the packaging material are not particularly limited, but when heat-sealing is performed, at least the outermost layer is a heat-sealable layer.
- the polyolefin layer may contain a pigment when the packaging material is configured as a laminated tube container or the like, which will be described later.
- packaging materials are used, for example, for packaging food, beverages, chemicals such as agricultural chemicals and pharmaceuticals, medical equipment, machine parts, industrial materials such as precision materials, and clothing.
- the packaging material is preferably used for applications requiring barrier properties against oxygen and applications in which the interior of the packaging material is replaced with various functional gases.
- the packaging material is formed into various forms depending on the application, such as vertical form-fill-seal bags, vacuum packaging bags, pouches with spouts, laminated tube containers, container lids, and the like.
- Vertical form-fill-seal bags are used for packaging, for example, liquids, viscous substances, powders, bulk solids, foods in the form of combinations thereof, beverages, and the like.
- a heat-sealable layer is usually used as the inner layer of the vertical form-fill-seal bag in the vapor-deposited film, or both the inner layer and the outer layer of the vertical form-fill-seal bag. should be placed. If the heat-sealable layer is only on the inside of the vertical form-fill-seal bag, the body is normally sealed by the butt-joint. When the heat-sealable layer is on both the inside and the outside of the vertical form-fill-seal bag, the body is usually sealed with envelope sticking.
- a polyolefin layer hereinafter also referred to as "PO layer”
- the PO layer is an example of a thermoplastic resin layer.
- the layer structure of the vertical form-fill-seal bag is preferably vapor-deposited film/polyamide layer/PO layer, vapor-deposited film/PO layer, or PO layer/deposited film/PO layer, and an adhesive layer may be provided between the layers.
- this vapor deposition film when applying a vapor deposition film in which the inorganic vapor deposition layer (b) is formed only on one side of the substrate layer (a), this vapor deposition film is such that the inorganic vapor deposition layer (b) is thicker than the substrate layer (a). It may be laminated so as to be arranged outside, or may be laminated so that the inorganic deposition layer (b) is arranged inside the substrate layer (a).
- Vacuum packaging bags are used for applications where packaging in a vacuum state is desired, such as storage of food, beverages, and the like.
- the layer structure of the vacuum packaging bag is preferably deposited film/polyamide layer/PO layer or polyamide layer/deposited film/PO layer, and an adhesive layer may be provided between the layers. Since such a vacuum packaging bag is provided with the vapor deposition film, it is particularly excellent in gas barrier properties after vacuum packaging and heat sterilization performed after vacuum packaging.
- Spouted pouches are used for packaging liquid substances such as liquid drinks such as soft drinks, jelly drinks, yogurt, fruit sauces, seasonings, functional waters, liquid foods, and the like.
- the layer structure of the spout-equipped pouch is preferably deposited film/polyamide layer/PO layer or polyamide layer/deposited film/PO layer, and an adhesive layer may be provided between the layers. Since such a pouch with a spout is provided with the vapor-deposited film, it has excellent gas barrier properties. Therefore, the spouted pouch can prevent deterioration of the contents after transportation and after long-term storage.
- Laminated tube containers are used, for example, for packaging cosmetics, medicines, pharmaceuticals, foods, toothpaste and the like.
- the layer structure of the laminated tube container is preferably PO layer/vapor-deposited film/PO layer or PO layer/pigment-containing PO layer/PO layer/vapor-deposited film/PO layer, and an adhesive layer may be provided between the layers.
- Such a laminate tube container has excellent gas barrier properties because it includes the vapor deposition film.
- the lid material for a container is a lid material for a container filled with foods such as processed meat products, processed vegetable products, processed marine products, fruits, and the like.
- the layer structure of the lid member for a container is preferably vapor deposited film/polyamide layer/PO layer or vapor deposited film/PO layer, and an adhesive layer may be provided between the layers. Since such a lid material for a container has excellent gas barrier properties due to the vapor deposition film, it is possible to suppress the quality deterioration of the food content for a long period of time.
- a vacuum insulator which is one embodiment of the present invention, comprises the vapor-deposited film.
- Vacuum insulators are used for applications that require cold insulation or heat insulation.
- a core material such as polyurethane foam is enclosed in a vacuum state in an outer wrapping material.
- the outer wrapping material is formed, for example, by heat-sealing the vapor-deposited film and a pair of laminated films formed by laminating at least one other layer.
- Other layers include, for example, a polyester layer, a polyamide layer, a polyolefin layer, an adhesive layer, etc., and preferably include a polyolefin layer that is a heat-sealable layer.
- the outermost layer be a heat-sealable layer (for example, a polyolefin layer).
- the layer structure of the outer packaging material is preferably vapor-deposited film/polyamide layer/PO layer or polyamide layer/deposited film/PO layer, and an adhesive layer may be provided between the layers.
- this vapor deposition film is such that the inorganic vapor deposition layer (b) is thicker than the substrate layer (a). It may be laminated so as to be arranged outside, or may be laminated so that the inorganic deposition layer (b) is arranged inside the substrate layer (a).
- Such a vacuum insulator has excellent gas barrier properties because the outer wrapping material is provided with the vapor deposition film. Therefore, since the vacuum heat insulator can maintain the heat insulating effect for a long period of time, it can be used as a heat insulating material for home electric appliances such as refrigerators, water heaters, and rice cookers; It can be used for heat insulation materials for automobiles, roofing materials for vehicles, heat insulation panels for vending machines, etc.
- This solution was analyzed for contained metals using an ICP emission spectrometer ("OPTIMA4300DV" manufactured by PerkinElmer) to measure the contents of sodium ions (elemental sodium), phosphoric acid and boric acid.
- the content of phosphoric acid was calculated as a value converted to phosphate root, and the content of boric acid was calculated as a value converted to orthoboric acid.
- calibration curves prepared using commercially available standard solutions were used.
- Acetic Acid Content 20 g of the obtained dry resin composition pellets were added to 100 mL of ion-exchanged water, and heated and extracted at 95° C. for 6 hours. Using phenolphthalein as an indicator, the extract was subjected to neutralization titration with 1/50N NaOH to quantify the acetic acid content.
- a calibration curve was prepared from the peak areas of standard samples of crotonaldehyde, 2,4-hexadienal and 2,4,6-octatrienal, and quantified by the absolute calibration curve method.
- an adsorption tube (Tenax (registered trademark)/Carboxen (registered trademark)) is impregnated with the standard sample, and the adsorption tube impregnated with the standard sample is used instead of the sample tube.
- the temperature at the time of release after adsorption was measured in the same manner as for the measurement of the sample tube, except that the temperature of the sample tube was changed from 170°C to 260°C.
- Oxygen transmission rate (OTR) measurement The obtained dry resin composition pellets were formed into a film under the following conditions using a 20 mm ⁇ single screw extruder D2020 manufactured by Toyo Seiki Seisakusho Co., Ltd. A single layer with an average thickness of 20 ⁇ m got the film.
- Extruder for Ad1 single screw extruder (SZW20GT-20MG-STD, manufactured by Technobell Co., Ltd.) Diameter 20mm ⁇ , L
- thermoforming sheet was cut into 80 mm squares centered at a position 50 mm from the edge of the obtained multilayer structure, and used as a measurement sample for the edge. Another thermoforming sheet was cut out so that the center of the sheet width was the center of the sample, and used as a measurement sample for the central portion. For each measurement sample obtained, a cup shape (mold shape 70 ⁇ ⁇ 70 mm) at a sheet temperature of 150 ° C.
- thermoforming machine small multi-function vacuum pressure forming machine FKS-0632-20, manufactured by Asano Laboratory Co., Ltd.
- the bottom of the produced container was visually evaluated according to the following criteria.
- the evaluation of the end portion is worse than the evaluation of the central portion, the evaluation of neck-in resistance during film formation in the above evaluation method (9) tends to be worse, and from this tendency, the dry resin composition pellets It can be evaluated that the thermoformability of the end portion of the multilayer structure is degraded due to the low neck-in resistance.
- Criteria A: Uniform and no unevenness was observed B: Slight streak-like unevenness was observed C: Slight streak-like unevenness was observed D: Severe unevenness was observed
- Oxygen transmission rate (OTR) measurement at the center of the film (single layer film preparation conditions)
- the obtained dry resin composition pellets were formed into a film under the following conditions to obtain a single layer film having an average thickness of 20 ⁇ m.
- Extruder conditions ⁇ L/D: 26, 40 mm ⁇ uniaxial extruder ⁇ Screw: full flight ⁇ Screw rotation speed: 30 rpm ⁇ Screen mesh: 50 mesh / 100 mesh / 50 mesh ⁇ Die shape: T type, lip width 550 mm, lip spacing 0.7 mm
- Set temperature: C1/C2/C3/D 170°C/230°C/230°C/230°C ⁇ Temperature of take-up roll: 80°C ⁇ Take-up roll speed: 10 to 11 m/min (OTR (oxygen permeability) measurement)
- a circular sample with a diameter of 90 mm was cut from the obtained monolayer film having an average thickness of 20 ⁇ m centered on the center in the width direction, and after conditioning
- an oxygen permeability measuring device (ModernControl Oxygen permeability at 20°C and 65% RH is measured in accordance with ISO14663-2 annex C using the company's "OX-Tran2/20" detection limit of 0.01 mL/(m 2 ⁇ day ⁇ atm)). bottom.
- Inorganic deposition layer thickness measurement (15-1) Preparation of biaxially stretched film The dried resin composition pellets obtained are melted at 240 ° C. in a uniaxial extruder and extruded from a die onto a casting roll. At the same time, an air knife was used to blow air at a wind speed of 30 m/sec to obtain an unstretched film having a thickness of 170 ⁇ m. The resulting unstretched film was brought into contact with hot water at 80°C for 10 seconds, and stretched 3.2 times in the longitudinal direction and 3.0 times in the transverse direction in a 90°C atmosphere using a tenter-type simultaneous biaxial stretching machine.
- an aluminum foil was sandwiched between the inorganic deposition layer and the PET film to provide a non-bonded portion. After that, it was cured at 40° C. for 72 hours to obtain a laminate film.
- the obtained laminated film was cut into strips of 100 mm ⁇ 15 mm around the boundary of the aluminum vapor deposition. Of the obtained strips, the edges of the laminate and the PET film in the parts that are not bonded are held, and a tensile tester ("AUTOGRAPH AGS-H" manufactured by Shimadzu Corporation) is used to perform a T-type test at a tensile speed of 10 mm / min. Five peel tests were performed.
- adhesion strength The average value of the obtained measured values was defined as adhesion strength, and evaluation was made according to the following criteria. (Evaluation: Criteria) A: 500 g/15 mm or more B: 350 g/15 mm or more and less than 500 g/15 mm C: less than 350 g/15 mm
- the resulting multi-layered pipe was cut into 1 m lengths, placed in a hot air dryer at 140°C for 10 minutes to heat, then bent 90° along a stainless steel pipe with an outer diameter of 150 mm around the center and fixed for 5 minutes for bending. did
- OTR oxygen permeability
- the multi-layer pipe was placed in a hot air dryer at 100°C and heat-treated for 216 hours.
- the oxygen permeability after heat treatment was measured by the above method.
- thermoformability evaluation (B) Using the obtained dried resin composition pellets, the appearance of the bottom of the thermoformed container was evaluated. First, a multilayer structure was obtained in the same procedure as in "(12) Evaluation of thermoformability (A)" above. A sheet for thermoforming was cut out so that the center of the sheet width of the obtained multilayer structure was the center of the sample.
- an aluminum foil was sandwiched between the inorganic deposition layer and the PET film to provide a non-bonded portion. After that, it was cured at 40° C. for 72 hours to obtain a laminate film.
- the obtained laminate film was cut into strips of 100 mm ⁇ 15 mm around the boundary of the aluminum vapor deposition. Of the obtained strips, the edges of the laminate and the PET film in the portions that are not bonded are held, and a tensile tester ("AUTOGRAPH AGS-H" manufactured by Shimadzu Corporation) is used to perform a T-type test at a tensile speed of 10 mm / min. Five peel tests were performed.
- adhesion strength The average value of the obtained measured values was defined as adhesion strength, and evaluation was made according to the following criteria. (Evaluation: Criteria) A: 400 g/15 mm or more B: 300 g/15 mm or more and less than 400 g/15 mm C: less than 300 g/15 mm
- OTR oxygen transmission rate
- the oxygen transmission rate is measured with the inorganic deposition layer (b) on the oxygen supply side and the thermoplastic resin layer (d) on the carrier gas side. bottom.
- OX-Tran 2/21 oxygen permeation measuring device
- the temperature was 20 ° C.
- the humidity on the oxygen supply side was 65%.
- the oxygen permeation rate (unit: mL/(m 2 ⁇ day ⁇ atm)) was measured under the conditions of RH, humidity of 65% RH on the carrier gas side, oxygen pressure of 1 atm, and carrier gas pressure of 1 atm.
- Nitrogen gas containing 2% by volume of hydrogen gas was used as the carrier gas.
- the results were evaluated in the following three grades from A to C. (Evaluation: Criteria) A: less than 0.10 mL / (m 2 ⁇ day ⁇ atm) B: 0.10 mL / (m 2 ⁇ day ⁇ atm) or more and less than 0.50 mL / (m 2 ⁇ day ⁇ atm) C: 0.50 mL / ( m 2 ⁇ day ⁇ atm) or more and less than 2.0 mL / (m 2 ⁇ day ⁇ atm)
- EVAc ethylene-vinyl acetate copolymer
- EVOH precipitated by decantation was collected and pulverized by a pulverizer.
- the obtained EVOH powder was put into a 1 g/L aqueous solution of acetic acid (bath ratio: 20: ratio of 20 L of aqueous solution to 1 kg of powder) and washed with stirring for 2 hours. This was deliquored, further poured into a 1 g/L acetic acid aqueous solution (bath ratio: 20), and washed with stirring for 2 hours.
- the deliquored product was put into ion-exchanged water (bath ratio: 20), stirred and washed for 2 hours, and the deliquoring operation was repeated three times for purification.
- the electrical conductivity of the washing liquid was 3 ⁇ S/cm (measured with “CM-30ET” manufactured by Toa Denpa Kogyo Co., Ltd.).
- the obtained purified product was immersed in 250 L of an aqueous solution containing 0.5 g / L of acetic acid and 0.1 g / L of sodium acetate with stirring for 4 hours, deliquored, and dried at 60 ° C. for 16 hours. 16.1 kg of crude dried EVOH was obtained.
- Epoxypropane was fed. Thereafter, unreacted epoxypropane was removed from the vent 2, pelletized, and dried with hot air at 80° C. for 2 hours to obtain 8 mol % modified EVOH (A9) pellets.
- the ethylene unit content, saponification degree, epoxypropane modification amount (amount based on all vinyl alcohol units) and melting point were measured according to the methods described in the evaluation methods (1) and (10) above. bottom.
- Table 2 shows the results of ethylene unit content, degree of saponification and melting point.
- the modified amount of epoxypropane content ratio of structural unit (x) to all vinyl alcohol units was 8 mol %.
- ⁇ Synthesis Example 10 Pelletized and 8 mol% modified EVOH (A10) pellets in the same manner as in Synthesis Example 9 except that the dry resin composition pellets fed as a raw material were changed to the dry resin composition pellets obtained in Example 1-43. got For the obtained EVOH (A10) pellets, the ethylene unit content, saponification degree, epoxypropane modification amount (amount based on all vinyl alcohol units) and melting point were measured according to the methods described in the above evaluation methods (1) and (10). bottom. Table 2 shows the results of ethylene unit content, degree of saponification and melting point. In addition, the modified amount of epoxypropane (content ratio of structural unit (x) to all vinyl alcohol units) was 8 mol %.
- the resulting water-containing EVOH pellets were put into a 1 g/L acetic acid aqueous solution (bath ratio: 20) and washed with stirring for 2 hours. This was deliquored, further poured into a 1 g/L acetic acid aqueous solution (bath ratio: 20), and washed with stirring for 2 hours. After dewatering, the aqueous acetic acid solution was renewed and the same operation was performed. After washing with an acetic acid aqueous solution and then removing the liquid, the mixture was put into ion-exchanged water (bath ratio: 20), stirred and washed for 2 hours, and then removed. The operation of removing the liquid was repeated three times. cm or less (measured with "CM-30ET" manufactured by Toa Denpa Kogyo Co., Ltd.) to obtain hydrous pellets of EVOH from which catalyst residues during the saponification reaction have been removed.
- CM-30ET manufactured by Toa Denpa Kogyo Co.
- the resulting water-containing pellets were put into an aqueous solution (bath ratio 20) having a sodium acetate concentration of 0.510 g / L, an acetic acid concentration of 0.8 g / L, and a phosphoric acid concentration of 0.04 g / L, and stirred periodically. Chemical treatment was performed by immersion for 4 hours. The pellets were deliquored and dried at 80° C. for 3 hours and at 105° C. for 16 hours under a nitrogen stream with an oxygen concentration of 1% by volume or less to obtain EVOH (A1), acetic acid, phosphoric acid, sodium ion (sodium salt).
- Examples 1-2 to 1-61, Comparative Examples 1-1 to 1-4, 1-6 to 1-24 The type of EVOH (A), the type and content of unsaturated aliphatic aldehyde (B), the type and content of conjugated polyene compound (C), and the content of boric acid are shown in Tables 3, 5, 7, 9, and 11. , 13, 15, and 17, dry resin composition pellets were prepared and evaluated in the same manner as in Example 1-1, except that they were adjusted to be as shown in 13, 15, and 17. When boric acid was contained, an aqueous solution containing sodium acetate or the like (bath ratio: 20) was adjusted to a boric acid concentration of 0.25 g/L.
- the sodium ion content of EVOH in each dry resin composition pellet was 100 ppm, the phosphoric acid content was 40 ppm in terms of phosphate root, and the acetic acid content was 200 ppm. Other evaluation results are shown in Tables 3-18.
- the content of each component other than EVOH is based on the content of EVOH.
- the dry resin composition pellets had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- the content of each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 3 and 4. The contents of crotonaldehyde, 2,4-hexadienal, 2,4,6-octatrienal and sorbic acid were below the detection limit.
- Comparative Example 1-5 containing no unsaturated aliphatic aldehyde (B) and Comparative Examples 1-1 to 1-3, 1-6 to 1- containing each type of unsaturated aliphatic aldehyde (B) alone 9, neck-in is not suppressed. Moreover, neck-in was not suppressed even in Comparative Example 1-10 in which the value of b 1 /(b 2 +b 3 ) was less than 2.0. On the other hand, as can be seen from the examples, neck-in is suppressed when the value of b 1 /(b 2 +b 3 ) is in the range of 2.0 or more and less than 150.0.
- Example 2-1> In a 60 L stirring tank equipped with a jacket, a stirrer and a reflux condenser, 1.6 kg of the crude dried EVOH (A1) obtained in Synthesis Example 1 and 0 of the crude dried EVOH (A7) obtained in Synthesis Example 7 were added. .4 kg, 0.8 kg of water and 2.2 kg of MeOH were charged and stirred at 60° C. for 5 hours for complete dissolution. Sorbic acid, crotonaldehyde, 2,4-hexadienal and 2,4,6-octatrienal were added to the resulting solution.
- a hydrous pellet was obtained.
- the moisture content of the obtained EVOH hydrous pellets was measured with a halogen moisture meter "HR73" manufactured by Mettler Co., Ltd., and found to be 52% by mass.
- the resulting water-containing EVOH pellets were put into a 1 g/L acetic acid aqueous solution (bath ratio: 20) and washed with stirring for 2 hours. This was deliquored, further poured into a 1 g/L acetic acid aqueous solution (bath ratio: 20), and washed with stirring for 2 hours. After dewatering, the aqueous acetic acid solution was renewed and the same operation was performed. After washing with an acetic acid aqueous solution and then removing the liquid, the mixture was put into ion-exchanged water (bath ratio: 20), stirred and washed for 2 hours, and then removed. The operation of removing the liquid was repeated three times. cm or less (measured with "CM-30ET" manufactured by Toa Denpa Kogyo Co., Ltd.) to obtain hydrous pellets of EVOH from which catalyst residues during the saponification reaction have been removed.
- CM-30ET manufactured by Toa Denpa Kogyo Co.
- the resulting water-containing pellets were put into an aqueous solution (bath ratio 20) having a sodium acetate concentration of 0.510 g/L, an acetic acid concentration of 0.8 g/L, a phosphoric acid concentration of 0.04 g/L, and a boric acid concentration of 0.05 g/L. and chemically treated by soaking for 4 hours with periodic stirring.
- the pellets were deliquored and dried at 80 ° C. for 3 hours and 105 ° C. for 16 hours under a nitrogen stream with an oxygen concentration of 1% by volume or less to obtain EVOH (A1), EVOH (A7), acetic acid, phosphoric acid, boron.
- Cylindrical shape (average diameter 2.8 mm, average height 3.8 mm) containing acid, sodium ion (sodium salt), crotonaldehyde, 2,4-hexadienal, 2,4,6-octatrienal and sorbic acid. 2 mm) dry resin composition pellets were obtained.
- the obtained dry resin composition pellets were evaluated according to the methods described in Evaluation Methods (2), (3), (5) to (9), (11) and (12) above.
- the dry resin composition pellets had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- the content of each component other than EVOH is based on the content of EVOH.
- Tables 19 and 20 the type of EVOH (Aa), the type of EVOH (Ab), the mass ratio (Aa)/(Ab), the boric acid content, the unsaturated aldehyde (B) content, and the conjugated polyene Dry resin composition pellets were prepared and evaluated in the same manner as in Example 2-1, except that the content of (C) was changed.
- the dry resin composition pellets had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 19-21.
- the boric acid concentration of the aqueous solution used for the chemical treatment was appropriately adjusted so that the obtained dry resin composition pellets had boric acid content as shown in Table 19.
- Example 2-11 80 parts by mass of the dry resin composition pellets obtained in Example 1-5 and 20 parts by mass of the dry resin composition pellets obtained in Example 1-53 were dry blended to obtain a group of dry resin composition pellets. rice field.
- the obtained dry resin composition pellet group was evaluated according to the methods described in the evaluation methods (2), (3), (5) to (9), (11) and (12). The results are shown in Tables 19-21.
- Example 2-12 80 parts by mass of the dry resin composition pellets obtained in Example 1-5 and 20 parts by mass of the dry resin composition pellets obtained in Example 1-53 were dry blended to obtain a group of dry resin composition pellets. rice field.
- the resulting dry resin composition pellet group was extruded using a 30 mm ⁇ twin-screw extruder (“TEX-30SS-30CRW-2V” manufactured by The Japan Steel Works, Ltd.) at an extrusion temperature of 200° C., a screw rotation speed of 300 rpm, and an extruded resin amount of 25 kg. / hour, and then dried with hot air at 80°C for 2 hours to obtain dry resin composition pellets.
- the obtained dry resin composition pellets were evaluated according to the methods described in Evaluation Methods (2), (3), (5) to (9), (11) and (12) above. The results are shown in Tables 19-21.
- Example 2-15 The dry resin composition pellets obtained in Example 1-48 were evaluated according to the methods described in Evaluation Methods (2), (3), (5) to (9), (11) and (12) above. The results are shown in Tables 19-21.
- Example 2-17> Using the dried resin composition pellets obtained in Example 2-1 and an inflation extruder, a cylindrical multilayer film was produced under the following conditions. Three thermoplastic resin layers having an average thickness of 30 ⁇ m, which will be described later, are laminated, resulting in one thermoplastic resin layer having an average thickness of 90 ⁇ m.
- thermoplastic resin layer/adhesive resin layer/resin composition layer [inner surface side] 90 ⁇ m/20 ⁇ m/20 ⁇ m (total thickness 130 ⁇ m)
- Thermoplastic resin layer metallocene-based polyethylene (LUMICENE SUPERTOUGH40ST05 manufactured by TOTAL)
- Adhesive resin layer acid-modified linear low-density polyethylene (Admer NF528 manufactured by Mitsui Chemicals, Inc.)
- Resin composition layer Dry resin composition pellet device obtained in Example 2-1: 5 kinds of 5-layer inflation extruder (manufactured by Dr Collin) Die temperature: 220°C Blow-up ratio: 2.7 Take-up speed: 4m/min Film folding diameter width: 25cm (Conditions of thermoplastic resin layer extruder 1) Extruder: 30 ⁇ single screw extruder (manufactured by Dr Collin).
- the resulting cylindrical multilayer film is folded so that the resin composition layers overlap, and is uniaxially stretched 6 times in the machine direction (MD direction) at 120° C. using a stretching device (SDR-506WK) manufactured by Eto Co., Ltd. and stretched.
- the state of the film surface of the obtained multi-layer film after stretching was visually checked, and no abnormality in appearance such as uneven stretching was observed.
- Example 2-18> Using the dry resin composition pellets obtained in Example 2-8, a coextruded multilayer film was produced under the following conditions.
- Polypropylene resin layer "Novatec PP EA7AD” manufactured by Japan Polypropylene Corporation (density 0.90 g/cc, MFR (230°C, under 2.16 kg load) 1.4 g/10 min)
- Polypropylene adhesive resin layer Mitsui Chemicals, Inc.
- the obtained coextruded multilayer film was stretched 2 times in the machine direction and 2 times in the transverse direction at 160° C. with a tenter type simultaneous biaxial stretching equipment at a stretching speed of 8 m / min.
- the condition of the film surface of the obtained biaxially stretched coextruded film was visually observed, and no abnormalities in appearance such as holes or stretch unevenness were observed.
- Example 3-1 Inorganic particles (D) having an average particle size of 2.7 ⁇ m were added to the dry resin composition pellets obtained in Example 1-5 so that the content was 300 ppm based on the content of EVOH (A). , dry blended using a tumbler. This dry blend is extruded at an extrusion temperature of 220 ° C. under a nitrogen atmosphere using a 30 mm ⁇ twin-screw extruder (“TEX-30SS-30CRW-2V” manufactured by The Japan Steel Works, Ltd.) to contain inorganic particles. A dry resin composition pellet was obtained. The dry resin composition pellets containing the obtained inorganic particles were evaluated according to the methods described in Evaluation Methods (5) to (9) and (13) to (18) above. Evaluation results are shown in Tables 22 and 23.
- Example 3-13> In a 60 L stirring tank equipped with a jacket, a stirrer and a reflux condenser, 1.6 kg of the crude dried EVOH (A1) obtained in Synthesis Example 1 and 0 of the crude dried EVOH (A7) obtained in Synthesis Example 7 were added. .4 kg, 0.8 kg of water and 2.2 kg of MeOH were charged and stirred at 60° C. for 5 hours for complete dissolution. Sorbic acid, crotonaldehyde, 2,4-hexadienal and 2,4,6-octatrienal were added to the resulting solution.
- a hydrous pellet was obtained.
- the moisture content of the obtained EVOH hydrous pellets was measured with a halogen moisture meter "HR73" manufactured by Mettler Co., Ltd., and found to be 52% by mass.
- the resulting water-containing EVOH pellets were put into a 1 g/L acetic acid aqueous solution (bath ratio: 20) and washed with stirring for 2 hours. This was deliquored, further poured into a 1 g/L acetic acid aqueous solution (bath ratio: 20), and washed with stirring for 2 hours. After dewatering, the aqueous acetic acid solution was renewed and the same operation was performed. After washing with an acetic acid aqueous solution and then removing the liquid, the mixture was put into ion-exchanged water (bath ratio: 20), stirred and washed for 2 hours, and then removed. The operation of removing the liquid was repeated three times. cm or less (measured with "CM-30ET" manufactured by Toa Denpa Kogyo Co., Ltd.) to obtain hydrous pellets of EVOH from which catalyst residues during the saponification reaction have been removed.
- CM-30ET manufactured by Toa Denpa Kogyo Co.
- the resulting water-containing pellets were put into an aqueous solution (bath ratio 20) having a sodium acetate concentration of 0.510 g/L, an acetic acid concentration of 0.8 g/L, a phosphoric acid concentration of 0.04 g/L, and a boric acid concentration of 0.05 g/L. and chemically treated by soaking for 4 hours with periodic stirring.
- the pellets were deliquored and dried at 80° C. for 3 hours and at 105° C.
- EVOH (A1 and A7) acetic acid, phosphoric acid, sodium ion (sodium salt), crotonaldehyde, 2,4-hexadienal, 2,4,6-octatrienal and sorbic acid, cylindrical (average diameter 2.8 mm, average height 3.2 mm) dry resin composition pellets were obtained.
- the dry resin composition pellets and the inorganic particles (D) are blended, and the inorganic particles (D) having an average particle diameter of 2.7 ⁇ m are blended based on the content of EVOH (A).
- the obtained dry resin composition pellets containing inorganic particles were evaluated according to the methods described in the evaluation methods (2), (3), (5) to (9), (13) to (18).
- the dry resin composition pellets containing inorganic particles had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- the content of each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 24-26. The amount of each component added was adjusted so that the content of each component of crotonaldehyde, 2,4-hexadienal, 2,4,6-octatrienal, and sorbic acid was as shown in Table 25. bottom.
- the type of EVOH (Aa), the type of EVOH (Ab), the mass ratio (Aa)/(Ab), the content of boric acid and the content of unsaturated aldehyde (B) were changed. Except for this, dry resin composition pellets containing inorganic particles were prepared and evaluated in the same manner as in Examples 3-13.
- the dry resin composition pellets containing each inorganic particle had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 24-26.
- the boric acid concentration of the aqueous solution used for the chemical treatment was appropriately adjusted so that the obtained dry resin composition pellets containing inorganic particles had the boric acid content as shown in Table 24.
- Example 3-14 80 parts by mass of the dry resin composition pellets obtained in Example 1-5 and 20 parts by mass of the dry resin composition pellets obtained in Example 1-53 were dry blended to obtain a group of dry resin composition pellets. rice field.
- the resulting dry resin composition pellet group was extruded using a 30 mm ⁇ twin-screw extruder (“TEX-30SS-30CRW-2V” manufactured by The Japan Steel Works, Ltd.) at an extrusion temperature of 200° C., a screw rotation speed of 300 rpm, and an extruded resin amount of 25 kg. / hour, and then dried with hot air at 80°C for 2 hours to obtain dry resin composition pellets.
- TEX-30SS-30CRW-2V manufactured by The Japan Steel Works, Ltd.
- the dry resin composition pellets and the inorganic particles (D) are blended, and the inorganic particles (D) having an average particle diameter of 2.7 ⁇ m are blended based on the content of EVOH (A).
- the obtained dry resin composition pellets containing inorganic particles were evaluated according to the methods described in the evaluation methods (2), (3), (5) to (9), (13) to (18).
- the dry resin composition pellets containing inorganic particles had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- the content of each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 24-26.
- the resulting dry resin composition pellet group was extruded using a 30 mm ⁇ twin-screw extruder (“TEX-30SS-30CRW-2V” manufactured by The Japan Steel Works, Ltd.) at an extrusion temperature of 200° C., a screw rotation speed of 300 rpm, and an extruded resin amount of 25 kg. / hour, and then dried with hot air at 80°C for 2 hours to obtain dry resin composition pellets.
- TEX-30SS-30CRW-2V manufactured by The Japan Steel Works, Ltd.
- the dry resin composition pellets and the inorganic particles (D) are blended, and the inorganic particles (D) having an average particle diameter of 2.7 ⁇ m are blended based on the content of EVOH (A).
- the obtained dry resin composition pellets containing inorganic particles were evaluated according to the methods described in the evaluation methods (2), (3), (5) to (9), (13) to (18).
- the dry resin composition pellets containing inorganic particles had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- the content of each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 24-26.
- Example 4-1 Dry resin composition pellets containing EVOH (A1) obtained in Example 1-5, and polyoxyethylene (7) stearyl ether as nonionic surfactant (E) (compound of nonionic surfactant (E)
- the numbers in parentheses in the names represent the degree of condensation of polyoxyethylene units. . 100 parts by mass of the resin composition pellets and 1 part by mass of the aqueous dispersion were blended. The resulting mixture was melt-kneaded under the following conditions, pelletized and dried to obtain resin composition pellets containing a nonionic surfactant.
- Examples 4-2 to 4-14, Comparative Examples 4-1, 4-2 In the same manner as in Example 4-1, except that the dry resin composition pellets and nonionic surfactant (E) shown in Tables 27 and 28 were used, and the content of the nonionic surfactant (E) was changed. Pellets of a resin composition containing a nonionic surfactant were prepared. In addition, the content of the nonionic surfactant in the water dispersion was appropriately changed so that the content of the nonionic surfactant (E) shown in Table 28 was obtained. In both cases, a commercial product was used as the nonionic surfactant (E).
- melt-kneading was performed again without blending the nonionic surfactant (E) to obtain resin composition pellets.
- the obtained resin composition pellets were evaluated in the same manner as in Example 4-1. Evaluation results are shown in Tables 27-29.
- each resin composition of Examples 4-1 to 4-14 has suppressed neck-in and die build-up, and contains a moderate amount of nonionic surfactant.
- coloring tends to be suppressed. It can be seen that coloring is further suppressed when the type nonionic surfactant (E) is contained.
- Example 5-1 100 parts by mass of the dry resin composition pellets obtained in Example 1-5 and N,N'-(hexane-1,6-diyl)bis[3-(3,5-di-tert-butyl) as an antioxidant -4-Hydroxyphenyl) propionamide] ("Irganox 1098" manufactured by BASF Japan, molecular weight: 637) 0.5 parts by mass are dry blended, and a 30 mm ⁇ co-directional twin screw extruder (manufactured by Japan Steel Works, Ltd. "TEX- 30 N”) at an extrusion temperature of 220° C. under a nitrogen atmosphere to obtain resin composition pellets.
- TEX- 30 N co-directional twin screw extruder
- Example 5-2, 5-4 to 5-8, Comparative Examples 5-1, 5-2 Examples 5-2, 5-4 to 5-8 and Examples 5-2, 5-4 to 5-8 and Resin composition pellets of Comparative Examples 5-1 and 5-2 were obtained.
- Example 5-3 90 parts by mass of the dry resin composition pellets obtained in Example 5-48, "Tafmer (registered trademark) MH7020” (manufactured by Mitsui Chemicals, Inc., maleic anhydride-modified ethylene-butene copolymer) as the thermoplastic elastomer (F-1) After dry-blending 10 parts by mass of the polymer and 0.5 parts by mass of the antioxidant (Irganox 1098), the mixture was extruded under the following conditions to obtain resin composition pellets.
- "Tafmer (registered trademark) MH7020” manufactured by Mitsui Chemicals, Inc., maleic anhydride-modified ethylene-butene copolymer
- the antioxidant Irganox 1098
- Example 6-8> In a 60 L stirring tank equipped with a jacket, a stirrer and a reflux condenser, 1.6 kg of the crude dried EVOH (A1) obtained in Synthesis Example 1 and 0 of the crude dried EVOH (A7) obtained in Synthesis Example 7 were added. .4 kg, 0.8 kg of water and 2.2 kg of MeOH were charged and stirred at 60° C. for 5 hours for complete dissolution. Sorbic acid, crotonaldehyde, 2,4-hexadienal and 2,4,6-octatrienal were added to the resulting solution.
- a hydrous pellet was obtained.
- the moisture content of the obtained EVOH hydrous pellets was measured with a halogen moisture meter "HR73" manufactured by Mettler Co., Ltd., and found to be 52% by mass.
- the resulting water-containing EVOH pellets were put into a 1 g/L acetic acid aqueous solution (bath ratio: 20) and washed with stirring for 2 hours. This was deliquored, further poured into a 1 g/L acetic acid aqueous solution (bath ratio: 20), and washed with stirring for 2 hours. After dewatering, the aqueous acetic acid solution was renewed and the same operation was performed. After washing with an acetic acid aqueous solution and then removing the liquid, the mixture was put into ion-exchanged water (bath ratio: 20), stirred and washed for 2 hours, and then removed. The operation of removing the liquid was repeated three times. cm or less (measured with "CM-30ET" manufactured by Toa Denpa Kogyo Co., Ltd.) to obtain hydrous pellets of EVOH from which catalyst residues during the saponification reaction have been removed.
- CM-30ET manufactured by Toa Denpa Kogyo Co.
- the resulting water-containing pellets were put into an aqueous solution (bath ratio 20) having a sodium acetate concentration of 0.510 g/L, an acetic acid concentration of 0.8 g/L, a phosphoric acid concentration of 0.04 g/L, and a boric acid concentration of 0.05 g/L. and chemically treated by soaking for 4 hours with periodic stirring.
- the pellets were deliquored and dried at 80° C. for 3 hours and at 105° C. for 16 hours under a nitrogen stream with an oxygen concentration of 1% by volume or less to give EVOH (A1 and A7), acetic acid, phosphoric acid, boric acid, and sodium.
- a dry resin composition pellet was obtained.
- the obtained dry resin composition pellets are evaluated according to the methods described in the above evaluation methods (2), (3), (5) to (7), (9), (13), (14) and (24). bottom. (24)
- thermoforming evaluation (B) the mold of (b) was used.
- the dry resin composition pellets had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 34-36.
- the amount of each component added was adjusted so that the content of each component of crotonaldehyde, 2,4-hexadienal, 2,4,6-octatrienal, and sorbic acid was as shown in Table 35. bottom.
- the type of EVOH (Aa), the type of EVOH (Ab), the mass ratio (Aa)/(Ab)), the content of boric acid, and the content of unsaturated aldehyde (B) were changed.
- Dry resin composition pellets were prepared and evaluated in the same manner as in Examples 6-8 except that Each dry resin composition pellet had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- the content of each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 34-36.
- the boric acid concentration of the aqueous solution used for the chemical treatment was appropriately adjusted so that the obtained dry resin composition pellets had boric acid content as shown in Table 34.
- Example 6-9 80 parts by mass of the dry resin composition pellets obtained in Example 1-5 and 20 parts by mass of the dry resin composition pellets obtained in Example 1-53 are dry blended to form a group of dry resin composition pellets. Obtained.
- the resulting dry resin composition pellet group was extruded using a 30 mm ⁇ twin-screw extruder (“TEX-30SS-30CRW-2V” manufactured by The Japan Steel Works, Ltd.) at an extrusion temperature of 200° C., a screw rotation speed of 300 rpm, and an extruded resin amount of 25 kg. / hour, and then dried with hot air at 80°C for 2 hours to obtain dry resin composition pellets.
- TEX-30SS-30CRW-2V manufactured by The Japan Steel Works, Ltd.
- the obtained dry resin composition pellets are evaluated according to the methods described in the above evaluation methods (2), (3), (5) to (7), (9), (13), (14) and (24). bottom.
- Example 6-11 90 parts by mass of the dry resin composition pellets obtained in Example 1-48 and 10 parts by mass of EVOH (A9) pellets obtained in Synthesis Example 9 were dry-blended to obtain a group of dry resin composition pellets. .
- the resulting dry resin composition pellet group was extruded using a 30 mm ⁇ twin-screw extruder (“TEX-30SS-30CRW-2V” manufactured by The Japan Steel Works, Ltd.) at an extrusion temperature of 200° C., a screw rotation speed of 300 rpm, and an extruded resin amount of 25 kg. / hour, and then dried with hot air at 80°C for 2 hours to obtain dry resin composition pellets.
- TEX-30SS-30CRW-2V manufactured by The Japan Steel Works, Ltd.
- thermoformed containers of Comparative Examples 6-1 and 6-3 using resin compositions that tend to cause die build-up had poor appearance at the bottom.
- the single-layer films of Comparative Examples 6-2 and 6-4 using resin compositions that tend to cause neck-in had low OTR uniformity in the width direction.
- the OTR in the central portion, the appearance of the bottom portion, and the uniformity of the OTR in the width direction could be improved. rice field. It can be seen that the resin compositions used in Examples 6-1 to 6-13 provide thermoformed containers with highly uniform gas barrier properties and good appearance.
- Example 8-1 [Preparation of Deposited Film Using Monolayer Film]
- the dry resin composition pellets (resin composition) obtained in Example 1-5 were melted at 240° C. in a single screw extruder, extruded from a die onto a casting roll, and air was removed using an air knife. It was blown at a wind speed of 30 m/sec to obtain an unstretched film having an average thickness of 170 ⁇ m.
- the resulting unstretched film was brought into contact with hot water at 80°C for 10 seconds, and stretched 3.2 times in the longitudinal direction and 3.0 times in the transverse direction in a 90°C atmosphere using a tenter-type simultaneous biaxial stretching machine.
- Example 8-8> The EVOH dry resin composition pellets (A10) obtained in Synthesis Example 10 were evaluated according to the methods described in Evaluation Methods (5) to (10), (13), and (14) above. Evaluation results are shown in Tables 38 and 39. In addition, vapor deposition films were prepared in the same manner as in Example 8-1, except that the dry resin composition pellets of EVOH (A10) were used, and the above (15-3), (16), (28), (29) was evaluated. Table 39 shows the evaluation results.
- thermoplastic resin layer (d) was laminated in three layers with an average thickness of 30 ⁇ m, resulting in one thermoplastic resin layer (d) having an average thickness of 90 ⁇ m.
- thermoplastic resin layer (d)/adhesive layer (c)/base layer (a) [inner surface side] 90 ⁇ m/20 ⁇ m/20 ⁇ m (total thickness 130 ⁇ m)
- Both ends of the obtained multilayer film after stretching were cut to prepare a planar multilayer film.
- Using the obtained planar multilayer film using "EWA-105" manufactured by ULVAC, Inc., aluminum was vacuum-deposited on the substrate layer (a) side so that the thickness was 50 nm, and a multilayer vapor deposition film ( A layer structure: d/c/a/b) was produced.
- the oxygen transmission rate (OTR) of the obtained multilayer deposited film was measured according to the method described in Evaluation Method (29) above. The results are shown in Table 42.
- Multilayer structure A 30 ⁇ m-thick uniaxially stretched PE film (d′-1) and a 50 ⁇ m-thick LLDPE film (d′-2) as a thermoplastic resin layer (d′) were added to the obtained multilayer vapor-deposited film to form the following layer structure.
- Multilayer structure (uniaxially stretched PE film (d'-1)/adhesive layer (c')/thermoplastic resin layer (d)/adhesive layer (c)/base layer (a)/inorganic deposited layer (b)/ An adhesive layer (c')/LLDPE (d'-2)) was prepared.
- Example 8-10> In a 60 L stirring tank equipped with a jacket, a stirrer and a reflux condenser, 1.6 kg of the crude dried EVOH (A1) obtained in Synthesis Example 1 and 0 of the crude dried EVOH (A7) obtained in Synthesis Example 7 were added. .4 kg, 0.8 kg of water and 2.2 kg of MeOH were charged and stirred at 60° C. for 5 hours for complete dissolution. Sorbic acid, crotonaldehyde, 2,4-hexadienal and 2,4,6-octatrienal were added to the resulting solution.
- a hydrous pellet was obtained.
- the moisture content of the obtained EVOH hydrous pellets was measured with a halogen moisture meter "HR73" manufactured by Mettler Co., Ltd., and found to be 52% by mass.
- the resulting water-containing EVOH pellets were put into a 1 g/L acetic acid aqueous solution (bath ratio: 20) and washed with stirring for 2 hours. This was deliquored, further poured into a 1 g/L acetic acid aqueous solution (bath ratio: 20), and washed with stirring for 2 hours. After dewatering, the aqueous acetic acid solution was renewed and the same operation was performed. After washing with an acetic acid aqueous solution and then removing the liquid, the mixture was put into ion-exchanged water (bath ratio: 20), stirred and washed for 2 hours, and then removed. The operation of removing the liquid was repeated three times. cm or less (measured with "CM-30ET" manufactured by Toa Denpa Kogyo Co., Ltd.) to obtain hydrous pellets of EVOH from which catalyst residues during the saponification reaction have been removed.
- CM-30ET manufactured by Toa Denpa Kogyo Co.
- the resulting water-containing pellets were put into an aqueous solution (bath ratio 20) having a sodium acetate concentration of 0.510 g/L, an acetic acid concentration of 0.8 g/L, a phosphoric acid concentration of 0.04 g/L, and a boric acid concentration of 0.05 g/L. and chemically treated by soaking for 4 hours with periodic stirring.
- the pellets were deliquored and dried at 80° C. for 3 hours and at 105° C.
- EVOH ethylene glycol
- acetic acid phosphoric acid, sodium ion (sodium salt), crotonaldehyde, 2,4-hexadienal, 2,4,6-octatrienal and sorbic acid, cylindrical (average diameter 2.8 mm, average height 3.2 mm) dry resin composition pellets were obtained.
- the obtained dry resin composition pellets were evaluated according to the methods described in Evaluation Methods (2), (3), (5) to (9), (13), and (14) above.
- the dry resin composition pellets had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- the content of each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 40-42. The amount of each component added was adjusted so that the contents of each component of crotonaldehyde, 2,4-hexadienal, 2,4,6-octatrienal and sorbic acid were as shown in Table 41. bottom.
- a vapor deposited film was prepared in the same manner as in Example 8-1, except that the dried resin composition pellets obtained above were used, and the above (15-3), (16), and (28) evaluations were performed. did Table 42 shows the evaluation results (evaporation film evaluation results). Furthermore, except for using the dried resin composition pellets obtained above, in the same manner as in Example 8-9, a vapor-deposited film and a multilayer structure were produced, and the evaluations of (29) and (30) above. did Table 42 shows the evaluation results (multilayer deposited film evaluation results).
- Dry resin composition pellets, vapor-deposited films and multilayer structures were produced and evaluated in the same manner as in Examples 8-10, except that the content of (C) was changed.
- the dry resin composition pellets had a sodium ion content of 100 ppm, a phosphoric acid content of 40 ppm in terms of phosphate root, and an acetic acid content of 200 ppm.
- each component other than EVOH is based on the content of EVOH.
- Other evaluation results are shown in Tables 40-42.
- the boric acid concentration of the aqueous solution used for the chemical treatment was appropriately adjusted so that the boric acid content of the obtained dry resin composition pellets was as shown in Table 40.
- Example 8-11 80 parts by mass of the dry resin composition pellets obtained in Example 1-5 and 20 parts by mass of the dry resin composition pellets obtained in Example 1-53 were dry blended to obtain a group of dry resin composition pellets. rice field.
- the resulting dry resin composition pellet group was extruded using a 30 mm ⁇ twin-screw extruder (“TEX-30SS-30CRW-2V” manufactured by The Japan Steel Works, Ltd.) at an extrusion temperature of 200° C., a screw rotation speed of 300 rpm, and an extruded resin amount of 25 kg. / hour, and then dried with hot air at 80°C for 2 hours to obtain dry resin composition pellets.
- TEX-30SS-30CRW-2V manufactured by The Japan Steel Works, Ltd.
- the obtained dry resin composition pellets were evaluated according to the methods described in Evaluation Methods (2), (3), (5) to (9), (13), and (14) above. The results are shown in Tables 40-42.
- a vapor deposited film was prepared in the same manner as in Example 8-1, except that the dried resin composition pellets obtained above were used, and the above (15-3), (16), and (28) evaluations were performed. did Table 42 shows the evaluation results (evaporation film evaluation results).
- Table 42 shows the evaluation results (multilayer deposited film evaluation results).
- Example 8-13> The procedure of Example 8-11 was repeated except that 90 parts by mass of the dry resin composition pellets obtained in Example 1-48 and 10 parts by mass of EVOH (A9) pellets obtained in Synthesis Example 9 were dry-blended. to obtain dry resin composition pellets.
- the obtained dry resin composition pellets were evaluated according to the methods described in Evaluation Methods (2), (3), (5) to (9), (13), and (14) above. The results are shown in Tables 40-42.
- a vapor deposited film was prepared in the same manner as in Example 8-1, except that the dried resin composition pellets obtained above were used, and the above (15-3), (16), and (28) evaluations were performed. did Table 42 shows the evaluation results (evaporation film evaluation results).
- cup-shaped container 10 cup body 10A layer ( ⁇ ) 10B layer ( ⁇ ) 10C layer ( ⁇ ) 10D layer ( ⁇ ) 11 flange portion 12 opening 13 inner surface 14 outer surface 2 lid 3 continuous multilayer structure 4 heating device 40, 41 heater 5 mold device 50 lower mold 51 upper mold 52 concave portion 53 plug 101 layer ( ⁇ ) 102 layers ( ⁇ ) 103 layer ( ⁇ ) 104 layers ( ⁇ ) 105 blow molded container 106 inner container surface 107 outer container surface
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Laminated Bodies (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/696,979 US20250340728A1 (en) | 2021-09-29 | 2022-09-28 | Resin composition, molded product, multilayer structure, thermoformed container, blow-molded container, and vapor deposition film |
| DE112022004651.1T DE112022004651T5 (de) | 2021-09-29 | 2022-09-28 | Harzzusammensetzung, Formteil, mehrschichtige Struktur, thermogeformter Behälter, blasgeformter Behälter und Aufdampffilm |
| JP2023551622A JPWO2023054506A1 (https=) | 2021-09-29 | 2022-09-28 | |
| CN202280065050.0A CN118043396A (zh) | 2021-09-29 | 2022-09-28 | 树脂组合物、成型体、多层结构体、热成型容器、吹塑成型容器和蒸镀膜 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021159079 | 2021-09-29 | ||
| JP2021-159079 | 2021-09-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2023054506A1 true WO2023054506A1 (ja) | 2023-04-06 |
Family
ID=85780747
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/036247 Ceased WO2023054506A1 (ja) | 2021-09-29 | 2022-09-28 | 樹脂組成物、成形体、多層構造体、熱成形容器、ブロー成形容器及び蒸着フィルム |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20250340728A1 (https=) |
| JP (1) | JPWO2023054506A1 (https=) |
| CN (1) | CN118043396A (https=) |
| DE (1) | DE112022004651T5 (https=) |
| WO (1) | WO2023054506A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024262628A1 (ja) * | 2023-06-23 | 2024-12-26 | 株式会社クラレ | 真空断熱材用多層フィルム、真空断熱材用蒸着多層フィルム、真空断熱材用多層構造体、真空包装袋及び真空断熱材 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013146961A1 (ja) * | 2012-03-28 | 2013-10-03 | 株式会社クラレ | エチレン-ビニルアルコール共重合体含有樹脂組成物 |
| WO2013187455A1 (ja) * | 2012-06-13 | 2013-12-19 | 株式会社クラレ | エチレン-ビニルアルコール樹脂組成物、多層シート、包装材及び容器 |
| WO2013187454A1 (ja) * | 2012-06-13 | 2013-12-19 | 株式会社クラレ | エチレン-ビニルアルコール樹脂組成物、多層構造体、多層シート、容器及び包装材 |
| WO2015050211A1 (ja) * | 2013-10-03 | 2015-04-09 | 株式会社クラレ | 樹脂組成物、多層構造体及びそれからなる熱成形容器 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5909811B2 (ja) | 2012-08-09 | 2016-04-27 | 株式会社クラレ | 変性エチレン−ビニルアルコール共重合体及び多層構造体 |
-
2022
- 2022-09-28 WO PCT/JP2022/036247 patent/WO2023054506A1/ja not_active Ceased
- 2022-09-28 JP JP2023551622A patent/JPWO2023054506A1/ja active Pending
- 2022-09-28 DE DE112022004651.1T patent/DE112022004651T5/de active Pending
- 2022-09-28 US US18/696,979 patent/US20250340728A1/en active Pending
- 2022-09-28 CN CN202280065050.0A patent/CN118043396A/zh active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2013146961A1 (ja) * | 2012-03-28 | 2013-10-03 | 株式会社クラレ | エチレン-ビニルアルコール共重合体含有樹脂組成物 |
| WO2013187455A1 (ja) * | 2012-06-13 | 2013-12-19 | 株式会社クラレ | エチレン-ビニルアルコール樹脂組成物、多層シート、包装材及び容器 |
| WO2013187454A1 (ja) * | 2012-06-13 | 2013-12-19 | 株式会社クラレ | エチレン-ビニルアルコール樹脂組成物、多層構造体、多層シート、容器及び包装材 |
| WO2015050211A1 (ja) * | 2013-10-03 | 2015-04-09 | 株式会社クラレ | 樹脂組成物、多層構造体及びそれからなる熱成形容器 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024262628A1 (ja) * | 2023-06-23 | 2024-12-26 | 株式会社クラレ | 真空断熱材用多層フィルム、真空断熱材用蒸着多層フィルム、真空断熱材用多層構造体、真空包装袋及び真空断熱材 |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112022004651T5 (de) | 2024-07-18 |
| JPWO2023054506A1 (https=) | 2023-04-06 |
| CN118043396A (zh) | 2024-05-14 |
| US20250340728A1 (en) | 2025-11-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3168242B1 (en) | Method for producing a thermoformed container | |
| JP5457030B2 (ja) | 酸素吸収性樹脂組成物 | |
| US10570266B2 (en) | Saponified ethylene-vinyl ester copolymer composition pellet, and production method therefor | |
| TWI858083B (zh) | 樹脂組成物、成形體、積層體、熱成形容器、吹塑成形容器、薄膜、農業用薄膜、植物培養基及管 | |
| JP2008518848A (ja) | 遮断性多層容器 | |
| WO2015141610A1 (ja) | 樹脂組成物、多層構造体、及びバッグインボックス用内容器 | |
| JP5133094B2 (ja) | 酸素吸収性樹脂組成物 | |
| JP7340125B1 (ja) | 多層フィルム、多層構造体、包装材料、回収組成物、及び多層フィルム又は多層構造体の回収方法 | |
| JP4304147B2 (ja) | 酸素吸収性樹脂組成物 | |
| JP2008201432A (ja) | レトルト用包装材および包装体 | |
| JP4642195B2 (ja) | 樹脂組成物ペレットおよび成形物 | |
| JP7394029B2 (ja) | 蒸着フィルム、包装材及び真空断熱体 | |
| WO2023054506A1 (ja) | 樹脂組成物、成形体、多層構造体、熱成形容器、ブロー成形容器及び蒸着フィルム | |
| JP7139945B2 (ja) | 樹脂組成物およびそれからなる成形材料並びに多層構造体 | |
| JP7421426B2 (ja) | 樹脂組成物、成形体、多層構造体、包装材、縦製袋充填シール袋、バッグインボックス用内容器、積層剥離容器、多層管及びブロー成形容器 | |
| JP2015071711A (ja) | 樹脂組成物、多層構造体及びそれからなる熱成形容器 | |
| JP2023084665A (ja) | 蒸着フィルム、包装材及び真空断熱体 | |
| JP7444712B2 (ja) | 樹脂組成物、成形体、積層体、パイプ、温水循環用パイプ、断熱多層パイプ、及び燃料用パイプ | |
| JP6903011B2 (ja) | エチレン−ビニルアルコール共重合体を含む樹脂組成物、積層体及び成形品 | |
| JP2018141170A (ja) | 樹脂組成物、多層構造体、熱成形容器及びその製造方法 | |
| JP2023053942A (ja) | 樹脂組成物、多層構造体、一軸延伸多層構造体、二軸延伸多層構造体、包装材及び容器 | |
| JP2023104870A (ja) | 樹脂組成物、成形体、積層体、パイプ、温水循環用パイプ、断熱多層パイプ、及び燃料用パイプ | |
| JP2018141171A (ja) | 樹脂組成物、多層構造体、熱成形容器及びその製造方法 | |
| JP2023084664A (ja) | 樹脂組成物、単層フィルム及び積層体 | |
| JP2023058468A (ja) | 樹脂組成物、その製造方法、成形体、及び多層構造体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22876372 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023551622 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280065050.0 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112022004651 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22876372 Country of ref document: EP Kind code of ref document: A1 |
|
| WWP | Wipo information: published in national office |
Ref document number: 18696979 Country of ref document: US |