WO2022224657A1 - 製造ラインの異常予兆検知装置、方法及びプログラム並びに製造装置及び検品装置 - Google Patents
製造ラインの異常予兆検知装置、方法及びプログラム並びに製造装置及び検品装置 Download PDFInfo
- Publication number
- WO2022224657A1 WO2022224657A1 PCT/JP2022/012546 JP2022012546W WO2022224657A1 WO 2022224657 A1 WO2022224657 A1 WO 2022224657A1 JP 2022012546 W JP2022012546 W JP 2022012546W WO 2022224657 A1 WO2022224657 A1 WO 2022224657A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- information
- defect
- singularity
- product
- evaluation value
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 322
- 230000005856 abnormality Effects 0.000 title claims abstract description 141
- 238000000034 method Methods 0.000 title claims abstract description 130
- 238000007689 inspection Methods 0.000 title claims abstract description 58
- 230000007547 defect Effects 0.000 claims abstract description 281
- 238000011156 evaluation Methods 0.000 claims abstract description 154
- 230000015654 memory Effects 0.000 claims abstract description 137
- 238000001514 detection method Methods 0.000 claims description 142
- 230000008569 process Effects 0.000 claims description 117
- 238000004364 calculation method Methods 0.000 claims description 68
- 238000012545 processing Methods 0.000 claims description 55
- 238000003384 imaging method Methods 0.000 claims description 50
- 230000005855 radiation Effects 0.000 claims description 19
- 208000024891 symptom Diseases 0.000 claims description 17
- 238000003860 storage Methods 0.000 claims description 16
- 230000007613 environmental effect Effects 0.000 claims description 15
- 230000002159 abnormal effect Effects 0.000 claims description 9
- 238000003331 infrared imaging Methods 0.000 claims description 5
- 239000000284 extract Substances 0.000 claims description 4
- 238000012285 ultrasound imaging Methods 0.000 claims 2
- 238000002601 radiography Methods 0.000 abstract 1
- 238000003466 welding Methods 0.000 description 14
- 238000010586 diagram Methods 0.000 description 12
- FFBHFFJDDLITSX-UHFFFAOYSA-N benzyl N-[2-hydroxy-4-(3-oxomorpholin-4-yl)phenyl]carbamate Chemical compound OC1=C(NC(=O)OCC2=CC=CC=C2)C=CC(=C1)N1CCOCC1=O FFBHFFJDDLITSX-UHFFFAOYSA-N 0.000 description 10
- 230000006870 function Effects 0.000 description 9
- 230000002950 deficient Effects 0.000 description 7
- 239000002184 metal Substances 0.000 description 7
- 238000013473 artificial intelligence Methods 0.000 description 5
- 238000012423 maintenance Methods 0.000 description 5
- 238000013459 approach Methods 0.000 description 4
- 238000005304 joining Methods 0.000 description 4
- 239000002994 raw material Substances 0.000 description 4
- 238000004378 air conditioning Methods 0.000 description 3
- 238000000195 production control method Methods 0.000 description 3
- 238000005266 casting Methods 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 238000012790 confirmation Methods 0.000 description 2
- 238000013527 convolutional neural network Methods 0.000 description 2
- 230000001066 destructive effect Effects 0.000 description 2
- 238000009826 distribution Methods 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 238000003491 array Methods 0.000 description 1
- 230000004397 blinking Effects 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000010339 dilation Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000003203 everyday effect Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 230000036541 health Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 238000012805 post-processing Methods 0.000 description 1
- 239000004065 semiconductor Substances 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 230000007704 transition Effects 0.000 description 1
Images












Classifications
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM]
- G05B19/41875—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM] characterised by quality surveillance of production
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/418—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM]
- G05B19/4184—Total factory control, i.e. centrally controlling a plurality of machines, e.g. direct or distributed numerical control [DNC], flexible manufacturing systems [FMS], integrated manufacturing systems [IMS], computer integrated manufacturing [CIM] characterised by fault tolerance, reliability of production system
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06T—IMAGE DATA PROCESSING OR GENERATION, IN GENERAL
- G06T7/00—Image analysis
- G06T7/0002—Inspection of images, e.g. flaw detection
- G06T7/0004—Industrial image inspection
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B2219/00—Program-control systems
- G05B2219/10—Plc systems
- G05B2219/11—Plc I-O input output
Definitions
- the present invention relates to a manufacturing line abnormality sign detection device, method, program, manufacturing device, and inspection device, and more particularly to a technology for predicting a manufacturing line abnormality sign from a product manufactured on the manufacturing line.
- the manufacturing process includes a manufacturing process of assembling a plurality of parts to form a product, and an inspection process of inspecting each part or product as an inspection object.
- the object is photographed, the image accompanying this photographing is processed, and the quality of the product is determined by comparing the processing result with the quality judgment value.
- Patent Document 1 a production control method for a manufacturing line, which includes a control process for reflecting the determination result in the manufacturing process, has been proposed.
- the production control method for a manufacturing line described in Patent Document 1 irradiates light from a lighting device toward the outer surface of a product, and receives the reflected light reflected by the outer surface with a camera. Take a picture of the external surface with a camera.
- the upper limit level for detecting mainly bright scratches on the surface of the inspection object and the lower limit level for detecting black results and surface roughness on the surface of the inspection object are determined by the camera. It is set in relation to the brightness level of the obtained video signal, and the production control method for the manufacturing line sequentially accumulates information on the video signal obtained by photographing as digital data in a storage medium, and the level of the video signal reaches the standard value.
- the assembly method in the manufacturing process can be changed based on this information to achieve the following: We are trying to prevent abnormalities from occurring in products that are manufactured in advance.
- Japanese Patent Laid-Open No. 2002-200000 discloses that information about a video signal obtained by photographing a product or its parts is sequentially accumulated in a storage medium as digital data, and that the level of the video signal exceeds the standard value and tends to approach the upper limit level. or when the video signal level falls below the standard value and tends to approach the lower limit, it is possible to change the assembly method in the manufacturing process based on this information and cause abnormalities in the next manufactured product.
- the present invention has been made in view of such circumstances, and an abnormality sign detection apparatus, method, and apparatus for a production line capable of detecting signs of abnormality in a production line early without delay and inspecting products.
- the purpose is to provide a program, a manufacturing device and an inspection device.
- the invention according to a first aspect is an abnormality sign detection device for a production line, comprising a processor, an imaging device, a first memory, and a second memory, wherein the processor comprises: A photographing process of photographing each product manufactured by the company to be inspected using a photographing device, and singularity information acquisition of obtaining singularity information related to the singularity of the product based on the image acquired by the photographing processing, singularity information storage processing for storing the acquired singularity information in the first memory, and out of the singularity information stored in the first memory, information that affects determination of the presence or absence of defects in the product is used as defect-related information.
- Storage processing for storing information that is stored in the second memory and that does not affect the determination of the presence or absence of defects in the product as non-defect-related information in the second memory, and a product evaluation value that indicates the soundness of the product based on the defect-related information.
- the defect detection process for detecting the presence or absence of defects in the product based on the product evaluation value calculated by the product evaluation value calculation process, and the defect-related information and defect-unrelated information a line evaluation value calculation process for calculating a line evaluation value indicating the soundness of the production line; an abnormality symptom detection process for detecting an abnormality symptom of the production line based on the line evaluation value calculated by the line evaluation value calculation process; and output processing for outputting feedback information including detection results of abnormality signs in the production line and detection results of product defects.
- products manufactured by a production line are photographed one by one by a photographing device, and singularity information related to the singularity of each product is acquired based on the image acquired by photography,
- the acquired peculiarity information is stored in a first memory, and among the peculiarity information stored in the first memory, information that affects the determination of the presence or absence of defects in the product is used as defect-related information to determine the presence or absence of defects in the product.
- information that does not affect the defect is stored in a second memory as non-defect related information. Then, based on the defect-related information, a product evaluation value indicating the soundness of the product is calculated, and the presence or absence of defects in the product is detected based on the calculated product evaluation value.
- a line evaluation value indicating the soundness of the production line is calculated based on the defect-related information and the defect-unrelated information (classified singularity information) stored in the second memory, and the production line evaluation value is calculated based on the calculated line evaluation value.
- Detect signs of abnormalities in the line As a result, considering various singularity information that constitutes the inspection history of the product manufactured by the production line (also considering singularity information that does not affect the determination of the presence or absence of defects in the product), Signs can be detected early without delay.
- feedback information including detection results of abnormal symptoms in the production line and detection results of product defects, it is possible to automatically take appropriate countermeasures against the production line or by the user, and , the product can be inspected.
- the processor includes a defect predictor value calculation process for calculating a defect predictor value based on non-defect related information, a notification process for notifying the defect predictor value, and It is preferable to This makes it possible to predict the possibility of occurrence of defects in the future when products are continued to be manufactured on the production line or the timing of occurrence of defects.
- the imaging device is preferably a radiation imaging device, an ultrasonic imaging device, or an infrared imaging device. This makes it possible to photograph even singular points inside the product, enabling non-destructive inspection of the product.
- the singular point information is one or more of singular point type information, occurrence position information, size information, and shape information
- the saving process includes: Based on one or more of singularity type information, occurrence position information, size information, and shape information, singularity information may be classified into defect-related information and defect-unrelated information and stored in the second memory. preferable.
- the line evaluation value calculation process includes at least one defect-related information stored in the second memory and at least two or more defects stored in the second memory. It is preferable to calculate a line evaluation value indicating the soundness of the production line based on the unrelated information.
- the line evaluation value calculation process includes two or more defect-related information stored in the second memory and two or more defect non-defect information stored in the second memory. It is preferable to calculate a line evaluation value indicating the soundness of the manufacturing line based on the related information.
- the line evaluation value calculation process includes, based on the defect-related information and defect-unrelated information corresponding to the plurality of products stored in the second memory, It is preferable to calculate a line evaluation value that indicates the soundness of the production line.
- the plurality of products is a group of products manufactured within a certain period of time, a group of a certain number of products manufactured in chronological order, or managed products. It is preferable that it is a product group of one lot, which is a unit to be manufactured. It should be noted that a product group manufactured within a certain period of time or a certain number of product groups may partially overlap with another product group.
- the line evaluation value calculation process counts the defect-related information and the defect-unrelated information, and calculates the line evaluation value based on the counted count value.
- the line evaluation value may be obtained as an average value obtained by dividing the count value by the number of target products, instead of using the count value itself as the line evaluation value.
- the line evaluation value calculation process weights the defect-related information and the defect-unrelated information when counting the defect-related information and the defect-unrelated information. is preferably counted as
- the singularity information classified as defect-related information may be weighted differently, and the singularity information classified as non-defect-related information may be weighted differently.
- the line evaluation value calculation process weights according to the type of the defect-related information when counting the defect-related information.
- the types of defect-related information include, for example, singular point type information, occurrence position information, size information, shape information, degree of defect-related information, and the like.
- the abnormality sign detection process may compare two or more line evaluation values and detect an abnormality sign of the production line based on the comparison result. preferable.
- the line evaluation values calculated from the inspection history of two or more products manufactured at different manufacturing times the products manufactured during a certain manufacturing period generally have more defect-related information than the products manufactured during other manufacturing periods. It is possible to extract feedback information such as that many
- the manufacturing line includes a plurality of manufacturing processes
- the singular point information includes singular point type information, occurrence position information, size information, and shape information.
- a first correspondence table that associates specific singularity information included in the singularity information with specific singularity information and a specific manufacturing process related to the specific singularity information among the plurality of manufacturing processes of the production line
- counting is performed for each of a plurality of manufacturing processes according to the first correspondence table, and the counted manufacturing
- the count value for each process is calculated as a process evaluation value that indicates the soundness of each manufacturing process
- the abnormal sign detection process detects abnormal signs for each manufacturing process on the manufacturing line based on the process evaluation value calculated for each manufacturing process. Detection is preferred. According to this, it is possible to identify a manufacturing process having a possibility of deterioration among the plurality of manufacturing processes, and to take appropriate countermeasures.
- the singular point information is one or more of singular point type information, occurrence position information, size information, and shape information
- the singular point information A fourth memory for storing a second correspondence table that associates specific singularity information contained therein with specific environmental information related to the specific singularity information among a plurality of environmental information indicating the manufacturing environment in the manufacturing line. wherein the processor acquires specific singularity information among the singularity information stored in the first memory; a process of acquiring specific environment information according to the second correspondence table, and the output process preferably outputs feedback information including the specific environment information.
- the manufacturing line abnormality sign detection device further comprises a fifth memory for storing quality information indicating quality for each product group and additional information related to the quality information in association with each other, wherein the processor comprises: , acquiring quality information about the quality of the product group based on each inspection history of the inspection history group corresponding to the product group, and acquiring additional information corresponding to the quality information from the fifth memory based on the acquired quality information. It is preferable that the output processing outputs the acquired additional information corresponding to the product group. As the additional information acquired corresponding to the product group, it is conceivable that information such as the content of the post-processing of the product and the intended use of the product according to the quality of the product group.
- the singularity information includes the occurrence position information and size information of the singularity of the product
- the processor acquires the singularity information acquired by the singularity information acquisition process.
- the information and the information corresponding to the number of minute singularities are superimposed and displayed on the display.
- the minute singularity is difficult to see even if the area of the minute singularity is emphasized, it corresponds to the emphasis information for visually displaying an area larger than the singularity size of the minute singularity and the number of minute singularities.
- the enhancement information is mask information that fills in at least one of a specific color and brightness an area larger than the singularity size of the minute singularity, or It is preferable that the information corresponding to the number of minute singularities, which is the frame information surrounding the area, is at least one of character information indicating the number, and color and brightness of emphasis information corresponding to the number.
- the singular point information acquisition process extracts the feature amount of the image, acquires the defect probability of singular point information for each pixel of the image, and the output process It is preferable to add a color corresponding to the defect probability to the pixel corresponding to the singularity information and display it on the display.
- the singularity area can be displayed as a gradation or a heat map according to the defect probability.
- the color according to the defect probability of singularity information includes at least one of hue and saturation.
- a nineteenth aspect of the invention is a manufacturing apparatus comprising a manufacturing line for manufacturing a product, a processor, an imaging device, a first memory, and a second memory, wherein the processor is manufactured by the manufacturing line
- a photographing process of photographing the product one by one using a photographing device a singularity information acquisition process of acquiring singularity information related to the singularity of the product based on the image acquired by photography, and the acquired singularity information is stored in the first memory, and among the singularity information stored in the first memory, information that affects the determination of the presence or absence of defects in the product is stored in the second memory as defect-related information, and the product A storage process of storing information that does not affect the determination of the presence or absence of defects in the second memory as defect-unrelated information, and a product evaluation value calculation process of calculating a product evaluation value that indicates the soundness of the product based on the defect-related information.
- a twentieth aspect of the invention is an inspection device comprising a processor, an imaging device, a first memory, and a second memory, wherein the processor captures an image of a product to be inspected manufactured on a production line.
- a photographing process for photographing one by one using a device, a singular point information acquisition process for acquiring singular point information related to the singular point of the product based on the image acquired by photographing, and the acquired singular point information is stored in the first memory.
- information that affects the determination of the presence or absence of defects in the product is stored in the second memory as defect-related information, and the presence or absence of defects in the product is stored in the second memory.
- the invention according to a twenty-first aspect is a manufacturing line abnormality sign detection method in which a processor detects an abnormality sign in a production line by performing the following steps, comprising: a product to be inspected manufactured by the production line; are photographed one by one using a photographing device; obtaining singularity information related to the singularity of the product based on the photographed images; and storing the obtained singularity information in a first memory. and storing, among the singularity information stored in the first memory, information that affects the determination of the presence or absence of defects in the product as defect-related information in the second memory, and information that does not affect the determination of the presence or absence of defects in the product.
- the imaging device is preferably a radiation imaging device, an ultrasonic imaging device, or an infrared imaging device. This is for non-destructive inspection of products.
- a twenty-fourth aspect of the invention is a production line abnormality sign detection program that causes a computer to execute the production line abnormality sign detection method according to either the twenty-first aspect or the twenty-third aspect.
- the present invention it is possible to detect signs of abnormality in a production line at an early stage without delay, and obtain feedback information including detection results and product defect detection results.
- FIG. 1 is a schematic diagram showing the configuration of a manufacturing apparatus according to the present invention.
- FIG. 2 is a diagram showing an example of a radiation imaging apparatus that images a product.
- FIG. 3 is a block diagram showing an embodiment of a hardware configuration of an abnormality sign detection device for a production line according to the present invention.
- FIG. 4 is a functional block diagram showing an embodiment of an abnormality sign detection device for a manufacturing line according to the present invention.
- FIG. 5 is a chart showing an example of inspection history stored in memory.
- FIG. 6 shows the first correspondence table of a first correspondence table in which specific singularity information included in singularity information and specific manufacturing processes related to specific singularity information among a plurality of manufacturing processes of a manufacturing line are associated with each other.
- FIG. 3 is a chart showing an example
- FIG. 7 is a second correspondence table of a first correspondence table that associates specific singularity information included in singularity information with specific manufacturing processes related to specific singularity information among a plurality of manufacturing processes of a manufacturing line.
- Fig. 3 is a chart showing an example;
- FIG. 8 is a table showing an example of count values (process evaluation values for each manufacturing process) when singular points of each product in a product group are counted for each manufacturing process.
- FIG. 9 is a chart showing an example of a second correspondence table in which specific singularity information and related specific environment information are associated.
- FIG. 10 is a chart showing an example of a correspondence table in which quality information indicating the quality of each product group is associated with additional information related to the quality information.
- FIG. 10 is a chart showing an example of a correspondence table in which quality information indicating the quality of each product group is associated with additional information related to the quality information.
- FIG. 11 is a diagram showing an example of an image of a product including minute singularities.
- FIG. 12 is a diagram showing another example of an image of a product including minute singularities.
- FIG. 13 is a flow chart showing an embodiment of a manufacturing line abnormality sign detection method according to the present invention.
- FIG. 1 is a schematic diagram showing the configuration of a manufacturing apparatus according to the present invention.
- the manufacturing apparatus shown in FIG. 1 is composed of a manufacturing line 10 and an abnormality sign detection device 30 for the manufacturing line.
- the manufacturing line 10 has a plurality of manufacturing processes from manufacturing process 1 to manufacturing process N, and manufactures a product P made of metal parts via each manufacturing process 1 to N.
- manufacturing process 1 manufactures part A
- manufacturing process 2 manufactures part B and joins part A and part B
- manufacturing process N manufactures part C and part B.
- the part C is joined to manufacture the product P of the object to be manufactured by the manufacturing line 10 .
- the manufacturing line abnormality sign detection device 30 includes a radiation imaging device (imaging device) 20, and serves as an inspection device for non-destructively inspecting the product P using an image captured by the radiation imaging device 20. Function.
- the products P manufactured by the manufacturing line 10 are imaged one by one by the radiation imaging device 20 .
- FIG. 2 is a diagram showing an example of a radiation imaging device that images a product.
- the radiographic apparatus 20 shown in FIG. 2 is an X-ray apparatus that uses X-rays as radiation.
- An imaging plate 24 is arranged in the .
- the X-rays emitted from the X-ray source 22 pass through the product P and enter the imaging plate 24, and the imaging plate 24 stores energy information (X-ray image information) corresponding to the incident dose.
- the X-ray image information stored in the imaging plate 24 is read by the image reader 40 shown in FIG.
- the radiographic apparatus 20 is not limited to using the imaging plate 24, and may use an X-ray flat panel detector, an X-ray line sensor, an X-ray film, or the like. Also, the position and direction from which the product is photographed is determined according to the product, and a plurality of locations may be photographed for one product.
- the manufacturing line abnormality sign detection device 30 non-destructively inspects the product P based on an X-ray fluoroscopic image (hereinafter simply referred to as an “image”) acquired by photographing the product P, and determines the manufacturing line based on the inspection result of the product P. 10 as a whole or each manufacturing process 1 to N of the manufacturing line 10 is detected.
- image an X-ray fluoroscopic image
- FIG. 3 is a block diagram showing an embodiment of a hardware configuration of an abnormality sign detection device for a production line according to the present invention.
- the manufacturing line abnormality sign detection device 30 shown in FIG. 3 is composed of a personal computer, workstation, etc., and includes a processor 32, a memory 34, a display (display unit) 36, an input/output interface 38, an operation unit 39, and the like.
- the processor 32 is composed of a CPU (Central Processing Unit), etc., and controls each part of the abnormality sign detection device 30 in the manufacturing line, and performs various processes based on the image of each product P captured by the radiation imaging device 20. to detect an abnormality symptom of the manufacturing line 10. Details of various processes by the processor 32 will be described later.
- CPU Central Processing Unit
- the memory 34 includes flash memory, ROM (Read-only Memory), RAM (Random Access Memory), hard disk device, and the like.
- the flash memory, ROM, or hard disk device is a non-volatile memory that stores an operating system, various programs including the production line abnormality sign detection program according to the present invention, and the like.
- the RAM functions as a working area for processing by the processor 32 . It also temporarily stores a structure state prediction program stored in a flash memory or the like.
- the singularity information related to the singularity of the product acquired by the singularity information acquisition processing of the processor 32 is stored as an inspection history for each product, and various correspondence tables (tables) to be described later are stored. is stored.
- the singularity information that affects the determination of the presence or absence of defects in the product is classified as defect-related information and stored in the memory 34, and the singularity information that does not affect the determination of the presence or absence of defects in the product is Stored in memory 34 classified as non-defect related information. Details of the singularity information will be described later.
- the processor 32 acquires necessary data such as various singularity information included in the inspection history for each product from the memory 34 while using the RAM as a work area according to the production line abnormality sign detection program, and detects the abnormality of the production line. It controls and processes each part of the sign detection device 30 .
- the display unit 36 displays feedback information including detection results of signs of abnormality in the production line 10 detected by the processor 32 .
- the user can check the soundness of the production line 10 based on the feedback information displayed by the display unit 36, and can perform appropriate maintenance, maintenance, etc. on the production line 10.
- the display unit 36 can display the image of the product P acquired by the processor 32, and the user can confirm various peculiarities of the product P while viewing the image displayed on the display unit 36. can.
- the display unit 36 is also used as part of a GUI (Graphical User Interface) when receiving user instructions from the operation unit 39 .
- GUI Graphic User Interface
- the input/output interface 38 includes a connection section that can be connected to an external device, a communication section that can be connected to a network, and the like.
- USB Universal Serial Bus
- HDMI High-Definition Multimedia Interface
- HDMI High-Definition Multimedia Interface
- An image reader 40 is connected to the input/output interface 38, and the image reader 40 reads the X-ray image information stored in the imaging plate 24 of the radiographic apparatus 20 shown in FIG.
- a fluoroscopic image of the product P can be acquired via the output interface 38 .
- the operation unit 39 includes a keyboard, a pointing device such as a mouse, a keyboard, etc., and functions as part of the GUI that receives various instructions from the user.
- FIG. 4 is a functional block diagram showing an embodiment of an abnormality sign detection device for a manufacturing line according to the present invention.
- the abnormality sign detection device for the production line shown in FIG. The processor 32 of the manufacturing line abnormality sign detection device 30 shown in FIG. Functions as a unit 52, a memory control unit 53, a line evaluation value calculation unit 54, an abnormality sign detection unit 55, an output unit 56, a product evaluation value calculation unit 57, a defect detection unit 58, a defect predictor value calculation unit 59, and a notification unit 60. do.
- the imaging processing unit 51 performs imaging processing for imaging the products P to be inspected one by one using the radiation imaging apparatus 20, which are manufactured by the manufacturing line 10, automatically or by input of an imaging instruction from the user. , and acquires an image of the product P captured by the radiation imaging device 20 via the input/output interface 38 .
- the singularity information acquisition unit 52 performs singularity information acquisition processing for acquiring singularity information related to the singularity of the product P based on the image acquired by the imaging processing unit 51 .
- the peculiar point information acquired by the peculiar point information acquiring unit 52 is one or more of the peculiar point type information, the occurrence position information, the size information, and the shape information of the product P.
- the peculiarities of the product P include minute heterogeneous parts that cannot be said to be defects. It is classified into non-defect-related information, which is information that does not affect the determination of the presence or absence of defects.
- Singularity type information can include gas holes, air bubbles, high-density foreign matter, low-density foreign matter, cracks, and poor welding.
- information on the part where the singular point occurs is also one of the singular point occurrence position information.
- Welding defects include cavities (blowholes, pinholes) inside the weld metal, poor penetration, undercuts, overlaps, and the like.
- the size information can be represented by the area (the number of pixels) of the singular region.
- a spherical singularity can be represented by a diameter
- a linear singularity can be represented by a length of the singularity.
- the singular point information acquisition unit 52 can be configured by, for example, AI (Artificial Intelligence). Singularity information such as a recognition result of a singularity region and a recognition result of a singularity type is acquired by classifying whether or not it belongs. In addition, the user visually confirms the singular point from the image displayed on the display unit 36, inputs singular point type information, singular point occurrence position information, etc. using the operation unit 39, and the singular point information acquisition unit 52 , singularity information input by a user operation may be obtained.
- AI Artificial Intelligence
- the memory control unit 53 stores the singularity information related to the singularity of the product P acquired by the singularity information acquisition unit 52 in the memory (first memory) 34 as an inspection history for each product P.
- information that affects the determination of the presence or absence of defects in the product is stored in the memory (second memory) 34 as defect-related information, and used to determine the presence or absence of defects in the product.
- a storage process of identifiably storing non-influenced information in the memory (second memory) 34 as defect-unrelated information is performed, and a reading process of reading the inspection history and the like stored in the memory 34 is performed.
- the first memory and the second memory are not limited to different storage areas within the same memory 34, and may be physically different memories.
- FIG. 5 is a chart showing an example of inspection history stored in memory.
- the inspection history shown in FIG. 5 is singular point information (singular point type information, singular point occurrence position information, singular point size information, and singular point shape information) associated with the product number for each product.
- Other information may include product lot number, inspection image, inspection date and time, and the like.
- one singularity information is stored for one product, but a plurality of singularity information (a plurality of singularity information of the same type and/or or including a plurality of different types of singularity information) are acquired, the plurality of singularity information are stored.
- the number of pinholes is one, it is an isolated pinhole, and when there are a plurality of pinholes, it is a dense pinhole. If there are multiple isolated pinholes or dense pinholes, it is preferable to store them as multiple pieces of singular point information. When a plurality of pinholes are densely present, the region becomes the position of occurrence of the singularity.
- the memory control unit 53 stores singularity information that affects the determination of the presence or absence of defects in the product as defect-related information in the memory, and stores singularity information that does not affect the determination of the presence or absence of defects in the product as defect information.
- the information is identifiably stored in the memory as non-related information, flag information of defect-related information or defect-unrelated information may be added to each piece of singularity information.
- one or more of singularity size information, type information, occurrence position information, number of singularities, etc. can be based on a combination of
- the size of a singular point is very large, it can be classified as defect-related information regardless of the singular point type information and occurrence position information.
- the singularity type information is pinholes (small air bubbles, etc.)
- it can be classified into defect-related information or non-defect-related information based on information on the number of pinholes that are dense and/or the location of occurrence. For example, isolated pinholes can be classified as non-defect related information. If the pinholes are densely packed, if the number is less than an allowable number, or if the location of the pinholes is not a critical location where a large stress is applied, it can be classified as non-defect related information.
- the line evaluation value calculation unit 54 extracts singularity information classified into defect-related information or defect-unrelated information, which constitutes the inspection history stored in the memory 34, from the memory 34 to the memory control unit 53. , and performs a line evaluation value calculation process for calculating a line evaluation value indicating the soundness of the production line 10 based on the read singularity information.
- the singularity information used to calculate the line evaluation value includes singularity information classified as defect-related information and singularity information classified as defect-unrelated information. Therefore, the line evaluation value calculation unit 54 determines the health of the production line 10 based on the defect-related information stored in the memory 34 (second memory) and the defect-unrelated information stored in the memory 34 (second memory). A line evaluation value indicating the degree is calculated.
- the line evaluation value calculation unit 54 calculates the soundness of the production line 10 based on the defect-related information stored in the memory 34 (second memory) and the defect-unrelated information stored in the memory 34 (second memory). A line evaluation value calculation process for calculating an evaluation value is performed.
- the line evaluation value calculation unit 54 preferably calculates the production line 10 based on at least one defect-related information and at least two or more defect-unrelated information, more preferably two or more defect-related information and two or more defect-unrelated information. Calculate the line evaluation value that indicates the soundness of the
- the line evaluation value calculation unit 54 may calculate the line evaluation value indicating the soundness of the production line 10 based on the non-defect related information stored in the memory 34 (second memory).
- the singularity information used to calculate the line evaluation value is singularity information (defect-related information and non-defect-related information) corresponding to multiple products.
- the plurality of products is preferably a group of products manufactured within a certain period of time, a group of a certain number of products manufactured in chronological order, or a group of products of one lot, which is a unit for managing products. .
- the fixed period can be one week, one month, etc., and can be set by the user as appropriate.
- the inspection history group for the product group manufactured in a certain period can be set with overlap allowed. For example, when the fixed period is one week, by shifting the week by one day, it is possible to acquire the inspection history group corresponding to the product group manufactured in the past one week every day. In this case, the inspection history for 6 days in the newly acquired inspection history group overlaps with the inspection history of the inspection history group acquired on the previous day.
- the fixed number can be appropriately set by the user according to the product.
- a certain number of inspection histories can be set by allowing duplication in the same manner as described above.
- the quantity of products in one lot can be set by the user as appropriate, taking into consideration the number of items in stock and the purchase of raw materials.
- the line evaluation value calculation unit 54 is individual singular point information in a plurality of inspection histories corresponding to a plurality of products, and based on the singular point information classified into defect-related information and defect-unrelated information, the production line 10 Calculate the line evaluation value that indicates the soundness of the Specifically, the line evaluation value calculation unit 54 can count the total number of defect-related information and non-defect-related information in the product group, and calculate the line evaluation value based on the counted count value.
- the line evaluation value may be obtained as an average value obtained by dividing the count value by the number of target products, instead of using the count value itself as the line evaluation value.
- the line evaluation value calculation unit 54 preferably weights the defect-related information and the defect-unrelated information.
- the weight of the defect-related information and the defect-unrelated information is preferably determined according to one or more singular point information out of singular point type information, occurrence position information, size information, and shape information.
- the line evaluation value calculation unit 54 preferably weights according to the type of the defect-related information.
- the types of defect-related information include defect type information, defect location information, size information, shape information, or degree. It is preferable to count the defects after weighting according to the content of the defect-related information (for example, weighting is increased as the size of the defect increases, weighting according to the angle of the sharp portion of the shape, etc.).
- the abnormality sign detection unit 55 performs abnormality sign detection processing for detecting an abnormality sign of the production line 10 based on the line evaluation value calculated by the line evaluation value calculation unit 54 . Since the abnormality symptom detection unit 55 can acquire a line evaluation value indicating the soundness of the production line 10 for each product group (inspection history group), the abnormality sign detection unit 55 can predict changes in the soundness of the production line 10 (manufacturing line 10 can be detected).
- the abnormality symptom detection unit 55 can compare two or more line evaluation values corresponding to two or more product groups with different manufacturing periods, and detect an abnormality symptom of the production line 10 based on the comparison result. can. For example, when the line evaluation value for each product group does not fluctuate, it can be determined that there is no symptom of abnormality in the production line 10, and the line evaluation value for each product group tends to increase, indicating that the production line 10 is abnormal. If it approaches a threshold that can be seen, it can be determined that there is an abnormality symptom in the production line 10 .
- the output unit 56 performs an output process of outputting feedback information including detection results of signs of abnormality in the manufacturing line 10 detected by the signs of abnormality detection unit 55 .
- the output destination of the feedback information can be the display unit 36, the manufacturing line 10, or equipment related to the manufacturing line 10, or the like.
- the user can check the feedback information displayed on the display unit 36, and can determine the necessity of maintenance and inspection work of the production line 10 in advance (before the defective product is manufactured).
- the product evaluation value calculation unit 57 and the defect detection unit 58 function as a product P inspection unit.
- the product evaluation value calculation unit 57 reads the defect-related information constituting the inspection history stored in the memory 34 for each product P from the memory 34 via the memory control unit 53, and based on the read defect-related information, the product This is a portion for performing product evaluation value calculation processing for calculating a product evaluation value indicating the soundness of the product for each P. It is preferable to calculate the product evaluation value according to the type of defect-related information (defect type information, occurrence position information, size information, shape information, degree, etc.).
- the product evaluation value calculation unit 57 counts the defect-related information, or performs weighted counting according to the type of defect-related information, and based on the counted value, It is preferable to calculate the product evaluation value by
- the defect detection unit 58 performs defect detection processing for detecting the presence or absence of defects in each product P based on the product evaluation value calculated by the product evaluation value calculation unit 57 . Further, the defect detection unit 58 may rank the products P that are detected as having no defects based on the product evaluation values.
- the output unit 56 outputs feedback information including detection results of defects in the product P input from the defect detection unit 58 in addition to feedback information including detection results of signs of abnormality in the manufacturing line.
- the feedback information of the defect detection result of the product P can be used as information for automatically or manually sorting the product P into non-defective products and defective products (defective products).
- the defect predictor value calculation unit 59 and the notification unit 60 are portions for predicting and notifying the possibility of a defect occurring in the product P in the future when the product P continues to be manufactured on the production line 10, or the timing at which the defect will occur. be.
- the defect predictor value calculation unit 59 reads the defect-unrelated information constituting the inspection history stored in the memory 34 from the memory 34 via the memory control unit 53 for each product P, and based on the read-out defect-unrelated information A defect predictor value calculation process for calculating a defect predictor value is performed.
- the texture (reflected pattern) feature amount e.g. unevenness pattern of brightness, degree of contrast, and if a noise-like pattern appears, its density
- the texture (reflected pattern) feature amount e.g. unevenness pattern of brightness, degree of contrast, and if a noise-like pattern appears, its density
- the defect predictor value calculation unit 59 calculates the defect predictor value such as the number of products that can continue to be manufactured as non-defective products, or the manufacturing period, if the current production line 10 continues to manufacture the products P.
- the notification unit 60 is a part that notifies the defect predictor value calculated by the defect predictor value calculator 59 . By notifying the defect predictor value, system maintenance can be performed systematically in advance, the manufacturing environment can be reviewed, and manufacturing can be performed efficiently. Note that the defect predictor value may be notified from the output unit 56 .
- the production line abnormality sign detection device 30 detects specific singularity information included in the singularity information related to the singularity of the product P and specific singularity information among the plurality of manufacturing processes 1 to N of the production line 10. and a third memory (memory 34) for storing a first correspondence table that associates a specific manufacturing process associated with the product.
- FIG. 6 is a first correspondence table in which specific singularity information included in singularity information and specific manufacturing processes related to specific singularity information among a plurality of manufacturing processes of a manufacturing line are associated with each other. It is a chart which shows one example.
- the first correspondence table of the first example shown in FIG. 6 shows the relationship between the singularity information (in particular, the parts that generate singularity information classified as defect-related information) and the manufacturing process.
- singularity information related to part A is associated with manufacturing process 1 (a specific manufacturing process).
- singularity information related to part B of product P (for example, specific singularity information in which singularity occurrence position information is part B) is associated with manufacturing process 2 (specific manufacturing process)
- Singularity information related to part C of product P (for example, specific singularity information whose singularity occurrence position information is part C) is associated with manufacturing process N (specific manufacturing process).
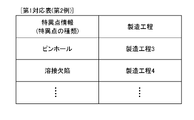
- FIG. 7 is a first correspondence table in which specific singularity information included in singularity information and specific manufacturing processes related to specific singularity information among a plurality of manufacturing processes of a manufacturing line are associated with each other. It is a chart showing two examples.
- the first correspondence table of the second example shown in FIG. 7 shows the relationship between the singularity information (type of singularity) and the manufacturing process.
- the line evaluation value calculation unit 54 calculates each manufacturing process 1 to N of the manufacturing line 10 according to the first correspondence table shown in FIGS. , and the counted value for each of the manufacturing processes 1 to N can be calculated as a process evaluation value indicating the soundness of each manufacturing process 1 to N.
- the anomaly sign detection unit 55 detects an anomaly sign of the entire manufacturing line 10 based on the count value (line evaluation value) obtained by weighting and counting the singularities (defect-related information and non-defect-related information) of the product group as described above. Not limited to the case of detection, it is possible to detect signs of abnormality in each manufacturing process 1 to N of the manufacturing line 10 based on the process evaluation value calculated for each manufacturing process.
- the output unit 56 can output feedback information including detection results of signs of abnormality in the manufacturing processes 1 to N of the manufacturing line 10 detected by the sign-of-abnormality detection unit 55 .
- FIG. 8 is a chart showing an example of the count value (process evaluation value for each manufacturing process) when the singularity of each product in the product group is counted for each manufacturing process.
- a product group is a group of products by lot.
- the singularity count value for each product group of Lot I, Lot II, and Lot III is counted for each manufacturing process 1 to N.
- the count value (15) of the singularity related to the manufacturing process 2 is significantly increased in the lot III product group compared to the other lot I and II product groups. Therefore, it is considered that the manufacturing process 2 of the manufacturing line 10 has a defect (abnormal symptom).
- the manufacturing line abnormality sign detection device 30 acquires feedback information associated with a defect in a specific manufacturing process, it notifies the user to that effect, and inspects the specific manufacturing process in the manufacturing line 10. can encourage
- the processor 32 can calculate a product evaluation value indicating the soundness of each product based on the singularity information (in particular, defect-related information) of each product in the product group.
- the line evaluation value may be calculated by integrating the product evaluation values indicating the soundness of the product.
- the production line abnormality sign detection device 30 detects specific singularity information included in the singularity information related to the singularity of the product P and the specific singularity out of the plurality of environmental information indicating the manufacturing environment in the production line 10.
- a fourth memory (memory 34) is provided for storing a second correspondence table that associates information with specific environmental information associated therewith.
- FIG. 9 is a chart showing an example of a second correspondence table in which specific singularity information and related specific environment information are associated.
- the second correspondence table shown in FIG. 9 shows the relationship between specific singularity information (type of singularity) and specific environmental information (manufacturing environment).
- gas defects may occur due to entrainment of CO 2 or the like during filling of the molten metal.
- a gas defect is associated with environmental information (CO 2 excess).
- crack defects may occur under the influence of humidity and welding temperature.
- a crack defect is associated with environmental information (humidity/welding temperature range inappropriate).
- the processor 32 stores the specific environmental information related to the acquired specific singularity information in the second correspondence table (FIG. 9). Acquisition processing is performed according to
- the output unit 56 can output feedback information including specific environmental information related to specific singularity information.
- a control signal to the environmental controller can be generated. For example, when a specific type of singularity occurs frequently and the cause of the occurrence of that type of singularity can be narrowed down in general or based on product characteristics or experience (see FIG. 9 Gas defects are likely to occur due to a large amount of CO2 , and crack defects are likely to occur when the humidity or welding temperature exceeds a certain range. It transmits control signals to the equipment, welding temperature, and other external environment control devices, and automatically adjusts the humidity, welding temperature, raw material control environment, etc., to control the environment to the optimum level. In addition, the user may manually adjust the air conditioning equipment, the welding temperature, and the like.
- the manufacturing line abnormality sign detection device 30 includes a fifth memory (memory 34) that stores quality information indicating the quality of each product group and additional information related to the quality information in association with each other.
- FIG. 10 is a chart showing an example of a correspondence table that associates quality information indicating quality for each product group with additional information related to the quality information.
- the correspondence table shown in FIG. 10 shows the relationship between quality information indicating the quality of each product group and additional information.
- the quality information indicating the quality of the product group is, for example, ranks such as best product, excellent product, good product, etc.
- additional information related to the quality information includes the joining method of the product in the post-process. These include the means of processing, the intended use of the product, and so on.
- the quality information for each product group can be determined by the count value (line evaluation value) obtained by counting the singularities of the product group.
- the processor 32 also performs a product evaluation value calculation process for calculating a product evaluation value indicating the soundness of the product based on the singularity information (especially defect-related information) of each product of the product group.
- the product evaluation value of each product in the group may be integrated to calculate the quality information of the product group.
- the additional information related to the quality information is not limited to that shown in FIG. 10, and the user can create a report for the product group in advance according to the product quality information and product type.
- the product group can be provided with a report that it can be used in the initially planned equipment.
- the product group is a good product that does not reach the level of a defect but contains a small scratch
- additional information such as "press fit or high temperature shrink fit” that can reinforce the strength after the fact is added as a joining method.
- a report will be given to the effect that it can be used for a specific use X under certain conditions.
- the processor 32 performs processing for acquiring quality information regarding the quality of the product group based on each inspection history corresponding to the product group. Then, based on the obtained quality information, a process of obtaining additional information corresponding to the quality information from the correspondence table (see FIG. 10) stored in the memory 34 is performed.
- the output unit 56 outputs the additional information acquired corresponding to the product group.
- additional information (report) appropriately selected according to the quality of the inspected product group can be provided to the shipping destination of the product group.
- FIG. 11 is a diagram showing an example of an image of a product including minute singularities.
- the product or part of the product is a cast product, microscopic singularities (gas defect candidates) where fine air bubbles remain in the product may occur.
- bubbles shown in FIG. 11(A) are shown large, they are actually of a size that is difficult to perceive visually. Even if image processing is performed to detect a bubble (singular point) region from an image and the bubble region is highlighted, some bubbles are of a size that is difficult to perceive visually.
- the emphasis information shown in FIG. 11(B) is mask information that fills in at least one of a specific color and luminance a region larger than the size of the air bubble, which is a minute singularity.
- Mask information is superimposed and filled in the area containing nine dense bubbles and the area containing three dense bubbles.
- character information (numbers) indicating the number is superimposed and displayed.
- the mask information of this example has information on at least one of color and brightness corresponding to the number of bubbles in the area of the mask information. In this case, even if character information indicating the number of minute singularities is not superimposed and displayed, the number can be grasped by color or the like.
- the processor 32 performs a process of acquiring singular point information indicating a minute singular point with a singular point size smaller than the threshold based on the singular point information acquired by the singular point information acquisition unit 52 .
- the threshold value is preferably set to a value for judging whether or not the singular point is a minute singular point of a size that is difficult to perceive visually.
- the processor 32 When the processor 32 acquires the micro-singularity information indicating the micro-singularity, the processor 32 visually recognizes the highlighting information for highlighting the micro-singularity, which includes the micro-singularity and is larger than the singularity size of the micro-singularity. It is preferable to perform a process of generating emphasis information to be displayed as possible and information corresponding to the number of minute singularities.
- the processor 32 can, for example, perform image processing (dilation) for enlarging the area of minute singularities, thereby obtaining an area containing closely spaced minute singularities.
- image processing denotes image processing
- the processor 32 can, for example, perform image processing (dilation) for enlarging the area of minute singularities, thereby obtaining an area containing closely spaced minute singularities.
- image processing for enlarging the area of minute singularities, thereby obtaining an area containing closely spaced minute singularities.
- the processor 32 generates emphasized information having an area larger than the singularity size, filled in with a color or shade corresponding to the number of minute singularities, and character information indicating the number of minute singularities ( numbers).
- the output unit 56 causes the display unit 36 to superimpose the emphasis information and the information corresponding to the number of minute singularities on the image.
- the emphasis information displayed on the display unit 36 is area information obtained by filling in an area larger than the singularity size, and the information corresponding to the number of minute singularities is the filled out area. and character information indicating the number of minute singularities.
- the emphasis information displayed on the display unit 36 may be contour information indicating the contour of an area larger than the singularity size, or frame information (rectangular frame) surrounding the large area.
- the information to be displayed may be at least one of the color and brightness of the filled area, or only character information indicating the number of minute singularities. Further, the density of minute singularities may be represented by information on at least one of the color and brightness of the region to be filled.
- FIG. 12 is a diagram showing another example of a product image containing minute singularities.
- the image shown in FIG. 12(A) is an image of a long and narrow product (part) or a weld line. This image includes four bubbles densely packed on the left side of the image and isolated bubbles on the right side of the image. There are 2 bubbles.
- an image before superimposed display of emphasized information and an image with superimposed display may be displayed side by side on the display unit 36, or may be configured so that the display can be switched by user operation.
- the singular point information acquisition unit 52 can be configured by AI as described above, and the AI can be configured by a singular point detection model such as a convolutional neural network (CNN).
- CNN convolutional neural network
- the areas (4) and (3) are highlighted by displaying an arrow or other mark on the display, or by displaying the highlighting frame while blinking.
- Two or more thresholds are provided, and the "maximum range of defects" when applying a low threshold and the “minimum range of defects" when applying a high threshold are defined as a double bounding box or a two-step It can be displayed with different colors.
- the former peculiar point area can be displayed in a manner (color and brightness) that is doubtful whether it is a defect, and the latter peculiar point area can be displayed as a defect at the center.
- the peripheral portion can be displayed in a questionable manner as to whether it is defective.
- the singularity detection model outputs intermediate classes such as "normal”, “abnormal”, and “whether or not it is a defect" from the beginning, and the intermediate is judged by humans, giving flexibility to the output results. , you may clarify the part which a person should confirm preferentially.
- the area exceeding the threshold is displayed by distinguishing whether it exists in an isolated part or in the entire image, or whether there are multiple areas concentrated within a certain range.
- the crushed shape may be an unexpected defect, so it is regarded as a high degree of anomaly and a warning is issued. do.
- the defect probability for each part or weld location is calculated. Calculate sequentially.
- FIG. 13 is a flow chart showing an embodiment of a manufacturing line abnormality sign detection method according to the present invention. The processing of each step shown in FIG. 13 is performed by the processor 32 of the manufacturing line abnormality sign detection device 30 shown in FIG.
- the product P manufactured by the manufacturing line 10 is imaged by the radiation imaging device 20 (step S10).
- the imaging of the product P by the radiation imaging device 20 may be performed by installing the radiation imaging device 20 on the transport path of the products P manufactured by the manufacturing line 10 and automatically imaging the products P one by one. You may image
- the processor 32 acquires an image (X-ray image information) captured by the radiation imaging device 20, which is an image of each product P manufactured by the manufacturing line 10 (step S12).
- the processor 32 acquires singularity information related to the singularity of the product P based on the image acquired by photographing the product P (step S12).
- Singularity information can be obtained by AI.
- the singular point information is one or more of singular point type information, occurrence position information, size information, and shape information of the product P.
- the processor 32 stores singularity information related to the singularity of the product P acquired in step S12 in the memory 34 (first memory) as an inspection history for each product (step S14). In addition, the processor 32 sets the information that affects the determination of the presence/absence of defects in the product among the singularity information as defect-related information, and sets the information that does not affect the determination of the presence/absence of defects in the product as non-defect-related information in the memory 34 (second 2 memory).
- step S16 it is determined whether or not the singularity information of the product group for one lot (a plurality of products belonging to the lot number) has been saved in the memory 34 (step S16).
- the singularity information of the product group for one lot is not acquired and stored (in the case of "No")
- the process proceeds to step S10, the processing from step S10 to step S16 is repeated, and the product for one lot If the singularity information of the group has been acquired and saved ("Yes"), the process transitions to step S18.
- step S18 the processor 32 performs line evaluation indicating the soundness of the production line 10 based on the singularity information (defect-related information and non-defect-related information) corresponding to the product group per lot stored in the memory 34. Calculate the value.
- the line evaluation value indicating the soundness of the production line 10 can be calculated by counting the total number of defect-related information and non-defect-related information in the product group and calculating the count value as the line evaluation value.
- it is preferable to weight the defect-related information and the non-defect related information and count the defect-related information and the non-defect related information. is preferably determined according to one or more singular point information out of singular point type information, occurrence position information, size information, and shape information.
- the processor 32 detects signs of abnormality in the manufacturing line 10 based on the line evaluation value calculated in step S18 (step S20). That is, from the quantity of defect-related information and non-defect-related information of the product group, an abnormality sign of the production line 10 is indirectly detected. In addition, it is possible to compare the line evaluation values of two or more product groups manufactured at different times, and to detect signs of abnormality in the manufacturing line 10 based on the comparison results.
- the processor 32 outputs feedback information including the detection results of the signs of abnormality in the production line 10 detected in step S20 (step S22).
- the output destination of the feedback information is the display unit 36 that displays the feedback information, the manufacturing line 10 or equipment related to the manufacturing line 10, or the like.
- the user can confirm the feedback information displayed on the display unit 36, and can determine the necessity of maintenance, inspection work, etc. of the production line 10 in advance.
- FIG. 13 shows the processing for one lot of product group, the same processing is performed for the next one lot of product group. It can be detected each time a batch is manufactured.
- the defect-related information and the defect-unrelated information corresponding to the product group in units of lots were used.
- a plurality of inspection histories corresponding to a group of products manufactured within a period of time, or a certain number of groups of products manufactured over time can be used.
- a plurality of inspection histories corresponding to a group of products manufactured within a certain period of time or a group of a certain number of products manufactured in chronological order can be set with overlap allowed.
- the products manufactured by the manufacturing line are metal products, but are not limited to this, and may be non-metal products.
- the imaging device is not limited to a radiation imaging device, and an ultrasonic imaging device or an infrared imaging device can be used.
- the hardware structure of the processing unit (processing unit) that executes various processes is the following various processors .
- processors include CPUs, which are general-purpose processors that run software (programs) and function as various processing units, and programmable processors, such as FPGAs (Field Programmable Gate Arrays), whose circuit configuration can be changed after manufacturing.
- Logic device Programmable Logic Device: PLD
- ASIC Application Specific Integrated Circuit
- One processing unit may be composed of one of these various processors, or may be composed of two or more processors of the same type or different types (eg, multiple FPGAs, or combinations of CPUs and FPGAs).
- a plurality of processing units may be configured by one processor.
- a processor functions as multiple processing units.
- SoC System On Chip
- SoC System On Chip
- the various processing units are configured using one or more of the above various processors as a hardware structure.
- the hardware structure of these various processors is, more specifically, an electrical circuit that combines circuit elements such as semiconductor elements.
- a production line abnormality sign detection program that causes the computer to function as the production line abnormality sign detection device according to the present invention, and a production line abnormality sign detection program are recorded. Includes non-volatile storage media.
Abstract
Description
図1は、本発明に係る製造装置の構成を示す概略図である。
図3は、本発明に係る製造ラインの異常予兆検知装置のハードウェア構成の実施形態を示すブロック図である。
図4は、本発明に係る製造ラインの異常予兆検知装置の実施形態を示す機能ブロック図である。
製品評価値算出部57及び欠陥検知部58は、製品Pの検品部として機能する。
欠陥予兆値算出部59及び報知部60は、製造ライン10で製品Pを製造し続けた場合における、将来、製品Pに欠陥が発生する可能性もしくは欠陥が発生する時期について予測及報知する部分である。
製造ラインの異常予兆検知装置30は、製品Pの特異点に関連する特異点情報に含まれる特定の特異点情報と、製造ライン10の複数の製造工程1~Nのうちの特定の特異点情報と関連する特定の製造工程とを対応させた第1対応表を記憶する第3メモリ(メモリ34)を備えている。
製造ラインの異常予兆検知装置30は、製品Pの特異点に関連する特異点情報に含まれる特定の特異点情報と、製造ライン10における製造環境を示す複数の環境情報のうちの特定の特異点情報と関連する特定の環境情報とを対応させた、第2対応表を記憶する第4メモリ(メモリ34)を備えている。
製造ラインの異常予兆検知装置30は、製品群ごとの品質を示す品質情報と品質情報に関連する付加情報とを対応させて記憶する第5メモリ(メモリ34)を備えている。
図11は、微小特異点を含む製品の画像の一例を示す図である。
特異点情報取得部52は、前述したようにAIにより構成することができるが、AIとして、畳み込みニューラルネットワーク(CNN:Convolutional Neural Network)等の特異点検出モデルで構成することができる。
図13は、本発明に係る製造ラインの異常予兆検知方法の実施形態を示すフローチャートである。尚、図13に示す各ステップの処理は、図3に示した製造ラインの異常予兆検知装置30のプロセッサ32により行われる。
本実施形態において、製造ラインにより製造された製品は、金属製品であるが、これに限らず、非金属製品であってもよい。
10 製造ライン
20 放射線撮影装置
22 X線源
24 イメージングプレート
30 製造ラインの異常予兆検知装置
32 プロセッサ
34 メモリ
36 表示部
38 入出力インターフェース
39 操作部
40 画像読取装置
51 撮影処理部
52 特異点情報取得部
53 メモリ制御部
54 ライン評価値算出部
55 異常兆候検知部
56 出力部
57 製品評価値算出部
58 欠陥検知部
59 欠陥予兆値算出部
60 報知部
A、B、C 部品
P 製品
S10-S22 ステップ
Claims (25)
- プロセッサと、撮影装置と、第1メモリと、第2メモリとを備えた製造ラインの異常予兆検知装置であって、
前記プロセッサは、
製造ラインにより製造された検査対象である製品を、前記撮影装置を用いて1つずつ撮影する撮影処理と、
前記撮影により取得した画像に基づいて前記製品の特異点に関連する特異点情報を取得する特異点情報取得処理と、
前記取得した特異点情報を第1メモリに保存する特異点情報保存処理と、
前記第1メモリに保存した特異点情報のうち、製品の欠陥に影響する情報を欠陥関連情報として前記第2メモリに保存し、製品の欠陥に影響しない情報を欠陥非関連情報として前記第2メモリに保存する保存処理と、
前記欠陥関連情報に基づいて、前記製品の健全度を示す製品評価値を算出する製品評価値算出処理と、
前記製品評価値算出処理により算出された製品評価値に基づいて前記製品の欠陥の有無を検知する欠陥検知処理と、
前記欠陥関連情報と前記欠陥非関連情報とに基づいて、前記製造ラインの健全度を示すライン評価値を算出するライン評価値算出処理と、
前記ライン評価値算出処理により算出されたライン評価値に基づいて前記製造ラインの異常兆候を検知する異常兆候検知処理と、
前記製造ラインの異常兆候の検知結果及び前記製品の欠陥の検知結果を含むフィードバック情報を出力する出力処理と、を行う、
製造ラインの異常予兆検知装置。 - 前記プロセッサは、
前記欠陥非関連情報に基づいて欠陥予兆値を算出する欠陥予兆値算出処理と、
前記欠陥予兆値を報知する報知処理と、を行う、
請求項1に記載の製造ラインの異常予兆検知装置。 - 前記撮影装置は、放射線撮影装置、超音波撮影装置、又は赤外線撮影装置である、
請求項1又は2に記載の製造ラインの異常予兆検知装置。 - 前記特異点情報は、前記特異点の種別情報、発生位置情報、サイズ情報、及び形状情報のうちの1以上であり、
前記保存処理は、前記特異点の種別情報、発生位置情報、サイズ情報、及び形状情報のうちの1以上に基づいて、前記特異点情報を前記欠陥関連情報と前記欠陥非関連情報とに分類して前記第2メモリに保存する、
請求項1から3のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 前記ライン評価値算出処理は、
前記第2メモリに保存された少なくとも1つの欠陥関連情報と前記第2メモリに保存された少なくとも2以上の欠陥非関連情報とに基づいて、前記製造ラインの健全度を示すライン評価値を算出する、
請求項1から4のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 前記ライン評価値算出処理は、
前記第2メモリに保存された2以上の欠陥関連情報と前記第2メモリに保存された2以上の欠陥非関連情報とに基づいて、前記製造ラインの健全度を示すライン評価値を算出する、
請求項1から4のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 前記ライン評価値算出処理は、
前記第2メモリに記憶された複数の製品に対応する前記欠陥関連情報と前記欠陥非関連情報とに基づいて、前記製造ラインの健全度を示すライン評価値を算出する、
請求項1から4のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 前記複数の製品は、一定期間内に製造された製品群、時系列に沿って製造された一定数の製品群、若しくは製品を管理する単位である1ロットの製品群である、
請求項7に記載の製造ラインの異常予兆検知装置。 - 前記ライン評価値算出処理は、前記欠陥関連情報と前記欠陥非関連情報とをカウントし、前記カウントしたカウント値に基づいて前記ライン評価値を算出する、
請求項1から8のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 前記ライン評価値算出処理は、前記欠陥関連情報と前記欠陥非関連情報とをカウントする際に、前記欠陥関連情報と前記欠陥非関連情報とを重み付けしてカウントする、
請求項9に記載の製造ラインの異常予兆検知装置。 - 前記ライン評価値算出処理は、前記欠陥関連情報をカウントする際に、前記欠陥関連情報の種類に応じた重み付けを行いカウントする、
請求項8又は9に記載の製造ラインの異常予兆検知装置。 - 前記異常兆候検知処理は、2以上の前記ライン評価値を比較し、前記比較した比較結果に基づいて前記製造ラインの異常兆候を検知する、
請求項1から11のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 前記製造ラインは、複数の製造工程を含み、
前記特異点情報は、前記特異点の種別情報、発生位置情報、サイズ情報、及び形状情報のうちの1以上であり、
前記特異点情報に含まれる特定の特異点情報と前記製造ラインの前記複数の製造工程のうちの前記特定の特異点情報と関連する特定の製造工程とを対応させた第1対応表を記憶する第3メモリを更に備え、
前記ライン評価値算出処理は、前記欠陥関連情報と前記欠陥非関連情報とをカウントする際に、前記第1対応表にしたがって前記複数の製造工程ごとにカウントし、前記カウントした製造工程ごとのカウント値を、各製造工程の健全度を示す工程評価値として算出し、
前記異常兆候検知処理は、前記製造工程ごとに算出した前記工程評価値に基づいて前記製造ラインの各製造工程の異常兆候を検知する、
請求項9から11のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 前記特異点情報は、前記特異点の種別情報、発生位置情報、サイズ情報、及び形状情報のうちの1以上であり、
前記特異点情報に含まれる特定の特異点情報と、前記製造ラインにおける製造環境を示す複数の環境情報のうちの前記特定の特異点情報と関連する特定の環境情報とを対応させた第2対応表を記憶する第4メモリを更に備え、
前記プロセッサは、
前記第1メモリに保存した特異点情報のうち、前記特定の特異点情報を取得する処理と、
前記特定の特異点情報を取得した場合に、前記取得した前記特定の特異点情報に関連する前記特定の環境情報を前記第2対応表にしたがって取得する処理と、を行い、
前記出力処理は、前記特定の環境情報を含むフィードバック情報を出力する、
請求項1から13のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 前記製品群ごとの品質を示す品質情報と前記品質情報に関連する付加情報とを対応させて記憶する第5メモリを更に備え、
前記プロセッサは、
前記製品群に対応する検査履歴群の各検査履歴に基づいて前記製品群の品質に関する前記品質情報を取得する処理と、
前記取得した前記品質情報に基づいて前記第5メモリから前記品質情報に対応する前記付加情報を取得する処理と、を行い、
前記出力処理は、前記製品群に対応して取得した前記付加情報を出力する、
請求項8に記載の製造ラインの異常予兆検知装置。 - 前記特異点情報は、前記製品の特異点の発生位置情報及びサイズ情報を含み、
前記プロセッサは、
前記特異点情報取得処理により取得した前記特異点情報に基づいて閾値よりも小さい特異点サイズの微小特異点を示す微小特異点情報を取得する処理と、
前記取得した微小特異点情報に基づいて前記微小特異点を強調表示させる強調情報であって、前記微小特異点を含み、前記微小特異点の特異点サイズよりも大きい領域を視認可能に表示させる前記強調情報と前記微小特異点の個数に対応する情報とを生成する処理と、を行い、
前記出力処理は、前記画像に前記強調情報及び前記微小特異点の個数に対応する情報を重畳してディスプレイに表示させる、
請求項1から15のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 前記強調情報は、前記微小特異点の特異点サイズよりも大きい領域を特定の色及び輝度のうちの少なくとも一方で塗り潰すマスク情報、又は前記領域を囲む枠情報であり、
前記微小特異点の個数に対応する情報は、前記個数を示す文字情報、又は前記個数に応じた前記強調情報の色及び輝度のうちの少なくとも一方の情報である、
請求項16に記載の製造ラインの異常予兆検知装置。 - 前記特異点情報取得処理は、前記画像の特徴量を抽出し、前記画像の画素ごとに前記特異点情報の欠陥確率を取得し、
前記出力処理は、前記特異点情報に対応する画素に、前記欠陥確率に応じた色を付加してディスプレイに表示させる、
請求項1から17のいずれか1項に記載の製造ラインの異常予兆検知装置。 - 製品を製造する製造ラインと、プロセッサと、撮影装置と、第1メモリと、第2メモリとを備えた製造装置であって、
前記プロセッサは、
前記製造ラインにより製造された製品を、前記撮影装置を用いて1つずつ撮影する撮影処理と、
前記撮影により取得した画像に基づいて前記製品の特異点に関連する特異点情報を取得する特異点情報取得処理と、
前記取得した特異点情報を第1メモリに保存する特異点情報保存処理と、
前記第1メモリに保存した特異点情報のうち、製品の欠陥に影響する情報を欠陥関連情報として前記第2メモリに保存し、製品の欠陥に影響しない情報を欠陥非関連情報として前記第2メモリに保存する保存処理と、
前記欠陥関連情報に基づいて、前記製品の健全度を示す製品評価値を算出する製品評価値算出処理と、
前記製品評価値算出処理により算出された製品評価値に基づいて前記製品の欠陥の有無を検知する欠陥検知処理と、
前記欠陥関連情報と前記欠陥非関連情報とに基づいて、前記製造ラインの健全度を示すライン評価値を算出するライン評価値算出処理と、
前記算出されたライン評価値に基づいて前記製造ラインの異常兆候を検知する異常兆候検知処理と、
前記製造ラインの異常兆候の検知結果及び前記製品の欠陥の検知結果を含むフィードバック情報を出力する出力処理と、を行う、
製造装置。 - プロセッサと、撮影装置と、第1メモリと、第2メモリとを備えた検品装置であって、
前記プロセッサは、
製造ラインにより製造された検査対象である製品を、前記撮影装置を用いて1つずつ撮影する撮影処理と、
前記撮影により取得した画像に基づいて前記製品の特異点に関連する特異点情報を取得する特異点情報取得処理と、
前記取得した特異点情報を第1メモリに保存する特異点情報保存処理と、
前記第1メモリに保存した特異点情報のうち、製品の欠陥に影響する情報を欠陥関連情報として前記第2メモリに保存し、製品の欠陥に影響しない情報を欠陥非関連情報として前記第2メモリに保存する保存処理と、
前記欠陥関連情報に基づいて、前記製品の健全度を示す製品評価値を算出する製品評価値算出処理と、
前記製品評価値算出処理により算出された製品評価値に基づいて前記製品の欠陥の有無を検知する欠陥検知処理と、
前記欠陥関連情報と前記欠陥非関連情報とに基づいて、前記製造ラインの健全度を示すライン評価値を算出するライン評価値算出処理と、
前記ライン評価値算出処理により算出されたライン評価値に基づいて前記製造ラインの異常兆候を検知する異常兆候検知処理と、
前記製造ラインの異常兆候の検知結果及び前記製品の欠陥の検知結果を含むフィードバック情報を出力する出力処理と、を行う、
検品装置。 - プロセッサが、以下のステップの処理を行うことにより製造ラインの異常兆候を検知する製造ラインの異常予兆検知方法であって、
前記製造ラインにより製造された検査対象である製品を、撮影装置を用いて1つずつ撮影するステップと、
前記撮影により取得した画像に基づいて前記製品の特異点に関連する特異点情報を取得するステップと、
前記取得した特異点情報を第1メモリに保存するステップと、
前記第1メモリに保存した特異点情報のうち、製品の欠陥に影響する情報を欠陥関連情報として第2メモリに保存し、製品の欠陥に影響しない情報を欠陥非関連情報として前記第2メモリに保存するステップと、
前記欠陥関連情報に基づいて、前記製品の健全度を示す製品評価値を算出するステップと、
前記製品評価値に基づいて前記製品の欠陥の有無を検知するステップと、
前記欠陥関連情報と前記欠陥非関連情報とに基づいて、前記製造ラインの健全度を示すライン評価値を算出するステップと、
前記ライン評価値に基づいて前記製造ラインの異常兆候を検知するステップと、
前記製造ラインの異常兆候の検知結果及び前記製品の欠陥の検知結果を含むフィードバック情報を出力するステップと、
を含む、製造ラインの異常予兆検知方法。 - 前記欠陥非関連情報に基づいて欠陥予兆値を算出するステップと、
前記欠陥予兆値を報知するステップと、
を更に含む請求項21に記載の製造ラインの異常予兆検知方法。 - 前記撮影装置は、放射線撮影装置、超音波撮影装置、又は赤外線撮影装置である、
請求項21又は22に記載の製造ラインの異常予兆検知方法。 - 請求項21から23のいずれか1項に記載の製造ラインの異常予兆検知方法をコンピュータに実行させる製造ラインの異常予兆検知プログラム。
- 非一時的かつコンピュータ読取可能な記録媒体であって、請求項24に記載のプログラムが記録された記録媒体。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202280027700.2A CN117120951A (zh) | 2021-04-19 | 2022-03-18 | 生产线的异常预兆检测装置、方法及程序以及制造装置及检点装置 |
| EP22791436.3A EP4328691A1 (en) | 2021-04-19 | 2022-03-18 | Device, method, and program for detecting signs of abnormality in production line, production device, and inspection device |
| JP2023516351A JPWO2022224657A1 (ja) | 2021-04-19 | 2022-03-18 | |
| US18/484,898 US20240045407A1 (en) | 2021-04-19 | 2023-10-11 | Manufacturing line abnormality portent detection apparatus, manufacturing line abnormality portent detection method, manufacturing line abnormality portent detection program, manufacturing apparatus, and inspection apparatus |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-070135 | 2021-04-19 | ||
| JP2021070135 | 2021-04-19 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/484,898 Continuation US20240045407A1 (en) | 2021-04-19 | 2023-10-11 | Manufacturing line abnormality portent detection apparatus, manufacturing line abnormality portent detection method, manufacturing line abnormality portent detection program, manufacturing apparatus, and inspection apparatus |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022224657A1 true WO2022224657A1 (ja) | 2022-10-27 |
Family
ID=83722907
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/012546 WO2022224657A1 (ja) | 2021-04-19 | 2022-03-18 | 製造ラインの異常予兆検知装置、方法及びプログラム並びに製造装置及び検品装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240045407A1 (ja) |
| EP (1) | EP4328691A1 (ja) |
| JP (1) | JPWO2022224657A1 (ja) |
| CN (1) | CN117120951A (ja) |
| WO (1) | WO2022224657A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN117151554A (zh) * | 2023-11-01 | 2023-12-01 | 豆黄金食品有限公司 | 一种用于腐竹输送线的智能控制系统 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008015930A (ja) | 2006-07-07 | 2008-01-24 | Nsk Ltd | 製造ラインの生産管理方法および生産管理システム |
| JP2008294361A (ja) * | 2007-05-28 | 2008-12-04 | Hitachi High-Technologies Corp | 欠陥観察装置及び欠陥観察方法 |
| JP2012242982A (ja) * | 2011-05-18 | 2012-12-10 | Mitsubishi Electric Corp | プラントの機器維持管理システム |
| JP2020027425A (ja) * | 2018-08-10 | 2020-02-20 | 東京エレクトロンデバイス株式会社 | 予防保全装置及び予防保全システム |
| JP2020061109A (ja) * | 2018-10-04 | 2020-04-16 | 山本 隆義 | 生産ラインにおける品質と設備の統合的監視方法 |
-
2022
- 2022-03-18 CN CN202280027700.2A patent/CN117120951A/zh active Pending
- 2022-03-18 JP JP2023516351A patent/JPWO2022224657A1/ja active Pending
- 2022-03-18 WO PCT/JP2022/012546 patent/WO2022224657A1/ja active Application Filing
- 2022-03-18 EP EP22791436.3A patent/EP4328691A1/en active Pending
-
2023
- 2023-10-11 US US18/484,898 patent/US20240045407A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008015930A (ja) | 2006-07-07 | 2008-01-24 | Nsk Ltd | 製造ラインの生産管理方法および生産管理システム |
| JP2008294361A (ja) * | 2007-05-28 | 2008-12-04 | Hitachi High-Technologies Corp | 欠陥観察装置及び欠陥観察方法 |
| JP2012242982A (ja) * | 2011-05-18 | 2012-12-10 | Mitsubishi Electric Corp | プラントの機器維持管理システム |
| JP2020027425A (ja) * | 2018-08-10 | 2020-02-20 | 東京エレクトロンデバイス株式会社 | 予防保全装置及び予防保全システム |
| JP2020061109A (ja) * | 2018-10-04 | 2020-04-16 | 山本 隆義 | 生産ラインにおける品質と設備の統合的監視方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022224657A1 (ja) | 2022-10-27 |
| CN117120951A (zh) | 2023-11-24 |
| EP4328691A1 (en) | 2024-02-28 |
| US20240045407A1 (en) | 2024-02-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10885618B2 (en) | Inspection apparatus, data generation apparatus, data generation method, and data generation program | |
| JP6560220B2 (ja) | 表面欠陥の検出のための検査システムを点検する方法及び装置 | |
| US10043257B2 (en) | Method and device for the quality evaluation of a component produced by means of an additive manufacturing method | |
| US20060093082A1 (en) | Method of inspection for inner defects of an object and apparatus for same | |
| JP6556266B2 (ja) | 欠陥検査装置、方法およびプログラム | |
| JP2010538258A (ja) | 映像処理方法を用いた鋼橋の塗膜検査システム及びその処理方法 | |
| JP2021509716A (ja) | 生産ライン検査の設定のためのシステムおよび方法 | |
| JP5168215B2 (ja) | 外観検査装置 | |
| US20240045407A1 (en) | Manufacturing line abnormality portent detection apparatus, manufacturing line abnormality portent detection method, manufacturing line abnormality portent detection program, manufacturing apparatus, and inspection apparatus | |
| CN109741295B (zh) | 产品质量检测方法及装置 | |
| WO2020071162A1 (ja) | 教師データ生成装置及び教師データ生成プログラム | |
| JP2020112456A (ja) | 検査装置及び検査方法 | |
| Hashmi et al. | Computer-vision based visual inspection and crack detection of railroad tracks | |
| US11574400B2 (en) | System and method for automated visual inspection | |
| JP2009264882A (ja) | 外観検査装置 | |
| JP7449739B2 (ja) | 検査システム、学習装置、学習プログラム、学習方法、検査装置、検査プログラム、検査方法 | |
| JPWO2022224657A5 (ja) | ||
| Trofimov | Multi-structural instrument for identifying surface defects on rails | |
| KR102075872B1 (ko) | 투과영상 기반의 비파괴검사 방법 및 이를 위한 장치 | |
| WO2023112497A1 (ja) | 情報処理装置、情報処理方法、プログラム及び記録媒体 | |
| JP2006266845A (ja) | 画像判定装置及び画像判定方法 | |
| JP2011232302A (ja) | 画像検査方法及び画像検査装置 | |
| Kasban et al. | Automatic segmentation of industrial radiographic images | |
| WO2023136030A1 (ja) | 情報処理装置、情報処理方法、及び情報処理プログラム | |
| EP4010873B1 (en) | Use of an hdr image in a visual inspection process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22791436 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023516351 Country of ref document: JP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022791436 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022791436 Country of ref document: EP Effective date: 20231120 |