WO2022186212A1 - 加熱調理用でんぷん含有固形状組成物の製造方法 - Google Patents
加熱調理用でんぷん含有固形状組成物の製造方法 Download PDFInfo
- Publication number
- WO2022186212A1 WO2022186212A1 PCT/JP2022/008646 JP2022008646W WO2022186212A1 WO 2022186212 A1 WO2022186212 A1 WO 2022186212A1 JP 2022008646 W JP2022008646 W JP 2022008646W WO 2022186212 A1 WO2022186212 A1 WO 2022186212A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- less
- composition
- starch
- kneading
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images



Classifications
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L7/00—Cereal-derived products; Malt products; Preparation or treatment thereof
- A23L7/10—Cereal-derived products
- A23L7/198—Dry unshaped finely divided cereal products, not provided for in groups A23L7/117 - A23L7/196 and A23L29/00, e.g. meal, flour, powder, dried cereal creams or extracts
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L29/00—Foods or foodstuffs containing additives; Preparation or treatment thereof
- A23L29/20—Foods or foodstuffs containing additives; Preparation or treatment thereof containing gelling or thickening agents
- A23L29/206—Foods or foodstuffs containing additives; Preparation or treatment thereof containing gelling or thickening agents of vegetable origin
- A23L29/212—Starch; Modified starch; Starch derivatives, e.g. esters or ethers
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23L—FOODS, FOODSTUFFS OR NON-ALCOHOLIC BEVERAGES, NOT OTHERWISE PROVIDED FOR; PREPARATION OR TREATMENT THEREOF
- A23L29/00—Foods or foodstuffs containing additives; Preparation or treatment thereof
- A23L29/20—Foods or foodstuffs containing additives; Preparation or treatment thereof containing gelling or thickening agents
- A23L29/206—Foods or foodstuffs containing additives; Preparation or treatment thereof containing gelling or thickening agents of vegetable origin
- A23L29/212—Starch; Modified starch; Starch derivatives, e.g. esters or ethers
- A23L29/225—Farinaceous thickening agents other than isolated starch or derivatives
-
- A—HUMAN NECESSITIES
- A23—FOODS OR FOODSTUFFS; TREATMENT THEREOF, NOT COVERED BY OTHER CLASSES
- A23P—SHAPING OR WORKING OF FOODSTUFFS, NOT FULLY COVERED BY A SINGLE OTHER SUBCLASS
- A23P30/00—Shaping or working of foodstuffs characterised by the process or apparatus
- A23P30/20—Extruding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B7/00—Mixing; Kneading
- B29B7/30—Mixing; Kneading continuous, with mechanical mixing or kneading devices
- B29B7/34—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices
- B29B7/38—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary
- B29B7/46—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft
- B29B7/48—Mixing; Kneading continuous, with mechanical mixing or kneading devices with movable mixing or kneading devices rotary with more than one shaft with intermeshing devices, e.g. screws
Definitions
- the present invention relates to a method for producing a solid composition containing starch for cooking with heat.
- Patent Document 1 discloses that a raw material containing beans is treated under high temperature and high pressure conditions, so that it is hard to stick even after a long time after cooking. A method of making a shaped composition is disclosed.
- the present invention has been made in view of such problems, and its object is to prevent cracks from occurring even after the passage of time during storage at room temperature, and to prevent the components inside the composition from flowing out after cooking.
- An object of the present invention is to provide a method for easily producing a starch-containing solid composition with general-purpose equipment without using special production equipment having resistance to high temperature and high pressure.
- an extruder having a screw having a flight portion and a kneading portion from the base side to the tip side, and having a length ratio of the flight portion to the total length of 50% or more.
- a composition having a predetermined composition and a degree of gelatinization and a specific surface area of predetermined values or more convey it in the flight section of the screw of the extruder, and then knead the kneading section of the screw at a temperature of less than 100 ° C.
- the gist of the present invention relates to, for example, the following.
- [Item 1] A method for producing a starch-containing solid composition for cooking using an extruder, wherein the extruder comprises a screw rotated by a motor, a barrel surrounding the outer periphery of the screw, and the barrel A feeder for charging the food material attached to the base side of the barrel, and a die part attached to the tip side of the barrel for discharging the kneaded food material while molding it. It has at least a flight portion and a kneading portion from the base side to the tip side, and the ratio of the length of the flight portion to the total length of the screw is 50% or more, or 55% or more, or 60% or more, or 65%.
- the upper limit is not limited, but usually less than 100%, or 99% or less, or 98% or less, and the ratio of the length of the kneading section is less than 50%, or 45% or less , or 40% or less
- the lower limit is not particularly limited, but usually more than 0%, 1% or more, 2% or more, or 4% or more, or 6% or more, or 8% or more, or 10% or more
- a manufacturing method wherein the method includes the following steps (i) to (iii).
- the content of dietary fiber in terms of wet mass is 3.0% by mass or more, or 4.0% by mass or more, or 5.0% by mass or more, or 6.0% by mass or more, or 7.0% by mass or more, or 8.0% by mass or more, or 9.0% by mass or more, or 10% by mass or more, or, although not particularly limited, for example, usually 40% by mass or less, or 30% by mass or less.
- the starch content is 10.0% by mass or more, or 15% by mass or more, or 20% by mass or more, or 25% by mass or more, or 30% by mass or more, or 35% by mass or more, or 40% by mass or more, or 45% by mass or more, or 50% by mass or more, and although the upper limit is not particularly limited, it is usually 80% by mass or less, or 75% by mass or less, or 70% by mass or less.
- Protein content is 3.0% by mass or more, or 4.0% by mass or more, or 5.0% by mass or more, or 6.0% by mass or more, or 7.0% by mass or more in terms of wet mass , or 8.0% by mass or more, or 9.0% by mass or more, or 10% by mass or more, or 11% by mass or more, or 12% by mass or more, or 13% by mass or more, or 14% by mass or more, or 15% by mass % or more, or 16 mass % or more, or 17 mass % or more, or 18 mass % or more, although the upper limit is not particularly limited, it is usually 40 mass % or less, or 30 mass % or less.
- dry basis moisture content is 25 mass% or more, or 30 mass% or more, or 35 mass% or more, or 40 mass% or more, or 45 mass% or more, or 50 mass% or more, or 55 mass% or more, Or 60% by mass or more, or 65% by mass or more, or 70% by mass or more, or 75% by mass or more, or 80% by mass or more, and the upper limit is not particularly limited, for example, usually 200% by mass or less, or 175% by mass or less, Or it is 150% by mass or less.
- the gelatinization degree of starch is 40% by mass or more, or 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, and the upper limit is not particularly limited. , usually 100% by mass or less.
- Specific surface area per unit volume after ultrasonic treatment is 0.10 m 2 /mL or more, or 0.15 m 2 /mL or more, or 0.20 m 2 /mL or more, or 0.25 m 2 /mL or more, especially 0.30 m 2 /mL or more, although the upper limit is not particularly limited, it is usually 2.5 m 2 /mL or less, or 2.2 m 2 /mL or less, or 2.0 m 2 /mL or less.
- step (ii) a step of conveying the composition of step (i) in the flight portion of the screw, and optionally the flight portion in step (ii) accounts for 50% or more, or 60% or more of the total length of the flight portion; , or 70% or more, or 80% or more, or 90% or more, and the upper limit is not particularly limited, but usually 100% or 100% or less.
- the composition after being transported by the flight section in step (ii) has an average temperature of less than 100°C, or 99°C or less, or 98°C or less, or 97°C or less, or 96° C. or lower, or 95° C. or lower, the lower limit of which is not particularly limited, but usually 40° C.
- step (iii) has a specific mechanical energy (SME) value of 300 kJ/kg or more, or 320 kJ/kg or more, or 330 kJ/kg or more, or 340 kJ/kg or more, or 350 kJ/kg or more, or 360 kJ.
- SME specific mechanical energy
- the upper limit is not particularly limited, but usually 5000 kJ/kg or less, or 4000 kJ/kg or less, or 3000 kJ/ Item 3.
- the degree of gelatinization of the composition after kneading in step (iii) is 6% by mass or more, or 7% by mass or more, or 8% by mass or more, or 9% by mass or more, especially 10% by mass or more, or 15% by mass or more, or 20% by mass or more, and the upper limit is not particularly limited, but usually 90% by mass or less, or 80% by mass or less, or 70% by mass. Steps to ensure that: [Section 5]
- the decrease in gelatinization degree in step (iv) is caused by a dry basis moisture content of 25% by mass or more, and optionally a composition temperature of less than 100 ° C., or 90 ° C. or less, or 80 ° C. or less, or 70 ° C.
- the lower temperature limit is not particularly limited;
- the composition in the state of The lower temperature limit is not particularly limited, but is usually above 0 ° C., or 4 ° C. or higher and the atmospheric humidity (RH%) is 60 RH% or higher, or 70 RH% or higher, or 80 RH%, and the upper limit is not particularly limited, but is usually 100 RH% or lower.
- the treatment time is 0.1 hours or more, or 0.2 hours or more, or 0.3 hours or more, or 0.4 hours or more, or 0.5 hours or more, or 0.6 hours or more, or 0 .7 hours or more, or 0.8 hours or more, or 0.9 hours or more, or 1.0 hours or more, the upper limit of such time is not particularly limited, but usually 20 hours or less, or 15 hours or less, or 10 hours Item 5.
- step (iii) The composition after kneading in step (iii) is "(dry basis moisture content in the composition before drying treatment - dry basis moisture content in the composition after drying treatment) in the dry basis moisture content before and after the treatment.
- Dry basis moisture content in the composition before drying treatment is 5% or more, or 10% or more, or 15% or more, or 20% or more, or 25% or more, or 30% or more, Or 35% or more, or 40% or more, or 45% or more, particularly 50% or more, although the upper limit is not particularly limited, for example, a step of drying until it is usually 100% or less, or 95% or less.
- the starch contained in the composition of step (i) has a maximum temperature of 100 ° C. or higher, or 110 ° C.
- the production method according to any one of items 1 to 6, wherein is a starch derived from an edible plant preheated at 200° C. or lower or 180° C. or lower, although is not particularly limited.
- the composition of step (i) has a particle size distribution d90 of 450 ⁇ m or less, or 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m when ultrasonically treated after the composition is subjected to the following treatment A.
- step (i) The composition of step (i) is obtained by treating the composition in 40 times the mass of water at 90 ° C. for 15 minutes at a constant temperature, followed by the following [Procedure a]. ] obtained by analyzing under the molecular weight distribution curve (hereinafter referred to as "MWDC 5.0-8.0 ”) in the range of molecular weight logarithm 5.0 or more and less than 8.0, the molecular weight logarithm 5.0 for the total area under the curve.
- the ratio of the area under the curve in the section above 6.5 (hereinafter referred to as "AUC1”) is 70% or less, or 65% or less, or less than 65%, or 60% or less, and the lower limit is not particularly limited, but usually 10 % or more, or 15% or more, the production method according to any one of Items 1 to 8.
- the composition of step (i) is the ratio of the area under the curve in the molecular weight logarithm of 6.5 or more to less than 8.0 to the total area under the curve in the molecular weight distribution curve (MWDC 5.0-8.0 ) (hereinafter "AUC2") is 30% or more, or 35% or more, or 40% or more, or 45% or more, and the upper limit is not particularly limited, but usually 90% or less, or 85% or less. 9.
- AUC2 the ratio of the area under the curve in the molecular weight logarithm of 6.5 or more to less than 8.0 to the total area under the curve in the molecular weight distribution curve (MWDC 5.0-8.0 )
- AUC2 molecular weight distribution curve
- step (i) The composition of step (i) is obtained by analyzing the components obtained by treating the composition according to [Procedure a] above under [Condition A] above, and the molecular weight logarithm is 6.5 In the molecular weight distribution curve in the range of 9.5 or more (hereinafter referred to as "MWDC 6.5-9.5 "), the ratio of the area under the curve of the section where the molecular weight logarithm is 6.5 or more and less than 8.0 to the total area under the curve (hereinafter "AUC3".) is 30% or more, or 35% or more, further 40% or more, or 50% or more, or 60% or more, or 70% or more, or 80% or more, the upper limit is not particularly limited, but usually Item 10.
- the composition according to item 9 or 10 which is a composition with 100% or less, or 98% or less.
- the composition of step (i) is obtained by analyzing the components obtained by treating the composition according to [Procedure a] above under [Condition A] above, and the molecular weight logarithm is 3.5
- MWDC 3.5-6.5 molecular weight distribution curve in the range of more than 6.5 and less than "AUC4".
- AUC4 molecular weight distribution curve
- the upper limit is not particularly limited, but usually Item 12.
- Forced exhaust treatment is performed at an arbitrary stage before extrusion by the die section, and the stage in which the treatment is performed is before the kneading section, before the flight section, or before the feed section, or before the raw material is introduced.
- Item 1 13 The production method according to any one of 12.
- a gelatinization peak temperature measured by heating an aqueous slurry of 14% by mass pulverized composition from 50°C to 140°C at a heating rate of 12.5°C/min is Less than 120°C, or 115°C or less, or 110°C or less, or 105°C or less, or 100°C or less, or 95°C or less, or 90°C or less, or 85°C or less, or 80°C or less, the lower limit of which is not particularly limited. is usually above 50°C, or above 55°C, or above 60°C.
- the starch gelatinization degree of the composition after the gelatinization degree is reduced in step (iv) is 99% by mass or less, or 98% by mass or less, or 95% by mass or less, or 90% by mass or less, or 85% by mass. % or less, or 80% by mass or less, or 75% by mass or less, or 70% by mass or less, the lower limit is not particularly specified, but usually 5% by mass or more, especially 10% by mass or more, or 15% by mass or more, or 20% by mass or 25% by mass or more, or 30% by mass or more, or 35% by mass or more, or 40% by mass or more, or 45% by mass or more, particularly 50% by mass or more, according to any one of items 1 to 14 Method of manufacture as described.
- [Item 16] The production method according to any one of Items 1 to 15, wherein the composition contains an edible plant.
- the ratio of the starch content in the edible plant to the total starch content in the composition is 30% by mass or more, or 40% by mass or more, or 50% by mass or more, or 60% by mass in terms of dry mass.
- Item 17 The production method according to Item 16, wherein the content is at least 70% by mass, at least 80% by mass, or at least 90% by mass, and the upper limit is not particularly limited and is usually 100% by mass or less.
- [Item 18] The production method according to Item 16 or 17, wherein the edible plant is beans and/or cereals.
- the composition to be manufactured is not a puffed product, and optionally the density of the composition is 1.0 g/cm 3 or more, or 1.1 g/cm 3 or more, or 1.2 g/cm 3 or more, as an upper limit Item 22.
- the production method according to any one of Items 1 to 21, wherein is not particularly limited, but is usually less than 3.0 g/cm 3 or less than 2.0 g/cm 3 .
- step (vi) milling the resulting composition after at least step (iii) into a milled composition
- the content of dietary fiber in terms of wet mass is 3.0% by mass or more, or 4.0% by mass or more, or 5.0% by mass or more, or 6.0% by mass or more, or 7.0% by mass or more, or 8.0% by mass or more, or 9.0% by mass or more, or 10% by mass or more, or, although not particularly limited, for example, usually 40% by mass or less, or 30% by mass or less.
- the starch content is 10.0% by mass or more, or 15% by mass or more, or 20% by mass or more, or 25% by mass or more, or 30% by mass or more, or 35% by mass or more, or 40% by mass or more, or 45% by mass or more, or 50% by mass or more, and although the upper limit is not particularly limited, it is usually 80% by mass or less, or 75% by mass or less, or 70% by mass or less.
- Protein content is 3.0% by mass or more, or 4.0% by mass or more, or 5.0% by mass or more, or 6.0% by mass or more, or 7.0% by mass or more in terms of wet mass , or 8.0% by mass or more, or 9.0% by mass or more, or 10% by mass or more, or 11% by mass or more, or 12% by mass or more, or 13% by mass or more, or 14% by mass or more, or 15% by mass % or more, or 16 mass % or more, or 17 mass % or more, or 18 mass % or more, although the upper limit is not particularly limited, it is usually 40 mass % or less, or 30 mass % or less.
- Dry basis moisture content is less than 25% by mass, or less than 20% by mass, or less than 15% by mass, or less than 10% by mass, the lower limit is not limited, for example, 0.5% by mass or more, Alternatively, it is 1% by mass or more, or 2% by mass or more.
- the gelatinization degree of starch is 40% by mass or more, or 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, and the upper limit is not particularly limited. , usually 100% by mass or less.
- Specific surface area per unit volume after ultrasonic treatment is 0.10 m 2 /mL or more, or 0.15 m 2 /mL or more, or 0.20 m 2 /mL or more, or 0.25 m 2 /mL or more, especially 0.30 m 2 /mL or more, although the upper limit is not particularly limited, it is usually 2.5 m 2 /mL or less, or 2.2 m 2 /mL or less, or 2.0 m 2 /mL or less.
- a starch-containing solid composition for heat cooking that is less likely to crack during storage at room temperature and less likely to flow out of the components inside the composition after heat cooking is produced by special manufacturing equipment that has high-temperature and high-pressure resistance. It becomes possible to manufacture simply with general-purpose equipment without using it.
- FIG. 1 is a cross-sectional view schematically showing a structural example of an extruder used in the production method according to aspect A of the present invention.
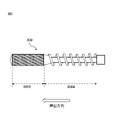
- FIG. 2 is a side view schematically showing a configuration example of a screw used in the extruder according to Aspect A of FIG. 1.
- FIG. 3 is a cross-sectional view schematically showing a structural example of an extruder used in the manufacturing method according to the aspect B of the present invention. 4 is a side view schematically showing a configuration example of a screw used in the extruder according to Aspect B of FIG. 3.
- FIG. 1 is a cross-sectional view schematically showing a structural example of an extruder used in the production method according to aspect A of the present invention.
- FIG. 2 is a side view schematically showing a configuration example of a screw used in the extruder according to Aspect A of FIG. 1.
- FIG. 3 is a cross-sectional view schematically showing a structural example of an extruder used in the manufacturing method according to the aspect
- One aspect of the present invention uses a specific extruder to produce a starch-containing solid composition for cooking with specific properties (hereinafter “the starch-containing solid composition of the present invention” or “the starch-containing solid of the present invention”).
- the present invention relates to a method for producing a shape paste composition” or “the composition of the present invention” (hereinafter sometimes referred to as “the production method of the present invention”).
- the characteristics of a specific extruder used in the production method of the present invention hereinafter sometimes referred to as the "extruder of the present invention
- the extruder of the present invention the characteristics of a specific extruder used in the production method of the present invention
- the features of the manufacturing method of the present invention to be implemented will be described.
- extruder (Configuration of extruder)
- extruders typically include single-screw extruders and twin-screw extruders, but it is preferable to use a single-screw extruder in the production method of the present invention.
- devices generally called extruders especially devices called “extruder” or “single screw extruder” in English
- extrusion devices that have a mere mixer or kneader function. Since such an extrusion device cannot provide strong kneading, which is one of the characteristics of the production method of the present invention, it is difficult to form the characteristic composition structure that should be obtained by the production method of the present invention. I don't like it.
- the extruder of the present invention includes a screw rotated by a motor, a barrel surrounding the outer periphery of the screw, a feeder attached to the base side of the barrel for charging a food material, and a tip side of the barrel. and an attached die section.
- the screw has a flight portion and a kneading portion from the base side to the tip side (that is, toward the extrusion direction).
- FIG. 1 is a cross-sectional view schematically showing a configuration example of an extruder according to one aspect (hereinafter referred to as "aspect A" as appropriate) of the present invention.
- the extruder 100 of embodiment A shown in FIG. The feeder 400, the die section 500, and the temperature control mechanism (heater and/or cooler) 600 are provided at respective predetermined positions of the barrel 200.
- FIG. 2 is a side view schematically showing a configuration example of the screw 300 of the extruder 100 according to Aspect A shown in FIG.
- the screw 300 has a base-side starting point and a distal end-side end point. It has a flight section 300A and a kneading section 300B in order from the tip side (opposite side) (that is, toward the extrusion direction indicated by the white arrow in the figure).
- a spiral convex portion is provided on the circumferential side surface of the flight portion 300A, and a known kneading structure (for example, a slotted screw thread described later) is provided on the circumferential side surface of the kneading portion 300B.
- a mixing section is provided.
- the barrel 200 when the screw 300 is arranged in the barrel 200, the barrel 200 also has two regions 200A corresponding to the flight portion 300A and the kneading portion 300B of the screw 300. and 200B.
- these two regions 200A and 200B of barrel 200 may be referred to as flight section 200A and kneading section 200B, using the names of the corresponding screw 300 regions.
- flight sections 200A, 300A and kneading sections 200B, 300B when the corresponding regions of the barrel 200 and the screw 300 are collectively referred to without distinguishing them, they may be referred to as flight sections 200A, 300A and kneading sections 200B, 300B.
- the feeder 400 of the extruder 100 according to the aspect A is attached near the base side starting point of the flight portion 200A of the barrel 200, and the food to be kneaded into the barrel 200 (the space between the barrel 200 and the screw 300) through the feeder 400. It is configured so that material can be put into it.
- the die part 500 of the extruder 100 according to aspect A is attached to the tip end of the barrel 200, and is configured so that the composition kneaded by the screw 300 can be discharged from the flow path while being shaped.
- the temperature control mechanism (heater and/or cooler) 600 of the extruder 100 is an optional component.
- Such a temperature control mechanism 600 is attached to a part or all of the periphery of the flight portion 200A and/or the kneading portion 200B of the barrel 200, and heats the barrel 200 so as to heat the inside of the barrel 200 (between the barrel 200 and the screw 300). space between) can be adjusted for each site.
- both the transportation of the composition in the flight section 200A and the kneading of the composition in the kneading section 200B are performed at a relatively low temperature of less than 100°C.
- the temperature control mechanism 600 is used for temperature control in such cases.
- the temperature of the composition in the kneading section 200B is a predetermined temperature or higher (specifically, the composition temperature in at least the majority of the kneading section is 40°C or higher, or 50°C or higher, or 60°C or higher, or 70 ° C.
- the temperature control device 600 installed in 200A and / or 200B is a heater, so that the composition temperature can be prevented from decreasing.
- the range in which the composition temperature in the kneading unit is a predetermined temperature or higher is a certain value or more (specifically, 50% or more, or 60% or more, or 70% or more, or 80% or more of the length of the kneading portion). or more, or 90% or more, or 100%).
- it is more preferable that at least the temperature control device 600 installed in 200B is a heater, and it is particularly preferable that both the temperature control devices 600 installed in 200A and 200B are heaters.
- each raw material of the composition is introduced from the feeder 400 on the base side into the barrel 200 (the space between the barrel 200 and the screw 300), and the screw 300 is placed in the barrel 200. It rotates in a predetermined direction.
- the dough composition made of the raw material is kneaded while being conveyed from the base side to the tip side as the screw 300 rotates, and the composition after kneading is molded in the die part 500 and is discharged from the flow path. Ejected.
- FIG. 3 is a cross-sectional view schematically showing a configuration example of an extruder according to another aspect (hereinafter referred to as "aspect B" as appropriate) of the present invention.
- the extruder 102 of the aspect B shown in FIG. 3 is different from the extruder 100 of the configuration of the aspect A shown in FIG. (Preferably powdered beans and/or cereals as described later) is further heat-treated in advance under high-temperature and high-pressure conditions with a composition temperature of 100 ° C. or higher.
- the machine has a barrel 202 having an elongated cylindrical shape, a tandem screw 302 arranged in the barrel 202, and a feeder 402, a die section 502, and a heater arranged at predetermined positions of the barrel 202. 802 , an optional vent section 702 , and an optional temperature control device (heater and/or cooler for adjusting the composition temperature range described below) 602 .
- FIG. 4 is a side view schematically showing a configuration example of the tandem screw 302 of the extruder according to Aspect B shown in FIG.
- the tandem screw 302 has a base-side starting point and a distal-side ending point, and is configured so that the base-side starting point is connected to the rotating shaft of a motor (not shown) and driven to rotate, and the base side ( A heating screw 304 and a kneading screw 306 are connected in tandem in order from the motor side) to the tip side (opposite side) (that is, toward the extrusion direction indicated by the white arrow in the drawing).
- the “tandem” type configuration represents a configuration in which arbitrary structures are connected in series from the upstream side to the downstream side of the manufacturing flow.
- two types of screws with different functions are connected in series, and the composition processed in the first half.
- a configuration in which the product is supplied as it is to the latter half having the configuration of the present invention, or two independent extruders (a former extruder that performs heat treatment as a pretreatment and a latter extruder that has the configuration of the present invention ) are connected in series, and the composition heat-treated in the previous stage extruder is directly connected, conveyed by conveyor, or air-conveyed, etc., from the completion of the former stage to the start of the latter stage for a certain period of time.
- the upper limit is, for example, 60 minutes or less, especially 30 minutes or less, or 10 minutes or less, particularly 5 minutes or less, the lower limit is not particularly limited, but 0 minutes or more , or for 0.1 minute or more) is also included in the configuration of the "tandem" type in the present invention.
- the heating screw 304 has the function of preliminarily heat-treating the beans and/or cereals, which are raw materials for the composition prepared in step (i) described below, under high-temperature and high-pressure conditions.
- the configuration is not particularly limited as long as such functions can be achieved.
- FIG. 4 shows a screw 304 having a flight portion 304A and a heating portion 304B in order from its base side (motor side) to its tip side (opposite side) (that is, toward the extrusion direction). It is not limited.
- the kneading screw 306 has a flight portion 306A and a kneading portion 306B in order from its base side (motor side) to its tip side (opposite side) (that is, toward the extrusion direction).
- the configuration and function of the kneading screw 306 and its flight portion 306A and kneading portion 306B are the same as the configuration and function of the screw 300 and its flight portion 300A and its kneading portion 300B according to Mode A shown in FIGS.
- barrel 202 can also be divided into four corresponding regions 204A, 204B, 206A, and 206B.
- these four regions 204A, 204B, 206A, and 206B of barrel 202 are referred to by the names of the corresponding tandem screw 302 regions, flight section 204A, heating section 204B, flight section 206A, and kneading section. It may be referred to as section 206B.
- flight sections 204A and 304A when the corresponding regions of the barrel 202 and the tandem screw 302 are collectively referred to without distinction, they are called flight sections 204A and 304A, heating sections 204B and 304B, flight sections 206A and 306A, and kneading sections 206A and 206B. In some cases.
- the main part of the barrel 202 of the extruder 102 of Mode B is divided into a front-stage flight section 204A and heating section 204B and a rear-stage flight section 206A and heating section 206B.
- the flight section 204A and the heating section 204B which correspond to the front stage, cooperate with the flight section 304A and the heating section 304B of the heating screw 304 to convey beans and/or cereals as raw materials by the flight sections 204A and 304A
- the heating units 204B and 304B have the function of heat-kneading under high temperature (usually 100° C. or higher) and high pressure conditions. In order to perform such heat-kneading treatment under high temperature (usually 100° C.
- the flight section 204A and the heating section 204B, which precede the barrel 202, are configured to withstand such high temperature and high pressure conditions. and optionally a temperature control mechanism 602 disposed therearound.
- a temperature control mechanism 602 is attached to a part or all of the periphery of the flight portion 202A and/or the kneading portion 202B of the barrel 202, and heats the barrel 202 so that the inside of the barrel 202 (between the barrel 202 and the screw 302 space between) can be adjusted for each site.
- the flight section 206A and the kneading section 206B which correspond to the rear stage, cooperate with the flight section 306A and the kneading section 306B of the kneading screw 306 to provide beans and beans after high-temperature and high-pressure heating supplied from the heating sections 204B and 304B in the front stage.
- it has a function of conveying a composition such as cereals in the flight sections 206A, 306A and kneading it in the kneading sections 206B, 306B.
- the functions and configurations of the flight section 206A and the kneading section 206B of the barrel 202 are basically the same as those of the flight section 200A and the kneading section 200B of the barrel 200 of the extruder of Embodiment A, but the heating section 204B, A vent section 702 is optionally provided between the heating section 204B and the flight section 206A in order to quickly reduce the pressure and temperature of the high temperature and high pressure composition such as beans and/or cereals supplied from 304B.
- a temperature control mechanism 602 for controlling the temperature of the composition is optionally arranged partly or wholly around the flight section 206A and/or the kneading section 206B.
- the composition can be conveyed in the flight section 206A and kneaded in the kneading section 206B at a relatively low temperature (less than 100°C.
- the lower limit is not particularly limited, but it is usually higher than 0°C, or 40°C or higher, or 50°C. above, more preferably 60° C. or higher, or 70° C. or higher, or 80° C. or higher, particularly 90° C.
- a vent section 702 serving as a temperature control mechanism (cooler) is installed between the heating section 204B in the first half and the flight section 206A in the latter half to lower the composition temperature.
- a temperature control mechanism 602 it is preferable to suppress the temperature drop of the composition by using the temperature control mechanism 602 in the latter half as a heater.
- the feeder 402 of the extruder 102 of Aspect B is attached to the base side starting point of the barrel 202 and feeds raw materials such as beans and/or cereals into the barrel 202 (barrel 202 and the tandem screw 302).
- the die part 502 of the extruder 102 of the embodiment B is attached to the distal end of the barrel 202, and the composition kneaded by the tandem screw 302 is passed through the stream. It is constructed so that it can be ejected from the channel while being shaped.
- the heater 802 of the extruder 102 of embodiment B is attached to part or all of the periphery of the flight portion 204A and the heating portion 204B of the barrel 202, and by heating the flight portion 204A and the heating portion 204B, the flight portion of the barrel 202 204A and heating section 204B (space between flight section 204A and heating section 204B and flight section 304A and heating section 304B of heating screw 304) so that the temperature of the composition can be adjusted for each site.
- the heating units 204B and 304B are heated to a high temperature (usually 100° C. or higher, or 110° C.
- the temperature of the composition in the heating section 204B is a predetermined temperature or higher (specifically, the composition temperature in at least the majority of the kneading section is 100° C. or higher, or 110° C. or higher, or 120° C. or higher.
- the upper limit is not particularly limited, but usually less than 300 ° C. or less than 200 ° C.).
- the length can be in the range of 50% or more and 100% or less, and more specifically, the lower limit is 50% or more, or 60% or more, or 70% or more, or 80% or more, or 90% or more. , or 100%).
- the vent part 702 of the extruder 102 of the aspect B is optionally attached between the heating part 204B and the flight part 206A of the barrel 202, and is supplied from the heating parts 204B and 304B in the previous stage. Perform forced exhaust.
- the pressure and temperature of the powdered beans and/or powdered cereals that have been subjected to high-temperature and high-pressure heat treatment at a composition temperature of 100° C. or higher in the pulverizing units 204B and 304B are rapidly lowered, and the following flight units 206A and 306A
- a relatively low temperature the composition temperature is less than 100 ° C.
- the lower limit is not particularly limited, but it is usually higher than 0 ° C., or 40 ° C. or higher, or 50 ° C. or higher, more preferably 60 ° C. or higher, or 70° C. or higher, or 80° C. or higher, particularly 90° C. or higher) and low pressure.
- the temperature control mechanism 602 of the extruder 102 of embodiment B is optionally attached to part or all of the periphery of the flight section 206A and the kneading section 206B, and the composition temperature in the flight section 206A and the kneading section 206B is adjusted to a predetermined range. By doing so, the temperature of the composition in the flight part 206A and the kneading part 206B of the barrel 202 (the space between the flight part 206A and the kneading part 206B and the flight part 306A and the heating part 306B of the kneading screw 306) is changed for each part.
- the raw materials such as beans and/or cereals after heating are kept at a relatively low temperature (less than 100°C) at the flight portions 206A and 306A. above, more preferably 60° C. or higher, or 70° C. or higher, or 80° C. or higher, particularly 90° C. or higher).
- a relatively low temperature less than 100°C
- it is usually kneaded at a temperature higher than 0°C, or 40°C or higher, or 50°C or higher, more preferably 60°C or higher, or 70°C or higher, or 80°C or higher, particularly 90°C or higher) and under low pressure.
- each raw material of the composition containing beans and / or cereals before heat treatment is fed from the feeder 402 on the base side into the barrel 202 (between the barrel 202 and the tandem screw 302 space), and the tandem type screw 302 is rotated in a predetermined direction within the barrel 202 .
- the raw material such as beans and/or cereals fed from the feeder 402 is driven from the base side toward the tip side as the screw 300 rotates, and is optionally heated by the heater 802 while being heated by the flight portion 204A. , 304A, while being heated by the heater 802, in the heating units 204B, 304B, heating at high temperature (usually 100° C.
- the upper limit is not particularly limited, but generally lower than 300° C. or lower than 200° C.) and high pressure conditions. It is processed. Subsequently, in the vent section 702 optionally provided between the heating section 204B and the flight section 206A, the pressure and temperature of the heat-treated raw materials such as beans and/or grains are rapidly lowered. Next, the raw materials such as beans and/or cereals after the heat treatment are temperature-controlled by the optionally installed temperature control device 602 so that the composition temperature is within a predetermined range, and compared in the flight sections 206A and 306A. Low temperature (less than 100°C.
- the lower limit is not particularly limited, but it is usually higher than 0°C, or 40°C or higher, or 50°C or higher, more preferably 60°C or higher, or 70°C or higher, or 80°C or higher, particularly 90°C or higher) -
- relatively low temperature less than 100 ° C.
- the kneaded composition is discharged from the flow path while being molded in the die section 500 .
- the temperature control device 602 installed in 206A or 206B is a predetermined temperature or higher (specifically, the composition temperature in the majority of the kneading section 206B is 40°C or higher, or 50°C or higher, more preferably 60°C or higher, or 70°C or higher, or 80 ° C. or higher, particularly 90 ° C. or higher), the temperature control device 602 installed in 206A or 206B is preferably a heater because it is possible to prevent the temperature of the composition from decreasing, and it is preferably installed in at least 206A. It is more preferable that the temperature control device 602 is a heater, and it is particularly preferable that the temperature control device 602 installed in 206A and 206B is a heater.
- the extruder 100 of the aspect A and the extruder 102 of the aspect B are only examples of the extruder of the present invention, and the manufacturing method of the present invention is performed while satisfying the desired conditions described later.
- Any possible extruder configuration can be used.
- a single extruder 102 may be used by adopting a tandem screw 302 in which a heating screw and a kneading screw are connected in tandem.
- Extruders with independent stands are connected in tandem, and beans and/or cereals are subjected to high-temperature and high-pressure heat treatment in the former extruder, and the beans and/or cereals after heat treatment are directly transferred to the latter extruder. It may be supplied and the production method of the present invention may be carried out in a subsequent extruder.
- the screw used in the extruder of the present invention is a long screw having a base-side starting point and a tip-side end point, and the base-side starting point is connected to the rotating shaft of the motor. configured to be rotationally driven;
- the shape of the screw used in the extruder of the present invention is not limited, it is preferably a flight screw or a screw based on this.
- the term “flight screw” means a structure in which a spiral mountain-shaped projection structure (flight) is formed on part or all of the peripheral surface of a substantially cylindrical base shaft, and the portion of the mountain-shaped projection structure defines a screw thread, and the portion other than the mountain-like projection structure becomes a relatively valley-like structure to define a thread groove.
- the structure may have unevenness in the shape of the groove bottom, and more specifically, it may be a wave type in which the groove bottom of the flight is uneven in the groove width direction.
- a sub-flight type shape in which a sub-flight is provided in addition to the main flight can be adopted.
- the screw used in the present invention has at least a flight portion and a kneading portion in order from its base side (motor side) to its tip side (opposite side).
- the flight portion has a configuration in which a screw flight is formed.
- the diameter (D) of the screw used in the present invention is not limited, but can be, for example, in the range of 25 mm or more and 300 mm or less. More specifically, the value of the diameter (D) is usually 25 mm or more, preferably 30 mm or more, or 35 mm or more, or 40 mm or more, or 45 mm or more, and the upper limit is not particularly limited, but it is usually 300 mm or less. , it is preferably 200 mm or less, or 150 mm or less.
- the diameter of the screw is the length of the longest line segment (maximum line segment length) and represents the arithmetic mean value of the measured values over the entire screw length measured including the thread.
- the average value (sometimes referred to simply as the average or the arithmetic average value) in the present invention refers to an arithmetic average value unless otherwise specified.
- the total length (L) of the screw used in the present invention is not limited, it is usually 1000 mm or more, preferably 1100 mm or more, or 1200 mm or more, or 1300 mm or more, or 1400 mm or more.
- the upper limit is not particularly limited, it is usually 5,000 mm or less, preferably 4,000 mm or less, or 3,000 mm or less.
- the “full length of the screw” means that the composition temperature inside the extruder of the screw is continuously less than 100 ° C. (the lower limit is not particularly limited, but usually exceeds 0 ° C.), unless otherwise stated.
- the total length of the extruder in the case of FIGS. 1 and 2, the total length of the extruder 100
- the total length of the screw in the case of FIGS. 1 and 2, the length of the screw 300, that is, the flight portion 300A and Although the total length of the kneading unit 300B
- the total length of the extruder in the case of FIGS. 1 and 2, the total length of the extruder 100
- the total length of the screw in the case of FIGS. 1 and 2, the length of the screw 300, that is, the flight portion 300A and Although the total length of the kneading unit 300B
- the total length of the screw 300 that is, the flight portion 300A and Although the total length of the
- the raw materials such as beans and / or cereals are heated at high temperature and high pressure.
- a configuration in which the temperature is adjusted to less than 100 ° C. and each step of the manufacturing method of the present invention is performed for example, the extruder 102 of embodiment B shown in FIGS. ), the screw length in the latter section where the internal temperature is continuously less than 100 ° C after the internal temperature is adjusted to less than 100 ° C (Figs.
- the length of the kneading screw 306 (that is, the total length of the flight section 306A and the kneading section 306B), and in the case of using two independent extruders connected in tandem,
- the total length of the screw of the extruder for carrying out each step of the production method of the invention corresponds to the "total length of the screw" in this specification.
- “continuously” means that the composition temperature inside the extruder is less than 100 ° C. in 90% or more of the total length of the section (more preferably 95% or more, further substantially 100% or 100%) It is a permissible concept that the composition temperature locally becomes 100° C. or higher in a part of the section.
- the screw feeder length is not included in the overall screw length because the screw is not continuous with the flight portion of the extruder.
- the "length" of the screw, the flight portion, and the kneading portion means the length in the extrusion direction unless otherwise stated.
- the L/D ratio of the screw used in the present invention is not limited, but can be in the range of 5 or more and 50 or less, for example. More specifically, the L/D ratio is usually preferably 5 or more, more preferably 6 or more, 7 or more, or 8 or more. By setting the L/D ratio of the screw to be equal to or higher than the above lower limit, there is a tendency that a composition having a smooth surface can be stably produced while improving the chalkiness at the time of eating.
- the upper limit of the L / D ratio of the screw is not particularly specified, but it is usually preferably 50 or less, and among them, 30 or less, or 26 or less, or 24 or less, or 22 or less, or 20 or less, or 18 or less. is preferred.
- the "L / D ratio" of the screw in the present disclosure is the total length of the screw with respect to the diameter (D) of the screw (i.e., the section where the composition temperature inside the extruder is continuously less than 100 ° C.) portion length) (L).
- the flight portion refers to a region in which screw flights are formed on the peripheral surface, which exists on the base side with respect to the kneading portion.
- the flight section has the function of increasing the pressure in the kneading section while conveying the composition to the tip side as the screw rotates.
- the flight structure in which the composition is conveyed to the tip side due to such screw rotation is called "forward flight”
- the flight structure in which the composition is conversely conveyed to the base side is "reverse flight”.
- a region provided with forward flights may be referred to as a "forward flight portion”
- a region provided with reverse flights may be referred to as a "reverse flight portion”.
- a screw is used in which the length of the flight portion occupies a certain proportion or more of the total length of the screw.
- the ratio of the length of the flight portion to the total length of the screw has a lower limit of usually 50% or more and an upper limit of, but not limited to, less than 100%. More specifically, the lower limit is usually 50% or more, preferably 55% or more, 60% or more, or 65% or more.
- the integration of the starch matrix is promoted, and at room temperature (in the present invention, it represents 20 ° C. unless otherwise specified) for a certain period of time (for example, 3 days or more, or 10 days or more, or even 30 days). It is preferable because it is possible to obtain a composition that does not easily crack (cracks occurring inside the composition) even after the above).
- the upper limit of the ratio of the length of the flight portion to the total length of the screw is not limited, but in consideration of other parts, it is usually less than 100%, or 99% or less, or 98% or less, or 95% or less, or preferably 90% or less.
- the flight part in the present invention may be arranged at any position with respect to the entire length of the screw, and a part thereof may be arranged in the middle of the kneading part or at the tip side of the screw, but the pressure during kneading may be From the viewpoint of increasing the kneading section, it is preferable that a certain proportion or more of the flight section is arranged before the majority of the kneading section.
- the total length of the flight portion arranged forward (in the base side direction) of the majority of the kneading portion (specifically, 50% or more, or 75% or more, or 90% or more, or 100%) It is preferable that the ratio is at least a certain proportion to the total length of the flight portion, because the pressing pressure of the dough is increased and the pressure in the kneading portion is stabilized.
- the lower limit is not particularly limited, but the total length of the flight portion arranged in front of the majority of the kneading portion is in the range of, for example, 50% or more and 100% or less with respect to the total length of the flight portion. can do.
- the lower limit may be usually 50% or more, or 60% or more, or 70% or more, or 80% or more, or 90% or more.
- the upper limit is not particularly limited, it can be usually 100% or 100% or less.
- the flight portion used in the transport stage in the stage (ii) described later may be in a mode that satisfies the above regulation.
- the configuration of the kneading section is not limited, and known kneading structures (specific examples include Maddock mixing section, Egan mixing section, blister ring mixing section, pin mixing section, Dulmage mixing section , Saxon mixers, pineapple mixers, slotted screw mixers (described below), moving cavity mixers, or combinations thereof.
- one or more narrow structures that block the flow of the dough may be provided on the screw.
- the “narrow structure” in the present invention means that the space between the screw and the inner wall of the barrel is roughly divided into spaces on the base side and the tip side by the structure, and the partitioned space on the base side is filled with the dough.
- the internal pressure of the fabric is increased by a predetermined ratio or more, and an elongational flow is generated in the fabric passing through the narrow structure.
- An example of a narrow structure is to provide a relatively raised structure (sometimes referred to as a convex structure) on the surface of the screw.
- a structure that relatively decreases may be provided, or a structure combining these may be used.
- a convex structure for example, a convex structure is provided on the surface of the screw in the dough channel of the kneading section to the vicinity of the inner wall of the barrel (specifically, 80% or more of the distance from the center of the screw to the inner wall of the barrel), and the screw and the barrel are raised. It is preferable to have a structure in which the space between the inner wall is substantially divided into a space on the base side and a space on the tip side by the convex structure. Moreover, it is preferable that two or more narrow structures are arranged substantially in series, because a complicated extensional flow is generated and the effect of the present invention is enhanced.
- the number of narrow structures arranged substantially in series may be usually 1 or more, or 2 or more, or 3 or more, or 4 or more, or 5 or more, or 10 or more. Although the upper limit is not particularly limited, it is usually 50 or less. Furthermore, when two or more narrow structures are arranged substantially in series, one or more convex structures are preferably included. Further, in the screw used in the present invention, the kneading unit heats the composition using a heater to divide and knead the composition flow so that the starch granules can be damaged by high-temperature and high-pressure kneading under pressure. It has the function to
- the shape of the kneading section is not particularly limited, but the peripheral surface of the kneading section may not have a dull mage screw structure or a barrier type screw structure having a large number of grooves, or may have such a structure. is preferably limited. Specifically, the ratio of the length of the region where the dulmage screw structure or the barrier type screw structure is formed to the total length of the kneading section is usually 10% or less, especially 5% or less, especially substantially 0% (i.e. It does not have the shape).
- a screw in which the length of the kneading section occupies a certain ratio or less with respect to the total length of the screw.
- the ratio of the length of the kneading section to the total length of the screw is preferably less than 50% as an upper limit and more than 0% as a lower limit. More specifically, the lower limit is usually less than 50%, preferably 45% or less, or 40% or less.
- the lower limit of the ratio of the length of the kneading part to the total length of the screw is usually more than 0%, or 1% or more, or 2% or more, or 4% or more, or 6% or more, or 8% or more, or 10%. It is preferable to set it as above. By setting this ratio to the above lower limit or more, the composition can be sufficiently kneaded and the pressure during kneading can be stabilized, which is preferable.
- another portion of a limited length (for example, the second A second flight portion, etc.) may be interposed, but it is preferable that the kneading portion is installed at a position adjacent to the distal end portion of the screw.
- the barrel is a cylindrical structure that surrounds the screw.
- the structure of the barrel used in the present invention is not limited, but rather than a tapered barrel whose inner diameter decreases in the extrusion direction, the inner diameter of the inlet and the inner diameter of the outlet are approximately the same diameter (more preferably A barrel with the same diameter is preferred because it is easier to clean and produces a quality suitable for food production.
- the ratio of the length of the barrel groove structure to the total length of the barrel can be, for example, more than 30% and less than or equal to 100%. More specifically, the ratio of the length of the barrel groove structure to the total length of the barrel is usually more than 30%, preferably more than 35%, or more than 40%, or more than 45%, or more than 50%.
- the ratio of the length of the barrel groove structure to the total length of the kneading portion of the barrel is usually more than 30%, preferably more than 35%, or more than 40%, or more than 45%, or more than 50%.
- the upper limit thereof is not particularly limited, it is usually 100% or less.
- a slotted screw structure as the kneading portion of the screw, and it is more preferable to employ a slotted screw structure in which a part of the forward flight portion is missing.
- a slotted screw structure it is preferred that the shape of the deformed and/or missing portion of the forward flight portion of the structure form a channel-like structure that communicates the forward flight portion.
- the cross-section of such passage-like structures preferably has a U-shaped or V-shaped configuration.
- the passage-like structure communicating the forward flight portion is formed with respect to the rotation axis of the screw rather than the angle (helix angle) formed by the curve connecting the crest points of the forward flight structure with respect to the rotation axis of the screw.
- the angle (average communication angle) is smaller, that is, the passage-like structure communicating with the forward flight portion is formed at an angle closer to parallel (with respect to the rotation axis of the screw) than the helical angle.
- the "helical angle" of the forward flight structure means the arithmetic average value of the acute angle formed by the direction connecting the crest points on the screw surface and the direction of the rotation axis of the screw.
- the spiral angle of such a forward flight structure is obtained, for example, by measuring the angle between the forward flight structure on the screw surface and the rotation axis each time the screw rotates 30° around the rotation axis, and rotating the screw 360°. It can be obtained by calculating the arithmetic mean value from all measured values.
- the "average communication angle" of the passage-like structure can be obtained as an arithmetic average value of the acute angle formed by the direction connecting the deepest portions of the passage-like structure and the direction of the rotation axis.
- the passage-like structure that communicates with the forward flight portion is a structure that communicates with the forward flight structure in an oblique direction (that is, at an angle closer to parallel to the rotation axis of the screw), and more specifically.
- the passage-like structure is usually 20% or more, especially 30% or more, and usually 80% or less, especially 70% or less of the helix angle.
- the ratio of the total length of the portion where the deformed portion and/or the missing portion are formed to the total length of the ridge line of the forward flight in the slotted screw structure is 50% or less.
- the kneading section preferably has a flow retardation structure.
- the reason for this is that by adopting a structure that increases the flow distance of the contents, such as the above-mentioned slotted screw structure, the structure is sufficiently kneaded and the starch in the composition is homogenized. It is considered that the quality of the composition makes it difficult for the components inside the composition to flow out after cooking.
- the "flow retardation structure” is a structure that makes the flow velocity of the contents in the kneading section relatively low with respect to the flow velocity of the contents in the flight section immediately before the kneading section.
- a structure that lowers the flow velocity by relatively increasing the screw groove depth and pitch width in the flow retardation structure or a structure that relatively increases the flow velocity by increasing the barrel inner diameter near the flow retardation structure.
- a structure that lowers the flow rate a structure that makes a hole in a part of the forward flight part of the flight structure formation part as a flow retardation structure, or a structure that loses or deforms part of the forward flight part (when called a slotted screw structure ), it is possible to adopt a structure that reduces the flow rate caused by screw rotation and lowers the flow velocity compared to the forward flight structure, but adopts a slotted screw structure as a flow retardation structure.
- the flow retardation structure may be arranged as a part of the kneading part so that the entire kneading part may be the flow retardation structure. Adjacent flow retardation structures may be placed at nearby locations.
- the flow retardation ratio in the flow retardation structure (that is, the ratio of the flow rate in the flow retardation structure to the flow rate in the flight portion) can be in the range of, for example, 10% or more and less than 100%. More specifically, it may be less than 100%, but usually preferably 97% or less, more preferably 95% or less, more preferably 93% or less, or 90% or less. Although the lower limit is not particularly limited, it is usually 10% or more, or 20% or more. In particular, it is preferable that the flow retardation ratio in the kneading part is the ratio, because the structure has both the kneading function and the flow retardation structural function.
- the feeder is attached to the front half of the flight portion of the barrel, and configured to feed the food material to be kneaded into the barrel (the space between the barrel and the screw) through the feeder.
- the feeder is not particularly limited, but it may be a forced extrusion type that has a screw or the like inside the feeder and has a mechanism for forcibly discharging the composition raw material, or a natural fall type that supplies the composition raw material by gravity. etc. may be used.
- the die part is a die for continuously shaping the composition at the extrusion outlet, which is attached to the tip side of the barrel in the extrusion direction. is not particularly limited, but usually 1000 or less).
- the structure and shape of the cross section of the flow path of the die part used in the present invention are not particularly limited and are arbitrary.
- a Celtic cross-shaped die hole that is a combination of a cross shape and a circular shape, and the radius of the circle is three-fourths or less the distance from the center point to the tip of the cross shape), but any shape may be used.
- a composition having a circular (circular) cross section will be a composition having a columnar shape after extrusion, and a composition having a square (especially square) cross section will be extruded. After extrusion, a composition having a rectangular prism shape is obtained, and a composition having a cross-sectional shape other than that is a columnar composition having the shape as a bottom surface after extrusion.
- the average degree of unevenness of each flow passage cross section when the die is cut perpendicular to the extrusion direction is a predetermined value or more.
- the flow channel cross-sectional unevenness is a value that represents the degree of unevenness of the shape of the flow channel cross section (corresponding to the outer edge of the cavity) on the imaginary cut surface when the die part is cut perpendicular to the extrusion direction, ⁇ (Length of the circumference when connecting the apexes of the convex portion with an angle of less than 180 ° C in the cross section of the flow channel at the shortest distance) / (Contour length of the cross section of the flow channel) ⁇ , and the cross section with greater unevenness is the cross section The unevenness value becomes smaller.
- the unevenness of the cross section of the die part can be, for example, in the range of 0.1 or more and 1.0 or less. More specifically, the unevenness is usually 0.1 or more, preferably 0.2 or more, or 0.3 or more. More specifically, a cross shape or a modified shape thereof can be adopted as the cross-sectional shape of the flow path. Also, if the unevenness is less than a predetermined value, the aging process proceeds smoothly, so the upper limit is not particularly limited, but it is usually 1.0 or less, or 0.9 or less, or 0.8 or less, or 0.7 or less. is preferably
- the average circularity of the cross section of the flow path of the die used in the present invention is equal to or less than a predetermined value.
- the degree of circularity is a value that decreases as the shape of the channel cross section moves away from the perfect circle, ⁇ (perimeter of a perfect circle having an area equal to the area of the channel cross section) / (channel cross section contour length) ⁇ , and a smaller value is obtained for a section with a more complicated shape.
- the extrusion direction of the composition in the die section is also not particularly limited and is arbitrary.
- a horizontal direction, a vertical direction, or an intermediate direction may be used.
- the extruder used in the present invention may further have vents for venting.
- the vent section may have a structure that reduces the pressure inside the barrel to the atmospheric pressure by being released to the atmospheric pressure, or may have a mechanism having a forced exhaust mechanism in the vent section.
- the extruder used in the present invention may further have a forced exhaust mechanism.
- the forced exhaust mechanism When the forced exhaust mechanism is provided, its position is not limited as long as it is before extrusion by the die section, and it can be provided at any stage.
- a known vacuum pump or the like can be used, and for example, a liquid ring pump (water ring pump) can be used.
- Any mechanism for forced evacuation (such as a vacuum pump) is capable of removing gases in the composition or ingredients and reducing air bubbles entrapped in the starch matrix in the dough.
- the suction capacity also referred to as suction pressure or suction gas pressure
- suction pressure can be in the range of 0.04 MPa or more and 1 MPa or less.
- a mechanism for forced evacuation at 0.04 MPa or more can be employed. Above all, it is preferably 0.06 MPa or more, or 0.08 MPa or more. Although the upper limit is not particularly limited, it is preferably 1 MPa or less, or 0.1 MPa or less, or 0.09 MPa or less because the fabric may be sucked if a too powerful pump is used.
- the extruder for producing the expanded product in principle, it is necessary to extrude the composition while maintaining the composition temperature at 100 ° C. or higher while raising the internal pressure to at least atmospheric pressure or higher. Recruitment is difficult.
- the position of providing the vent part and / or forced exhaust mechanism is not limited as long as it can be properly exhausted, Extrusion by the die part It can be provided at any previous site.
- forced evacuation may be carried out in advance by means of a forced evacuation mechanism before charging the raw material, or forced evacuation may be carried out at the time of supplying the composition material by providing a forced evacuation mechanism in the feed section.
- each flight portion by using an extruder provided with a vent portion at any position of the barrel, for example, in the middle of the flight portion, between the flight portion and the kneading portion, in the middle of the kneading portion, or immediately after the kneading portion, each flight portion During the transportation of the composition, immediately after transportation of the composition by the flight section and immediately before kneading of the composition by the kneading section, during kneading of the composition by the kneading section, or immediately after kneading of the composition by the kneading section and kneading of the composition by the die section
- the inside of the barrel can be evacuated at a stage such as immediately before extrusion.
- a forced exhaust mechanism before the kneading unit more preferably install a forced exhaust mechanism before the flight unit, and forcibly exhaust before the feed unit or raw material input. It is particularly preferable to install a mechanism for forced exhaust.
- a temperature control mechanism may be provided in part or all of the barrel so that the temperature inside the barrel can be adjusted.
- a heater heating equipment
- the configuration and arrangement of the heater are not limited, but as an example, all the internal temperatures are less than 100 ° C. Or 70 ° C. or higher, or 80 ° C. or higher, particularly 90 ° C. or higher) and perform only each stage of the production method of the present invention (for example, the extruder 100 of embodiment A shown in FIGS.
- the temperature of the composition in the space between the barrel and the screw is relatively low (100 ° C. less than).
- the raw materials such as beans and / or cereals are relatively low temperature in the flight section (less than 100 ° C., the lower limit is not particularly limited, but usually higher than 0 ° C., or 40 ° C. or higher, or 50 ° C. or higher, more preferably 60 ° C. or higher, or 70°C or higher, or 80°C or higher, especially 90°C or higher), then relatively low temperature in the kneading section (lower than 100°C, the lower limit is not particularly limited, but usually higher than 0°C, or 40°C) C. or higher, or 50.degree. C.
- the heater is preferably configured and arranged so that the flight portion and the kneading portion of the barrel can be separately heated and adjusted to a predetermined temperature
- each of the flight portion and the kneading portion of the barrel is preferably configured and arranged so that a plurality of regions along the axial direction can be separately heated and adjusted to a predetermined temperature.
- the raw materials such as beans and / or cereals are heated at high temperature and high pressure by performing treatment at a high temperature of 100 ° C. or higher in the former stage of the extruder, and the internal temperature is 100 in the latter stage.
- a configuration for carrying out each step of the manufacturing method of the present invention by adjusting the temperature to less than ° C. for example, the extruder 102 of embodiment B shown in FIGS.
- the temperature of the composition in the space between the barrel and the screw may be adjusted to a desired temperature, including high temperatures (100° C. or higher), for each portion.
- a desired high temperature 100 ° C.
- the flight section in the latter stage has a relatively low temperature (less than 100 ° C., the upper limit is particularly Although not limited, usually less than 300 ° C., or less than 200 ° C.), and relatively low temperature in the kneading section (less than 100 ° C., the lower limit is not particularly limited, but usually more than 0 ° C., or 40 ° C. or higher, or 50 ° C. or higher. (preferably 60°C or higher, or 70°C or higher, or 80°C or higher, particularly 90°C or higher).
- the heater is preferably configured and arranged so that the flight portion and the kneading portion of the barrel can be separately heated and adjusted to a predetermined temperature
- each of the flight portion and the kneading portion of the barrel is preferably configured and arranged so that a plurality of regions along the axial direction can be separately heated and adjusted to a predetermined temperature.
- beans and / or cereals that are raw materials by processing at a high temperature of 100 ° C. or higher (the upper limit is not particularly limited, but usually lower than 300 ° C. or lower than 200 ° C.) in the former stage of the extruder, such as the latter.
- a high temperature of 100 ° C. or higher the upper limit is not particularly limited, but usually lower than 300 ° C. or lower than 200 ° C.
- a cooler (cooling equipment) is provided in part or all of the latter barrel to cool the barrel, and the barrel and screw It may be configured so that the temperature of the composition in the space between can be adjusted to a desired relatively low temperature (less than 100° C., usually more than 0° C. although the lower limit is not particularly limited) for each portion.
- a desired relatively low temperature less than 100° C., usually more than 0° C. although the lower limit is not particularly limited
- the barrel is provided with a vent part or a forced exhaust mechanism (vacuum device) that functions as a temperature control mechanism (cooler), and the composition is cooled under atmospheric pressure or in the shade.
- the composition may be quickly cooled to less than 100°C (the lower limit is not particularly limited, but usually more than 0°C) by releasing the pressure and utilizing the heat of vaporization.
- the lower limit is not particularly limited, but usually more than 0°C
- a cooler e.g., vent
- a heater is provided in the subsequent flight section (further kneading section) to set the composition temperature within a certain range (for example, above 50 ° C. and below 100 ° C., or above 70 ° C. and below 100 ° C.). It is also possible to employ a configuration in which the
- heaters and coolers various heaters and coolers for extruders are well known to those skilled in the art.
- Examples of heaters include a jacket method in which heaters such as heating wires and steam pipes are installed on the peripheral surface of the barrel corresponding to the heater installation area described above and act indirectly, and heated steam etc. is blown into the composition in the barrel.
- an indirect method (jacket method, etc.) is preferred.
- a cooler there is a jacket method in which a cooler such as a cooling water pipe is installed on the peripheral surface of the barrel corresponding to the above-mentioned cooler installation area and acts indirectly, and a composition in the barrel or the die part flow path
- a method in which a gas or liquid is directly applied to the composition extruded from the die or the A method of introducing cooled air, a method of introducing an inert gas such as liquid nitrogen, etc.), or a method of releasing the composition under atmospheric pressure or negative pressure through a vent or the like and using the heat of vaporization to form the composition. can be adopted, but from the viewpoint of maintaining the matrix structure in the composition, a method of indirect action (jacket method, etc.) is preferable.
- the heating capacity/heating temperature of these optionally provided heaters and the cooling capacity/cooling temperature of the cooler are not limited, and the configuration of the extruder to be achieved and each desired step (of the production method of the present invention) It may be appropriately set and adjusted so that the target temperature of the composition can be achieved in each stage, and optionally in the preceding stage, such as heat treatment of raw materials such as beans and / or cereals under high temperature and pressure). .
- the target temperature in each of these steps will be described later.
- composition of the present invention generally refers to heating food directly using fire or microwaves, or indirectly through a medium such as water or air, thereby increasing the temperature of the food. It means a cooking method to raise. Generally, it means cooking at a heating temperature of about 70° C. or higher, typically about 80° C. to 180° C., for a time of 1 minute or more and 60 minutes or less. Examples of such cooking methods include baking, boiling, frying, steaming, etc.
- the composition of the present invention has the characteristic that it does not easily lose its shape when cooked in a liquid. In the present invention, heat cooking is performed in a liquid mainly containing water (for example, 90 ° C. or higher and optionally 120 ° C. or lower for 1 minute or more and 60 minutes or less). It is preferable that the composition of the present invention is a composition for submerged heat cooking that is eaten after submerged heat cooking.
- the term "solid form” means that the starch, which is the supporting structure, has a strong continuous structure and can retain its shape even when cooked (especially in water at 90 ° C. for 1 minute). Represents having shape retention properties.
- the composition may be in the form of a food material partially or wholly integrated with water, and may be a sol composition, a gel composition, or a solid composition. . Moreover, it may be a composition having plastic properties such as fresh pasta, or a dry composition having non-plastic properties such as dried pasta.
- the solid composition of the present invention may be a solid paste composition.
- the “paste composition” represents a food composition produced by kneading edible plant-derived ingredients, and is a concept that includes pastes and pastas (including those not using wheat as a raw material).
- composition obtained by the production method of the present invention can be easily produced with general-purpose equipment without using special production equipment having high temperature and high pressure resistance, even after a certain period of time during storage at room temperature
- One of the characteristics is that the components inside the composition are less likely to crack and flow out after cooking.
- normal temperature in the present invention means 20° C. unless otherwise specified.
- the present inventors have developed a starch-containing solid composition for heat cooking that does not easily collapse in shape during heat cooking by treating a raw material containing micronized beans under high temperature and high pressure conditions.
- Patent Document 1 a starch-containing solid composition for heat cooking that does not easily collapse in shape during heat cooking by treating a raw material containing micronized beans under high temperature and high pressure conditions.
- Patent Document 1 it is necessary to strongly knead the composition under high temperature conditions of 100 ° C. or higher.
- special manufacturing equipment is required that can withstand not only high temperature but also high pressure conditions.
- the production method of the present invention which will be described later, can be easily carried out with general-purpose equipment without using special production equipment that is resistant to high temperatures and pressures.
- the reason is not clear, it is presumed as follows. That is, by using a raw material that has been subjected to high temperature treatment in advance, the processing temperature in the post-process can be suppressed, and furthermore, by installing the kneading unit near the die part on the tip side where the pressure increases in the extruder, the starch in the raw material can be reduced. Matrix formation is promoted, cracks are less likely to occur during storage at room temperature, and desirable quality is obtained in which the components inside the composition are less likely to flow out after cooking.
- the composition of the present invention Since the composition of the present invention has the property that the elution of components in water is suppressed, it is preferably subjected to heat cooking in a liquid (especially water), which is a cooking environment in which components are particularly likely to be eluted.
- a liquid especially water
- the starch-containing solid composition for cooking with heat is a noodle string or noodle belt-shaped composition such as noodles or pasta
- it is cooked in water for eating (for example, in water at 90 ° C. or higher for 5 minutes or longer).
- It is preferably a noodle strip or noodle belt-shaped composition such as noodles or pasta, because it has a property that the shape that can be eaten is retained even afterward.
- composition of the present invention examples include, but are not limited to, pasta, Chinese noodles, udon, Inaniwa udon, kishimen, hoto, suito, hiyamugi, somen, soba, buckwheat noodles, rice vermicelli, pho, cold Noodle noodles, vermicelli, oatmeal, couscous, kiritanpo, tteok, gyoza skin and the like.
- Examples of pasta include long pasta and short pasta.
- Long pasta is generally a general term for long and thin pasta, but in the present invention, the concept also includes udon and soba noodles. Specific examples include, but are not limited to, spaghetti (diameter: 1.6 mm to 1.7 mm), spaghettini (diameter: 1.4 mm to 1.5 mm), vermicelli (diameter: 2.0 mm) 2.2 mm), cappellini (diameter: 0.8 mm to 1.0 mm), linguine (short diameter 1 mm, long diameter 3 mm), tagliatelle or fettuccine (flat noodles 7 mm to 8 mm wide), pappardelle (10 mm wide) flat noodles of about 30 mm) and the like.
- the composition of the present invention is useful and preferable because long pasta tends to have the property of easily collapsing during cooking.
- Short pasta is a generic term for pasta that is usually short, but in the present invention, the concept also includes those that have been further processed into smaller sizes after molding, such as fregola (granular pasta) and couscous. Specific examples include, but are not limited to, macaroni (cylindrical with a diameter of about 3 mm to 5 mm), penne (both ends of a cylinder cut diagonally like a pen tip), Farfalle ( shape like a butterfly), conchiglie (shape like a shell), orecchiette (dome shape like an ear), and the like.
- composition of the present invention is a dry composition having a dry basis moisture content of less than 25% by mass, the dry composition tends to crack during storage at room temperature, so the present invention is more useful. Therefore, it is preferred that the compositions of the present invention are dry compositions.
- the compositions of the present invention are dry compositions.
- by making the composition in a dry state while performing the water retention treatment described later cracks are unlikely to occur inside the composition even after a certain period of time (for example, 3 days or more) during storage at room temperature, and after cooking with heat. This is preferable because it results in a composition in which the components inside the composition are less likely to flow out.
- the "dry” state refers to a state of less than 25% dry basis moisture content.
- the standard dry weight moisture content in the starch-containing solid composition can be measured by subjecting it to the vacuum heating drying method described below.
- composition of the present invention can be a composition that is particularly elongated and molded such as long pasta.
- the composition of the present invention in such an elongated form is not particularly limited, but can be, for example, in the range of 0.1 mm or more and 20 mm or less. More specifically, the upper limit usually has a diameter of 20 mm or less, preferably 10 mm or less, more preferably 5 mm or less, even more preferably 3 mm or less, and even more preferably 2 mm or less. Although the lower limit is not particularly limited, it can be usually 0.1 mm or more, or 0.3 mm or more.
- the "diameter" of the starch-containing solid composition is the major axis of the cut surface when the starch-containing solid composition is cut perpendicular to the longitudinal direction (the line segment connecting any two points in the cross section maximum length).
- the cut surface is circular (may be described as circular or circular), its diameter, if it is elliptical (may be described as elliptical or elliptical), its major axis, rectangle (For example, in the case of a plate-shaped composition, etc.), the diagonal line corresponds to the "diameter" of the starch-containing solid composition.
- composition of the composition is not particularly limited, it preferably contains at least one edible plant.
- the type of edible plant is not particularly limited, but at least one dry edible plant, that is, a dry basis moisture content of less than 25%, preferably less than 20%, more preferably less than 15%, although the lower limit is not particularly limited
- An edible plant that is usually 0% by mass or more and has a water activity value of 0.85 or less, preferably 0.80 or less, more preferably 0.75 or less, the lower limit of which is not particularly limited, but is usually 0.10 or more is preferably included.
- As the edible plant it is preferable to use a finely ground and powdered plant.
- the composition of the composition of the present invention is not limited to this, and edible plants other than beans or cereals and other raw materials may be used in combination as long as the various characteristics described later are satisfied.
- the details of beans and/or cereals, edible plants, etc., which are raw materials of the composition of the present invention, will be described separately.
- the composition of the present invention contains dietary fiber (among them, preferably, but not limited to, insoluble dietary fiber content).
- dietary fiber refers to an indigestible component in food that is not digested by human digestive enzymes. Refers to something that is soluble.
- dietary fiber content total amount of dietary fiber
- soluble dietary fiber and “insoluble dietary fiber” which is the sum of the soluble and insoluble dietary fiber contents, the Standard Tables of Food Composition in Japan 2015 edition (7th revision)
- the composition of the present invention is useful because it does not have a dry texture even when the content of dietary fiber (especially insoluble dietary fiber) is high.
- the high temperature, high pressure and high kneading process causes the dietary fiber in the composition to interact with starch and protein to form a network structure, thereby making dietary fiber (especially insoluble dietary fiber) edible. Feeling may have improved.
- the content of dietary fiber in the composition of the present invention is, for example, in the range of 2.0% by mass or more and 50% by mass or less in terms of dry mass. can be done. More specifically, the lower limit is preferably 2.0% by mass or more in terms of dry mass. Among them, 3% by mass or more, or 4% by mass or more, or 5% by mass or more, or 6% by mass or more, or 7% by mass or more, or 8% by mass or more, or 9% by mass or more, particularly 10% by mass or more is preferred.
- the composition of the present invention has an appropriate size of insoluble dietary fiber in the starch spread in a matrix and is homogeneously dispersed.
- the starch tends to have a structure in which the starch is distributed in a matrix, which in turn tends to improve shape collapsibility during cooking.
- the "dry mass” in the present invention represents the mass of the residue obtained by removing the moisture content calculated from the following "moisture content (dry basis moisture content)" from the mass of the entire composition, etc.
- Converted to dry mass represents the content ratio of each component calculated using the dry mass of the composition as the denominator and the content of each component or object as the numerator.
- the upper limit of the content is not particularly limited, but from the viewpoint of industrial production efficiency, it is usually 50% by mass or less, especially 40% by mass or less, or 30% by mass or less in terms of dry mass. is preferably
- the above dietary fiber regulations are also satisfied with soluble dietary fiber and/or insoluble dietary fiber. That is, the content of soluble dietary fiber and/or insoluble dietary fiber in the composition of the present invention can be in the range of, for example, 2.0% by mass or more and 50% by mass or less in terms of dry mass.
- the lower limit is usually 2.0% by mass or more, especially 3% by mass or more, or 4% by mass or more, or 5% by mass or more, or 6% by mass or more, or 7% by mass or more, or 8% by mass or more, or 9% by mass.
- % or more particularly preferably 10 mass % or more.
- the upper limit is not particularly limited, it can be usually 50% by mass or less, especially 40% by mass or less, or 30% by mass or less in terms of dry mass.
- the origin of the dietary fiber contained in the composition of the present invention is not particularly limited, and is derived from various natural materials containing the component. It may be one that does, or it may be a synthesized one.
- the components contained in various materials may be isolated and purified before use, or materials containing such components may be used as they are.
- cereals especially cereals
- beans, potatoes, vegetables, nuts and seeds, and fruits can be used, but cereals (especially From the viewpoint of the texture of the composition, those derived from beans and grains are more preferred, and those derived from beans and/or grains are even more preferred.
- Those derived from legumes are particularly preferably derived from peas, and most preferably those derived from yellow peas.
- it when it is derived from beans, it may be used with seed coats or without skins, but it is preferable to use beans with seed coats because it can contain more dietary fiber.
- dietary fiber derived from cereals those derived from oats are preferable.
- it may be used with or without the bran, but cereals with the bran can contain more dietary fiber.
- cereals with the bran can contain more dietary fiber.
- raw materials containing both insoluble dietary fiber and soluble dietary fiber such as oats may be used among cereals.
- the content ratio of the soluble dietary fiber in terms of dry mass relative to the content ratio of the dietary fiber in terms of dry mass in the entire composition can be, for example, in the range of 5% by mass or more and 70% by mass or less. More specifically, the lower limit can be 5% by mass or more, or 10% by mass or more, or 15% by mass or more, or 20% by mass or more, or 25% by mass or more, or 30% by mass or more.
- the upper limit is not particularly limited, it can be usually 70% by mass or less, 65% by mass or less, or 60% by mass or less.
- a soluble dietary fiber-containing food material (specifically cereals, more specifically oats) may be used in the composition so as to satisfy the above regulations, and in step (i) in the production of the food composition May be used to meet the above requirements.
- the dietary fiber (or insoluble dietary fiber) in the composition of the present invention may be one that has been blended into the composition as an isolated and purified pure product, but may also contain edible plants (preferably beans and/or It is preferably blended in the composition in a state of being contained in cereals).
- the dietary fiber content contained in edible plants (preferably beans and / or cereals) relative to the total dietary fiber content of the entire composition (or the total insoluble dietary fiber content , the ratio of insoluble dietary fiber contained in edible plants (preferably beans and / or cereals) is in the range of, for example, 50% by mass or more and 100% or less in terms of dry mass. be able to. More specifically, it is usually 50% by mass or more, preferably 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, and particularly preferably 100% by mass.
- the composition of dietary fiber (or insoluble dietary fiber) contained in the composition of the present invention is not particularly limited.
- the ratio of lignin (among others, acid-soluble lignin) to the total insoluble dietary fiber is at least a certain value, the effect of improving the texture is likely to be obtained more remarkably.
- the ratio of lignin (among others, acid-soluble lignin) to the total insoluble dietary fiber can be in the range of, for example, 5% by mass or more and 100% by mass or less in terms of dry mass. More specifically, it is usually 5% by mass or more, preferably 10% by mass or more, or preferably 30% by mass or more.
- the particle size of the dietary fiber (particularly insoluble dietary fiber) contained therein is a certain size or less. If the particle size of the dietary fiber is too large, the composition may have an unfavorable crumbly texture. Although the reason for this is not clear, it is believed that coarse insoluble dietary fiber inhibits the formation of a matrix structure of starch or the like, making it difficult to achieve the effects of the present invention.
- the size of the insoluble dietary fiber in the beans and cereals powder that has been casually crushed is more than 450 ⁇ m (the shape of the insoluble dietary fiber contained in beans and cereals is usually rod-like, and the laser of the present invention This is because a larger value can be obtained by diffraction particle size distribution measurement.).
- the insoluble dietary fiber in the seed coat is coarse and more difficult to crush than the edible part.
- the insoluble dietary fibers contained in such foodstuffs undergo a specific crushing treatment in advance and have a size within a specific range.
- the upper limit is not particularly limited, it is usually 2000 ⁇ m or less.
- the aqueous suspension of the composition is treated with protease and amylase, and the starch and protein are enzymatically degraded.
- a method of measuring the particle size distribution after sonication is used. Specifically, a 6% by mass aqueous suspension of the composition is treated with 0.4% by volume of protease and 0.02% by mass of ⁇ -amylase at 20° C. for 3 days (this is appropriately referred to as “[Procedure b]”.)
- the composition after the treatment is subjected to ultrasonic treatment, and then the particle size distribution is measured.
- the particle size d 90 in the particle size distribution of dietary fiber (especially insoluble dietary fiber) measured by the above procedure can be, for example, in the range of 1 ⁇ m or more and less than 450 ⁇ m. More specifically, the upper limit is usually less than 450 ⁇ m, especially 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m or less, or 100 ⁇ m or less, or 80 ⁇ m or less, or 60 ⁇ m or less, especially 50 ⁇ m The following are preferred.
- the lower limit of the particle size d90 of such dietary fibers (especially insoluble dietary fibers) is not particularly limited, but it is usually 1 ⁇ m or more, preferably 3 ⁇ m or more.
- the particle size d50 in the particle size distribution of dietary fiber (especially insoluble dietary fiber) measured by the above procedure can be, for example, in the range of 1 ⁇ m or more and less than 450 ⁇ m. More specifically, the upper limit is usually less than 450 ⁇ m, especially 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m or less, or 100 ⁇ m or less, or 80 ⁇ m or less, or 60 ⁇ m or less, especially 50 ⁇ m The following are preferred.
- the lower limit of the particle size d50 of such dietary fibers (especially insoluble dietary fibers) is not particularly limited, but it is usually 1 ⁇ m or more, preferably 3 ⁇ m or more.
- a more specific procedure for measuring the particle size distribution of dietary fiber (especially insoluble dietary fiber) in the composition is as follows. Put 300 mg of the composition in a plastic tube with 5 mL of water, swell it at 20° C. for about 1 hour, and then treat it with a small Hiscotron (Microtechnicion Homogenizer NS-310E3) until it becomes a gruel-like physical property ( 15 seconds at 10000 rpm).
- a small Hiscotron Microtechnicion Homogenizer NS-310E3
- protease Proteinase K manufactured by Takara Bio Inc.
- ⁇ -amylase ⁇ -Amylase from Bacillus subtilis manufactured by Sigma
- the particle size distribution of the protease- and amylase-treated composition after ultrasonic treatment can be measured using a laser diffraction particle size distribution analyzer in the same manner as the specific surface area per unit volume described below.
- particle diameter d 90 (or “particle diameter d 50 ”) means that the particle diameter distribution of the object to be measured is measured on a volume basis, and when divided into two from a certain particle diameter, the larger side The ratio of the cumulative value of particle frequency % and the ratio of the cumulative value of particle frequency % on the smaller side is defined as the particle diameter at which the ratio is 10:90 (or 50:50).
- ultrasonic treatment means treatment with ultrasonic waves having a frequency of 40 kHz and an output of 40 W for 3 minutes, unless otherwise specified.
- the composition of the invention contains starch.
- the composition of the present invention contains a predetermined proportion or more of starch, so that a certain period of time (for example, 3 days or more, more preferably 30 days or more, the upper limit is not particularly limited, but usually 10 years or less) during storage at room temperature. Cracks are less likely to occur inside the composition even after a lapse of time, and the effect that the components inside the composition are less likely to flow out after cooking with heat is likely to be obtained.
- the high temperature, high pressure and high kneading process forms a matrix structure in which fractions of the starch in the composition with a relatively large molecular weight are homogenized, resulting in the above effect. there may be.
- the starch content in the composition of the present invention can be in the range of, for example, 20% by mass or more and 85% by mass or less. More specifically, the lower limit is usually 20% by mass or more in terms of dry mass. Among them, it is preferably 25% by mass or more, or 30% by mass or more, or 35% by mass or more, or 40% by mass or more, or 45% by mass or more, and particularly preferably 50% by mass or more.
- the upper limit of the starch content in the composition of the present invention is not particularly limited. % or less.
- the origin of the starch in the composition of the present invention is not particularly limited. Examples include those derived from plants and those derived from animals, but starches derived from edible plants (preferably legumes and/or cereals) are preferred.
- starches derived from edible plants preferably legumes and/or cereals
- the ratio of starch content derived from edible plants (preferably beans and/or cereals) to the total starch content of the entire composition is in the range of, for example, 30% by mass or more and 100% by mass or less in terms of dry mass. can be More specifically, the ratio is usually 30% by mass or more, especially 40% by mass or more, or 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, In particular, it is preferably 100% by mass.
- the upper limit is not particularly limited, and is usually 100% by mass or less.
- pea-derived starch is particularly preferred, and yellow pea-derived starch is most preferred.
- grain-derived starch oat-derived starch is preferable.
- the sum of the legume-derived starch and the millet-derived starch satisfies the above-mentioned regulations. Beans and cereals will be described later.
- the starch in the composition of the present invention may be formulated into the composition as an isolated pure product, or may be contained in an edible plant (preferably legumes and/or cereals). It is preferably mixed with the product.
- the ratio of the starch content contained in the edible plant (preferably beans and/or cereals) to the total starch content of the entire composition is, for example, 30 in terms of dry mass. It can be in the range of 100% by mass or more and 100% by mass or less. More specifically, it is usually 30% by mass or more, especially 40% by mass or more, or 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more. preferable.
- the upper limit is not particularly limited, and can be usually 100% by mass, or usually 100% by mass or less.
- the starch content in the solid composition is determined according to the Standard Tables of Food Composition in Japan 2015 (7th revision), according to the method of AOAC996.11, by 80% ethanol extraction treatment, affecting the measured value. Measure by removing soluble carbohydrates (glucose, maltose, maltodextrin, etc.).
- ⁇ Starch granule structure In the composition of the present invention, the number of starch granule structures observed under specific conditions is a predetermined value or less, so that even after a certain period of time (for example, 3 days or more) during storage at room temperature, Cracking is less likely to occur, and the effect of preventing the components inside the composition from flowing out after cooking with heat is likely to be obtained.
- a certain period of time for example, 3 days or more
- the starch granule structure is a structure having a circular shape with a diameter of about 1 to 50 ⁇ m in a plane image and having iodine dyeability. can be prepared and observed under a magnified field of view. Specifically, the pulverized product of the composition is classified with a sieve having an opening of 150 ⁇ m, and 3 mg of the composition powder with a 150 ⁇ m pass is suspended in 50 ⁇ L of water to prepare a 6% by mass suspension of the composition powder. . A preparation on which this suspension is placed is prepared and observed with a phase-contrast microscope under polarized light, or an iodine-stained preparation is observed with an optical microscope.
- magnification is not limited, the magnification may be, for example, 100 times or 200 times. If the distribution of the starch granule structure in the slide is uniform, it is possible to estimate the proportion of the starch granule structure in the entire slide by observing the representative field of view. By observing the fields of view (for example, two or more, for example, five or ten) and summing the observation results, it is possible to obtain a measurement value for the entire slide.
- the composition of the present invention preferably satisfies the following requirements (a) and/or (b) regarding starch granule structure.
- the number of starch granules observed when observing a 6% suspension of the pulverized product of the composition is 300/mm 2 or less.
- the gelatinization peak temperature is 120 when measuring the temperature of a 14% by mass pulverized composition water slurry from 50 ° C. to 140 ° C. at a temperature increase rate of 12.5 ° C./min. °C.
- the number of starch granule structures observed under the above conditions is, for example, 0/mm 2 or more and 300/mm 2 or less. be able to. More specifically, the number of said starch granule structures in the composition of the invention is usually 300/ mm2 or less, especially 250/ mm2 or less, or 200/ mm2 or less, or 150/ mm2 or less. , or 100/mm 2 or less, or 50/mm 2 or less, or 30/mm 2 or less, or 10/mm 2 or less, particularly 0/mm 2 .
- the composition of the present invention has a gelatinization peak temperature measured by a rapid viscoanalyzer (RVA) under the conditions described later, for example, in the range of 50 ° C. or higher and lower than 120 ° C. can be done. More specifically, the upper limit is usually less than 120°C, especially 115°C or less, or 110°C or less, or 105°C or less, or 100°C or less, or 95°C or less, or 90°C or less, or 85°C or less, or It is preferably 80°C or less. On the other hand, the lower limit is not particularly limited, but it can be usually 50° C. or higher, 55° C. or higher, or 60° C. or higher. The rapid viscoanalyzer (RVA) and its measurement conditions will be described later.
- RVA rapid viscoanalyzer
- the "pulverized composition”, “pulverized composition” or “pulverized composition” refers to the specific surface area per unit volume, which will be described later, when measured by the same method. It means a composition pulverized so that the particle size d 50 and/or d 90 (preferably both the particle size d 50 and d 90 ) after ultrasonic treatment is about 1000 ⁇ m or less. Although the lower limit of the particle size d50 and/or d90 (preferably both the particle size d50 and d90 ) after ultrasonic treatment is not particularly limited, it is usually preferably 1 ⁇ m or more.
- the degree of starch gelatinization in the composition of the present invention is a predetermined value or more, so that cracks do not easily occur inside the composition even after a certain period of time (for example, 3 days or more) during storage at room temperature. It is preferable because the effect that the components inside the composition are less likely to flow out after cooking can be easily obtained.
- the degree of starch gelatinization in the composition of the present invention can be in the range of, for example, 30% by mass or more and 100% by mass or less. More specifically, it is usually 30% by mass or more, preferably 40% by mass or more, or 50% by mass or more, or 60% by mass or more, and particularly preferably 70% by mass or more.
- the upper limit of the degree of gelatinization is not particularly limited, but if it is too high, the starch may decompose and the composition may become sticky and unfavorable in quality. Therefore, the upper limit of gelatinization degree is preferably 100% by mass or less, or 99% by mass or less, or 95% by mass or less, or 90% by mass or less.
- the degree of gelatinization of the composition is determined according to the second glucoamylase method (method of Japan Food Research Laboratories) partially modified from the report of the Central Customs Analysis Service: https://web.archive.org/web/20200611054551 /https://www.jfrl.or.jp/storage/file/221.pdf or https://www.jfrl.or.jp/storage/file/221.pdf).
- the composition of the invention contains protein.
- the composition of the present invention contains a predetermined proportion or more of protein, so that cracks do not easily occur inside the composition even after a certain period of time (for example, 3 days or more) during storage at room temperature. It becomes easy to obtain the effect that the components inside the composition are less likely to flow out.
- the cause is not clear, but the high temperature, high pressure and high kneading treatment causes the starch to spread in a matrix in the composition, and the aggregation structure, which is considered to be mainly composed of protein, develops into a preferable shape and size.
- the effect of the present invention is achieved.
- the lower limit of the protein content in the composition of the present invention can be in the range of, for example, 3.0% by mass or more and 85% by mass or less in terms of dry mass. More specifically, the lower limit is usually 3.0% by mass or more. Among them, 4.0% by mass or more, or 5.0% by mass or more, or 6.0% by mass or more, or 7.0% by mass or more, or 8.0% by mass or more, or 9.0% by mass or more, or 10 % by mass or more, or 11% by mass or more, or 12% by mass or more, or 13% by mass or more, or 14% by mass or more, or 15% by mass or more, or 16% by mass or more, or 17% by mass or more, or 18% by mass or more, or 19% by mass or more, or 20% by mass or more, or 21% by mass or more, and particularly preferably 22% by mass or more.
- the upper limit of the protein content in the composition of the present invention is not particularly limited. or less, or 65 mass % or less, or 60 mass % or less, or 50 mass % or less, or 40 mass % or less, or 35 mass % or less.
- proteins derived from plants especially legumes and/or cereals
- the origin of the protein in the composition of the present invention is not particularly limited. Examples include those derived from plants and those derived from animals, but proteins derived from plants (especially beans and/or cereals) are preferred.
- the ratio of the plant-derived protein content to the total protein content of the entire composition can be in the range of, for example, 50% by mass or more and 100% by mass or less in terms of dry mass. More specifically, the ratio is usually 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, and particularly preferably 100% by mass.
- plant-derived proteins include those derived from cereals (particularly cereals), those derived from beans, those derived from potatoes, those derived from vegetables, those derived from nuts and seeds, and those derived from fruits. However, it is more preferable to use those derived from beans, particularly preferably those derived from peas, and most preferably those derived from yellow peas. As the millet-derived protein, one derived from oats is preferable. In addition, it is preferable that the sum of the beans-derived and cereals-derived proteins satisfies the above-mentioned regulations.
- the protein in the composition of the present invention may be an isolated and purified pure product incorporated into the composition, but is preferably incorporated into the composition in a state of being contained in an edible plant. .
- the ratio of the protein content contained in edible plants (especially beans and / or cereals) to the total protein content of the entire composition is, for example, 50 mass in terms of dry mass. % or more and 100 mass % or less. More specifically, the ratio is usually 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, and particularly preferably 100% by mass.
- the protein and starch content in the composition of the present invention can be, for example, 50% by mass or more and 100% by mass or less in terms of dry mass. More specifically, 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, especially 100% by mass, both derived from beans and/or cereals More preferably, they are derived from the same type of legumes and/or grains, and even more preferably from the same individual legumes and/or grains.
- the protein content in the starch-containing solid composition is determined according to the Standard Tables of Food Composition in Japan 2015 (7th revision), according to the Product Labeling Law (“Food Labeling Standards” (March 30, 2015). Measured by multiplying the amount of nitrogen quantified using the combustion method (improved Dumas method) stipulated in the Nissatsu Shokuhin Table No. 139)) by the “nitrogen-protein conversion factor”.
- Total oil content The total oil and fat content in the composition of the present invention is not limited, but can be in the range of, for example, 0.01% by mass or more and less than 17% by mass in terms of dry mass. More specifically, the upper limit is usually less than 17% by weight, especially less than 15% by weight, or less than 13% by weight, or less than 10% by weight, or less than 8% by weight, or less than 7% by weight, or less than 6% by weight, or less than 5% by mass, or less than 4% by mass, or less than 3% by mass, or less than 2% by mass, or less than 1% by mass, particularly preferably less than 0.8% by mass.
- the lower limit of the total oil content is not particularly limited, but it is preferably 0.01% by mass or more in terms of dry mass.
- the total oil content in the solid composition is measured by the Soxhlet extraction method with diethyl ether according to the Standard Tables of Food Composition in Japan 2015 (7th revision).
- the origin of the fats and oils in the composition of the present invention is not particularly limited. Examples thereof include those derived from plants and those derived from animals, but plant-derived oils and fats are preferred. Specifically, the ratio of the plant-derived (especially beans and / or cereals) fat content to the total fat content of the composition is, for example, 50% by mass or more and 100% by mass or less in terms of dry mass. can be More specifically, the lower limit of the ratio is usually 50% by mass or more, preferably 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, and particularly preferably 100% by mass. Examples of plant-derived oils and fats include those derived from cereals (especially cereals), beans, potatoes, vegetables, nuts and seeds, and fruits.
- those derived from beans particularly preferably those derived from peas, and most preferably those derived from yellow peas.
- Oats-derived fats and oils are preferable as the grain-derived fats and oils.
- the sum of the oils and fats derived from beans and cereals satisfies the above-mentioned regulations.
- the oil and fat in the composition of the present invention may be an isolated pure product that is incorporated into the composition, but it is contained in edible plants (especially beans and / or cereals). It is preferable that it is blended with the product.
- the ratio of the fat content contained in edible plants (beans and / or cereals) to the total fat content of the composition is usually 50 in terms of dry mass. It is preferably 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, and particularly preferably 100% by mass.
- oil and fat content in terms of dry mass in the composition of the present invention usually 50% by mass or more, especially 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, especially 100% by mass % are preferably derived from legumes and/or cereals, more preferably from the same type of legumes and/or cereals, and even more preferably from the same individual legumes and/or cereals.
- the oil and fat content in terms of dry mass in the composition of the present invention is usually 50% by mass or more, especially 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, particularly 100% by mass. is preferably blended in a state contained in beans and/or cereals.
- the composition of the present invention has a dry basis moisture content of a predetermined value or less, so that cracks do not easily occur inside the composition even after a certain period of time (for example, 3 days or more) during storage at room temperature. It is preferable because the effect that the components inside the composition are less likely to flow out after cooking can be easily obtained.
- the dry basis moisture content in the composition of the present invention is not limited, but can be, for example, in the range of 0.5% by mass or more and 60% by mass or less.
- the lower limit of the dry basis moisture content in the composition of the present invention is not limited, but from the viewpoint of industrial production efficiency, for example, 0.5% by mass or more, or 1% by mass or more, or It can be 2% by mass or more.
- the dry basis moisture content in the composition of the present invention may be derived from various components of the composition, or may be derived from water added. In addition, when the dry basis moisture content contained in the dough composition before processing is high, a step of adjusting to the above-mentioned numerical value by adopting a drying treatment or the like can be adopted.
- the "dry basis moisture content” means the ratio of the total amount of moisture derived from the ingredients of the composition of the present invention and the amount of separately added moisture to the total amount of solids.
- the numerical value is measured by heating to 90°C by the reduced pressure heat drying method according to the 2015 Standard Tables of Food Composition in Japan (7th revision). Specifically, an appropriate amount of sample is collected in a weighing container (W 0 ) whose weight is constant in advance and weighed (W 1 ). Remove the lid of the weighing container or place it in the constant temperature dryer with the mouth open, close the door, operate the vacuum pump, dry for a certain period of time at a predetermined degree of pressure reduction, stop the vacuum pump, and dry air.
- the raw materials for the composition of the present invention are not particularly limited as long as the various component compositions and physical properties specified in the present invention can be achieved. However, it is preferable to use one or more kinds of edible plants as raw materials, and it is preferable to contain at least beans and/or cereals as edible plants. In addition, although the form of the edible plant used as the raw material is not limited, for example, a powdery one can be used.
- ⁇ beans When beans are used in the composition of the present invention, the type of beans to be used is not limited, but examples include peas, kidney beans, pigeon peas, cowpeas, broad beans, chickpeas, and soybeans. and one or more legumes selected from the genus lentils.
- peas especially yellow peas, white peas, etc.
- green beans ingen
- kidney beans red kidney beans, white kidney beans, black beans
- quail beans tiger beans Beans
- lima beans safflower beans
- pigeon peas mung beans
- cowpeas adzuki beans
- fava beans soybeans
- chickpeas lentils
- lentils blue peas
- purple flower beans lentils
- peanuts lupine beans
- grass peas carob (carob)
- lentils broadleaf beans
- coffee beans cacao beans
- Mexican jumping beans and the like.
- ingredients that some edible parts are treated as vegetables, it is judged whether they are beans or not based on the state of the whole plant (soybean, pea, etc.) combined with the non-edible part (pods, etc.). can do.
- the beans When beans are used in the composition of the present invention, mature beans are used instead of immature seeds (for example, green peas, which are immature seeds of peas, and edamame, which are immature seeds of soybeans) among the starch contained in the composition. is preferred.
- the beans have a standard dry weight moisture content of a predetermined value or less as they mature.
- the dry basis moisture content of the beans used in the composition of the present invention can be, for example, in the range of 0.01% by mass or more and less than 15% by mass. More specifically, it is usually less than 15% by mass, preferably less than 13% by mass, preferably less than 11% by mass, or less than 10% by mass.
- the lower limit of the dry basis moisture content of such beans is not particularly limited, it is usually preferably 0.01% by mass or more.
- the content of beans in the composition of the present invention is not limited, but is in the range of, for example, 10% by mass or more and 100% by mass or less in terms of dry mass. can be done. More specifically, for example, 10% by mass or more, or 15% by mass or more, or 20% by mass or more, or 25% by mass or more, or 30% by mass or more, or 35% by mass or more, or 40% by mass or more, or 45% by mass or more It is preferably at least 50% by mass, at least 55% by mass, or at least 60% by mass. Although the upper limit is not particularly limited, it is preferably 100% by mass or less, more preferably 95% by mass or less. In some cases, step (i) satisfies the requirements for legumes mentioned above.
- the particle diameter d after ultrasonic treatment when measured by the same method as the specific surface area per unit volume described later 90 and/or d50 preferably use a legumes powder having a predetermined value or less. That is, the particle size d 90 of the beans powder after ultrasonic treatment can be, for example, in the range of 0.3 ⁇ m or more and less than 500 ⁇ m.
- less than 500 ⁇ m is preferable, especially 450 ⁇ m or less, or 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m or less, or 100 ⁇ m or less, or 90 ⁇ m or less, or 80 ⁇ m or less, Or 70 ⁇ m or less, or 60 ⁇ m or less, or 50 ⁇ m or less is more preferable.
- the particle size d 50 of the bean powder after ultrasonic treatment is preferably less than 500 ⁇ m, especially 450 ⁇ m or less, or 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m. or less, or 100 ⁇ m or less, or 90 ⁇ m or less, or 80 ⁇ m or less, or 70 ⁇ m or less, or 60 ⁇ m or less, or 50 ⁇ m or less.
- the lower limits of the particle diameters d90 and d50 after ultrasonic treatment are not particularly limited, they can usually be 0.3 ⁇ m or more, or 1 ⁇ m or more, or 5 ⁇ m or more, or 10 ⁇ m or more.
- the composition has a certain size or more during extrusion molding, the composition tends to pulsate during molding, deteriorating productivity, and the composition surface may become uneven. It is preferable to use powdered legumes.
- the term "grains” refers to grains other than rice, wheat, and barley, which are the main grains, among the grains described later, and includes pseudo-grains other than the so-called gramineous grains (Chopodiaceae, Amaranthaceae). It is a concept.
- the type of cereals to be used is not limited. It is preferable that there is, and it is more preferable that it is a gramineous family.
- the cereals preferably do not substantially contain gluten (specifically, the gluten content is less than 10 ppm by mass), and more preferably do not contain gluten.
- the content of cereals in the food composition of the present invention can be in the range of, for example, 10% by mass or more and 100% by mass or less in terms of dry mass. More specifically, it is preferably 10% by mass or more, more preferably 15% by mass or more, still more preferably 20% by mass or more, still more preferably 25% by mass or more, still more preferably 30% by mass or more, still more preferably 35% by mass. % or more, more preferably 40 mass % or more, more preferably 45 mass % or more, still more preferably 50 mass % or more, still more preferably 55 mass % or more, still more preferably 60 mass % or more. Although the upper limit is not particularly limited, it is preferably 100% by mass or less, more preferably 95% by mass or less. In addition, there are cases in which the above cereal regulations are satisfied in step (i).
- the total content preferably satisfies the above regulations. That is, the total content of beans and cereals in the food composition of the present invention can be in the range of, for example, 10% by mass or more and 100% by mass or less in terms of dry mass. More specifically, for example, 10% by mass or more, or 15% by mass or more, or 20% by mass or more, or 25% by mass or more, or 30% by mass or more, or 35% by mass or more, or 40% by mass or more, or 45% by mass or more It is preferably at least 50% by mass, at least 55% by mass, or at least 60% by mass. Although the upper limit is not particularly limited, it can be, for example, 100% by mass or less, or 95% by mass or less. In some cases, step (i) satisfies the requirements for cereals and legumes mentioned above.
- compositions of the present invention may contain any one or more other foodstuffs.
- foodstuffs include vegetable foods (vegetables, potatoes, mushrooms, fruits, algae, cereals (especially rice, wheat, barley, which are major cereals not included in minor cereals), nuts and seeds, etc. ), animal foodstuffs (fish and shellfish, meats, eggs, milks, etc.), microbial foods, and the like.
- the content of these foodstuffs can be appropriately set within a range that does not impair the object of the present invention.
- the composition of the present invention may contain any one or more seasonings, food additives and the like.
- seasonings and food additives include soy sauce, miso, alcohols, sugars (e.g., glucose, sucrose, fructose, high-fructose liquid sugar, high-fructose liquid sugar, etc.), sugar alcohols (e.g., xylitol, erythritol, maltose, etc.).
- artificial sweeteners e.g., sucralose, aspartame, saccharin, acesulfame K, etc.
- minerals e.g., calcium, potassium, sodium, iron, zinc, magnesium, etc., and salts thereof, etc.
- flavors e.g., sodium hydroxide, potassium hydroxide, lactic acid, citric acid, tartaric acid, malic acid and acetic acid, etc.
- cyclodextrin e.g.
- vitamin E vitamin C, tea extract, green coffee bean extract, chlorogenic acid, spices
- emulsifiers e.g., glycerin fatty acid ester, acetic acid monoglyceride, lactic acid monoglyceride, citric acid monoglyceride, diacetyltartaric acid monoglyceride, succinic acid monoglyceride, polyglycerin fatty acid ester, polyglycerin condensed linoselic acid ester, quillaya extract, soybean saponin, tea seed saponin, sucrose fatty acid ester, lecithin, etc.), coloring agents, thickening stabilizers and the like.
- composition of the present invention does not contain so-called emulsifiers, coloring agents, thickening stabilizers (for example, “Food additives for labeling” in the Food Additive Labeling Pocketbook (2011 edition). It is preferable not to contain any one selected from “coloring agents”, “thickening stabilizers”, and “emulsifiers” in the substance name table”, and it is preferable not to contain any two More preferably, not all three are even more preferred.
- the composition of the present invention preferably does not contain a gelling agent in order to impart elasticity to the composition without containing a gelling agent, and to prevent excessive elasticity.
- the composition of the present invention preferably does not contain an emulsifier.
- the composition of the present invention can be used as a food additive (for example, a substance listed in the Food Additive Labeling Pocketbook (2011 edition) as a food additive.
- sugars glucose, sucrose, fructose, glucose-fructose liquid sugar, fructose-glucose liquid sugar, etc.
- the composition of the present invention preferably has a low sodium chloride content or does not contain sodium chloride.
- Conventional starch-containing solid compositions for cooking with heat (especially compositions containing gluten with a network structure) retain composition elasticity by containing sodium chloride, but the taste is affected and salt content is reduced.
- the amount of sodium chloride used is extremely small, or even without adding sodium chloride, the composition can be a composition in which the decrease in elasticity is suppressed, and the composition of good quality. It is preferable because it becomes a thing.
- sodium chloride is added to starch-containing solid compositions for heat cooking such as pasta, udon, and bread, which usually have adhesive strength and elasticity due to the network structure of gluten and sodium chloride. It is preferable because a composition of good quality can be obtained without Specifically, the content of sodium chloride in the composition of the present invention can be in the range of, for example, 0% by mass or more and 3% by mass or less in terms of dry mass.
- the content of sodium chloride in the dough composition can be in the range of, for example, 0% by mass or more and 3% by mass or less in terms of wet mass. More specifically, the lower limit is usually 3% by mass or less, preferably 2% by mass or less, or 1% by mass or less, or 0.7% by mass or less, and particularly preferably 0.5% by mass or less.
- the lower limit of the content of sodium chloride in the composition of the present invention is not particularly limited, and may be 0% by mass.
- the method for quantifying sodium chloride in the starch-containing solid composition is, for example, according to the "salt equivalent" of the Standard Tables of Food Composition in Japan 2015 (7th revision), and is measured using atomic absorption spectrometry. A method of multiplying the obtained sodium amount by 2.54 is used.
- the composition of the present invention has a predetermined value or more of It is also preferred that a smooth portion having an average thickness is observed.
- the composition of the present invention has such physical properties, it becomes a composition that is less likely to flow out from the composition during cooking. The reason for this is not clear, but if there is a structure that can be cut relatively smoothly in the vicinity of the outer periphery of the composition compared to the interior of the composition, it becomes a smooth portion when the composition is cryosectioned. considered to be observed.
- the “smooth part” is observed in the outer peripheral part of the composition frozen section image, has an average thickness of a predetermined value or more, and has an appearance that is lighter in color and less unevenness than the non-smooth part.
- the "average thickness" of the smooth portion means the average value of the width of the smooth portion in the direction orthogonal to the outer periphery of the composition on the cut surface measured along the outer periphery of the composition.
- the composition of the present invention is usually 30% or more, or 40% or more, or 50% or more, especially 60% or more, or 70% or more, or 80% or more, or Such a smooth portion is preferably formed on 90% or more, particularly 100% (that is, the entire circumference of the composition on the cut surface).
- the average thickness of the smooth portion is usually 20 ⁇ m or more, especially 25 ⁇ m or more, or 30 ⁇ m or more, and although the upper limit is not particularly limited, it is usually 1000 ⁇ m or less.
- the composition was frozen at ⁇ 25° C. (without being treated with heated water), and frozen sections were prepared by cutting along a specific cut plane to a thickness of 30 ⁇ m. , observe this.
- Preparation and observation of frozen sections of such a composition are not limited, but are preferably carried out, for example, by the following procedure.
- Kawamoto "Use of a new adhesive film for the preparation of multi-purpose fresh-frozen sections from hard tissues, whole-animals, insects and plants", Arch. Histol. Cytol., (2003), Cryosections are prepared by cutting 30 ⁇ m thick at ⁇ 25° C. according to the Kawamoto method described in 66[2]:123-43.
- a frozen section of the composition thus obtained is placed under the field of view of a microscope with a magnification of, for example, 200 times, and a color photograph of, for example, 1360 ⁇ 1024 pixels is taken for analysis.
- the composition of the present invention is not limited, it is preferably not a puffed food (especially a puffed food whose density becomes less than 1.0 g/cm 3 due to puffing). That is, it is preferable that the composition of the present invention has a density equal to or higher than a predetermined value because it is in a non-swollen state. Specifically, the density of the composition of the present invention is preferably in the range of, for example, 1.0 g/cm 3 or more and less than 3.0 g/cm 3 .
- the lower limit is preferably 1.0 g/cm 3 or more, more preferably 1.1 g/cm 3 or more, and more preferably 1.2 g/cm 3 or more.
- the upper limit is not particularly limited, it is usually less than 3.0 g/cm 3 or less than 2.0 g/cm 3 .
- it is obtained by dividing the amount of the composition substance by the apparent volume of the composition. That is, it is a value obtained by dividing the weight of the composition by the apparent volume of the composition (the total volume of the "volume of the composition itself" and the "volume of the internal voids").
- the value of density is almost the same as the value of "specific gravity (the ratio of the density of a certain substance to the density of water 0.999972 g/ cm3 at 4°C under atmospheric pressure)" the numerical value in the above definition is ignored. It may be defined by the specific gravity as a unit number.
- the above definition of density means that the weight of the composition is the apparent bulk volume of the composition (“volume of the composition itself”, “volume of pores communicating with the outside on the surface of the composition”, “volume of internal voids”, “volume of the composition The "bulk density” obtained by dividing the "void formed between the virtual rectangular parallelepiped with the minimum volume externally inscribed by the composition” or the "apparent bulk specific gravity” calculated from the bulk specific gravity May be filled.
- composition of the present invention After kneading at high temperature and high pressure, the temperature is lowered while preventing expansion while applying pressure, and then the pressure is reduced to about atmospheric pressure to obtain the composition of the present invention. A composition can be obtained.
- the production method of the present invention uses the extruder of the present invention described above to carry out at least the following steps (i) to (iii). (i) preparing a composition that satisfies specified composition and physical properties; (ii) conveying the composition of step (i) in said flight section of said screw; (iii) kneading the composition after being transported by the flight section in step (ii) in the kneading section of the screw at an average temperature of less than 100° C. and a pressure of 1.0 MPa or more;
- ingredients that are raw materials for the composition of the present invention such as beans and/or cereals, and optionally other ingredients and water
- the composition that is the basis of the solid composition of the present invention is prepared.
- the property of the dough composition may be a property in which the ingredients are partially or entirely integrated with water, and may be liquid, sol, or gel. It may be in a solid state.
- the method of preparing such a dough composition is not particularly limited, but the ingredients of the composition of the present invention described above, such as one or more edible plants (preferably at least one or more beans and/or cereals) and optionally one or more other edible plants) and optionally one or more other ingredients can be mixed and used as a dough composition.
- the production method of the present invention in addition to the aspect of supplying the composition after preparation of step (i) to the extruder, beans and / or cereals are added to the feed in the form of powder, and in the flight section
- the production method of the present invention also includes an aspect in which the dough composition is formed by adding water while being transported (that is, an aspect in which step (i) and step (ii) are performed simultaneously).
- the dough composition is preferably prepared so as to satisfy various component compositions described below.
- the lower limit is usually 10.0% by mass or more
- the upper limit is not limited, but can be, for example, 80% by mass or less in terms of wet mass. More specifically, the lower limit is usually 10.0% by mass or more. Among them, 15% by mass or more, or 20% by mass or more, or 25% by mass or more, or 30% by mass or more, or 35% by mass or more, or 40% by mass or more, or 45% by mass or more, particularly 50% by mass or more is preferred.
- the upper limit is not particularly limited, it can be, for example, usually 80% by mass or less, or 75% by mass or less, or 70% by mass or less.
- the starch derived from legumes and/or cereals satisfies the above regulations.
- the dry basis moisture content of the dough composition may have a lower limit of, for example, 25% by mass or more, and an upper limit of, for example, 200% by mass or less, although the upper limit is not limited. More specifically, the lower limit is usually 25% by mass or more. Among them, 30% by mass or more, or 35% by mass or more, or 40% by mass or more, or 45% by mass or more, or 50% by mass or more, or 55% by mass or more, or 60% by mass or more, or 65% by mass or more, or 70 It is preferably at least 75% by mass, more preferably at least 80% by mass.
- the upper limit is not particularly limited, it can be, for example, usually 200% by mass or less, or 175% by mass or less, or 150% by mass or less.
- the dry basis moisture content in the composition after extrusion of the present invention may be the same value as the dry basis moisture content in the dough composition, but the dough in a state containing a certain amount or more of moisture
- the dry basis moisture content in the composition of the present invention is preferably equal to or less than the dry basis moisture content in the fabric composition.
- the wet mass conversion ratio of the dietary fiber (among them, it is not limited, but preferably insoluble dietary fiber) of the dough composition the lower limit is usually 3.0% by mass or more, and the upper limit is not limited. , for example, in the range of 40% by mass or less. More specifically, the lower limit is usually 3.0% by mass or more. Among them, 4.0% by mass or more, or 5.0% by mass or more, or 6.0% by mass or more, or 7.0% by mass or more, or 8.0% by mass or more, or 9.0% by mass or more, especially 10 % or more is preferable.
- the upper limit is not particularly limited, it can be, for example, usually 40% by mass or less, or 30% by mass or less.
- the wet mass conversion ratio of soluble dietary fiber and / or insoluble dietary fiber in the dough composition can be, for example, usually in the range of 3.0% by mass or more and 40% by mass or less, more specifically, the lower limit is Usually 3.0% by mass or more, especially 4.0% by mass or more, or 5.0% by mass or more, or 6.0% by mass or more, or 7.0% by mass or more, or 8.0% by mass or more, or 9 0% by mass or more, preferably 10% by mass or more.
- the upper limit is not particularly limited, it can be, for example, usually 40% by mass or less, or 30% by mass or less.
- dietary fiber (or insoluble dietary fiber or soluble dietary fiber) derived from legumes and/or cereals satisfies the above regulations.
- the wet mass conversion ratio of the protein in the dough composition may have a lower limit of, for example, 3.0% by mass or more, and an upper limit of, for example, 40% by mass or less, although the upper limit is not limited. More specifically, the lower limit is usually 3.0% by mass or more.
- the content of dietary fiber (or insoluble dietary fiber), starch, and protein in the fabric composition is calculated using the mass of the entire fabric composition containing water as the denominator and the content of each component as the numerator. It can be adjusted so that each component derived from edible plants (for example, beans and/or cereals) as a raw material is at a specified value or more. That is, in the present invention, the "wet mass conversion ratio” (sometimes simply referred to as “wet mass basis ratio”, “wet mass basis”, “wet mass conversion” or “wet basis”) means the composition or each It represents the content ratio of each component, etc. calculated using the wet mass containing water in the fraction as the denominator and the content of each target component or object as the numerator.
- the wet mass conversion ratio of such edible plants is, for example, 30% by mass or more 100 It can be in the range of mass% or less. More specifically, the lower limit is usually 30% by mass or more, especially 40% by mass or more, or 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, Alternatively, it is preferably 100% by mass. Although the upper limit is not particularly limited, it can usually be 100% by mass or less.
- the edible plants for example, beans and / or cereals
- the edible plants for example, beans and / or cereals
- the ratio of the starch content and/or the protein content derived is a predetermined value or more.
- the ratio of starch content derived from edible plants (e.g., beans and/or cereals) to the total starch content of the dough composition is, for example, in the range of 30% by mass to 100% by mass in terms of dry mass. can do.
- 30% by mass or more especially 40% by mass or more, or 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, or 100% by mass
- the upper limit is not particularly limited, it can usually be 100% by mass or less.
- the ratio of the protein content derived from edible plants (e.g., beans and / or cereals) to the total protein content of the dough composition is in the range of, for example, 10% by mass or more and 100% by mass or less in terms of dry mass. can.
- starch and protein derived from legumes those derived from peas are particularly preferable, and those derived from yellow peas are most preferable. Oats-derived starches and proteins are preferred as millet-derived starches and proteins.
- the sum of the starches derived from beans and cereals satisfies the above-mentioned regulations
- the sum of the proteins derived from beans and cereals satisfies the above-mentioned regulations.
- One of the characteristics of the production method of the present invention is to use, as the dough composition, raw materials whose specific surface area per unit volume after ultrasonic treatment has been adjusted to a predetermined value or more.
- raw materials whose specific surface area per unit volume after ultrasonic treatment has been adjusted to a predetermined value or more.
- edible plants beans or cereals
- starch, protein, dietary fiber, etc. which have been subjected to the necessary processing in step (i) in advance, are pulverized until the specific surface area reaches a certain level or more.
- a treatment may be prepared, optionally hydrated, and used as the raw material for step (i).
- the pulverization treatment may be performed before processing the edible plant, or may be performed simultaneously with processing using an extruder or the like, or the pulverization treatment may be performed after processing the edible plant.
- a 2% by mass ethanol dispersion of the object to be measured which will be described later, is measured using a laser diffraction scattering method, and the specific surface area per unit volume after ultrasonic treatment is a predetermined value or more. To be one.
- a raw material having such characteristics even if it is not kneaded under high temperature conditions of 100 ° C. or higher, it can be conveyed (step (ii)) and kneaded (step (iii)) under low temperature conditions of less than 100 ° C. as described below.
- the specific surface area per unit volume of the raw material after ultrasonic treatment has a lower limit of usually 0.10 m 2 /mL or more, and an upper limit, which is not limited, for example, in the range of 2.5 m 2 /mL. can be More specifically, the lower limit is usually 0.10 m 2 /mL or more.
- the specific surface area per unit volume after ultrasonic treatment is preferably 0.15 m 2 /mL or more, or 0.20 m 2 /mL or more, or 0.25 m 2 /mL or more, particularly 0.30 m 2 /mL or more.
- a predetermined value or more for example, edible plants such as beans and / or cereals, which are raw materials
- the upper limit of the specific surface area per unit volume of the dough composition after ultrasonic treatment is not particularly limited, it is usually 2.5 m 2 /mL or less, or 2.2 m 2 /mL or less, or 2.0 m 2 /mL or less. can be
- pulverized product of edible plants used in step (i) that is, the "pulverized starch-containing food” described later
- a wet pulverized product for example, paste
- the raw material in step (i) may be partially or wholly used as the raw material in step (i)
- the dry pulverized product eg powdery
- the raw material in step (i) may be partially or wholly used as the raw material in step (i).
- the dry basis moisture content of the starch-containing food pulverized product is 25% by mass or more, or 30% by mass or more, especially 35% by mass or more, or It is preferably 40% by mass or more, or 45% by mass or more, or 50% by mass or more, or 55% by mass or more, or 60% by mass or more.
- the upper limit of the dry basis moisture content is not limited, but from the viewpoint of industrial production efficiency, it can be, for example, 200% by mass or less, or 150% by mass or less, or 100% by mass or less. .
- the dry basis moisture content is less than 25% by mass, or less than 20% by mass, especially less than 15% by mass, or less than 10% by mass. preferably.
- the lower limit of the dry basis moisture content is not limited, but from the viewpoint of industrial production efficiency, it may be, for example, 0.5% by mass or more, or 1% by mass or more, or 2% by mass or more. can.
- a dry pulverized product and/or a wet pulverized product is used as the raw material used in step (i), by optionally adding water with a dry basis moisture content of 0% by mass or more and 200% by mass or less, It can be the dough composition of step (i).
- dry raw materials for part or all of the raw materials used in step (i), because the properties of starch such as the degree of gelatinization are likely to be maintained during storage of the dry raw materials.
- an undried composition that has not been dried after being extruded in step (iii) or later can be used. % or less (40% by mass or less, or 30% by mass or less; the lower limit is not particularly limited, but usually 0% by mass or more, or 1% by mass or more). It is preferable because the waste of the product is reduced by using it.
- step (iii) it is possible to use a product obtained by further pulverizing the dried composition that has been dried after being extruded in step (iii). 50% by mass or less (40% by mass or less, or 30% by mass or less; the lower limit is not particularly limited, but usually 0% by mass or more, or 1% by mass or more) in terms of wet mass. is used in step (i) as less product waste.
- the present invention includes the following Invention A (Invention A) A ground starch-containing food satisfying the following (1) to (6) for use in preparing a composition in step (i).
- the content of dietary fiber is 3.0% by mass or more in terms of wet mass.
- the starch content is 10.0% by mass or more in terms of wet mass.
- the protein content is 3.0% by mass or more in terms of wet mass.
- the dry basis moisture content is less than 25% by mass.
- the gelatinization degree of starch is 40% by mass or more.
- the specific surface area per unit volume after ultrasonic treatment is 0.10 m 2 /mL or more.
- the specific surface area per unit volume after ultrasonic treatment shall be measured under the following conditions after the dispersion of the dough composition is disturbed.
- ethanol is used as a solvent, which hardly affects the structure of the sample at the time of measurement of the dough composition. Specifically, 1 g of the sample is immersed in 50 g of ethanol, left to stand for about 5 minutes, and then well stirred and suspended with a spatula.
- Mesh U.S.A. Standard Testing Sieves ASTM Specifications E 11-04 Nominal Dimensions, Permissible Variation for Wire Cloth of Standard Testing Sieves (U.S.A.) Standard Series No.
- the solution (2% by weight ethanol dispersion) passed through the corresponding sieve) is used for measurement. More specifically, 100 g of the suspension (20° C.) was spread evenly over the sieve, and the mixture was vibrated under a load that did not change the composition size until the fraction mass on the sieve became constant. In some cases, the solution passed through the sieve is subjected to measurement as a 2% by mass ethanol dispersion.
- a laser diffraction particle size distribution analyzer used for measurement a laser diffraction particle size distribution analyzer having a measurement range of at least 0.02 ⁇ m to 2000 ⁇ m by a laser diffraction scattering method is used. For example, Microtrac MT3300 EX2 system of Microtrac Bell Co., Ltd.
- DMSII Data Management System version 2, Microtrac Bell Co., Ltd.
- DMSII Data Management System version 2, Microtrac Bell Co., Ltd.
- a button is pressed to perform ultrasonic treatment (treatment of ultrasonic waves with a frequency of 40 kHz at an output of 40 W for 3 minutes). After that, after performing defoaming treatment three times, sample loading treatment was performed again, and after confirming that the concentration was still within the appropriate range, the result of laser diffraction was quickly performed at a flow rate of 60% for a measurement time of 10 seconds. is the measured value.
- the specific surface area per unit volume (m 2 /mL) is the ratio per unit volume (1 mL) when the particles are assumed to be spherical, measured using the laser diffraction particle size distribution analyzer described above. represents the surface area.
- the specific surface area per unit volume when the particles are assumed to be spherical is the measured value that reflects the composition and surface structure of the particles (specific surface area per volume and per mass obtained by permeation method, gas adsorption method, etc.). is a number based on different measurement mechanisms.
- the specific surface area per unit volume when the particles are assumed to be spherical is obtained by 6 ⁇ ⁇ (ai) ⁇ ⁇ (ai ⁇ di), where ai is the surface area per particle and di is the particle diameter. Desired.
- the particle size for each measurement channel described in Table A below is used as a standard. is preferred. Specifically, the particle size specified for each channel in Table A below and the particle size specified for the channel with one larger number (in the maximum channel of the measurement range, the lower limit particle size for measurement) than The frequency of large particles is measured for each channel in Table A below, and the total frequency of all channels within the measurement range is used as the denominator to determine the particle frequency % of each channel (this is referred to as "particles in ⁇ channel (also referred to as "Frequency %"). For example, % particle frequency for one channel represents the % frequency of particles less than or equal to 2000.00 ⁇ m and greater than 1826.00 ⁇ m.
- ⁇ Starch gelatinization degree of raw materials One of the characteristics of the production method of the present invention is to use starch that has been highly gelatinized in advance as the starch that is the raw material of the dough composition. As a result, even if kneading is not performed under high temperature conditions of 100 ° C. or higher, transportation (step (ii)) and kneading (step ( Only by performing iii)), a strong continuous structure of starch (matrix structure) is formed, and cracks do not easily occur inside the composition even after a certain period of time (for example, 3 days or more) during storage at room temperature. It is possible to produce a solid composition for cooking in which the components inside the composition are less likely to flow out after cooking.
- the starch gelatinization degree in the dough composition in step (i) has a lower limit of, for example, 40% by mass or more, and an upper limit of, but not limited to, a range of, for example, 100% by mass or less. can. More specifically, the lower limit is usually 40% by mass or more. Among them, it is preferably 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more. Although the upper limit is not particularly limited, it is usually 100% by mass or less.
- the starch in the dough composition in step (i) is preferably starch preheated at a temperature above a certain level.
- the starch contained in the composition of step (i) has a moisture content of 25% by mass or more (or 30% by mass or more, or 35% by mass or more, or 40% by mass or more) on a dry basis. It is preferable that the starch is preheated at a maximum temperature of 100° C. or higher in the bottom. More specifically, for example, the starch can be preheated in the range of usually 100° C. or higher and 200° C. or lower.
- the starch is preferably preheated to a maximum temperature of usually 100°C or higher, or 110°C or higher, or 120°C or higher.
- the upper limit of the preheating temperature of starch is not particularly limited, it can be usually 200° C. or lower, or 180° C. or lower.
- the starch in the dough composition in step (i) is a certain amount. More preferably, the starch is heated under the dry basis moisture content.
- the dry basis moisture content of the starch during preheating can be, for example, in the range of 40% by mass or more and 200% by mass or less. More specifically, the lower limit is usually 40% by mass or more, especially 45% by mass or more, or 50% by mass or more, or 55% by mass or more, or 60% by mass or more, or 65% by mass or more, or 70% by mass or more, Alternatively, it is preferably 75% by mass or more, particularly 80% by mass or more. Although the upper limit is not particularly limited, it is usually 200% by mass or less, or 175% by mass or less, or 150% by mass or less. Moreover, the starch is preferably derived from an edible plant, and more preferably a starch contained in the edible plant.
- the ratio of the starch content derived from the edible plant (preferably beans and/or cereals) to the total starch content of the entire composition should be in the range of, for example, 30% by mass or more and 100% by mass or less in terms of dry mass. can be done. More specifically, the lower limit is usually 30% by mass or more, especially 40% by mass or more, or 50% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more, In particular, it is preferably 100% by mass.
- ⁇ Starch degrading enzyme activity of raw materials in order to obtain a composition of the present invention in which the activity of the starch degrading enzyme is lower than the predetermined value, the raw material of the dough composition in step (i) must have the activity of the starch degrading enzyme lower than the predetermined value.
- the starch or edible plants containing this e.g., beans and/or cereals
- the starch-degrading enzyme activity of the dough composition containing starch or edible plants containing this is, for example, 0.0 U/g or more and 60.0 U/g in terms of dry mass. It can be in the following range.
- these raw materials can be used so that the concentration is usually 60.0 U/g or less. Among them, it is preferably 50.0 U/g or less, 40.0 U/g or less, or 30.0 U/g or less.
- the lower limit of such ratio is not particularly limited, but is usually 0.0 U/g or more, or 0.1 U/g or more. Since the amylolytic enzymes in edible plants (e.g., beans and/or cereals) have very strong heat resistance, the processing method for obtaining edible plants with low amylolytic activity is to use a dry base moisture content of 50% by mass or more. It is preferable to perform heat treatment at a predetermined temperature or higher in an environment.
- the heating temperature in an environment with a dry basis moisture content of 50% by mass or more can be, for example, in the range of 100°C or higher and lower than 200°C. More specifically, the lower limit is usually 100° C. or higher, preferably 110° C. or higher, and particularly preferably 120° C. or higher. On the other hand, although the upper limit of such temperature is not particularly limited, it is usually less than 200°C.
- the heating time can be arbitrarily set until the amylolytic enzyme activity is adjusted to a predetermined value, but it is usually 0.1 minute or more.
- Raw material PDI As the composition of the present invention, as a raw material of the dough composition in this step (i), protein processed so that the PDI value is lower than a predetermined value or edible plants containing the same (e.g., beans and / or cereals ) is preferably used.
- the PDI value of the protein used as the raw material of the dough composition or the edible plant containing the protein can be in the range of, for example, 0% by mass or more and less than 55% by mass. . More specifically, the upper limit is preferably less than 55% by mass.
- the lower limit of such a ratio is not particularly limited, but is usually 0% by mass or more, further 2% by mass or more, and especially 4% by mass or more.
- the PDI (protein dispersibility index) value is an index representing the solubility of protein, and is the percentage of the water-soluble nitrogen ratio to the total nitrogen ratio of the entire composition according to a standard method (water-soluble nitrogen ratio / total nitrogen of the entire composition It can be obtained as a ratio x 100 (%). Specifically, 20 times the weight of water is added to the measurement sample, and the resulting crushed solution is crushed (using a homogenizer NS-310E3 manufactured by Microtechnicion Co., Ltd. and crushed for 10 minutes at 8500 rpm). The value obtained by multiplying the nitrogen percentage by 20 is determined as the total nitrogen percentage of the entire composition.
- the crushed liquid is centrifuged (at 3000 G for 10 minutes), and the total nitrogen ratio of the obtained supernatant is multiplied by 20 to measure the water-soluble nitrogen ratio, thereby calculating the PDI value in the composition. be able to.
- the total nitrogen ratio is measured using the combustion method (improved Dumas method) stipulated in the Food Labeling Law (“Food Labeling Standards” (Digestive Table No. 139, March 30, 2015)).
- the ratio of the protein content contained in the edible plant (e.g., beans and / or cereals) to the total protein content in the composition is a predetermined value or more, and the PDI value is a predetermined value It is more preferable that it is less than the value because it becomes a composition that does not easily flow out to the boiling juice.
- a processing method for obtaining a protein with a low PDI value and a protein contained in edible plants (e.g., beans and / or cereals) in an environment with a dry basis moisture content of 30% by mass or more, at a predetermined temperature or higher Heat treatment is preferred.
- it can be in the range of 100°C or higher and lower than 200°C. More specifically, it is preferably 100° C.
- the heating time can be arbitrarily set until the PDI value is adjusted to a predetermined value, but it is usually 0.1 minute or more, and the upper limit is not particularly limited, but it is usually 60 minutes.
- ⁇ Particle size of raw insoluble dietary fiber when using edible plants (e.g., beans and / or cereals) as raw materials for the dough composition, the shape of insoluble dietary fiber does not change significantly in the kneading process, so such edible plants (e.g., beans and / or cereals)
- the insoluble dietary fiber derived from preferably has a predetermined size.
- the size of the insoluble dietary fiber in the beans and/or cereals powder that has been casually crushed is more than 450 ⁇ m (the shape of the insoluble dietary fiber contained in the beans and/or cereals is usually rod-like, This is because the laser diffraction particle size distribution measurement of the present invention yields a larger value.).
- the insoluble dietary fiber contained in the foodstuff used in the present invention is subjected to a specific crushing treatment in advance, and its size is reduced to a specific range. It is preferable to use the one with Specifically, in the same manner as described above for the insoluble dietary fiber contained in the composition, an aqueous suspension of edible plants (e.g., beans and/or cereals) is treated with protease and amylase to decompose starch and protein with enzymes.
- the particle diameter d90 of the insoluble dietary fiber in the edible plant (eg, beans and/or millet) obtained by the above procedure can be, for example, in the range of 1 ⁇ m or more and 450 ⁇ m or less. More specifically, the upper limit is usually 450 ⁇ m or less, or 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m or less, or 100 ⁇ m or less, or 90 ⁇ m or less, or 80 ⁇ m or less, or 70 ⁇ m or less, or 60 ⁇ m or less, or 50 ⁇ m or less.
- the particle size d50 of the insoluble dietary fiber in the edible plants (eg, beans and/or millet) obtained by the above procedure can be, for example, in the range of 1 ⁇ m or more and 450 ⁇ m or less. More specifically, the upper limit is usually 450 ⁇ m or less, or 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m or less, or 100 ⁇ m or less, or 90 ⁇ m or less, or 80 ⁇ m or less, or 70 ⁇ m or less, or 60 ⁇ m or less, or 50 ⁇ m or less.
- the particle size d90 and/or the particle size d50 of the insoluble dietary fiber contained in the edible plant exceeds the above range, the effects of the present invention may be difficult to obtain. Although the reason for this is not clear, it is thought that coarse insoluble dietary fiber inhibits the formation of a matrix structure of starch or the like, making it difficult to achieve the effects of the present invention.
- the lower limit of the particle size d90 and/or the particle size d50 of the insoluble dietary fiber contained in edible plants is not particularly limited, but is usually 1 ⁇ m or more, more preferably 3 ⁇ m or more. preferable.
- the shape of dietary fiber does not change significantly in the kneading process, so it is included in such edible plants (for example, beans and / or cereals). It is preferable that the insoluble dietary fiber to be collected has a predetermined shape. Specifically, in the same manner as described above for the insoluble dietary fiber contained in the composition, an aqueous suspension of edible plants (e.g., beans and/or cereals) was treated with protease and amylase, and starch and protein were enzymatically decomposed.
- edible plants for example, beans and / or cereals
- the starch/proteolytic product specifically, the product subjected to starch/proteolytic treatment according to [Procedure b] above
- CFW Calcofluor White
- each of the average longest diameter and/or the average aspect ratio is equal to or less than a predetermined value.
- the thus obtained CFW-stained site is considered to have a structure mainly composed of insoluble dietary fiber among dietary fibers.
- the arithmetic mean value of the longest diameter of CFW-stained sites in edible plants (eg, beans and/or cereals) measured by the above procedure can be, for example, in the range of 2 ⁇ m or more and 450 ⁇ m or less. More specifically, the upper limit is usually 450 ⁇ m or less, or 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m or less, or 100 ⁇ m or less, or 90 ⁇ m or less, or 80 ⁇ m or less, or 70 ⁇ m or less, or 60 ⁇ m or less, or 50 ⁇ m or less.
- the effects of the present invention may be difficult to obtain.
- the reason for this is not clear, but it is believed that the insoluble dietary fiber having a large longest diameter inhibits the formation of a matrix structure of starch or the like, making it difficult to achieve the effects of the present invention.
- the lower limit of the arithmetic average value of the longest diameter of the CFW-stained site is not particularly limited, but is usually 2 ⁇ m or more, more preferably 3 ⁇ m or more.
- edible plants e.g., beans and / or cereals
- dietary fiber especially insoluble dietary fiber
- edible plants e.g., beans and / or cereals
- a powdered dietary fiber that has been processed to have an aspect ratio of a certain value or less.
- the aspect ratio of the CFW-stained portion of the dietary fiber in the edible plant e.g., beans and / or cereals
- powder that is usually randomly crushed will be a numerical value exceeding 5.0 (especially, beans and / Or because the shape of insoluble dietary fiber contained in cereals is usually rod-like.).
- edible plant e.g., beans and/or cereals
- edible plant powder of a specific shape is removed, and the probability that the aspect ratio of the CFW-stained part of the dietary fiber is too high or too low is reduced. high. Therefore, as the edible plant (for example, beans and / or millet) powder, a specific crushing treatment is performed in advance, and the arithmetic average value of the aspect ratio of the CFW-stained part representing dietary fiber is within a specific range. is preferred.
- the arithmetic mean value of the aspect ratio of the CFW-stained site in the edible plant (for example, beans and / or cereals) powder measured by the above procedure is, for example, in the range of 1.1 or more and 5.0 or less. can do. More specifically, the lower limit is usually 5.0 or less, especially 4.5 or less, or 4.0 or less, or 3.5 or less, or 3.0 or less, or 2.5 or less, particularly 2.0 or less. Preferably. When the average value of the aspect ratios of the CFW-stained sites exceeds the above range, the effects of the present invention may be difficult to obtain.
- the lower limit of the arithmetic mean value of the CFW-stained site aspect ratio is not particularly limited, but is usually preferably 1.1 or more, more preferably 1.3 or more.
- a method for measuring various parameters related to dietary fiber in edible plants that is a raw material for the dough composition, that is, amylase and protease treatment, ultrasonic treatment, particle size distribution (particle size d 90 and d 50 )
- amylase and protease treatment e.g., amylase and protease treatment
- ultrasonic treatment e.g., ultrasonic treatment
- particle size distribution particle size distribution (particle size d 90 and d 50 )
- Specific conditions and procedures for measurement, CFW staining, fluorescence microscopic observation, etc. shall be measured in accordance with the above-described method for measuring various parameters related to dietary fiber in the composition.
- ⁇ Refinement and powderization of raw materials In the present invention, when edible plants (eg, beans and/or millet) are used as raw materials for the dough composition, it is preferable to use finely divided and powdered edible plants. There are no particular restrictions on the means and conditions for the fine and powderization treatment. Specifically, the temperature during the miniaturization/powderization treatment is not particularly limited, but when the powder is exposed to high temperatures, the elasticity of the composition of the present invention tends to decrease. It is preferably dried at a temperature of usually 40° C. or higher, although not limited thereto.
- the temperature during the miniaturization/powderization treatment is not particularly limited, but when the powder is exposed to high temperatures, the elasticity of the composition of the present invention tends to decrease. It is preferably dried at a temperature of usually 40° C. or higher, although not limited thereto.
- the temperature is not particularly limited as long as it is a method in which the beans and/or cereals are heated in the state of the beans and/or cereals and then pulverized to reduce the heat load.
- the pressure during the fine pulverization treatment is not limited, and any of high pressure pulverization, normal pressure pulverization, and low pressure pulverization may be used.
- equipment for such a fine treatment include, but are not limited to, equipment such as blenders, mixers, mills, kneaders, pulverizers, pulverizers, and grinders.
- a dry bead mill a medium stirring mill such as a ball mill (rolling type, vibration type, etc.), a jet mill, a high-speed rotary impact mill (pin mill, etc.), a roll mill, a hammer mill, etc. can be used. .
- a medium stirring mill such as a ball mill (rolling type, vibration type, etc.), a jet mill, a high-speed rotary impact mill (pin mill, etc.), a roll mill, a hammer mill, etc.
- a medium stirring mill such as a ball mill (rolling type, vibration type, etc.), a jet mill, a high-speed rotary impact mill (pin mill, etc.), a roll mill, a hammer mill, etc.
- Heating and hydrating treatment of raw materials when using edible plants containing starch and / or protein (e.g., beans and / or cereals) as raw materials for the dough composition, pre-heated under conditions containing water as a pretreatment. is preferred.
- a raw material that has been preliminarily subjected to a heat-hydrolysis treatment suppresses reduction in molecular weight due to thermal decomposition of starch, making it easy to obtain a solid composition that is less likely to cause surface binding.
- the standard moisture content of the edible plant during the heating and hydrating treatment is not limited, but can be, for example, in the range of 25% by mass and 200% by mass or less. More specifically, the lower limit is usually 25% by mass or more, preferably 30% by mass or more, or 40% by mass or more, and particularly preferably 50% by mass or more.
- the upper limit of the dry basis moisture content is not particularly limited, it can be, for example, usually 200% by mass or less, especially 175% by mass or less.
- the heating temperature during the heating and hydrating treatment of the edible plant is not limited, but can be, for example, in the range of 100° C. or higher and 200° C. or lower. More specifically, the lower limit is usually preferably 100° C. or higher, or 110° C. or higher, or 120° C. or higher.
- the upper limit of the heating temperature is not limited, it can be, for example, usually 200° C. or lower, especially 190° C. or lower.
- the edible plant containing starch and the edible plant containing protein in advance before use, and it is further preferable to use the edible plant containing both starch and protein after heating with water.
- the edible plant can be heated with water, for example, by steam heating.
- the starch contained in the composition of step (i) reaches the maximum under moisture conditions with a dry basis moisture content of 25% by mass or more (or 30% by mass or more, or 35% by mass or more, or 40% by mass or more)
- the starch is preferably derived from an edible plant heated to a temperature of 100° C. or higher, and more preferably the starch is contained in the edible plant.
- the ratio of the starch content derived from the edible plant (preferably beans and / or cereals) to the total starch content of the entire composition is usually 30% by mass or more, especially 40% by mass or more, or 50% by mass in terms of dry mass. It is preferably 100% by mass or more, or 60% by mass or more, or 70% by mass or more, or 80% by mass or more, or 90% by mass or more.
- the moisture content on a dry basis is less than 25%.
- heated for example, a maximum temperature of 100 ° C. or higher
- the starch is locally heated and overheated, promoting the thermal decomposition of the starch in the structure. of the amylose may be solubilized and the composition may have an undesirable sticky quality.
- the raw materials such as beans and / or cereals are subjected to high-temperature and high-pressure heat treatment by performing treatment at a high temperature of 100 ° C. or higher in the former stage of the extruder.
- a configuration in which the internal temperature is adjusted to less than 100 ° C. and each step of the manufacturing method of the present invention is performed for example, the extruder 102 of embodiment B shown in FIGS. 3 and 4 above, and two independent extruders is used in tandem connection
- the raw material is heated and hydrated as described in this section in the former stage of the extruder, and then continuously in the latter stage of the extruder.
- the production method of the present invention Since it becomes possible to implement, it may be preferable from the viewpoint of efficiency.
- the composition after subjecting beans and/or cereals, which are raw materials, to a high-temperature, high-pressure and high-intensity kneading treatment in advance in the former extruder Optional drying treatment followed by pulverization treatment to produce a starch-containing pulverized composition, one of the raw materials (edible plant processed products) used in the production of the composition in step (i) in the extruder of the embodiment shown in FIG. You may use it as a part or all. That is, in the first half of the processing corresponding to the pretreatment in this embodiment, the manufacturing conditions for the later-described starch-containing pulverized composition or dry pulverized starch-containing composition can be adopted.
- a twin screw extruder having a function corresponding to 204B may be used to produce a starch-containing food pulverized product or a dry starch-containing pulverized food product. That is, the production conditions for the later-described starch-containing pulverized food or dry starch-containing pulverized food can be adopted in the first half of the processing corresponding to the pretreatment in this aspect.
- the water content to be blended during high temperature, high pressure and high kneading in the extruder during the production of the starch-containing food pulverized material which is the raw material
- water is added as appropriate so that the moisture content, with the weight of the sample as the denominator, and the weight of the sample without water as 100) becomes a predetermined ratio.
- the dry basis moisture content can be in the range of 3% by mass or more and 100% by mass or less. More specifically, the lower limit of the dry basis moisture content in the fabric composition is 3% by mass or more, especially 5% by mass or more, further 7% by mass or more, particularly 10% by mass or more, so that the fabric is integrated. It is preferable because the kneading strength tends to increase.
- the upper limit is not particularly limited, it is usually 100% by mass or less, preferably 80% by mass or less, more preferably 60% by mass or less, or 50% by mass or less, or less than 50% by mass, or 40% by mass or less, or 40% by mass. Less than, 30% by mass or less, or less than 30% by mass, or 25% by mass or less, or less than 25% by mass is preferable because the drying treatment is easy to perform.
- the dry basis moisture content in the dough composition can be in the range of 3% by mass or more and 60% by mass or less. More specifically, the upper limit of the dry basis moisture content in the dough composition is 60% by mass or less, or 50% by mass or less, or less than 50% by mass, or 40% by mass or less, or less than 40% by mass, or 30% by mass % or less, or less than 30% by mass, or less than 25% by mass, or less than 25% by mass, because the quality is easy to swell. Although the lower limit is not particularly limited, it is usually 3% by mass or more, preferably 5% by mass or more, more preferably 7% by mass or more, and particularly preferably 10% by mass or more.
- the SME (specific mechanical energy) value obtained by formula I is a predetermined value or more, Starch granules are sufficiently destroyed, and it is preferable because it becomes a pulverized food product that satisfies the requirements (a) and/or (b) regarding the starch granule structure described later.
- the SME value is in the range of, for example, 300 kJ/kg or more and 5000 kJ/kg or less, the starch granules are sufficiently destroyed, which is preferable.
- the lower limit is usually 300 kJ/kg or more, especially 320 kJ/kg or more, or 330 kJ/kg or more, or 340 kJ/kg or more, or 350 kJ/kg or more, or 360 kJ/kg or more, or 370 kJ/kg or more. , or 380 kJ/kg or more, or 390 kJ/kg or more, or 400 kJ/kg or more.
- the upper limit is not particularly limited, it is usually 5000 kJ/kg or less, or 4000 kJ/kg or less, or 3000 kJ/kg or less, or 2000 kJ/kg or less.
- the extruder screw rotation speed is usually more than 150 rpm, preferably more than 200 rpm, or more than 250 rpm.
- the kneading is performed under pressurized conditions, that is, under pressurized conditions against atmospheric pressure. It is preferable to perform the kneading under the condition of applying a higher pressure than usual.
- the kneading pressure can be measured by measuring the outlet pressure of the extruder.
- the lower limit of the pressure to be applied to the atmospheric pressure during kneading is usually 0.01 MPa or more, especially 0.03 MPa or more, or 0.05 MPa or more, or 0.1 MPa or more, or 0.2 MPa or more, or 0.3 MPa or more. , or 0.5 MPa or more, or 1.0 MPa or more, or 2.0 MPa or more, or 3.0 MPa or more.
- the upper limit of the pressure applied to the atmospheric pressure during kneading is not particularly limited, but can be, for example, 50 MPa or less, 30 MPa or less, or 10 MPa or less. Further, it is preferable to install the flow retardation structure near the tip end of the kneading section (preferably immediately after the tip end of the kneading section) because the pressure in the kneading section can be increased.
- the temperature during kneading can be in the range of, for example, 100° C. or higher and 300° C. or lower. More specifically, the lower limit is usually 100° C. or higher, preferably 105° C. or higher, or 110° C. or higher, or 115° C. or higher.
- the upper limit of the temperature during extrusion is usually 300° C. or less, or 250° C. or less, or 200° C. or less, or 190° C. or less, or 180° C. or less, or 170° C. or less, or 165° C. or less, or 160° C. or less. , or 155° C. or lower.
- the dough temperature at the time of extrusion of the composition that has been kneaded at high temperature, high pressure and high intensity at this temperature is not limited, but may be 100°C or higher or lower than 100°C.
- the composition extruded at a temperature of less than 100°C becomes a non-swelled state (density of 1.00 g/cm 3 or more) after extrusion, and the composition extruded at 100°C or more becomes a swollen state (density of 1.00 g/cm 3 or more) after extrusion. cm 3 ).
- the temperature during the extrusion process is, for example, in the range of 0°C or higher and lower than 100°C. be able to. More specifically, the lower limit is usually less than 100°C, or less than 95°C, or less than 90°C, or less than 85°C, or less than 80°C, or less than 75°C, or less than 70°C, or less than 65°C, or 60°C. °C is preferred. Although the lower limit is not particularly limited, it is usually 0° C. or higher, or 4° C. or higher, or 10° C. or higher, or 20° C. or higher, or 30° C. or higher, or 40° C. or higher, particularly 50° C. or higher.
- the structure is such that the starch, which is the supporting structure, can be easily crushed, and the subsequent pulverization process can be easily performed. Therefore, it is preferable.
- the principle is that the moisture in the dough composition pressurized inside the extruder is kept in a liquid state even though it is 100 ° C. or higher, and then quickly released under atmospheric pressure, so that the moisture in the dough is It is thought that the composition is in a swollen state after being extruded due to the mechanism of rapid vaporization and formation of voids inside the composition as the pressure drops.
- the outlet temperature of the extruder may be 100° C. or higher, and specifically, the temperature during extrusion may be in the range of 100° C. or higher and 300° C. or lower. More specifically, the lower limit is usually 100° C. or higher, preferably 105° C. or higher, or 110° C. or higher, or 115° C. or higher.
- the upper limit of the temperature during extrusion is usually 300° C. or less, or 250° C. or less, or 200° C. or less, or 190° C. or less, or 180° C. or less, or 170° C. or less, or 165° C. or less, or 160° C. or less. , or 155° C. or lower.
- the density of the composition in the "swollen state” in the present invention is less than a predetermined value.
- the density of the "swollen state" composition in the present invention is preferably in the range of, for example, 0.01 g/cm 3 or more and less than 1.00 g/cm 3 .
- the upper limit is preferably less than 1.00 g/cm 3 , more preferably less than 0.90 g/cm 3 or less than 0.80 g/cm 3 .
- the lower limit is not particularly limited, it is usually 0.01 g/cm 3 or more, 0.05 g/cm 3 or more, or 0.10 g/cm 3 or more.
- the composition is pulverized so that the particle diameter d50 and/or d90 (preferably both the particle diameters d50 and d90 ) after ultrasonic treatment is about 1000 ⁇ m or less.
- the lower limit of the particle size d50 and/or d90 (preferably both the particle size d50 and d90 ) after ultrasonic treatment is not particularly limited, it is usually preferably 1 ⁇ m or more.
- the above-mentioned known method can be used.
- the composition after extrusion can optionally be subjected to a drying treatment.
- the drying treatment may be performed before or after the pulverization treatment, but it is preferable to perform the drying treatment before the pulverization treatment because pulverization can be smoothly performed.
- the dry basis moisture content decreases by 5% or more before and after drying treatment (that is, "(the ratio in the composition before drying treatment - the ratio in the composition after drying treatment) / before drying treatment It is preferable that the ratio of decrease defined by "the said ratio in the composition of is a certain value or more").
- Such a reduction rate is, among others, 10% or more, further 15% or more, especially 20% or more, or 25% or more, or 30% or more, or 35% or more, or 40% or more, or 45% or more, especially 50% It is preferable to set it as above.
- the upper limit is not particularly limited, it can be, for example, usually 100% or less, or 95% or less.
- the dry basis moisture content in the composition after drying is less than 60% by mass, or less than 55% by mass, especially less than 50% by mass, or less than 45% by mass, or less than 40% by mass, or less than 35% by mass. , or less than 30% by mass, or less than 25% by mass, or less than 20% by mass, or less than 15% by mass.
- the lower limit of the dry basis moisture content in the composition of the present invention is not limited, but from the viewpoint of industrial production efficiency, for example, 0.5% by mass or more, or 1% by mass or more, or It can be 2% by mass or more.
- the dry basis moisture content in the composition of the present invention may be derived from various components of the composition, or may be derived from water further added during processing in the present invention. good.
- the extruder in the previous stage preliminarily presses the beans and/or cereals, which are raw materials, to a high temperature.
- the composition after high-pressure and strong kneading treatment is used as part or all of the raw material (edible plant processed product) used in step (i) production in the extruder of the aspect shown in FIG.
- starch-containing food pulverization The product can be stored at room temperature (20°C) for a certain period of time (for example, 1 day or more and 10 years or less), but in order to suppress starch aging during storage, drying treatment was performed either before or after pulverization treatment.
- a dry ground starch-containing composition is preferred.
- the starch gelatinization degree in the dry pulverized starch-containing composition can be, for example, in the range of 50% by mass or more and 100% by mass or less. More specifically, it is usually 50% by mass or more, preferably 60% by mass or more, or 70% by mass or more, or 80% by mass or more, and particularly preferably 85% by mass or more.
- the upper limit of the degree of gelatinization is not particularly limited, it is usually preferably 100% by mass, or 100% by mass or less, or 99% by mass or less, or 95% by mass or less, or 90% by mass or less.
- invention B A method for producing a starch-containing food pulverized product for use in step (i) using an extruder, comprising the following steps (I) to (V) for producing a puffed food composition Method.
- Beans powder and/or cereals powder are hydrated so that the dry basis moisture content is 3% by mass or more, or 5% by mass or more, or 7% by mass or more, or 10% by mass or more, and the upper limit is not particularly limited. is usually adjusted to 100% by mass or less, or 80% by mass or less, or 60% by mass or less, or 40% by mass or less, or 30% by mass or less.
- step (II) The composition after preparation in step (I) is brought to a temperature of 100°C or higher and 300°C or lower under pressurized conditions, and the SME value is 300 kJ/kg or higher, or 320 kJ/kg or higher, or 330 kJ/kg or higher, or 340 kJ. /kg or more, or 350 kJ/kg or more, or 360 kJ/kg or more, or 370 kJ/kg or more, or 380 kJ/kg or more, or 390 kJ/kg or more, or 400 kJ/kg or more.
- step (III) A step of extruding the kneaded composition of step (II) under atmospheric pressure to expand it.
- step (IV) optionally subjecting the composition of step (III) to a drying treatment;
- step (V) grinding the composition of step (III) or (IV);
- invention C A method for producing a starch-containing pulverized food product according to Invention B, wherein the temperature of the composition in step (III) is 100°C or higher.
- the exit temperature of the extruder in the first half of the extruder which corresponds to the pretreatment, to less than a predetermined temperature (for example, less than 100° C.) so that the composition is in a non-expanded state after extrusion.
- a predetermined temperature for example, less than 100° C.
- the temperature at which the extrusion process is performed can be, for example, in the range of 0°C or higher and lower than 100°C.
- the lower limit is usually less than 100°C, especially less than 95°C, further less than 90°C, or less than 85°C, or less than 80°C, or less than 75°C, or less than 70°C, or less than 65°C, or It is preferably below 60°C, or below 55°C, or below 50°C, or below 45°C, especially below 40°C.
- the lower limit is not particularly limited, it can be usually 0° C. or higher, or 4° C. or higher.
- the dry basis moisture content decrease difference is 10% by mass or less (i.e., "dry basis in the composition immediately after being extruded from the former extruder). It is preferable that the difference in decrease defined by "moisture content - dry basis moisture content in the composition supplied to the subsequent extruder" becomes a value below a certain value). Among them, it is preferably 8% by mass or less, more preferably 5% by mass or less.
- the lower limit is not limited, but from the viewpoint of industrial production efficiency, it can be, for example, 0% by mass or more, or 0.5% by mass or more, or 1% by mass or more, or 2% by mass or more.
- the dry basis moisture content in the composition of the present invention may be derived from various components of the composition, or may be derived from water further added during processing in the present invention.
- the transportation environment may be partially sealed from the outside to increase the relative humidity around the composition from the outside, or mist-like moisture may be sprayed. .
- the particle size of the whole dough composition is preferably the same size as the aforementioned edible plant (for example, beans and/or cereals) powder preferably used as a raw material.
- ethanol is used as a solvent, which hardly affects the structure of the sample when measuring the composition.
- a dispersion in which the sample is previously diluted with a solvent and suspended is used, and the measurement is performed in a state in which the sample is uniformly suspended in the solvent. Specifically, 1 g of the sample is immersed in 50 g of ethanol, left to stand for about 5 minutes, and then well stirred and suspended with a spatula.
- the solution passed through the sieve is subjected to measurement as a 2% by mass ethanol dispersion, and the particle diameter obtained by measuring the specific surface area per unit volume using a laser diffraction particle size distribution analyzer in the same manner as described above. From the distribution, the particle size after sonication is determined.
- the particle size d 90 after ultrasonic treatment of the whole dough composition measured by the above procedure can be, for example, in the range of 0.3 ⁇ m or more and less than 500 ⁇ m. More specifically, the upper limit is usually preferably less than 500 ⁇ m, especially 450 ⁇ m or less, or 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m or less, or 100 ⁇ m or less, or 90 ⁇ m or less, Or 80 ⁇ m or less, or 70 ⁇ m or less, or 60 ⁇ m or less, or 50 ⁇ m or less is more preferable.
- the upper limit is usually preferably less than 500 ⁇ m, especially 450 ⁇ m or less, or 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m or less, or 100 ⁇ m or less, or
- the particle diameter d 50 after ultrasonic treatment is also preferably less than 500 ⁇ m, especially 450 ⁇ m or less, or 400 ⁇ m or less, or 350 ⁇ m or less, or 300 ⁇ m or less, or 250 ⁇ m or less, or 200 ⁇ m or less, or 150 ⁇ m or less, or 100 ⁇ m or less. , or 90 ⁇ m or less, or 80 ⁇ m or less, or 70 ⁇ m or less, or 60 ⁇ m or less, or 50 ⁇ m or less. Although the lower limits of d 90 and d 50 are not particularly limited, they are usually 0.3 ⁇ m or more, or 1 ⁇ m or more.
- the dough composition in step (i) preferably satisfies the following characteristics when subjected to gel filtration chromatography measurement by various methods described below.
- molecular weight distribution or “molecular weight distribution curve” means that the molecular weight logarithm is plotted on the horizontal axis (X axis), and the total measured value of the RI detector in the entire measurement range is plotted on the vertical axis (Y axis).
- FIG. 10 represents a distribution diagram obtained by plotting the percentage (%) of the measured value in the molecular weight logarithm.
- the purified starch obtained by subjecting the composition to 40 times the weight of the composition (for example, adding 40 g of water to 1 g of the composition) in water at a constant temperature of 90° C.
- the constant temperature treatment at 90°C for 15 minutes is too harsh if the temperature is too high or if the composition is shaken by thermal convection, so the composition is put into a container such as an Eppendorf tube and the temperature is adjusted to 90°C. After adding 40 times the amount of water by mass, the container is sealed, and the temperature of the container is adjusted in boiling water while slowly stirring so that the internal temperature is uniform, and the treatment temperature does not rise too much. It is preferable to carry out constant temperature treatment as follows.
- the pulverization treatment after the constant temperature treatment in this [Procedure a] may be any method as long as the composition can be sufficiently homogenized, for example, using a homogenizer NS52 (manufactured by Microtech Nition Co., Ltd.) at 25000 rpm for 30 seconds. It may be carried out by crushing.
- a homogenizer NS52 manufactured by Microtech Nition Co., Ltd.
- the proteolytic enzyme treatment in this [Procedure a] may be a treatment that can sufficiently enzymatically decompose the protein in the composition, but for example, 0.5% by mass of the composition subjected to the pulverization treatment.
- a proteolytic enzyme (Proteinase K manufactured by Takara Bio Inc., product code 9034) may be added and allowed to react, for example, at 20° C. for 16 hours.
- the extraction of ethanol-insoluble and dimethylsulfoxide-soluble components in this [Procedure a] is not limited, but may be performed, for example, as follows. That is, (i) 99.5% ethanol (manufactured by Fujifilm Wako Pure Chemical Industries, Ltd.) is added in an amount 240 times by mass based on the composition initially used to the composition that has been pulverized and treated with a proteolytic enzyme. After mixing, centrifuge (eg, 10000 rpm for 5 minutes) to obtain an ethanol-insoluble fraction.
- dimethyl sulfoxide (CAS67-68-5, manufactured by Fujifilm Wako Pure Chemical Industries, Ltd.) was added in an amount 80 times by mass based on the composition initially used. , and dissolved by treating at 90° C. for 10 minutes with stirring, centrifuging the dissolved solution (10000 rpm, 5 minutes) to collect the supernatant to obtain a dimethylsulfoxide-soluble fraction. Subsequently, (iii) to the obtained dimethylsulfoxide-soluble fraction, 99.5% ethanol was added in an amount 240 times by mass based on the composition initially used, mixed, and then centrifuged (10000 rpm, 5 minutes) to collect the precipitated fraction. After that, (iv) the above (iii) is repeated three times, and the finally obtained precipitate is dried under reduced pressure to obtain an ethanol-insoluble and dimethylsulfoxide-soluble component as purified starch.
- dimethyl sulfoxide (CAS67-68-5, manufactured by Fujifilm Wako Pure Chemical Industries, Ltd
- the filtrate obtained under the [Condition A] is subjected to gel filtration chromatography, and the mass average molecular weight distribution in a predetermined section described later within the molecular weight logarithm range of 5.0 or more and less than 9.5 is determined. Measure.
- the mass average molecular weight logarithm and the entire curve obtained from the molecular weight distribution curve in the predetermined molecular weight logarithm range Obtain the ratio of the area under the curve in a given molecular weight logarithmic interval to the total area. Therefore, it is desirable to appropriately set the gel filtration chromatography to obtain these values.
- ⁇ Measurement conditions for gel filtration chromatography In the present invention, as a gel filtration column for gel filtration chromatography, among the molecular weight logarithms of 5.0 or more and less than 9.5 to be measured, particularly within the middle molecular weight logarithm range (6.5 or more and less than 8.0) A gel filtration column with a common logarithmic molecular weight exclusion limit (Da) of and below (less than 6.5) is used. In addition, a plurality of gel filtration columns having different exclusion limit molecular weights within the above range are used, and these are connected in series (tandem form) in order from the upstream side of the analysis, from those with larger exclusion limit molecular weights to those with smaller exclusion limits.
- Da logarithmic molecular weight exclusion limit
- the starch having a molecular weight logarithm (6.5 or more and less than 8.0) corresponding to the intermediate section has a molecular weight logarithm (5.0 or more and less than 6.5) corresponding to a smaller section It is possible to separate from starch and/or starch having a molecular weight logarithm corresponding to a larger interval (8.0 or more and less than 9.5) and appropriately measure each parameter.
- a specific example of such a combination of gel filtration columns is a combination in which the following four columns are connected in series.
- ⁇ TOYOPEARL HW-75S manufactured by Tosoh Corporation, exclusion limit molecular weight (logarithm): 7.7 Da, average pore diameter of 100 nm or more, ⁇ 2 cm ⁇ 30 cm): 2 pieces.
- ⁇ TOYOPEARL HW-65S manufactured by Tosoh Corporation, exclusion limit molecular weight (logarithm): 6.6 Da, average pore diameter 100 nm, ⁇ 2 cm ⁇ 30 cm); 1 piece.
- TOYOPEARL HW-55S manufactured by Tosoh Corporation, exclusion limit molecular weight (logarithm): 5.8 Da, average pore diameter 50 nm, ⁇ 2 cm ⁇ 30 cm): 1 piece.
- the eluent for gel filtration chromatography is not limited, but for example, 0.05M NaOH/0.2% by mass NaCl or the like can be used.
- the conditions for gel filtration chromatography are not limited, but for example, an oven temperature of 40° C., a flow rate of 1 mL/min, and analysis can be performed every 0.5 seconds per unit time.
- detection equipment for gel filtration chromatography include, but are not limited to, an RI detector (RI-8021 manufactured by Tosoh Corporation) and the like.
- the data analysis method of gel filtration chromatography is not limited, specific examples thereof include the following.
- the measured value at each elution time (molecular weight logarithm) when the total of the measured values of the detection device at each elution time within the molecular weight logarithm range (5.0 or more and less than 9.5) of the measurement target is set to 100
- X axis molecular weight logarithm
- Y axis the percentage (%) of the measured value at each molecular weight logarithm with respect to the total measured value of the RI detector in the entire measurement range
- step (i) the dough composition in step (i) is subjected to constant temperature treatment of the composition in 40 times the mass of water at 90 ° C. for 15 minutes, and then the component obtained by the above [procedure a].
- the composition has a ratio of the area under the curve (hereinafter referred to as "AUC1”) in the logarithm of 5.0 or more and less than 6.5, which is less than or less than a predetermined value.
- AUC1 the area under the curve
- the AUC1 obtained by subjecting the dough composition in step (i) to the measurement can be, for example, in the range of 10% or more and 70% or less.
- the upper limit is usually 70% or less, preferably 65% or less, or less than 65%, or 60% or less.
- a dough composition having an AUC1 of less than or less than the above-mentioned predetermined value is subjected to the above-mentioned heat-hydrolysis treatment to decompose a relatively high-molecular fraction (molecular weight logarithm 6.5 or more and less than 8.0), which is considered to be mainly amylopectin. There is a high probability that the sexual enzyme is inactivated.
- the lower limit is not particularly limited, it is usually 10% or more, or 15% or more.
- the dough composition in step (i) is the molecular weight distribution curve (MWDC 5.0-8.0 ) in the section where the molecular weight logarithm for the total area under the curve is 6.5 or more and less than 8.0. It is preferable that the composition has a lower area ratio (hereinafter referred to as “AUC2”) of a predetermined value or more.
- AUC2 area ratio
- the AUC2 obtained by subjecting the dough composition in step (i) to the above measurement can be, for example, in the range of 30% or more and 90% or less. More specifically, the upper limit is usually 30% or more, preferably 35% or more, more preferably 40% or more, or 45% or more.
- a dough composition with AUC2 equal to or higher than the predetermined value has a high probability that amylopectin in the starch remains in an appropriate amount even after heat treatment.
- the upper limit is not particularly limited, it is usually 90% or less, or 85% or less.
- the dough composition of step (i) is obtained by analyzing the components obtained by processing the composition according to [Procedure a] under [Condition A].
- the area under the curve of the section where the molecular weight logarithm is 6.5 or more and less than 8.0 with respect to the total area under the curve (hereinafter referred to as "AUC3") is preferably a composition with a predetermined value or higher.
- the AUC3 obtained by subjecting the dough composition in step (i) to the measurement can be, for example, in the range of 30% or more and 100% or less.
- the lower limit is usually 30% or more, preferably 35% or more, more preferably 40% or more, or 50% or more, or 60% or more, or 70% or more, or 80% or more.
- a dough composition having an AUC3 of the predetermined value or more is preferable because it has a quality that is difficult to bind when drying treatment is performed, and the productivity is high.
- high-molecular-weight starch fractions molecular weight logarithm 6.5 or more and less than 9.5
- relatively low molecular weight molecular weight logarithm is 6.5 or more and less than 8.0
- the upper limit is not particularly limited, it is usually 100%, or 100% or less, or 98% or less.
- cereals other than cereals such as rice, wheat, and barley, tend to contain many fractions with a molecular weight logarithm of 8.0 or more and less than 9.5. It is preferable that the total content of rice, wheat, and barley is equal to or less than a predetermined ratio. Specifically, the total content of grains other than millet (for example, rice, wheat, and barley) is 0% by mass or more and 50% by mass or less (or 40% by mass or less, or 30% by mass or less, or 20% by mass or less on a dry basis). % by mass or less, or 10% by mass or less, or substantially not contained, or not contained).
- the total starch content derived from cereals other than millet is 0% by mass or more and 50% by mass or less (or 40% by mass or less, or 30% by mass or less, in terms of dry mass), or 20% by mass or less, or 10% by mass or less, or substantially not contained, or not contained).
- the ratio of the total starch content derived from cereals other than cereals (e.g., rice, wheat, and barley) to the total starch content of the entire composition is 0% to 50% by mass (or 40%) in terms of dry mass. % by mass or less, or 30% by mass or less, or 20% by mass or less, or 10% by mass or less, or substantially not contained, or not contained).
- substantially free in the present invention means that the content is less than 10 ppm by mass.
- the ratio of the area under the curve of the molecular weight distribution curve MWDC 3.5-6.5 where the molecular weight logarithm is 3.5 or more and less than 5.0 (hereinafter referred to as AUC4) is within a predetermined range.
- AUC4 of the composition of the present invention can be, for example, in the range of 10% or more and 70% or less. More specifically, the lower limit is usually preferably 10% or more. Among them, it is preferably 15% or more, more preferably 20% or more, particularly 25% or more, or 30% or more, or 35% or more, or 40% or more.
- amylose contained in starch (considered to be contained in the fraction whose molecular weight logarithm is in the range of 5.0 or more and less than 6.5) is further replaced by low-molecular-weight dextrin. It is preferable that the ratio of decomposition into (considered to be contained in the fraction having a molecular weight logarithm in the range of 3.5 or more and less than 5.0) is larger than a predetermined value, because the composition has a good texture.
- the upper limit is not particularly limited, it can be, for example, usually 70% or less, 60% or less, 50% or less, or 45% or less.
- the above-described extruder of the present invention having a screw adjusted to a predetermined value or more (at least 50% or more, the upper limit of which is not particularly limited, but usually less than 100%) with respect to the total length of the screw , it is possible to ensure a relatively long transport time by the flight portion of the screw in this step (ii).
- the transportation time may be determined as appropriate based on the temperature and pressure during transportation, the total length of the screw, the length ratio of the flight portion, etc.
- the transfer time (the time during which the composition stays in the flight portion) can be in the range of 0.1 minute or more and 60 minutes or less. More specifically, the lower limit is usually 0.1 minutes or more, especially 0.2 minutes or more, or 0.3 minutes or more, or 0.4 minutes or more, or 0.5 minutes or more, or 0.8 minutes or more , or 1 minute or longer, preferably 2 minutes or longer.
- the upper limit of the transport time is not limited, but from the viewpoint of efficiency, it is usually within 60 minutes, preferably within 30 minutes, or within 15 minutes.
- the temperature during transportation may be appropriately determined based on the pressure and time of transportation, the total length of the screw, the length ratio of the flight portion, etc.
- the average temperature during transportation can be in the range of, for example, 40°C or higher and lower than 100°C. More specifically, the upper limit is less than 100° C., preferably 99° C. or less, or 98° C. or less, or 97° C. or less, or 96° C. or less, or 95° C.
- the lower limit of the average temperature during transportation is usually 40°C. Above all, it is preferable to set the temperature to 45° C. or higher, or 50° C. or higher, or 55° C. or higher.
- the average temperature represents the arithmetic mean value of the composition temperature inside the barrel of the site, and can be calculated by measuring the inside of the barrel of the site at finite equal intervals (for example, 1 cm intervals). Further, the highest temperature reached at the site can be in the range of, for example, 40°C or higher and lower than 100°C.
- the upper limit is usually less than 100°C, preferably 99°C or less, or 98°C or less, or 97°C or less, or 96°C or less, or 95°C or less, and the lower limit is usually 40°C. Above all, it is preferably 45° C. or higher, or 50° C. or higher, or 55° C. or higher, or 60° C. or higher, or 65° C. or higher, or 70° C. or higher, or 75° C. or higher, or 80° C. or higher.
- the dough composition conveyed from the flight section in the stage (ii) is kneaded at a certain strength or higher under pressurized conditions.
- Such intense kneading makes it easier for the starch grain structure in the composition to swell with water, thereby facilitating destruction, and the effects of the present invention are exhibited.
- the SME (specific mechanical energy) value obtained by the following formula I is equal to or higher than a predetermined value, because the starch granules are sufficiently destroyed and the properties of the matrix are expressed.
- kneading can be carried out under conditions in which the SME value is, for example, 300 kJ/kg or more, and although the upper limit is not particularly limited, the range is, for example, 5000 kJ/kg or less.
- the lower limit is usually 300 kJ/kg or more, especially 320 kJ/kg or more, or 330 kJ/kg or more, or 340 kJ/kg or more, or 350 kJ/kg or more, or 360 kJ/kg or more, or 370 kJ/kg or more, or It is preferable to knead under the condition of 380 kJ/kg or more, 390 kJ/kg or more, or 400 kJ/kg or more.
- the upper limit is not particularly limited, it is usually 5000 kJ/kg or less, or 4000 kJ/kg or less, or 3000 kJ/kg or less, or 2000 kJ/kg or less.
- the screw rotation speed of an extruder can be made into the range more than 150 rpm and 2500 rpm or less, for example. More specifically, it is usually more than 150 rpm, preferably more than 200 rpm, or more than 250 rpm. Although the upper limit is not particularly limited, it can be, for example, usually 2500 rpm or less, or 1500 rpm or less.
- N Screw rotation speed during kneading (rpm)
- N max Maximum screw rotation speed (rpm)
- ⁇ torque during kneading/maximum torque (%)
- ⁇ empty idling torque/maximum torque (%)
- Q total mass flow rate (kg/hour)
- P max stirrer (e.g. extruder) maximum power (kW)
- One of the characteristics of the production method of the present invention is that the kneading in this step (iii) is carried out at a low temperature of less than 100°C (the lower limit is not particularly limited, but usually more than 0°C). According to the production method of the present invention, by satisfying each of the above requirements, even if the kneading in this step (iii) is performed at a low temperature of less than 100 ° C., a certain period of time (for example, 3 days or more) is required during storage at room temperature. It is possible to obtain a solid composition in which the inside of the composition is less likely to crack even after a lapse of time, and the components inside the composition are less likely to flow out after cooking.
- a certain period of time for example, 3 days or more
- the average temperature during kneading (the average temperature of the composition inside the barrel of the kneading section) has an upper limit of less than 100°C and a lower limit of which is not limited, but can be, for example, 40°C or higher. More specifically, the upper limit is usually less than 100° C., preferably 99° C. or less, or 98° C. or less, or 97° C. or less, or 96° C. or less, or 95° C. or less.
- the destruction of the starch granule structure in the composition by kneading may not proceed sufficiently. or higher, or 50° C. or higher, or 55° C. or higher, or 60° C. or higher, or 65° C. or higher, or 70° C. or higher, or 75° C. or higher, or 80° C. or higher.
- the processing at the lower limit or higher of the average temperature by the extruder and the above-mentioned high SME value is performed in the range of, for example, 3% or more and 100% or less of the length of the kneading section in the screw. can be done.
- the starch granule structure derived from legumes, cereals, and nuts is more robust in structure, so the treatment at relatively high temperature and high SME value described above is more useful.
- the average temperature represents the arithmetic mean value of the composition temperature inside the barrel of the site, and can be calculated by measuring the inside of the barrel of the site at finite equal intervals (for example, 1 cm intervals).
- the highest temperature reached at the site can be, for example, in the range of 40°C or higher and lower than 100°C.
- the upper limit is usually less than 100°C, preferably 99°C or less, or 98°C or less, or 97°C or less, or 96°C or less, or 95°C or less, and the lower limit is usually 40°C. Above all, it is preferably 45° C. or higher, or 50° C. or higher, or 55° C. or higher.
- the pressure conditions during kneading are not limited, and kneading may be performed under atmospheric pressure, but it is preferable to perform kneading under pressurized conditions against atmospheric pressure. It is more preferable to carry out the kneading under the condition of applying a pressure higher than usual, because the breakdown of the starch granule structure of the present invention and the development of the structure of the site to be dyed proceed more easily.
- the kneading pressure can be measured by measuring the outlet pressure of the extruder.
- the lower limit of the pressure to be applied to the atmospheric pressure during kneading is, for example, 1.0 MPa or more, and the upper limit is not limited, but can be, for example, 50 MPa or less.
- the lower limit is usually 1.0 MPa or more, especially 1.3 MPa or more, or 1.5 MPa or more, or 1.8 MPa or more, or 2.0 MPa or more, or 2.5 MPa or more, or 3.0 MPa or more. can do.
- the upper limit of the pressure applied to the atmospheric pressure during kneading is not particularly limited, but can be, for example, 50 MPa or less, 40 MPa or less, 30 MPa or less, or 20 MPa or less.
- the kneading time may be appropriately determined based on the kneading temperature and pressure, the size of the kneading container, and the like. In particular, since the amount of heat applied to the composition largely varies depending on the characteristics of the equipment used, it is preferable to process the composition so that the physical properties of the composition before and after treatment are adjusted within a predetermined range. However, in general, the kneading time can be in the range of 0.1 minute or more and 60 minutes or less.
- the lower limit is usually 0.1 minutes or more, especially 0.2 minutes or more, or 0.3 minutes or more, or 0.4 minutes or more, or 0.5 minutes or more, or 0.8 minutes or more, Alternatively, it is preferably 1 minute or more, particularly 2 minutes or more.
- the upper limit of the kneading time is not limited, but from the viewpoint of efficiency, it is usually within 60 minutes, preferably within 30 minutes, or preferably within 15 minutes.
- step (i) by using a dough composition and/or an edible plant product (the starch-containing pulverized composition described above) having a number of starch granule structures of a predetermined value or less, the effect in steps (ii) and (iii) It is preferable because it is easier to obtain.
- the dough composition in which the starch grain structure is destroyed can be processed without using special processing at a high temperature of 100 ° C. or higher. It is believed that the starch diffuses throughout the composition in a matrix to form a continuous structure.
- the dough composition of step (i) preferably satisfies requirements (a) and/or (b) regarding starch granule structure below, and satisfies both requirement (a) and requirement (b) is more preferred.
- a raw material in which the starch granules have been destroyed to an extent that satisfies the following requirements (a) and/or (b) regarding the starch granule structure may be used, and the requirement (a)
- a processed edible plant product particularly the aforementioned starch-containing pulverized composition subjected to a high-temperature, high-intensity kneading treatment until both the above requirements (b) are satisfied may be used as a raw material.
- the number of starch grains observed in a 6% suspension of the pulverized product of the composition is 300 grains/mm 2 or less.
- the gelatinization peak temperature is 120 when measuring the temperature of a 14% by mass pulverized composition water slurry from 50 ° C. to 140 ° C. at a temperature increase rate of 12.5 ° C./min. °C.
- the number of starch granule structures is usually 300/ mm2 or less, especially 250/ mm2 or less, even 200/ mm2 or less, especially 150/ mm2 or less, or 100/ mm2 or less, or 50/mm 2 or less, or 30/mm 2 or less, or 10/mm 2 or less, preferably 0/mm 2 or less.
- the details of the starch granule structure are as described in detail above in relation to the composition of the present invention.
- the gelatinization peak temperature can be in the range of, for example, 50°C or higher and lower than 120°C. More specifically, the upper limit is usually less than 120°C, especially 115°C or less, or 110°C or less, or 105°C or less, or 100°C or less, or 95°C or less, or 90°C or less, or 85°C or less, or It is preferably 80°C or less.
- the constituent components may swell with water and exhibit a pseudo gelatinization peak temperature, so the lower limit is not particularly limited, but usually 50 ° C. or higher, or 55 ° C. or higher, or 60° C. or higher.
- any device can be used as long as it can raise the temperature of the object to be measured to 140 ° C.
- RVA4800 manufactured by Perten can be used.
- the gelatinization peak temperature measured by RVA at a heating rate of 12.5° C./min is measured by the following procedure. That is, a composition sample having a dry mass of 3.5 g is pulverized (for example, pulverized to 100 mesh pass (opening 150 ⁇ m) and 120 mesh on (opening 125 ⁇ m)), then weighed into an aluminum cup for RVA measurement, and distilled water. A 14% by mass sample water slurry prepared so that the total amount was 28.5 g by adding provide.
- the gelatinization peak temperature in the present invention refers to the temperature (° C.) at which the viscosity turns to a decreasing tendency after showing the maximum viscosity (cP) within a predetermined temperature range in the RVA heating process. It is an indicator that reflects gender. For example, for a composition that has the highest viscosity at the 50° C. holding stage immediately after the start of measurement and then decreases in viscosity, the gelatinization peak temperature is 50° C., and any temperature in the heating stage from 50° C. to 140° C.
- the gelatinization peak temperature is T ° C and the viscosity at the 140 ° C holding stage is the highest.
- the peak gelatinization temperature is 140°C.
- the degree of starch gelatinization in the composition after kneading in step (iii) is preferably at least a predetermined value from the viewpoint of suppressing shape collapse during cooking.
- the degree of starch gelatinization in the composition after kneading in step (iii) can be, for example, in the range of 30% by mass or more and 100% by mass or less. More specifically, it is usually 30% by mass or more, preferably 40% by mass or more, or 50% by mass or more, or 60% by mass or more, and particularly preferably 70% by mass or more.
- the upper limit of the degree of gelatinization is not particularly limited, but if it is too high, the starch may decompose and the composition may become sticky and unfavorable in quality. Therefore, the upper limit of the degree of gelatinization is preferably 100% by mass or less, or 99% by mass or less, or 95% by mass or less, or 90% by mass or less.
- the starch near the surface of the composition is locally aged. It is possible to prevent the composition from binding to each other after cooking, which is preferable.
- this stage may be referred to as the "aging treatment” stage.
- the moisture content of the composition on a dry basis is 25% or more, and the atmosphere temperature is 80°C or less and the atmospheric humidity (RH%) is 60RH% or more for 0.1 hour. It is preferable to process the above.
- the atmospheric humidity (RH%) can be in the range of, for example, 60 RH% or more and 100 RH% or less. More specifically, the lower limit is usually 60 RH% or more, preferably 70 RH% or more, or preferably 80 RH%. Although the upper limit is not particularly limited, it is usually 100 RH% or less.
- the reason why the quality is improved by performing aging treatment is that when the dry basis moisture content is 25% by mass or more, the starch near the surface of the composition loses moisture quickly and is less likely to age compared to the inside of the composition. This is thought to be due to local aging of the skin.
- the composition after being extruded from the die part is stored in a high humidity environment, or the water vapor that evaporates from the composition is removed from the surroundings of the composition. It is possible to adopt a method of increasing the relative humidity by maintaining the temperature at 200°C or performing a treatment such as spraying water mist (also referred to as a wetting treatment) to achieve a predetermined atmospheric humidity.
- the aging treatment may be performed in a closed apparatus with constant humidity or in an apparatus that supplies an atmosphere with constant humidity. Methods of wet processing by maintaining relative humidity by keeping in the surroundings may be used, or a combination of these methods may be used.
- the ambient temperature during the aging treatment is equal to or lower than a predetermined temperature.
- the ambient temperature during the aging treatment can be, for example, in the range of more than 0° C. and 80° C. or less. More specifically, the upper limit is usually preferably 80°C or lower, or 70°C or lower, or 60°C or lower, or 50°C or lower, or 40°C or lower, or 30°C or lower, or 20°C or lower, or 10°C or lower. preferably.
- the lower limit of the temperature is not particularly limited, it is usually preferable to carry out the treatment at a temperature higher than 0°C or 4°C or higher.
- the aging treatment is carried out in a state where the dry basis moisture content in the composition is at least a certain percentage.
- the dry basis moisture content of the aging composition can be, for example, in the range of 25% by mass or more and 200% by mass or less. More specifically, the aging treatment is preferably carried out in a state where the lower limit is usually 25% by mass or more, especially 30% by mass or more.
- the upper limit is not particularly limited, it is usually 200% by mass or less, or 175% by mass or less, or 150% by mass or less, or 125% by mass or less, or 100% by mass or less.
- the aging treatment may be performed before the drying treatment, or after the drying treatment. However, it is preferable to perform the aging treatment before the drying treatment. This is preferable because the effects of the invention are exhibited more remarkably.
- the aging treatment in a state where the composition has a dry basis moisture content of 25% by mass or more under conditions such that the parameter A ⁇ T (RH% ⁇ hr) is equal to or higher than a predetermined lower limit.
- A indicates the average relative humidity (RH%) of the atmosphere
- T indicates the moist treatment time (hour, sometimes abbreviated as "hr").
- Such a parameter A ⁇ T (RH % ⁇ hr) can be in the range of 6 or more and 1000 or less, for example.
- the temperature of the composition during the treatment can be, for example, in the range of more than 0°C and less than 100°C. More specifically, the upper limit is less than 100°C, or 90°C or less, or 80°C or less, or 70°C or less, or 60°C or less, or 50°C or less, or 40°C or less, or 30°C or less, or 20°C. below, or at 10° C. or below.
- the lower limit of the temperature is not particularly limited, the treatment can usually be performed at over 0°C or at 4°C or higher.
- the degree of gelatinization reduction rate (% by mass) after the kneading section is at least a certain level, because the binding property after cooking is improved.
- the reduction rate of the gelatinization degree of the composition after the kneading part is usually in the range of 6% by mass or more and 90% by mass or less with respect to the gelatinization degree of the composition after kneading in step (iii). be able to.
- the reduction rate of the gelatinization degree of the composition after the kneading part to the gelatinization degree of the composition immediately after kneading in step (iii) is usually 6% by mass or more (i.e., the gelatinization degree is 6 mass % or more) is preferable because the binding property after heat cooking is improved.
- the reduction rate is preferably 7% by mass or more, or 8% by mass or more, or 9% by mass or more, especially 10% by mass or more, or 15% by mass or more, and particularly preferably 20% by mass or more.
- the upper limit of the gelatinization degree reduction rate of the composition in this step (iv) is not particularly limited, but is usually 90% by mass or less, 80% by mass or less, or 70% by mass or less.
- the gelatinization degree of the starch in the composition after the gelatinization degree is lowered in step (iv) is preferably a predetermined value or less because the binding property after cooking is improved.
- the starch gelatinization degree in the composition after the gelatinization degree is lowered in step (iv) is not limited to a lower limit, but is, for example, 5% by mass or more, while the upper limit is, for example, a range of 99% by mass or less. be able to. More specifically, usually 99% by mass or less, especially 98% by mass or less, or 95% by mass or less, or 90% by mass or less, or 85% by mass or less, or 80% by mass or less, or 75% by mass or less, or 70% by mass % or less.
- the lower limit is not particularly defined, it is usually 5% by mass or more, especially 10% by mass or more, or 15% by mass or more, or 20% by mass or more, or 25% by mass or more, or 30% by mass or more, or 35% by mass or more, or It is preferably 40% by mass or more, or 45% by mass or more, and particularly preferably 50% by mass or more.
- stage (iv) aging can be achieved. Specifically, after the step (iii), after the composition temperature is lowered to less than 90°C (the lower limit of the temperature is not particularly limited, it is usually more than 0°C or more than 4°C), In a state where the water content is 25% by mass or more based on the amount, the time can be usually within the range of 0.1 hour or more and 20 hours or less.
- the time is usually 0.1 hours or more, especially 0.2 hours or more, or 0.3 hours or more, or 0.4 hours or more, or 0.5 hours or more, or 0.6 hours or more, Alternatively, it can be adjusted to 0.7 hours or more, or 0.8 hours or more, or 0.9 hours or more, particularly 1.0 hours or more.
- the upper limit of such time is not particularly limited, it can be, for example, usually 20 hours or less, 15 hours or less, or 10 hours or less.
- the temperature of the composition in step (iv) is not limited, but can be, for example, in the range of more than 0°C and less than 90°C. More specifically, it is usually lower than 90°C, preferably 80°C or lower, or 70°C or lower, and particularly preferably 60°C or lower. Although the lower limit is not particularly limited, it is above 0°C or above 4°C. Also, the pressure in step (iv) is not particularly limited, but it can be carried out under normal pressure, for example.
- a method of adding water in the step of (i) or (ii) is preferable, and more preferably in step (i), the dough composition that has a dry basis moisture content of a certain level or more is subjected to the step After (i), more specifically, a method of further adding water in step (ii) and / or step (iii) is preferable, especially in step (i) to a fabric composition that has a dry basis moisture content of a certain level or more On the other hand, the method of further adding water in step (ii) is preferred. Addition of water can be carried out either in the state of water or in the state of steam, but it is preferable to add water in the state of water.
- the dry basis moisture content of the composition can be, for example, in the range of more than 25% by mass and not more than 200% by mass. More specifically, the lower limit of the dry basis moisture content of the composition is usually more than 25% by weight, especially more than 30% by weight, or more than 35% by weight, or more than 40% by weight, or more than 45% by weight, or more than 50% by weight. %, or more than 55% by weight, or more than 60% by weight, or more than 65% by weight, or more than 70% by weight, or more than 75% by weight, especially more than 80% by weight.
- the upper limit of the dry basis moisture content of the composition is not particularly limited, but can be, for example, usually 200% by mass or less, or 175% by mass or less, or 150% by mass or less.
- step (iii) by processing for a certain period of time or more in an environment with a predetermined atmospheric temperature or less and a predetermined atmospheric humidity ratio or more, the dry weight basis of the composition It is considered impossible to employ a configuration in which a predetermined period of time or longer is secured for the moisture content to become less than 25% to promote aging.
- a method of adding water during the preparation of the dough composition in step (i) is preferable.
- water may be added in a liquid state or in a gaseous state, but is preferably added in a liquid state.
- the composition temperature in the extruder is increased by 20 ° C. or more from the initial temperature so that a predetermined proportion or more of the moisture mixed during the production is used. It is preferable to mix the starch with other raw materials in advance, because it may prevent the starch from changing its properties due to overheating.
- the ratio of the water to be mixed in advance can be, for example, in the range of 50% or more and 100% or less. More specifically, the lower limit is usually 50% or more, especially 60% or more, or 70% or more, or 80% or more, or 90% or more, and particularly preferably 100% is premixed with other raw materials.
- the lower limit is usually 50% or more, especially 60% or more, or 70% or more, or 80% or more, or 90% or more, and particularly preferably 100% is premixed with other raw materials.
- the base dry moisture content of the dough composition when part or all of the water is added in advance can be, for example, in the range of more than 5% by mass and 200% by mass or less. More specifically, usually more than 5% by weight, or more than 10% by weight, or more than 15% by weight, or more than 20% by weight, or more than 25% by weight, or more than 30% by weight, or more than 35% by weight, or more than 40% by weight %, or more than 45% by weight, or more than 50% by weight, or more than 55% by weight, or more than 60% by weight, or more than 65% by weight, or more than 70% by weight, or more than 75% by weight, especially more than 80% by weight It is preferable to The upper limit of the dry weight basis moisture content of the composition is not particularly limited, but can be, for example, usually 200% by mass or less, or 175% by mass or less, or 150% by mass or less, or 100% by mass or less.
- water is added to the composition after extrusion by the extruder, and the time until the composition reaches a dry basis moisture content of less than 25% by mass is longer than a predetermined time.
- a method can also be used. Water can be added in the form of water or in the form of steam, but is preferably added in the form of water. Alternatively, the composition can be added directly to water to add water by the absorption of water by the composition. Furthermore, even if the dry basis moisture content of the composition once becomes less than 25% by mass, the dry basis moisture content is increased to 25% by rehydrating the dry composition to increase the dry basis moisture content. Water retention treatment can be performed by adjusting the total retention time to be equal to or longer than a predetermined time.
- the temperature during the majority of the subsequent holding time is preferably 60° C. or lower, more preferably 50° C. or lower, and more preferably 40° C. or lower.
- the lower limit is not particularly limited, it is usually above 0°C.
- this stage may be referred to as a "drying treatment” stage.
- the dry basis moisture content decreases by 5% or more before and after the drying treatment (that is, "(the ratio in the composition before drying treatment - the ratio in the composition after drying treatment It is preferable that the rate of decrease defined by "ratio)/the ratio in the composition before drying is a numerical value equal to or higher than a certain value.
- the rate of decrease can be in the range of 5% or more and 100% or less. More specifically, the lower limit is usually 5% or more, or 10% or more, or 15% or more, or 20% or more, or 25% or more, or 30% or more, or 35% or more, or 40% or more, or 45% or more % or more, particularly preferably 50% or more.
- the upper limit is not particularly limited, it can be, for example, usually 100% or less, or 95% or less.
- the aged starch near the surface formed in step (iv) binds the composition together during the drying treatment. is suppressed, resulting in a highly productive composition, which is preferable.
- the dry basis moisture content in the final composition after the drying treatment can be, for example, in the range of 0.5% by mass or more and less than 60% by mass. More specifically, the lower limit is less than 60% by mass, or less than 55% by mass, especially less than 50% by mass, or less than 45% by mass, or less than 40% by mass, or less than 35% by mass, or less than 30% by mass, or It is preferably less than 25% by mass, or less than 20% by mass, or less than 15% by mass.
- the lower limit of the dry basis moisture content in the composition of the present invention is not limited, but from the viewpoint of industrial production efficiency, for example, 0.5% by mass or more, or 1% by mass or more, or It can be 2% by mass or more.
- the dry basis moisture content in the composition of the present invention may be derived from various components of the composition, or may be derived from water further added during processing in the present invention. good.
- the temperature of the composition during the drying treatment in step (v) is not limited, but can be in the range of, for example, more than 50°C and less than 100°C when the treatment is performed under normal pressure. More specifically, it is usually higher than 50°C, preferably higher than 60°C, or higher than 70°C, especially higher than 80°C. Although the upper limit is not particularly limited, it is less than 100°C or less than 98°C.
- the pressure in step (v) is not particularly limited, either under normal pressure or under reduced pressure, for example.
- the temperature of the composition can be in the range of, for example, more than 0° C. and 80° C. or less. More specifically, it is preferably 80° C. or lower, especially 70° C. or lower, or 60° C. or lower, particularly 50° C. or lower.
- the lower limit is not particularly limited, it is usually above 0°C or above 4°C.
- any method commonly used for drying food can be used as the drying method.
- drying method examples include freeze drying, air drying (for example, ventilation drying (hot air drying), fluid bed drying, spray drying, drum drying, low temperature drying, sun drying, shade drying, etc.), pressure drying, reduced pressure drying, microwave drying, Oil heat drying and the like can be mentioned.
- microwave drying is preferable, and microwave drying under reduced pressure is more preferable, because the degree of change in the color tone and flavor inherent in the food is small and the aroma (burning smell, etc.) other than food can be controlled.
- air drying e.g., hot air drying, fluidized bed drying, spray drying, drum drying, low temperature drying, sun drying, shade drying, etc.
- air drying is particularly preferred (especially when the ambient temperature is high). Hot air drying above a certain level) is preferred.
- the composition is treated in an environment where the atmospheric temperature (especially the average atmospheric temperature) exceeds a certain amount for a certain period of time or more, so that the dry basis moisture content is reduced by a predetermined percentage or more. preferred because it is shorter.
- the ambient temperature especially the average ambient temperature in step (v)
- the ambient temperature can be in the range of, for example, more than 50° C. and 100° C. or less. More specifically, the lower limit is usually higher than 50°C, preferably higher than 60°C, more preferably higher than 70°C, or higher than 80°C. Although the upper limit is not particularly limited, it is usually 100°C or less.
- the composition extruded from the die section is stored in a high-temperature environment, or the ambient temperature is increased by maintaining the temperature of the extruded composition at a high temperature. It is possible to adopt a method of achieving a predetermined ambient temperature by applying a treatment such as ventilation drying with high-temperature air.
- the average atmospheric temperature can be calculated by dividing the cumulative temperature during the drying process by the drying time. For example, it can be calculated by dividing the total value of the atmospheric temperature for each minute by the drying process minutes .
- the treatment time at the predetermined atmospheric temperature in the step (v) may be a certain period of time or more, but can be in the range of 0.1 hours or more and 20 hours or less, for example. More specifically, it is usually 0.1 hours or more, especially 0.2 hours or more, or 0.3 hours or more, or 0.4 hours or more, or 0.5 hours or more, or 0.6 hours or more, or 0.6 hours or more. It can be adjusted to 7 hours or more, or 0.8 hours or more, or 0.9 hours or more, especially 1.0 hours or more. Although the upper limit of such time is not particularly limited, it can be, for example, usually 20 hours or less, or 15 hours or less.
- the atmospheric humidity (RH%) is less than a certain level during the treatment at the prescribed atmospheric temperature in the step (v), because the time required for the dry basis moisture content to decrease by a prescribed percentage or more is shortened.
- the atmospheric humidity (especially the average atmospheric humidity in stage (v)) can be in the range of, for example, 0 RH% or more and less than 60 RH%. More specifically, the upper limit is preferably less than 60 RH%, less than 50 RH%, less than 40 RH%, or less than 30 RH%. Although the lower limit is not particularly limited, it is usually 0 RH% or more.
- the average atmospheric humidity can be calculated by dividing the cumulative humidity during the drying process by the drying time.
- step (v) can be calculated by dividing the total value of the atmospheric humidity for each minute by the drying process minutes. .
- the humidity is preferably lower than the atmospheric humidity in step (iv).
- the atmospheric humidity in stage (iv) is 60 RH% or more, by setting the atmospheric humidity in stage (v) to less than 60 RH%, stage (iv) and stage (v) can be determined according to the atmospheric humidity. .
- Extruder In the production method of the present invention, at least steps (ii) and (iii) among the above steps, and optionally, part or all of steps (i) and/or step (iv) are performed. It is preferably carried out using a specific extruder of the invention (more preferably a single screw extruder).
- step (i) by supplying the raw materials of the composition of the present invention through a feeder to the extruder of the present invention and mixing, the content of dietary fiber (or insoluble dietary fiber), the content of starch, and the content of protein A composition is prepared in which the content and dry basis moisture content each satisfy the predetermined ranges (step (i)).
- the prepared composition is supplied to the extruder of the present invention through a feeder, and step (ii) and (iii) only may be carried out in the production method of the present invention.
- the composition is conveyed from the flight section to the kneading section by rotating the screw (step (ii)), then kneaded in the kneading section (step (iii)), and molded from the die section. while discharging.
- the gelatinization of the composition is promoted by lowering the outlet temperature setting of the die part of the extruder while maintaining the total mass flow rate of the extruder at a certain level or more. It is more preferable because these conditions may be appropriately adjusted so that the pressure at the outlet of the extruder is above a certain level. Specific examples are as follows.
- the total mass flow rate (sometimes referred to as flow rate) is not limited, it can be in the range of 0.5 kg/hour or more and 100 kg/hour or less, for example. More specifically, it is generally preferred to maintain 0.5 kg/hour or more, especially 0.7 kg/hour or more, or 1.0 kg/hour or more. Although the upper limit of the total mass flow rate is not particularly limited, it is usually 100 kg/hour or less, or 50 kg/hour or less.
- the outlet temperature setting of the extruder is not limited, but can be, for example, in the range of 0°C or higher and lower than 100°C. More specifically, usually less than 100°C, or less than 95°C, or less than 90°C, or less than 85°C, less than 80°C, especially less than 75°C, or less than 70°C, or less than 65°C, or less than 60°C, or It is preferably below 55°C, or below 50°C, or below 45°C, especially below 40°C. Although the lower limit is not particularly limited, it can be usually 0° C. or higher, or 4° C. or higher.
- extruders have often been used to produce expanded products such as puffs. Since the condition is set to exceed the swelling temperature of the product, it could not be applied to the method for producing a solid composition that is kneaded at less than 100° C. without swelling as in the present invention.
- post-treatment Although the composition of the present invention can be obtained through the steps above, post-treatment may be added in addition to the drying treatment and aging treatment described above. Examples of the post-treatment include molding treatment and the like.
- the starch-containing solid composition is formed into a desired form (for example, the above-mentioned pasta, Chinese noodles, udon, Inaniwa udon, kishimen, hoto, suito, hiyamugi, somen, soba, buckwheat noodles, rice noodles, pho, cold noodles, etc.). noodle noodles, vermicelli, oatmeal, couscous, kiritanpo, tteok, dumpling skin, etc.).
- a method commonly known in the technical field can be appropriately adopted.
- the composition when making an elongated composition like noodles such as pasta and Chinese noodles, the composition is extruded into an elongated shape using an apparatus such as the extruder described above, or the composition on a flat plate is cut. do it.
- the composition in the case of forming a flat composition, the composition may be formed into a flat shape.
- the composition by press-molding the composition or cutting or die-cutting the composition molded into a flat plate shape, the composition can be obtained in an arbitrary shape such as elongated, granular, and flaky.
- extrusion molding is performed using a die part having a channel having a channel cross section with an average unevenness of a predetermined value or more, so that a composition having a cross-sectional unevenness of a predetermined value or more can be molded.
- the shape of the cross section of the composition is circular, square, triangular, star-shaped, elliptical, crescent, half-moon, etc., cross, swastika, or a combination thereof (for example, a circle at the intersection of the cross).
- a composition having a circular (circular) cross section will be a composition having a columnar shape after extrusion, and a composition having a square (especially square) cross section will be extruded. After extrusion, a composition having a square prism shape is obtained, and a composition having a cross section other than that is a columnar composition having the shape as a bottom surface after extrusion.
- the composition of the present invention may be pulverized before use. That is, in the production method of the present invention described above, after kneading in the step (iii), aging in the step (iv), or drying in the step (v), the composition is further (vi) pulverized and pulverized. A composition step may be provided.
- the pulverized product of the composition of the present invention thus obtained (which is appropriately referred to as the "pulverized composition of the present invention") is also the object of the present invention.
- the pulverization conditions are not particularly limited and are arbitrary. It is preferable to pulverize as much as possible. Particularly preferred is pulverization after drying in step (v).
- step (i) can be prepared again by appropriately adding water using a portion of the pulverized composition thus obtained.
- aggregates may be formed by using the pulverized composition of the present invention as a raw material and performing the high-temperature, strong kneading treatment again according to the production method of the present invention. That is, in the production method of the present invention described above, after the pulverization in the step (vi), a step (vii) of aggregating the pulverized composition to form a pulverized composition aggregate may be provided.
- the aggregate of the pulverized composition of the present invention thus obtained (this is appropriately referred to as the "aggregate of the pulverized composition of the present invention") can be suitably used as the composition of the present invention.
- Such a pulverized composition agglomerate of the present invention is also an object of the present invention.
- the manufacturing conditions are as described above.
- the dry yellow pea powder used had a starch content of about 50 wt% and the rice powder used had a starch content of 100 wt%.
- the ratio of the bean-derived starch content to the total starch content of the entire composition in Examples 29, 30, and 31 was 60% by mass, 33% by mass, and 14% by mass, respectively.
- composition raw materials of each example and comparative example are described in each column of Table 1 below.
- composition of the fabric composition to be processed in each example and comparative example is described in each column of Table 2 below.
- configuration and operating conditions of the extruders used for processing the compositions of each example and comparative example, and the details of the processing using such extruders are described in each column of Table 3 below.
- physical properties and characteristics in the processing process each step of gelatinization and aging
- sensory evaluation results of the obtained starch-containing solid composition are shown in Table 4 below. column.
- the parameter A ⁇ T (RH% hr, where A is the average relative humidity (RH%) of the atmosphere in a state where the aging treatment time and the dry basis moisture content of the composition is 25% by mass or more, T indicates the wet treatment time (hr)), the treatment time ( hr), and the drying treatment was performed under the conditions described in Table 3. Regarding the test plots in which the compositions tended to bind together during the drying process, this fact was described in the comment column of Table 3.
- the ratio of the forward flight structure to the total length of the flight part was 100%, and the kneading part and the heating part had a slotted screw structure (diagonal to the forward flight structure).
- a screw having a channel-like structure communicating in the direction and having an angle of the channel-like structure with respect to the axis of rotation of 50% of the helix angle was used.
- the specific surface area per unit volume after ultrasonic treatment of the edible plant (beans or cereals) raw material of each example and comparative example is as follows. Measured by procedure. At the time of measurement, ethanol was used as a solvent, which hardly affects the structure of the sample at the time of measurement of the composition. In the measurement, a dispersion liquid in which the sample was previously diluted with a solvent and suspended was used, and the measurement was performed in a state where the sample was uniformly suspended in the solvent. Specifically, 1 g of the sample was immersed in 50 g of ethanol, allowed to stand for about 5 minutes, and then stirred and suspended well with a spatula.
- a laser diffraction particle size distribution analyzer used for measurement a laser diffraction particle size distribution analyzer having a measurement range of at least 0.02 ⁇ m to 2000 ⁇ m by a laser diffraction scattering method was used.
- Microtrac MT3300 EX2 system of Microtrac Bell Co., Ltd. was used, and DMSII (Data Management System version 2, Microtrac Bell Co., Ltd.) was used as measurement application software.
- DMSII Data Management System version 2, Microtrac Bell Co., Ltd.
- the sample before turbulence that is, the sample without ultrasonic treatment, after adjusting the concentration within the appropriate range within two times of sample loading after loading the sample, was immediately subjected to laser diffraction at a flow rate of 60% for a measurement time of 10 seconds. The result was taken as the measured value.
- ultrasonic treatment is performed using the above-described measuring apparatus after the sample is introduced, and then measurement is performed.
- Ethanol is used as the solvent during measurement, and the post-disturbance particle size d90 , etc., is calculated from the particle size distribution obtained by measuring the specific surface area per unit volume using a laser diffraction particle size distribution analyzer in the same manner as described above. did.
- the glucoamylase method 2 partially modified from the report of the Central Customs Analysis Service (according to the method of Japan Food Research Laboratories: https://web.archive.org/web/20200611054551/https:// www.jfrl.or.jp/storage/file/221.pdf or https://www.jfrl.or.jp/storage/file/221.pdf). was measured in a preferred embodiment (“measurement conditions for gel filtration chromatography”) disclosed in the detailed description of .
- the number of starch granule structures (corresponding to the "number of starch granules" column in Table 2) in the dough compositions of each example and comparative example was measured by the following procedure. 3 mg of the composition powder with an opening of 150 ⁇ m pass, which was obtained by pulverizing the composition with a mill, was suspended in 50 ⁇ g of water to prepare a 6% by mass aqueous suspension of the composition powder. Then, after dropping the suspension onto a slide glass, the slide glass was covered with a cover glass and lightly crushed to prepare a slide glass. Using a phase-contrast microscope (ECLIPSE80i, manufactured by Nikon), a representative portion of the preparation was observed with polarized light at a magnification of 200 times to determine the number of starch granule structures in the field of view.
- ECLIPSE80i phase-contrast microscope
- each composition was visually observed for cracks that occurred inside each composition before heat cooking after storage at room temperature for 72 hours, and evaluation was performed as "cracks during storage at room temperature".
- the boiling juice after heat cooking was evaluated for its taste, and the evaluation was made as "outflow of ingredients into the boiling juice”.
- each composition after heat cooking was evaluated for the taste when eaten together with the boiled juice, and was evaluated as a "comprehensive evaluation”. Sensory evaluation was performed by 10 trained sensory inspectors.
- Sensory evaluator Sensory inspectors who perform each sensory test must have excellent results, experience in product development, and quality such as taste and texture of food after undergoing identification training in A) to C) below in advance. We selected an inspector who has a wealth of knowledge and is capable of performing an absolute evaluation on each sensory inspection item.
- a taste discrimination test that accurately distinguishes each taste sample from a total of seven samples prepared one by one and added with two distilled waters.
- each score of the evaluation criteria was standardized, and an objective sensory test was performed by 10 people.
- Each evaluation item was evaluated by a method in which each inspector selects one of the numbers closest to his/her own evaluation from among five grades of evaluation for each item. Aggregation of the evaluation results was calculated from the arithmetic mean value of the scores of 10 people, and the final score was obtained by rounding off to the first decimal place.
- the present invention can be widely applied in the field of various heat-cooked foods, and its utility value is extremely high.
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Polymers & Plastics (AREA)
- Life Sciences & Earth Sciences (AREA)
- Food Science & Technology (AREA)
- Health & Medical Sciences (AREA)
- Nutrition Science (AREA)
- Dispersion Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- General Preparation And Processing Of Foods (AREA)
- Noodles (AREA)
- Cereal-Derived Products (AREA)
- Grain Derivatives (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA3212498A CA3212498A1 (en) | 2021-03-01 | 2022-03-01 | Method for producing starch-containing solid composition for heat-cooking |
| JP2022546680A JP7231302B2 (ja) | 2021-03-01 | 2022-03-01 | 加熱調理用でんぷん含有固形状組成物の製造方法 |
| EP22763267.6A EP4289284A4 (en) | 2021-03-01 | 2022-03-01 | Method for producing starch-containing solid composition for heat-cooking |
| JP2023018529A JP7833191B2 (ja) | 2021-03-01 | 2023-02-09 | 加熱調理用でんぷん含有固形状組成物の製造方法 |
| US18/241,716 US20240016197A1 (en) | 2021-03-01 | 2023-09-01 | Method for producing starch-containing solid composition for heat-cooking |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-031884 | 2021-03-01 | ||
| JP2021031884 | 2021-03-01 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/241,716 Continuation US20240016197A1 (en) | 2021-03-01 | 2023-09-01 | Method for producing starch-containing solid composition for heat-cooking |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022186212A1 true WO2022186212A1 (ja) | 2022-09-09 |
Family
ID=83154468
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/008646 Ceased WO2022186212A1 (ja) | 2021-03-01 | 2022-03-01 | 加熱調理用でんぷん含有固形状組成物の製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20240016197A1 (https=) |
| EP (1) | EP4289284A4 (https=) |
| JP (2) | JP7231302B2 (https=) |
| CA (1) | CA3212498A1 (https=) |
| WO (1) | WO2022186212A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116342594A (zh) * | 2023-05-26 | 2023-06-27 | 山东鸿安食品科技有限公司 | 一种具有反馈调节的淀粉智能干燥方法、系统及设备 |
| WO2026042630A1 (ja) * | 2024-08-23 | 2026-02-26 | 株式会社Mizkan Holdings | 冷却された組成物の製造方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA3152935C (en) * | 2019-08-30 | 2023-08-29 | Mizkan Holdings Co., Ltd. | Solid paste composition for cooking and method for producing same |
| CN120669651A (zh) * | 2025-06-12 | 2025-09-19 | 湖南人文科技学院 | 基于云平台的药材加工生产数字可视监管系统及方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5989620A (en) * | 1996-09-20 | 1999-11-23 | University Of Saskatchewan | Production of legume pasta products by a high temperature extrusion process |
| WO2020166713A1 (ja) | 2019-02-15 | 2020-08-20 | 株式会社Mizkan Holdings | 加熱調理用固形状ペースト組成物及びその製造方法 |
| WO2022030640A1 (ja) * | 2020-08-07 | 2022-02-10 | 株式会社Mizkan Holdings | 加熱調理用でんぷん含有組成物の製造方法 |
Family Cites Families (18)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| ATE21987T1 (de) * | 1982-09-23 | 1986-09-15 | Nestle Sa | Verfahren zur herstellung von teigwaren auf basis von staerkeprodukten. |
| US4540592A (en) * | 1983-12-27 | 1985-09-10 | Kraft, Inc. | Multiple screw pasta manufacturing process |
| JPS6361001A (ja) * | 1986-01-28 | 1988-03-17 | Tech Res Assoc Extru Cook Food Ind | 加工澱粉の製造方法 |
| DE3844440C1 (https=) * | 1988-12-31 | 1990-03-29 | A. Fritsch Kg, 8711 Markt Einersheim, De | |
| CH687842A5 (fr) * | 1994-04-28 | 1997-03-14 | Nestle Sa | Procédé de fabrication de pâtes alimentaires. |
| ATE271789T1 (de) * | 1999-09-11 | 2004-08-15 | Nestle Sa | Verfahren zur herstellung einem kochextrudierten, expandierten getreideprodukt |
| US7648723B2 (en) * | 2005-10-26 | 2010-01-19 | Kraft Foods Global Brands Llc | Production of low calorie, extruded, expanded foods having a high fiber content |
| US20070264400A1 (en) * | 2006-05-09 | 2007-11-15 | Milne Jeffrey J | Extrusion process for the production of baby cereal |
| DE102006041301A1 (de) * | 2006-09-01 | 2008-03-06 | Bühler AG | Vorrichtung und Verfahren zur Extrusion viskoelastischer Materialien |
| US10689678B2 (en) * | 2008-11-04 | 2020-06-23 | The Quaker Oats Company | Method and composition comprising hydrolyzed starch |
| MX2012013343A (es) * | 2010-05-18 | 2013-05-01 | Abbott Lab | Productos nutricionales tratados ultrasónicamente que tienen una vida de anaquel extendida. |
| US7883263B1 (en) * | 2010-08-30 | 2011-02-08 | Wenger Manufacturing, Inc. | Preconditioner for extrusion systems |
| EP2481289B1 (de) * | 2011-01-31 | 2014-07-23 | HB-Feinmechanik GmbH & Co.KG | Verfahren zum Herstellen eines Backteiges |
| AU2012275173B2 (en) * | 2011-06-30 | 2014-12-04 | The Quaker Oats Company | Method for preparing extruded legume micro pellets |
| EP3624597B1 (en) * | 2017-06-15 | 2023-10-04 | AGT Food And Ingredients Inc. | Pulse-based pasta and process for manufacturing the same |
| CN107494811A (zh) * | 2017-09-26 | 2017-12-22 | 安顺御茶村茶业有限责任公司 | 一种茶叶揉切机 |
| WO2019069490A1 (ja) * | 2017-10-03 | 2019-04-11 | 株式会社Mizkan Holdings | 食品微粒子複合体含有組成物及びその製造法 |
| MX2023001650A (es) * | 2020-12-28 | 2023-08-17 | Mizkan Holdings Co Ltd | Composicion hinchada que contiene almidon y metodo para producir la misma. |
-
2022
- 2022-03-01 WO PCT/JP2022/008646 patent/WO2022186212A1/ja not_active Ceased
- 2022-03-01 CA CA3212498A patent/CA3212498A1/en active Pending
- 2022-03-01 JP JP2022546680A patent/JP7231302B2/ja active Active
- 2022-03-01 EP EP22763267.6A patent/EP4289284A4/en active Pending
-
2023
- 2023-02-09 JP JP2023018529A patent/JP7833191B2/ja active Active
- 2023-09-01 US US18/241,716 patent/US20240016197A1/en active Pending
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5989620A (en) * | 1996-09-20 | 1999-11-23 | University Of Saskatchewan | Production of legume pasta products by a high temperature extrusion process |
| WO2020166713A1 (ja) | 2019-02-15 | 2020-08-20 | 株式会社Mizkan Holdings | 加熱調理用固形状ペースト組成物及びその製造方法 |
| WO2022030640A1 (ja) * | 2020-08-07 | 2022-02-10 | 株式会社Mizkan Holdings | 加熱調理用でんぷん含有組成物の製造方法 |
Non-Patent Citations (5)
| Title |
|---|
| "Japan Standard Tables for Food Composition", 2015 |
| "Pocket Book of Food Additives Labeling", 2011 |
| "Use of a new adhesive film for the preparation of multi-purpose fresh-frozen sections from hard tissues, whole-animals, insects and plants", ARCH. HISTOL. CYTOL., vol. 66, no. 2, 2003, pages 123 - 43 |
| See also references of EP4289284A4 |
| WANG N, ET AL: "Pasta-like product from pea flour by twin screw extrusion", JOURNAL OF FOOD SCIENCE, WILEY-BLACKWELL PUBLISHING, INC, US, vol. 64, no. 4, 1 January 1999 (1999-01-01), US , pages 671 - 678, XP002958043, ISSN: 0022-1147, DOI: 10.1111/j.1365-2621.1999.tb15108.x * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116342594A (zh) * | 2023-05-26 | 2023-06-27 | 山东鸿安食品科技有限公司 | 一种具有反馈调节的淀粉智能干燥方法、系统及设备 |
| CN116342594B (zh) * | 2023-05-26 | 2023-08-01 | 山东鸿安食品科技有限公司 | 一种具有反馈调节的淀粉智能干燥方法、系统及设备 |
| WO2026042630A1 (ja) * | 2024-08-23 | 2026-02-26 | 株式会社Mizkan Holdings | 冷却された組成物の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7231302B2 (ja) | 2023-03-01 |
| CA3212498A1 (en) | 2022-09-09 |
| JP7833191B2 (ja) | 2026-03-19 |
| JP2023058622A (ja) | 2023-04-25 |
| US20240016197A1 (en) | 2024-01-18 |
| EP4289284A1 (en) | 2023-12-13 |
| EP4289284A4 (en) | 2024-08-07 |
| JPWO2022186212A1 (https=) | 2022-09-09 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7231302B2 (ja) | 加熱調理用でんぷん含有固形状組成物の製造方法 | |
| JP7089817B1 (ja) | 加熱調理用でんぷん含有組成物の製造方法 | |
| TWI739303B (zh) | 加熱調理用固狀糊組合物及其製造方法 | |
| US11503846B2 (en) | Pulse-based bread crumb, coating and pre-dust analog process for manufacturing the same | |
| EP3624597A1 (en) | Pulse-based pasta and process for manufacturing the same | |
| TWI813915B (zh) | 加熱調理用固型狀糊料組合物及其製造方法 | |
| TWI826722B (zh) | 加熱調理用固狀糊組合物及其製造方法 | |
| JP7104455B2 (ja) | でんぷん含有固形状組成物及びその製造方法 | |
| JP7837316B2 (ja) | 乾燥パスタ類及びその製造方法 | |
| HK40101463B (zh) | 含有淀粉的固体状组合物及其制造方法 | |
| HK40101463A (zh) | 含有淀粉的固体状组合物及其制造方法 | |
| JP2026068958A (ja) | 加熱調理用でんぷん含有固形状組成物の製造方法 | |
| JP7693354B2 (ja) | 乾燥麺類の製造方法 | |
| CA3191174C (en) | Starch-containing solid composition and method for producing same | |
| HK40085168B (en) | Starch-containing solid composition and method for producing same | |
| WO2022202967A1 (ja) | 麺類の製造方法及び麺類 | |
| CN121908953A (zh) | 面类的制造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2022546680 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22763267 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 3212498 Country of ref document: CA |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022763267 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 2022763267 Country of ref document: EP Effective date: 20230908 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |