WO2022181534A1 - 接着剤組成物 - Google Patents
接着剤組成物 Download PDFInfo
- Publication number
- WO2022181534A1 WO2022181534A1 PCT/JP2022/006917 JP2022006917W WO2022181534A1 WO 2022181534 A1 WO2022181534 A1 WO 2022181534A1 JP 2022006917 W JP2022006917 W JP 2022006917W WO 2022181534 A1 WO2022181534 A1 WO 2022181534A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- acid
- cured product
- weight
- swelling
- adhesive composition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images










Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
- B32B15/085—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J11/00—Features of adhesives not provided for in group C09J9/00, e.g. additives
- C09J11/02—Non-macromolecular additives
- C09J11/06—Non-macromolecular additives organic
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J123/00—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers
- C09J123/26—Adhesives based on homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Adhesives based on derivatives of such polymers modified by chemical after-treatment
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J151/00—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers
- C09J151/06—Adhesives based on graft polymers in which the grafted component is obtained by reactions only involving carbon-to-carbon unsaturated bonds; Adhesives based on derivatives of such polymers grafted on to homopolymers or copolymers of aliphatic hydrocarbons containing only one carbon-to-carbon double bond
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/105—Pouches or flexible bags
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/121—Organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/116—Primary casings; Jackets or wrappings characterised by the material
- H01M50/124—Primary casings; Jackets or wrappings characterised by the material having a layered structure
- H01M50/126—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers
- H01M50/129—Primary casings; Jackets or wrappings characterised by the material having a layered structure comprising three or more layers with two or more layers of only organic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/131—Primary casings; Jackets or wrappings characterised by physical properties, e.g. gas permeability, size or heat resistance
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- the present invention relates to an adhesive composition, a heat-sealable member using the same, and a packaging material for electrical storage devices, which can be used in various industrial product fields such as the electrical field, the automotive field, and the industrial field. Belongs to the technical field.
- Electricity storage devices such as lithium-ion batteries use ethylene carbonate as the electrolyte.
- Ethylene carbonate has a melting point of 34 to 37°C and is solid at room temperature.
- various organic solvents are blended to lower the melting point.
- organic solvents have been investigated in order to adapt to a wider range of environmental temperatures. While various organic solvents have been studied in this way, organic solvents having a solubility parameter close to that of polyolefin have been blended as organic solvents for electrolytic solutions.
- General packaging materials used for electricity storage devices of the type called laminate type or pouch type have a three-layer structure centered on aluminum foil, and an adhesive is used between each layer.
- a polyolefin film such as a polypropylene film is used for the innermost layer in contact with the electrolytic solution, and an acid-modified polyolefin mixed with a cross-linking agent is used for bonding with the aluminum foil, if necessary.
- Solvents with high polarity such as ethylene carbonate, do not easily permeate the innermost polyolefin film, which has low polarity. permeation and lowers the strength of the adhesive using acid-modified polyolefin, which may lead to a shorter life of the storage device or an accident.
- Patent Document 1 as a means for obtaining an adhesive composition having a long pot life and good electrolytic solution resistance, the content of acetone extract contained in the acid-modified polyolefin used as the main agent is 0.01 to 0.01. It is proposed to use 2% by mass and an acid value of 2 to 50 mgKOH/g.
- Adhesives using these acid-modified polyolefins have good adhesion performance to polyolefins such as polypropylene, which are considered to be difficult to adhere to, and to metals, so they are very useful in applications other than packaging materials for electrical storage devices. Useful. Moreover, even if the solvent is not used in the electrolytic solution, durability against general-purpose solvents such as toluene, xylene, or gasoline having a solubility parameter close to that of polyolefin may be required.
- a laminate film obtained by bonding a metal foil and a polyolefin film has a low polarity, a high affinity for polyolefin, and a solubility parameter of 7 to 10 ( cal/cm 3 )
- a solvent of about 1/2 When immersed in a solvent of about 1/2 , the peel strength between the metal foil and the polyolefin film is greatly reduced, and the reliability of an electric storage device using an electrolyte containing such a low-polar solvent is reduced. was the cause.
- the problem to be solved by the present invention is to provide an adhesive composition having durability against low-polar solvents.
- An adhesive composition wherein, when immersed in 1/2 of the solvent at 80°C for 5 hours, the amount of substances eluted from the cured product into the solvent is 10% by weight or less of the cured product.
- the swelling rate difference D calculated by the following formula 3 from the swelling rate 1 and the swelling rate 2 calculated by the following formulas 1 and 2 is 40% or less.
- the cross-linking agent is a polyfunctional isocyanate compound
- the ratio of the number of moles of isocyanate groups in the polyfunctional isocyanate compound to the number of moles of carboxy groups in the acid-modified polyolefin is 0.3 to 15 (provided that the acid anhydride structure (-CO-O-CO-) is included in the carboxy group as 2 moles of carboxy groups per mole),
- the adhesive composition according to any one of [1] to [5], wherein the weight ratio of the polyfunctional isocyanate compound to the total weight of the acid-modified polyolefin and the polyfunctional isocyanate compound is 5 to 60% by weight. .
- [7] The adhesive composition according to any one of [1] to [6], wherein the amount of acetone-extractable components in the acid-modified polyolefin is more than 2% by weight.
- a packaging material for an electricity storage device comprising the heat-sealable member according to [8].
- an adhesive composition having durability against low-polar solvents can be obtained.
- the adhesive composition of the present invention is particularly suitable for packaging materials for electrical storage devices.
- FIG. 1 is a schematic perspective view showing an example of the heat-fusible member of the present invention
- FIG. FIG. 4 is a schematic perspective view showing another example of the heat-fusible member of the present invention
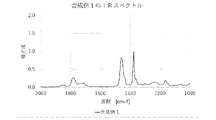
- 1 is an IR spectrum of the polyolefin (Tafmer XM7090) used as a raw material in Synthesis Example 1.
- FIG. 4 is an IR spectrum of the acid-modified polyolefin of Synthesis Example 1.
- FIG. 4 is an IR spectrum of the acid-modified polyolefin of Purification Example 1.
- FIG. 4 is an IR spectrum of the polyolefin (Tafmer XM7070) used as a raw material in Synthesis Example 5.
- FIG. 4 is an IR spectrum of the acid-modified polyolefin of Synthesis Example 5.
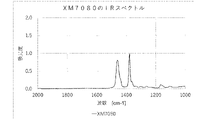
- FIG. 4 is an IR spectrum of the polyolefin (Tafmer XM7080) used as a raw material in Comparative Synthesis Example 2.
- FIG. 4 is an IR spectrum of the acid-modified polyolefin of Comparative Synthesis Example 2.
- FIG. 1 is an IR spectrum of a cured product of the adhesive composition of Example 1 and a substance eluted from the cured product into a solvent.
- 2 is an IR spectrum of a cured product of the adhesive composition of Example 2 and a substance eluted from the cured product into a solvent.
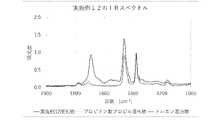
- FIG. 10 is an IR spectrum of a cured product of the adhesive composition of Example 12 and a substance eluted from the cured product into a solvent.
- FIG. 4 is an IR spectrum of a cured product of the adhesive composition of Comparative Example 3 and a substance eluted from the cured product into a solvent.
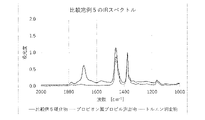
- FIG. 10 is an IR spectrum of a cured product of the adhesive composition of Comparative Example 5 and a substance eluted from the cured product into a solvent.
- Acid-Modified Polyolefin is produced by acid-modifying a radical-graftable polyolefin with an unsaturated carboxylic acid anhydride.
- a radically graftable polyolefin is a polyolefin containing monomeric units having radically abstracted hydrogen.
- Polyolefins capable of radical graft reaction are usually non-acid-modified polyolefins (i.e., polyolefins that do not contain carboxyl groups or acid anhydride structures), but may be partially acid-modified, such as terminal portions, depending on the case. .
- this radical graft-reactive polyolefin may be referred to as "polyolefin before acid modification”.
- polyolefins capable of radical graft reaction include olefins (preferably having 2 to 6 carbon atoms, more preferably 2 to 4 carbon atoms), styrene, cycloolefins (preferably having 3 to 10 carbon atoms, more preferably 5 to 8), and those obtained by homopolymerizing or copolymerizing polymerizable monomers selected from the group consisting of combinations thereof.
- polyolefins obtained from polymerizable monomers that generate relatively stable tertiary carbon radicals are preferred.
- copolymers of propylene and 1-butene have good solubility in solvents such as toluene and cyclohexane.
- it since it has high adhesion performance, it is suitable for use as a solution type adhesive.
- the copolymerization ratio of 1-butene is preferably 5 to 40 mol%, more preferably 10 to 30 mol%. is. If the copolymerization ratio of 1-butene is less than 5 mol%, the solubility in the solvent is insufficient, and even if the polyolefin solution is heated and dissolved in the solvent, the fluidity of the polyolefin solution is lost in a short period of time, and the adhesive cannot be coated. can become impossible. When the copolymerization ratio of 1-butene exceeds 40 mol %, the hot adhesive properties are degraded.
- the melting point of the radical graft-reactive polyolefin is preferably 44°C or higher, more preferably 54°C or higher, particularly preferably 64°C or higher, and may be 74°C or higher. Sufficient peel strength can be obtained within such a range.
- the melting point of the radical graft-reactive polyolefin is preferably 125° C. or lower, more preferably 120° C. or lower, particularly preferably 105° C. or lower, and may be 95° C. or lower. Sufficient storage stability at low temperatures can be obtained within such a range.
- An unsaturated carboxylic acid anhydride is a carboxylic acid anhydride having at least one carbon-carbon double bond.
- the number of carbon atoms in the unsaturated carboxylic acid anhydride is usually 4 or more, and may be, for example, 5 or more or 6 or more.
- the upper limit of the number of carbon atoms in the unsaturated carboxylic anhydride is not particularly limited, the number of carbon atoms in the unsaturated carboxylic anhydride may be, for example, 10 or less or 8 or less.
- Unsaturated carboxylic anhydrides are acid anhydrides of unsaturated dicarboxylic compounds such as maleic anhydride, itaconic anhydride, citraconic anhydride, tetrahydrophthalic anhydride, nadic anhydride and endic anhydride. and acid anhydrides of unsaturated tricarboxylic acid compounds such as aconitic anhydride.
- the unsaturated carboxylic acid anhydride is preferably an unsaturated dicarboxylic acid anhydride, specifically maleic acid anhydride and itaconic acid anhydride, from the viewpoints of ease of modification and excellent adhesiveness.
- These unsaturated carboxylic acid anhydrides may be used alone or in combination of two or more.
- Part of the acid-modified polyolefin (for example, more than 0 mol% to 30 mol% or 5 mol% to 20 mol%) of the acid anhydride structure derived from the unsaturated carboxylic acid anhydride is hydrolyzed to carboxylic acid.
- a portion (for example, more than 0 mol % to 30 mol % or 5 mol % to 20 mol %) of the unsaturated carboxylic acid anhydride used in the radical graft reaction may be an unsaturated carboxylic acid.
- the unsaturated carboxylic acid may be an unsaturated dicarboxylic acid formed by hydrolysis of the above unsaturated dicarboxylic acid anhydride, but unsaturated monocarboxylic acids such as acrylic acid and methacrylic acid can also be preferably used.
- the amount of unsaturated carboxylic anhydride grafted to the acid-modified polyolefin can be confirmed by the amount of the acid anhydride structure (-CO-O-CO-) present in the acid-modified polyolefin.
- the amount of acid anhydride structure is evaluated by the acid number.
- the acid value of the acid-modified polyolefin is preferably 5 mgKOH/g or more, more preferably 10 mgKOH/g or more, still more preferably 15 mgKOH/g or more. High adhesive strength can be obtained when the acid value of the acid-modified polyolefin is 5 mgKOH/g or more.
- the acid value of the acid-modified polyolefin is preferably 60 mgKOH/g or less, more preferably 50 mgKOH/g or less, still more preferably 40 mgKOH/g or less.
- the stability of the adhesive solution is improved when the acid value of the acid-modified polyolefin is 50 mgKOH/g or less.
- the acid value of the acid-modified polyolefin can be confirmed by using a calibration curve prepared from infrared absorption spectra of standard samples as shown in the examples herein.
- the acid anhydride structure of the unsaturated carboxylic acid anhydride grafted onto the acid-modified polyolefin may be entirely hydrolyzed to form a carboxylic acid or a carboxylic acid derivative.
- the acid-modified polyolefin may further be graft-modified with a (meth)acrylic acid alkyl ester, and the (meth)acrylic acid alkyl ester is an ester of an alkyl alcohol having 8 to 18 carbon atoms and (meth)acrylic acid.
- a compound hereinafter referred to as "(meth)acrylic acid long-chain alkyl ester" is preferred.
- the order in which the unsaturated carboxylic acid anhydride and the (meth)acrylic acid alkyl ester are grafted onto the polyolefin before acid modification is not particularly limited, and the graft modification may be performed simultaneously or separately.
- the melting point of the acid-modified polyolefin is preferably 40°C or higher, more preferably 50°C or higher, particularly preferably 60°C or higher, and may be 70°C or higher. Sufficient peel strength can be obtained within such a range.
- the melting point of the acid-modified polyolefin is preferably 110° C. or lower, more preferably 100° C. or lower, particularly preferably 93° C. or lower, and may be 80° C. or lower. Sufficient storage stability at low temperatures can be obtained within such a range.
- the inside of the radical graft reaction system for acid modification uniform.
- the acid-modified sites are uniformly distributed. As a result, the range of melting point depression after acid modification is increased.
- the range of melting point depression due to acid modification is preferably 4.5°C or higher, more preferably 5°C or higher, and particularly preferably 6°C or higher.
- the melting point depression width is 4.5° C. or more, hot peel strength and electrolyte resistance can be improved.
- the melting point depression range is usually 15° C. or less, and may be, for example, 10° C. or less or 9° C. or less.
- the range of melting point depression is rarely larger than 15° C., in such cases, the reduction in molecular weight due to graft modification is too large, and the cohesive strength of the cured adhesive composition tends to decrease.
- the range of melting point depression represents the difference between the melting point of polyolefin before acid modification and the melting point of acid-modified polyolefin.
- the melting point can be measured at a heating rate of 10°C/min using a differential scanning calorimeter (DSC) in accordance with JIS K7121.
- the melt flow rate of the acid-modified polyolefin is preferably 50 g/10 min or more, more preferably 100 g/10 min or more.
- the melt flow rate of the acid-modified polyolefin is preferably 1000 g/10 min or less, more preferably 800 g/10 min or less.
- the melt flow rate can be measured at a test temperature of 190°C and a test load of 2.17 kg according to JIS K7210.
- the weight average molecular weight of the acid-modified polyolefin may be, for example, within the range of 15,000 to 200,000.
- the weight-average molecular weight of the acid-modified polyolefin is preferably 15,000 or more, more preferably 30,000 or more, in terms of improving the peel strength and electrolyte resistance.
- the weight-average molecular weight of the acid-modified polyolefin is preferably 200,000 or less, more preferably 150,000 or less, in terms of improving the solubility in organic solvents.
- the weight average molecular weight is a value obtained by converting the molecular weight measured by gel permeation chromatography into polystyrene.
- the content of the acid-modified polyolefin in the adhesive composition is 50 to 95% by weight with respect to 100% by weight of the solid content of the adhesive composition in terms of excellent hot peel strength and electrolyte resistance. is preferred, more preferably 60 to 90% by weight.
- the acid-modified polyolefin can be produced by mixing a radical graftable polyolefin and an unsaturated carboxylic acid anhydride with a radical initiator, especially an organic peroxide, and heating the mixture. More specifically, methods for producing acid-modified polyolefins are classified into two methods. One is a method of mixing and reacting other reactive components in a heat-melted polyolefin capable of undergoing a radical graft reaction (heat melting method). The other is a method (solution method) that uses a solvent to mix, dissolve, and react reaction components containing a polyolefin capable of undergoing a radical graft reaction in the solvent. The hot-melt method facilitates continuous production and can reduce manufacturing costs.
- the polyolefin in the solution method, can be acid-modified more uniformly.
- an acid-modified polyolefin produced by either a hot melt method or a solution method can be used, but among them, a method capable of further improving the acid value and the dispersibility of the acid-modified portion is preferable.
- Such an acid-modified polyolefin having high dispersibility of acid-modified moieties has improved durability against low-polarity solvents as described above.
- the organic peroxide preferably has high compatibility with the molten polyolefin capable of undergoing a radical graft reaction in the heat melting method.
- the inside of the radical graft reaction system can be made nearly uniform even in the heat melting method, and the range of melting point depression after acid modification can be increased.
- it is preferable that the maximum number of carbon atoms per radical of the radical molecule generated from the organic peroxide is large.
- the term "maximum number of carbon atoms per radical in a radical molecule generated from an organic peroxide” refers to a carbon chain composed of carbon and hydrogen contained in a radical molecule generated by decomposition of an organic peroxide. number divided by the number of radicals possessed by the radical molecule. For example, when a radical molecule containing a cyclohexane ring shown in the figure below is generated, the number of carbon atoms in the carbon chain is 6, the number of radicals in the radical molecule is 2, and the maximum number of carbon atoms per radical in this radical molecule is 3. is calculated as
- the carbon chain used to calculate the maximum number of carbon atoms per radical of a radical molecule generated from an organic peroxide may be any part of the radical molecule, but the same carbon may be used two or more times. It must not be a carbon chain formed.
- the following three types of carbon chains (A) to (C) can be used for calculation. .
- Carbon chain (A) has 9 carbon atoms
- carbon chain (B) has 7 carbon atoms
- carbon chain (C) has 5 carbon atoms
- carbon chain (A) has the largest carbon number. Since the number of radicals in this radical molecule is 1, the maximum number of carbon atoms per radical in this radical molecule is calculated to be 9.
- radical molecules with carbon chains can be generated from organic peroxides.
- the maximum carbon number of the radical molecule having the largest maximum carbon number per radical is adopted.
- t-butylperoxy-2-ethylhexyl monocarbonate shown in the figure below produces two radical molecules, one of which has a carbon chain surrounded by a dotted line and has a maximum of seven carbon atoms.
- the maximum number of carbon atoms in the t-butyl group possessed by the other radical molecule is 3.
- Each radical molecule has one radical. Therefore, the maximum number of carbon atoms per radical of radical molecules generated from t-butylperoxy-2-ethylhexyl monocarbonate is seven.
- the maximum number of carbon atoms per radical of the radical molecule generated from the organic peroxide is generally 3 or more, preferably 5 or more, and may be, for example, 6 or more or 7 or more. Although the upper limit of the maximum number of carbon atoms per radical of the radical molecule generated from the organic peroxide is not particularly limited, the maximum number of carbon atoms may be, for example, 30 or less or 20 or less.
- the carbon chain of the organic peroxide may contain a cyclic group such as a benzene ring or a cyclohexane ring, but is preferably a linear or branched alkyl group.
- the total number of carbon atoms contained in the radical molecule generated from the organic peroxide is generally 3 or more, preferably 5 or more, and may be, for example, 6 or more or 7 or more.
- the upper limit of the number of carbon atoms in the alkyl group is not particularly limited, the number of carbon atoms in the alkyl group may be, for example, 30 or less or 20 or less.
- the organic peroxide is preferably one that can be uniformly dissolved in a solvent in the solution method.
- the one-hour half-life temperature of the organic peroxide is preferably 100°C or higher, more preferably 110°C or higher.
- the one-hour half-life temperature of the organic peroxide is not particularly limited, but may be, for example, 300° C. or lower or 200° C. or lower.
- organic peroxides include peroxyketals, dialkyl peroxides, and peroxyesters.
- peroxyketals include 1,1-di(t-butylperoxy)cyclohexane, 2,2-di(t-butylperoxy)butane, 2,2-bis(4,4-di-( t-butylperoxy)cyclohexyl)propane, 1,1-di(t-hexylperoxy)cyclohexane, and n-butyl-4,4-di(t-butylperoxy)valerate, 1,1-di(t -hexylperoxy)-3,3,5-trimethylcyclohexane and the like.
- dialkyl peroxide examples include t-butyl cumyl peroxide, di-t-butyl peroxide, and di-t-hexyl peroxide.
- peroxy esters include t-butyl peroxyneodecanoate, t-butyl peroxylaurate, t-butyl peroxy-3,5,5-trimethylhexanoate, t-hexylper Oxyisopropyl monocarbonate, t-butylperoxyisopropylmonocarbonate, t-butylperoxy-2-ethylhexylmonocarbonate, 2,5-dimethyl-2,5-di(benzoylperoxy)hexane, t-butylperoxyacetate , t-hexyl peroxybenzoate, t-butyl peroxy-3-methylbenzoate, and t-butyl-peroxybenzoate.
- Organic peroxides usually decompose after a radical graft reaction, but some radical molecules generated from organic peroxides do not decompose and are formed from the main chain of acid-modified polyolefin and unsaturated carboxylic acid anhydride. It may be added to the graft part.
- acid-modified polyolefins may contain hydrocarbon moieties derived from organic peroxides.
- a hydrocarbon moiety derived from an organic peroxide may be attached to the acid-modified polyolefin via a linking group such as -O-, -CO-, -COO-, -OCO-, -OCOO-.
- unsaturated carboxylic acid anhydride used for acid modification may be removed by known methods such as thermal distillation and reprecipitation purification, if necessary.
- the acid-modified polyolefin may contain a component that can be extracted in acetone (hereinafter referred to as "acetone-soluble part").
- acetone-soluble part a component that can be extracted in acetone
- the acid-modified polyolefin may contain more than 2 wt% acetone solubles, and in another embodiment of the present invention may contain 3 wt% acetone solubles. .
- cross-linking agent has two or more functional groups capable of bonding with the acid anhydride structure grafted onto the acid-modified polyolefin.
- Specific cross-linking agents include polyfunctional isocyanate compounds.
- polyfunctional epoxy compounds, polyfunctional carbodiimide compounds, polyfunctional oxazoline compounds, polyfunctional aziridine compounds, etc. which can react with acid anhydride groups in acid-modified polyolefins to form crosslinks.
- These monofunctional compounds can also be used in combination for the purpose of adjusting the viscosity of the solution and adjusting the elastic modulus and elongation of the cured product.
- the polyfunctional isocyanate compound is not particularly limited as long as it has two or more isocyanate groups in one molecule, and various aromatic, aliphatic, and alicyclic isocyanate compounds, and further these A modified isocyanate compound can be used.
- Polyfunctional isocyanate compounds include, for example, pentamethylene diisocyanate, hexamethylene diisocyanate, diphenylmethane diisocyanate, diphenylmethane hydrogenated diisocyanate, xylylene diisocyanate, xylylene hydrogenated diisocyanate, isophorone diisocyanate, norbornane diisocyanate, and biuret forms thereof, isocyanurate, adduct, allophanate and the like. Since biuret, isocyanurate, adduct, etc.
- polyfunctional isocyanate compounds may be used alone or in combination of two or more.
- the amount of the cross-linking agent in the adhesive composition is the ratio of the number of moles of functional groups in the cross-linking agent to the number of moles of carboxyl groups in the acid-modified polyolefin (the number of moles of functional groups in the cross-linking agent/the number of moles of the acid-modified polyolefin). number of moles of carboxy groups).
- the functional group in the cross-linking agent is a functional group capable of forming a bond with the acid-modified polyolefin.
- the number of moles of carboxy groups in the acid-modified polyolefin is the number of moles of carboxy groups when each acid anhydride structure (-CO-O-CO-) present in the acid-modified polyolefin is regarded as two carboxy groups. .
- the ratio of the number of moles of functional groups in the cross-linking agent to the number of moles of carboxyl groups in the acid-modified polyolefin is preferably 0.3 or more, more preferably 0. .5 or more.
- the ratio of the number of moles of functional groups in the cross-linking agent to the number of moles of carboxyl groups in the acid-modified polyolefin is preferably 15 or less, more It is preferably 10 or less.
- the functional group in the cross-linking agent is an isocyanate group (--NCO).
- the ratio of the number of moles of isocyanate groups to the number of moles of carboxy groups in the adhesive composition is preferably 0.3 or more, more preferably 0.5 or more.
- the ratio of the number of moles of isocyanate groups to the number of moles of carboxy groups in the adhesive composition is preferably 15 or less, more preferably 10 or less.
- the number of moles of carboxy groups can be obtained from the acid value, and can be confirmed by using a calibration curve prepared from the infrared absorption spectrum of a standard sample as shown in the examples of the present specification.
- the blending amount of the cross-linking agent in the adhesive composition can also be determined by the weight ratio of the cross-linking agent to the total weight of the acid-modified polyolefin and the cross-linking agent (hereinafter also referred to as the cross-linking agent content).
- the cross-linking agent content is preferably 5% by weight or more, more preferably 10% by weight or more, and particularly preferably 20% by weight or more.
- the cross-linking agent content is preferably 60% by weight or less, more preferably 40% by weight or less.
- the adhesive composition may contain a solvent that dissolves the acid-modified polyolefin.
- the solvent include aromatic organic solvents such as toluene and xylene, aliphatic organic solvents such as n-hexane, alicyclic organic solvents such as cyclohexane, methylcyclohexane and ethylcyclohexane, and ketones such as acetone and methyl ethyl ketone.
- alcohol-based organic solvents such as methanol and ethanol
- ester-based organic solvents such as ethyl acetate and butyl acetate
- propylene glycol ether-based organic solvents such as propylene glycol methyl ether, propylene glycol ethyl ether and propylene glycol-t-butyl ether.
- a solvent etc. are mentioned.
- an organic solvent that can be easily volatilized and removed by heating the adhesive composition or the like is preferable, and in particular, a mixed solvent of an alicyclic organic solvent and an ester or ketone organic solvent can be used. preferable.
- Only one type of solvent may be used, or two or more types may be used in combination.
- the amount of solvent in the adhesive composition is not particularly limited, and may be determined as appropriate according to the type of acid-modified polyolefin.
- the amount of acid-modified polyolefin is preferably 5 to 25% by weight, more preferably 10 to 20% by weight, when the total of acid-modified polyolefin and solvent is 100% by weight.
- the solvent is present in the adhesive composition at such a content, the adhesive composition can be easily applied to the adherend, resulting in excellent workability.
- the adhesive composition may further contain additional components depending on the purpose.
- additional components include curing catalysts, styrene thermoplastic elastomers, tackifiers, antioxidants, hindered amine light stabilizers, ultraviolet absorbers, antistatic agents, flame retardants, colorants, and dispersants. , adhesion imparting agents, antifoaming agents, leveling agents, plasticizers, lubricants, crystal nucleating agents and fillers.
- an additional component is an arbitrary component, and may not be used, and may use only 1 type, or may use 2 or more types together.
- a curing catalyst can be added for the purpose of promoting the cross-linking reaction between the acid-modified polyolefin and the cross-linking agent to obtain excellent adhesion performance.
- Preferred curing catalysts include tertiary amines, metal carboxylates, complex salts and organic metals.
- tertiary amines include tetraalkylethylenediamines such as tetramethylethylenediamine; N,N'-dialkylbenzylamines such as dimethylbenzylamine; triethylenediamine, pentamethyldiethylenetriamine, N-ethylmorphyline, and N-methylmol.
- Phyllin 1-methyl-4-dimethylamineethylpiperazine, 1,8-diazabicyclo[5.4.0]undecene-7 and the like.
- Metal carboxylates, complex salts and metal octanoates such as metal acetates, metal hexanoates, metal 2-ethylhexanoates, metal neodecanoates, metal laurates, metal stearates, metal Examples thereof include metal carboxylates such as oleates and metal complex salts such as metal acetylacetonates.
- the organic metal is not particularly limited as long as it is a metal compound having a bond with carbon, and examples thereof include organic metal oxides.
- the metal is preferably one or more metals selected from the group consisting of metals of groups 7, 12 and 14 of the periodic table. These may be used individually by 1 type, or may use 2 or more types together.
- the carboxylate of any of tin, zinc and manganese, and acetylacetonate and organometallics are more preferred.
- zinc neodecanoate dibutyltin dilaurate, dioctyltin dilaurate, dioctyltin diacetate, dibutyltin maleate, dibutyltin oxide, dioctyltin oxide, zinc bis(neodecanoate), zinc bis(2-ethylhexanoate) , zinc distearate, zinc (II) acetylacetonate, manganese bis(2-ethylhexanoate), and the like.
- dibutyltin dilaurate, dioctyltin dilaurate, and dioctyltin oxide are more preferable from the viewpoint of the balance of adhesiveness, electrolyte resistance, and heat resistance of the adhesive layer.
- An organic tin compound and a tertiary amine can be used together as a curing catalyst.
- the content of the curing catalyst is preferably 0.001 to 5 parts by weight per 100 parts by weight of the total amount of the acid-modified polyolefin and the cross-linking agent.
- a styrene-based thermoplastic elastomer can be blended for the purpose of improving adhesive strength.
- styrene-based thermoplastic elastomers include styrene-butadiene copolymers, epoxy-modified styrene-butadiene copolymers, styrene-butadiene-styrene block copolymers, and styrene-ethylene/propylene-styrene block copolymers (hereinafter referred to as , referred to as "SEPS”), styrene-ethylene/butylene-styrene block copolymer (hereinafter referred to as "SEBS”), styrene-isoprene/butadiene-styrene block copolymer, styrene-isoprene-styrene block copolymer, etc.
- Styrene-based resins, etc. may be those having no acidic groups and acid anhydride groups, those having acidic groups and/or acid anhydride groups, and those
- tackifiers can be used, including polyterpene resins, rosin resins, aliphatic petroleum resins, alicyclic petroleum resins, copolymer petroleum resins and hydrogenated petroleum resins. be done.
- the content of the tackifier is preferably 1 to 20% by weight, preferably 1 to 10% by weight, based on 100% by weight of the adhesive composition, in terms of excellent hot water resistance. more preferred.
- Adhesive Composition When the adhesive composition of the present invention is immersed in a solvent having a solubility parameter of 7 to 10 (cal/cm 3 ) 1/2 at 80° C. for 5 hours, The amount of eluted matter eluted from the cured product, the swelling rate of the cured product, and the like can fall within the ranges described below.
- the reasons for the low durability against solvents that have a high affinity for polyolefin (especially electrolyte solvents) are that the degree of acid denaturation is low, and polyolefin that cannot be chemically bonded to the cured product is eluted. The problem is that the cured product swells significantly.
- the amount of extractables or reducing the swelling ratio By reducing the amount of extractables or reducing the swelling ratio, durability against solvents that have a high affinity for polyolefin (especially electrolyte solvents) can be greatly improved.
- the amount of eluted matter and the swelling ratio of the cured product are confirmed by the procedure described in Examples below.
- the cured product is obtained by removing low boiling point components such as solvent by drying.
- Solvents with a solubility parameter of 7 to 10 (cal/cm 3 ) 1/2 are not particularly limited, but examples include dimethyl carbonate (9.9), diethyl carbonate (8.8), ethyl propionate ( 8.4), propyl propionate (8.5), solvents used in lithium ion secondary battery electrolytes, and toluene (8.9), cyclohexane (8.2), methylcyclohexane (7.8 ), xylene (8.8), gasoline (7.0), n-hexane (7.3) and other solvents.
- the numerical value in parenthesis is the solubility parameter of the solvent, and the unit is (cal/cm 3 ) 1/2 .
- a method of calculating the solubility parameter from the atomic groups constituting the molecule has also been proposed, and one calculated using the Fedors method or the Hildebrand method may be used.
- solvents with a solubility parameter of 7 to 10 (cal/cm 3 ) 1/2 may be replaced by a particular solvent having a solubility parameter within the same range, such as the solvents specifically listed above.
- the solvent may be replaced by a particular solvent having a solubility parameter within a similar range.
- the amount of eluted substances is 10% by weight or less, preferably 9% by weight or less, more preferably 8% by weight or less, and particularly preferably 7% by weight or less, of the cured product.
- the lower limit of the amount of extractables is not particularly limited, the amount of extractables may be, for example, 1% by weight or more.
- the amount (% by weight) of eluted substances eluted from the cured product into the solvent is also referred to as "elution rate", and is determined according to the method described in Examples below.
- the main component of the eluted material is polyolefin, which in many cases accounts for 70% by weight or more of the eluted material, and in some cases 90% by weight or more.
- the polyolefin contained in the eluate usually has a low degree of acid modification and is easily eluted because it is not fixed in the cured product by a cross-linking agent.
- the acid-modified polyolefin contained in the effluent often has a low degree of acid modification, but the degree of acid modification is higher than that of other adhesive compositions.
- a polyolefin with a low degree of acid modification contained in such an eluate is not soluble in acetone and is different from the acetone-extractable component described in Patent Document 1.
- the absorption peak (peak 4) present near 1690 cm -1 (1680 to 1700 cm -1 ) derived from the isocyanuric ring, and the urea bond generated from the isocyanate and A broad absorption peak (peak 5) existing around 1550 cm ⁇ 1 (1500 to 1600 cm ⁇ 1 ) derived from an amide bond can be confirmed.
- the polyolefin has a structural unit containing a methyl group such as a propylene unit, an absorption peak (peak 6) existing around 1377 cm ⁇ 1 (1367 to 1378 cm ⁇ 1 ) derived from the methyl group can also be confirmed.
- peaks 1 to 5 are smaller than peak 6 and may not be confirmed, but peaks 1 to 5 can be relatively large in the adhesive composition of the present invention.
- the absorbance of each peak is described below, and the maximum absorbance within the range described above is taken as the absorbance of the peak.
- the absorbance ratio between peak 1 and peak 6 is preferably 0.1 or more, more preferably 0.2 or more, and still more preferably 0.3 or more.
- the upper limit of the absorbance ratio between peaks 1 and 6 is not particularly limited, the absorbance ratio between peaks 1 and 6 is usually 1 or less.
- the absorbance ratio between peak 2 and peak 6 is preferably 0.1 or more, more preferably 0.15 or more, and still more preferably 0.2 or more.
- the upper limit of the absorbance ratio between peaks 2 and 6 is not particularly limited, the absorbance ratio between peaks 1 and 6 is usually 1 or less.
- the absorbance ratio between peak 4 and peak 6 is preferably 0.1 or more, more preferably 0.2 or more, and still more preferably 0.3 or more.
- the upper limit of the absorbance ratio between peaks 4 and 6 is not particularly limited, the absorbance ratio between peaks 1 and 6 is usually 1 or less.
- the absorbance ratio between peaks 5 and 6 is preferably 0.05 or more, more preferably 0.1 or more, and still more preferably 0.2 or more. Although the upper limit of the absorbance ratio between peaks 5 and 6 is not particularly limited, the absorbance ratio between peaks 1 and 6 is usually 1 or less.
- the swelling rate of the adhesive composition of the present invention is evaluated by "swelling rate 1" calculated by Equation 1 described below.
- swelling rate 1 calculated by Equation 1 described below.
- the fact that the swelling rate difference D calculated according to Equation 3 is within a predetermined range can also be useful for improving the electrolytic solution resistance of the adhesive composition of the present invention.
- the “weight of the cured product before swelling” is the weight of the cured product
- the “weight of the cured product after swelling” is the weight of the cured product having a solubility parameter of 7 to 10 (cal/cm 3 ) 1/2 . It is the weight of the swollen cured product obtained by immersing it in a solvent at 80° C.
- the “dry weight of the cured product after swelling” is the weight of the cured product obtained by drying the swollen cured product.
- the swollen hardened material is a gel.
- the swelling rate of the cured product is 1 is preferably 300% or less, more preferably 250% or less, and particularly preferably 150% or less.
- the swelling rate of the cured product is The difference D is preferably 40% or less, more preferably 30% or less, and particularly preferably 20% or less.
- the swelling rate difference D When the cured product obtained by the curing reaction of the adhesive composition of the present invention was immersed in a solvent having a solubility parameter of 7 to 10 (cal/cm 3 ) 1/2 at 80°C for 5 hours, the swelling rate difference D Although the lower limit is not particularly limited, the swelling rate difference D of the cured product may be, for example, 5% or more.
- the viscosity of the adhesive composition at 25°C is preferably 10 to 5,000 mPa ⁇ s. 10 mPa ⁇ s or more is preferable from the viewpoint of excellent coatability. Moreover, it is preferably 5,000 mPa ⁇ s or less, more preferably 1,000 mPa ⁇ s or less, from the viewpoint of excellent leveling properties.
- the adhesive composition is suitable for adhesion between polyolefin resin molded articles and other members (metal members, resin members, etc.), and can be applied not only to polyolefin resin molded articles such as polyolefin resin films but also to polyolefin resin films. , adhesion to a metal foil made of aluminum or the like, adhesion to a metal layer in a composite film comprising a polyolefin resin film and a resin layer and a metal layer.
- the adhesive layer obtained from the adhesive composition has high room temperature peel strength and hot peel strength, excellent adhesiveness, and high electrolyte resistance, so it can be used as a packaging material for storage devices such as lithium ion secondary batteries. It can be preferably used.
- the cured product of the adhesive composition is in a state where the acid-modified polyolefin reacts with the cross-linking agent to form cross-links. If a part of the cross-linking agent forms cross-links, it is a cured product, and the degree of cure of the cured product is not particularly limited. Curing can also be confirmed by confirming rubber-like plateaus in dynamic viscoelasticity measurements.
- the curing temperature of the adhesive composition containing an acid-modified polyolefin, a cross-linking agent, and optionally a curing catalyst may be appropriately determined according to the type of cross-linking agent and the like. When the cross-linking agent is a polyfunctional isocyanate compound, cross-linking can be formed even at room temperature.
- the adhesive composition may contain a solvent, but unless otherwise specified, the cured product is obtained by removing the solvent by drying.
- the adhesive composition can be produced by a known method.
- it is a method of mixing a solution obtained by dissolving an acid-modified polyolefin in a solvent and other components excluding the cross-linking agent, and then mixing the resulting mixture with the cross-linking agent.
- the temperature during mixing is usually 40°C or less, preferably 10°C to 30°C.
- the adhesive composition can be used to manufacture a heat-sealable member.
- the heat-fusible member comprises an adhesive layer formed by curing the adhesive composition of the present invention, a metal layer bonded to one side of the adhesive layer, and a heat-bonded layer bonded to the other side of the adhesive layer. and a fusible resin layer.
- FIGS. 1 and 2 A schematic diagram of the heat-fusible member is shown in FIGS. 1 and 2. That is, the heat-fusible member 1 of FIG. 1 includes a heat-fusible resin layer 11, an adhesive layer 12, and a metal layer 13 in this order.
- the heat-fusible member 1 of FIG. 2 includes a heat-fusible resin layer 11, an adhesive layer 12, a metal layer 13, and another layer 14 in this order.
- the shape of the heat-fusible member may be appropriately set according to the application, and is not particularly limited, but may be film-like, sheet-like, or plate-like.
- the above heat-fusible resin layer is a layer containing a resin that can be melted by heat to fuse the material forming the layer on one side with the material forming the layer on the other side.
- This heat-fusible resin layer is preferably a layer containing a resin that melts at a temperature of 50.degree. C. to 200.degree.
- resins having such properties include polyolefin resins, polyamide resins and polyester resins. Among these, polyolefin resins are preferable because they can be heat-sealed with sufficient strength.
- polypropylene is preferable as the polyolefin resin. In particular, non-stretched polypropylene is more preferable because it causes little dimensional change (shrinkage) when a heat-fusible member is used and integrated with another member.
- the above heat-fusible resin layer may optionally contain lubricants, fillers, heat stabilizers, antioxidants, ultraviolet absorbers, antistatic agents, flame retardants, colorants, dispersants, adhesion-imparting agents, and the like. It may be a layer containing an additive of
- the thickness of the heat-fusible resin layer is not particularly limited depending on the material of the resin, etc.
- a layer containing unstretched polypropylene it is preferably 10 to 200 ⁇ m, more preferably 20 to 100 ⁇ m. is.
- the thickness of the layer containing unstretched polypropylene is 10 to 200 ⁇ m, it is possible to obtain a heat-sealed composite product such as a highly durable sealed container that is not easily damaged.
- the above adhesive layer is a layer formed by curing the adhesive composition.
- the thickness of the adhesive layer is not particularly limited, it is preferably 1 to 20 ⁇ m, particularly preferably 2 to 10 ⁇ m.
- the adhesive layer has a thickness of 1 to 20 ⁇ m, processing such as bending when the heat-fusible member is in the form of a sheet, for example, is easy.
- the above metal layer is a layer containing a metal or an alloy.
- Metals or alloys include aluminum, iron, titanium, magnesium, copper, nickel, chromium and other metals, and alloys thereof. Among these, aluminum is preferable because of its excellent workability.
- the thickness of the metal layer is not particularly limited depending on the material and the like. When the metal layer is made of aluminum, for example, it is preferably 20 to 100 ⁇ m, particularly preferably 20 to 80 ⁇ m, more preferably 30 to 60 ⁇ m.
- the material constituting the other layer preferably contains a resin. That is, the other layer is preferably a resin layer.
- This resin is not particularly limited, and may be a polyamide resin, a polyester resin, or the like.
- the transparency of the resin layer is not particularly limited, but when the resin layer is transparent or translucent, an excellent appearance can be obtained when the heat-sealable composite product is used as a hermetic container or the like.
- the other layer may have a multi-layer structure and may include, for example, an adhesive layer for bonding the resin layer and the metal layer.
- the adhesive layer in the other layer may be the same as or different from the adhesive layer provided between the heat-fusible resin layer and the metal layer.
- the thickness of the other layer is not particularly limited, but is preferably 30-60 ⁇ m, particularly preferably 30-50 ⁇ m.
- the heat-fusible member using the adhesive composition of the present invention has high hot peel strength and excellent adhesiveness, and is also excellent in resistance to solvents such as electrolytic solutions. can be prevented from deteriorating.
- the adhesion performance can be maintained even if there is a temperature change in the battery storage or usage environment.
- Adhesive performance can be maintained in a temperature range higher than room temperature, such as inside, and in a temperature range lower than outside temperature in cold districts.
- a method for manufacturing the heat-fusible member shown in FIG. 1 is as follows. (1) The adhesive composition is applied to the surface of a metal foil or the like for forming the metal layer 13, then the organic solvent in the composition is removed to form the adhesive layer 12, and then the adhesive layer 12 is formed. A method of contacting a resin film for forming a heat-fusible resin layer 11 (hereinafter referred to as a "heat-fusible resin film") to the surface on which is formed, and crimping while heating. (2) The adhesive composition is applied to the surface of the heat-fusible resin film, then the organic solvent in the composition is removed to form the adhesive layer 12, and then the adhesive layer 12 is formed. A method in which a metal foil or the like for forming the metal layer 13 is brought into contact with the flat surface and crimped while being heated.
- the manufacturing method of the heat-fusible member shown in FIG. 2 is as follows. (3) The surface of the metal layer 13 in a composite film having a resin layer constituting another layer 14 and a metal layer 13 formed on one side of the resin layer by lamination, vapor deposition, or the like. After that, the organic solvent in the composition is removed to form an adhesive layer 12, and then the surface on which the adhesive layer 12 is formed is brought into contact with the heat-fusible resin film and heated. How to crimp while (4) The adhesive composition is applied to the surface of the heat-fusible resin film, then the organic solvent in the composition is removed to form the adhesive layer 12, and then the adhesive layer 12 is formed.
- the surface on which the metal layer 13 is formed in the composite film having the resin layer constituting the other layer 14 and the metal layer 13 formed on one side of the resin layer by lamination or vapor deposition is brought into contact with the other surface.
- a method of crimping while heating is brought into contact with the other surface.
- (5) A method of extruding a film for forming another layer 14 on the surface of the metal layer 13 in the laminate obtained by the above method (1) or (2).
- the adhesive composition is often applied to the surface of a metal layer forming material such as a metal foil, or a metal layer in a composite film comprising a metal layer and another layer (resin layer), but is not particularly limited.
- a metal foil it is preferable to use an aluminum foil having a thickness of 20 to 100 ⁇ m.
- the metal layer contains aluminum and the other layer (resin layer) contains a polyamide resin, a polyester resin, or the like.
- polyamide resin and polyester resin are used as other layer 14 forming films. etc. is preferably used.
- a polyolefin resin film, a polyamide resin film, a polyester resin film, or the like can be used as the heat-fusible resin film.
- These resin films can be films obtained by a film-forming method such as an extrusion method, a cast molding method, a T-die method, and an inflation method.
- the thickness of the heat-fusible resin film is usually 10-200 ⁇ m.
- a polyolefin resin film is preferable in that it can be easily heat-sealed to complete a heat-sealable member and heat-sealed when manufacturing a heat-sealable composite product, and is less likely to be damaged.
- a non-stretched polypropylene film is particularly preferable in that a heat-sealable composite product such as a hermetic container having excellent durability can be obtained.
- the thickness is preferably 10 to 200 ⁇ m, more preferably 20 to 100 ⁇ m.
- the adhesive composition can be applied by a conventionally known method, for example, using a bar coater, a gravure coater, or the like.
- the thickness of the coating film and its drying temperature are not particularly limited.
- the drying temperature of the coating film is not particularly limited, and is preferably 30° C. to 150° C. from the viewpoint of workability.
- the dried coating film generally has tackiness and adhesiveness, so that two members can be adhered without heating.
- a method such as pressure bonding can be applied while heating to an appropriate temperature in consideration of the melting point and melt viscosity of the acid-modified polyolefin.
- the heating conditions and crimping conditions are, for example, a temperature of 60 to 100° C., a pressure of 0.3 MPa, and a crimping time of 2 seconds.
- the conditions for promoting the cross-linking reaction between the acid-modified polyolefin and the cross-linking agent to complete the heat-fusible member are not particularly limited. It is preferable to set according to the material of the fusible resin film, the melting temperature and the composition of the adhesive layer. Aging conditions include heating at 25 to 50° C., for example, 40° C. for about 3 to 7 days.
- the heat-fusible member can be used in various industrial product fields such as electric field, automobile field, industrial field and other fields.
- Examples of applications in the electrical field include secondary batteries such as lithium-ion batteries and lithium-ion polymer batteries, packaging materials for power storage devices such as capacitors, mobile devices, TV housings, white goods housings, etc. Decorative sheet pasting decoration, adhesion of metal members and resins, sealing of electronic parts, and the like.
- Examples of applications in the automotive field include adhesion of exterior materials made of metal members and resins, genuine leather, fabric, instrument panel foam sheets and decorative sheets and bases in interior and exterior materials such as pillars, moldings, door trims, spoilers and roofs. There is adhesion of materials, etc.
- Examples of applications in the industrial field include adhesion between industrial packaging materials and multi-layer films such as barrier films.
- Examples of applications in other fields include adhesives for logistics materials, housing materials, daily miscellaneous goods, and sporting goods.
- packaging materials for electrical storage devices are preferable as heat-fusible members because they have high hot peel strength, excellent adhesiveness, and high electrolyte resistance.
- This film-like sample was placed in a moisture-proof bag together with a desiccant, sealed, and allowed to stand at room temperature for 1 day or more to promote crystallization.
- the acid value tends to be estimated slightly higher, and the measurement result of the acid value stabilizes when left for one day or more. In order to do so, the standing time at room temperature was taken.
- a calibration curve of the absorbance ratio at about 1786 cm -1 to the absorption at about 1164 cm -1 was prepared from the transmission IR spectra of the four samples.
- the acid-modified polyolefin was vacuum-dried at 150° C.
- the amount of acid anhydride is the amount of the acid anhydride structure (--CO--O--CO--), and the amount of acid anhydride was converted to the amount of carboxy groups, assuming that 1 mol of the acid anhydride structure is 2 mol of carboxy groups.
- ⁇ Melting point measurement method and measurement example> The melting points of copolymers of propylene and 1-butene (Tafmer XM7070, Taffmer XM7080 and Taffmer XM7090 manufactured by Mitsui Chemicals, Inc.) used for synthesizing acid-modified polyolefins were measured by DSC. DSC measurement is the melting point of the polymer in the process of increasing the temperature from 0°C to 160°C at 10°C/min, then decreasing the temperature to 0°C at 10°C/min, and again increasing the temperature from 0°C to 160°C at 10°C/min. was taken as the melting point.
- Tafmer XM7070 had a melting point of 78.5°C
- Tafmer XM7080 had a melting point of 87.4°C
- Tafmer XM7090 had a melting point of 100.9°C. The same measurements were carried out for the acid-modified polyolefins described below.
- ⁇ Melt flow rate measurement method> Using a melt indexer G-02 manufactured by Toyo Seiki Seisakusho Co., Ltd., the measurement was performed in an automatic measurement mode at a furnace temperature of 190° C. and a load of 2.17 kg.
- the acid-modified polyolefin used in the adhesive composition was prepared as shown in Synthesis Examples 1-6, Purification Example 1, Comparative Synthesis Examples 1-4, and Comparative Purification Examples 1-2 shown below.
- a twin-screw extruder TEX25 ⁇ III manufactured by Japan Steel Works, Ltd.
- the obtained acid-modified polyolefin was vacuum-dried at 150° C. for 2 hours to obtain an acid-modified polyolefin of Synthesis Example 1.
- the acid value was 33.1 mgKOH/g.
- the melt flow rate was 169 g/10 min (190°C/2.17 kg).
- the melting point measured by DSC was 95.2°C, which was 5.7°C lower than before acid modification.
- 10 g of the acid-modified polyolefin of Synthesis Example 1 was placed in a vial, 90 g of toluene was added, the vial was sealed, dissolved in a hot water bath at 70° C., and then the polymer solution was added little by little into a beaker containing 2 liters of acetone while stirring.
- the precipitated polymer was separated by filtration, put into 500 ml of acetone, washed, and separated by filtering, which was repeated three times. This washing liquid and the filtrate after reprecipitation of the polymer were all combined, and the acetone-soluble portion obtained by removing the solvent with an evaporator and concentrating was weighed. Met. When this was analyzed by LC-MS, many kinds of compounds were detected which were thought to be produced by the reaction of some of the peroxides used for modification with several maleic anhydride.
- the polymer obtained by reprecipitation was used as the acid-modified polyolefin of Purification Example 1.
- the acid value was 21.3 mgKOH/g.
- the melt flow rate was 132 g/10 min (190°C/2.17 kg). Further, the acid-modified polyolefin of Purification Example 1 was subjected to reprecipitation again, and the content of acetone-soluble portion was measured to be 0.22% by weight.
- ⁇ Synthesis Example 2 1000 g of a copolymer of propylene and 1-butene (Tafmer XM7090 manufactured by Mitsui Chemicals, Inc.), 50 g of maleic anhydride, t-butyl peroxy-2-ethylhexyl monocarbonate (Perbutyl E manufactured by NOF Corporation) as a peroxide ), and kneaded with a twin-screw extruder (TEX25 ⁇ III manufactured by Japan Steel Works, Ltd.) set at an input speed of 0.98 kg/h, a screw rotation speed of 200 rpm, and a maximum temperature of 190 ° C., A copolymer of propylene and 1-butene was acid-modified.
- the obtained acid-modified polyolefin was vacuum-dried at 150° C. for 2 hours to obtain an acid-modified polyolefin of Synthesis Example 2.
- the acid value was 24.4 mgKOH/g.
- the melt flow rate was 109 g/10 min (190°C/2.17 kg).
- the melting point measured by DSC was 93.0°C, which was 7.9°C lower than before acid modification.
- the acid-modified polyolefin of Synthesis Example 2 was purified by reprecipitation in the same manner as in Synthesis Example 1, and the acetone-soluble portion was weighed and found to be 2.2% by weight in the acid-modified polyolefin. When this was analyzed by LC-MS, as in Synthesis Example 1, many kinds of compounds were detected, which were thought to be produced by the reaction of some of the peroxides used for modification with several maleic anhydride. .
- ⁇ Synthesis Example 3 1000 g of a copolymer of propylene and 1-butene (Tafmer XM7080 manufactured by Mitsui Chemicals, Inc.), 100 g of maleic anhydride, 30 g of lauryl methacrylate, and t-butylperoxy-2-ethylhexyl monocarbonate (NOF Corporation) as a peroxide.
- the melting point measured by DSC was 80.3°C, which was 6.8°C lower than before acid modification.
- the acid-modified polyolefin of Synthesis Example 3 was purified by reprecipitation in the same manner as in Synthesis Example 1, and the acetone-soluble portion was weighed and found to be 2.9% by weight in the acid-modified polyolefin. When this was analyzed by LC-MS, as in Synthesis Example 1, many kinds of compounds were detected, which were thought to be produced by the reaction of some of the peroxides used for modification with several maleic anhydride. .
- the obtained acid-modified polyolefin was vacuum-dried at 150° C. for 2 hours to obtain an acid-modified polyolefin of Synthesis Example 4.
- the acid value was 41.1 mgKOH/g.
- the melt flow rate was 91 g/10 min (190°C/2.17 kg).
- the melting point measured by DSC was 71.5°C, which was 6.9°C lower than before acid modification.
- the acid-modified polyolefin of Synthesis Example 4 was purified by reprecipitation in the same manner as in Synthesis Example 1, and the acetone-soluble portion was weighed and found to be 9.8% by weight in the acid-modified polyolefin. When this was analyzed by LC-MS, as in Synthesis Example 1, many kinds of compounds were detected, which were thought to be produced by the reaction of some of the peroxides used for modification with several maleic anhydride. .
- This polymer solution was added to a stainless container containing 10 liters of acetone with stirring to precipitate the polymer. After removing the solvent by decantation, the polymer was washed by pouring acetone twice enough to soak it, and the acid-modified polyolefin obtained by filtration was vacuum-dried at 150° C. for 2 hours to obtain an acid-modified polyolefin of Synthesis Example 5. .
- the acid value was 28.3 mgKOH/g.
- the melt flow rate was 414 g/10 min (190°C/2.17 kg).
- the melting point measured by DSC was 70.8°C, which was 7.7°C lower than before acid modification.
- the acid-modified polyolefin of Synthesis Example 5 was purified by reprecipitation in the same manner as in Synthesis Example 1, and the acetone-soluble portion was weighed and found to be 0.14% by weight in the acid-modified polyolefin. When this was analyzed by LC-MS, as in Synthesis Example 1, many kinds of compounds were detected, which were thought to be produced by the reaction of some of the peroxides used for modification with several maleic anhydride. .
- a twin-screw extruder manufactured by Japan Steel Works, Ltd.
- the copolymer of propylene and 1-butene was acid-modified by kneading with TEX25 ⁇ III).
- the resulting acid-modified polyolefin was vacuum-dried at 150° C. for 2 hours to obtain an acid-modified polyolefin of Comparative Synthesis Example 1.
- the acid value was 35.4 mgKOH/g.
- Melt flow rate was 115 g/10 min (190° C./2.17 kg).
- the melting point measured by DSC was 96.4°C, which was 4.5°C lower than before acid modification.
- the acid-modified polyolefin of Comparative Synthesis Example 1 was purified by reprecipitation in the same manner as in Synthesis Example 1, and the acetone-soluble portion was weighed and found to be 4.4% by weight in the acid-modified polyolefin. When this was analyzed by LC-MS, as in Synthesis Example 1, many kinds of compounds were detected, which were thought to be produced by the reaction of some of the peroxides used for modification with several maleic anhydride. .
- the polymer obtained by reprecipitation was used as the acid-modified polyolefin of Comparative Purification Example 1.
- the acid value was 23.1 mgKOH/g.
- the melt flow rate was 98 g/10 min (190°C/2.17 kg).
- the acid-modified polyolefin of Comparative Purification Example 1 was subjected to reprecipitation again, and the content of acetone-soluble portion was measured to be 0.11% by weight.
- a twin-screw extruder Nippon Steel Co., Ltd.
- the copolymer of propylene and 1-butene was acid-modified by kneading with TEX25 ⁇ III) manufactured by the company.
- the obtained acid-modified polyolefin was vacuum-dried at 150° C. for 2 hours to obtain an acid-modified polyolefin of Comparative Synthesis Example 2.
- the acid value was 29.8 mgKOH/g.
- the melt flow rate was 242 g/10 min (190°C/2.17 kg).
- the melting point measured by DSC was 84.6°C, which was 2.5°C lower than before acid modification.
- the acid-modified polyolefin of Comparative Synthesis Example 2 was purified by reprecipitation in the same manner as in Synthesis Example 1, and the acetone-soluble portion was weighed and found to be 3.2% by weight in the acid-modified polyolefin. When this was analyzed by LC-MS, as in Synthesis Example 1, many kinds of compounds were detected, which were thought to be produced by the reaction of some of the peroxides used for modification with several maleic anhydride. .
- the polymer obtained by reprecipitation was used as the acid-modified polyolefin of Comparative Purification Example 2.
- the acid value was 18.1 mgKOH/g. Melt flow rate was 206 g/10 min (190° C./2.17 kg). Further, when the acid-modified polyolefin of Comparative Purification Example 2 was reprecipitated again and the content of acetone-soluble portion was measured, it was 0.13% by weight.
- TEX25 ⁇ III manufactured by Japan Steel Works, Ltd.
- the obtained acid-modified polyolefin was vacuum-dried at 150° C. for 2 hours to obtain an acid-modified polyolefin of Comparative Synthesis Example 3.
- the acid value was 34.3 mgKOH/g.
- the melt flow rate was 236 g/10 min (190°C/2.17 kg).
- the melting point measured by DSC was 74.1°C, which was 4.3°C lower than before acid modification.
- the acid-modified polyolefin of Comparative Synthesis Example 3 was purified by reprecipitation in the same manner as in Synthesis Example 1, and the acetone-soluble portion was weighed and found to be 4.3% by weight in the acid-modified polyolefin. When this was analyzed by LC-MS, as in Synthesis Example 1, many kinds of compounds were detected, which were thought to be produced by the reaction of some of the peroxides used for modification with several maleic anhydride. .
- polyfunctional isocyanate (TPA-100 manufactured by Asahi Kasei Corporation) mainly composed of isocyanurate of hexamethylene diisocyanate
- 75 g of polyfunctional isocyanate mainly composed of isocyanurate of hydrogenated xylylene diisocyanate 3.1 g of wt% ethyl acetate solution (manufactured by Mitsui Chemicals, Inc., Takenate D-127N)
- 3.0 g of methyl ethyl ketone, and 0.1 g of dioctyltin dilaurate as a catalyst were stirred and mixed, and the entire amount of the solution was added and stirred to form an adhesive solution. did.
- This aluminum foil was dried for 1 minute in an oven heated to 80°C, and a CPP (cast polypropylene) film with a thickness of 80 ⁇ m that had been subjected to corona discharge treatment was superimposed on the surface in contact with the adhesive, followed by a roll laminator with a roll temperature of 80°C. It was sandwiched between and pasted together. This was cured in an oven at 40° C. for 1 week to advance the curing reaction, and then cut into strips with a width of 15 mm to obtain test pieces for evaluation of peel strength.
- CPP cast polypropylene
- a test piece for peel strength evaluation was placed in a pressure-resistant container whose liquid-contacting part was made of fluororesin, and propyl propionate or toluene was added until the test piece was completely immersed, and the container was tightly sealed.
- the container was placed in an oven set at 85° C. and left for 24 hours. Take out the test piece for peel strength evaluation, immerse it in room temperature water for 2 hours, wipe off the water on the surface, and pull it at room temperature using a tensile tester (Autograph AGS-X manufactured by Shimadzu Corporation).
- a T-peel test was performed at a speed of 100 mm/min until the gripper moved 100 mm, and the peel strength over a distance of 40 mm to 100 mm was averaged to obtain the peel strength.
- test piece After 5 hours of immersion, the test piece was taken out from the vial, and the test piece was immersed in 5 g of the same kind of solvent as used for immersion, and washed twice. All the test pieces were sandwiched with paper (Kimwipe), and after absorbing the solvent on the surface, the weight was measured. The weight of the measured test piece was defined as "the weight of the cured product after swelling”. The swollen and weighed test piece was entirely transferred to a glass beaker, placed in a vacuum dryer and dried overnight at 50° C. and ⁇ 100 kpa or less, and then the weight of the test piece was measured. The weight of the measured test piece was defined as the "dry weight of the cured product after swelling".
- this eluate was in the form of a transparent film and did not dissolve in acetone. None of the acetone-soluble parts obtained in the Synthesis Examples were in the form of a film, but in the form of a brittle solid or a wax, clearly different from the eluate.
- Examples 2 to 12 and Comparative Examples 1 to 8> The formulations of other examples and comparative examples are summarized in Table 2, and a test piece for evaluating peel strength and a test piece for evaluating swelling and solubility are prepared in the same manner as in Example 1, It was evaluated in the same manner as in Example 1.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Electrochemistry (AREA)
- Organic Chemistry (AREA)
- Adhesives Or Adhesive Processes (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2023502383A JPWO2022181534A1 (https=) | 2021-02-24 | 2022-02-21 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021027208 | 2021-02-24 | ||
| JP2021-027208 | 2021-02-24 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022181534A1 true WO2022181534A1 (ja) | 2022-09-01 |
Family
ID=83048081
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/006917 Ceased WO2022181534A1 (ja) | 2021-02-24 | 2022-02-21 | 接着剤組成物 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2022181534A1 (https=) |
| WO (1) | WO2022181534A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL443654A1 (pl) * | 2023-02-01 | 2024-04-22 | Boryszew Spółka Akcyjna | Kompozycja podkładu adhezyjnego do tworzyw sztucznych oraz sposób jej wytwarzania |
| WO2026023696A1 (ja) * | 2024-07-26 | 2026-01-29 | Toppanホールディングス株式会社 | 半固体電池用集電体用の支持フィルム |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018221037A1 (ja) * | 2017-05-29 | 2018-12-06 | 東洋紡株式会社 | ポリオレフィン系接着剤組成物 |
| WO2020090818A1 (ja) * | 2018-10-29 | 2020-05-07 | 東亞合成株式会社 | 接着剤組成物及びそれを用いた熱融着性部材 |
| WO2021256416A1 (ja) * | 2020-06-16 | 2021-12-23 | 東亞合成株式会社 | 接着剤組成物 |
-
2022
- 2022-02-21 JP JP2023502383A patent/JPWO2022181534A1/ja active Pending
- 2022-02-21 WO PCT/JP2022/006917 patent/WO2022181534A1/ja not_active Ceased
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018221037A1 (ja) * | 2017-05-29 | 2018-12-06 | 東洋紡株式会社 | ポリオレフィン系接着剤組成物 |
| WO2020090818A1 (ja) * | 2018-10-29 | 2020-05-07 | 東亞合成株式会社 | 接着剤組成物及びそれを用いた熱融着性部材 |
| WO2021256416A1 (ja) * | 2020-06-16 | 2021-12-23 | 東亞合成株式会社 | 接着剤組成物 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL443654A1 (pl) * | 2023-02-01 | 2024-04-22 | Boryszew Spółka Akcyjna | Kompozycja podkładu adhezyjnego do tworzyw sztucznych oraz sposób jej wytwarzania |
| PL246998B1 (pl) * | 2023-02-01 | 2025-04-22 | Boryszew Spolka Akcyjna | Kompozycja podkładu adhezyjnego do tworzyw sztucznych oraz sposób jej wytwarzania |
| WO2026023696A1 (ja) * | 2024-07-26 | 2026-01-29 | Toppanホールディングス株式会社 | 半固体電池用集電体用の支持フィルム |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022181534A1 (https=) | 2022-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7632499B2 (ja) | ポリオレフィン系接着剤組成物 | |
| KR101629304B1 (ko) | 접착제 조성물, 적층체, 축전 디바이스용 포장재, 축전 디바이스용 용기 및 축전 디바이스 | |
| CN112867773B (zh) | 粘合剂组合物及使用该粘合剂组合物的热熔性构件 | |
| CN109476969B (zh) | 聚烯烃系粘合剂组合物 | |
| CN112955516B (zh) | 聚烯烃系粘合剂组合物 | |
| CN107429133A (zh) | 接着剂组合物、层叠体、蓄电装置用包装材、蓄电装置用容器及蓄电装置 | |
| CN109563385B (zh) | 聚烯烃系粘合剂组合物 | |
| TW201518449A (zh) | 聚烯烴系接著劑組成物 | |
| JPWO2019003977A1 (ja) | 接着剤組成物及びそれを用いた熱融着性部材 | |
| WO2022181534A1 (ja) | 接着剤組成物 | |
| WO2021256416A1 (ja) | 接着剤組成物 | |
| EP3778819B1 (en) | Polyolefin-based adhesive composition | |
| JP6435092B2 (ja) | 変性ポリオレフィン系樹脂 | |
| CN114867806A (zh) | 粘合剂组合物、热熔接性构件及二次电池用包装材料 | |
| WO2024242028A1 (ja) | 蓄電デバイス用包装材料 | |
| WO2024242027A1 (ja) | 接着剤組成物 | |
| WO2025053178A1 (ja) | 接着剤組成物及びそれを用いた熱融着性部材 | |
| JP2025025780A (ja) | 接着剤組成物及びそれを用いた熱融着性部材 | |
| EP4332188A1 (en) | Multi-layer sheet and method for producing same | |
| WO2025057776A1 (ja) | ポリオレフィン系接着剤組成物、積層体及びリチウムイオン電池用包装材料 | |
| TW202540367A (zh) | 聚烯烴系黏接劑組成物 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22759570 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2023502383 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 22759570 Country of ref document: EP Kind code of ref document: A1 |