WO2022162927A1 - 位置関係測定方法、接触検出方法および加工装置 - Google Patents
位置関係測定方法、接触検出方法および加工装置 Download PDFInfo
- Publication number
- WO2022162927A1 WO2022162927A1 PCT/JP2021/003461 JP2021003461W WO2022162927A1 WO 2022162927 A1 WO2022162927 A1 WO 2022162927A1 JP 2021003461 W JP2021003461 W JP 2021003461W WO 2022162927 A1 WO2022162927 A1 WO 2022162927A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tool
- contact
- positional relationship
- axis
- path
- Prior art date
Links
- 238000001514 detection method Methods 0.000 title claims description 82
- 238000012545 processing Methods 0.000 title claims description 22
- 230000007246 mechanism Effects 0.000 claims description 58
- 238000000034 method Methods 0.000 claims description 38
- 238000005259 measurement Methods 0.000 description 11
- 238000010586 diagram Methods 0.000 description 10
- 230000008569 process Effects 0.000 description 9
- 230000006870 function Effects 0.000 description 8
- 238000003754 machining Methods 0.000 description 6
- 230000008859 change Effects 0.000 description 3
- 238000000691 measurement method Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 230000000737 periodic effect Effects 0.000 description 2
- 238000000611 regression analysis Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 238000005070 sampling Methods 0.000 description 2
- 238000013459 approach Methods 0.000 description 1
- 238000004590 computer program Methods 0.000 description 1
- 230000008878 coupling Effects 0.000 description 1
- 238000010168 coupling process Methods 0.000 description 1
- 238000005859 coupling reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000001360 synchronised effect Effects 0.000 description 1
Images











Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
- B23Q17/0952—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
- B23Q17/2233—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work for adjusting the tool relative to the workpiece
- B23Q17/2241—Detection of contact between tool and workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q1/00—Members which are comprised in the general build-up of a form of machine, particularly relatively large fixed members
- B23Q1/25—Movable or adjustable work or tool supports
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q15/00—Automatic control or regulation of feed movement, cutting velocity or position of tool or work
- B23Q15/20—Automatic control or regulation of feed movement, cutting velocity or position of tool or work before or after the tool acts upon the workpiece
- B23Q15/22—Control or regulation of position of tool or workpiece
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/002—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring the holding action of work or tool holders
- B23Q17/005—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring the holding action of work or tool holders by measuring a force, a pressure or a deformation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/22—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work
- B23Q17/2233—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work for adjusting the tool relative to the workpiece
- B23Q17/225—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring existing or desired position of tool or work for adjusting the tool relative to the workpiece of a workpiece relative to the tool-axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q5/00—Driving or feeding mechanisms; Control arrangements therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q5/00—Driving or feeding mechanisms; Control arrangements therefor
- B23Q5/02—Driving main working members
- B23Q5/04—Driving main working members rotary shafts, e.g. working-spindles
- B23Q5/10—Driving main working members rotary shafts, e.g. working-spindles driven essentially by electrical means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q5/00—Driving or feeding mechanisms; Control arrangements therefor
- B23Q5/22—Feeding members carrying tools or work
- B23Q5/34—Feeding other members supporting tools or work, e.g. saddles, tool-slides, through mechanical transmission
- B23Q5/38—Feeding other members supporting tools or work, e.g. saddles, tool-slides, through mechanical transmission feeding continuously
- B23Q5/40—Feeding other members supporting tools or work, e.g. saddles, tool-slides, through mechanical transmission feeding continuously by feed shaft, e.g. lead screw
Definitions
- the present disclosure relates to a technique for achieving high-precision cutting by a processing device.
- the position of the cutting edge of the cutting tool is measured with a measuring instrument and the position of the cutting edge is adjusted.
- Another method is to machine a work material once with a cutting tool, measure the shape of the work material after machining with a measuring instrument, and correct the position of the cutting edge based on the measurement results. All of these are origin setting methods using measuring instruments.
- Patent Document 1 discloses the relationship between a cutting tool and a work material based on first time-series data of detection values relating to a drive motor acquired before contact and second time-series data of detection values relating to a drive motor acquired after contact. A technique for specifying a contact position is disclosed. The contact between the cutting tool and the work material is specified by a regression formula obtained by regression analysis of the second time-series data.
- the relative position between the axis of the rotating spindle or the shaft end and, for example, a table on which the workpiece is fixed or an object placed on the table is determined. positional relationship must be measured accurately. In addition, in order to accurately measure the positional relationship, it is necessary to realize a function of detecting contact with high accuracy between the tool attached to the rotating spindle and the table or the object provided on the table.
- the present disclosure has been made in view of this situation, and one of the purposes thereof is to provide a technique for realizing cutting with a processing device with high precision.
- a positional relationship measuring method is a method of measuring the relative positional relationship between the axis of a main shaft and an object, and comprises: a moving step of relatively moving the tool to bring the object and the tool into contact; a coordinate value acquiring step of acquiring the coordinate values of a reference point when the object and the tool are in contact; and a measuring step of deriving the relative positional relationship between the mind and the object.
- the moving step brings the object and the tool into contact at different angular positions of the main axis
- the coordinate value acquisition step acquires the coordinate values of the reference point when the object and the tool come into contact at different angular positions of the main axis
- the measuring step the relative positional relationship between the axis and the object is derived from the acquired plurality of coordinate values.
- a processing apparatus includes a rotation mechanism that rotates a spindle to which a tool is attached, a feed mechanism that moves the tool relative to an object, rotation of the spindle by the rotation mechanism and the tool by the feed mechanism. and a control device for controlling the relative movement of the The control device brings the object and the tool into contact with each other at different angular positions of the spindle, acquires the coordinate values of the reference point when the object and the tool come into contact, and calculates the distance between the axis center and the object from the multiple acquired coordinate values. Derive the relative positional relationship.
- a contact detection method is a method of detecting contact between a tool attached to a spindle and an object, wherein one of the object and the tool is first moved to prevent contact between the object and the tool.
- a processing apparatus includes a feed mechanism that moves a tool relative to an object, and a control device that controls the relative movement of the tool by the feed mechanism, A controller moves one of the object or the tool along the first path such that there is no contact between the object and the tool, and at a plurality of positions on the first path, a first motor associated with control of a motor included in the feed mechanism.
- FIG. 5 is a diagram showing an example of a flowchart for detecting contact between a dummy tool and a reference block; It is a figure for demonstrating the step of S10. It is a figure for demonstrating the step of S12.
- FIG. 5 is a diagram showing a difference waveform obtained by subtracting the first torque waveform from the second torque waveform; It is a figure which shows the state which attached the dummy tool to the holder.
- FIG. 5 is a diagram showing an example of a flowchart for measuring the relative positional relationship between the axis of the main shaft and the reference block;
- (a) is a diagram showing a state of a first contacting step
- (b) is a diagram showing a state of a second contacting step.
- (a) is a diagram showing a state of a first contacting step
- (b) is a diagram showing a state of a second contacting step.
- FIG. 5 is a diagram showing how the base of the rotary tool is brought into contact with the reference surface;
- FIG. 1 shows a schematic configuration of the processing device 1 of the embodiment.
- the processing device 1 includes a machine tool device 10 and a control device 100 .
- the control device 100 may be an NC control device that controls the machine tool device 10 according to an NC (numerical control) program, and the machine tool device 10 may be an NC machine tool controlled by the NC control device.
- the machine tool device 10 and the control device 100 are configured as separate units and connected by a cable or the like, but may be configured as an integrated unit.
- the machine tool device 10 includes a bed portion 12 and a column portion 14, which are main body portions.
- a first table 16 and a second table 18 are movably supported on the bed section 12 .
- the first table 16 is movably supported in the Y-axis direction by rail portions formed on the bed portion 12, and the second table 18 is movably supported in the X-axis direction by rail portions formed on the first table 16.
- a workpiece setting surface is provided on the upper surface of the second table 18, and a workpiece 62 to be machined is fixed to the workpiece setting surface.
- the Y-axis motor 22 rotates the ball screw mechanism to move the first table 16 in the Y-axis direction
- the X-axis motor 20 rotates the ball screw mechanism to move the second table 18 in the X-axis direction. do.
- the Y-axis sensor 32 detects the position of the first table 16 in the Y-axis direction
- the X-axis sensor 30 detects the position of the second table 18 in the X-axis direction.
- a spindle 46 to which a cutting tool 50 is attached is provided above the second table 18 .
- a spindle motor 40 constitutes a rotation mechanism for rotating a spindle 46
- a spindle sensor 42 detects the angular position of the spindle 46 .
- the angular position of the main shaft 46 is the angular position in the direction in which the main shaft 46 rotates, and is detected as the rotational angular position from a predetermined origin.
- the rotation mechanism may include a speed reduction mechanism composed of a plurality of gears.
- the spindle 46 and the spindle motor 40 are fixed to the spindle support 44 .
- a holder 48 is fixed to the spindle 46 and an end mill tool, which is a cutting tool 50, is attached to the holder 48.
- an end mill tool which is a cutting tool 50
- the holder 48 is compatible with an automatic tool changer so that the cutting tool 50 can be automatically changed in accordance with the contents of machining.
- the main shaft support portion 44 is supported movably in the Z-axis direction by a rail portion formed on the column portion 14 on its rear side.
- the Z-axis motor 24 rotates the ball screw mechanism to move the main shaft 46 in the Z-axis direction.
- the Z-axis sensor 34 detects the position of the spindle 46 in the Z direction.
- the first tilting motor 52 tilts the main shaft support portion 44 around the axis perpendicular to the axis of the main shaft 46 and the Y-axis.
- the tilt sensor 56 detects the tilt angle of the main shaft 46 by the first tilt motor 52 .
- the second tilting motor 54 rotates the gear mechanism to tilt the main shaft support portion 44 around an axis parallel to the Y-axis.
- a tilt sensor (not shown) separate from the tilt sensor 56 detects the tilt angle of the main shaft 46 by the second tilt motor 54 .
- the control device 100 drives and controls the X-axis motor 20, the Y-axis motor 22, the Z-axis motor 24, the first tilt motor 52, the second tilt motor 54, and the main shaft motor 40 according to the NC program.
- the control device 100 acquires detection values detected by each of the X-axis sensor 30, Y-axis sensor 32, Z-axis sensor 34, tilt sensor, and spindle sensor 42, and reflects them in drive control of each motor.
- the work piece 62 is moved in the X-axis direction and the Y-axis direction by the X-axis motor 20 and the Y-axis motor 22, respectively, and the cutting tool 50 is moved in the Z-axis direction by the Z-axis motor 24.
- these movements need only be relative between the cutting tool 50 and the work piece 62 . That is, in the machine tool device 10, the cutting tool 50 may be moved in the X-axis direction and the Y-axis direction, and the cut material 62 may be moved in the Z-axis direction.
- the cutting tool 50 is tilted with respect to the workpiece 62 by the first tilting motor 52 and the second tilting motor 54. These tilting motors may be provided on the bed portion 12 side. good.
- the control device 100 controls the rotation of the spindle 46 by the rotation mechanism and the relative movement of the cutting tool 50 by the feed mechanism.
- the control device 100 of the embodiment has a function of measuring the relative positional relationship between the center or end of the main shaft 46 and the object by using an object having a known shape that has been processed with high precision for positioning. Have.
- an object having a known shape is provided on the work setting surface, and is hereinafter referred to as "reference block 60".
- the control device 100 brings a tool having a known shape attached to the holder 48 into contact with the reference block 60 to measure the relative positional relationship between the rotation axis and the reference block 60 . Therefore, it is preferable that the control device 100 grasps the position where the reference block 60 is arranged and the shape of the reference block 60 .
- the object having a known shape is not limited to the reference block 60, and may be, for example, the side surface or top surface of the first table 16 or the second table 18, or a jig installed on the first table 16 or the second table 18. may be
- a tool with no cutting ability that is, a dummy tool with no cutting edge is used as a tool to be brought into contact with the reference block 60 .
- the control device 100 brings a dummy tool attached to the holder 48 into contact with the reference surface of the reference block 60 to measure the relative positional relationship between the axial center or shaft end of the main shaft 46 and the reference block 60 .
- Fig. 2 shows the tip shape of the dummy tool.
- the dummy tool 70 has a spherical portion 72 having a center c and a cylindrical portion 74 connected to the spherical portion 72 .
- the spherical portion 72 is a spherical component having a spherical shape, and has a hemispherical ball portion forming the lower end side and a small diameter portion connected to the ball portion.
- the center c of the spherical portion 72 is positioned on the central axis of the dummy tool 70 .
- the reduced diameter portion has a circular cross-section in a direction perpendicular to the tool axis, the radius of the circular cross-section being smaller than the radius r of the ball portion.
- the small-diameter portion of the spherical portion 72 shown in FIG. 2 has a shape obtained by removing the top side of a hemisphere with a radius of r along a plane perpendicular to the axis, and a cylindrical portion 74 is connected to the notched top side surface.
- FIG. 3 shows functional blocks of the control device 100.
- the control device 100 includes a spindle control section 110 , a movement control section 112 , a contact detection section 114 and a positional relationship measurement section 116 .
- a spindle controller 110 controls rotation of the spindle 46 by the rotation mechanism, and a movement controller 112 controls relative movement between the dummy tool 70 and the reference block 60 by the feed mechanism.
- each element described as a functional block that performs various processes can be configured by a circuit block, memory, or other LSI in terms of hardware, and is loaded in memory in terms of software. It is realized by a program or the like. Therefore, those skilled in the art will understand that these functional blocks can be realized in various forms by hardware only, software only, or a combination thereof, and are not limited to either one.
- the contact detection unit 114 detects contact between the dummy tool 70 and the reference block 60.
- the contact detection section 114 may have a contact sensor that detects contact of the dummy tool 70 with the reference block 60 .
- the contact sensor may be, for example, a force sensor that detects force applied upon contact, or a sensor that detects conduction when the dummy tool 70 and the reference block 60 come into contact with each other.
- the processing apparatus 1 of the embodiment has a function of analyzing internal information of the processing apparatus 1 that changes when the dummy tool 70 contacts the reference block 60 and detecting contact between the dummy tool 70 and the reference block 60.
- detection values related to the control of the motor included in the feed mechanism for example, current measurement value, current command value, position deviation, torque command value, torque estimation value, etc.
- a sensor for detecting contact is not required, but a sensor may be provided for the purpose of improving detection accuracy.
- the control device 100 of the embodiment drives and controls the motor of the feed mechanism to achieve relative movement between the dummy tool 70 and the reference block 60 .
- the control device 100 may detect the contact between the dummy tool 70 and the reference block 60 based on the motor torque waveform when the dummy tool 70 and the reference block 60 approach each other and come into contact with each other.
- the feed mechanism consists of mechanical elements such as a ball screw mechanism, it inevitably has mechanical resistance.
- the torque waveform of the motor of the feed mechanism is affected by mechanical resistance and includes small-amplitude fluctuation components.
- These fluctuation components include periodic components dependent on the angular position (rotational angular position) of the screw shaft and bearings, the translational position of the linear guide, the revolution position of the ball screw, the bearing, and the rolling elements in the linear guide, and the rotation position. Contains a periodic component. Fluctuations due to the mechanical resistance of these elements are basically due to geometrical errors of each guide surface and each rolling element and thus depend on the position of the feed mechanism. Therefore, when detecting the contact between the dummy tool 70 and the reference block 60 using the change in the torque detection value, the torque fluctuation component based on the mechanical resistance is removed from the acquired motor torque waveform at each feed position. is preferred.
- FIG. 4 shows an example of a flowchart for detecting contact between the dummy tool 70 and the reference block 60.
- the movement control unit 112 moves either the reference block 60 or the dummy tool 70 along the first path so that the reference block 60 and the dummy tool 70 do not contact each other, and the contact detection unit 114 detects the A first torque detection value of a motor included in the feed mechanism is acquired at a plurality of feed positions (S10).
- FIG. 5 is a diagram for explaining the step of S10.
- the reference block 60 has a known rectangular parallelepiped shape, and has at least a reference surface that is erected and an upper surface that constitutes the top.
- FIG. You may move in any direction. 1
- the X-axis motor 20 moves the second table 18 in the X-axis direction
- the X-axis sensor 30 detects the position of the second table 18 in the X-axis direction.
- the X-axis motor 20 moves the main shaft 46 in the X-axis direction
- the X-axis sensor 30 detects the position of the main shaft 46 in the X-axis direction.
- the movement control unit 112 sets the initial position (x 0 , y 0 , z 0 ) of the center c of the spherical portion 72 on the first path as follows. do.
- x 0 coordinate value away in the negative direction of the X-axis from the coordinate value x 1
- the reference plane is arranged y 0 : coordinate value overlapping the width position of the reference plane on the y-axis z 0 : spherical portion 72 from the upper surface of the reference block
- z 0 coordinate value away in the negative direction of the X-axis from the coordinate value x 1
- y 0 coordinate value overlapping the width position of the reference plane on the y-axis
- z 0 spherical portion 72 from the upper surface of the reference block
- the movement control unit 112 sets the end position (x 2 , y 0 , z 0 ) of the first path to a position where part or all of the sphere 72 overlaps the upper surface of the reference block 60 when viewed from the z-axis direction. do.
- x 2 > x 1 ⁇ (radius r of spherical portion 72) If it is
- the movement control unit 112 arranges the center c of the spherical portion 72 at the initial position (x 0 , y 0 , z 0 ) based on the detection values of the X-axis sensor 30, the Y-axis sensor 32, and the Z-axis sensor 34,
- the dummy tool 70 is moved to the end position (x 2 , y 0 , z 0 ) of the first path at a predetermined speed. Since the height of the sphere center c is maintained at z0 during movement in the first path, the sphere 72 passes over the upper surface without contacting the reference surface.
- the contact detection unit 114 acquires the first torque detection value of the X-axis motor 20 included in the feed mechanism at a plurality of feed positions on the first route.
- a first torque waveform 80 indicates a first torque detection value of the X-axis motor 20 obtained in association with the x-coordinate value at a predetermined sampling period while the dummy tool 70 is moving along the first path.
- the x-coordinate value is derived from the detected value of the X-axis sensor 30 .
- the ball screw included in the feed mechanism, the bearings that support it, the linear guide mechanism, the coupling, etc. have mechanical resistance. Includes amplitude fluctuation components.
- the contact detection unit 114 associates the coordinate value of the sphere center c with the first torque detection value and records them in a recording unit (not shown).
- movement control unit 112 moves either reference block 60 or dummy tool 70 to a second path parallel to the first path so that reference block 60 and dummy tool 70 are in contact with each other.
- the contact detection unit 114 acquires the second torque detection value of the motor included in the feed mechanism at a plurality of feed positions on the second route (S12).
- FIG. 6 is a diagram for explaining the step of S12.
- the movement control unit 112 moves the center c of the spherical portion 72 of the dummy tool 70 to the initial position (x 0 , y 0 , z 1 ) of the second path in order to start the step of S12. Moving.
- the initial position of the second path has a displaced z-coordinate value.
- z1 is set as follows.
- z 1 coordinate value below the position lower than the radius r of the spherical portion 72 from the upper surface of the reference block, that is, z 1 is z 1 ⁇ (height of top surface of reference block) ⁇ (radius r of spherical portion 72) is expressed as
- the movement control unit 112 sets the end position of the second route to a position (x 2 , y 0 , z 1 ) displaced in the Z-axis direction from the end position (x 2 , y 0 , z 0 ) of the first route.
- the movement control unit 112 may set the end position of the second route to the coordinate values (x 3 , y 0 , z 1 ).
- the movement control unit 112 arranges the center c of the spherical portion 72 at the initial position (x 0 , y 0 , z 1 ) based on the detection values of the X-axis sensor 30, the Y-axis sensor 32, and the Z-axis sensor 34,
- the dummy tool 70 is moved to the end position of the second path at the same speed as the moving speed in step S10.
- the height of the sphere center c is maintained at z1, so the sphere 72 contacts the reference plane.
- the movement control unit 112 may forcibly end the movement of the dummy tool 70 before the end position of the second path.
- the motor torque value is set to a threshold value for terminating movement, and the movement control unit 112 forcibly stops the feed mechanism at the moment when the motor torque value exceeds the threshold value, even if the relative movement on the second path ends. good.
- the contact detection unit 114 acquires the second torque detection value of the X-axis motor 20 included in the feed mechanism at a plurality of feed positions on the second route.
- the second torque waveform 82 indicates the second torque detection value of the X-axis motor 20 obtained in association with the x-coordinate value at a predetermined sampling period while the dummy tool 70 is moving along the second path.
- the x-coordinate value is derived from the detected value of the X-axis sensor 30 .
- the contact detection unit 114 associates the coordinate value of the sphere center c with the second torque detection value and records them in a recording unit (not shown).
- the dummy tool 70 cannot move any more after contacting the reference block 60.
- the X-axis sensor 30 moves the ball center c. Outputs a detection value indicating that At this time, the load on the contact point increases, and the motor torque rises sharply. Therefore, by specifying the x-coordinate value at which the motor torque begins to rise sharply, the x-coordinate value of the sphere center c at the time of contact can be derived. It is difficult to specify accurate contact timing and accurate contact position from the second torque waveform 82 because it contains fluctuation components based on mechanical resistance.
- the contact detection unit 114 uses the first torque waveform 80 obtained in step S10 to remove the fluctuation component due to mechanical resistance from the second torque waveform 82 obtained in step S12.
- the contact detection unit 114 derives a difference value between the first detection value and the second detection value acquired at each feeding position corresponding to each other on the first route and the second route (S14).
- the mutually corresponding feed positions are positions at which the operating states of the feed mechanisms are synchronized, specifically, positions having the same x-coordinate value. Therefore, the contact detection unit 114 reads out the second torque detection value and the first torque detection value associated with the same x-coordinate value in the recording unit (not shown), and derives a difference value.
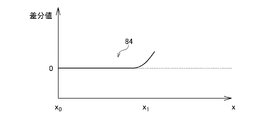
- FIG. 7 shows a differential waveform 84 obtained by subtracting the first torque waveform 80 from the second torque waveform 82.
- FIG. A differential waveform 84 is constructed by connecting differential values derived for a plurality of x-coordinate values. Since the operating state of the feed mechanism is the same in the first path and the second path before contact, the torque waveforms containing fluctuation components due to mechanical resistance match, and the differential waveform 84 exhibits a value of substantially zero. On the other hand, at the x position after the contact between the reference block 60 and the dummy tool 70 on the second path, the difference value changes from 0 due to the contact load. Therefore, the contact detection section 114 can detect contact between the dummy tool 70 and the reference block 60 based on the change in the difference value in the difference waveform 84 (S16).
- the contact detection unit 114 may detect contact between the dummy tool 70 and the reference block 60 when the difference value exceeds a predetermined threshold.
- the difference waveform 84 since the amplitude component caused by the mechanical resistance is removed, the increase in motor torque due to contact is reproduced with high accuracy. It is possible to accurately derive the x-coordinate value of the sphere center c at the time of contact.
- the contact detection unit 114 can also detect contact between the dummy tool 70 and the reference block 60 using the technique disclosed in Patent Document 1. Specifically, the contact detection unit 114 detects contact based on a regression formula obtained by performing regression analysis of an average value of a plurality of difference values before contact and a plurality of difference values after contact, and detects a contact position. may be specified.
- step S10 was performed before step S12, but the order of implementation may be changed. Alternatively, step S10 may be performed multiple times and the averaged first torque waveform 80 may be used. Further, in the embodiment, the torque detection value estimated by the torque estimation function installed in the processing apparatus 1 is used as the detection value related to the control of the motor included in the feed mechanism, but in the processing apparatus 1 without the torque estimation function may perform contact detection using a detected value related to motor control, such as a measured current value of the motor.
- the dummy tool 70 and the reference block 60 are moved relative to each other in the direction perpendicular to the rotation axis of the spindle 46, and contact is detected to identify the relative positional relationship between the rotation axis and the reference block 60. did.
- the dummy tool 70 and the reference block 60 are relatively moved in a direction parallel to the rotation axis of the main shaft 46 so that the upper surface of the reference block 60 and the dummy tool 70 (assuming that the projection length is known) come into contact with each other.
- the detection may identify the relative positional relationship between the shaft end of the main shaft 46 and the reference block 60 .
- the contact detection unit 114 can detect contact between the dummy tool 70 and the reference block 60 to identify the contact position.
- the contact detection unit 114 may have a contact sensor, detect contact from data sensed by the contact sensor, and acquire coordinate values at the time of contact.
- a method for measuring the relative positional relationship between the axis of the main shaft 46 and the reference block 60 by the positional relationship measuring unit 116 will be described below on the premise that the contact detecting unit 114 has a highly accurate contact detecting function. do. In this method, when the dummy tool 70 is eccentrically attached to the spindle 46, the relative positional relationship is identified by removing the influence of the eccentricity.
- FIG. 8 shows a state in which the dummy tool 70 is attached to the holder 48.
- FIG. In an ideal mounting state, the axis of the main shaft 46 and the center axis of the dummy tool 70 are aligned. The center axes of the dummy tools 70 often do not match.
- the center c of the ball portion 72 In the attached state shown in FIG. 8, the center c of the ball portion 72 is eccentric from the axis of the main shaft 46 .
- a method for accurately measuring the relative positional relationship between the axis of the main shaft 46 and the reference block 60 will be described below even when the spherical center c is eccentric from the axis of the main shaft 46 .
- FIG. 9 shows an example of a flow chart for measuring the relative positional relationship between the axis of the main shaft 46 and the reference block 60 .
- two contact steps are performed with different angular positions of the spindle 46 .
- the angular position of the main shaft 46 may be detected by the main shaft sensor 42 as the angular position of rotation from a predetermined origin.
- the movement control unit 112 moves the dummy tool 70 relative to the reference block 60 to bring the reference block 60 and the dummy tool 70 into contact (S20).
- the contact detection unit 114 acquires the first coordinate value of the reference point when the reference block 60 and the dummy tool 70 contact each other (S22).
- the reference point is the center c of the spherical portion 72 in the embodiment, another position on the dummy tool 70 may be used as the reference point.
- ⁇ Second contact step> Subsequently, the spindle control unit 110 rotates the spindle 46 about its axis by 180 degrees from the angular position of the spindle 46 in the first contact step (S24). Then, the movement control unit 112 moves the dummy tool 70 relative to the reference block 60 to bring the reference block 60 and the dummy tool 70 into contact (S26). The contact detection unit 114 acquires the second coordinate value of the reference point when the reference block 60 and the dummy tool 70 contact each other (S28).
- the positional relationship measuring section 116 derives the relative positional relationship between the axis of the main shaft 46 and the reference block 60 from the first coordinate value and the second coordinate value. (S30).
- the measurement method of the embodiment will be described below based on specific examples.
- FIG. 10(a) shows the state of the first contacting step.
- the movement control unit 112 moves the dummy tool 70 relative to the reference plane of the reference block 60 in the X-axis direction so that the spherical portion 72 of the dummy tool 70 moves toward the reference plane of the reference block 60 . come into contact with
- the contact detection unit 114 acquires the first coordinate values (x 4 , y 4 , z 4 ) of the sphere center c.
- the position x4 obtained as the x-coordinate value of the sphere center c is the x - position of the main shaft 46 detected by the X-axis sensor 30, and the contact detection unit 114 detects the x-position of the main shaft 46 and the sphere center. Assuming that the x-position of c is equal (there is no eccentricity), the x-position of the sphere center c is obtained. Therefore, if the sphere center c is eccentric in the X-axis direction from the spindle axis, the acquired position x4 of the sphere center c is shifted from the actual x position by the amount of eccentricity.
- FIG. 10(b) shows the state of the second contacting step.
- the movement controller 112 moves the reference plane of the reference block 60.
- the dummy tool 70 is relatively moved in the X-axis direction to bring the spherical portion 72 of the dummy tool 70 into contact with the reference surface of the reference block 60 .
- the movement path of the sphere center c in the second contact step is the same as the movement path of the sphere center c in the first contact step.
- the contact detection unit 114 acquires the second coordinate values (x 5 , y 4 , z 4 ) of the sphere center c.
- the position x 5 obtained as the x-coordinate value of the sphere center c as described above is actually the x-position of the main shaft 46 detected by the X-axis sensor 30 .
- the positional relationship measurement unit 116 derives the relative positional relationship between the coordinate values between the first coordinate value and the second coordinate value and the reference plane. Specifically, the positional relationship measuring unit 116 derives the relative positional relationship between the coordinate value of the midpoint between the first coordinate value and the second coordinate value and the reference plane.
- the coordinates of the midpoint are obtained as follows. Coordinate value of midpoint ((x 4 +x 5 )/2, y 4 , z 4 )
- the positional relationship measurement unit 116 may identify the x-coordinate value (x 4 +x 5 )/2 as the x-position of the axis of the main shaft 46 with respect to the reference plane.
- the influence of the eccentricity of the spherical portion 72 is removed, and the relative positional relationship between the axis of the main shaft 46 and the reference block 60 is accurately identified. can.
- the coordinate value of the midpoint was obtained, but the positional relationship measurement unit 116 should derive the central position of the two coordinate values at least in the movement direction (X-axis direction).
- the movement control unit 112 performs two contact steps, and the positional relationship measurement unit 116 determines the relative position between the axis center and the reference block 60 from the coordinate values of the sphere center c at the time of the two contact steps. We derived a typical positional relationship.
- the movement control unit 112 performs the contact process three or more times, and the positional relationship measurement unit 116 determines the relative positional relationship between the axis center and the reference block 60 from three or more coordinate values. can be derived. By increasing the number of contacts, the relative positional relationship can be derived with high accuracy.
- the movement control unit 112 moves the dummy tool 70 in the X-axis direction relative to the reference surface of the reference block 60 at a plurality of different angular positions of the main shaft 46, thereby moving the spherical portion of the dummy tool 70. 72 is brought into contact with the reference surface of reference block 60 . After bringing the spherical portion 72 into contact with the reference block 60, the movement control portion 112 separates the spherical portion 72 from the reference block 60, and the main shaft control portion 110 shifts the main shaft 46 from the angular position of the main shaft 46 at that time. After rotating N degrees around, movement control unit 112 again brings ball 72 into contact with reference block 60 .
- the spindle controller 110 rotates the spindle 46 about the axis N degrees from the angular position of the spindle 46 in the previous contact process, so that the movement controller 112 moves the spindle Sphere 72 contacts reference block 60 at a plurality of 46 different angular positions.
- the movement control unit 112 may bring the reference block 60 and the ball portion 72 into contact at least (360/N) times while changing the angular position of the main shaft 46 .
- the rotation angle N is set such that (360/N) is an integer.
- the contact detection unit 114 acquires the coordinate values of the spherical portion center c when the spherical portion 72 and the reference surface of the reference block 60 contact each other at different angular positions of the main shaft 46 .
- a positional relationship measurement unit 116 derives a relative positional relationship between the rotation axis and the reference block 60 from the plurality of coordinate values acquired by the contact detection unit 114 . Note that the positional relationship measurement unit 116 may derive the average value of the plurality of coordinate values and the relative positional relationship with the reference plane.
- the reference block 60 has a first reference surface and a second reference surface facing the first reference surface.
- the reference block 60 has a rectangular parallelepiped shape, and the first reference plane and the second reference plane are parallel to each other.
- FIG. 11(a) shows the state of the first contacting step.
- the movement control unit 112 relatively moves the dummy tool 70 in the X-axis positive direction with respect to the first reference plane of the reference block 60 so that the spherical portion 72 of the dummy tool 70 moves toward the reference block 60 .
- the contact detection unit 114 acquires the first coordinate values (x 6 , y 6 , z 6 ) of the sphere center c.
- the position x 6 obtained here as the x-coordinate value of the sphere center c is actually the x-position of the main shaft 46 detected by the X-axis sensor 30 .
- FIG. 11(b) shows the state of the second contacting step.
- the movement controller 112 moves the dummy tool 70 relative to the second reference surface of the reference block 60 by X.
- the ball portion 72 of the dummy tool 70 is brought into contact with the second reference surface of the reference block 60 .
- the movement direction of the sphere center c in the second contact step is opposite to the movement direction of the sphere center c in the first contact step.
- the contact detection unit 114 acquires the second coordinate values (x 7 , y 6 , z 6 ) of the sphere center c.
- the positional relationship measuring unit 116 derives the relative positional relationship between the axis of the main shaft 46 and the position between the first reference plane and the second reference plane. Specifically, the positional relationship measuring unit 116 derives the relative positional relationship between the axis of the main shaft 46 and the central positions of the first reference plane and the second reference plane.
- the x-coordinate value of the center position is obtained as follows. x-coordinate value of center position (x 6 +x 7 )/2
- the control device 100 may identify the x-coordinate value (x 6 +x 7 )/2 as the center position of the reference block 60 in the X-axis direction. By rotating the main shaft 46 by 180 degrees in the second contacting step, the influence of the eccentricity of the spherical portion 72 is removed, and the relative positional relationship between the axis of the main shaft 46 and the reference block 60 is accurately identified. can.
- the present disclosure has been described above based on the embodiments. It should be understood by those skilled in the art that this embodiment is an example, and that various modifications can be made to combinations of each component and each treatment process, and such modifications are also within the scope of the present disclosure. .
- the dummy tool 70 is brought into contact with the reference block 60 having a known shape in the embodiment, it may be brought into contact with the work material 62 .
- a dummy tool 70 without cutting ability is used as a tool to be brought into contact with the reference block 60, but a rotary tool may be used.
- the rotary tool may be, for example, a ball end mill having a hemispherical ball portion, and when using a ball end mill, the method of measuring the relative positional relationship described with reference to FIG. 11 can be realized.
- the object that the rotary tool comes into contact with is not the reference block 60 but may be cut (creating scratches). It is preferably an object, such as a work piece 62 .
- the rotary tool has a root portion with a cylindrical surface or a conical surface on which no cutting edge is formed, and this root portion may be brought into contact with the reference block 60 or the workpiece 62 .
- FIG. 12 shows how the base of the rotary tool is brought into contact with the reference surface of the reference block 60.
- the spindle 46 does not need to rotate because the root portion has a cylindrical or conical surface unlike the cutting edge.
- the contact surface on the tool side is a cylindrical surface or a conical surface in this way, the contact surface on the reference block 60 or the workpiece 62 side is designed to prevent the contact point from becoming a sharp corner. It is desirable to have a gentle convex curvature in the direction of rotation.
- a positional relationship measuring method is a method of measuring the relative positional relationship between the axis of a main shaft and an object, in which a tool attached to the main shaft is moved relative to the object.
- the moving step brings the object and the tool into contact at different angular positions of the main axis
- the coordinate value acquisition step acquires the coordinate values of the reference point when the object and the tool come into contact at different angular positions of the main axis
- the measuring step the relative positional relationship between the axis and the object is derived from the acquired plurality of coordinate values.
- the moving step includes a first moving step of relatively moving the tool attached to the main shaft with respect to the object so that the object and the tool come into contact with each other; and at least a second moving step of moving the tool relative to the object after rotating N degrees around the center to bring the object and tool into contact.
- the moving step may contact the object and the tool at least (360/N) times.
- the rotation angle N is set so that (360/N) is an integer.
- the object has one reference plane
- the moving step brings the tool into contact with the reference plane of the object
- the measuring step derives an average value of a plurality of coordinate values and a relative positional relationship with the reference plane.
- the object has a first reference surface and a second reference surface opposite to the first reference surface
- the first moving step includes bringing the tool into contact with the first reference surface of the object
- the second moving step may contact the tool with a second reference surface of the object
- the measuring step may derive a relative positional relationship between the axis and the position between the first and second reference surfaces.
- the relative positional relationship between the axis and the position between the first reference plane and the second reference plane is obtained by bringing the tool into contact with the two opposing reference planes and acquiring the coordinate values of the respective reference points. can be derived.
- the measuring step may derive a relative positional relationship between the axis and the central positions of the first reference plane and the second reference plane.
- the tool may have a spherical part, and the spherical part may come into contact with the object.
- the tool may be a rotating tool such as an end mill, and the object may come into contact with the root portion having a cylindrical or conical surface or the rotating cutting edge portion.
- the root need not be rotating when the root and the object come into contact.
- a processing apparatus includes a rotation mechanism that rotates a spindle to which a tool is attached, a feed mechanism that moves the tool relative to an object, rotation of the spindle by the rotation mechanism and the tool by the feed mechanism. and a control device for controlling the relative movement of the The control device brings the object and the tool into contact with each other at different angular positions of the spindle, acquires the coordinate values of the reference point when the object and the tool come into contact, and calculates the distance between the axis center and the object from the multiple acquired coordinate values. Derive the relative positional relationship.
- a contact detection method is a method of detecting contact between a tool attached to a spindle and an object, wherein one of the object and the tool is first moved to prevent contact between the object and the tool.
- contact between the tool and the object can be detected with high accuracy.
- a processing apparatus includes a feed mechanism that moves a tool relative to an object, and a controller that controls the relative movement of the tool by the feed mechanism, wherein the controller controls the object and moving one of the object or the tool along the first path without contact with the tool, and obtaining a first detection value for control of a motor included in the feed mechanism at a plurality of positions on the first path; One of the object or the tool is moved along a second path parallel to the first path to bring the object and tool into contact, and at a plurality of positions on the second path a second movement of the motor associated with the feed mechanism is controlled.
- the present disclosure can be used in the field of processing technology.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Automatic Control Of Machine Tools (AREA)
- Numerical Control (AREA)
Abstract
制御装置は、基準ブロックに対してダミー工具を相対的に移動させて、基準ブロックとダミー工具とを接触させ(S20)、基準ブロックとダミー工具とが接触したときの基準点の第1座標値を取得する(S22)。制御装置は、主軸を軸心回りに180度回転した後(S24)、基準ブロックに対してダミー工具を相対的に移動させて、基準ブロックとダミー工具とを接触させ(S26)、基準ブロックとダミー工具とが接触したときの基準点の第2座標値を取得する(S28)。制御装置は、第1座標値および第2座標値から、軸心と基準ブロックとの相対的な位置関係を導出する。
Description
本開示は、加工装置による切削を高精度に実現するための技術に関する。
従来、加工装置における原点設定の手法として、切削工具の刃先位置を測定器で測定し、刃先位置を調整することが行われている。また別の手法として、切削工具で一度被削材を加工し、加工後の被削材の形状を測定器で測定して、測定結果から刃先位置を補正することも行われている。これらは、いずれも測定器を利用した原点設定手法である。
特許文献1は、接触前に取得された駆動モータに関する検出値の第1時系列データと、接触後に取得された駆動モータに関する検出値の第2時系列データから、切削工具と被削材との接触位置を特定する技術を開示する。切削工具と被削材との接触は、第2時系列データを回帰分析して求めた回帰式により特定される。
加工装置において高精度な加工を実現するためには、加工開始前に、回転主軸の軸心または軸端と、たとえば被削材を固定するテーブルないしはテーブル上に設けられた対象物との相対的な位置関係を正確に測定しておく必要がある。また位置関係を正確に測定するためには、回転主軸に取り付けられた道具と、テーブルないしはテーブル上に設けられた対象物との接触を高精度に検出する機能を実現する必要がある。
本開示はこうした状況に鑑みてなされており、その目的とするところの1つは、加工装置による切削を高精度に実現するための技術を提供することにある。
上記課題を解決するために、本開示のある態様の位置関係測定方法は、主軸の軸心と物体との相対的な位置関係を測定する方法であって、物体に対して、主軸に取り付けられた道具を相対的に移動させて、物体と道具を接触させる移動ステップと、物体と道具とが接触したときの基準点の座標値を取得する座標値取得ステップと、取得した座標値から、軸心と物体との相対的な位置関係を導出する測定ステップと、を含む。移動ステップは、主軸の異なる角度位置で物体と道具を接触させ、座標値取得ステップは、主軸の異なる角度位置で物体と道具とが接触したときの基準点の座標値を取得し、測定ステップは、取得した複数の座標値から、軸心と物体との相対的な位置関係を導出する。
本開示の別の態様の加工装置は、道具が取り付けられた主軸を回転させる回転機構と、物体に対して道具を相対的に移動させる送り機構と、回転機構による主軸の回転および送り機構による道具の相対移動を制御する制御装置と、を備える。制御装置は、主軸の異なる角度位置で物体と道具を接触させて、物体と道具とが接触したときの基準点の座標値を取得し、取得した複数の座標値から、軸心と物体との相対的な位置関係を導出する。
本開示のさらに別の態様の接触検出方法は、主軸に取り付けられた道具と、物体との接触を検出する方法であって、物体と道具とが接触しないように、物体または道具の一方を第1経路に沿って移動させて、第1経路における複数の位置で、送り機構に含まれるモータの制御に関する第1検出値を取得する第1取得ステップと、物体または道具の一方を、第1経路に平行な第2経路に沿って移動させて物体と道具とを接触させ、第2経路における複数の位置で、送り機構に含まれるモータの制御に関する第2検出値を取得する第2取得ステップと、第1経路および第2経路において互いに対応する各位置で取得された第1検出値と第2検出値の差分値を導出するステップと、複数の位置に関して導出された差分値の変化にもとづいて、道具と物体との接触を検出するステップと、を有する。
本開示のさらに別の態様の加工装置は、物体に対して道具を相対的に移動させる送り機構と、送り機構による道具の相対移動を制御する制御装置と、を備えた加工装置であって、制御装置は、物体と道具とが接触しないように、物体または道具の一方を第1経路に沿って移動させて、第1経路における複数の位置で、送り機構に含まれるモータの制御に関する第1検出値を取得し、物体または道具の一方を、第1経路に平行な第2経路に沿って移動させて物体と道具とを接触させ、第2経路における複数の位置で、送り機構に含まれるモータの制御に関する第2検出値を取得し、第1経路および第2経路において互いに対応する各位置で取得された第1検出値と第2検出値の差分値を導出し、複数の位置に関して導出された差分値の変化にもとづいて、道具と物体との接触を検出する。
なお、以上の構成要素の任意の組合せ、本開示の表現を方法、装置、システム、記録媒体、コンピュータプログラムなどの間で変換したものもまた、本開示の態様として有効である。
図1は、実施形態の加工装置1の概略構成を示す。加工装置1は、工作機械装置10および制御装置100を備える。制御装置100は、NC(numerical control)プログラムにしたがって工作機械装置10を制御するNC制御装置であってよく、工作機械装置10は、NC制御装置によって制御されるNC工作機械であってよい。加工装置1において、工作機械装置10および制御装置100は別体として構成され、ケーブル等により接続されているが、一体として構成されてもよい。
工作機械装置10は、本体部であるベッド部12およびコラム部14を備える。ベッド部12上には、第1テーブル16および第2テーブル18が移動可能に支持される。第1テーブル16は、ベッド部12に形成されたレール部によりY軸方向に移動可能に支持され、第2テーブル18は、第1テーブル16に形成されたレール部によりX軸方向に移動可能に支持される。第2テーブル18の上面にはワークピース設置面が設けられ、加工対象である被削材62が、ワークピース設置面に固定される。
Y軸モータ22はボールねじ機構を回転することで、第1テーブル16をY軸方向に移動し、X軸モータ20はボールねじ機構を回転することで、第2テーブル18をX軸方向に移動する。Y軸センサ32は、第1テーブル16のY軸方向の位置を検出し、X軸センサ30は、第2テーブル18のX軸方向の位置を検出する。
第2テーブル18の上方には、切削工具50が取り付けられる主軸46が設けられる。主軸モータ40は主軸46を回転させる回転機構を構成し、主軸センサ42は主軸46の角度位置を検出する。主軸46の角度位置は、主軸46が回転する方向の角度位置であり、所定の原点からの回転角度位置として検出される。なお回転機構は、複数のギアから構成される減速機構を含んでよい。主軸46および主軸モータ40は主軸支持部44に固定される。実施形態において、主軸46にはホルダ48が固定され、ホルダ48には、切削工具50であるエンドミル工具が取り付けられる。工作機械装置10において、ホルダ48は自動工具交換装置に対応して、加工内容に合わせて切削工具50を自動交換できることが好ましい。
主軸支持部44は、その背面側でコラム部14に形成されたレール部によりZ軸方向に移動可能に支持される。Z軸モータ24はボールねじ機構を回転することで、主軸46をZ軸方向に移動する。Z軸センサ34は、主軸46のZ方向の位置を検出する。
第1傾斜モータ52はギヤ機構を回転することで、主軸支持部44を主軸46の軸心およびY軸に垂直な軸線回りに傾斜させる。傾斜センサ56は、第1傾斜モータ52による主軸46の傾斜角度を検出する。第2傾斜モータ54はギヤ機構を回転することで、主軸支持部44をY軸に平行な軸線回りに傾斜させる。傾斜センサ56とは別の傾斜センサ(図示せず)が、第2傾斜モータ54による主軸46の傾斜角度を検出する。
制御装置100は、NCプログラムにしたがってX軸モータ20、Y軸モータ22、Z軸モータ24、第1傾斜モータ52、第2傾斜モータ54および主軸モータ40を駆動制御する。制御装置100は、X軸センサ30、Y軸センサ32、Z軸センサ34、傾斜センサおよび主軸センサ42から、それぞれで検出された検出値を取得し、各モータの駆動制御に反映する。
図1に示す工作機械装置10では、被削材62がX軸モータ20およびY軸モータ22によってそれぞれX軸方向およびY軸方向に動かされ、切削工具50がZ軸モータ24によってZ軸方向に動かされるが、これらの移動は、切削工具50と被削材62との間で相対的であればよい。つまり工作機械装置10において、切削工具50がX軸方向およびY軸方向に動かされ、被削材62がZ軸方向に動かされてもよい。また工作機械装置10では、切削工具50が第1傾斜モータ52および第2傾斜モータ54によって被削材62に対して傾斜させられるが、これらの傾斜モータは、ベッド部12側に設けられてもよい。
このように切削工具50と被削材62は、いずれが動かされるかは重要ではなく、各移動方向および各回転方向において相対的に動作できればよく、以下、切削工具50と被削材62の相対的な移動を実現するための機構を総称して「送り機構」と呼ぶ。制御装置100は、回転機構による主軸46の回転および送り機構による切削工具50の相対移動を制御する。
実施形態の制御装置100は、位置決め用に高精度に加工された既知形状をもつ物体を利用して、主軸46の軸心または軸端と当該物体との相対的な位置関係を測定する機能をもつ。実施形態において既知形状をもつ物体はワーク設置面に設けられ、以後、当該物体を「基準ブロック60」と呼ぶ。制御装置100は、基準ブロック60に、ホルダ48に取り付けた既知形状をもつ道具を接触させて、回転軸心と基準ブロック60との相対的な位置関係を測定する。そのため制御装置100は、基準ブロック60が配置されている位置および基準ブロック60の形状を把握していることが好ましい。なお既知形状をもつ物体は基準ブロック60に限らず、たとえば第1テーブル16または第2テーブル18の側面または上面であってよく、また第1テーブル16または第2テーブル18に設置されている治具であってもよい。
実施形態では、基準ブロック60に接触させる道具として、切削能力をもたない工具、すなわち切れ刃をもたないダミー工具を使用する。制御装置100は、ホルダ48に取り付けられたダミー工具を基準ブロック60の基準面に接触させて、主軸46の軸心または軸端と基準ブロック60との相対的な位置関係を測定する。
図2は、ダミー工具の先端形状を示す。ダミー工具70は、中心cを有する球部72と、球部72に連結する円柱部74を有する。球部72は、球形状を有する球状部品であり、下端側を構成する半球状のボール部と、ボール部に接続する小径部を有する。球部72の中心cは、ダミー工具70の中心軸上に位置する。小径部は、工具軸線に垂直な方向に円形断面を有し、円形断面の半径は、ボール部の半径rよりも小さい。図2に示す球部72の小径部は、半径rの半球の頂部側を、軸線に垂直な面で除去した形状をもち、切り欠いた頂部側の面に円柱部74が連結している。
図3は、制御装置100の機能ブロックを示す。制御装置100は、主軸制御部110、移動制御部112、接触検出部114および位置関係測定部116を備える。主軸制御部110は、回転機構による主軸46の回転を制御し、移動制御部112は、送り機構によるダミー工具70と基準ブロック60との相対移動を制御する。
図3において、さまざまな処理を行う機能ブロックとして記載される各要素は、ハードウェア的には、回路ブロック、メモリ、その他のLSIで構成することができ、ソフトウェア的には、メモリにロードされたプログラムなどによって実現される。したがって、これらの機能ブロックがハードウェアのみ、ソフトウェアのみ、またはそれらの組合せによっていろいろな形で実現できることは当業者には理解されるところであり、いずれかに限定されるものではない。
接触検出部114は、ダミー工具70と基準ブロック60との接触を検出する。接触検出部114は、ダミー工具70が基準ブロック60に接触したことを検出する接触センサを有してよい。接触センサは、たとえば接触時に加わる力を検知する力センサや、ダミー工具70と基準ブロック60とが接触したときの導通を検出するセンサであってよい。
なお実施形態の加工装置1は、ダミー工具70が基準ブロック60に接触したときに変化する加工装置1の内部情報を分析して、ダミー工具70と基準ブロック60との接触を検出する機能を搭載してよい。たとえば内部情報として、送り機構に含まれるモータの制御に関する検出値(たとえば電流測定値、電流指令値、位置偏差、トルク指令値、トルク推定値など)を利用することで、接触検出のための新たな部品を追加せずに済む。加工装置1が内部情報を利用した接触検出機能を搭載した場合、接触を検出するためのセンサは不要となるが、検出精度を高める目的でセンサが設けられてもよい。
以下、制御装置100が、加工装置1の内部情報を分析して、ダミー工具70と基準ブロック60との接触を検出する手法を示す。実施形態の制御装置100は、送り機構のモータを駆動制御して、ダミー工具70と基準ブロック60との相対的な移動を実現する。加工装置1がトルク推定機能を搭載している場合、ダミー工具70と基準ブロック60とが接触すると、接触により発生する負荷のために、モータトルクの推定値が急激に上昇する。そこで制御装置100は、ダミー工具70と基準ブロック60とが互いに接近して接触したときのモータトルク波形にもとづいて、ダミー工具70と基準ブロック60との接触を検出してよい。
なお送り機構は、ボールねじ機構などの機械要素から構成されるため、必然的に機械的抵抗を有する。このため送り機構のモータのトルク波形は、機械的抵抗の影響を受けて、小振幅の変動成分を含むことになる。この変動成分は、ねじ軸やベアリングの角度位置(回転角度位置)、リニアガイドの並進位置、さらにボールねじ、ベアリング、リニアガイド内の転動体の公転位置、自転位置に依存する周期的成分および非周期的成分を含む。これらの要素の機械的抵抗による変動は、基本的に、各ガイド面と各転動体の形状誤差に起因し、したがって送り機構の位置に依存する。そこで、トルク検出値の変化を用いてダミー工具70と基準ブロック60との接触を検出する際には、取得したモータトルク波形から、各送り位置において、機械的抵抗にもとづくトルク変動成分を取り除くことが好ましい。
図4は、ダミー工具70と基準ブロック60の接触を検出するフローチャートの例を示す。まず移動制御部112が、基準ブロック60とダミー工具70とが接触しないように、基準ブロック60またはダミー工具70の一方を第1経路に沿って移動させ、接触検出部114が、第1経路における複数の送り位置で、送り機構に含まれるモータの第1トルク検出値を取得する(S10)。
図5は、S10のステップを説明するための図である。以下の例で、基準ブロック60は、既知の直方体形状を有し、立設される基準面と、頂部を構成する上面を少なくとも有する。説明の便宜上、図5には、基準ブロック60が固定されて、ダミー工具70が基準ブロック60に接近する様子が示されるが、ダミー工具70が固定されて、基準ブロック60がダミー工具70に接近する方向に移動してもよい。なお図1に示す加工装置1の概略構成では、X軸モータ20が第2テーブル18をX軸方向に移動し、X軸センサ30が第2テーブル18のX軸方向の位置を検出しているが、以下の実施例では、X軸モータ20が主軸46をX軸方向に移動し、X軸センサ30が主軸46のX軸方向の位置を検出するものとして説明する。
移動制御部112は、ダミー工具70をX軸方向に動かすことを前提として、第1経路における球部72の中心cの初期位置(x0、y0、z0)を、以下のように設定する。
x0:基準面が配置されている座標値x1からX軸負方向に離れた座標値
y0:y軸上の基準面の幅位置に重なる座標値
z0:基準ブロック上面から球部72の半径r高い位置よりも上の座標値
つまりz0は、
z0>(基準ブロック上面の高さ)+(球部72の半径r)
と表現される。
x0:基準面が配置されている座標値x1からX軸負方向に離れた座標値
y0:y軸上の基準面の幅位置に重なる座標値
z0:基準ブロック上面から球部72の半径r高い位置よりも上の座標値
つまりz0は、
z0>(基準ブロック上面の高さ)+(球部72の半径r)
と表現される。
移動制御部112は、第1経路の終了位置(x2、y0、z0)を、z軸方向から見て、球部72の一部または全部が基準ブロック60の上面に重なる位置に設定する。この例では、
x2>x1-(球部72の半径r)
であればよい。
x2>x1-(球部72の半径r)
であればよい。
移動制御部112は、X軸センサ30、Y軸センサ32、Z軸センサ34の検出値にもとづいて、球部72の中心cを初期位置(x0、y0、z0)に配置し、所定の速度でダミー工具70を第1経路の終了位置(x2、y0、z0)まで移動させる。第1経路を移動中、球部中心cの高さがz0に維持されるため、球部72は基準面に接触することなく、上面の上方を通過する。
接触検出部114は、第1経路における複数の送り位置で、送り機構に含まれるX軸モータ20の第1トルク検出値を取得する。図5において、第1トルク波形80は、ダミー工具70が第1経路を移動中に、所定のサンプリング周期で、x座標値に対応付けて取得したX軸モータ20の第1トルク検出値を示す。x座標値は、X軸センサ30の検出値から導出される。上記したように、送り機構に含まれるボールねじ、それを支持するベアリング、リニアガイド機構、カップリング等は機械的抵抗を有しているため、第1トルク波形80は、機械的抵抗にもとづく小振幅の変動成分を含む。接触検出部114は、球部中心cの座標値と第1トルク検出値とを対応付けて記録部(図示せず)に記録する。
次に、図4を参照して、移動制御部112が、基準ブロック60とダミー工具70とが接触するように、基準ブロック60またはダミー工具70の一方を、第1経路に平行な第2経路に沿って移動させ、接触検出部114が、第2経路における複数の送り位置で、送り機構に含まれるモータの第2トルク検出値を取得する(S12)。
図6は、S12のステップを説明するための図である。S10のステップ終了後、移動制御部112は、S12のステップを開始するために、ダミー工具70の球部72の中心cを、第2経路の初期位置(x0、y0、z1)まで移動する。ここでS10のステップにおける第1経路の初期位置(x0、y0、z0)と比べると、第2経路の初期位置は、z座標値が変位している。第2経路の初期位置において、z1は、以下のように設定される。
z1:基準ブロック上面から球部72の半径r低い位置よりも下の座標値
つまりz1は、
z1<(基準ブロック上面の高さ)-(球部72の半径r)
と表現される。
z1:基準ブロック上面から球部72の半径r低い位置よりも下の座標値
つまりz1は、
z1<(基準ブロック上面の高さ)-(球部72の半径r)
と表現される。
移動制御部112は、第2経路の終了位置を、第1経路の終了位置(x2、y0、z0)からZ軸方向に変位した位置(x2、y0、z1)に設定してよい。なおS10のステップと異なり、S12のステップでは、基準ブロック60とダミー工具70とが接触するため、接触後に移動を継続するようトルク制御を行うことは好ましくないこともある。そこで移動制御部112は、第2経路の終了位置を、座標値(x3、y0、z1)に設定してもよい。ここで、
x3>x1-(球部72の半径r)
であり、
x2>x3
である。
x3>x1-(球部72の半径r)
であり、
x2>x3
である。
移動制御部112は、X軸センサ30、Y軸センサ32、Z軸センサ34の検出値にもとづいて、球部72の中心cを初期位置(x0、y0、z1)に配置し、S10のステップにおける移動速度と同一の速度でダミー工具70を第2経路の終了位置まで移動させる。第2経路においては、球部中心cの高さがz1に維持されるため、球部72が基準面に接触する。
なお移動制御部112は、第2経路の終了位置の手前で、ダミー工具70の移動を強制的に終了してもよい。たとえばモータトルク値に移動終了のための閾値を設定し、移動制御部112は、モータトルク値が閾値を超えた瞬間に送り機構を強制停止して、第2経路における相対移動を終了してもよい。
接触検出部114は、第2経路における複数の送り位置で、送り機構に含まれるX軸モータ20の第2トルク検出値を取得する。図6において、第2トルク波形82は、ダミー工具70が第2経路を移動中に、所定のサンプリング周期で、x座標値に対応付けて取得したX軸モータ20の第2トルク検出値を示す。x座標値は、X軸センサ30の検出値から導出される。接触検出部114は、球部中心cの座標値と第2トルク検出値とを対応付けて記録部(図示せず)に記録する。
図6に示すように、ダミー工具70は、基準ブロック60に接触した後、それ以上移動できないが、ダミー工具70などの弾性変形により、X軸センサ30は、球部中心cが移動していることを示す検出値を出力する。このとき接触点の負荷が増大することで、モータトルクは急激に上昇する。そのため、モータトルクが急激に上昇し始めるx座標値を特定することで、接触したときの球部中心cのx座標値を導出できるが、図6に示すように第2トルク波形82には、機械的抵抗にもとづく変動成分が含まれているため、第2トルク波形82から正確な接触タイミングおよび正確な接触位置を特定することは難しい。
そこで接触検出部114は、S10のステップで取得した第1トルク波形80を利用して、S12のステップで取得した第2トルク波形82から、機械的抵抗による変動成分を取り除く処理を行う。
接触検出部114は、第1経路および第2経路において互いに対応する各送り位置で取得された第1検出値と第2検出値の差分値を導出する(S14)。ここで互いに対応する送り位置とは、送り機構の作動状態が同期する位置であり、具体的には、x座標値が同じ位置である。そこで接触検出部114は、記録部(図示せず)において同じx座標値に対応付けられている第2トルク検出値と第1トルク検出値とを読み出し、差分値を導出する。
図7は、第2トルク波形82から第1トルク波形80を減算した差分波形84を示す。差分波形84は、複数のx座標値に関して導出された差分値をつないで構成される。接触前、第1経路および第2経路において送り機構の作動状態は同じであるため、機械的抵抗による変動成分を含んだトルク波形は一致し、差分波形84は実質的に0の値を示す。一方、第2経路において基準ブロック60とダミー工具70とが接触した後のx位置では、接触負荷の発生により、差分値が0から変化する。このため接触検出部114は、差分波形84における差分値の変化にもとづいて、ダミー工具70と基準ブロック60の接触を検出できる(S16)。
たとえば接触検出部114は、差分値が所定の閾値を超えたタイミングで、ダミー工具70と基準ブロック60の接触を検出してよい。差分波形84においては、機械的抵抗に起因する振幅成分が除去されているため、接触によるモータトルクの上昇が高精度に再現されている、したがって接触検出部114は、ダミー工具70と基準ブロック60とが接触したときの球部中心cのx座標値を正確に導出することが可能となる。
なお接触検出部114は、特許文献1に開示された手法を利用して、ダミー工具70と基準ブロック60の接触を検出することも可能である。具体的に接触検出部114は、接触前の複数の差分値の平均値と、接触後の複数の差分値を回帰分析して求めた回帰式をもとに、接触を検出するとともに、接触位置を特定してよい。
上記の例では、S10のステップを、S12のステップの前に実施したが、実施順は入れ替えてもよい。またS10のステップを複数回実施して、平均処理した第1トルク波形80を利用してもよい。また実施形態では、加工装置1に搭載されたトルク推定機能により推定されたトルク検出値を、送り機構に含まれるモータの制御に関する検出値として利用したが、トルク推定機能を有しない加工装置1においては、モータの電流測定値等のモータの制御に関する検出値を用いて、接触検出を行ってよい。
上記の例では、ダミー工具70と基準ブロック60を主軸46の回転軸心に垂直な方向に相対移動させて接触を検知することで、回転軸心と基準ブロック60との相対的位置関係を同定した。別の例では、ダミー工具70と基準ブロック60を主軸46の回転軸心に平行な方向に相対移動させて、基準ブロック60の上面とダミー工具70(突出し長さが既知とする)の接触を検知することで、主軸46の軸端と基準ブロック60との相対的位置関係を同定してもよい。
以上のように接触検出部114は、ダミー工具70と基準ブロック60の接触を検出して、接触位置を特定することができる。なお接触検出部114は、接触センサを有し、接触センサによるセンシングデータから接触を検出して、接触したときの座標値を取得してもよい。以下、接触検出部114が高精度な接触検出機能を有することを前提に、位置関係測定部116が、主軸46の軸心と、基準ブロック60との相対的な位置関係を測定する手法を説明する。この手法では、ダミー工具70が主軸46に偏心して取り付けられている場合に、当該偏心の影響を取り除いて相対的な位置関係を同定する。
図8は、ダミー工具70をホルダ48に取り付けた状態を示す。理想的な取付状態では、主軸46の軸心とダミー工具70の中心軸線とが一致するが、実際の取付状態では、各部品の形状誤差や固定位置、変形等により、主軸46の軸心とダミー工具70の中心軸線は一致しないことが多い。図8に示す取付状態では、球部72の中心cが、主軸46の軸心から偏心している。以下、球部中心cが主軸46の軸心から偏心している場合であっても、主軸46の軸心と基準ブロック60との相対的な位置関係を正確に測定する手法を示す。
図9は、主軸46の軸心と基準ブロック60との相対的な位置関係を測定するフローチャートの例を示す。この測定手法の例では、主軸46の角度位置を変えて、2回の接触工程が実施される。主軸46の角度位置は、主軸センサ42により所定の原点からの回転角度位置として検出されてよい。
<第1接触工程>
まず移動制御部112が、基準ブロック60に対してダミー工具70を相対的に移動させて、基準ブロック60とダミー工具70を接触させる(S20)。接触検出部114は、基準ブロック60とダミー工具70とが接触したときの基準点の第1座標値を取得する(S22)。実施形態において基準点は球部72の中心cであるが、ダミー工具70における別の位置を基準点としてもよい。
<第1接触工程>
まず移動制御部112が、基準ブロック60に対してダミー工具70を相対的に移動させて、基準ブロック60とダミー工具70を接触させる(S20)。接触検出部114は、基準ブロック60とダミー工具70とが接触したときの基準点の第1座標値を取得する(S22)。実施形態において基準点は球部72の中心cであるが、ダミー工具70における別の位置を基準点としてもよい。
<第2接触工程>
続いて主軸制御部110が、第1接触工程における主軸46の角度位置から、主軸46を軸心回りに180度回転する(S24)。それから移動制御部112が、基準ブロック60に対してダミー工具70を相対的に移動させて、基準ブロック60とダミー工具70を接触させる(S26)。接触検出部114は、基準ブロック60とダミー工具70とが接触したときの基準点の第2座標値を取得する(S28)。
続いて主軸制御部110が、第1接触工程における主軸46の角度位置から、主軸46を軸心回りに180度回転する(S24)。それから移動制御部112が、基準ブロック60に対してダミー工具70を相対的に移動させて、基準ブロック60とダミー工具70を接触させる(S26)。接触検出部114は、基準ブロック60とダミー工具70とが接触したときの基準点の第2座標値を取得する(S28)。
第1接触工程および第2接触工程の終了後、位置関係測定部116は、第1座標値および第2座標値から、主軸46の軸心と基準ブロック60との相対的な位置関係を導出する(S30)。以下、具体例をもとに、実施形態の測定手法を説明する。
<軸心と基準面との相対的位置関係>
図10(a)は、第1接触工程の様子を示す。第1接触工程において、移動制御部112は、基準ブロック60の基準面に対してダミー工具70を相対的にX軸方向に移動させて、ダミー工具70の球部72を基準ブロック60の基準面に接触させる。接触検出部114は、球部中心cの第1座標値(x4、y4、z4)を取得する。ここで球部中心cのx座標値として取得される位置x4は、X軸センサ30により検出された主軸46のx位置であり、接触検出部114は、主軸46のx位置と球部中心cのx位置とが等しいこと(偏心がないこと)を前提として、球部中心cのx位置を求める。そのため球部中心cが主軸軸心からX軸方向に偏心していると、球部中心cの取得された位置x4は、実際のx位置から偏心量だけずれている。
図10(a)は、第1接触工程の様子を示す。第1接触工程において、移動制御部112は、基準ブロック60の基準面に対してダミー工具70を相対的にX軸方向に移動させて、ダミー工具70の球部72を基準ブロック60の基準面に接触させる。接触検出部114は、球部中心cの第1座標値(x4、y4、z4)を取得する。ここで球部中心cのx座標値として取得される位置x4は、X軸センサ30により検出された主軸46のx位置であり、接触検出部114は、主軸46のx位置と球部中心cのx位置とが等しいこと(偏心がないこと)を前提として、球部中心cのx位置を求める。そのため球部中心cが主軸軸心からX軸方向に偏心していると、球部中心cの取得された位置x4は、実際のx位置から偏心量だけずれている。
図10(b)は、第2接触工程の様子を示す。第2接触工程において、主軸制御部110が、第1接触工程における主軸46の角度位置から、主軸46を軸心回りに180度回転した後、移動制御部112は、基準ブロック60の基準面に対してダミー工具70を相対的にX軸方向に移動させて、ダミー工具70の球部72を基準ブロック60の基準面に接触させる。第2接触工程における球部中心cの移動経路は、第1接触工程における球部中心cの移動経路と同じである。接触検出部114は、球部中心cの第2座標値(x5、y4、z4)を取得する。上記したように球部中心cのx座標値として取得される位置x5は、実際には、X軸センサ30により検出された主軸46のx位置である。
位置関係測定部116は、第1座標値と第2座標値の間の座標値と、基準面との相対的な位置関係を導出する。具体的に位置関係測定部116は、第1座標値と第2座標値の中点の座標値と、基準面との相対的な位置関係を導出する。中点の座標値は、以下のように求められる。
中点の座標値((x4+x5)/2、y4、z4)
位置関係測定部116は、x座標値(x4+x5)/2を、基準面に対する主軸46の軸心のx位置として同定してよい。このように第2接触工程において、主軸46を180度回転させることで、球部72の偏心の影響を取り除いて、主軸46の軸心と基準ブロック60との相対的な位置関係を正確に同定できる。なお上記例では、中点の座標値を求めたが、位置関係測定部116は、少なくとも移動方向(X軸方向)における2つの座標値の中央位置を導出すればよい。
中点の座標値((x4+x5)/2、y4、z4)
位置関係測定部116は、x座標値(x4+x5)/2を、基準面に対する主軸46の軸心のx位置として同定してよい。このように第2接触工程において、主軸46を180度回転させることで、球部72の偏心の影響を取り除いて、主軸46の軸心と基準ブロック60との相対的な位置関係を正確に同定できる。なお上記例では、中点の座標値を求めたが、位置関係測定部116は、少なくとも移動方向(X軸方向)における2つの座標値の中央位置を導出すればよい。
以上の例では、移動制御部112が2回の接触工程を実施し、位置関係測定部116が、2回の接触時における球部中心cの座標値から、軸心と基準ブロック60との相対的な位置関係を導出した。別の例では、移動制御部112が、3回以上の接触工程を実施して、位置関係測定部116が、3つ以上の座標値から軸心と基準ブロック60との相対的な位置関係を導出してもよい。接触回数を増やすことで、相対的な位置関係を高精度に導出できるようになる。
具体的には移動制御部112が、主軸46の複数の異なる角度位置で、基準ブロック60の基準面に対してダミー工具70を相対的にX軸方向に移動させて、ダミー工具70の球部72を基準ブロック60の基準面に接触させる。移動制御部112が、球部72を基準ブロック60に接触させた後、球部72を基準ブロック60から離し、主軸制御部110は、そのときの主軸46の角度位置から、主軸46を軸心回りにN度回転して、それから移動制御部112が、再び球部72を基準ブロック60に接触させる。このように今回の接触工程の前に、主軸制御部110が、前回の接触工程における主軸46の角度位置から、主軸46を軸心回りにN度回転することで、移動制御部112が、主軸46の複数の異なる角度位置で、球部72を基準ブロック60に接触させる。移動制御部112は、主軸46の角度位置を変えながら、少なくとも(360/N)回、基準ブロック60と球部72を接触させてよい。ここでは(360/N)が整数となるように、回転角度Nが設定される。
接触検出部114は、主軸46の異なる角度位置で球部72と基準ブロック60の基準面とが接触したときの球部中心cの座標値を取得する。位置関係測定部116は、接触検出部114が取得した複数の座標値から、回転軸心と基準ブロック60との相対的な位置関係を導出する。なお位置関係測定部116は、複数の座標値の平均値と、基準面との相対的な位置関係を導出してよい。
<軸心と、対向する2つの基準面の中心との相対的な位置関係>
この例では、基準ブロック60が、第1基準面と、第1基準面に対向する第2基準面とを有する。上記したように基準ブロック60は、直方体形状を有しており、第1基準面と第2基準面とは、互いに平行である。
この例では、基準ブロック60が、第1基準面と、第1基準面に対向する第2基準面とを有する。上記したように基準ブロック60は、直方体形状を有しており、第1基準面と第2基準面とは、互いに平行である。
図11(a)は、第1接触工程の様子を示す。第1接触工程において、移動制御部112は、基準ブロック60の第1基準面に対してダミー工具70を相対的にX軸正方向に移動させて、ダミー工具70の球部72を基準ブロック60の第1基準面に接触させる。接触検出部114は、球部中心cの第1座標値(x6、y6、z6)を取得する。ここで球部中心cのx座標値として取得される位置x6は、実際には、X軸センサ30により検出された主軸46のx位置である。
図11(b)は、第2接触工程の様子を示す。第2接触工程において、主軸制御部110が、主軸46を軸心回りに180度回転した後、移動制御部112は、基準ブロック60の第2基準面に対してダミー工具70を相対的にX軸負方向に移動させて、ダミー工具70の球部72を基準ブロック60に第2基準面に接触させる。第2接触工程における球部中心cの移動方向は、第1接触工程における球部中心cの移動方向とは逆向きとなる。接触検出部114は、球部中心cの第2座標値(x7、y6、z6)を取得する。
位置関係測定部116は、主軸46の軸心と、第1基準面と第2基準面の間の位置との相対的な位置関係を導出する。具体的に位置関係測定部116は、主軸46の軸心と、第1基準面と第2基準面の中心位置との相対的な位置関係を導出する。中心位置のx座標値は、以下のように求められる。
中心位置のx座標値(x6+x7)/2
制御装置100は、x座標値(x6+x7)/2を、基準ブロック60のX軸方向の中心位置として同定してよい。このように第2接触工程において、主軸46を180度回転させることで、球部72の偏心の影響を取り除いて、主軸46の軸心と基準ブロック60との相対的な位置関係を正確に同定できる。
中心位置のx座標値(x6+x7)/2
制御装置100は、x座標値(x6+x7)/2を、基準ブロック60のX軸方向の中心位置として同定してよい。このように第2接触工程において、主軸46を180度回転させることで、球部72の偏心の影響を取り除いて、主軸46の軸心と基準ブロック60との相対的な位置関係を正確に同定できる。
以上、本開示を実施形態をもとに説明した。この実施形態は例示であり、それらの各構成要素や各処理プロセスの組合せにいろいろな変形例が可能なこと、またそうした変形例も本開示の範囲にあることは当業者に理解されるところである。実施形態では、ダミー工具70を、既知形状をもつ基準ブロック60に接触させたが、被削材62に接触させてもよい。
実施形態では、基準ブロック60に接触させる道具として、切削能力をもたないダミー工具70を利用したが、回転工具を利用してもよい。回転工具は、たとえば半球状のボール部を有するボールエンドミルであってよく、ボールエンドミルを使用する場合、図11に関して説明した相対的な位置関係の測定手法を実現できる。
回転工具の切れ刃部を接触させる場合、接触したときの角度位置(回転角度位置)を特定することが難しいことから、相対移動する速度に比べて十分に高速に回転または逆回転させながら接触させることが望ましい。正回転する切れ刃部は切削能力を有し、逆回転する切れ刃部は擦過痕を生じさせるため、回転工具が接触する物体は基準ブロック60ではなく、切削してもよい(擦過痕を生じてもよい)対象物、たとえば被削材62であることが好ましい。
なお回転工具は、切れ刃を形成されていない円筒面または円錐面をもつ根元部を有しており、この根元部を基準ブロック60または被削材62に接触させてもよい。
図12は、回転工具の根元部を基準ブロック60の基準面に接触させている様子を示す。回転工具の根元部を基準面に接触させる場合、根元部は切れ刃部と違って、円筒面または円錐面を有するため、主軸46を回転しなくてよい。このように工具側の接触面が円筒面または円錐面である場合、接触点が鋭利な角部になることを避けるため、基準ブロック60または被削材62側の接触面は、工具が相対移動する方向に緩やかな凸の曲率を有していることが望ましい。
図12は、回転工具の根元部を基準ブロック60の基準面に接触させている様子を示す。回転工具の根元部を基準面に接触させる場合、根元部は切れ刃部と違って、円筒面または円錐面を有するため、主軸46を回転しなくてよい。このように工具側の接触面が円筒面または円錐面である場合、接触点が鋭利な角部になることを避けるため、基準ブロック60または被削材62側の接触面は、工具が相対移動する方向に緩やかな凸の曲率を有していることが望ましい。
またボールエンドミルを回転軸方向と平行に移動して軸方向と垂直な上面(基準面)に接触させる場合にも、ボールエンドミルの頂部(頂点位置またはその近傍)が必ず接触することになるため、主軸46を回転させる必要はない。
本開示の態様の概要は、次の通りである。本開示のある態様の位置関係測定方法は、主軸の軸心と物体との相対的な位置関係を測定する方法であって、物体に対して、主軸に取り付けられた道具を相対的に移動させて、物体と道具を接触させる移動ステップと、物体と道具とが接触したときの基準点の座標値を取得する座標値取得ステップと、取得した座標値から、軸心と物体との相対的な位置関係を導出する測定ステップと、を含む。移動ステップは、主軸の異なる角度位置で物体と道具を接触させ、座標値取得ステップは、主軸の異なる角度位置で物体と道具とが接触したときの基準点の座標値を取得し、測定ステップは、取得した複数の座標値から、軸心と物体との相対的な位置関係を導出する。
この態様によると、道具が主軸に偏心して取り付けられていても、偏心の影響を除外して、主軸の軸心と物体との相対的な位置関係を測定することが可能となる。
移動ステップは、物体に対して、前記主軸に取り付けられた道具を相対的に移動させて、物体と道具を接触させる第1移動ステップと、第1移動ステップにおける主軸の角度位置から、主軸を軸心回りにN度回転した後、物体に対して道具を相対的に移動させて、物体と道具を接触させる第2移動ステップと、を少なくとも含んでよい。移動ステップは、少なくとも(360/N)回、物体と道具を接触させてよい。回転角度Nは、(360/N)が整数となるように設定される。
物体は、1つの基準面を有し、移動ステップは、道具を物体の基準面に接触させ、測定ステップは、複数の座標値の平均値と、基準面との相対的な位置関係を導出してよい。物体は、第1基準面と、第1基準面に対向する第2基準面とを有するものであって、第1移動ステップは、道具を物体の第1基準面に接触させ、第2移動ステップは、道具を物体の第2基準面に接触させ、測定ステップは、軸心と、第1基準面と第2基準面の間の位置との相対的な位置関係を導出してよい。対向する2つの基準面に道具を接触させて、基準点の座標値をそれぞれ取得することで、軸心と、第1基準面と第2基準面の間の位置との相対的な位置関係を導出できる。測定ステップは、軸心と、第1基準面と第2基準面の中心位置との相対的な位置関係を導出してよい。
道具は球状部品を有し、球状部品が前記物体と接触してよい。また道具はエンドミル等の回転工具であって、円筒面または円錐面をもつ根元部または回転する切れ刃部と物体とが接触してもよい。根元部と物体が接触するとき、根元部は回転していなくてよい。
本開示の別の態様の加工装置は、道具が取り付けられた主軸を回転させる回転機構と、物体に対して道具を相対的に移動させる送り機構と、回転機構による主軸の回転および送り機構による道具の相対移動を制御する制御装置と、を備える。制御装置は、主軸の異なる角度位置で物体と道具を接触させて、物体と道具とが接触したときの基準点の座標値を取得し、取得した複数の座標値から、軸心と物体との相対的な位置関係を導出する。
この態様によると、道具が主軸に偏心して取り付けられていても、偏心の影響を除外して、主軸の軸心と物体との相対的な位置関係を測定することが可能となる。
本開示のさらに別の態様の接触検出方法は、主軸に取り付けられた道具と、物体との接触を検出する方法であって、物体と道具とが接触しないように、物体または道具の一方を第1経路に沿って移動させて、第1経路における複数の位置で、送り機構に含まれるモータの制御に関する第1検出値を取得する第1取得ステップと、物体または道具の一方を、第1経路に平行な第2経路に沿って移動させて物体と道具とを接触させ、第2経路における複数の位置で、送り機構に含まれるモータの制御に関する第2検出値を取得する第2取得ステップと、第1経路および第2経路において互いに対応する各位置で取得された第1検出値と第2検出値の差分値を導出するステップと、複数の位置に関して導出された差分値の変化にもとづいて、道具と物体との接触を検出するステップと、を有する。この態様によると、道具と物体との接触を高精度に検出することができる。
本開示のさらに別の態様の加工装置は、物体に対して道具を相対的に移動させる送り機構と、送り機構による道具の相対移動を制御する制御装置と、を備え、制御装置は、物体と道具とが接触しないように、物体または道具の一方を第1経路に沿って移動させて、第1経路における複数の位置で、送り機構に含まれるモータの制御に関する第1検出値を取得し、物体または道具の一方を、第1経路に平行な第2経路に沿って移動させて物体と道具とを接触させ、第2経路における複数の位置で、送り機構に含まれるモータの制御に関する第2検出値を取得し、第1経路および第2経路において互いに対応する各位置で取得された第1検出値と第2検出値の差分値を導出し、複数の位置に関して導出された差分値の変化にもとづいて、道具と物体との接触を検出する。この態様によると、道具と物体との接触を高精度に検出することができる。
1・・・加工装置、20・・・X軸モータ、30・・・X軸センサ、46・・・主軸、48・・・ホルダ、60・・・基準ブロック、70・・・ダミー工具、72・・・球部、74・・・円柱部、80・・・第1トルク波形、82・・・第2トルク波形、84・・・差分波形、100・・・制御装置、110・・・主軸制御部、112・・・移動制御部、114・・・接触検出部、116・・・位置関係測定部。
本開示は、加工技術の分野に利用できる。
Claims (11)
- 主軸の軸心と物体との相対的な位置関係を測定する方法であって、
前記物体に対して、前記主軸に取り付けられた道具を相対的に移動させて、前記物体と前記道具を接触させる移動ステップと、
前記物体と前記道具とが接触したときの基準点の座標値を取得する座標値取得ステップと、
取得した座標値から、前記軸心と前記物体との相対的な位置関係を導出する測定ステップと、を含み、
前記移動ステップは、前記主軸の異なる角度位置で前記物体と前記道具を接触させ、
前記座標値取得ステップは、前記主軸の異なる角度位置で前記物体と前記道具とが接触したときの基準点の座標値を取得し、
前記測定ステップは、取得した複数の座標値から、前記軸心と前記物体との相対的な位置関係を導出する、
ことを特徴とする位置関係測定方法。 - 前記移動ステップは、
前記物体に対して、前記主軸に取り付けられた道具を相対的に移動させて、前記物体と前記道具を接触させる第1移動ステップと、
前記第1移動ステップにおける前記主軸の角度位置から、前記主軸を前記軸心回りにN度回転した後、前記物体に対して前記道具を相対的に移動させて、前記物体と前記道具を接触させる第2移動ステップと、を少なくとも含む、
ことを特徴とする請求項1に記載の位置関係測定方法。 - 前記移動ステップは、少なくとも(360/N)回、前記物体と前記道具を接触させる(360/Nは整数)、
ことを特徴とする請求項2に記載の位置関係測定方法。 - 前記物体は、1つの基準面を有し、
前記移動ステップは、前記道具を前記物体の前記基準面に接触させ、
前記測定ステップは、複数の座標値の平均値と、前記基準面との相対的な位置関係を導出する、
ことを特徴とする請求項1から3のいずれかに記載の位置関係測定方法。 - 前記物体は、第1基準面と、前記第1基準面に対向する第2基準面とを有し、
前記第1移動ステップは、前記道具を前記物体の前記第1基準面に接触させ、
前記第2移動ステップは、前記道具を前記物体の前記第2基準面に接触させ、
前記測定ステップは、前記軸心と、前記第1基準面と前記第2基準面の間の位置との相対的な位置関係を導出する、
ことを特徴とする請求項2または3に記載の位置関係測定方法。 - 前記測定ステップは、前記軸心と、前記第1基準面と前記第2基準面の中心位置との相対的な位置関係を導出する、
ことを特徴とする請求項5に記載の位置関係測定方法。 - 前記道具は球状部品を有し、球状部品が前記物体と接触する、
ことを特徴とする請求項1から6のいずれかに記載の位置関係測定方法。 - 前記道具は回転工具であって、円筒面または円錐面をもつ根元部または回転する切れ刃部と前記物体とが接触する、
ことを特徴とする請求項5または6に記載の位置関係測定方法。 - 道具が取り付けられた主軸を回転させる回転機構と、
物体に対して前記道具を相対的に移動させる送り機構と、
前記回転機構による前記主軸の回転および前記送り機構による前記道具の相対移動を制御する制御装置と、を備えた加工装置であって、
前記制御装置は、
前記主軸の異なる角度位置で前記物体と前記道具を接触させて、前記物体と前記道具とが接触したときの基準点の座標値を取得し、
取得した複数の座標値から、回転軸心と前記物体との相対的な位置関係を導出する、
ことを特徴とする加工装置。 - 主軸に取り付けられた道具と、物体との接触を検出する方法であって、
前記物体と前記道具とが接触しないように、前記物体または前記道具の一方を第1経路に沿って移動させて、第1経路における複数の位置で、送り機構に含まれるモータの制御に関する第1検出値を取得する第1取得ステップと、
前記物体または前記道具の前記一方を、第1経路に平行な第2経路に沿って移動させて前記物体と前記道具とを接触させ、第2経路における複数の位置で、前記送り機構に含まれるモータの制御に関する第2検出値を取得する第2取得ステップと、
第1経路および第2経路において互いに対応する各位置で取得された第1検出値と第2検出値の差分値を導出するステップと、
複数の位置に関して導出された差分値の変化にもとづいて、前記道具と物体との接触を検出するステップと、
を有することを特徴とする接触検出方法。 - 物体に対して道具を相対的に移動させる送り機構と、
前記送り機構による前記道具の相対移動を制御する制御装置と、を備えた加工装置であって、
前記制御装置は、
前記物体と前記道具とが接触しないように、前記物体または前記道具の一方を第1経路に沿って移動させて、第1経路における複数の位置で、前記送り機構に含まれるモータの制御に関する第1検出値を取得し、
前記物体または前記道具の前記一方を、第1経路に平行な第2経路に沿って移動させて前記物体と前記道具とを接触させ、第2経路における複数の位置で、前記送り機構に含まれるモータの制御に関する第2検出値を取得し、
第1経路および第2経路において互いに対応する各位置で取得された第1検出値と第2検出値の差分値を導出し、
複数の位置に関して導出された差分値の変化にもとづいて、前記道具と物体との接触を検出する、
ことを特徴とする加工装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202180003303.7A CN113840688A (zh) | 2021-02-01 | 2021-02-01 | 位置关系测定方法、接触检测方法和加工装置 |
| JP2021555512A JP7285595B2 (ja) | 2021-02-01 | 2021-02-01 | 接触検出方法および加工装置 |
| PCT/JP2021/003461 WO2022162927A1 (ja) | 2021-02-01 | 2021-02-01 | 位置関係測定方法、接触検出方法および加工装置 |
| US17/671,339 US20220241924A1 (en) | 2021-02-01 | 2022-02-14 | Contact detection method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2021/003461 WO2022162927A1 (ja) | 2021-02-01 | 2021-02-01 | 位置関係測定方法、接触検出方法および加工装置 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/671,339 Continuation US20220241924A1 (en) | 2021-02-01 | 2022-02-14 | Contact detection method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022162927A1 true WO2022162927A1 (ja) | 2022-08-04 |
Family
ID=78971958
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/003461 WO2022162927A1 (ja) | 2021-02-01 | 2021-02-01 | 位置関係測定方法、接触検出方法および加工装置 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220241924A1 (ja) |
| JP (1) | JP7285595B2 (ja) |
| CN (1) | CN113840688A (ja) |
| WO (1) | WO2022162927A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024053127A1 (ja) * | 2022-09-08 | 2024-03-14 | 国立大学法人東海国立大学機構 | 接触位置検出方法および加工装置 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1195821A (ja) * | 1997-09-18 | 1999-04-09 | Mitsubishi Electric Corp | 接触検出方法および装置 |
| JP2002120129A (ja) * | 2000-10-11 | 2002-04-23 | Fuji Seiko Ltd | 導電膜付切削工具およびその使用方法 |
| JP2008105134A (ja) * | 2006-10-25 | 2008-05-08 | Citizen Holdings Co Ltd | 工作機械及び加工方法 |
| JP2019195869A (ja) * | 2018-05-08 | 2019-11-14 | Dgshape株式会社 | 補正装置および補正方法 |
| JP2020196051A (ja) * | 2019-05-30 | 2020-12-10 | オークマ株式会社 | 工作機械対象物の位置計測方法及び位置計測システム |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006192516A (ja) * | 2005-01-11 | 2006-07-27 | Canon Electronics Inc | 工作機械およびワーク測定装置ならびにワーク測定方法 |
| JP6559274B2 (ja) | 2018-01-29 | 2019-08-14 | 株式会社牧野フライス製作所 | 工具測定装置およびワーク測定装置の校正方法、校正装置ならびに標準器 |
-
2021
- 2021-02-01 WO PCT/JP2021/003461 patent/WO2022162927A1/ja active Application Filing
- 2021-02-01 JP JP2021555512A patent/JP7285595B2/ja active Active
- 2021-02-01 CN CN202180003303.7A patent/CN113840688A/zh active Pending
-
2022
- 2022-02-14 US US17/671,339 patent/US20220241924A1/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH1195821A (ja) * | 1997-09-18 | 1999-04-09 | Mitsubishi Electric Corp | 接触検出方法および装置 |
| JP2002120129A (ja) * | 2000-10-11 | 2002-04-23 | Fuji Seiko Ltd | 導電膜付切削工具およびその使用方法 |
| JP2008105134A (ja) * | 2006-10-25 | 2008-05-08 | Citizen Holdings Co Ltd | 工作機械及び加工方法 |
| JP2019195869A (ja) * | 2018-05-08 | 2019-11-14 | Dgshape株式会社 | 補正装置および補正方法 |
| JP2020196051A (ja) * | 2019-05-30 | 2020-12-10 | オークマ株式会社 | 工作機械対象物の位置計測方法及び位置計測システム |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024053127A1 (ja) * | 2022-09-08 | 2024-03-14 | 国立大学法人東海国立大学機構 | 接触位置検出方法および加工装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113840688A (zh) | 2021-12-24 |
| JP7285595B2 (ja) | 2023-06-02 |
| US20220241924A1 (en) | 2022-08-04 |
| JPWO2022162927A1 (ja) | 2022-08-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP4276270B2 (ja) | 接触検知によるワークの基準位置設定機能を有する工作機械 | |
| JP5836314B2 (ja) | 工作機械の較正方法 | |
| JP2911753B2 (ja) | 多座標接触系で異なった接触力の比率を検出して補償する校正方法 | |
| JP4612086B2 (ja) | ワークの計測基準点設定機能を有する工作機械 | |
| JP6955296B2 (ja) | 切削装置および接触位置特定プログラム | |
| JP2009519137A5 (ja) | ||
| JP2016083729A (ja) | 幾何誤差同定システム、及び幾何誤差同定方法 | |
| WO2022162927A1 (ja) | 位置関係測定方法、接触検出方法および加工装置 | |
| JP2019195869A (ja) | 補正装置および補正方法 | |
| US20230152772A1 (en) | Positional relationship measurement method and machining apparatus | |
| JP2023010002A (ja) | 工作機械の誤差同定方法、誤差同定プログラム、工作機械 | |
| JP3880030B2 (ja) | V溝形状測定方法及び装置 | |
| JP6506149B2 (ja) | 工作機械の幾何誤差同定方法及び幾何誤差同定プログラム | |
| JP6615285B1 (ja) | 工具振れ調整方法および工作機械 | |
| JP7074381B2 (ja) | 切削装置 | |
| JP2015039732A (ja) | 工作機械及び工作機械を用いたワーク加工部測定方法 | |
| EP3418682B1 (en) | Measuring method using touch probe | |
| JP3939805B2 (ja) | Nc工作機械用ワーク測定方法 | |
| JP2004348350A (ja) | 工作機械の補正装置 | |
| JP5740201B2 (ja) | 幾何誤差同定装置 | |
| JPH03121751A (ja) | 機械の運動精度測定装置 | |
| JP5121292B2 (ja) | 形状測定方法及び装置 | |
| JP2010029973A (ja) | 研削盤および研削方法 | |
| JP2024146992A (ja) | プログラム及び工作機械 | |
| JP2007024819A (ja) | ドグ歯のテーパ角度測定方法及びその測定装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021555512 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21922940 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21922940 Country of ref document: EP Kind code of ref document: A1 |