WO2022158600A1 - 樹脂組成物及び樹脂成形体 - Google Patents
樹脂組成物及び樹脂成形体 Download PDFInfo
- Publication number
- WO2022158600A1 WO2022158600A1 PCT/JP2022/002550 JP2022002550W WO2022158600A1 WO 2022158600 A1 WO2022158600 A1 WO 2022158600A1 JP 2022002550 W JP2022002550 W JP 2022002550W WO 2022158600 A1 WO2022158600 A1 WO 2022158600A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- resin
- resin composition
- graphite
- orientation angle
- average orientation
- Prior art date
Links
- 229920005989 resin Polymers 0.000 title claims abstract description 195
- 239000011347 resin Substances 0.000 title claims abstract description 195
- 239000011342 resin composition Substances 0.000 title claims abstract description 163
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims abstract description 144
- 229910002804 graphite Inorganic materials 0.000 claims abstract description 137
- 239000010439 graphite Substances 0.000 claims abstract description 134
- 238000000465 moulding Methods 0.000 claims abstract description 102
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 52
- 239000010410 layer Substances 0.000 claims description 38
- 239000006229 carbon black Substances 0.000 claims description 26
- 239000000835 fiber Substances 0.000 claims description 15
- 239000002344 surface layer Substances 0.000 claims description 14
- 238000001069 Raman spectroscopy Methods 0.000 claims description 12
- 238000004611 spectroscopical analysis Methods 0.000 claims description 8
- 239000003365 glass fiber Substances 0.000 claims description 7
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 6
- 239000004917 carbon fiber Substances 0.000 claims description 6
- 229920005672 polyolefin resin Polymers 0.000 claims description 4
- 230000017525 heat dissipation Effects 0.000 abstract description 55
- 239000008188 pellet Substances 0.000 description 35
- 238000005520 cutting process Methods 0.000 description 22
- 239000004743 Polypropylene Substances 0.000 description 20
- 229920001155 polypropylene Polymers 0.000 description 20
- 238000000034 method Methods 0.000 description 19
- -1 polydimethylsiloxanes Polymers 0.000 description 17
- 239000002245 particle Substances 0.000 description 16
- 238000005259 measurement Methods 0.000 description 11
- 229920000098 polyolefin Polymers 0.000 description 10
- 230000000052 comparative effect Effects 0.000 description 9
- 239000000945 filler Substances 0.000 description 9
- 238000001237 Raman spectrum Methods 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 230000001965 increasing effect Effects 0.000 description 7
- 238000010521 absorption reaction Methods 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 230000005540 biological transmission Effects 0.000 description 6
- 238000002347 injection Methods 0.000 description 6
- 239000007924 injection Substances 0.000 description 6
- 238000001746 injection moulding Methods 0.000 description 6
- 238000004898 kneading Methods 0.000 description 6
- 238000004519 manufacturing process Methods 0.000 description 6
- 238000012545 processing Methods 0.000 description 6
- 238000002156 mixing Methods 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 4
- 239000005977 Ethylene Substances 0.000 description 4
- 239000003575 carbonaceous material Substances 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 4
- 239000011164 primary particle Substances 0.000 description 4
- 238000001228 spectrum Methods 0.000 description 4
- 206010040844 Skin exfoliation Diseases 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 238000004299 exfoliation Methods 0.000 description 3
- 229920001519 homopolymer Polymers 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- 229920000089 Cyclic olefin copolymer Polymers 0.000 description 2
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-N acetic acid Substances CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 2
- 238000004458 analytical method Methods 0.000 description 2
- 238000004891 communication Methods 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 230000005284 excitation Effects 0.000 description 2
- 238000001125 extrusion Methods 0.000 description 2
- 229910021389 graphene Inorganic materials 0.000 description 2
- 230000005484 gravity Effects 0.000 description 2
- 229920002239 polyacrylonitrile Polymers 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920005673 polypropylene based resin Polymers 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000000725 suspension Substances 0.000 description 2
- 229910052724 xenon Inorganic materials 0.000 description 2
- FHNFHKCVQCLJFQ-UHFFFAOYSA-N xenon atom Chemical compound [Xe] FHNFHKCVQCLJFQ-UHFFFAOYSA-N 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- 229920003067 (meth)acrylic acid ester copolymer Polymers 0.000 description 1
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 1
- UPZFLZYXYGBAPL-UHFFFAOYSA-N 2-ethyl-2-methyl-1,3-dioxolane Chemical compound CCC1(C)OCCO1 UPZFLZYXYGBAPL-UHFFFAOYSA-N 0.000 description 1
- VMRIVYANZGSGRV-UHFFFAOYSA-N 4-phenyl-2h-triazin-5-one Chemical compound OC1=CN=NN=C1C1=CC=CC=C1 VMRIVYANZGSGRV-UHFFFAOYSA-N 0.000 description 1
- 229920002126 Acrylic acid copolymer Polymers 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- 235000010724 Wisteria floribunda Nutrition 0.000 description 1
- 239000006096 absorbing agent Substances 0.000 description 1
- 239000006230 acetylene black Substances 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 238000004220 aggregation Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 230000002547 anomalous effect Effects 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 229920006231 aramid fiber Polymers 0.000 description 1
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 1
- 239000012964 benzotriazole Substances 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 125000004432 carbon atom Chemical group C* 0.000 description 1
- 239000006231 channel black Substances 0.000 description 1
- 239000000805 composite resin Substances 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 235000013870 dimethyl polysiloxane Nutrition 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000012530 fluid Substances 0.000 description 1
- 238000010191 image analysis Methods 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000003273 ketjen black Substances 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 238000007561 laser diffraction method Methods 0.000 description 1
- 230000007935 neutral effect Effects 0.000 description 1
- 238000010606 normalization Methods 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920000058 polyacrylate Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 229920013716 polyethylene resin Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000193 polymethacrylate Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 229920002635 polyurethane Polymers 0.000 description 1
- 239000004814 polyurethane Substances 0.000 description 1
- 229920001384 propylene homopolymer Polymers 0.000 description 1
- 238000011160 research Methods 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000003381 stabilizer Substances 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229910052717 sulfur Inorganic materials 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 239000006234 thermal black Substances 0.000 description 1
- 229920006163 vinyl copolymer Polymers 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images






Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
- C08K3/042—Graphene or derivatives, e.g. graphene oxides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/26—Non-fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B15/00—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00
- B29B15/08—Pretreatment of the material to be shaped, not covered by groups B29B7/00 - B29B13/00 of reinforcements or fillers
- B29B15/10—Coating or impregnating independently of the moulding or shaping step
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0001—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0005—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fibre reinforcements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0013—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fillers dispersed in the moulding material, e.g. metal particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/02—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising combinations of reinforcements, e.g. non-specified reinforcements, fibrous reinforcing inserts and fillers, e.g. particulate fillers, incorporated in matrix material, forming one or more layers and with or without non-reinforced or non-filled layers
- B29C70/021—Combinations of fibrous reinforcement and non-fibrous material
- B29C70/025—Combinations of fibrous reinforcement and non-fibrous material with particular filler
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/58—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising fillers only, e.g. particles, powder, beads, flakes, spheres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/88—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced
- B29C70/882—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts characterised primarily by possessing specific properties, e.g. electrically conductive or locally reinforced partly or totally electrically conductive, e.g. for EMI shielding
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J3/00—Processes of treating or compounding macromolecular substances
- C08J3/20—Compounding polymers with additives, e.g. colouring
- C08J3/203—Solid polymers with solid and/or liquid additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/04—Reinforcing macromolecular compounds with loose or coherent fibrous material
- C08J5/0405—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres
- C08J5/043—Reinforcing macromolecular compounds with loose or coherent fibrous material with inorganic fibres with glass fibres
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/01—Use of inorganic substances as compounding ingredients characterized by their specific function
- C08K3/013—Fillers, pigments or reinforcing additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/02—Elements
- C08K3/04—Carbon
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K7/00—Use of ingredients characterised by shape
- C08K7/02—Fibres or whiskers
- C08K7/04—Fibres or whiskers inorganic
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L23/00—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers
- C08L23/02—Compositions of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Compositions of derivatives of such polymers not modified by chemical after-treatment
- C08L23/10—Homopolymers or copolymers of propene
- C08L23/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L77/00—Compositions of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Compositions of derivatives of such polymers
- C08L77/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- H—ELECTRICITY
- H05—ELECTRIC TECHNIQUES NOT OTHERWISE PROVIDED FOR
- H05K—PRINTED CIRCUITS; CASINGS OR CONSTRUCTIONAL DETAILS OF ELECTRIC APPARATUS; MANUFACTURE OF ASSEMBLAGES OF ELECTRICAL COMPONENTS
- H05K9/00—Screening of apparatus or components against electric or magnetic fields
- H05K9/0073—Shielding materials
- H05K9/0081—Electromagnetic shielding materials, e.g. EMI, RFI shielding
- H05K9/009—Electromagnetic shielding materials, e.g. EMI, RFI shielding comprising electro-conductive fibres, e.g. metal fibres, carbon fibres, metallised textile fibres, electro-conductive mesh, woven, non-woven mat, fleece, cross-linked
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0013—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor using fillers dispersed in the moulding material, e.g. metal particles
- B29C2045/0015—Non-uniform dispersion of fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/0046—Details relating to the filling pattern or flow paths or flow characteristics of moulding material in the mould cavity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2023/00—Use of polyalkenes or derivatives thereof as moulding material
- B29K2023/10—Polymers of propylene
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2077/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/12—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles
- B29K2105/14—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
- B29K2105/18—Fillers oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2307/00—Use of elements other than metals as reinforcement
- B29K2307/04—Carbon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0012—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular thermal properties
- B29K2995/0013—Conductive
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/10—Homopolymers or copolymers of propene
- C08J2323/12—Polypropene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2377/00—Characterised by the use of polyamides obtained by reactions forming a carboxylic amide link in the main chain; Derivatives of such polymers
- C08J2377/02—Polyamides derived from omega-amino carboxylic acids or from lactams thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/001—Conductive additives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/005—Additives being defined by their particle size in general
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/002—Physical properties
- C08K2201/006—Additives being defined by their surface area
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K2201/00—Specific properties of additives
- C08K2201/014—Additives containing two or more different additives of the same subgroup in C08K
Definitions
- the present invention relates to a resin composition and a resin molding using the resin composition.
- Patent Document 1 describes a resin composite molded body containing a thermoplastic resin and a filler made of a carbon material having a graphene structure and dispersed in the thermoplastic resin.
- the relationship between the angle formed by the average longitudinal direction of all the fillers and the longitudinal direction of the fillers and the ratio of the fillers satisfying the angle is defined as the region A shown in FIG. , where x is the above angle, y ⁇ 6.67x).
- Patent Document 2 discloses a resin multilayer molded body containing a thermoplastic resin and a filler made of a carbon material having a graphene structure.
- the resin multilayer molded body is formed by laminating a plurality of resin composition layers in which fillers are dispersed in a thermoplastic resin, and the longitudinal direction of each filler and the longitudinal direction of all the fillers The angle formed with the average direction is ⁇ 6° or less.
- Patent Literature 1 and Patent Literature 2 have a problem that heat dissipation in the surface direction is still insufficient especially when the thickness is increased.
- An object of the present invention is to provide a resin composition and a resin molding using the resin composition, which can obtain a resin molding having excellent heat dissipation properties.
- a resin composition according to a first invention of the present application is a resin composition containing a thermoplastic resin, graphite, and a fibrous body, and is resin molding capable of obtaining the resin composition in a molten state in a mold.
- a resin molded body of 100 mm long x 100 mm wide x 2 mm thick is obtained by filling and molding from the direction perpendicular to the thickness direction of the body, the resin molded body is filled in the direction parallel to the filling direction and in the thickness direction.
- the average orientation angle (A) with respect to the plane direction of the graphite in at least one of the regions on the outermost layer side of the regions divided into 5 equal parts in the thickness direction is 15 ° or less, and the region on the central side
- the average orientation angle (B) with respect to the plane direction of the graphite in is 35° or more.
- a resin composition according to a second invention of the present application is a resin composition containing a thermoplastic resin, graphite, and a fibrous body, and is resin molding capable of obtaining the resin composition in a molten state in a mold.
- a resin molded body of 100 mm long x 100 mm wide x 2 mm thick is obtained by filling and molding from the direction perpendicular to the thickness direction of the body, the resin molded body is filled in the direction perpendicular to the filling direction and in the thickness direction.
- the average orientation angle (A) with respect to the plane direction of the graphite in at least one of the regions on the outermost layer side of the regions divided into five equal parts in the thickness direction is 10 ° or less, and the region on the central side
- the average orientation angle (B) with respect to the plane direction of the graphite in is 15° or more.
- a resin composition according to a third aspect of the present invention is a resin composition containing a thermoplastic resin, graphite, and a fibrous body, wherein resin molding is performed to obtain the resin composition in a molten state in a mold.
- resin molding is performed to obtain the resin composition in a molten state in a mold.
- the average orientation angle (B) with respect to the plane direction of the graphite in the central region, and the plane of the graphite in at least one outermost layer side region
- the ratio of the average orientation angle (A) to the direction (average orientation angle (B)/average orientation angle (A)) is 3.5 or more.
- a resin composition according to a fourth aspect of the present invention is a resin composition containing a thermoplastic resin, graphite, and a fibrous body, wherein resin molding is performed to obtain the resin composition in a molten state in a mold.
- resin molding is performed to obtain the resin composition in a molten state in a mold.
- the average orientation angle (B) with respect to the plane direction of the graphite in the central region, and the plane of the graphite in at least one outermost layer side region
- the ratio of the average orientation angle (A) to the direction (average orientation angle (B)/average orientation angle (A)) is 2 or more.
- a resin composition according to a fifth aspect of the present invention is a resin composition containing a thermoplastic resin, graphite, and a fibrous body, wherein resin molding is performed to obtain the resin composition in a molten state in a mold.
- D obtained by performing Raman spectroscopic analysis of the surface layer of the resin molded body when filling and molding from the direction perpendicular to the thickness direction of the body to obtain a resin molded body of 100 mm long ⁇ 100 mm wide ⁇ 2 mm thick
- the peak intensity ratio (D / G ratio) between the band and the G band is M, and the D band and the G band obtained when the central part of the cross section in the cross section cut along the thickness direction of the resin molded body is subjected to Raman spectroscopic analysis.
- the ratio M/N, where N is the peak intensity ratio (D/G ratio) with, is 0.30 or more.
- the first to fifth inventions of the present application may be collectively referred to as the present invention.
- the graphite is plate-like graphite.
- the fibrous body is at least one selected from the group consisting of glass fibers, carbon fibers, and resin fibers.
- the resin composition according to the present invention further contains carbon black.
- thermoplastic resin contains an olefinic resin.
- the resin composition obtained in a molten state is filled in a mold from a direction perpendicular to the thickness direction of the resin molded body to be molded.
- the main surface of the resin molded body has a thermal conductivity in the in-plane direction of 2 W/(m ⁇ K) or more.
- a resin molded article according to the present invention is a molded article of a resin composition configured according to the present invention.
- the present invention it is possible to provide a resin composition and a resin molding using the resin composition, which can provide a resin molding having excellent heat dissipation properties.
- FIG. 1(a) is a schematic plan view showing an example of a resin molding obtained by molding a resin composition according to one embodiment of the present invention
- FIG. 1(b) is a schematic plan view of FIG. ) is a schematic cross-sectional view obtained by cutting along line AA
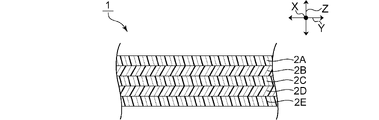
- FIG. 2 is a schematic cross-sectional view obtained by cutting along line BB of FIG. 1(a).
- FIG. 3 is a schematic perspective view showing a heat dissipation chassis.
- FIG. 4 is a schematic perspective view showing a heat dissipation housing.
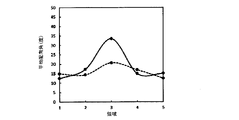
- FIG. 7 is a diagram showing the average orientation angle of each region in the cross section of the resin molding obtained in Example 1.
- FIG. 8 is a diagram showing the average orientation angle of each region in the cross section of the resin molding obtained in Comparative Example 1.
- a resin composition according to the present invention includes a thermoplastic resin, graphite, and a fibrous body.
- the resin composition according to the first invention of the present application is a cross section obtained by cutting the resin molded body in a direction parallel to the filling direction and along the thickness direction when obtaining a resin molded body under the following condition (1) 2, the average orientation angle (A) with respect to the plane direction of graphite in at least one of the regions on the outermost layer side of the regions divided into 5 equal parts in the thickness direction is 15° or less.
- the average orientation angle (B) with respect to the plane direction of graphite in the region on the central side is 35° or more.
- the mold is filled with the molten resin composition from the direction perpendicular to the thickness direction of the resin molding to obtain a resin molding of 100 mm long x 100 mm wide x 2 mm thick.
- FIG. 1(a) is a schematic plan view showing an example of a resin molding obtained by molding a resin composition according to one embodiment of the present invention.
- FIG. 1(b) is a schematic cross-sectional view obtained by cutting the resin molded body in FIG. 1(a) along line AA.
- the resin molded body 1 shown in FIGS. 1(a) and 1(b) is a resin molded body obtained according to the above condition (1).
- the resin molding 1 is placed in the X direction parallel to the filling direction.
- areas 1A to 1E are obtained by dividing the thickness into five equal parts.
- the regions 1A and 1E are the regions on the outermost layer side
- the region 1C is the region on the central side.
- the average orientation angle (A) with respect to the plane direction of graphite in the regions 1A and 1E on the outermost layer side is 15° or less
- the average orientation angle (A) with respect to the plane direction of graphite in the region 1C on the central side ( B) is 35° or more.
- the X direction is the plane direction
- the orientation angle indicates how many degrees the graphite is tilted in the Z direction, which is the thickness direction, with respect to the X direction, which is the plane direction. showing.
- the cross section of the resin molding 1 can be obtained by processing with, for example, an ultrasonic cutting device or a cross section polisher (CP). Observation of the obtained cross section can be performed using a microscope or a scanning electron microscope (SEM). Further, the average orientation angle (A) and the average orientation angle (B) can be obtained by analyzing photographs obtained with a microscope or a scanning electron microscope using image analysis software.
- image analysis software for example, OrientationJ, which is a plug-in for image analysis software ImageJ, can be used, as will be described later in the examples.
- the average orientation angle (A) and the average orientation angle (B) can be obtained by performing an analysis of the arrangement state according to Rezakhaniha et al, 2012, Biomechanics and modeling inmechanobiology, 11: 461-73. .
- the resin molded body obtained by molding the resin composition of the first invention of the regions divided into five equal parts in the thickness direction, at least one of the regions on the outermost layer side
- the average orientation angle (A) is 15° or less, and the graphite is more oriented in the plane direction in the region on the outermost layer side.
- the average orientation angle (B) with respect to the plane direction of graphite in the central region is 35 ° or more, and in the central region, graphite is oriented also in the thickness direction. is doing.
- heat conduction paths are formed not only in the surface direction but also in the thickness direction, and even in a particularly thick resin molded product, the heat dissipation property in the surface direction of the entire resin molded product can be improved.
- the average orientation angle (A) with respect to the plane direction of graphite in one of the regions on the outermost layer side of the regions divided into 5 equal parts in the thickness direction may be 15 ° or less. It is preferable that the average orientation angle (A) with respect to the plane direction of graphite in the region on the outermost layer side is 15° or less. In this case, the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the average orientation angle (A) with respect to the plane direction of graphite in at least one of the regions on the outermost layer side of the regions divided into 5 equal parts in the thickness direction is preferably 12 ° or less, more preferably is less than or equal to 10°. In this case, the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the lower limit of the average orientation angle (A) is not particularly limited, it can be set to 5°, for example.
- the average orientation angle (B) with respect to the plane direction of graphite in the central region of the regions divided into 5 equal parts in the thickness direction is 35 ° or more, preferably 37 ° or more. be.
- the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the upper limit of the average orientation angle (B) is not particularly limited, it can be, for example, 60°, preferably 50° or less.
- the resin composition according to the second invention of the present application is a cross section obtained by cutting the resin molded body in a direction orthogonal to the filling direction and along the thickness direction when the resin molded body of the above condition (1) is obtained.
- the average orientation angle (A) with respect to the plane direction of graphite in at least one of the regions on the outermost layer side of the regions divided into 5 equal parts in the thickness direction is 10° or less.
- the average orientation angle (B) with respect to the plane direction of graphite in the central region is 15° or more.
- the X direction shown in FIG. A cross section cut along the Y direction is obtained. More specifically, as shown in FIG. 2, a section of the resin molding 1 is obtained by cutting along the Y direction perpendicular to the X direction and the Z direction, which is the thickness direction.
- the average orientation angle (A) with respect to the plane direction of graphite in at least one of the regions 2A to 2E on the outermost layer side of the regions 2A to 2E divided into five in the thickness direction is 10 °.
- the average orientation angle (B) with respect to the plane direction of the graphite in the central region 2C is 15° or more.
- the average orientation angle (A) and the average orientation angle (B) can be obtained by the same method as in the first invention.
- the Y direction is the plane direction
- the orientation angle indicates how many degrees the graphite is tilted in the Z direction, which is the thickness direction, with respect to the Y direction, which is the plane direction. .
- the average of the graphite in the plane direction of at least one of the regions on the outermost layer side of the regions divided into five in the thickness direction The orientation angle (A) is 10° or less, and the graphite is more oriented in the plane direction in the region on the outermost layer side.
- the average orientation angle (B) with respect to the plane direction of graphite in the central region is 15 ° or more, and in the central region, graphite is oriented also in the thickness direction. is doing.
- the average orientation angle (A) with respect to the plane direction of graphite in one of the regions on the outermost layer side of the regions divided into five equal parts in the thickness direction is 10 ° or less. It is preferable that the average orientation angle (A) with respect to the plane direction of graphite in the region on the outermost layer side is 10° or less. In this case, the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the average orientation angle (A) with respect to the plane direction of graphite in at least one of the regions on the outermost layer side of the regions divided into 5 equal parts in the thickness direction is 10 ° or less, preferably 8 °. It is below. In this case, the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the lower limit of the average orientation angle (A) is not particularly limited, it can be set to 3°, for example.
- the average orientation angle (B) with respect to the plane direction of the graphite in the central region of the five equally divided regions in the thickness direction is 15° or more, preferably 18° or more. be.
- the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the upper limit of the average orientation angle (B) is not particularly limited, it can be, for example, 60°, preferably 50° or less, more preferably 40° or less, and still more preferably 30° or less.
- the resin molded body of the above condition (1) when the resin molded body of the above condition (1) is obtained, the resin molded body is placed in a direction parallel to the filling direction in the same manner as the first invention. And in a cross section cut along the thickness direction, the ratio of the average orientation angle (B) to the average orientation angle (A) (average orientation angle (B)/average orientation angle (A)) is 3.5 or more.
- the average orientation angle (A) is the average orientation angle with respect to the plane direction of graphite in at least one outermost layer-side region among the five regions divided equally in the thickness direction.
- the average orientation angle (B) is the average orientation angle with respect to the planar direction of the graphite in the central region among the five equally divided regions in the thickness direction.
- the resin molded body 1 is placed in the X direction parallel to the filling direction.
- the average orientation angle (B) with respect to the plane direction of graphite in the central region 1C of the regions 1A to 1E divided into five in the thickness direction, and at least one of the outermost layer side A ratio (average orientation angle (B)/average orientation angle (A)) of the average orientation angle (A) with respect to the plane direction of graphite in the regions 1A and 1E is 3.5 or more.
- the average orientation angle (A) and the average orientation angle (B) can be obtained by the same method as in the first invention.
- the resin composition according to the third invention it is possible to obtain a resin molding with excellent heat dissipation.
- the ratio (average orientation angle (B)/average orientation angle (A)) is 3.5 or more, so the outermost layer side Graphite can be oriented in the plane direction in the area of (1), and can also be oriented in the thickness direction in the central area.
- heat conduction paths are formed not only in the surface direction but also in the thickness direction, and even in a particularly thick resin molded product, the heat dissipation property in the surface direction of the entire resin molded product can be improved.
- the average orientation angle (A) with respect to the plane direction of graphite in one outermost layer side region satisfies the above ratio (average orientation angle (B)/average orientation angle (A)). All you have to do is However, it is preferable that the average orientation angle (A) with respect to the plane direction of the graphite in the outermost layer side regions on both sides respectively satisfy the above ratio (average orientation angle (B)/average orientation angle (A)). In this case, the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the ratio (average orientation angle (B)/average orientation angle (A)) is 3.5 or more, preferably 3.7 or more. In this case, the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the upper limit of the ratio (average orientation angle (B)/average orientation angle (A)) is not particularly limited, but can be, for example, 7.0, preferably 6.0 or less, more preferably 5.0. It is below.
- the resin composition according to the fourth invention of the present application when the resin molded body of the above condition (1) is obtained, in the same manner as the second invention, the resin composition is filled in a direction perpendicular to the filling direction. And in a cross section cut along the thickness direction, the ratio of the average orientation angle (B) to the average orientation angle (A) (average orientation angle (B)/average orientation angle (A)) is 2.0 or more.
- the average orientation angle (A) is the average orientation angle with respect to the plane direction of graphite in at least one outermost layer-side region among the five regions divided equally in the thickness direction.
- the average orientation angle (B) is the average orientation angle with respect to the planar direction of the graphite in the central region among the five equally divided regions in the thickness direction.
- the fourth invention for example, when the X direction shown in FIG. A cross section cut along the Y direction is obtained. More specifically, as shown in FIG. 2, a section of the resin molding 1 is obtained by cutting along the Y direction perpendicular to the X direction and the Z direction, which is the thickness direction.
- the average orientation angle (B) with respect to the plane direction of the graphite in the central region 2C of the regions 2A to 2E divided into five in the thickness direction, and at least one of the outermost layer side A ratio (average orientation angle (B)/average orientation angle (A)) of the average orientation angle (A) with respect to the plane direction of graphite in the regions 2A and 2E is 2.0 or more.
- the average orientation angle (A) and the average orientation angle (B) can be obtained by the same method as in the first invention.
- the resin composition according to the fourth invention it is possible to obtain a resin molding with excellent heat dissipation.
- the ratio (average orientation angle (B) / average orientation angle (A)) is 2.0 or more, so the outermost layer side Graphite can be oriented in the plane direction in the area of (1), and can also be oriented in the thickness direction in the central area.
- heat conduction paths are formed not only in the surface direction but also in the thickness direction, and even in a particularly thick resin molded product, the heat dissipation property in the surface direction of the entire resin molded product can be improved.
- the average orientation angle (A) with respect to the plane direction of graphite in one outermost layer side region must satisfy the ratio (average orientation angle (B)/average orientation angle (A)). Just do it.
- the average orientation angle (A) with respect to the plane direction of the graphite in the outermost layer side regions on both sides respectively satisfy the ratio (average orientation angle (B)/average orientation angle (A)). In this case, the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the ratio (average orientation angle (B)/average orientation angle (A)) is 2.0 or more, preferably 2.2 or more. In this case, the heat dissipation property in the surface direction of the entire resin molded body can be further enhanced.
- the upper limit of the ratio (average orientation angle (B)/average orientation angle (A)) is not particularly limited, but may be, for example, 6.0, preferably 5.0 or less, more preferably 4.0. It is below.
- the D / G ratio of the surface layer portion of the resin molded body is M
- the resin molded body is expanded in the thickness direction
- the ratio M/N is 0.30 or more when the D/G ratio at the center of the cross section in the cross section cut along is N.
- the XY plane in FIG. 1(a) of the resin molding 1 is the surface layer.
- the resin molded body 1 is cut along the X direction parallel to the filling direction. Get a cross section. More specifically, as shown in FIG. 1(b), a section of the resin molding 1 is obtained by cutting along the X direction parallel to the filling direction and the Z direction, which is the thickness direction.
- the X direction shown in FIG. A cross section cut along the Y direction is obtained. More specifically, as shown in FIG.
- a section of the resin molding 1 is obtained by cutting along the Y direction perpendicular to the X direction and the Z direction, which is the thickness direction. 1B, 1C, and 1D in FIG. 1B and 2B, 2C, and 2D in FIG. part.
- the D/G ratio is the peak intensity ratio between the D band and the G band in the Raman spectrum obtained by Raman spectroscopic analysis.
- the D band in the Raman spectrum is a peak derived from the defect structure.
- the D band is usually observed near 1300 cm ⁇ 1 to 1400 cm ⁇ 1 in the Raman spectrum.
- the G band in the Raman spectrum is a peak derived from in-plane stretching vibration of a 6-membered ring structure of carbon atoms.
- the G band is usually observed near 1550 cm ⁇ 1 to 1620 cm ⁇ 1 in the Raman spectrum.
- Raman spectroscopic analysis can be performed using, for example, a Raman spectrometer (manufactured by Renishaw, trade name "inVia Qontor").
- Preferable measurement conditions are as follows.
- the peak intensity ratio (D/G ratio) M of the surface layer portion of the resin molding can be obtained, for example, as follows. First, 100 or more Raman spectra are measured on the surface (for example, the XY plane in FIG. 1(a)), baseline correction, removal of anomalous spectra, and normalization of the Y axis (Raman intensity) for each spectrum obtained. I do. Next, peak separation processing is performed on the obtained average spectrum, and the intensity ratio D/G ratio of the peaks corresponding to the D band and the G band is calculated. In addition, the measurement is performed on the front surface and the back surface, and M is the average value.
- the peak intensity ratio (D/G ratio) N at the cross-sectional central portion of the resin molded body can be obtained, for example, as follows. First, measure 100 or more Raman spectra for the regions 1B, 1C, and 1D in the XZ plane of FIG. is normalized. Next, peak separation processing is performed on the obtained average spectrum, and the D/G ratio of the intensity ratio of the peaks corresponding to the D band and the G band is calculated. Further, the regions 2B, 2C, and 2D on the YZ plane in FIG.
- the resin composition according to the fifth invention it is possible to obtain a resin molding with excellent heat dissipation.
- the ratio M/N where M is the D/G ratio of the surface layer portion and N is the D/G ratio of the central portion of the cross section, is , is 0.3 or more, the content of graphite can be increased in the region on the surface layer side, and the graphite can be unevenly distributed. Therefore, a good heat conduction path is formed in the plane direction, and heat dissipation in the plane direction can be improved even in a resin molded body having a large thickness.
- the ratio M/N ((D/G ratio of the surface layer)/(D/G ratio of the central portion of the cross section)) is 0.30 or more, preferably 0.50 or more. Yes, more preferably 0.70 or more. In this case, it is possible to further improve the heat dissipation in the surface direction of the resin molding.
- the upper limit of the ratio M/N ((D/G ratio at the surface layer)/(D/G ratio at the center of the cross section)) is not particularly limited, but may be, for example, 5.0, preferably 4. 0.0 or less, more preferably 3.0 or less, still more preferably 2.0 or less, and particularly preferably 1.5 or less.
- first to fifth inventions of the present application may be used alone, or at least two or more inventions may be used in combination.
- the first to fifth inventions of the present application may be collectively referred to as the present invention.
- the resin composition of the present invention contains a thermoplastic resin, graphite, and a fibrous body.
- the resin composition may contain other materials such as carbon black and other additives as necessary.
- the resin composition preferably contains carbon black.
- the carbon black can be attached to the unevenly distributed graphite in the surface layer side region, and the carbon black can also be unevenly distributed in the surface layer side region. Therefore, it is possible to further improve the heat dissipation in the surface direction of the resin molded body.
- the average orientation angle (A), the average orientation angle (B), and the ratio M/N described above were obtained by dry-blending the resin composition (A) and the resin composition (B), which will be described later. Adjustments can be made by using mixtures.
- the average orientation angle (A) and average orientation angle (B) and the ratio M / N are the aspect ratio and content of graphite; the average particle size of graphite; the length of the fibrous body, the aspect ratio and content; It can be adjusted by the type, molecular weight, MFR (Melt Flow Rate); content ratio of resin, graphite, and fibrous body; presence or absence of carbon black and its content.
- thermoplastic resin is not particularly limited, and known thermoplastic resins can be used. Specific examples of thermoplastic resins include polyolefins, polystyrenes, polyacrylates, polymethacrylates, polyacrylonitrile, polyesters, polyamides, polyurethanes, polyethersulfones, polyetherketones, polyimides, polydimethylsiloxanes, polycarbonates, or at least two of these. Seed-containing copolymers, and the like. These thermoplastic resins may be used alone or in combination.
- the average orientation angle (A) and the average orientation angle (B) can also be controlled by controlling the fluidity of the thermoplastic resin during melting. It is preferable to use a resin that is easy to dissolve.
- Such thermoplastic resins are preferably polyolefins (olefin resins) and polyamides (nylon resins), and more preferably polyolefins (olefin resins).
- the polyolefin is not particularly limited, and known polyolefins can be used.
- Specific examples of polyolefins include polyethylene, which is an ethylene homopolymer, ethylene- ⁇ -olefin copolymer, ethylene-(meth)acrylic acid copolymer, ethylene-(meth)acrylic acid ester copolymer, ethylene-acetic acid.
- Examples include polyethylene resins such as vinyl copolymers.
- the polyolefin is a propylene homopolymer such as polypropylene, a polypropylene-based resin such as a propylene- ⁇ -olefin copolymer, a butene homopolymer such as polybutene, butadiene, or a conjugated diene homopolymer or copolymer such as isoprene. and so on. These polyolefins may be used alone or in combination.
- Polyolefin is preferably polypropylene (polypropylene-based resin) from the viewpoint of making it easier to control the fluidity during melting.
- the polyolefin (olefin resin) preferably contains an ethylene component.
- the content of the ethylene component is preferably 5% by mass to 40% by mass. When the content of the ethylene component is within the above range, it is possible to further improve the heat resistance while further improving the impact resistance of the resin molding.
- the MFR of the thermoplastic resin measured according to JIS K7210 is preferably 10 g/10 min or more, more preferably 30 g/10 min or more, preferably 200 g/10 min or less, more preferably 100 g/10 min or less. be.
- the average orientation angle (B) with respect to the plane direction of graphite in the central region can be further increased. Therefore, it is possible to further improve the heat dissipation property in the surface direction of the entire resin molded body.
- the graphite is preferably plate-like graphite, and for example, scale-like graphite, exfoliated graphite, or graphene can be used. From the viewpoint of further enhancing heat dissipation, the graphite is preferably flake graphite. These may be used alone or in combination. The graphite may be expanded graphite from the viewpoint of further improving flame retardancy.
- Exfoliated graphite is obtained by exfoliating the original graphite, and refers to a graphene sheet laminate that is thinner than the original graphite.
- the exfoliation treatment for exfoliating graphite is not particularly limited, and either a mechanical exfoliation method using a supercritical fluid or the like or a chemical exfoliation method using an acid may be used.
- the number of laminated graphene sheets in exfoliated graphite may be less than that of the original graphite, but is preferably 10,000 or less, more preferably 5,000 or less, and even more preferably 2,000 or less.
- the volume average particle size of the plate-like graphite is preferably 50 ⁇ m or more, more preferably over 50 ⁇ m, still more preferably 100 ⁇ m or more, still more preferably 150 ⁇ m or more, particularly preferably 200 ⁇ m or more, and most preferably 250 ⁇ m or more. is 500 ⁇ m or less, more preferably 350 ⁇ m or less.
- the volume average particle size of the plate-shaped graphite is equal to or more than the above lower limit or exceeds the lower limit, the influence of the flow of the thermoplastic resin can be further increased, and the average orientation of the graphite in the central region with respect to the plane direction Angle (B) can be made even larger.
- the volume average particle size of the plate-like graphite is equal to or less than the above upper limit, the flame retardancy of the resin molding can be further enhanced.
- two or more types of plate-like graphite having different volume-average particle sizes may be used in combination.
- the volume average particle size refers to a value calculated from a volume standard distribution by a laser diffraction method using a laser diffraction/scattering particle size distribution analyzer in accordance with JIS Z 8825:2013.
- volume average particle size for example, plate-shaped graphite is put into a soapy water solution (neutral detergent: containing 0.01%) so that the concentration becomes 2% by weight, and an ultrasonic homogenizer is used at 300 W. for 1 minute to obtain a suspension. Next, the suspension is measured for the volume particle size distribution of the plate-like graphite by a laser diffraction/scattering particle size analyzer (manufactured by Nikkiso Co., Ltd., product name “Microtrac MT3300”). The cumulative 50% value of this volume particle size distribution can be calculated as the volume average particle size of the plate-like graphite.
- the content of plate-like graphite is preferably 50 parts by weight or more, more preferably 70 parts by weight or more, still more preferably 100 parts by weight or more, particularly preferably over 100 parts by weight, and most preferably It is preferably 120 parts by weight or more, preferably 300 parts by weight or less, more preferably 250 parts by weight or less, and still more preferably 200 parts by weight or less.
- the content of plate-like graphite is equal to or more than the above lower limit or exceeds the lower limit, heat dissipation can be further enhanced.
- the content of plate-like graphite is too large, the area of the interface, which is the starting point of fracture, becomes large. can.
- the aspect ratio of the plate-like graphite is preferably 5 or more, more preferably 21 or more, preferably 2000 or less, more preferably 1000 or less, still more preferably 100 or less.
- the aspect ratio of the plate-like graphite is equal to or higher than the above lower limit, heat dissipation in the planar direction can be further enhanced.
- the aspect ratio of the plate-like graphite is equal to or less than the above upper limit, the graphite particles themselves are less likely to bend in the thermoplastic resin during injection molding, for example. Therefore, the thermal conductivity in the in-plane direction can be further increased.
- the aspect ratio refers to the ratio of the maximum dimension of the plate-like graphite in the stacking plane direction to the thickness of the plate-like graphite.
- the shape and thickness of plate-like graphite can be measured using, for example, a transmission electron microscope (TEM) or a scanning electron microscope (SEM). From the viewpoint of making observation easier, a test piece cut out from the resin composition or resin molded body is heated at 600 ° C. to blow off the resin and observed with a transmission electron microscope (TEM) or a scanning electron microscope (SEM). It is desirable to In addition, the test piece may be cut out along the direction along the main surface of the resin molded body as long as the thickness of the plate-like graphite can be measured by skipping the resin, or along the direction perpendicular to the main surface of the resin molded body. You can cut it out.
- TEM transmission electron microscope
- SEM scanning electron microscope
- the fibrous body for example, glass fiber, carbon fiber, cellulose fiber, resin fiber such as aramid fiber, metal fiber, or the like can be used. These may be used alone or in combination.
- the fibrous body is preferably glass fiber, carbon fiber, or resin fiber, and more preferably glass fiber.
- the carbon fiber is not particularly limited, but PAN-based or pitch-based carbon fiber or the like can be used.
- the length of the fibrous body is not particularly limited, it is preferably 3 mm or longer, more preferably 5 mm or longer, preferably 20 mm or shorter, and more preferably 15 mm or shorter.
- the length of the fibrous body is within the above range, the heat dissipation property of the obtained resin molding can be further enhanced.
- the fiber diameter of the fibrous body is preferably 5 ⁇ m or more, more preferably 10 ⁇ m or more, preferably 50 ⁇ m or less, and more preferably 30 ⁇ m or less.
- the fiber diameter of the fibrous body is within the above range, it is possible to further improve the heat dissipation of the obtained resin molding.
- the length and fiber diameter of the fibrous body can be, for example, an average value of 100 measured using a transmission electron microscope (TEM) or scanning electron microscope (SEM). From the viewpoint of making observation easier, a test piece cut out from the resin composition or resin molded body is heated at 600 ° C. to blow off the resin and observed with a transmission electron microscope (TEM) or a scanning electron microscope (SEM). It is desirable to
- the content of the fibrous body is not particularly limited, but is preferably 10 parts by weight or more, more preferably 20 parts by weight or more, preferably 200 parts by weight or less, more preferably 100 parts by weight or less with respect to 100 parts by weight of the thermoplastic resin. is. When the content of the fibrous body is within the above range, the heat dissipation property of the obtained resin molding can be further enhanced.
- the resin composition of the present invention may further contain carbon black.
- carbon black examples include oil furnace black such as ketjen black, acetylene black, channel black, and thermal black. Among them, oil furnace black is preferable from the viewpoint of further increasing the conductivity of the obtained resin molding.
- Carbon black may also contain metal impurities such as Fe and Ni. One type of carbon black may be used alone, or two or more types may be used in combination.
- the DBP oil absorption of carbon black is not particularly limited, but is preferably 160 ml/100 g or more, more preferably 200 ml/100 g or more, preferably 800 ml/100 g or less, more preferably 500 ml/100 g or less, and still more preferably 400 ml/100 g or less. 100 g or less.
- the DBP oil absorption of carbon black is equal to or higher than the above lower limit, it is possible to further enhance the electrical conductivity and flame retardancy of the resulting resin molding.
- the DBP oil absorption of carbon black is equal to or less than the above upper limit, aggregation during kneading can be prevented and stability can be further improved.
- the DBP oil absorption of carbon black can be measured according to JIS K 6217-4.
- the DBP oil absorption can be measured, for example, using an absorption measuring device (manufactured by Asahi Research Institute, product number “S-500”).
- the content of carbon black is preferably 10 parts by weight or more, more preferably 15 parts by weight or more, still more preferably 20 parts by weight or more, preferably 100 parts by weight or less, more preferably 80 parts by weight, based on 100 parts by weight of the thermoplastic resin. It is not more than 50 parts by weight, more preferably not more than 50 parts by weight.
- the content of carbon black is at least the above lower limit, the electrical conductivity and flame retardancy can be further enhanced. Moreover, the heat dissipation property in the plane direction of the resin molding can be further improved.
- the content of carbon black is equal to or less than the above upper limit, the balance between electrical conductivity, flame retardancy and impact resistance can be further enhanced.
- the primary particle size of carbon black is preferably 35 nm or more, preferably 50 nm or less, and more preferably 45 nm or less. When the primary particle size of carbon black is within the above range, even lower carbon black content can provide higher electrical conductivity and flame retardancy.
- the primary particle size of carbon black is, for example, the average primary particle size obtained using image data of carbon black obtained by a transmission electron microscope (TEM).
- TEM transmission electron microscope
- JEM-2200FS the product name "JEM-2200FS” manufactured by JEOL Ltd. can be used.
- additives include, for example, phenol-based, phosphorus-based, amine-based, sulfur-based antioxidants; benzotriazole-based, hydroxyphenyltriazine-based UV absorbers; metal damage inhibitors; various fillers; stabilizers; pigments; These may be used alone or in combination.
- the resin composition of the present invention is preferably a mixture obtained by dry-blending the resin composition (A) and the resin composition (B). In this case, 50% by weight or more and 99% by weight or less of the resin composition (A) and 1% by weight or more and 50% by weight or less of the resin composition (B) described below are preferably dry-blended.
- the resin composition (A) preferably contains 10% by weight or more and 70% by weight or less of the thermoplastic resin (a) and 30% by weight or more and 90% by weight or less of graphite.
- the contents of the thermoplastic resin (a) and plate-like graphite are the contents when the entire resin composition (A) is taken as 100% by weight.
- the content of the thermoplastic resin (a) is preferably 20% by weight or more and preferably 60% by weight or less when the entire resin composition (A) is taken as 100% by weight.
- the content of plate-like graphite is preferably 40% by weight or more and preferably 80% by weight or less when the entire resin composition (A) is taken as 100% by weight.
- the resin composition (A) is a compound obtained by melt-kneading 10% by weight or more and 70% by weight or less of the thermoplastic resin (a) and 30% by weight or more and 90% by weight or less of graphite. preferable.
- the method of melt-kneading is not particularly limited. For example, a method of kneading under the Among these, the method of melt-kneading using an extruder is preferable.
- the form of the resin composition (A) is not particularly limited, it can be, for example, a pellet.
- the shape is not particularly limited, but examples include spherical, cylindrical, and prismatic shapes. Among these, a columnar shape is preferable from the viewpoint of pellet shape stability.
- the diameter is preferably 0.5 mm or more, more preferably 1 mm or more, and preferably 5 mm or less, more preferably 3 mm or less.
- the length is preferably 1 mm or more, more preferably 3 mm or more, and preferably 10 mm or less, more preferably 7 mm or less.
- the size of the pellet can be measured by randomly collecting 100 pellets from the sample and using a vernier caliper.
- the diameter of the pellets of the resin composition (A) other than cylindrical is preferably 1 mm or more, more preferably 3 mm or more, preferably 10 mm or less, and more preferably 8 mm or less.
- the pellet diameter can be obtained by randomly extracting 100 pellets from a sample and measuring the diameter at the longest point using a vernier caliper.
- thermoplastic resin (a) the thermoplastic resins described above can be used as appropriate.
- the graphite mentioned above can be used suitably also as graphite.
- the thermoplastic resin (a) may contain other materials such as carbon black and other additives as described above, if necessary.
- the resin composition (B) preferably contains 10% by weight or more and 70% by weight or less of the thermoplastic resin (b) and 30% by weight or more and 90% by weight or less of the fibrous body having a length of 1 mm or more.
- the content of the thermoplastic resin (b) and the fibrous body is the content when the entire resin composition (B) is taken as 100% by weight.
- the content of the thermoplastic resin (b) is preferably 20% by weight or more, more preferably 30% by weight or more, when the entire resin composition (B) is taken as 100% by weight.
- the content of fibers is preferably 80% by weight or less, more preferably 70% by weight or less, when the entire resin composition (B) is taken as 100% by weight.
- the resin composition (B) is preferably a compound obtained by impregnating fibers with a molten thermoplastic resin (b). Above all, it is a compound manufactured by a pultrusion method in which continuous fibers are impregnated with a thermoplastic resin (b), continuously solidified in a mold, and then continuously pulled out with a drawing machine. more desirable. In this case, it is possible to further improve the heat dissipation property of the obtained resin molding.
- the form of the resin composition (B) is not particularly limited, but can be, for example, a pellet.
- the shape is not particularly limited, but examples include spherical, cylindrical, and prismatic shapes. Among these, a columnar shape is preferable from the viewpoint of pellet shape stability.
- the diameter is preferably 0.5 mm or more, more preferably 1 mm or more, and preferably 5 mm or less, more preferably 3 mm or less.
- the length is preferably 1 mm or more, more preferably 3 mm or more, and preferably 10 mm or less, more preferably 7 mm or less.
- the size of the pellet can be measured by randomly collecting 100 pellets from the sample and using a vernier caliper.
- the diameter (pellet diameter) of the pellets of the resin composition (B) other than the cylindrical shape is preferably 1 mm or more, more preferably 5 mm or more, preferably 15 mm or less, and more preferably 10 mm or less.
- the pellet diameter can be obtained by randomly extracting 100 pellets from a sample and measuring the diameter at the longest point using a vernier caliper.
- thermoplastic resin (b) the thermoplastic resins described above can be used as appropriate.
- fibrous body any of the fibrous bodies described above can be used as appropriate.
- the thermoplastic resin (b) may contain other materials such as carbon black and other additives as needed.
- the fibrous body is preferably oriented in the resin composition (B). Among them, it is preferably uniaxially oriented.
- a resin composition (B) can be produced by arranging fibers and bringing them into contact with a molten thermoplastic resin (b). In particular, when it is produced by the pultrusion method, a resin composition (B) in which the thermoplastic resin (b) is impregnated into the fibers can be obtained.
- dry blend refers to mixing without melting or addition of a solvent, and without applying an external force such as shearing to change the pellet shape or pulverize.
- a dry blending method is not particularly limited, and for example, it can be performed by simply mixing the resin composition (A) and the resin composition (B) by hand. Moreover, you may mix using a small tumbler.
- the resin molded article of the present invention is a molded article of the resin composition of the present invention described above.
- the method of molding the resin composition is not particularly limited, but examples include methods such as press processing, extrusion processing, extrusion lamination processing, and injection molding. Among them, it is preferable to mold the mixture by injection molding. In this case, the heat dissipation property and mechanical strength of the resulting resin molding can be further enhanced.
- the resin molded article of the present invention is a molded article of the resin composition of the present invention described above, heat dissipation can be enhanced.
- the resin molded body whether or not it is a molded body of the resin composition of the present invention is determined by melting the resin molded body once, producing a resin molded body again according to the above condition (1), and measuring the average orientation angle. (A) and the average orientation angle (B) are measured, and it can be confirmed whether the average orientation angle (A) and the average orientation angle (B) fall within the specific range of the present invention.
- the in-plane thermal conductivity of the main surface of the resin molding is preferably 5 W/(mK) or more, more preferably 10 W/(mK) or more, and still more preferably 16 W/(mK) or more. , particularly preferably 20 W/(m ⁇ K) or more, most preferably 25 W/(m ⁇ K) or more. In this case, the heat dissipation of the resin molding can be further enhanced.
- the upper limit value of the thermal conductivity in the in-plane direction is not particularly limited, it can be set to, for example, 50 W/(m ⁇ K).
- the above-mentioned thermal conductivity is obtained by filling a resin molded body in which a resin composition in a molten state is obtained in a direction perpendicular to the thickness direction, and molding a resin molded body of 100 mm long ⁇ 100 mm wide ⁇ 2 mm thick. shall be the thermal conductivity when obtaining
- the main surface may be a flat surface or a curved surface.
- the main surface means a surface having the largest area among a plurality of surfaces on the outer surface of the resin molding, and means a continuous surface.
- the thermal conductivity in the in-plane direction can be calculated using the following formula (1).
- the thermal diffusivity can be measured, for example, using Netsch Japan's product number "Xenon Flash Laser Analyzer LFA467 HyperFlash”.
- the resin molding has a thermal conductivity ⁇ x in the x direction, a thermal conductivity ⁇ y in the y direction, and a thermal conductivity ⁇ z in the z direction satisfying min( ⁇ x, ⁇ y)/ ⁇ z ⁇ 4.
- the x-direction is an arbitrary direction along the main surface.
- the y-direction is along the main surface and orthogonal to the x-direction.
- the z direction is the thickness direction of the resin molding.
- the thickness direction of the resin molding is a direction perpendicular to the main surface.
- the z-direction is thus the direction perpendicular to the x- and y-directions.
- the main surface may be a flat surface or a curved surface.
- the thermal conductivity in each of the x-direction, y-direction and z-direction can be calculated using the above formula (1).
- min ( ⁇ x, ⁇ y) means the value of ⁇ x and ⁇ y, whichever has the lower thermal conductivity. Therefore, min( ⁇ x, ⁇ y)/ ⁇ z ⁇ 4 means that the ratio of the lower thermal conductivity of ⁇ x and ⁇ y to ⁇ z is 4 or more.
- min( ⁇ x, ⁇ y)/ ⁇ z ⁇ 4 the thermal conductivity in the plane direction is higher than the thermal conductivity in the thickness direction. Therefore, in this case, it is possible to further enhance heat dissipation in the planar direction.
- the upper limit of min( ⁇ x, ⁇ y)/ ⁇ z is not particularly limited, it can be set to 8, for example.
- the resin molding of the present invention is excellent in heat dissipation. Therefore, the resin molding can be suitably used for housings of electronic devices such as communication devices used indoors and outdoors, security cameras, smart meters, and the like. Alternatively, it can be suitably used for multi-information displays such as car navigation systems and smart meters, heat sinks for vehicle-mounted cameras, heat sinks such as LED heat sinks, and heat sinks for SoCs and GDCs.
- the resin molding obtained in the present invention preferably has the shape of a heat dissipation chassis, a heat dissipation housing, or a heat sink. Specific examples of the shape of the heat dissipating chassis, the heat dissipating housing, and the heat sink will be described below with reference to FIGS.
- FIG. 3 is a schematic diagram of a heat dissipation chassis.
- the resin molding is the heat dissipation chassis 20
- the main surface is the portion indicated by the arrow A in FIG.
- FIG. 4 is a schematic diagram of the heat dissipation housing.
- the resin molding is the heat dissipation housing 30
- the portion indicated by the arrow B in FIG. 4 is the main surface.
- the main surface may have unevenness
- FIG. 5 is a schematic diagram of the shape of the heat sink.
- the portion indicated by arrow C in FIG. 5 is the main surface.
- the main surface on one side of the bottom plate portion and the surface of the fin portion are the main surfaces.
- multiple principal surfaces may exist.
- a circuit may be formed on the surface of such a resin molding.
- Example 1 Production of resin composition (A-1); 30% by weight of polypropylene (PP) as the thermoplastic resin (a) and 70% by weight of scaly graphite as plate-like graphite are mixed with Laboplastomill (manufactured by Toyo Seiki Co., Ltd., product number "R100") to 200%. C. to obtain a resin composition (A-1).
- the obtained resin composition (A-1) was in the form of pellets with a pellet diameter of 5 mm. The pellet diameter was determined by randomly extracting 100 pellets from the sample and measuring the diameter at the longest point using a vernier caliper.
- polypropylene trade name "MA04A” (MFR: 40 g/10 minutes (230°C)) manufactured by Japan Polypropylene Corporation was used.
- flake graphite trade name “CPB-300” (average particle size: 300 ⁇ m, aspect ratio: 10) manufactured by Chuetsu Graphite Co., Ltd. was used.
- resin composition (B-1) Using 40% by weight of polypropylene (PP) as the thermoplastic resin (b) and 60% by weight of glass fiber having a length of 7 mm, a resin composition (B-1) was obtained according to the pultrusion method. The obtained resin composition (B-1) was in the form of pellets with a pellet diameter of 7 mm. Also, as the polypropylene, trade name "MA04A” (MFR: 40 g/10 minutes (230°C)) manufactured by Japan Polypropylene Corporation was used. As the roving fiber, trade name "TUFROV4520" (fiber diameter: 16 ⁇ m) manufactured by Nippon Electric Glass Co., Ltd. was used.
- the obtained resin composition (A-1) and resin composition (B-1) were dry-blended at a ratio of 17:3 using a small tumbler at a rotation speed of 30 rpm for 5 minutes to obtain a resin composition. got stuff
- Example 2 Production of resin composition (A-2); 40% by weight of polypropylene (PP) as a thermoplastic resin and 60% by weight of flaky graphite as plate-like graphite, and these are heated at 200° C. using Laboplastomill (manufactured by Toyo Seiki Co., Ltd., product number “R100”).
- a resin composition (A-2) was obtained by melt-kneading.
- the obtained resin composition (A-2) was in the form of pellets with a pellet diameter of 5 mm. The pellet diameter was determined by randomly extracting 100 pellets from the sample and measuring the diameter at the longest point using a vernier caliper.
- polypropylene trade name "MA04A” (MFR: 40 g/10 minutes (230°C)) manufactured by Japan Polypropylene Corporation was used.
- flake graphite trade name “CRC-80N” (average particle size: 300 ⁇ m, aspect ratio: 10) manufactured by Fuji Graphite Co., Ltd. was used.
- the obtained resin composition (A-2) and resin composition (B-1) were dry-blended at a ratio of 19:1 using a small tumbler at a rotation speed of 30 rpm for 5 minutes to obtain a resin composition. got stuff
- Example 3 Production of resin composition (A-3); 30% by weight of polypropylene (PP) as the thermoplastic resin (a) and 70% by weight of scaly graphite as plate-like graphite are mixed with Laboplastomill (manufactured by Toyo Seiki Co., Ltd., product number "R100") to 200%. C. to obtain a resin composition (A-3).
- the obtained resin composition (A-3) was in the form of pellets with a pellet diameter of 5 mm. The pellet diameter was determined by randomly extracting 100 pellets from the sample and measuring the diameter at the longest point using a vernier caliper.
- polypropylene trade name "MA04A” (MFR: 40 g/10 minutes (230°C)) manufactured by Japan Polypropylene Corporation was used.
- flake graphite trade name “CPB-100B” (average particle diameter: 80 ⁇ m, aspect ratio: 4) manufactured by Chuetsu Graphite Co., Ltd. was used.
- the obtained resin composition (A-3) and resin composition (B-1) were dry-blended at a ratio of 17:3 using a small tumbler at a rotation speed of 30 rpm for 5 minutes to obtain a resin composition. got stuff
- Resin composition (A-2) and resin composition (B-2) were dry-blended at a ratio of 17:3 using a small tumbler at a rotation speed of 30 rpm for 5 minutes to obtain a resin composition. rice field.
- a resin composition (A-5) was obtained in the same manner as the resin composition (A-2) except that the proportion of polypropylene (PP) was 65% by weight and the proportion of flake graphite was 35% by weight. .
- a resin composition was obtained in the same manner as in Example 2, except that the resin composition (A-5) prepared as described above was used instead of the resin composition (A-2).
- the obtained resin molded body was cut with scissors along the direction (X direction) and thickness direction (Z direction) parallel to the filling direction, followed by an ultrasonic cutting device.
- a cross-section was obtained by treating with The obtained cross section was observed at a magnification of 200 using a microscope (manufactured by KEYENCE CORPORATION, product number "VHX-5000").
- FIG. 6 is a cross-sectional photograph of the resin molding obtained in Example 1.
- FIG. 6 in the resin molded body obtained in Example 1, the graphite is more oriented in the plane direction on the outermost layer side, while the graphite is oriented in the thickness direction on the center side. I know there is.
- the average orientation angle was determined using OrientationJ, which is a plugin for image analysis software ImageJ (National Institute of Health; manufactured by NIH). Specifically, the orientation was calculated from the gradient of the luminance value of each pixel in the obtained cross-sectional photograph. The calculated orientation (angle with the horizontal axis) is stored as the pixel value instead of the luminance value. This operation was performed for all pixels, and an orientation map was obtained in which the orientation calculated from the gradient of the luminance value was used as the pixel value. The average orientation angle of each layer was obtained by totalizing the values of each pixel of the obtained orientation map, creating a histogram, and calculating the weighted average.
- OrientationJ is a plugin for image analysis software ImageJ (National Institute of Health; manufactured by NIH).
- the average orientation angle was obtained for each region obtained by dividing the cross-sectional photograph into five equal parts in the thickness direction.
- the average orientation is also obtained by the same method for the cross section obtained by cutting the resin molded body along the direction (Y direction) perpendicular to the filling direction and the thickness direction (Z direction). asked for a corner.
- FIG. 7 is a diagram showing the average orientation angle of each region in the cross section of the resin molded body obtained in Example 1.
- FIG. In the figure, regions obtained by dividing the cross-sectional photograph into five equal parts in the thickness direction are indicated as 1 to 5 in order from the top.
- 1 and 5 are the outermost layer side
- 3 is the center side.
- the solid line is the result of the cross section obtained by cutting the resin molded body along the direction (X direction) and the thickness direction (Z direction) parallel to the filling direction
- the broken line is the resin molded body. It is the result of the cross section obtained by cutting along the direction (Y direction) perpendicular to the filling direction and the thickness direction (Z direction). From FIG.
- the average orientation angle ( A) was 10°
- the average orientation angle (B) of the central side (3) was 40°
- the ratio (average orientation angle (B)/average orientation angle (A)) was 4.0.
- the average orientation angle (A) of the outermost layer side (1) was 7°
- the average orientation angle (B) on the central side (3) was 20°
- the ratio (average orientation angle (B)/average orientation angle (A)) was 2.86.
- FIG. 8 is a diagram showing the average orientation angle of each region in the cross section of the resin molded body obtained in Comparative Example 1.
- regions obtained by dividing the cross-sectional photograph into five equal parts in the thickness direction are indicated as 1 to 5 in order from the top.
- 1 and 5 are the outermost layer side
- 3 is the center side.
- the solid line is the result of the cross section obtained by cutting the resin molded body along the direction (X direction) and the thickness direction (Z direction) parallel to the filling direction
- the broken line is the resin molded body. It is the result of the cross section obtained by cutting along the direction (Y direction) perpendicular to the filling direction and the thickness direction (Z direction). From FIG.
- the average orientation angle ( A) was 12°
- the average orientation angle (B) of the central side (3) was 33°
- the ratio (average orientation angle (B)/average orientation angle (A)) was 2.8.
- the average orientation angle (A) of the outermost layer side (1) was 12°
- the average orientation angle (B) on the central side (3) was 21°
- the ratio (average orientation angle (B)/average orientation angle (A)) was 1.8.
- Thermal conductivity (W / (m K))> The resin compositions obtained in Examples 1 to 3 and Comparative Examples 1 to 3 were injection molded to obtain resin moldings of length 100 mm, width 100 mm, and thickness 2 mm. The central part of the obtained resin molding was punched into a size of 10 mm long ⁇ 2 mm wide ⁇ 2 mm thick to obtain a measurement sample. Injection molding was performed under the conditions of a resin temperature of 230° C., a mold temperature of 50° C., and an injection speed of 30 mm/s.
- the thermal conductivity (in-plane direction and thickness direction thermal conductivity) of the obtained measurement sample was measured using Netch Japan's product number "Xenon Flash Laser Analyzer LFA467 HyperFlash”. Specifically, the measurement sample was fitted into a holder in a direction that allows the thermal conductivity to be measured, the thermal diffusivity at 30° C. was measured, and the thermal conductivity was calculated according to the following formula (1).
- a cross section was obtained by cutting the obtained resin molding along the thickness direction with an ultrasonic cutting device. Raman spectroscopic analysis was performed on the surface layer portion and the central portion of the cross section of the resin molding in the obtained cross section.
- the Raman spectroscopic analysis of the resin molding was performed using a Raman spectrometer (manufactured by Renishaw, trade name "inVia Qontor”) under the following measurement conditions.
- the maximum peak intensity in the range of 1300 cm ⁇ 1 to 1400 cm ⁇ 1 of the obtained Raman spectrum is the peak intensity of the D band, and 1550 cm ⁇ It was determined by taking the maximum peak intensity in the range of 1 to 1620 cm -1 as the peak intensity of the G band.
- the peak intensity ratio (D / G ratio) of the surface layer of the resin molded body is M
- the peak intensity ratio (D /G ratio) the ratio M/N was determined. Measurement and analysis were performed according to the method described in the column of the fifth invention.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Composite Materials (AREA)
- Materials Engineering (AREA)
- Dispersion Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Textile Engineering (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Microelectronics & Electronic Packaging (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Reinforced Plastic Materials (AREA)
Abstract
Description
本発明に係る樹脂組成物は、熱可塑性樹脂と、黒鉛と、繊維体とを含む。
対物レンズ:50倍
励起レーザー波長:532nm
レーザー出力:0.5%
照射時間:5秒
回折格子:1800本/mm
測定波数:605cm-1~2281cm-1
熱可塑性樹脂としては、特に限定されず、公知の熱可塑性樹脂を用いることができる。熱可塑性樹脂の具体例としては、ポリオレフィン、ポリスチレン、ポリアクリレート、ポリメタクリレート、ポリアクリロニトリル、ポリエステル、ポリアミド、ポリウレタン、ポリエーテルスルホン、ポリエーテルケトン、ポリイミド、ポリジメチルシロキサン、ポリカーボネート、又はこれらのうち少なくとも2種を含む共重合体などが挙げられる。これらの熱可塑性樹脂は、単独で用いてもよく、複数を併用してもよい。
黒鉛としては、板状黒鉛であることが好ましく、例えば、鱗片状黒鉛、薄片化黒鉛、又はグラフェンなどを用いることができる。放熱性をより一層高める観点から、黒鉛が、好ましくは鱗片状黒鉛である。これらは、単独で用いてもよく、複数を併用してもよい。なお、黒鉛は、難燃性をより一層高める観点から、膨張黒鉛であってもよい。
繊維体としては、例えば、ガラス繊維、炭素繊維、セルロース繊維、アラミド繊維などの樹脂繊維、金属繊維等を用いることができる。これらは、単独で用いてもよく、複数を併用してもよい。なかでも、繊維体は、ガラス繊維、炭素繊維、又は樹脂繊維であることが好ましく、ガラス繊維であることがより好ましい。
本発明の樹脂組成物は、さらにカーボンブラックを含んでいてもよい。カーボンブラックとしては、例えば、ケッチェンブラックなどのオイルファーネスブラック、アセチレンブラック、チャンネルブラック、サーマルブラックなどを用いることができる。なかでも、得られる樹脂成形体の導電性をより一層高める観点から、オイルファーネスブラックであることが好ましい。また、カーボンブラックはFe、Niなどの金属不純物を含有していてもよい。カーボンブラックは1種を単独で用いてもよく2種以上を併用してもよい。
本発明の樹脂組成物は、本発明の効果を阻害しない範囲において、任意成分として様々なその他添加剤が添加されていてもよい。添加剤としては、例えば、フェノール系、リン系、アミン系、イオウ系などの酸化防止剤;ベンゾトリアゾール系、ヒドロキシフェニルトリアジン系などの紫外線吸収剤;金属害防止剤;各種充填剤;帯電防止剤;安定剤;顔料などが挙げられる。これらは、単独で用いてもよく、複数を併用してもよい。
本発明の樹脂組成物は、樹脂組成物(A)と、樹脂組成物(B)とをドライブレンドすることにより得られた混合物であることが好ましい。この場合、樹脂組成物(A)50重量%以上、99重量%以下と、下記樹脂組成物(B)1重量%以上、50重量%以下とが、ドライブレンドされた混合物であることが好ましい。
本発明の樹脂成形体は、上述した本発明の樹脂組成物の成形体である。
樹脂組成物(A-1)の製造;
熱可塑性樹脂(a)としてのポリプロピレン(PP)30重量%と、板状黒鉛としての鱗片状黒鉛70重量%とを、ラボプラストミル(東洋精機社製、品番「R100」)を用いて、200℃で溶融混練することにより樹脂組成物(A-1)を得た。なお、得られた樹脂組成物(A-1)は、ペレット状であり、ペレット径は、5mmであった。ペレット径は、試料からペレット100粒をランダムに採取し、ノギスを用いて最長箇所での直径を測定することで求めた。また、ポリプロピレンとしては、日本ポリプロ社製、商品名「MA04A」(MFR:40g/10分(230℃))を用いた。鱗片状黒鉛としては、中越黒鉛工業所社製、商品名「CPB-300」(平均粒子径:300μm、アスペクト比:10)を用いた。
熱可塑性樹脂(b)としてのポリプロピレン(PP)40重量%と、長さ7mmのガラス繊維60重量%とを用い、プルトルージョン法に従い樹脂組成物(B-1)を得た。なお、得られた樹脂組成物(B-1)は、ペレット状であり、ペレット径は、7mmであった。また、ポリプロピレンとしては、日本ポリプロ社製、商品名「MA04A」(MFR:40g/10分(230℃))を用いた。ロービング繊維としては、日本電気硝子社製、商品名「TUFROV4520」(繊維径:16μm)を用いた。
樹脂組成物(A-2)の製造;
熱可塑性樹脂としてのポリプロピレン(PP)40重量%と、板状黒鉛としての鱗片状黒鉛60重量%と、これらをラボプラストミル(東洋精機社製、品番「R100」)を用いて、200℃で溶融混練することにより樹脂組成物(A-2)を得た。なお、得られた樹脂組成物(A-2)は、ペレット状であり、ペレット径は、5mmであった。ペレット径は、試料からペレット100粒をランダムに採取し、ノギスを用いて最長箇所での直径を測定することで求めた。また、ポリプロピレンとしては、日本ポリプロ社製、商品名「MA04A」(MFR:40g/10分(230℃))を用いた。鱗片状黒鉛としては、富士黒鉛工業所社製、商品名「CRC-80N」(平均粒子径:300μm、アスペクト比:10)を用いた。
樹脂組成物(A-3)の製造;
熱可塑性樹脂(a)としてのポリプロピレン(PP)30重量%と、板状黒鉛としての鱗片状黒鉛70重量%とを、ラボプラストミル(東洋精機社製、品番「R100」)を用いて、200℃で溶融混練することにより樹脂組成物(A-3)を得た。なお、得られた樹脂組成物(A-3)は、ペレット状であり、ペレット径は、5mmであった。ペレット径は、試料からペレット100粒をランダムに採取し、ノギスを用いて最長箇所での直径を測定することで求めた。また、ポリプロピレンとしては、日本ポリプロ社製、商品名「MA04A」(MFR:40g/10分(230℃))を用いた。鱗片状黒鉛としては、中越黒鉛工業所社製、商品名「CPB-100B」(平均粒子径:80μm、アスペクト比:4)を用いた。
樹脂組成物(B―2)の製造;
ガラス繊維を用いなかったこと以外は、樹脂組成物(B―1)と同様にして、樹脂組成物(B―2)を得た。
樹脂組成物(A―5)の製造;
ポリプロピレン(PP)の割合を65重量%、鱗片状黒鉛の割合を35重量%としたこと以外は、樹脂組成物(A―2)と同様にして、樹脂組成物(A―5)を得た。
樹脂組成物(B-1)の代わりに、樹脂組成物(B-2)を用いたこと以外は、実施例3と同様にして樹脂組成物を得た。
<平均配向角>
実施例1~2、比較例1~2で得られた樹脂組成物をゲート幅8mm、ゲート厚1.5mmのサイドゲートの金型を用いて射出成形し、縦100mm×横100mm×厚み2mmの樹脂成形体を得た。なお、射出成形は、樹脂温度230℃、金型温度50℃、射出速度30mm/sの条件で行った。また、溶融状態の樹脂組成物は、得られる樹脂成形体の厚み方向に直交する方向から金型内に充填させて成形した。
1.ローカルウインドウ(tensor)=5.0
2.二値化の方法:Huang dark法
実施例1~3及び比較例1~3で得られた樹脂組成物を射出成形し、縦100mm×横100mm×厚み2mmの樹脂成形体を得た。得られた樹脂成形体の中心部を縦10mm×横2mm×厚み2mmに打ち抜き、測定サンプルとした。なお、射出成形は、樹脂温度230℃、金型温度50℃、射出速度30mm/sの条件で行った。
実施例1、3及び比較例2~3で得られた樹脂組成物を射出成形し、縦100mm×横100mm×厚み2mmの樹脂成形体を得た。なお、射出成形は、樹脂温度230℃、金型温度50℃、射出速度30mm/sの条件で行った。また、溶融状態の樹脂組成物は、得られる樹脂成形体の厚み方向に直交する方向から金型内に充填させて成形した。
対物レンズ:50倍
励起レーザー波長:532nm
レーザー出力:0.5%
照射時間:5秒
回折格子:1800本/mm
測定波数:605cm-1~2281cm-1

1A~1E,2A~2E…領域
20…放熱シャーシ
30…放熱筐体
40…ヒートシンク形状
Claims (11)
- 熱可塑性樹脂と、黒鉛と、繊維体とを含む、樹脂組成物であって、
金型内に溶融状態の前記樹脂組成物を得られる樹脂成形体の厚み方向に直交する方向から充填させて成形し、縦100mm×横100mm×厚み2mmの樹脂成形体を得たときに、
前記樹脂成形体を充填方向に対して平行な方向及び厚み方向に沿って切断した断面において、厚み方向に5等分した領域のうち、少なくとも一方の最表層側の領域における前記黒鉛の面方向に対する平均配向角(A)が15°以下であり、中央側の領域における前記黒鉛の面方向に対する平均配向角(B)が35°以上である、樹脂組成物。 - 熱可塑性樹脂と、黒鉛と、繊維体とを含む、樹脂組成物であって、
金型内に溶融状態の前記樹脂組成物を得られる樹脂成形体の厚み方向に直交する方向から充填させて成形し、縦100mm×横100mm×厚み2mmの樹脂成形体を得たときに、
前記樹脂成形体を充填方向に対して直交する方向及び厚み方向に沿って切断した断面において、厚み方向に5等分した領域のうち、少なくとも一方の最表層側の領域における前記黒鉛の面方向に対する平均配向角(A)が10°以下であり、中央側の領域における前記黒鉛の面方向に対する平均配向角(B)が15°以上である、樹脂組成物。 - 熱可塑性樹脂と、黒鉛と、繊維体とを含む、樹脂組成物であって、
金型内に溶融状態の前記樹脂組成物を得られる樹脂成形体の厚み方向に直交する方向から充填させて成形し、縦100mm×横100mm×厚み2mmの樹脂成形体を得たときに、
前記樹脂成形体を充填方向に対して平行な方向及び厚み方向に沿って切断した断面において、厚み方向に5等分した領域のうち、中央側の領域における前記黒鉛の面方向に対する平均配向角(B)と、少なくとも一方の最表層側の領域における前記黒鉛の面方向に対する平均配向角(A)との比(平均配向角(B)/平均配向角(A))が、3.5以上である、樹脂組成物。 - 熱可塑性樹脂と、黒鉛と、繊維体とを含む、樹脂組成物であって、
金型内に溶融状態の前記樹脂組成物を得られる樹脂成形体の厚み方向に直交する方向から充填させて成形し、縦100mm×横100mm×厚み2mmの樹脂成形体を得たときに、
前記樹脂成形体を充填方向に対して直交する方向及び厚み方向に沿って切断した断面において、厚み方向に5等分した領域のうち、中央側の領域における前記黒鉛の面方向に対する平均配向角(B)と、少なくとも一方の最表層側の領域における前記黒鉛の面方向に対する平均配向角(A)との比(平均配向角(B)/平均配向角(A))が、2以上である、樹脂組成物。 - 熱可塑性樹脂と、黒鉛と、繊維体とを含む、樹脂組成物であって、
金型内に溶融状態の前記樹脂組成物を得られる樹脂成形体の厚み方向に直交する方向から充填させて成形し、縦100mm×横100mm×厚み2mmの樹脂成形体を得たときに、
前記樹脂成形体の表層部をラマン分光分析した際に得られるDバンドとGバンドとのピーク強度比(D/G比)をMとし、前記樹脂成形体を厚み方向に沿って切断した断面における断面中央部をラマン分光分析した際に得られるDバンドとGバンドとのピーク強度比(D/G比)をNとしたときの比M/Nが、0.30以上である、樹脂組成物。 - 前記黒鉛が、板状黒鉛である、請求項1~5のいずれか1項に記載の樹脂組成物。
- 前記繊維体が、ガラス繊維、炭素繊維、及び樹脂繊維からなる群から選択される少なくとも1種である、請求項1~6のいずれか1項に記載の樹脂組成物。
- カーボンブラックをさらに含む、請求項1~7のいずれか1項に記載の樹脂組成物。
- 前記熱可塑性樹脂が、オレフィン系樹脂を含む、請求項1~8のいずれか1項に記載の樹脂組成物。
- 金型内に溶融状態の前記樹脂組成物を得られる樹脂成形体の厚み方向に直交する方向から充填させて成形し、縦100mm×横100mm×厚み2mmの樹脂成形体を得たときに、
前記樹脂成形体の主面における面内方向の熱伝導率が、2W/(m・K)以上である、請求項1~9のいずれか1項に記載の樹脂組成物。 - 請求項1~10のいずれか1項に記載の樹脂組成物の成形体である、樹脂成形体。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020237024837A KR20230134120A (ko) | 2021-01-25 | 2022-01-25 | 수지 조성물 및 수지 성형체 |
| CN202280011436.3A CN116745364A (zh) | 2021-01-25 | 2022-01-25 | 树脂组合物和树脂成型体 |
| US18/272,887 US20240084098A1 (en) | 2021-01-25 | 2022-01-25 | Resin composition and resin molded article |
| EP22742719.2A EP4282610A1 (en) | 2021-01-25 | 2022-01-25 | Resin composition and resin molded article |
| JP2022576776A JPWO2022158600A1 (ja) | 2021-01-25 | 2022-01-25 |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021-009387 | 2021-01-25 | ||
| JP2021009387 | 2021-01-25 | ||
| JP2021009386 | 2021-01-25 | ||
| JP2021-009386 | 2021-01-25 | ||
| JP2021-104364 | 2021-06-23 | ||
| JP2021104364 | 2021-06-23 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022158600A1 true WO2022158600A1 (ja) | 2022-07-28 |
Family
ID=82548765
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/002549 WO2022158599A1 (ja) | 2021-01-25 | 2022-01-25 | 樹脂組成物、樹脂成形体及びその製造方法 |
| PCT/JP2022/002550 WO2022158600A1 (ja) | 2021-01-25 | 2022-01-25 | 樹脂組成物及び樹脂成形体 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2022/002549 WO2022158599A1 (ja) | 2021-01-25 | 2022-01-25 | 樹脂組成物、樹脂成形体及びその製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US20240092979A1 (ja) |
| EP (2) | EP4282609A1 (ja) |
| JP (3) | JPWO2022158600A1 (ja) |
| KR (2) | KR20230134120A (ja) |
| WO (2) | WO2022158599A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20240033926A (ko) * | 2022-09-06 | 2024-03-13 | 현대자동차주식회사 | 전자파 차폐용 수지 조성물 및 이를 적용한 케이블 |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005108589A (ja) * | 2003-09-30 | 2005-04-21 | Nichias Corp | 燃料電池用セパレータ |
| JP2012082382A (ja) | 2010-09-15 | 2012-04-26 | Sekisui Chem Co Ltd | 樹脂複合成形体及びその製造方法 |
| JP2013028661A (ja) * | 2011-07-27 | 2013-02-07 | Unitika Ltd | 樹脂組成物およびそれからなる成形体 |
| WO2013133181A1 (ja) * | 2012-03-07 | 2013-09-12 | 株式会社カネカ | 熱伝導性樹脂成形体および当該熱伝導性樹脂成形体の製造方法 |
| JP2014000789A (ja) | 2011-08-31 | 2014-01-09 | Sekisui Chem Co Ltd | 樹脂多層成形体及びその製造方法 |
| JP2016000788A (ja) * | 2014-06-12 | 2016-01-07 | アイシン化工株式会社 | 樹脂組成物及び該樹脂組成物を用いた樹脂成型体 |
| WO2016035680A1 (ja) * | 2014-09-01 | 2016-03-10 | 株式会社カネカ | 自動車用ledランプヒートシンク |
| WO2017175759A1 (ja) * | 2016-04-04 | 2017-10-12 | 積水化学工業株式会社 | 樹脂成形体 |
| JP2019186555A (ja) * | 2016-04-11 | 2019-10-24 | 積水ポリマテック株式会社 | 熱伝導性シートおよび熱伝導性シートの製造方法 |
| JP2020176243A (ja) * | 2019-04-22 | 2020-10-29 | ユニチカ株式会社 | 熱伝導性樹脂組成物およびそれからなる成形品 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6042461A (ja) * | 1983-06-29 | 1985-03-06 | Sumitomo Bakelite Co Ltd | 導電性熱可塑性樹脂組成物 |
| JP2003258491A (ja) * | 2001-12-28 | 2003-09-12 | Nitta Ind Corp | 電磁波シールド材料 |
| JP5655511B2 (ja) * | 2010-11-04 | 2015-01-21 | Nok株式会社 | ニトリルゴム組成物 |
| CN102993577B (zh) * | 2011-09-13 | 2015-02-11 | 南京亚通橡塑有限公司 | 高导热轮胎硫化胶囊 |
| US20160152790A1 (en) * | 2013-07-11 | 2016-06-02 | Nok Corporation | Nitrile rubber composition |
| EP3020757B1 (en) * | 2013-07-11 | 2018-05-30 | NOK Corporation | Nitrile rubber composition |
| JP6886785B2 (ja) | 2016-07-08 | 2021-06-16 | 旭化成株式会社 | ポリアセタール樹脂、及びその製造方法 |
| JP2020055889A (ja) | 2017-01-31 | 2020-04-09 | Nti株式会社 | 樹脂コンパウンド及び樹脂コンパウンドを成型した成形物 |
| JP2018123266A (ja) * | 2017-02-02 | 2018-08-09 | 古河電気工業株式会社 | 導電性樹脂成形体および導電性樹脂組成物 |
| US12084559B2 (en) * | 2017-04-26 | 2024-09-10 | Sekisui Techno Molding Co., Ltd. | Resin molded body |
| JP7255944B2 (ja) * | 2018-03-23 | 2023-04-11 | 積水テクノ成型株式会社 | 樹脂成形体 |
| JP7279994B2 (ja) * | 2018-03-26 | 2023-05-23 | 積水テクノ成型株式会社 | 樹脂成形体 |
-
2022
- 2022-01-25 WO PCT/JP2022/002549 patent/WO2022158599A1/ja active Application Filing
- 2022-01-25 EP EP22742718.4A patent/EP4282609A1/en active Pending
- 2022-01-25 US US18/272,889 patent/US20240092979A1/en active Pending
- 2022-01-25 KR KR1020237024837A patent/KR20230134120A/ko unknown
- 2022-01-25 WO PCT/JP2022/002550 patent/WO2022158600A1/ja active Application Filing
- 2022-01-25 JP JP2022576776A patent/JPWO2022158600A1/ja active Pending
- 2022-01-25 EP EP22742719.2A patent/EP4282610A1/en active Pending
- 2022-01-25 US US18/272,887 patent/US20240084098A1/en active Pending
- 2022-01-25 JP JP2022535922A patent/JP7127234B1/ja active Active
- 2022-01-25 KR KR1020237024836A patent/KR20230134119A/ko unknown
- 2022-08-16 JP JP2022129648A patent/JP2022164711A/ja active Pending
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005108589A (ja) * | 2003-09-30 | 2005-04-21 | Nichias Corp | 燃料電池用セパレータ |
| JP2012082382A (ja) | 2010-09-15 | 2012-04-26 | Sekisui Chem Co Ltd | 樹脂複合成形体及びその製造方法 |
| JP2013028661A (ja) * | 2011-07-27 | 2013-02-07 | Unitika Ltd | 樹脂組成物およびそれからなる成形体 |
| JP2014000789A (ja) | 2011-08-31 | 2014-01-09 | Sekisui Chem Co Ltd | 樹脂多層成形体及びその製造方法 |
| WO2013133181A1 (ja) * | 2012-03-07 | 2013-09-12 | 株式会社カネカ | 熱伝導性樹脂成形体および当該熱伝導性樹脂成形体の製造方法 |
| JP2016000788A (ja) * | 2014-06-12 | 2016-01-07 | アイシン化工株式会社 | 樹脂組成物及び該樹脂組成物を用いた樹脂成型体 |
| WO2016035680A1 (ja) * | 2014-09-01 | 2016-03-10 | 株式会社カネカ | 自動車用ledランプヒートシンク |
| WO2017175759A1 (ja) * | 2016-04-04 | 2017-10-12 | 積水化学工業株式会社 | 樹脂成形体 |
| JP2019186555A (ja) * | 2016-04-11 | 2019-10-24 | 積水ポリマテック株式会社 | 熱伝導性シートおよび熱伝導性シートの製造方法 |
| JP2020176243A (ja) * | 2019-04-22 | 2020-10-29 | ユニチカ株式会社 | 熱伝導性樹脂組成物およびそれからなる成形品 |
Non-Patent Citations (1)
| Title |
|---|
| REZAKHANIHA, BIOMECHANICS AND MODELING IN MECHANOBIOLOGY, vol. 11, pages 461 - 73 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20230134119A (ko) | 2023-09-20 |
| JP2022164711A (ja) | 2022-10-27 |
| EP4282609A1 (en) | 2023-11-29 |
| JP7127234B1 (ja) | 2022-08-29 |
| US20240084098A1 (en) | 2024-03-14 |
| KR20230134120A (ko) | 2023-09-20 |
| US20240092979A1 (en) | 2024-03-21 |
| EP4282610A1 (en) | 2023-11-29 |
| JPWO2022158599A1 (ja) | 2022-07-28 |
| JPWO2022158600A1 (ja) | 2022-07-28 |
| WO2022158599A1 (ja) | 2022-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Huang et al. | Tailoring the electrical and thermal conductivity of multi-component and multi-phase polymer composites | |
| Idumah et al. | Effect of exfoliated graphite nanoplatelets on thermal and heat deflection properties of kenaf polypropylene hybrid nanocomposites | |
| Abbasi Moud et al. | Effect of dispersion and selective localization of carbon nanotubes on rheology and electrical conductivity of polyamide 6 (PA 6), Polypropylene (PP), and PA 6/PP nanocomposites | |
| KR101980519B1 (ko) | 호스트 중 그래핀 나노입자의 균일한 분산 | |
| Anand et al. | Dual 3D networks of graphene derivatives based polydimethylsiloxane composites for electrical insulating electronic packaging materials with outstanding electromagnetic interference shielding and thermal dissipation performances | |
| JP6423476B2 (ja) | 電気伝導性樹脂組成物及びその成型品 | |
| US20110192588A1 (en) | Heat conducting sheet, manufacturing method thereof, and heat radiator that utilizes the same | |
| US20100073882A1 (en) | Thermally conductive sheet, process for producing the same, and radiator utilizing thermally conductive sheet | |
| Peng et al. | FDM-3D printing LLDPE/BN@ GNPs composites with double network structures for high-efficiency thermal conductivity and electromagnetic interference shielding | |
| Cerezo et al. | Structural, mechanical and dielectric properties of poly (ethylene-co-methyl acrylate-co-acrylic acid) graphite oxide nanocomposites | |
| Yang et al. | Highly thermally conductive and superior electrical insulation polymer composites via in situ thermal expansion of expanded graphite and in situ oxidation of aluminum nanoflakes | |
| JP7255944B2 (ja) | 樹脂成形体 | |
| WO2022158600A1 (ja) | 樹脂組成物及び樹脂成形体 | |
| Li et al. | Enhancement of the thermal conductivity of polymer composites with Ag–graphene hybrids as fillers | |
| Paleo et al. | Carbon nanofiber type and content dependence of the physical properties of carbon nanofiber reinforced polypropylene composites | |
| WO2017081867A1 (ja) | 複合材料シートおよび熱伝導シートの製造方法 | |
| Navik et al. | Scalable production of polyamide-6/graphene composites with enhanced electromagnetic shielding and thermal conductivity | |
| Zhou et al. | Controllable construction of CNT-Interconnected liquid metal networks for thermal management | |
| Wei et al. | Green recycling of aluminum plastic packaging waste by solid‐state shear milling and 3D printing for thermal conductive composites | |
| Usman et al. | Enhanced thermal conductivity of polyethylene nanocomposites with graphene, granulated graphene, graphene nanoplatelet, and their hybrids | |
| Sabet et al. | The inclusion of graphene nanoplatelet on the mechanical, thermal, and electrical characteristics of polycarbonate | |
| Sha et al. | Simultaneous ultrasonication‐assisted internal mixing to prepare MWCNT s‐filled epoxy composites with increased strength and thermal conductivity | |
| CN116964731A (zh) | 导热性树脂片 | |
| Wang et al. | High Performance Antistatic HDPE Composites with Bridging Effect of Hybrid Carbon Black and Multi‐Walled Carbon Nanotubes Fillers | |
| WO2022158601A1 (ja) | 樹脂成形体の製造方法及び樹脂成形体形成用キット |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 22742719 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022576776 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 18272887 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202280011436.3 Country of ref document: CN |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2022742719 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2022742719 Country of ref document: EP Effective date: 20230825 |