WO2022097566A1 - インサートおよび切削工具 - Google Patents
インサートおよび切削工具 Download PDFInfo
- Publication number
- WO2022097566A1 WO2022097566A1 PCT/JP2021/039813 JP2021039813W WO2022097566A1 WO 2022097566 A1 WO2022097566 A1 WO 2022097566A1 JP 2021039813 W JP2021039813 W JP 2021039813W WO 2022097566 A1 WO2022097566 A1 WO 2022097566A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- groove
- insert
- cutting edge
- region
- convex portion
- Prior art date
Links
- 239000002826 coolant Substances 0.000 claims description 19
- 230000000694 effects Effects 0.000 description 14
- 238000001816 cooling Methods 0.000 description 11
- 239000000758 substrate Substances 0.000 description 11
- 239000000463 material Substances 0.000 description 10
- 230000000630 rising effect Effects 0.000 description 8
- 238000005259 measurement Methods 0.000 description 5
- 239000000110 cooling liquid Substances 0.000 description 4
- 239000011247 coating layer Substances 0.000 description 3
- 239000002245 particle Substances 0.000 description 3
- 230000003746 surface roughness Effects 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 239000011195 cermet Substances 0.000 description 2
- 238000010304 firing Methods 0.000 description 2
- 239000010410 layer Substances 0.000 description 2
- 238000003754 machining Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 230000002093 peripheral effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 239000010936 titanium Substances 0.000 description 2
- 229910001018 Cast iron Inorganic materials 0.000 description 1
- 229910001209 Low-carbon steel Inorganic materials 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000005553 drilling Methods 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 238000005286 illumination Methods 0.000 description 1
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000000034 method Methods 0.000 description 1
- 238000003801 milling Methods 0.000 description 1
- 102200082907 rs33918131 Human genes 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 238000003466 welding Methods 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/10—Cutting tools with special provision for cooling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/22—Cutting tools with chip-breaking equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/28—Features relating to lubricating or cooling
Definitions
- This disclosure relates to inserts and cutting tools.
- Cemented carbide, cermet, and ceramics are used as inserts for cutting tools because they are materials with excellent heat resistance and wear resistance. Since the insert comes into contact with the work material at high speed during use, the temperature rises.
- Patent Document 1 provides a plurality of grooves functioning as a flow path for the coolant on the rake face of the insert. Further, in Japanese Patent No. 4275856 (Patent Document 2), the groove provided on the upper surface has a constant groove depth.
- the inserts of the present disclosure include a first surface, a second surface connected to the first surface, a cutting edge located at least a part of the ridgeline of the first surface and the second surface, and the inside of the first surface of the cutting edge. It has a convex portion located in.
- the first surface has a groove extending from the first end closest to the cutting edge toward the second end farthest from the cutting edge at a position away from the ridge and overlapping the convex portion.
- the groove has an opening located on the first surface and a bottom surface.
- the groove depth When the distance from the bottom surface to the opening is defined as the groove depth and the range from the top of the convex portion on the first surface to the proximal end portion on the side of the first end portion of the convex portion is defined as the first region, the groove is formed. In the first region, it has a first portion where the groove depth is increased.
- the cutting tool of the present disclosure has a length extending from the first end to the second end, and has a holder having a pocket located on the side of the first end and the above-mentioned insert located in the pocket.
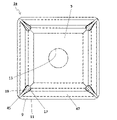
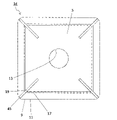
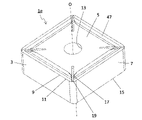
- FIG. It is a perspective view which shows an example of the insert of this disclosure. It is a top view of the insert shown in FIG. It is an enlarged view in the vicinity of the corner portion in the insert shown in FIG. It is sectional drawing of the IV-IV cross section in the insert shown in FIG. It is the same sectional view as FIG. It is a perspective view which shows an example of the insert of this disclosure. It is a top view of the insert shown in FIG. It is a perspective view which shows an example of the insert of this disclosure. It is a top view of the insert shown in FIG. It is a perspective view which shows an example of the insert of this disclosure. It is a top view of the insert shown in FIG. It is a perspective view which shows an example of the insert of this disclosure. It is a top view of the insert shown in FIG. It is a perspective view which shows an example of the insert of this disclosure. It is a top view of the insert shown in FIG. It is a perspective view which shows an example of the insert of this disclosure.
- FIG. It is a top view of the insert shown in FIG. It is a perspective view which shows an example of the insert of this disclosure. It is a top view of the insert shown in FIG. It is a top view which shows an example of the cutting tool of this disclosure. It is a top view which shows an example of the cutting tool of this disclosure.
- the present disclosure provides inserts and cutting tools capable of stably handling chips.
- the insert 1 shown in FIGS. 1 to 5 is an example of a cutting insert with a replaceable cutting edge, which is attached to a predetermined position at the tip of a holder (not shown) and used.
- the insert 1 may be paraphrased as a cutting insert 1.
- the insert 1 may have a substrate 3 made of cemented carbide, cermet, or the like.
- the insert 1 may include a substrate 3 made of a so-called cemented carbide containing WC and Co, Ni, and Fe which are bonding phases. When such a substrate 3 is used, it is excellent in welding resistance to a metal containing Ti.
- the WC is WC particles.
- the WC particles may have, for example, an average particle size of 0.5 ⁇ m to 1.5 ⁇ m.
- the substrate 3 may contain 4 to 12% by mass of the bound phase.
- the substrate 3 may have only WC as the balance other than the bound phase.
- the substrate 3 may contain a hard phase containing WC and a bound phase containing Co. In the present disclosure, when the range is indicated, such as 4 to 12% by mass, it means the value of the lower limit or more and the value of the upper limit or less.
- the insert 1 may have a polygonal plate shape, and may have a first surface 5 and a second surface 7 connected to the first surface 5. Further, the insert 1 may have a square shape when the first surface 5 is viewed in a plan view.
- the insert 1 may have a cutting edge 11 located at least a part of the ridge line 9 of the first surface 5 and the second surface 7.
- the first surface 5 corresponds to the rake surface 5, and the second surface 7 corresponds to the flank surface 7.
- the first surface 5 may be provided with a through hole 13 that vertically penetrates the insert 1 in order to fix the insert 1 to a holder described later.
- the cutting edge 11 may be located at least in a part of the ridge line 9, may be located in a portion corresponding to two sides, and may be located in an annular shape over the entire outer peripheral portion of the first surface 5. May be.
- the insert 1 may have a third surface 15 located on the opposite side of the first surface 5.
- the first surface 5 is called the “upper surface”
- the second surface 7 is called the “side surface”
- the third surface 15 is called the “lower surface”.
- the insert 1 may have a convex portion 17 located inside the first surface 5 with respect to the cutting edge 11.
- the convex portion 17 can control the flow direction of chips generated by the cutting edge 11. Further, the convex portion 17 can exert a chip dividing effect.
- the convex portion 17 is also called a breaker protrusion.
- the size of the insert 1 is not particularly limited, but for example, the length of one side of the first surface 5 is set to about 5 to 20 mm, and the height from the first surface 5 to the third surface 15 is set. It is set to about 3 to 20 mm.
- the first surface 5 may have a groove 19.
- the groove 19 can function as a flow path for the coolant.
- the number of grooves 19 may be one or a plurality.
- the groove 19 extends from the first end 19a closest to the cutting edge 11 toward the second end 19b farthest from the cutting edge 11 at a position away from the ridge line 9 and overlapping the convex portion 17. May be. With such a configuration, when the coolant is supplied toward the cutting edge 11, the groove 19 serves as a flow path for the coolant, and the coolant can be discharged from the groove 19. Further, since the groove 19 is not connected to the ridge line 9, the cutting edge 11 is excellent in fracture resistance.
- the groove 19 may be separated from the ridge line 9 within a range of 40 ⁇ m or more and 700 ⁇ m or less from the ridge line 9.
- the distance between the groove 19 and the ridge line 9 may be 40 ⁇ m or more and 700 ⁇ m or less.
- the cutting edge 11 is less likely to be damaged.
- the distance between the groove 19 and the ridge line 9 is 700 ⁇ m or less, the cooling effect of the cutting edge 11 is enhanced, and the cutting resistance can be easily reduced.
- the distance between the groove 19 and the ridge line 9 may be 50 ⁇ m or more and 120 ⁇ m or less. With such a configuration, the cutting edge 11 of the insert 1 is less likely to be damaged, and the cutting resistance is small. As the distance between the groove 19 and the ridge line 9, the shortest distance between the groove 19 and the ridge line 9 may be measured.
- the groove 19 may have an opening 21 located on the first surface 5 and a bottom surface 23.
- the distance from the bottom surface 23 to the opening 21 may be the groove depth D.
- the groove depth D may be defined as follows. First, a virtual straight line passing through the center of the first surface 5 and the center of the third surface 15 may be used as the central axis O of the insert 1. Next, a virtual plane orthogonal to the central axis O and located between the first surface 5 and the third surface 15 may be used as the reference surface S. Then, the dimension between the bottom surface 23 and the opening 21 in the virtual straight line L1 orthogonal to the reference plane S may be the groove depth D.
- the range from the top 25 of the convex portion 17 on the first surface 5 to the base end portion 27 on the side of the first end portion 19a of the convex portion 17 may be the first region 29.
- the base end portion 27 may mean a root portion of the convex portion 17.
- the groove 19 may have a first portion 31 in which the groove depth D is increased in the first region 29. More specifically, the groove 19 may have a first portion 31 in the first region 29, in which the groove depth D increases as the distance from the top portion 25 and the proximal end portion 27 increases.
- the first portion 31 can deepen the portion of the groove 19 along the first region 29 and change the depth of the portion of the groove 19 along the first region 29. be able to.
- the convex portion 17 is deformed due to wear of the convex portion 17, and the chip splitting effect tends to decrease.
- the cooling effect of the convex portion 17 can be enhanced, so that the wear of the convex portion 17 can be reduced and the chip splitting effect can be maintained. Therefore, the insert 1 can stably dispose of chips.
- the cutting speed (Vc) should be set to 300 m / min
- the feed rate (f) should be set to 0.3 mm / rev
- the cutting (ap) should be set to 2.0 mm. Is possible.
- Vc can be set to 250 m / min
- f can be set to 0.2 mm / rev
- ap can be set to 1.0 mm.
- the groove depth D is not limited to a specific value.
- the groove depth D may be set to about 40 ⁇ m or more and 700 ⁇ m or less.
- the width of the opening 21 in the direction orthogonal to the extending direction of the groove 19 may be the opening width W.
- the ratio of the groove depth D to the opening width W may be 0.2 to 5.0.
- the ratio value is 0.2 or more, chips are less likely to enter the groove 19. Therefore, it is easy to secure the function of the cooling liquid in the groove 19 as a flow path in the first region 29. Further, when the ratio value is 5.0 or less, the flow velocity of the coolant is unlikely to decrease in the first region 29. Therefore, it is easy to maintain the cooling effect of the convex portion 17.
- the opening width W is not limited to a specific value.
- the opening width W may be set to about 40 ⁇ m or more and 700 ⁇ m or less.
- the groove 19 may have a region in which the ratio (groove depth D / opening width W) increases from the second end 19b toward the first end 19a. With such a configuration, it is easy to enhance the cooling effect of the convex portion 17 while ensuring the function as a flow path of the coolant in the groove 19.
- the above-mentioned region may be located in the first region 29. That is, the groove 19 may have a region in the first region 29 where the ratio (groove depth D / opening width W) increases from the second end portion 19b toward the first end portion 19a.
- the portion 33 having the deepest groove depth D in the groove 19 may be located in the first portion 31. With such a configuration, the cooling effect of the convex portion 17 can be enhanced.
- the portion 33 having the deepest groove depth D in the groove 19 may be a portion in the groove 19 whose bottom surface 23 is closest to the reference surface S.
- the portion 33 having the deepest groove depth D in the groove 19 may be rephrased as the groove deepest portion 33.
- the first portion 31 may have a concave shape.
- the first end portion 19a may be located closer to the cutting edge 11 than the base end portion 27. With such a configuration, since the first end portion 19a is located near the cutting edge 11, it is possible to enhance the cooling effect in the vicinity of the cutting edge.
- the groove 19 may have a first groove portion 35 and a second groove portion 37.
- the groove depth D of the first groove portion 35 may increase from the second end portion 19b toward the first end portion 19a.
- the groove depth D of the second groove portion 37 may decrease from the second end portion 19b toward the first end portion 19a.
- the first groove portion 35 may be located closer to the second end portion 19b than the second groove portion 37.
- the first groove portion 35 and the second groove portion 37 may be located in the first portion 31.
- the portion 33 having the deepest groove depth D in the groove 19 may be located between the first groove portion 35 and the second groove portion 37.
- the groove 19 may have a roundness having a radius R of 20 ⁇ m or more and a radius R of 500 ⁇ m or less from the portion 33 having the deepest groove depth D in the groove 19 to the second groove portion 37. With such a configuration, the flow of the coolant is less likely to be obstructed.
- the second groove portion 37 may be connected to the deepest groove portion 33 via a roundness having a radius R of 20 ⁇ m or more and a radius of 500 ⁇ m or less. Further, the first groove portion 35 may be directly connected to the deepest groove portion 33.
- the bottom surface 23 of the first groove portion 35 and the second groove portion 37 may be inclined with respect to the reference surface S. That is, the bottom surface 23 of the first groove portion 35 may be inclined so as to approach the reference surface S toward the first end portion 19a. Further, the bottom surface 23 of the second groove portion 37 may be inclined so as to be separated from the reference surface S toward the first end portion 19a.
- the inclination angle ⁇ 1 of the bottom surface 23 of the first groove portion 35 with respect to the reference surface S may be larger than the inclination angle ⁇ 2 of the bottom surface 23 of the second groove portion 37 with respect to the reference surface S.
- the inclination angles ⁇ 1 and ⁇ 2 of the bottom surface 23 of the first groove portion 35 and the second groove portion 37 are not limited to specific values.
- the inclination angle ⁇ 1 of the bottom surface 23 of the first groove portion 35 may be set to about 20 ° or more and 85 ° or less.
- the inclination angle ⁇ 2 of the bottom surface 23 of the second groove portion 37 may be set to about 3 ° or more and 30 ° or less.
- the groove 19 may have a portion 39 which is located closer to the second end portion 19b than the first groove portion 35 and whose bottom surface 23 is parallel to the reference surface S.
- the first groove portion 35 may be connected to the portion 39.
- the groove 19 may have an end surface connecting the end portion of the portion 39 on the side of the second end portion 19b and the second end portion 19b. This end face may be parallel to the central axis O.
- the second end portion 19b is not limited to the configuration connected to the above-mentioned end face.
- the second end 19b may be open so as to communicate with a space such as a recess, for example.
- the length of the groove 19 in the extending direction of the groove 19 may be the groove length.
- the groove length of the second groove portion 37 may be longer than the groove length of the first groove portion 35.
- the groove 19 may have a side wall surface 41 extending from the bottom surface 23 to the opening 21.
- the surface roughness of the side wall surface 41 may be R1 and the surface roughness of the bottom surface 23 may be R2.
- R1 may be Ra3.0 ⁇ m or less, and R1> R2 may be satisfied. With such a configuration, the surface area on the side wall surface 41 increases, the cooling effect is enhanced, and the roughness is different, so that turbulence is likely to occur.
- the lower limit value of R1 may be Ra 0.5 ⁇ m.
- R2 may be set to Ra 0.2 ⁇ m or more and Ra 2.5 ⁇ m or less.
- the surface roughness may be evaluated by, for example, the arithmetic mean roughness (Ra).
- the arithmetic mean roughness (Ra) may be measured according to, for example, JIS B 0601-2013.
- the groove 19 may have a rising surface 43 that is located closer to the cutting edge 11 than the second groove portion 37 and is inclined with respect to the second groove portion 37. With such a configuration, the coolant is likely to be vigorously discharged from the groove 19.
- the rising surface 43 may be connected to the second groove portion 37.
- the first surface 5 may have a land surface 44 that is located closer to the cutting edge 11 than the rising surface 43 and is inclined with respect to the rising surface 43. Further, the first end portion 19a may be located at the boundary between the rising surface 43 and the land surface 44. Then, the first end portion 19a may have a roundness. When the first end portion 19a corresponding to the ridgeline of the rising surface 43 and the land surface 44 inclined with respect to the rising surface 43 has a roundness, the coolant is easily discharged from the groove 19 to the cutting edge.
- the roundness of the first end portion 19a may be a radius R of 20 ⁇ m or more and a radius of 100 ⁇ m or less.
- the first surface 5 may have a corner portion 45.
- the convex portion 17 may extend along the bisector of the corner portion 45.
- the groove 19 may extend along the bisector of the corner portion 45.
- the groove 19 may be located on the bisector of the corner portion 45.
- the insert 1 may have a breaker groove 47 located on the first surface 5 along the cutting edge 11.
- the breaker groove 47 may approach the reference surface S as the distance from the cutting edge 11 increases.
- at least a part of the convex portion 17 may be located inside the first surface 5 of the breaker groove 47.
- the insert 1 may be provided with, for example, a coating layer (not shown) containing a TiCN layer (not shown) or an Al 2O 3 layer (not shown) on the surface of the substrate 3. Further, the insert 1 may have the substrate 3 exposed at least in a region near the cutting edge 11 and the groove 19 on the first surface 5. In other words, the coating layer may not be present on the surface of the substrate 3 in the vicinity of the cutting edge 11 and the groove 19 on the rake face 5.
- the above-mentioned region may be a region within 0.5 mm from the cutting edge 11 and the groove 19. That is, the insert 1 may have the substrate 3 exposed in the region of the first surface 5 which is within 0.5 mm from the cutting edge 11 and the groove 19.
- the coating layer may not be present on the entire surface of the substrate 3.
- the shape of the groove 19 (hereinafter, also referred to as the cross-sectional shape of the groove 19) may be such that the opening width W is wider than the width of the bottom surface 23.
- the cross-sectional shape of the groove 19 may be, for example, a semicircular shape, a triangular shape, or a trapezoidal shape.
- the insert 1 having such a groove 19 on the rake face 5 is formed into the groove 19 in the insert 1 by, for example, drilling or laser light after producing an insert-shaped cemented carbide without the groove 19.
- a groove 19 may be formed on the rake face 5.
- the insert 1 can also be obtained by producing a molded body having a concave portion that becomes the groove 19 after firing using a mold having a convex portion corresponding to the groove 19, and firing the molded body.
- the shape of the groove 19 can be measured using, for example, a shape analysis laser microscope. For example, it may be measured using VK-X1000 manufactured by KEYENCE.
- the measurement conditions may be as follows. Measurement mode: Easy measurement Scan mode: Focus variation Measurement size: Standard pitch: 4.50 ⁇ m Brightness: 70 Enable noise area processing: ON Coaxial epi-illumination: 100 Ring lighting: OFF Z-axis mode: Recommended setting Fixed Z measurement distance: OFF Automatic upper and lower limit: ON Head: R Objective lens name: Plan Objective lens magnification: 10 x NA: 0.3 WD: 16.5 mm Brightness mode: Auto Brightness (auto): 70 Brightness (manual): 2 Edge enhancement: 5
- inserts 1a to 1e of the present disclosure will be described with reference to FIGS. 6 to 15.
- the differences between the inserts 1a to 1e and the insert 1 will be mainly described, and detailed description of the points having the same configuration as the insert 1 may be omitted.
- the insert 1a is located inside the first surface 5 of the convex portion 17 and away from the reference surface S of the convex portion 17, as in the unrestricted example shown in FIGS. 6 and 7. It may have a flat portion.
- the convex portion 17 in the insert 1b may have a shape as shown in FIGS. 8 and 9 as an example without limitation.
- the convex portion 17 in the insert 1c may be positioned in an annular shape along the outer peripheral portion of the first surface 5 as in the non-limiting example shown in FIGS. 10 and 11.
- the insert 1d does not have to have a breaker groove as in the non-limiting example shown in FIGS. 12 and 13.
- the convex portion 17 in the insert 1e may have a shape as shown in FIGS. 14 and 15 without limitation.
- the cutting tool 101 has a length extending from the first end 105a (upper end in FIG. 16) to the second end 105b (lower end in FIG. 16), as in the non-limiting example shown in FIG. It may have a holder 105 having a pocket 103 located on the side and the above-mentioned insert 1 located in the pocket 103.
- the cutting tool 101 has the insert 1, it is possible to stably dispose of chips, so that stable cutting can be performed for a long period of time.
- the description of the convex portion 17 and the groove 19 is omitted.
- the case where the shape when the first surface 5 is viewed in a plan view is a rhombus shape is illustrated. These points are the same in FIG. 17, which will be described later.
- the holder 105 may be a rod-shaped body extending from the first end 105a toward the second end 105b.
- the first end 105a is called the "tip" and the second end 105b is called the "rear end”.
- the length from the first end 105a to the second end 105b is not limited to a specific value.
- the length from the first end 105a to the second end 105b may be set to about 100 to 250 mm.
- the pocket 103 is a portion to which the insert 1 is mounted, and may have a seating surface parallel to the lower surface of the holder 105 and a restraint side surface perpendicular to or inclined with respect to the seating surface. Further, the pocket 103 may be opened on the side of the first end 105a of the holder 105.
- the insert 1 may be located in the pocket 103.
- the lower surface of the insert 1 may be in direct contact with the pocket 103, or a sheet (not shown) may be sandwiched between the insert 1 and the pocket 103.
- the insert 1 is provided so that at least a part of the portion used as the cutting edge 11 on the ridge line 9 where the first surface 5 which is the rake surface 5 and the second surface 7 which is the flank surface 7 intersects protrudes outward from the holder 105. It may be attached to the holder 105.
- the insert 1 may be attached to the holder 105 by a fixing screw 107. That is, the fixing screw 107 is inserted into the through hole 13 of the insert 1, the tip of the fixing screw 107 is inserted into the screw hole (not shown) formed in the pocket 103, and the screw portions are screwed together to insert the insert. 1 may be mounted on the holder 105.
- the cutting tool 101 may be provided with a hose (not shown) having a nozzle at the tip in order to supply the cooling liquid to the cutting edge 11.
- a pump for supplying the coolant may be connected to this hose.
- the cutting tool 101 may be provided with the nozzle 109 for supplying the cooling liquid to the cutting edge 11 in the holder 105.
- the nozzle 109 may be fixed to a part of the holder 105.
- a hole may be provided in the holder 105 and used as the nozzle 109.
- the coolant discharged from the nozzle 109 may be, for example, a water-soluble one or an oil-based one.
- the nozzle 109 may be connected to a pump (not shown), and may, for example, discharge the coolant at a pressure of 0.5 to 20 MPa. When the pressure is 10 MPa or more, processing at higher speed becomes possible.
- the holder 105 may have a flow path through which the coolant flows.
- steel, cast iron, or the like can be used as the material of the holder 105.
- steel having high toughness may be used.
- a cutting tool 101 used for so-called turning is exemplified.
- the turning process include inner diameter processing, outer diameter processing, and grooving processing.
- the cutting tool is not limited to the one used for turning.
- the above-mentioned insert 1 may be used as a cutting tool used for milling.
- the cutting tool 101 has an insert 1, but is not limited to such a form.
- the cutting tool 101 may have any of the inserts 1a to 1e.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
本開示のインサートは、第1面と、第1面に繋がる第2面と、第1面および第2面の稜線の少なくとも一部に位置する切刃と、切刃よりも第1面の内側に位置する凸部と、を有する。第1面は、稜線から離れており、かつ、凸部と重なる位置において、切刃に最も近い第1端部から、切刃から最も離れた第2端部に向かって延びた溝を有する。溝は、第1面に位置する開口部と、底面と、を有する。第1面における凸部の頂部から凸部における第1端部の側の基端部に至るまでの範囲を第1領域とした場合、溝は、第1領域において、溝深さが大きくなる第1部分を有する。本開示の切削工具は、前述のインサートを有する。
Description
本出願は、2020年11月9日に出願された日本国特許出願2020-186484号の優先権を主張するものであり、この先の出願の開示全体を、ここに参照のために取り込む。
本開示は、インサートおよび切削工具に関する。
超硬合金やサーメット、セラミックスは、耐熱性及び耐摩耗性に優れた材料であることから、切削工具用のインサートとして用いられている。インサートは使用時に高速で被削材と接触するため、温度が上昇する。
そのため、切削加工時には、冷却液を用いてインサートと被削材を冷却することが行われている。このような冷却効果を高くする目的で、特許第5843102号公報(特許文献1)では、インサートのすくい面に冷却液の流路として機能する複数の溝を設けている。また、特許第4275856号公報(特許文献2)では、上面に設けられた溝が、一定の溝深さを有する。
本開示のインサートは、第1面と、第1面に繋がる第2面と、第1面および第2面の稜線の少なくとも一部に位置する切刃と、切刃よりも第1面の内側に位置する凸部と、を有する。第1面は、稜線から離れており、かつ、凸部と重なる位置において、切刃に最も近い第1端部から、切刃から最も離れた第2端部に向かって延びた溝を有する。溝は、第1面に位置する開口部と、底面と、を有する。底面から開口部までの距離を溝深さとし、第1面における凸部の頂部から凸部における第1端部の側の基端部に至るまでの範囲を第1領域とした場合、溝は、第1領域において、溝深さが大きくなる第1部分を有する。
本開示の切削工具は、第1端から第2端に亘る長さを有し、第1端の側に位置するポケットを有するホルダと、ポケットに位置する前述のインサートと、を有する。
従来のインサートは、切りくずの処理が不安定になることがあった。
本開示は、切りくずを安定して処理することが可能なインサートおよび切削工具を提供する。
本開示は、切りくずを安定して処理することが可能なインサートおよび切削工具を提供する。
<インサート>
以下、本開示のインサートについて、図面を用いて詳細に説明する。但し、以下で参照する各図は、説明の便宜上、各実施形態を説明する上で必要な主要部材のみを簡略化して示したものである。したがって、インサートは、参照する各図に示されていない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法及び各部材の寸法比率等を忠実に表したものではない。
以下、本開示のインサートについて、図面を用いて詳細に説明する。但し、以下で参照する各図は、説明の便宜上、各実施形態を説明する上で必要な主要部材のみを簡略化して示したものである。したがって、インサートは、参照する各図に示されていない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法及び各部材の寸法比率等を忠実に表したものではない。
図1~図5に示すインサート1は、ホルダ(図示しない)の先端の所定の位置に取り付けられて使用される刃先交換型の切削インサートの一例である。インサート1は、切削インサート1と言い換えてもよい。
インサート1は、超硬合金やサーメットなどからなる基体3を有していてもよい。インサート1は、WCと、結合相であるCoやNi、Feを含有する、いわゆる超硬合金からなる基体3を具備していてもよい。このような基体3を用いると、Tiを含有する金属との耐溶着性に優れる。
WCとは、WC粒子のことである。WC粒子は、例えば、平均粒径が0.5μm~1.5μmであってもよい。基体3は、結合相を4~12質量%含有していてもよい。基体3は、結合相以外の残部をWCのみとしてもよい。基体3は、WCを含む硬質相と、Coを含む結合相とを含んでいてもよい。なお、本開示において、4~12質量%のように、範囲を示す場合には、下限の値以上、上限の値以下の意味である。
インサート1は、多角板形状であってもよく、第1面5と、第1面5に繋がる第2面7とを有していてもよい。また、インサート1は、第1面5を平面視した場合の形状が四角形状であってもよい。インサート1は、第1面5と第2面7の稜線9の少なくとも一部に位置する切刃11を有していてもよい。図1に示す限定されない一例においては、第1面5がすくい面5に相当しており、第2面7が逃げ面7に相当している。以降の図面においても同様である。第1面5には、インサート1を後述するホルダに固定するため、インサート1を上下に貫通する貫通穴13が設けられていてもよい。インサート1において切刃11は、少なくとも稜線9の一部に位置していればよく、2つの辺に相当する部分に位置してもよく、第1面5の外周部分の全体に環状に位置していてもよい。
インサート1は、第1面5の反対側に位置する第3面15を有していてもよい。一般的には、第1面5が「上面」、第2面7が「側面」、第3面15が「下面」と呼ばれる。
インサート1は、切刃11よりも第1面5の内側に位置する凸部17を有していてもよい。凸部17は、切刃11で生じた切りくずの流れる方向をコントロールすることが可能である。また、凸部17は、切りくず分断効果を発揮することが可能である。凸部17は、ブレーカ突起とも呼ばれる。
インサート1の大きさとしては特に限定されるものではないが、例えば、第1面5の一辺の長さが5~20mm程度に設定され、第1面5から第3面15までの高さは3~20mm程度に設定される。
ここで、第1面5は、溝19を有していてもよい。溝19は、冷却液の流路として機能することが可能である。溝19は、1つであってもよく、また、複数であってもよい。
溝19は、稜線9から離れており、かつ、凸部17と重なる位置において、切刃11に最も近い第1端部19aから、切刃11から最も離れた第2端部19bに向かって延びていてもよい。このような構成を有すると、切刃11に向けて冷却液を供給した場合には、溝19が冷却液の流路となって、冷却液を溝19から吐出させることが可能となる。また、溝19が稜線9と繋がっていないため、切刃11の耐欠損性に優れる。
溝19は、稜線9から40μm以上、700μm以下の範囲で稜線9と離間していてもよい。言い換えると、溝19と稜線9の間の距離は、40μm以上、700μm以下であってもよい。溝19と稜線9との距離を40μm以上とすると、切刃11が欠損しにくくなる。溝19と稜線9との距離を700μm以下とすると、切刃11の冷却効果が高まり、また、切削抵抗を小さくしやすい。
溝19と稜線9との距離は、50μm以上、120μm以下としてもよい。このような構成を有すると、インサート1の切刃11が欠損しにくく、切削抵抗も小さい。溝19と稜線9との間の距離は、溝19と稜線9との最短距離を測定してもよい。
溝19は、第1面5に位置する開口部21と、底面23とを有していてもよい。底面23から開口部21までの距離を、溝深さDとしてもよい。なお、溝深さDは、次のように定義してもよい。まず、第1面5の中心および第3面15の中心を通る仮想直線を、インサート1の中心軸Oとしてもよい。次に、中心軸Oに直交するとともに、第1面5および第3面15の間に位置する仮想平面を、基準面Sとしてもよい。そして、基準面Sに直交する仮想直線L1における底面23および開口部21の間の寸法を、溝深さDとしてもよい。
第1面5における凸部17の頂部25から凸部17における第1端部19aの側の基端部27に至るまでの範囲を、第1領域29としてもよい。基端部27は、凸部17の根本の部分のことを意味してもよい。溝19は、第1領域29において、溝深さDが大きくなる第1部分31を有していてもよい。より具体的には、溝19は、第1領域29において、頂部25および基端部27から離れるにしたがって、溝深さDが大きくなる第1部分31を有していてもよい。
このような構成を有すると、第1部分31によって、溝19における第1領域29に沿った部分を深くすることができ、また、溝19における第1領域29に沿った部分の深さを変えることができる。溝19における第1領域29に沿った部分を深くすることにより、冷却液との接触面積を増やし、凸部17の冷却効果を高めることが可能となる。また、溝19における第1領域29に沿った部分の深さを変えることにより、冷却液の乱流を発生させて熱交換効率を高めることが可能となる。
例えば、低炭素鋼や冷鍛材などの切りくず処理が難しい被削材を加工する場合には、凸部17の摩耗により凸部17が変形し、切りくず分断効果が低下しやすい。上記した構成を有すると、凸部17の冷却効果を高めることができるため、凸部17の摩耗を低減させ、切りくず分断効果を維持することが可能となる。したがって、インサート1は、切りくずを安定して処理することが可能である。
加工条件の一例として、被削材がS10Cの場合には、切削速度(Vc)を300m/分、送り速度(f)を0.3mm/rev、切り込み(ap)を2.0mmに設定することが可能である。被削材がSCr420(冷鍛材)の場合には、Vcを250m/分、fを0.2mm/rev、apを1.0mmに設定することが可能である。
溝深さDは、特定の値に限定されない。例えば、溝深さDは、40μm以上、700μm以下程度に設定されてもよい。
溝19の延びた方向に直交する方向における開口部21の幅を、開口幅Wとしてもよい。第1領域29において、溝深さDと開口幅Wとの比(溝深さD/開口幅W)が、0.2~5.0であってもよい。比の値が0.2以上である場合には、切りくずが溝19に侵入しにくい。そのため、溝19における冷却液の流路としての機能を第1領域29において確保しやすい。また、比の値が5.0以下である場合には、第1領域29において冷却液の流速が低下しにくい。そのため、凸部17の冷却効果を維持しやすい。
開口幅Wは、特定の値に限定されない。例えば、開口幅Wは、40μm以上、700μm以下程度に設定されてもよい。
溝19は、第2端部19bから第1端部19aに向かうにしたがって比(溝深さD/開口幅W)が大きくなる領域を有していてもよい。このような構成を有すると、溝19における冷却液の流路としての機能を確保しつつ、凸部17の冷却効果を高めやすい。上記した領域は、第1領域29に位置していてもよい。すなわち、溝19は、第1領域29において、第2端部19bから第1端部19aに向かうにしたがって比(溝深さD/開口幅W)が大きくなる領域を有していてもよい。
溝19の中で溝深さDが最も深い部分33は、第1部分31に位置していてもよい。このような構成を有すると、凸部17の冷却効果を高めることができる。なお、溝19の中で溝深さDが最も深い部分33は、溝19の中で底面23が基準面Sに最も近い部分であってもよい。溝19の中で溝深さDが最も深い部分33は、溝最深部33と言い換えてもよい。
図4に示す限定されない一例のように、溝19の延びた方向に沿った断面において、第1部分31は、凹形状であってもよい。
第1端部19aは、基端部27よりも切刃11の近くに位置していてもよい。このような構成を有すると、第1端部19aが切刃11の近くに位置することから、刃先近傍の冷却効果を高めることが可能となる。
溝19は、第1溝部35および第2溝部37を有していてもよい。第1溝部35は、第2端部19bから第1端部19aに向かうにしたがって溝深さDが大きくなっていてもよい。第2溝部37は、第2端部19bから第1端部19aに向かうにしたがって溝深さDが小さくなっていてもよい。第1溝部35は、第2溝部37よりも第2端部19bの近くに位置していてもよい。第1溝部35および第2溝部37は、第1部分31に位置していてもよい。
溝19の中で溝深さDが最も深い部分33は、第1溝部35および第2溝部37の間に位置していてもよい。溝19は、溝19の中で溝深さDが最も深い部分33から第2溝部37にかけて、半径R20μm以上、半径R500μm以下の丸みを有していてもよい。このような構成を有すると、冷却液の流れが阻害されにくい。なお、第2溝部37は、半径R20μm以上、半径R500μm以下の丸みを介して、溝最深部33に繋がっていてもよい。また、第1溝部35は、溝最深部33に直接繋がっていてもよい。
第1溝部35および第2溝部37は、底面23が基準面Sに対して傾斜していてもよい。すなわち、第1溝部35の底面23は、第1端部19aに向かうにしたがって基準面Sに近づくように傾斜していてもよい。また、第2溝部37の底面23は、第1端部19aに向かうにしたがって基準面Sから離れるように傾斜していてもよい。
基準面Sに対する第1溝部35の底面23の傾斜角度θ1は、基準面Sに対する第2溝部37の底面23の傾斜角度θ2よりも大きくてもよい。このような構成を有すると、頂部25の近傍において、溝19を深くすることができ、また、溝19の深さを変えることができる。そのため、凸部17の冷却効果を高めやすい。
第1溝部35および第2溝部37の底面23の傾斜角度θ1、θ2は、特定の値に限定されない。例えば、第1溝部35の底面23の傾斜角度θ1は、20°以上、85°以下程度に設定されてもよい。また、第2溝部37の底面23の傾斜角度θ2は、3°以上、30°以下程度に設定されてもよい。なお、傾斜角度θ1、θ2を評価する際には、基準面Sに平行な仮想平面S’を基準にしてもよい。
溝19は、第1溝部35よりも第2端部19bの近くに位置し、かつ、基準面Sに対して底面23が平行である部分39を有していてもよい。第1溝部35は、部分39に繋がっていてもよい。また、溝19は、部分39における第2端部19bの側の端部と、第2端部19bとを繋ぐ端面を有していてもよい。この端面は、中心軸Oに平行であってもよい。なお、第2端部19bは、上記した端面に繋げられる構成に限定されない。第2端部19bは、例えば、凹部のような空間に連通して開放されていてもよい。
溝19の延びた方向における溝19の長さを、溝長さとしてもよい。第2溝部37の溝長さは、第1溝部35の溝長さよりも長くてもよい。このような構成を有すると、頂部25の近傍において、溝19を深くすることができ、また、溝19の深さを変えることができる。そのため、凸部17の冷却効果を高めやすい。
溝19は、底面23から開口部21に延びる側壁面41を有していてもよい。側壁面41の面粗さをR1とし、底面23の面粗さをR2としてもよい。R1がRa3.0μm以下であり、かつ、R1>R2であってもよい。このような構成を有すると、側壁面41の側の表面積が増加し、冷却効果が高まるとともに、粗さが異なることで乱流を発生させやすい。
R1の下限の値は、Ra0.5μmであってもよい。R2は、Ra0.2μm以上、Ra2.5μm以下程度に設定されてもよい。面粗さは、例えば、算術平均粗さ(Ra)で評価してもよい。算術平均粗さ(Ra)は、例えば、JIS B 0601-2013に準拠して測定してもよい。
溝19は、第2溝部37よりも切刃11の近くに位置し、かつ、第2溝部37に対して傾斜している立ち上がり面43を有していてもよい。このような構成を有すると、冷却液が溝19から勢いよく吐出されやすい。立ち上がり面43は、第2溝部37と繋がっていてもよい。
第1面5は、立ち上がり面43よりも切刃11の近くに位置し、かつ、立ち上がり面43に対して傾斜しているランド面44を有していてもよい。また、第1端部19aは、立ち上がり面43とランド面44との境界に位置していてもよい。そして、第1端部19aが丸みを有してもよい。立ち上がり面43と立ち上がり面43に対して傾斜しているランド面44との稜線にあたる第1端部19aが丸みを有すると、冷却液が溝19からスムーズに刃先に吐出されやすい。
第1端部19aが有する丸みは、半径R20μm以上、半径R100μm以下であってもよい。このような構成を有すると、冷却液の流れがスムーズになり、また、切りくず流出時の応力集中を緩和し、チッピングや欠損を抑制できる。
第1面5は、コーナー部45を有していてもよい。凸部17は、コーナー部45の二等分線に沿って延びていてもよい。また、溝19は、コーナー部45の二等分線に沿って延びていてもよい。溝19は、コーナー部45の二等分線の上に位置していてもよい。
インサート1は、切刃11に沿って第1面5に位置するブレーカ溝47を有していてもよい。ブレーカ溝47は、切刃11から離れるにしたがって基準面Sに近づいてもよい。なお、インサート1がブレーカ溝47を有する場合には、凸部17は、少なくとも一部がブレーカ溝47よりも第1面5の内側に位置していてもよい。
インサート1は、基体3の表面に、例えば、TiCN層(図示しない)やAl2O3層(図示しない)を含有する被覆層(図示しない)を設けてもよい。また、インサート1は、少なくとも、第1面5における切刃11や溝19の近傍の領域において基体3が露出していてもよい。言い換えると、すくい面5における切刃11や溝19の近傍においては、基体3の表面に被覆層が存在しなくてもよい。
このような構成を有すると、溶着性の高い、例えば、チタンを含有する金属を加工する場合であっても、被削材がインサート1に溶着することを抑制することができる。上記した領域は、切刃11および溝19から0.5mm以内の領域であってもよい。すなわち、インサート1は、切刃11および溝19から0.5mm以内の範囲である第1面5の領域において、基体3が露出していてもよい。なお、基体3の全面において被覆層が存在しなくてもよい。
溝19の延びた方向に直交する断面において、溝19の形状(以下、溝19の断面形状ともいう)は、開口幅Wが底面23の幅よりも広い形状であってもよい。溝19の断面形状は、例えば、半円状、三角状、台形状であってもよい。
このような溝19をすくい面5に有するインサート1は、例えば、溝19のないインサート形状の超硬合金を作製した後、例えば、ドリル加工やレーザ光を用いてインサート1における溝19となるようにすくい面5に溝19を形成してもよい。また、溝19に対応する凸部を有する金型を用いて、焼成後に溝19となる凹部を備えた成形体を作製し、その成形体を焼成することでインサート1を得ることもできる。
なお、溝19の形状は、例えば、形状解析レーザ顕微鏡を用いて測定することができる。例えば、KEYENCE社製のVK-X1000を用いて測定してもよい。測定条件は、以下の条件としてもよい。
測定モード:簡単測定
スキャンモード:フォーカスバリエーション
測定サイズ:標準
ピッチ:4.50μm
明るさ:70
ノイズ領域の処理を有効にする:ON
同軸落射:100
リング照明:OFF
Z軸モード:推奨設定
Z測定距離固定:OFF
自動上下限:ON
ヘッド:R
対物レンズ名:Plan
対物レンズ倍率:10×
NA:0.3
WD:16.5mm
明るさモード:オート
明るさ(オート):70
明るさ(マニュアル):2
エッジ強調:5
測定モード:簡単測定
スキャンモード:フォーカスバリエーション
測定サイズ:標準
ピッチ:4.50μm
明るさ:70
ノイズ領域の処理を有効にする:ON
同軸落射:100
リング照明:OFF
Z軸モード:推奨設定
Z測定距離固定:OFF
自動上下限:ON
ヘッド:R
対物レンズ名:Plan
対物レンズ倍率:10×
NA:0.3
WD:16.5mm
明るさモード:オート
明るさ(オート):70
明るさ(マニュアル):2
エッジ強調:5
次に、本開示のインサート1a~1eについて、図6~図15を用いて説明する。以下では、インサート1a~1eにおけるインサート1との相違点について主に説明し、インサート1と同様の構成を有する点については詳細な説明を省略する場合がある。
インサート1aは、図6および図7に示す限定されない一例のように、凸部17よりも第1面5の内側に位置しており、かつ、凸部17よりも基準面Sから離れて位置する平らな部分を有していてもよい。
インサート1bにおける凸部17は、図8および図9に示す限定されない一例のような形状であってもよい。
インサート1cにおける凸部17は、図10および図11に示す限定されない一例のように、第1面5の外周部分に沿って環状に位置していてもよい。
インサート1dは、図12および図13に示す限定されない一例のように、ブレーカ溝を有していなくてもよい。
インサート1eにおける凸部17は、図14および図15に示す限定されない一例のような形状であってもよい。
<切削工具>
次に、本開示の切削工具について図面を用いて説明する。
次に、本開示の切削工具について図面を用いて説明する。
切削工具101は、図16に示す限定されない一例のように、第1端105a(図16における上端)から第2端105b(図16における下端)に亘る長さを有し、第1端105aの側に位置するポケット103を有するホルダ105と、ポケット103に位置する上記のインサート1とを有していてもよい。切削工具101がインサート1を有する場合には、切りくずを安定して処理することが可能であるため、長期に渡り安定した切削加工を行うことができる。なお、図16においては凸部17および溝19などの記載は省略している。また、第1面5を平面視した場合の形状が菱形形状である場合を例示している。これらの点は、後述する図17においても同様である。
ホルダ105は、第1端105aから第2端105bに向かって延びる棒状体であってもよい。一般的には、第1端105aが「先端」、第2端105bが「後端」と呼ばれる。なお、第1端105aから第2端105bに亘る長さは、特定の値に限定されない。例えば、第1端105aから第2端105bに亘る長さは、100~250mm程度に設定されてもよい。
ポケット103は、インサート1が装着される部分であり、ホルダ105の下面に対して平行な着座面と、着座面に対して垂直か、又は、傾斜する拘束側面とを有していてもよい。また、ポケット103は、ホルダ105の第1端105aの側において開口していてもよい。
ポケット103にはインサート1が位置していてもよい。インサート1の下面がポケット103に直接に接していてもよく、また、インサート1とポケット103との間にシート(不図示)が挟まれていてもよい。
インサート1は、すくい面5である第1面5及び逃げ面7である第2面7が交わる稜線9における切刃11として用いられる部分の少なくとも一部がホルダ105から外方に突出するようにホルダ105に装着されていてもよい。インサート1は、固定ネジ107によって、ホルダ105に装着されていてもよい。すなわち、インサート1の貫通穴13に固定ネジ107を挿入し、この固定ネジ107の先端をポケット103に形成されたネジ孔(不図示)に挿入してネジ部同士を螺合させることによって、インサート1がホルダ105に装着されていてもよい。
切削工具101は、切刃11に冷却液を供給するために、先端にノズルを設けたホース(図示しない)を備えていてもよい。そして、このホースには、冷却液を供給するためのポンプが接続されていてもよい。
また、図17に示す限定されない一例のように、切削工具101は、切刃11に冷却液を供給するためのノズル109をホルダ105に備えていてもよい。ノズル109の噴出口がインサート1の近傍に位置すると、切刃11に冷却液を供給しやすくなる。ノズル109は、ホルダ105の一部に固定されていてもよい。また、図17に示す限定されない一例のように、ホルダ105に穴を設け、ノズル109として用いてもよい。ノズル109から吐出する冷却液は、例えば、水溶性のものであってもよく、油性のものであってもよい。
ノズル109は、ポンプ(図示しない)に接続されていてもよく、例えば、0.5~20MPaの圧力で冷却液を吐出してもよい。圧力を10MPa以上とすると、より高速での加工が可能となる。
ホルダ105は、冷却液が流通する流路を有していてもよい。ホルダ105の材質としては、鋼、鋳鉄などを用いることができる。これらの部材の中で靱性の高い鋼を用いてもよい。
図16および図17に示す限定されない一例においては、いわゆる旋削加工に用いられる切削工具101を例示している。旋削加工としては、例えば、内径加工、外径加工及び溝入れ加工などが挙げられる。なお、切削工具としては旋削加工に用いられるものに限定されない。例えば、転削加工に用いられる切削工具に上記のインサート1を用いてもよい。
図16および図17に示す限定されない一例においては、切削工具101がインサート1を有するが、このような形態に限定されない。例えば、切削工具101は、インサート1a~1eのいずれかを有していてもよい。
本開示のインサート及びこれを用いた切削工具は、上述の形態に限定されず、本開示の要旨を逸脱しない範囲において、各種の改良および変更を行ってもよい。
1・・・インサート
3・・・基体
5・・・第1面(すくい面)
7・・・第2面(逃げ面)
9・・・稜線
11・・・切刃
13・・・貫通穴
15・・・第3面
17・・・凸部
19・・・溝
19a・・第1端部
19b・・第2端部
21・・・開口部
23・・・底面
25・・・頂部
27・・・基端部
29・・・第1領域
31・・・第1部分
33・・・部分(溝最深部)
35・・・第1溝部
37・・・第2溝部
39・・・部分
41・・・側壁面
43・・・立ち上がり面
44・・・ランド面
45・・・コーナー部
47・・・ブレーカ溝
101・・・切削工具
103・・・ポケット
105・・・ホルダ
105a・・第1端
105b・・第2端
107・・・固定ネジ
109・・・ノズル
D・・・溝深さ
W・・・開口幅
O・・・中心軸
S・・・基準面
L1・・仮想直線
3・・・基体
5・・・第1面(すくい面)
7・・・第2面(逃げ面)
9・・・稜線
11・・・切刃
13・・・貫通穴
15・・・第3面
17・・・凸部
19・・・溝
19a・・第1端部
19b・・第2端部
21・・・開口部
23・・・底面
25・・・頂部
27・・・基端部
29・・・第1領域
31・・・第1部分
33・・・部分(溝最深部)
35・・・第1溝部
37・・・第2溝部
39・・・部分
41・・・側壁面
43・・・立ち上がり面
44・・・ランド面
45・・・コーナー部
47・・・ブレーカ溝
101・・・切削工具
103・・・ポケット
105・・・ホルダ
105a・・第1端
105b・・第2端
107・・・固定ネジ
109・・・ノズル
D・・・溝深さ
W・・・開口幅
O・・・中心軸
S・・・基準面
L1・・仮想直線
Claims (8)
- 第1面と、
該第1面に繋がる第2面と、
前記第1面および前記第2面の稜線の少なくとも一部に位置する切刃と、
前記切刃よりも前記第1面の内側に位置する凸部と、を有するインサートであって、
前記第1面は、前記稜線から離れており、かつ、前記凸部と重なる位置において、前記切刃に最も近い第1端部から、前記切刃から最も離れた第2端部に向かって延びた溝を有し、
該溝は、
前記第1面に位置する開口部と、
底面と、を有し、
該底面から前記開口部までの距離を溝深さとし、前記第1面における前記凸部の頂部から前記凸部における前記第1端部の側の基端部に至るまでの範囲を第1領域とした場合、
前記溝は、前記第1領域において、前記溝深さが大きくなる第1部分を有する、インサート。 - 前記溝の延びた方向に直交する方向における前記開口部の幅を開口幅とした場合、
前記第1領域において、前記溝深さと前記開口幅との比(溝深さ/開口幅)が、0.2~5.0である、請求項1に記載のインサート。 - 前記溝の延びた方向に直交する方向における前記開口部の幅を開口幅とした場合、
前記溝は、前記第2端部から前記第1端部に向かうにしたがって比(溝深さ/開口幅)が大きくなる領域を有する、請求項1または2に記載のインサート。 - 前記溝の中で前記溝深さが最も深い部分が、前記第1部分に位置する、請求項1~3のいずれかに記載のインサート。
- 前記溝の延びた方向に沿った断面において、前記第1部分は、凹形状である、請求項1~4のいずれかに記載のインサート。
- 前記第1端部は、前記基端部よりも前記切刃の近くに位置する、請求項1~5のいずれかに記載のインサート。
- 第1端から第2端に亘る長さを有し、前記第1端の側に位置するポケットを有するホルダと、
前記ポケットに位置する請求項1~6のいずれかに記載のインサートと、を有する切削工具。 - 前記ホルダは、冷却液が流通する流路を有する、請求項7に記載の切削工具。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022560744A JPWO2022097566A1 (ja) | 2020-11-09 | 2021-10-28 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-186484 | 2020-11-09 | ||
| JP2020186484 | 2020-11-09 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022097566A1 true WO2022097566A1 (ja) | 2022-05-12 |
Family
ID=81457888
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/039813 WO2022097566A1 (ja) | 2020-11-09 | 2021-10-28 | インサートおよび切削工具 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2022097566A1 (ja) |
| WO (1) | WO2022097566A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0586405U (ja) * | 1992-04-27 | 1993-11-22 | 住友電気工業株式会社 | スローアウェイチップ |
| JPH0679505A (ja) * | 1992-07-02 | 1994-03-22 | Sandvik Ab | 切粉出し工作用の切削インサート |
| JPH09174310A (ja) * | 1995-12-27 | 1997-07-08 | Kyocera Corp | 切削インサート |
| JP2002254215A (ja) * | 2001-02-28 | 2002-09-10 | Mitsubishi Materials Corp | スローアウェイチップ |
| JP2016132054A (ja) * | 2015-01-19 | 2016-07-25 | 株式会社豊田中央研究所 | 切削工具および切削方法 |
-
2021
- 2021-10-28 JP JP2022560744A patent/JPWO2022097566A1/ja active Pending
- 2021-10-28 WO PCT/JP2021/039813 patent/WO2022097566A1/ja active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0586405U (ja) * | 1992-04-27 | 1993-11-22 | 住友電気工業株式会社 | スローアウェイチップ |
| JPH0679505A (ja) * | 1992-07-02 | 1994-03-22 | Sandvik Ab | 切粉出し工作用の切削インサート |
| JPH09174310A (ja) * | 1995-12-27 | 1997-07-08 | Kyocera Corp | 切削インサート |
| JP2002254215A (ja) * | 2001-02-28 | 2002-09-10 | Mitsubishi Materials Corp | スローアウェイチップ |
| JP2016132054A (ja) * | 2015-01-19 | 2016-07-25 | 株式会社豊田中央研究所 | 切削工具および切削方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022097566A1 (ja) | 2022-05-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1904253B1 (en) | A cutting insert for turning with chip-breaker arrangement providing room for a cooling jet | |
| KR102349807B1 (ko) | 일체형으로 형성된 나사형 생크-커넥터를 갖는 교체 가능한 정면-밀링 헤드 | |
| US10654116B2 (en) | Cutting insert, metal spacer and holder | |
| WO2020184668A1 (ja) | インサートおよび切削工具 | |
| WO2022097564A1 (ja) | インサートおよび切削工具 | |
| WO2020184667A1 (ja) | インサートおよび切削工具 | |
| US11772166B2 (en) | Cutting insert | |
| JP6923854B1 (ja) | 切削インサート | |
| WO2022097566A1 (ja) | インサートおよび切削工具 | |
| WO2018159499A1 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| US11992884B2 (en) | Cutting insert, cutting tool, and method for manufacturing machined product | |
| WO2022097565A1 (ja) | インサートおよび切削工具 | |
| US11731203B2 (en) | Insert and cutting tool assembly comprising same | |
| US20220001455A1 (en) | Cutting insert, cutting tool and method for manufacturing machined product | |
| JP6974230B2 (ja) | 切削インサート、切削工具及び切削加工物の製造方法 | |
| EP3539698A1 (en) | Cutting insert, holder, and cutting tool that includes cutting insert | |
| JP2022155847A (ja) | ボーリングバー | |
| WO2023084973A1 (ja) | 切削インサート、切削工具、及び切削加工物の製造方法 | |
| US20230347418A1 (en) | Cutting insert, cutting tool, and method for manufacturing machined product | |
| JP2024015617A (ja) | 切削工具 | |
| JP2024057855A (ja) | 切削インサート、切削工具及び切削加工物の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21889119 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022560744 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21889119 Country of ref document: EP Kind code of ref document: A1 |