WO2022075104A1 - 超音波検査装置 - Google Patents
超音波検査装置 Download PDFInfo
- Publication number
- WO2022075104A1 WO2022075104A1 PCT/JP2021/035301 JP2021035301W WO2022075104A1 WO 2022075104 A1 WO2022075104 A1 WO 2022075104A1 JP 2021035301 W JP2021035301 W JP 2021035301W WO 2022075104 A1 WO2022075104 A1 WO 2022075104A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- subject
- casing
- contact medium
- opening
- ultrasonic
- Prior art date
Links
Images



Classifications
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/28—Details, e.g. general constructional or apparatus details providing acoustic coupling, e.g. water
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/04—Analysing solids
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N29/00—Investigating or analysing materials by the use of ultrasonic, sonic or infrasonic waves; Visualisation of the interior of objects by transmitting ultrasonic or sonic waves through the object
- G01N29/22—Details, e.g. general constructional or apparatus details
- G01N29/221—Arrangements for directing or focusing the acoustical waves
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/023—Solids
- G01N2291/0231—Composite or layered materials
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/02—Indexing codes associated with the analysed material
- G01N2291/028—Material parameters
- G01N2291/0289—Internal structure, e.g. defects, grain size, texture
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/263—Surfaces
- G01N2291/2638—Complex surfaces
-
- G—PHYSICS
- G01—MEASURING; TESTING
- G01N—INVESTIGATING OR ANALYSING MATERIALS BY DETERMINING THEIR CHEMICAL OR PHYSICAL PROPERTIES
- G01N2291/00—Indexing codes associated with group G01N29/00
- G01N2291/26—Scanned objects
- G01N2291/269—Various geometry objects
- G01N2291/2694—Wings or other aircraft parts
Definitions
- This disclosure relates to an ultrasonic inspection device that performs ultrasonic flaw detection on a subject.
- an inspection by a transmission method or an inspection by a reflection method (local water immersion method) using an ultrasonic inspection device has been performed.
- the inspection by the transmission method ultrasonic waves transmitted through the subject are received, and the energy of the received ultrasonic waves is used to inspect whether or not a defect is present in the subject.
- the ultrasonic wave reflected from the subject is received, and the energy of the received ultrasonic wave is used to inspect whether or not the subject has a defect.
- an ultrasonic inspection device using a reflection method for detecting a composite material constituting an aircraft wing as a subject is known.
- water is supplied to the water tank by a water supply pump.
- an ultrasonic sensor emits ultrasonic waves toward the opening.
- the ultrasonic wave is applied to the surface to be inspected of the subject and propagates inside the subject.
- an ultrasonic echo is generated, and the ultrasonic echo is received by the ultrasonic sensor.
- the water is discharged from the opening to generate the flow of the water, so that the generation of bubbles in the water tank is suppressed and the noise caused by the bubbles is suppressed.
- the horizontal movement mechanism includes a drive unit such as a motor, and is driven by an instruction from the terminal to scan the flaw detection head along the surface to be inspected of the composite material for inspection.
- a drive unit such as a motor
- the horizontal movement mechanism includes a drive unit such as a motor, and is driven by an instruction from the terminal to scan the flaw detection head along the surface to be inspected of the composite material for inspection.
- the ultrasonic inspection device of the present disclosure is an ultrasonic inspection device that irradiates a subject having an opening with ultrasonic waves to detect the subject, and the subject is subjected to the ultrasonic inspection from below the subject.
- a casing that holds the ultrasonic sensor that irradiates the ultrasonic waves and the ultrasonic sensor in a state of being immersed in a contact medium through which the ultrasonic waves can propagate, and has an opening on the subject side on the side facing the ultrasonic sensor.
- a supply pipe for supplying the contact medium into the casing, a scanning mechanism for scanning the casing in the inspection direction of the subject, and a control device are provided. In the control device, the contact medium is opened.
- the flow rate of penetration into the inside of the subject through the portion is z
- the time required for the subject-side opening of the casing to pass through the opening in the inspection direction is t
- the volume of the opening is defined as the volume of the opening.
- the control device controls the supply amount of the contact medium by the supply pipe and the scanning speed of the casing by the scanning mechanism so that 0 ⁇ z ⁇ t ⁇ V is satisfied.
- a contact medium such as water from invading the inside of the subject through the opening of the subject.
- the non-detectable portion caused by the sticking of the sticker cannot occur, it is not necessary to separately perform manual flaw detection at least for this non-detectable portion.
- an ultrasonic inspection apparatus that does not require a cost such as a jig cost and a work man-hour for closing an opening of a subject or performing a lead flaw detection again for an undetectable portion generated by the closing. can.
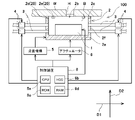
- FIG. 1 is a cross-sectional view showing the configuration of the ultrasonic inspection apparatus 100 according to the embodiment of the present disclosure.
- the ultrasonic inspection device 100 of FIG. 1 receives ultrasonic waves reflected from a subject and inspects whether or not a defect is present in the subject by the energy of the received ultrasonic waves, that is, a so-called reflection method (local water immersion). The flaw is detected by the law).
- a so-called reflection method local water immersion
- the ultrasonic inspection device 100 of the present embodiment includes an ultrasonic sensor 1, a casing 2, one or more supply pipes 3, one or more valves 4, and a scanning mechanism 5. It includes an actuator 6 and a control device 8.
- the subject W is, for example, a composite material such as metal or carbon fiber reinforced plastic (CFRP: Carbon Fiber Reinforced Plastics), and has a thickness of, for example, about several mm to 20 mm.
- CFRP Carbon Fiber Reinforced Plastics
- the subject W is, for example, the fuselage of an aircraft. However, the subject W is not limited to the fuselage of the aircraft.
- Such a subject W is provided with an opening H penetrating in the thickness direction thereof.
- the opening H is, for example, an opening at a joint between the parts of the subject W and the parts.
- the diameter of the opening H is, for example, 2 mm or more and 100 mm or less.
- the ultrasonic sensor 1 irradiates the subject W with ultrasonic waves from below the subject W as described above. Further, the ultrasonic sensor 1 receives the ultrasonic waves reflected from the subject W after irradiating the ultrasonic waves.
- the control device 8 determines whether or not a defect is present in the subject W based on the energy of the ultrasonic wave received from the ultrasonic sensor 1.
- the hardness of the casing 2 is lower than the hardness of the subject W.
- the casing 2 is made of, for example, resin.
- Such a casing 2 is filled with a contact medium B capable of propagating ultrasonic waves.
- the contact medium B is, for example, a liquid such as water.
- the casing 2 holds the ultrasonic sensor 1 immersed in the contact medium B. As a result, the ultrasonic waves emitted from the ultrasonic sensor 1 propagate through the contact medium B.
- the ultrasonic sensor 1 is fixed on the holding plate portion 2a described later of the casing 2 by, for example, a fastener such as a screw. It is desirable that the capacity of the casing 2 be as large as possible in order to disperse the load on the contact medium B due to the supply pressure of the contact medium B.
- the casing 2 is a casing side wall composed of a holding plate portion 2a extending in the horizontal direction and four side walls provided on the holding plate portion 2a and extending in a direction perpendicular to the holding plate portion 2a. It has a portion 2f. That is, the casing 2 is formed like a container having an opening at the upper part, has a subject-side contact portion 2c at the end (upper end) of the casing side wall portion 2f on the subject W side, and is an ultrasonic sensor. It has a subject-side opening 2b that is open to the side facing 1. As a result, the subject-side opening 2b is formed inside the subject-side contact portion 2c.
- the subject-side contact portion 2c corresponds to a surface provided in the subject-side opening 2b.
- the subject-side contact portion 2c is located on a horizontal plane.
- the subject W which is the fuselage of the aircraft, may not be flat. Therefore, for example, as shown in FIG. 3, when the subject W has a shape having a curvature in the extending direction, when the casing 2 is brought into contact with the subject W, a part of the subject-side contact portion 2c is formed. It comes into contact with the subject W, and there is a gap 21 between the subject-side contact portion 2c of the casing 2 and the subject W.
- the casing 2 has, for example, a rectangular shape in a plan view.
- the four casing side wall portions 2f of the casing 2 are provided with a plurality of grooves for discharging the contact medium B.
- grooves 2d are provided in the upper portions of the two casing side wall portions 2f located on the short side portions of the rectangle.
- two grooves 2e are provided on the upper portions of the two casing side wall portions 2f located on the long side portions of the rectangle.
- the grooves 2d and 2e are formed by partially cutting out a part of the subject-side contact portion 2c of each casing side wall portion 2f in a concave shape downward.
- the contact medium B is discharged from the inside of the casing 2 to the outside through the grooves 2d and 2e.
- at least a part of the subject side contact portion 2c of the casing side wall portion 2f of the casing 2 is in contact with the subject W, and the subject side contact portion 2c and the subject W of the casing 2 are in contact with the subject W.
- the grooves 2d, 2e and the gap 21 correspond to the discharge port, and have a function as a discharge unit 20 for discharging the contact medium in the casing 2 to the outside.
- the gap 21 It is desirable to control the gap 21 from the following viewpoints. In order to limit the discharge amount of the contact medium B, it is necessary to eliminate the gap 21 which is the discharge point other than the grooves 2d and 2e as much as possible. On the other hand, if the casing 2 is pressed too much against the subject W in order to eliminate the gap 21, the surface of the subject W may be damaged. Therefore, the pressing force by the casing 2 is controlled to the extent that the surface of the subject W is not damaged while eliminating the gap 21 as much as possible.
- the specific configuration of the casing 2 has been described above, the configuration of the casing 2 is not limited to the above configuration. In FIG.
- the illustration of the subject W is omitted from the viewpoint of improving the visibility of each component, but only the opening H of the subject W is illustrated by a two-dot chain line.
- the discharge unit 20 included in the ultrasonic inspection device 100 may have only a part of the grooves 2d, 2e and the gap 21 described above, or adopts a specific configuration different from these. You may.
- a plurality of supply pipes 3 are provided in this embodiment. Specifically, in FIG. 1, for example, four supply pipes 3 are provided on the left wall of the casing side wall portion 2f of the casing 2, and for example, four supply pipes 3 are provided on the right wall of the casing side wall portion 2f. ing.
- the contact medium B is supplied into the casing 2 by these supply pipes 3.
- a valve 4 is provided in each supply pipe 3.
- the control device 8 controls the opening / closing and opening degree of the valve 4, starts and stops the supply of the contact medium B by the supply pipe 3, and adjusts the flow rate of the contact medium B flowing in the supply pipe 3.
- a pump for sending out the contact medium B and a tank for storing the contact medium B are provided in a portion of each supply pipe 3 on the upstream side of each valve 4.
- each supply pipe 3 If the diameter of each supply pipe 3 is too small, the flow velocity of the contact medium B increases and the pressure loss increases. Therefore, when the same pump is used, the flow rate is lower than when the diameter is large, and it is desirable to determine the diameter of each supply pipe 3 in consideration of this point. Further, if the number of supply pipes 3 is small, it is not possible to secure a flow rate above a certain level, so it is desirable to determine the number of supply pipes 3 in consideration of this point. Further, if each supply pipe 3 is too long, the pressure loss becomes large, and therefore, when the same pump is used, the flow rate decreases as compared with the case where the diameter is large. Therefore, it is desirable to determine the length of each supply pipe 3 with this point in mind. Further, if the supply pressure of the contact medium B is small, the flow rate becomes small, so it is desirable to increase the supply pressure with a pump or the like.
- the scanning mechanism 5 scans the casing 2 in the inspection direction D3 of the subject W as shown in FIG. As a result, the ultrasonic sensor 1 held in the casing 2 is scanned in the inspection direction D3 while emitting ultrasonic waves.
- the inspection direction D3 is a direction that intersects (specifically, orthogonally) with the thickness direction of the subject W.
- the scanning mechanism 5 a known one can be adopted, for example, an arm holding the casing 2 and, for example, an air cylinder, a ball screw, a motor, etc., which are connected to the arm and reciprocate the arm in the inspection direction D3. Examples include a scanning mechanism including a linear actuator.
- the direction D1 is a direction orthogonal to the inspection direction D3.
- the actuator 6 is, for example, an air cylinder or the like, and the surface of the casing 2 provided with the subject side opening 2b, that is, the subject side contact portion 2c on the casing side wall portion 2f is pressed in a direction perpendicular to the inspection direction D3. Push up to D2.
- the pressing direction D2 is, for example, vertically upward. As a result, the subject-side contact portion 2c of the casing side wall portion 2f is pressed against the subject W from below.
- the control device 8 has a CPU 8a, an HDD 8b, a ROM 8c, and a RAM 8d.
- One or both of the HDD 8b and the RAM 8d previously stores the volume V of the opening H of the subject W.
- the HDD 8b and the RAM 8d correspond to the memory.
- the volume V of the opening H of the subject W will be described later.
- control device 8 controls the supply amount of the contact medium B by each supply pipe 3, the scanning speed by the scanning mechanism 5, and the pressing force of the casing 2 against the subject W by the actuator 6.
- control of the control device 8 in the present embodiment will be described in detail.
- z be the flow rate at which the contact medium B penetrates into the inside of the subject W through the opening H of the casing 2, and the contact medium B passes through the opening H from the subject-side opening 2b of the casing 2 during scanning in the inspection direction D3 of the casing 2.
- t be the time required to do this.
- the volume (volume) of the opening H of the subject W is V.
- the control device 8 controls the supply amount of the contact medium B by each supply pipe 3 so as to satisfy 0 ⁇ z ⁇ t ⁇ V, and also controls the scanning speed of the casing 2 by the scanning mechanism 5 (
- intrusion prevention control the control of the control device 8 is referred to as intrusion prevention control.
- the integrated flow rate z ⁇ t of the contact medium when the casing 2 passes through the opening H is controlled so as not to exceed the volume V of the volume V of the opening H, so that water invades the inside of the subject and detects a flaw. It is possible to prevent the ultrasonic echo from being attenuated by wrapping around to the back side of the portion, and to obtain good flaw detection data. Further, in order to prevent the contact medium from invading the inside of the subject, it is not necessary to attach a seal to the opening H or fit a jig, and the work process can be reduced.
- the upper limit of the integrated flow rate z ⁇ t of the contact medium is not limited to the above, and may be, for example, a value in consideration of the surface tension of the contact medium B.
- S be the maximum volume of the contact medium that can exist in the opening when the interface of the contact medium B with the outside air stays inside the opening H due to the surface tension of the contact medium B.
- the control device 8 supplies the contact medium B by each supply pipe 3 and the scanning mechanism 5 so that the upper limit of the integrated flow rate z ⁇ t of the contact medium when the casing 2 passes through the opening H is V + S or less.
- the scanning speed of the casing 2 may be controlled by the above. Compared with the case where the upper limit value of the integrated flow rate is V or less, a margin is provided by the volume S, so that the control becomes easier.
- the flow rate z at which the contact medium B infiltrates the inside of the subject W through the opening H of the casing 2 is discharged outward from the grooves 2d, 2e and the gap 21 from the supply amount of the contact medium B by the supply pipe 3. It is a value obtained by subtracting the emission amount of the contact medium B.
- the volume V, the volume S, the data showing the relationship between the supply amount of the contact medium B and the supply pressure of the pump, the data showing the relationship between the discharge amount of the contact medium B and the supply pressure, and the contact medium are stored.
- the supply amount and the discharge amount of the contact medium B, that is, the flow rate z can be obtained.
- the supply amount of the contact medium B can be obtained by detecting the supply pressure of the pump based on the data showing the relationship between the supply amount and the supply pressure of the pump. Further, among the discharge amounts of the contact medium B, the discharge amount from the grooves 2d and 2e is the supply pressure based on the data showing the relationship between the discharge amount of the contact medium B and the supply pressure and the size of the grooves 2d and 2e. A picture can be obtained by detecting.
- an actuator having an air cylinder is used as the scanning mechanism 5
- the discharge amount from the gap 21 is based on the data showing the relationship between the discharge amount of the contact medium B and the shape and pressing force of the subject W. It is obtained by detecting the compressed air pressure with respect to.
- the time t through which the casing 2 passes through the opening H is obtained by detecting the voltage or current of the servomotor that operates the actuator based on the data indicating the relationship between the time t and the control amount.
- the control device 8 acquires each of the above parameters when executing the intrusion prevention control, and controls the supply amount of the contact medium B and the scanning speed of the casing 2 so as to satisfy 0 ⁇ z ⁇ t ⁇ V. Further, the control device 8 controls the operation of the actuator 6 so that the pressing force of the casing 2 with respect to the subject W is within a predetermined range in order to satisfy 0 ⁇ z ⁇ t ⁇ V.
- volume V the volume S, and various data showing the above relationship are stored in the memory of the ultrasonic inspection device 100, but the present invention is not limited to this. These may be acquired externally via a communication line or may be acquired from an external memory.
- the functions disclosed herein include general-purpose processors, dedicated processors, integrated circuits, ASICs (Application Specific Integrated Circuits), conventional circuits, and / or combinations thereof, configured or programmed to perform such functions. It can be executed using the included circuit or processing circuit.
- a processor is considered a processing circuit or circuit because it contains transistors and other circuits.
- a circuit, unit, or means is hardware that performs the listed functions or is programmed to perform the listed functions.
- the hardware may be the hardware disclosed herein, or it may be other known hardware that is programmed or configured to perform the listed functions. If the hardware is a processor considered to be a type of circuit, the circuit, means, or unit is a combination of hardware and software, and the software is used to configure the hardware and / or the processor.
- FIG. 4 is a cross-sectional view showing a modified example of the ultrasonic inspection apparatus of FIG.
- the casing 2A in the ultrasonic inspection apparatus 100A has a subject side contact portion 2g provided at an end portion of the casing side wall portion 2f on the subject W side. ..
- the subject-side contact portion 2g extends from the end portion of the casing side wall portion 2f toward the inside of the casing 2.
- the fuselage of the aircraft is taken as an example of the subject W, but the type of the subject W is not limited to this, and various machines and parts constituting the machine are covered. It can be used as a sample W.
- the cross-sectional shape of the subject W may be various shapes such as a flat plate shape, a U shape, a T shape, an I shape, or an L shape.
- a plurality of supply pipes 3 are provided, but the present invention is not limited to this, and if it is possible to secure a desired supply pressure and a desired supply amount, the supply pipe 3 is provided. For example, one may be used.
- the casing 2 is made of resin in order to make the hardness of the casing 2 lower than the hardness of the subject W, but the casing 2 is not limited to this. If the hardness of the casing 2 is lower than the hardness of the subject W and has wear resistance, the casing 2 may be formed of another material.
- the ultrasonic inspection device of the present disclosure is an ultrasonic inspection device that irradiates a subject having an opening with ultrasonic waves to detect the subject, and the subject is subjected to the ultrasonic inspection from below the subject.
- a supply pipe for supplying the contact medium into the casing, a scanning mechanism for scanning the casing in the inspection direction of the subject, and a control device are provided. In the control device, the contact medium is the opening.
- z be the flow rate of penetration into the inside of the subject through the lens
- t be the time required for the subject-side opening of the casing to pass through the opening in the inspection direction
- V the volume of the opening
- the control device controls the supply amount of the contact medium by the supply pipe and the scanning speed of the casing by the scanning mechanism so that 0 ⁇ z ⁇ t ⁇ V is satisfied.
- This makes it possible to prevent water from entering the inside of the subject through the opening of the subject.
- This eliminates the conventionally required steps of attaching a seal to the opening, fitting a jig, peeling the seal, and removing the jig. Further, since the non-detectable portion caused by the sticking of the sticker cannot occur, it is not necessary to separately perform manual flaw detection at least for this non-detectable portion.
- control device uses S as the maximum volume of the contact medium that can exist in the opening when the interface of the contact medium with the outside air stays inside the opening due to the surface tension of the contact medium. At that time, 0 ⁇ z ⁇ t ⁇ V + S may be satisfied by controlling the supply amount of the contact medium and the scanning speed of the casing by the scanning mechanism.
- the control device controls the supply amount of the contact medium so as to satisfy 0 ⁇ z ⁇ t ⁇ V + S, and also controls the scanning speed of the casing.
- the ultrasonic inspection device further includes a discharge unit that discharges the contact medium in the casing to the outside, and the control device draws the flow rate z from the supply amount of the contact medium by the supply pipe.
- the supply amount of the contact medium and the scanning speed of the casing by the scanning mechanism may be controlled by subtracting the amount of the contact medium discharged outward by the discharging unit.
- the supply amount of the contact medium and the scanning speed of the casing by the scanning mechanism can be controlled based on the calculated accurate flow rate z.
- the ultrasonic inspection device further includes an actuator that presses the surface of the casing provided with the subject-side opening against the subject, and the discharge unit has a plurality of discharge ports for discharging the contact medium. At least one of the outlets is a gap between the casing and the subject, and the control device controls the operation of the actuator to reduce the gap between the subject and the casing. You may let me.
- the gap can be made as small as possible while the subject is slightly deformed.
- the ultrasonic inspection device may further include a valve for increasing or decreasing the supply amount of the contact medium by the supply pipe, and the control device may be controlled by the opening degree of the valve.
- the hardness of the casing may be lower than the hardness of the subject.
- the casing may be made of resin.
- the casing made of resin by making the casing made of resin, it is possible to avoid damaging the subject (for example, scratches) due to pressing by the casing as described above, and to reduce the cost of the casing. Can be planned. Further, by making the casing made of resin, it is possible to improve the sliding of the casing with respect to the subject by reducing the friction. In this case, it is possible to improve the slip by considering the surface roughness of the resin surface.
Landscapes
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Analytical Chemistry (AREA)
- Biochemistry (AREA)
- General Health & Medical Sciences (AREA)
- General Physics & Mathematics (AREA)
- Immunology (AREA)
- Pathology (AREA)
- Acoustics & Sound (AREA)
- Investigating Or Analyzing Materials By The Use Of Ultrasonic Waves (AREA)
Abstract
Description
上述の実施形態の他にも、本開示は、その要旨を逸脱しない範囲で次のような種々の変形が可能である。
2,2A ケーシング
2a 保持板部
2b 被検体側開口
2c,2g 被検体側接触部
2d,2e 溝
2f ケーシング側壁部
3 供給管
4 バルブ
5 走査機構
6 アクチュエータ
8 制御装置
20 排出部
21 隙間
100,100A 超音波検査装置
B 接触媒質
D2 押し付け方向
D3 検査方向
H 被検体の開口部
W 被検体
Claims (7)
- 開口部を有する被検体に対して超音波を照射して前記被検体の探傷を行う超音波検査装置であって、
前記被検体の下方から当該被検体に対して前記超音波を照射する超音波センサと、
前記超音波が伝播可能な接触媒質に浸した状態で前記超音波センサ保持し、前記超音波センサに対向する側に被検体側開口を有するケーシングと、
前記ケーシング内に前記接触媒質を供給する供給管と、
前記被検体の検査方向に前記ケーシングを走査させる走査機構と、
制御装置と、を備え、
前記制御装置は、
前記接触媒質が前記開口部を介して前記被検体の内側に浸入する流量をzとし、前記ケーシングの前記被検体側開口が前記検査方向において前記開口部を通過するのに要する時間をtとし、前記開口部の体積をVとするとき、
前記接触媒質の供給量および前記走査機構による前記ケーシングの走査速度を制御して0<z×t<Vを充足する、超音波検査装置。 - 前記制御装置は、
前記接触媒質の表面張力によって当該接触媒質の外気との界面が前記開口部の内部にとどまるときに前記開口部内に存在できる最大の前記接触媒質の体積をSとするとき、
前記接触媒質の供給量および前記走査機構による前記ケーシングの走査速度を制御して0<z×t<V+Sを充足する、請求項1に記載の超音波検査装置。 - 前記ケーシング内の前記接触媒質を外方へ排出する排出部をさらに備え、
前記制御装置は、
前記流量zを、前記供給管による前記接触媒質の供給量から、前記排出部により外方に排出される前記接触媒質の量を減算したものとして、前記接触媒質の供給量および前記走査機構による前記ケーシングの走査速度を制御する、請求項1又は2に記載の超音波検査装置。 - 前記ケーシングのうち前記被検体側開口が設けられた面を前記被検体に押し付けるアクチュエータをさらに備え、
前記排出部は、前記接触媒質を排出する複数の排出口を含み、
前記排出口の少なくとも1つは、前記ケーシングと前記被検体との間の隙間であり、
前記制御装置は、前記アクチュエータの動作を制御して前記被検体と前記ケーシングとの隙間を減少させる、請求項3に記載の超音波検査装置。 - 前記供給管による前記接触媒質の供給量を増減するバルブをさらに備え、
前記制御装置は、前記バルブの開度で制御する、請求項1乃至4の何れか1項に記載の超音波検査装置。 - 前記ケーシングの硬度は前記被検体の硬度よりも低い、請求項1乃至5の何れか1項に記載の超音波検査装置。
- 前記ケーシングは樹脂製である、請求項1乃至6の何れか1項に記載の超音波検査装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21877405.7A EP4215911A4 (en) | 2020-10-06 | 2021-09-27 | Ultrasonic testing device |
| JP2022555373A JP7393560B2 (ja) | 2020-10-06 | 2021-09-27 | 超音波検査装置 |
| KR1020237014381A KR20230078751A (ko) | 2020-10-06 | 2021-09-27 | 초음파 검사 장치 |
| US18/129,900 US20230266276A1 (en) | 2020-10-06 | 2023-04-03 | Ultrasonic tester |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-169243 | 2020-10-06 | ||
| JP2020169243 | 2020-10-06 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US18/129,900 Continuation US20230266276A1 (en) | 2020-10-06 | 2023-04-03 | Ultrasonic tester |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022075104A1 true WO2022075104A1 (ja) | 2022-04-14 |
Family
ID=81126750
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/035301 WO2022075104A1 (ja) | 2020-10-06 | 2021-09-27 | 超音波検査装置 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20230266276A1 (ja) |
| EP (1) | EP4215911A4 (ja) |
| JP (1) | JP7393560B2 (ja) |
| KR (1) | KR20230078751A (ja) |
| WO (1) | WO2022075104A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53125589U (ja) * | 1977-03-16 | 1978-10-05 | ||
| JPS62220862A (ja) * | 1986-03-24 | 1987-09-29 | Mitsubishi Electric Corp | 超音波探傷装置 |
| JPH06148144A (ja) * | 1992-11-09 | 1994-05-27 | Canon Inc | 超音波映像装置 |
| US20040211261A1 (en) * | 2001-08-29 | 2004-10-28 | Reinhard Prause | Device for inspecting pipes using ultrasound |
| JP2011519046A (ja) * | 2008-05-01 | 2011-06-30 | エアバス オペレーションズ リミティド | 超音波検査方法および超音波検査装置 |
| JP2016080405A (ja) | 2014-10-10 | 2016-05-16 | 三菱重工業株式会社 | 超音波探傷システム及び超音波探傷装置 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5650339B1 (ja) * | 2014-02-06 | 2015-01-07 | 株式会社日立パワーソリューションズ | 超音波検査装置 |
| KR101733851B1 (ko) | 2014-12-29 | 2017-05-24 | 박정경 | 비정질 소재를 이용한 공명 초음파 수처리 장치 |
| KR101736612B1 (ko) * | 2015-12-07 | 2017-05-17 | 주식회사 포스코 | 높이 조절형 초음파 센서를 이용한 강판의 내부 결함 탐상 장치 및 방법 |
-
2021
- 2021-09-27 EP EP21877405.7A patent/EP4215911A4/en active Pending
- 2021-09-27 WO PCT/JP2021/035301 patent/WO2022075104A1/ja unknown
- 2021-09-27 KR KR1020237014381A patent/KR20230078751A/ko active Pending
- 2021-09-27 JP JP2022555373A patent/JP7393560B2/ja active Active
-
2023
- 2023-04-03 US US18/129,900 patent/US20230266276A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS53125589U (ja) * | 1977-03-16 | 1978-10-05 | ||
| JPS62220862A (ja) * | 1986-03-24 | 1987-09-29 | Mitsubishi Electric Corp | 超音波探傷装置 |
| JPH06148144A (ja) * | 1992-11-09 | 1994-05-27 | Canon Inc | 超音波映像装置 |
| US20040211261A1 (en) * | 2001-08-29 | 2004-10-28 | Reinhard Prause | Device for inspecting pipes using ultrasound |
| JP2011519046A (ja) * | 2008-05-01 | 2011-06-30 | エアバス オペレーションズ リミティド | 超音波検査方法および超音波検査装置 |
| JP2016080405A (ja) | 2014-10-10 | 2016-05-16 | 三菱重工業株式会社 | 超音波探傷システム及び超音波探傷装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4215911A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20230266276A1 (en) | 2023-08-24 |
| EP4215911A4 (en) | 2024-10-09 |
| KR20230078751A (ko) | 2023-06-02 |
| JP7393560B2 (ja) | 2023-12-06 |
| EP4215911A1 (en) | 2023-07-26 |
| JPWO2022075104A1 (ja) | 2022-04-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11402355B2 (en) | Detection of kiss bonds within composite components | |
| US10962506B2 (en) | Inspection devices and related systems and methods | |
| US20080229834A1 (en) | Method And Apparatus For Inspecting A Workpiece With Angularly Offset Ultrasonic Signals | |
| EP2274608A1 (en) | Ultrasound inspection method and apparatus | |
| WO2022075104A1 (ja) | 超音波検査装置 | |
| JP2008089568A (ja) | 管のねじ継手の締結状態評価方法及びこれを用いた管のねじ継手の締結方法 | |
| CN115803620A (zh) | 用于便携式超声测试的系统和方法 | |
| US8820164B2 (en) | Retroreflector for ultrasonic inspection | |
| JP2012078322A (ja) | 超音波探傷試験用治具 | |
| JP4511487B2 (ja) | 水素に起因する損傷及び腐食減肉現象の検査方法 | |
| CN103317076B (zh) | 盲铆钉安装及其评估、建模方法,及相应系统和飞机 | |
| US6874365B2 (en) | Method, system, and means for ultrasound inspection | |
| KR20160112914A (ko) | 설치 이전에 부분적으로 경화된 보수용 패치를 검사하기 위한 방법 및 어셈블리 | |
| US20080260482A1 (en) | Method and Device for Controlling a Tool with Ultrasonic Waves | |
| US8176788B2 (en) | System and method of ultrasonic inspection | |
| JP2007309734A (ja) | 回流水槽の音響窓 | |
| JP7180494B2 (ja) | 超音波探傷装置および超音波探傷方法 | |
| JP3754555B2 (ja) | タービン翼前縁部の表面及び内部の探傷方法及び探傷装置 | |
| JP2002277447A (ja) | 超音波探傷方法および装置 | |
| US11454613B2 (en) | Dead zone inspection with ultrasonic testing using signal integration | |
| US20130000407A1 (en) | Inspection System And Methods For Integral Seals | |
| CN117607260A (zh) | 一种基于paut的风机叶片缺陷识别方法 | |
| KR20220083280A (ko) | 중공형 부품의 초음파 검사 장치 | |
| JP2003322645A (ja) | 円管密着度評価装置及び方法 | |
| JPH09325135A (ja) | 自動欠陥評価方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21877405 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022555373 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 2021877405 Country of ref document: EP Effective date: 20230417 |
|
| ENP | Entry into the national phase |
Ref document number: 20237014381 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |