WO2022071241A1 - 糸状粘着体及び糸状粘着体の製造方法 - Google Patents
糸状粘着体及び糸状粘着体の製造方法 Download PDFInfo
- Publication number
- WO2022071241A1 WO2022071241A1 PCT/JP2021/035436 JP2021035436W WO2022071241A1 WO 2022071241 A1 WO2022071241 A1 WO 2022071241A1 JP 2021035436 W JP2021035436 W JP 2021035436W WO 2022071241 A1 WO2022071241 A1 WO 2022071241A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- adhesive
- core material
- filamentous
- filamentous adhesive
- coating liquid
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D5/00—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures
- B05D5/10—Processes for applying liquids or other fluent materials to surfaces to obtain special surface effects, finishes or structures to obtain an adhesive surface
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
- C09J7/21—Paper; Textile fabrics
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/20—Adhesives in the form of films or foils characterised by their carriers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/28—Processes for applying liquids or other fluent materials performed by transfer from the surfaces of elements carrying the liquid or other fluent material, e.g. brushes, pads, rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/20—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to wires
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J7/00—Adhesives in the form of films or foils
- C09J7/30—Adhesives in the form of films or foils characterised by the adhesive composition
- C09J7/38—Pressure-sensitive adhesives [PSA]
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J9/00—Adhesives characterised by their physical nature or the effects produced, e.g. glue sticks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/18—Processes for applying liquids or other fluent materials performed by dipping
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2201/00—Polymeric substrate or laminate
- B05D2201/02—Polymeric substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2256/00—Wires or fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/02—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber
- B05D7/04—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber to surfaces of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/10—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet
- C09J2301/16—Additional features of adhesives in the form of films or foils characterized by the structural features of the adhesive tape or sheet by the structure of the carrier layer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/30—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier
- C09J2301/312—Additional features of adhesives in the form of films or foils characterized by the chemical, physicochemical or physical properties of the adhesive or the carrier parameters being the characterizing feature
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2301/00—Additional features of adhesives in the form of films or foils
- C09J2301/50—Additional features of adhesives in the form of films or foils characterized by process specific features
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2400/00—Presence of inorganic and organic materials
- C09J2400/20—Presence of organic materials
- C09J2400/26—Presence of textile or fabric
- C09J2400/263—Presence of textile or fabric in the substrate
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2433/00—Presence of (meth)acrylic polymer
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09J—ADHESIVES; NON-MECHANICAL ASPECTS OF ADHESIVE PROCESSES IN GENERAL; ADHESIVE PROCESSES NOT PROVIDED FOR ELSEWHERE; USE OF MATERIALS AS ADHESIVES
- C09J2467/00—Presence of polyester
- C09J2467/006—Presence of polyester in the substrate
Definitions
- the present invention relates to a thread-like adhesive body and a method for manufacturing a thread-like adhesive body.
- an adhesive such as double-sided adhesive tape may be used.
- the double-sided adhesive tape usually has a certain width, and is not suitable when the shape of the article to be bonded is complicated or when the width of the adhesive region is narrow.
- double-sided adhesive tape cut to a narrow width and double-sided adhesive tape cut to a desired shape by punching are used.
- the double-sided adhesive tape cut to a narrow width has problems such as low reworkability due to insufficient strength of the base material, unsuitability for sticking to curved articles, and easy twisting of the front and back. Further, although the double-sided adhesive tape cut into a desired shape by punching does not have such a problem, there are problems such as man-hours for processing and many parts discarded by processing, which are costly.
- a filamentous adhesive is used to solve the above problems.
- the filamentous adhesive has high reworkability and can be deformed into various shapes, and since there is no concept of front and back, there is no problem of deterioration in handleability due to twisting.
- the filamentous adhesive is easy to process and is advantageous in terms of cost.
- Patent Document 1 discloses a thread-like adhesive body characterized in that a pressure-sensitive adhesive is attached to a thread-like core material.
- the conventional filamentous adhesive as disclosed in Patent Document 1 has a problem of low impact resistance.
- the present invention has been made in view of the above-mentioned conventional circumstances, and it is an object to be solved to provide a filamentous adhesive having high impact resistance.
- the present invention relates to the following ⁇ 1> to ⁇ 7>.
- a filamentous pressure-sensitive adhesive having a core material having a plurality of filaments and an adhesive.
- the adhesive covers the core material and impregnates the core material.
- the filamentous adhesive is a filamentous adhesive containing 1 to 55% by volume of voids.
- the filamentous adhesive according to ⁇ 1> which satisfies the following formula (1). a / b ⁇ 2 (1)
- a means the length of the straight line having the longest total length that can be arranged in the void
- b is the width in the cross section obtained by cutting the filamentous adhesive body perpendicular to the longitudinal direction. Means the length of the widest part.
- ⁇ 3> The thread-like adhesive body according to ⁇ 1> or ⁇ 2>, wherein the number of twists of the core material is 1 to 500 times / m.
- a coating step of applying a coating liquid containing the adhesive to the core material is included. Does not include fiber opening process, A method for manufacturing a filamentous adhesive body.
- ⁇ 5> In the coating process, a roller is used. The method for producing a filamentous adhesive body according to ⁇ 4>, wherein the rotation speed of the roller is 0.3 to 5.0 times the feeding speed of the core material.
- ⁇ 6> The method for producing a filamentous adhesive according to ⁇ 4> or ⁇ 5>, wherein in the coating step, a tension of 6.0 mN / dtex or less is applied to the core material.
- the viscosity of the coating liquid under the condition of a shear rate of 100 (1 / s) is 0.03 to 6 Pa ⁇ s, and the viscosity of the coating liquid under the condition of a shear rate of 0.1 (1 / s).
- the filamentous adhesive of the present invention has high impact resistance and excellent reworkability.
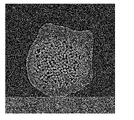
- FIG. 1 is a cross-sectional photograph of the filamentous adhesive body obtained in Example 2.
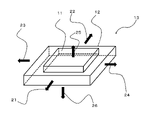
- FIG. 2 is a schematic view of the joined body used for evaluating the impact resistance in the examples.
- the filamentous adhesive of the present invention has a core material having a plurality of filaments and an adhesive.
- the thread shape means that the length in the longitudinal direction is sufficiently longer than the length in the width direction, and the ratio of the length of the major axis to the length of the minor axis in the cross-sectional shape (major axis / minor axis) is For example, it is 200 or less, and means a shape that can be bent in various directions and angles like a thread.
- the cross-sectional shape means the shape of the cross-section obtained by cutting the object perpendicularly to the longitudinal direction.
- the short axis means the shortest axis passing through the center of gravity of the cross-sectional shape.
- the long axis means the longest axis passing through the center of gravity of the cross-sectional shape.
- the major axis / minor axis is preferably 100 or less, more preferably 50 or less, still more preferably 10 or less, particularly preferably 5 or less, and most preferably 3 or less.
- the filamentous adhesive of the present invention can be bent in various directions and at various angles, it can be bent according to the shape of the bonding region, and the shape of the bonding region can be diversified.
- the filamentous adhesive of the present invention has a core material.
- the core material is preferably thread-like.
- the core material is a multifilament yarn that has a plurality of filaments and is made by combining or twisting a plurality of filaments.
- the core material is a multifilament yarn, sufficient strength and stable physical properties can be obtained. As a result, it is possible to obtain a thread-like adhesive body having low quality variation, excellent strength, and excellent adhesive strength.
- the number of filaments in the core material is preferably 2 or more, more preferably 20 or more, and particularly preferably 40 or more.
- the number of filaments is preferably 2000 or less, more preferably 1500 or less, and particularly preferably 1000 or less. ..
- the type of resin used for the filament is not particularly limited, and may be appropriately selected according to the required properties such as strength, mass, and hardness.
- a material containing a polymer material such as a thermoplastic polymer, a thermosetting polymer, and rubber can be mentioned.
- polyester resin is preferable, and polyethylene terephthalate is more preferable.
- the content of the filament in the core material is preferably 10 to 100% by mass, more preferably 50 to 100% by mass, and particularly preferably 80 to 100% by mass from the viewpoint of suppressing impregnation of the adhesive into the core material. preferable.
- the core material may contain fillers (inorganic fillers, organic fillers, etc.), antioxidants, antioxidants, UV absorbers, antistatic agents, lubricants, plasticizers, colorants (pigments, dyes, etc.), if necessary. Etc.) and various additives may be blended.
- the surface of the core material may be subjected to known or conventional surface treatment such as corona discharge treatment, plasma treatment, application of an undercoat agent, and the like.
- the form of the core material is not particularly limited, and may be appropriately adjusted according to the required properties such as strength, mass, and hardness.
- the cross-sectional shape of the core material is typically circular, but it can take various shapes such as an ellipse and a polygon in addition to the circular shape.
- the core material may have a plurality of filaments, and may be a yarn obtained by twisting and combining the filament with a spun yarn, a processed yarn, a hollow fiber, or the like.
- the processed yarn include processed yarns generally referred to as textured yarns, bulky yarns, and stretch yarns that have been subjected to crimping processing, bulky processing, or the like.
- the thickness of the core material is not particularly limited, and may be appropriately adjusted so that the thickness of the thread-like adhesive is appropriate according to the application.
- the number of twists of the core material is preferably 1 time / m or more.
- the number of twists of the core material is more preferably 20 times / m or more, and further preferably 50 times / m or more.
- the twist of the core material should not be too strong in order to sufficiently deform the core material when laminating multiple articles and to increase the amount of adhesive adhered per unit length. Is preferable. Therefore, the number of twists of the core material is preferably 500 times / m or less, more preferably 300 times / m or less, and even more preferably 100 times / m or less.
- the twist coefficient K is an index for discussing the influence of twisting (the influence on the cohesiveness of the core material, the easiness of deformation, the amount of adhesive adhered, etc.) regardless of the thickness of the core material. That is, the influence of the number of twists on the core material differs depending on the thickness of the core material, but if the twist coefficient K is the same, the influence of the twist on the core material is the same regardless of the thickness of the core material. Is shown.
- the twist coefficient K is preferably 0 or more, and more preferably more than 0.
- the twist coefficient K is 200 or less, the flexibility of the core material and, by extension, the thread-like adhesive body is improved, and it becomes easy to attach the core material to a complicated shape such as a curved portion, a bent portion, an uneven portion, or a narrow portion. Therefore, the twist coefficient K is preferably 200 or less, more preferably 100 or less, and even more preferably less than 50.
- K means the twist coefficient
- T means the number of twists (times / m)
- D means the fineness (dtex).
- the content of the core material in the filamentous adhesive is preferably 10% by mass or more, more preferably 20% by mass or more, and particularly preferably 30% by mass or more, from the viewpoint of suppressing a decrease in strength of the filamentous adhesive.
- the content of the core material in the filamentous adhesive is preferably 90% by mass or less, more preferably 80% by mass or less, and particularly preferably 70% by mass or less, from the viewpoint of suppressing the core material from appearing on the surface.
- the filamentous adhesive of the present invention has an adhesive.
- the adhesive covers the core material and impregnates the core material.
- the adhesive preferably covers the entire circumference of the surface of the core material in the longitudinal direction.
- the entire circumference of the surface of the core material means the entire peripheral surface of the core material, and means the entire circumference of the surface of the core material at 360 ° with the center line in the longitudinal direction of the core material as the center.
- the end face of the core material may or may not be covered with an adhesive.
- the end face of the core material may not be covered with the adhesive.
- a filamentous adhesive having excellent strength can be obtained. It is presumed that this is because the core material does not come out on the surface, so that stress is concentrated on a part of the core material and it is prevented from breaking.
- the coverage of the core material with the pressure-sensitive adhesive is preferably 50 area% or more, more preferably 80 area% or more, still more preferably 90 area% or more. , 95 area% or more is particularly preferable.
- the coverage of the core material is 50 area% or more, it is possible to prevent the core material from breaking and to obtain a thread-like adhesive body having excellent strength.
- the coverage of the core material can be calculated using, for example, an X-ray CT device (Xradia 520 Versa, manufactured by Zeiss, tube voltage 60 kV, tube current 83 ⁇ A, pixel size 1.5 ⁇ m / pixel). Specifically, 1601 continuous transmission images are taken for the entire circumference of the filamentous adhesive body from 0 ° to 360 °. The obtained image was three-dimensionally reconstructed by image analysis software [ImageJ, AVIZO (manufactured by Thermo Fisher Scientific)], and the core material, adhesive, and air were quantified and noise-removed based on the brightness to identify them. do.
- image analysis software image analysis software
- the brightness of the air and the adhesive is confirmed and the first threshold value is set at the intermediate value, and further, the brightness of the adhesive and the core material is confirmed at the intermediate value and the second threshold is set. This is done by setting a threshold.
- the interface 1 excludes the interface between the core material and the voids of the filamentous adhesive of the present invention.
- the interface 1 excludes the interface between the core material and the void inside the filament.
- the interface 2 is intended to be an interface between the pressure-sensitive adhesive and air.
- the interface 2 excludes the interface between the pressure-sensitive adhesive and the voids of the filamentous pressure-sensitive adhesive of the present invention.
- the interface 2 excludes the interface between the adhesive and the void inside the filament.
- the adhesive is impregnated in the core material
- the adhesive is present in between a plurality of filaments in the core material.
- the adhesiveness between the adhesive and the core material is maintained, both of them are difficult to peel off, and the strength of the filamentous adhesive body is improved.
- the type of adhesive is not particularly limited, and for example, acrylic adhesive, rubber adhesive, vinyl alkyl ether adhesive, silicone adhesive, polyester adhesive, polyamide adhesive, urethane adhesive, fluorine.
- a system adhesive, an epoxy adhesive, or the like can be used.
- acrylic adhesives and rubber adhesives are preferable, and acrylic adhesives are more preferable, from the viewpoint of adhesiveness.
- acrylic adhesives and rubber adhesives are preferable, and acrylic adhesives are more preferable, from the viewpoint of adhesiveness.
- the pressure-sensitive adhesive only one type may be used alone, or two or more types may be used in combination.
- the acrylic pressure-sensitive adhesive contains (meth) acrylic acid alkyl esters such as ethyl acrylate, butyl acrylate, 2-ethylhexyl acrylate, isooctyl acrylate, and isononyl acrylate as main components, and acrylonitrile and acetic acid as necessary.
- the main ingredient is a polymer containing modifying monomers such as vinyl, styrene, methyl methacrylate, acrylic acid, maleic anhydride, vinylpyrrolidone, glycidyl methacrylate, dimethylaminoethyl methacrylate, hydroxyethyl acrylate, and acrylamide. be.
- Rubber-based adhesives include natural rubber, styrene-isoprene-styrene block copolymer, styrene-butadiene-styrene block copolymer, styrene-ethylene-butylene-styrene block copolymer, styrene butadiene rubber, polybutadiene, polyisoprene, etc.
- the main ingredient is a rubber-based polymer such as polyisobutylene, butyl rubber, chloroprene rubber, and silicone rubber.
- the pressure-sensitive adhesives include rosin-based, terpene-based, styrene-based, aliphatic petroleum-based, aromatic petroleum-based, xylene-based, phenol-based, kumaron inden-based, tackifier resins such as hydrogen additives thereof, and cross-linking agents.
- Thickness modifiers thickeners, etc.
- leveling agents release adjusters, plasticizers, softeners, fillers, colorants (pigments, dyes, etc.)
- surfactants antistatic agents, preservatives, antiaging agents
- the pressure-sensitive adhesive either a solvent-type pressure-sensitive adhesive or a water-dispersible type pressure-sensitive adhesive can be used.
- a water-dispersible adhesive is preferable from the viewpoints that high-speed coating is possible, it is environmentally friendly, and the influence of the solvent on the core material (swelling, dissolution) is small.
- the amount of the adhesive adhered is preferably 2 mg / m or more, more preferably 5 mg / m or more, and even more preferably 8 mg / m or more.
- the amount of the pressure-sensitive adhesive adhered is preferably 200 mg / m or less, more preferably 180 mg / m or less, and even more preferably 160 mg / m or less.
- the content of the pressure-sensitive adhesive in the filamentous adhesive is preferably 10% by mass or more, more preferably 20% by mass or more, and particularly preferably 30% by mass or more from the viewpoint of increasing the coverage of the core material.
- the content of the pressure-sensitive adhesive in the filamentous adhesive is preferably 90% by mass or less, more preferably 80% by mass or less, and particularly preferably 70% by mass or less, from the viewpoint of suppressing a decrease in strength of the filamentous adhesive.
- the filamentous adhesive of the present invention contains 1 to 55% by volume of voids.
- the void means a gap existing between a plurality of filaments in the core material.
- the voids do not include the voids inside the filament.
- the porosity in the filamentous adhesive of the present invention (hereinafter, may be referred to as "porosity of the filamentous adhesive”) is 1% by volume or more, that is, the adhesive is all filaments in the core material. It is not impregnated without gaps, but there are voids between some filaments. As described above, when the porosity of the thread-like adhesive is 1% by volume or more, the thread-like adhesive is deformed and stress can be released when an impact is applied to the thread-like adhesive, so that the impact resistance of the thread-like adhesive can be released. Sex improves.
- the porosity of the filamentous adhesive is preferably larger than 1% by volume, more preferably 3% by volume or more, and particularly preferably 5% by volume or more.
- the porosity of the filamentous adhesive is 55% by volume or less, the amount of the adhesive impregnated into the core material does not become too small, the adhesion between the adhesive and the core material is maintained, and both are prevented from peeling off.
- the porosity of the filamentous adhesive is preferably 50% by volume or less, more preferably 47% by volume or less, further preferably 45% by volume or less, particularly preferably 30% by volume or less, and most preferably 20% by volume or less.
- the porosity of the filamentous adhesive can be measured by the method described in Examples.
- the filamentous adhesive of the present invention preferably satisfies the following formula (1).
- a / b ⁇ 2 (1)
- a means the length of the straight line having the longest total length that can be arranged in the void
- b is the width in the cross section obtained by cutting the filamentous adhesive body perpendicular to the longitudinal direction. Means the length of the widest part.
- the bias of the voids in the filamentous adhesive body can be reduced, so that the impact resistance of the filamentous adhesive body is improved. Further, when the above formula (1) is satisfied, the filaments rub against each other more at the time of impact, and the impact energy is converted into heat energy, so that the impact resistance of the filamentous adhesive body is improved.
- the value of a / b is preferably 2 or more, more preferably 3 or more, and particularly preferably 5 or more.
- the values of a / b can be measured by the method described in Examples.
- the values of a / b are the values in the thread-like adhesive body having a length of 2.7 mm.
- the thickness of the filamentous adhesive is preferably 50 to 2000 ⁇ m, more preferably 100 to 1000 ⁇ m from the viewpoint of strength and handleability.
- the method for producing a filamentous adhesive according to the present invention includes a coating step of applying a coating liquid containing an adhesive to a core material.
- the coating liquid may be applied to the core material by dipping, dipping, coating or the like, and may be heated and dried as necessary.
- the heat drying may be carried out under the conditions of, for example, 80 to 90 ° C., preferably 100 to 110 ° C. for, for example, 3 to 4 minutes, preferably 5 to 6 minutes.
- the coating liquid can be applied using a conventional coater such as a gravure roll coater, a reverse roll coater, a kiss roll coater, a dip roll coater, a bar coater, a knife coater, or a spray coater.
- a conventional coater such as a gravure roll coater, a reverse roll coater, a kiss roll coater, a dip roll coater, a bar coater, a knife coater, or a spray coater.
- the manufacturing method of the present invention does not include a fiber opening step. Since the fiber opening step is not included, the porosity of the filamentous adhesive of the present invention can be within the above range.
- a roller is used in the coating process and the rotation speed of the roller is 0.3 to 5.0 times the feeding speed of the core material.
- the rotation speed of the roller is within the above range, it is possible to suppress the opening of the core material and facilitate the porosity of the filamentous adhesive body of the present invention within the above range.
- the rotation speed of the roller is more preferably 0.4 to 4.0 times, more preferably 0.5 to 3.0 times, and 0.8 to 1.5 times the feeding speed of the core material. Is particularly preferable.
- a tension of 6.0 mN / dtex or less it is preferable to apply a tension of 6.0 mN / dtex or less to the core material.
- a tension of 6.0 mN / dtex or less it is possible to suppress the core material from opening and make it easier for the porosity of the filamentous adhesive body of the present invention to be within the above-mentioned range.
- the tension applied to the core material is preferably 0.2 to 6.0 mN / dtex, more preferably 0.4 to 5.0 mN / dtex.
- viscosity ⁇ the viscosity of the coating liquid under the condition of a shear rate of 100 (1 / s) (hereinafter, may be referred to as “viscosity ⁇ ”) is such that the core material is exposed without the coating liquid being applied to the core material. From the viewpoint of preventing the above, 0.03 Pa ⁇ s or more is preferable, 0.05 Pa ⁇ s or more is more preferable, and 0.07 Pa ⁇ s or more is further preferable.
- Viscosity ⁇ is from the viewpoint of preventing the coated surface from becoming rough and exposing the core material, such as the coating liquid not flowing and the core material not being coated with the coating liquid, resulting in lumps or unevenness. , 6 Pa ⁇ s or less is preferable, 5 Pa ⁇ s or less is more preferable, and 4 Pa ⁇ s or less is further preferable.
- the viscosity ⁇ is expected to be close to the viscosity of the coating liquid at the time of coating.
- viscosity ⁇ The viscosity of the coating liquid under the condition of a shear rate of 0.1 (1 / s) (hereinafter, may be referred to as "viscosity ⁇ ") is such that the coating liquid is repelled in the process from coating to drying, and the core. From the viewpoint of preventing the material from being exposed, 2 Pa ⁇ s or more is preferable, 4 Pa ⁇ s or more is more preferable, and 6 Pa ⁇ s or more is further preferable.
- the viscosity ⁇ is preferably 140 Pa ⁇ s or less, more preferably 120 Pa ⁇ s or less, still more preferably 100 Pa ⁇ s or less, from the viewpoint of leveling property.
- the viscosity ⁇ indicates the degree of fluidity of the coating liquid from coating to drying.
- Viscosity ⁇ and viscosity ⁇ can be measured by the method described in Examples.
- Example 1> (Preparation of coating liquid 1) 40 parts by mass of ion-exchanged water was placed in a reaction vessel equipped with a cooling tube, a nitrogen introduction tube, a thermometer and a stirrer, and nitrogen was replaced by stirring at 60 ° C. for 1 hour or more while introducing nitrogen gas. To this reaction vessel, 0.1 part by mass of 2,2'-azobis [N- (2-carboxyethyl) -2-methylpropionamidine] n hydrate (polymerization initiator) was added. While keeping the system at 60 ° C., the following monomer emulsion A was gradually added dropwise over 4 hours to allow the emulsion polymerization reaction to proceed.
- the monomer emulsion A includes 98 parts by mass of 2-ethylhexyl acrylate, 1.25 parts by mass of acrylic acid, 0.75 parts by mass of methacrylic acid, 0.05 parts by mass of lauryl mercaptan (chain transfer agent), and ⁇ -methacryloxypropyltrimethoxy.
- the mixture was kept at 60 ° C. for another 3 hours, the system was cooled to room temperature, and then the pH was adjusted to 7 by adding 10% aqueous ammonia to make an acrylic polymer emulsion (water-dispersed acrylic). System polymer) was obtained.
- a tackifier resin emulsion (manufactured by Arakawa Chemical Industry Co., Ltd., trade name "E-865NT”) was added in an amount of 24 parts by mass based on the solid content per 100 parts by mass of the acrylic polymer contained in the acrylic polymer emulsion. Further, ion-exchanged water was added to adjust the solid content concentration to 50% by mass to obtain a coating liquid 1.
- a multifilament yarn in which a polyester fiber having a fineness of 165 dtex and a number of filaments of 48 was twisted 200 times per meter was prepared.
- the viscosities of the coating liquid 1 were as shown in Table 1, and the core material was coated by dipping using a coating roller rotating at the same speed as the feeding speed. At that time, the tension shown in Table 1 was applied to the core material. Then, it was dried at 100 degreeC for 4 minutes to obtain a filamentous adhesive having a diameter (width in the lateral direction) of 160 ⁇ m and a porosity of 10%.
- Example 2 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 15% in the same manner as in Example 1 except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 3 Thread-like adhesive with a diameter (width in the lateral direction) of 200 ⁇ m and a porosity of 5% in the same manner as in Example 1 except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 4 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 14%, as in Example 1, except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 5 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 14%, as in Example 1, except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 6 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 19% in the same manner as in Example 1 except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 7 Thread-like adhesive with a diameter (width in the lateral direction) of 450 ⁇ m and a porosity of 5% in the same manner as in Example 1 except that the conditions of the core material used and the tension applied to the core material are as shown in Table 1. I got a body.
- Example 8 A core material with the conditions shown in Table 1 was prepared. This core material is placed on a separator having a glue thickness of 40 ⁇ m, and the coating liquid 1 is dried at 100 ° C. for 4 minutes, and the obtained adhesive is transferred around the core material and wound to obtain a diameter (in the short direction). A filamentous adhesive having a width of 450 ⁇ m and a porosity of 19% was obtained.
- Example 9 A core material with the conditions shown in Table 1 was prepared. This core material is placed on a separator having a glue thickness of 20 ⁇ m, and the coating liquid 1 is dried at 100 ° C. for 4 minutes, and the obtained adhesive is transferred around the core material and wound to obtain a diameter (in the short direction). A filamentous adhesive having a width of 450 ⁇ m and a porosity of 47% was obtained.
- ⁇ Comparative Example 1> A core material having the conditions shown in Table 1 was prepared. The solid content concentration and viscosity of the coating liquid 1 were as shown in Table 1, and the core material was coated by dipping while opening the fibers. At that time, the tension shown in Table 1 was applied to the core material. Then, it was dried for 5 minutes to obtain a filamentous adhesive having a diameter (width in the lateral direction) of 200 ⁇ m.
- ⁇ Comparative Example 2> A core material having the conditions shown in Table 1 was prepared. This core material is placed on a separator having a glue thickness of 10 ⁇ m, and the coating liquid 1 is dried at 100 ° C. for 4 minutes, and the obtained adhesive is transferred around the core material and wound to obtain a diameter (in the short direction). A filamentous adhesive having a width of 450 ⁇ m was obtained.
- ⁇ Comparative Example 3> (Preparation of coating liquid 2) In a reaction vessel equipped with a cooling tube, a nitrogen introduction tube, a thermometer, a dropping funnel, and a stirrer, using 69 parts by mass of toluene and 163 parts by mass of ethyl acetate as a solvent, 80 parts by mass of butyl acrylate and 20 parts by mass of 2-ethylhexyl acrylate. Add 3 parts by mass of acrylic acid, 5 parts by mass of vinyl acetate, 0.1 part by mass of 2-hydroxyethyl acrylate, and 0.2 parts by mass of 2,2-azobisisobutyronitrile as an initiator, and add 60 ° C. in a nitrogen stream. The polymerization was carried out for 6 hours in the above to obtain a solution of the acrylic polymer.
- the coating liquid 2 was applied to a silicone-treated release paper (release liner A) having a thickness of 135 ⁇ m using an applicator and dried at 110 ° C. for 3 minutes to obtain a pressure-sensitive adhesive layer having a thickness of 50 ⁇ m.
- a black polyethylene foam base material manufactured by Sekisui Chemical Co., Ltd., trade name "Borara XL-HN # 03001W Shorikuro", thickness: 0.10 mm, foaming ratio: 2.9 cc / g
- They were bonded so as to be in contact with the pressure-sensitive adhesive layer to obtain a single-sided pressure-sensitive adhesive tape T having a layer structure of a peeling liner A / a pressure-sensitive adhesive layer / a foam base material.
- the coating liquid 2 was applied onto the peeling liner B using an applicator and dried at 110 ° C. for 3 minutes to obtain a pressure-sensitive adhesive layer having a thickness of 50 ⁇ m.
- the single-sided adhesive tape T is attached onto the pressure-sensitive adhesive layer so as to be in contact with the foam base material, and then the peeling liner B is peeled off to peel off the peeling liner A / pressure-sensitive adhesive layer / foam base material / pressure-sensitive adhesive layer.
- a foamed double-sided adhesive tape having the above layer structure was obtained.
- Viscosity of coating liquid The viscosity of the coating liquid was measured when the shear rate was changed from high speed (viscosity decrease) to low speed (viscosity recovery).
- the shear rate is changed to 9000 (1 / s) (A)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 100 (1 / s) is set to the shear rate 100 (1 / s).
- the solution viscosity (Pa ⁇ s) was 1 / s).
- the shear rate is returned to 0.01 (1 / s) (B)
- the value of the solution viscosity (Pa ⁇ s) of the coating liquid when the shear rate is 0.1 (1 / s) is used.
- the solution viscosity (Pa ⁇ s) was set to a shear rate of 0.1 (1 / s).
- the tension of the core material was measured using a digital force gauge (AD-4932A) at the time of coating. Specifically, the tension between the feeding point of the core material and the coating roll was measured by reading the stress applied to the terminal of the force gauge.
- the void ratio of the filamentous adhesive was calculated using an X-ray CT device (Xradia 520 Versa, manufactured by Zeiss, tube voltage 60 kV, tube current 83 ⁇ A, pixel size 1.5 ⁇ m / pixel).
- Example 2 Further, a cross-sectional photograph of the filamentous adhesive body of Example 2 was obtained by an X-ray CT device. The cross-sectional photograph is shown in FIG.
- the porosity of the entire foamed double-sided adhesive tape was calculated with the pressure-sensitive adhesive layer thickness being 50 ⁇ m (total thickness of the pressure-sensitive adhesive layer: 100 ⁇ m) and the foam substrate thickness being 100 ⁇ m. The results are shown in Table 1.
- the sample 2 cm was set in the X-ray CT device, the length in the fiber direction (longitudinal direction) was 2.7 mm, and the value of a / b was calculated.
- First member Square acrylic plate with a side of 70 mm and a thickness of 3 mm
- Second member Short side 80 mm, long side 110 mm, thickness with a rectangular slit (short side 30 mm, long side 40 mm) in the center. 10 mm rectangular polycarbonate resin plate
- a thread-like adhesive or a foamed double-sided adhesive tape was attached to the first member on four sides so as to form a rectangle of 50 ⁇ 60 mm. Then, the first member and the second member are bonded together so that the center of the first member and the center of the slit of the second member coincide with each other, and are pressure-bonded at 0.3 MPa for 20 seconds to form a bonded body.
- a schematic diagram of the joined body is shown in FIG.
- a square acrylic plate (1 side: 70 mm, thickness: 3 mm) and a 5 cm thread-like adhesive or foamed double-sided adhesive tape were prepared.
- the thread-like adhesive or the foamed double-sided adhesive tape was attached to the acrylic plate so that the 1 cm thread-like adhesive or the foamed double-sided adhesive tape protruded from the acrylic plate.
- ⁇ The filamentous adhesive or the foamed double-sided adhesive tape could be pulled out without damaging the core material or the base material.
- X The core material or the base material was destroyed when the thread-like adhesive or the foamed double-sided adhesive tape was pulled out, or the thread-like adhesive or the foamed double-sided adhesive tape could not be pulled out.
Landscapes
- Chemical & Material Sciences (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Adhesives Or Adhesive Processes (AREA)
- Adhesive Tapes (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/246,999 US20230399545A1 (en) | 2020-09-30 | 2021-09-27 | Threadlike adhesive body and method for producing threadlike adhesive body |
| CN202180066407.2A CN116209731A (zh) | 2020-09-30 | 2021-09-27 | 丝状粘合体及丝状粘合体的制造方法 |
| JP2022553966A JPWO2022071241A1 (https=) | 2020-09-30 | 2021-09-27 | |
| KR1020237010698A KR20230074736A (ko) | 2020-09-30 | 2021-09-27 | 사상 점착체 및 사상 점착체의 제조 방법 |
| EP21875543.7A EP4223851A4 (en) | 2020-09-30 | 2021-09-27 | FILAMENTOUS ADHESIVE BODY AND METHOD FOR PRODUCING FILAMENTOUS ADHESIVE BODY |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020165590 | 2020-09-30 | ||
| JP2020-165590 | 2020-09-30 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022071241A1 true WO2022071241A1 (ja) | 2022-04-07 |
Family
ID=80951664
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/035436 Ceased WO2022071241A1 (ja) | 2020-09-30 | 2021-09-27 | 糸状粘着体及び糸状粘着体の製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230399545A1 (https=) |
| EP (1) | EP4223851A4 (https=) |
| JP (1) | JPWO2022071241A1 (https=) |
| KR (1) | KR20230074736A (https=) |
| CN (1) | CN116209731A (https=) |
| TW (1) | TWI898057B (https=) |
| WO (1) | WO2022071241A1 (https=) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024101425A1 (ja) * | 2022-11-11 | 2024-05-16 | 日東電工株式会社 | 糸状粘着体 |
| WO2024101422A1 (ja) * | 2022-11-11 | 2024-05-16 | 日東電工株式会社 | 糸状粘着体 |
| WO2025205569A1 (ja) * | 2024-03-29 | 2025-10-02 | 日東電工株式会社 | 糸状粘着体 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04322762A (ja) * | 1991-04-22 | 1992-11-12 | Toyoda Gosei Co Ltd | 接着剤塗布装置 |
| JP2009262070A (ja) * | 2008-04-25 | 2009-11-12 | Panasonic Corp | 被膜形成装置、被膜形成方法、電池用極板、並びに非水電解液二次電池 |
| JP2010281016A (ja) * | 2009-06-08 | 2010-12-16 | Yokohama Rubber Co Ltd:The | ゴム補強用繊維コード及びそれを用いた空気入りタイヤ |
| JP2013076186A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | ゴム補強用ポリエステル繊維コードの製造方法およびタイヤ |
| WO2020071508A1 (ja) * | 2018-10-05 | 2020-04-09 | 日東電工株式会社 | 粘着性物品 |
| JP2020165590A (ja) | 2019-03-29 | 2020-10-08 | 株式会社エヌ・ティ・ティ・データ | 環境制御装置及びプログラム |
| WO2021065837A1 (ja) * | 2019-09-30 | 2021-04-08 | 日東電工株式会社 | 糸状粘着体及び糸状粘着体の製造方法 |
| JP2021161404A (ja) * | 2020-03-31 | 2021-10-11 | 日東電工株式会社 | 糸状粘着剤貼付装置及び糸状粘着剤貼付方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO1992012287A1 (de) * | 1991-01-14 | 1992-07-23 | Rhone-Poulenc Viscosuisse S.A. | Verfahren zur herstellung eines präadhärisierten polyesterfilaments und reifenkord aus diesem polyesterfilament |
| JPH03231980A (ja) | 1990-02-07 | 1991-10-15 | Ishizaki Shizai Kk | 糸状接着具及びその製造方法 |
| JP6623831B2 (ja) * | 2016-02-25 | 2019-12-25 | 東レ株式会社 | 有機繊維コードおよびゴム製品 |
| JP7776253B2 (ja) * | 2018-10-05 | 2025-11-26 | 日東電工株式会社 | 粘着性物品 |
-
2021
- 2021-09-27 KR KR1020237010698A patent/KR20230074736A/ko active Pending
- 2021-09-27 WO PCT/JP2021/035436 patent/WO2022071241A1/ja not_active Ceased
- 2021-09-27 JP JP2022553966A patent/JPWO2022071241A1/ja active Pending
- 2021-09-27 CN CN202180066407.2A patent/CN116209731A/zh active Pending
- 2021-09-27 US US18/246,999 patent/US20230399545A1/en active Pending
- 2021-09-27 EP EP21875543.7A patent/EP4223851A4/en active Pending
- 2021-09-30 TW TW110136412A patent/TWI898057B/zh active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH04322762A (ja) * | 1991-04-22 | 1992-11-12 | Toyoda Gosei Co Ltd | 接着剤塗布装置 |
| JP2009262070A (ja) * | 2008-04-25 | 2009-11-12 | Panasonic Corp | 被膜形成装置、被膜形成方法、電池用極板、並びに非水電解液二次電池 |
| JP2010281016A (ja) * | 2009-06-08 | 2010-12-16 | Yokohama Rubber Co Ltd:The | ゴム補強用繊維コード及びそれを用いた空気入りタイヤ |
| JP2013076186A (ja) * | 2011-09-30 | 2013-04-25 | Toray Ind Inc | ゴム補強用ポリエステル繊維コードの製造方法およびタイヤ |
| WO2020071508A1 (ja) * | 2018-10-05 | 2020-04-09 | 日東電工株式会社 | 粘着性物品 |
| JP2020165590A (ja) | 2019-03-29 | 2020-10-08 | 株式会社エヌ・ティ・ティ・データ | 環境制御装置及びプログラム |
| WO2021065837A1 (ja) * | 2019-09-30 | 2021-04-08 | 日東電工株式会社 | 糸状粘着体及び糸状粘着体の製造方法 |
| JP2021161404A (ja) * | 2020-03-31 | 2021-10-11 | 日東電工株式会社 | 糸状粘着剤貼付装置及び糸状粘着剤貼付方法 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024101425A1 (ja) * | 2022-11-11 | 2024-05-16 | 日東電工株式会社 | 糸状粘着体 |
| WO2024101422A1 (ja) * | 2022-11-11 | 2024-05-16 | 日東電工株式会社 | 糸状粘着体 |
| WO2025205569A1 (ja) * | 2024-03-29 | 2025-10-02 | 日東電工株式会社 | 糸状粘着体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4223851A4 (en) | 2024-10-09 |
| TW202229496A (zh) | 2022-08-01 |
| TWI898057B (zh) | 2025-09-21 |
| KR20230074736A (ko) | 2023-05-31 |
| EP4223851A1 (en) | 2023-08-09 |
| CN116209731A (zh) | 2023-06-02 |
| US20230399545A1 (en) | 2023-12-14 |
| JPWO2022071241A1 (https=) | 2022-04-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2022071241A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| JP2023103474A (ja) | 粘着性物品 | |
| JP7761368B2 (ja) | 接合体の製造方法及び接合体 | |
| US20250011632A1 (en) | Method for producing threadlike adhesive body | |
| WO2019065886A1 (ja) | 粘着性物品 | |
| EP3862404A1 (en) | Method for producing bonded object, and bonded object | |
| WO2021065837A1 (ja) | 糸状粘着体及び糸状粘着体の製造方法 | |
| JP2022167925A (ja) | 複合体 | |
| JP2019065280A (ja) | 粘着性物品 | |
| WO2022209904A1 (ja) | 複合体 | |
| JP7231349B2 (ja) | 粘着性物品 | |
| TW202444845A (zh) | 絲狀黏著體 | |
| WO2021200756A1 (ja) | セパレーター付き粘着体 | |
| EP4692269A1 (en) | Threadlike adhesive body | |
| TWI912258B (zh) | 線狀黏著體之貼附方法及附暫時支持體之線狀黏著體 | |
| EP4617340A1 (en) | Adhesive body | |
| EP4617337A1 (en) | Threadlike adhesive body | |
| WO2023190418A1 (ja) | 糸状粘着体の貼付方法及び糸状粘着体接合体 | |
| TW202436544A (zh) | 線狀黏著體 | |
| WO2019065877A1 (ja) | 粘着性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21875543 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022553966 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021875543 Country of ref document: EP Effective date: 20230502 |