WO2022065491A1 - ディップ成形用組成物、及びその成形体 - Google Patents
ディップ成形用組成物、及びその成形体 Download PDFInfo
- Publication number
- WO2022065491A1 WO2022065491A1 PCT/JP2021/035405 JP2021035405W WO2022065491A1 WO 2022065491 A1 WO2022065491 A1 WO 2022065491A1 JP 2021035405 W JP2021035405 W JP 2021035405W WO 2022065491 A1 WO2022065491 A1 WO 2022065491A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- weight
- composition
- mibk
- less
- monomer
- Prior art date
Links
- 239000000203 mixture Substances 0.000 title claims abstract description 156
- 238000000465 moulding Methods 0.000 title claims abstract description 127
- 239000000178 monomer Substances 0.000 claims abstract description 130
- 229920001971 elastomer Polymers 0.000 claims abstract description 116
- 239000000806 elastomer Substances 0.000 claims abstract description 84
- 125000003368 amide group Chemical group 0.000 claims abstract description 69
- 150000001732 carboxylic acid derivatives Chemical class 0.000 claims abstract description 25
- 229920000459 Nitrile rubber Polymers 0.000 claims abstract description 24
- 150000001993 dienes Chemical class 0.000 claims abstract description 15
- 150000002825 nitriles Chemical class 0.000 claims abstract description 15
- 239000004593 Epoxy Substances 0.000 claims description 144
- 239000003431 cross linking reagent Substances 0.000 claims description 130
- 238000000034 method Methods 0.000 claims description 65
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 64
- NTIZESTWPVYFNL-UHFFFAOYSA-N Methyl isobutyl ketone Chemical compound CC(C)CC(C)=O NTIZESTWPVYFNL-UHFFFAOYSA-N 0.000 claims description 62
- UIHCLUNTQKBZGK-UHFFFAOYSA-N Methyl isobutyl ketone Natural products CCC(C)C(C)=O UIHCLUNTQKBZGK-UHFFFAOYSA-N 0.000 claims description 62
- 150000001875 compounds Chemical class 0.000 claims description 61
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical group [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 claims description 42
- 238000004132 cross linking Methods 0.000 claims description 42
- 238000009826 distribution Methods 0.000 claims description 42
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 claims description 41
- 230000014759 maintenance of location Effects 0.000 claims description 39
- 238000004519 manufacturing process Methods 0.000 claims description 34
- 239000000701 coagulant Substances 0.000 claims description 27
- 238000007598 dipping method Methods 0.000 claims description 25
- 229910052751 metal Inorganic materials 0.000 claims description 25
- 239000002184 metal Substances 0.000 claims description 25
- 238000012360 testing method Methods 0.000 claims description 25
- 239000011787 zinc oxide Substances 0.000 claims description 21
- 238000006243 chemical reaction Methods 0.000 claims description 19
- 239000003002 pH adjusting agent Substances 0.000 claims description 16
- 230000008961 swelling Effects 0.000 claims description 16
- 230000008569 process Effects 0.000 claims description 14
- 239000002243 precursor Substances 0.000 claims description 11
- GYZLOYUZLJXAJU-UHFFFAOYSA-N diglycidyl ether Chemical group C1OC1COCC1CO1 GYZLOYUZLJXAJU-UHFFFAOYSA-N 0.000 claims description 9
- 238000001035 drying Methods 0.000 claims description 9
- 238000000691 measurement method Methods 0.000 claims description 9
- 125000002723 alicyclic group Chemical group 0.000 claims description 8
- 150000001338 aliphatic hydrocarbons Chemical class 0.000 claims description 8
- 150000004945 aromatic hydrocarbons Chemical class 0.000 claims description 8
- 238000010438 heat treatment Methods 0.000 claims description 7
- 238000002386 leaching Methods 0.000 claims description 7
- 239000011159 matrix material Substances 0.000 claims description 6
- 238000005259 measurement Methods 0.000 claims description 6
- 238000003756 stirring Methods 0.000 claims description 6
- 230000035800 maturation Effects 0.000 claims description 5
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical group NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 claims description 4
- 239000012535 impurity Substances 0.000 claims description 4
- 229920006395 saturated elastomer Polymers 0.000 claims description 4
- OMNKZBIFPJNNIO-UHFFFAOYSA-N n-(2-methyl-4-oxopentan-2-yl)prop-2-enamide Chemical compound CC(=O)CC(C)(C)NC(=O)C=C OMNKZBIFPJNNIO-UHFFFAOYSA-N 0.000 claims description 3
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 141
- 239000000047 product Substances 0.000 description 89
- 229920000126 latex Polymers 0.000 description 84
- 239000004816 latex Substances 0.000 description 84
- 239000002245 particle Substances 0.000 description 61
- 238000006116 polymerization reaction Methods 0.000 description 47
- 229920000642 polymer Polymers 0.000 description 45
- 230000035882 stress Effects 0.000 description 45
- -1 carboxylate ion Chemical class 0.000 description 32
- 239000005060 rubber Substances 0.000 description 32
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical class C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 25
- 238000002474 experimental method Methods 0.000 description 20
- 230000000704 physical effect Effects 0.000 description 18
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 17
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 15
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 15
- 239000002270 dispersing agent Substances 0.000 description 15
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 14
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 14
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 14
- FQPSGWSUVKBHSU-UHFFFAOYSA-N methacrylamide Chemical compound CC(=C)C(N)=O FQPSGWSUVKBHSU-UHFFFAOYSA-N 0.000 description 14
- 125000003700 epoxy group Chemical group 0.000 description 12
- 239000001257 hydrogen Substances 0.000 description 12
- 229910052739 hydrogen Inorganic materials 0.000 description 12
- 239000011575 calcium Substances 0.000 description 11
- OYPRJOBELJOOCE-UHFFFAOYSA-N Calcium Chemical compound [Ca] OYPRJOBELJOOCE-UHFFFAOYSA-N 0.000 description 10
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 10
- 229910052791 calcium Inorganic materials 0.000 description 10
- 239000011701 zinc Substances 0.000 description 10
- 229910052725 zinc Inorganic materials 0.000 description 10
- 239000003795 chemical substances by application Substances 0.000 description 9
- 230000007423 decrease Effects 0.000 description 9
- 239000003995 emulsifying agent Substances 0.000 description 9
- 230000003993 interaction Effects 0.000 description 9
- 239000002904 solvent Substances 0.000 description 9
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 8
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 8
- 239000007864 aqueous solution Substances 0.000 description 8
- ZCCIPPOKBCJFDN-UHFFFAOYSA-N calcium nitrate Chemical compound [Ca+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O ZCCIPPOKBCJFDN-UHFFFAOYSA-N 0.000 description 8
- 230000002829 reductive effect Effects 0.000 description 8
- 244000043261 Hevea brasiliensis Species 0.000 description 7
- KWYUFKZDYYNOTN-UHFFFAOYSA-M Potassium hydroxide Chemical compound [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 7
- 239000012986 chain transfer agent Substances 0.000 description 7
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 7
- 229920003049 isoprene rubber Polymers 0.000 description 7
- 229920003052 natural elastomer Polymers 0.000 description 7
- 229920001194 natural rubber Polymers 0.000 description 7
- 235000002639 sodium chloride Nutrition 0.000 description 7
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 6
- RRHGJUQNOFWUDK-UHFFFAOYSA-N Isoprene Chemical compound CC(=C)C=C RRHGJUQNOFWUDK-UHFFFAOYSA-N 0.000 description 6
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 6
- 239000002253 acid Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000002156 mixing Methods 0.000 description 6
- 239000003505 polymerization initiator Substances 0.000 description 6
- 239000000243 solution Substances 0.000 description 6
- 239000000654 additive Substances 0.000 description 5
- 125000001931 aliphatic group Chemical group 0.000 description 5
- 230000008859 change Effects 0.000 description 5
- 239000003638 chemical reducing agent Substances 0.000 description 5
- 238000011156 evaluation Methods 0.000 description 5
- 230000002209 hydrophobic effect Effects 0.000 description 5
- 229910021645 metal ion Inorganic materials 0.000 description 5
- 239000004094 surface-active agent Substances 0.000 description 5
- 229920006174 synthetic rubber latex Polymers 0.000 description 5
- CIWBSHSKHKDKBQ-JLAZNSOCSA-N Ascorbic acid Chemical compound OC[C@H](O)[C@H]1OC(=O)C(O)=C1O CIWBSHSKHKDKBQ-JLAZNSOCSA-N 0.000 description 4
- 239000004971 Cross linker Substances 0.000 description 4
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 4
- 206010020751 Hypersensitivity Diseases 0.000 description 4
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 4
- 230000032683 aging Effects 0.000 description 4
- 208000026935 allergic disease Diseases 0.000 description 4
- 230000007815 allergy Effects 0.000 description 4
- 239000003963 antioxidant agent Substances 0.000 description 4
- 235000006708 antioxidants Nutrition 0.000 description 4
- 239000002738 chelating agent Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 238000007720 emulsion polymerization reaction Methods 0.000 description 4
- 150000002148 esters Chemical class 0.000 description 4
- 238000007654 immersion Methods 0.000 description 4
- 229920006173 natural rubber latex Polymers 0.000 description 4
- 238000010979 pH adjustment Methods 0.000 description 4
- 150000002978 peroxides Chemical class 0.000 description 4
- 239000007787 solid Substances 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- BDHFUVZGWQCTTF-UHFFFAOYSA-M sulfonate Chemical compound [O-]S(=O)=O BDHFUVZGWQCTTF-UHFFFAOYSA-M 0.000 description 4
- 238000004073 vulcanization Methods 0.000 description 4
- YAJYJWXEWKRTPO-UHFFFAOYSA-N 2,3,3,4,4,5-hexamethylhexane-2-thiol Chemical compound CC(C)C(C)(C)C(C)(C)C(C)(C)S YAJYJWXEWKRTPO-UHFFFAOYSA-N 0.000 description 3
- FBPFZTCFMRRESA-FSIIMWSLSA-N D-Glucitol Natural products OC[C@H](O)[C@H](O)[C@@H](O)[C@H](O)CO FBPFZTCFMRRESA-FSIIMWSLSA-N 0.000 description 3
- FBPFZTCFMRRESA-JGWLITMVSA-N D-glucitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)[C@H](O)CO FBPFZTCFMRRESA-JGWLITMVSA-N 0.000 description 3
- YMWUJEATGCHHMB-UHFFFAOYSA-N Dichloromethane Chemical compound ClCCl YMWUJEATGCHHMB-UHFFFAOYSA-N 0.000 description 3
- BRLQWZUYTZBJKN-UHFFFAOYSA-N Epichlorohydrin Chemical compound ClCC1CO1 BRLQWZUYTZBJKN-UHFFFAOYSA-N 0.000 description 3
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 3
- 239000005977 Ethylene Substances 0.000 description 3
- WSFSSNUMVMOOMR-UHFFFAOYSA-N Formaldehyde Chemical compound O=C WSFSSNUMVMOOMR-UHFFFAOYSA-N 0.000 description 3
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 3
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 3
- HEMHJVSKTPXQMS-UHFFFAOYSA-M Sodium hydroxide Chemical compound [OH-].[Na+] HEMHJVSKTPXQMS-UHFFFAOYSA-M 0.000 description 3
- 230000009471 action Effects 0.000 description 3
- 230000003712 anti-aging effect Effects 0.000 description 3
- 230000003078 antioxidant effect Effects 0.000 description 3
- 239000003125 aqueous solvent Substances 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 230000000903 blocking effect Effects 0.000 description 3
- CJZGTCYPCWQAJB-UHFFFAOYSA-L calcium stearate Chemical compound [Ca+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O CJZGTCYPCWQAJB-UHFFFAOYSA-L 0.000 description 3
- 239000008116 calcium stearate Substances 0.000 description 3
- 235000013539 calcium stearate Nutrition 0.000 description 3
- 125000004432 carbon atom Chemical group C* 0.000 description 3
- KRKNYBCHXYNGOX-UHFFFAOYSA-N citric acid Chemical compound OC(=O)CC(O)(C(O)=O)CC(O)=O KRKNYBCHXYNGOX-UHFFFAOYSA-N 0.000 description 3
- WGCNASOHLSPBMP-UHFFFAOYSA-N hydroxyacetaldehyde Natural products OCC=O WGCNASOHLSPBMP-UHFFFAOYSA-N 0.000 description 3
- 150000002500 ions Chemical class 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 3
- 210000002445 nipple Anatomy 0.000 description 3
- XWGJFPHUCFXLBL-UHFFFAOYSA-M rongalite Chemical compound [Na+].OCS([O-])=O XWGJFPHUCFXLBL-UHFFFAOYSA-M 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 238000007711 solidification Methods 0.000 description 3
- 230000008023 solidification Effects 0.000 description 3
- 239000000600 sorbitol Substances 0.000 description 3
- 229920003051 synthetic elastomer Polymers 0.000 description 3
- 239000005061 synthetic rubber Substances 0.000 description 3
- 150000003752 zinc compounds Chemical class 0.000 description 3
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 2
- WQMSFSSGCZUEPE-UHFFFAOYSA-N 2,3-dibutyl-4-hydroxybenzenecarbodithioic acid Chemical compound CCCCc1c(O)ccc(C(S)=S)c1CCCC WQMSFSSGCZUEPE-UHFFFAOYSA-N 0.000 description 2
- SDJHPPZKZZWAKF-UHFFFAOYSA-N 2,3-dimethylbuta-1,3-diene Chemical compound CC(=C)C(C)=C SDJHPPZKZZWAKF-UHFFFAOYSA-N 0.000 description 2
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N 2-Propenoic acid Natural products OC(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- LCZVSXRMYJUNFX-UHFFFAOYSA-N 2-[2-(2-hydroxypropoxy)propoxy]propan-1-ol Chemical compound CC(O)COC(C)COC(C)CO LCZVSXRMYJUNFX-UHFFFAOYSA-N 0.000 description 2
- PLDLPVSQYMQDBL-UHFFFAOYSA-N 2-[[3-(oxiran-2-ylmethoxy)-2,2-bis(oxiran-2-ylmethoxymethyl)propoxy]methyl]oxirane Chemical compound C1OC1COCC(COCC1OC1)(COCC1OC1)COCC1CO1 PLDLPVSQYMQDBL-UHFFFAOYSA-N 0.000 description 2
- VTPXYFSCMLIIFK-UHFFFAOYSA-N 3-(oxiran-2-ylmethoxy)-2,2-bis(oxiran-2-ylmethoxymethyl)propan-1-ol Chemical compound C1OC1COCC(COCC1OC1)(CO)COCC1CO1 VTPXYFSCMLIIFK-UHFFFAOYSA-N 0.000 description 2
- MECNWXGGNCJFQJ-UHFFFAOYSA-N 3-piperidin-1-ylpropane-1,2-diol Chemical compound OCC(O)CN1CCCCC1 MECNWXGGNCJFQJ-UHFFFAOYSA-N 0.000 description 2
- NLXLAEXVIDQMFP-UHFFFAOYSA-N Ammonia chloride Chemical class [NH4+].[Cl-] NLXLAEXVIDQMFP-UHFFFAOYSA-N 0.000 description 2
- VHUUQVKOLVNVRT-UHFFFAOYSA-N Ammonium hydroxide Chemical compound [NH4+].[OH-] VHUUQVKOLVNVRT-UHFFFAOYSA-N 0.000 description 2
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 2
- BHPQYMZQTOCNFJ-UHFFFAOYSA-N Calcium cation Chemical compound [Ca+2] BHPQYMZQTOCNFJ-UHFFFAOYSA-N 0.000 description 2
- UXVMQQNJUSDDNG-UHFFFAOYSA-L Calcium chloride Chemical compound [Cl-].[Cl-].[Ca+2] UXVMQQNJUSDDNG-UHFFFAOYSA-L 0.000 description 2
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 2
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical class S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- MHAJPDPJQMAIIY-UHFFFAOYSA-N Hydrogen peroxide Chemical compound OO MHAJPDPJQMAIIY-UHFFFAOYSA-N 0.000 description 2
- AVXURJPOCDRRFD-UHFFFAOYSA-N Hydroxylamine Chemical compound ON AVXURJPOCDRRFD-UHFFFAOYSA-N 0.000 description 2
- TWRXJAOTZQYOKJ-UHFFFAOYSA-L Magnesium chloride Chemical compound [Mg+2].[Cl-].[Cl-] TWRXJAOTZQYOKJ-UHFFFAOYSA-L 0.000 description 2
- CSNNHWWHGAXBCP-UHFFFAOYSA-L Magnesium sulfate Chemical compound [Mg+2].[O-][S+2]([O-])([O-])[O-] CSNNHWWHGAXBCP-UHFFFAOYSA-L 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- GYCMBHHDWRMZGG-UHFFFAOYSA-N Methylacrylonitrile Chemical compound CC(=C)C#N GYCMBHHDWRMZGG-UHFFFAOYSA-N 0.000 description 2
- 229910002651 NO3 Inorganic materials 0.000 description 2
- UFWIBTONFRDIAS-UHFFFAOYSA-N Naphthalene Chemical compound C1=CC=CC2=CC=CC=C21 UFWIBTONFRDIAS-UHFFFAOYSA-N 0.000 description 2
- NHNBFGGVMKEFGY-UHFFFAOYSA-N Nitrate Chemical compound [O-][N+]([O-])=O NHNBFGGVMKEFGY-UHFFFAOYSA-N 0.000 description 2
- 229910019142 PO4 Inorganic materials 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000005708 Sodium hypochlorite Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 229910052783 alkali metal Inorganic materials 0.000 description 2
- 150000008044 alkali metal hydroxides Chemical class 0.000 description 2
- 125000005907 alkyl ester group Chemical group 0.000 description 2
- VSCWAEJMTAWNJL-UHFFFAOYSA-K aluminium trichloride Chemical compound Cl[Al](Cl)Cl VSCWAEJMTAWNJL-UHFFFAOYSA-K 0.000 description 2
- QGZKDVFQNNGYKY-UHFFFAOYSA-N ammonia Natural products N QGZKDVFQNNGYKY-UHFFFAOYSA-N 0.000 description 2
- 235000011114 ammonium hydroxide Nutrition 0.000 description 2
- ROOXNKNUYICQNP-UHFFFAOYSA-N ammonium persulfate Chemical compound [NH4+].[NH4+].[O-]S(=O)(=O)OOS([O-])(=O)=O ROOXNKNUYICQNP-UHFFFAOYSA-N 0.000 description 2
- 239000008346 aqueous phase Substances 0.000 description 2
- 235000010323 ascorbic acid Nutrition 0.000 description 2
- 229960005070 ascorbic acid Drugs 0.000 description 2
- 239000011668 ascorbic acid Substances 0.000 description 2
- IWOUKMZUPDVPGQ-UHFFFAOYSA-N barium nitrate Chemical compound [Ba+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O IWOUKMZUPDVPGQ-UHFFFAOYSA-N 0.000 description 2
- 239000002585 base Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 239000001110 calcium chloride Substances 0.000 description 2
- 229910001628 calcium chloride Inorganic materials 0.000 description 2
- 229910001424 calcium ion Inorganic materials 0.000 description 2
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 2
- 239000011203 carbon fibre reinforced carbon Substances 0.000 description 2
- 150000001735 carboxylic acids Chemical class 0.000 description 2
- 239000000460 chlorine Substances 0.000 description 2
- 229910052801 chlorine Inorganic materials 0.000 description 2
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- ZQMIGQNCOMNODD-UHFFFAOYSA-N diacetyl peroxide Chemical compound CC(=O)OOC(C)=O ZQMIGQNCOMNODD-UHFFFAOYSA-N 0.000 description 2
- 238000006471 dimerization reaction Methods 0.000 description 2
- 239000006185 dispersion Substances 0.000 description 2
- WNAHIZMDSQCWRP-UHFFFAOYSA-N dodecane-1-thiol Chemical compound CCCCCCCCCCCCS WNAHIZMDSQCWRP-UHFFFAOYSA-N 0.000 description 2
- 230000001804 emulsifying effect Effects 0.000 description 2
- 150000002170 ethers Chemical class 0.000 description 2
- 239000011790 ferrous sulphate Substances 0.000 description 2
- 235000003891 ferrous sulphate Nutrition 0.000 description 2
- 238000005227 gel permeation chromatography Methods 0.000 description 2
- IPCSVZSSVZVIGE-UHFFFAOYSA-N hexadecanoic acid Chemical compound CCCCCCCCCCCCCCCC(O)=O IPCSVZSSVZVIGE-UHFFFAOYSA-N 0.000 description 2
- 239000003112 inhibitor Substances 0.000 description 2
- 239000003999 initiator Substances 0.000 description 2
- 239000011256 inorganic filler Substances 0.000 description 2
- 229910003475 inorganic filler Inorganic materials 0.000 description 2
- BAUYGSIQEAFULO-UHFFFAOYSA-L iron(2+) sulfate (anhydrous) Chemical compound [Fe+2].[O-]S([O-])(=O)=O BAUYGSIQEAFULO-UHFFFAOYSA-L 0.000 description 2
- 229910000359 iron(II) sulfate Inorganic materials 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 2
- 150000002894 organic compounds Chemical class 0.000 description 2
- IWDCLRJOBJJRNH-UHFFFAOYSA-N p-cresol Chemical compound CC1=CC=C(O)C=C1 IWDCLRJOBJJRNH-UHFFFAOYSA-N 0.000 description 2
- VLTRZXGMWDSKGL-UHFFFAOYSA-N perchloric acid Chemical compound OCl(=O)(=O)=O VLTRZXGMWDSKGL-UHFFFAOYSA-N 0.000 description 2
- 239000010452 phosphate Substances 0.000 description 2
- 239000000049 pigment Substances 0.000 description 2
- 229920001084 poly(chloroprene) Polymers 0.000 description 2
- 229920006254 polymer film Polymers 0.000 description 2
- 239000003755 preservative agent Substances 0.000 description 2
- 230000002335 preservative effect Effects 0.000 description 2
- 230000002265 prevention Effects 0.000 description 2
- 108090000623 proteins and genes Proteins 0.000 description 2
- 102000004169 proteins and genes Human genes 0.000 description 2
- 238000010526 radical polymerization reaction Methods 0.000 description 2
- 239000002994 raw material Substances 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 238000007086 side reaction Methods 0.000 description 2
- 239000000344 soap Substances 0.000 description 2
- SUKJFIGYRHOWBL-UHFFFAOYSA-N sodium hypochlorite Chemical compound [Na+].Cl[O-] SUKJFIGYRHOWBL-UHFFFAOYSA-N 0.000 description 2
- LPXPTNMVRIOKMN-UHFFFAOYSA-M sodium nitrite Chemical compound [Na+].[O-]N=O LPXPTNMVRIOKMN-UHFFFAOYSA-M 0.000 description 2
- 239000011593 sulfur Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 150000003467 sulfuric acid derivatives Chemical class 0.000 description 2
- VZGDMQKNWNREIO-UHFFFAOYSA-N tetrachloromethane Chemical compound ClC(Cl)(Cl)Cl VZGDMQKNWNREIO-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- 238000012546 transfer Methods 0.000 description 2
- JIAARYAFYJHUJI-UHFFFAOYSA-L zinc dichloride Chemical compound [Cl-].[Cl-].[Zn+2] JIAARYAFYJHUJI-UHFFFAOYSA-L 0.000 description 2
- ONDPHDOFVYQSGI-UHFFFAOYSA-N zinc nitrate Chemical compound [Zn+2].[O-][N+]([O-])=O.[O-][N+]([O-])=O ONDPHDOFVYQSGI-UHFFFAOYSA-N 0.000 description 2
- JNYAEWCLZODPBN-JGWLITMVSA-N (2r,3r,4s)-2-[(1r)-1,2-dihydroxyethyl]oxolane-3,4-diol Chemical compound OC[C@@H](O)[C@H]1OC[C@H](O)[C@H]1O JNYAEWCLZODPBN-JGWLITMVSA-N 0.000 description 1
- PMJHHCWVYXUKFD-SNAWJCMRSA-N (E)-1,3-pentadiene Chemical compound C\C=C\C=C PMJHHCWVYXUKFD-SNAWJCMRSA-N 0.000 description 1
- WRIDQFICGBMAFQ-UHFFFAOYSA-N (E)-8-Octadecenoic acid Natural products CCCCCCCCCC=CCCCCCCC(O)=O WRIDQFICGBMAFQ-UHFFFAOYSA-N 0.000 description 1
- UTOVMEACOLCUCK-SNAWJCMRSA-N (e)-4-butoxy-4-oxobut-2-enoic acid Chemical compound CCCCOC(=O)\C=C\C(O)=O UTOVMEACOLCUCK-SNAWJCMRSA-N 0.000 description 1
- KYPOHTVBFVELTG-OWOJBTEDSA-N (e)-but-2-enedinitrile Chemical compound N#C\C=C\C#N KYPOHTVBFVELTG-OWOJBTEDSA-N 0.000 description 1
- ZKXXLNRGNAUYHP-IHWYPQMZSA-N (z)-4-(2-hydroxypropoxy)-4-oxobut-2-enoic acid Chemical compound CC(O)COC(=O)\C=C/C(O)=O ZKXXLNRGNAUYHP-IHWYPQMZSA-N 0.000 description 1
- MJYFYGVCLHNRKB-UHFFFAOYSA-N 1,1,2-trifluoroethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OC(F)(F)CF MJYFYGVCLHNRKB-UHFFFAOYSA-N 0.000 description 1
- 150000005206 1,2-dihydroxybenzenes Chemical class 0.000 description 1
- 150000005207 1,3-dihydroxybenzenes Chemical class 0.000 description 1
- 150000005208 1,4-dihydroxybenzenes Chemical class 0.000 description 1
- XSZYESUNPWGWFQ-UHFFFAOYSA-N 1-(2-hydroperoxypropan-2-yl)-4-methylcyclohexane Chemical compound CC1CCC(C(C)(C)OO)CC1 XSZYESUNPWGWFQ-UHFFFAOYSA-N 0.000 description 1
- RTZNGLQAICCIFI-UHFFFAOYSA-N 1-(2-methylprop-2-enoyloxy)propane-2-sulfonic acid Chemical compound OS(=O)(=O)C(C)COC(=O)C(C)=C RTZNGLQAICCIFI-UHFFFAOYSA-N 0.000 description 1
- FPFVPEGEWVRCGK-UHFFFAOYSA-N 1-ethenoxy-2-fluoroethane Chemical compound FCCOC=C FPFVPEGEWVRCGK-UHFFFAOYSA-N 0.000 description 1
- IGGDKDTUCAWDAN-UHFFFAOYSA-N 1-vinylnaphthalene Chemical compound C1=CC=C2C(C=C)=CC=CC2=C1 IGGDKDTUCAWDAN-UHFFFAOYSA-N 0.000 description 1
- JGBAASVQPMTVHO-UHFFFAOYSA-N 2,5-dihydroperoxy-2,5-dimethylhexane Chemical compound OOC(C)(C)CCC(C)(C)OO JGBAASVQPMTVHO-UHFFFAOYSA-N 0.000 description 1
- GSFSVEDCYBDIGW-UHFFFAOYSA-N 2-(1,3-benzothiazol-2-yl)-6-chlorophenol Chemical compound OC1=C(Cl)C=CC=C1C1=NC2=CC=CC=C2S1 GSFSVEDCYBDIGW-UHFFFAOYSA-N 0.000 description 1
- LCPVQAHEFVXVKT-UHFFFAOYSA-N 2-(2,4-difluorophenoxy)pyridin-3-amine Chemical compound NC1=CC=CN=C1OC1=CC=C(F)C=C1F LCPVQAHEFVXVKT-UHFFFAOYSA-N 0.000 description 1
- VXQBJTKSVGFQOL-UHFFFAOYSA-N 2-(2-butoxyethoxy)ethyl acetate Chemical compound CCCCOCCOCCOC(C)=O VXQBJTKSVGFQOL-UHFFFAOYSA-N 0.000 description 1
- FPZWZCWUIYYYBU-UHFFFAOYSA-N 2-(2-ethoxyethoxy)ethyl acetate Chemical compound CCOCCOCCOC(C)=O FPZWZCWUIYYYBU-UHFFFAOYSA-N 0.000 description 1
- SBASXUCJHJRPEV-UHFFFAOYSA-N 2-(2-methoxyethoxy)ethanol Chemical compound COCCOCCO SBASXUCJHJRPEV-UHFFFAOYSA-N 0.000 description 1
- HRWADRITRNUCIY-UHFFFAOYSA-N 2-(2-propan-2-yloxyethoxy)ethanol Chemical compound CC(C)OCCOCCO HRWADRITRNUCIY-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- SYEWHONLFGZGLK-UHFFFAOYSA-N 2-[1,3-bis(oxiran-2-ylmethoxy)propan-2-yloxymethyl]oxirane Chemical compound C1OC1COCC(OCC1OC1)COCC1CO1 SYEWHONLFGZGLK-UHFFFAOYSA-N 0.000 description 1
- COBPKKZHLDDMTB-UHFFFAOYSA-N 2-[2-(2-butoxyethoxy)ethoxy]ethanol Chemical compound CCCCOCCOCCOCCO COBPKKZHLDDMTB-UHFFFAOYSA-N 0.000 description 1
- YJTIFIMHZHDNQZ-UHFFFAOYSA-N 2-[2-(2-methylpropoxy)ethoxy]ethanol Chemical compound CC(C)COCCOCCO YJTIFIMHZHDNQZ-UHFFFAOYSA-N 0.000 description 1
- MPNXSZJPSVBLHP-UHFFFAOYSA-N 2-chloro-n-phenylpyridine-3-carboxamide Chemical compound ClC1=NC=CC=C1C(=O)NC1=CC=CC=C1 MPNXSZJPSVBLHP-UHFFFAOYSA-N 0.000 description 1
- 125000001731 2-cyanoethyl group Chemical group [H]C([H])(*)C([H])([H])C#N 0.000 description 1
- HVCNQTCZNBPWBV-UHFFFAOYSA-L 2-hydroxy-2-sulfinatoacetate Chemical compound [O-]C(=O)C(O)S([O-])=O HVCNQTCZNBPWBV-UHFFFAOYSA-L 0.000 description 1
- HVCNQTCZNBPWBV-UHFFFAOYSA-N 2-hydroxy-2-sulfinoacetic acid Chemical class OC(=O)C(O)S(O)=O HVCNQTCZNBPWBV-UHFFFAOYSA-N 0.000 description 1
- CEFDWZDNAJAKGO-UHFFFAOYSA-L 2-hydroxy-2-sulfonatoacetate Chemical class OC(C([O-])=O)S([O-])(=O)=O CEFDWZDNAJAKGO-UHFFFAOYSA-L 0.000 description 1
- ICKPUFPXUBGDLV-UHFFFAOYSA-N 2-methyl-3-methylidenebutanedinitrile Chemical compound N#CC(C)C(=C)C#N ICKPUFPXUBGDLV-UHFFFAOYSA-N 0.000 description 1
- BKOOMYPCSUNDGP-UHFFFAOYSA-N 2-methylbut-2-ene Chemical group CC=C(C)C BKOOMYPCSUNDGP-UHFFFAOYSA-N 0.000 description 1
- QTWJRLJHJPIABL-UHFFFAOYSA-N 2-methylphenol;3-methylphenol;4-methylphenol Chemical compound CC1=CC=C(O)C=C1.CC1=CC=CC(O)=C1.CC1=CC=CC=C1O QTWJRLJHJPIABL-UHFFFAOYSA-N 0.000 description 1
- RPBWMJBZQXCSFW-UHFFFAOYSA-N 2-methylpropanoyl 2-methylpropaneperoxoate Chemical compound CC(C)C(=O)OOC(=O)C(C)C RPBWMJBZQXCSFW-UHFFFAOYSA-N 0.000 description 1
- AGBXYHCHUYARJY-UHFFFAOYSA-N 2-phenylethenesulfonic acid Chemical compound OS(=O)(=O)C=CC1=CC=CC=C1 AGBXYHCHUYARJY-UHFFFAOYSA-N 0.000 description 1
- GQTFHSAAODFMHB-UHFFFAOYSA-N 2-prop-2-enoyloxyethanesulfonic acid Chemical compound OS(=O)(=O)CCOC(=O)C=C GQTFHSAAODFMHB-UHFFFAOYSA-N 0.000 description 1
- KGIGUEBEKRSTEW-UHFFFAOYSA-N 2-vinylpyridine Chemical compound C=CC1=CC=CC=N1 KGIGUEBEKRSTEW-UHFFFAOYSA-N 0.000 description 1
- LQJBNNIYVWPHFW-UHFFFAOYSA-N 20:1omega9c fatty acid Natural products CCCCCCCCCCC=CCCCCCCCC(O)=O LQJBNNIYVWPHFW-UHFFFAOYSA-N 0.000 description 1
- FRIBMENBGGCKPD-UHFFFAOYSA-N 3-(2,3-dimethoxyphenyl)prop-2-enal Chemical compound COC1=CC=CC(C=CC=O)=C1OC FRIBMENBGGCKPD-UHFFFAOYSA-N 0.000 description 1
- AGNTUZCMJBTHOG-UHFFFAOYSA-N 3-[3-(2,3-dihydroxypropoxy)-2-hydroxypropoxy]propane-1,2-diol Chemical compound OCC(O)COCC(O)COCC(O)CO AGNTUZCMJBTHOG-UHFFFAOYSA-N 0.000 description 1
- AYKYXWQEBUNJCN-UHFFFAOYSA-N 3-methylfuran-2,5-dione Chemical compound CC1=CC(=O)OC1=O AYKYXWQEBUNJCN-UHFFFAOYSA-N 0.000 description 1
- IGLWCQMNTGCUBB-UHFFFAOYSA-N 3-methylidenepent-1-ene Chemical compound CCC(=C)C=C IGLWCQMNTGCUBB-UHFFFAOYSA-N 0.000 description 1
- IRQPEEVWTDUJBJ-UHFFFAOYSA-N 4-hydroxy-2,3-dimethylbenzenecarbodithioic acid Chemical compound Cc1c(C)c(ccc1O)C(S)=S IRQPEEVWTDUJBJ-UHFFFAOYSA-N 0.000 description 1
- INYHZQLKOKTDAI-UHFFFAOYSA-N 5-ethenylbicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(C=C)CC1C=C2 INYHZQLKOKTDAI-UHFFFAOYSA-N 0.000 description 1
- QSBYPNXLFMSGKH-UHFFFAOYSA-N 9-Heptadecensaeure Natural products CCCCCCCC=CCCCCCCCC(O)=O QSBYPNXLFMSGKH-UHFFFAOYSA-N 0.000 description 1
- 239000004342 Benzoyl peroxide Substances 0.000 description 1
- OMPJBNCRMGITSC-UHFFFAOYSA-N Benzoylperoxide Chemical compound C=1C=CC=CC=1C(=O)OOC(=O)C1=CC=CC=C1 OMPJBNCRMGITSC-UHFFFAOYSA-N 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- GAWIXWVDTYZWAW-UHFFFAOYSA-N C[CH]O Chemical group C[CH]O GAWIXWVDTYZWAW-UHFFFAOYSA-N 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- KZBUYRJDOAKODT-UHFFFAOYSA-N Chlorine Chemical compound ClCl KZBUYRJDOAKODT-UHFFFAOYSA-N 0.000 description 1
- IEPRKVQEAMIZSS-UHFFFAOYSA-N Di-Et ester-Fumaric acid Natural products CCOC(=O)C=CC(=O)OCC IEPRKVQEAMIZSS-UHFFFAOYSA-N 0.000 description 1
- IEPRKVQEAMIZSS-WAYWQWQTSA-N Diethyl maleate Chemical compound CCOC(=O)\C=C/C(=O)OCC IEPRKVQEAMIZSS-WAYWQWQTSA-N 0.000 description 1
- 229920001174 Diethylhydroxylamine Polymers 0.000 description 1
- LCGLNKUTAGEVQW-UHFFFAOYSA-N Dimethyl ether Chemical compound COC LCGLNKUTAGEVQW-UHFFFAOYSA-N 0.000 description 1
- QXNVGIXVLWOKEQ-UHFFFAOYSA-N Disodium Chemical class [Na][Na] QXNVGIXVLWOKEQ-UHFFFAOYSA-N 0.000 description 1
- 208000003556 Dry Eye Syndromes Diseases 0.000 description 1
- 206010013774 Dry eye Diseases 0.000 description 1
- KCXVZYZYPLLWCC-UHFFFAOYSA-N EDTA Chemical compound OC(=O)CN(CC(O)=O)CCN(CC(O)=O)CC(O)=O KCXVZYZYPLLWCC-UHFFFAOYSA-N 0.000 description 1
- 239000004386 Erythritol Substances 0.000 description 1
- UNXHWFMMPAWVPI-UHFFFAOYSA-N Erythritol Natural products OCC(O)C(O)CO UNXHWFMMPAWVPI-UHFFFAOYSA-N 0.000 description 1
- DGAQECJNVWCQMB-PUAWFVPOSA-M Ilexoside XXIX Chemical compound C[C@@H]1CC[C@@]2(CC[C@@]3(C(=CC[C@H]4[C@]3(CC[C@@H]5[C@@]4(CC[C@@H](C5(C)C)OS(=O)(=O)[O-])C)C)[C@@H]2[C@]1(C)O)C)C(=O)O[C@H]6[C@@H]([C@H]([C@@H]([C@H](O6)CO)O)O)O.[Na+] DGAQECJNVWCQMB-PUAWFVPOSA-M 0.000 description 1
- 239000004909 Moisturizer Substances 0.000 description 1
- 101000952180 Morus alba Mulatexin Proteins 0.000 description 1
- IOVCWXUNBOPUCH-UHFFFAOYSA-M Nitrite anion Chemical compound [O-]N=O IOVCWXUNBOPUCH-UHFFFAOYSA-M 0.000 description 1
- 239000005642 Oleic acid Substances 0.000 description 1
- ZQPPMHVWECSIRJ-UHFFFAOYSA-N Oleic acid Natural products CCCCCCCCC=CCCCCCCCC(O)=O ZQPPMHVWECSIRJ-UHFFFAOYSA-N 0.000 description 1
- 229940123973 Oxygen scavenger Drugs 0.000 description 1
- 235000021314 Palmitic acid Nutrition 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 229920000388 Polyphosphate Polymers 0.000 description 1
- 229920001214 Polysorbate 60 Polymers 0.000 description 1
- ZLMJMSJWJFRBEC-UHFFFAOYSA-N Potassium Chemical compound [K] ZLMJMSJWJFRBEC-UHFFFAOYSA-N 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- PMZURENOXWZQFD-UHFFFAOYSA-L Sodium Sulfate Chemical compound [Na+].[Na+].[O-]S([O-])(=O)=O PMZURENOXWZQFD-UHFFFAOYSA-L 0.000 description 1
- TVXBFESIOXBWNM-UHFFFAOYSA-N Xylitol Natural products OCCC(O)C(O)C(O)CCO TVXBFESIOXBWNM-UHFFFAOYSA-N 0.000 description 1
- PTFCDOFLOPIGGS-UHFFFAOYSA-N Zinc dication Chemical compound [Zn+2] PTFCDOFLOPIGGS-UHFFFAOYSA-N 0.000 description 1
- AZFNGPAYDKGCRB-XCPIVNJJSA-M [(1s,2s)-2-amino-1,2-diphenylethyl]-(4-methylphenyl)sulfonylazanide;chlororuthenium(1+);1-methyl-4-propan-2-ylbenzene Chemical compound [Ru+]Cl.CC(C)C1=CC=C(C)C=C1.C1=CC(C)=CC=C1S(=O)(=O)[N-][C@@H](C=1C=CC=CC=1)[C@@H](N)C1=CC=CC=C1 AZFNGPAYDKGCRB-XCPIVNJJSA-M 0.000 description 1
- 150000001242 acetic acid derivatives Chemical class 0.000 description 1
- 239000004480 active ingredient Substances 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 239000003513 alkali Substances 0.000 description 1
- 150000008055 alkyl aryl sulfonates Chemical class 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 230000000172 allergic effect Effects 0.000 description 1
- HSFWRNGVRCDJHI-UHFFFAOYSA-N alpha-acetylene Natural products C#C HSFWRNGVRCDJHI-UHFFFAOYSA-N 0.000 description 1
- DTOSIQBPPRVQHS-PDBXOOCHSA-N alpha-linolenic acid Chemical compound CC\C=C/C\C=C/C\C=C/CCCCCCCC(O)=O DTOSIQBPPRVQHS-PDBXOOCHSA-N 0.000 description 1
- 235000020661 alpha-linolenic acid Nutrition 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- DIZPMCHEQGEION-UHFFFAOYSA-H aluminium sulfate (anhydrous) Chemical compound [Al+3].[Al+3].[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O.[O-]S([O-])(=O)=O DIZPMCHEQGEION-UHFFFAOYSA-H 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 150000001412 amines Chemical class 0.000 description 1
- 229910021529 ammonia Inorganic materials 0.000 description 1
- 235000019270 ammonium chloride Nutrition 0.000 description 1
- CAMXVZOXBADHNJ-UHFFFAOYSA-N ammonium nitrite Chemical compound [NH4+].[O-]N=O CAMXVZOXBADHNJ-UHFFFAOYSA-N 0.000 description 1
- 229910001870 ammonium persulfate Inorganic materials 0.000 description 1
- 229940088990 ammonium stearate Drugs 0.000 description 1
- 239000012874 anionic emulsifier Substances 0.000 description 1
- 239000003945 anionic surfactant Substances 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- 239000003242 anti bacterial agent Substances 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 208000010668 atopic eczema Diseases 0.000 description 1
- JPNZKPRONVOMLL-UHFFFAOYSA-N azane;octadecanoic acid Chemical compound [NH4+].CCCCCCCCCCCCCCCCCC([O-])=O JPNZKPRONVOMLL-UHFFFAOYSA-N 0.000 description 1
- ITHZDDVSAWDQPZ-UHFFFAOYSA-L barium acetate Chemical compound [Ba+2].CC([O-])=O.CC([O-])=O ITHZDDVSAWDQPZ-UHFFFAOYSA-L 0.000 description 1
- WDIHJSXYQDMJHN-UHFFFAOYSA-L barium chloride Chemical compound [Cl-].[Cl-].[Ba+2] WDIHJSXYQDMJHN-UHFFFAOYSA-L 0.000 description 1
- 229910001626 barium chloride Inorganic materials 0.000 description 1
- 235000019400 benzoyl peroxide Nutrition 0.000 description 1
- WGQKYBSKWIADBV-UHFFFAOYSA-N benzylamine Chemical class NCC1=CC=CC=C1 WGQKYBSKWIADBV-UHFFFAOYSA-N 0.000 description 1
- WFYPICNXBKQZGB-UHFFFAOYSA-N butenyne Chemical group C=CC#C WFYPICNXBKQZGB-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- UTOVMEACOLCUCK-PLNGDYQASA-N butyl maleate Chemical compound CCCCOC(=O)\C=C/C(O)=O UTOVMEACOLCUCK-PLNGDYQASA-N 0.000 description 1
- 230000006208 butylation Effects 0.000 description 1
- VSGNNIFQASZAOI-UHFFFAOYSA-L calcium acetate Chemical compound [Ca+2].CC([O-])=O.CC([O-])=O VSGNNIFQASZAOI-UHFFFAOYSA-L 0.000 description 1
- 239000001639 calcium acetate Substances 0.000 description 1
- 235000011092 calcium acetate Nutrition 0.000 description 1
- 229960005147 calcium acetate Drugs 0.000 description 1
- 229910000019 calcium carbonate Inorganic materials 0.000 description 1
- 150000007942 carboxylates Chemical class 0.000 description 1
- 150000001733 carboxylic acid esters Chemical class 0.000 description 1
- 125000002091 cationic group Chemical group 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000007795 chemical reaction product Substances 0.000 description 1
- 238000005660 chlorination reaction Methods 0.000 description 1
- 230000001112 coagulating effect Effects 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000000306 component Substances 0.000 description 1
- 238000009833 condensation Methods 0.000 description 1
- 230000005494 condensation Effects 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 229930003836 cresol Natural products 0.000 description 1
- SPTHWAJJMLCAQF-UHFFFAOYSA-M ctk4f8481 Chemical compound [O-]O.CC(C)C1=CC=CC=C1C(C)C SPTHWAJJMLCAQF-UHFFFAOYSA-M 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000006356 dehydrogenation reaction Methods 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- LSXWFXONGKSEMY-UHFFFAOYSA-N di-tert-butyl peroxide Chemical compound CC(C)(C)OOC(C)(C)C LSXWFXONGKSEMY-UHFFFAOYSA-N 0.000 description 1
- 125000005131 dialkylammonium group Chemical group 0.000 description 1
- FJBFPHVGVWTDIP-UHFFFAOYSA-N dibromomethane Chemical compound BrCBr FJBFPHVGVWTDIP-UHFFFAOYSA-N 0.000 description 1
- JBSLOWBPDRZSMB-BQYQJAHWSA-N dibutyl (e)-but-2-enedioate Chemical compound CCCCOC(=O)\C=C\C(=O)OCCCC JBSLOWBPDRZSMB-BQYQJAHWSA-N 0.000 description 1
- JBSLOWBPDRZSMB-FPLPWBNLSA-N dibutyl (z)-but-2-enedioate Chemical compound CCCCOC(=O)\C=C/C(=O)OCCCC JBSLOWBPDRZSMB-FPLPWBNLSA-N 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- 229940028356 diethylene glycol monobutyl ether Drugs 0.000 description 1
- FVCOIAYSJZGECG-UHFFFAOYSA-N diethylhydroxylamine Chemical compound CCN(O)CC FVCOIAYSJZGECG-UHFFFAOYSA-N 0.000 description 1
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 1
- MZGNSEAPZQGJRB-UHFFFAOYSA-N dimethyldithiocarbamic acid Chemical compound CN(C)C(S)=S MZGNSEAPZQGJRB-UHFFFAOYSA-N 0.000 description 1
- SZXQTJUDPRGNJN-UHFFFAOYSA-N dipropylene glycol Chemical compound OCCCOCCCO SZXQTJUDPRGNJN-UHFFFAOYSA-N 0.000 description 1
- JMGZBMRVDHKMKB-UHFFFAOYSA-L disodium;2-sulfobutanedioate Chemical compound [Na+].[Na+].OS(=O)(=O)C(C([O-])=O)CC([O-])=O JMGZBMRVDHKMKB-UHFFFAOYSA-L 0.000 description 1
- OPGYRRGJRBEUFK-UHFFFAOYSA-L disodium;diacetate Chemical compound [Na+].[Na+].CC([O-])=O.CC([O-])=O OPGYRRGJRBEUFK-UHFFFAOYSA-L 0.000 description 1
- 238000004090 dissolution Methods 0.000 description 1
- GVGUFUZHNYFZLC-UHFFFAOYSA-N dodecyl benzenesulfonate;sodium Chemical compound [Na].CCCCCCCCCCCCOS(=O)(=O)C1=CC=CC=C1 GVGUFUZHNYFZLC-UHFFFAOYSA-N 0.000 description 1
- 230000005489 elastic deformation Effects 0.000 description 1
- GKIPXFAANLTWBM-UHFFFAOYSA-N epibromohydrin Chemical compound BrCC1CO1 GKIPXFAANLTWBM-UHFFFAOYSA-N 0.000 description 1
- UNXHWFMMPAWVPI-ZXZARUISSA-N erythritol Chemical compound OC[C@H](O)[C@H](O)CO UNXHWFMMPAWVPI-ZXZARUISSA-N 0.000 description 1
- 235000019414 erythritol Nutrition 0.000 description 1
- 229940009714 erythritol Drugs 0.000 description 1
- 125000001033 ether group Chemical group 0.000 description 1
- 125000005448 ethoxyethyl group Chemical group [H]C([H])([H])C([H])([H])OC([H])([H])C([H])([H])* 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- DNJIEGIFACGWOD-UHFFFAOYSA-N ethyl mercaptane Natural products CCS DNJIEGIFACGWOD-UHFFFAOYSA-N 0.000 description 1
- 125000002534 ethynyl group Chemical group [H]C#C* 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- NVVZQXQBYZPMLJ-UHFFFAOYSA-N formaldehyde;naphthalene-1-sulfonic acid Chemical compound O=C.C1=CC=C2C(S(=O)(=O)O)=CC=CC2=C1 NVVZQXQBYZPMLJ-UHFFFAOYSA-N 0.000 description 1
- QJQZEJFUIOWFMS-UHFFFAOYSA-N formaldehyde;sulfanediol Chemical class O=C.OSO QJQZEJFUIOWFMS-UHFFFAOYSA-N 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 238000010528 free radical solution polymerization reaction Methods 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 239000003349 gelling agent Substances 0.000 description 1
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 1
- 125000003827 glycol group Chemical group 0.000 description 1
- 150000008282 halocarbons Chemical class 0.000 description 1
- AHAREKHAZNPPMI-UHFFFAOYSA-N hexa-1,3-diene Chemical compound CCC=CC=C AHAREKHAZNPPMI-UHFFFAOYSA-N 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 150000002430 hydrocarbons Chemical group 0.000 description 1
- QUPCNWFFTANZPX-UHFFFAOYSA-N hydrogen peroxide;1-methyl-4-propan-2-ylcyclohexane Chemical compound OO.CC(C)C1CCC(C)CC1 QUPCNWFFTANZPX-UHFFFAOYSA-N 0.000 description 1
- 230000007062 hydrolysis Effects 0.000 description 1
- 238000006460 hydrolysis reaction Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 1
- NXPHCVPFHOVZBC-UHFFFAOYSA-N hydroxylamine;sulfuric acid Chemical compound ON.OS(O)(=O)=O NXPHCVPFHOVZBC-UHFFFAOYSA-N 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 230000002779 inactivation Effects 0.000 description 1
- 150000007529 inorganic bases Chemical class 0.000 description 1
- 150000002484 inorganic compounds Chemical class 0.000 description 1
- 229910010272 inorganic material Inorganic materials 0.000 description 1
- QXJSBBXBKPUZAA-UHFFFAOYSA-N isooleic acid Natural products CCCCCCCC=CCCCCCCCCC(O)=O QXJSBBXBKPUZAA-UHFFFAOYSA-N 0.000 description 1
- QPPQHRDVPBTVEV-UHFFFAOYSA-N isopropyl dihydrogen phosphate Chemical compound CC(C)OP(O)(O)=O QPPQHRDVPBTVEV-UHFFFAOYSA-N 0.000 description 1
- 229960004488 linolenic acid Drugs 0.000 description 1
- KQQKGWQCNNTQJW-UHFFFAOYSA-N linolenic acid Natural products CC=CCCC=CCC=CCCCCCCCC(O)=O KQQKGWQCNNTQJW-UHFFFAOYSA-N 0.000 description 1
- 150000002634 lipophilic molecules Chemical class 0.000 description 1
- 239000000314 lubricant Substances 0.000 description 1
- 229910001629 magnesium chloride Inorganic materials 0.000 description 1
- 229910052943 magnesium sulfate Inorganic materials 0.000 description 1
- 235000019341 magnesium sulphate Nutrition 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 1
- HEBKCHPVOIAQTA-UHFFFAOYSA-N meso ribitol Natural products OCC(O)C(O)C(O)CO HEBKCHPVOIAQTA-UHFFFAOYSA-N 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- 229910001507 metal halide Inorganic materials 0.000 description 1
- 150000005309 metal halides Chemical class 0.000 description 1
- 229910044991 metal oxide Inorganic materials 0.000 description 1
- 150000004706 metal oxides Chemical class 0.000 description 1
- 125000004184 methoxymethyl group Chemical group [H]C([H])([H])OC([H])([H])* 0.000 description 1
- 239000002480 mineral oil Substances 0.000 description 1
- 235000010446 mineral oil Nutrition 0.000 description 1
- 239000011259 mixed solution Substances 0.000 description 1
- 239000003607 modifier Substances 0.000 description 1
- 230000001333 moisturizer Effects 0.000 description 1
- 150000002762 monocarboxylic acid derivatives Chemical class 0.000 description 1
- WQEPLUUGTLDZJY-UHFFFAOYSA-N n-Pentadecanoic acid Natural products CCCCCCCCCCCCCCC(O)=O WQEPLUUGTLDZJY-UHFFFAOYSA-N 0.000 description 1
- 150000002790 naphthalenes Chemical class 0.000 description 1
- 125000002560 nitrile group Chemical group 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- 239000002736 nonionic surfactant Substances 0.000 description 1
- 229920003986 novolac Polymers 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- ZQPPMHVWECSIRJ-KTKRTIGZSA-N oleic acid Chemical compound CCCCCCCC\C=C/CCCCCCCC(O)=O ZQPPMHVWECSIRJ-KTKRTIGZSA-N 0.000 description 1
- 235000021313 oleic acid Nutrition 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- JCGNDDUYTRNOFT-UHFFFAOYSA-N oxolane-2,4-dione Chemical compound O=C1COC(=O)C1 JCGNDDUYTRNOFT-UHFFFAOYSA-N 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 125000004430 oxygen atom Chemical group O* 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- WXZMFSXDPGVJKK-UHFFFAOYSA-N pentaerythritol Chemical compound OCC(CO)(CO)CO WXZMFSXDPGVJKK-UHFFFAOYSA-N 0.000 description 1
- 125000005342 perphosphate group Chemical group 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 150000003014 phosphoric acid esters Chemical class 0.000 description 1
- PMJHHCWVYXUKFD-UHFFFAOYSA-N piperylene Natural products CC=CC=C PMJHHCWVYXUKFD-UHFFFAOYSA-N 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 229920000223 polyglycerol Polymers 0.000 description 1
- 239000012985 polymerization agent Substances 0.000 description 1
- 239000001205 polyphosphate Substances 0.000 description 1
- 235000011176 polyphosphates Nutrition 0.000 description 1
- 239000011591 potassium Substances 0.000 description 1
- 229910052700 potassium Inorganic materials 0.000 description 1
- 239000004304 potassium nitrite Substances 0.000 description 1
- 235000010289 potassium nitrite Nutrition 0.000 description 1
- USHAGKDGDHPEEY-UHFFFAOYSA-L potassium persulfate Chemical compound [K+].[K+].[O-]S(=O)(=O)OOS([O-])(=O)=O USHAGKDGDHPEEY-UHFFFAOYSA-L 0.000 description 1
- 229940114930 potassium stearate Drugs 0.000 description 1
- ANBFRLKBEIFNQU-UHFFFAOYSA-M potassium;octadecanoate Chemical compound [K+].CCCCCCCCCCCCCCCCCC([O-])=O ANBFRLKBEIFNQU-UHFFFAOYSA-M 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 230000001376 precipitating effect Effects 0.000 description 1
- 230000003449 preventive effect Effects 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- FZYCEURIEDTWNS-UHFFFAOYSA-N prop-1-en-2-ylbenzene Chemical compound CC(=C)C1=CC=CC=C1.CC(=C)C1=CC=CC=C1 FZYCEURIEDTWNS-UHFFFAOYSA-N 0.000 description 1
- BDERNNFJNOPAEC-UHFFFAOYSA-N propan-1-ol Chemical compound CCCO BDERNNFJNOPAEC-UHFFFAOYSA-N 0.000 description 1
- AAYRWMCIKCRHIN-UHFFFAOYSA-N propane-1-sulfonic acid;prop-2-enamide Chemical compound NC(=O)C=C.CCCS(O)(=O)=O AAYRWMCIKCRHIN-UHFFFAOYSA-N 0.000 description 1
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 1
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 150000003254 radicals Chemical class 0.000 description 1
- 230000009257 reactivity Effects 0.000 description 1
- 230000003014 reinforcing effect Effects 0.000 description 1
- 238000007142 ring opening reaction Methods 0.000 description 1
- 230000001568 sexual effect Effects 0.000 description 1
- 239000005266 side chain polymer Substances 0.000 description 1
- 238000007613 slurry method Methods 0.000 description 1
- 238000002791 soaking Methods 0.000 description 1
- 239000011734 sodium Substances 0.000 description 1
- 229910052708 sodium Inorganic materials 0.000 description 1
- 229940080264 sodium dodecylbenzenesulfonate Drugs 0.000 description 1
- 235000010288 sodium nitrite Nutrition 0.000 description 1
- CHQMHPLRPQMAMX-UHFFFAOYSA-L sodium persulfate Substances [Na+].[Na+].[O-]S(=O)(=O)OOS([O-])(=O)=O CHQMHPLRPQMAMX-UHFFFAOYSA-L 0.000 description 1
- 159000000000 sodium salts Chemical class 0.000 description 1
- 229910052938 sodium sulfate Inorganic materials 0.000 description 1
- 235000011152 sodium sulphate Nutrition 0.000 description 1
- HFQQZARZPUDIFP-UHFFFAOYSA-M sodium;2-dodecylbenzenesulfonate Chemical compound [Na+].CCCCCCCCCCCCC1=CC=CC=C1S([O-])(=O)=O HFQQZARZPUDIFP-UHFFFAOYSA-M 0.000 description 1
- KKVTYAVXTDIPAP-UHFFFAOYSA-M sodium;methanesulfonate Chemical compound [Na+].CS([O-])(=O)=O KKVTYAVXTDIPAP-UHFFFAOYSA-M 0.000 description 1
- 238000000638 solvent extraction Methods 0.000 description 1
- 229940100515 sorbitan Drugs 0.000 description 1
- 229960002920 sorbitol Drugs 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 230000004936 stimulating effect Effects 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 150000003871 sulfonates Chemical class 0.000 description 1
- 150000003460 sulfonic acids Chemical class 0.000 description 1
- 238000010059 sulfur vulcanization Methods 0.000 description 1
- 239000013589 supplement Substances 0.000 description 1
- 238000001356 surgical procedure Methods 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- 208000024891 symptom Diseases 0.000 description 1
- 239000000454 talc Substances 0.000 description 1
- 229910052623 talc Inorganic materials 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- CIHOLLKRGTVIJN-UHFFFAOYSA-N tert‐butyl hydroperoxide Chemical compound CC(C)(C)OO CIHOLLKRGTVIJN-UHFFFAOYSA-N 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- RYCLIXPGLDDLTM-UHFFFAOYSA-J tetrapotassium;phosphonato phosphate Chemical compound [K+].[K+].[K+].[K+].[O-]P([O-])(=O)OP([O-])([O-])=O RYCLIXPGLDDLTM-UHFFFAOYSA-J 0.000 description 1
- UEUXEKPTXMALOB-UHFFFAOYSA-J tetrasodium;2-[2-[bis(carboxylatomethyl)amino]ethyl-(carboxylatomethyl)amino]acetate Chemical compound [Na+].[Na+].[Na+].[Na+].[O-]C(=O)CN(CC([O-])=O)CCN(CC([O-])=O)CC([O-])=O UEUXEKPTXMALOB-UHFFFAOYSA-J 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- JLGLQAWTXXGVEM-UHFFFAOYSA-N triethylene glycol monomethyl ether Chemical compound COCCOCCOCCO JLGLQAWTXXGVEM-UHFFFAOYSA-N 0.000 description 1
- YFNKIDBQEZZDLK-UHFFFAOYSA-N triglyme Chemical compound COCCOCCOCCOC YFNKIDBQEZZDLK-UHFFFAOYSA-N 0.000 description 1
- QXJQHYBHAIHNGG-UHFFFAOYSA-N trimethylolethane Chemical compound OCC(C)(CO)CO QXJQHYBHAIHNGG-UHFFFAOYSA-N 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 239000000080 wetting agent Substances 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 230000037303 wrinkles Effects 0.000 description 1
- 239000000811 xylitol Substances 0.000 description 1
- HEBKCHPVOIAQTA-SCDXWVJYSA-N xylitol Chemical compound OC[C@H](O)[C@@H](O)[C@H](O)CO HEBKCHPVOIAQTA-SCDXWVJYSA-N 0.000 description 1
- 235000010447 xylitol Nutrition 0.000 description 1
- 229960002675 xylitol Drugs 0.000 description 1
- 239000011592 zinc chloride Substances 0.000 description 1
- 235000005074 zinc chloride Nutrition 0.000 description 1
- UGZADUVQMDAIAO-UHFFFAOYSA-L zinc hydroxide Chemical compound [OH-].[OH-].[Zn+2] UGZADUVQMDAIAO-UHFFFAOYSA-L 0.000 description 1
- 229910021511 zinc hydroxide Inorganic materials 0.000 description 1
- 229940007718 zinc hydroxide Drugs 0.000 description 1
- XOOUIPVCVHRTMJ-UHFFFAOYSA-L zinc stearate Chemical compound [Zn+2].CCCCCCCCCCCCCCCCCC([O-])=O.CCCCCCCCCCCCCCCCCC([O-])=O XOOUIPVCVHRTMJ-UHFFFAOYSA-L 0.000 description 1
- 150000007934 α,β-unsaturated carboxylic acids Chemical class 0.000 description 1
- DGVVWUTYPXICAM-UHFFFAOYSA-N β‐Mercaptoethanol Chemical compound OCCS DGVVWUTYPXICAM-UHFFFAOYSA-N 0.000 description 1
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08F—MACROMOLECULAR COMPOUNDS OBTAINED BY REACTIONS ONLY INVOLVING CARBON-TO-CARBON UNSATURATED BONDS
- C08F36/00—Homopolymers and copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds
- C08F36/02—Homopolymers and copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds
- C08F36/04—Homopolymers and copolymers of compounds having one or more unsaturated aliphatic radicals, at least one having two or more carbon-to-carbon double bonds the radical having only two carbon-to-carbon double bonds conjugated
- C08F36/06—Butadiene
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/0025—Crosslinking or vulcanising agents; including accelerators
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/003—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/02—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor for making articles of definite length, i.e. discrete articles
- B29C41/14—Dipping a core
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C41/00—Shaping by coating a mould, core or other substrate, i.e. by depositing material and stripping-off the shaped article; Apparatus therefor
- B29C41/34—Component parts, details or accessories; Auxiliary operations
- B29C41/46—Heating or cooling
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L15/00—Compositions of rubber derivatives
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L63/00—Compositions of epoxy resins; Compositions of derivatives of epoxy resins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L9/00—Compositions of homopolymers or copolymers of conjugated diene hydrocarbons
- C08L9/02—Copolymers with acrylonitrile
- C08L9/04—Latex
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2009/00—Use of rubber derived from conjugated dienes, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2063/00—Use of EP, i.e. epoxy resins or derivatives thereof, as moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/48—Wearing apparel
- B29L2031/4842—Outerwear
- B29L2031/4864—Gloves
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G59/00—Polycondensates containing more than one epoxy group per molecule; Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups
- C08G59/18—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing
- C08G59/40—Macromolecules obtained by polymerising compounds containing more than one epoxy group per molecule using curing agents or catalysts which react with the epoxy groups ; e.g. general methods of curing characterised by the curing agents used
- C08G59/42—Polycarboxylic acids; Anhydrides, halides or low molecular weight esters thereof
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/18—Oxygen-containing compounds, e.g. metal carbonyls
- C08K3/20—Oxides; Hydroxides
- C08K3/22—Oxides; Hydroxides of metals
- C08K2003/2296—Oxides; Hydroxides of metals of zinc
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L2312/00—Crosslinking
Definitions
- the present invention relates to a composition for dip molding and a molded product thereof.
- Molds such as gloves, condoms, catheters, tubes, balloons, nipples, sack, etc. obtained by dip molding a latex composition of natural rubber or synthetic rubber are known.
- the molded product obtained from natural rubber has a high inherent stress retention rate of rubber, is flexible and has excellent rubber elasticity, while natural rubber latex contains a protein that causes type I allergic symptoms in the human body. Therefore, many problems have been reported for products that come into direct contact with the human body.
- the molded product obtained from synthetic rubber does not contain protein, there is an advantage that the problem of type I allergy is small.
- synthetic rubber isoprene rubber, chloroprene rubber, and carboxyl group-containing acrylonitrile butadiene rubber (XNBR) are known.
- isoprene rubber has a structure similar to that of natural rubber, has a stress retention rate close to that of natural rubber, and has flexible rubber elasticity.
- chloroprene rubber is structurally a partially chlorinated butadiene rubber, has a high stress retention rate like the isoprene rubber, and has flexible rubber elasticity.
- all of them have the drawback of being very expensive.
- the isoprene monomer which is the raw material of isoprene rubber, is produced by a propylene dimerization method, an isoamylene dehydrogenation method, a C5 fraction solvent extraction method, etc., and a large amount of butadiene monomer is produced from the rectification of the C4 fraction during petroleum production. It requires a chemical reaction and a complicated manufacturing process compared to the one obtained in the above. Further, in the polymerization of the isoprene monomer, after the isoprene rubber is produced by solution polymerization, the solvent is separated and the isoprene rubber latex for dipping is obtained by emulsifying with water.
- the chloroprene monomer is mainly produced industrially by subjecting monovinyl acetylene obtained by dimerization of acetylene to hydrochloric acid, and cannot be produced inexpensively.
- XNBR is a copolymer of butadiene, acrylonitrile and unsaturated carboxylic acid, and is widely used in the production of dip molded products because it can be mass-produced at low cost.
- the butadiene residues were covalently bonded with sulfur and a vulcanization accelerator, and the carboxyl groups (X) were ion-crosslinked with zinc to produce a molded product. Since the generation has become a problem, in recent years, an accelerator-free molded body that does not use sulfur and a vulcanization accelerator has been proposed.
- Patent Document 1 self-crosslinking with a crosslinkable organic compound (Patent Document 1), cross-linking with an organic cross-linking agent such as a polycarbodiimide compound or an epoxy compound (Patent Documents 2 and 3), and cross-linking with a metal cross-linking agent such as aluminum which is close to a covalent bond.
- Patent Document 4 A dip molded body according to (Patent Document 4) has been proposed.
- XNBR is a copolymer of butadiene, acrylonitrile and unsaturated carboxylic acid as described above. The characteristic of being a rubber is borne by the double bond of butadiene. Butadiene is a base component in that sense. Acrylonitrile and unsaturated carboxylic acid are components that change the properties of XNBR by copolymerizing with butadiene, and depending on the content, various properties such as chemical resistance, tensile strength, elongation, and modulus can be changed. can. Further, in XNBR, the film forming property, manufacturing ease and physical properties of the obtained latex are influenced by adjusting the polymerization temperature, the chain transfer agent, the polymerization method and the polymerization conversion rate.
- XNBR produced by low-temperature polymerization has been mainly used for improving thin tensile strength, and a molded product having satisfactory tensile strength and elongation has been obtained.
- XNBR becomes a linear polymer, and the tensile strength of XNBR alone is improved.
- the carboxylic acid of XNBR is easily ionized and becomes a carboxylate ion, which is oriented on the surface of the XNBR particles, so that metal ion cross-linking by metal ions is likely to occur. The strength between particles is improved.
- the rubber elasticity of the linear XNBR is lower than that of the branched XNBR, the rubber elasticity such as stress retention and flexibility as basic physical properties is further inferior to that of natural rubber.
- XNBR is crosslinked with an organic cross-linking agent and a metal cross-linking agent, and the original properties of rubber similar to those of natural rubber can be obtained by dip molding, and at least one of stress retention, softness, elongation, and strength is 1
- the purpose is to produce a molded product with excellent two characteristics.
- the present inventors examined the composition and polymerization method of XNBR, and examined the above problems. At the same time, the present inventors considered that there is a limit to improving the rubber physical properties with the conventional XNBR, and the present inventors examined the so-called XYNBR to which a new fourth component was added.
- the present inventors can solve the problems of XNBR so far by this novel XYNBR, and further, depending on the embodiment, practically satisfy the strength, elongation, and softness standard of ASTMD412 for surgical gloves.
- gloves that meet the strength required by ultra-thin gloves can be made even if they are gloves or have a structure with many branches made of hot rubber.
- a composition for dip molding containing at least a nitrile rubber elastomer containing a carboxyl group amide group.
- the elastomer has a structural unit derived from a conjugated diene monomer of 50% by weight or more and 78% by weight or less, a structural unit derived from an ethylenically unsaturated nitrile monomer of 17% by weight or more and 35% by weight or less, and an ethylenically unsaturated structure unit.
- Structural units derived from saturated carboxylic acid monomers are 2.0% by weight or more and 8.0% by weight or less
- structural units derived from amide group-containing monomers are 0.5% by weight or more and 5.0% by weight or less.
- a composition for dip molding wherein the MEK insoluble content of the elastomer is 50% by weight or more and 80% by weight or less.
- An epoxy cross-linking agent containing an epoxy compound having three or more glycidyl ether groups in one molecule and an epoxy compound having a mother skeleton having an alicyclic, aliphatic or aromatic hydrocarbon, and a pH adjuster. At least more contained, The composition for dip molding according to [1], wherein the MIBK / water distribution ratio according to the following measuring method of the epoxy cross-linking agent is 50% or more.
- MIBK / water distribution rate measurement method 5.0 g of water, 5.0 g of methyl isobutyl ketone (MIBK) and 0.5 g of epoxy cross-linking agent are precisely weighed in a test tube, stirred at 23 ° C ⁇ 2 ° C for 3 minutes, and mixed. Centrifuge at 1.0 ⁇ 10 3 G for 10 minutes to separate into an aqueous layer and a MIBK layer. Next, the MIBK layer is sorted and weighed, and the MIBK / water distribution ratio is calculated by the following formula.
- MIBK methyl isobutyl ketone
- MIBK / water distribution rate (%) (MIBK layer weight after distribution (g) -MIBK weight before distribution (g)) / cross-linking agent addition weight (g) ⁇ 100
- the above measurement is performed three times, and the average value is taken as MIBK / water distribution ratio.
- the content ratio of the structural unit derived from the ethylenically unsaturated carboxylic acid monomer in the elastomer is 3.5% by weight or more and 6% by weight or less, and the structural unit derived from the amide group-containing monomer is used.
- the structural unit derived from the N-alkylamide monomer or N-alkylketoneamide monomer is a structural unit derived from a (meth) acrylamide monomer or a structural unit derived from a diacetone acrylamide monomer. , [6].
- Composition [9] The composition for dip molding according to any one of [1] to [8], wherein the pH is adjusted to 9.0 or more and 10.5 or less by the pH adjusting agent.
- the amount of zinc oxide added is 0.2 parts by weight or more and 1.5 parts by weight or less with respect to 100 parts by weight of the elastomer.
- MEK swelling rate is 5 times or more and 10 times or less.
- a composition for dip molding containing at least a cross-linking agent and a pH adjusting agent.
- the elastomer has a structural unit derived from a conjugated diene monomer of 50% by weight or more and 78% by weight or less, a structural unit derived from an ethylenically unsaturated nitrile monomer of 17% by weight or more and 35% by weight or less, and an ethylenically unsaturated structure unit.
- Structural units derived from saturated carboxylic acid monomers are 2.0% by weight or more and 8.0% by weight or less, and structural units derived from amide group-containing monomers are 0.5% by weight or more and 5.0% by weight or less.
- MIBK / water distribution rate measurement method 5.0 g of water, 5.0 g of methyl isobutyl ketone (MIBK) and 0.5 g of epoxy cross-linking agent are precisely weighed in a test tube, stirred at 23 ° C ⁇ 2 ° C for 3 minutes
- MIBK / water distribution rate (%) (MIBK layer weight after distribution (g) -MIBK weight before distribution (g)) / cross-linking agent addition weight (g) ⁇ 100 The above measurement is performed three times, and the average value is taken as MIBK / water distribution ratio.
- the basic physical properties required for gloves are tensile strength, elongation, softness, and further. Since the elastomer has a structure with many branches, it has become possible to provide gloves having excellent properties of at least one of the stress retention rates that can be imparted. Furthermore, this glove can be manufactured without the latex protein that causes type I allergy and the vulcanization accelerator that causes type IV allergy.
- the present invention can also be applied not only to gloves but also to molded products such as condoms, catheters, tubes, balloons, nipples, or sack.
- a carboxyl group amide group-containing nitrile rubber elastomer (a nitrile rubber elastomer having a carboxyl group and an amide, also simply referred to as “XYNBR”), which is a feature of the present invention, is used.
- a dip molding composition (also simply referred to as “dip liquid") for producing a dip molded body (also simply referred to as “molded body”) crosslinked with an organic cross-linking agent or a metal cross-linking agent, which is used. The manufacturing method of the molded product and the completed molded product will be described.
- the composition and ratio of XYNBR, the degree of the cross-linking structure (branched structure) are adjusted, and the amount of the epoxy cross-linking agent or the metal cross-linking agent added is adjusted to increase the strength as compared with the conventional XNBR gloves. It was possible to obtain a molded product having excellent properties of at least one (preferably two or more) of elongation (also referred to as “elongation rate”), softness, and stress retention rate.
- the dip molding composition according to the present embodiment contains XYNBR, which will be sequentially described below, as an essential component, is a mixed solution with normal water, and contains a pH adjuster. Further, in addition to this, an epoxy cross-linking agent or a cross-linking agent such as zinc oxide (particularly an epoxy cross-linking agent) is contained, and components other than these components may be contained.
- Nitrile rubber latex containing a carboxyl group amide group (XYNBR)
- the XYNBR of the present invention is characterized by containing an amide group as compared with the conventional XNBR and having a structure having many branches of the polymer in order to have rubber elasticity.
- methacrylic acid is not uniformly incorporated into the polymer main chain and is unevenly distributed near the particle interface, there is also a problem that the cross-linking points with the cross-linking agent are unevenly distributed.
- a lipophilic compound such as metaacrylamide
- the compound exists in the vicinity of butadiene and acrylonitrile because it is lipophilic, and enters uniformly in the polymer chain. It was possible to have an interaction between the polymers. Therefore, by replacing a part of methacrylic acid with metaacrylamide, the amount of methacrylic acid used can be reduced and the residual amount of methacrylic acid can be reduced. Further, by reducing the amount of free carboxylic acid, the amount of alkali of the pH adjuster for adjusting the pH of the dip solution can be reduced, and as a result, the water resistance of the molded product is improved.
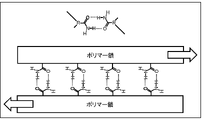
- the NH proton part of the amide group of) has a positive polarity
- the O (oxygen atom) part of the amide group has a negative polarity. is doing.
- the hydrogen bonds due to the amide groups between the polymer chains are more effectively constructed by energizing the polymer once to increase the mobility of the polymer chains.
- the state of the interaction between the polymer chains by the amide group is shown in FIG.
- the molded article obtained by XYNBR by the interaction between the above polymer chains by the amide group derived from methacrylamide is considered to have the following characteristics. Since hydrogen bonds due to amide groups derived from metaacrylamide are uniformly incorporated into the polymer between the polymer chains, hydrogen bonds are formed when the hydrogen bonds between the surrounding polymer chains are stressed in a certain direction. A phenomenon called slip occurs in which hydrogen bonds with another amide group while breaking and regenerates. Due to this slipping action, the strain stress is not concentrated at one point and can be dissipated, so that the strength at break is increased.
- metaacrylamide can be made softer by lowering the modulus because the interaction occurs without the intervention of metal ions. Since the interaction of the amide group derived from metaacrylamide causes the polymer chain to slip, the deformation becomes more plastic deformation, and therefore the stress retention tends to be difficult to improve. This can be complemented by a structure with many polymer branches to give rubber elasticity when necessary.
- a molded product produced by using a dip molding composition containing an elastomer having a structural unit derived from an amide group-containing monomer has excellent physical properties even when stored for a long period of time, particularly high tensile strength and tear strength. Can be retained.
- XYNBR having the above-mentioned characteristics as a base
- ASTM standards especially elongation of 650% or more, which could not be achieved with conventional XNBR gloves.
- the crosslinked structure of the elastomer contained in the latex described in this section is common to the carboxyl group-containing nitrile rubber elastomer (XNBR) and the carboxyl group amide group-containing nitrile rubber elastomer (XYNBR). It is desirable that the elastomer contained in the carboxyl group amide group-containing nitrile rubber latex composition has a MEK insoluble content of 50% by weight or more and 80% by weight or less by introducing a crosslinked structure in advance during emulsion polymerization.
- the crosslinked structure introduced in the polymerization step of the latex composition increases the crosslinked density of the dip molded product and contributes to the improvement of the tensile density.
- this latex composition it is possible to provide a dip molded product having high tensile strength while being a dip molded product molded from the synthetic rubber latex composition.
- a technique for obtaining desired performance by introducing a crosslinked structure into an elastomer contained in a latex composition in advance to impart a minimum crosslinked structure during dipping is generally used as a pre-vulcanization technique for a natural rubber latex composition.
- the film forming property is significantly inferior to that of the natural rubber latex composition, so that it is a difficult technique to obtain appropriate physical properties.
- the dip molded article Since the composition according to the present embodiment already has a crosslinked structure in the synthetic latex composition, the dip molded article satisfies sufficient physical properties by introducing a minimum crosslinked structure in the process for producing the dip molded article. Can be obtained. Further, the dip molded product thus obtained has a feature of excellent tensile strength.
- the degree of the crosslinked structure given in the polymerization step of the elastomer in the synthetic latex composition is 50% by weight or more and 80% by weight or less of the total crosslinked structure finally introduced. preferable.
- the crosslinked structure introduced in the polymerization step of the elastomer in the synthetic latex composition has a different chemical bonding method from the crosslinked structure introduced at the time of molding general latex or rubber, and the polymerization reaction proceeds by radical polymerization. Can be controlledly generated by addition of radicals to the polymer side chain, chain transfer, or the like.
- the crosslinked structure produced in the synthetic latex composition polymerization step produces a carbon-carbon bond, an ester bond, a hydrogen bond, a coordination structure, etc., but the carbon-carbon bond is stronger and is stretched to the final molded product. Brings an increase in strength.
- the degree of crosslinked structure As a method that can be measured with good reproducibility, it can be obtained by measuring the degree of dissolution of the polymer in the solvent using a solvent having a polarity close to that of the polymer.
- the polymer is acrylonitrile butadiene rubber (XYNBR) containing a carboxyl group amide group
- the degree of crosslinked structure can be estimated by measuring the amount of insoluble matter using methyl ethyl ketone (MEK) as a solvent.
- MEK methyl ethyl ketone
- the amount of MEK insoluble matter is an index for measuring the extent to which a crosslinked structure is formed in the polymer structure.
- it is effective to increase the crosslinked structure of the dip molded product. This is because the number of bonds due to cross-linking increases due to the increase in the cross-linked structure, the tensile strength increases due to the decrease in the stress applied to each cross-linked structure, and the molecular chains of the dip-formed body with the increased cross-linked structure are molecular chains.
- Synthetic latex compositions are usually a mixture of latex particles and water, but the latex particles are usually covered with a surfactant and when they are finally dehydrated to form a film, those particles It looks like it is stacked.
- the space between the laminated latex particles is referred to as “between particles”, and the inside of the particles is referred to as “intra-particle” to distinguish them.
- the synthetic latex composition has a problem that the bond between the particles is weak.
- Elastomers with many crosslinked structures have many carboxyl groups incorporated into the particles, and by further cross-linking with a cross-linking agent suitable for intra-particle cross-linking, the cross-linking density of the molded product is increased, and tensile strength and stress retention are maintained. The rate can be further increased.
- the weak bond between particles common to synthetic latex compositions has been conventionally complemented by a metal cross-linking agent such as zinc.
- the elastomer according to the present embodiment can be partially crosslinked between particles, for example, can be eliminated by cross-linking with an epoxy cross-linking agent. It can also be eliminated by further adding a metal cross-linking agent such as zinc.
- this elastomer Since this elastomer has many carboxyl groups in the particles, it is highly pH-dependent. That is, the characteristics of the molded body change depending on whether the carboxyl group serving as the cross-linking point of the cross-linking agent is present at the particle interface of the elastomer or in the particles. Normally, since the pH of latex is adjusted to about 8.3, the elastomer has many carboxyl groups in the particles, but when the pH is finally adjusted to be lower than 9.0 as a dip molding composition. Since the carboxyl group stays in the particle, the stress retention rate becomes high, the carboxyl group at the particle interface becomes small, and the tensile strength decreases.
- the pH of the dip molding composition is higher than 10.5, a large amount of carboxyl groups in the particles will appear at the particle interface, and vice versa. Therefore, in the present invention, it is desirable to adjust the pH of the dip molding composition to 9.0 or more and 10.5 or less with a pH adjuster.
- composition of the nitrile rubber elastomer containing a carboxyl group amide group includes a structural unit derived from a conjugated diene monomer, a structural unit derived from an ethylenically unsaturated carboxylic acid monomer, a structural unit derived from an ethylenically unsaturated nitrile monomer, and further.
- a structural unit derived from an amide group is included as an essential structural unit, and structural units derived from other copolymerizable monomers may be optionally included.
- each monomer will be described.
- the conjugated diene monomer used in the present embodiment is not particularly limited as long as it has a radical polymerization reactivity.
- Specific examples of the conjugated diene monomer include 1,3-butadiene, isoprene, 2,3-dimethyl-1,3-butadiene, 2-ethyl-1,3-butadiene, 1,3-pentadiene and chloroprene. Can be mentioned.
- These conjugated diene monomers can be used alone or in combination of two or more.
- the structural unit derived from the conjugated diene monomer is mainly an element that gives flexibility to the molded product.
- the content ratio of the conjugated diene monomer to all the monomers is usually 50% by weight or more and 78% by weight or less, preferably 60. It is 50% by weight or more and 75% by weight or less.
- the ethylenically unsaturated nitrile monomer used in the present embodiment may be any as long as it has a polymerizable unsaturated bond and a nitrile group in one molecule, and is, for example, acrylonitrile, methacrylonitrile, fumaronitrile, ⁇ . -Clochloroacrylonitrile, ⁇ -cyanoethyl acrylonitrile and the like can be mentioned. Of these, acrylonitrile and methacrylonitrile are preferable, and acrylonitrile is more preferable.
- the structural unit derived from the ethylenically unsaturated nitrile monomer is a component that mainly gives strength to the molded body. If the amount is too small, the strength becomes insufficient, and if the amount is too large, the chemical resistance increases but the hardness becomes too hard.
- the content ratio of the ethylenically unsaturated nitrile monomer to all the monomers (or the content ratio of the structural unit derived from the ethylenically unsaturated nitrile monomer in the elastomer) is usually 17% by weight or more and 35% by weight or less. It is preferably 20% by weight or more and 30% by weight or less, and more preferably 21% by weight or more and 28% by weight or less. Even if the amount of ethylenically unsaturated nitrile monomer is large, it is relatively difficult to increase the modulus and it has almost no effect on the stress retention rate. Can be set within.
- the structural unit derived from the ethylenically unsaturated carboxylic acid monomer serves as a cross-linking point with the cross-linking agent.
- the type of the ethylenically unsaturated carboxylic acid monomer is not particularly limited, and may be a monocarboxylic acid or a polycarboxylic acid. Specific examples thereof include acrylic acid, methacrylic acid, itaconic acid, maleic acid, fumaric acid, maleic anhydride, citraconic anhydride and the like, and acrylic acid and methacrylic acid are preferable.
- the content ratio of the ethylenically unsaturated carboxylic acid monomer to all the monomers is usually 2.0% by weight or more. It is 8.0% by weight or less, preferably 3.5% by weight or more and 6.0% by weight or less, more preferably 3.5% by weight or more and 5.0% by weight or less, and further preferably 3 by weight. It is 5.5% by weight or more and 4.5% by weight or less.
- the modulus is greatly increased. Therefore, it is preferable to reduce the amount as much as possible as in the above range.
- An amide group-containing monomer can be used in addition to the ethylenically unsaturated carboxylic acid monomer.
- the type of the amide group-containing monomer is not particularly limited, and for example, an N-alkylamide monomer or an N-alkylketoneamide monomer can be used, and these N-alkylamides or N-alkyls can be used.
- Examples of ketone amides include (meth) acrylamide monomers or diacetone acrylamide monomers.
- the content ratio of the amide group-containing monomer to all the monomers is usually 0.5% by weight or more and 5.0% by weight or less. It is preferably 1% by weight or more and 3% by weight or less.
- a molded product such as a glove prepared by using a copolymer polymer having a structural unit derived from an amide group-containing monomer is an NBR polymer whose rubber physical properties change significantly with time from immediately after production depending on the embodiment.
- the tensile strength, elongation, and softness are increased in a well-balanced manner, and the tensile strength is particularly improved.
- the tear strength of the molded product is greatly improved.
- a molded product produced by using a dip molding composition containing an elastomer having a structural unit derived from an amide group-containing monomer has excellent physical properties even when stored for a long period of time, particularly high tensile strength and tear strength. Can be retained.
- the amide group-containing monomer By using the amide group-containing monomer, it is possible to produce a crosslinked film having high tensile strength. Due to this effect, for example, by combining with an epoxy cross-linking agent, a cross-linked film having a tensile strength of 17 MPa or more can be produced, and while ensuring this tensile strength, the 500% modulus is 7 MPa or less and the elongation is 650%.
- the crosslinked film described above can be produced.
- methacrylamide When emulsion polymerization is carried out with a monomer such as butadiene and acrylonitrile, for example, when methacrylamide is used as an amide group-containing monomer, methacrylamide has a lower solubility in water than methacrylamide, and thus is hydrophobic such as butadiene. The copolymerizability with the sex monomer is enhanced, and it becomes easier to be more uniformly incorporated in the produced polymer chain. Further, unlike methacrylic acid, the methacrylamide-derived domain distributed in the polymer chain does not ionize even in a high pH region, so that it cannot form an ionic bond with a polyvalent ion existing in the system. This effect is advantageous for making soft films.
- methacrylamide-derived domain distributed in the polymer chain does not ionize even in a high pH region, so that it cannot form an ionic bond with a polyvalent ion existing in the system. This effect is advantageous for making soft films.
- the methacrylamide molecule has an appropriately high dipole moment, and when incorporated into the polymer chain by a copolymerization reaction, it has the effect of uniformly forming a highly polar domain in the entire polymer chain.
- a polymer film having such a structure is deformed by a tensile stress from both directions, it is subject to breakage while a slip phenomenon occurs between polymer chains, so that the polymer film has high strength and high elongation.
- ⁇ Other copolymerizable monomers In this embodiment, if necessary, a conjugated diene monomer, an ethylenically unsaturated nitrile monomer, an ethylenically unsaturated carboxylic acid monomer, or another simpler copolymerizable with an amide group-containing monomer can be used. Monomers can be used.
- the other copolymerizable monomer may be any as long as it has a polymerizable unsaturated bond in the molecule, and is an ethylenically unsaturated sulfonic acid monomer such as acrylamide propane sulfonic acid or styrene sulfonic acid; Methyl acrylate, ethyl (meth) acrylate, butyl (meth) acrylate, -2-ethylhexyl (meth) acrylate, trifluoroethyl (meth) acrylate, tetrafluoropropyl (meth) acrylate, itaconic acid Monoethyl, monobutyl fumarate, monobutyl maleate, dibutyl maleate, dibutyl fumarate, ethyl maleate, mono2-hydroxypropyl maleate, methoxymethyl (meth) acrylate, ethoxyethyl (meth) acrylate, (meth
- the amount of other copolymerizable monomers is 0% by weight or more and 5% by weight or less, preferably 0% by weight or more and 3% by weight or less with respect to all the monomers.
- ⁇ Latex manufacturing method> a method for producing latex will be described by way of using an example in which acrylonitrile butadiene rubber (XYNBR) containing a carboxyl group amide group is mainly used as an elastomer.
- the method for producing the synthetic latex composition of the present embodiment can be carried out by a usual polymerization method, and the type of the polymerization reactor may be any type of polymerization reactor such as batch type, semi-batch type, continuous type and the like. good.
- the method for adding the monomer is specified, for example, a method of adding the monomer to the polymerization reactor all at once, a method of adding the monomer continuously or intermittently according to the progress of the polymerization reaction, or a method of adding a part of the monomer. Examples thereof include a method in which the reaction is carried out up to the conversion rate of the above, and then the residual monomer is continuously or continuously added, and any of the addition methods may be adopted.
- the monomer to be added may be used by mixing various monomers to be used in advance, or may be used for each monomer. When various monomers are mixed, the mixing ratio may be constant or changed.
- the amount of MEK insoluble matter is not particularly limited, but the characteristics of the method for producing a latex composition (also referred to as "synthetic latex composition") having this parameter of 50% by weight or more and having soft basic characteristics are described below. Describe. Thereby, the synthetic latex composition of the present embodiment can have rubber elasticity such as high stress retention rate and flexibility with respect to the conventional linear XNBR polymerized at a low temperature.
- the following relatively high polymerization temperature, a relatively small amount of chain transfer agent and the polymerization conversion rate are raised to a specific conversion rate, and then the conversion rate is increased. Further, it can be produced by a method such as raising the polymerization temperature.
- the polymerization temperature at the time of carrying out the polymerization reaction is, for example, 20 ° C. or higher and 60 ° C. or lower, preferably 25 ° C. or higher and 50 ° C. or lower, so that the polymer of the synthetic latex composition has a small molecular weight and is branched.
- the amount of MEK insoluble is high.
- the amount of the chain transfer agent is, for example, 0.2% by weight or more and 0.8% by weight or less, which is as small as possible to increase the number of branched chains and increase the amount of MEK insoluble matter.
- the MEK insoluble content is characterized by having a MEK insoluble content of 50% by weight or more and 80% by weight or less, but preferably 60% by weight or more and 80% by weight or less. , 65% by weight or more and 75% by weight or less, more preferably 68% by weight or more and 72% by weight or less.
- the MEK insoluble content exceeds 80% by weight, the film forming property deteriorates, it is difficult to obtain a uniform film, and it becomes difficult to perform dip molding.
- hot rubber is basically used to give rubber elasticity, the cold rubber tends to have a larger MEK insoluble matter than the linear latex.
- the present inventors consider that the MEK insoluble content may be less than 50% by weight when trying to take advantage of the elongation and strength that are characteristic of the amide group-containing latex.
- the MEK insoluble content of the elastomer in the synthetic latex composition should be 50% by weight or more, and at the same time, the MEK swelling rate of the dip molding composition should be lowered.
- the MEK insoluble content of the dip molding composition is 0% by weight or more and 10% by weight or less
- the MEK swelling rate is 100 times or more
- the MEK insoluble content is 30% by weight
- the swelling rate is 30 times or more, 70. It is preferably fold or less, but in the dip molding composition of the embodiment in which the MEK insoluble content is 50% by weight or more, the swelling rate is 5 times or more, 20 times or more, and more.
- the swelling rate may be set to be within the range of 5 times or more and 10 times or less. preferable.
- the MEK swelling rate and the amount of MEK insoluble matter can be measured by the methods described in Examples described later.
- the emulsifier is not particularly limited, but is preferably one usually used for emulsifying polymerization, and is non-ionic such as, for example, polyoxyethylene alkyl ether, polyoxyethylene alkyl phenol ether, polyoxyethylene alkyl ester, or polyoxyethylene sorbitan alkyl ester.
- fatty acids such as myristiminic acid, palmitic acid, oleic acid, or linolenic acid and salts thereof, phosphate esters such as isopropyl phosphate or polyoxyethylene alkyl ether phosphate, or alkyldiphenyl ether disulfonates, lauryl diphenyloxysulfonic acid.
- fatty acids such as myristiminic acid, palmitic acid, oleic acid, or linolenic acid and salts thereof
- phosphate esters such as isopropyl phosphate or polyoxyethylene alkyl ether phosphate, or alkyldiphenyl ether disulfonates, lauryl diphenyloxysulfonic acid.
- Anions such as disodium salt, alkylnaphthalene sulfonate, sodium salt of naphthalene sulfonic acid formalin condensate, dialkyl sulfosuccinate sodium, alkylbenzene sulfonate, alkylallyl sulfonate, higher alcohol sulfate ester salt, or alkylsulfosuccinic acid.
- Ammonium chlorides such as trimethylammonium chloride or dialkylammonium chloride, benzylammonium salts, or cationic emulsifiers such as quaternary ammonium salts
- the amount of the emulsifier used is not particularly limited, but is usually 0.1 parts by weight or more and 10 parts by weight or less, preferably 0.5 parts by weight or more and 6.0 parts by weight with respect to 100 parts by weight of the monomer mixture. It is as follows.
- the emulsifier may be used alone or in combination of two or more. Further, it may be used collectively or dividedly at the time of producing the synthetic latex.
- Chain transfer agents include mercaptans such as t-dodecyl mercaptan, n-dodecyl mercaptan, or mercaptoethanol; halogenated hydrocarbons such as carbon tetrachloride, methylene chloride, or methylene bromide; or ⁇ -methylstyrene dimer. Can be mentioned. Mercaptans such as t-dodecyl mercaptan or n-dodecyl mercaptan are preferred.
- the chain transfer agent may be used collectively at the start of the polymerization reaction or may be used at any time according to the progress of the polymerization reaction.
- the rubber molecular chain has many branches and the elastomer has a large amount of MEK insoluble.
- ⁇ Aqueous solvent> Water is usually used as the aqueous solvent, and the amount thereof is usually 70 parts by weight or more and 250 parts by weight or less, preferably 80 parts by weight or more and 170 parts by weight or less with respect to 100 parts by weight of the monomer mixture. .. If the amount of the aqueous solvent is less than 70 parts by weight, the stability may decrease in the polymerization step. Further, when the amount exceeds 250 parts by weight, more time and energy are required for the post-process processing of the generated latex, which causes a problem that the latex manufacturing process becomes inefficient.
- the polymerization initiator is not particularly limited, but for example, potassium persulfate, ammonium persulfate, sodium persulfate, perphosphate, hydrogen peroxide, t-butylhydroperoxide, 1,1,3,3-tetramethylbutylhydro.
- Peroxide p-menthane hydroperoxide, 2,5-dimethylhexane-2,5-dihydroperoxide, diisopropylbenzenehydroperoxide, cumenehydroperoxide, di-t-butyl peroxide, di- ⁇ -kumi Examples thereof include ruperoxide, acetyl peroxide, isobutyryl peroxide, benzoyl peroxide, and azobisisobutyronitrile. These polymerization initiators can be used alone or in combination of two or more.
- the amount of the polymerization initiator used is usually 0.001 part by weight or more and 10 parts by weight or less, preferably 0.01 part by weight or more and 5 parts by weight or less, based on 100 parts by weight of the above-mentioned monomer mixture. More preferably, it is 0.01 part by weight or more and 2 parts by weight or less.
- the peroxide initiator can be used as a redox-based polymerization initiator in combination with a reducing agent.
- This reducing agent is not particularly limited, but is, for example, a compound having a metal ion in a reduced state such as ferrous sulfate or ferrous naphthenate; or a sulfonate such as sodium methanesulfonate, sodium formaldehyde sulfoxylate.
- Such as formaldehyde sulfoxylate salts, 2-hydroxy-2-sulfonato acetate salts such as 2-hydroxy-2-sulfonate acetate disodium salt, 2-hydroxy-2-sulfinato acetate disodium salt and the like 2 -Hydroxy-2-sulfinato-acetate salts, amines such as formdimethylaniline, ascorbic acid and the like can be mentioned.
- These reducing agents can be used alone or in combination of two or more.
- the amount of the reducing agent used is not particularly limited, but the weight ratio with the peroxide (peroxide / reducing agent) is usually 0.01 or more and 100 or less, preferably 0.1 or more and 50 or less. Is.
- the polymerization terminator is not particularly limited, and is, for example, a nitrite such as sodium nitrite, potassium nitrite, or ammonium nitrite; ascorbic acid; citric acid; hydroxylamine; hydroxyamine sulfate; diethyl hydroxylamine; hydroxyamine sulfonic acid.
- a nitrite such as sodium nitrite, potassium nitrite, or ammonium nitrite
- ascorbic acid citric acid
- hydroxylamine hydroxyamine sulfate
- diethyl hydroxylamine hydroxyamine sulfonic acid
- an alkali metal salt thereof a 2,2,6,6-tetramethylpiperidinooxyl compound such as 4-benzoyloxy 2,2,6,6-tetramethylpiperidinooxyl
- sodium dimethyldithiocarbamate dimethyldithiocarbamic acid.
- the polymerization terminator may be added after adding an inorganic base aqueous solution, for example, a sodium hydroxide aqueous solution, a potassium hydroxide aqueous solution, an ammonia water, or the like, or may be added at the same time.
- the amount of the polymerization inhibitor used is usually 0.01 parts by weight or more and 5 parts by weight or less, preferably 0.03 parts by weight or more and 2 parts by weight or less, based on 100 parts by weight of the monomer mixture. After terminating the polymerization reaction, if necessary, remove unreacted monomers, adjust the solid content concentration or pH, add a surfactant, an antiaging agent, a preservative, an antibacterial agent, etc., as desired. Make latex.
- a polymerization agent such as an oxygen scavenger, a dispersant, a surfactant, a chelating agent, a molecular weight adjusting agent, a particle size adjusting agent, an antiaging agent, or a preservative is added.
- Materials can be added.
- the polymerization auxiliary material component may be an organic compound or an inorganic compound.
- the amount of MEK insoluble matter is affected by the crosslinked structure between the primary polymer chains produced by emulsion polymerization, the increase of side chain polymers grown from the primary polymer chains, and the like.
- the detailed measurement method of the MEK insoluble content will be described in Examples described later.
- the epoxy cross-linking agent is contained in the composition for dip molding.
- the characteristics of the epoxy cross-linking agent are that it can increase the cross-linking density in the particles and increase the stress retention rate because it is cross-linked in the particles, that it can maintain its softness compared to the metal cross-linking agent even if it is cross-linked, and that it has high fatigue durability. It is possible to make it.
- Most of the epoxy crosslinkers go inside the latex particles and some crosslink with the carboxyl groups at the particle interface.
- the composition for dip molding usually consists of water and latex particles, and each consists of a hydrophilic region and a lipophilic region (hydrophobic region).
- MIBK methyl isobutyl ketone
- the present inventors have found that if the MIBK / water distribution ratio of the epoxy cross-linking agent is 50% or more, the tensile strength of the molded product is greatly increased by cross-linking with the above-mentioned latex.
- the epoxy cross-linking agent needs to be an epoxy cross-linking agent having a trivalent or higher valence and being difficult to dissolve in water, because the higher the pH in the dip composition, the more the hydrolysis progresses and the inactivation occurs.
- the epoxy compound can be cross-linked by a covalent bond even between some particles, and the cross-linking between particles can be supplemented at the same time. This makes it possible to obtain a molded product having excellent fatigue durability.
- the cross-linking structure of the covalent bond by the epoxy cross-linking agent has an advantage that the above-mentioned original softness of the latex is not impaired because the bond is not easily broken unlike the ionic bond by a metal cross-linking agent such as zinc.
- a metal cross-linking agent such as zinc
- the epoxy cross-linking agent contains an epoxy compound, and the epoxy compound usually has a matrix having three or more glycidyl ether groups in one molecule and an alicyclic, aliphatic or aromatic hydrocarbon (a compound having an alicyclic, aliphatic or aromatic hydrocarbon).
- Epoxy compound having a valence of 3 or more Epoxy compound having a valence of 3 or more
- Epoxy compounds having three or more glycidyl ether groups can usually be produced by reacting epichlorohydrin with an alcohol having three or more hydroxyl groups in one molecule.
- Alcohols having three or more hydroxyl groups forming the matrix of a trivalent or higher epoxy compound include aliphatic glycerol, diglycerol, triglycerol, polyglycerol, sorbitol, sorbitan, xylitol, erythritol, trimethylolethane, and tri. Examples thereof include methylolethane, pentaerythritol, aromatic cresol novolak, trishydroxyphenylmethane and the like.
- the epoxy compounds having a valence of 3 or more it is preferable to use polyglycidyl ether.
- it contains at least one selected from glycerol triglycidyl ether, trimethylolpropane triglycidyl ether, sorbitol triglycidyl ether, sorbitol tetraglycidyl ether, pentaerythritol triglycidyl ether, and pentaerythritol tetraglycidyl ether.
- an epoxy cross-linking agent it is preferable to use an epoxy cross-linking agent, and it is more preferable to use an epoxy cross-linking agent containing at least one selected from trimethylolpropane triglycidyl ether, pentaerythritol triglycidyl ether, and pentaerythritol tetraglycidyl ether. ..
- epoxy cross-linking agents containing epoxy compounds of trivalent or higher those containing an epoxy compound having a glycidyl ether group can generally be produced by reacting a hydroxyl group of an alcohol with epihalohydrin as follows.
- epihalohydrin a monohydric alcohol is used for simplification of the explanation.
- the epoxy compound contained in the epoxy cross-linking agent ranges from divalent to approximately 7-valent depending on the number of hydroxyl groups of the raw material alcohol.
- a trivalent epoxy compound is synthesized as an object by a side reaction in the process of the reaction, several kinds of compounds are produced, and usually, a divalent epoxy compound is also included in the compound. Therefore, for example, the trivalent epoxy cross-linking agent is generally a mixture of divalent and trivalent epoxy compounds.
- a so-called trivalent epoxy cross-linking agent is said to have a content of a trivalent epoxy compound as a main component of about 50%.
- some epoxy cross-linking agents are difficult to dissolve in water, and this is greatly affected by chlorine and the like contained in the structure of the epoxy compound.
- the epoxy cross-linking agent is preferably an epoxy cross-linking agent containing a trivalent or higher valent epoxy compound obtained by reacting epihalohydrin with an alcohol having three or more hydroxyl groups.
- epihalohydrin one or more selected from epichlorohydrin, epibromohydrin, and epiiaiodite hydrin may be used. Among these, it is preferable to use epichlorohydrin.
- a trivalent or higher valent epoxy cross-linking agent and a divalent epoxy cross-linking agent can be mixed and used.
- an alcohol having three or more hydroxyl groups and an alcohol having two hydroxyl groups can be mixed and reacted.
- the epoxy compound forms a crosslink, and in order to form a crosslink with the epoxy compound, the epoxy group is heated at 120 ° C. or higher in the curing step described later as an optimum condition. It is possible to cause a ring-opening reaction.
- the epoxy cross-linking agent preferably has a MIBK / water distribution ratio of 50% or more. More preferably, the MIBK / water distribution ratio is 70% or more.
- the composition for dip molding is divided into a hydrophobic region of the latex particles and a hydrophilic region of the solvent, but the epoxy is difficult to dissolve in water among the epoxy cross-linking agents and easily penetrates into the latex particles which is the hydrophobic region of the elastomer. This is because it is better to use a cross-linking agent.
- the cross-linking density of the molded product is increased by reacting with the carboxyl groups in the latex particles to cross-link the elastomer.
- the tensile strength can be increased.
- Suitable epoxy cross-linking agents ⁇ Average number of epoxy groups> As described above, even if the epoxy cross-linking agent has a valence of 3 or more, a divalent epoxy compound may be included as a side reaction. Therefore, when evaluating each product, the average number of epoxy groups should be grasped to obtain a trivalent epoxy. It is important to know the proportion of compounds that have epoxy groups. The average number of epoxy groups is obtained by identifying each epoxy compound contained in the epoxy cross-linking agent by gel permeation chromatography (GPC) and multiplying the number of epoxy groups in one molecule of each epoxy compound by the number of moles of the epoxy compound.
- GPC gel permeation chromatography
- the number of epoxy groups to be obtained is obtained for each epoxy compound, and the total value thereof is divided by the total number of moles of all the epoxy compounds contained in all the epoxy compounds contained in the epoxy cross-linking agent.
- the average number of epoxy groups of the epoxy cross-linking agent used in the present embodiment is preferably more than 2.0, and more preferably the average number of epoxy groups is 2.3 or more from the viewpoint of obtaining good physical properties of the molded product. .5 or more is more preferable.
- the upper limit for example, 7 or less can be mentioned.
- the epoxy equivalent of the epoxy compound is 100 g / eq. As mentioned above, 230 g / eq. The following is preferable.
- the epoxy equivalent of the epoxy compound is a value obtained by dividing the average molecular weight of the epoxy compound by the average number of epoxy groups, and indicates the average weight per epoxy group. This value can be measured by the perchloric acid method.
- the molecular weight of the epoxy compound contained in the epoxy cross-linking agent is preferably 150 or more and 1500 or less, more preferably 175 or more and 1400 or less, and 200 or more and 1300 or less. Is even more preferred.
- the amount of the epoxy crosslinker added is usually in the range of 0.3 parts by weight or more and 2.5 parts by weight or less, preferably 0.5 parts by weight or more, based on 100 parts by weight of the elastomer. It is 1.5 parts by weight or less. If the amount of the epoxy cross-linking agent added is too small, the tensile strength will decrease, but if the amount added exceeds 2.5 parts by weight, for example, 3 parts by weight, the tensile strength and the elongation rate may decrease.
- the amount of the epoxy cross-linking agent added can also be applied as the amount of the epoxy compound added to 100 parts by weight of the elastomer.
- the dispersant of the epoxy cross-linking agent is represented by a monohydric lower alcohol, a glycol represented by the following formula (E1), an ether represented by the following formula (E2), and a following formula (E3). It is preferably one or more selected from the group consisting of esters.
- R 2'O- (CH 2 CHR 1' - O) n3- (C O) -CH 3 (E3)
- n3 represents an integer of 0 to 3).
- Examples of the monohydric lower alcohol include methanol, ethanol and the like.
- Examples of the glycol represented by the formula (E1) include ethylene glycol, propylene glycol, diethylene glycol, dipropylene glycol, and tripropylene glycol.
- the glycol ethers include diethylene glycol monomethyl ether, diethylene glycol monoisopropyl ether, diethylene glycol monobutyl ether, diethylene glycol monoisobutyl ether, triethylene glycol monomethyl ether, triethylene glycol monobutyl ether, and tripropylene glycol. Examples thereof include monomethyl ether and triethylene glycol dimethyl ether.
- the ester represented by the formula (E3) include diethylene glycol monoethyl ether acetate and diethylene glycol monobutyl ether acetate.
- diethylene glycol is particularly preferable, and diethylene glycol is particularly preferable from the viewpoint of volatility and flammability. It is presumed that diethylene glycol is suitable because it has a highly hydrophilic glycol group and an ether structure and at the same time contains a hydrophobic hydrocarbon structure and is easily dissolved in water and an elastomer.
- the weight ratio of the epoxy cross-linking agent containing the epoxy compound to the dispersant in the composition for dip molding is preferably 1: 4 or more and 1: 1 or less.
- an epoxy compound having a high MIBK / water distribution ratio is used when preparing a composition for dip molding, the epoxy compound is previously dissolved in a dispersant of the epoxy compound, and then the composition for dip molding is used. It is preferable to mix with the constituents of.
- a metal cross-linking agent may be further contained as the cross-linking agent, and from the viewpoint of improving the film-forming property of the film, a metal cross-linking agent may be added in addition to the epoxy cross-linking agent. It can be, for example, a bivalent or higher amphoteric metal compound. Further, it is effective to add, for example, a small amount of a zinc compound as a metal cross-linking agent. It is expected that the zinc compound is crosslinked between particles by ionic cross-linking to improve the tensile strength of the molded product, prevent swelling and decrease in tensile strength in the artificial sweat solution, and improve the impermeableness of the organic solvent.
- the zinc compound include zinc oxide and zinc hydroxide, and zinc oxide is mainly used.
- the zinc oxide used in the embodiment of the present invention is not particularly limited, and generally general zinc oxide can be used.
- the amount of zinc oxide added is 0.1 part by weight or more with respect to 100 parts by weight of the elastomer in the dip forming composition.
- 0 parts by weight or less preferably 0.2 parts by weight or more, 1.5 parts by weight or less, more preferably 0.2 parts by weight or more, 1.0 part by weight or less, still more preferably 0.1 parts by weight.
- the above is 0.6 parts by weight or less.
- pH regulator The conventional concept of pH adjustment of the XNBR dip molding composition is to orient the carboxyl group oriented inside the particles at the latex particle interface outward to form carboxylate ions ( COO- ). Therefore, it was usual to raise the pH of latex to about pH 8.3 to about pH 10 or more and about 11 or less. As a result, the zinc ion or calcium ion of the metal cross-linking agent, or the organic cross-linking agent that cross-links between particles can be cross-linked with the carboxyl group in the elastomer, and the tensile strength of the obtained molded product can be increased to increase the tensile strength of the synthetic rubber latex. It was possible to crosslink between particles, which is a drawback.
- the latex particles themselves have a MEK insoluble content of 0% by weight or more and 30% by weight or less, and have as few crosslinked structures as possible, and linear ones are often used, and most of the carboxyl groups are present at the particle interface. Was made to do. In that sense, it was thought that a pH as high as 10.5 was better, but when it was 11 or more, the film became hard, so this was considered to be the limit.
- the pH is, for example, 10. If it is higher than 5, the carboxyl group is oriented to the outside of the particle interface and the tensile strength is lowered.
- the epoxy cross-linking agent also contributes to cross-linking between some particles, if the pH is lower than 9.0, the strength is lowered. In this sense, pH adjustment is important in this embodiment, for example, the pH is preferably 9.0 or more and 10.5 or less, more preferably 9.3 or more and 10.5 or less.
- the pH adjuster an ammonia compound, an amine compound, an alkali metal hydroxide, or the like can be used. Among these, it is preferable to use an alkali metal hydroxide because the production conditions such as pH adjustment and gelling conditions are easy, and among them, potassium hydroxide (KOH) is the easiest to use.
- KOH potassium hydroxide
- the amount of the pH adjuster added is about 0.1 part by weight or more and 3.0 parts by weight or less with respect to 100 parts by weight of the elastomer in the composition for dip molding, but it is usually industrially 1.8 parts by weight. As mentioned above, it is used in an amount of about 2.0 parts by weight or less.
- composition for dip molding usually contains the above-mentioned components and water, and may contain other optional components.
- the composition for dip molding may further contain a dispersant.
- a dispersant an anionic surfactant is preferable, and for example, a carboxylate, a sulfonate, a phosphate, a polyphosphate ester, a polymerized alkylarylsulfonate, a polymerized sulfonated naphthalene, a polymerized naphthalene, or Examples thereof include formaldehyde condensation polymers, and sulfonates are preferably used.
- the dispersant for example, "Tamol NN9104" manufactured by BASF may be used.
- the amount used is preferably 0.5 parts by weight or more and 2.0 parts by weight or less with respect to 100 parts by weight of the elastomer in the dip molding composition.
- the composition for dip molding can further contain various other additives.
- the additive include antioxidants, pigments, chelating agents and the like.
- the antioxidant a hindered phenol type antioxidant, for example, WingstayL can be used.
- the pigment for example, titanium dioxide is used.
- the chelating agent ethylenediaminetetraacetate sodium or the like can be used.
- composition for dip molding of the present embodiment contains an elastomer, an epoxy cross-linking agent, usually a pH adjuster, and water, and if necessary, additives such as a moisturizer, a dispersant, or an antioxidant.
- a conventional mixing means for example, a mixer or the like.
- a molded body which is a cured product of the above-mentioned dip molding composition, and is, for example, gloves for surgery, experiment, industrial use, and domestic work. , Condoms, medical devices such as catheters, and products such as balloons, nipples, sack, etc., and in particular, can be suitably used as gloves.
- a method for manufacturing a glove when the molded body is a glove will be described.
- the method for producing a molded product which is a cured product of the dip molding composition is not particularly limited, and a step of solidifying and forming the dip molding composition on a dip molding mold or a former (glove molding mold) and an elastomer. It has a step of forming a crosslinked structure.
- a method for solidifying and forming a dip molding composition for example, there are a direct dipping method, a solidification dipping method, an electric dipping method, a heat-sensitive dipping method and the like, but any method may be used, and among them, the direct dipping method or the direct dipping method or The solidification dipping method is preferable.
- a method for manufacturing gloves as a molded body will be described in detail when a solidification dipping method is adopted as a method for solidifying and forming a dip molding composition.
- Gloves can be manufactured, for example, by the following manufacturing method.
- Coagulant adhesion step step of adhering the coagulant to the glove molding mold
- Maturation step step of adjusting and stirring the composition for dip molding
- Dipping step step of immersing the glove molding die in the composition for dip molding
- Gelling step step of gelling the film formed on the glove molding to make a cured film precursor
- Reaching step step of removing impurities from the cured film precursor formed on the glove molding die
- Beading process process of making a roll around the cuffs of gloves
- Curing step step of heating and drying at the temperature required for the crosslinking reaction
- a method for manufacturing a glove which comprises the above steps (3) to (7) in the above order.
- step (6') may be optionally provided between the steps (6) and (7) above.
- step (6') Precure ring step (step of heating and drying the cured film precursor at a lower temperature than the curing step)
- the blocking prevention treatment method is not particularly limited, but for example, a chlorination treatment method of immersing in an aqueous solution of sodium hypochlorite and hydrochloric acid or treating with a chlorine gas chamber, blocking.
- a chlorination treatment method of immersing in an aqueous solution of sodium hypochlorite and hydrochloric acid or treating with a chlorine gas chamber blocking.
- the cured film precursor is a film composed of an elastomer aggregated on a glove molding by a coagulant in a dipping step, and calcium is dispersed in the film in a subsequent gelling step.
- Coagulant Adhesion Step (a) The glove molding mold contains Ca 2+ ions as a coagulant and a gelling agent in an amount of 5% by weight or more and 40% by weight or less, preferably 8% by weight or more and 35% by weight or less. Immerse in a coagulant solution.
- the time for adhering the coagulant or the like to the surface of the glove molding mold is appropriately determined, and is usually 10 seconds or more and 20 seconds or less.
- Other inorganic salts having the effect of precipitating the elastomer may be used. Above all, it is preferable to use calcium nitrate.
- This coagulant is usually used as an aqueous solution containing 5% by weight or more and 40% by weight or less.
- the coagulant solution preferably contains potassium stearate, calcium stearate, mineral oil, ester-based oil, or the like as a release agent in an amount of 0.5% by weight or more and 2% by weight or less, for example, about 1% by weight.
- the coagulant solution is not particularly limited and is generally given as a mixture of coagulant components, solvents, surfactants, wetting agents, inorganic fillers and / and demolding agents.
- the coagulant component include a metal halide such as barium chloride, calcium chloride, magnesium chloride, aluminum chloride, or zinc chloride; a nitrate such as barium nitrate, calcium nitrate, or zinc nitrate; barium acetate, calcium acetate, or acetic acid.
- Acetates such as zinc; sulfates such as calcium sulfate, magnesium sulfate, or aluminum sulfate; or acids such as acetic acid, sulfuric acid, hydrochloric acid, or nitrate can be mentioned. These compounds can be used alone or in combination, but calcium nitrate or calcium chloride is more preferable.
- the solvent is selected from water, alcohol, acids and the like as needed.
- Surfactants are used for the purpose of uniformly adhering the coagulating liquid to the surface of the glove molding mold and facilitating demolding, and are used by nonionic surfactants, metal soaps, or other compounds. Be done.
- the metal soap calcium stearate, ammonium stearate, zinc stearate, and if necessary, a metal oxide, calcium carbonate, talc, an inorganic filler, or the like may be used.
- (B) Place the glove-molded mold to which the coagulant solution is attached in an oven with a furnace temperature of 110 ° C. or higher and 140 ° C. or lower for 1 minute or more and 3 minutes or less, and dry the glove-molded mold to cover the entire surface or a part of the coagulant. To adhere. At this time, it should be noted that the surface temperature of the glove-molded mold after drying is about 60 ° C., which affects the subsequent reaction.
- (C) Calcium contributes not only to the coagulant function for forming a film on the surface of the glove molding mold, but also to the cross-linking function of a considerable part of the finally completed glove. It can be said that the metal cross-linking agent which may be added later reinforces the weak point of the cross-linking function of calcium.
- the composition for dip molding which is one embodiment described above is usually preferably pH 9.5 or more and 10.5 or less. Is a step of adjusting the pH to 10.0 or more and 10.5 or less and stirring. It is considered that this step disperses and homogenizes the components in the dip molding composition.
- Step 3 After pouring the stirred dip molding composition (dip liquid) into the dip tank in the maturation step, the coagulant is adhered to the dip tank in the coagulant adhering step, and the coagulant is dried.
- This is a step of immersing the glove molding mold for a time of 1 second or more and 60 seconds or less, and under temperature conditions of 25 ° C. or higher and 35 ° C. or lower.
- calcium ions contained in the coagulant agglomerate the elastomer contained in the dip molding composition on the surface of the glove molding mold to form a film.
- the cross-linking of the elastomer is slightly advanced to gel to a certain extent so that the membrane is not deformed at the time of subsequent leaching, and at the same time, calcium is dispersed in the membrane and the calcium cross-linking is sufficiently performed later.
- the gelling condition it is generally performed within a temperature range of 30 ° C. or higher and 140 ° C. or lower, and for a time of 1 minute or longer and 4 minutes or shorter.
- the leaching step is a step of washing and removing excess chemicals and impurities that hinder the subsequent curing such as calcium deposited on the surface of the cured film precursor. Normally, the glove molding mold is dipped in warm water at 30 ° C. or higher and 80 ° C. or lower for 1.5 minutes or longer and 4 minutes or shorter.
- (B) Reaching removes the emulsifier, which is a film of latex particles, in the curing process to facilitate cross-linking, and replaces the metal cross-linking agent with a water-insoluble hydroxide in the film. It is a step of carrying out retention and removal of excess calcium derived from a coagulant and potassium derived from a pH adjuster, which is an important step.
- Beading step This is a step of winding up the cuff end of the glove of the cured film precursor for which the leaching step has been completed to make a ring having an appropriate thickness and reinforcing it. If it is carried out in a wet state after the leaching step, the adhesiveness of the roll portion is good.
- Precure ring step (a) After the beading step, the cured film precursor is heated and dried at a lower temperature than the subsequent curing step. Usually, in this step, heating and drying are performed at a temperature of 60 ° C. or higher and 90 ° C. or lower for 30 seconds or longer and 5 minutes or shorter. If a high-temperature curing process is performed without going through the pre-curing process, the water will evaporate rapidly, and convex parts like swelling will be formed on the gloves, which may impair the quality. You may move to the curing process.
- the temperature may be raised to the final temperature of the curing process without going through this step, but if the curing is performed in multiple drying furnaces and the temperature of the first-stage drying furnace is slightly lowered, this one-stage Dry eyes correspond to the pre-curing process.
- the curing step is a step of heating and drying at a high temperature to finally complete cross-linking and form a cured film as a glove. It is usually heated and dried at a temperature of 90 ° C. or higher and 140 ° C. or lower for usually 10 minutes or longer and 30 minutes or shorter, preferably 15 minutes or longer and 30 minutes or shorter.
- Double dipping As for the method of manufacturing gloves, so-called single dipping has been described above.
- the dipping step and the gelling step may be performed twice or more, and this is usually called double dipping. Double dipping is performed for the purpose of preventing the formation of pinholes when manufacturing thick gloves (thickness over 200 ⁇ m, about 300 ⁇ m or less) and also in the method for manufacturing thin gloves.
- double dipping in order to aggregate XNBR in the second dipping step, sufficient time is required for the gelling step to sufficiently precipitate calcium on the film surface in the first gelling step. Is mentioned.
- the evaluation is performed after the molded product is removed from the glove molding mold, and then the temperature and humidity are adjusted for one day or more.
- the XYNBR molded body produced by the above-mentioned manufacturing method using the above-mentioned dip molding composition has excellent tensile strength as compared with the conventional XNBR molded body, and at the same time is soft and has good elongation. It became.
- the conventional XNBR molded body reduces the cross-linking structure of the latex during polymerization and uses a large amount of carboxylic acid to supplement the particles with a metal cross-linking agent such as zinc, so that the rubber's original rubber elasticity is further lost.
- the molded product containing the amide group has improved at least one identification of tensile strength, elongation, and softness due to the interaction between the amide group and the polymer.
- the interaction of amide groups between polymer chains lowers the stress retention rate, but the stress retention rate is complemented by the cross-linking structure of XYNBR itself, the carboxyl group in the latex particles and the intra-particle cross-linking with the epoxy cross-linking agent, and the rubber elasticity. Can be held to a certain extent. It also minimizes carboxylic acid residues in the latex particles, minimizes cross-linking with calcium and / or zinc, and complements inter-particle cross-linking with a portion of the epoxy cross-linking agent to create a softer compact. be able to.
- the XYNBR molded article of the present invention is a surgical having elongation, softness and strength satisfying the ASTM standard which could not be produced by using the XNBR molded article due to the interaction of amide groups between polymer chains in some embodiments.
- Examples of the physical properties of the above-mentioned gloves include tensile strength, elongation rate, stress retention rate, tear strength, and the like. These physical properties can be measured by the test method described later.
- the dip molded product was punched out using DieC manufactured by Dumbbell Co., Ltd. to prepare a test piece.
- the test piece is measured using an AllroundLine universal tester Z-100 manufactured by Zwick Roell at a test speed of 500 mm / min, a distance between chucks of 75 mm, and a distance between marked lines of 25 mm.
- the tensile strength is considered to be 14 MPa or more
- the elongation rate is considered to be 500% or more.
- modulus we focused on modulus) and modulus at the time of 500% elongation (500% modulus).
- the modulus of XNBR gloves currently on the market is about 3 to 4 MPa at 100%, about 9 to 12 MPa at 300%, and about 20 to 35 MPa at 500%, which is about 1 to 1.5 MPa for natural rubber, respectively. It is considerably hard while it is about 3 to 5 MPa and 8 to 12 MPa. Therefore, the inventors have set the standard for 100% modulus to be 2 MPa or less, 300% modulus to be 4 MPa or less, and 500% modulus to be 15 MPa or less. I think I can get it.
- the FAB (Force at Break) may also be used as an index indicating the tensile strength.
- the FAB (EN standard) is preferably 5.5 N or more, more preferably 6.0 N or more, and the upper limit is not particularly limited.
- the FAB can be measured, for example, using a testing machine STA-1225 (manufactured by A & D Co., Ltd.) at a test speed of 500 mm / min and a chuck-to-chuck distance of 75 mm according to the method of EN455-2:2009 standard.
- the tear strength of the dip molded article was measured using DieC of ASTM Standard D624.
- the dip molded product was punched out using ASTMD624-DieC manufactured by Dumbbell Co., Ltd. to prepare a test piece.
- the test piece is measured at a test speed of 500 mm / min using the AllroundLine universal tester Z-100 manufactured by Zwick Roell.
- the tear strength is preferably 25 N / mm or more, more preferably 40 N / mm or more, and further preferably 50 N / mm or more.
- the stress retention rate is measured as follows. A test piece is prepared from the cured film using DieC manufactured by Dumbbell Co., Ltd. according to ASTM D412, and marked with a distance between marked lines of 25 mm. The test piece is attached to a tensile tester with a chuck distance of 90 mm, pulled at a tensile speed of 500 mm / min, and when the distance between marked lines is doubled, the tension of the test piece is stopped and 100% stretching stress M0 is measured. did. The change in stress was measured while holding the test piece from the time when the tension of the test piece was stopped, the stress M6 was measured after 6 minutes had passed, and the stress holding rate was set to (M6 / M0) ⁇ 100 (%). Calculated.
- the stress retention rate of the conventional sulfur-crosslinked XNBR glove is in the 30% range, if it is 40% or more, it is good as an XNBR glove, and it may be 50% or more. More preferably, it is more preferably 60% or more.
- the number of parts by weight of each additive is based on the amount of solid content, and the number of parts by weight of the epoxy cross-linking agent is based on the total weight of the cross-linking agent. Further, in this embodiment, an example in which a cured film or a glove is produced as a molded product which is a cured product of a dip molding composition (latex composition) will be described.
- the latex composition used in the following experiments was prepared by the polymerization method described below. After replacing the inside of the pressure resistant autoclave with a stirrer with nitrogen, 1,3-butadiene, acrylonitrile, methacrylic acid, methacrylamide (total of 100 parts of the monomer), 0.5 part of the chain transfer agent (TDM: t-dodecyl mercaptan), 150 parts of water, 2.5 parts of anionic emulsifier (SDBS: sodium dodecylbenzene sulfonate), oxygen trapping agent (sodium subdithionate), 0.1 part of chelating agent EDTA (Kirest 400G: product of Kirest Chemical Co., Ltd.), particle size As a modifier (potassium pyrophosphate), as a redox-based polymerization initiator, 0.005 part of p-menthan hydroperoxide (PMHP) (manufactured by Nichiyu Co., Ltd .: Permenta H) and 0.
- aqueous dispersion of the butylation reaction product of p-cresol and dicyclopentadiene (for example, manufactured by AKRON DISPERSIONS: Bostex 362) is added to 0.5 parts by weight of solid content and 100 parts by weight of latex to form a latex composition. I got something. The number of copies of each monomer is shown in the table for each experimental example. The properties of the obtained latex composition are described in the table of each experimental example.
- the characteristics of the elastomer used in this experimental example were measured as follows. [MEK swelling rate and MEK insoluble amount] The MEK swelling rate and the amount of MEK insoluble matter were measured as follows. About 0.2 g of a dry latex composition sample is weighed precisely and the weight of the dry latex composition before immersion (W1) is measured. The dried product sample is placed in a metal 80 mesh basket and immersed in 80 mL of MEK in a 100 mL beaker together with the basket, the beaker is covered with parafilm, and the beaker is allowed to stand at room temperature for 24 hours. Then, the mesh cage is removed from the beaker, weighed, and the weight of the cage is subtracted to obtain the swelling weight (W2) of the latex composition.
- the dry latex composition sample was prepared as follows.
- the molded article of the following experimental example was prepared by the method described below. After immersing the washed and heated ceramic dipping glove molding die in a coagulant consisting of a mixed aqueous solution whose concentrations of calcium nitrate and calcium stearate are adjusted so as to have a predetermined film thickness for each experimental example, the surface temperature of the molding die. The temperature was 70 ° C., and the mixture was dried for 3 minutes to allow the coagulant to adhere. Then, a predetermined amount of an epoxy cross-linking agent and zinc oxide were added to the above-mentioned latex composition as a cross-linking agent for each experimental example. Each cross-linking agent was added in the amount shown in the table for each experimental example.
- the glove molding die was immersed in the obtained dip molding composition so that the immersion time was 30 seconds or more and 60 seconds or less, then taken out and heated at 80 ° C. for 1 minute to form a film on the glove molding die.
- the heat treatment was performed at the predetermined cure temperature and time described in the table for each experimental example.
- the glove molding mold After cooling the glove molding mold to a surface temperature of 40 ° C., the glove molding mold is placed in a chlorinated immersion layer adjusted to have an active chlorine concentration of 900 ppm or more and 1000 ppm or less with sodium hypochlorite and hydrochloric acid. After soaking for seconds, it was washed with water, washed with 0.4% sodium sulfate aqueous solution, washed again with water, and then dried at 100 ° C. for 5 minutes. After the glove mold was sufficiently cooled at room temperature, the film was removed from the glove mold. After adjusting the humidity of the film thus produced at a temperature of 25 ° C. and a humidity of 55% RH for 24 hours, each characteristic described later was evaluated. The evaluation results are shown in the table for each experimental example.
- Epoxy cross-linking agent epoxy cross-linking agent
- the epoxy cross-linking agent used in this example is "Denacol EX-321" (trade name) manufactured by Nagase ChemteX Corporation, and its physical characteristics are as follows. Epoxy equivalent: 140 g / eq. Average epoxy radix: 2.7 MIBK / water distribution rate: 87% Amount of active ingredient: 27% The epoxy equivalent is a catalog value, and the average epoxy group number is an analytical value. The method for measuring MIBK / water distribution ratio is the method described in the embodiment for carrying out the invention. In the example using the epoxy cross-linking agent, when adding, it is added after mixing with the same amount of diethylene glycol.
- Metal cross-linking agent In this example, zinc oxide was used as the metal cross-linking agent.
- the zinc oxide used in the examples is "CZnO-50" (trade name) manufactured by Kon Technique (M).
- Tensile strength, modulus, elongation, FAB, and tear strength Tensile strength, modulus, elongation, FAB, and tear strength were measured according to the methods described in the embodiments for carrying out the invention.
- the molded product prepared by using the dip molding composition containing an elastomer having a structural unit derived from a methacrylamide group-containing monomer is for dip molding containing an elastomer having no structural unit.
- the elongation rate is increased, while the tensile strength and FAB, which are considered to be contradictory, are increased as compared with the molded product prepared by using the composition.
- the cross-linking agent it can be seen that the one with a large amount of epoxy has 500% modulus and good elongation, while the strength decreases, while the one with a large amount of zinc oxide has a high tensile strength but tends to become hard. .. It can be seen that the stress retention rate is also higher when a large amount of epoxy cross-linking agent is used.
- the dip molded product prepared by using the dip molding composition containing the elastomer having an amide group-containing monomer is compared with the dip molding composition prepared by using the elastomer not containing the amide group. It was shown again that it contributes to the growth rate. Further, when acrylamide was used as the amide group-containing monomer, the same tendency as when methacrylamide was used was shown, indicating that the amide group-containing monomer is important. Further, a molded product produced by using a dip molding composition containing an elastomer having a MEK insoluble content of 50% by weight or more is for dip molding containing an elastomer having a MEK insoluble content of less than 50% by weight. It was found that the stress retention rate was superior to that of the molded product prepared by using the composition.
- XNBR and XYNBR intrinsic physical properties of the film cross-linked only with calcium derived from the coagulant without a cross-linking agent
- a molded product prepared by using a dip molding composition containing an elastomer having a structural unit derived from a methacrylamide group-containing monomer can provide sufficient strength even with ultra-thin gloves. Even after being held at 35 ° C. for 2 weeks, it is superior in tensile strength, FAB, and tear strength as compared with a molded product prepared by using a dip molding composition containing an elastomer having no structural unit. It was found that the tear strength was particularly excellent.
- the condition of holding the molded product at 35 ° C. for 2 weeks is a condition assuming that the molded product is held in a general storage environment for about 3 months. That is, the molded product produced by using the composition according to the present embodiment has excellent physical properties even when the molded product arrives at the consumer's hand after being stored for a certain period of time after being molded. It turned out.
- a dip molded article having excellent strength, elongation, flexibility, and stress retention rate at least one property is produced by using a nitrile rubber elastomer containing a carboxyl group amide group.
- a composition for dip molding and a method for producing the same can be provided.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Addition Polymer Or Copolymer, Post-Treatments, Or Chemical Modifications (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
カルボキシル基アミド基含有ニトリルゴムエラストマーを少なくとも含有するディップ成形用組成物であって、前記エラストマーは、共役ジエン単量体由来の構造単位を50重量%以上、78重量%以下、エチレン性不飽和ニトリル単量体由来の構造単位を17重量%以上、35重量%以下、エチレン性不飽和カルボン酸単量体由来の構造単位を2.0重量%以上、8.0重量%以下、及びアミド基含有単量体由来の構造単位を0.5重量%以上、5.0重量%以下で含み、前記エラストマーのMEK不溶解分量が50重量%以上、80重量%以下である、ディップ成形用組成物。
Description
本発明は、ディップ成形用組成物、及びその成形体に関する。
天然ゴムや合成ゴムのラテックス組成物をディップ成形して得られる手袋、コンドーム、カテーテル、チューブ、風船、ニップル、サックなどの成形体が知られている。
天然ゴムから得られる成形体は、ゴム本来の応力保持率が高くかつ柔軟で優れたゴム弾性を持っているが、一方、天然ゴムラテックスは人体にI型アレルギー症状を引き起こすようなタンパク質を含有しているため、人体に直接接触するような製品の場合は問題が多く報告されている。
これに対し、合成ゴムから得られる成形体はタンパク質を含まないので、I型アレルギーの問題が少ないという利点がある。合成ゴムとしては、イソプレンゴムや、クロロプレンゴム、カルボキシル基含有アクリロニトリルブタジエンゴム(XNBR)が知られている。これらのうち、イソプレンゴムはその構造が天然ゴムに近似し、天然ゴムに近い応力保持率を有し柔軟なゴム弾性を持つ。また、クロロプレンゴムは、構造的にはブタジエンゴムを一部塩素化したものであり、イソプレンゴムと同様に応力保持率が高く、柔軟なゴム弾性を持つ。しかし、これらはいずれも非常に高価であるという難点があった。
イソプレンゴムの原料であるイソプレンモノマーは、プロピレンの二量化法、イソアミレンの脱水素化法、C5留分の溶媒抽出法等により生産され、ブタジエンモノマーが石油製造時のC4留分の精留から大量に得られることに比べ、化学反応や複雑な製造プロセスが必要である。更にイソプレンモノマーの重合は、溶液重合により、イソプレンゴムを製造後に、溶媒分離をし、水との乳化を行うことで、ディップ用イソプレンゴムラテックスとする。このようにイソプレンゴムによる成形体を得るまでには、様々な化学反応を含めた製造プロセスを経る。
一方、クロロプレンモノマーは、アセチレンの二量化により得られたモノビニルアセチレンに塩酸と付可反応させることにより、工業的に得る製造方法が主力であり、安価には製造できない。
イソプレンゴムの原料であるイソプレンモノマーは、プロピレンの二量化法、イソアミレンの脱水素化法、C5留分の溶媒抽出法等により生産され、ブタジエンモノマーが石油製造時のC4留分の精留から大量に得られることに比べ、化学反応や複雑な製造プロセスが必要である。更にイソプレンモノマーの重合は、溶液重合により、イソプレンゴムを製造後に、溶媒分離をし、水との乳化を行うことで、ディップ用イソプレンゴムラテックスとする。このようにイソプレンゴムによる成形体を得るまでには、様々な化学反応を含めた製造プロセスを経る。
一方、クロロプレンモノマーは、アセチレンの二量化により得られたモノビニルアセチレンに塩酸と付可反応させることにより、工業的に得る製造方法が主力であり、安価には製造できない。
一方、XNBRは、ブタジエン、アクリロニトリルおよび不飽和カルボン酸を共重合したもので、安価に量産可能なのでディップ成形体の製造に多く用いられている。従来は、ブタジエン残基間を硫黄および加硫促進剤で共有結合させ、カルボキシル基(X)間を亜鉛でイオン架橋させて成形体を製造していたが、加硫促進剤によるIV型アレルギーの発生が問題となったため、近年では硫黄および加硫促進剤を使用しないアクセラレーターフリーの成形体の提案が行われている。たとえば、架橋性有機化合物による自己架橋(特許文献1)、ポリカルボジイミド化合物やエポキシ化合物などの有機架橋剤による架橋(特許文献2、3)、共有結合に近いアルミニウムなどの金属架橋剤を用いた架橋(特許文献4)によるディップ成形体が提案されている。
XNBRは、上述のようにブタジエン、アクリロニトリルおよび不飽和カルボン酸を共重合したものである。ゴムであることの特性はブタジエンの二重結合が担っている。その意味でブタジエンはベースとなる成分である。アクリロニトリルおよび不飽和カルボン酸は、ブタジエンと共重合することによってXNBRの特性に変化を与える成分であり、含有量によって、耐薬品性、引張強度、伸び率、モジュラスなど様々な特性を変化させることができる。
また、XNBRでは、重合温度や連鎖移動剤、重合方法、重合転化率を調整することにより、得られるラテックスの成膜性、製造上の容易性や物性が左右される。
手袋を例にとってみると、近年は薄手の引張強度改善のため、低温重合により製造されたXNBRが主に使用されており、引張強度や伸び率は満足できる成形体が得られている。低温重合により、XNBRは、直鎖状の高分子となり、XNBR単体の引張強度は向上する。しかも直鎖状のXNBRラテテックスは、pHをアルカリ側にすると容易にXNBRのカルボン酸がイオン化し、カルボキシレートイオンとなり、XNBR粒子表面に配向するため、金属イオンによる金属イオン架橋が生成しやすく、粒子間の強度が向上する。一方直鎖系のXNBRは、枝分かれをしたXNBRに比べゴム弾性が低下するため、基本物性としての応力保持率や柔軟性といったゴム弾性については、ますます天然ゴムに劣るものになってしまった。
また、XNBRでは、重合温度や連鎖移動剤、重合方法、重合転化率を調整することにより、得られるラテックスの成膜性、製造上の容易性や物性が左右される。
手袋を例にとってみると、近年は薄手の引張強度改善のため、低温重合により製造されたXNBRが主に使用されており、引張強度や伸び率は満足できる成形体が得られている。低温重合により、XNBRは、直鎖状の高分子となり、XNBR単体の引張強度は向上する。しかも直鎖状のXNBRラテテックスは、pHをアルカリ側にすると容易にXNBRのカルボン酸がイオン化し、カルボキシレートイオンとなり、XNBR粒子表面に配向するため、金属イオンによる金属イオン架橋が生成しやすく、粒子間の強度が向上する。一方直鎖系のXNBRは、枝分かれをしたXNBRに比べゴム弾性が低下するため、基本物性としての応力保持率や柔軟性といったゴム弾性については、ますます天然ゴムに劣るものになってしまった。
本発明は、XNBRを有機架橋剤、金属架橋剤で架橋し、ディップ成形により天然ゴムに近いゴム本来の特性を得ることができ、応力保持率、柔らかさ、伸び、及び強度の少なくともいずれか1つの特性に優れる成形物を作ることを目的とする。
上記の目的達成を目指す中で、本発明者らは、XNBRの組成および重合方法を検討し、上記課題を検討した。これと同時に従来のXNBRではゴム物性を改良していくためには限界があると考え、新たな第4成分を加えたいわゆるXYNBRを本発明者らは検討した。
本発明者らは、この新規なXYNBRが今までのXNBRの課題を解決できること、さらには、実施形態によっては、実用的には、サージカル手袋のASTMD412の規格である強度、伸び、柔らかさを満たす手袋であったり、ホットラバーで分岐の多い構造であっても超薄手手袋が必要とする強度を満たす手袋ができることを見出した。
[1] カルボキシル基アミド基含有ニトリルゴムエラストマーを少なくとも含有するディップ成形用組成物であって、
前記エラストマーは、共役ジエン単量体由来の構造単位を50重量%以上、78重量%以下、エチレン性不飽和ニトリル単量体由来の構造単位を17重量%以上、35重量%以下、エチレン性不飽和カルボン酸単量体由来の構造単位を2.0重量%以上、8.0重量%以下、及びアミド基含有単量体由来の構造単位を0.5重量%以上、5.0重量%以下で含み、
前記エラストマーのMEK不溶解分量が50重量%以上、80重量%以下である、ディップ成形用組成物。
[2] 1分子中に3個以上のグリシジルエーテル基、及び脂環族、脂肪族又は芳香族の炭化水素を有する母骨格をもつエポキシ化合物を含有するエポキシ架橋剤と、pH調整剤と、を少なくともさらに含有し、
前記エポキシ架橋剤の下記測定方法によるMIBK/水分配率が50%以上である、[1]に記載のディップ成形用組成物。
MIBK/水分配率測定方法:試験管に水5.0g、メチルイソブチルケトン(MIBK)5.0gおよびエポキシ架橋剤0.5gを精秤し、23℃±2℃で3分間攪拌、混合した後、1.0×103Gで10分間遠心分離し、水層とMIBK層に分離させる。次いで、MIBK層を分取、計量し、次式によりMIBK/水分配率を算出する。
MIBK/水分配率(%)=(分配後MIBK層重量(g)-分配前MIBK重量(g))/架橋剤添加重量(g)×100
上記測定を3回行い、平均値をMIBK/水分配率とする。
[3] 前記エラストマー中の前記エチレン性不飽和カルボン酸単量体由来の構造単位の含有割合が3.5重量%以上、6重量%以下であり、前記アミド基含有単量体由来の構造単位の含有割合が1重量%以上、3重量%以下である、[1]又は[2]に記載のディップ成形用組成物。
[4] 前記エチレン性不飽和ニトリル単量体由来の構造単位の含有割合が20重量%以上、30重量%以下である、[1]~[3]のいずれかに記載のディップ成形用組成物。
[5] 前記エラストマーのMEK不溶解分量が60重量%以上である、[1]~[4]のいずれかに記載のディップ成形用組成物。
[6] 前記アミド基含有単量体由来の構造単位が、N-アルキルアミド単量体又はN-アルキルケトンアミド単量体由来の構造単位である、[1]~[5]のいずれかに記載のディップ成形用組成物。
[7]前記N-アルキルアミド単量体又はN-アルキルケトンアミド単量体由来の構造単位が、(メタ)アクリルアミド単量体由来の構造単位又はダイアセトンアクリルアミド単量体由来の構造単位である、[6]に記載のディップ成形用組成物。
[8] 前記エラストマー100重量部に対する前記エポキシ架橋剤の添加量が、0.3重量部以上、2.5重量部以下である、[1]~[7]のいずれかに記載のディップ成形用組成物。
[9] 前記pH調整剤によりpHが9.0以上、10.5以下に調整されている、[1]~[8]のいずれかに記載のディップ成形用組成物。
[10] 金属架橋剤をさらに含み、該金属架橋剤が、酸化亜鉛である、[1]~[9]のいずれかに記載のディップ成形用組成物。
[11] 前記酸化亜鉛の添加量が、前記エラストマー100重量部に対して、0.2重量部以上、1.5重量部以下である、[10]に記載のディップ成形用組成物。
[12] MEK膨潤率が5倍以上、10倍以下である、[1]~[11]のいずれかに記載のディップ成形用組成物。
[13] [1]~[12]のいずれかに記載のディップ成形用組成物の硬化物である、成形体。
[14] 下記測定法による応力保持率が40%以上である、[13]に記載の成形体。
応力保持率測定方法:ASTM D412に準じて試験片を作製して標線間距離25mmの標線をつけ、チャック間距離90mm、引張速度500mm/分の条件で引張り、試験片が2倍に伸長した時点で引張を停止して応力M0を測定する。さらに試験片を保持し6分間経過した時点で応力M6を測定し、応力保持率を下式により算出する。
応力保持率(%)=(M6/M0)×100
[15] 手袋である、[13]又は[14]に記載の成形体。
[16] (1)手袋成形型に凝固剤を付着させる凝固剤付着工程、
(2)[1]~[12]のいずれか1項に記載のディップ成形用組成物を調製し、攪拌するマチュレーション工程、
(3)手袋成形型をディップ成形用組成物に浸漬するディッピング工程、
(4)手袋成形型上に形成された膜をゲル化し、硬化フィルム前駆体を作るゲリング工程、
(5)手袋成形型上に形成された硬化フィルム前駆体から不純物を除去するリーチング工程、
(6)手袋の袖口部分に巻きを作るビーディング工程、
(7)架橋反応に必要な温度で加熱及び乾燥するキュアリング工程、
を含み、上記(3)~(7)の工程を上記の順序で行う成形体の製造方法。
[17] カルボキシル基アミド基含有ニトリルゴムエラストマーと、1分子中に3個以上のグリシジルエーテル基、及び脂環族、脂肪族又は芳香族の炭化水素を有する母骨格をもつエポキシ化合物を含有するエポキシ架橋剤と、pH調整剤と、を少なくとも含有するディップ成形用組成物であって、
前記エラストマーは、共役ジエン単量体由来の構造単位を50重量%以上、78重量%以下、エチレン性不飽和ニトリル単量体由来の構造単位を17重量%以上、35重量%以下、エチレン性不飽和カルボン酸単量体由来の構造単位を2.0重量%以上、8.0重量%以下、及びアミド基含有単量体由来の構造単位を0.5重量%以上、5.0重量%以下で含み、
前記エポキシ架橋剤の下記測定方法によるMIBK/水分配率が50%以上である、ディップ成形用組成物。
MIBK/水分配率測定方法:試験管に水5.0g、メチルイソブチルケトン(MIBK)5.0gおよびエポキシ架橋剤0.5gを精秤し、23℃±2℃で3分間攪拌、混合した後、1.0×103Gで10分間遠心分離し、水層とMIBK層に分離させる。次いで、MIBK層を分取、計量し、次式によりMIBK/水分配率を算出する。
MIBK/水分配率(%)=(分配後MIBK層重量(g)-分配前MIBK重量(g))/架橋剤添加重量(g)×100
上記測定を3回行い、平均値をMIBK/水分配率とする。
前記エラストマーは、共役ジエン単量体由来の構造単位を50重量%以上、78重量%以下、エチレン性不飽和ニトリル単量体由来の構造単位を17重量%以上、35重量%以下、エチレン性不飽和カルボン酸単量体由来の構造単位を2.0重量%以上、8.0重量%以下、及びアミド基含有単量体由来の構造単位を0.5重量%以上、5.0重量%以下で含み、
前記エラストマーのMEK不溶解分量が50重量%以上、80重量%以下である、ディップ成形用組成物。
[2] 1分子中に3個以上のグリシジルエーテル基、及び脂環族、脂肪族又は芳香族の炭化水素を有する母骨格をもつエポキシ化合物を含有するエポキシ架橋剤と、pH調整剤と、を少なくともさらに含有し、
前記エポキシ架橋剤の下記測定方法によるMIBK/水分配率が50%以上である、[1]に記載のディップ成形用組成物。
MIBK/水分配率測定方法:試験管に水5.0g、メチルイソブチルケトン(MIBK)5.0gおよびエポキシ架橋剤0.5gを精秤し、23℃±2℃で3分間攪拌、混合した後、1.0×103Gで10分間遠心分離し、水層とMIBK層に分離させる。次いで、MIBK層を分取、計量し、次式によりMIBK/水分配率を算出する。
MIBK/水分配率(%)=(分配後MIBK層重量(g)-分配前MIBK重量(g))/架橋剤添加重量(g)×100
上記測定を3回行い、平均値をMIBK/水分配率とする。
[3] 前記エラストマー中の前記エチレン性不飽和カルボン酸単量体由来の構造単位の含有割合が3.5重量%以上、6重量%以下であり、前記アミド基含有単量体由来の構造単位の含有割合が1重量%以上、3重量%以下である、[1]又は[2]に記載のディップ成形用組成物。
[4] 前記エチレン性不飽和ニトリル単量体由来の構造単位の含有割合が20重量%以上、30重量%以下である、[1]~[3]のいずれかに記載のディップ成形用組成物。
[5] 前記エラストマーのMEK不溶解分量が60重量%以上である、[1]~[4]のいずれかに記載のディップ成形用組成物。
[6] 前記アミド基含有単量体由来の構造単位が、N-アルキルアミド単量体又はN-アルキルケトンアミド単量体由来の構造単位である、[1]~[5]のいずれかに記載のディップ成形用組成物。
[7]前記N-アルキルアミド単量体又はN-アルキルケトンアミド単量体由来の構造単位が、(メタ)アクリルアミド単量体由来の構造単位又はダイアセトンアクリルアミド単量体由来の構造単位である、[6]に記載のディップ成形用組成物。
[8] 前記エラストマー100重量部に対する前記エポキシ架橋剤の添加量が、0.3重量部以上、2.5重量部以下である、[1]~[7]のいずれかに記載のディップ成形用組成物。
[9] 前記pH調整剤によりpHが9.0以上、10.5以下に調整されている、[1]~[8]のいずれかに記載のディップ成形用組成物。
[10] 金属架橋剤をさらに含み、該金属架橋剤が、酸化亜鉛である、[1]~[9]のいずれかに記載のディップ成形用組成物。
[11] 前記酸化亜鉛の添加量が、前記エラストマー100重量部に対して、0.2重量部以上、1.5重量部以下である、[10]に記載のディップ成形用組成物。
[12] MEK膨潤率が5倍以上、10倍以下である、[1]~[11]のいずれかに記載のディップ成形用組成物。
[13] [1]~[12]のいずれかに記載のディップ成形用組成物の硬化物である、成形体。
[14] 下記測定法による応力保持率が40%以上である、[13]に記載の成形体。
応力保持率測定方法:ASTM D412に準じて試験片を作製して標線間距離25mmの標線をつけ、チャック間距離90mm、引張速度500mm/分の条件で引張り、試験片が2倍に伸長した時点で引張を停止して応力M0を測定する。さらに試験片を保持し6分間経過した時点で応力M6を測定し、応力保持率を下式により算出する。
応力保持率(%)=(M6/M0)×100
[15] 手袋である、[13]又は[14]に記載の成形体。
[16] (1)手袋成形型に凝固剤を付着させる凝固剤付着工程、
(2)[1]~[12]のいずれか1項に記載のディップ成形用組成物を調製し、攪拌するマチュレーション工程、
(3)手袋成形型をディップ成形用組成物に浸漬するディッピング工程、
(4)手袋成形型上に形成された膜をゲル化し、硬化フィルム前駆体を作るゲリング工程、
(5)手袋成形型上に形成された硬化フィルム前駆体から不純物を除去するリーチング工程、
(6)手袋の袖口部分に巻きを作るビーディング工程、
(7)架橋反応に必要な温度で加熱及び乾燥するキュアリング工程、
を含み、上記(3)~(7)の工程を上記の順序で行う成形体の製造方法。
[17] カルボキシル基アミド基含有ニトリルゴムエラストマーと、1分子中に3個以上のグリシジルエーテル基、及び脂環族、脂肪族又は芳香族の炭化水素を有する母骨格をもつエポキシ化合物を含有するエポキシ架橋剤と、pH調整剤と、を少なくとも含有するディップ成形用組成物であって、
前記エラストマーは、共役ジエン単量体由来の構造単位を50重量%以上、78重量%以下、エチレン性不飽和ニトリル単量体由来の構造単位を17重量%以上、35重量%以下、エチレン性不飽和カルボン酸単量体由来の構造単位を2.0重量%以上、8.0重量%以下、及びアミド基含有単量体由来の構造単位を0.5重量%以上、5.0重量%以下で含み、
前記エポキシ架橋剤の下記測定方法によるMIBK/水分配率が50%以上である、ディップ成形用組成物。
MIBK/水分配率測定方法:試験管に水5.0g、メチルイソブチルケトン(MIBK)5.0gおよびエポキシ架橋剤0.5gを精秤し、23℃±2℃で3分間攪拌、混合した後、1.0×103Gで10分間遠心分離し、水層とMIBK層に分離させる。次いで、MIBK層を分取、計量し、次式によりMIBK/水分配率を算出する。
MIBK/水分配率(%)=(分配後MIBK層重量(g)-分配前MIBK重量(g))/架橋剤添加重量(g)×100
上記測定を3回行い、平均値をMIBK/水分配率とする。
本発明に係るディップ成形用組成物では、ディップ成形において、カルボキシル基アミド基含有ニトリルゴムエラストマーを材料として用いることにより、手袋に要求される基本物性である引張強度、伸び、及び柔らかさ、さらには該エラストマーが分岐の多い構造を有するために付与され得る応力保持率の少なくともいずれか1つの特性に優れる手袋を提供することが可能になった。さらにこの手袋は、I型アレルギーの原因となるラテックスタンパク質、IV型アレルギーの原因となる加硫促進剤を含まずに製造することができる。
また、本発明は、手袋だけでなく、コンドーム、カテーテル、チューブ、風船、ニップル、又はサックなどの成形体にも適用することができる。
また、本発明は、手袋だけでなく、コンドーム、カテーテル、チューブ、風船、ニップル、又はサックなどの成形体にも適用することができる。
以下に本発明の実施の形態を詳細に説明するが、これらの説明は本発明の実施形態の一例(代表例)であり、本発明はその要旨を超えない限りこれらの内容に限定されない。
なお、本明細書において、「重量」と「質量」は同じ意味で用いられるので、以下、「重量」に統一して記載する。
なお、本明細書において、特に断らない限り、「%」は「重量%」であり、「部」は「重量部」である。
また、特に断らない限り、「重量部」は、原則としてエラストマー100重量部に対しての重量部数を示す。
また、本明細書において、「~」を用いてその前後に数値又は物性値を挟んで表現する場合、その前後の値を含むものとして用いることとする。
なお、本明細書において、「重量」と「質量」は同じ意味で用いられるので、以下、「重量」に統一して記載する。
なお、本明細書において、特に断らない限り、「%」は「重量%」であり、「部」は「重量部」である。
また、特に断らない限り、「重量部」は、原則としてエラストマー100重量部に対しての重量部数を示す。
また、本明細書において、「~」を用いてその前後に数値又は物性値を挟んで表現する場合、その前後の値を含むものとして用いることとする。
本発明の実施形態では、本発明の特徴であるカルボキシル基アミド基含有ニトリルゴムエラストマー(カルボキシル基及びアミドを有するニトリルゴムエラストマー、単に「XYNBR」とも称する)であって、分岐構造の多いエラストマーを使用する。これに有機架橋剤や金属架橋剤を用いて架橋したディップ成形体(単に「成形体」とも称する。)を作るためのディップ成形用組成物(単に「ディップ液」とも称する。)、これを用いた成形体の製造方法、及び出来上がった成形体を説明する。本実施形態では、XYNBRの組成や比率、架橋構造(分岐構造)の程度を調整し、さらにエポキシ架橋剤や金属架橋剤の添加量を調整することによって、従来のXNBR手袋と比較して強度、伸び(「伸び率」とも称する。)、柔らかさ、及び応力保持率の少なくともいずれか1つ(好ましくは2つ以上)の特性に優れる成形体を得ることができた。
1.ディップ成形用組成物
本実施形態に係るディップ成形用組成物は、以下、順次説明するXYNBRを必須成分とするものであり、通常水との混合液であり、pH調整剤を含有している。さらに、それに加えて、エポキシ架橋剤又は酸化亜鉛等の架橋剤(特にはエポキシ架橋剤)を含んでおり、これらの成分以外の成分を含んでいてもよい。
本実施形態に係るディップ成形用組成物は、以下、順次説明するXYNBRを必須成分とするものであり、通常水との混合液であり、pH調整剤を含有している。さらに、それに加えて、エポキシ架橋剤又は酸化亜鉛等の架橋剤(特にはエポキシ架橋剤)を含んでおり、これらの成分以外の成分を含んでいてもよい。
(1)カルボキシル基アミド基含有ニトリルゴムラテックス(XYNBR)
本発明のXYNBRは、従来のXNBRと比べてアミド基を含有している点と、ゴム弾性を持たせるためにポリマーの分岐が多い構造であることを特徴とする。
本発明のXYNBRは、従来のXNBRと比べてアミド基を含有している点と、ゴム弾性を持たせるためにポリマーの分岐が多い構造であることを特徴とする。
<アミド基含有XNBRの特徴>
(ポリマー作製上の特徴)
通常のXNBRの乳化重合においては、ブタジエンとアクリロニトリルは親油性であり、メタクリル酸は親水性であるので、水相中でこれを共重合させることは難しい問題であった。そのため、投入したメタクリル酸は一部のみが粒子内と粒子界面に取り込まれ共重合し、残りは水相内でホモポリマーとなり、粘度を上げたり、凝集作用を起こしたり、残留メタクリル酸が皮膚を刺激するという問題があった。また、メタクリル酸はポリマー主鎖の中に均一に取り込まれず、粒子界面付近に偏在しているので、架橋剤との架橋点が偏在するという問題もあった。
一方、アミド基含有単量体としてメタアクリルアミド等の親油性の化合物を用いた場合において、該化合物は親油性であるためにブタジエンとアクリロニトリルの近傍に存在し、ポリマー鎖の中に均一に入り、ポリマー間の相互作用を持たせることができた。このため、メタクリル酸の一部をメタアクリルアミドに置き替えることで、メタクリル酸の使用量を減らし、メタクリル酸の残留量を減らすことができる。また、遊離カルボン酸量を減らすことでディップ液のpH調整のためのpH調整剤のアルカリ量を低減することもでき、その結果、成形体の耐水性も上がる。
(ポリマー作製上の特徴)
通常のXNBRの乳化重合においては、ブタジエンとアクリロニトリルは親油性であり、メタクリル酸は親水性であるので、水相中でこれを共重合させることは難しい問題であった。そのため、投入したメタクリル酸は一部のみが粒子内と粒子界面に取り込まれ共重合し、残りは水相内でホモポリマーとなり、粘度を上げたり、凝集作用を起こしたり、残留メタクリル酸が皮膚を刺激するという問題があった。また、メタクリル酸はポリマー主鎖の中に均一に取り込まれず、粒子界面付近に偏在しているので、架橋剤との架橋点が偏在するという問題もあった。
一方、アミド基含有単量体としてメタアクリルアミド等の親油性の化合物を用いた場合において、該化合物は親油性であるためにブタジエンとアクリロニトリルの近傍に存在し、ポリマー鎖の中に均一に入り、ポリマー間の相互作用を持たせることができた。このため、メタクリル酸の一部をメタアクリルアミドに置き替えることで、メタクリル酸の使用量を減らし、メタクリル酸の残留量を減らすことができる。また、遊離カルボン酸量を減らすことでディップ液のpH調整のためのpH調整剤のアルカリ量を低減することもでき、その結果、成形体の耐水性も上がる。
(XYNBRによって得られる成形体の構造)
通常のXNBRのカルボン酸による金属イオンを介したイオン結合は、陽電荷を有するイオンを介して構築されたり、有機架橋剤により共有結合がされているが、XYNBRではこれに加えて、ポリマー鎖中に比較的均一に分布するアミド基が、ドナー兼アクセプターとなり水素結合を形成することにより構築される。メタアクリルアミド等のアミド基含有単量体(以下、アミド基含有単量体の代表としてメタクリルアミドを用いた説明を行うが、「メタクリルアミド」を「アミド基含有単量体」と読み替えてもよい。)のアミド基のNHのプロトンの部分にプラスの極性が出ており、かつアミド基のO(酸素原子)の部分にマイナスの極性が出ており、これらがhead to tail の恰好で水素結合している。このポリマー鎖間のアミド基による水素結合は、一度ポリマーにエネルギーを与え、ポリマー鎖のモビリティを高めた状態にすることでより効果的に構築される。このポリマー鎖間のアミド基による相互作用の様子を図1に示す。
通常のXNBRのカルボン酸による金属イオンを介したイオン結合は、陽電荷を有するイオンを介して構築されたり、有機架橋剤により共有結合がされているが、XYNBRではこれに加えて、ポリマー鎖中に比較的均一に分布するアミド基が、ドナー兼アクセプターとなり水素結合を形成することにより構築される。メタアクリルアミド等のアミド基含有単量体(以下、アミド基含有単量体の代表としてメタクリルアミドを用いた説明を行うが、「メタクリルアミド」を「アミド基含有単量体」と読み替えてもよい。)のアミド基のNHのプロトンの部分にプラスの極性が出ており、かつアミド基のO(酸素原子)の部分にマイナスの極性が出ており、これらがhead to tail の恰好で水素結合している。このポリマー鎖間のアミド基による水素結合は、一度ポリマーにエネルギーを与え、ポリマー鎖のモビリティを高めた状態にすることでより効果的に構築される。このポリマー鎖間のアミド基による相互作用の様子を図1に示す。
(XYNBRによって得られる成形体の特徴)
上記のポリマー鎖間のメタクリルアミド由来のアミド基による相互作用により、XYNBRによって得られる成形体は、以下の特徴を持つと考えられる。
メタアクリルアミド由来のアミド基による水素結合がポリマー鎖間でポリマーの中に均一に取り込まれるため、周囲のポリマー鎖間で水素結合しているものが一定方向に応力をかけられた際、水素結合が切れながら別のアミド基と水素結合し再生する滑りという現象が生じる。この滑り作用によりひずみ応力が1点に集中せず、散逸させることができるため破断時の強度が上がる。
また、この滑り作用により応力方向に合わせて安定した構造をとるように水素結合が変化するため伸びが良くなる。
メタアクリルアミドは、メタクリル酸と比較して金属イオンを介さずに相互作用が生じるためモジュラスを低下させ柔らかくすることができる。
メタアクリルアミド由来のアミド基の相互作用は、ポリマー鎖の滑りが起きるので、変形としてはより塑性変形となるため、応力保持は向上しにくい傾向にある。これについては、必要なときはゴム弾性を持たせるためにポリマーの分岐が多い構造にすることで補完することができる。
また、アミド基含有単量体由来の構造単位を有するエラストマーを含有するディップ成形用組成物を用いて製造した成形体は、長期間保管しても優れた物性、特に高い引張強度および引裂強度を保持することができる。
以上のような特徴を持つXYNBRをベースとして使うことにより、従来XNBRのポリマーでは出せなかった特性を有する、特に実施形態によっては強度、伸び、及び柔らかさのバランスの良い成形体を作ることができる。このXYNBRを使って従来XNBR手袋では達成できなかったASTMの規格、特に伸びを650%以上を出すこともできた。また、従来ホットラバーで分岐系のXNBRでは製造出来なかった極薄手袋において強度を出すこともできた。さらに、XYNBRの組成や分岐構造の程度、架橋剤の選択、添加量の調整を行うことにより、特に好ましい特性を有する極性手袋を製造することができた。
上記のポリマー鎖間のメタクリルアミド由来のアミド基による相互作用により、XYNBRによって得られる成形体は、以下の特徴を持つと考えられる。
メタアクリルアミド由来のアミド基による水素結合がポリマー鎖間でポリマーの中に均一に取り込まれるため、周囲のポリマー鎖間で水素結合しているものが一定方向に応力をかけられた際、水素結合が切れながら別のアミド基と水素結合し再生する滑りという現象が生じる。この滑り作用によりひずみ応力が1点に集中せず、散逸させることができるため破断時の強度が上がる。
また、この滑り作用により応力方向に合わせて安定した構造をとるように水素結合が変化するため伸びが良くなる。
メタアクリルアミドは、メタクリル酸と比較して金属イオンを介さずに相互作用が生じるためモジュラスを低下させ柔らかくすることができる。
メタアクリルアミド由来のアミド基の相互作用は、ポリマー鎖の滑りが起きるので、変形としてはより塑性変形となるため、応力保持は向上しにくい傾向にある。これについては、必要なときはゴム弾性を持たせるためにポリマーの分岐が多い構造にすることで補完することができる。
また、アミド基含有単量体由来の構造単位を有するエラストマーを含有するディップ成形用組成物を用いて製造した成形体は、長期間保管しても優れた物性、特に高い引張強度および引裂強度を保持することができる。
以上のような特徴を持つXYNBRをベースとして使うことにより、従来XNBRのポリマーでは出せなかった特性を有する、特に実施形態によっては強度、伸び、及び柔らかさのバランスの良い成形体を作ることができる。このXYNBRを使って従来XNBR手袋では達成できなかったASTMの規格、特に伸びを650%以上を出すこともできた。また、従来ホットラバーで分岐系のXNBRでは製造出来なかった極薄手袋において強度を出すこともできた。さらに、XYNBRの組成や分岐構造の程度、架橋剤の選択、添加量の調整を行うことにより、特に好ましい特性を有する極性手袋を製造することができた。
<カルボキシル基アミド基含有ニトリルゴムエラストマーの架橋構造>
本項で説明するラテックスに含まれるエラストマーの架橋構造については、カルボキシル基含有ニトリルゴムエラストマー(XNBR)とカルボキシル基アミド基含有ニトリルゴムエラストマー(XYNBR)とで共通するものである。カルボキシル基アミド基含有ニトリルゴムラテックス組成物に含まれるエラストマーは、乳化重合時に、あらかじめ架橋構造を導入することにより、MEK不溶解分量が50重量%以上、80重量%以下とすることが望ましい。ラテックス組成物の重合工程で導入される架橋構造は、ディップ成形体の架橋密度を高め、引張密度の向上に寄与する。このラテックス組成物を用いることにより、合成ゴムラテックス組成物から成形されるディップ成形体でありながら、引張強度が高いディップ成形体を提供することができる。
予めラテックス組成物に含まれるエラストマーに架橋構造を導入することにより、浸漬加工時に最低限の架橋構造を付与することで所望の性能を得る技術は、一般に天然ゴムラテックス組成物の前加硫技術として知られているが、合成ゴムラテックス組成物においては、天然ゴムラテックス組成物と比べ成膜性が大きく劣ることから適正物性を得るには難しい技術であった。カルボキシル基含有ニトリルゴムラテックス組成物のような合成ゴムラテックス組成物を用いて浸漬加工させ成形体を作製する場合、成膜工程と並行して架橋構造を導入する必要がある。これまで、部分的に架橋された合成ラテックス組成物を用いて、浸漬加工物を作製する例も散見されるが、成膜工程以前に50重量%以上の架橋構造を有している合成ゴムラテックス組成物を用いて浸漬加工を行う場合、ディップ成形体の物理強度が劣り、その耐久性が大きく低下する問題があった。
本項で説明するラテックスに含まれるエラストマーの架橋構造については、カルボキシル基含有ニトリルゴムエラストマー(XNBR)とカルボキシル基アミド基含有ニトリルゴムエラストマー(XYNBR)とで共通するものである。カルボキシル基アミド基含有ニトリルゴムラテックス組成物に含まれるエラストマーは、乳化重合時に、あらかじめ架橋構造を導入することにより、MEK不溶解分量が50重量%以上、80重量%以下とすることが望ましい。ラテックス組成物の重合工程で導入される架橋構造は、ディップ成形体の架橋密度を高め、引張密度の向上に寄与する。このラテックス組成物を用いることにより、合成ゴムラテックス組成物から成形されるディップ成形体でありながら、引張強度が高いディップ成形体を提供することができる。
予めラテックス組成物に含まれるエラストマーに架橋構造を導入することにより、浸漬加工時に最低限の架橋構造を付与することで所望の性能を得る技術は、一般に天然ゴムラテックス組成物の前加硫技術として知られているが、合成ゴムラテックス組成物においては、天然ゴムラテックス組成物と比べ成膜性が大きく劣ることから適正物性を得るには難しい技術であった。カルボキシル基含有ニトリルゴムラテックス組成物のような合成ゴムラテックス組成物を用いて浸漬加工させ成形体を作製する場合、成膜工程と並行して架橋構造を導入する必要がある。これまで、部分的に架橋された合成ラテックス組成物を用いて、浸漬加工物を作製する例も散見されるが、成膜工程以前に50重量%以上の架橋構造を有している合成ゴムラテックス組成物を用いて浸漬加工を行う場合、ディップ成形体の物理強度が劣り、その耐久性が大きく低下する問題があった。
本実施形態に係る組成物では、合成ラテックス組成物中にすでに架橋構造を有している為、ディップ成形体作製工程で最小限の架橋構造を導入するのみで十分な物性性能を満たすディップ成形体を得ることができる。また、このようにして得られるディップ成形体は、引張強度に優れる特徴を有している。
本発明においては、合成ラテックス組成物中のエラストマーの重合工程において与えられる架橋構造の程度は、最終的に導入される全架橋構造の50重量%以上、80重量%以下の架橋度合いであることが好ましい。合成ラテックス組成物中のエラストマーの重合工程で導入される架橋構造は、一般的なラテックスやゴムの成形時に導入される架橋構造とは化学的な結合方式が異なり、重合反応がラジカル重合で進む場合には、ラジカルのポリマー側鎖への付加、連鎖移動等により制御生成させることが可能である。合成ラテックス組成物重合工程で生成する架橋構造は、炭素-炭素結合、エステル結合、水素結合、又は配位構造等が生成されるが、炭素-炭素結合がより強靭であり、最終成形体に引張強度の向上をもたらす。
本発明においては、合成ラテックス組成物中のエラストマーの重合工程において与えられる架橋構造の程度は、最終的に導入される全架橋構造の50重量%以上、80重量%以下の架橋度合いであることが好ましい。合成ラテックス組成物中のエラストマーの重合工程で導入される架橋構造は、一般的なラテックスやゴムの成形時に導入される架橋構造とは化学的な結合方式が異なり、重合反応がラジカル重合で進む場合には、ラジカルのポリマー側鎖への付加、連鎖移動等により制御生成させることが可能である。合成ラテックス組成物重合工程で生成する架橋構造は、炭素-炭素結合、エステル結合、水素結合、又は配位構造等が生成されるが、炭素-炭素結合がより強靭であり、最終成形体に引張強度の向上をもたらす。
架橋構造度合いの測定法では、再現性よく測定できる方法として、ポリマーと極性の近い溶媒を用いてその溶媒に対するポリマーの溶解の程度を測定することにより求めることができる。ポリマーがカルボキシル基アミド基含有アクリロニトリルブタジエンゴム(XYNBR)の場合、溶媒としてメチルエチルケトン(MEK)を用いて不溶解分量を測定して架橋構造の度合いを推定することができる。ディップ成型物のMEK溶解分量が1重量%以下であり、合成ラテックス組成物のMEK不溶解分量が50重量%であった場合、概ね50%の架橋構造がディップ成形体製造工程で導入されたと推測できる。MEK不溶解分量はポリマー構造中に架橋構造がどの程度形成されているかを測る指標となる。
カルボキシル基アミド基含有ニトリルゴムエラストマーを用いたディップ成形体の引張強度、さらには応力保持率を向上させるためには、ディップ成形体が有する架橋構造を増やすことが効果的である。なぜなら、架橋構造の増加により架橋による結合の数が増加し、架橋構造ごとにかかる応力が低下することで引張強度が増加し、また、架橋構造を増やしたディップ成形体の分子鎖は分子鎖同士の絡み合いが強固になっており、引張時に分子鎖同士の絡み合いがほどけにくくなり、元の分子構造に戻ることで、いわゆるゴム弾性が高くなり、応力保持率が上がるためである。
カルボキシル基アミド基含有ニトリルゴムエラストマーを用いたディップ成形体の引張強度、さらには応力保持率を向上させるためには、ディップ成形体が有する架橋構造を増やすことが効果的である。なぜなら、架橋構造の増加により架橋による結合の数が増加し、架橋構造ごとにかかる応力が低下することで引張強度が増加し、また、架橋構造を増やしたディップ成形体の分子鎖は分子鎖同士の絡み合いが強固になっており、引張時に分子鎖同士の絡み合いがほどけにくくなり、元の分子構造に戻ることで、いわゆるゴム弾性が高くなり、応力保持率が上がるためである。
合成ラテックス組成物は、通常ラテックス粒子と水が混合されたものであるが、ラテックス粒子は、通常界面活性剤によって覆われており最終的に脱水されフィルムが形成されるときは、それらの粒子が積層されたようになる。本明細書では、この積層されたラテックス粒子の間を粒子間と称し、粒子の内側を粒子内と称し、これらを区別する。天然ゴムラテックス組成物と比較し、合成ラテックス組成物にあっては、この粒子間の結合が弱いという問題があった。架橋構造が多いエラストマーは、この粒子内にカルボキシル基が多く取り込まれることで、粒子内架橋に適した架橋剤でさらに架橋することによって、成形体の架橋密度を上げ、引張強度、さらには応力保持率をさらに高めることができる。一方、合成ラテックス組成物に共通する粒子間の結合が弱い点については、従来は亜鉛等の金属架橋剤によって補完されてきた。本実施形態に係るエラストマーについては、粒子間にも一部架橋しうる、例えばエポキシ架橋剤による架橋によっても解消できる。また、亜鉛等の金属架橋剤をさらに添加することによっても解消することができる。このエラストマーは粒子内にカルボキシル基が多く存在することから、pH依存性が高い。すなわち、架橋剤の架橋点となるカルボキシル基は、エラストマーの粒子界面と粒子内のいずれに存在させるかによって成形体の特性が変化する。通常、ラテックスはpHが8.3程度に調整されているため、エラストマーは粒子内にカルボキシル基が多く存在しているが、最終的にディップ成形用組成物としてpHを9.0より低く調整するとカルボキシル基が粒子内に留まるため応力保持率は高くなり、粒子界面のカルボキシル基が少ない状態となり引張強度は低下する。一方、ディップ成形用組成物のpHを10.5より高くすると粒子内のカルボキシル基が粒子界面に多く出てしまうため、その逆となる。そのため、本発明においては、pH調整剤によりディップ成形用組成物のpHは9.0以上10.5以下に調整することが望ましい。
<カルボキシル基アミド基含有ニトリルゴムエラストマーの組成>
カルボキシル基アミド基含有ニトリルゴムエラストマーの組成は、共役ジエン単量体由来の構造単位、エチレン性不飽和カルボン酸単量体由来の構造単位、エチレン性不飽和ニトリル単量体由来の構造単位、さらに、アミド基由来の構造単位を必須の構造単位として含み、共重合可能なその他の単量体由来の構造単位も任意に有し得る。
以下、各単量体につき説明する。
カルボキシル基アミド基含有ニトリルゴムエラストマーの組成は、共役ジエン単量体由来の構造単位、エチレン性不飽和カルボン酸単量体由来の構造単位、エチレン性不飽和ニトリル単量体由来の構造単位、さらに、アミド基由来の構造単位を必須の構造単位として含み、共重合可能なその他の単量体由来の構造単位も任意に有し得る。
以下、各単量体につき説明する。
(共役ジエン単量体)
本実施形態に用いられる共役ジエン単量体は、ラジカル重合反応性のあるものであれば特に限定されるものではない。共役ジエン単量体の具体例としては、1,3-ブタジエン、イソプレン、2,3-ジメチル-1,3-ブタジエン、2-エチル-1,3-ブタジエン、1,3-ペンタジエン及びクロロプレン等を挙げることができる。これらの共役ジエン単量体は、単独でも、または2種以上を組み合わせて用いることができる。共役ジエン単量体由来の構造単位は、主に成形体に柔軟性を持たせる要素である。全単量体に対する共役ジエン単量体の含有割合(又は、エラストマー中の共役ジエン単量体由来の構造単位の含有割合)は、通常50重量%以上、78重量%以下であり、好ましくは60重量%以上、75重量%以下である。
本実施形態に用いられる共役ジエン単量体は、ラジカル重合反応性のあるものであれば特に限定されるものではない。共役ジエン単量体の具体例としては、1,3-ブタジエン、イソプレン、2,3-ジメチル-1,3-ブタジエン、2-エチル-1,3-ブタジエン、1,3-ペンタジエン及びクロロプレン等を挙げることができる。これらの共役ジエン単量体は、単独でも、または2種以上を組み合わせて用いることができる。共役ジエン単量体由来の構造単位は、主に成形体に柔軟性を持たせる要素である。全単量体に対する共役ジエン単量体の含有割合(又は、エラストマー中の共役ジエン単量体由来の構造単位の含有割合)は、通常50重量%以上、78重量%以下であり、好ましくは60重量%以上、75重量%以下である。
(エチレン性不飽和ニトリル単量体)
本実施形態に用いられるエチレン性不飽和ニトリル単量体は、1分子中に重合可能な不飽和結合とニトリル基とを併有するものであればよく、例えば、アクリロニトリル、メタクリロニトリル、フマロニトリル、α-クロロアクリロニトリル、α-シアノエチルアクリロニトリル等を挙げることができる。なかでも、アクリロニトリル、メタクリロニトリルが好ましく、アクリロニトリルがより好ましい。エチレン性不飽和ニトリル単量体由来の構造単位は、主に成形体に強度を与える成分であり、少な過ぎると強度が不十分となり、多過ぎると耐薬品性は上がるが硬くなり過ぎる。全単量体に対するエチレン性不飽和ニトリル単量体の含有割合(又は、エラストマー中のエチレン性不飽和ニトリル単量体由来の構造単位の含有割合)は、通常17重量%以上、35重量%以下であり、好ましくは20重量%以上、30重量%以下であり、より好ましくは21重量%以上、28重量%以下である。エチレン性不飽和ニトリル単量体の量は多くしてもモジュラスを比較的上げづらく、応力保持率にはほぼ影響を与えないので、耐薬品性、フィルム厚み等の用途に応じて、適宜上記範囲内で設定することができる。
本実施形態に用いられるエチレン性不飽和ニトリル単量体は、1分子中に重合可能な不飽和結合とニトリル基とを併有するものであればよく、例えば、アクリロニトリル、メタクリロニトリル、フマロニトリル、α-クロロアクリロニトリル、α-シアノエチルアクリロニトリル等を挙げることができる。なかでも、アクリロニトリル、メタクリロニトリルが好ましく、アクリロニトリルがより好ましい。エチレン性不飽和ニトリル単量体由来の構造単位は、主に成形体に強度を与える成分であり、少な過ぎると強度が不十分となり、多過ぎると耐薬品性は上がるが硬くなり過ぎる。全単量体に対するエチレン性不飽和ニトリル単量体の含有割合(又は、エラストマー中のエチレン性不飽和ニトリル単量体由来の構造単位の含有割合)は、通常17重量%以上、35重量%以下であり、好ましくは20重量%以上、30重量%以下であり、より好ましくは21重量%以上、28重量%以下である。エチレン性不飽和ニトリル単量体の量は多くしてもモジュラスを比較的上げづらく、応力保持率にはほぼ影響を与えないので、耐薬品性、フィルム厚み等の用途に応じて、適宜上記範囲内で設定することができる。
(エチレン性不飽和カルボン酸単量体)
エチレン性不飽和カルボン酸単量体由来の構造単位は、架橋剤との架橋点となるものである。エチレン性不飽和カルボン酸単量体の種類は、特段制限されず、モノカルボン酸でもよいし、ポリカルボン酸でもよい。具体的には、例えば、アクリル酸、メタクリル酸、イタコン酸、マレイン酸、フマル酸、無水マレイン酸、無水シトラコン酸等が挙げられ、アクリル酸、メタクリル酸が好ましい。これらのエチレン性不飽和カルボン酸単量体は、1種を単独で用いることができ、また、2種以上を任意の組み合わせ及び比率で用いることができる。全単量体に対するエチレン性不飽和カルボン酸単量体の含有割合(又は、エラストマー中のエチレン性不飽和カルボン酸単量体由来の構造単位の含有割合)は、通常2.0重量%以上、8.0重量%以下であり、好ましくは3.5重量%以上、6.0重量%以下であり、より好ましくは3.5重量%以上、5.0重量%以下であり、さらに好ましくは3.5重量%以上、4.5重量%以下である。エチレン性不飽和カルボン酸単量体の量は多くするとモジュラスを大きく高めるため、上記範囲のようにできるだけ少なくすることが好ましい。
エチレン性不飽和カルボン酸単量体由来の構造単位は、架橋剤との架橋点となるものである。エチレン性不飽和カルボン酸単量体の種類は、特段制限されず、モノカルボン酸でもよいし、ポリカルボン酸でもよい。具体的には、例えば、アクリル酸、メタクリル酸、イタコン酸、マレイン酸、フマル酸、無水マレイン酸、無水シトラコン酸等が挙げられ、アクリル酸、メタクリル酸が好ましい。これらのエチレン性不飽和カルボン酸単量体は、1種を単独で用いることができ、また、2種以上を任意の組み合わせ及び比率で用いることができる。全単量体に対するエチレン性不飽和カルボン酸単量体の含有割合(又は、エラストマー中のエチレン性不飽和カルボン酸単量体由来の構造単位の含有割合)は、通常2.0重量%以上、8.0重量%以下であり、好ましくは3.5重量%以上、6.0重量%以下であり、より好ましくは3.5重量%以上、5.0重量%以下であり、さらに好ましくは3.5重量%以上、4.5重量%以下である。エチレン性不飽和カルボン酸単量体の量は多くするとモジュラスを大きく高めるため、上記範囲のようにできるだけ少なくすることが好ましい。
(アミド基含有単量体)
上記エチレン性不飽和カルボン酸単量体に加えてアミド基含有単量体を用いることができる。
アミド基含有単量体の種類は特段制限されず、例えば、N-アルキルアミド単量体又はN-アルキルケトンアミド単量体等を用いることができ、さらにこれらのN-アルキルアミド又はN-アルキルケトンアミドの例としては、(メタ)アクリルアミド単量体又はダイアセトンアクリルアミド単量体が挙げられる。全単量体に対するアミド基含有単量体の含有割合(又は、エラストマー中のアミド基含有単量体由来の構造単位の含有割合)は、通常0.5重量%以上、5.0重量%以下であり、好ましくは1重量%以上、3重量%以下である。
上記エチレン性不飽和カルボン酸単量体に加えてアミド基含有単量体を用いることができる。
アミド基含有単量体の種類は特段制限されず、例えば、N-アルキルアミド単量体又はN-アルキルケトンアミド単量体等を用いることができ、さらにこれらのN-アルキルアミド又はN-アルキルケトンアミドの例としては、(メタ)アクリルアミド単量体又はダイアセトンアクリルアミド単量体が挙げられる。全単量体に対するアミド基含有単量体の含有割合(又は、エラストマー中のアミド基含有単量体由来の構造単位の含有割合)は、通常0.5重量%以上、5.0重量%以下であり、好ましくは1重量%以上、3重量%以下である。
次にアミド基含有単量体由来の構造単位を有するエラストマーが含まれるラテックスを用いて得られる成形体(特にフィルム形状の成形体)についてさらに補足説明する。
アミド基含有単量体由来の構造単位を有する共重合ポリマーを用いて調製された手袋等の成形体は、実施形態によっては、製造直後より経時で顕著にゴム物性が変化し、NBRポリマーでありながら、引張強度、伸び、及び柔らかさがバランスよく高まり、特に引張強度が向上する。
また、アミド基含有単量体由来の構造単位を有するエラストマーでは、成形体の引裂強度が大きく向上する。アミド基含有単量体の導入量が増加するほど、より引裂強度が向上する傾向がある。手袋を薄膜化する場合、手袋製造の脱型工程で成形体が破ける不良が頻発する。この脱型時の破れをアミド基含有単量体由来の構造単位を有するエラストマーを使用することで防ぐことできる。
また、アミド基含有単量体由来の構造単位を有するエラストマーを含有するディップ成形用組成物を用いて製造した成形体は、長期間保管しても優れた物性、特に高い引張強度および引裂強度を保持することができる。
アミド基含有単量体由来の構造単位を有する共重合ポリマーを用いて調製された手袋等の成形体は、実施形態によっては、製造直後より経時で顕著にゴム物性が変化し、NBRポリマーでありながら、引張強度、伸び、及び柔らかさがバランスよく高まり、特に引張強度が向上する。
また、アミド基含有単量体由来の構造単位を有するエラストマーでは、成形体の引裂強度が大きく向上する。アミド基含有単量体の導入量が増加するほど、より引裂強度が向上する傾向がある。手袋を薄膜化する場合、手袋製造の脱型工程で成形体が破ける不良が頻発する。この脱型時の破れをアミド基含有単量体由来の構造単位を有するエラストマーを使用することで防ぐことできる。
また、アミド基含有単量体由来の構造単位を有するエラストマーを含有するディップ成形用組成物を用いて製造した成形体は、長期間保管しても優れた物性、特に高い引張強度および引裂強度を保持することができる。
アミド基含有単量体を用いることより、引張強度が高い架橋フィルムの作製が可能である。この効果により、例えばエポキシ架橋剤と組み合わせる事により、引張強度が17MPa以上である架橋フィルムを作製することができ、また、この引張強度を確保しつつ、500%モジュラスが7MPa以下、伸びが650%以上である架橋フィルムを作製することができる。
ブタジエン、及びアクリロニトリル等のモノマーと乳化重合を行う場合、例えばアミド基含有単量体としてメタクリルアミドを用いた場合、メタクリルアミドはメタクリル酸と比較して水への溶解度が低いので、ブタジエン等の疎水性モノマーとの共重合性が高まり、生成ポリマー鎖中により均一に取り込まれやすくなる。
また、ポリマー鎖中に分布するメタクリルアミド由来のドメインは、メタクリル酸と異なり高pH領域でも電離しないので、系中に存在する多価イオンとイオン結合を生成することができない。この効果は、柔らかいフィルムを作製するのに有利である。また、メタクリルアミド分子は双極子モーメントが適度に高く、共重合反応でポリマー鎖に取り込まれた場合、ポリマー鎖全体に極性の高いドメインを均一に生成できる効果がある。このような構造を有するポリマーフィルムは、双方向からの引張応力に対して変形する際、ポリマー鎖間の滑り現象が起こりながら破断にむかう為、強度が高く、伸びが大きいフィルム物性を与える。
ブタジエン、及びアクリロニトリル等のモノマーと乳化重合を行う場合、例えばアミド基含有単量体としてメタクリルアミドを用いた場合、メタクリルアミドはメタクリル酸と比較して水への溶解度が低いので、ブタジエン等の疎水性モノマーとの共重合性が高まり、生成ポリマー鎖中により均一に取り込まれやすくなる。
また、ポリマー鎖中に分布するメタクリルアミド由来のドメインは、メタクリル酸と異なり高pH領域でも電離しないので、系中に存在する多価イオンとイオン結合を生成することができない。この効果は、柔らかいフィルムを作製するのに有利である。また、メタクリルアミド分子は双極子モーメントが適度に高く、共重合反応でポリマー鎖に取り込まれた場合、ポリマー鎖全体に極性の高いドメインを均一に生成できる効果がある。このような構造を有するポリマーフィルムは、双方向からの引張応力に対して変形する際、ポリマー鎖間の滑り現象が起こりながら破断にむかう為、強度が高く、伸びが大きいフィルム物性を与える。
<共重合可能なその他の単量体>
本実施形態では、必要に応じて、共役ジエン単量体、エチレン性不飽和ニトリル単量体、エチレン性不飽和カルボン酸単量体、又はアミド基含有単量体と共重合可能なその他の単量体を用いることができる。共重合可能なその他の単量体は、分子中に重合可能な不飽和結合を有するものであればよく、アクリルアミドプロパンスルホン酸、又はスチレンスルホン酸等のエチレン性不飽和スルホン酸単量体;(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸ブチル、(メタ)アクリル酸-2-エチルヘキシル、(メタ)アクリル酸トリフルオロエチル、(メタ)アクリル酸テトラフルオロプロピル、イタコン酸モノエチル、フマル酸モノブチル、マレイン酸モノブチル、マレイン酸ジブチル、フマル酸ジブチル、マレイン酸エチル、マレイン酸モノ2-ヒドロキシプロピル、(メタ)アクリル酸メトキシメチル、(メタ)アクリル酸エトキシエチル、(メタ)アクリル酸メトキシエトキシエチル、(メタ)アクリル酸シアノメチル、(メタ)アクリル酸2-シアノエチル、(メタ)アクリル酸1-シアノプロピル、(メタ)アクリル酸2-エチル-6-シアノヘキシル、(メタ)アクリル酸3-シアノプロピル、(メタ)アクリル酸ヒドロキシエチル、(メタ)アクリル酸ヒドロキシプロピル、グリシジル(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレート、2-スルホエチルアクリレート、又は2-スルホプロピルメタクリレート等のエチレン性不飽和カルボン酸エステル単量体;スチレン、アルキルスチレン、又はビニルナフタレン等のビニル芳香族単量体;フルオロエチルビニルエーテル等のフルオロアルキルビニルエーテル;ビニルピリジン;ビニルノルボルネン、ジシクロペンタジエン、又は1,4-ヘキサジエン等の非共役ジエン単量体;などを挙げることができる。通常、全単量体に対してその他の共重合可能な単量体は0重量%以上、5重量%以下、好ましくは0重量%以上、3重量%以下である。
本実施形態では、必要に応じて、共役ジエン単量体、エチレン性不飽和ニトリル単量体、エチレン性不飽和カルボン酸単量体、又はアミド基含有単量体と共重合可能なその他の単量体を用いることができる。共重合可能なその他の単量体は、分子中に重合可能な不飽和結合を有するものであればよく、アクリルアミドプロパンスルホン酸、又はスチレンスルホン酸等のエチレン性不飽和スルホン酸単量体;(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸ブチル、(メタ)アクリル酸-2-エチルヘキシル、(メタ)アクリル酸トリフルオロエチル、(メタ)アクリル酸テトラフルオロプロピル、イタコン酸モノエチル、フマル酸モノブチル、マレイン酸モノブチル、マレイン酸ジブチル、フマル酸ジブチル、マレイン酸エチル、マレイン酸モノ2-ヒドロキシプロピル、(メタ)アクリル酸メトキシメチル、(メタ)アクリル酸エトキシエチル、(メタ)アクリル酸メトキシエトキシエチル、(メタ)アクリル酸シアノメチル、(メタ)アクリル酸2-シアノエチル、(メタ)アクリル酸1-シアノプロピル、(メタ)アクリル酸2-エチル-6-シアノヘキシル、(メタ)アクリル酸3-シアノプロピル、(メタ)アクリル酸ヒドロキシエチル、(メタ)アクリル酸ヒドロキシプロピル、グリシジル(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレート、2-スルホエチルアクリレート、又は2-スルホプロピルメタクリレート等のエチレン性不飽和カルボン酸エステル単量体;スチレン、アルキルスチレン、又はビニルナフタレン等のビニル芳香族単量体;フルオロエチルビニルエーテル等のフルオロアルキルビニルエーテル;ビニルピリジン;ビニルノルボルネン、ジシクロペンタジエン、又は1,4-ヘキサジエン等の非共役ジエン単量体;などを挙げることができる。通常、全単量体に対してその他の共重合可能な単量体は0重量%以上、5重量%以下、好ましくは0重量%以上、3重量%以下である。
<ラテックスの製造方法>
以下、ラテックスの製造方法について、主にカルボキシル基アミド基含有アクリロニトリルブタジエンゴム(XYNBR)をエラストマーとして用いた態様を例に述べる。
本実施形態の合成ラテックス組成物の製造方法は、通常の重合方法で行うことができ、重合反応器の形式は、回分式、半回分式、又は連続式等のいずれの形式の重合反応器でもよい。単量体の添加方法は、例えば重合反応器に単量体を一括で添加する方法、重合反応の進行に従って連続的または断続的に添加する方法、又は単量体の一部を添加して特定の転化率まで反応させ、その後、残余の単量体を連続的または継続的に添加する方法等が挙げられ、いずれの添加方法を採用してもよい。また、添加する単量体は使用する各種単量体を予め混合して使用しても単量体別に使用してもよい。各種単量体を混合する場合は、混合する割合を一定にしても変化させてもよい。
MEK不溶解分量は特段制限されないが、このパラメータが50重量%以上で、かつ柔らかい基本特性を持つラテックス組成物(「合成ラテックス組成物」とも称する。)を作製するための方法の特徴を以下に述べる。
これによって、本実施形態の合成ラテックス組成物は、従来の低温で重合された直鎖系のXNBRに対し、高い応力保持率や柔軟性といったゴム弾性を持たせることができる。
以下、ラテックスの製造方法について、主にカルボキシル基アミド基含有アクリロニトリルブタジエンゴム(XYNBR)をエラストマーとして用いた態様を例に述べる。
本実施形態の合成ラテックス組成物の製造方法は、通常の重合方法で行うことができ、重合反応器の形式は、回分式、半回分式、又は連続式等のいずれの形式の重合反応器でもよい。単量体の添加方法は、例えば重合反応器に単量体を一括で添加する方法、重合反応の進行に従って連続的または断続的に添加する方法、又は単量体の一部を添加して特定の転化率まで反応させ、その後、残余の単量体を連続的または継続的に添加する方法等が挙げられ、いずれの添加方法を採用してもよい。また、添加する単量体は使用する各種単量体を予め混合して使用しても単量体別に使用してもよい。各種単量体を混合する場合は、混合する割合を一定にしても変化させてもよい。
MEK不溶解分量は特段制限されないが、このパラメータが50重量%以上で、かつ柔らかい基本特性を持つラテックス組成物(「合成ラテックス組成物」とも称する。)を作製するための方法の特徴を以下に述べる。
これによって、本実施形態の合成ラテックス組成物は、従来の低温で重合された直鎖系のXNBRに対し、高い応力保持率や柔軟性といったゴム弾性を持たせることができる。
MEK不溶解分量50重量%以上の合成ラテックス組成物を作製するためには、以下の比較的高い重合温度、比較的少量の連鎖移動剤や重合転化率を特定の転化率まで上げたうえで、さらに重合温度を上げる等の方法によって作製することができる。
重合反応を行う際の重合温度は、例えば20℃以上、60℃以下、好ましくは25℃以上、50℃以下と比較的高温にすることで合成ラテックス組成物のポリマーの分子量が小さく、分枝鎖が多く、MEK不溶解分量が高くなるようになる。
重合開始剤の量は、多くすることで合成ラテックス組成物中のポリマーの分子量が小さく、分枝鎖が多く、MEK不溶解分量が高まるようになる。
連鎖移動剤の量としては、例えば0.2重量%以上、0.8重量%以下とできるだけ少量とすることで、分枝鎖を多くし、MEK不溶解分量を大きくする。
なお、本実施形態において、MEK不溶解分量は、MEK不溶解分量が50重量%以上、80重量%以下とすることを特徴とするが、60重量%以上、80重量%以下であることが好ましく、65重量%以上、75重量%以下であることがより好ましく、68重量%以上、72重量%以下であることがさらに好ましい。
また、MEK不溶解分量が80重量%を超えると成膜性が悪化し、均一なフィルムとなりにくく、ディップ成形することが困難になる。
ただし、本件発明の特定の実施形態においては、基本的にゴム弾性を持たせるため、ホットラバーを使用しているので、コールドラバーで直鎖系のラテックスに比べMEK不溶解分は多くなる傾向にあるが、アミド基含有ラテックスであることの特徴である伸びや強度を生かそうとする場合は、MEK不溶解分量が50重量%未満であっても差し支えないと本発明者らは考える。
重合反応を行う際の重合温度は、例えば20℃以上、60℃以下、好ましくは25℃以上、50℃以下と比較的高温にすることで合成ラテックス組成物のポリマーの分子量が小さく、分枝鎖が多く、MEK不溶解分量が高くなるようになる。
重合開始剤の量は、多くすることで合成ラテックス組成物中のポリマーの分子量が小さく、分枝鎖が多く、MEK不溶解分量が高まるようになる。
連鎖移動剤の量としては、例えば0.2重量%以上、0.8重量%以下とできるだけ少量とすることで、分枝鎖を多くし、MEK不溶解分量を大きくする。
なお、本実施形態において、MEK不溶解分量は、MEK不溶解分量が50重量%以上、80重量%以下とすることを特徴とするが、60重量%以上、80重量%以下であることが好ましく、65重量%以上、75重量%以下であることがより好ましく、68重量%以上、72重量%以下であることがさらに好ましい。
また、MEK不溶解分量が80重量%を超えると成膜性が悪化し、均一なフィルムとなりにくく、ディップ成形することが困難になる。
ただし、本件発明の特定の実施形態においては、基本的にゴム弾性を持たせるため、ホットラバーを使用しているので、コールドラバーで直鎖系のラテックスに比べMEK不溶解分は多くなる傾向にあるが、アミド基含有ラテックスであることの特徴である伸びや強度を生かそうとする場合は、MEK不溶解分量が50重量%未満であっても差し支えないと本発明者らは考える。
次に、柔らかく風合いのよい成形体を作るためには、合成ラテックス組成物中のエラストマーのMEK不溶解分量を50重量%以上にすると同時に、ディップ成形用組成物のMEK膨潤率を低くしておくことが好ましい。
例えば、ディップ成形用組成物のMEK不溶解分量が0重量%以上、10重量%以下では、MEK膨潤率が100倍以上、MEK不溶解分量が30重量%で同膨潤率が30倍以上、70倍以下であることが好ましいが、MEK不溶解分量が50重量%以上である実施形態のディップ成形用組成物においては、同膨潤率が5倍以上であること、20倍以上であること、また、40倍以下であること、25倍以下であることが好ましく、特に柔らかく風合いのよい成形体を得る観点からは同膨潤率は5倍以上、10倍以下の範囲に入るように設定することが好ましい。MEK膨潤率及びMEK不溶解分量は、後述する実施例に記載の方法で測定することができる。
ラテックスは所定の重合転化率に達した時点で、重合系の冷却、重合停止剤の添加などにより重合反応を停止させる。重合反応を停止させる際の重合転化率は、通常80%以上であるが、好ましくは90%以上、より好ましくは93%以上である。
例えば、ディップ成形用組成物のMEK不溶解分量が0重量%以上、10重量%以下では、MEK膨潤率が100倍以上、MEK不溶解分量が30重量%で同膨潤率が30倍以上、70倍以下であることが好ましいが、MEK不溶解分量が50重量%以上である実施形態のディップ成形用組成物においては、同膨潤率が5倍以上であること、20倍以上であること、また、40倍以下であること、25倍以下であることが好ましく、特に柔らかく風合いのよい成形体を得る観点からは同膨潤率は5倍以上、10倍以下の範囲に入るように設定することが好ましい。MEK膨潤率及びMEK不溶解分量は、後述する実施例に記載の方法で測定することができる。
ラテックスは所定の重合転化率に達した時点で、重合系の冷却、重合停止剤の添加などにより重合反応を停止させる。重合反応を停止させる際の重合転化率は、通常80%以上であるが、好ましくは90%以上、より好ましくは93%以上である。
以下、重合反応時に使用する添加剤について説明する。
<乳化剤>
乳化剤は、特に限定されないが、乳化重合に通常使用されるものが好ましく、例えば、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェノールエーテル、ポリオキシエチレンアルキルエステル、又はポリオキシエチレンソルビタンアルキルエステル等の非イオン系乳化剤;ミリスチミン酸、パルミチン酸、オレイン酸、もしくはリノレン酸等の脂肪酸及びその塩、イソプロピルホスフェート、もしくはポリオキシエチレンアルキルエーテルホスフェート等のリン酸エステル、又はアルキルジフェニルエーテルジスルホン酸塩、ラウリルジフェニルオキシスルホン酸ニナトリウム塩、アルキルナフタレンスルホン酸塩、ナフタレンスルホン酸ホルマリン縮合物のナトリウム塩、ジアルキルスルホサクシネートナトリウム、アルキルベンゼンスルホン酸塩、アルキルアリルスルホン酸塩、高級アルコール硫酸エステル塩、もしくはアルキルスルホコハク酸等のアニオン系乳化剤;トリメチルアンモニウムクロライド、もしくはジアルキルアンモニウムクロライド等のアンモニウムクロライド、ベンジルアンモニウム塩、又は第4級アンモニウム塩等のカチオン系乳化剤;α,β-不飽和カルボン酸のスルホエステル、α,β-不飽和カルボン酸のサルフェートエステル、又はスルホアルキルアリールエーテル等の二重結合を含む共重合性乳化剤などを挙げることができる。乳化剤の使用量は特に制限されないが、単量体混合物100重量部に対して、通常0.1重量部以上、10重量部以下であり、好ましくは0.5重量部以上、6.0重量部以下である。乳化剤は単独で使用しても、2種類以上を併用して使用してもよい。また、合成ラテックスの作製時に一括で使用しても分割で使用してもよい。
<乳化剤>
乳化剤は、特に限定されないが、乳化重合に通常使用されるものが好ましく、例えば、ポリオキシエチレンアルキルエーテル、ポリオキシエチレンアルキルフェノールエーテル、ポリオキシエチレンアルキルエステル、又はポリオキシエチレンソルビタンアルキルエステル等の非イオン系乳化剤;ミリスチミン酸、パルミチン酸、オレイン酸、もしくはリノレン酸等の脂肪酸及びその塩、イソプロピルホスフェート、もしくはポリオキシエチレンアルキルエーテルホスフェート等のリン酸エステル、又はアルキルジフェニルエーテルジスルホン酸塩、ラウリルジフェニルオキシスルホン酸ニナトリウム塩、アルキルナフタレンスルホン酸塩、ナフタレンスルホン酸ホルマリン縮合物のナトリウム塩、ジアルキルスルホサクシネートナトリウム、アルキルベンゼンスルホン酸塩、アルキルアリルスルホン酸塩、高級アルコール硫酸エステル塩、もしくはアルキルスルホコハク酸等のアニオン系乳化剤;トリメチルアンモニウムクロライド、もしくはジアルキルアンモニウムクロライド等のアンモニウムクロライド、ベンジルアンモニウム塩、又は第4級アンモニウム塩等のカチオン系乳化剤;α,β-不飽和カルボン酸のスルホエステル、α,β-不飽和カルボン酸のサルフェートエステル、又はスルホアルキルアリールエーテル等の二重結合を含む共重合性乳化剤などを挙げることができる。乳化剤の使用量は特に制限されないが、単量体混合物100重量部に対して、通常0.1重量部以上、10重量部以下であり、好ましくは0.5重量部以上、6.0重量部以下である。乳化剤は単独で使用しても、2種類以上を併用して使用してもよい。また、合成ラテックスの作製時に一括で使用しても分割で使用してもよい。
<連鎖移動剤>
連鎖移動剤としては、t-ドデシルメルカプタン、n-ドデシルメルカプタン、もしくはメルカプトエタノール等のメルカプタン類;四塩化炭素、塩化メチレン、もしくは臭化メチレン等のハロゲン化炭化水素;又はα―メチルスチレンダイマーなどが挙げられる。t-ドデシルメルカプタン、又はn-ドデシルメルカプタンなどのメルカプタン類が好ましい。連鎖移動剤は、重合反応開始時に一括で使用しても、重合反応の進行に合わせて随時使用してもよい。また、重合反応開始時及び重合反応の進行中の双方で使用してもよい。本実施形態では連鎖移動剤の量をできるだけ少なくすることで、ゴム分子鎖の枝分かれが多く、MEK不溶解分量の多いエラストマーとしている。
連鎖移動剤としては、t-ドデシルメルカプタン、n-ドデシルメルカプタン、もしくはメルカプトエタノール等のメルカプタン類;四塩化炭素、塩化メチレン、もしくは臭化メチレン等のハロゲン化炭化水素;又はα―メチルスチレンダイマーなどが挙げられる。t-ドデシルメルカプタン、又はn-ドデシルメルカプタンなどのメルカプタン類が好ましい。連鎖移動剤は、重合反応開始時に一括で使用しても、重合反応の進行に合わせて随時使用してもよい。また、重合反応開始時及び重合反応の進行中の双方で使用してもよい。本実施形態では連鎖移動剤の量をできるだけ少なくすることで、ゴム分子鎖の枝分かれが多く、MEK不溶解分量の多いエラストマーとしている。
<水性溶媒>
水性溶媒としては、通常、水が用いられ、その量は、単量体混合物100重量部に対して通常70重量部以上、250重量部以下、好ましくは80重量部以上、170重量部以下である。水性溶媒が70重量部より少ない場合には、重合工程において安定性が低下する場合がある。また、250重量部を超える場合には、生成されるラテックスの後工程処理に時間やエネルギーがより多く必要とされ、ラテックス製造工程が効率的でなくなる問題が発生する。
水性溶媒としては、通常、水が用いられ、その量は、単量体混合物100重量部に対して通常70重量部以上、250重量部以下、好ましくは80重量部以上、170重量部以下である。水性溶媒が70重量部より少ない場合には、重合工程において安定性が低下する場合がある。また、250重量部を超える場合には、生成されるラテックスの後工程処理に時間やエネルギーがより多く必要とされ、ラテックス製造工程が効率的でなくなる問題が発生する。
<重合開始剤>
重合開始剤は特に限定されないが、たとえば、過硫酸カリウム、過硫酸アンモニウム、過硫酸ナトリウム、過リン酸塩、過酸化水素、t-ブチルハイドロパーオキサイド、1,1,3,3-テトラメチルブチルハイドロパーオキサイド、p-メンタンハイドロパーオキサイド、2,5-ジメチルヘキサン-2,5-ジハイドロパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、クメンハイドロパーオキサイド、ジ-t-ブチルパーオキサイド、ジ-α-クミルパーオキサイド、アセチルパーオキサイド、イソブチリルパーオキサイド、ベンゾイルパーオキサイド、又はアゾビスイソブチロニトリルなどを挙げることができる。これらの重合開始剤は、それぞれ単独でまたは2種類以上を組み合わせて使用することができる。重合開始剤の使用量は、前述の単量体混合物100重量部に対して、通常0.001重量部以上、10重量部以下であり、好ましくは0.01重量部以上、5重量部以下、より好ましくは0.01重量部以上、2重量部以下である。
重合開始剤は特に限定されないが、たとえば、過硫酸カリウム、過硫酸アンモニウム、過硫酸ナトリウム、過リン酸塩、過酸化水素、t-ブチルハイドロパーオキサイド、1,1,3,3-テトラメチルブチルハイドロパーオキサイド、p-メンタンハイドロパーオキサイド、2,5-ジメチルヘキサン-2,5-ジハイドロパーオキサイド、ジイソプロピルベンゼンハイドロパーオキサイド、クメンハイドロパーオキサイド、ジ-t-ブチルパーオキサイド、ジ-α-クミルパーオキサイド、アセチルパーオキサイド、イソブチリルパーオキサイド、ベンゾイルパーオキサイド、又はアゾビスイソブチロニトリルなどを挙げることができる。これらの重合開始剤は、それぞれ単独でまたは2種類以上を組み合わせて使用することができる。重合開始剤の使用量は、前述の単量体混合物100重量部に対して、通常0.001重量部以上、10重量部以下であり、好ましくは0.01重量部以上、5重量部以下、より好ましくは0.01重量部以上、2重量部以下である。
また、過酸化物開始剤は還元剤と組み合わせてレドックス系重合開始剤として使用することができる。この還元剤は特に限定されないが、例えば、硫酸第一鉄、もしくはナフテン酸第一銅等の還元状態にある金属イオンを有する化合物;又はメタンスルホン酸ナトリウム等のスルホン酸塩類、ホルムアルデヒドスルホキシラートナトリウム等のホルムアルデヒドスルホキシラート塩類、2-ヒドロキシー2-スルホナトアセタートのニナトリウム塩等の2-ヒドロキシー2-スルホナトアセタート塩類、2-ヒドロキシー2-スルフィナトアセタートのニナトリウム塩等の2-ヒドロキシ-2-スルフィナトアセタート塩類、フォルムジメチルアニリン等のアミン類、もしくはアスコルビン酸などが挙げられる。これらの還元剤は単独で、又は2種類以上の組合せて用いることができる。還元剤の使用量には特に制限はないが、過酸化物との重量比率(過酸化物/還元剤)は、通常0.01以上、100以下であり、好ましくは0.1以上、50以下である。
<重合停止剤>
重合停止剤としては、特に限定されないが、例えば、亜硝酸ナトリウム、亜硝酸カリウム、もしくは亜硝酸アンモニウム等の亜硝酸塩;アスコルビン酸;クエン酸;ヒドロキシルアミン;ヒドロキシアミン硫酸塩;ジエチルヒドロキシルアミン;ヒドロキシアミンスルホン酸もしくはそのアルカリ金属塩;4-ベンゾイルオキシー2,2,6,6-テトラメチルピペリジノオキシル等の2,2,6,6-テトラメチルピペリジノオキシル化合物;ジメチルジチオカルバミン酸ナトリウム;ジメチルジチオカルバミン酸塩;ハイドロキノン誘導体、カテコール誘導体;レゾルシノール誘導体;又はヒドロキシジメチルベンゼンジチオカルボン酸、ヒドロキシジエチルベンゼンジチオカルボン酸、もしくはヒドロキシジブチルベンゼンジチオカルボン酸などの芳香族ヒドロキシジチオカルボン酸もしくはこれらのアルカリ金属塩などが挙げられる。重合停止剤は無機塩基水溶液、例えば水酸化ナトリウム水溶液、水酸化カリウム水溶液、アンモニア水などを添加した後に添加しても、同時に添加してもよい。重合停止剤の使用量は、単量体混合物100重量部に対して、通常0.01重量部以上、5重量部以下であり、好ましくは0.03重量部以上、2重量部以下である。
重合反応を停止した後、必要に応じて、未反応の単量体の除去、固形分濃度もしくはpHの調整、界面活性剤、老化防止剤、防腐剤、又は抗菌剤などの添加を行い所望のラテックスを作製する。なお、本実施形態のラテックス作製方法では、必要に応じて、脱酸素剤、分散剤、界面活性剤、キレート剤、分子量調節剤、粒子径調整剤、老化防止剤、又は防腐剤等の重合副資材を添加することができる。重合副資材成分は、有機化合物であっても無機化合物であってもよい。
重合停止剤としては、特に限定されないが、例えば、亜硝酸ナトリウム、亜硝酸カリウム、もしくは亜硝酸アンモニウム等の亜硝酸塩;アスコルビン酸;クエン酸;ヒドロキシルアミン;ヒドロキシアミン硫酸塩;ジエチルヒドロキシルアミン;ヒドロキシアミンスルホン酸もしくはそのアルカリ金属塩;4-ベンゾイルオキシー2,2,6,6-テトラメチルピペリジノオキシル等の2,2,6,6-テトラメチルピペリジノオキシル化合物;ジメチルジチオカルバミン酸ナトリウム;ジメチルジチオカルバミン酸塩;ハイドロキノン誘導体、カテコール誘導体;レゾルシノール誘導体;又はヒドロキシジメチルベンゼンジチオカルボン酸、ヒドロキシジエチルベンゼンジチオカルボン酸、もしくはヒドロキシジブチルベンゼンジチオカルボン酸などの芳香族ヒドロキシジチオカルボン酸もしくはこれらのアルカリ金属塩などが挙げられる。重合停止剤は無機塩基水溶液、例えば水酸化ナトリウム水溶液、水酸化カリウム水溶液、アンモニア水などを添加した後に添加しても、同時に添加してもよい。重合停止剤の使用量は、単量体混合物100重量部に対して、通常0.01重量部以上、5重量部以下であり、好ましくは0.03重量部以上、2重量部以下である。
重合反応を停止した後、必要に応じて、未反応の単量体の除去、固形分濃度もしくはpHの調整、界面活性剤、老化防止剤、防腐剤、又は抗菌剤などの添加を行い所望のラテックスを作製する。なお、本実施形態のラテックス作製方法では、必要に応じて、脱酸素剤、分散剤、界面活性剤、キレート剤、分子量調節剤、粒子径調整剤、老化防止剤、又は防腐剤等の重合副資材を添加することができる。重合副資材成分は、有機化合物であっても無機化合物であってもよい。
<カルボキシル基アミド基含有ニトリルゴムエラストマーの架橋構造の測定>
ラテックス中のカルボキシル基アミド基含有ニトリルゴムエラストマーの架橋構造の度合いの測定方法は種々の方法があるが、容易かつ再現性がある測定方法として、ポリマーの親溶媒に対する不溶解分量を測定し推定する方法がある。ポリマーがXYNBRの場合、メチルエチルケトン(MEK)に対する不溶解分量を測定することにより架橋構造の度合いを測定することができる。通常、MEK不溶解分量は、乳化重合で生成される一次ポリマー鎖間での架橋構造や、一次ポリマー鎖から成長する側鎖ポリマーの増大などに影響される。
なお、MEK不溶解分量の詳細な測定方法については、後述の実施例で述べる。
ラテックス中のカルボキシル基アミド基含有ニトリルゴムエラストマーの架橋構造の度合いの測定方法は種々の方法があるが、容易かつ再現性がある測定方法として、ポリマーの親溶媒に対する不溶解分量を測定し推定する方法がある。ポリマーがXYNBRの場合、メチルエチルケトン(MEK)に対する不溶解分量を測定することにより架橋構造の度合いを測定することができる。通常、MEK不溶解分量は、乳化重合で生成される一次ポリマー鎖間での架橋構造や、一次ポリマー鎖から成長する側鎖ポリマーの増大などに影響される。
なお、MEK不溶解分量の詳細な測定方法については、後述の実施例で述べる。
(2)エポキシ架橋剤
本発明の一実施形態では、ディップ成形用組成物にエポキシ架橋剤が含まれる。エポキシ架橋剤の特徴は、粒子内架橋なので粒子内の架橋密度を上げ応力保持率を上げられること、架橋しても金属架橋剤と比較して柔らかさを維持できること、及び高い疲労耐久性を持たせることができることである。エポキシ架橋剤の多くはラテックス粒子内に入り、一部は粒子界面のカルボキシル基と架橋する。ディップ成形用組成物は通常水とラテックス粒子からなっており、各々親水性領域と親油性領域(疎水性領域)からなっている。
このラテックス粒子内はメチルイソブチルケトン(MIBK)と近似していることから、本発明者らはエポキシ架橋剤のMIBK/水分配率の測定を試みた。これは、水とMIBKの混合液の中でエポキシ架橋剤がどちらに溶けていくかの比率を評価したもので、MIBKに溶けるエポキシ架橋剤の割合が高いほどそのエポキシ架橋剤がラテックス粒子内に多く入り粒子内架橋に寄与すると考えたためである。
本発明の一実施形態では、ディップ成形用組成物にエポキシ架橋剤が含まれる。エポキシ架橋剤の特徴は、粒子内架橋なので粒子内の架橋密度を上げ応力保持率を上げられること、架橋しても金属架橋剤と比較して柔らかさを維持できること、及び高い疲労耐久性を持たせることができることである。エポキシ架橋剤の多くはラテックス粒子内に入り、一部は粒子界面のカルボキシル基と架橋する。ディップ成形用組成物は通常水とラテックス粒子からなっており、各々親水性領域と親油性領域(疎水性領域)からなっている。
このラテックス粒子内はメチルイソブチルケトン(MIBK)と近似していることから、本発明者らはエポキシ架橋剤のMIBK/水分配率の測定を試みた。これは、水とMIBKの混合液の中でエポキシ架橋剤がどちらに溶けていくかの比率を評価したもので、MIBKに溶けるエポキシ架橋剤の割合が高いほどそのエポキシ架橋剤がラテックス粒子内に多く入り粒子内架橋に寄与すると考えたためである。
この結果、本発明者らは、エポキシ架橋剤のMIBK/水分配率が50%以上であれば上述のラテックスと架橋させることによって成形体の引張強度が大きく増加することを見出した。
また、エポキシ架橋剤は、ディップ組成物中でpHが高いほど加水分解が進行し失活していくため、3価以上で水に溶けにくいエポキシ架橋剤であることが必要である。
さらに、上記エポキシ化合物は、一部粒子間においても共有結合で架橋し、粒子間架橋も同時に補うことができる。これにより、疲労耐久性に優れる成形体を得ることもできる。また、エポキシ架橋剤による共有結合の架橋構造は、亜鉛などの金属架橋剤によるイオン結合と異なり、結合が断裂しにくいため、上述のラテックス本来の柔らかさを損なわないという利点がある。
以下、順を追って説明する。
また、エポキシ架橋剤は、ディップ組成物中でpHが高いほど加水分解が進行し失活していくため、3価以上で水に溶けにくいエポキシ架橋剤であることが必要である。
さらに、上記エポキシ化合物は、一部粒子間においても共有結合で架橋し、粒子間架橋も同時に補うことができる。これにより、疲労耐久性に優れる成形体を得ることもできる。また、エポキシ架橋剤による共有結合の架橋構造は、亜鉛などの金属架橋剤によるイオン結合と異なり、結合が断裂しにくいため、上述のラテックス本来の柔らかさを損なわないという利点がある。
以下、順を追って説明する。
a.1分子中に3個以上のグリシジルエーテル基と脂環族、脂肪族又は芳香族の炭化水素を有する母骨格をもつエポキシ化合物を含有するエポキシ架橋剤
<1分子中に3個以上のグリシジルエーテル基と脂環族、脂肪族又は芳香族の炭化水素を有する母骨格をもつエポキシ化合物>
エポキシ架橋剤はエポキシ化合物を含有し、該エポキシ化合物は、通常1分子中に3個以上のグリシジルエーテル基と、脂環族、脂肪族又は芳香族の炭化水素とを有する母骨格を持つ化合物(以下「3価以上のエポキシ化合物」ともいう)である。3個以上のグリシジルエーテル基を有するエポキシ化合物は、通常、エピクロロヒドリンと1分子中に3個以上の水酸基を持つアルコールとを反応させて製造することができる。
<1分子中に3個以上のグリシジルエーテル基と脂環族、脂肪族又は芳香族の炭化水素を有する母骨格をもつエポキシ化合物>
エポキシ架橋剤はエポキシ化合物を含有し、該エポキシ化合物は、通常1分子中に3個以上のグリシジルエーテル基と、脂環族、脂肪族又は芳香族の炭化水素とを有する母骨格を持つ化合物(以下「3価以上のエポキシ化合物」ともいう)である。3個以上のグリシジルエーテル基を有するエポキシ化合物は、通常、エピクロロヒドリンと1分子中に3個以上の水酸基を持つアルコールとを反応させて製造することができる。
3価以上のエポキシ化合物の母骨格を形成する3個以上の水酸基を持つアルコールとしては、脂肪族のグリセロール、ジグリセロール、トリグリセロール、ポリグリセロール、ソルビトール、ソルビタン、キシリトール、エリスリトール、トリメチロールプロパン、トリメチロールエタン、ペンタエリスリトール、芳香族のクレゾールノボラック、又はトリスヒドロキシフェニルメタン等が挙げられる。
3価以上のエポキシ化合物の中でも、ポリグリシジルエーテルを用いることが好ましい。
具体的には、グリセロールトリグリシジルエーテル、トリメチロールプロパントリグリシジルエーテル、ソルビトールトリグリシジルエーテル、ソルビトールテトラグリシジルエーテル、ペンタエリスリトールトリグリシジルエーテル、及びペンタエリスリトールテトラグリシジルエーテルから選択されるいずれか一つを少なくとも含むエポキシ架橋剤を用いることが好ましく、中でもトリメチロールプロパントリグリシジルエーテル、ペンタエリスリトールトリグリシジルエーテル、及びペンタエリスリトールテトラグリシジルエーテルの中から選択される、少なくとも一つを含むエポキシ架橋剤を用いることがさらに好ましい。
3価以上のエポキシ化合物の中でも、ポリグリシジルエーテルを用いることが好ましい。
具体的には、グリセロールトリグリシジルエーテル、トリメチロールプロパントリグリシジルエーテル、ソルビトールトリグリシジルエーテル、ソルビトールテトラグリシジルエーテル、ペンタエリスリトールトリグリシジルエーテル、及びペンタエリスリトールテトラグリシジルエーテルから選択されるいずれか一つを少なくとも含むエポキシ架橋剤を用いることが好ましく、中でもトリメチロールプロパントリグリシジルエーテル、ペンタエリスリトールトリグリシジルエーテル、及びペンタエリスリトールテトラグリシジルエーテルの中から選択される、少なくとも一つを含むエポキシ架橋剤を用いることがさらに好ましい。
<3価以上のエポキシ化合物を含有するエポキシ架橋剤について>
エポキシ架橋剤の中でも、グリシジルエーテル基を有するエポキシ化合物を含むものについては、一般にアルコールの水酸基とエピハロヒドリンを以下のように反応させて製造することができる。なお、以下の(I)では、説明を簡略化するために、アルコールとして1価のものを使用している。
エポキシ架橋剤の中でも、グリシジルエーテル基を有するエポキシ化合物を含むものについては、一般にアルコールの水酸基とエピハロヒドリンを以下のように反応させて製造することができる。なお、以下の(I)では、説明を簡略化するために、アルコールとして1価のものを使用している。

エポキシ架橋剤に含まれるエポキシ化合物は、原料のアルコールの水酸基の数によって、2価から概ね7価までのものがある。ただし、反応の過程での副反応により、例えば3価のエポキシ化合物を目的物として合成した場合でも、数種類の化合物が生成し、通常、その中に2価のエポキシ化合物も含まれる。
そのため、例えば、3価のエポキシ架橋剤は、2価及び3価のエポキシ化合物の混合物となることが一般的である。通常、3価のエポキシ架橋剤といわれているものも、主成分である3価エポキシ化合物の含有率は50%程度といわれている。
また、エポキシ架橋剤には水に溶けにくいものがあり、これは、エポキシ化合物の構造中に含まれる塩素等の影響が大きい。
そのため、例えば、3価のエポキシ架橋剤は、2価及び3価のエポキシ化合物の混合物となることが一般的である。通常、3価のエポキシ架橋剤といわれているものも、主成分である3価エポキシ化合物の含有率は50%程度といわれている。
また、エポキシ架橋剤には水に溶けにくいものがあり、これは、エポキシ化合物の構造中に含まれる塩素等の影響が大きい。
エポキシ架橋剤は、エピハロヒドリンと、3個以上の水酸基を有するアルコールとを反応させて得られる3価以上のエポキシ化合物を含有するエポキシ架橋剤であることが好ましい。
なお、エピハロヒドリンには、エピクロロヒドリン、エピブロモヒドリン、及びエピアイオダイトヒドリンから選ばれる一種以上を使用してもよい。これらの中でもエピクロロヒドリンを用いることが好ましい。また、3価以上のエポキシ架橋剤と、2価のエポキシ架橋剤を混ぜて使用することができる。あるいは、3価以上のエポキシ架橋剤を製造する際に、3個以上の水酸基を有するアルコールと、2個の水酸基を有するアルコールを混合して反応させることもできる。
なお、エピハロヒドリンには、エピクロロヒドリン、エピブロモヒドリン、及びエピアイオダイトヒドリンから選ばれる一種以上を使用してもよい。これらの中でもエピクロロヒドリンを用いることが好ましい。また、3価以上のエポキシ架橋剤と、2価のエポキシ架橋剤を混ぜて使用することができる。あるいは、3価以上のエポキシ架橋剤を製造する際に、3個以上の水酸基を有するアルコールと、2個の水酸基を有するアルコールを混合して反応させることもできる。
<エポキシ化合物とXYNBRのカルボキシル基との架橋反応>
エポキシ化合物とXYNBRのカルボキシル基との架橋反応は以下の式(II)のように生じる。なお、以下(II)で示すエポキシ化合物は説明を簡略化する観点から1価のものを用いている。
エポキシ化合物とXYNBRのカルボキシル基との架橋反応は以下の式(II)のように生じる。なお、以下(II)で示すエポキシ化合物は説明を簡略化する観点から1価のものを用いている。

エポキシ化合物が架橋を形成するのは、XYNBR中のカルボキシル基とであり、エポキシ化合物で架橋を形成するには、最適の条件として、後述するキュアリング工程において120℃以上で加熱し、エポキシ基の開環反応を起こさせることが挙げられる。
<MIBK/水分配率が50%以上であるエポキシ架橋剤>
引張強度を上げるために、エポキシ架橋剤は、MIBK/水分配率が50%以上であることが好ましい。さらに好ましくはMIBK/水分配率が70%以上であるのがよい。
ディップ成形用組成物は、ラテックス粒子の疎水性領域と溶媒の親水性領域に分かれているが、エポキシ架橋剤の中でも水に溶けにくく、エラストマーの疎水性領域であるラテックス粒子の内部に入り込みやすいエポキシ架橋剤を使用することがよいからである。
さらに、エポキシ架橋剤の多くは、ディップ成形用組成物中においてラテックス粒子内に存在するため、ラテックス粒子内にあるカルボキシル基と反応してエラストマーを架橋させることにより、成形体の架橋密度を高め、引張強度を増加させることができる。
引張強度を上げるために、エポキシ架橋剤は、MIBK/水分配率が50%以上であることが好ましい。さらに好ましくはMIBK/水分配率が70%以上であるのがよい。
ディップ成形用組成物は、ラテックス粒子の疎水性領域と溶媒の親水性領域に分かれているが、エポキシ架橋剤の中でも水に溶けにくく、エラストマーの疎水性領域であるラテックス粒子の内部に入り込みやすいエポキシ架橋剤を使用することがよいからである。
さらに、エポキシ架橋剤の多くは、ディップ成形用組成物中においてラテックス粒子内に存在するため、ラテックス粒子内にあるカルボキシル基と反応してエラストマーを架橋させることにより、成形体の架橋密度を高め、引張強度を増加させることができる。
MIBK/水分配率は以下のようにして測定することができる。
まず、試験管に水約5.0g、MIBK約5.0g、エポキシ架橋剤約0.5gを精秤して加える。MIBKの重量をM(g)、エポキシ架橋剤の重量をE(g)とする。
この混合物を23℃±2℃の温度下で3分間よく攪拌混合した後、1.0×103Gの条件で10分間遠心分離し、水層とMIBK層に分ける。次いで、MIBK層の重量を測定し、これをML(g)とする。
MIBK/水分配率(%)=(ML(g)-M(g))/E(g)×100
上記測定を3回行い、平均値をMIBK/水分配率とする。
まず、試験管に水約5.0g、MIBK約5.0g、エポキシ架橋剤約0.5gを精秤して加える。MIBKの重量をM(g)、エポキシ架橋剤の重量をE(g)とする。
この混合物を23℃±2℃の温度下で3分間よく攪拌混合した後、1.0×103Gの条件で10分間遠心分離し、水層とMIBK層に分ける。次いで、MIBK層の重量を測定し、これをML(g)とする。
MIBK/水分配率(%)=(ML(g)-M(g))/E(g)×100
上記測定を3回行い、平均値をMIBK/水分配率とする。
b.好適なエポキシ架橋剤の性質
<平均エポキシ基数>
上述のように3価以上のエポキシ架橋剤であっても、2価のエポキシ化合物も副反応として含まれることがあるので、各製品を評価するうえでは、平均エポキシ基数を把握して3価のエポキシ基を有する化合物の割合を把握しておくことが重要である。
平均エポキシ基数は、エポキシ架橋剤に含まれる各エポキシ化合物をゲル浸透クロマトグラフィー(GPC)により特定し、それぞれのエポキシ化合物の1分子中のエポキシ基の数に該エポキシ化合物のモル数を乗じて得たエポキシ基数を、各エポキシ化合物について求め、それらの合計値をエポキシ架橋剤に含まれる全てのエポキシ化合物に含まれる全てのエポキシ化合物の合計モル数で割って得られる。
本実施形態に用いるエポキシ架橋剤の平均エポキシ基数は、2.0を超えるものが好ましく、成形体の良好な物性を得る観点から、平均エポキシ基数が2.3以上であることがより好ましく、2.5以上が更に好ましい。一方、上限としては、例えば7以下を挙げることができる。
<平均エポキシ基数>
上述のように3価以上のエポキシ架橋剤であっても、2価のエポキシ化合物も副反応として含まれることがあるので、各製品を評価するうえでは、平均エポキシ基数を把握して3価のエポキシ基を有する化合物の割合を把握しておくことが重要である。
平均エポキシ基数は、エポキシ架橋剤に含まれる各エポキシ化合物をゲル浸透クロマトグラフィー(GPC)により特定し、それぞれのエポキシ化合物の1分子中のエポキシ基の数に該エポキシ化合物のモル数を乗じて得たエポキシ基数を、各エポキシ化合物について求め、それらの合計値をエポキシ架橋剤に含まれる全てのエポキシ化合物に含まれる全てのエポキシ化合物の合計モル数で割って得られる。
本実施形態に用いるエポキシ架橋剤の平均エポキシ基数は、2.0を超えるものが好ましく、成形体の良好な物性を得る観点から、平均エポキシ基数が2.3以上であることがより好ましく、2.5以上が更に好ましい。一方、上限としては、例えば7以下を挙げることができる。
<エポキシ当量>
成形体の良好な引張強度を得る観点から、エポキシ化合物のエポキシ当量は、100g/eq.以上、230g/eq.以下であることが好ましい。
エポキシ化合物のエポキシ当量は、エポキシ化合物の平均分子量を平均エポキシ基数で除した値であり、エポキシ基1個当たりの平均重量を示す。この値は過塩素酸法により計測することができる。
成形体の良好な引張強度を得る観点から、エポキシ化合物のエポキシ当量は、100g/eq.以上、230g/eq.以下であることが好ましい。
エポキシ化合物のエポキシ当量は、エポキシ化合物の平均分子量を平均エポキシ基数で除した値であり、エポキシ基1個当たりの平均重量を示す。この値は過塩素酸法により計測することができる。
<分子量>
また、水中分散性の観点から、エポキシ架橋剤が含有するエポキシ化合物の分子量は150以上、1500以下であることが好ましく、175以上、1400以下であることがより好ましく、200以上、1300以下であることがさらに好ましい。
また、水中分散性の観点から、エポキシ架橋剤が含有するエポキシ化合物の分子量は150以上、1500以下であることが好ましく、175以上、1400以下であることがより好ましく、200以上、1300以下であることがさらに好ましい。
c.エポキシ架橋剤の添加量
エポキシ架橋剤の添加量は、エラストマー100重量部に対して、通常0.3重量部以上、2.5重量部以下の範囲であり、好ましくは0.5重量部以上、1.5重量部以下である。エポキシ架橋剤の添加量は、少なすぎると引張強度が下がるが、添加量が2.5重量部を超える場合、例えば3重量部である場合、引張強度、および伸び率が低下することがある。なお、このエポキシ架橋剤の添加量は、エラストマー100重量部に対するエポキシ化合物の添加量としても適用し得る。
エポキシ架橋剤の添加量は、エラストマー100重量部に対して、通常0.3重量部以上、2.5重量部以下の範囲であり、好ましくは0.5重量部以上、1.5重量部以下である。エポキシ架橋剤の添加量は、少なすぎると引張強度が下がるが、添加量が2.5重量部を超える場合、例えば3重量部である場合、引張強度、および伸び率が低下することがある。なお、このエポキシ架橋剤の添加量は、エラストマー100重量部に対するエポキシ化合物の添加量としても適用し得る。
(3)エポキシ架橋剤の分散剤
エポキシ化合物は、ディップ成形用組成物中において均一な分散状態に保つ必要がある。一方、MIBK/水分配率が50%以上のエポキシ架橋剤においては、MIBK/水分配率が高いものほどラテックスに架橋剤を添加するのが難しく、また分散しにくいという問題がある。
親水性の高いエポキシ化合物であれば、水分散性に問題は生じないが、溶剤系塗料用として使用されていたエポキシ化合物については、分散剤を用いてエポキシ架橋剤を溶解した上で、エラストマーへ配合することを考えた。
特に、MIBK/水分配率が50%以上になると水に溶かしたときに白濁が見られる傾向があるので、分散剤による分散が必要であると考えた。特に、実際の量産時には分散剤による分散が必要である。
エポキシ化合物は、ディップ成形用組成物中において均一な分散状態に保つ必要がある。一方、MIBK/水分配率が50%以上のエポキシ架橋剤においては、MIBK/水分配率が高いものほどラテックスに架橋剤を添加するのが難しく、また分散しにくいという問題がある。
親水性の高いエポキシ化合物であれば、水分散性に問題は生じないが、溶剤系塗料用として使用されていたエポキシ化合物については、分散剤を用いてエポキシ架橋剤を溶解した上で、エラストマーへ配合することを考えた。
特に、MIBK/水分配率が50%以上になると水に溶かしたときに白濁が見られる傾向があるので、分散剤による分散が必要であると考えた。特に、実際の量産時には分散剤による分散が必要である。
前記エポキシ架橋剤(化合物)の分散剤は、一価の低級アルコール、下記式(E1)で表されるグリコール、下記式(E2)で表されるエーテル、及び下記式(E3)で表されるエステルからなる群から選択される1種以上であることが好ましい。
HO-(CH2CHR1’-O)n1-H (E1)
(上記式(E1)中、R1’は、水素またはメチル基を表し、n1は1~3の整数を表す。)
R2’O-(CH2CHR1’-O)n2-R3’ (E2)
(式(E2)中、R1’は、水素またはメチル基を表し、R2’は、炭素数1~5の脂肪族炭化水素基を表し、R3’は、水素または炭素数1~3の脂肪族炭化水素基を表し、n2は0~3の整数を表す。)
R2’O-(CH2CHR1’-O)n3-(C=O)-CH3 (E3)
(式(E3)中、R1’は、水素またはメチル基を表し、R2’は、炭素数1~5の脂肪族炭化水素基を表し、n3は0~3の整数を表す。)
HO-(CH2CHR1’-O)n1-H (E1)
(上記式(E1)中、R1’は、水素またはメチル基を表し、n1は1~3の整数を表す。)
R2’O-(CH2CHR1’-O)n2-R3’ (E2)
(式(E2)中、R1’は、水素またはメチル基を表し、R2’は、炭素数1~5の脂肪族炭化水素基を表し、R3’は、水素または炭素数1~3の脂肪族炭化水素基を表し、n2は0~3の整数を表す。)
R2’O-(CH2CHR1’-O)n3-(C=O)-CH3 (E3)
(式(E3)中、R1’は、水素またはメチル基を表し、R2’は、炭素数1~5の脂肪族炭化水素基を表し、n3は0~3の整数を表す。)
一価の低級アルコールとしては、メタノール、又はエタノールなどを挙げることができる。
式(E1)で表されるグリコールとしては、エチレングリコール、プロピレングリコール、ジエチレングリコール、ジプロピレングリコール、又はトリプロピレングリコールなどを挙げることができる。
式(E2)で表されるエーテルの内、グリコールエーテルとしては、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノイソプロピルエーテル、ジエチレングリコールモノブチルエーテル、ジエチレングリコールモノイソブチルエーテル、トリエチレングリコールモノメチルエーテル、トリエチレングリコールモノブチルエーテル、トリプロピレングリコールモノメチルエーテル、又はトリエチレングリコールジメチルエーテルなどが挙げられる。また、式(E2)で表されるエーテルとして、n2=0のエーテルも用いることができる。
式(E3)で表されるエステルとしては、ジエチレングリコールモノエチルエーテルアセテート、又はジエチレングリコールモノブチルエーテルアセテートなどを挙げることができる。
上記のエポキシ化合物の分散剤を用いる場合は、一種のみを用いてもよく、2種以上を組み合わせて用いてもよい。なお、上記分散剤は、予め水と混合せずに使用することが好ましい。
式(E1)で表されるグリコールとしては、エチレングリコール、プロピレングリコール、ジエチレングリコール、ジプロピレングリコール、又はトリプロピレングリコールなどを挙げることができる。
式(E2)で表されるエーテルの内、グリコールエーテルとしては、ジエチレングリコールモノメチルエーテル、ジエチレングリコールモノイソプロピルエーテル、ジエチレングリコールモノブチルエーテル、ジエチレングリコールモノイソブチルエーテル、トリエチレングリコールモノメチルエーテル、トリエチレングリコールモノブチルエーテル、トリプロピレングリコールモノメチルエーテル、又はトリエチレングリコールジメチルエーテルなどが挙げられる。また、式(E2)で表されるエーテルとして、n2=0のエーテルも用いることができる。
式(E3)で表されるエステルとしては、ジエチレングリコールモノエチルエーテルアセテート、又はジエチレングリコールモノブチルエーテルアセテートなどを挙げることができる。
上記のエポキシ化合物の分散剤を用いる場合は、一種のみを用いてもよく、2種以上を組み合わせて用いてもよい。なお、上記分散剤は、予め水と混合せずに使用することが好ましい。
上記の分散剤の中でも、アルコールが好ましく、特に、メタノール、エタノール、又はジエチレングリコールを用いることが好ましく、揮発性、引火性の観点からジエチレングリコールを用いることが特に好ましい。
ジエチレングリコールは、親水性の高いグリコール基とエーテル構造を有すると同時に疎水性のある炭化水素構造が含まれ、水にもエラストマーにも溶けやすいので好適であると推測される。
ジエチレングリコールは、親水性の高いグリコール基とエーテル構造を有すると同時に疎水性のある炭化水素構造が含まれ、水にもエラストマーにも溶けやすいので好適であると推測される。
ディップ成形用組成物における、エポキシ化合物を含むエポキシ架橋剤と分散剤との重量比は、1:4以上、1:1以下であることが好ましい。
ディップ成形用組成物を調製する際に、MIBK/水分配率が高いエポキシ化合物を用いる場合には、あらかじめそのエポキシ化合物をエポキシ化合物の分散剤に溶解させた上で、ディップ成形用組成物の他の構成成分と混合することが好ましい。
ディップ成形用組成物を調製する際に、MIBK/水分配率が高いエポキシ化合物を用いる場合には、あらかじめそのエポキシ化合物をエポキシ化合物の分散剤に溶解させた上で、ディップ成形用組成物の他の構成成分と混合することが好ましい。
(4)金属架橋剤
本実施形態では、架橋剤として金属架橋剤をさらに含んでよく、フィルムの成膜性をよくするという観点から、上記エポキシ架橋剤に加えて、金属架橋剤を加えることができ、例えば、2価以上の両性金属化合物が挙げられる。また、金属架橋剤として、例えば、亜鉛化合物を少量入れることは、有効である。亜鉛化合物は、イオン架橋で粒子間架橋して、成形体の引張強度を向上させ、人工汗液中における膨潤や引張強度が低下することを防ぎ、有機溶媒非透過性が改善することが期待できる。多量に添加すると応力保持率の低下やフィルムの硬さにつながるが、例えば極薄手袋(2g)とする場合等、強度が必要な場合には添加量を増やす必要があるときもある。
亜鉛化合物としては酸化亜鉛や水酸化亜鉛が挙げられ、主に酸化亜鉛が用いられる。本発明の実施形態で用いる酸化亜鉛は特に制限されず、通常一般的なものを使用することができる。
本実施形態にかかるディップ成形用組成物において、酸化亜鉛を含有させる場合、酸化亜鉛の添加量は、ディップ成形用組成物中のエラストマー100重量部に対して、0.1重量部以上、2.0重量部以下であり、好ましくは0.2重量部以上、1.5重量部以下であり、より好ましくは0.2重量部以上、1.0重量部以下、さらに好ましくは0.1重量部以上、0.6重量部以下である。
本実施形態では、架橋剤として金属架橋剤をさらに含んでよく、フィルムの成膜性をよくするという観点から、上記エポキシ架橋剤に加えて、金属架橋剤を加えることができ、例えば、2価以上の両性金属化合物が挙げられる。また、金属架橋剤として、例えば、亜鉛化合物を少量入れることは、有効である。亜鉛化合物は、イオン架橋で粒子間架橋して、成形体の引張強度を向上させ、人工汗液中における膨潤や引張強度が低下することを防ぎ、有機溶媒非透過性が改善することが期待できる。多量に添加すると応力保持率の低下やフィルムの硬さにつながるが、例えば極薄手袋(2g)とする場合等、強度が必要な場合には添加量を増やす必要があるときもある。
亜鉛化合物としては酸化亜鉛や水酸化亜鉛が挙げられ、主に酸化亜鉛が用いられる。本発明の実施形態で用いる酸化亜鉛は特に制限されず、通常一般的なものを使用することができる。
本実施形態にかかるディップ成形用組成物において、酸化亜鉛を含有させる場合、酸化亜鉛の添加量は、ディップ成形用組成物中のエラストマー100重量部に対して、0.1重量部以上、2.0重量部以下であり、好ましくは0.2重量部以上、1.5重量部以下であり、より好ましくは0.2重量部以上、1.0重量部以下、さらに好ましくは0.1重量部以上、0.6重量部以下である。
(5)pH調整剤
従来のXNBRディップ成形用組成物のpH調整の考え方は、ラテックス粒子界面に粒子の内側に配向しているカルボキシル基を外側に配向させ、カルボキシレートイオン(COO-)にするためにラテックスのpH8.3程度をpH10以上、11以下程度までに上げていくのが通常であった。これによって金属架橋剤の亜鉛イオン、カルシウムイオン、又は粒子間で架橋する有機架橋剤とエラストマー中のカルボキシル基とを架橋させることができ、得られた成形体の引張強度を上げ、合成ゴムラテックスの欠点である粒子間を架橋させることができていた。また、ラテックス粒子自体も、MEK不溶解分量が0重量%以上、30重量%以下程度とできるだけ架橋構造が少なく、直鎖状のものが多く使われており、カルボキシル基の多くが粒子界面に存在するように作られていた。その意味で、pHについては10.5等高い方が良いと考えられていたが、11以上になるとフィルムが硬くなるので、これが限界であると考えられていた。
従来のXNBRディップ成形用組成物のpH調整の考え方は、ラテックス粒子界面に粒子の内側に配向しているカルボキシル基を外側に配向させ、カルボキシレートイオン(COO-)にするためにラテックスのpH8.3程度をpH10以上、11以下程度までに上げていくのが通常であった。これによって金属架橋剤の亜鉛イオン、カルシウムイオン、又は粒子間で架橋する有機架橋剤とエラストマー中のカルボキシル基とを架橋させることができ、得られた成形体の引張強度を上げ、合成ゴムラテックスの欠点である粒子間を架橋させることができていた。また、ラテックス粒子自体も、MEK不溶解分量が0重量%以上、30重量%以下程度とできるだけ架橋構造が少なく、直鎖状のものが多く使われており、カルボキシル基の多くが粒子界面に存在するように作られていた。その意味で、pHについては10.5等高い方が良いと考えられていたが、11以上になるとフィルムが硬くなるので、これが限界であると考えられていた。
しかし、本実施形態においては、ラテックス粒子内部にできるだけカルボキシル基を留め、粒子内部に入るエポキシ架橋剤として粒子内架橋を充実させ、引張強度を向上させることを目的としているため、pHが例えば10.5よりも高いと、カルボキシル基が粒子界面外側に配向し引張強度が下がってしまう。また、エポキシ架橋剤は一部粒子間架橋にも寄与するため、pHを9.0よりも低くすると、強度は低下してしまう。この意味で、本実施形態においては、pH調整は重要であり、例えば、pHは、好ましくは9.0以上、10.5以下であり、より好ましくは9.3以上、10.5以下であり、さらに好ましくは9.5以上、10.5以下である。pH調整については、pHが高くなるほど、柔らかさが損なわれるが引張強度は強くなる。
pH調整剤としては、アンモニア化合物、アミン化合物、又はアルカリ金属の水酸化物等を使用できる。これらの中でも、pH調整やゲリング条件などの製造条件が容易であるため、アルカリ金属の水酸化物を用いることが好ましく、その中でも水酸化カリウム(KOH)が最も使用しやすい。以下、実施例ではpH調整剤はKOHを主に使用して説明する。
pH調整剤の添加量は、ディップ成形用組成物中のエラストマー100重量部に対して0.1重量部以上、3.0重量部以下程度であるが、通常工業的には1.8重量部以上、2.0重量部以下程度で使用する。
pH調整剤としては、アンモニア化合物、アミン化合物、又はアルカリ金属の水酸化物等を使用できる。これらの中でも、pH調整やゲリング条件などの製造条件が容易であるため、アルカリ金属の水酸化物を用いることが好ましく、その中でも水酸化カリウム(KOH)が最も使用しやすい。以下、実施例ではpH調整剤はKOHを主に使用して説明する。
pH調整剤の添加量は、ディップ成形用組成物中のエラストマー100重量部に対して0.1重量部以上、3.0重量部以下程度であるが、通常工業的には1.8重量部以上、2.0重量部以下程度で使用する。
(6)その他の成分
ディップ成形用組成物は、通常上記の成分と水を含むものであり、その他の任意成分を含んでいてもよい。
ディップ成形用組成物は、通常上記の成分と水を含むものであり、その他の任意成分を含んでいてもよい。
ディップ成形用組成物は、さらに、分散剤を含んでいてもよい。分散剤としては、アニオン界面活性剤が好ましく、例えば、カルボン酸塩、スルホン酸塩、リン酸塩、ポリリン酸エステル、高分子化アルキルアリールスルホネート、高分子化スルホン化ナフタレン、高分子化ナフタレン、又はホルムアルデヒド縮合重合体等が挙げられ、好ましくはスルホン酸塩が使用される。
分散剤には市販品を使用することができる。例えば、BASF社製「Tamol NN9104」などを用いることができる。その使用量は、ディップ成形用組成物中のエラストマー100重量部に対し0.5重量部以上、2.0重量部以下程度であることが好ましい。
ディップ成形用組成物は、さらにその他の各種の添加剤を含むことができる。該添加剤としては、酸化防止剤、顔料、又はキレート剤等が挙げられる。酸化防止剤として、ヒンダードフェノールタイプの酸化防止剤、例えば、WingstayLを用いることができる。また、顔料としては、例えば二酸化チタンが使用される。キレート化剤としては、エチレンジアミン四酢酸ナトリウム等を使用することができる。
本実施形態のディップ成形用組成物は、エラストマー、及びエポキシ架橋剤と、通常、pH調整剤、及び水と、さらに必要に応じて保湿剤、分散剤、又は酸化防止剤等の各添加剤を、慣用の混合手段、例えば、ミキサー等で混合して作ることができる。
2.成形体の製造方法
本発明の別の実施形態は、上記ディップ成形用組成物の硬化物である成形体(ディップ成形体)であり、例えば、手術用や実験用、産業用、家事用の手袋、コンドーム、又はカテーテルのような医療用具等、さらに、風船、ニップル、又はサック等の製品として使用することができ、特に、手袋として好適に使用することができる。以下、成形体が手袋である場合の手袋の製造方法について説明する。
本発明の別の実施形態は、上記ディップ成形用組成物の硬化物である成形体(ディップ成形体)であり、例えば、手術用や実験用、産業用、家事用の手袋、コンドーム、又はカテーテルのような医療用具等、さらに、風船、ニップル、又はサック等の製品として使用することができ、特に、手袋として好適に使用することができる。以下、成形体が手袋である場合の手袋の製造方法について説明する。
ディップ成形用組成物の硬化物である成形体を製造する方法は、特段制限されず、ディップ成形用組成物をディップ成形用のモールドまたはフォーマ(手袋成形型)上に凝固成膜させる工程およびエラストマーに架橋構造を生成させる工程を有するものである。ディップ成形用組成物を凝固成膜する方法としては例えば、直接浸漬法、凝固浸漬法、電気浸漬法、又は感熱浸漬法等があるがどの方法で行ってもよく、なかでも直接浸漬法、又は凝固浸漬法が好ましい。
以下、ディップ成形用組成物を凝固成膜する方法として凝固浸漬法を採用した場合において、成形体として手袋を製造する方法について詳細に説明する。
以下、ディップ成形用組成物を凝固成膜する方法として凝固浸漬法を採用した場合において、成形体として手袋を製造する方法について詳細に説明する。
手袋は、例えば以下の製造方法により製造することができる。
(1)凝固剤付着工程(手袋成形型に凝固剤を付着させる工程)、
(2)マチュレーション工程(ディップ成形用組成物を調整し、攪拌する工程)、
(3)ディッピング工程(手袋成形型をディップ成形用組成物に浸漬する工程)、
(4)ゲリング工程(手袋成形型上に形成された膜をゲル化し、硬化フィルム前駆体を作る工程)、
(5)リーチング工程(手袋成形型上に形成された硬化フィルム前駆体から不純物を除去する工程)、
(6)ビーディング工程(手袋の袖口部分に巻きを作る工程)、
(7)キュアリング工程(架橋反応に必要な温度で加熱及び乾燥する工程)
を含み、上記(3)~(7)の工程を上記の順序で行う手袋の製造方法。
(1)凝固剤付着工程(手袋成形型に凝固剤を付着させる工程)、
(2)マチュレーション工程(ディップ成形用組成物を調整し、攪拌する工程)、
(3)ディッピング工程(手袋成形型をディップ成形用組成物に浸漬する工程)、
(4)ゲリング工程(手袋成形型上に形成された膜をゲル化し、硬化フィルム前駆体を作る工程)、
(5)リーチング工程(手袋成形型上に形成された硬化フィルム前駆体から不純物を除去する工程)、
(6)ビーディング工程(手袋の袖口部分に巻きを作る工程)、
(7)キュアリング工程(架橋反応に必要な温度で加熱及び乾燥する工程)
を含み、上記(3)~(7)の工程を上記の順序で行う手袋の製造方法。
上記(6)の工程と(7)の工程の間に、以下の(6’)の工程を任意に有していてもよい。
(6’)プリキュアリング工程(硬化フィルム前駆体をキュアリング工程よりも低温で加熱及び乾燥する工程)
(6’)プリキュアリング工程(硬化フィルム前駆体をキュアリング工程よりも低温で加熱及び乾燥する工程)
また、上記(7)の工程の後に、以下の(7’)の工程を任意に有していてもよい。
(7’)ブロッキング防止処理工程
ブロッキング防止処理する方法は、特段制限されないが、例えば、次亜塩素酸ナトリウムと塩酸を混合した水溶液に浸漬したり、塩素ガスチェンバーで処理する塩素化処理法、ブロッキング防止性能を有するポリマーを成形体上に塗布するポリマーコート法、又は滑剤成分を含む水溶液に浸漬するスラリー法等があるが、どのような方法を実施してもよい。またディップ成形体を手袋成形型から脱型した後に実施してもよい。
(7’)ブロッキング防止処理工程
ブロッキング防止処理する方法は、特段制限されないが、例えば、次亜塩素酸ナトリウムと塩酸を混合した水溶液に浸漬したり、塩素ガスチェンバーで処理する塩素化処理法、ブロッキング防止性能を有するポリマーを成形体上に塗布するポリマーコート法、又は滑剤成分を含む水溶液に浸漬するスラリー法等があるが、どのような方法を実施してもよい。またディップ成形体を手袋成形型から脱型した後に実施してもよい。
また、上記の製造方法において、上記(3)と(4)の工程を2回繰り返す、いわゆるダブルディッピングによる手袋の製造方法も含む。
なお、本明細書において、硬化フィルム前駆体とは、ディッピング工程で凝固剤により手袋成形型上に凝集されたエラストマーから構成される膜であり、続くゲリング工程において該膜中にカルシウムが分散してある程度ゲル化された膜であって、最終的なキュアリングを行う以前のものを指す。
以下、各工程の詳細を説明する。
(1)凝固剤付着工程
(a)手袋成形型を、凝固剤及びゲル化剤としてCa2+イオンを5重量%以上、40重量%以下で、好ましくは8重量%以上、35重量%以下で含む凝固剤溶液中に浸す。ここで、手袋成形型の表面に凝固剤等を付着させる時間は適宜定められ、通常、10秒間以上、20秒間以下である。エラストマーを析出させる効果を有する他の無機塩を用いてもよい。中でも、硝酸カルシウムを用いることが好ましい。この凝固剤は、通常、5重量%以上、40重量%以下を含む水溶液として使用される。
また、凝固剤溶液は離型剤としてステアリン酸カリウム、ステアリン酸カルシウム、鉱油、又はエステル系油等を0.5重量%以上、2重量%以下程度で、例えば1重量%程度で含むことが好ましい。
(1)凝固剤付着工程
(a)手袋成形型を、凝固剤及びゲル化剤としてCa2+イオンを5重量%以上、40重量%以下で、好ましくは8重量%以上、35重量%以下で含む凝固剤溶液中に浸す。ここで、手袋成形型の表面に凝固剤等を付着させる時間は適宜定められ、通常、10秒間以上、20秒間以下である。エラストマーを析出させる効果を有する他の無機塩を用いてもよい。中でも、硝酸カルシウムを用いることが好ましい。この凝固剤は、通常、5重量%以上、40重量%以下を含む水溶液として使用される。
また、凝固剤溶液は離型剤としてステアリン酸カリウム、ステアリン酸カルシウム、鉱油、又はエステル系油等を0.5重量%以上、2重量%以下程度で、例えば1重量%程度で含むことが好ましい。
凝固剤溶液は、特段制限されず、一般的には、凝固剤成分、溶媒、界面活性剤、湿潤剤、無機フィラー、又は/及び脱型剤などの混合物として与えられる。凝固剤成分としては、例えば、塩化バリウム、塩化カルシウム、塩化マグネシウム、塩化アルミニウム、もしくは塩化亜鉛等のハロゲン化金属;硝酸バリウム、硝酸カルシウム、もしくは硝酸亜鉛等の硝酸塩;酢酸バリウム、酢酸カルシウム、もしくは酢酸亜鉛等の酢酸塩;硫酸カルシウム、硫酸マグネシウム、もしくは硫酸アルミニウム等の硫酸塩;又は酢酸、硫酸、塩酸、もしくは硝酸等の酸などが挙げられる。これらの化合物を単独で使用したり、組み合わせて使用したりする事ができるが、なかでも硝酸カルシウム、又は塩化カルシウムがより好ましい。
溶媒は、水、アルコール、又は酸類などから必要に応じて選ばれる。
界面活性剤は、凝固液を手袋成形型の表面に均一に付着させたり、脱型を容易にしたりすることを目的として用いられ、非イオン性界面活性剤、金属石鹸、又はその他の化合物が用いられる。
金属石鹸としては、ステアリン酸カルシウム、ステアリン酸アンモニウム、又はステアリン酸亜鉛、必要に応じて、金属酸化物、炭酸カルシウム、タルク、又は無機フィラーなどを用いる場合がある。
溶媒は、水、アルコール、又は酸類などから必要に応じて選ばれる。
界面活性剤は、凝固液を手袋成形型の表面に均一に付着させたり、脱型を容易にしたりすることを目的として用いられ、非イオン性界面活性剤、金属石鹸、又はその他の化合物が用いられる。
金属石鹸としては、ステアリン酸カルシウム、ステアリン酸アンモニウム、又はステアリン酸亜鉛、必要に応じて、金属酸化物、炭酸カルシウム、タルク、又は無機フィラーなどを用いる場合がある。
(b)凝固剤溶液が付着した手袋成形型を炉内温度110℃以上、140℃以下のオーブンに、1分以上、3分以下入れ、乾燥させ手袋成形型の表面全体又は一部に凝固剤を付着させる。この時注意すべきは、乾燥後の手袋成形型の表面温度は60℃程度になっており、これが以降の反応に影響する。
(c)カルシウムは、手袋成形型の表面に膜を形成するための凝固剤機能としてばかりでなく、最終的に完成した手袋の相当部分の架橋機能に寄与している。後で添加されてもよい金属架橋剤は、このカルシウムの架橋機能の弱点を補強するためのものともいえる。
(c)カルシウムは、手袋成形型の表面に膜を形成するための凝固剤機能としてばかりでなく、最終的に完成した手袋の相当部分の架橋機能に寄与している。後で添加されてもよい金属架橋剤は、このカルシウムの架橋機能の弱点を補強するためのものともいえる。
(2)マチュレーション工程
ディップ成形用組成物のpH調整剤の項目で説明したように、上述した一実施形態であるディップ成形用組成物を、通常pH9.5以上、10.5以下に、好ましくはpH10.0以上、10.5以下に調整し、攪拌する工程である。この工程により、ディップ成形用組成物中の成分が分散及び均一化すると考えられる。
ディップ成形用組成物のpH調整剤の項目で説明したように、上述した一実施形態であるディップ成形用組成物を、通常pH9.5以上、10.5以下に、好ましくはpH10.0以上、10.5以下に調整し、攪拌する工程である。この工程により、ディップ成形用組成物中の成分が分散及び均一化すると考えられる。
(3)ディッピング工程
前記マチュレーション工程で、攪拌したディップ成形用組成物(ディップ液)をディップ槽に流し入れ、このディップ槽中に上記凝固剤付着工程で凝固剤を付着、及び乾燥させた後の手袋成形型を通常、1秒以上、60秒間以下の時間で、かつ25℃以上、35℃以下の温度条件下で浸漬する工程である。
この工程で凝固剤に含まれるカルシウムイオンにより、ディップ成形用組成物に含まれるエラストマーを手袋成形型の表面に凝集させて膜を形成させる。
前記マチュレーション工程で、攪拌したディップ成形用組成物(ディップ液)をディップ槽に流し入れ、このディップ槽中に上記凝固剤付着工程で凝固剤を付着、及び乾燥させた後の手袋成形型を通常、1秒以上、60秒間以下の時間で、かつ25℃以上、35℃以下の温度条件下で浸漬する工程である。
この工程で凝固剤に含まれるカルシウムイオンにより、ディップ成形用組成物に含まれるエラストマーを手袋成形型の表面に凝集させて膜を形成させる。
(4)ゲリング工程
ゲリング工程は、エラストマーの架橋を若干進ませて、後のリーチングの時に膜が変形しないように一定程度ゲル化し、同時に膜中にカルシウムを分散させ、後にカルシウム架橋を十分にさせる目的である。ゲリング条件としては通常30℃以上、140℃以下の温度範囲内で、かつ1分以上、4分以下の時間で行うのが一般的である。
ゲリング工程は、エラストマーの架橋を若干進ませて、後のリーチングの時に膜が変形しないように一定程度ゲル化し、同時に膜中にカルシウムを分散させ、後にカルシウム架橋を十分にさせる目的である。ゲリング条件としては通常30℃以上、140℃以下の温度範囲内で、かつ1分以上、4分以下の時間で行うのが一般的である。
(5)リーチング工程
(a)リーチング工程は、硬化フィルム前駆体の表面に析出したカルシウム等の後のキュアリングに支障となる余剰な薬剤や不純物を水洗除去する工程である。通常は、手袋成形型を30℃以上、80℃以下の温水に1.5分以上、4分以下くぐらせる。
(b)リーチングは、キュアリング工程で架橋を円滑に進ませるためにラテックス粒子の膜である乳化剤を除去すること、金属架橋剤を錯イオンから水に不溶な水酸化物に替えてフィルム中に保持すること、及び余剰の凝固剤由来のカルシウムやpH調整剤由来のカリウムを除去することを実施する工程であり、重要な工程である。
(a)リーチング工程は、硬化フィルム前駆体の表面に析出したカルシウム等の後のキュアリングに支障となる余剰な薬剤や不純物を水洗除去する工程である。通常は、手袋成形型を30℃以上、80℃以下の温水に1.5分以上、4分以下くぐらせる。
(b)リーチングは、キュアリング工程で架橋を円滑に進ませるためにラテックス粒子の膜である乳化剤を除去すること、金属架橋剤を錯イオンから水に不溶な水酸化物に替えてフィルム中に保持すること、及び余剰の凝固剤由来のカルシウムやpH調整剤由来のカリウムを除去することを実施する工程であり、重要な工程である。
(6)ビーディング工程
リーチング工程が終了した硬化フィルム前駆体の手袋の袖口端部を巻き上げて適当な太さのリングを作り、補強する工程である。リーチング工程後の湿潤状態で行うと、ロール部分の接着性がよい。
リーチング工程が終了した硬化フィルム前駆体の手袋の袖口端部を巻き上げて適当な太さのリングを作り、補強する工程である。リーチング工程後の湿潤状態で行うと、ロール部分の接着性がよい。
(6’)プリキュアリング工程
(a)前記ビーディング工程の後、硬化フィルム前駆体を後のキュアリング工程よりも低温で加熱及び乾燥する工程である。通常、この工程では60℃以上、90℃以下の温度で、30秒以上、5分以下程度、加熱及び乾燥を行う。プリキュアリング工程を経ずに高温のキュアリング工程を行うと、水分が急激に蒸発し、手袋に水膨れのような凸部ができて、品質を損なうことがあるが、本工程を経ずにキュアリング工程に移行してもよい。
(b)本工程を経ずに、キュアリング工程の最終温度まで温度を上げることもあるが、キュアリングを複数の乾燥炉で行いその一段目の乾燥炉の温度を若干低くした場合、この一段目の乾燥はプリキュアリング工程に該当する。
(a)前記ビーディング工程の後、硬化フィルム前駆体を後のキュアリング工程よりも低温で加熱及び乾燥する工程である。通常、この工程では60℃以上、90℃以下の温度で、30秒以上、5分以下程度、加熱及び乾燥を行う。プリキュアリング工程を経ずに高温のキュアリング工程を行うと、水分が急激に蒸発し、手袋に水膨れのような凸部ができて、品質を損なうことがあるが、本工程を経ずにキュアリング工程に移行してもよい。
(b)本工程を経ずに、キュアリング工程の最終温度まで温度を上げることもあるが、キュアリングを複数の乾燥炉で行いその一段目の乾燥炉の温度を若干低くした場合、この一段目の乾燥はプリキュアリング工程に該当する。
(7)キュアリング工程
キュアリング工程は、高温で加熱及び乾燥し、最終的に架橋を完成させ、手袋としての硬化フィルムにする工程である。通常90℃以上、140℃以下の温度で、通常10分以上、30分以下程度、好ましくは15分以上、30分以下程度、加熱及び乾燥させる。
キュアリング工程は、高温で加熱及び乾燥し、最終的に架橋を完成させ、手袋としての硬化フィルムにする工程である。通常90℃以上、140℃以下の温度で、通常10分以上、30分以下程度、好ましくは15分以上、30分以下程度、加熱及び乾燥させる。
(8)ダブルディッピング
手袋の製造方法について、上記ではいわゆるシングルディッピングの説明を行った。これに対し、ディッピング工程とゲリング工程を2回以上行うことがあり、これを通常ダブルディッピングという。
ダブルディッピングは、厚手手袋(膜厚200μm超、300μm以下程度)を製造するときや、薄手手袋の製造方法においても、ピンホールの生成防止等の目的で行われる。
ダブルディッピングの注意点としては、2回目のディッピング工程において、XNBRを凝集させるために、1回目のゲリング工程において、カルシウムを十分膜表面にまで析出させておくためのゲリング工程の十分な時間を必要とすることが挙げられる。
手袋の製造方法について、上記ではいわゆるシングルディッピングの説明を行った。これに対し、ディッピング工程とゲリング工程を2回以上行うことがあり、これを通常ダブルディッピングという。
ダブルディッピングは、厚手手袋(膜厚200μm超、300μm以下程度)を製造するときや、薄手手袋の製造方法においても、ピンホールの生成防止等の目的で行われる。
ダブルディッピングの注意点としては、2回目のディッピング工程において、XNBRを凝集させるために、1回目のゲリング工程において、カルシウムを十分膜表面にまで析出させておくためのゲリング工程の十分な時間を必要とすることが挙げられる。
ディップ成形用組成物を用いて製造した成形体の物性を評価する場合、成形体を手袋成形型から脱型した後、1日以上の調温、及び調湿を行った後に評価を行う。
3.成形体
上述したディップ成形用組成物を用い、上記の製造方法で作製されたXYNBR成形体は、従来のXNBR成形体と比較しても優れた引張強度を持ちながら、同時に柔らかく伸びの良い成形体となった。従来のXNBR成形体は重合時にラテックスの架橋構造を少なくし、カルボン酸を多用して粒子間を亜鉛等の金属架橋剤で補完したためにゴム本来のゴム弾性がますます失われていたのに対し、アミド基を含有する本成形体はアミド基とポリマーの相互作用により引張強度、伸び、及び柔らかさの少なくとも1つの特定が改善されている。また、ポリマー鎖間のアミド基の相互作用は、応力保持率を下げるが、XYNBR自体の架橋構造、ラテックス粒子内のカルボキシル基とエポキシ架橋剤による粒子内架橋によって応力保持率を補完し、ゴム弾性を一定程度持たせることができる。また、ラテックス粒子内のカルボン酸残基を最小限にし、カルシウム及び/又は亜鉛との架橋もできるだけ少なくし、エポキシ架橋剤の一部により粒子間架橋も補完することにより、より柔らかい成形体を作ることができる。なお、XNBRラテックスにおいて多量に粒子内架橋ができる硫黄加硫であっても引張強度を上げることはできるが、IV型アレルギーを生じる問題が発生してしまう。さらに、ラテックス粒子界面のカルボン酸残基と亜鉛架橋による粒子間架橋は、引張強度を上げるが、応力保持率と柔らかさを失う原因となる。本発明のXYNBR成形体は、実施形態によっては、ポリマー鎖間のアミド基の相互作用によって、XNBR成形体を用いては作成することが出来なかったASTM規格を満たす伸びと柔らかさと強度を持つサージカル用手袋を作ったり、ホットラバーで分岐系のXNBR成形体では出来なかった極薄手袋(2g)で6Nの引張強度を出すことができた。
以下、本成形体の各特性について手袋を例にとって説明する。
上述したディップ成形用組成物を用い、上記の製造方法で作製されたXYNBR成形体は、従来のXNBR成形体と比較しても優れた引張強度を持ちながら、同時に柔らかく伸びの良い成形体となった。従来のXNBR成形体は重合時にラテックスの架橋構造を少なくし、カルボン酸を多用して粒子間を亜鉛等の金属架橋剤で補完したためにゴム本来のゴム弾性がますます失われていたのに対し、アミド基を含有する本成形体はアミド基とポリマーの相互作用により引張強度、伸び、及び柔らかさの少なくとも1つの特定が改善されている。また、ポリマー鎖間のアミド基の相互作用は、応力保持率を下げるが、XYNBR自体の架橋構造、ラテックス粒子内のカルボキシル基とエポキシ架橋剤による粒子内架橋によって応力保持率を補完し、ゴム弾性を一定程度持たせることができる。また、ラテックス粒子内のカルボン酸残基を最小限にし、カルシウム及び/又は亜鉛との架橋もできるだけ少なくし、エポキシ架橋剤の一部により粒子間架橋も補完することにより、より柔らかい成形体を作ることができる。なお、XNBRラテックスにおいて多量に粒子内架橋ができる硫黄加硫であっても引張強度を上げることはできるが、IV型アレルギーを生じる問題が発生してしまう。さらに、ラテックス粒子界面のカルボン酸残基と亜鉛架橋による粒子間架橋は、引張強度を上げるが、応力保持率と柔らかさを失う原因となる。本発明のXYNBR成形体は、実施形態によっては、ポリマー鎖間のアミド基の相互作用によって、XNBR成形体を用いては作成することが出来なかったASTM規格を満たす伸びと柔らかさと強度を持つサージカル用手袋を作ったり、ホットラバーで分岐系のXNBR成形体では出来なかった極薄手袋(2g)で6Nの引張強度を出すことができた。
以下、本成形体の各特性について手袋を例にとって説明する。
上述の手袋の物性として、引張強度、伸び率、応力保持率、及び引裂強度等が挙げられる。
これらの物性は後述する試験方法により測定できる。
これらの物性は後述する試験方法により測定できる。
<引張強度、モジュラス、伸び率、及び引裂強度>
ディップ成形体の引張強度、モジュラス、及び伸び率の測定は、ASTM D412記載の方法に従って行った。ディップ成形体をダンベル社製DieCを用いて打ち抜き、試験片を作製した。試験片はZwick Roell社製AllroundLine万能試験機Z-100を用い、試験速度500mm/分、チャック間距離75mm、標線間距離25mmで測定される。
手袋物性としては、引張強度は14MPa以上、伸び率としては500%以上を基準として考えている。
モジュラスについては、特に、手袋装着時の指の動きを妨げないような柔軟性を満たす観点から、100%伸びの時点でのモジュラス(100%モジュラス)、300%伸びの時点でのモジュラス(300%モジュラス)、500%伸びの時点でのモジュラス(500%モジュラス)に着目した。
現在市販されているXNBR手袋のモジュラスは、100%で3~4MPa程度、300%で9~12MPa程度、500%で20~35MPa程度であるが、これは天然ゴムがそれぞれ1~1.5MPa程度、3~5MPa程度、8~12MPa程度であるのに対して相当硬い。そこで、発明者らは100%モジュラスは2MPa以下、300%モジュラスは4MPa以下、500%モジュラスは15MPa以下が基準となり、これを達成することによって指先の細かな作業の容易性などについて十分な効果が得られると考えている。
ディップ成形体の引張強度、モジュラス、及び伸び率の測定は、ASTM D412記載の方法に従って行った。ディップ成形体をダンベル社製DieCを用いて打ち抜き、試験片を作製した。試験片はZwick Roell社製AllroundLine万能試験機Z-100を用い、試験速度500mm/分、チャック間距離75mm、標線間距離25mmで測定される。
手袋物性としては、引張強度は14MPa以上、伸び率としては500%以上を基準として考えている。
モジュラスについては、特に、手袋装着時の指の動きを妨げないような柔軟性を満たす観点から、100%伸びの時点でのモジュラス(100%モジュラス)、300%伸びの時点でのモジュラス(300%モジュラス)、500%伸びの時点でのモジュラス(500%モジュラス)に着目した。
現在市販されているXNBR手袋のモジュラスは、100%で3~4MPa程度、300%で9~12MPa程度、500%で20~35MPa程度であるが、これは天然ゴムがそれぞれ1~1.5MPa程度、3~5MPa程度、8~12MPa程度であるのに対して相当硬い。そこで、発明者らは100%モジュラスは2MPa以下、300%モジュラスは4MPa以下、500%モジュラスは15MPa以下が基準となり、これを達成することによって指先の細かな作業の容易性などについて十分な効果が得られると考えている。
引張強度を示す指標としては、FAB(Force at Break)も用いてもよい。
成形体を形成するフィルムの引張試験において、FAB(EN規格)は、5.5N以上であることが好ましく、6.0N以上であることがより好ましく、特に上限値は限定されない。
FABは、例えば、試験機STA-1225(A&D社製)を使用し、試験速度500mm/分、チャック間距離75mmとし、EN455-2:2009規格の方法に従って測定することができる。
成形体を形成するフィルムの引張試験において、FAB(EN規格)は、5.5N以上であることが好ましく、6.0N以上であることがより好ましく、特に上限値は限定されない。
FABは、例えば、試験機STA-1225(A&D社製)を使用し、試験速度500mm/分、チャック間距離75mmとし、EN455-2:2009規格の方法に従って測定することができる。
ディップ成形体の引裂強度 は、ASTMスタンダードD624のDieCを使用して測定した。ディップ成形体をダンベル社製ASTMD624-DieCを用いて打ち抜き、試験片を作製した。試験片はZwick Roell社製AllroundLine万能試験機Z-100を用い、試験速度500mm/分、で測定される。
手袋物性としては、引裂強度は25N/mm以上であることが好ましく、40N/mm以上であることがより好ましく、50N/mm以上であることがさらに好ましい。
手袋物性としては、引裂強度は25N/mm以上であることが好ましく、40N/mm以上であることがより好ましく、50N/mm以上であることがさらに好ましい。
<応力保持率>
応力保持率は、以下のようにして測定する。
硬化フィルムから、ASTM D412に準じてダンベル社製DieCを用いて試験片を作製し、標線間距離を25mmとして標線をつける。
試験片をチャック間距離90mmとして引張試験機に取り付け、引張速度500mm/分で引張り、標線間距離が2倍に伸張した時点で試験片の引張りを停止すると共に100%伸張時応力M0を測定した。試験片の引張りを停止した時点から試験片を保持したまま応力の変化を測定し、6分間経過した時点での応力M6を測定し、応力保持率を(M6/M0)×100(%)として算出した。応力保持率が高いほど、伸張後により応力が維持される状態を示しており、外力が取り除かれた際に元の形に戻ろうとする弾性変形力が高いことを示し、手袋のフィット感、及び裾部の締め付けが良好になり、さらにしわ寄りが少なくなる。
上記の方法で測定された応力保持率は、従来の硫黄架橋XNBR手袋の応力保持率が30%台であるので、40%以上あればXNBR手袋としては良好であり、50%以上であることがより好ましく、60%以上であることがより好ましい。
応力保持率は、以下のようにして測定する。
硬化フィルムから、ASTM D412に準じてダンベル社製DieCを用いて試験片を作製し、標線間距離を25mmとして標線をつける。
試験片をチャック間距離90mmとして引張試験機に取り付け、引張速度500mm/分で引張り、標線間距離が2倍に伸張した時点で試験片の引張りを停止すると共に100%伸張時応力M0を測定した。試験片の引張りを停止した時点から試験片を保持したまま応力の変化を測定し、6分間経過した時点での応力M6を測定し、応力保持率を(M6/M0)×100(%)として算出した。応力保持率が高いほど、伸張後により応力が維持される状態を示しており、外力が取り除かれた際に元の形に戻ろうとする弾性変形力が高いことを示し、手袋のフィット感、及び裾部の締め付けが良好になり、さらにしわ寄りが少なくなる。
上記の方法で測定された応力保持率は、従来の硫黄架橋XNBR手袋の応力保持率が30%台であるので、40%以上あればXNBR手袋としては良好であり、50%以上であることがより好ましく、60%以上であることがより好ましい。
1.実施方法
以下、本発明を実施例に基づきより詳細に説明する。
各添加剤の重量部数は固形分量によるものであり、エポキシ架橋剤の重量部数については架橋剤の総重量によるものである。
また、本実施例では、ディップ成形用組成物(ラテックス組成物)の硬化物である成形体として、硬化フィルムまたは手袋を作製した例について述べる。
以下、本発明を実施例に基づきより詳細に説明する。
各添加剤の重量部数は固形分量によるものであり、エポキシ架橋剤の重量部数については架橋剤の総重量によるものである。
また、本実施例では、ディップ成形用組成物(ラテックス組成物)の硬化物である成形体として、硬化フィルムまたは手袋を作製した例について述べる。
以下の実験で使用したラテックス組成物は、次に記載する重合方法により調製した。
撹拌装置を有する耐圧オートクレーブ内部を窒素置換したのち、1,3-ブタジエン、アクリロニトリル、メタクリル酸、メタクリルアミド(以上モノマー合計100部)、連鎖移動剤(TDM:t-ドデシルメルカプタン)0.5部、水150部、アニオン性乳化剤(SDBS:ドデシルベンゼンスルホン酸ナトリウム)2.5部、酸素捕捉剤(亜ジチオン酸ナトリウム)、キレート化剤EDTA0.1部(キレスト400G:キレスト化学社製品)、粒径調整剤(ピロリン酸カリウム)、レドックス系重合開始剤として、p-メンタンハイドロパーオキサイド(PMHP)0.005部(日油社製:パーメンタH)及びナトリウムホルムアルデヒドスルホキシレート(SFS)0.02部、硫酸第一鉄0.005部、を添加し、撹拌下で重合温度を25℃に保持して20時間反応させた。重合転化率が97%であることを確認した後、pH調整剤および重合停止剤を添加して重合反応を終了させた。得られたラテックスから減圧下で未反応単量体を除去した後、共重合体ラテックスのpH及び濃度をアンモニア水溶液で調整して、固形分濃度45%、pH8.3にした後、老化防止剤としてp-クレゾールとジシクロペンタジエンのブチル化反応生成物の水分散体(例えば、AKRON DISPERSIONS社製:Bostex362)を固形分換算で0.5重量部、ラテックス100重量部に添加して、ラテックス組成物を得た。また、各モノマーの部数は各実験例ごとの表中に記載する。得られたラテックス組成物の特性については、各実験例の表中に記載する。
撹拌装置を有する耐圧オートクレーブ内部を窒素置換したのち、1,3-ブタジエン、アクリロニトリル、メタクリル酸、メタクリルアミド(以上モノマー合計100部)、連鎖移動剤(TDM:t-ドデシルメルカプタン)0.5部、水150部、アニオン性乳化剤(SDBS:ドデシルベンゼンスルホン酸ナトリウム)2.5部、酸素捕捉剤(亜ジチオン酸ナトリウム)、キレート化剤EDTA0.1部(キレスト400G:キレスト化学社製品)、粒径調整剤(ピロリン酸カリウム)、レドックス系重合開始剤として、p-メンタンハイドロパーオキサイド(PMHP)0.005部(日油社製:パーメンタH)及びナトリウムホルムアルデヒドスルホキシレート(SFS)0.02部、硫酸第一鉄0.005部、を添加し、撹拌下で重合温度を25℃に保持して20時間反応させた。重合転化率が97%であることを確認した後、pH調整剤および重合停止剤を添加して重合反応を終了させた。得られたラテックスから減圧下で未反応単量体を除去した後、共重合体ラテックスのpH及び濃度をアンモニア水溶液で調整して、固形分濃度45%、pH8.3にした後、老化防止剤としてp-クレゾールとジシクロペンタジエンのブチル化反応生成物の水分散体(例えば、AKRON DISPERSIONS社製:Bostex362)を固形分換算で0.5重量部、ラテックス100重量部に添加して、ラテックス組成物を得た。また、各モノマーの部数は各実験例ごとの表中に記載する。得られたラテックス組成物の特性については、各実験例の表中に記載する。
本実験例で用いたエラストマーの特性は、次のようにして測定した。
[MEK膨潤率およびMEK不溶解分量]
MEK膨潤率およびMEK不溶解分量は、次のように測定した。約0.2gのラテックス組成物乾燥物試料を、重量を精秤し、ラテックス組成物乾燥物浸漬前重量(W1)を測定する。乾燥物試料を金属製80メッシュ籠に入れた状態で籠ごと100mLビーカー内のMEK80mL中に浸漬し、パラフィルムでビーカーに蓋をして、24時間室温下で静置する。その後、メッシュ籠をビーカーから取り出して秤量し、籠の重量を差し引いてラテックス組成物の膨潤時重量(W2)を得る。その後、ドラフト内にて宙吊りにして1時間乾燥させる。これを、105℃で1時間減圧乾燥したのち、重量を測定し、籠の重量を差し引いてラテックス組成物乾燥物の浸漬後重量(W3)を得る。
MEK膨潤率は、次の式から算出する。
MEK膨潤率(単位:倍)=(W2(g)/W3(g))
また、MEK不溶解分量は、次の式から算出する。
MEK不溶解分量(単位:重量%)=(W3(g)/W1(g))×100
なお、ラテックス組成物乾燥物試料は、次のようにして作製した。すなわち、500mLのボトル中で、回転速度500rpmでラテックス組成物を30分間攪拌したのち、180×115mmのステンレスバットに14gの該ラテックス組成物を量り取り、23℃±2℃、湿度50±10%RHで5日間乾燥させてキャストフィルムとし、該フィルムを5mm四方にカットして合成ラテックス組成物乾燥物試料とした。
[MEK膨潤率およびMEK不溶解分量]
MEK膨潤率およびMEK不溶解分量は、次のように測定した。約0.2gのラテックス組成物乾燥物試料を、重量を精秤し、ラテックス組成物乾燥物浸漬前重量(W1)を測定する。乾燥物試料を金属製80メッシュ籠に入れた状態で籠ごと100mLビーカー内のMEK80mL中に浸漬し、パラフィルムでビーカーに蓋をして、24時間室温下で静置する。その後、メッシュ籠をビーカーから取り出して秤量し、籠の重量を差し引いてラテックス組成物の膨潤時重量(W2)を得る。その後、ドラフト内にて宙吊りにして1時間乾燥させる。これを、105℃で1時間減圧乾燥したのち、重量を測定し、籠の重量を差し引いてラテックス組成物乾燥物の浸漬後重量(W3)を得る。
MEK膨潤率は、次の式から算出する。
MEK膨潤率(単位:倍)=(W2(g)/W3(g))
また、MEK不溶解分量は、次の式から算出する。
MEK不溶解分量(単位:重量%)=(W3(g)/W1(g))×100
なお、ラテックス組成物乾燥物試料は、次のようにして作製した。すなわち、500mLのボトル中で、回転速度500rpmでラテックス組成物を30分間攪拌したのち、180×115mmのステンレスバットに14gの該ラテックス組成物を量り取り、23℃±2℃、湿度50±10%RHで5日間乾燥させてキャストフィルムとし、該フィルムを5mm四方にカットして合成ラテックス組成物乾燥物試料とした。
[成形体]
以下の実験例の成形体は、次に記載する方法により作成した。
洗浄加熱済みのセラミック製浸漬手袋成形型を各実験例ごとに所定の膜厚になるように硝酸カルシウムおよびステアリン酸カルシウムの濃度を調整した混合水溶液からなる凝固剤に浸漬した後、成形型の表面温度が70℃となる条件で3分乾燥させて凝固剤を付着させた。
次いで、上記のラテックス組成物に、架橋剤として各実験例ごとに所定量のエポキシ架橋剤および酸化亜鉛を添加した。各実験例ごとの表中に記載の量で各架橋剤を添加した。
次いで、得られたディップ成形用組成物中に手袋成形型を浸漬時間が30秒以上、60秒以下になるように浸漬した後、取り出し、80℃で1分加熱して手袋成形型上のフィルムをゲル化させた。フィルムの積層した手袋成形型を60℃以上、70℃以下の温水中に3分間浸漬してリーチング処理を行った後、試験オーブン内に放置し70℃で5分加熱し、オーブンから取り出さず、各実験例ごとの表中に記載の所定のキュア温度及び時間で加熱処理を行った。
手袋成形型の表面温度が40℃になるまで冷却した後、次亜塩素酸ナトリウムと塩酸で活性塩素濃度が900ppm以上、1000ppm以下となるように調整された塩素化浸漬層に手袋成形型を40秒浸漬した後、水洗し、0.4%硫酸ナトリウム水溶液で洗浄し、再度水洗した後、100℃で5分乾燥した。室温で手袋成形型を十分に冷却した後、フィルムを手袋成形型から脱型した。このようにして作製したフィルムを24時間温度25℃、湿度55%RHで調湿した後、後述の各特性の評価を行った。この評価結果を各実験例ごとに表中に示す。
以下の実験例の成形体は、次に記載する方法により作成した。
洗浄加熱済みのセラミック製浸漬手袋成形型を各実験例ごとに所定の膜厚になるように硝酸カルシウムおよびステアリン酸カルシウムの濃度を調整した混合水溶液からなる凝固剤に浸漬した後、成形型の表面温度が70℃となる条件で3分乾燥させて凝固剤を付着させた。
次いで、上記のラテックス組成物に、架橋剤として各実験例ごとに所定量のエポキシ架橋剤および酸化亜鉛を添加した。各実験例ごとの表中に記載の量で各架橋剤を添加した。
次いで、得られたディップ成形用組成物中に手袋成形型を浸漬時間が30秒以上、60秒以下になるように浸漬した後、取り出し、80℃で1分加熱して手袋成形型上のフィルムをゲル化させた。フィルムの積層した手袋成形型を60℃以上、70℃以下の温水中に3分間浸漬してリーチング処理を行った後、試験オーブン内に放置し70℃で5分加熱し、オーブンから取り出さず、各実験例ごとの表中に記載の所定のキュア温度及び時間で加熱処理を行った。
手袋成形型の表面温度が40℃になるまで冷却した後、次亜塩素酸ナトリウムと塩酸で活性塩素濃度が900ppm以上、1000ppm以下となるように調整された塩素化浸漬層に手袋成形型を40秒浸漬した後、水洗し、0.4%硫酸ナトリウム水溶液で洗浄し、再度水洗した後、100℃で5分乾燥した。室温で手袋成形型を十分に冷却した後、フィルムを手袋成形型から脱型した。このようにして作製したフィルムを24時間温度25℃、湿度55%RHで調湿した後、後述の各特性の評価を行った。この評価結果を各実験例ごとに表中に示す。
[架橋剤]
(エポキシ架橋剤)
本実施例において使用したエポキシ架橋剤は、ナガセケムテックス社製「デナコールEX-321」(商品名)であり、その物性は以下の通りである。
エポキシ当量:140g/eq.
平均エポキシ基数:2.7
MIBK/水分配率:87%
有効成分量:27%
上記エポキシ当量はカタログ値、平均エポキシ基数は分析値である。
MIBK/水分配率の測定方法は、発明を実施するための形態に記載した方法である。
エポキシ架橋剤を使用した実施例では、添加する際に、同量のジエチレングリコールと混合してから添加している。
(エポキシ架橋剤)
本実施例において使用したエポキシ架橋剤は、ナガセケムテックス社製「デナコールEX-321」(商品名)であり、その物性は以下の通りである。
エポキシ当量:140g/eq.
平均エポキシ基数:2.7
MIBK/水分配率:87%
有効成分量:27%
上記エポキシ当量はカタログ値、平均エポキシ基数は分析値である。
MIBK/水分配率の測定方法は、発明を実施するための形態に記載した方法である。
エポキシ架橋剤を使用した実施例では、添加する際に、同量のジエチレングリコールと混合してから添加している。
(金属架橋剤)
本実施例では金属架橋剤として、酸化亜鉛を用いた。実施例において使用した酸化亜鉛は、Farben Technique(M)社製「CZnO-50」(商品名)である。
本実施例では金属架橋剤として、酸化亜鉛を用いた。実施例において使用した酸化亜鉛は、Farben Technique(M)社製「CZnO-50」(商品名)である。
[成形体の評価]
本実施例で使用した成形体の評価は以下の通りである。
(応力保持率)
応力保持率ついては、発明を実施するための形態に記載した方法に従って測定した。
本実施例で使用した成形体の評価は以下の通りである。
(応力保持率)
応力保持率ついては、発明を実施するための形態に記載した方法に従って測定した。
(引張強度、モジュラス、伸び率、FAB、及び引裂強度)
引張強度、モジュラス、伸び率、FAB、及び引裂強度については、発明を実施するための形態に記載した方法に従って測定した。
引張強度、モジュラス、伸び率、FAB、及び引裂強度については、発明を実施するための形態に記載した方法に従って測定した。
<実験A>
本実験の目的は、アミド基含有XNBR(XYNBR)とXNBRとで架橋した成形体の物性の違いを確認するものである。なお、メタアクリルアミドを添加したエラストマーと添加していないエラストマーのMEK不溶解分量は56.1重量%、MEK膨潤率は37倍、ムーニー粘度はML108と同一であった。
実験Aの結果を以下に示す。
本実験の目的は、アミド基含有XNBR(XYNBR)とXNBRとで架橋した成形体の物性の違いを確認するものである。なお、メタアクリルアミドを添加したエラストマーと添加していないエラストマーのMEK不溶解分量は56.1重量%、MEK膨潤率は37倍、ムーニー粘度はML108と同一であった。
実験Aの結果を以下に示す。

表1より、メタクリルアミド基含有単量体由来の構造単位を有するエラストマーが含まれるディップ成形用組成物を用いて作製した成形体は、該構造単位を有さないエラストマーが含有されるディップ成形用組成物を用いて作製した成形体と比較して、伸び率が上がる一方で、相反すると思われる引張強度、及びFABが上がっていることが分かる。
また、架橋剤の配合においては、エポキシが多い方が500%モジュラス、伸びが良い一方、強度は下がるのに対し、酸化亜鉛が多い方は引張強度が高いが、硬くなる傾向が見て取れることが分かる。応力保持率についても、エポキシ架橋剤を多く使う方が高くなることが分かる。
また、架橋剤の配合においては、エポキシが多い方が500%モジュラス、伸びが良い一方、強度は下がるのに対し、酸化亜鉛が多い方は引張強度が高いが、硬くなる傾向が見て取れることが分かる。応力保持率についても、エポキシ架橋剤を多く使う方が高くなることが分かる。
<実験B>
本実験の目的は、XYNBRを用いた成形体とXNBRを用いた成形体の比較をしつつ、さらに詳細に諸条件、特にMEK不溶解分量の影響を検証した。また、アクリロニトリルでも同様の効果があるかについても検証した。本実験では、アクリロニトリル、メタクリル酸、メタクリルアミド、エポキシ架橋剤、酸化亜鉛の量、キュアリング温度、時間についても変化させXYNBRによる成形体の物性を検証した。
実験Bの結果を以下に示す。
本実験の目的は、XYNBRを用いた成形体とXNBRを用いた成形体の比較をしつつ、さらに詳細に諸条件、特にMEK不溶解分量の影響を検証した。また、アクリロニトリルでも同様の効果があるかについても検証した。本実験では、アクリロニトリル、メタクリル酸、メタクリルアミド、エポキシ架橋剤、酸化亜鉛の量、キュアリング温度、時間についても変化させXYNBRによる成形体の物性を検証した。
実験Bの結果を以下に示す。

表2より、アミド基含有単量体を有するエラストマーを含むディップ成形用組成物を用いて調製したディップ成形体は、アミド基を含有しないエラストマーを用いて調製したディップ成形用組成物と比較して、伸び率に寄与することが改めて示された。また、アクリルアミドをアミド基含有単量体として用いた場合もメタクリルアミドを用いた場合と同様の傾向を示しており、アミド基含有単量体であることが重要であることが示された。また、MEK不溶解分量が50重量%以上であるエラストマーが含まれるディップ成形用組成物を用いて作製した成形体は、MEK不溶解分量が50重量%未満であるエラストマーが含有されるディップ成形用組成物を用いて作製した成形体と比較して、応力保持率に優れることが分かった。
<実験例C>
本実験例は、エポキシ架橋剤と酸化亜鉛で架橋し、ラテックスに架橋構造を導入したXNBR手袋でASTM D3577ゴム製手術用手袋の標準規格を満たす手袋を作ろうとしたが、規格のうちどうしても伸び率を達成できないことから、本発明のXYNBRで規格を達成しようとした実験である。ちなみに、ASTM D3577ゴム製手術用手袋の標準規格は、エージング前が、引張強度>17MPa、伸び率>650%、500%モジュラス<7MPaであり、エージング後が、引張強度>12MPa、伸び率>490%である。エージング後については、エポキシ架橋、亜鉛架橋の場合には、ほとんど数値の低下がないため、エージング前の数値のみ以下に実験結果を示す。
本実験例は、エポキシ架橋剤と酸化亜鉛で架橋し、ラテックスに架橋構造を導入したXNBR手袋でASTM D3577ゴム製手術用手袋の標準規格を満たす手袋を作ろうとしたが、規格のうちどうしても伸び率を達成できないことから、本発明のXYNBRで規格を達成しようとした実験である。ちなみに、ASTM D3577ゴム製手術用手袋の標準規格は、エージング前が、引張強度>17MPa、伸び率>650%、500%モジュラス<7MPaであり、エージング後が、引張強度>12MPa、伸び率>490%である。エージング後については、エポキシ架橋、亜鉛架橋の場合には、ほとんど数値の低下がないため、エージング前の数値のみ以下に実験結果を示す。
なお、参考のために、以下のXNBRとXYNBRのイントリンジック(架橋剤なしで凝固剤由来のカルシウムのみで架橋したフィルムの物性)は、以下の通りであった。

表3の結果から、以下のことが分かった。
XYNBRのイントリンジックは、メタアクリルアミドを含まないXNBRと比較し、500%モジュラスと、伸び率が良くなっていることが分かる。本実験では、伸びと柔らかさを出すために、アクリロニトリルとメタクリル酸量は低く抑えている。また、架橋剤の量については、酸化亜鉛の投入量を抑えている。
以下に実験結果を示す。
XYNBRのイントリンジックは、メタアクリルアミドを含まないXNBRと比較し、500%モジュラスと、伸び率が良くなっていることが分かる。本実験では、伸びと柔らかさを出すために、アクリロニトリルとメタクリル酸量は低く抑えている。また、架橋剤の量については、酸化亜鉛の投入量を抑えている。
以下に実験結果を示す。

表4から、いずれの実験条件においても、モジュラス、伸び率、及び引張強度の少なくも1つの特性に優れる成形体を得ることができることが分かった。さらに、本実験例においては、ASTM D3577ゴム製手術用手袋の標準規格に合致するXNBR手袋を作ることができるかに着目した。
実験C1~C3は、エポキシ架橋剤を1.0重量部、酸化亜鉛を0.5重量部とし、キュアリング温度を変化させて約4gの手袋を作ってみたところ、実験C1、C2が規格を満たした。
実験C4~C6は、架橋剤は同配合でキュアリング温度を変化させて約3.2gの手袋を作ってみたところ全て規格を満たした。
実験C7、C8は、エポキシ架橋剤1.0,0.7重量部に酸化亜鉛を0.7重量部に多くして、約3.2gの手袋を作ってみたところ、どちらも規格を満たした。
実験C9~C11は、エポキシ架橋剤1.0重量剤に酸化亜鉛を1.0重量部とさらに多くしてキュアリング温度を変化させて約3.2gの手袋を作ってみたところ、いずれも規格を満たさなかった。
以上のことから、XNBRにメタクリルアミドを添加させることによって、ASTM D3577ゴム製手術用手袋の標準規格を満たす手袋を作れることがわかった。
ただし、ASTM D3577ゴム製手術用手袋の標準規格を満たさない場合でも、実施形態によっては、柔らかく伸びが良い手袋を製造することができることが分かった。
実験C1~C3は、エポキシ架橋剤を1.0重量部、酸化亜鉛を0.5重量部とし、キュアリング温度を変化させて約4gの手袋を作ってみたところ、実験C1、C2が規格を満たした。
実験C4~C6は、架橋剤は同配合でキュアリング温度を変化させて約3.2gの手袋を作ってみたところ全て規格を満たした。
実験C7、C8は、エポキシ架橋剤1.0,0.7重量部に酸化亜鉛を0.7重量部に多くして、約3.2gの手袋を作ってみたところ、どちらも規格を満たした。
実験C9~C11は、エポキシ架橋剤1.0重量剤に酸化亜鉛を1.0重量部とさらに多くしてキュアリング温度を変化させて約3.2gの手袋を作ってみたところ、いずれも規格を満たさなかった。
以上のことから、XNBRにメタクリルアミドを添加させることによって、ASTM D3577ゴム製手術用手袋の標準規格を満たす手袋を作れることがわかった。
ただし、ASTM D3577ゴム製手術用手袋の標準規格を満たさない場合でも、実施形態によっては、柔らかく伸びが良い手袋を製造することができることが分かった。
<実験D>
超薄手手袋(約2g)は、クールラバーで直鎖系のラテックスでのみ強度が出せていた。本実験の目的は、XYNBRで、ホットラバーの分岐系のラテックスを用いて超薄手において強度(6N近辺)を出せないか実験したものである。エラストマーの組成においては、アクリロニトリル、及びメタクリル酸を多く投入し、架橋剤においても亜鉛を多く投入しているが、これは強度を出すためのフォーメーションである。なお、本実験では、得られた各成形体について、さらに35℃で2週間保持する処理を行っている。
実験結果を表5に示す。
超薄手手袋(約2g)は、クールラバーで直鎖系のラテックスでのみ強度が出せていた。本実験の目的は、XYNBRで、ホットラバーの分岐系のラテックスを用いて超薄手において強度(6N近辺)を出せないか実験したものである。エラストマーの組成においては、アクリロニトリル、及びメタクリル酸を多く投入し、架橋剤においても亜鉛を多く投入しているが、これは強度を出すためのフォーメーションである。なお、本実験では、得られた各成形体について、さらに35℃で2週間保持する処理を行っている。
実験結果を表5に示す。

表5より、メタクリルアミド基含有単量体由来の構造単位を有するエラストマーが含まれるディップ成形用組成物を用いて作製された成形体では、極薄手袋でも十分な強度が出せることを確認した。35℃で2週間保持した後でも、該構造単位を有しないエラストマーが含まれるディップ成形用組成物を用いて作製された成形体と比較して、引張強度、FAB、及び引裂強度に優れること、特に引裂強度に優れることが分かった。この35℃で2週間保持する条件は、成形体を一般的な保存環境で3ヶ月程度保持した場合を想定した条件である。つまり、本実施形態に係る組成物を用いて作製された成形体は、成形体が成形されてから一定期間保管された後に消費者の手元に届いた場合でも、優れた物性を有するものであることが分かった。
以上に示すとおり、本発明によれば、カルボキシル基アミド基含有ニトリルゴムエラストマーを用いて、強度、伸び、柔軟性、及び応力保持率の少なくとも1つの特性に優れるディップ成形体、これを製造するためのディップ成形用組成物、及び製造方法を提供することができる。
Claims (17)
- カルボキシル基アミド基含有ニトリルゴムエラストマーを少なくとも含有するディップ成形用組成物であって、
前記エラストマーは、共役ジエン単量体由来の構造単位を50重量%以上、78重量%以下、エチレン性不飽和ニトリル単量体由来の構造単位を17重量%以上、35重量%以下、エチレン性不飽和カルボン酸単量体由来の構造単位を2.0重量%以上、8.0重量%以下、及びアミド基含有単量体由来の構造単位を0.5重量%以上、5.0重量%以下で含み、
前記エラストマーのMEK不溶解分量が50重量%以上、80重量%以下である、ディップ成形用組成物。 - 1分子中に3個以上のグリシジルエーテル基、及び脂環族、脂肪族又は芳香族の炭化水素を有する母骨格をもつエポキシ化合物を含有するエポキシ架橋剤と、pH調整剤と、を少なくともさらに含有し、
前記エポキシ架橋剤の下記測定方法によるMIBK/水分配率が50%以上である、請求項1に記載のディップ成形用組成物。
MIBK/水分配率測定方法:試験管に水5.0g、メチルイソブチルケトン(MIBK)5.0gおよびエポキシ架橋剤0.5gを精秤し、23℃±2℃で3分間攪拌、混合した後、1.0×103Gで10分間遠心分離し、水層とMIBK層に分離させる。次いで、MIBK層を分取、計量し、次式によりMIBK/水分配率を算出する。
MIBK/水分配率(%)=(分配後MIBK層重量(g)-分配前MIBK重量(g))/架橋剤添加重量(g)×100
上記測定を3回行い、平均値をMIBK/水分配率とする。 - 前記エラストマー中の前記エチレン性不飽和カルボン酸単量体由来の構造単位の含有割合が3.5重量%以上、6重量%以下であり、前記アミド基含有単量体由来の構造単位の含有割合が1重量%以上、3重量%以下である、請求項1又は2に記載のディップ成形用組成物。
- 前記エチレン性不飽和ニトリル単量体由来の構造単位の含有割合が20重量%以上、30重量%以下である、請求項1~3のいずれか1項に記載のディップ成形用組成物。
- 前記エラストマーのMEK不溶解分量が60重量%以上である、請求項1~4のいずれか1項に記載のディップ成形用組成物。
- 前記アミド基含有単量体由来の構造単位が、N-アルキルアミド単量体又はN-アルキルケトンアミド単量体由来の構造単位である、請求項1~5のいずれか1項に記載のディップ成形用組成物。
- 前記N-アルキルアミド単量体又はN-アルキルケトンアミド単量体由来の構造単位が、(メタ)アクリルアミド単量体由来の構造単位又はダイアセトンアクリルアミド単量体由来の構造単位である、請求項6に記載のディップ成形用組成物。
- 前記エラストマー100重量部に対する前記エポキシ架橋剤の添加量が、0.3重量部以上、2.5重量部以下である、請求項1~7のいずれか1項に記載のディップ成形用組成物。
- 前記pH調整剤によりpHが9.0以上、10.5以下に調整されている、請求項1~8のいずれか1項に記載のディップ成形用組成物。
- 金属架橋剤をさらに含み、該金属架橋剤が、酸化亜鉛である、請求項1~9のいずれか1項に記載のディップ成形用組成物。
- 前記酸化亜鉛の添加量が、前記エラストマー100重量部に対して、0.2重量部以上、1.5重量部以下である、請求項10に記載のディップ成形用組成物。
- MEK膨潤率が5倍以上、10倍以下である、請求項1~11のいずれか1項に記載のディップ成形用組成物。
- 請求項1~12のいずれか1項に記載のディップ成形用組成物の硬化物である、成形体。
- 下記測定法による応力保持率が40%以上である、請求項13に記載の成形体。
応力保持率測定方法:ASTM D412に準じて試験片を作製して標線間距離25mmの標線をつけ、チャック間距離90mm、引張速度500mm/分の条件で引張り、試験片が2倍に伸長した時点で引張を停止して応力M0を測定する。さらに試験片を保持し6分間経過した時点で応力M6を測定し、応力保持率を下式により算出する。
応力保持率(%)=(M6/M0)×100 - 手袋である、請求項13又は14に記載の成形体。
- (1)手袋成形型に凝固剤を付着させる凝固剤付着工程、
(2)請求項1~12のいずれか1項に記載のディップ成形用組成物を調製し、攪拌するマチュレーション工程、
(3)手袋成形型をディップ成形用組成物に浸漬するディッピング工程、
(4)手袋成形型上に形成された膜をゲル化し、硬化フィルム前駆体を作るゲリング工程、
(5)手袋成形型上に形成された硬化フィルム前駆体から不純物を除去するリーチング工程、
(6)手袋の袖口部分に巻きを作るビーディング工程、
(7)架橋反応に必要な温度で加熱及び乾燥するキュアリング工程、
を含み、上記(3)~(7)の工程を上記の順序で行う成形体の製造方法。 - カルボキシル基アミド基含有ニトリルゴムエラストマーと、1分子中に3個以上のグリシジルエーテル基、及び脂環族、脂肪族又は芳香族の炭化水素を有する母骨格をもつエポキシ化合物を含有するエポキシ架橋剤と、pH調整剤と、を少なくとも含有するディップ成形用組成物であって、
前記エラストマーは、共役ジエン単量体由来の構造単位を50重量%以上、78重量%以下、エチレン性不飽和ニトリル単量体由来の構造単位を17重量%以上、35重量%以下、エチレン性不飽和カルボン酸単量体由来の構造単位を2.0重量%以上、8.0重量%以下、及びアミド基含有単量体由来の構造単位を0.5重量%以上、5.0重量%以下で含み、
前記エポキシ架橋剤の下記測定方法によるMIBK/水分配率が50%以上である、ディップ成形用組成物。
MIBK/水分配率測定方法:試験管に水5.0g、メチルイソブチルケトン(MIBK)5.0gおよびエポキシ架橋剤0.5gを精秤し、23℃±2℃で3分間攪拌、混合した後、1.0×103Gで10分間遠心分離し、水層とMIBK層に分離させる。次いで、MIBK層を分取、計量し、次式によりMIBK/水分配率を算出する。
MIBK/水分配率(%)=(分配後MIBK層重量(g)-分配前MIBK重量(g))/架橋剤添加重量(g)×100
上記測定を3回行い、平均値をMIBK/水分配率とする。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US18/028,391 US20230357460A1 (en) | 2020-09-25 | 2021-09-27 | Composition for dip molding and molded body thereof |
| JP2022552106A JPWO2022065491A1 (ja) | 2020-09-25 | 2021-09-27 | |
| EP21872617.2A EP4219616A1 (en) | 2020-09-25 | 2021-09-27 | Composition for dip molding and molded body thereof |
| CN202180065611.2A CN116323134A (zh) | 2020-09-25 | 2021-09-27 | 浸渍成型用组合物及其成型体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-161304 | 2020-09-25 | ||
| JP2020161304 | 2020-09-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022065491A1 true WO2022065491A1 (ja) | 2022-03-31 |
Family
ID=80845417
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/035405 WO2022065491A1 (ja) | 2020-09-25 | 2021-09-27 | ディップ成形用組成物、及びその成形体 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20230357460A1 (ja) |
| EP (1) | EP4219616A1 (ja) |
| JP (1) | JPWO2022065491A1 (ja) |
| CN (1) | CN116323134A (ja) |
| TW (1) | TWI802025B (ja) |
| WO (1) | WO2022065491A1 (ja) |
Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11293043A (ja) * | 1998-03-06 | 1999-10-26 | Rohm & Haas Co | エラストマ―用可塑剤および加工助剤 |
| JP2008512526A (ja) * | 2004-09-09 | 2008-04-24 | ポリマーラテックス ゲゼルシャフト ミット ベシュレンクテル ハフツング | ディップ成形品の製造に好適なポリマーラテックス |
| US20110229646A1 (en) * | 2008-09-26 | 2011-09-22 | Lg Chem, Ltd. | Latex resin composition for rubber gloves without sulfur and vulcanization acceleator and method of manufacturing dip-formed article using the composition |
| WO2012043894A1 (ja) | 2010-09-30 | 2012-04-05 | コッサン エスディーエヌ ビーエイチ ディー | 加硫促進剤及び硫黄を用いないエラストマーゴム及びエラストマーゴム製品 |
| US20120149859A1 (en) * | 2009-06-12 | 2012-06-14 | Lg Chem, Ltd | Latex for dip molding, composition for dip molding, preparation method of dip molded product, and dip molded product prepared thereby |
| WO2014034889A1 (ja) * | 2012-08-31 | 2014-03-06 | ミドリ安全株式会社 | 耐薬品性に優れた手袋及び該手袋用組成物 |
| WO2015129871A1 (ja) * | 2014-02-28 | 2015-09-03 | ミドリ安全株式会社 | 手袋及び手袋用組成物 |
| JP2017149928A (ja) * | 2016-02-25 | 2017-08-31 | 日本ゼオン株式会社 | ラテックス組成物および膜成形体 |
| JP2017160279A (ja) * | 2014-07-25 | 2017-09-14 | ミドリ安全株式会社 | 手袋用エラストマー組成物及び強度、剛性に優れた薄手手袋 |
| WO2017217542A1 (ja) | 2016-06-16 | 2017-12-21 | ミドリ安全株式会社 | 手袋の製造方法、手袋、及び手袋用エマルション組成物 |
| JP2018009272A (ja) | 2016-07-12 | 2018-01-18 | トゥーリンク スンディリアン ブルハドTwolink Sdn Bhd | 加硫促進剤を含有せず充填剤担持量の多いニトリル手袋 |
| WO2019102985A1 (ja) * | 2017-11-24 | 2019-05-31 | ミドリ安全株式会社 | 手袋、ディップ成形用組成物及び手袋の製造方法 |
| WO2019194056A1 (ja) | 2018-04-06 | 2019-10-10 | ミドリ安全株式会社 | ディップ成形用組成物、手袋の製造方法及び手袋 |
| JP2020505492A (ja) * | 2017-12-07 | 2020-02-20 | エルジー・ケム・リミテッド | カルボン酸変性ニトリル系共重合体ラテックス、その製造方法、これを含むディップ成形用ラテックス組成物およびこれから成形された成形品 |
-
2021
- 2021-09-27 TW TW110135914A patent/TWI802025B/zh active
- 2021-09-27 US US18/028,391 patent/US20230357460A1/en active Pending
- 2021-09-27 JP JP2022552106A patent/JPWO2022065491A1/ja active Pending
- 2021-09-27 CN CN202180065611.2A patent/CN116323134A/zh active Pending
- 2021-09-27 WO PCT/JP2021/035405 patent/WO2022065491A1/ja unknown
- 2021-09-27 EP EP21872617.2A patent/EP4219616A1/en active Pending
Patent Citations (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11293043A (ja) * | 1998-03-06 | 1999-10-26 | Rohm & Haas Co | エラストマ―用可塑剤および加工助剤 |
| JP2008512526A (ja) * | 2004-09-09 | 2008-04-24 | ポリマーラテックス ゲゼルシャフト ミット ベシュレンクテル ハフツング | ディップ成形品の製造に好適なポリマーラテックス |
| US20110229646A1 (en) * | 2008-09-26 | 2011-09-22 | Lg Chem, Ltd. | Latex resin composition for rubber gloves without sulfur and vulcanization acceleator and method of manufacturing dip-formed article using the composition |
| US20120149859A1 (en) * | 2009-06-12 | 2012-06-14 | Lg Chem, Ltd | Latex for dip molding, composition for dip molding, preparation method of dip molded product, and dip molded product prepared thereby |
| WO2012043894A1 (ja) | 2010-09-30 | 2012-04-05 | コッサン エスディーエヌ ビーエイチ ディー | 加硫促進剤及び硫黄を用いないエラストマーゴム及びエラストマーゴム製品 |
| WO2014034889A1 (ja) * | 2012-08-31 | 2014-03-06 | ミドリ安全株式会社 | 耐薬品性に優れた手袋及び該手袋用組成物 |
| WO2015129871A1 (ja) * | 2014-02-28 | 2015-09-03 | ミドリ安全株式会社 | 手袋及び手袋用組成物 |
| JP2017160279A (ja) * | 2014-07-25 | 2017-09-14 | ミドリ安全株式会社 | 手袋用エラストマー組成物及び強度、剛性に優れた薄手手袋 |
| JP2017149928A (ja) * | 2016-02-25 | 2017-08-31 | 日本ゼオン株式会社 | ラテックス組成物および膜成形体 |
| WO2017217542A1 (ja) | 2016-06-16 | 2017-12-21 | ミドリ安全株式会社 | 手袋の製造方法、手袋、及び手袋用エマルション組成物 |
| JP2018009272A (ja) | 2016-07-12 | 2018-01-18 | トゥーリンク スンディリアン ブルハドTwolink Sdn Bhd | 加硫促進剤を含有せず充填剤担持量の多いニトリル手袋 |
| WO2019102985A1 (ja) * | 2017-11-24 | 2019-05-31 | ミドリ安全株式会社 | 手袋、ディップ成形用組成物及び手袋の製造方法 |
| JP2020505492A (ja) * | 2017-12-07 | 2020-02-20 | エルジー・ケム・リミテッド | カルボン酸変性ニトリル系共重合体ラテックス、その製造方法、これを含むディップ成形用ラテックス組成物およびこれから成形された成形品 |
| WO2019194056A1 (ja) | 2018-04-06 | 2019-10-10 | ミドリ安全株式会社 | ディップ成形用組成物、手袋の製造方法及び手袋 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202222945A (zh) | 2022-06-16 |
| EP4219616A1 (en) | 2023-08-02 |
| TWI802025B (zh) | 2023-05-11 |
| JPWO2022065491A1 (ja) | 2022-03-31 |
| US20230357460A1 (en) | 2023-11-09 |
| CN116323134A (zh) | 2023-06-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6775678B2 (ja) | 手袋、ディップ成形用組成物及び手袋の製造方法 | |
| TWI707000B (zh) | 浸漬成形用組成物、手套之製造方法以及手套 | |
| CN108431118B (zh) | 胶乳组合物 | |
| JP6360970B2 (ja) | カルボン酸変性ニトリル系共重合体ラテックスを含むディップ成形用ラテックス組成物及びこれから製造されたディップ成形品 | |
| TWI701268B (zh) | 羧酸改質腈系共聚物乳膠組成物、製備彼之方法、包含彼之浸漬模製用乳膠組成物及由彼模製之物件 | |
| US20190106555A1 (en) | Latex Composition For Dip-Molding, And Molded Article Prepared From Same | |
| WO2022065491A1 (ja) | ディップ成形用組成物、及びその成形体 | |
| WO2021054816A1 (en) | Polymer latex for the preparation of an elastomeric film having excellent stress retention properties and softness | |
| WO2021200984A1 (ja) | ディップ成形用組成物、及びその成形体 | |
| WO2021010334A1 (ja) | ディップ成形用組成物、手袋の製造方法及び手袋 | |
| TWI792752B (zh) | 包含由用於浸漬成型的乳膠組成物衍生的層之浸漬成型物件 | |
| WO2018155113A1 (ja) | 合成ポリイソプレンラテックスの製造方法 | |
| JP6646949B2 (ja) | エラストマー及びその製造方法 | |
| JP7348941B2 (ja) | ディップ成形用ラテックス組成物由来の層を含むディップ成形品 | |
| WO2021010343A1 (ja) | ディップ成形用架橋剤、ディップ成形用組成物、及び手袋 | |
| TW202100336A (zh) | 用於修復或回收彈性膜之方法 | |
| US20240174784A1 (en) | Polymer latex composition | |
| WO2022216149A1 (en) | Polymer latex composition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21872617 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022552106 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2021872617 Country of ref document: EP Effective date: 20230425 |