WO2022024181A1 - Thermosetting resin composition, stator coil and rotary electric machine - Google Patents
Thermosetting resin composition, stator coil and rotary electric machine Download PDFInfo
- Publication number
- WO2022024181A1 WO2022024181A1 PCT/JP2020/028714 JP2020028714W WO2022024181A1 WO 2022024181 A1 WO2022024181 A1 WO 2022024181A1 JP 2020028714 W JP2020028714 W JP 2020028714W WO 2022024181 A1 WO2022024181 A1 WO 2022024181A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- insulating layer
- thermosetting resin
- microfiller
- organic
- inorganic
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L101/00—Compositions of unspecified macromolecular compounds
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L79/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing nitrogen with or without oxygen or carbon only, not provided for in groups C08L61/00 - C08L77/00
- C08L79/04—Polycondensates having nitrogen-containing heterocyclic rings in the main chain; Polyhydrazides; Polyamide acids or similar polyimide precursors
- C08L79/08—Polyimides; Polyester-imides; Polyamide-imides; Polyamide acids or similar polyimide precursors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01B—CABLES; CONDUCTORS; INSULATORS; SELECTION OF MATERIALS FOR THEIR CONDUCTIVE, INSULATING OR DIELECTRIC PROPERTIES
- H01B3/00—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties
- H01B3/18—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances
- H01B3/30—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes
- H01B3/40—Insulators or insulating bodies characterised by the insulating materials; Selection of materials for their insulating or dielectric properties mainly consisting of organic substances plastics; resins; waxes epoxy resins
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K3/00—Details of windings
- H02K3/30—Windings characterised by the insulating material
Definitions
- the present disclosure relates to a thermosetting resin composition, a stator coil provided with an insulating layer formed of the thermosetting resin composition, and a rotary electric machine provided with the stator coil.
- thermosetting resin composition is impregnated as an insulating varnish in a stator coil formed by winding a coil wire around a tooth of a stator core, and then the thermosetting resin composition is heated. It is obtained by forming an insulating layer by curing the coil.
- the insulating layer Since the stator coil is exposed to high voltage during operation of the rotary electric machine, the insulating layer is required to have characteristics that can withstand high voltage for a long period of time. Further, in recent years, the electric field strength applied to the insulating layer tends to increase more and more as the rotary electric machine becomes smaller and more efficient. Therefore, a large number of insulating layers having improved long-term withstand voltage characteristics, that is, long-term withstand voltage characteristics, have been proposed.
- Patent Document 1 discloses a technique of using a thermosetting resin composition containing an epoxy resin, an inorganic nanofiller, and an inorganic microfiller as an insulating layer.
- the inorganic nanofiller and the inorganic microfiller exert an effect of suppressing the progress of the electric tree, which is an electrical destruction phenomenon, the long-term withstand voltage characteristics of the insulating layer can be improved. can.
- thermosetting resin composition disclosed in Patent Document 1 contains an inorganic microfiller having a hard and brittle property, there is a risk that the toughness may decrease. Therefore, when the thermosetting resin composition disclosed in Patent Document 1 is used for the insulating layer of the stator coil of the rotary electric machine, cracks are likely to occur in the insulating layer due to the vibration generated during the operation of the rotary electric machine, and the insulating layer is insulated. There was a risk of shortening the insulation life of the layer.
- the present disclosure has been made in view of the above, and an object of the present disclosure is to obtain a thermosetting resin composition capable of increasing toughness as compared with the conventional one.
- thermosetting resin composition according to the present disclosure contains a thermosetting resin, an organic microfiller, and an inorganic nanofiller, and is a rotary electric machine. Used for the insulating layer of the stator coil of.
- FIG. 6 is a cross-sectional view of the servomotor according to the first embodiment cut in a direction orthogonal to the central axis, and is a partially enlarged cross-sectional view showing a stator.
- Sectional drawing which shows typically the coil wire in Embodiment 1.
- Sectional drawing which shows typically the organic microfiller in Embodiment 2.
- Sectional drawing which shows typically the coil wire in Embodiment 3.
- a graph showing the relationship between the volume ratio of the organic microfiller in the entire insulating layer of the third embodiment and the distance from the central axis along the radial direction of the enamel wire.
- thermosetting resin composition the stator coil, and the rotary electric machine according to the embodiment will be described in detail with reference to the drawings.
- FIG. 1 is a cross-sectional view of the servomotor 8 according to the first embodiment cut along the central axis C.
- the servomotor 8 includes a stator 9, a rotor 10, a shaft 11, a frame 12, and two brackets 13.
- the stator 9 is formed in a cylindrical shape having a central axis C.
- the direction parallel to the central axis C is the axial direction
- the direction orthogonal to the central axis C is the radial direction
- the rotational direction about the central axis C is the circumferential direction.
- the rotor 10 is arranged inside the stator 9. A gap is provided between the stator 9 and the rotor 10 over the entire circumference in the circumferential direction.
- a shaft 11 is connected to the center of the rotor 10.
- the shaft 11 and the central axis C of the stator 9 are provided coaxially.
- the rotor 10 can rotate with the central axis C as the rotation axis.
- the frame 12 constitutes the outer shell of the servomotor 8 and houses the stator 9 and the rotor 10.
- the frame 12 is formed in a cylindrical shape with both ends open along the axial direction.
- One bracket 13 is arranged so as to close the opening at one end of the frame 12 along the axial direction.
- the other bracket 13 is arranged so as to close the opening at the other end of the frame 12 along the axial direction.
- One end of the shaft 11 along the axial direction protrudes to the outside of the frame 12 through a hole 13a formed in one of the brackets 13.
- the stator 9 includes a stator core 14 and a coil wire 1.
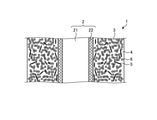
- FIG. 2 is a cross-sectional view of the servomotor 8 according to the first embodiment cut in a direction orthogonal to the central axis C, and is a partially enlarged cross-sectional view showing the stator 9.
- the stator core 14 has a cylindrical core back 15 made of a magnetic material, and a plurality of teeth 16 protruding inward in the radial direction from the inner peripheral surface of the core back 15. Slots 17 are formed between adjacent teeth 16. An insulator 18 is inserted in the slot 17. The insulator 18 covers the surface of the core back 15 facing the slot 17 and the surface of the teeth 16 facing the slot 17.
- a coil wire 1 is wound around each of the plurality of teeth 16 via an insulator 18, and a stator coil 19 is formed.
- a tape 20 is arranged between the stator coils 19 adjacent to each other in each slot 17.
- the tape 20 serves to electrically insulate between the adjacent stator coils 19.
- a polyimide film or a polyester film is used as the material of the tape 20.
- the stator 9 is not limited to the illustrated example, and may be appropriately selected and used from known stators.
- FIG. 3 is a cross-sectional view schematically showing the coil wire 1 in the first embodiment.
- the coil wire 1 includes an enamel wire 2 and an insulating layer 3 that covers the enamel wire 2.
- the enamel wire 2 is an insulating conducting wire in which the conductive core wire 21 is covered with the enamel layer 22.
- the core wire 21 is, for example, a copper wire.
- the enamel wire 2 is not limited to the illustrated example, and may be appropriately selected from known enamel wires and used.
- the insulating layer 3 is formed of a thermosetting resin composition.
- the insulating layer 3 contains a thermosetting resin 4, an organic microfiller 5, and an inorganic nanofiller 6.
- the organic microfiller 5 and the inorganic nanofiller 6 are dispersed in the matrix of the thermosetting resin 4.
- the components of the thermosetting resin composition used for the insulating layer 3 will be described in detail.
- Epoxy resin, phenol resin, silicon resin, and imide resin are preferably used as the thermosetting resin 4 from the viewpoint of improving heat resistance, adhesiveness, electrical insulation, and mechanical strength, and epoxy resin is used. It is more preferable to be done.
- the epoxy resin include bisphenol A type epoxy resin, bisphenol F type epoxy resin, bisphenol S type epoxy resin, biphenol type epoxy resin, phenol novolac type epoxy resin, cresol novolac type epoxy resin, and bisphenol A type novolak type epoxy resin.
- Bisphenol F type novolak type epoxy resin alicyclic epoxy resin, aliphatic chain epoxy resin, glycidyl ester type epoxy resin, glycidylamine type epoxy resin, hidden in type epoxy resin, isocyanurate type epoxy resin, salicylaldehyde novolak type epoxy resin , Diglycidyl etherified products of bifunctional phenols, halides of bifunctional phenols, hydrogenated additives of bifunctional phenols, diglycidyl etherified products of bifunctional alcohols, halides of bifunctional alcohols, bifunctional alcohols Epoxy additives can be mentioned. These epoxy resins may be used alone or in combination of two or more. On the other hand, from the viewpoint of improving the balance between material cost, viscosity and heat resistance, it is preferable to use a reaction product of epichlorohydrin and a bisphenol A compound as the thermosetting resin 4.
- the organic microfiller 5 Since the organic microfiller 5 has higher toughness than the inorganic nanofiller 6, it suppresses the generation of cracks in the insulating layer 3 even in an environment where vibration is generated by the operation of the servomotor 8 to insulate the insulating layer 3. It has the effect of improving the service life. Further, since the specific gravity of the organic microfiller 5 is substantially the same as that of the thermosetting resin 4, it is difficult for the organic microfiller 5 to settle in the thermosetting resin 4 during the impregnation treatment described later, and the organic microfiller 5 is uniformly contained in the thermosetting resin 4. It has the effect of being dispersed.
- the organic microfiller 5 when used in combination with the inorganic nanofiller 6, the thixophilicity of the thermosetting resin composition during the impregnation treatment is improved, and the workability during the impregnation treatment is significantly improved. It is effective.
- thermosetting resin polyimide resin for example, a thermosetting resin polyimide resin, a polyimide amide resin, and a polyester imide resin are used.
- organic microfiller 5 it is preferable to use an insulating resin having a low dielectric constant and a high dielectric breakdown electric field strength, which has a lower dielectric constant than the thermosetting resin 4 and dielectric breakdown than the thermosetting resin 4. It is more preferable that a resin having a high electric field strength is used.
- a polyimide resin when a polyimide resin is used for the organic microfiller 5, it is preferable to use a polyimide resin having a low polyimide group concentration.
- the polyimide resin having a low polyimide group concentration has a low dielectric constant, it can be expected that the partial discharge start voltage (Partial Discharge Inception Voltage: PDIV) of the insulating layer 3 will be high, which has the effect of prolonging the insulating life of the insulating layer 3. Demonstrate.
- PDIV Partial Discharge Inception Voltage
- thermoplastic resin having a high melting point, a low dielectric constant, and a high dielectric breakdown electric field strength may be used as the organic microfiller 5, as the organic microfiller 5, a thermoplastic resin having a high melting point, a low dielectric constant, and a high dielectric breakdown electric field strength may be used.
- a high melting point means, for example, that the melting point is 200 ° C. or higher.
- thermoplastic resins include engineering plastics and super engineer plastics.
- engineering plastics include polybutylene naphthalate having a melting point of 243 ° C., polybutylene terephthalate having a melting point of 224 ° C., polyethylene naphthalate having a melting point of 269 ° C., and polyethylene terephthalate having a melting point of 258 ° C.
- Examples of the super engineer plastic include polyphenylene sulfide having a melting point of 285 ° C., a thermoplastic polyimide having a melting point of 338 ° C., a polyetheretherketone having a melting point of 334 ° C., and a polyetherketone having a melting point of 373 ° C.
- a rod-shaped, fibrous, or scaly resin is used for the organic microfiller 5.
- the organic microfiller 5 having such a shape is oriented in a certain direction, the failure path at the time of dielectric breakdown of the insulating layer 3 can be significantly extended as compared with the case where the spherical organic microfiller 5 is oriented in a certain direction. It can be expected to increase the dielectric breakdown voltage of the insulating layer 3.
- a crystalline resin is used for the organic microfiller 5. When a crystalline resin is used, the dielectric breakdown electric field strength of the insulating layer 3 can be increased.
- the volume content of the organic microfiller 5 in the entire thermosetting resin composition is preferably 1% by volume or more and 30% by volume or less, and more preferably 5% by volume or more and 20% by volume or less.
- the volume content of the organic microfiller 5 is a value obtained by dividing the volume of the organic microfiller 5 by the volume of the thermosetting resin composition as a percentage.
- the volume of the organic microfiller 5 is determined by dividing the mass of the powder of the organic microfiller 5 by the true density of the organic microfiller 5.
- the volume content of the organic microfiller 5 is 1% by volume or more, the insulating performance of the thermosetting resin composition can be significantly improved.
- the volume content of the organic microfiller 5 is 30% by volume or less, the viscosity of the thermosetting resin composition becomes low, and the thermosetting resin composition is easily impregnated into the stator coil 19.
- the inorganic nanofiller 6 for example, particles composed of either an oxide or a nitride, or a mixture of two or more thereof is used.
- the oxide include silica, alumina, titanium oxide, bismuth trioxide, cerium dioxide, cobalt monoxide, copper oxide, iron trioxide, formium oxide, indium oxide, manganese oxide, tin oxide, yttrium oxide, and zinc oxide. Can be mentioned. Each of these oxides may be used alone, or two or more of them may be used in combination.
- nitride nitrides such as Ti, Ta, Nb, Mo, Co, Fe, Cr, V, Mn, Al, and Si are used. These nitrides may be used alone or in combination of two or more.
- the volume content of the inorganic nanofiller 6 in the entire thermosetting resin composition is preferably 1% by volume or more and 20% by volume or less, and more preferably 3% by volume or more and 10% by volume or less.
- the volume content of the inorganic nanofiller 6 is a value obtained by dividing the volume of the inorganic nanofiller 6 by the volume of the thermosetting resin composition as a percentage.
- the volume of the inorganic nanofiller 6 is determined by dividing the mass of the powdered inorganic nanofiller 6 by the true density of the inorganic nanofiller 6. When the volume content of the inorganic nanofiller 6 is 1% by volume or more, the insulating performance of the thermosetting resin composition can be significantly improved.
- the insulation performance is, for example, insulation life and partial discharge resistance.
- the volume content of the inorganic nanofiller 6 is 20% by volume or less, the dispersibility of the inorganic nanofiller 6 in the entire thermosetting resin composition becomes the best.
- the primary particle size of the inorganic nanofiller 6 is preferably in the range of 1 nm to 500 nm. If the primary particle size of the inorganic nanofiller 6 deviates from the range of 1 nm to 500 nm, the insulating performance of the thermosetting resin composition may be impaired and the workability during the impregnation treatment may be deteriorated. ..
- the surface of the inorganic nanofiller 6 may be modified with a surface treatment agent.
- a surface treatment agent usually covered with silanol groups, which makes them hydrophilic. Therefore, the surface of the silica particles may be hydrophobized using a surface treatment agent.
- the hydrophobization treatment means that the silanol group on the silica surface is reacted with a surface treatment agent and modified with a functional group such as a methyl group, a dimethyl group, a trimethyl group, an octyl group and an amino group.
- the surface of the silica particles may be modified by using a surface treatment agent so as to improve the adhesion between the thermosetting resin 4 of the matrix and the silica particles.
- Examples of the surface treatment agent include ⁇ -glycidoxy-propyltrimethoxysilane, ⁇ -aminopropyl-trimethoxysilane, vinyltriethoxysilane, 3-methacryloxypropyltrimethoxysilane, 3-glycidyloxypropyl-trimethoxysilane, and the like.
- Examples thereof include silane coupling agents, titanate-based coupling agents, coupling agents such as aluminum-based coupling agents, aluminum laurate, aluminum stearate, iron alumina stearate, aluminum hydroxide, alumina, zirconia, and silicon. These surface treatment agents may be used alone or in combination of two or more.
- thermosetting resin composition in order to cure the thermosetting resin 4.
- a curing agent for the resin, for example, an acid anhydride, an amine-based compound, and an imidazole-based compound are used.
- a catalyst for curing the thermosetting resin 4 may be added instead of the curing agent.
- the acid anhydride examples include hexahydrophthalic anhydride, tetrahydrophthalic anhydride, methylhexahydrophthalic anhydride, methyltetrahydrophthalic anhydride, and methylnadic anhydride. These acid anhydrides may be used alone or in combination of two or more.
- the blending amount of the acid anhydride is not particularly limited, and may be appropriately adjusted according to the type of the acid anhydride used, the type of the thermosetting resin 4, and the like. For example, when a bisphenol type epoxy resin is used for the thermosetting resin 4, the amount of the acid anhydride is preferably 10 parts by mass to 150 parts by mass with respect to 100 parts by mass of the bisphenol type epoxy resin.
- the thermosetting resin composition can be appropriately cured.
- the equivalent ratio of the acid anhydride group of the acid anhydride to the epoxy group of the epoxy resin is not particularly limited, but is 0.7 to 1.3. It is preferably 0.8 to 1.2, more preferably 0.9 to 1.1. If the equivalent ratio is less than 0.7, the workability when forming the insulating layer 3 tends to decrease. On the other hand, when the equivalent ratio exceeds 1.3, the heat resistance of the insulating layer 3 tends to decrease.
- amine-based compounds include ethylenediamine, 1,3-diaminopropane, 1,4-diaminobutane, hexamethylenediamine, diproprenedamine, polyetherdiamine, 2,5-dimethylhexamethylenediamine, and trimethylhexamethylenediamine.
- imidazole-based compound examples include 2-methylimidazole, 2-undecylimidazole, 1,2-dimethylimidazole, 2-ethyl-4-methylimidazole, 2-heptadecylimidazole, 2-phenylimidazole, and 2-phenyl-.
- Examples thereof include 4-methylimidazole, 1-benzyl-2-methylimidazole and 1-benzyl-2-phenylimidazole.
- a reactive diluent may be added to the curing agent.
- a styrene monomer a monomer having a hydrocarbon functional group added to the phenyl group thereof, a methacrylic monomer, or an acrylic monomer is used.
- the methacrylic monomer is not particularly limited as long as it does not impair the curing of the epoxy resin, and examples thereof include linear methacrylate, branched methacrylate, and cyclic methacrylate. From the viewpoint of heat resistance, it is preferable to use linear methacrylate as the methacrylic monomer.
- linear methacrylate examples include lauryl methacrylate, isobornyl methacrylate, tetrahydrofurfuryl methacrylate, 2-hydroxyethyl methacrylate, benzyl methacrylate, and cyclohexyl methacrylate. These linear methacrylates may be used alone or in combination of two or more.
- the acrylic monomer is not particularly limited as long as it does not impair the curing of the epoxy resin, and examples thereof include linear acrylates, branched acrylates, and cyclic acrylates. From the viewpoint of heat resistance, it is preferable to use a linear acrylate as the acrylic monomer.
- linear acrylate examples include 2-ethylhexyl acrylate, cyclohexyl acrylate, diethylene glycol mono2-ethylhexyl ether acrylate, diethylene glycol monophenyl ether acrylate, tetraethylene glycol monophenyl ether acrylate, trimethyl propantriacrylate, lauryl acrylate, and isobol.
- Nyl acrylate, 2-phenoxyethyl acrylate, tetrahydrofurfuryl acrylate, 2-hydroxypropyl acrylate, benzyl acrylate, 2- (2,4,6-tribromophenoxy) ethyl acrylate can be mentioned.
- These linear acrylates may be used alone or in combination of two or more.
- the blending amount of the reactive diluent is not particularly limited and may be appropriately adjusted.
- thermosetting resin composition of the present embodiment various additives may be added to the thermosetting resin composition of the present embodiment as long as the effects of the present embodiment are not impaired.
- additives include defoaming agents, leveling agents, solvents, and dispersants.
- the method for manufacturing the stator coil 19 includes a shear dispersion step, a mixing step, and a coating step.
- the shear dispersion step is a step in which the inorganic nanofiller 6 shown in FIG. 3 is added to the thermosetting resin 4, sheared, and dispersed in the thermosetting resin 4. Since the inorganic nanofiller 6 is usually aggregated as secondary particles or tertiary particles before being added to the thermosetting resin 4, the secondary particles or tertiary particles of the inorganic nanofiller 6 are subjected to the shear dispersion step. Need to be crushed and dispersed in the thermosetting resin 4. By appropriately setting the shear dispersion conditions, the aggregated state and the dispersed state of the inorganic nanofiller 6 can be adjusted. In the shear dispersion step, the thermosetting resin 4 and the inorganic nanofiller 6 are mixed by the shearing force.
- the device used in the shear dispersion step is not particularly limited as long as it is a mixing device that can apply a shearing force to the inorganic nanofiller 6, and may be appropriately selected from known devices.
- Examples of the apparatus used in the shear dispersion step include a wet high pressure shear dispersion apparatus.
- the mixing step is a step of adding the organic microfiller 5 and the curing agent to the thermosetting resin 4 in which the inorganic nanofiller 6 is dispersed and mixing them.
- the organic microfiller 5 and the curing agent are dispersed in the thermosetting resin 4.
- the method of mixing the organic microfiller 5 and the curing agent with the thermosetting resin 4 is not particularly limited, and may be appropriately selected from known methods.
- the organic microfiller 5 may be mixed with the curing agent and the thermosetting resin 4 using a machine such as a stirrer.
- the thermosetting resin composition can be obtained by the above shear dispersion step and mixing step.
- the coating step is a step of applying the thermosetting resin composition to the stator coil 19.
- the method for applying the thermosetting resin composition is not particularly limited, and may be appropriately selected from known methods.
- As a method of applying the thermosetting resin composition for example, there is a method of immersing the stator coil 19 in a container containing the thermosetting resin composition.
- Examples of the impregnation treatment method include vacuum impregnation, vacuum pressure impregnation, and normal pressure impregnation.
- the conditions of the impregnation treatment are not particularly limited, and may be appropriately set according to the type of the thermosetting resin composition, the enamel wire 2, and the like. Further, as a method of applying the thermosetting resin composition, there is a method of dropping the thermosetting resin composition onto the stator coil 19.
- the stator coil 19 provided with the insulating layer 3 is obtained.
- the thickness of the insulating layer 3 is not particularly limited, and may be appropriately set according to the size of the stator coil 19 to be manufactured and the like.
- thermosetting resin composition according to the present embodiment will be described.
- the thermosetting resin composition contains a thermosetting resin 4, an organic microfiller 5, and an inorganic nanofiller 6. Since the thermosetting resin composition containing the organic microfiller 5 is used for the insulating layer 3, the insulating layer 3 is compared with the case where the thermosetting resin composition containing the inorganic microfiller is used for the insulating layer. Can increase toughness. As a result, it is possible to suppress the occurrence of cracks in the insulating layer 3 due to vibration generated during the operation of the servomotor 8, so that the insulating life of the insulating layer 3 can be extended.
- thermosetting resin composition containing the organic microfiller 5 and the inorganic nanofiller 6 is used for the insulating layer 3 of the stator coil 19, the electric tree, which is an electrical destruction phenomenon of the insulating layer 3, is used. Since the progress can be suppressed, the long-term withstand voltage characteristics of the insulating layer 3 can be improved.
- thermosetting resin composition of the present disclosure is used for the insulating layer 3 of the stator coil 19 of the servomotor 8, but the rotation of an electric motor, a generator, a compressor, etc. other than the servomotor 8 is performed.
- the thermosetting resin composition of the present disclosure may be used for the insulating layer of the stator coil of the machine.
- FIG. 4 is a cross-sectional view schematically showing the organic microfiller 5 in the second embodiment.
- the second embodiment is different from the first embodiment in that the surface of the organic microfiller 5 is coated with the inorganic layer 7.
- the same reference numerals are given to the parts overlapping with the first embodiment, and the description thereof will be omitted.
- the surface of the organic microfiller 5 is coated with an inorganic layer 7 formed of an inorganic material.
- the inorganic layer 7 is a thin-film insulating layer thinner than the organic microfiller 5, and exhibits the effect of improving the withstand voltage characteristics of the insulating layer 3.
- a substance selected from the group consisting of silica and alumina may be used, or a substance selected from the group consisting of oxides and nitrides may be used.
- the thickness of the inorganic layer 7 is preferably in the range of 0.1 ⁇ m to 1.5 ⁇ m, and more preferably in the range of 0.5 ⁇ m to 1.0 ⁇ m.
- the thickness of the inorganic layer 7 is preferably 0.1 ⁇ m or more. , 0.5 ⁇ m or more is more preferable.
- the thickness of the inorganic layer 7 is preferably 1.5 ⁇ m or less, preferably 1.0 ⁇ m. The following is more preferable.
- the coating step may be performed before the above-mentioned mixing step.
- Examples of the method of coating the surface of the organic microfiller 5 with the inorganic layer 7 include a dipping method in which the organic microfiller 5 is immersed in the inorganic coating agent and a method of spraying the organic microfiller 5 with the inorganic coating agent.
- Inorganic coating agents include a high-temperature firing type, a low-temperature type in which the curing temperature is suppressed by adding a catalyst, and a normal temperature type.
- the inorganic coating agent it is preferable to use a low temperature type or a normal temperature type having a heat resistant temperature of the organic microfiller 5 or less.
- heat resistant temperature or lower means, for example, 250 ° C. or lower.
- inorganic materials are higher than organic materials in terms of dielectric breakdown electric field strength. Therefore, by adding an inorganic material to the thermosetting resin, the withstand voltage characteristics of the insulating layer 3 can be improved.
- in terms of static strength inorganic materials are higher than organic materials, but in terms of dynamic strength and toughness, organic materials are higher than inorganic materials. That is, the inorganic material has both a hard property and a brittle property.
- the toughness of the insulating layer 3 is lowered, the insulating layer 3 becomes brittle, and the insulating layer 3 is liable to crack due to the vibration generated during the operation of the servomotor 8. .. Therefore, in the present embodiment, as a method of overcoming the brittle property of the inorganic material while utilizing the high withstand voltage characteristics of the inorganic material, the surface of the organic microfiller 5 is formed by the thin film-like inorganic layer 7 formed of the inorganic material. I took the method of coating.
- the thin-film inorganic layer 7 When the thin-film inorganic layer 7 is used, cracks are less likely to occur in the inorganic layer 7, and the inorganic layer 7 does not form in the path through which the cracks propagate, so that a decrease in the mechanical strength of the insulating layer 3 can be suppressed.
- the surface of the organic microfiller 5 is coated with the thin-film inorganic layer 7, so that the withstand voltage characteristics of the insulating layer 3 and the withstand voltage characteristics of the insulating layer 3 are not impaired without impairing the mechanical strength of the insulating layer 3. The insulation life can be improved.
- FIG. 5 is a cross-sectional view schematically showing the coil wire 1 in the third embodiment.
- FIG. 6 is a graph showing the relationship between the volume ratio of the organic microfiller 5 in the entire insulating layer 3 of the third embodiment and the distance from the central axis C1 along the radial direction of the enamel wire 2.
- the volume ratio of at least one of the organic microfiller 5 and the inorganic nanofiller 6 in the entire insulating layer 3 is increased as the enamel wire 2 is closer to the central axis C1. Is different from.
- the same reference numerals are given to the parts overlapping with the first embodiment, and the description thereof will be omitted.
- the volume ratio of the organic microfiller 5 in the entire insulating layer 3 is higher as it is closer to the central axis C1 of the enamel wire 2, and the volume ratio of the inorganic nanofiller 6 in the entire insulating layer 3 is the radius of the enamel wire 2.
- the case where the volume is uniform regardless of the distance from the central axis C1 along the direction will be described as an example.
- the enamel wire 2 is formed in a cylindrical shape having a central axis C1.
- FIG. 5 illustrates two lines corresponding to the X-axis of FIG. 6 that pass through the central axis C1 and extend in the radial direction.
- the organic microfiller 5 the organic microfiller 5 of the above-described first embodiment may be used, or the organic microfiller 5 coated with the inorganic layer 7 of the above-mentioned embodiment 2 may be used. ..
- the vertical axis of FIG. 6 shows the volume ratio of the organic microfiller 5 in the entire insulating layer 3.
- the horizontal axis of FIG. 6 indicates the distance from the central axis C1 along the radial direction of the enamel wire 2.
- 0 (zero) on the horizontal axis of FIG. 6 indicates the central axis C1 of the enamel wire 2, and means that the farther away from 0 (zero) along the horizontal axis, the more it is located on the outer side in the radial direction of the coil wire 1.
- a shown in FIGS. 5 and 6 represents the position of the most radial innermost portion of the insulating layer 3, that is, the position of the interface between the insulating layer 3 and the enamel wire 2.
- B shown in FIGS. 5 and 6 represents the position of the outermost portion of the insulating layer 3 in the radial direction, that is, the position of the outer peripheral portion of the insulating layer 3. As shown in FIG.
- the volume ratio of the organic microfiller 5 in the entire insulating layer 3 increases from B to A. That is, the volume ratio of the organic microfiller 5 in the entire insulating layer 3 is higher as it is closer to the central axis C1 of the enamel wire 2.
- the stator coil 19 is impregnated with the thermosetting resin composition, and then the thermosetting resin composition is heated and cured to form the insulating layer 3.
- the thermosetting resin composition is heated and cured to form the insulating layer 3.
- the stator coil 19 is impregnated with a thermosetting resin composition having a high content of the organic microfiller 5, and the insulating layer 3 is thinly formed on the surface of the stator coil 19.
- a method of forming the insulating layer 3 thinly there is a method of adding a diluent to the thermosetting resin composition to appropriately adjust the viscosity of the thermosetting resin composition.
- the stator coil 19 is impregnated with a thermosetting resin composition having a lower content of the organic microfiller 5 than the previous impregnation treatment.
- the thickness of the insulating layer 3 can be adjusted by the method described above.
- the impregnation treatment may be performed a plurality of times. As described above, by performing the impregnation treatment a plurality of times and reducing the content of the organic microfiller 5 in the entire thermosetting resin composition as the number of impregnation treatments is repeated, the central axis C1 of the enamel wire 2 is formed. The closer it is, the higher the volume ratio of the organic microfiller 5 can be formed in the insulating layer 3.
- the principle of improving the withstand voltage characteristic of the insulating layer 3 of the present embodiment will be described.
- the withstand voltage characteristics of the insulating layer 3 can be improved.
- the amount of the organic microfiller 5 added increases, the withstand voltage characteristics of the insulating layer 3 can be improved.
- the shorter the distance from the interface between the insulating layer 3 and the enamel wire 2 the stronger the electric field strength applied to the insulating layer 3. Therefore, the dielectric breakdown of the insulating layer 3 can be suppressed by increasing the volume ratio of the organic microfiller 5 as it is closer to the interface with the enamel wire 2 in the insulating layer 3.
- the dielectric breakdown of the insulating layer 3 can be suppressed.
- the coefficient of thermal expansion of the thermosetting resin 4 is higher than the coefficient of thermal expansion of the enamel wire 2. Further, the coefficient of thermal expansion of the organic microfiller 5 and the inorganic nanofiller 6 is lower than the coefficient of thermal expansion of the thermosetting resin 4. Therefore, by adding the organic microfiller 5 and the inorganic nanofiller 6 to the thermosetting resin 4, the coefficient of thermal expansion of the thermosetting resin composition approaches the coefficient of thermal expansion of the enamel wire 2. Therefore, in the process of impregnating the stator coil 19 with the thermosetting resin composition, the thermal stress generated due to the difference in the thermal expansion rate between the enamel wire 2 and the thermosetting resin composition is relaxed. Can be done.
- the thermal stress generated between the enamel wire 2 and the insulating layer 3 due to the difference in the thermal expansion rate when energized can be relaxed. Then, by relaxing these thermal stresses, the thermal strain of the insulating layer 3 can be reduced, and by extension, the probability of occurrence of mechanical defects can be reduced. As a result, the withstand voltage characteristics and the insulation life of the insulating layer 3 can be improved.
- the volume ratio of the organic microfiller 5 in the entire insulating layer 3 is higher as it is closer to the central axis C1 of the enamel wire 2, thereby improving the withstand voltage characteristics and the insulating life of the insulating layer 3. be able to.
- the volume ratio of the organic microfiller 5 in the entire insulating layer 3 is higher as it is closer to the central axis C1 of the enamel wire 2, at least one of the organic microfiller 5 and the inorganic nanofiller 6 in the entire insulating layer 3 is configured.
- the volume ratio of both the organic microfiller 5 and the inorganic nanofiller 6 in the entire insulating layer 3 may be higher as it is closer to the central axis C1 of the enamel wire 2.
- the stator coil 19 having these configurations is obtained by the above-mentioned impregnation treatment method. Further, even with these configurations, the withstand voltage characteristics and the insulation life of the insulating layer 3 can be improved.
- Example 1 100 parts by mass of bisphenol A type epoxy resin as a thermosetting resin and 90 parts by mass of methyl-1,2,3,6-tetrahydrophthalic anhydride as a curing agent were mixed and stirred, and then defoamed. To the mixture thus obtained, 5% by volume of nanosilica particles having an average primary particle size of 40 nm were added as an inorganic nanofiller, and the mixture was stirred at 2000 rpm for 2 minutes using a rotating and revolving stirrer. The mixture thus obtained was subjected to shear dispersion treatment under the conditions of 200 MPa or less using a wet high-pressure shear dispersion device.
- thermosetting resin composition was obtained by adding 3 parts by mass of an imidazole-based curing agent to the mixture thus obtained, stirring the mixture, and then performing a vacuum degassing treatment.
- a twisted pair cable was produced using an enamel wire having a polyamide-imide film as an enamel coating in accordance with JIS C2103.
- the prepared twisted pair cable was impregnated with the thermosetting resin composition described above, and then heated at 180 ° C. for 5 hours to form an insulating layer on the surface of the twisted pair.
- the thickness of the insulating layer was about 600 ⁇ m.
- the volume ratio of the organic microfiller in the entire insulating layer was uniform over the entire insulating layer.
- Example 2 As the organic microfiller, a twisted pair cable having an insulating layer formed in the same manner as in Example 1 was obtained, except that the polyimide fine particles whose surface was coated with silica were used instead of the polyimide fine particles of Example 1.
- the thickness of the inorganic layer formed of silica was about 1 ⁇ m.
- Example 3 As the organic microfiller, the same organic microfiller as in Example 2 was used. In addition, the volume ratio of the organic microfiller in the entire insulating layer is increased as it is closer to the central axis of the enamel wire.
- the step method impregnation treatment method shown below was used as a method of changing the volume ratio of the organic microfiller in the entire insulating layer depending on the distance from the central axis of the enamel wire along the radial direction of the enamel wire.
- the step method impregnation treatment method includes a first step, a second step, and a third step.
- the twisted pair cable is impregnated with a thermosetting resin composition containing an organic microfiller having a first volume ratio to form a first insulating layer on the surface of the twisted pair cable.
- the twisted pair cable is impregnated with a thermosetting resin composition containing an organic microfiller having a second volume ratio lower than that of the first volume ratio, and a second insulating layer is formed on the surface of the twisted pair cable.
- the twisted pair cable is impregnated with a thermosetting resin composition containing no organic microfiller to form a third insulating layer on the surface of the twisted pair cable.
- a twisted pair cable having a first insulating layer, a second insulating layer, and a third insulating layer formed was obtained.
- the volume ratio of the organic microfiller in the entire first insulating layer was 20%.
- the volume ratio of the organic microfiller in the entire second insulating layer was 10%.
- the volume ratio of the organic microfiller in the entire third insulating layer was 0%.
- the thicknesses of the first insulating layer, the second insulating layer, and the third insulating layer were almost uniform, and each was about 200 ⁇ m.
- step method impregnation treatment method is an example, and is not intended to limit the method of changing the volume ratio of the organic microfiller depending on the distance from the central axis of the enamel wire along the radial direction of the enamel wire.
- Example 1 A twisted pair cable having an insulating layer formed in the same manner as in Example 1 was obtained in the same manner as in Example 1 except that an inorganic microfiller was used instead of the polyimide fine particles of Example 1.
- an inorganic microfiller spherical silica particles having an average particle size of about 8 ⁇ m were used.
- Test method The fracture toughness, the breakdown voltage, the insulation life, and the partial discharge start voltage were measured for each of the twisted pair cables on which the insulating layers of Examples 1 to 3 and Comparative Example 1 were formed by the test methods shown below.
- Table 1 shows the evaluation results for Examples 1 to 3 and Comparative Example 1.
- each characteristic value of Comparative Example 1 is set to 1
- each characteristic value of Examples 1 to 3 is shown in a ratio with that of Comparative Example 1. The larger the numerical value of each physical property value, the better the characteristics.
- Examples 1 to 3 in which the insulating layer of the twisted pair cable is formed by using the thermosetting resin composition containing the organic microfiller are the thermosetting resin compositions containing the inorganic microfiller.
- Comparative Example 1 in which the insulating layer of the twisted pair cable was formed using the above high values were shown in all the evaluation items of breaking toughness, breaking voltage, insulation life and partial discharge start voltage. From this, it can be seen that the organic microfiller is effective in improving the toughness of the insulating layer, improving the withstand voltage characteristics of the insulating layer, and improving the insulating life of the insulating layer.
- Example 2 in which the surface of the organic microfiller was coated with the inorganic layer showed higher numerical values in the evaluation items of fracture voltage and insulation life as compared with Example 1 in which the surface of the organic microfiller was not coated with the inorganic layer. .. From this, it can be seen that the inorganic layer that coats the surface of the organic microfiller is effective in improving the withstand voltage characteristics of the insulating layer and improving the insulating life of the insulating layer.
- Example 3 in which the volume ratio of the organic microfiller in the entire insulating layer is higher as it is closer to the central axis of the enamel wire is compared with Example 2 in which the volume ratio of the organic microfiller in the entire insulating layer is uniform over the entire insulating layer. Then, high values were shown in the evaluation items of breakdown voltage and insulation life. From this, it is effective to increase the volume ratio of the organic microfiller in the entire insulating layer toward the central axis of the enamel wire in order to improve the withstand voltage characteristics of the insulating layer and the insulating life of the insulating layer. I understand.
- the configuration shown in the above embodiments is an example, and can be combined with another known technique, can be combined with each other, and does not deviate from the gist. It is also possible to omit or change a part of the configuration.
- stator 1 coil wire, 2 enamel wire, 3 insulating layer, 4 thermosetting resin, 5 organic microfiller, 6 inorganic nanofiller, 7 inorganic layer, 8 servo motor, 9 stator, 10 rotor, 11 shaft, 12 frame, 13 brackets, 13a holes, 14 stator cores, 15 core backs, 16 teeth, 17 slots, 18 insulators, 19 stator coils, 20 tapes, 21 core wires, 22 enamel layers.
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Medicinal Chemistry (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Physics & Mathematics (AREA)
- Spectroscopy & Molecular Physics (AREA)
- Insulation, Fastening Of Motor, Generator Windings (AREA)
Abstract
This thermosetting resin composition contains: a thermosetting resin (4); organic microfiller (5); and inorganic nanofiller (6). The thermosetting resin composition is used for making an insulation layer (3) for a stator coil of a rotary electric machine. The surface of the organic microfiller (5) is coated with an inorganic layer. The stator coil comprises: a conductive wire; and the insulation layer (3) that covers the conductive wire. The insulation layer (3) contains: the thermosetting resin (4); the organic microfiller (5); and the inorganic nanofiller (6).
Description
本開示は、熱硬化性樹脂組成物、この熱硬化性樹脂組成物で形成された絶縁層を備える固定子コイルおよびこの固定子コイルを備える回転電機に関する。
The present disclosure relates to a thermosetting resin composition, a stator coil provided with an insulating layer formed of the thermosetting resin composition, and a rotary electric machine provided with the stator coil.
従来の回転電機の固定子コイルとして、絶縁層を備える構造が知られている。このような固定子コイルは、固定子鉄心のティースにコイル線が巻き付けられて形成された固定子コイルに絶縁ワニスとして熱硬化性樹脂組成物を含浸した後、熱硬化性樹脂組成物を加熱して硬化させることにより絶縁層を形成することで得られる。
As a stator coil of a conventional rotary electric machine, a structure having an insulating layer is known. In such a stator coil, a thermosetting resin composition is impregnated as an insulating varnish in a stator coil formed by winding a coil wire around a tooth of a stator core, and then the thermosetting resin composition is heated. It is obtained by forming an insulating layer by curing the coil.
回転電機の運転中、固定子コイルは高電圧に曝されるため、絶縁層には長期間に亘って高電圧に耐えられる特性を有することが要求される。また、近年、回転電機の更なる小型化および高効率化が進む中、絶縁層に印加される電界強度が益々増大する傾向にある。そこで、長期間に亘って高電圧に耐えられる特性、すなわち長期耐電圧特性を向上させた絶縁層が多数提案されている。
Since the stator coil is exposed to high voltage during operation of the rotary electric machine, the insulating layer is required to have characteristics that can withstand high voltage for a long period of time. Further, in recent years, the electric field strength applied to the insulating layer tends to increase more and more as the rotary electric machine becomes smaller and more efficient. Therefore, a large number of insulating layers having improved long-term withstand voltage characteristics, that is, long-term withstand voltage characteristics, have been proposed.
例えば、特許文献1には、エポキシ樹脂と無機ナノフィラーと無機マイクロフィラーとを含有した熱硬化性樹脂組成物を、絶縁層に用いる技術が開示されている。特許文献1に開示された技術では、無機ナノフィラーおよび無機マイクロフィラーが電気的な破壊現象である電気トリーの進展を抑制する効果を発揮するため、絶縁層の長期耐電圧特性を向上させることができる。
For example, Patent Document 1 discloses a technique of using a thermosetting resin composition containing an epoxy resin, an inorganic nanofiller, and an inorganic microfiller as an insulating layer. In the technique disclosed in Patent Document 1, since the inorganic nanofiller and the inorganic microfiller exert an effect of suppressing the progress of the electric tree, which is an electrical destruction phenomenon, the long-term withstand voltage characteristics of the insulating layer can be improved. can.
しかし、特許文献1に開示された熱硬化性樹脂組成物は、硬くて脆い性質を有する無機マイクロフィラーを含有するため、靭性が低下する虞があった。そのため、特許文献1に開示された熱硬化性樹脂組成物を回転電機の固定子コイルの絶縁層に用いると、回転電機の運転中に発生する振動により絶縁層にクラックが発生しやすくなり、絶縁層の絶縁寿命を短くしてしまう虞があった。
However, since the thermosetting resin composition disclosed in Patent Document 1 contains an inorganic microfiller having a hard and brittle property, there is a risk that the toughness may decrease. Therefore, when the thermosetting resin composition disclosed in Patent Document 1 is used for the insulating layer of the stator coil of the rotary electric machine, cracks are likely to occur in the insulating layer due to the vibration generated during the operation of the rotary electric machine, and the insulating layer is insulated. There was a risk of shortening the insulation life of the layer.
本開示は、上記に鑑みてなされたものであって、従来よりも靭性を高めることができる熱硬化性樹脂組成物を得ることを目的とする。
The present disclosure has been made in view of the above, and an object of the present disclosure is to obtain a thermosetting resin composition capable of increasing toughness as compared with the conventional one.
上述した課題を解決し、目的を達成するために、本開示にかかる熱硬化性樹脂組成物は、熱硬化性樹脂と、有機マイクロフィラーと、無機ナノフィラーと、を含有しており、回転電機の固定子コイルの絶縁層に用いられる。
In order to solve the above-mentioned problems and achieve the object, the thermosetting resin composition according to the present disclosure contains a thermosetting resin, an organic microfiller, and an inorganic nanofiller, and is a rotary electric machine. Used for the insulating layer of the stator coil of.
本開示によれば、従来よりも靭性を高めることができるという効果を奏する。
According to this disclosure, it has the effect of increasing toughness more than before.
以下に、実施の形態にかかる熱硬化性樹脂組成物、固定子コイルおよび回転電機を図面に基づいて詳細に説明する。
Hereinafter, the thermosetting resin composition, the stator coil, and the rotary electric machine according to the embodiment will be described in detail with reference to the drawings.
実施の形態1.
本実施の形態では、回転電機がサーボモータ8である場合を例にして説明する。図1は、実施の形態1にかかるサーボモータ8を中心軸Cに沿って切った断面図である。サーボモータ8は、固定子9と、回転子10と、シャフト11と、フレーム12と、2つのブラケット13とを備える。固定子9は、中心軸Cを有する円筒形状に形成されている。以下、サーボモータ8の各構成要素について方向を説明するときには、中心軸Cと平行な方向を軸方向、中心軸Cと直交する方向を半径方向、中心軸Cを中心とする回転方向を周方向とする。Embodiment 1.
In this embodiment, a case where the rotary electric machine is aservomotor 8 will be described as an example. FIG. 1 is a cross-sectional view of the servomotor 8 according to the first embodiment cut along the central axis C. The servomotor 8 includes a stator 9, a rotor 10, a shaft 11, a frame 12, and two brackets 13. The stator 9 is formed in a cylindrical shape having a central axis C. Hereinafter, when the direction of each component of the servomotor 8 is described, the direction parallel to the central axis C is the axial direction, the direction orthogonal to the central axis C is the radial direction, and the rotational direction about the central axis C is the circumferential direction. And.
本実施の形態では、回転電機がサーボモータ8である場合を例にして説明する。図1は、実施の形態1にかかるサーボモータ8を中心軸Cに沿って切った断面図である。サーボモータ8は、固定子9と、回転子10と、シャフト11と、フレーム12と、2つのブラケット13とを備える。固定子9は、中心軸Cを有する円筒形状に形成されている。以下、サーボモータ8の各構成要素について方向を説明するときには、中心軸Cと平行な方向を軸方向、中心軸Cと直交する方向を半径方向、中心軸Cを中心とする回転方向を周方向とする。
In this embodiment, a case where the rotary electric machine is a
回転子10は、固定子9の内側に配置されている。固定子9と回転子10との間には、隙間が周方向の全周に亘って設けられている。回転子10の中心には、シャフト11が連結されている。シャフト11と固定子9の中心軸Cとは、同軸に設けられている。回転子10は、中心軸Cを回転軸として回転可能である。フレーム12は、サーボモータ8の外郭を構成するとともに、固定子9および回転子10を収容する。フレーム12は、軸方向に沿った両端部が開口する円筒形状に形成されている。一方のブラケット13は、フレーム12の軸方向に沿った一端部の開口を塞ぐように配置されている。他方のブラケット13は、フレーム12の軸方向に沿った他端部の開口を塞ぐように配置されている。シャフト11の軸方向に沿った一端部は、一方のブラケット13に形成された孔13aを通じて、フレーム12の外部に突出している。
The rotor 10 is arranged inside the stator 9. A gap is provided between the stator 9 and the rotor 10 over the entire circumference in the circumferential direction. A shaft 11 is connected to the center of the rotor 10. The shaft 11 and the central axis C of the stator 9 are provided coaxially. The rotor 10 can rotate with the central axis C as the rotation axis. The frame 12 constitutes the outer shell of the servomotor 8 and houses the stator 9 and the rotor 10. The frame 12 is formed in a cylindrical shape with both ends open along the axial direction. One bracket 13 is arranged so as to close the opening at one end of the frame 12 along the axial direction. The other bracket 13 is arranged so as to close the opening at the other end of the frame 12 along the axial direction. One end of the shaft 11 along the axial direction protrudes to the outside of the frame 12 through a hole 13a formed in one of the brackets 13.
固定子9は、固定子鉄心14と、コイル線1とを備える。図2は、実施の形態1にかかるサーボモータ8を中心軸Cと直交する方向で切った断面図であって、固定子9を示す部分拡大断面図である。固定子鉄心14は、磁性体で形成された円筒形状のコアバック15と、コアバック15の内周面から半径方向内側に向かって突出する複数のティース16とを有する。隣り合うティース16の間には、スロット17が形成されている。スロット17内には、インシュレータ18が挿入されている。インシュレータ18は、コアバック15のうちスロット17に臨む面とティース16のうちスロット17に臨む面とを覆っている。複数のティース16のそれぞれには、インシュレータ18を介してコイル線1が巻き付けられて固定子コイル19が形成されている。各スロット17において隣接する固定子コイル19の間には、テープ20が配置されている。テープ20は、隣接する固定子コイル19の間を電気的に絶縁する役割を果たす。テープ20の材料には、例えば、ポリイミドフィルム、ポリエステルフィルムが使用される。なお、固定子9は、図示の例に限定されることなく、公知の固定子の中から適宜選択して用いればよい。
The stator 9 includes a stator core 14 and a coil wire 1. FIG. 2 is a cross-sectional view of the servomotor 8 according to the first embodiment cut in a direction orthogonal to the central axis C, and is a partially enlarged cross-sectional view showing the stator 9. The stator core 14 has a cylindrical core back 15 made of a magnetic material, and a plurality of teeth 16 protruding inward in the radial direction from the inner peripheral surface of the core back 15. Slots 17 are formed between adjacent teeth 16. An insulator 18 is inserted in the slot 17. The insulator 18 covers the surface of the core back 15 facing the slot 17 and the surface of the teeth 16 facing the slot 17. A coil wire 1 is wound around each of the plurality of teeth 16 via an insulator 18, and a stator coil 19 is formed. A tape 20 is arranged between the stator coils 19 adjacent to each other in each slot 17. The tape 20 serves to electrically insulate between the adjacent stator coils 19. For example, a polyimide film or a polyester film is used as the material of the tape 20. The stator 9 is not limited to the illustrated example, and may be appropriately selected and used from known stators.
図3は、実施の形態1におけるコイル線1を模式的に示す断面図である。コイル線1は、エナメル線2と、エナメル線2を覆う絶縁層3とを備える。エナメル線2は、導電性の芯線21がエナメル層22で覆われた絶縁導線である。芯線21は、例えば、銅線である。なお、エナメル線2は、図示の例に限定されることなく、公知のエナメル線の中から適宜選択して用いればよい。
FIG. 3 is a cross-sectional view schematically showing the coil wire 1 in the first embodiment. The coil wire 1 includes an enamel wire 2 and an insulating layer 3 that covers the enamel wire 2. The enamel wire 2 is an insulating conducting wire in which the conductive core wire 21 is covered with the enamel layer 22. The core wire 21 is, for example, a copper wire. The enamel wire 2 is not limited to the illustrated example, and may be appropriately selected from known enamel wires and used.
絶縁層3は、熱硬化性樹脂組成物で形成されている。絶縁層3は、熱硬化性樹脂4と、有機マイクロフィラー5と、無機ナノフィラー6とを含有する。有機マイクロフィラー5および無機ナノフィラー6は、熱硬化性樹脂4のマトリックス中に分散している。以下、絶縁層3に用いられる熱硬化性樹脂組成物の成分について詳しく説明する。
The insulating layer 3 is formed of a thermosetting resin composition. The insulating layer 3 contains a thermosetting resin 4, an organic microfiller 5, and an inorganic nanofiller 6. The organic microfiller 5 and the inorganic nanofiller 6 are dispersed in the matrix of the thermosetting resin 4. Hereinafter, the components of the thermosetting resin composition used for the insulating layer 3 will be described in detail.
熱硬化性樹脂4には、耐熱性、接着性、電気絶縁性、機械的強度を向上させる観点から、エポキシ樹脂、フェノール樹脂、シリコン樹脂、イミド樹脂が使用されることが好ましく、エポキシ樹脂が使用されることがより好ましい。エポキシ樹脂としては、例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、ビフェノール型エポキシ樹脂、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビスフェノールA型ノボラック型エポキシ樹脂、ビスフェノールF型ノボラック型エポキシ樹脂、脂環式エポキシ樹脂、脂肪族鎖状エポキシ樹脂、グリシジルエステル型エポキシ樹脂、グリシジルアミン型エポキシ樹脂、ヒダントイン型エポキシ樹脂、イソシアヌレート型エポキシ樹脂、サリチルアルデヒドノボラック型エポキシ樹脂、二官能フェノール類のジグリシジルエーテル化物、二官能フェノール類のハロゲン化物、二官能フェノール類の水素添加物、二官能アルコール類のジグリシジルエーテル化物、二官能アルコール類のハロゲン化物、二官能アルコール類の水素添加物が挙げられる。これらのエポキシ樹脂は、それぞれ単独で使用されてもよいし、2種以上が併用されてもよい。一方、材料コスト、粘度、耐熱性のバランスを向上させる観点から、熱硬化性樹脂4には、エピクロロヒドリンとビスフェノールA化合物との反応生成物が使用されることが好ましい。
Epoxy resin, phenol resin, silicon resin, and imide resin are preferably used as the thermosetting resin 4 from the viewpoint of improving heat resistance, adhesiveness, electrical insulation, and mechanical strength, and epoxy resin is used. It is more preferable to be done. Examples of the epoxy resin include bisphenol A type epoxy resin, bisphenol F type epoxy resin, bisphenol S type epoxy resin, biphenol type epoxy resin, phenol novolac type epoxy resin, cresol novolac type epoxy resin, and bisphenol A type novolak type epoxy resin. Bisphenol F type novolak type epoxy resin, alicyclic epoxy resin, aliphatic chain epoxy resin, glycidyl ester type epoxy resin, glycidylamine type epoxy resin, hidden in type epoxy resin, isocyanurate type epoxy resin, salicylaldehyde novolak type epoxy resin , Diglycidyl etherified products of bifunctional phenols, halides of bifunctional phenols, hydrogenated additives of bifunctional phenols, diglycidyl etherified products of bifunctional alcohols, halides of bifunctional alcohols, bifunctional alcohols Epoxy additives can be mentioned. These epoxy resins may be used alone or in combination of two or more. On the other hand, from the viewpoint of improving the balance between material cost, viscosity and heat resistance, it is preferable to use a reaction product of epichlorohydrin and a bisphenol A compound as the thermosetting resin 4.
有機マイクロフィラー5は、無機ナノフィラー6よりも高い靭性を有するため、サーボモータ8の運転により振動が発生する環境下においても、絶縁層3におけるクラックの発生を抑制して、絶縁層3の絶縁寿命を向上させる効果を発揮する。また、有機マイクロフィラー5は、その比重が熱硬化性樹脂4の比重と概ね同じであるため、後記する含浸処理時に熱硬化性樹脂4中に沈殿し難く、熱硬化性樹脂4中に均一に分散するという効果を発揮する。また、有機マイクロフィラー5は、無機ナノフィラー6と併用されることにより、含浸処理時の熱硬化性樹脂組成物のチクソ性を改善して、含浸処理を行う際の作業性を大幅に向上させる効果を発揮する。
Since the organic microfiller 5 has higher toughness than the inorganic nanofiller 6, it suppresses the generation of cracks in the insulating layer 3 even in an environment where vibration is generated by the operation of the servomotor 8 to insulate the insulating layer 3. It has the effect of improving the service life. Further, since the specific gravity of the organic microfiller 5 is substantially the same as that of the thermosetting resin 4, it is difficult for the organic microfiller 5 to settle in the thermosetting resin 4 during the impregnation treatment described later, and the organic microfiller 5 is uniformly contained in the thermosetting resin 4. It has the effect of being dispersed. Further, when the organic microfiller 5 is used in combination with the inorganic nanofiller 6, the thixophilicity of the thermosetting resin composition during the impregnation treatment is improved, and the workability during the impregnation treatment is significantly improved. It is effective.
有機マイクロフィラー5には、例えば、熱硬化性樹脂ポリイミド樹脂、ポリイミドアミド樹脂、ポリエステルイミド樹脂が使用される。有機マイクロフィラー5には、誘電率が低く、絶縁破壊電界強度の高い絶縁性樹脂が使用されることが好ましく、熱硬化性樹脂4よりも誘電率が低く、熱硬化性樹脂4よりも絶縁破壊電界強度の高い樹脂が使用されることがより好ましい。例えば、有機マイクロフィラー5にポリイミド系樹脂を使用する場合には、ポリイミド基濃度の低いポリイミド樹脂が使用されることが好ましい。ポリイミド基濃度が低いポリイミド樹脂は、誘電率が低いため、絶縁層3の部分放電開始電圧(Partial Discharge Inception Voltage:PDIV)が高くなることを期待でき、絶縁層3の絶縁寿命を長くする効果を発揮する。
For the organic microfiller 5, for example, a thermosetting resin polyimide resin, a polyimide amide resin, and a polyester imide resin are used. For the organic microfiller 5, it is preferable to use an insulating resin having a low dielectric constant and a high dielectric breakdown electric field strength, which has a lower dielectric constant than the thermosetting resin 4 and dielectric breakdown than the thermosetting resin 4. It is more preferable that a resin having a high electric field strength is used. For example, when a polyimide resin is used for the organic microfiller 5, it is preferable to use a polyimide resin having a low polyimide group concentration. Since the polyimide resin having a low polyimide group concentration has a low dielectric constant, it can be expected that the partial discharge start voltage (Partial Discharge Inception Voltage: PDIV) of the insulating layer 3 will be high, which has the effect of prolonging the insulating life of the insulating layer 3. Demonstrate.
また、有機マイクロフィラー5には、融点が高いとともに誘電率が低く、かつ、絶縁破壊電界強度の高い熱可塑性樹脂が使用されてもよい。融点が高いとは、例えば、融点が200℃以上であることを意味する。このような熱可塑性樹脂としては、例えば、エンジニアリングプラスチック、スーパーエンジニアプラスチックが挙げられる。エンジニアリングプラスチックとしては、例えば、融点が243℃のポリブチレンナフタレート、融点が224℃のポリブチレンテレフタレート、融点が269℃のポリエチレンナフタレート、融点が258℃のポリエチレンテレフタレートが挙げられる。スーパーエンジニアプラスチックとしては、例えば、融点が285℃のポリフェニレンサルファイド、融点が338℃の熱可塑性ポリイミド、融点が334℃のポリエーテルエーテルケトン、融点が373℃のポリエーテルケトンが挙げられる。
Further, as the organic microfiller 5, a thermoplastic resin having a high melting point, a low dielectric constant, and a high dielectric breakdown electric field strength may be used. A high melting point means, for example, that the melting point is 200 ° C. or higher. Examples of such thermoplastic resins include engineering plastics and super engineer plastics. Examples of engineering plastics include polybutylene naphthalate having a melting point of 243 ° C., polybutylene terephthalate having a melting point of 224 ° C., polyethylene naphthalate having a melting point of 269 ° C., and polyethylene terephthalate having a melting point of 258 ° C. Examples of the super engineer plastic include polyphenylene sulfide having a melting point of 285 ° C., a thermoplastic polyimide having a melting point of 338 ° C., a polyetheretherketone having a melting point of 334 ° C., and a polyetherketone having a melting point of 373 ° C.
また、有機マイクロフィラー5には、棒状、繊維状、または、鱗片状の樹脂が使用されることが好ましい。このような形状の有機マイクロフィラー5を一定方向に配向すると、球状の有機マイクロフィラー5を一定方向に配向する場合と比較して、絶縁層3の絶縁破壊時の破壊経路を大幅に伸ばすことができ、絶縁層3の絶縁破壊電圧を高めることが期待できる。また、有機マイクロフィラー5には、結晶性の樹脂が使用されることが好ましい。結晶性の樹脂を使用すると、絶縁層3の絶縁破壊電界強度を高めることができる。
Further, it is preferable that a rod-shaped, fibrous, or scaly resin is used for the organic microfiller 5. When the organic microfiller 5 having such a shape is oriented in a certain direction, the failure path at the time of dielectric breakdown of the insulating layer 3 can be significantly extended as compared with the case where the spherical organic microfiller 5 is oriented in a certain direction. It can be expected to increase the dielectric breakdown voltage of the insulating layer 3. Further, it is preferable that a crystalline resin is used for the organic microfiller 5. When a crystalline resin is used, the dielectric breakdown electric field strength of the insulating layer 3 can be increased.
熱硬化性樹脂組成物全体における有機マイクロフィラー5の体積含有率は、1体積%以上で30体積%以下であることが好ましく、5体積%以上で20体積%以下であることがより好ましい。なお、有機マイクロフィラー5の体積含有率は、有機マイクロフィラー5の体積を、熱硬化性樹脂組成物の体積で除した値を百分率で示した値である。有機マイクロフィラー5の体積は、有機マイクロフィラー5の粉末の質量を、有機マイクロフィラー5の真密度で除することにより求められる。有機マイクロフィラー5の体積含有率が1体積%以上であると、熱硬化性樹脂組成物の絶縁性能を大幅に向上させることができる。一方、有機マイクロフィラー5の体積含有率が30体積%以下であると、熱硬化性樹脂組成物の粘度が低くなり、熱硬化性樹脂組成物を固定子コイル19に含浸させやすくなる。
The volume content of the organic microfiller 5 in the entire thermosetting resin composition is preferably 1% by volume or more and 30% by volume or less, and more preferably 5% by volume or more and 20% by volume or less. The volume content of the organic microfiller 5 is a value obtained by dividing the volume of the organic microfiller 5 by the volume of the thermosetting resin composition as a percentage. The volume of the organic microfiller 5 is determined by dividing the mass of the powder of the organic microfiller 5 by the true density of the organic microfiller 5. When the volume content of the organic microfiller 5 is 1% by volume or more, the insulating performance of the thermosetting resin composition can be significantly improved. On the other hand, when the volume content of the organic microfiller 5 is 30% by volume or less, the viscosity of the thermosetting resin composition becomes low, and the thermosetting resin composition is easily impregnated into the stator coil 19.
無機ナノフィラー6には、例えば、酸化物、窒化物の何れかよりなる粒子、またはその2種以上の混合物が使用される。酸化物としては、例えば、シリカ、アルミナ、酸化チタン、三酸化ビスマス、二酸化セリウム、一酸化コバルト、酸化銅、三酸化鉄、酸化ホルミウム、酸化インジウム、酸化マンガン、酸化錫、酸化イットリウム、酸化亜鉛が挙げられる。これらの酸化物は、それぞれ単独で使用されてもよいし、2種以上が併用されてもよい。窒化物には、Ti,Ta,Nb,Mo,Co,Fe,Cr,V,Mn,Al,Siなどの窒化物が使用される。これらの窒化物は、それぞれ単独で使用されてもよいし、2種以上が併用されてもよい。
For the inorganic nanofiller 6, for example, particles composed of either an oxide or a nitride, or a mixture of two or more thereof is used. Examples of the oxide include silica, alumina, titanium oxide, bismuth trioxide, cerium dioxide, cobalt monoxide, copper oxide, iron trioxide, formium oxide, indium oxide, manganese oxide, tin oxide, yttrium oxide, and zinc oxide. Can be mentioned. Each of these oxides may be used alone, or two or more of them may be used in combination. As the nitride, nitrides such as Ti, Ta, Nb, Mo, Co, Fe, Cr, V, Mn, Al, and Si are used. These nitrides may be used alone or in combination of two or more.
熱硬化性樹脂組成物全体における無機ナノフィラー6の体積含有率は、1体積%以上で20体積%以下であることが好ましく、3体積%以上で10体積%以下であることがより好ましい。なお、無機ナノフィラー6の体積含有率は、無機ナノフィラー6の体積を、熱硬化性樹脂組成物の体積で除した値を百分率で示した値である。無機ナノフィラー6の体積は、粉末状の無機ナノフィラー6の質量を、無機ナノフィラー6の真密度で除することにより求められる。無機ナノフィラー6の体積含有率が1体積%以上であると、熱硬化性樹脂組成物の絶縁性能を大幅に向上させることができる。ここで、絶縁性能とは、例えば、絶縁寿命、耐部分放電性である。一方、無機ナノフィラー6の体積含有率が20体積%以下であると、熱硬化性樹脂組成物全体における無機ナノフィラー6の分散性が最も良好になる。
The volume content of the inorganic nanofiller 6 in the entire thermosetting resin composition is preferably 1% by volume or more and 20% by volume or less, and more preferably 3% by volume or more and 10% by volume or less. The volume content of the inorganic nanofiller 6 is a value obtained by dividing the volume of the inorganic nanofiller 6 by the volume of the thermosetting resin composition as a percentage. The volume of the inorganic nanofiller 6 is determined by dividing the mass of the powdered inorganic nanofiller 6 by the true density of the inorganic nanofiller 6. When the volume content of the inorganic nanofiller 6 is 1% by volume or more, the insulating performance of the thermosetting resin composition can be significantly improved. Here, the insulation performance is, for example, insulation life and partial discharge resistance. On the other hand, when the volume content of the inorganic nanofiller 6 is 20% by volume or less, the dispersibility of the inorganic nanofiller 6 in the entire thermosetting resin composition becomes the best.
無機ナノフィラー6の1次粒径は、1nmから500nmまでの範囲とすることが好ましい。無機ナノフィラー6の1次粒径が1nmから500nmまでの範囲から逸脱すると、熱硬化性樹脂組成物の絶縁性能が損なわれるおそれがあるとともに、含浸処理を行う際の作業性が落ちるおそれがある。
The primary particle size of the inorganic nanofiller 6 is preferably in the range of 1 nm to 500 nm. If the primary particle size of the inorganic nanofiller 6 deviates from the range of 1 nm to 500 nm, the insulating performance of the thermosetting resin composition may be impaired and the workability during the impregnation treatment may be deteriorated. ..
無機ナノフィラー6の表面は、表面処理剤を用いて改質されてもよい。ここでは、無機ナノフィラー6がシリカ粒子である場合を例にして説明する。シリカ粒子の表面は、通常、シラノール基で覆われるため、親水性となる。そこで、表面処理剤を用いてシリカ粒子の表面に疎水化処理を施してもよい。疎水化処理とは、シリカ表面のシラノール基を表面処理剤と反応させ、メチル基、ジメチル基、トリメチル基、オクチル基、アミノ基などの官能基で修飾させることを意味する。また、マトリックスの熱硬化性樹脂4とシリカ粒子との密着性を高めるように、表面処理剤を用いてシリカ粒子の表面を改質してもよい。
The surface of the inorganic nanofiller 6 may be modified with a surface treatment agent. Here, the case where the inorganic nanofiller 6 is silica particles will be described as an example. The surface of the silica particles is usually covered with silanol groups, which makes them hydrophilic. Therefore, the surface of the silica particles may be hydrophobized using a surface treatment agent. The hydrophobization treatment means that the silanol group on the silica surface is reacted with a surface treatment agent and modified with a functional group such as a methyl group, a dimethyl group, a trimethyl group, an octyl group and an amino group. Further, the surface of the silica particles may be modified by using a surface treatment agent so as to improve the adhesion between the thermosetting resin 4 of the matrix and the silica particles.
表面処理剤としては、例えば、γ-グリシドオキシ-プロピルトリメトキシシラン、γ-アミノプロピル-トリメトキシシラン、ビニルトリエトキシシラン、3-メタクリルオキシプロピルトリメトキシシラン、3-グリシジルオキシプロピル-トリメトキシシランなどのシランカップリング剤、チタネート系カップリング剤、アルミニウム系カップリング剤などのカップリング剤、ラウリン酸アルミニウム、ステアリン酸アルミニウム、ステアリン酸鉄アルミナ、水酸化アルミニウム、アルミナ、ジルコニア、シリコンが挙げられる。これらの表面処理剤は、それぞれ単独で使用されてもよいし、2種以上が併用されてもよい。
Examples of the surface treatment agent include γ-glycidoxy-propyltrimethoxysilane, γ-aminopropyl-trimethoxysilane, vinyltriethoxysilane, 3-methacryloxypropyltrimethoxysilane, 3-glycidyloxypropyl-trimethoxysilane, and the like. Examples thereof include silane coupling agents, titanate-based coupling agents, coupling agents such as aluminum-based coupling agents, aluminum laurate, aluminum stearate, iron alumina stearate, aluminum hydroxide, alumina, zirconia, and silicon. These surface treatment agents may be used alone or in combination of two or more.
図示は省略するが、熱硬化性樹脂組成物には、熱硬化性樹脂4を硬化させるために、硬化剤が添加される。樹脂の硬化剤には、例えば、酸無水物、アミン系化合物、イミダゾール系化合物が使用される。なお、硬化剤の代わりに、熱硬化性樹脂4を硬化させる触媒が添加されてもよい。
Although not shown, a curing agent is added to the thermosetting resin composition in order to cure the thermosetting resin 4. As the curing agent for the resin, for example, an acid anhydride, an amine-based compound, and an imidazole-based compound are used. In addition, instead of the curing agent, a catalyst for curing the thermosetting resin 4 may be added.
酸無水物としては、例えば、ヘキサヒドロ無水フタル酸、テトラヒドロ無水フタル酸、メチルヘキサヒドロ無水フタル酸、メチルテトラヒドロ無水フタル酸、無水メチルナジック酸が挙げられる。これらの酸無水物は、それぞれ単独で使用されてもよいし、2種以上が併用されてもよい。酸無水物の配合量は、特に限定されず、使用する酸無水物の種類、熱硬化性樹脂4の種類などに応じて適宜調整すればよい。例えば、熱硬化性樹脂4にビスフェノール型エポキシ樹脂を使用する場合には、酸無水物の配合量は、ビスフェノール型エポキシ樹脂100質量部に対して、10質量部から150質量部であることが好ましく、30質量部から120質量部であることがより好ましく、50質量部から100質量部であることがさらに好ましい。このような酸無水物の配合量であれば、熱硬化性樹脂組成物を適切に硬化させることができる。ビスフェノール型エポキシ樹脂とビスフェノール型の硬化剤とを使用する場合には、エポキシ樹脂のエポキシ基に対する酸無水物の酸無水物基の当量比は、特に限定されないが、0.7から1.3であることが好ましく、0.8から1.2であることがより好ましく、0.9から1.1であることがさらに好ましい。前記当量比が0.7未満であると、絶縁層3を形成する際の作業性が低下する傾向がある。一方、前記当量比が1.3を超えると、絶縁層3の耐熱性などが低下する傾向がある。
Examples of the acid anhydride include hexahydrophthalic anhydride, tetrahydrophthalic anhydride, methylhexahydrophthalic anhydride, methyltetrahydrophthalic anhydride, and methylnadic anhydride. These acid anhydrides may be used alone or in combination of two or more. The blending amount of the acid anhydride is not particularly limited, and may be appropriately adjusted according to the type of the acid anhydride used, the type of the thermosetting resin 4, and the like. For example, when a bisphenol type epoxy resin is used for the thermosetting resin 4, the amount of the acid anhydride is preferably 10 parts by mass to 150 parts by mass with respect to 100 parts by mass of the bisphenol type epoxy resin. , 30 parts by mass to 120 parts by mass, more preferably 50 parts by mass to 100 parts by mass. With such an amount of acid anhydride, the thermosetting resin composition can be appropriately cured. When a bisphenol type epoxy resin and a bisphenol type curing agent are used, the equivalent ratio of the acid anhydride group of the acid anhydride to the epoxy group of the epoxy resin is not particularly limited, but is 0.7 to 1.3. It is preferably 0.8 to 1.2, more preferably 0.9 to 1.1. If the equivalent ratio is less than 0.7, the workability when forming the insulating layer 3 tends to decrease. On the other hand, when the equivalent ratio exceeds 1.3, the heat resistance of the insulating layer 3 tends to decrease.
アミン系化合物としては、例えば、エチレンジアミン、1,3-ジアミノプロパン、1,4-ジアミノブタン、ヘキサメチレンジアミン、ジプロプレンジアミン、ポリエーテルジアミン、2,5-ジメチルヘキサメチレンジアミン、トリメチルヘキサメチレンジアミン、ジエチレントリアミン、イミノビスプロピルアミン、ビス(ヘキサメチル)トリアミン、トリエチレンテトラミン、テトラエチレンペンタミン、ペンタエチレンヘキサミン、アミノエチルエタノールアミン、トリ(メチルアミノ)へキサン、ジメチルアミノプロピルアミン、ジエチルアミノプロピルアミン、メチルイミノビスプロピルアミン、メンセンジアミン、イソホロンジアミン、ビス(4-アミノ-3-メチルジシクロヘキシル)メタン、ジアミノジシクロヘキシルメタン、ビス(アミノメチル)シクロへキサン、N-アミノエチルピペラジン、3,9-ビス(3-アミノプロピル)2,4,8,10-テトラオキサスピロ(5,5)ウンデカン、m-キシレンジアミン、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルフォン、ジアミノジエチルジフェニルメタン、ジシアンジアミド、有機酸ジヒドラジドが挙げられる。
Examples of amine-based compounds include ethylenediamine, 1,3-diaminopropane, 1,4-diaminobutane, hexamethylenediamine, diproprenedamine, polyetherdiamine, 2,5-dimethylhexamethylenediamine, and trimethylhexamethylenediamine. Diethylenetriamine, iminobispropylamine, bis (hexamethyl) triamine, triethylenetetramine, tetraethylenepentamine, pentaethylenehexamine, aminoethylethanolamine, tri (methylamino) hexane, dimethylaminopropylamine, diethylaminopropylamine, methylimino Bispropylamine, mensendiamine, isophoronediamine, bis (4-amino-3-methyldicyclohexyl) methane, diaminodicyclohexylmethane, bis (aminomethyl) cyclohexane, N-aminoethylpiperazine, 3,9-bis (3) -Aminopropyl) 2,4,8,10-Tetraoxaspiro (5,5) Undecane, m-xylenediamine, metaphenylenediamine, diaminodiphenylmethane, diaminodiphenylsulphon, diaminodiethyldiphenylmethane, dicyandiamide, organic acid dihydrazide. ..
イミダゾール系化合物としては、例えば、2-メチルイミダゾール、2-ウンデシルイミダゾール、1,2-ジメチルイミダゾール、2-エチル-4-メチルイミダゾール、2-ヘプタデシルイミダゾール、2-フェニルイミダゾール、2-フェニル-4-メチルイミダゾール、1-ベンジル-2-メチルイミダゾール、1-ベンジル-2-フェニルイミダゾールが挙げられる。
Examples of the imidazole-based compound include 2-methylimidazole, 2-undecylimidazole, 1,2-dimethylimidazole, 2-ethyl-4-methylimidazole, 2-heptadecylimidazole, 2-phenylimidazole, and 2-phenyl-. Examples thereof include 4-methylimidazole, 1-benzyl-2-methylimidazole and 1-benzyl-2-phenylimidazole.
硬化剤には、反応性希釈剤が添加されてもよい。反応性希釈剤には、スチレンモノマー、またはそのフェニル基に炭化水素の官能基が付与したモノマー、あるいはメタクリルモノマー、アクリルモノマーが使用される。メタクリルモノマーとしては、エポキシ樹脂の硬化を損なわないものであれば特に限定されず、例えば、直鎖状メタクリレート、分岐状メタクリレート、環状メタクリレートが挙げられる。耐熱性の観点から、メタクリルモノマーには、直鎖状メタクリレートが使用されることが好ましい。直鎖状メタクリレートとしては、例えば、ラウリルメタクリレート、イソボルニルメタクリレート、テトラヒドロフルフリルメタクリレート、2-ヒドロキシエチルメタクリレート、ベンジルメタクリレート、シクロヘキシルメタクリレートが挙げられる。これらの直鎖状メタクリレートは、それぞれ単独で使用されてもよいし、2種以上が併用されてもよい。アクリルモノマーとしては、エポキシ樹脂の硬化を損なわないものであれば特に限定されず、直鎖状アクリレート、分岐状アクリレート、環状アクリレートが挙げられる。耐熱性の観点から、アクリルモノマーには、直鎖状アクリレートが使用されることが好ましい。直鎖状アクリレートとしては、例えば、2-エチルヘキシルアクリレート、シクロヘキシルアクリレート、ジエチレングリコールモノ2-エチルヘキシルエーテルアクリレート、ジエチレングリコールモノフェニルエーテルアクリレート、テトラエチレングリコールモノフェニルエーテルアクリレート、トリメチロールプロパントリアクリレート、ラウリルアクリレート、イソボルニルアクリレート、2-フェノキシエチルアクリレート、テトラヒドロフルフリルアクリレート、2-ヒドロキシプロピルアクリレート、ベンジルアクリレート、2-(2,4,6-トリブロモフェノキシ)エチルアクリレートが挙げられる。これらの直鎖状アクリレートは、それぞれ単独で使用されてもよいし、2種以上が併用されてもよい。反応性希釈剤の配合量は、特に限定されず、適宜調整すればよい。
A reactive diluent may be added to the curing agent. As the reactive diluent, a styrene monomer, a monomer having a hydrocarbon functional group added to the phenyl group thereof, a methacrylic monomer, or an acrylic monomer is used. The methacrylic monomer is not particularly limited as long as it does not impair the curing of the epoxy resin, and examples thereof include linear methacrylate, branched methacrylate, and cyclic methacrylate. From the viewpoint of heat resistance, it is preferable to use linear methacrylate as the methacrylic monomer. Examples of the linear methacrylate include lauryl methacrylate, isobornyl methacrylate, tetrahydrofurfuryl methacrylate, 2-hydroxyethyl methacrylate, benzyl methacrylate, and cyclohexyl methacrylate. These linear methacrylates may be used alone or in combination of two or more. The acrylic monomer is not particularly limited as long as it does not impair the curing of the epoxy resin, and examples thereof include linear acrylates, branched acrylates, and cyclic acrylates. From the viewpoint of heat resistance, it is preferable to use a linear acrylate as the acrylic monomer. Examples of the linear acrylate include 2-ethylhexyl acrylate, cyclohexyl acrylate, diethylene glycol mono2-ethylhexyl ether acrylate, diethylene glycol monophenyl ether acrylate, tetraethylene glycol monophenyl ether acrylate, trimethyl propantriacrylate, lauryl acrylate, and isobol. Nyl acrylate, 2-phenoxyethyl acrylate, tetrahydrofurfuryl acrylate, 2-hydroxypropyl acrylate, benzyl acrylate, 2- (2,4,6-tribromophenoxy) ethyl acrylate can be mentioned. These linear acrylates may be used alone or in combination of two or more. The blending amount of the reactive diluent is not particularly limited and may be appropriately adjusted.
本実施の形態の熱硬化性樹脂組成物には、前記した成分以外に、本実施の形態の効果を阻害しない範囲において、各種添加剤が添加されてもよい。このような添加剤としては、例えば、消泡剤、レベリング剤、溶剤、分散剤が挙げられる。
In addition to the above-mentioned components, various additives may be added to the thermosetting resin composition of the present embodiment as long as the effects of the present embodiment are not impaired. Examples of such additives include defoaming agents, leveling agents, solvents, and dispersants.
次に、本実施の形態にかかる固定子コイル19の製造方法について説明する。固定子コイル19の製造方法は、剪断分散工程と、混合工程と、塗布工程とを含んでいる。
Next, a method of manufacturing the stator coil 19 according to the present embodiment will be described. The method for manufacturing the stator coil 19 includes a shear dispersion step, a mixing step, and a coating step.
剪断分散工程は、図3に示される無機ナノフィラー6を熱硬化性樹脂4に添加して剪断し、熱硬化性樹脂4中に分散させる工程である。無機ナノフィラー6は、通常、熱硬化性樹脂4への添加前に二次粒子または三次粒子として凝集しているため、剪断分散工程を行うことにより、無機ナノフィラー6の二次粒子または三次粒子を破砕して熱硬化性樹脂4に分散させる必要がある。剪断分散条件を適宜設定することにより、無機ナノフィラー6の凝集状態および分散状態を調整することができる。剪断分散工程では、剪断力により熱硬化性樹脂4と無機ナノフィラー6とが混合される。剪断分散工程に使用される装置は、無機ナノフィラー6に剪断力を与えられる混合装置であれば特に限定されず、公知の装置の中から適宜選択すればよい。剪断分散工程に使用される装置としては、例えば、湿式高圧剪断分散装置が挙げられる。
The shear dispersion step is a step in which the inorganic nanofiller 6 shown in FIG. 3 is added to the thermosetting resin 4, sheared, and dispersed in the thermosetting resin 4. Since the inorganic nanofiller 6 is usually aggregated as secondary particles or tertiary particles before being added to the thermosetting resin 4, the secondary particles or tertiary particles of the inorganic nanofiller 6 are subjected to the shear dispersion step. Need to be crushed and dispersed in the thermosetting resin 4. By appropriately setting the shear dispersion conditions, the aggregated state and the dispersed state of the inorganic nanofiller 6 can be adjusted. In the shear dispersion step, the thermosetting resin 4 and the inorganic nanofiller 6 are mixed by the shearing force. The device used in the shear dispersion step is not particularly limited as long as it is a mixing device that can apply a shearing force to the inorganic nanofiller 6, and may be appropriately selected from known devices. Examples of the apparatus used in the shear dispersion step include a wet high pressure shear dispersion apparatus.
混合工程は、無機ナノフィラー6が分散された熱硬化性樹脂4に、有機マイクロフィラー5と硬化剤とを添加して混合する工程である。混合工程によって、有機マイクロフィラー5および硬化剤が熱硬化性樹脂4中に分散される。有機マイクロフィラー5および硬化剤を熱硬化性樹脂4に混合する方法は、特に限定されず、公知の方法の中から適宜選択すればよい。例えば、有機マイクロフィラー5および硬化剤を熱硬化性樹脂4に添加した後、攪拌機などの機械を用いて有機マイクロフィラー5と硬化剤と熱硬化性樹脂4とを混合すればよい。以上の剪断分散工程および混合工程により、熱硬化性樹脂組成物が得られる。
The mixing step is a step of adding the organic microfiller 5 and the curing agent to the thermosetting resin 4 in which the inorganic nanofiller 6 is dispersed and mixing them. By the mixing step, the organic microfiller 5 and the curing agent are dispersed in the thermosetting resin 4. The method of mixing the organic microfiller 5 and the curing agent with the thermosetting resin 4 is not particularly limited, and may be appropriately selected from known methods. For example, after adding the organic microfiller 5 and the curing agent to the thermosetting resin 4, the organic microfiller 5 may be mixed with the curing agent and the thermosetting resin 4 using a machine such as a stirrer. The thermosetting resin composition can be obtained by the above shear dispersion step and mixing step.
塗布工程は、熱硬化性樹脂組成物を固定子コイル19に塗布する工程である。熱硬化性樹脂組成物の塗布方法は、特に限定されず、公知の方法の中から適宜選択すればよい。熱硬化性樹脂組成物の塗布方法としては、例えば、熱硬化性樹脂組成物を入れた容器に固定子コイル19を浸漬する方法がある。含浸処理方法としては、例えば、真空含浸、真空加圧含浸、常圧含浸が挙げられる。含浸処理の条件は、特に限定されず、熱硬化性樹脂組成物、エナメル線2などの種類に応じて適宜設定すればよい。また、熱硬化性樹脂組成物の塗布方法としては、熱硬化性樹脂組成物を固定子コイル19に滴下する方法がある。塗布工程の後に熱硬化性樹脂組成物を加熱して硬化させることにより、絶縁層3を備えた固定子コイル19が得られる。絶縁層3の厚さは、特に限定されず、製造する固定子コイル19の大きさなどに応じて適宜設定すればよい。
The coating step is a step of applying the thermosetting resin composition to the stator coil 19. The method for applying the thermosetting resin composition is not particularly limited, and may be appropriately selected from known methods. As a method of applying the thermosetting resin composition, for example, there is a method of immersing the stator coil 19 in a container containing the thermosetting resin composition. Examples of the impregnation treatment method include vacuum impregnation, vacuum pressure impregnation, and normal pressure impregnation. The conditions of the impregnation treatment are not particularly limited, and may be appropriately set according to the type of the thermosetting resin composition, the enamel wire 2, and the like. Further, as a method of applying the thermosetting resin composition, there is a method of dropping the thermosetting resin composition onto the stator coil 19. By heating and curing the thermosetting resin composition after the coating step, the stator coil 19 provided with the insulating layer 3 is obtained. The thickness of the insulating layer 3 is not particularly limited, and may be appropriately set according to the size of the stator coil 19 to be manufactured and the like.
次に、本実施の形態にかかる熱硬化性樹脂組成物の効果について説明する。
Next, the effect of the thermosetting resin composition according to the present embodiment will be described.
本実施の形態では、図3に示すように、熱硬化性樹脂組成物は、熱硬化性樹脂4と、有機マイクロフィラー5と、無機ナノフィラー6とを含有する。有機マイクロフィラー5を含有する熱硬化性樹脂組成物が絶縁層3に用いられることにより、無機マイクロフィラーを含有する熱硬化性樹脂組成物が絶縁層に用いられる場合と比較して、絶縁層3の靱性を高めることができる。これにより、サーボモータ8の運転中に発生する振動による絶縁層3におけるクラックの発生を抑制することができるため、絶縁層3の絶縁寿命を長くすることができる。また、有機マイクロフィラー5と無機ナノフィラー6とを含有する熱硬化性樹脂組成物が固定子コイル19の絶縁層3に用いられることにより、絶縁層3の電気的な破壊現象である電気トリーの進展を抑制することができるため、絶縁層3の長期耐電圧特性を向上させることができる。
In the present embodiment, as shown in FIG. 3, the thermosetting resin composition contains a thermosetting resin 4, an organic microfiller 5, and an inorganic nanofiller 6. Since the thermosetting resin composition containing the organic microfiller 5 is used for the insulating layer 3, the insulating layer 3 is compared with the case where the thermosetting resin composition containing the inorganic microfiller is used for the insulating layer. Can increase toughness. As a result, it is possible to suppress the occurrence of cracks in the insulating layer 3 due to vibration generated during the operation of the servomotor 8, so that the insulating life of the insulating layer 3 can be extended. Further, when the thermosetting resin composition containing the organic microfiller 5 and the inorganic nanofiller 6 is used for the insulating layer 3 of the stator coil 19, the electric tree, which is an electrical destruction phenomenon of the insulating layer 3, is used. Since the progress can be suppressed, the long-term withstand voltage characteristics of the insulating layer 3 can be improved.
なお、本実施の形態では、サーボモータ8の固定子コイル19の絶縁層3に本開示の熱硬化性樹脂組成物を用いたが、サーボモータ8以外の電動機、発電機、圧縮機などの回転機の固定子コイルの絶縁層に本開示の熱硬化性樹脂組成物を用いてもよい。
In the present embodiment, the thermosetting resin composition of the present disclosure is used for the insulating layer 3 of the stator coil 19 of the servomotor 8, but the rotation of an electric motor, a generator, a compressor, etc. other than the servomotor 8 is performed. The thermosetting resin composition of the present disclosure may be used for the insulating layer of the stator coil of the machine.
実施の形態2.
図4は、実施の形態2における有機マイクロフィラー5を模式的に示す断面図である。実施の形態2では、有機マイクロフィラー5の表面が無機層7でコーティングされた点が、前記した実施の形態1と相違する。実施の形態2では、前記した実施の形態1と重複する部分については、同一符号を付して説明を省略する。Embodiment 2.
FIG. 4 is a cross-sectional view schematically showing theorganic microfiller 5 in the second embodiment. The second embodiment is different from the first embodiment in that the surface of the organic microfiller 5 is coated with the inorganic layer 7. In the second embodiment, the same reference numerals are given to the parts overlapping with the first embodiment, and the description thereof will be omitted.
図4は、実施の形態2における有機マイクロフィラー5を模式的に示す断面図である。実施の形態2では、有機マイクロフィラー5の表面が無機層7でコーティングされた点が、前記した実施の形態1と相違する。実施の形態2では、前記した実施の形態1と重複する部分については、同一符号を付して説明を省略する。
FIG. 4 is a cross-sectional view schematically showing the
有機マイクロフィラー5の表面は、無機材料により形成された無機層7でコーティングされている。無機層7は、有機マイクロフィラー5よりも薄い薄膜状の絶縁層であって、絶縁層3の耐電圧特性を向上させる効果を発揮する。無機層7には、例えば、シリカ、アルミナよりなる群より選択された物質が使用されてもよいし、酸化物、窒化物よりなる群より選択された物質が使用されてもよい。無機層7の厚さは、0.1μmから1.5μmまでの範囲であることが好ましく、0.5μmから1.0μmまでの範囲であることがより好ましい。無機層7の厚さが0.1μm未満であると、絶縁層3の耐電圧特性を向上させる効果が低くなるおそれがあるため、無機層7の厚さは0.1μm以上であることが好ましく、0.5μm以上であることがより好ましい。一方、無機層7の厚さが1.5μmを超えると、無機層7にクラックが発生する可能性が高まるため、無機層7の厚さは1.5μm以下であることが好ましく、1.0μm以下であることがより好ましい。
The surface of the organic microfiller 5 is coated with an inorganic layer 7 formed of an inorganic material. The inorganic layer 7 is a thin-film insulating layer thinner than the organic microfiller 5, and exhibits the effect of improving the withstand voltage characteristics of the insulating layer 3. For the inorganic layer 7, for example, a substance selected from the group consisting of silica and alumina may be used, or a substance selected from the group consisting of oxides and nitrides may be used. The thickness of the inorganic layer 7 is preferably in the range of 0.1 μm to 1.5 μm, and more preferably in the range of 0.5 μm to 1.0 μm. If the thickness of the inorganic layer 7 is less than 0.1 μm, the effect of improving the withstand voltage characteristics of the insulating layer 3 may be reduced. Therefore, the thickness of the inorganic layer 7 is preferably 0.1 μm or more. , 0.5 μm or more is more preferable. On the other hand, if the thickness of the inorganic layer 7 exceeds 1.5 μm, the possibility of cracks in the inorganic layer 7 increases. Therefore, the thickness of the inorganic layer 7 is preferably 1.5 μm or less, preferably 1.0 μm. The following is more preferable.
次に、有機マイクロフィラー5の表面を無機層7でコーティングするコーティング工程について説明する。コーティング工程は、前記した混合工程の前に行えばよい。有機マイクロフィラー5の表面を無機層7でコーティングする方法には、例えば、有機マイクロフィラー5を無機コーティング剤に浸漬する浸漬法、有機マイクロフィラー5に無機コーティング剤をスプレーで噴霧する方法がある。無機コーティング剤には、高温焼成タイプ、触媒を添加することによって硬化温度を抑えた低温タイプ、常温タイプがある。無機コーティング剤には、有機マイクロフィラー5の耐熱温度以下である低温タイプ、または、常温タイプが使用されることが好ましい。耐熱温度以下とは、例えば、250℃以下であることを意味する。
Next, the coating process of coating the surface of the organic microfiller 5 with the inorganic layer 7 will be described. The coating step may be performed before the above-mentioned mixing step. Examples of the method of coating the surface of the organic microfiller 5 with the inorganic layer 7 include a dipping method in which the organic microfiller 5 is immersed in the inorganic coating agent and a method of spraying the organic microfiller 5 with the inorganic coating agent. Inorganic coating agents include a high-temperature firing type, a low-temperature type in which the curing temperature is suppressed by adding a catalyst, and a normal temperature type. As the inorganic coating agent, it is preferable to use a low temperature type or a normal temperature type having a heat resistant temperature of the organic microfiller 5 or less. The term "heat resistant temperature or lower" means, for example, 250 ° C. or lower.
ここで、無機層7により絶縁層3の耐電圧特性を向上させる原理について説明する。一般論として、絶縁破壊電界強度に関しては、無機材料の方が有機材料よりも高い。そのため、熱硬化性樹脂に無機材料を添加することによって、絶縁層3の耐電圧特性を向上させることができる。一方、静的強度に関しては、無機材料の方が有機材料よりも高いが、動的強度および靱性に関しては、有機材料の方が無機材料よりも高い。つまり、無機材料は、硬い性質と脆い性質とを併せ持つ。このため、熱硬化性樹脂に無機材料を添加すると、絶縁層3の靭性が低下して絶縁層3が脆くなり、サーボモータ8の運転中に発生する振動により絶縁層3にクラックが生じやすくなる。そこで、本実施の形態では、無機材料の高い耐電圧特性を利用しつつ、無機材料の脆い性質を克服する方法として、無機材料で形成された薄膜状の無機層7で有機マイクロフィラー5の表面をコーティングする方法を取った。薄膜状の無機層7を用いると、無機層7に亀裂が発生しにくくなり、亀裂が伝搬する経路に無機層7がならないため、絶縁層3の機械的強度の低下を抑制することができる。以上のとおり、本実施の形態では、有機マイクロフィラー5の表面が薄膜状の無機層7でコーティングされることにより、絶縁層3の機械的強度を損なうことなく、絶縁層3の耐電圧特性および絶縁寿命を向上させることができる。
Here, the principle of improving the withstand voltage characteristics of the insulating layer 3 by the inorganic layer 7 will be described. In general, inorganic materials are higher than organic materials in terms of dielectric breakdown electric field strength. Therefore, by adding an inorganic material to the thermosetting resin, the withstand voltage characteristics of the insulating layer 3 can be improved. On the other hand, in terms of static strength, inorganic materials are higher than organic materials, but in terms of dynamic strength and toughness, organic materials are higher than inorganic materials. That is, the inorganic material has both a hard property and a brittle property. Therefore, when an inorganic material is added to the thermosetting resin, the toughness of the insulating layer 3 is lowered, the insulating layer 3 becomes brittle, and the insulating layer 3 is liable to crack due to the vibration generated during the operation of the servomotor 8. .. Therefore, in the present embodiment, as a method of overcoming the brittle property of the inorganic material while utilizing the high withstand voltage characteristics of the inorganic material, the surface of the organic microfiller 5 is formed by the thin film-like inorganic layer 7 formed of the inorganic material. I took the method of coating. When the thin-film inorganic layer 7 is used, cracks are less likely to occur in the inorganic layer 7, and the inorganic layer 7 does not form in the path through which the cracks propagate, so that a decrease in the mechanical strength of the insulating layer 3 can be suppressed. As described above, in the present embodiment, the surface of the organic microfiller 5 is coated with the thin-film inorganic layer 7, so that the withstand voltage characteristics of the insulating layer 3 and the withstand voltage characteristics of the insulating layer 3 are not impaired without impairing the mechanical strength of the insulating layer 3. The insulation life can be improved.
実施の形態3.
図5は、実施の形態3におけるコイル線1を模式的に示す断面図である。図6は、実施の形態3の絶縁層3全体における有機マイクロフィラー5の体積比率とエナメル線2の半径方向に沿った中心軸C1からの距離との関係を示すグラフである。実施の形態3では、絶縁層3全体における有機マイクロフィラー5および無機ナノフィラー6のうち少なくとも1つの体積比率を、エナメル線2の中心軸C1に近いほど高くする点が、前記した実施の形態1と相違する。実施の形態3では、前記した実施の形態1と重複する部分については、同一符号を付して説明を省略する。本実施の形態では、絶縁層3全体における有機マイクロフィラー5の体積比率のみがエナメル線2の中心軸C1に近いほど高く、絶縁層3全体における無機ナノフィラー6の体積比率がエナメル線2の半径方向に沿った中心軸C1からの距離に関係なく均一である場合を例にして説明する。Embodiment 3.
FIG. 5 is a cross-sectional view schematically showing thecoil wire 1 in the third embodiment. FIG. 6 is a graph showing the relationship between the volume ratio of the organic microfiller 5 in the entire insulating layer 3 of the third embodiment and the distance from the central axis C1 along the radial direction of the enamel wire 2. In the third embodiment, the volume ratio of at least one of the organic microfiller 5 and the inorganic nanofiller 6 in the entire insulating layer 3 is increased as the enamel wire 2 is closer to the central axis C1. Is different from. In the third embodiment, the same reference numerals are given to the parts overlapping with the first embodiment, and the description thereof will be omitted. In the present embodiment, only the volume ratio of the organic microfiller 5 in the entire insulating layer 3 is higher as it is closer to the central axis C1 of the enamel wire 2, and the volume ratio of the inorganic nanofiller 6 in the entire insulating layer 3 is the radius of the enamel wire 2. The case where the volume is uniform regardless of the distance from the central axis C1 along the direction will be described as an example.
図5は、実施の形態3におけるコイル線1を模式的に示す断面図である。図6は、実施の形態3の絶縁層3全体における有機マイクロフィラー5の体積比率とエナメル線2の半径方向に沿った中心軸C1からの距離との関係を示すグラフである。実施の形態3では、絶縁層3全体における有機マイクロフィラー5および無機ナノフィラー6のうち少なくとも1つの体積比率を、エナメル線2の中心軸C1に近いほど高くする点が、前記した実施の形態1と相違する。実施の形態3では、前記した実施の形態1と重複する部分については、同一符号を付して説明を省略する。本実施の形態では、絶縁層3全体における有機マイクロフィラー5の体積比率のみがエナメル線2の中心軸C1に近いほど高く、絶縁層3全体における無機ナノフィラー6の体積比率がエナメル線2の半径方向に沿った中心軸C1からの距離に関係なく均一である場合を例にして説明する。
FIG. 5 is a cross-sectional view schematically showing the
図5に示すように、エナメル線2は、中心軸C1を有する円柱形状に形成されている。図5では、図6のX軸に対応する線であって、中心軸C1を通過して半径方向に延びる二本の線を図示している。有機マイクロフィラー5には、前記した実施の形態1の有機マイクロフィラー5が使用されてもよいし、前記した実施の形態2の無機層7でコーティングされた有機マイクロフィラー5が使用されてもよい。図6の縦軸は、絶縁層3全体における有機マイクロフィラー5の体積比率を示している。図6の横軸は、エナメル線2の半径方向に沿った中心軸C1からの距離を示している。図6の横軸の0(零)は、エナメル線2の中心軸C1を示し、横軸に沿って0(零)から離れるほどコイル線1における半径方向外側に位置することを意味する。図5および図6に示されるAは、絶縁層3のうち最も半径方向内側に位置する部分、すなわち絶縁層3とエナメル線2との界面の位置を表している。また、図5および図6に示されるBは、絶縁層3のうち最も半径方向外側に位置する部分、すなわち絶縁層3の外周部の位置を表している。図6に示すように、絶縁層3全体における有機マイクロフィラー5の体積比率は、BからAに向かうほど高い。つまり、絶縁層3全体における有機マイクロフィラー5の体積比率は、エナメル線2の中心軸C1に近いほど高い。
As shown in FIG. 5, the enamel wire 2 is formed in a cylindrical shape having a central axis C1. FIG. 5 illustrates two lines corresponding to the X-axis of FIG. 6 that pass through the central axis C1 and extend in the radial direction. As the organic microfiller 5, the organic microfiller 5 of the above-described first embodiment may be used, or the organic microfiller 5 coated with the inorganic layer 7 of the above-mentioned embodiment 2 may be used. .. The vertical axis of FIG. 6 shows the volume ratio of the organic microfiller 5 in the entire insulating layer 3. The horizontal axis of FIG. 6 indicates the distance from the central axis C1 along the radial direction of the enamel wire 2. 0 (zero) on the horizontal axis of FIG. 6 indicates the central axis C1 of the enamel wire 2, and means that the farther away from 0 (zero) along the horizontal axis, the more it is located on the outer side in the radial direction of the coil wire 1. A shown in FIGS. 5 and 6 represents the position of the most radial innermost portion of the insulating layer 3, that is, the position of the interface between the insulating layer 3 and the enamel wire 2. Further, B shown in FIGS. 5 and 6 represents the position of the outermost portion of the insulating layer 3 in the radial direction, that is, the position of the outer peripheral portion of the insulating layer 3. As shown in FIG. 6, the volume ratio of the organic microfiller 5 in the entire insulating layer 3 increases from B to A. That is, the volume ratio of the organic microfiller 5 in the entire insulating layer 3 is higher as it is closer to the central axis C1 of the enamel wire 2.
次に、本実施の形態における絶縁層3の形成方法について説明する。一般的には、熱硬化性樹脂組成物を固定子コイル19に含浸した後、熱硬化性樹脂組成物を加熱して硬化させることにより絶縁層3を形成する。この点、本実施の形態では、エナメル線2の半径方向に沿った中心軸C1からの距離により、絶縁層3全体における有機マイクロフィラー5の体積比率を変える必要があるため、前記した含浸処理を複数回に分けて実施する。まず、有機マイクロフィラー5の含有率が高い熱硬化性樹脂組成物を固定子コイル19に含浸して、固定子コイル19の表面に絶縁層3を薄く形成する。絶縁層3を薄く形成する方法として、熱硬化性樹脂組成物に希釈剤を添加して、熱硬化性樹脂組成物の粘度を適度に調整する方法がある。また、絶縁層3を薄く形成する別の方法として、絶縁層3を乾燥させる前に、振動処理または離心処理を施すことにより、絶縁層3の厚さを薄くする方法がある。続いて、前回の含浸処理よりも有機マイクロフィラー5の含有率が低い熱硬化性樹脂組成物を固定子コイル19に含浸する。絶縁層3の厚さは、前記した方法で調整することができる。含浸処理は、複数回行えばよい。以上のとおり、複数回の含浸処理を行うとともに、含浸処理の回数を重ねるごとに熱硬化性樹脂組成物全体における有機マイクロフィラー5の含有率を低くすることにより、エナメル線2の中心軸C1に近いほど有機マイクロフィラー5の体積比率が高い絶縁層3を形成することができる。
Next, the method of forming the insulating layer 3 in the present embodiment will be described. Generally, the stator coil 19 is impregnated with the thermosetting resin composition, and then the thermosetting resin composition is heated and cured to form the insulating layer 3. In this respect, in the present embodiment, it is necessary to change the volume ratio of the organic microfiller 5 in the entire insulating layer 3 depending on the distance from the central axis C1 along the radial direction of the enamel wire 2. Therefore, the above-mentioned impregnation treatment is performed. It will be divided into multiple times. First, the stator coil 19 is impregnated with a thermosetting resin composition having a high content of the organic microfiller 5, and the insulating layer 3 is thinly formed on the surface of the stator coil 19. As a method of forming the insulating layer 3 thinly, there is a method of adding a diluent to the thermosetting resin composition to appropriately adjust the viscosity of the thermosetting resin composition. Further, as another method of forming the insulating layer 3 thinly, there is a method of reducing the thickness of the insulating layer 3 by subjecting the insulating layer 3 to a vibration treatment or a decentering treatment before drying. Subsequently, the stator coil 19 is impregnated with a thermosetting resin composition having a lower content of the organic microfiller 5 than the previous impregnation treatment. The thickness of the insulating layer 3 can be adjusted by the method described above. The impregnation treatment may be performed a plurality of times. As described above, by performing the impregnation treatment a plurality of times and reducing the content of the organic microfiller 5 in the entire thermosetting resin composition as the number of impregnation treatments is repeated, the central axis C1 of the enamel wire 2 is formed. The closer it is, the higher the volume ratio of the organic microfiller 5 can be formed in the insulating layer 3.
ここで、本実施の形態の絶縁層3の耐電圧特性を向上させる原理について説明する。熱硬化性樹脂4に有機マイクロフィラー5を添加することにより、絶縁層3の耐電圧特性を向上させることができる。有機マイクロフィラー5の添加量が多くなるほど、絶縁層3の耐電圧特性を向上させることができる。一方で、絶縁層3とエナメル線2との界面からの距離が近いほど、絶縁層3に加わる電界強度が強くなる。したがって、絶縁層3のうちエナメル線2との界面に近いほど有機マイクロフィラー5の体積比率を高くすることにより、絶縁層3の絶縁破壊を抑制することができる。一方で、絶縁層3のうち絶縁層3とエナメル線2との界面からの距離が遠いほど有機マイクロフィラー5の体積比率を低くしても、絶縁層3の絶縁破壊を抑制することができる。
Here, the principle of improving the withstand voltage characteristic of the insulating layer 3 of the present embodiment will be described. By adding the organic microfiller 5 to the thermosetting resin 4, the withstand voltage characteristics of the insulating layer 3 can be improved. As the amount of the organic microfiller 5 added increases, the withstand voltage characteristics of the insulating layer 3 can be improved. On the other hand, the shorter the distance from the interface between the insulating layer 3 and the enamel wire 2, the stronger the electric field strength applied to the insulating layer 3. Therefore, the dielectric breakdown of the insulating layer 3 can be suppressed by increasing the volume ratio of the organic microfiller 5 as it is closer to the interface with the enamel wire 2 in the insulating layer 3. On the other hand, even if the volume ratio of the organic microfiller 5 is lowered as the distance from the interface between the insulating layer 3 and the enamel wire 2 of the insulating layer 3 is longer, the dielectric breakdown of the insulating layer 3 can be suppressed.
一般的に、熱硬化性樹脂4の熱膨張率は、エナメル線2の熱膨張率よりも高い。また、有機マイクロフィラー5および無機ナノフィラー6の熱膨張率は、熱硬化性樹脂4の熱膨張率よりも低い。そのため、熱硬化性樹脂4に有機マイクロフィラー5および無機ナノフィラー6を添加することにより、熱硬化性樹脂組成物の熱膨張率がエナメル線2の熱膨張率に近付く。したがって、熱硬化性樹脂組成物を固定子コイル19に含浸する過程で、エナメル線2と熱硬化性樹脂組成物との間に、両者の熱膨張率の差によって発生する熱応力を緩和することができる。また、サーボモータ8の運転中には、通電時の熱膨張率の差によってエナメル線2と絶縁層3との間に発生する熱応力を緩和することができる。そして、これらの熱応力の緩和により、絶縁層3の熱ひずみを下げることになり、ひいては機械的欠陥の発生確率を下げることができる。その結果、絶縁層3の耐電圧特性および絶縁寿命を向上させることができる。
Generally, the coefficient of thermal expansion of the thermosetting resin 4 is higher than the coefficient of thermal expansion of the enamel wire 2. Further, the coefficient of thermal expansion of the organic microfiller 5 and the inorganic nanofiller 6 is lower than the coefficient of thermal expansion of the thermosetting resin 4. Therefore, by adding the organic microfiller 5 and the inorganic nanofiller 6 to the thermosetting resin 4, the coefficient of thermal expansion of the thermosetting resin composition approaches the coefficient of thermal expansion of the enamel wire 2. Therefore, in the process of impregnating the stator coil 19 with the thermosetting resin composition, the thermal stress generated due to the difference in the thermal expansion rate between the enamel wire 2 and the thermosetting resin composition is relaxed. Can be done. Further, during the operation of the servomotor 8, the thermal stress generated between the enamel wire 2 and the insulating layer 3 due to the difference in the thermal expansion rate when energized can be relaxed. Then, by relaxing these thermal stresses, the thermal strain of the insulating layer 3 can be reduced, and by extension, the probability of occurrence of mechanical defects can be reduced. As a result, the withstand voltage characteristics and the insulation life of the insulating layer 3 can be improved.
以上のとおり、本実施の形態では、絶縁層3全体における有機マイクロフィラー5の体積比率がエナメル線2の中心軸C1に近いほど高いことにより、絶縁層3の耐電圧特性および絶縁寿命を向上させることができる。
As described above, in the present embodiment, the volume ratio of the organic microfiller 5 in the entire insulating layer 3 is higher as it is closer to the central axis C1 of the enamel wire 2, thereby improving the withstand voltage characteristics and the insulating life of the insulating layer 3. be able to.
なお、絶縁層3全体における有機マイクロフィラー5の体積比率のみがエナメル線2の中心軸C1に近いほど高い構成にしたが、絶縁層3全体における有機マイクロフィラー5および無機ナノフィラー6のうち少なくとも1つの体積比率がエナメル線2の中心軸C1に近いほど高ければよい。すなわち、絶縁層3全体における無機ナノフィラー6の体積比率のみがエナメル線2の中心軸C1に近いほど高い構成でもよい。また、絶縁層3全体における有機マイクロフィラー5および無機ナノフィラー6の両方の体積比率がエナメル線2の中心軸C1に近いほど高い構成でもよい。これらの構成の固定子コイル19は、前記した含浸処理方法により得られる。また、これらの構成にしても、絶縁層3の耐電圧特性および絶縁寿命を向上させることができる。
Although the volume ratio of the organic microfiller 5 in the entire insulating layer 3 is higher as it is closer to the central axis C1 of the enamel wire 2, at least one of the organic microfiller 5 and the inorganic nanofiller 6 in the entire insulating layer 3 is configured. The closer the volume ratio is to the central axis C1 of the enamel wire 2, the higher it is. That is, the configuration may be such that only the volume ratio of the inorganic nanofiller 6 in the entire insulating layer 3 is closer to the central axis C1 of the enamel wire 2. Further, the volume ratio of both the organic microfiller 5 and the inorganic nanofiller 6 in the entire insulating layer 3 may be higher as it is closer to the central axis C1 of the enamel wire 2. The stator coil 19 having these configurations is obtained by the above-mentioned impregnation treatment method. Further, even with these configurations, the withstand voltage characteristics and the insulation life of the insulating layer 3 can be improved.
次に、実施例および比較例により、本開示の効果について更に説明する。
Next, the effects of the present disclosure will be further described with reference to Examples and Comparative Examples.
(実施例1)
熱硬化性樹脂としてビスフェノールA型エポキシ樹脂100質量部と、硬化剤としてメチル-1,2,3,6-テトラヒドロ無水フタル酸90質量部とを混合して撹拌した後、脱泡を行った。これにより得られた混合物に、無機ナノフィラーとして一次粒子の平均粒径が40nmであるナノシリカ粒子5体積%を添加し、自転公転式撹拌機を用いて2000rpmで2分間の条件で撹拌した。これにより得られた混合物を、湿式高圧剪断分散装置を用いて200MPa以下の条件で剪断分散処理を行った。これにより得られた混合物に、有機マイクロフィラーとして平均粒径が5μmで平均長さが50μmであるポリイミド微粒子10体積%を添加し、自転公転式撹拌機を用いて2000rpmで2分間の条件で撹拌した。これにより得られた混合物に、イミダゾール系硬化剤3質量部を添加して攪拌した後、真空脱気処理することにより熱硬化性樹脂組成物を得た。 (Example 1)
100 parts by mass of bisphenol A type epoxy resin as a thermosetting resin and 90 parts by mass of methyl-1,2,3,6-tetrahydrophthalic anhydride as a curing agent were mixed and stirred, and then defoamed. To the mixture thus obtained, 5% by volume of nanosilica particles having an average primary particle size of 40 nm were added as an inorganic nanofiller, and the mixture was stirred at 2000 rpm for 2 minutes using a rotating and revolving stirrer. The mixture thus obtained was subjected to shear dispersion treatment under the conditions of 200 MPa or less using a wet high-pressure shear dispersion device. To the mixture thus obtained, 10% by volume of polyimide fine particles having an average particle size of 5 μm and an average length of 50 μm were added as an organic microfiller, and the mixture was stirred at 2000 rpm for 2 minutes using a rotating revolution type stirrer. did. A thermosetting resin composition was obtained by adding 3 parts by mass of an imidazole-based curing agent to the mixture thus obtained, stirring the mixture, and then performing a vacuum degassing treatment.
熱硬化性樹脂としてビスフェノールA型エポキシ樹脂100質量部と、硬化剤としてメチル-1,2,3,6-テトラヒドロ無水フタル酸90質量部とを混合して撹拌した後、脱泡を行った。これにより得られた混合物に、無機ナノフィラーとして一次粒子の平均粒径が40nmであるナノシリカ粒子5体積%を添加し、自転公転式撹拌機を用いて2000rpmで2分間の条件で撹拌した。これにより得られた混合物を、湿式高圧剪断分散装置を用いて200MPa以下の条件で剪断分散処理を行った。これにより得られた混合物に、有機マイクロフィラーとして平均粒径が5μmで平均長さが50μmであるポリイミド微粒子10体積%を添加し、自転公転式撹拌機を用いて2000rpmで2分間の条件で撹拌した。これにより得られた混合物に、イミダゾール系硬化剤3質量部を添加して攪拌した後、真空脱気処理することにより熱硬化性樹脂組成物を得た。 (Example 1)
100 parts by mass of bisphenol A type epoxy resin as a thermosetting resin and 90 parts by mass of methyl-1,2,3,6-tetrahydrophthalic anhydride as a curing agent were mixed and stirred, and then defoamed. To the mixture thus obtained, 5% by volume of nanosilica particles having an average primary particle size of 40 nm were added as an inorganic nanofiller, and the mixture was stirred at 2000 rpm for 2 minutes using a rotating and revolving stirrer. The mixture thus obtained was subjected to shear dispersion treatment under the conditions of 200 MPa or less using a wet high-pressure shear dispersion device. To the mixture thus obtained, 10% by volume of polyimide fine particles having an average particle size of 5 μm and an average length of 50 μm were added as an organic microfiller, and the mixture was stirred at 2000 rpm for 2 minutes using a rotating revolution type stirrer. did. A thermosetting resin composition was obtained by adding 3 parts by mass of an imidazole-based curing agent to the mixture thus obtained, stirring the mixture, and then performing a vacuum degassing treatment.
次に、JIS C2103に準拠して、ポリアミドイミド皮膜をエナメル被覆としたエナメル線を用いて、ツイストペアケーブルを作製した。作製したツイストペアケーブルに前記した熱硬化性樹脂組成物を含浸した後、180℃で5時間加熱することによりツイストぺアの表面に絶縁層を形成した。絶縁層の厚さは、約600μmであった。実施例1では、絶縁層全体における有機マイクロフィラーの体積比率が絶縁層全域に亘って均一であった。
Next, a twisted pair cable was produced using an enamel wire having a polyamide-imide film as an enamel coating in accordance with JIS C2103. The prepared twisted pair cable was impregnated with the thermosetting resin composition described above, and then heated at 180 ° C. for 5 hours to form an insulating layer on the surface of the twisted pair. The thickness of the insulating layer was about 600 μm. In Example 1, the volume ratio of the organic microfiller in the entire insulating layer was uniform over the entire insulating layer.
(実施例2)
有機マイクロフィラーとして、実施例1のポリイミド微粒子の代わりに、シリカで表面がコーティングされたポリイミド微粒子を使用した以外は、実施例1と同様にして絶縁層が形成されたツイストペアケーブルを得た。シリカで形成された無機層の厚さは、約1μmであった。 (Example 2)
As the organic microfiller, a twisted pair cable having an insulating layer formed in the same manner as in Example 1 was obtained, except that the polyimide fine particles whose surface was coated with silica were used instead of the polyimide fine particles of Example 1. The thickness of the inorganic layer formed of silica was about 1 μm.
有機マイクロフィラーとして、実施例1のポリイミド微粒子の代わりに、シリカで表面がコーティングされたポリイミド微粒子を使用した以外は、実施例1と同様にして絶縁層が形成されたツイストペアケーブルを得た。シリカで形成された無機層の厚さは、約1μmであった。 (Example 2)
As the organic microfiller, a twisted pair cable having an insulating layer formed in the same manner as in Example 1 was obtained, except that the polyimide fine particles whose surface was coated with silica were used instead of the polyimide fine particles of Example 1. The thickness of the inorganic layer formed of silica was about 1 μm.
(実施例3)
有機マイクロフィラーとして、実施例2と同様の有機マイクロフィラーを使用した。また、絶縁層全体における有機マイクロフィラーの体積比率がエナメル線の中心軸に近いほど高くなるようにした。実施例3では、エナメル線の半径方向に沿ったエナメル線の中心軸からの距離により絶縁層全体における有機マイクロフィラーの体積比率を変える方法として、以下に示すステップ方式含浸処理法を使用した。ステップ方式含浸処理法は、第1ステップと、第2ステップと、第3ステップとを含んでいる。第1ステップでは、第1の体積比率の有機マイクロフィラーを含有した熱硬化性樹脂組成物をツイストペアケーブルに含浸して、ツイストペアケーブルの表面に第1の絶縁層を形成する。第2ステップでは、第1の体積比率よりも低い第2の体積比率の有機マイクロフィラーを含有した熱硬化性樹脂組成物をツイストペアケーブルに含浸して、ツイストペアケーブルの表面に第2の絶縁層を形成する。第3ステップでは、有機マイクロフィラーを含有していない熱硬化性樹脂組成物をツイストペアケーブルに含浸して、ツイストペアケーブルの表面に第3の絶縁層を形成する。これにより、第1の絶縁層、第2の絶縁層および第3の絶縁層が形成されたツイストペアケーブルを得た。第1の絶縁層全体における有機マイクロフィラーの体積比率は、20%であった。第2の絶縁層全体における有機マイクロフィラーの体積比率は、10%であった。第3の絶縁層全体における有機マイクロフィラーの体積比率は、0%であった。第1の絶縁層、第2の絶縁層および第3の絶縁層の厚さは、概ね均等で、それぞれ約200μmであった。なお、前記したステップ方式含浸処理法は一例であり、エナメル線の半径方向に沿ったエナメル線の中心軸からの距離により有機マイクロフィラーの体積比率を変える方法を限定する趣旨ではない。 (Example 3)
As the organic microfiller, the same organic microfiller as in Example 2 was used. In addition, the volume ratio of the organic microfiller in the entire insulating layer is increased as it is closer to the central axis of the enamel wire. In Example 3, the step method impregnation treatment method shown below was used as a method of changing the volume ratio of the organic microfiller in the entire insulating layer depending on the distance from the central axis of the enamel wire along the radial direction of the enamel wire. The step method impregnation treatment method includes a first step, a second step, and a third step. In the first step, the twisted pair cable is impregnated with a thermosetting resin composition containing an organic microfiller having a first volume ratio to form a first insulating layer on the surface of the twisted pair cable. In the second step, the twisted pair cable is impregnated with a thermosetting resin composition containing an organic microfiller having a second volume ratio lower than that of the first volume ratio, and a second insulating layer is formed on the surface of the twisted pair cable. Form. In the third step, the twisted pair cable is impregnated with a thermosetting resin composition containing no organic microfiller to form a third insulating layer on the surface of the twisted pair cable. As a result, a twisted pair cable having a first insulating layer, a second insulating layer, and a third insulating layer formed was obtained. The volume ratio of the organic microfiller in the entire first insulating layer was 20%. The volume ratio of the organic microfiller in the entire second insulating layer was 10%. The volume ratio of the organic microfiller in the entire third insulating layer was 0%. The thicknesses of the first insulating layer, the second insulating layer, and the third insulating layer were almost uniform, and each was about 200 μm. The above-mentioned step method impregnation treatment method is an example, and is not intended to limit the method of changing the volume ratio of the organic microfiller depending on the distance from the central axis of the enamel wire along the radial direction of the enamel wire.
有機マイクロフィラーとして、実施例2と同様の有機マイクロフィラーを使用した。また、絶縁層全体における有機マイクロフィラーの体積比率がエナメル線の中心軸に近いほど高くなるようにした。実施例3では、エナメル線の半径方向に沿ったエナメル線の中心軸からの距離により絶縁層全体における有機マイクロフィラーの体積比率を変える方法として、以下に示すステップ方式含浸処理法を使用した。ステップ方式含浸処理法は、第1ステップと、第2ステップと、第3ステップとを含んでいる。第1ステップでは、第1の体積比率の有機マイクロフィラーを含有した熱硬化性樹脂組成物をツイストペアケーブルに含浸して、ツイストペアケーブルの表面に第1の絶縁層を形成する。第2ステップでは、第1の体積比率よりも低い第2の体積比率の有機マイクロフィラーを含有した熱硬化性樹脂組成物をツイストペアケーブルに含浸して、ツイストペアケーブルの表面に第2の絶縁層を形成する。第3ステップでは、有機マイクロフィラーを含有していない熱硬化性樹脂組成物をツイストペアケーブルに含浸して、ツイストペアケーブルの表面に第3の絶縁層を形成する。これにより、第1の絶縁層、第2の絶縁層および第3の絶縁層が形成されたツイストペアケーブルを得た。第1の絶縁層全体における有機マイクロフィラーの体積比率は、20%であった。第2の絶縁層全体における有機マイクロフィラーの体積比率は、10%であった。第3の絶縁層全体における有機マイクロフィラーの体積比率は、0%であった。第1の絶縁層、第2の絶縁層および第3の絶縁層の厚さは、概ね均等で、それぞれ約200μmであった。なお、前記したステップ方式含浸処理法は一例であり、エナメル線の半径方向に沿ったエナメル線の中心軸からの距離により有機マイクロフィラーの体積比率を変える方法を限定する趣旨ではない。 (Example 3)
As the organic microfiller, the same organic microfiller as in Example 2 was used. In addition, the volume ratio of the organic microfiller in the entire insulating layer is increased as it is closer to the central axis of the enamel wire. In Example 3, the step method impregnation treatment method shown below was used as a method of changing the volume ratio of the organic microfiller in the entire insulating layer depending on the distance from the central axis of the enamel wire along the radial direction of the enamel wire. The step method impregnation treatment method includes a first step, a second step, and a third step. In the first step, the twisted pair cable is impregnated with a thermosetting resin composition containing an organic microfiller having a first volume ratio to form a first insulating layer on the surface of the twisted pair cable. In the second step, the twisted pair cable is impregnated with a thermosetting resin composition containing an organic microfiller having a second volume ratio lower than that of the first volume ratio, and a second insulating layer is formed on the surface of the twisted pair cable. Form. In the third step, the twisted pair cable is impregnated with a thermosetting resin composition containing no organic microfiller to form a third insulating layer on the surface of the twisted pair cable. As a result, a twisted pair cable having a first insulating layer, a second insulating layer, and a third insulating layer formed was obtained. The volume ratio of the organic microfiller in the entire first insulating layer was 20%. The volume ratio of the organic microfiller in the entire second insulating layer was 10%. The volume ratio of the organic microfiller in the entire third insulating layer was 0%. The thicknesses of the first insulating layer, the second insulating layer, and the third insulating layer were almost uniform, and each was about 200 μm. The above-mentioned step method impregnation treatment method is an example, and is not intended to limit the method of changing the volume ratio of the organic microfiller depending on the distance from the central axis of the enamel wire along the radial direction of the enamel wire.
(比較例1)
実施例1のポリイミド微粒子の代わりに、無機マイクロフィラーを使用した以外は、実施例1と同様にして絶縁層が形成されたツイストペアケーブルを得た。無機マイクロフィラーとして、平均粒径が約8μmの球状シリカ粒子を使用した。 (Comparative Example 1)
A twisted pair cable having an insulating layer formed in the same manner as in Example 1 was obtained in the same manner as in Example 1 except that an inorganic microfiller was used instead of the polyimide fine particles of Example 1. As the inorganic microfiller, spherical silica particles having an average particle size of about 8 μm were used.
実施例1のポリイミド微粒子の代わりに、無機マイクロフィラーを使用した以外は、実施例1と同様にして絶縁層が形成されたツイストペアケーブルを得た。無機マイクロフィラーとして、平均粒径が約8μmの球状シリカ粒子を使用した。 (Comparative Example 1)
A twisted pair cable having an insulating layer formed in the same manner as in Example 1 was obtained in the same manner as in Example 1 except that an inorganic microfiller was used instead of the polyimide fine particles of Example 1. As the inorganic microfiller, spherical silica particles having an average particle size of about 8 μm were used.
(試験方法)
実施例1から3および比較例1の絶縁層が形成されたツイストペアケーブルについて、以下に示した試験方法により破壊靱性、破壊電圧、絶縁寿命、部分放電開始電圧をそれぞれ測定した。 (Test method)
The fracture toughness, the breakdown voltage, the insulation life, and the partial discharge start voltage were measured for each of the twisted pair cables on which the insulating layers of Examples 1 to 3 and Comparative Example 1 were formed by the test methods shown below.
実施例1から3および比較例1の絶縁層が形成されたツイストペアケーブルについて、以下に示した試験方法により破壊靱性、破壊電圧、絶縁寿命、部分放電開始電圧をそれぞれ測定した。 (Test method)
The fracture toughness, the breakdown voltage, the insulation life, and the partial discharge start voltage were measured for each of the twisted pair cables on which the insulating layers of Examples 1 to 3 and Comparative Example 1 were formed by the test methods shown below.
[破壊靱性]
ASTM D5045-91に準拠して、コンパクトテンション試験片に初期亀裂を生成し、引張り荷重を加え、亀裂が進展して破断した時の荷重から破壊靭性値(KIC)を算出した。クロスヘッドの移動速度は1mm/分、測定温度は室温とした。 [Fracture toughness]
According to ASTM D5045-91 , an initial crack was generated in the compact tension test piece, a tensile load was applied, and the fracture toughness value (KIC) was calculated from the load when the crack developed and broke. The moving speed of the crosshead was 1 mm / min, and the measurement temperature was room temperature.
ASTM D5045-91に準拠して、コンパクトテンション試験片に初期亀裂を生成し、引張り荷重を加え、亀裂が進展して破断した時の荷重から破壊靭性値(KIC)を算出した。クロスヘッドの移動速度は1mm/分、測定温度は室温とした。 [Fracture toughness]
According to ASTM D5045-91 , an initial crack was generated in the compact tension test piece, a tensile load was applied, and the fracture toughness value (KIC) was calculated from the load when the crack developed and broke. The moving speed of the crosshead was 1 mm / min, and the measurement temperature was room temperature.
[破壊電圧]
ヤマヨ試験器社製の絶縁破壊電圧測定装置を用いて、ツイストペアケーブルの導体間に、昇圧速度500V/secで正弦波50Hzの交流電圧を印加して、連続的に昇圧させながら絶縁破壊する電圧の実効値を測定した。測定温度は室温とした。 [Break voltage]
Using an insulation breakdown voltage measuring device manufactured by Yamayo Tester Co., Ltd., an AC voltage of a sinusoidal wave of 50Hz is applied between the conductors of the twist pair cable at a boosting speed of 500V / sec, and the voltage is continuously boosted while breaking the insulation. The effective value was measured. The measurement temperature was room temperature.
ヤマヨ試験器社製の絶縁破壊電圧測定装置を用いて、ツイストペアケーブルの導体間に、昇圧速度500V/secで正弦波50Hzの交流電圧を印加して、連続的に昇圧させながら絶縁破壊する電圧の実効値を測定した。測定温度は室温とした。 [Break voltage]
Using an insulation breakdown voltage measuring device manufactured by Yamayo Tester Co., Ltd., an AC voltage of a sinusoidal wave of 50Hz is applied between the conductors of the twist pair cable at a boosting speed of 500V / sec, and the voltage is continuously boosted while breaking the insulation. The effective value was measured. The measurement temperature was room temperature.
[絶縁寿命]
ヤマヨ試験器社製の耐圧試験機を用いて、ツイストペアケーブルの導体間に2kV/50Hzの交流電圧を印加して、破壊する時間を測定した。測定温度は室温とした。 [Insulation life]
Using a withstand voltage tester manufactured by Yamayo Tester Co., Ltd., an AC voltage of 2 kV / 50 Hz was applied between the conductors of the twisted pair cable, and the time for destruction was measured. The measurement temperature was room temperature.
ヤマヨ試験器社製の耐圧試験機を用いて、ツイストペアケーブルの導体間に2kV/50Hzの交流電圧を印加して、破壊する時間を測定した。測定温度は室温とした。 [Insulation life]
Using a withstand voltage tester manufactured by Yamayo Tester Co., Ltd., an AC voltage of 2 kV / 50 Hz was applied between the conductors of the twisted pair cable, and the time for destruction was measured. The measurement temperature was room temperature.
[部分放電開始電圧]
三菱電線社製の部分放電試験機を用いて、ツイストペアケーブルの導体間に正弦波50Hzの交流電圧を印加して、連続的に昇圧させながら放電電荷量が10pCのときの電圧の実効値を測定した。測定温度は室温とした。 [Partial discharge start voltage]
Using a partial discharge tester manufactured by Mitsubishi Electric Wire Co., Ltd., an AC voltage of 50 Hz sine wave is applied between the conductors of the twist pair cable, and the effective value of the voltage when the discharge charge amount is 10 pC is measured while continuously boosting the voltage. did. The measurement temperature was room temperature.
三菱電線社製の部分放電試験機を用いて、ツイストペアケーブルの導体間に正弦波50Hzの交流電圧を印加して、連続的に昇圧させながら放電電荷量が10pCのときの電圧の実効値を測定した。測定温度は室温とした。 [Partial discharge start voltage]
Using a partial discharge tester manufactured by Mitsubishi Electric Wire Co., Ltd., an AC voltage of 50 Hz sine wave is applied between the conductors of the twist pair cable, and the effective value of the voltage when the discharge charge amount is 10 pC is measured while continuously boosting the voltage. did. The measurement temperature was room temperature.
実施例1から3および比較例1についての評価結果を表1に示した。なお、表1では、比較例1の各特性値を1として、実施例1から3の各特性値を比較例1との比率で示している。各物性値の数値が大きいほど特性が優れていることを意味している。
Table 1 shows the evaluation results for Examples 1 to 3 and Comparative Example 1. In Table 1, each characteristic value of Comparative Example 1 is set to 1, and each characteristic value of Examples 1 to 3 is shown in a ratio with that of Comparative Example 1. The larger the numerical value of each physical property value, the better the characteristics.

表1から明らかなように、有機マイクロフィラーを含有した熱硬化性樹脂組成物を用いてツイストペアケーブルの絶縁層を形成した実施例1から3は、無機マイクロフィラーを含有した熱硬化性樹脂組成物を用いてツイストペアケーブルの絶縁層を形成した比較例1と比較して、破壊靭性、破壊電圧、絶縁寿命および部分放電開始電圧の全ての評価項目で高い数値を示した。このことから、有機マイクロフィラーが、絶縁層の靭性の向上、絶縁層の耐電圧特性の向上および絶縁層の絶縁寿命の向上に有効であることが分かる。
As is clear from Table 1, Examples 1 to 3 in which the insulating layer of the twisted pair cable is formed by using the thermosetting resin composition containing the organic microfiller are the thermosetting resin compositions containing the inorganic microfiller. Compared with Comparative Example 1 in which the insulating layer of the twisted pair cable was formed using the above, high values were shown in all the evaluation items of breaking toughness, breaking voltage, insulation life and partial discharge start voltage. From this, it can be seen that the organic microfiller is effective in improving the toughness of the insulating layer, improving the withstand voltage characteristics of the insulating layer, and improving the insulating life of the insulating layer.
絶縁層の耐電圧特性および絶縁寿命に対する無機層の存在の影響を考察する。実施例1,2の相違は無機層の有無のみである。有機マイクロフィラーの表面が無機層でコーティングされた実施例2は、有機マイクロフィラーの表面が無機層でコーティングされない実施例1と比較して、破壊電圧および絶縁寿命の評価項目で高い数値を示した。このことから、有機マイクロフィラーの表面をコーティングする無機層が、絶縁層の耐電圧特性の向上および絶縁層の絶縁寿命の向上に有効であることが分かる。
Consider the effect of the presence of the inorganic layer on the withstand voltage characteristics and insulation life of the insulating layer. The only difference between Examples 1 and 2 is the presence or absence of an inorganic layer. Example 2 in which the surface of the organic microfiller was coated with the inorganic layer showed higher numerical values in the evaluation items of fracture voltage and insulation life as compared with Example 1 in which the surface of the organic microfiller was not coated with the inorganic layer. .. From this, it can be seen that the inorganic layer that coats the surface of the organic microfiller is effective in improving the withstand voltage characteristics of the insulating layer and improving the insulating life of the insulating layer.
絶縁層の耐電圧特性および絶縁寿命に対する有機マイクロフィラーの体積比率の影響を考察する。絶縁層全体における有機マイクロフィラーの体積比率がエナメル線の中心軸に近いほど高い実施例3は、絶縁層全体における有機マイクロフィラーの体積比率が絶縁層全域に亘って均一である実施例2と比較して、破壊電圧および絶縁寿命の評価項目で高い数値を示した。このことから、絶縁層全体における有機マイクロフィラーの体積比率をエナメル線の中心軸に近いほど高くすることが、絶縁層の耐電圧特性の向上および絶縁層の絶縁寿命の向上に有効であることが分かる。
Consider the effect of the volume ratio of the organic microfiller on the withstand voltage characteristics of the insulating layer and the insulation life. Example 3 in which the volume ratio of the organic microfiller in the entire insulating layer is higher as it is closer to the central axis of the enamel wire is compared with Example 2 in which the volume ratio of the organic microfiller in the entire insulating layer is uniform over the entire insulating layer. Then, high values were shown in the evaluation items of breakdown voltage and insulation life. From this, it is effective to increase the volume ratio of the organic microfiller in the entire insulating layer toward the central axis of the enamel wire in order to improve the withstand voltage characteristics of the insulating layer and the insulating life of the insulating layer. I understand.
以上の実施の形態に示した構成は、一例を示すものであり、別の公知の技術と組み合わせることも可能であるし、実施の形態同士を組み合わせることも可能であるし、要旨を逸脱しない範囲で、構成の一部を省略、変更することも可能である。
The configuration shown in the above embodiments is an example, and can be combined with another known technique, can be combined with each other, and does not deviate from the gist. It is also possible to omit or change a part of the configuration.
1 コイル線、2 エナメル線、3 絶縁層、4 熱硬化性樹脂、5 有機マイクロフィラー、6 無機ナノフィラー、7 無機層、8 サーボモータ、9 固定子、10 回転子、11 シャフト、12 フレーム、13 ブラケット、13a 孔、14 固定子鉄心、15 コアバック、16 ティース、17 スロット、18 インシュレータ、19 固定子コイル、20 テープ、21 芯線、22 エナメル層。
1 coil wire, 2 enamel wire, 3 insulating layer, 4 thermosetting resin, 5 organic microfiller, 6 inorganic nanofiller, 7 inorganic layer, 8 servo motor, 9 stator, 10 rotor, 11 shaft, 12 frame, 13 brackets, 13a holes, 14 stator cores, 15 core backs, 16 teeth, 17 slots, 18 insulators, 19 stator coils, 20 tapes, 21 core wires, 22 enamel layers.
Claims (6)
- 熱硬化性樹脂と、
有機マイクロフィラーと、
無機ナノフィラーと、を含有しており、
回転電機の固定子コイルの絶縁層に用いられることを特徴とする熱硬化性樹脂組成物。 Thermosetting resin and
With organic microfiller
Contains inorganic nanofillers,
A thermosetting resin composition characterized by being used for an insulating layer of a stator coil of a rotary electric machine. - 前記有機マイクロフィラーの表面は、無機層でコーティングされていることを特徴とする請求項1に記載の熱硬化性樹脂組成物。 The thermosetting resin composition according to claim 1, wherein the surface of the organic microfiller is coated with an inorganic layer.
- 前記無機層の厚さは、0.1μmから1.5μmまでの範囲であることを特徴とする請求項2に記載の熱硬化性樹脂組成物。 The thermosetting resin composition according to claim 2, wherein the thickness of the inorganic layer is in the range of 0.1 μm to 1.5 μm.
- 導線と、
前記導線を覆う絶縁層と、を備え、
前記絶縁層は、
熱硬化性樹脂と、
有機マイクロフィラーと、
無機ナノフィラーと、を含有することを特徴とする固定子コイル。 With conductors
With an insulating layer covering the conductor,
The insulating layer is
Thermosetting resin and
With organic microfiller
A stator coil characterized by containing an inorganic nanofiller. - 前記有機マイクロフィラーおよび前記無機ナノフィラーのうち少なくとも1つの体積比率は、前記導線の中心軸に近いほど高いことを特徴とする請求項4に記載の固定子コイル。 The stator coil according to claim 4, wherein the volume ratio of at least one of the organic microfiller and the inorganic nanofiller is higher as it is closer to the central axis of the conducting wire.
- 複数のティースを有する固定子鉄心と、
複数の前記ティースのそれぞれに形成された請求項4または5に記載の固定子コイルと、を備えることを特徴とする回転電機。 With a stator core with multiple teeth,
A rotary electric machine comprising the stator coil according to claim 4 or 5, which is formed in each of the plurality of teeth.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022539802A JP7262677B2 (en) | 2020-07-27 | 2020-07-27 | Thermosetting resin composition, stator coil and rotating electric machine |
| PCT/JP2020/028714 WO2022024181A1 (en) | 2020-07-27 | 2020-07-27 | Thermosetting resin composition, stator coil and rotary electric machine |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2020/028714 WO2022024181A1 (en) | 2020-07-27 | 2020-07-27 | Thermosetting resin composition, stator coil and rotary electric machine |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2022024181A1 true WO2022024181A1 (en) | 2022-02-03 |
Family
ID=80037812
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/028714 WO2022024181A1 (en) | 2020-07-27 | 2020-07-27 | Thermosetting resin composition, stator coil and rotary electric machine |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7262677B2 (en) |
| WO (1) | WO2022024181A1 (en) |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015059148A (en) * | 2013-09-18 | 2015-03-30 | 三菱日立パワーシステムズ株式会社 | Electric insulation resin and high voltage equipment using the same |
| JP2015228781A (en) * | 2014-06-03 | 2015-12-17 | 三菱電機株式会社 | Insulation sheet and electric machine using the same |
| JP2015231322A (en) * | 2014-06-06 | 2015-12-21 | 三菱電機株式会社 | Mica tape and stator coil |
| WO2018011904A1 (en) * | 2016-07-13 | 2018-01-18 | 三菱電機株式会社 | Thermally curable resin composition, stator coil obtained using same, and dynamo-electric machine |
| JP2018115273A (en) * | 2017-01-19 | 2018-07-26 | 日立金属株式会社 | Varnish, enamel wire, and coil and electric component including the enamel wire |
| WO2019077793A1 (en) * | 2017-10-18 | 2019-04-25 | 三菱電機株式会社 | Insulating cover material for stator coils and rotary machine using same |
| JP2020045417A (en) * | 2018-09-19 | 2020-03-26 | 株式会社日立産機システム | Electrical device |
-
2020
- 2020-07-27 WO PCT/JP2020/028714 patent/WO2022024181A1/en active Application Filing
- 2020-07-27 JP JP2022539802A patent/JP7262677B2/en active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015059148A (en) * | 2013-09-18 | 2015-03-30 | 三菱日立パワーシステムズ株式会社 | Electric insulation resin and high voltage equipment using the same |
| JP2015228781A (en) * | 2014-06-03 | 2015-12-17 | 三菱電機株式会社 | Insulation sheet and electric machine using the same |
| JP2015231322A (en) * | 2014-06-06 | 2015-12-21 | 三菱電機株式会社 | Mica tape and stator coil |
| WO2018011904A1 (en) * | 2016-07-13 | 2018-01-18 | 三菱電機株式会社 | Thermally curable resin composition, stator coil obtained using same, and dynamo-electric machine |
| JP2018115273A (en) * | 2017-01-19 | 2018-07-26 | 日立金属株式会社 | Varnish, enamel wire, and coil and electric component including the enamel wire |
| WO2019077793A1 (en) * | 2017-10-18 | 2019-04-25 | 三菱電機株式会社 | Insulating cover material for stator coils and rotary machine using same |
| JP2020045417A (en) * | 2018-09-19 | 2020-03-26 | 株式会社日立産機システム | Electrical device |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7262677B2 (en) | 2023-04-21 |
| JPWO2022024181A1 (en) | 2022-02-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US4760296A (en) | Corona-resistant insulation, electrical conductors covered therewith and dynamoelectric machines and transformers incorporating components of such insulated conductors | |
| US20130131218A1 (en) | Insulation for rotating electrical machines | |
| KR20090054452A (en) | Casting resin composition, insulating material using the same, and insulating structure | |
| WO2017175875A1 (en) | Coil for rotating electrical machine, method for producing coil for rotating electrical machine, mica tape, cured product of mica tape, and insulating material | |
| WO2015114907A1 (en) | Insulating tape and manufacturing method therefor, stator coil and manufacturing method therefor, and rotating electrical machine | |
| KR102572152B1 (en) | Magnet wire with corona resistant polyimide insulation | |
| WO2016104141A1 (en) | Insulating tape and method for manufacturing same, stator coil and method for manufacturing same, and generator | |
| JP2006057017A (en) | Partial discharge resistant insulating resin composition for high voltage equipment, partial discharge resistant insulating material, and insulating structure | |
| JP2019131629A (en) | Insulation varnish, insulation varnish cured article, stator coil, and rotation electrical machinery | |
| WO2011138413A2 (en) | Electrical insulation material and insulating tape for electrically insulating a medium and high voltage | |
| US20230318384A1 (en) | Powder Coating Formulation for an Insulation System of an Electric Machine | |
| WO2022024181A1 (en) | Thermosetting resin composition, stator coil and rotary electric machine | |
| US11095179B2 (en) | Thermosetting resin composition, stator coil obtained using same, and rotating electric machine | |
| JP2019122099A (en) | Coil for rotary electric machine, method for manufacturing coil for rotary electric machine, mica tape, hardened material and insulator of mica tape | |
| JPWO2019077793A1 (en) | Insulating coating material for stator coil and rotating machine using the same | |
| JP2016195090A (en) | Insulated wire, method for producing the insulated wire, and coil using the insulated wire | |
| JPH0331738B2 (en) | ||
| JP2015514384A (en) | Electrical insulator for high voltage rotating machine and method for manufacturing electrical insulator | |
| WO2018003044A1 (en) | Coil for rotating electrical machine, method for producing coil for rotating electrical machine, mica tape, cured product of mica tape, and insulating material | |
| CA1168857A (en) | Corona-resistant resin compositions | |
| JP3567334B2 (en) | Epoxy varnish composition and method of use | |
| KR102518139B1 (en) | Rectangular coil and a method of manufacturing the multi-layered structure coil coated by the modified PAI insulation varnishes with a high ceramic content | |
| JP4499353B2 (en) | Superdielectric high voltage insulator for rotating electrical machines | |
| JP6275056B2 (en) | Insulating resin composition, insulating member, rotating electric machine and generator | |
| WO2024154213A1 (en) | Thermosetting resin composition, stator coil, and rotary electric machinery |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20947025 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022539802 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20947025 Country of ref document: EP Kind code of ref document: A1 |