WO2021256204A1 - タングステン線、ソーワイヤー及びスクリーン印刷用タングステン線 - Google Patents
タングステン線、ソーワイヤー及びスクリーン印刷用タングステン線 Download PDFInfo
- Publication number
- WO2021256204A1 WO2021256204A1 PCT/JP2021/020084 JP2021020084W WO2021256204A1 WO 2021256204 A1 WO2021256204 A1 WO 2021256204A1 JP 2021020084 W JP2021020084 W JP 2021020084W WO 2021256204 A1 WO2021256204 A1 WO 2021256204A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- wire
- tungsten
- tungsten wire
- tensile strength
- diameter
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images









Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C27/00—Alloys based on rhenium or a refractory metal not mentioned in groups C22C14/00 or C22C16/00
- C22C27/04—Alloys based on tungsten or molybdenum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F5/12—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product of wires
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B17/04—Surgical instruments, devices or methods for suturing wounds; Holders or packages for needles or suture materials
- A61B17/06—Needles ; Sutures; Needle-suture combinations; Holders or packages for needles or suture materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21C—MANUFACTURE OF METAL SHEETS, WIRE, RODS, TUBES, PROFILES OR LIKE SEMI-MANUFACTURED PRODUCTS OTHERWISE THAN BY ROLLING; AUXILIARY OPERATIONS USED IN CONNECTION WITH METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL
- B21C37/00—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape
- B21C37/04—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of rods or wire
- B21C37/047—Manufacture of metal sheets, rods, wire, tubes, profiles or like semi-manufactured products, not otherwise provided for; Manufacture of tubes of special shape of rods or wire of fine wires
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/17—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces by forging
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B28—WORKING CEMENT, CLAY, OR STONE
- B28D—WORKING STONE OR STONE-LIKE MATERIALS
- B28D5/00—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor
- B28D5/04—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by tools other than rotary type, e.g. reciprocating tools
- B28D5/045—Fine working of gems, jewels, crystals, e.g. of semiconductor material; apparatus or devices therefor by tools other than rotary type, e.g. reciprocating tools by cutting with wires or closed-loop blades
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41F—PRINTING MACHINES OR PRESSES
- B41F15/00—Screen printers
- B41F15/14—Details
- B41F15/34—Screens, Frames; Holders therefor
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/045—Alloys based on refractory metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22F—CHANGING THE PHYSICAL STRUCTURE OF NON-FERROUS METALS AND NON-FERROUS ALLOYS
- C22F1/00—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working
- C22F1/16—Changing the physical structure of non-ferrous metals or alloys by heat treatment or by hot or cold working of other metals or alloys based thereon
- C22F1/18—High-melting or refractory metals or alloys based thereon
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61B—DIAGNOSIS; SURGERY; IDENTIFICATION
- A61B17/00—Surgical instruments, devices or methods
- A61B2017/00526—Methods of manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/247—Removing material: carving, cleaning, grinding, hobbing, honing, lapping, polishing, milling, shaving, skiving, turning the surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F5/00—Manufacture of workpieces or articles from metallic powder characterised by the special shape of the product
- B22F2005/001—Cutting tools, earth boring or grinding tool other than table ware
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2998/00—Supplementary information concerning processes or compositions relating to powder metallurgy
- B22F2998/10—Processes characterised by the sequence of their steps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F2999/00—Aspects linked to processes or compositions used in powder metallurgy
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25F—PROCESSES FOR THE ELECTROLYTIC REMOVAL OF MATERIALS FROM OBJECTS; APPARATUS THEREFOR
- C25F3/00—Electrolytic etching or polishing
- C25F3/16—Polishing
- C25F3/22—Polishing of heavy metals
- C25F3/26—Polishing of heavy metals of refractory metals
Definitions
- the tungsten wire according to one aspect of the present invention is a tungsten wire made of tungsten or a tungsten alloy, and the average value of the widths of surface crystal grains in the direction perpendicular to the line axis of the tungsten wire is 98 nm or less, and the tungsten wire.
- the tensile strength of the wire is 3900 MPa or more, and the wire diameter of the tungsten wire is larger than 100 ⁇ m and 225 ⁇ m or less.
- the tungsten wire for screen printing according to one aspect of the present invention includes the tungsten wire.
- tungsten wire or the like having a tensile strength higher than the general tensile strength of a piano wire.
- FIG. 1 is a schematic perspective view of a tungsten wire according to an embodiment.
- FIG. 2A is an enlarged view showing the surface of the tungsten wire according to the first embodiment.
- FIG. 2B is an enlarged view showing the surface of the tungsten wire according to the second embodiment.
- FIG. 2C is an enlarged view showing the surface of the tungsten wire according to the third embodiment.
- FIG. 2D is an enlarged view showing the surface of the tungsten wire according to the fourth embodiment.
- FIG. 2E is an enlarged view showing the surface of the tungsten wire according to the fifth embodiment.
- FIG. 3 is a diagram showing the relationship between the average value of the widths of surface crystal grains and the tensile strength.
- FIG. 4 is a diagram showing the relationship between the wire diameter and the tensile strength.
- FIG. 5 is a flowchart showing a method for manufacturing a tungsten wire according to an embodiment.
- FIG. 6 is a perspective view showing a cutting device according to an embodiment.
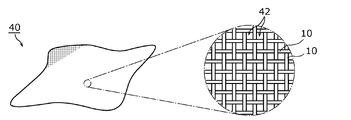
- FIG. 7 is a perspective view showing the screen mesh according to the embodiment.
- FIG. 1 is a schematic perspective view of the tungsten wire 10 according to the present embodiment.
- FIG. 1 shows an example in which the tungsten wire 10 is wound around a core material for winding, and further, a part of the tungsten wire 10 is shown in an enlarged manner schematically.
- the tungsten wire 10 is made of tungsten (W) or a tungsten alloy.
- the content of tungsten in the tungsten wire 10 is, for example, 99 wt% or more.
- the content of tungsten may be 99.5 wt% or more, 99.9 wt% or more, or 99.99 wt% or more.
- the tungsten content is the ratio of the weight of tungsten to the weight of the tungsten wire 10.
- other metal elements such as rhenium (Re) and potassium (K), which will be described later.
- the content of rhenium in the tungsten wire 10 is 0.1 wt% or more and 1 wt% or less.
- the content of rhenium may be 0.5 wt% or more.
- the tungsten wire 10 may contain unavoidable impurities in manufacturing. Further, the content of tungsten may be less than 99 wt%. The rhenium content may be greater than 1 wt%.
- the wire diameter of the tungsten wire 10 is 225 ⁇ m or less.
- the wire diameter of the tungsten wire 10 is larger than 100 ⁇ m and 225 ⁇ m or less.
- the diameter of the tungsten wire 10 may be 100 ⁇ m or less.
- the wire diameter of the tungsten wire 10 may be 18 ⁇ m or more and 225 ⁇ m or less.
- the wire diameter of the tungsten wire 10 is uniform. In addition, it does not have to be completely uniform, and a difference of about several% such as 1% may be included depending on the part when tracing in the line axis direction.
- the tungsten wire 10 has, for example, a circular cross-sectional shape in a cross section orthogonal to the line axis P.
- the cross-sectional shape may be square, rectangular, oval, or the like.
- the tungsten wire 10 When the elastic modulus is 350 GPa or more, the tungsten wire 10 is less likely to be deformed. That is, the tungsten wire 10 is difficult to stretch. On the other hand, since the elastic modulus is 450 GPa or less, even if the elastic modulus is high, if the tensile strength (stress) is sufficiently high, the elongation (strain) in the elastic region becomes large, so that the tungsten wire 10 can be deformed. become. Specifically, since the tungsten wire 10 can be bent, it can be easily wound around a guide roller or the like when used as a saw wire, for example.
- the tensile strength of the tungsten wire 10 made of tungsten or a tungsten alloy is 3900 MPa or more. Further, the tensile strength of the tungsten wire 10 may be 5000 MPa or more, or 5300 MPa or more.
- the tensile strength of the tungsten wire 10 has a predetermined correlation with each of the content of rhenium in the tungsten wire 10, the wire diameter, and the average value of the width of the surface crystal grains. Therefore, the tensile strength of the tungsten wire 10 can be set to a desired value by appropriately adjusting at least one of the rhenium content, the wire diameter, and the average value of the widths of the surface crystal grains. For example, it is possible to realize a tungsten wire 10 having a high tensile strength exceeding about 5500 MPa. The relationship between the tensile strength and various parameters will be described below.
- the surface crystal grains are the crystal grains of tungsten or a tungsten alloy on the surface of the tungsten wire.
- the average value of the widths of the surface crystal grains in the direction orthogonal to the line axis P is 98 nm or less.
- the width of the surface crystal grains in the direction orthogonal to the line axis P is the length of the surface crystal grains along the direction orthogonal to the line axis P.
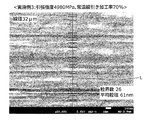
- FIGS. 2A to 2E are enlarged views of the surface of the tungsten wire according to Examples 1 to 5, respectively.
- Each figure shows a SEM (Scanning Electron Microscope) image of the surface of a tungsten wire.
- the range shown in each figure corresponds to, for example, a rectangular range surrounded by a broken line on the surface 20 of the tungsten wire 10, as shown in FIG.
- a range of the same density (color) indicates one crystal grain.
- the left-right direction of the paper surface of each figure is a direction parallel to the line axis P.
- the crystal grains extend long in the direction along the line axis P.
- the solid line L drawn near the center is a straight line extending in the direction perpendicular to the line axis P.
- the average value of the widths of the surface crystal grains is calculated by counting the number of boundaries (that is, grain boundaries) between the crystal grains and the crystal grains along the solid line L within the range shown in each figure. Specifically, the average value of the widths of the surface crystal grains is calculated by dividing the length of the solid line L in the counting range by "the number of grain boundaries + 1".
- a plurality of short line segments orthogonal to the solid line L each represent a grain boundary.
- Table 1 shows the relationship between the average value of the width of the surface crystal grains calculated based on the counting result of the number of grain boundaries and the tensile strength.
- Examples 1 to 5 shown in Table 1 are 99.5 wt% tungsten wires.
- the processing rate in Table 1 is the processing rate of normal temperature wire drawing. The details of the processing rate will be described later together with the method for manufacturing the tungsten wire.
- FIG. 3 is a diagram showing the relationship between the average value of the widths of surface crystal grains and the tensile strength.
- the horizontal axis represents the average value [nm] of the width of the surface crystal grains
- the vertical axis represents the tensile strength [MPa].
- the numerical values 1 to 8 described near each plot in FIG. 3 mean that each plot is the measurement result of each of Examples 1 to 8.
- the coefficient of the equation (1) changes when the wire diameter of the tungsten wire is different, there is still a negative correlation between the tensile strength T and the average value W of the widths of the surface crystal grains. Further, even when the wire diameters are significantly different, as shown in FIG. 3, the tensile strength T and the average value W of the widths of the surface crystal grains are approximately based on the curve represented by the equation (1). It has a relationship included in the range of ⁇ 500 MPa to +200 MPa. That is, regardless of the wire diameter, the tensile strength T and the average value W of the widths of the surface crystal grains satisfy the relationship expressed by the inequality of the following equation (2).
- FIG. 4 is a diagram showing the relationship between the wire diameter and the tensile strength.
- the horizontal axis represents the wire diameter [ ⁇ m] of the tungsten wire
- the vertical axis represents the tensile strength [MPa] of the tungsten wire.
- the numerical values 1 to 5, 9 to 11 shown beside each plot in FIG. 4 mean that each plot is the measurement result of each of Examples 1 to 5, 9 to 11.
- the quadratic function on the left side of the inequality in equation (3) is represented by the solid line in FIG.
- the solid line in FIG. 4 is obtained by polynomial approximation using a plot (five plots indicated by circles) in which the processing rate of normal temperature drawing is 70%.
- the five circled plots correspond to Examples 1, 3-5 shown in Table 1 and Example 9 shown in Table 3.
- Examples 10 and 11 shown in FIG. 3 are represented by a plot of square marks.
- the wire diameter is the same, the crystal grains of the rhenium-tungsten alloy tend to become smaller by increasing the content of rhenium. This makes it possible to increase the tensile strength of the tungsten wire.
- FIG. 5 is a flowchart showing a method for manufacturing the tungsten wire 10 according to the present embodiment.
- heat drawing is performed (S16). Specifically, the drawing of the tungsten wire, that is, the drawing of the tungsten wire (thinning) is performed while heating using one or more drawing dies.
- the heating temperature is, for example, 1000 ° C. The higher the heating temperature, the higher the workability of the tungsten wire, so that the wire can be easily drawn.
- the heating wire drawing is repeated while exchanging the wire drawing die.
- the cross-sectional reduction rate of the tungsten wire by one drawing using one drawing die is, for example, 10% or more and 40% or less.
- a lubricant in which graphite is dispersed in water may be used.
- the processing rate is expressed by the following formula (4) using the wire diameter Db immediately before drawing the normal temperature wire and the wire diameter Da immediately after drawing the normal temperature wire.
- the wire diameter immediately before drawing at room temperature should be increased.
- the tungsten wire having a wire diameter of about 183 ⁇ m may be started to be drawn at room temperature according to the formula (4).
- the processing rate of normal temperature drawing can be changed by adjusting the shape and number of dice used for drawing.
- the wire drawing dies to be used include, for example, carbide dies up to a wire diameter of 0.38 mm, sintered diamond dies in the range of wire diameters of 0.38 mm to 0.18 mm, and wire diameters of 0.18 mm to 0.018 mm. In the range, a single crystal diamond die is used.
- the tungsten wire 10 is manufactured.
- the length of the tungsten wire 10 immediately after manufacturing is, for example, 50 km or more and can be industrially used.
- the tungsten wire 10 can also be cut to an appropriate length according to the mode in which it is used and used as a needle or rod shape.
- the tungsten wire 10 can be industrially mass-produced, and can be used in various fields such as medical needles, saw wires, and screen printing meshes.
- the tungsten wire 10 according to Examples 1 to 11 described above is a tungsten wire manufactured through the above steps.
- the tungsten wire according to each embodiment can be manufactured.
- each step shown in the method for manufacturing the tungsten wire 10 is performed in-line, for example.
- the plurality of wire drawing dies used in step S16 are arranged on the production line in the order of decreasing hole diameter.
- a heating device such as a burner is arranged between the wire drawing dies.
- an electrolytic polishing device may be arranged between the wire drawing dies.
- a plurality of wire drawing dies used in step S20 are arranged on the downstream side (post-process side) of the wire drawing die used in step S16 in the order of decreasing hole diameter, and downstream of the wire drawing die having the smallest hole diameter.
- An electrolytic polishing device is arranged on the side.
- each step may be performed individually.
- the tungsten wire 10 according to the present embodiment can be used as a saw wire 2 of a cutting device 1 for cutting an object such as a silicon ingot or concrete.
- FIG. 6 is a perspective view showing the cutting device 1 according to the present embodiment.
- the cutting device 1 is a multi-wire saw provided with a saw wire 2.
- the cutting device 1 manufactures a wafer by, for example, cutting the ingot 30 into a thin plate.
- the ingot 30 is, for example, a silicon ingot made of single crystal silicon.
- the cutting device 1 simultaneously manufactures a plurality of silicon wafers by slicing the ingot 30 with a plurality of saw wires 2.
- the content of tungsten in the tungsten wire 10 is 99 wt% or more.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Metallurgy (AREA)
- Manufacturing & Machinery (AREA)
- Crystallography & Structural Chemistry (AREA)
- Thermal Sciences (AREA)
- Physics & Mathematics (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Surgery (AREA)
- Heart & Thoracic Surgery (AREA)
- Biomedical Technology (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Molecular Biology (AREA)
- Medical Informatics (AREA)
- Veterinary Medicine (AREA)
- Nuclear Medicine, Radiotherapy & Molecular Imaging (AREA)
- Processing Of Stones Or Stones Resemblance Materials (AREA)
- Metal Extraction Processes (AREA)
- Printing Plates And Materials Therefor (AREA)
- Manufacturing Of Printed Wiring (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP21826245.9A EP4170052A4 (en) | 2020-06-19 | 2021-05-26 | TUNGSTEN WIRE, SAW WIRE AND TUNGSTEN WIRE FOR SCREEN PRINTING |
| US17/925,071 US12398447B2 (en) | 2020-06-19 | 2021-05-26 | Tungsten wire, saw wire, and tungsten wire for screen printing |
| CN202410290782.0A CN118143267A (zh) | 2020-06-19 | 2021-05-26 | 钨线、锯线及丝网印刷用钨线 |
| CN202180036096.5A CN115698357B (zh) | 2020-06-19 | 2021-05-26 | 钨线、锯线及丝网印刷用钨线 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020106591A JP7478983B2 (ja) | 2020-06-19 | 2020-06-19 | タングステン線、ソーワイヤー及びスクリーン印刷用タングステン線 |
| JP2020-106591 | 2020-06-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021256204A1 true WO2021256204A1 (ja) | 2021-12-23 |
Family
ID=79244090
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/020084 Ceased WO2021256204A1 (ja) | 2020-06-19 | 2021-05-26 | タングステン線、ソーワイヤー及びスクリーン印刷用タングステン線 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US12398447B2 (https=) |
| EP (1) | EP4170052A4 (https=) |
| JP (1) | JP7478983B2 (https=) |
| CN (2) | CN118143267A (https=) |
| TW (1) | TWI775483B (https=) |
| WO (1) | WO2021256204A1 (https=) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023228833A1 (ja) * | 2022-05-27 | 2023-11-30 | パナソニックIpマネジメント株式会社 | タングステン線 |
| CN120095151A (zh) * | 2025-05-12 | 2025-06-06 | 崇义章源钨业股份有限公司 | 一种高强度钨合金丝及其制备方法 |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2023174210A (ja) * | 2022-05-27 | 2023-12-07 | パナソニックIpマネジメント株式会社 | 水素透過フィルタ |
| JP2023178898A (ja) | 2022-06-06 | 2023-12-18 | パナソニックIpマネジメント株式会社 | タングステン合金線及び金属製品 |
| JP2024006448A (ja) * | 2022-07-01 | 2024-01-17 | パナソニックIpマネジメント株式会社 | タングステン線及び繊維製品 |
| JP2025016109A (ja) * | 2023-07-21 | 2025-01-31 | トクセン工業株式会社 | タングステンワイヤ |
| CN116949333A (zh) * | 2023-07-28 | 2023-10-27 | 浙江创特新材科技有限公司 | 一种高强度细钨丝 |
| CN116921471A (zh) * | 2023-07-28 | 2023-10-24 | 浙江创特新材科技有限公司 | 一种拉丝模具的位置可调节的高强细钨丝拉丝设备 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5739152A (en) * | 1980-08-18 | 1982-03-04 | Matsushita Electronics Corp | Tungsten material for light bulb |
| JP2014169499A (ja) | 2009-03-02 | 2014-09-18 | Toshiba Corp | 医療用針 |
| JP2018167558A (ja) * | 2017-03-30 | 2018-11-01 | パナソニックIpマネジメント株式会社 | ソーワイヤー及び切断装置 |
| JP2019131841A (ja) * | 2018-01-29 | 2019-08-08 | パナソニックIpマネジメント株式会社 | 金属線及びソーワイヤー |
| WO2020137255A1 (ja) * | 2018-12-26 | 2020-07-02 | パナソニックIpマネジメント株式会社 | タングステン線及びソーワイヤー |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4659972B2 (ja) * | 2000-12-05 | 2011-03-30 | 株式会社東芝 | プローブピン用タングステン合金線およびその製造方法 |
| WO2017100257A1 (en) | 2015-12-10 | 2017-06-15 | Mirus Llc | Tungsten-copper alloys for medical devices |
| CN109306420B (zh) * | 2017-11-09 | 2020-06-02 | 安泰天龙钨钼科技有限公司 | 一种高性能钨合金棒材及其制备方法 |
| JP7108878B2 (ja) | 2018-08-31 | 2022-07-29 | パナソニックIpマネジメント株式会社 | タングステン線及び弾性部材 |
-
2020
- 2020-06-19 JP JP2020106591A patent/JP7478983B2/ja active Active
-
2021
- 2021-05-26 WO PCT/JP2021/020084 patent/WO2021256204A1/ja not_active Ceased
- 2021-05-26 EP EP21826245.9A patent/EP4170052A4/en active Pending
- 2021-05-26 US US17/925,071 patent/US12398447B2/en active Active
- 2021-05-26 CN CN202410290782.0A patent/CN118143267A/zh active Pending
- 2021-05-26 CN CN202180036096.5A patent/CN115698357B/zh active Active
- 2021-06-10 TW TW110121090A patent/TWI775483B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5739152A (en) * | 1980-08-18 | 1982-03-04 | Matsushita Electronics Corp | Tungsten material for light bulb |
| JP2014169499A (ja) | 2009-03-02 | 2014-09-18 | Toshiba Corp | 医療用針 |
| JP2018167558A (ja) * | 2017-03-30 | 2018-11-01 | パナソニックIpマネジメント株式会社 | ソーワイヤー及び切断装置 |
| JP2019131841A (ja) * | 2018-01-29 | 2019-08-08 | パナソニックIpマネジメント株式会社 | 金属線及びソーワイヤー |
| WO2020137255A1 (ja) * | 2018-12-26 | 2020-07-02 | パナソニックIpマネジメント株式会社 | タングステン線及びソーワイヤー |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4170052A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023228833A1 (ja) * | 2022-05-27 | 2023-11-30 | パナソニックIpマネジメント株式会社 | タングステン線 |
| JP2023174257A (ja) * | 2022-05-27 | 2023-12-07 | パナソニックIpマネジメント株式会社 | タングステン線 |
| CN120095151A (zh) * | 2025-05-12 | 2025-06-06 | 崇义章源钨业股份有限公司 | 一种高强度钨合金丝及其制备方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| TW202200801A (zh) | 2022-01-01 |
| TWI775483B (zh) | 2022-08-21 |
| CN118143267A (zh) | 2024-06-07 |
| CN115698357A (zh) | 2023-02-03 |
| EP4170052A4 (en) | 2023-11-29 |
| EP4170052A1 (en) | 2023-04-26 |
| US20230227951A1 (en) | 2023-07-20 |
| JP2022001660A (ja) | 2022-01-06 |
| CN115698357B (zh) | 2024-04-02 |
| JP7478983B2 (ja) | 2024-05-08 |
| US12398447B2 (en) | 2025-08-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021256204A1 (ja) | タングステン線、ソーワイヤー及びスクリーン印刷用タングステン線 | |
| JP7223967B2 (ja) | タングステン線及びソーワイヤー | |
| CN209955028U (zh) | 金属线及锯线 | |
| TWI727760B (zh) | 鎢線及鎢製品 | |
| CN108687981B (zh) | 锯线及切断装置 | |
| TWI864759B (zh) | 鎢線 | |
| TW202306670A (zh) | 金屬線及鋸線 | |
| JP7734349B2 (ja) | 金属線及び金属メッシュ | |
| CN116897219B (zh) | 金属线及金属网 | |
| TW202307276A (zh) | 鋸線用電沉積線及金屬線、以及鋸線用電沉積線之製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21826245 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 202217065120 Country of ref document: IN |
|
| ENP | Entry into the national phase |
Ref document number: 2021826245 Country of ref document: EP Effective date: 20230119 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWG | Wipo information: grant in national office |
Ref document number: 17925071 Country of ref document: US |