WO2021205920A1 - Method for producing coating film - Google Patents
Method for producing coating film Download PDFInfo
- Publication number
- WO2021205920A1 WO2021205920A1 PCT/JP2021/013082 JP2021013082W WO2021205920A1 WO 2021205920 A1 WO2021205920 A1 WO 2021205920A1 JP 2021013082 W JP2021013082 W JP 2021013082W WO 2021205920 A1 WO2021205920 A1 WO 2021205920A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- coating liquid
- coating
- surface temperature
- film surface
- Prior art date
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/02—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber
- B05D7/04—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials to macromolecular substances, e.g. rubber to surfaces of films or sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D2252/00—Sheets
- B05D2252/02—Sheets of indefinite length
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Definitions
- This disclosure relates to a method for manufacturing a coating film.
- a method of producing a target coating film on a support by a continuous process of a roll-to-roll method is known.
- a method for producing a coating film for example, there is a method of applying a coating liquid for obtaining a target coating film on a support and drying the obtained coating liquid film.
- Patent Document 1 includes a drying step of applying an ink absorbing layer coating solution containing inorganic fine particles and a water-soluble resin to a continuously running web and then drying the ink absorbing layer.
- a method for producing an inkjet recording sheet is disclosed in which the drying rate distribution of the ink absorbing layer in the web width direction is within 20% in the drying step.
- Patent Document 2 inorganic fine particles are dispersed in the presence of a water-soluble polyvalent metal compound to obtain a dispersion (1), and separately, inorganic fine particles are dispersed in the presence of an organic cationic polymer to obtain a dispersion (2). ), The obtained dispersions (1) and (2) are mixed, coated on a support, and dried.
- Patent Document 3 describes a step of applying a negative electrode paste containing a negative electrode active material, a thickener and a binder to the surface of a negative electrode current collector, and a step of applying the negative electrode paste to the surface of the negative electrode current collector.
- a method for manufacturing a negative electrode including a drying step of drying the formed negative electrode paste layer so as to satisfy Equation 1: (surface temperature of the negative electrode paste layer)-(temperature of the negative electrode current collector) ⁇ 1 ° C. is disclosed. There is.
- it is a method of manufacturing a coating film on a support that is continuously conveyed, such as a continuous process in a roll-to-roll method, in which a water-based coating liquid is applied onto a support having high thermal conductivity.
- a coating film in which the step of forming the coating liquid film and the step of drying the formed coating liquid film are performed, cracks occur at the widthwise end of the obtained coating film.
- the problem to be solved by one embodiment of the present disclosure has been made in view of the above circumstances, and is a method of manufacturing a coating film on a support that is continuously conveyed (for example, by a roll-to-roll method).
- Means for solving the above problems include the following embodiments. ⁇ 1> A step A in which a long support having a thermal conductivity of 200 W / (m ⁇ K) or more is continuously transported and a water-based coating liquid is applied onto the continuously transported support, and the continuous transport is performed. Including step B of drying the coating liquid film obtained in step A on the support. Step B includes a constant drying step of the coating liquid film satisfying the following conditions (1) and (2). Manufacturing method of coating film. Condition (1): The film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T0% when the constant drying is started is set to A (T0%) , and the center in the width direction of the coating liquid film.
- the film surface temperature of the part is B (T0%)
- the film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T90% after 90% of the constant drying time is A (T90). %)
- the film surface temperature B (T90%) at the center of the coating liquid film in the width direction ⁇ T [° C.] obtained from the following formula (A) is ⁇ 10 ° C. ⁇ T ⁇ 0 ° C. ..
- Formula (A) ⁇ T [° C.] (A (T0%) -B (T0%) )-(A (T90%) -B (90%) )
- Condition (2) The average value of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) is 35 ° C. or higher. ..
- ⁇ 2> When the thickness at a position 5 mm from the widthwise edge of the coating liquid film is At and the thickness at the center of the coating liquid film in the width direction is Bt, 0.9 ⁇ At / Bt ⁇ 1.1.
- the method for producing a coating film according to ⁇ 1> which satisfies the above relationship.
- ⁇ 3> The method for producing a coating film according to ⁇ 1> or ⁇ 2>, wherein the water-based coating liquid is a coating liquid containing particles.
- ⁇ 4> The method for producing a coating film according to any one of ⁇ 1> to ⁇ 3>, wherein the thickness of the coating film after step B is 40 ⁇ m or more.
- a method of manufacturing a coating film on a support that is continuously conveyed there is provided a method of manufacturing a coating film that can suppress cracks that occur at the widthwise end of the coating film. Will be done.
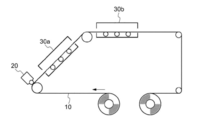
- FIG. 1 is a schematic view showing each step of the method for producing a coating film of one embodiment.
- FIG. 2 is a schematic top view for explaining the film surface temperature of the coating liquid film formed on the support.
- FIG. 3 is a graph for explaining the film surface temperature in the constant rate drying stage.
- the numerical range indicated by using "-" in the present disclosure means a range including the numerical values before and after "-" as the minimum value and the maximum value, respectively.
- the upper limit value or the lower limit value described in a certain numerical range may be replaced with the upper limit value or the lower limit value of another numerical range described stepwise.
- the upper limit value or the lower limit value described in a certain numerical range may be replaced with the value shown in the examples.
- the "width direction” refers to a direction orthogonal to the longitudinal direction of any of a long support, a coating liquid film, and a coating film.
- the “width direction edge portion” refers to the coating liquid film or the edge portion in the width direction of the coating film, and when the film surface of the coating liquid film or the coating film is viewed from above, the coating area. It is visually recognized as a boundary line between (that is, the coating liquid film or the forming portion of the coating film) and the non-coated area (that is, the exposed portion of the support).
- the "width direction end portion” refers to the coating liquid film or the width direction end portion of the coating film, and the width direction edge portion (specifically, the above-mentioned coated area and non-coated area). (Boundary line with) to 20 mm toward the center in the width direction. In the present disclosure, a combination of two or more preferred forms or embodiments is a more preferred embodiment or embodiment.
- this is a method of manufacturing a coating film on a support that is continuously conveyed, and is a step of applying a water-based coating liquid onto a support having high thermal conductivity to form a coating liquid film.
- the method for producing a coating film which comprises a step of drying the formed coating liquid film, cracks may occur at the widthwise end portion of the obtained coating film.
- a support having excellent thermal conductivity such as metal is used as the support for forming the coating film, and the coating liquid is used. This is a phenomenon that occurs when a water-based coating liquid in which the solvent or dispersion medium is substantially water is used.
- a long support having a thermal conductivity of 200 W / (m ⁇ K) or more is continuously conveyed, and a water-based coating liquid is applied onto the continuously conveyed support.
- the step A includes the step A of coating and the step B of drying the coating liquid film obtained in the step A on the support that is continuously conveyed, and the step B includes the following conditions (1) and (2).
- Condition (1) The film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T0% when the constant drying is started is set to A (T0%) , and the center in the width direction of the coating liquid film.
- the film surface temperature of the part is B (T0%)
- the film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T90% after 90% of the constant drying time is A (T90). %)
- the film surface temperature B (T90%) at the center of the coating liquid film in the width direction ⁇ T [° C.] obtained from the following formula (A) is ⁇ 10 ° C. ⁇ T ⁇ 0 ° C. ..
- Formula (A) ⁇ T [° C.] (A (T0%) -B (T0%) )-(A (T90%) -B (90%) )
- Condition (2) The average value of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) is 35 ° C. or higher. ..
- step A when the tip of the wound long support 10 is sent out and continuous transportation is started, the water-based coating liquid is applied by the coating means 20 (step A).
- step A a coating liquid film of the water-based coating liquid is formed on the long support.
- step B the coating liquid film is dried on the support 10 by continuously transporting the support 10 having the coating liquid film formed in the step A through the drying means 30a and 30b (step).
- step B the coating liquid film on the long support is dried and the coating film is formed.
- step A a long support having a thermal conductivity of 200 W / (m ⁇ K) or more is continuously conveyed, and a water-based coating liquid is applied onto the continuously conveyed support.
- the water-based coating liquid refers to a coating liquid in which the solvent (or dispersion medium) contained in the coating liquid is substantially water.
- the solvent (or dispersion medium) is substantially water means that the inclusion of a solvent other than water introduced when the solid content is used is allowed, and the total solvent (or total dispersion medium) contains.
- the ratio of water in the total solvent (or total dispersion medium) is preferably 95% by mass or more, and the total solvent (or total dispersion medium) is water. Is particularly preferred.
- the solid content refers to a component excluding a solvent (or a dispersion medium).
- the long support used in this step is a support having a thermal conductivity of 200 W / (m ⁇ K) or more.
- the support used in this step is, for example, a support having a multi-layer structure including a metal foil and a resin film, the support as a whole has a thermal conductivity of 200 W / (m ⁇ K) or more. Just do it.
- the upper limit of the thermal conductivity of the support is not particularly limited, and is, for example, 500 W / (m ⁇ K).
- the support exhibiting the thermal conductivity include copper, aluminum, silver, gold, and a metal support made of an alloy thereof.
- a copper support and an aluminum support are preferably used from the viewpoints of shape stability as a support, a track record of use, and the like.
- the thermal conductivity of the support is measured as follows. First, the support is cut out to a size suitable for the device described later to obtain a sample for measurement. With respect to the obtained measurement sample, the thermal diffusivity in the thickness direction is measured by a laser flash method using "LFA467” manufactured by NETZSCH. Next, the specific gravity of the measurement sample is measured using the balance "XS204" (using the “solid density measurement kit") of METTLER TOLEDO Co., Ltd. Further, using "DSC320 / 6200" of Seiko Instruments Inc., the specific heat of the measurement sample at 25 ° C. is determined using the software of DSC7 under the heating condition of 10 ° C./min. The thermal conductivity of the measurement sample (that is, the support) is calculated by multiplying the obtained thermal diffusivity by the specific gravity and the specific heat.
- the thickness of the support may be appropriately set from the viewpoint of applying to the roll-to-roll method.
- the thickness of the support is, for example, preferably 5 ⁇ m to 100 ⁇ m, and more preferably 10 ⁇ m to 30 ⁇ m.
- the width and length of the support may be appropriately set from the viewpoint of applying to the roll-to-roll method and the width and length of the target coating film.
- the thickness of the support is measured as follows. That is, using a contact-type thickness measuring machine, the thickness of the support at three points in the width direction (that is, the position 5 mm from both edges in the width direction and the center part in the width direction) is separated by 500 mm in the longitudinal direction. Measure 3 points. The arithmetic mean value of a total of nine measured values is obtained, and this is used as the thickness of the support.
- the contact type thickness measuring machine for example, S-2270 of Fujiwork Co., Ltd. is used.
- the water-based coating liquid used in this step is not particularly limited as long as it is a liquid material containing water as a solvent (or dispersion medium) and a solid content.
- the solid content contained in the water-based coating liquid includes a component for obtaining a target coating film, a component for improving coating suitability, and the like.
- Examples of the water contained in the water-based coating liquid include natural water, purified water, distilled water, ion-exchanged water, pure water, ultra-pure water (for example, Milli-Q water) and the like.
- the Milli-Q water is ultrapure water obtained by the Milli-Q water production apparatus of Merck Millipore Co., Ltd.
- the content of water in the water-based coating liquid is not particularly limited, and is preferably 40% by mass or more, more preferably 50% by mass or more, based on the total mass of the water-based coating liquid, for example.
- the upper limit of the water content may be less than 100% by mass, but for example, from the viewpoint of coating suitability, it is 90% by mass with respect to the total mass of the water-based coating liquid.
- the water-based coating liquid may contain particles as one of the solid contents. That is, the water-based coating liquid may be a coating liquid containing particles.
- agglutination of particles is also added at the constant rate drying stage, so that the widthwise end portion of the coating film tends to be cracked.
- the particles are not particularly limited as long as they are granular particles, and may be inorganic particles, organic particles, or composite particles of an inorganic substance and an organic substance.
- the inorganic particles known inorganic particles that can be applied to the target coating film can be used.
- the inorganic particles include metal (alkali metal, alkaline earth metal, transition metal, etc. and alloys of these metals) particles, metalloid (silicon, etc.) particles, or metal or metalloid compounds (oxides). , Hydroxide, nitride, etc.) particles, pigment particles containing carbon black and the like, and the like.
- Other examples of the inorganic particles include mineral particles such as mica and inorganic pigment particles.
- organic particles known organic particles applicable to the target coating film can be used.
- the organic particles are not particularly limited as long as they are solid organic particles such as resin particles and organic pigment particles.
- the composite particles of the inorganic substance and the organic substance As the composite particles of the inorganic substance and the organic substance, the composite particles in which the inorganic particles are dispersed in the matrix of the organic substance, the composite particles in which the periphery of the organic particles is coated with the inorganic substance, and the periphery of the inorganic particles are coated with the organic substance.
- Examples include composite particles.
- the particles may be surface-treated for the purpose of imparting dispersibility and the like.
- the composite particles may be formed as described above by being subjected to surface treatment.
- particle size there are no particular restrictions on the particle size, specific gravity, usage pattern (for example, the presence or absence of combined use, etc.) of the particles, depending on the target coating film or the conditions suitable for producing the coating film. , It may be selected as appropriate.
- the content of the particles in the water-based coating liquid is not particularly limited, and is appropriately determined according to the target coating film, the conditions suitable for producing the coating film, or the purpose of adding the particles. , Should be decided.
- the more particles are contained in the water-based coating film the more conspicuous (that is, visually recognizable) the cracks at the widthwise end of the coating film tend to be.
- the method for producing a coating film according to the present embodiment cracking of the widthwise end portion of the coating film is suppressed even if the content of particles in the water-based coating liquid is, for example, 50% by mass or more. can do.
- the solid content contained in the water-based coating liquid is not particularly limited, and examples thereof include various components used to obtain the desired coating film. Specifically, as the solid content contained in the water-based coating liquid, in addition to the above-mentioned particles, a binder component, a component contributing to the dispersibility of the particles, a polymerizable compound, a reactive component such as a polymerization initiator, a surfactant, etc. Ingredients for enhancing the coating performance of the above, other additives and the like can be mentioned.
- the thickness of the coating liquid film formed in this step is not particularly limited, and may be appropriately determined according to the target coating film.
- the thickness of the coating liquid film formed in this step is At at a position 5 mm from the widthwise edge of the coating liquid film, and Bt is the thickness at the center of the coating liquid film in the width direction.
- the coating according to the present embodiment when the difference in thickness between the thickness At and the thickness Bt is small, that is, when a coating liquid film having a thickness close to uniform in the plane is formed, the coating according to the present embodiment.
- the film manufacturing method By applying the film manufacturing method, cracking at the widthwise end portion of the coating film can be effectively suppressed.
- the thickness At and the thickness Bt of the coating liquid film are different. May be.
- the film surface temperature and the amount of change thereof in the step B described later also change due to the difference in the thickness. Therefore, in step B, ⁇ T may be controlled according to the change in the film surface temperature.
- the thickness At and the thickness Bt are measured as follows. First, as the thickness At, an optical interferometry type thickness measuring machine is used to select one from the widthwise edges of the two coating liquid films, and from the selected edges to the center of the coating liquid film in the width direction. The thickness of the coating liquid film at a position of 5 mm is measured at three points with an interval of 500 mm in the longitudinal direction. The arithmetic mean value of the measured values of the three measured points is obtained, and this is defined as the thickness At. Further, as the thickness Bt, a light interference type thickness measuring machine is used to measure the thickness of the central portion of the coating liquid film in the width direction at three points with an interval of 500 mm in the longitudinal direction.
- the arithmetic mean value of the measured values of the three measured points is obtained, and this is defined as the thickness Bt.
- the optical interferometry type thickness measuring device for example, an infrared spectroscopic interferometry film thickness meter SI-T80 manufactured by KEYENCE Corporation can be used.
- the coating width (that is, the width of the coating liquid film) in this step is not particularly limited, and a coating width in which cracks are likely to occur may be applied to the end portion of the manufactured coating film in the width direction.
- the coating width is, for example, preferably 30 mm or more, more preferably 50 mm or more, and further preferably 100 mm or more.
- the upper limit of the coating width is the width of the support.
- the width of the non-coated area (that is, the width of the exposed portion of the support), which is the distance from the widthwise edge of the support to the coating liquid film, is From the viewpoint that the effect of the coating film manufacturing method according to the present embodiment can be easily obtained, it is preferably 2 mm or more, and more preferably 5 mm or more, respectively, at both ends in the width direction.
- the coating width is measured as follows. That is, the film surface of the coating liquid film is viewed from above, and the width of the coating liquid film is measured at three points with a ruler at intervals of 500 mm in the longitudinal direction. Obtain the arithmetic mean value of the measured values of the three measured points, and use this as the coating width.
- a known coating means is applied to the coating of the coating liquid in this step.
- the coating means include a curtain coating method, a dip coating method, a spin coating method, a print coating method, a spray coating method, a slot coating method, a roll coating method, and a slide coating method.
- examples thereof include a coating device using a method, a blade coating method, a gravure coating method, a wire bar method, or the like.
- step B the coating liquid film obtained in step A is dried on the support that is continuously conveyed. Then, the step B includes a constant rate drying step of the coating liquid film satisfying the conditions (1) and (2) described later.
- Drying in this step refers to the process until the coating liquid film formed in step A reaches the target solid content concentration through the constant rate drying step and the reduced rate drying step.
- Constant drying is a form of drying in which the content of the solvent (or dispersion medium) in the coating liquid film decreases with time.
- the coating liquid film exhibits constant rate drying from immediately after formation until a certain period of time elapses, and then exhibits rate reduction drying.
- the time indicating constant drying is described in, for example, the Chemical Engineering Handbook (pages 707 to 712, published by Maruzen Co., Ltd., October 25, 1980).
- the change over time in the film surface temperature (film surface temperature B described later) at the center of the formed coating liquid film in the width direction is measured, and the film surface temperature immediately after coating (immediately after the formation of the coating liquid film).
- the period during which the film surface temperature shows a constant value is regarded as the “constant drying stage”.
- the period in which the film surface temperature shows a constant value is regarded as the "declining rate drying stage”.
- the film surface temperature is measured with a non-contact radiation thermometer.
- step B the drying temperature may be changed stepwise or continuously toward the transport direction of the coating liquid film.
- the film surface temperature of the coating liquid film is also affected and changes. Therefore, in step B, the period in which the film surface temperature of the coating liquid film changes to the same extent as the amount of change in the drying temperature is included in the "period in which the film surface temperature shows a constant value". That is, until the film surface temperature of the coating liquid film rises beyond the amount of change in the drying temperature, it is regarded as a constant rate drying stage.
- the drying in this step includes a constant drying step that satisfies the conditions (1) and (2).
- the conditions (1) and (2) will be described.
- Condition (1) The film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T0% when the constant drying is started is set to A (T0%) , and the center in the width direction of the coating liquid film.
- the film surface temperature of the part is B (T0%)
- the film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T90% after 90% of the constant drying time is A (T90). %)
- the film surface temperature B (T90%) at the center of the coating liquid film in the width direction ⁇ T [° C.] obtained from the following formula (A) is ⁇ 10 ° C. ⁇ T ⁇ 0 ° C. ..
- Formula (A) ⁇ T [° C.] (A (T0%) -B (T0%) )-(A (T90%) -B (90%) )
- FIG. 2 is a schematic top view for explaining the film surface temperature of the coating liquid film formed on the support.
- FIG. 3 is a graph for explaining the film surface temperature in the constant rate drying stage.
- FIGS. 2 and 3 show a case where the drying temperature is constant during the step B.
- the film surface temperature A at a position 5 mm from the widthwise edge indicated by LA and the widthwise central portion indicated by LB.
- the time-dependent changes in the film surface temperature B and the film surface temperature B are measured, and the relationship between the film surface temperatures A and B and the elapsed time is graphed as shown in FIG.
- the film surface temperature A is selected from the widthwise edges of the two coating liquid films 40, and is located at a position of 5 mm from the selected edges toward the center of the coating liquid film 40 in the width direction.
- the film surface temperature. As shown in FIG. 3, in the graph, in the measurement of the film surface temperature B immediately after coating (immediately after the formation of the coating liquid film), the period during which the film surface temperature B shows a constant value (specifically, The period during which the temperature change of the film surface temperature is within ⁇ 5 ° C.) is regarded as the constant drying stage.
- the change point of the film surface temperature B at which the film surface temperature B starts to rise is set as the end point of the constant rate drying step (T100% in FIG. 3).
- the change points are a straight line (dotted line x in FIG. 3) extending the film surface temperature B during the period showing a constant value to the elapsed time side (right side in FIG. 3) and a gradient of the film surface temperature B. It is obtained from the intersection with the tangent line (dotted line y in FIG. 3) drawn at the point where is maximum. Then, the period from the start point of the period in which the film surface temperature B shows a constant value to the change point of the film surface temperature B is defined as the constant rate drying time.
- the start point of the period in which the film surface temperature B shows a constant value is set as "the time at T0% when the constant rate drying is started", and from the start point to the end point (T100% in FIG. 3) of this period.
- the point where 90% has passed with respect to the entire period is defined as "the time at T90% when 90% of the constant drying time has passed”.
- the film surface temperature A (T0%) and the film surface temperature B (T0%) at the time of T0% when the constant rate drying was started were obtained, and further, the constant rate drying time of 90.
- the film surface temperatures A (T90%) and B (T90%) at the time of T90% after% has passed are determined.
- the ⁇ T obtained as described above needs to be more than ⁇ 10 ° C. and lower than 0 ° C. Since the film surface temperature B at the central portion in the width direction of the coating liquid film 40 as shown in FIG. 2 is not easily affected by the thermal conductivity of the support, it is unlikely to increase with time. On the other hand, the film surface temperature A at a position 5 mm from the widthwise edge of the coating liquid film 40 is easily affected by the support exposed in the non-coated area, and even in the constant drying stage. , There may be an increase over time. When the film surface temperature A rises remarkably with time in the constant rate drying step, ⁇ T [° C.] obtained from the formula (A) does not satisfy ⁇ 10 ° C. ⁇ T ⁇ 0 ° C.
- the drying proceeds only at the widthwise end portion of the coating liquid film 40. It is presumed that cracks occur at the widthwise end of the obtained coating film.
- ⁇ T [° C.] satisfies ⁇ 10 ° C. ⁇ T ⁇ 0 ° C. means that a significant increase in the film surface temperature A in the coating liquid film 40 with time is suppressed. That is, if the significant increase in the film surface temperature A with time is suppressed, it is considered that the drying progresses only at the widthwise end portion of the coating liquid film 40, and thus it is obtained through this step.
- ⁇ T [° C.] may be ⁇ 8 ° C.
- ⁇ T [° C.] may be ⁇ 6 ° C.
- ⁇ T [° C.] may be -4 ° C. ⁇ T ⁇ 0 ° C.
- Condition (2) The average value of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) is 35 ° C. or higher. ..
- the values of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) are shown in the graph as shown in FIG. Just ask.
- the average values of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) were obtained from the graph 4
- the condition (2) indicates a condition in which the end portion in the width direction of the coating film is likely to be cracked.
- the above-mentioned condition (1) is also satisfied. Therefore, the width direction of the coating film obtained through this step is satisfied. Cracks that occur at the edges are suppressed.
- the upper limit of the average value of the above-mentioned film surface temperature in the constant rate drying stage is not limited.
- the upper limit of the average value of the film surface temperature in the constant rate drying step may be, for example, 90 ° C., 80 ° C., 70 ° C., 60 ° C., 50 ° C. or 40 ° C.
- a known drying means is applied to the drying of the coating liquid film.
- the drying means include an oven, a hot air blower, an infrared (IR) heater, and the like.
- the drying means for satisfying the conditions (1) and (2) particularly the drying means for controlling ⁇ T
- the following means can be mentioned.
- a warm air blower change the wind speed of the warm air blown to the coating liquid film and the wind speed of the warm air blown to the non-coating area (exposed part of the support) of the coating liquid film (for example, the coating liquid).
- the wind speed of the warm air blown to the uncoated area (exposed part of the support) is made smaller).
- a warm air blower change the temperature of the hot air blown on the coating liquid film and the temperature of the hot air blown on the non-coated area (exposed part of the support) (for example, the hot air blown on the coating liquid film).
- the temperature of the hot air blown to the uncoated area (exposed part of the support) is lower than the temperature of (or the hot air blown to the uncoated area (exposed part of the support) is cold air below room temperature. ).
- the drying means for satisfying the above conditions (1) and (2), particularly the drying means for controlling ⁇ T may be applied immediately after the coating liquid film is formed in the step A, or may be constantly applied. It may be applied from the rate drying stage. Further, the drying means for satisfying the above conditions (1) and (2), particularly the drying means for controlling ⁇ T, continues during the constant rate drying stage (that is, from the time T0% to the time T100%). Is preferable.
- the following means can be mentioned. -Apply water of the same thickness as the coating liquid film to the non-coated area of the coating liquid film (that is, the support is not exposed to the non-coated area of the coating liquid film). -The non-coated area of the coating liquid film is not formed or reduced (for example, the shortest distance from both ends of the support in the width direction to both ends of the coating liquid film is 2 mm or less).
- a means for blowing warm air with a warm air blower to the coating liquid film from the viewpoint of satisfying the condition (2) and controlling the drying speed.
- the above-mentioned drying means and various means for satisfying the above-mentioned conditions (1) and (2) may be used alone or in combination of two or more. Further, the drying means, drying conditions, etc. in the constant rate drying step and the reduced rate drying step may be the same or different. If the constant rate drying step satisfying the above conditions (1) and (2) is passed, even if the drying means, drying conditions, etc. in the rate reduction drying step are changed, the cracks generated at the end in the width direction are affected. Hard to exert.
- a coating film is formed on the support through step B.
- the thickness of the coating film obtained through the step B is not particularly limited, and may be any thickness according to the purpose, application, and the like.
- the thickness of the coating film is preferably 40 ⁇ m or more, more preferably 50 ⁇ m or more, and further preferably 60 ⁇ m or more.
- the upper limit of the thickness of the coating film is not particularly limited and may be determined according to the intended use, but is, for example, 300 ⁇ m.
- the measurement of the thickness of the coating film is the same as the measurement of the thickness of the coating liquid film.
- step A and at least one after step B may be provided before step A and at least one after step B.
- the other steps are not particularly limited, and include a pretreatment step performed before applying the coating liquid film, a posttreatment step performed on the formed coating film depending on the use of the coating film, and the like. Be done.
- steps specifically, a step of surface-treating the support, a step of curing the coating film, a step of compressing the coating film, a step of cutting the coating film, and a step of removing the support from the coating film. Examples thereof include a peeling step.
- the method for producing a coating film according to the present embodiment is a method for producing a coating film on a support that is continuously conveyed, it is suitable for producing a coating film for applications requiring high productivity.
- An aluminum support 1 (thermal conductivity: 230 W / (m ⁇ K)) having a width of 220 mm, a thickness of 20 ⁇ m, and a length of 300 m was prepared (abbreviated as AL1).
- An aluminum support 2 (thermal conductivity: 230 W / (m ⁇ K)) having a width of 203 mm, a thickness of 20 ⁇ m, and a length of 300 m was prepared (abbreviated as AL2).
- ⁇ Preparation of water-based coating liquid> [Preparation of water-based coating liquid A] The following components were mixed to prepare a water-based coating liquid A.
- -Polyvinyl alcohol 58 parts (CKS-50: 99 mol% saponification degree, degree of polymerization 300, Nippon Synthetic Chemical Industry Co., Ltd.)
- Serogen PR of Dai-ichi Kogyo Seiyaku Co., Ltd . 24 parts
- Surfactant Nippon Emulsion Co., Ltd., Emarex 710: 5 parts
- the mixture was dispersed for 15 minutes with revolutions per minute; the same applies hereinafter) to obtain an aqueous dispersion of Artpearl J-7P (particle concentration: 20% by mass).
- the true specific gravity of the silica composite crosslinked acrylic resin fine particles in the obtained aqueous dispersion is 1.20, and the average particle size is 6.5 ⁇ m.
- -Dispersion A prepared by the following method: 132.1 parts-Dispersion B prepared by the following method: 396.2 parts-Boric acid (crosslinking agent): 2.94 parts-Polyvinyl alcohol (7.3 mass) % Aqueous solution): 230.7 parts (Kuraray Co., Ltd., PVA 235, saponification degree 88%, polymerization degree 3500) -Diethylene glycol monobutyl ether: 2.7 parts (Buchisenol 20-P, KH Neochem Co., Ltd.) -Ion-exchanged water: 93.5 parts-Polyoxyethylene lauryl ether (surfactant): 0.49 parts (10% by mass aqueous solution of Emulgen 109P, HLB value 13.6, Kao Corporation) ⁇ Ethanol: 41.4 parts
- Example 1 In the apparatus configured as shown in FIG. 1, a water-based coating liquid A is applied onto the aluminum support 1 to form a coating liquid film, and the formed coating liquid film is dried for coating. A membrane was obtained. Specifically, the water-based coating liquid A was applied onto the support that was continuously conveyed (step A). The coating width and thickness of the formed coating liquid film are as shown in Table 1. Subsequently, warm air was blown using a warm air blower, and the coating liquid film was dried using the ⁇ T control means shown in Table 1 (step B). The blowing of warm air using a warm air blower and the drying by the ⁇ T control means continued during the constant rate drying stage (that is, from the time of T0% to the time of T100%).
- step A and step B The transport speed of the support in step A and step B was 20 m / min. As described above, the coating film was formed through the steps A and B.
- Example 2 A coating film was formed in the same manner as in Example 1 except that the specific means for drying the coating liquid film in step B was changed as shown in Table 1. In Example 4, the aluminum support 2 was used instead of the aluminum support 1.
- Example 7 to 13 The coating film was prepared in the same manner as in Example 1 except that the coating width of the coating liquid film formed in the step A and the thickness of the coating liquid film were appropriately changed as shown in Table 1. Formed.
- Examples 14 to 19 A coating film was formed in the same manner as in each of Examples 1 to 6 except that the water-based coating liquid A was changed to the water-based coating liquid B.
- step B in addition to the coating liquid film, the non-coating area of the coating liquid film was also blown with the same warm air as the coating liquid film, except that the ⁇ T control means was not adopted.
- a coating film was formed in the same manner as in each of 5, 6 and 14.
- a polyethylene terephthalate (PET) support (thermal conductivity: 0.3 W / (m ⁇ K)) having a width of 220 mm, a thickness of 38 ⁇ m, and a length of 300 m was used, and further coated in step B.
- the non-coated area of the coating liquid film is also coated in the same manner as in Example 1 except that the same warm air as that of the coating liquid film is applied and the ⁇ T control means is not adopted. A film was formed.
Landscapes
- Life Sciences & Earth Sciences (AREA)
- Engineering & Computer Science (AREA)
- Wood Science & Technology (AREA)
- Application Of Or Painting With Fluid Materials (AREA)
Abstract
Description
塗工膜の製造方法としては、例えば、支持体上に、目的とする塗工膜を得るための塗工液を塗布し、得られた塗工液膜を乾燥させる方法がある。 A method of producing a target coating film on a support by a continuous process of a roll-to-roll method is known.
As a method for producing a coating film, for example, there is a method of applying a coating liquid for obtaining a target coating film on a support and drying the obtained coating liquid film.
更に、特許文献3には、負極活物質と増粘剤とバインダーとを含む負極ペーストを負極集電体の表面に塗布する工程と、負極ペーストが負極集電体の表面に塗布されることにより形成された負極ペースト層を、式1:(負極ペースト層の表面温度)-(負極集電体の温度)≦1℃を満たすように乾燥させる乾燥工程とを備える負極の製造方法が開示されている。 Further, in Patent Document 2, inorganic fine particles are dispersed in the presence of a water-soluble polyvalent metal compound to obtain a dispersion (1), and separately, inorganic fine particles are dispersed in the presence of an organic cationic polymer to obtain a dispersion (2). ), The obtained dispersions (1) and (2) are mixed, coated on a support, and dried.
Further, Patent Document 3 describes a step of applying a negative electrode paste containing a negative electrode active material, a thickener and a binder to the surface of a negative electrode current collector, and a step of applying the negative electrode paste to the surface of the negative electrode current collector. A method for manufacturing a negative electrode including a drying step of drying the formed negative electrode paste layer so as to satisfy Equation 1: (surface temperature of the negative electrode paste layer)-(temperature of the negative electrode current collector) ≤ 1 ° C. is disclosed. There is.
<1> 熱伝導率が200W/(m・K)以上である長尺の支持体を連続搬送し、連続搬送される支持体上に水系塗工液を塗布する工程Aと、連続搬送される支持体上にて、工程Aにて得られた塗工液膜を乾燥する工程Bと、を含み、
工程Bが、下記の条件(1)及び(2)を満たす塗工液膜の恒率乾燥段階を含む、
塗工膜の製造方法。
条件(1):恒率乾燥が開始されたT0%時点における、塗工液膜の幅方向縁部から5mmの位置の膜面温度をA(T0%)とし、塗工液膜の幅方向中央部の膜面温度B(T0%)とし、且つ、恒率乾燥時間の90%を経過したT90%時点における、塗工液膜の幅方向縁部から5mmの位置の膜面温度をA(T90%)とし、塗工液膜の幅方向中央部の膜面温度B(T90%)としたとき、以下の式(A)から求められるΔT[℃]が-10℃<ΔT<0℃である。
式(A) ΔT[℃]=(A(T0%)-B(T0%))-(A(T90%)-B(90%))
条件(2):膜面温度A(T0%)、膜面温度B(T0%)、膜面温度A(T90%)、及び膜面温度B(T90%)の平均値が35℃以上である。 Means for solving the above problems include the following embodiments.
<1> A step A in which a long support having a thermal conductivity of 200 W / (m · K) or more is continuously transported and a water-based coating liquid is applied onto the continuously transported support, and the continuous transport is performed. Including step B of drying the coating liquid film obtained in step A on the support.
Step B includes a constant drying step of the coating liquid film satisfying the following conditions (1) and (2).
Manufacturing method of coating film.
Condition (1): The film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T0% when the constant drying is started is set to A (T0%) , and the center in the width direction of the coating liquid film. The film surface temperature of the part is B (T0%) , and the film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T90% after 90% of the constant drying time is A (T90). %) , And the film surface temperature B (T90%) at the center of the coating liquid film in the width direction, ΔT [° C.] obtained from the following formula (A) is −10 ° C. <ΔT <0 ° C. ..
Formula (A) ΔT [° C.] = (A (T0%) -B (T0%) )-(A (T90%) -B (90%) )
Condition (2): The average value of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) is 35 ° C. or higher. ..
<3> 水系塗工液が、粒子を含む塗工液である、<1>又は<2>に記載の塗工膜の製造方法。
<4> 工程B後の塗工膜の厚みが40μm以上である、<1>~<3>のいずれか1つに記載の塗工膜の製造方法。 <2> When the thickness at a position 5 mm from the widthwise edge of the coating liquid film is At and the thickness at the center of the coating liquid film in the width direction is Bt, 0.9 ≦ At / Bt ≦ 1.1. The method for producing a coating film according to <1>, which satisfies the above relationship.
<3> The method for producing a coating film according to <1> or <2>, wherein the water-based coating liquid is a coating liquid containing particles.
<4> The method for producing a coating film according to any one of <1> to <3>, wherein the thickness of the coating film after step B is 40 μm or more.
本開示に段階的に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、他の段階的な記載の数値範囲の上限値又は下限値に置き換えてもよい。また、本開示に記載されている数値範囲において、ある数値範囲で記載された上限値又は下限値は、実施例に示されている値に置き換えてもよい。
本開示にて示す各図面における各要素は必ずしも正確な縮尺ではなく、本開示の原理を明確に示すことに主眼が置かれており、強調がなされている箇所もある。
また、各図面において、同一機能を有する構成要素には同一符号を付し、重複する説明は省略する。
本開示において、「幅方向」とは、長尺の支持体、塗工液膜、及び塗工膜のいずれかの長手方向と直交する方向を指す。
本開示において、「幅方向縁部」とは、塗工液膜又は塗工膜の幅方向の縁部分を指し、塗工液膜又は塗工膜の膜面を上面視したときには、塗工領域(即ち、塗工液膜又は塗工膜の形成部)と非塗工領域(即ち、支持体の露出部)との境界線として視認される。
本開示において、「幅方向端部」とは、塗工液膜又は塗工膜の幅方向の端部分を指し、幅方向縁部(具体的には、上記の塗工領域と非塗工領域との境界線)から、幅方向中央部へ向かって20mmまでの領域を指す。
本開示において、2以上の好ましい形態又は態様の組み合わせは、より好ましい形態又は態様である。 The numerical range indicated by using "-" in the present disclosure means a range including the numerical values before and after "-" as the minimum value and the maximum value, respectively.
In the numerical range described stepwise in the present disclosure, the upper limit value or the lower limit value described in a certain numerical range may be replaced with the upper limit value or the lower limit value of another numerical range described stepwise. Further, in the numerical range described in the present disclosure, the upper limit value or the lower limit value described in a certain numerical range may be replaced with the value shown in the examples.
Each element in each of the drawings presented in this disclosure is not necessarily on an exact scale, with an emphasis on clearly showing the principles of this disclosure and some emphasis.
Further, in each drawing, components having the same function are designated by the same reference numerals, and duplicate description will be omitted.
In the present disclosure, the "width direction" refers to a direction orthogonal to the longitudinal direction of any of a long support, a coating liquid film, and a coating film.
In the present disclosure, the "width direction edge portion" refers to the coating liquid film or the edge portion in the width direction of the coating film, and when the film surface of the coating liquid film or the coating film is viewed from above, the coating area. It is visually recognized as a boundary line between (that is, the coating liquid film or the forming portion of the coating film) and the non-coated area (that is, the exposed portion of the support).
In the present disclosure, the "width direction end portion" refers to the coating liquid film or the width direction end portion of the coating film, and the width direction edge portion (specifically, the above-mentioned coated area and non-coated area). (Boundary line with) to 20 mm toward the center in the width direction.
In the present disclosure, a combination of two or more preferred forms or embodiments is a more preferred embodiment or embodiment.
既述のように、連続搬送される支持体上に塗工膜を製造する方法であって、熱伝導性が高い支持体上へ水系塗工液を塗布して塗工液膜を形成する工程と、形成された塗工液膜を乾燥する工程と、を有する塗工膜の製造方法においては、得られた塗工膜の幅方向端部に割れが生じることがある。
塗工膜の幅方向端部の割れは、上記のように、塗工膜を形成する支持体として、例えば、金属などの熱伝導性に優れる支持体を用い、且つ、塗工液としては、溶媒又は分散媒が実質的に水である水系塗工液を用いる場合に生じる現象である。
本発明者らは、上記の塗工膜の製造方法について検討を行ったところ、恒率乾燥段階における、塗工液膜の幅方向中央と幅方向端部との温度差の変化量に着目し、この変化量(上記条件の(1)におけるΔT)を制御することで、塗工膜の幅方向端部に生じる割れを抑制しうることを見出し、本発明をなすに至った。 ≪Manufacturing method of coating film≫
As described above, this is a method of manufacturing a coating film on a support that is continuously conveyed, and is a step of applying a water-based coating liquid onto a support having high thermal conductivity to form a coating liquid film. In the method for producing a coating film, which comprises a step of drying the formed coating liquid film, cracks may occur at the widthwise end portion of the obtained coating film.
As described above, for cracking at the widthwise end of the coating film, a support having excellent thermal conductivity such as metal is used as the support for forming the coating film, and the coating liquid is used. This is a phenomenon that occurs when a water-based coating liquid in which the solvent or dispersion medium is substantially water is used.
When the present inventors examined the above-mentioned method for producing a coating film, they focused on the amount of change in the temperature difference between the center in the width direction and the end in the width direction of the coating liquid film in the constant rate drying stage. It has been found that by controlling this amount of change (ΔT in (1) of the above condition), cracks generated at the widthwise end of the coating film can be suppressed, and the present invention has been made.
条件(1):恒率乾燥が開始されたT0%時点における、塗工液膜の幅方向縁部から5mmの位置の膜面温度をA(T0%)とし、塗工液膜の幅方向中央部の膜面温度B(T0%)とし、且つ、恒率乾燥時間の90%を経過したT90%時点における、塗工液膜の幅方向縁部から5mmの位置の膜面温度をA(T90%)とし、塗工液膜の幅方向中央部の膜面温度B(T90%)としたとき、以下の式(A)から求められるΔT[℃]が-10℃<ΔT<0℃である。
式(A) ΔT[℃]=(A(T0%)-B(T0%))-(A(T90%)-B(90%))
条件(2):膜面温度A(T0%)、膜面温度B(T0%)、膜面温度A(T90%)、及び膜面温度B(T90%)の平均値が35℃以上である。 In the method for producing a coating film according to the present embodiment, a long support having a thermal conductivity of 200 W / (m · K) or more is continuously conveyed, and a water-based coating liquid is applied onto the continuously conveyed support. The step A includes the step A of coating and the step B of drying the coating liquid film obtained in the step A on the support that is continuously conveyed, and the step B includes the following conditions (1) and (2). ) Is a method for producing a coating film, which includes a constant drying step of the coating film.
Condition (1): The film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T0% when the constant drying is started is set to A (T0%) , and the center in the width direction of the coating liquid film. The film surface temperature of the part is B (T0%) , and the film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T90% after 90% of the constant drying time is A (T90). %) , And the film surface temperature B (T90%) at the center of the coating liquid film in the width direction, ΔT [° C.] obtained from the following formula (A) is −10 ° C. <ΔT <0 ° C. ..
Formula (A) ΔT [° C.] = (A (T0%) -B (T0%) )-(A (T90%) -B (90%) )
Condition (2): The average value of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) is 35 ° C. or higher. ..
図1に示すように、巻回された長尺の支持体10は、その先端が送り出され連続搬送が開始されると、塗工手段20により水系塗工液が塗布される(工程A)。工程Aにより、長尺の支持体上には、水系塗工液による塗工液膜が形成される。
続いて、乾燥手段30a及び30bの中を、工程Aにて形成された塗工液膜を有する支持体10を連続搬送させることで、支持体10上にて塗工液膜を乾燥する(工程B)。工程Bにより、長尺の支持体上の塗工液膜が乾燥し、塗工膜が形成される。 First, an example of a method for producing a coating film will be described with reference to FIG.
As shown in FIG. 1, when the tip of the wound
Subsequently, the coating liquid film is dried on the
工程Aでは、熱伝導率が200W/(m・K)以上である長尺の支持体を連続搬送し、連続搬送される支持体上に水系塗工液を塗布する。
ここで、水系塗工液とは、塗工液中に含まれる溶媒(又は分散媒)が実質的に水である塗工液を指す。「溶媒(又は分散媒)が実質的に水である」とは、固形分を用いる際に導入される水以外の溶媒の含有を許容することを意味し、全溶媒(又は全分散媒)中の水の割合が90質量%以上であること指し、全溶媒(又は全分散媒)中の水の割合が95質量%以上であることが好ましく、全溶媒(又は全分散媒)が水であることが特に好ましい。
また、固形分とは、溶媒(又は分散媒)を除く成分を指す。 [Step A]
In step A, a long support having a thermal conductivity of 200 W / (m · K) or more is continuously conveyed, and a water-based coating liquid is applied onto the continuously conveyed support.
Here, the water-based coating liquid refers to a coating liquid in which the solvent (or dispersion medium) contained in the coating liquid is substantially water. "The solvent (or dispersion medium) is substantially water" means that the inclusion of a solvent other than water introduced when the solid content is used is allowed, and the total solvent (or total dispersion medium) contains. The ratio of water in the total solvent (or total dispersion medium) is preferably 95% by mass or more, and the total solvent (or total dispersion medium) is water. Is particularly preferred.
Further, the solid content refers to a component excluding a solvent (or a dispersion medium).
本工程に用いる長尺の支持体は、熱伝導率が200W/(m・K)以上である支持体である。なお、本工程で用いる支持体が、例えば、金属箔及び樹脂膜を含む多層構造の支持体の場合、その支持体全体としての熱伝導率が200W/(m・K)以上であるものであればよい。
支持体の熱伝導率の上限値は特に制限されず、例えば、500W/(m・K)である。 -Support-
The long support used in this step is a support having a thermal conductivity of 200 W / (m · K) or more. When the support used in this step is, for example, a support having a multi-layer structure including a metal foil and a resin film, the support as a whole has a thermal conductivity of 200 W / (m · K) or more. Just do it.
The upper limit of the thermal conductivity of the support is not particularly limited, and is, for example, 500 W / (m · K).
中でも、支持体としての形状安定性、使用実績等の点から、銅支持体、及びアルミニウム支持体が好ましく用いられる。 Specific examples of the support exhibiting the thermal conductivity include copper, aluminum, silver, gold, and a metal support made of an alloy thereof.
Among them, a copper support and an aluminum support are preferably used from the viewpoints of shape stability as a support, a track record of use, and the like.
まず、支持体を後述する装置に適したサイズに切り出し、測定用試料を得る。得られた測定用試料について、NETZSCH社の「LFA467」を用いて、レーザーフラッシュ法で厚み方向の熱拡散率を測定する。次いで、メトラー・トレド(株)の天秤「XS204」(「固体比重測定キット」使用)を用いて、測定用試料の比重を測定する。更に、セイコーインスツル(株)の「DSC320/6200」を用い、10℃/分の昇温条件の下、25℃における測定用試料の比熱をDSC7のソフトウエアを用いて求める。得られた熱拡散率に比重及び比熱を乗じることで、測定用試料(即ち、支持体)の熱伝導率を算出する。 The thermal conductivity of the support is measured as follows.
First, the support is cut out to a size suitable for the device described later to obtain a sample for measurement. With respect to the obtained measurement sample, the thermal diffusivity in the thickness direction is measured by a laser flash method using "LFA467" manufactured by NETZSCH. Next, the specific gravity of the measurement sample is measured using the balance "XS204" (using the "solid density measurement kit") of METTLER TOLEDO Co., Ltd. Further, using "DSC320 / 6200" of Seiko Instruments Inc., the specific heat of the measurement sample at 25 ° C. is determined using the software of DSC7 under the heating condition of 10 ° C./min. The thermal conductivity of the measurement sample (that is, the support) is calculated by multiplying the obtained thermal diffusivity by the specific gravity and the specific heat.
支持体の厚みは、例えば、5μm~100μmであることが好ましく、10μm~30μmであることがより好ましい。
支持体の幅及び長さは、ロールトゥロール方式に適用する観点、目的とする塗工膜の幅及び長さから、適宜、設定すればよい。 The thickness of the support may be appropriately set from the viewpoint of applying to the roll-to-roll method.
The thickness of the support is, for example, preferably 5 μm to 100 μm, and more preferably 10 μm to 30 μm.
The width and length of the support may be appropriately set from the viewpoint of applying to the roll-to-roll method and the width and length of the target coating film.
即ち、接触式の厚み測定機を用い、支持体の幅方向の3箇所(即ち、幅方向の両縁部から5mmの位置と幅方向中央部)の厚みを、長手方向に500mmの間隔を開けて3点測定する。
測定された計9つの測定値の算術平均値を求め、これを支持体の厚みとする。
接触式の厚み測定機としては、例えば、(株)フジワークのS-2270が用いられる。 The thickness of the support is measured as follows.
That is, using a contact-type thickness measuring machine, the thickness of the support at three points in the width direction (that is, the position 5 mm from both edges in the width direction and the center part in the width direction) is separated by 500 mm in the longitudinal direction. Measure 3 points.
The arithmetic mean value of a total of nine measured values is obtained, and this is used as the thickness of the support.
As the contact type thickness measuring machine, for example, S-2270 of Fujiwork Co., Ltd. is used.
本工程で用いる水系塗工液としては、既述のように、溶媒(又は分散媒)としての水と、固形分と、を含む液状物であれば、特に制限されない。
水系塗工液に含まれる固形分には、目的とする塗工膜を得るための成分の他、塗布適性を向上させるための成分等が含まれる。 -Water-based coating liquid-
As described above, the water-based coating liquid used in this step is not particularly limited as long as it is a liquid material containing water as a solvent (or dispersion medium) and a solid content.
The solid content contained in the water-based coating liquid includes a component for obtaining a target coating film, a component for improving coating suitability, and the like.
水の含有量の上限値は100質量%未満であればよいが、例えば、塗布適性の観点からは、水系塗工液の全質量に対して、90質量%である。 The content of water in the water-based coating liquid is not particularly limited, and is preferably 40% by mass or more, more preferably 50% by mass or more, based on the total mass of the water-based coating liquid, for example.
The upper limit of the water content may be less than 100% by mass, but for example, from the viewpoint of coating suitability, it is 90% by mass with respect to the total mass of the water-based coating liquid.
粒子を含む水系塗工液を用いると、恒率乾燥段階にて粒子の凝集も加わることから、塗工膜の幅方向端部の割れが生じやすい傾向にある。しかしながら、本実施形態に係る塗工膜の製造方法を適用することで、粒子を含む水系塗工液を用いた場合であっても、塗工膜の幅方向端部の割れを抑制することができる。 The water-based coating liquid may contain particles as one of the solid contents. That is, the water-based coating liquid may be a coating liquid containing particles.
When a water-based coating liquid containing particles is used, agglutination of particles is also added at the constant rate drying stage, so that the widthwise end portion of the coating film tends to be cracked. However, by applying the coating film manufacturing method according to the present embodiment, it is possible to suppress cracking at the widthwise end portion of the coating film even when a water-based coating liquid containing particles is used. can.
無機粒子としては、例えば、金属(アルカリ金属、アルカリ土類金属、遷移金属等と、これらの金属の合金)の粒子、半金属(ケイ素等)の粒子、又は金属又は半金属の化合物(酸化物、水酸化物、窒化物等)の粒子、カーボンブラック等を含む顔料の粒子等が挙げられる。
無機粒子としては、その他、雲母等の鉱物の粒子、無機顔料粒子等も挙げられる。 As the inorganic particles, known inorganic particles that can be applied to the target coating film can be used.
Examples of the inorganic particles include metal (alkali metal, alkaline earth metal, transition metal, etc. and alloys of these metals) particles, metalloid (silicon, etc.) particles, or metal or metalloid compounds (oxides). , Hydroxide, nitride, etc.) particles, pigment particles containing carbon black and the like, and the like.
Other examples of the inorganic particles include mineral particles such as mica and inorganic pigment particles.
有機粒子としては、樹脂粒子及び有機顔料粒子をはじめ、固体有機物の粒子であれば、特に制限はされない。 As the organic particles, known organic particles applicable to the target coating film can be used.
The organic particles are not particularly limited as long as they are solid organic particles such as resin particles and organic pigment particles.
なお、表面処理が施されることで、上記の複合粒子となっていてもよい。 The particles may be surface-treated for the purpose of imparting dispersibility and the like.
The composite particles may be formed as described above by being subjected to surface treatment.
水系塗工膜中に粒子が多く含まれているほど、塗工膜の幅方向端部の割れが目立ちやすい(即ち、視認されやすい)傾向にある。本実施形態に係る塗工膜の製造方法を適用することで、水系塗工液中の粒子の含有量が例えば50質量%以上であっても、塗工膜の幅方向端部の割れを抑制することができる。 The content of the particles in the water-based coating liquid is not particularly limited, and is appropriately determined according to the target coating film, the conditions suitable for producing the coating film, or the purpose of adding the particles. , Should be decided.
The more particles are contained in the water-based coating film, the more conspicuous (that is, visually recognizable) the cracks at the widthwise end of the coating film tend to be. By applying the method for producing a coating film according to the present embodiment, cracking of the widthwise end portion of the coating film is suppressed even if the content of particles in the water-based coating liquid is, for example, 50% by mass or more. can do.
水系塗工液に含まれる固形分として具体的には、上述の粒子の他、バインダー成分、粒子の分散性に寄与する成分、重合性化合物、重合開始剤等の反応性成分、界面活性剤等の塗布性能を高めるための成分、その他の添加剤等が挙げられる。 The solid content contained in the water-based coating liquid is not particularly limited, and examples thereof include various components used to obtain the desired coating film.
Specifically, as the solid content contained in the water-based coating liquid, in addition to the above-mentioned particles, a binder component, a component contributing to the dispersibility of the particles, a polymerizable compound, a reactive component such as a polymerization initiator, a surfactant, etc. Ingredients for enhancing the coating performance of the above, other additives and the like can be mentioned.
本工程において形成される塗工液膜の厚みは特に制限はなく、目的とする塗工膜に応じて、適宜、決定すればよい。
例えば、本工程において形成される塗工液膜の厚みは、塗工液膜の幅方向縁部から5mmの位置の厚みをAtとし、塗工液膜の幅方向中央部の厚みをBtとしたとき、0.8≦At/Bt≦2.5(好ましくは0.9≦At/Bt≦1.5、より好ましくは0.9≦At/Bt≦1.1)の関係を満たす、ことが好ましい。
上記のように、厚みAtと厚みBtとの間には厚みの差が少ない場合、即ち、面内で均一に近い厚みを有する塗工液膜を形成する場合において、本実施形態に係る塗工膜の製造方法を適用することで、塗工膜の幅方向端部の割れを効果的に抑制することができる。 -Thickness of coating liquid film-
The thickness of the coating liquid film formed in this step is not particularly limited, and may be appropriately determined according to the target coating film.
For example, the thickness of the coating liquid film formed in this step is At at a position 5 mm from the widthwise edge of the coating liquid film, and Bt is the thickness at the center of the coating liquid film in the width direction. When, the relationship of 0.8 ≦ At / Bt ≦ 2.5 (preferably 0.9 ≦ At / Bt ≦ 1.5, more preferably 0.9 ≦ At / Bt ≦ 1.1) is satisfied. preferable.
As described above, when the difference in thickness between the thickness At and the thickness Bt is small, that is, when a coating liquid film having a thickness close to uniform in the plane is formed, the coating according to the present embodiment. By applying the film manufacturing method, cracking at the widthwise end portion of the coating film can be effectively suppressed.
塗工液膜の厚みAtと厚みBtとが異なる場合、厚みの違いにより、後述する工程Bでの膜面温度及びその変化量も変わる。そのため、工程Bにおいては、膜面温度の変化に応じて、ΔTの制御を行えばよい。 In addition, although it is common to form a coating liquid film having a uniform thickness in the plane, in the method for producing a coating film according to the present embodiment, the thickness At and the thickness Bt of the coating liquid film are different. May be.
When the thickness At and the thickness Bt of the coating liquid film are different, the film surface temperature and the amount of change thereof in the step B described later also change due to the difference in the thickness. Therefore, in step B, ΔT may be controlled according to the change in the film surface temperature.
まず、厚みAtとしては、光干渉式の厚み測定機を用い、2つある塗工液膜の幅方向縁部から一方を選択し、選択した縁部から塗工液膜の幅方向中央部へ向かって5mmの位置の塗工液膜の厚みを、長手方向に500mmの間隔を開けて3点測定する。
測定された3点の測定値の算術平均値を求め、これを厚みAtとする。
また、厚みBtとしては、光干渉式の厚み測定機を用い、塗工液膜の幅方向中央部の厚みを、長手方向に500mmの間隔を開けて3点測定する。
測定された3点の測定値の算術平均値を求め、これを厚みBtとする。
光干渉式の厚み測定機としては、例えば、キーエンス社の赤外分光干渉式膜厚計SI-T80を用いることができる。 The thickness At and the thickness Bt are measured as follows.
First, as the thickness At, an optical interferometry type thickness measuring machine is used to select one from the widthwise edges of the two coating liquid films, and from the selected edges to the center of the coating liquid film in the width direction. The thickness of the coating liquid film at a position of 5 mm is measured at three points with an interval of 500 mm in the longitudinal direction.
The arithmetic mean value of the measured values of the three measured points is obtained, and this is defined as the thickness At.
Further, as the thickness Bt, a light interference type thickness measuring machine is used to measure the thickness of the central portion of the coating liquid film in the width direction at three points with an interval of 500 mm in the longitudinal direction.
The arithmetic mean value of the measured values of the three measured points is obtained, and this is defined as the thickness Bt.
As the optical interferometry type thickness measuring device, for example, an infrared spectroscopic interferometry film thickness meter SI-T80 manufactured by KEYENCE Corporation can be used.
本工程における塗工幅(即ち、塗布液膜の幅)は特に制限はなく、製造された塗工膜の幅方向端部に割れが生じやすい塗工幅が適用されればよい。塗工膜の幅方向端部での割れを抑制する観点から、塗工幅は、例えば、30mm以上であることが好ましく、50mm以上であることがより好ましく、100mm以上であることが更に好ましい。
塗工幅の上限は、支持体の幅である。 -Coating width-
The coating width (that is, the width of the coating liquid film) in this step is not particularly limited, and a coating width in which cracks are likely to occur may be applied to the end portion of the manufactured coating film in the width direction. From the viewpoint of suppressing cracking at the widthwise end portion of the coating film, the coating width is, for example, preferably 30 mm or more, more preferably 50 mm or more, and further preferably 100 mm or more.
The upper limit of the coating width is the width of the support.
即ち、塗工液膜の膜面を上面視し、塗工液膜の幅を、定規にて、長手方向に500mmの間隔を開けて3点測定する。
測定された3点の測定値の算術平均値を求め、これを塗工幅とする。 The coating width is measured as follows.
That is, the film surface of the coating liquid film is viewed from above, and the width of the coating liquid film is measured at three points with a ruler at intervals of 500 mm in the longitudinal direction.
Obtain the arithmetic mean value of the measured values of the three measured points, and use this as the coating width.
本工程における塗工液の塗布には、公知の塗布手段が適用される。
塗布手段(例えば、図1における塗工手段20)として、具体的には、カーテンコーティング法、ディップコーティング法、スピンコーティング法、印刷コーティング法、スプレーコーティング法、スロットコーティング法、ロールコーティング法、スライドコーティング法、ブレードコーティング法、グラビアコーティング法、ワイヤーバー法等を利用した塗布装置が挙げられる。 -Application-
A known coating means is applied to the coating of the coating liquid in this step.
Specific examples of the coating means (for example, the coating means 20 in FIG. 1) include a curtain coating method, a dip coating method, a spin coating method, a print coating method, a spray coating method, a slot coating method, a roll coating method, and a slide coating method. Examples thereof include a coating device using a method, a blade coating method, a gravure coating method, a wire bar method, or the like.
工程Bでは、連続搬送される支持体上にて、工程Aにて得られた塗工液膜を乾燥する。
そして、工程Bは、後述の条件(1)及び(2)を満たす塗工液膜の恒率乾燥段階を含む。 [Step B]
In step B, the coating liquid film obtained in step A is dried on the support that is continuously conveyed.
Then, the step B includes a constant rate drying step of the coating liquid film satisfying the conditions (1) and (2) described later.
ここで、「恒率乾燥」とは、塗布液膜中の溶媒(又は分散媒)の含有量が経時にて減少する乾燥の形態である。
一般に、塗布液膜は、形成直後から一定時間が経過するまでは恒率乾燥を示し、その後、減率乾燥を示す。恒率乾燥を示す時間については、例えば、化学工学便覧(頁707~712、丸善(株)発行、昭和55年(1980年)10月25日)に記載されている。
本開示においては、形成された塗布液膜の幅方向中央部の膜面温度(後述の膜面温度B)の経時変化を測定し、塗布直後(塗布液膜の形成直後)からの膜面温度の測定において、膜面温度が一定の値を示している期間(具体的には、膜面温度の温度変化が±5℃内に収まっている期間)を、「恒率乾燥段階」とみなす。
そして、膜面温度が一定の値を示している期間の後、膜面温度が上昇する期間を「減率乾燥段階」とみなす。
なお、膜面温度は、非接触式放射温度計にて測定される。 Drying in this step refers to the process until the coating liquid film formed in step A reaches the target solid content concentration through the constant rate drying step and the reduced rate drying step.
Here, "constant drying" is a form of drying in which the content of the solvent (or dispersion medium) in the coating liquid film decreases with time.
In general, the coating liquid film exhibits constant rate drying from immediately after formation until a certain period of time elapses, and then exhibits rate reduction drying. The time indicating constant drying is described in, for example, the Chemical Engineering Handbook (pages 707 to 712, published by Maruzen Co., Ltd., October 25, 1980).
In the present disclosure, the change over time in the film surface temperature (film surface temperature B described later) at the center of the formed coating liquid film in the width direction is measured, and the film surface temperature immediately after coating (immediately after the formation of the coating liquid film). In the measurement of, the period during which the film surface temperature shows a constant value (specifically, the period during which the temperature change of the film surface temperature is within ± 5 ° C.) is regarded as the “constant drying stage”.
Then, after the period in which the film surface temperature shows a constant value, the period in which the film surface temperature rises is regarded as the "declining rate drying stage".
The film surface temperature is measured with a non-contact radiation thermometer.
即ち、塗工液膜の膜面温度が、乾燥温度の変化量以上に上昇するまでは、恒率乾燥段階とみなす。 In step B, the drying temperature may be changed stepwise or continuously toward the transport direction of the coating liquid film. In this case, it is considered that the film surface temperature of the coating liquid film is also affected and changes. Therefore, in step B, the period in which the film surface temperature of the coating liquid film changes to the same extent as the amount of change in the drying temperature is included in the "period in which the film surface temperature shows a constant value".
That is, until the film surface temperature of the coating liquid film rises beyond the amount of change in the drying temperature, it is regarded as a constant rate drying stage.
以下、条件(1)及び(2)について説明する。 The drying in this step includes a constant drying step that satisfies the conditions (1) and (2).
Hereinafter, the conditions (1) and (2) will be described.
本工程の恒率乾燥段階では、下記の条件(1)を満たす。
条件(1):恒率乾燥が開始されたT0%時点における、塗工液膜の幅方向縁部から5mmの位置の膜面温度をA(T0%)とし、塗工液膜の幅方向中央部の膜面温度B(T0%)とし、且つ、恒率乾燥時間の90%を経過したT90%時点における、塗工液膜の幅方向縁部から5mmの位置の膜面温度をA(T90%)とし、塗工液膜の幅方向中央部の膜面温度B(T90%)としたとき、以下の式(A)から求められるΔT[℃]が-10℃<ΔT<0℃である。
式(A) ΔT[℃]=(A(T0%)-B(T0%))-(A(T90%)-B(90%)) -Condition (1)-
In the constant drying stage of this step, the following condition (1) is satisfied.
Condition (1): The film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T0% when the constant drying is started is set to A (T0%) , and the center in the width direction of the coating liquid film. The film surface temperature of the part is B (T0%) , and the film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T90% after 90% of the constant drying time is A (T90). %) , And the film surface temperature B (T90%) at the center of the coating liquid film in the width direction, ΔT [° C.] obtained from the following formula (A) is −10 ° C. <ΔT <0 ° C. ..
Formula (A) ΔT [° C.] = (A (T0%) -B (T0%) )-(A (T90%) -B (90%) )
図2に示すように、支持体10上に形成された塗工液膜40において、LAで示される幅方向縁部から5mmの位置での膜面温度Aと、LBで示される幅方向中央部での膜面温度Bと、の経時変化をそれぞれ測定し、膜面温度A及びBと経過時間との関係を、図3に示すようにグラフ化する。なお、膜面温度Aは、2つある塗工液膜40の幅方向縁部から一方を選択し、選択した縁部から塗工液膜40の幅方向中央部へ向かって5mmの位置での膜面温度とする。
図3に示すように、グラフにて、塗布直後(塗布液膜の形成直後)からの膜面温度Bの測定において、膜面温度Bが一定の値を示している期間(具体的には、膜面温度の温度変化が±5℃以内に収まっている期間)を、恒率乾燥段階とみなす。なお、膜面温度Bが上昇に転じる膜面温度Bの変化点を、恒率乾燥段階の終了地点とする(図3中のT100%)。なお、変化点は、一定の値を示している期間の膜面温度Bを経過時間側(図3中の右側)に延長した直線(図3中の点線x)と、膜面温度Bの勾配が最大になる点で引いた接線(図3中の点線y)との交点から求める。
そして、膜面温度Bが一定の値を示している期間の開始地点から、膜面温度Bの変化点までの期間を、恒率乾燥時間とする。
次いで、膜面温度Bが一定の値を示している期間の開始地点を「恒率乾燥が開始されたT0%時点」とし、この期間の開始地点から終了地点(図3中のT100%)までの期間全体(即ち、恒率乾燥時間)に対し90%を経過した地点を「恒率乾燥時間の90%を経過したT90%時点」とする。
次に、図3に示すグラフから、恒率乾燥が開始されたT0%時点における、膜面温度A(T0%)及び膜面温度B(T0%)を求め、更に、恒率乾燥時間の90%を経過したT90%時点における、膜面温度A(T90%)及びB(T90%)を求める。
このようにして得られた、膜面温度A(T0%)、膜面温度B(T0%)、膜面温度A(T90%)、及び膜面温度B(T90%)の値を、上記の式(A)に代入することで、ΔTを求める。 2 and 3 show the film surface temperature A (T0%) , the film surface temperature B (T0%), the film surface temperature A (T90%) , and the film surface temperature B (90%) in the formula (A). Will be described with reference to. Here, FIG. 2 is a schematic top view for explaining the film surface temperature of the coating liquid film formed on the support. Further, FIG. 3 is a graph for explaining the film surface temperature in the constant rate drying stage. Here, FIGS. 2 and 3 show a case where the drying temperature is constant during the step B.
As shown in FIG. 2, in the
As shown in FIG. 3, in the graph, in the measurement of the film surface temperature B immediately after coating (immediately after the formation of the coating liquid film), the period during which the film surface temperature B shows a constant value (specifically, The period during which the temperature change of the film surface temperature is within ± 5 ° C.) is regarded as the constant drying stage. The change point of the film surface temperature B at which the film surface temperature B starts to rise is set as the end point of the constant rate drying step (T100% in FIG. 3). The change points are a straight line (dotted line x in FIG. 3) extending the film surface temperature B during the period showing a constant value to the elapsed time side (right side in FIG. 3) and a gradient of the film surface temperature B. It is obtained from the intersection with the tangent line (dotted line y in FIG. 3) drawn at the point where is maximum.
Then, the period from the start point of the period in which the film surface temperature B shows a constant value to the change point of the film surface temperature B is defined as the constant rate drying time.
Next, the start point of the period in which the film surface temperature B shows a constant value is set as "the time at T0% when the constant rate drying is started", and from the start point to the end point (T100% in FIG. 3) of this period. The point where 90% has passed with respect to the entire period (that is, the constant drying time) is defined as "the time at T90% when 90% of the constant drying time has passed".
Next, from the graph shown in FIG. 3, the film surface temperature A (T0%) and the film surface temperature B (T0%) at the time of T0% when the constant rate drying was started were obtained, and further, the constant rate drying time of 90. The film surface temperatures A (T90%) and B (T90%) at the time of T90% after% has passed are determined.
The values of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) obtained in this manner are set as described above. By substituting into the equation (A), ΔT is obtained.
図2に示すような塗工液膜40における幅方向中央部での膜面温度Bは、支持体の熱伝導度の影響を受けにくいことから、経時による上昇は見られにくい。一方で、塗工液膜40における幅方向縁部から5mmの位置での膜面温度Aは、非塗工領域に露出している支持体の影響を受けやすく、恒率乾燥段階であっても、経時による上昇がみられる場合がある。
恒率乾燥段階にて膜面温度Aが経時により著しく上昇すると、式(A)から求められるΔT[℃]が-10℃<ΔT<0℃を満たさなくなる。
このように、恒率乾燥段階にて、膜面温度Aの経時による著しい上昇がみられると、塗工液膜40の幅方向端部のみにて乾燥が進んでしまうことから、本工程を経て得られた塗工膜の幅方向端部に割れが生じてしまうものと推測される。
一方で、ΔT[℃]が-10℃<ΔT<0℃を満たすということは、塗工液膜40における膜面温度Aの経時による著しい上昇が抑えられているということになる。
つまり、膜面温度Aの経時による著しい上昇が抑えられると、塗工液膜40の幅方向端部のみにて乾燥が進んでしまうことを抑えられると考えられることから、本工程を経て得られた塗工膜の幅方向端部に生じる割れが抑制される。
ΔT[℃]は、-8℃<ΔT<0℃であってもよい。ΔT[℃]は、-6℃<ΔT<0℃であってもよい。ΔT[℃]は、-4℃<ΔT<0℃であってもよい。 The ΔT obtained as described above needs to be more than −10 ° C. and lower than 0 ° C.
Since the film surface temperature B at the central portion in the width direction of the
When the film surface temperature A rises remarkably with time in the constant rate drying step, ΔT [° C.] obtained from the formula (A) does not satisfy −10 ° C. <ΔT <0 ° C.
As described above, if the film surface temperature A is significantly increased with time in the constant rate drying step, the drying proceeds only at the widthwise end portion of the
On the other hand, the fact that ΔT [° C.] satisfies −10 ° C. <ΔT <0 ° C. means that a significant increase in the film surface temperature A in the
That is, if the significant increase in the film surface temperature A with time is suppressed, it is considered that the drying progresses only at the widthwise end portion of the
ΔT [° C.] may be −8 ° C. <ΔT <0 ° C. ΔT [° C.] may be −6 ° C. <ΔT <0 ° C. ΔT [° C.] may be -4 ° C. <ΔT <0 ° C.
本工程の恒率乾燥段階では、下記の条件(2)を満たす。
条件(2):膜面温度A(T0%)、膜面温度B(T0%)、膜面温度A(T90%)、及び膜面温度B(T90%)の平均値が35℃以上である。 -Condition (2)-
In the constant drying stage of this step, the following condition (2) is satisfied.
Condition (2): The average value of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) is 35 ° C. or higher. ..
つまり、条件(2)は、塗工膜の幅方向端部の割れが生じやすい条件を示している。
本実施形態に係る塗工膜の製造方法では、条件(2)を満たしていても、既述の条件(1)も合わせて満たすことから、本工程を経て得られた塗工膜の幅方向端部に生じる割れが抑制される。
本開示の趣旨を逸脱しない限り、恒率乾燥段階における上記の膜面温度の平均値の上限は制限されない。恒率乾燥段階における上記の膜面温度の平均値の上限は、例えば、90℃、80℃、70℃、60℃、50℃又は40℃であってもよい。 When the average value of the film surface temperature in the constant rate drying stage is 35 ° C. or higher, it is easily affected by the thermal conductivity of the support exposed in the uncoated area, and in the constant rate drying stage, The film surface temperature A tends to increase with time.
That is, the condition (2) indicates a condition in which the end portion in the width direction of the coating film is likely to be cracked.
In the method for producing a coating film according to the present embodiment, even if the condition (2) is satisfied, the above-mentioned condition (1) is also satisfied. Therefore, the width direction of the coating film obtained through this step is satisfied. Cracks that occur at the edges are suppressed.
As long as it does not deviate from the gist of the present disclosure, the upper limit of the average value of the above-mentioned film surface temperature in the constant rate drying stage is not limited. The upper limit of the average value of the film surface temperature in the constant rate drying step may be, for example, 90 ° C., 80 ° C., 70 ° C., 60 ° C., 50 ° C. or 40 ° C.
本工程にて、塗工液膜の乾燥には、公知の乾燥手段が適用される。
乾燥手段(例えば、図1における乾燥手段30a及び30b)として、具体的には、オーブン、温風機、赤外線(IR)ヒーター等が挙げられる。 -Drying-
In this step, a known drying means is applied to the drying of the coating liquid film.
Specific examples of the drying means (for example, the drying means 30a and 30b in FIG. 1) include an oven, a hot air blower, an infrared (IR) heater, and the like.
・温風機を用い、塗工液膜に吹き付ける温風の風速と、塗工液膜の非塗工領域(支持体の露出部)に吹き付ける温風の風速と、を変える(例えば、塗工液膜に吹き付ける温風の風速に比べ、非塗工領域(支持体の露出部)に吹き付ける温風の風速を小さくする)。
・温風機を用い、塗工液膜に吹き付ける温風の温度と、非塗工領域(支持体の露出部)に吹き付ける温風の温度と、を変える(例えば、塗工液膜に吹き付ける温風の温度に比べ、非塗工領域(支持体の露出部)に吹き付ける温風の温度を低くする(又は、非塗工領域(支持体の露出部)に吹き付ける温風を室温以下の冷風とする)。 In particular, in this step, as the drying means for satisfying the conditions (1) and (2), particularly the drying means for controlling ΔT, the following means can be mentioned.
-Using a warm air blower, change the wind speed of the warm air blown to the coating liquid film and the wind speed of the warm air blown to the non-coating area (exposed part of the support) of the coating liquid film (for example, the coating liquid). Compared to the wind speed of the warm air blown to the membrane, the wind speed of the warm air blown to the uncoated area (exposed part of the support) is made smaller).
-Using a warm air blower, change the temperature of the hot air blown on the coating liquid film and the temperature of the hot air blown on the non-coated area (exposed part of the support) (for example, the hot air blown on the coating liquid film). The temperature of the hot air blown to the uncoated area (exposed part of the support) is lower than the temperature of (or the hot air blown to the uncoated area (exposed part of the support) is cold air below room temperature. ).
また、上記の条件(1)及び(2)を満たすための乾燥手段、特にΔTを制御するための乾燥手段は、恒率乾燥段階中(即ち、T0%時点からT100%時点まで)は継続することが好ましい。 The drying means for satisfying the above conditions (1) and (2), particularly the drying means for controlling ΔT, may be applied immediately after the coating liquid film is formed in the step A, or may be constantly applied. It may be applied from the rate drying stage.
Further, the drying means for satisfying the above conditions (1) and (2), particularly the drying means for controlling ΔT, continues during the constant rate drying stage (that is, from the time T0% to the time T100%). Is preferable.
・塗工液膜の非塗工領域に、塗工液膜と同程度の厚みの水を付与する(すなわち、塗工液膜の非塗工領域に支持体を露出させない)。
・塗工液膜の非塗工領域を形成しない又は小さくする(例えば、支持体の幅方向両端部から塗工液膜両端部までの最短距離を2mm以下とする)。
これらの手段を採用する場合、条件(2)を満たす観点、及び乾燥速度の制御の観点から、塗工液膜に対し、温風機にて温風を吹き付ける手段を合わせて用いることが好ましい。 Further, as another means for satisfying the conditions (1) and (2), particularly for controlling ΔT, the following means can be mentioned.
-Apply water of the same thickness as the coating liquid film to the non-coated area of the coating liquid film (that is, the support is not exposed to the non-coated area of the coating liquid film).
-The non-coated area of the coating liquid film is not formed or reduced (for example, the shortest distance from both ends of the support in the width direction to both ends of the coating liquid film is 2 mm or less).
When these means are adopted, it is preferable to use a means for blowing warm air with a warm air blower to the coating liquid film from the viewpoint of satisfying the condition (2) and controlling the drying speed.
また、恒率乾燥段階及び減率乾燥段階における乾燥手段、乾燥条件等は、同じであってもよいし、異なっていてもよい。なお、上記の条件(1)及び(2)を満たす恒率乾燥段階を経ていれば、減率乾燥段階における乾燥手段、乾燥条件等を変えても、幅方向端部に生じる割れには影響を及ぼしにくい。 The above-mentioned drying means and various means for satisfying the above-mentioned conditions (1) and (2) may be used alone or in combination of two or more.
Further, the drying means, drying conditions, etc. in the constant rate drying step and the reduced rate drying step may be the same or different. If the constant rate drying step satisfying the above conditions (1) and (2) is passed, even if the drying means, drying conditions, etc. in the rate reduction drying step are changed, the cracks generated at the end in the width direction are affected. Hard to exert.
本実施形態に係る塗工膜の製造方法においては、塗工膜の厚みは、40μm以上とすることが好ましく、50μm以上とすることがより好ましく、60μm以上とすることが更に好ましい。従来の塗工膜の製造方法と比較して、本実施形態に係る塗工膜の製造方法では、塗工膜の厚みが大きくなっても塗工膜の幅方向端部の割れが生じにくい。
塗工膜の厚みの上限値は特に制限はなく、用途に応じて決定されればよいが、例えば、300μmである。
塗工膜の厚みの測定は、塗工液膜の厚みの測定と同様である。 The thickness of the coating film obtained through the step B is not particularly limited, and may be any thickness according to the purpose, application, and the like.
In the method for producing a coating film according to the present embodiment, the thickness of the coating film is preferably 40 μm or more, more preferably 50 μm or more, and further preferably 60 μm or more. Compared with the conventional method for producing a coating film, in the method for producing a coating film according to the present embodiment, cracks at the widthwise end portion of the coating film are less likely to occur even if the thickness of the coating film is increased.
The upper limit of the thickness of the coating film is not particularly limited and may be determined according to the intended use, but is, for example, 300 μm.
The measurement of the thickness of the coating film is the same as the measurement of the thickness of the coating liquid film.
工程Aの前、及び、工程Bの後の少なくとも一方において、必要に応じて、その他の工程を有していてもよい。
その他の工程としては、特に制限はなく、塗工液膜を付与する前に行われる前処理工程、塗工膜の用途に応じ、形成された塗工膜に対して行う後処理工程等が挙げられる。
その他の工程としては、具体的には、支持体を表面処理する工程、塗工膜を硬化させる工程、塗工膜を圧縮する工程、塗工膜を切断する工程、塗工膜から支持体を剥離する工程等が挙げられる。 [Other processes]
If necessary, other steps may be provided before step A and at least one after step B.
The other steps are not particularly limited, and include a pretreatment step performed before applying the coating liquid film, a posttreatment step performed on the formed coating film depending on the use of the coating film, and the like. Be done.
As other steps, specifically, a step of surface-treating the support, a step of curing the coating film, a step of compressing the coating film, a step of cutting the coating film, and a step of removing the support from the coating film. Examples thereof include a peeling step.
なお、「部」はいずれも質量基準である。 Hereinafter, the present invention will be described in more detail with reference to examples. The materials, amounts used, ratios, details of each step, etc. shown in the following examples can be appropriately changed as long as they do not deviate from the gist of the present invention. Therefore, the scope of the present invention is not limited to the specific examples shown below.
All "parts" are based on mass.
幅220mm、厚み20μm、長さ300mのアルミニウム支持体1(熱伝導率:230W/(m・K))を用意した(AL1と略記する)。
幅203mm、厚み20μm、長さ300mのアルミニウム支持体2(熱伝導率:230W/(m・K))を用意した(AL2と略記する)。 <Preparation of support>
An aluminum support 1 (thermal conductivity: 230 W / (m · K)) having a width of 220 mm, a thickness of 20 μm, and a length of 300 m was prepared (abbreviated as AL1).
An aluminum support 2 (thermal conductivity: 230 W / (m · K)) having a width of 203 mm, a thickness of 20 μm, and a length of 300 m was prepared (abbreviated as AL2).
[水系塗工液Aの調製]
下記成分を混合して、水系塗工液Aを調製した。
・ポリビニルアルコール:58部
(CKS-50:ケン化度99モル%、重合度300、日本合成化学工業(株))
・第一工業製薬(株)セロゲンPR:24部
・界面活性剤(日本エマルジョン(株)、エマレックス 710):5部
・下記方法で調製されたアートパールJ-7Pの水分散物:913部 <Preparation of water-based coating liquid>
[Preparation of water-based coating liquid A]
The following components were mixed to prepare a water-based coating liquid A.
-Polyvinyl alcohol: 58 parts (CKS-50: 99 mol% saponification degree, degree of polymerization 300, Nippon Synthetic Chemical Industry Co., Ltd.)
・ Serogen PR of Dai-ichi Kogyo Seiyaku Co., Ltd .: 24 parts ・ Surfactant (Nippon Emulsion Co., Ltd., Emarex 710): 5 parts ・ Aqueous dispersion of Artpearl J-7P prepared by the following method: 913 parts
74部の純水中に、エマレックス 710(日本エマルジョン(株)、ノニオン界面活性剤)を3部と、カルボキシメチルセルロースナトリウムを3部と、を添加溶解する。得られた水溶液に、アートパール(登録商標)J-7P(根上工業(株)、シリカ複合架橋アクリル樹脂微粒子)20部を加え、エースホモジナイザー((株)日本精機製作所)で、10,000rpm(revolutions per minute;以下、同じ。)で、15分間分散し、アートパールJ-7Pの水分散物を得た(粒子濃度:20質量%)。
得られた水分散物中のシリカ複合架橋アクリル樹脂微粒子の真比重は1.20であり、平均粒径は6.5μmである。 (Aqueous dispersion of Art Pearl J-7P)
To 74 parts of pure water, 3 parts of Emarex 710 (Nippon Emulsion Co., Ltd., nonionic surfactant) and 3 parts of sodium carboxymethyl cellulose are added and dissolved. To the obtained aqueous solution, 20 parts of Art Pearl (registered trademark) J-7P (Negami Kogyo Co., Ltd., silica composite crosslinked acrylic resin fine particles) was added, and an ace homogenizer (Nissei Tokyo Office Co., Ltd.) was used at 10,000 rpm (1). The mixture was dispersed for 15 minutes with revolutions per minute; the same applies hereinafter) to obtain an aqueous dispersion of Artpearl J-7P (particle concentration: 20% by mass).
The true specific gravity of the silica composite crosslinked acrylic resin fine particles in the obtained aqueous dispersion is 1.20, and the average particle size is 6.5 μm.
下記成分を混合し、ディゾルバーで攪拌(2000rpm、30分)して、水系塗工液B(分散物A:分散物B=25:75)を調製した。水系塗工液Bの粘度は、20mPa・sであり、粒子の平均粒径0.108μmであった。
・下記方法で調製された分散物A:132.1部
・下記方法で調製された分散物B:396.2部
・ホウ酸(架橋剤):2.94部
・ポリビニルアルコール(7.3質量%水溶液):230.7部
((株)クラレ、PVA 235、鹸化度88%、重合度3500)
・ジエチレングリコールモノブチルエーテル:2.7部
(ブチセノール 20-P、KHネオケム(株))
・イオン交換水:93.5部
・ポリオキシエチレンラウリルエーテル(界面活性剤):0.49部
(エマルゲン 109Pの10質量%水溶液、HLB値13.6、花王(株))
・エタノール:41.4部 [Preparation of water-based coating liquid B]
The following components were mixed and stirred with a dissolver (2000 rpm, 30 minutes) to prepare a water-based coating liquid B (dispersion A: dispersion B = 25: 75). The viscosity of the water-based coating liquid B was 20 mPa · s, and the average particle size of the particles was 0.108 μm.
-Dispersion A prepared by the following method: 132.1 parts-Dispersion B prepared by the following method: 396.2 parts-Boric acid (crosslinking agent): 2.94 parts-Polyvinyl alcohol (7.3 mass) % Aqueous solution): 230.7 parts (Kuraray Co., Ltd., PVA 235, saponification degree 88%, polymerization degree 3500)
-Diethylene glycol monobutyl ether: 2.7 parts (Buchisenol 20-P, KH Neochem Co., Ltd.)
-Ion-exchanged water: 93.5 parts-Polyoxyethylene lauryl ether (surfactant): 0.49 parts (10% by mass aqueous solution of Emulgen 109P, HLB value 13.6, Kao Corporation)
・ Ethanol: 41.4 parts
下記成分を混合し、超音波分散させた後、分散液を30℃に加熱し8時間保持して分散物Aを調製した。
・気相法シリカ微粒子(無機微粒子):299.6部
(AEROSIL 300SF75、日本アエロジル(株))
・イオン交換水:1400部
・アルファイン83(40.0質量%水溶液):300部
(分散剤、大明化学工業(株)) (Preparation of dispersion A)
The following components were mixed and ultrasonically dispersed, and then the dispersion was heated to 30 ° C. and held for 8 hours to prepare a dispersion A.
・ Gas phase method silica fine particles (inorganic fine particles): 299.6 parts (AEROSIL 300SF75, Nippon Aerosil Co., Ltd.)
-Ion-exchanged water: 1400 parts-Alpha Inn 83 (40.0% by mass aqueous solution): 300 parts (dispersant, Taimei Chemicals Co., Ltd.)
下記成分を混合し、超音波分散させた後、分散液を30℃に加熱し8時間保持して分散物Bを調製した。
・気相法シリカ微粒子(無機微粒子):225.2部
(AEROSIL 300SF75、日本アエロジル(株))
・イオン交換水:1185部
・下記構造のカチオン性ポリマーA(25質量%水溶液):90部 (Preparation of dispersion B)
The following components were mixed and ultrasonically dispersed, and then the dispersion was heated to 30 ° C. and held for 8 hours to prepare a dispersion B.
・ Gas phase method silica fine particles (inorganic fine particles): 225.2 parts (AEROSIL 300SF75, Nippon Aerosil Co., Ltd.)
-Ion-exchanged water: 1185 parts-Cationic polymer A (25% by mass aqueous solution) having the following structure: 90 parts

図1に示すように構成された装置にて、アルミニウム支持体1上に、水系塗工液Aを塗布して塗工液膜を形成し、形成された塗工液膜を乾燥させて塗工膜を得た。
具体的には、水系塗工液Aを、連続搬送される支持体上に塗布した(工程A)。形成された塗工液膜の塗工幅及び厚みは、表1に記載の通りである。
続いて、温風機を用いた温風の吹き付けを行い、且つ、表1に記載のΔT制御手段を用い、塗工液膜の乾燥を行った(工程B)。
なお、温風機を用いた温風の吹き付け及びΔT制御手段による乾燥は、恒率乾燥段階の間(即ち、T0%時点からT100%時点まで)、継続した。その後の減率乾燥段階でも、この温風の吹き付け及びΔT制御手段による乾燥を継続した。
また、工程A及び工程Bにおける支持体の搬送速度は、20m/分であった。
以上のように工程A及び工程Bを経て、塗工膜を形成した。 [Example 1]
In the apparatus configured as shown in FIG. 1, a water-based coating liquid A is applied onto the aluminum support 1 to form a coating liquid film, and the formed coating liquid film is dried for coating. A membrane was obtained.
Specifically, the water-based coating liquid A was applied onto the support that was continuously conveyed (step A). The coating width and thickness of the formed coating liquid film are as shown in Table 1.
Subsequently, warm air was blown using a warm air blower, and the coating liquid film was dried using the ΔT control means shown in Table 1 (step B).
The blowing of warm air using a warm air blower and the drying by the ΔT control means continued during the constant rate drying stage (that is, from the time of T0% to the time of T100%). Even in the subsequent lapse rate drying stage, the blowing of warm air and drying by the ΔT control means were continued.
The transport speed of the support in step A and step B was 20 m / min.
As described above, the coating film was formed through the steps A and B.
工程Bにおける塗工液膜の乾燥の具体的な手段を、表1のように変えた以外は、実施例1と同様にして、塗工膜を形成した。
なお、実施例4では、アルミニウム支持体1の代わりにアルミニウム支持体2を用いた。 [Examples 2 to 6]
A coating film was formed in the same manner as in Example 1 except that the specific means for drying the coating liquid film in step B was changed as shown in Table 1.
In Example 4, the aluminum support 2 was used instead of the aluminum support 1.
工程Aにおいて形成された塗工液膜の塗工幅、及び塗工液膜の厚みを、適宜、表1に記載のように変えた以外は、実施例1と同様にして、塗工膜を形成した。 [Examples 7 to 13]
The coating film was prepared in the same manner as in Example 1 except that the coating width of the coating liquid film formed in the step A and the thickness of the coating liquid film were appropriately changed as shown in Table 1. Formed.
水系塗工液Aを水系塗工液Bに変えた以外は、実施例1~6のそれぞれと同様にして、塗工膜を形成した。 [Examples 14 to 19]
A coating film was formed in the same manner as in each of Examples 1 to 6 except that the water-based coating liquid A was changed to the water-based coating liquid B.
工程Bにて、塗工液膜上に加え、塗工液膜の非塗工領域も塗工液膜と同様の温風を当て、ΔT制御手段を採用しなかった以外は、実施例1、5、6、及び14のそれぞれと同様にして、塗工膜を形成した。 [Comparative Examples 1 to 4]
In step B, in addition to the coating liquid film, the non-coating area of the coating liquid film was also blown with the same warm air as the coating liquid film, except that the ΔT control means was not adopted. A coating film was formed in the same manner as in each of 5, 6 and 14.
アルミニウム支持体の代わりに、幅220mm、厚み38μm、長さ300mのポリエチレンテレフタレート(PET)支持体(熱伝導率:0.3W/(m・K))を用い、更に、工程Bにて、塗工液膜上に加え、塗工液膜の非塗工領域も塗工液膜と同様の温風を当て、ΔT制御手段を採用しなかった以外は、実施例1と同様にして、塗工膜を形成した。 [Reference example]
Instead of the aluminum support, a polyethylene terephthalate (PET) support (thermal conductivity: 0.3 W / (m · K)) having a width of 220 mm, a thickness of 38 μm, and a length of 300 m was used, and further coated in step B. In addition to the coating liquid film, the non-coated area of the coating liquid film is also coated in the same manner as in Example 1 except that the same warm air as that of the coating liquid film is applied and the ΔT control means is not adopted. A film was formed.
上記実施例及び比較例にて形成した塗工液膜について、既述の方法にて、膜面温度A(T0%)、膜面温度B(T0%)、膜面温度A(T90%)、及び膜面温度B(T90%)を求め、ΔTを算出した。
得られた値を表1に示す。 [Measurement of film surface temperature, calculation of ΔT]
With respect to the coating liquid film formed in the above Examples and Comparative Examples, the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , And the film surface temperature B (T90%) was determined, and ΔT was calculated.
The obtained values are shown in Table 1.
上記実施例及び比較例にて形成された塗工膜について、任意の箇所を長手方向に1m切り取り、測定サンプルを得た。
得られた測定サンプルの幅方向端部(即ち、塗工膜の幅方向縁部から塗工膜の幅方向中央部へ向かって20mmまでの領域)に生じる割れの有無を目視にて観察し、確認した。
結果を表1に示す。 [Evaluation of cracks at the widthwise edge of the coating film]
With respect to the coating film formed in the above Examples and Comparative Examples, an arbitrary portion was cut out by 1 m in the longitudinal direction to obtain a measurement sample.
Visually observe the presence or absence of cracks occurring at the widthwise end of the obtained measurement sample (that is, the region from the widthwise edge of the coating film to 20 mm toward the widthwise center of the coating film). confirmed.
The results are shown in Table 1.

20 塗工手段
30a 乾燥手段
30b 乾燥手段
40 塗工液膜
LA 塗工液膜の幅方向縁部から5mmの位置
LB 塗工液膜の幅方向中央部
A 塗工液膜の幅方向縁部から5mmの位置の膜面温度
B 塗工液膜の幅方向中央部の膜面温度
T0% 恒率乾燥が開始された時点
T100% 恒率乾燥が終了した時点
x 一定の値を示している期間の膜面温度Bを経過時間側に延長した直線
y 膜面温度Bの勾配が最大になる点で引いた接線 10
Claims (4)
- 熱伝導率が200W/(m・K)以上である長尺の支持体を連続搬送し、連続搬送される支持体上に水系塗工液を塗布する工程Aと、
連続搬送される支持体上にて、工程Aにて得られた塗工液膜を乾燥する工程Bと、
を含み、
工程Bが、下記の条件(1)及び(2)を満たす塗工液膜の恒率乾燥段階を含む、
塗工膜の製造方法。
条件(1):恒率乾燥が開始されたT0%時点における、塗工液膜の幅方向縁部から5mmの位置の膜面温度をA(T0%)とし、塗工液膜の幅方向中央部の膜面温度B(T0%)とし、且つ、恒率乾燥時間の90%を経過したT90%時点における、塗工液膜の幅方向縁部から5mmの位置の膜面温度をA(T90%)とし、塗工液膜の幅方向中央部の膜面温度B(T90%)としたとき、以下の式(A)から求められるΔTが-10℃<ΔT<0℃である。
式(A) ΔT[℃]=(A(T0%)-B(T0%))-(A(T90%)-B(90%))
条件(2):膜面温度A(T0%)、膜面温度B(T0%)、膜面温度A(T90%)、及び膜面温度B(T90%)の平均値が35℃以上である。 Step A in which a long support having a thermal conductivity of 200 W / (m · K) or more is continuously conveyed, and a water-based coating liquid is applied onto the continuously conveyed support.
Step B of drying the coating liquid film obtained in step A on the support that is continuously conveyed, and step B.
Including
Step B includes a constant drying step of the coating liquid film satisfying the following conditions (1) and (2).
Manufacturing method of coating film.
Condition (1): The film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T0% when the constant drying is started is set to A (T0%) , and the center in the width direction of the coating liquid film. The film surface temperature of the part is B (T0%) , and the film surface temperature at a position 5 mm from the widthwise edge of the coating liquid film at T90% after 90% of the constant drying time is A (T90). %) , And the film surface temperature B (T90%) at the center of the coating liquid film in the width direction, ΔT obtained from the following formula (A) is −10 ° C. <ΔT <0 ° C.
Formula (A) ΔT [° C.] = (A (T0%) -B (T0%) )-(A (T90%) -B (90%) )
Condition (2): The average value of the film surface temperature A (T0%) , the film surface temperature B (T0%) , the film surface temperature A (T90%) , and the film surface temperature B (T90%) is 35 ° C. or higher. .. - 塗工液膜の幅方向縁部から5mmの位置の厚みをAtとし、塗工液膜の幅方向中央部の厚みをBtとしたとき、0.9≦At/Bt≦1.1の関係を満たす、請求項1に記載の塗工膜の製造方法。 When the thickness at a position 5 mm from the widthwise edge of the coating liquid film is At and the thickness at the center of the coating liquid film in the width direction is Bt, the relationship of 0.9 ≦ At / Bt ≦ 1.1 is established. The method for producing a coating film according to claim 1, wherein the coating film is satisfied.
- 水系塗工液が、粒子を含む塗工液である、請求項1又は請求項2に記載の塗工膜の製造方法。 The method for producing a coating film according to claim 1 or 2, wherein the water-based coating liquid is a coating liquid containing particles.
- 工程B後の塗工膜の厚みが40μm以上である、請求項1~請求項3のいずれか1項に記載の塗工膜の製造方法。 The method for producing a coating film according to any one of claims 1 to 3, wherein the thickness of the coating film after step B is 40 μm or more.
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2022514415A JP7358631B2 (en) | 2020-04-06 | 2021-03-26 | Coating film manufacturing method |
| CN202180026824.4A CN115443195B (en) | 2020-04-06 | 2021-03-26 | Method for producing coating film |
| KR1020227034415A KR20220145907A (en) | 2020-04-06 | 2021-03-26 | Method for manufacturing a coating film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020-068517 | 2020-04-06 | ||
| JP2020068517 | 2020-04-06 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021205920A1 true WO2021205920A1 (en) | 2021-10-14 |
Family
ID=78023034
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/013082 WO2021205920A1 (en) | 2020-04-06 | 2021-03-26 | Method for producing coating film |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP7358631B2 (en) |
| KR (1) | KR20220145907A (en) |
| CN (1) | CN115443195B (en) |
| WO (1) | WO2021205920A1 (en) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002273308A (en) * | 2001-03-15 | 2002-09-24 | Matsushita Electric Ind Co Ltd | Dry state measuring device and coating film dryer equipped with the device |
| JP2002340479A (en) * | 2001-05-21 | 2002-11-27 | Dainippon Printing Co Ltd | Drying device |
| JP2010240560A (en) * | 2009-04-03 | 2010-10-28 | Fujifilm Corp | Method and apparatus of manufacturing recording sheet |
| JP2013086286A (en) * | 2011-10-14 | 2013-05-13 | Nec Tokin Corp | Method and device for manufacturing ceramic green sheet |
| JP2016160548A (en) * | 2015-03-02 | 2016-09-05 | 日本製紙株式会社 | Cast coater and method for manufacturing cast coat paper |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11342533A (en) * | 1998-06-01 | 1999-12-14 | Toray Ind Inc | Manufacture of thermoplastic resin film |
| JP2004268392A (en) * | 2003-03-07 | 2004-09-30 | Fuji Photo Film Co Ltd | Manufacturing method of inkjet recording sheet and drying device of coated film |
| JP2006187883A (en) | 2004-12-28 | 2006-07-20 | Fuji Photo Film Co Ltd | Recording medium and its manufacturing method |
| JP5114108B2 (en) * | 2007-06-27 | 2013-01-09 | 富士フイルム株式会社 | Coating film drying method and apparatus |
| CN202410957U (en) * | 2011-10-24 | 2012-09-05 | 深圳市浩能科技有限公司 | Hot air drier for coater and special abnormal-shape blast nozzles thereof |
| CN102989647B (en) * | 2012-12-14 | 2014-08-06 | 武汉钢铁(集团)公司 | Method for drying oriented silicon steel plate insulation coating in combined mode |
| CN203316364U (en) * | 2013-05-29 | 2013-12-04 | 宁德新能源科技有限公司 | Drying oven device of coating machine |
| JP2016066460A (en) | 2014-09-24 | 2016-04-28 | トヨタ自動車株式会社 | Manufacturing method of negative electrode |
-
2021
- 2021-03-26 KR KR1020227034415A patent/KR20220145907A/en not_active Application Discontinuation
- 2021-03-26 CN CN202180026824.4A patent/CN115443195B/en active Active
- 2021-03-26 JP JP2022514415A patent/JP7358631B2/en active Active
- 2021-03-26 WO PCT/JP2021/013082 patent/WO2021205920A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002273308A (en) * | 2001-03-15 | 2002-09-24 | Matsushita Electric Ind Co Ltd | Dry state measuring device and coating film dryer equipped with the device |
| JP2002340479A (en) * | 2001-05-21 | 2002-11-27 | Dainippon Printing Co Ltd | Drying device |
| JP2010240560A (en) * | 2009-04-03 | 2010-10-28 | Fujifilm Corp | Method and apparatus of manufacturing recording sheet |
| JP2013086286A (en) * | 2011-10-14 | 2013-05-13 | Nec Tokin Corp | Method and device for manufacturing ceramic green sheet |
| JP2016160548A (en) * | 2015-03-02 | 2016-09-05 | 日本製紙株式会社 | Cast coater and method for manufacturing cast coat paper |
Also Published As
| Publication number | Publication date |
|---|---|
| CN115443195A (en) | 2022-12-06 |
| JP7358631B2 (en) | 2023-10-10 |
| JPWO2021205920A1 (en) | 2021-10-14 |
| KR20220145907A (en) | 2022-10-31 |
| CN115443195B (en) | 2024-01-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5395656B2 (en) | Transparent coating | |
| JP2014217989A (en) | Inkjet device | |
| JP2005118857A (en) | Coating apparatus for member for heat exchanger made of aluminum alloy and method for manufacturing the heat exchanger using the same | |
| WO2021205920A1 (en) | Method for producing coating film | |
| TW201903076A (en) | Electroconductive ink and method of manufacturing electroconductive substrate | |
| JP7252941B2 (en) | Dispersion for silicon carbide sintered body, green sheet for silicon carbide sintered body using the same, prepreg material for silicon carbide sintered body, and method for producing the same | |
| JP5529435B2 (en) | Method for producing porous sheet and porous sheet | |
| JP7446412B2 (en) | Coating film manufacturing method | |
| WO2022131271A1 (en) | Method for manufacturing layered body | |
| WO2022131272A1 (en) | Method for producing multilayer body | |
| WO2023145842A1 (en) | Drying device and drying method | |
| WO2023008479A1 (en) | Method for producing coating film | |
| EP4369428A1 (en) | Coating film forming method | |
| JP5089068B2 (en) | Fixing rotator and method for manufacturing the same | |
| JP5401196B2 (en) | Fins for heat exchanger | |
| WO2023032852A1 (en) | Extrusion die, coating device, and coating film manufacturing method | |
| JP2019073000A (en) | Inkjet recording method and inkjet recording device | |
| WO2022130902A1 (en) | Method for producing multilayer film and coating device | |
| JP2018172568A (en) | Inkjet recording method, and inkjet recording device | |
| WO2019065371A1 (en) | Ink, image formed article, and image forming method | |
| JP2000071608A (en) | Recording medium and recording method using this recording medium | |
| JP2024017543A (en) | Conductive film formation method and conductive ink for photo-sintering | |
| JPS6085913A (en) | Manufacture of polyvinyl butyral film having surface roughness | |
| JP2005046706A (en) | Method for manufacturing coating layer body | |
| JPH11147363A (en) | Manufacture of ink jet recording paper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21784248 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2022514415 Country of ref document: JP Kind code of ref document: A |
|
| ENP | Entry into the national phase |
Ref document number: 20227034415 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21784248 Country of ref document: EP Kind code of ref document: A1 |