WO2021187354A1 - 医療器具用筒状成形体 - Google Patents
医療器具用筒状成形体 Download PDFInfo
- Publication number
- WO2021187354A1 WO2021187354A1 PCT/JP2021/010026 JP2021010026W WO2021187354A1 WO 2021187354 A1 WO2021187354 A1 WO 2021187354A1 JP 2021010026 W JP2021010026 W JP 2021010026W WO 2021187354 A1 WO2021187354 A1 WO 2021187354A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tubular
- residue
- tubular body
- connecting layer
- molded body
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/14—Macromolecular materials
- A61L27/18—Macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/50—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
- A61L27/58—Materials at least partially resorbable by the body
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/06—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from hydroxycarboxylic acids
- C08G63/08—Lactones or lactides
Definitions
- the present invention relates to a tubular molded body for medical devices.
- an implant treatment is performed in which a molded body made of a material harmless to the human body is transplanted for the purpose of replacing or supporting the original tissue for the treatment.
- a tubular molded body with a hollow inside is a shape often used in implant treatment, and it surrounds and protects tissues, fills the hollow part with a drug and releases it slowly, and is tubular like blood vessels and nerves. It is used in various medical applications such as as a substitute for body tissues.
- a nerve regeneration induction tube is known as a tubular molded body that induces and treats nerve regeneration. By using the nerve regeneration induction tube, the invasion of connective tissue, which interferes with nerve regeneration, into the injured site is suppressed.
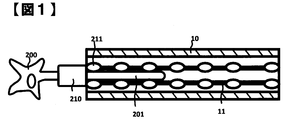
- FIG. 1 is a diagram illustrating an example of using a conventional nerve regeneration induction tube.
- a nerve cell 200 and a Schwann cell 210 are arranged on one end side.
- the scaffolding material 11 is filled inside the nerve regeneration induction tube 10.
- Schwann cells 211 proliferate inside.
- Axons 201 extend inside the proliferated Schwann cells 211.
- the nerve regeneration-inducing tube 10 suppresses the entry of connective tissue, thereby suppressing the inhibition of the pathway in which the axon 201 tries to extend. In this way, nerve regeneration using the nerve regeneration induction tube 10 proceeds.
- Patent Document 1 reports a tubular body having a single-layer structure of braids in which threads formed from a plurality of organic polymer fibers are braided so that the braiding angle is 50 ° to 87.5 °. There is.
- the strength of the tube is high, it can exert strong resistance to the pressure of crushing the short axis of the tube and can protect the inside. However, if the tube is too strong, it will be inadequately flexible against bending and refraction deformation and may damage the tissue around the implant site. On the other hand, when the Young's modulus of the tube is simply adjusted to add flexibility, a kink occurs when the tube is curved, which causes a problem that the tube is occluded and the internal tissue is damaged.
- the present invention has been made in view of the above problems, and when an external force is generated due to bending or refraction, the tube can be flexibly deformed with respect to bending or refraction while maintaining the pressure resistance of the tube, and kink generation can be suppressed.
- An object of the present invention is to provide a tubular molded body for medical instruments.
- the present invention is as follows.
- a tubular molded body for medical instruments having a plurality of tubular bodies and a connecting layer connecting the tubular bodies.
- Medical device including the above-mentioned molded body.
- a nerve regeneration induction tube containing the above-mentioned molded body A nerve regeneration induction tube containing the above-mentioned molded body.
- the flexible layer connecting a plurality of tubular bodies can be flexibly deformed with respect to bending and refraction, and can suppress the occurrence of kink. ..
- the tubular molded body for medical devices of the present invention is suitably applicable to a nerve regeneration induction tube.
- the nerve regeneration induction tube of the present invention is particularly useful for regeneration of, for example, muscle tissue, vascular tissue, nerve tissue, spinal cord tissue, skin tissue and the like.
- FIG. 1 is a diagram illustrating a usage example of a conventional nerve regeneration induction tube.
- the schematic diagram of the mode in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged outside the tubular body.
- the schematic diagram of the mode in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged inside the tubular body.
- the schematic diagram of the mode in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged outside the tubular body.
- the schematic diagram of the mode in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged inside the tubular body.
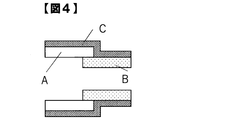
- FIG. 6 is a schematic view of an embodiment in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged inside the tubular body A and outside the tubular body B.
- the tubular molded body for medical devices of the present invention has a plurality of tubular bodies and a connecting layer for connecting the tubular bodies. That is, the molded body of the present invention has at least two tubular bodies. The portion where two adjacent cylindrical bodies are connected by a connecting layer is called a connecting portion.
- the tubular molded body for medical devices of the present invention has at least one connecting portion.
- the number of tubular bodies is not limited to two, and the number of connecting portions is not limited to one. That is, the molded body of the present invention is not particularly limited in the number of tubular bodies and the number of connecting portions, and may have, for example, three tubular bodies and two connecting portions.
- the tubular molded body for medical instruments of the present invention exhibits pressure resistance by having a hard cylindrical body, and exhibits flexibility and kink resistance against bending and refraction by having a soft connecting layer. can. If the distance between the adjacent cylinders is too large, sufficient pressure resistance cannot be exhibited. Therefore, the distance between the adjacent cylinders is preferably 1 mm or less.
- the lower limit of the distance between adjacent cylindrical bodies is not particularly limited, but there is no space, that is, the distance is 0 mm.
- the distance between adjacent cylindrical bodies is the distance from one end of one cylinder to the other close to the end in a state where no external force is applied to the molded body and the connecting layer does not expand or contract with respect to the initial state. It is the distance to the end of the tubular body, and can be measured with a caliper or the like. Further, in the case of a molded body having a structure in which one tubular body is inserted into the other tubular body, that is, as will be described later, the inner diameter A of one tubular body A at the connecting portion is the other tubular body.
- the initial state is a state in which no external force is applied in the long axis direction of the molded body after the molded body is produced.
- the length of the tubular body in the direction along the long axis direction of the molded body is preferably 1.0 mm or more.
- the length of the tubular body in the direction along the long axis direction of the molded body is preferably 10 mm or less.
- a plurality of tubular bodies are connected by a connecting layer.
- the mode in which the connecting layer is arranged on the outside of the tubular body and the mode in which the connecting layer is arranged on the inside of the tubular body as shown in FIG. 3 are both preferable.
- the inner diameter of one tubular body A is larger than the outer diameter of one tubular body B at the connecting portion, and the cylinder is formed.
- the connecting portion may be configured so that the tubular body B can be inserted inside the body A.
- the inner diameter of the tubular body is the diameter of the inner circle in the vertical cross section of the minor axis of the tubular body.
- the outer diameter of the tubular body is the diameter of the outer circle of the vertical cross section of the short axis of the tubular body.
- the tubular body and the connecting layer are in contact with each other, and the connecting layer is arranged outside the tubular body. As shown in FIG.
- tubular body and the connecting layer are connected.
- the tubular bodies in which the layers are in contact and the connecting layer is arranged inside the tubular body as shown in FIG. 6, the tubular body and the connecting layer are in contact with each other and the connecting layers are adjacent to each other.
- Any of the embodiments arranged inside one tubular body (cylindrical body A) and outside the other tubular body (cylindrical body B) is preferable.
- the tubular body B can be inserted inside the tubular body A when pushed in from both ends of the molded body.
- the tubular body B may or may not be inserted inside the tubular body A.
- the shape of the entire molded body becomes tubular by connecting a plurality of tubular bodies by a connecting layer.
- the tubular molded body for a medical device of the present invention When the tubular molded body for a medical device of the present invention is used as a medical device such as a nerve regeneration induction tube, it is placed inside or outside the living body, so that an external force is applied to the molded body due to deformation such as compression, refraction or curvature. It is expected to join. Therefore, in order to protect the inside of the tubular body forming the tubular molded body from pressure, the Young's modulus of the tubular body is preferably 6.3 MPa or more. Assuming that there is hard tissue such as bone around the indwelling place, the Young's modulus of the tubular body is more preferably 10 MPa or more.
- the Young's modulus is preferably 100 GPa or less, more preferably 10 GPa or less, and even more preferably 1 GPa or less.
- the Young's modulus of the connecting layer connecting the tubular bodies is less than 6.3 MPa.
- the tubular molded body can exhibit flexibility against deformation such as refraction and curvature and can be deformed following the deformation, and the occurrence of kink of the tubular molded body can be suppressed. .. This is preferable because it can protect the tissue in the tubular body from pressure.
- the Young's modulus of the connecting layer is too low, the connecting strength becomes insufficient, and the tubular body is dissociated during refraction or bending of the tubular molded body, and crushing or kinking occurs at the connecting portion.
- the Young's modulus of the connecting layer is not limited, but is preferably 1 MPa or more.
- the tubular molded body for medical devices of the present invention can be suitably used for medical devices, particularly nerve regeneration induction tubes. Therefore, in the following, details will be described by taking a nerve regeneration induction tube using the molded product of the present invention as an example.
- the nerve regeneration induction tube according to the embodiment of the present invention is composed of a plurality of tubular bodies and a connecting layer connecting the plurality of tubular bodies.
- the connecting layer preferably covers the entire connecting portion, and more preferably covers the entire tubular molded body for medical devices so that the fibrous tissue or cells do not invade through the gaps between the connecting portions.
- the number of connecting portions included in the tubular molded body for medical devices is preferably one or more, and more preferably four or more in order to sufficiently suppress the generation of kink. From the viewpoint of reducing the durability of the tube, the number of connecting portions is preferably 100 or less.
- the inner diameter A of one of the adjacent tubular bodies A is larger than the outer diameter B of the other tubular body B, and the cylinder is inside the tubular body A.
- the connecting portion is configured so that the body B can be inserted
- the tubular body B is inserted into the tubular body A when a pressure for compressing in the long axis direction of the molded body is generated. It is preferable because it can buffer the pressure.
- X be the length of the portion where the tubular body B is inserted into the tubular body A.
- Y be the length of the tubular body A that is not inserted into the tubular body B.
- the length not inserted into the tubular body A is Z.
- X is larger than 0 in order to prevent the tubular body B and the tubular body A from being inserted into the tubular body A due to the deviation between the centers of the tubular body B and the tubular body A in the tubular body. Further, since the portion where the tubular body B moves in the tubular body A is the buffer region, the sum of the smaller values of Y and Z at each connecting portion is the length of the cylindrical molded body for medical instruments. It is preferably 5% or more, and preferably 50% or less.
- the lengths of the plurality of tubular bodies constituting the tubular molded body for medical instruments may be uniform, or tubular bodies having different lengths may be used.
- the length of the tubular body is preferably 10 mm or less from the viewpoint of exhibiting flexibility when the tubular molded body for medical equipment is curved and suppressing the occurrence of kink. From the viewpoint of strengthening the connecting strength by the connecting layer, the length of the tubular body is preferably 1.0 mm or more.
- the inner diameter of the tubular molded body for medical instruments of the present invention is preferably selected according to the site to be used. For example, in the case of a nerve regeneration induction tube, it is preferably 20 mm to 0.5 mm. Further, the inner diameters of both ends of the tubular molded body for medical equipment are not limited to the same. Since there is a difference in the inner diameters at both ends, it is easy to connect nerves having different thicknesses on the central side and the peripheral side, and it is possible to prevent the thin peripheral nerves from falling off.
- the difference between the inner diameter of one end and the inner diameter of the other end of the molded product of the present invention, that is, the difference between the inner diameters of both ends is preferably 0 mm or more and 20 mm or less.
- the Young's modulus of the tubular body is preferably 6.3 MPa or more.
- the Young's modulus of the connecting layer is preferably less than 6.3 MPa.
- the Young's modulus of the tubular body can be measured by cutting out the corresponding portion from the tubular molded body and performing a tensile test described later.
- the Young's modulus of the connecting layer can be measured by performing a tensile test on the tubular molded body as described in Measurement Example 8 described later.
- the Young's modulus of the linking layer can also be measured by dissolving the polymer used for the linking layer in a solvent as described in Measurement Example 3 described later to produce a film, and pulling the film for a tensile test.
- the soft connecting layer expands or contracts, which enables flexibility and suppression of kink generation. It is desirable to spontaneously restore to length. Therefore, it is preferable to use a material having resilience for the connecting layer. Restorability can be quantitatively evaluated by determining the work load preservation rate as in Measurement Example 5 described later.
- the work load preservation rate is the work load at the time of the first operation when the operation of applying a tensile stress in the longitudinal direction of the tubular molded body to generate a tensile strain of 100% with respect to the initial length is repeated 10 times.
- the work load preservation rate of the tubular molded body for medical instruments of the present invention is preferably 55% or more, and large deformation frequently occurs due to bending or bending of joints or the like.
- the workload storage rate of the tubular body used for the site is more preferably 60% or more.
- Tensile strength is a factor that is directly linked to the breaking strength of the tubular molded product. Assuming that it is used for a part that receives an external force due to deformation such as expansion or contraction of muscle, the tensile strength of the tubular molded body is preferably 5 MPa or more.
- the tubular molded body used for a portion where more severe deformation such as refraction or curvature occurs preferably has a tensile strength of 20 MPa or more.
- Break elongation is a factor that indicates the breaking strength of a tubular molded product. Assuming that it is used in a portion that receives an external force due to muscle expansion, contraction, vibration, or the like, the breaking elongation of the tubular molded body is preferably 200% or more.
- the tubular molded body used for a portion where more severe deformation such as refraction or curvature occurs preferably has a breaking elongation of 500% or more. It is more preferable that the elongation at break is 1000% or more in a tubular molded body used for a portion such as a joint where a particularly large deformation occurs due to refraction or curvature.
- the elongation at break is a value measured according to JIS K6251 (2010) (indicated as "elongation during cutting" in JIS), and specifically, it shall be measured by a tensile test described later.
- the tubular molded body for medical devices of the present invention is used by being placed inside and outside the living body, it is assumed that it receives repeated force due to the movement of muscles and joints and repeatedly deforms and restores. Therefore, the present molded product is required to have durability against repeated deformation. Durability can be quantitatively evaluated by measuring the permanent strain generated when measuring the work preservation rate. Since the tubular body used proximal to the muscle is frequently deformed, the tubular molded body has a permanent strain of 20% or less, and is used for a part such as a joint where large deformation frequently occurs due to bending or bending. The permanent strain of is preferably 15% or less.
- the tubular molded body for medical instruments of the present invention is preferable because it can exhibit bioabsorbability by containing bioabsorbable polyester.
- the blending ratio is not limited, but in general, it is preferable to contain bioabsorbable polyester in an amount of 50% by weight or more of the tubular molded product, 80%. It is more preferable to include% by weight or more.
- it is preferably composed of only bioabsorbable polyester.
- the tubular molded body for medical instruments of the present invention contains a bioabsorbable polyester
- bioabsorbability is a property that, after being placed inside or outside the living body, is naturally decomposed by a hydrolysis reaction or an enzymatic reaction, and disappears when the decomposed product is metabolized or excreted.
- bioabsorbable polyesters include polyglycolic acid, polylactic acid (D, L, DL form), poly ⁇ -caprolactone, polyhydroxybutyrate, polyhydroxybutyrate valeric acid, polyorthoester, and polyhydroxyvaleryric acid.
- the tubular body contains any one of polyglycolic acid, a copolymer of polylactic acid and polyglycolic acid, and a copolymer of polyglycolic acid and poly ⁇ -caprolactone.
- the connecting layer comprises, as the bioabsorbable polyester, a polyester copolymer having a monomer residue selected from a hydroxycarboxylic acid residue and a lactone residue as a main constituent unit, and in a more preferred embodiment, the hydroxycarboxylic acid residue. It contains a polyester copolymer having two types of monomer residues, a group and a lactone residue, as main constituent units. Lactone is a cyclic compound in which a hydroxy group and a carboxyl group of a hydroxycarboxylic acid are intramolecularly dehydrated and condensed.
- the monomer residue is 50 mol% or more of the total number of residues of the polymer including other monomer residues. ..
- the two types of monomer residues are used as the "main constituent unit", which means that the sum of the numbers of the two types of monomer residues is 50 mol% of the total number of residues of the polymer including the other monomer residues. This means that each of the two types of residues is 20 mol% or more of the total number of residues in the polymer.
- the main constituent unit is a hydroxycarboxylic acid residue and a lactone residue, which means that the sum of the number of hydroxycarboxylic acid residues and the number of lactone residues is 50 mol% or more of the total number of residues in the polymer. It means that the hydroxycarboxylic acid residue is 20 mol% or more of the total number of residues of the polymer, and the lactone residue is 20 mol% or more of the total number of residues of the polymer.
- the mole fraction of each monomer residue can be determined from the area value of the signal derived from each residue by nuclear magnetic resonance (NMR) measurement.
- NMR nuclear magnetic resonance
- Aliphatic hydroxycarboxylic acid is particularly preferable as the monomer for forming the hydroxycarboxylic acid residue.
- the aliphatic hydroxycarboxylic acid include lactic acid, glycolic acid, hydroxybutyric acid, hydroxyvaleric acid, hydroxypentanoic acid, hydroxycaproic acid, hydroxyheptanic acid and the like, and lactic acid, glycolic acid and hydroxycaproic acid are particularly preferable.
- lactic acid L-lactic acid, D-lactic acid, and a mixture thereof can be used. From the viewpoint of physical properties and biocompatibility of the obtained polymer, it is preferable to use lactic acid, and it is more preferable to use L-lactic acid.
- the L-form content is preferably 85 mol% or more, and more preferably 95 mol% or more.
- lactide which is a cyclic compound in which the hydroxy groups and carboxyl groups of two molecules of hydroxycarboxylic acid are dehydrated and condensed
- lactide dilactide in which two lactic acid molecules are dehydrated and condensed
- glycolide in which two glycolic acid molecules are dehydrated and condensed and tetramethylglycolide can be used.
- Examples of the monomer for forming the lactone residue include ⁇ -caprolactone, dioxepanone, ethyleneoxalate, dioxanone, 1,4-dioxane-2,3-dione, ⁇ -propiolactone, ⁇ -valerolactone, and ⁇ -.
- Examples thereof include propiolactone, ⁇ -butyrolactone, ⁇ -butyrolactone and pivalolactone.
- the "monomer residue" contained in the polyester copolymer is, in principle, a repetition of the chemical structure derived from the monomer in the chemical structure of the polyester copolymer obtained from the polymerization stock solution containing the monomer.
- the unit For example, lactic acid (CH 3 CH (OH) COOH) and ⁇ -caprolactone (formula below).
- the "monomer residue” means one of the two-fold repeating structures derived from the dimer.
- dilactide L- (-)-lactide: formula below
- the chemical structure of the copolymer forms a structure in which the structure represented by the above formula (R1) is repeated twice as a dilactide residue. In this case, one of them is formed. It is assumed that the lactic acid unit is regarded as a "monomer residue" and that two "monomer residues", that is, two lactic acid residues are formed from dilactide.
- the weight average molecular weight of the bioabsorbable polyester used in the present invention is preferably 100,000 or more in order to obtain the effect of improving the tensile strength due to the entanglement of the polymer chains.
- the upper limit is not particularly limited, but is preferably 1.6 million or less, more preferably 800,000 or less, still more preferably 400,000 or less, considering the problem of the production method due to the increase in viscosity and the decrease in moldability.
- the weight average molecular weight can be determined by a gel permeation chromatography (GPC) method, and specifically, it is determined by the method described in Measurement Example 1 described later.
- polyester copolymer containing a hydroxycarboxylic acid residue and a lactone residue as main constituent units which are particularly preferable bioabsorbable polyesters in the present invention, will be described.
- the sum of the hydroxycarboxylic acid residue and the lactone residue is, from the above definition, 50 mol% or more, preferably 75 mol% or more, of the total polymer including other monomer residues. , 90 mol% or more is more preferable. Further, the hydroxycarboxylic acid residue and the lactone residue are 20 mol% or more, preferably 30 mol% or more, and more preferably 40 mol% or more, respectively, from the above definition.
- a polymer in which the sum of the hydroxycarboxylic acid residue and the lactone residue is 100% of the whole polymer, that is, the polymer consisting only of the hydroxycarboxylic acid residue and the lactone residue is mentioned as a particularly preferable embodiment.
- the molar ratio of hydroxycarboxylic acid residue to lactone residue is preferably 7/3 to 3/7, more preferably 6/4 to 4 because the presence of one in excess approaches homopolymer-like properties. / 6.
- Another monomer that can be copolymerized with the hydroxycarboxylic acid and the lactone can be further copolymerized. It is a preferred embodiment to copolymerize a monomer that functions as a linker.
- the monomer that functions as a linker include a hydroxycarboxylic acid other than the hydroxycarboxylic acid constituting the main constituent unit, a dialcohol, a dicarboxylic acid, an amino acid, a diamine, a diisocyanate, and a diepoxide.
- the "polyester copolymer” includes a copolymer containing a constituent unit partially linked by a bond other than an ester bond. It shall be written.
- the polyester copolymer is obtained by copolymerizing a monomer forming a hydroxycarboxylic acid residue (referred to as "monomer A”) and a monomer forming a lactone residue (referred to as "monomer B”) in an equimolar amount.
- V a hydroxycarboxylic acid residue
- V B monomer forming a lactone residue
- V A and V B are obtained by the following method.
- Monomer A and Monomer B are equimolarally mixed, a solvent and a catalyst are added as necessary, and the R value is the same as that of the polyester copolymer finally synthesized or to be synthesized within a range of 10% error.
- Conditions such as temperature are adjusted so that the R value is obtained, and the polymerization reaction is started.
- Sampling is periodically performed from the sample being polymerized, and the remaining amount of monomer A and monomer B is measured. The remaining amount is measured, for example, by chromatography or nuclear magnetic resonance (NMR) measurement. By subtracting the remaining amount from the charged amount, the amount of the monomer used in the polymerization reaction can be obtained.
- NMR nuclear magnetic resonance
- VA / V B is more preferably 1.3 or more, and even more preferably 1.5 or more.
- VA / V B is more preferably 30 or less, further preferably 20 or less, and even more preferably 10 or less.
- Preferred combinations of such monomer A and monomer B include dilactide and ⁇ -caprolactone, glycolide and ⁇ -caprolactone, dilactide and dioxepanone, dilactide and ⁇ -valerolactone, and glycolide and ⁇ -valerolactone.
- the polyester copolymer contained in the connecting layer preferably satisfies the following conditions (A) and (B).
- the mole fraction in the polyester copolymer is a percentage of the total 100% of the monomer residues that make up the polyester copolymer.
- Condition (A) R value is 0.45 or more and 0.99 or less.
- R value [AB] / (2 [A] [B]) x 100 [A]: Mole fraction (%) of hydroxycarboxylic acid residues in the polyester copolymer [B]: Mole fraction (%) of lactone residue in polyester copolymer [AB]: Mole fraction (%) of the structure (AB, and BA) in which the hydroxycarboxylic acid residue and the lactone residue are adjacent to each other in the polyester copolymer.
- Condition (B) The crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is less than 14%.
- the R value is used as an index showing the randomness of the sequence of the monomer residues in the copolymer having two kinds of monomer residues, that is, the hydroxycarboxylic acid residue and the lactone residue as the main constituent units.
- a random copolymer with a completely random monomer sequence has an R value of 1.
- the R value is 0 to 0.44.
- the R value can be determined by quantifying the ratio of the combination of two adjacent monomers (AA, BB, AB, BA) by nuclear magnetic resonance (NMR) measurement. Specifically, it is assumed that the measurement is performed by the method described in Measurement Example 2 described later.
- NMR nuclear magnetic resonance
- the R value is less than 0.45, the crystallinity is high, the molded product of the copolymer becomes hard, and the Young's modulus increases.
- the R value exceeds 0.99 the copolymer molded product becomes too soft and becomes sticky, and the handleability is lowered.
- the R value of the polyester copolymer used in the present invention is preferably 0.50 or more, and preferably 0.80 or less.
- the crystallinity of the polymer has a great influence on the mechanical strength of the molded product.
- low crystallinity polymers exhibit low Young's modulus, so low crystallinity is desirable for flexibility.
- the crystallization rate of the polymer is determined from the heat of fusion by differential scanning calorimetry (DSC) measurement.
- the crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is preferably less than 14%.
- the crystallization rate of the hydroxycarboxylic acid residue and / or the lactone residue is more preferably 10% or less, and further preferably 5% or less.
- the crystallization rate of the monomer residue referred to here is the per unit weight of the monomer residue in the polyester copolymer when the heat of fusion per unit weight of the homopolymer consisting of only a certain monomer residue is 100%. It is a relative value of heat of fusion. Specifically, the crystallization rate of a hydroxycarboxylic acid residue is the product of the heat of fusion per unit weight of the homopolymer consisting only of the hydroxycarboxylic acid and the weight fraction of the hydroxycarboxylic acid residue in the polyester copolymer.
- the crystallization rate of the hydroxycarboxylic acid residue and the lactone residue in the polyester copolymer indicates the ratio of forming the crystal structure in each of the hydroxycarboxylic acid residue and the lactone residue forming the copolymer. Specifically, the crystallization rate shall be determined by the method described in Measurement Example 4 described later.
- the present invention is used by indwelling in the body, it is preferably a bioabsorbable polyester copolymer having a high track record of clinical safety. That is, it is preferable that the link layer contains a dilactide / ⁇ -caprolactone copolymer, and the dilactide / ⁇ -caprolactone copolymer satisfies the following conditions (C) and (D).
- the mole fraction in the dilactide / ⁇ -caprolactone copolymer is the percentage of the dilactide / ⁇ -caprolactone copolymer to 100% of the total dilactide and ⁇ -caprolactone residues.
- Condition (C) R value is 0.45 or more and 0.99 or less.
- R value [AB] / (2 [A] [B]) x 100 [A]: Mole fraction (%) of dilactide residues in the dilactide / ⁇ -caprolactone copolymer [B]: Mole fraction (%) of ⁇ -caprolactone residue in dilactide / ⁇ -caprolactone copolymer [AB]: Mole fraction (%) of the structure (AB and BA) in which the dilactide residue and the ⁇ -caprolactone residue are adjacent to each other in the dilactide / ⁇ -caprolactone copolymer.
- Condition (D) At least one of the dilactide residue and the ⁇ -caprolactone residue has a crystallization rate of less than 14%.
- polyester copolymer for example, monomer A forming a hydroxycarboxylic acid residue and monomer B forming a lactone residue are completely left with the sum of the hydroxycarboxylic acid residue and the lactone residue at the completion of polymerization.
- Macromer synthesis step in which 50 mol% or more of the groups and 20 mol% or more of each of the hydroxycarboxylic acid residues and the lactone residues are mixed and polymerized;
- the sum of the hydroxycarboxylic acid residue and the lactone residue is 50 mol, which is theoretically the sum of the hydroxycarboxylic acid residue and the lactone residue when the polymerization of the monomer A forming the hydroxycarboxylic acid residue and the monomer B forming the lactone residue is completed.
- % Or more, and the hydroxycarboxylic acid residue and the lactone residue are 20 mol% or more of the total residues, respectively, and the polymerization is carried out.
- a polyester copolymer containing a hydroxycarboxylic acid residue and a lactone residue as main constituent units can be obtained.
- the polyester copolymer produced is referred to as "macromer".
- the randomness of the distribution of hydroxycarboxylic acid residues and lactone residues changes depending on the difference in the reactivity of the monomers during polymerization. That is, at the time of polymerization, if the same monomer and the other monomer are bonded to each other with the same probability after one of the two types of monomers, a random copolymer in which the monomer residues are completely randomly distributed can be obtained. However, if one of the monomers tends to be followed by one of the monomers, a gradient copolymer having a biased distribution of monomer residues can be obtained. In the obtained gradient copolymer, the composition of the monomer residues is continuously changed from the polymerization initiation end to the polymerization termination end along the molecular chain.
- hydroxycarboxylic acid is generally a monomer having a higher initial polymerization rate than lactone
- hydroxycarboxylic acid and lactone are copolymerized in the macromer synthesis step
- hydroxycarboxylic acid is likely to be bonded after hydroxycarboxylic acid. .. Therefore, in the synthesized macromer, a gradient structure is formed in which the proportion of the hydroxycarboxylic acid unit gradually decreases from the polymerization initiation end to the polymerization termination end.
- the macromer obtained in this step becomes a macromer having a gradient structure in which the hydroxycarboxylic acid residue and the lactone residue form a composition gradient in the skeleton due to the difference in the initial polymerization rate between the hydroxycarboxylic acid and the lactone.
- a macromer may be referred to as a "gradient macromer" in the present specification.
- the macromer synthesis step in order to realize such a gradient structure, it is desirable to synthesize macromer by a polymerization reaction that occurs in one direction from the start end. As such a synthetic reaction, it is preferable to use ring-opening polymerization or living polymerization.
- the macromer obtained in this step has the same R value as the above condition (A) in order to facilitate the production of a polyester copolymer finally satisfying the R value shown in the above condition (A), that is, the following formula R.
- Value [AB] / (2 [A] [B]) x 100 [A]: Mole fraction (%) of hydroxycarboxylic acid residues in macromer [B]: Mole fraction (%) of lactone residue in macromer [AB]: Mole fraction (%) of the structure (AB, and BA) in which the hydroxycarboxylic acid residue and the lactone residue are adjacent to each other in the macromer.
- the R value represented by is preferably 0.45 or more and 0.99 or less, and more preferably 0.50 or more and 0.80 or less.
- the macromer obtained in this step facilitates the production of a polyester copolymer having the crystallization rate of the hydroxycarboxylic acid residue or the lactone residue shown in the above condition (B). ), That is, the crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is preferably less than 14%, and more preferably 10% or less. It is preferably 5% or less, more preferably 1% or less, and most preferably 1% or less.
- the weight average molecular weight of the macromer synthesized in the macromer synthesis step is preferably 10,000 or more, more preferably 20,000 or more. Further, in order to suppress crystallinity and maintain flexibility, it is preferably 150,000 or less, and more preferably 100,000 or less.
- the macromers obtained in the macromer synthesis step are linked to each other, or hydroxycarboxylic acid and lactone are additionally added to the macromer solution obtained in the macromer synthesis step to mulch.
- the macromers obtained in one macromer synthesis step may be linked to each other, or a plurality of macromers obtained in two or more macromer synthesis steps may be linked.
- “multiplying” means forming a structure in which a plurality of molecular chains having a gradient structure in which a hydroxycarboxylic acid residue and a lactone residue have a composition gradient in the skeleton are repeated by any of these methods. Means.
- the number of macromer units to be mulched may be 2 or more, but if the number of connections is large, the effect of improving the tensile strength due to the entanglement of the molecular chains is obtained, so that the number is preferably 3 or more, and 4 or more. Is more preferable, and 6 or more is further preferable. On the other hand, if the molecular weight of the polyester copolymer is excessively increased as a result, there is a concern that the increase in viscosity may adversely affect the moldability. Therefore, the number of macromer units is preferably 80 or less, more preferably 40 or less. , 20 or less is more preferable.
- the number of connected macromers can be adjusted according to the catalyst used in the mulching process and the reaction time.
- the number of macromer units can be obtained by dividing the weight average molecular weight of the finally obtained polyester copolymer by the weight average molecular weight of the macromer.
- the polyester copolymer may be a linear polymer in which macromer units are linearly linked, or may be a branched chain polymer in which the macromer units are branched and linked.
- a linear polyester copolymer can be synthesized, for example, by binding one molecule of the same gradient macromer to both ends of the gradient macromer via the ends.
- a mulched polyester copolymer can be obtained by condensing the ends with a condensing agent.
- Condensing agents include 4,4-dimethylaminopyridinium p-toluenesulfonate, 1- [3- (dimethylamino) propyl] -3-ethylcarbodiimide, and 1-ethyl-3- (3-dimethylaminopropyl) carbodiimide hydrochloride.
- N, N'-dicyclohexylcarbodiimide, N, N'-diisopropylcarbodiimide, N, N'-carbonyldiimidazole, 1,1'-carbonyldi (1,2,4-triazole), 4- (4,6- Dimethoxy-1,3,5-triazine-2-yl) -4-methylmorpholinium chloride n hydrate, trifluoromethanesulfonic acid (4,6-dimethoxy-1,3,5-triazine-2-yl) )-(2-Octoxi-2-oxoethyl) dimethylammonium, 1H-benzotriazole-1-yloxytris (dimethylamino) phosphonium hexafluorophosphate, 1H-benzotriazole-1-yloxytripyrrolidinophosphonium Hexafluorophosphate, (7-azabenzotriazole-1-yloxy) tripyrrolidin
- the polymerization reaction has a living property, that is, when the polymerization reaction can be started continuously from the end of the polymer, hydroxycarboxylic acid and lactone are additionally added to the gradient macromer solution after the polymerization reaction is completed. By repeating the operation, it can be multi-layered.
- the gradient macromers may be mulched via a linker as long as they do not affect the mechanical properties of the polymer.
- linkers having multiple carboxyl groups and / or multiple hydroxy groups such as 2,2-bis (hydroxymethyl) propionic acid, can be used to synthesize branched polyester copolymers in which the linker is a branch point. Can be done.
- the polyester copolymer obtained by the above-mentioned production method is a copolymer having a structure in which two or more macromer units having a composition gradient in the skeleton of hydroxycarboxylic acid residues and lactone residues are linked.
- a structure may be referred to as "multi-gradient” for convenience, and a copolymer having a multi-gradient structure may be referred to as "multi-gradient copolymer”.
- the multigradient copolymer preferably has a structure in which two or more macromer units having a gradient structure in which the hydroxycarboxylic acid residue and the lactone residue form a composition gradient in the skeleton are linked, and three or more are linked. It is preferable to have.
- a polyester copolymer in which the hydroxycarboxylic acid residue is a lactic acid residue and the lactone residue is a caprolactone residue or a valerolactone residue is a particularly preferable embodiment for application to a connecting layer.
- Such a polyester copolymer is preferably produced by the following production method.
- dilactide and ⁇ -caprolactone are polymerized in the presence of a catalyst.
- Dilactide, ⁇ -caprolactone monomer is preferably purified to remove impurities prior to use. Purification of dilactide is possible, for example, by recrystallization from toluene dried with sodium.
- ⁇ -Caprolactone is purified by vacuum distillation, for example, from CaH 2 to N 2 atmosphere.
- a polyester polymerization catalyst such as a normal germanium-based, titanium-based, antimony-based, or tin-based catalyst can be used.
- Specific examples of such a polyester polymerization catalyst include tin octylate, antimony trifluoride, zinc powder, dibutyltin oxide, tin oxalate and the like.
- the method of adding the catalyst to the reaction system is not particularly limited, but it is preferably a method of adding the catalyst in a state of being dispersed in the raw material at the time of charging the raw material or in a state of being dispersed in the raw material at the start of depressurization.
- the amount of the catalyst used is 0.01 to 3% by weight, more preferably 0.05 to 1.5% by weight, in terms of metal atoms, based on the total amount of the monomers used.
- Macromer having a lactic acid residue and a caprolactone residue can be obtained by putting dilactide, caprolactone and a catalyst in a reaction vessel equipped with a stirrer and reacting them at 150 to 250 ° C. under a nitrogen stream.
- a co-catalytic reaction it is preferable to carry out a co-catalytic reaction at around 90 ° C. prior to the polymerization reaction.
- the reaction time is preferably 2 hours or more, preferably 4 hours or more, and more preferably a longer time, for example, 8 hours or more in order to increase the degree of polymerization.
- the reaction time is preferably 3 to 12 hours.
- the ends of the gradient macromer having a lactic acid residue and a caprolactone residue are connected to each other by a condensation reaction to mulch.
- the reaction temperature of the condensation reaction is preferably 10 to 100 ° C, more preferably 20 to 50 ° C.
- the reaction time is preferably 1 day or longer, more preferably 2 days or longer. However, if the reaction is carried out for an excessively long time, a problem of polymer coloring occurs, so the reaction time is preferably 2 to 4 days.
- the tubular body constituting the tubular molded body for medical instruments of the present invention preferably contains the above-mentioned biodegradable polymer fiber.
- the structure of the tubular body include knitting, weaving, orientation, and non-woven fabric. Among these, a non-woven fabric structure is preferable. In the non-woven fabric structure, the fibers are three-dimensionally and irregularly entangled with each other, so that the number of voids increases, and the effect of improving the permeability by increasing the fiber diameter is more remarkable.
- a polymer as described above can be used, and the tubular body can be molded into a tubular shape by using a melt molding method or a solvent molding method.
- the melt molding method is a method in which a polymer is heated and melted, and molded using a mold, an extrusion molding machine, a press machine, electrospinning, melt blow, or the like.
- the polymer can be formed into a cylindrical shape by heating the polymer to 200 ° C. in an extrusion molding machine in which a core inlet metal having a diameter of 0.5 to 4 mm is set and extruding the polymer.
- the solvent molding method is a method in which a polymer is dissolved in a solvent, injected into a mold or a coagulation bath, and molded by separating the solvent and the solute, or an electrospinning method or a spray method.
- a rod of ⁇ 0.5 to 4 mm is immersed in a polymer solution dissolved in chloroform at 20%, pulled up, waited for the solvent to volatilize, and then immersed again about 5 to 10 times. As a result, it can be molded into a tubular shape. It is also possible to form a cylinder by depositing fibers in a cylinder using an electrospinning method on a rod having a diameter of 0.5 to 4 mm.
- the thickness of the tubular body is preferably 100 ⁇ m or more, more preferably 200 ⁇ m or more, from the viewpoint of improving the strength.
- the thickness of the tubular body can be measured by magnifying and observing the cross section of the tubular body using a microscope.
- the thickness of the tubular body can be adjusted to a desired range by, for example, the spinning time by the electrospinning method.
- ⁇ Manufacturing method of tubular molded product For example, it is possible to connect two tubular bodies by applying a material constituting a connecting layer to a plurality of tubular bodies manufactured as described above to manufacture the tubular molded body for medical instruments of the present invention. can.
- Examples of the method for applying the connecting layer include an electrospinning method.
- the bioabsorbable polymer constituting the tubular body is formed into fibers by the electrospinning method and accumulated in the collector, (2) the tubular body is collected together with the collector, and any Make a notch in the direction of rotation of the collector with a razor or the like, and set the fiber aggregate with the notch obtained in step (3) step (2) again in the electrospinning device to form the connecting layer.
- Examples thereof include a method in which a polymer is formed into fibers by an electrospinning method and accumulated on a tubular body.
- the obtained molded body can be used as a nerve regeneration induction tube that protects nerve regeneration by attaching it to both ends of the torn nerve.
- [A], [B], and [AB] were calculated from the respective peak area ratios, and the R value was calculated.
- Solvent: Deuterated chloroform Measurement temperature: Room temperature R value [AB] / (2 [A] [B]) ⁇ 100 [A]: Mole fraction (%) of lactic acid monomer residue in the polymer [B]: Mole fraction (%) of caprolactone monomer residue in the polymer [AB]: Mole fraction (%) of the structure (AB, and BA) in which the lactic acid monomer residue and the caprolactone monomer residue are adjacent to each other in the polymer.
- a dried film (thickness of about 0.1 mm) was cut into a size of 50 mm ⁇ 5 mm, and a tensile test was measured with a desktop tensile tester (EZ-LX manufactured by SHIMAZU) according to JIS K6251 (2010) under the following conditions. Degrees and tensile strengths were calculated. Further, in the graph plotting the stress with respect to the displacement, the slope of the linear equation that can be approximated from the data of 5 points from the start of stress generation was calculated as Young's modulus.
- Equipment name Desktop tensile tester (SHIMAZU EZ-LX) Initial length: 10 mm
- Tensile rate 500 mm / min
- Load cell 1kN Number of tests: 5 times.
- the obtained film was sampled on an alumina PAN, measured under the following conditions by the DSC method with a differential scanning calorimeter, and the heat of fusion was calculated from the measurement results in the range of temperature conditions (D) to (E).
- the crystallization rate was calculated from the following formula.
- Crystallization rate (heat of fusion of lactic acid residues per unit weight of polyester copolymer) / ⁇ (heat of fusion per unit weight of homopolymer consisting only of lactic acid residues) ⁇ (weight fraction of lactic acid residues in polyester copolymer) ) ⁇ ⁇ 100
- the film (thickness: about 0.1 mm) was cut into strips (50 mm ⁇ 5 mm) and set in a desktop tensile tester (EZ-LX manufactured by SHIMAZU). Under the following conditions, the film is stretched to a tensile length (L) of 10 mm, that is, a tensile strain of 100% with respect to an initial length (L 0 ) of 10 mm, and then restored to the initial length (L 0). Repeated times, changes in tensile stress and displacement were recorded.
- L tensile length
- the created tubular molded body for medical equipment was cut to a length of 40 mm, and the wires created above were passed through the inside and bent into the shape of each wire. After that, when the inner upper parts of both ends of the molded body were pressed against the wire, it was visually observed whether or not kink was generated in the molded body at the corners of each of the prepared wires. The case where kink was observed was recorded as "yes”, and the case where no kink was observed was recorded as "no".
- the Young's modulus, elongation and breaking strength obtained in the tensile test of the tubular molded body are the Young's modulus and elongation of the connecting layer. And treated as breaking strength.
- the PLLA solution was collected in a 5 mL syringe (Terumo), and an 18 G needle (MECC) dedicated to the MECC spinning device NANON-3 was attached to the syringe.
- PLLA Poly-L-lactic acid
- MECC 18 G needle
- a syringe containing the PLLA solution and a ⁇ 4 mm metal mandrel were set in a spinning device NANON-3, and the PLLA solution was spun onto the mandrel by an electrospinning method to obtain a tubular body made of PLLA.
- the spinning conditions were spinning distance: 15 cm, spinning voltage: 25 kV, spinning speed: 3 mL / hour, rotation speed: 50 to 100 rpm, spinning amplitude: 15 cm, spinning time: 60 minutes. After spinning, the obtained tubular body (before cutting) was vacuum-dried overnight at room temperature together with the mandrel without removing it.
- the thickness of the PLLA layer forming the tubular body was 487 ⁇ m as a result of measurement with a microscope (KH-1300, Hirox Co., Ltd.). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction (total circumference) of the tubular body (before cutting) ) was cut every 5 mm to prepare a tubular body (after cutting).
- the polymer for the link layer was synthesized as follows. 50.0 g of L-lactide (PURASORB L; manufactured by PURAC) and 38.5 mL of ⁇ -caprolactone (manufactured by Wako Pure Chemical Industries, Ltd.) were collected in a separable flask as monomers. The inside of the flask is placed under an argon atmosphere, and 0.81 g of tin octylate (II) (manufactured by Wako Pure Chemical Industries, Ltd.) is dissolved in 14.5 mL of toluene (ultra-dehydrated) (manufactured by Wako Pure Chemical Industries, Ltd.) as a catalyst.
- PURASORB L manufactured by PURAC
- ⁇ -caprolactone manufactured by Wako Pure Chemical Industries, Ltd.
- ion-exchanged water was added in an amount such that the monomer / co-initiator ratio was 142.9.
- a co-catalyst reaction was carried out at 90 ° C. for 1 hour, and then a copolymerization reaction was carried out at 150 ° C. for 6 hours to obtain a crude copolymer.
- the obtained crude copolymer was dissolved in 100 mL of chloroform and added dropwise to 1400 mL of methanol in a stirred state to obtain a precipitate. After repeating this operation three times, the precipitate was dried under reduced pressure at 70 ° C. to obtain macromer.
- R value is 0.60, crystallization rate is 0%, Young's modulus is 2.98 MPa, tensile strength is 33.7 MPa, elongation at break is 1032%, work preservation rate is 57.5%, permanent strain is 20%. Met.
- a syringe containing a polymer solution for a connecting layer is set in a spinning device NANON-3, and the polymer solution for a connecting layer is spun onto a mandrel having the tubular body (after cutting) by an electrospinning method.
- a connecting layer was created on the outside of the tubular body (after cutting).
- the spinning conditions were spinning distance: 15 cm, spinning voltage: 30 kV, spinning speed: 3 mL / hour, rotation speed: 50 to 100 rpm, spinning amplitude: 15 cm, spinning time: 60 minutes. After spinning, the tubular molded body was vacuum-dried overnight at room temperature together with the mandrel without removing it.
- the thickness of the connecting layer is calculated to be 309 ⁇ m by measuring the thickness of the tubular molded body including the connecting layer with a microscope (KH-1300, Hirox) and subtracting the thickness of the PLLA layer forming the tubular body. rice field.
- tubular molded body for medical instruments of Example 1 a plurality of cylindrical bodies having a length of 5 mm are arranged at intervals of 0.2 mm, and the plurality of tubular bodies are connected by a connecting layer, and the connecting layer is connected.
- the connecting layer was arranged in contact with the outside of the tubular body.
- a tubular body cut to 20 mm was prepared by the same method as in the above-mentioned "Production of tubular body” except that the cutting interval was set to 20 mm.
- the prepared 20 mm cylindrical body was set in a testing machine so as to have an initial length of 10 mm, and a tensile test was carried out.
- the Young's modulus of the tubular body was 34.8 MPa.
- FIG. 5 shows a photograph of the cylindrical molded body bent at a 60 ° angle in Measurement Example 6. As shown in FIG. 5, the cylindrical molded body of Example 1 does not generate kink even when bent at a 60 ° angle. In the photograph, the thin thing inserted in the tubular molded body is the wire.
- the Young's modulus of the tubular body was 6.3 MPa or more, and the Young's modulus of the connecting layer was less than 6.3 MPa.
- Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product. Since the kink is generated at a 120 ° angle, it can be seen that there is no effect of suppressing the occurrence of kink.
- Example 1 Comparing Example 1 and Comparative Example 1, the 50% compression pressure was almost the same, so that the pressure resistance was almost the same between Example 1 and Comparative Example 1. Nevertheless, in Example 1, kink generation did not occur up to a 60 ° angle, indicating that in Example 1, kink generation could be suppressed.
- Example 2 (Making a tubular body)
- PGLA glycolic acid / L-lactic acid copolymer
- the thickness of the PGLA layer forming the tubular body was 336 ⁇ m as a result of measurement with a high-speed, high-precision dimensional measuring instrument (LS-9030 manufactured by KEYENCE CORPORATION). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (manufactured by Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction of the tubular body (before cutting) (all). Cuts were made in the circumference) every 2.5 mm to prepare a tubular body (after cutting).
- LS-9030 manufactured by KEYENCE CORPORATION
- the thickness of the tubular molded body including the connecting layer is measured with a high-speed, high-precision dimensional measuring device (LS-9030 manufactured by KEYENCE CORPORATION), and the thickness of the PGLA layer forming the tubular body is subtracted to obtain the connecting layer.
- the thickness was calculated to be 362 ⁇ m.
- tubular molded body for medical instruments of Example 2 a plurality of cylindrical bodies having a length of 2.5 mm are arranged at intervals of 0.2 mm, and the plurality of tubular bodies are connected by a connecting layer.
- the connecting layer was arranged so as to be in contact with the outside of the tubular body.
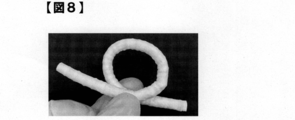
- Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product for medical devices. As shown in the photograph of FIG. 6, the cylindrical molded body of Example 2 does not generate kink even in a one-rolled state, which is more severe than the conditions of Measurement Example 6.
- Example 3 (Making a tubular body)
- PGLA glycolic acid / L-lactic acid copolymer
- the thickness of the PGLA layer was 328 ⁇ m as a result of measurement with a high-speed, high-precision dimensional measuring device (LS-9030 manufactured by KEYENCE CORPORATION). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (manufactured by Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction of the tubular body (before cutting) (all). Cuts were made in the circumference) every 2.5 mm to prepare a tubular body (after cutting).
- LS-9030 manufactured by KEYENCE CORPORATION
- the thickness of the connecting layer is calculated to be 384 ⁇ m. rice field.
- tubular molded body for medical instruments of Example 3 a plurality of cylindrical bodies having a length of 2.5 mm are arranged at intervals of 0.2 mm, and the plurality of tubular bodies are connected by a connecting layer.
- the connecting layer was arranged so as to be in contact with the outside of the tubular body.
- Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product for medical devices.
- the tubular molded body for medical instruments of the present invention can be flexibly deformed with respect to bending and refraction by a flexible layer connecting a plurality of tubular bodies, and can suppress the generation of kink. Therefore, a nerve regeneration induction tube It can be suitably used for such purposes.
- Nerve regeneration induction tube 11 Scaffolding material 200 Nerve cell 201 Axle 210 Schwann cell 211 Schwann cell A Adjacent one tubular body B Adjacent other tubular body C connecting layer
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Medicinal Chemistry (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Veterinary Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dermatology (AREA)
- Cardiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Polymers & Plastics (AREA)
- Organic Chemistry (AREA)
- Materials For Medical Uses (AREA)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021518685A JP7661881B2 (ja) | 2020-03-19 | 2021-03-12 | 神経再生誘導チューブ |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020049014 | 2020-03-19 | ||
| JP2020-049014 | 2020-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021187354A1 true WO2021187354A1 (ja) | 2021-09-23 |
Family
ID=77772116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/010026 Ceased WO2021187354A1 (ja) | 2020-03-19 | 2021-03-12 | 医療器具用筒状成形体 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7661881B2 (https=) |
| WO (1) | WO2021187354A1 (https=) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011206203A (ja) * | 2010-03-29 | 2011-10-20 | Kawasumi Lab Inc | 神経再生チューブ及び神経再生チューブの製造方法 |
| JP6397887B2 (ja) * | 2013-03-15 | 2018-09-26 | トゥエルヴ, インコーポレイテッド | 人工心臓弁デバイス、人工僧帽弁、ならびに関連システム及び方法 |
| US20190118456A1 (en) * | 2017-09-08 | 2019-04-25 | Zeus Industrial Products, Inc. | Polymeric tubes with controlled orientation |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20130345729A1 (en) * | 2012-06-22 | 2013-12-26 | Collagen Matrix, Inc. | Compression and kink resistant implants |
-
2021
- 2021-03-12 WO PCT/JP2021/010026 patent/WO2021187354A1/ja not_active Ceased
- 2021-03-12 JP JP2021518685A patent/JP7661881B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011206203A (ja) * | 2010-03-29 | 2011-10-20 | Kawasumi Lab Inc | 神経再生チューブ及び神経再生チューブの製造方法 |
| JP6397887B2 (ja) * | 2013-03-15 | 2018-09-26 | トゥエルヴ, インコーポレイテッド | 人工心臓弁デバイス、人工僧帽弁、ならびに関連システム及び方法 |
| US20190118456A1 (en) * | 2017-09-08 | 2019-04-25 | Zeus Industrial Products, Inc. | Polymeric tubes with controlled orientation |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021187354A1 (https=) | 2021-09-23 |
| JP7661881B2 (ja) | 2025-04-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6365172B1 (en) | Device of bioabsorbable triglycolic acid poly(ester-amide)s, and methods of making the same | |
| JP3161729B2 (ja) | ラクチドとε−カプロラクトンとの共重合体から医療に応用できる物品を製造する方法 | |
| CN111032726B (zh) | 聚酯共聚物及其制造方法 | |
| EP3778716B1 (en) | Biodegradable block copolymer | |
| JP2020092874A (ja) | 医療用成形体 | |
| US12606701B2 (en) | Polymer composition and molded article | |
| JP7484167B2 (ja) | 医療用成形体、医療機器、神経再生誘導チューブ | |
| JP7661881B2 (ja) | 神経再生誘導チューブ | |
| JP7697206B2 (ja) | 繊維構造体およびその製造方法 | |
| JP4022220B2 (ja) | 手術用品用ブロック共重合体 | |
| AU2014237773A1 (en) | Polylactone polymers prepared from monol and diol polymerization initiators possessing two or more carboxylic acid groups | |
| JP2021145919A (ja) | 筒状の成形体 | |
| JP2021145920A (ja) | 筒状の成形体 | |
| JP7302296B2 (ja) | ポリエステルコポリマーおよびその製造方法 | |
| JP7793890B2 (ja) | ステント | |
| JP7512695B2 (ja) | ポリエステルコポリマー | |
| JP2024542895A (ja) | ステント、ステントの製造方法、及び呼吸器の狭窄を解除して気流を確保する方法 | |
| US20100062036A1 (en) | Multiblock Copolymers with Shape-Memory Properties |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021518685 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21771722 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21771722 Country of ref document: EP Kind code of ref document: A1 |