WO2021187354A1 - Cylindrical molded body for medical instrument - Google Patents
Cylindrical molded body for medical instrument Download PDFInfo
- Publication number
- WO2021187354A1 WO2021187354A1 PCT/JP2021/010026 JP2021010026W WO2021187354A1 WO 2021187354 A1 WO2021187354 A1 WO 2021187354A1 JP 2021010026 W JP2021010026 W JP 2021010026W WO 2021187354 A1 WO2021187354 A1 WO 2021187354A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tubular
- residue
- tubular body
- connecting layer
- molded body
- Prior art date
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F2/00—Filters implantable into blood vessels; Prostheses, i.e. artificial substitutes or replacements for parts of the body; Appliances for connecting them with the body; Devices providing patency to, or preventing collapsing of, tubular structures of the body, e.g. stents
- A61F2/02—Prostheses implantable into the body
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/14—Macromolecular materials
- A61L27/18—Macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/50—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
- A61L27/58—Materials at least partially resorbable by the body
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G63/00—Macromolecular compounds obtained by reactions forming a carboxylic ester link in the main chain of the macromolecule
- C08G63/02—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds
- C08G63/06—Polyesters derived from hydroxycarboxylic acids or from polycarboxylic acids and polyhydroxy compounds derived from hydroxycarboxylic acids
- C08G63/08—Lactones or lactides
Definitions
- the present invention relates to a tubular molded body for medical devices.
- an implant treatment is performed in which a molded body made of a material harmless to the human body is transplanted for the purpose of replacing or supporting the original tissue for the treatment.
- a tubular molded body with a hollow inside is a shape often used in implant treatment, and it surrounds and protects tissues, fills the hollow part with a drug and releases it slowly, and is tubular like blood vessels and nerves. It is used in various medical applications such as as a substitute for body tissues.
- a nerve regeneration induction tube is known as a tubular molded body that induces and treats nerve regeneration. By using the nerve regeneration induction tube, the invasion of connective tissue, which interferes with nerve regeneration, into the injured site is suppressed.
- FIG. 1 is a diagram illustrating an example of using a conventional nerve regeneration induction tube.
- a nerve cell 200 and a Schwann cell 210 are arranged on one end side.
- the scaffolding material 11 is filled inside the nerve regeneration induction tube 10.
- Schwann cells 211 proliferate inside.
- Axons 201 extend inside the proliferated Schwann cells 211.
- the nerve regeneration-inducing tube 10 suppresses the entry of connective tissue, thereby suppressing the inhibition of the pathway in which the axon 201 tries to extend. In this way, nerve regeneration using the nerve regeneration induction tube 10 proceeds.
- Patent Document 1 reports a tubular body having a single-layer structure of braids in which threads formed from a plurality of organic polymer fibers are braided so that the braiding angle is 50 ° to 87.5 °. There is.
- the strength of the tube is high, it can exert strong resistance to the pressure of crushing the short axis of the tube and can protect the inside. However, if the tube is too strong, it will be inadequately flexible against bending and refraction deformation and may damage the tissue around the implant site. On the other hand, when the Young's modulus of the tube is simply adjusted to add flexibility, a kink occurs when the tube is curved, which causes a problem that the tube is occluded and the internal tissue is damaged.
- the present invention has been made in view of the above problems, and when an external force is generated due to bending or refraction, the tube can be flexibly deformed with respect to bending or refraction while maintaining the pressure resistance of the tube, and kink generation can be suppressed.
- An object of the present invention is to provide a tubular molded body for medical instruments.
- the present invention is as follows.
- a tubular molded body for medical instruments having a plurality of tubular bodies and a connecting layer connecting the tubular bodies.
- Medical device including the above-mentioned molded body.
- a nerve regeneration induction tube containing the above-mentioned molded body A nerve regeneration induction tube containing the above-mentioned molded body.
- the flexible layer connecting a plurality of tubular bodies can be flexibly deformed with respect to bending and refraction, and can suppress the occurrence of kink. ..
- the tubular molded body for medical devices of the present invention is suitably applicable to a nerve regeneration induction tube.
- the nerve regeneration induction tube of the present invention is particularly useful for regeneration of, for example, muscle tissue, vascular tissue, nerve tissue, spinal cord tissue, skin tissue and the like.
- FIG. 1 is a diagram illustrating a usage example of a conventional nerve regeneration induction tube.
- the schematic diagram of the mode in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged outside the tubular body.
- the schematic diagram of the mode in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged inside the tubular body.
- the schematic diagram of the mode in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged outside the tubular body.
- the schematic diagram of the mode in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged inside the tubular body.
- FIG. 6 is a schematic view of an embodiment in which a tubular body and a connecting layer are in contact with each other, and the connecting layer is arranged inside the tubular body A and outside the tubular body B.
- the tubular molded body for medical devices of the present invention has a plurality of tubular bodies and a connecting layer for connecting the tubular bodies. That is, the molded body of the present invention has at least two tubular bodies. The portion where two adjacent cylindrical bodies are connected by a connecting layer is called a connecting portion.
- the tubular molded body for medical devices of the present invention has at least one connecting portion.
- the number of tubular bodies is not limited to two, and the number of connecting portions is not limited to one. That is, the molded body of the present invention is not particularly limited in the number of tubular bodies and the number of connecting portions, and may have, for example, three tubular bodies and two connecting portions.
- the tubular molded body for medical instruments of the present invention exhibits pressure resistance by having a hard cylindrical body, and exhibits flexibility and kink resistance against bending and refraction by having a soft connecting layer. can. If the distance between the adjacent cylinders is too large, sufficient pressure resistance cannot be exhibited. Therefore, the distance between the adjacent cylinders is preferably 1 mm or less.
- the lower limit of the distance between adjacent cylindrical bodies is not particularly limited, but there is no space, that is, the distance is 0 mm.
- the distance between adjacent cylindrical bodies is the distance from one end of one cylinder to the other close to the end in a state where no external force is applied to the molded body and the connecting layer does not expand or contract with respect to the initial state. It is the distance to the end of the tubular body, and can be measured with a caliper or the like. Further, in the case of a molded body having a structure in which one tubular body is inserted into the other tubular body, that is, as will be described later, the inner diameter A of one tubular body A at the connecting portion is the other tubular body.
- the initial state is a state in which no external force is applied in the long axis direction of the molded body after the molded body is produced.
- the length of the tubular body in the direction along the long axis direction of the molded body is preferably 1.0 mm or more.
- the length of the tubular body in the direction along the long axis direction of the molded body is preferably 10 mm or less.
- a plurality of tubular bodies are connected by a connecting layer.
- the mode in which the connecting layer is arranged on the outside of the tubular body and the mode in which the connecting layer is arranged on the inside of the tubular body as shown in FIG. 3 are both preferable.
- the inner diameter of one tubular body A is larger than the outer diameter of one tubular body B at the connecting portion, and the cylinder is formed.
- the connecting portion may be configured so that the tubular body B can be inserted inside the body A.
- the inner diameter of the tubular body is the diameter of the inner circle in the vertical cross section of the minor axis of the tubular body.
- the outer diameter of the tubular body is the diameter of the outer circle of the vertical cross section of the short axis of the tubular body.
- the tubular body and the connecting layer are in contact with each other, and the connecting layer is arranged outside the tubular body. As shown in FIG.
- tubular body and the connecting layer are connected.
- the tubular bodies in which the layers are in contact and the connecting layer is arranged inside the tubular body as shown in FIG. 6, the tubular body and the connecting layer are in contact with each other and the connecting layers are adjacent to each other.
- Any of the embodiments arranged inside one tubular body (cylindrical body A) and outside the other tubular body (cylindrical body B) is preferable.
- the tubular body B can be inserted inside the tubular body A when pushed in from both ends of the molded body.
- the tubular body B may or may not be inserted inside the tubular body A.
- the shape of the entire molded body becomes tubular by connecting a plurality of tubular bodies by a connecting layer.
- the tubular molded body for a medical device of the present invention When the tubular molded body for a medical device of the present invention is used as a medical device such as a nerve regeneration induction tube, it is placed inside or outside the living body, so that an external force is applied to the molded body due to deformation such as compression, refraction or curvature. It is expected to join. Therefore, in order to protect the inside of the tubular body forming the tubular molded body from pressure, the Young's modulus of the tubular body is preferably 6.3 MPa or more. Assuming that there is hard tissue such as bone around the indwelling place, the Young's modulus of the tubular body is more preferably 10 MPa or more.
- the Young's modulus is preferably 100 GPa or less, more preferably 10 GPa or less, and even more preferably 1 GPa or less.
- the Young's modulus of the connecting layer connecting the tubular bodies is less than 6.3 MPa.
- the tubular molded body can exhibit flexibility against deformation such as refraction and curvature and can be deformed following the deformation, and the occurrence of kink of the tubular molded body can be suppressed. .. This is preferable because it can protect the tissue in the tubular body from pressure.
- the Young's modulus of the connecting layer is too low, the connecting strength becomes insufficient, and the tubular body is dissociated during refraction or bending of the tubular molded body, and crushing or kinking occurs at the connecting portion.
- the Young's modulus of the connecting layer is not limited, but is preferably 1 MPa or more.
- the tubular molded body for medical devices of the present invention can be suitably used for medical devices, particularly nerve regeneration induction tubes. Therefore, in the following, details will be described by taking a nerve regeneration induction tube using the molded product of the present invention as an example.
- the nerve regeneration induction tube according to the embodiment of the present invention is composed of a plurality of tubular bodies and a connecting layer connecting the plurality of tubular bodies.
- the connecting layer preferably covers the entire connecting portion, and more preferably covers the entire tubular molded body for medical devices so that the fibrous tissue or cells do not invade through the gaps between the connecting portions.
- the number of connecting portions included in the tubular molded body for medical devices is preferably one or more, and more preferably four or more in order to sufficiently suppress the generation of kink. From the viewpoint of reducing the durability of the tube, the number of connecting portions is preferably 100 or less.
- the inner diameter A of one of the adjacent tubular bodies A is larger than the outer diameter B of the other tubular body B, and the cylinder is inside the tubular body A.
- the connecting portion is configured so that the body B can be inserted
- the tubular body B is inserted into the tubular body A when a pressure for compressing in the long axis direction of the molded body is generated. It is preferable because it can buffer the pressure.
- X be the length of the portion where the tubular body B is inserted into the tubular body A.
- Y be the length of the tubular body A that is not inserted into the tubular body B.
- the length not inserted into the tubular body A is Z.
- X is larger than 0 in order to prevent the tubular body B and the tubular body A from being inserted into the tubular body A due to the deviation between the centers of the tubular body B and the tubular body A in the tubular body. Further, since the portion where the tubular body B moves in the tubular body A is the buffer region, the sum of the smaller values of Y and Z at each connecting portion is the length of the cylindrical molded body for medical instruments. It is preferably 5% or more, and preferably 50% or less.
- the lengths of the plurality of tubular bodies constituting the tubular molded body for medical instruments may be uniform, or tubular bodies having different lengths may be used.
- the length of the tubular body is preferably 10 mm or less from the viewpoint of exhibiting flexibility when the tubular molded body for medical equipment is curved and suppressing the occurrence of kink. From the viewpoint of strengthening the connecting strength by the connecting layer, the length of the tubular body is preferably 1.0 mm or more.
- the inner diameter of the tubular molded body for medical instruments of the present invention is preferably selected according to the site to be used. For example, in the case of a nerve regeneration induction tube, it is preferably 20 mm to 0.5 mm. Further, the inner diameters of both ends of the tubular molded body for medical equipment are not limited to the same. Since there is a difference in the inner diameters at both ends, it is easy to connect nerves having different thicknesses on the central side and the peripheral side, and it is possible to prevent the thin peripheral nerves from falling off.
- the difference between the inner diameter of one end and the inner diameter of the other end of the molded product of the present invention, that is, the difference between the inner diameters of both ends is preferably 0 mm or more and 20 mm or less.
- the Young's modulus of the tubular body is preferably 6.3 MPa or more.
- the Young's modulus of the connecting layer is preferably less than 6.3 MPa.
- the Young's modulus of the tubular body can be measured by cutting out the corresponding portion from the tubular molded body and performing a tensile test described later.
- the Young's modulus of the connecting layer can be measured by performing a tensile test on the tubular molded body as described in Measurement Example 8 described later.
- the Young's modulus of the linking layer can also be measured by dissolving the polymer used for the linking layer in a solvent as described in Measurement Example 3 described later to produce a film, and pulling the film for a tensile test.
- the soft connecting layer expands or contracts, which enables flexibility and suppression of kink generation. It is desirable to spontaneously restore to length. Therefore, it is preferable to use a material having resilience for the connecting layer. Restorability can be quantitatively evaluated by determining the work load preservation rate as in Measurement Example 5 described later.
- the work load preservation rate is the work load at the time of the first operation when the operation of applying a tensile stress in the longitudinal direction of the tubular molded body to generate a tensile strain of 100% with respect to the initial length is repeated 10 times.
- the work load preservation rate of the tubular molded body for medical instruments of the present invention is preferably 55% or more, and large deformation frequently occurs due to bending or bending of joints or the like.
- the workload storage rate of the tubular body used for the site is more preferably 60% or more.
- Tensile strength is a factor that is directly linked to the breaking strength of the tubular molded product. Assuming that it is used for a part that receives an external force due to deformation such as expansion or contraction of muscle, the tensile strength of the tubular molded body is preferably 5 MPa or more.
- the tubular molded body used for a portion where more severe deformation such as refraction or curvature occurs preferably has a tensile strength of 20 MPa or more.
- Break elongation is a factor that indicates the breaking strength of a tubular molded product. Assuming that it is used in a portion that receives an external force due to muscle expansion, contraction, vibration, or the like, the breaking elongation of the tubular molded body is preferably 200% or more.
- the tubular molded body used for a portion where more severe deformation such as refraction or curvature occurs preferably has a breaking elongation of 500% or more. It is more preferable that the elongation at break is 1000% or more in a tubular molded body used for a portion such as a joint where a particularly large deformation occurs due to refraction or curvature.
- the elongation at break is a value measured according to JIS K6251 (2010) (indicated as "elongation during cutting" in JIS), and specifically, it shall be measured by a tensile test described later.
- the tubular molded body for medical devices of the present invention is used by being placed inside and outside the living body, it is assumed that it receives repeated force due to the movement of muscles and joints and repeatedly deforms and restores. Therefore, the present molded product is required to have durability against repeated deformation. Durability can be quantitatively evaluated by measuring the permanent strain generated when measuring the work preservation rate. Since the tubular body used proximal to the muscle is frequently deformed, the tubular molded body has a permanent strain of 20% or less, and is used for a part such as a joint where large deformation frequently occurs due to bending or bending. The permanent strain of is preferably 15% or less.
- the tubular molded body for medical instruments of the present invention is preferable because it can exhibit bioabsorbability by containing bioabsorbable polyester.
- the blending ratio is not limited, but in general, it is preferable to contain bioabsorbable polyester in an amount of 50% by weight or more of the tubular molded product, 80%. It is more preferable to include% by weight or more.
- it is preferably composed of only bioabsorbable polyester.
- the tubular molded body for medical instruments of the present invention contains a bioabsorbable polyester
- bioabsorbability is a property that, after being placed inside or outside the living body, is naturally decomposed by a hydrolysis reaction or an enzymatic reaction, and disappears when the decomposed product is metabolized or excreted.
- bioabsorbable polyesters include polyglycolic acid, polylactic acid (D, L, DL form), poly ⁇ -caprolactone, polyhydroxybutyrate, polyhydroxybutyrate valeric acid, polyorthoester, and polyhydroxyvaleryric acid.
- the tubular body contains any one of polyglycolic acid, a copolymer of polylactic acid and polyglycolic acid, and a copolymer of polyglycolic acid and poly ⁇ -caprolactone.
- the connecting layer comprises, as the bioabsorbable polyester, a polyester copolymer having a monomer residue selected from a hydroxycarboxylic acid residue and a lactone residue as a main constituent unit, and in a more preferred embodiment, the hydroxycarboxylic acid residue. It contains a polyester copolymer having two types of monomer residues, a group and a lactone residue, as main constituent units. Lactone is a cyclic compound in which a hydroxy group and a carboxyl group of a hydroxycarboxylic acid are intramolecularly dehydrated and condensed.
- the monomer residue is 50 mol% or more of the total number of residues of the polymer including other monomer residues. ..
- the two types of monomer residues are used as the "main constituent unit", which means that the sum of the numbers of the two types of monomer residues is 50 mol% of the total number of residues of the polymer including the other monomer residues. This means that each of the two types of residues is 20 mol% or more of the total number of residues in the polymer.
- the main constituent unit is a hydroxycarboxylic acid residue and a lactone residue, which means that the sum of the number of hydroxycarboxylic acid residues and the number of lactone residues is 50 mol% or more of the total number of residues in the polymer. It means that the hydroxycarboxylic acid residue is 20 mol% or more of the total number of residues of the polymer, and the lactone residue is 20 mol% or more of the total number of residues of the polymer.
- the mole fraction of each monomer residue can be determined from the area value of the signal derived from each residue by nuclear magnetic resonance (NMR) measurement.
- NMR nuclear magnetic resonance
- Aliphatic hydroxycarboxylic acid is particularly preferable as the monomer for forming the hydroxycarboxylic acid residue.
- the aliphatic hydroxycarboxylic acid include lactic acid, glycolic acid, hydroxybutyric acid, hydroxyvaleric acid, hydroxypentanoic acid, hydroxycaproic acid, hydroxyheptanic acid and the like, and lactic acid, glycolic acid and hydroxycaproic acid are particularly preferable.
- lactic acid L-lactic acid, D-lactic acid, and a mixture thereof can be used. From the viewpoint of physical properties and biocompatibility of the obtained polymer, it is preferable to use lactic acid, and it is more preferable to use L-lactic acid.
- the L-form content is preferably 85 mol% or more, and more preferably 95 mol% or more.
- lactide which is a cyclic compound in which the hydroxy groups and carboxyl groups of two molecules of hydroxycarboxylic acid are dehydrated and condensed
- lactide dilactide in which two lactic acid molecules are dehydrated and condensed
- glycolide in which two glycolic acid molecules are dehydrated and condensed and tetramethylglycolide can be used.
- Examples of the monomer for forming the lactone residue include ⁇ -caprolactone, dioxepanone, ethyleneoxalate, dioxanone, 1,4-dioxane-2,3-dione, ⁇ -propiolactone, ⁇ -valerolactone, and ⁇ -.
- Examples thereof include propiolactone, ⁇ -butyrolactone, ⁇ -butyrolactone and pivalolactone.
- the "monomer residue" contained in the polyester copolymer is, in principle, a repetition of the chemical structure derived from the monomer in the chemical structure of the polyester copolymer obtained from the polymerization stock solution containing the monomer.
- the unit For example, lactic acid (CH 3 CH (OH) COOH) and ⁇ -caprolactone (formula below).
- the "monomer residue” means one of the two-fold repeating structures derived from the dimer.
- dilactide L- (-)-lactide: formula below
- the chemical structure of the copolymer forms a structure in which the structure represented by the above formula (R1) is repeated twice as a dilactide residue. In this case, one of them is formed. It is assumed that the lactic acid unit is regarded as a "monomer residue" and that two "monomer residues", that is, two lactic acid residues are formed from dilactide.
- the weight average molecular weight of the bioabsorbable polyester used in the present invention is preferably 100,000 or more in order to obtain the effect of improving the tensile strength due to the entanglement of the polymer chains.
- the upper limit is not particularly limited, but is preferably 1.6 million or less, more preferably 800,000 or less, still more preferably 400,000 or less, considering the problem of the production method due to the increase in viscosity and the decrease in moldability.
- the weight average molecular weight can be determined by a gel permeation chromatography (GPC) method, and specifically, it is determined by the method described in Measurement Example 1 described later.
- polyester copolymer containing a hydroxycarboxylic acid residue and a lactone residue as main constituent units which are particularly preferable bioabsorbable polyesters in the present invention, will be described.
- the sum of the hydroxycarboxylic acid residue and the lactone residue is, from the above definition, 50 mol% or more, preferably 75 mol% or more, of the total polymer including other monomer residues. , 90 mol% or more is more preferable. Further, the hydroxycarboxylic acid residue and the lactone residue are 20 mol% or more, preferably 30 mol% or more, and more preferably 40 mol% or more, respectively, from the above definition.
- a polymer in which the sum of the hydroxycarboxylic acid residue and the lactone residue is 100% of the whole polymer, that is, the polymer consisting only of the hydroxycarboxylic acid residue and the lactone residue is mentioned as a particularly preferable embodiment.
- the molar ratio of hydroxycarboxylic acid residue to lactone residue is preferably 7/3 to 3/7, more preferably 6/4 to 4 because the presence of one in excess approaches homopolymer-like properties. / 6.
- Another monomer that can be copolymerized with the hydroxycarboxylic acid and the lactone can be further copolymerized. It is a preferred embodiment to copolymerize a monomer that functions as a linker.
- the monomer that functions as a linker include a hydroxycarboxylic acid other than the hydroxycarboxylic acid constituting the main constituent unit, a dialcohol, a dicarboxylic acid, an amino acid, a diamine, a diisocyanate, and a diepoxide.
- the "polyester copolymer” includes a copolymer containing a constituent unit partially linked by a bond other than an ester bond. It shall be written.
- the polyester copolymer is obtained by copolymerizing a monomer forming a hydroxycarboxylic acid residue (referred to as "monomer A”) and a monomer forming a lactone residue (referred to as "monomer B”) in an equimolar amount.
- V a hydroxycarboxylic acid residue
- V B monomer forming a lactone residue
- V A and V B are obtained by the following method.
- Monomer A and Monomer B are equimolarally mixed, a solvent and a catalyst are added as necessary, and the R value is the same as that of the polyester copolymer finally synthesized or to be synthesized within a range of 10% error.
- Conditions such as temperature are adjusted so that the R value is obtained, and the polymerization reaction is started.
- Sampling is periodically performed from the sample being polymerized, and the remaining amount of monomer A and monomer B is measured. The remaining amount is measured, for example, by chromatography or nuclear magnetic resonance (NMR) measurement. By subtracting the remaining amount from the charged amount, the amount of the monomer used in the polymerization reaction can be obtained.
- NMR nuclear magnetic resonance
- VA / V B is more preferably 1.3 or more, and even more preferably 1.5 or more.
- VA / V B is more preferably 30 or less, further preferably 20 or less, and even more preferably 10 or less.
- Preferred combinations of such monomer A and monomer B include dilactide and ⁇ -caprolactone, glycolide and ⁇ -caprolactone, dilactide and dioxepanone, dilactide and ⁇ -valerolactone, and glycolide and ⁇ -valerolactone.
- the polyester copolymer contained in the connecting layer preferably satisfies the following conditions (A) and (B).
- the mole fraction in the polyester copolymer is a percentage of the total 100% of the monomer residues that make up the polyester copolymer.
- Condition (A) R value is 0.45 or more and 0.99 or less.
- R value [AB] / (2 [A] [B]) x 100 [A]: Mole fraction (%) of hydroxycarboxylic acid residues in the polyester copolymer [B]: Mole fraction (%) of lactone residue in polyester copolymer [AB]: Mole fraction (%) of the structure (AB, and BA) in which the hydroxycarboxylic acid residue and the lactone residue are adjacent to each other in the polyester copolymer.
- Condition (B) The crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is less than 14%.
- the R value is used as an index showing the randomness of the sequence of the monomer residues in the copolymer having two kinds of monomer residues, that is, the hydroxycarboxylic acid residue and the lactone residue as the main constituent units.
- a random copolymer with a completely random monomer sequence has an R value of 1.
- the R value is 0 to 0.44.
- the R value can be determined by quantifying the ratio of the combination of two adjacent monomers (AA, BB, AB, BA) by nuclear magnetic resonance (NMR) measurement. Specifically, it is assumed that the measurement is performed by the method described in Measurement Example 2 described later.
- NMR nuclear magnetic resonance
- the R value is less than 0.45, the crystallinity is high, the molded product of the copolymer becomes hard, and the Young's modulus increases.
- the R value exceeds 0.99 the copolymer molded product becomes too soft and becomes sticky, and the handleability is lowered.
- the R value of the polyester copolymer used in the present invention is preferably 0.50 or more, and preferably 0.80 or less.
- the crystallinity of the polymer has a great influence on the mechanical strength of the molded product.
- low crystallinity polymers exhibit low Young's modulus, so low crystallinity is desirable for flexibility.
- the crystallization rate of the polymer is determined from the heat of fusion by differential scanning calorimetry (DSC) measurement.
- the crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is preferably less than 14%.
- the crystallization rate of the hydroxycarboxylic acid residue and / or the lactone residue is more preferably 10% or less, and further preferably 5% or less.
- the crystallization rate of the monomer residue referred to here is the per unit weight of the monomer residue in the polyester copolymer when the heat of fusion per unit weight of the homopolymer consisting of only a certain monomer residue is 100%. It is a relative value of heat of fusion. Specifically, the crystallization rate of a hydroxycarboxylic acid residue is the product of the heat of fusion per unit weight of the homopolymer consisting only of the hydroxycarboxylic acid and the weight fraction of the hydroxycarboxylic acid residue in the polyester copolymer.
- the crystallization rate of the hydroxycarboxylic acid residue and the lactone residue in the polyester copolymer indicates the ratio of forming the crystal structure in each of the hydroxycarboxylic acid residue and the lactone residue forming the copolymer. Specifically, the crystallization rate shall be determined by the method described in Measurement Example 4 described later.
- the present invention is used by indwelling in the body, it is preferably a bioabsorbable polyester copolymer having a high track record of clinical safety. That is, it is preferable that the link layer contains a dilactide / ⁇ -caprolactone copolymer, and the dilactide / ⁇ -caprolactone copolymer satisfies the following conditions (C) and (D).
- the mole fraction in the dilactide / ⁇ -caprolactone copolymer is the percentage of the dilactide / ⁇ -caprolactone copolymer to 100% of the total dilactide and ⁇ -caprolactone residues.
- Condition (C) R value is 0.45 or more and 0.99 or less.
- R value [AB] / (2 [A] [B]) x 100 [A]: Mole fraction (%) of dilactide residues in the dilactide / ⁇ -caprolactone copolymer [B]: Mole fraction (%) of ⁇ -caprolactone residue in dilactide / ⁇ -caprolactone copolymer [AB]: Mole fraction (%) of the structure (AB and BA) in which the dilactide residue and the ⁇ -caprolactone residue are adjacent to each other in the dilactide / ⁇ -caprolactone copolymer.
- Condition (D) At least one of the dilactide residue and the ⁇ -caprolactone residue has a crystallization rate of less than 14%.
- polyester copolymer for example, monomer A forming a hydroxycarboxylic acid residue and monomer B forming a lactone residue are completely left with the sum of the hydroxycarboxylic acid residue and the lactone residue at the completion of polymerization.
- Macromer synthesis step in which 50 mol% or more of the groups and 20 mol% or more of each of the hydroxycarboxylic acid residues and the lactone residues are mixed and polymerized;
- the sum of the hydroxycarboxylic acid residue and the lactone residue is 50 mol, which is theoretically the sum of the hydroxycarboxylic acid residue and the lactone residue when the polymerization of the monomer A forming the hydroxycarboxylic acid residue and the monomer B forming the lactone residue is completed.
- % Or more, and the hydroxycarboxylic acid residue and the lactone residue are 20 mol% or more of the total residues, respectively, and the polymerization is carried out.
- a polyester copolymer containing a hydroxycarboxylic acid residue and a lactone residue as main constituent units can be obtained.
- the polyester copolymer produced is referred to as "macromer".
- the randomness of the distribution of hydroxycarboxylic acid residues and lactone residues changes depending on the difference in the reactivity of the monomers during polymerization. That is, at the time of polymerization, if the same monomer and the other monomer are bonded to each other with the same probability after one of the two types of monomers, a random copolymer in which the monomer residues are completely randomly distributed can be obtained. However, if one of the monomers tends to be followed by one of the monomers, a gradient copolymer having a biased distribution of monomer residues can be obtained. In the obtained gradient copolymer, the composition of the monomer residues is continuously changed from the polymerization initiation end to the polymerization termination end along the molecular chain.
- hydroxycarboxylic acid is generally a monomer having a higher initial polymerization rate than lactone
- hydroxycarboxylic acid and lactone are copolymerized in the macromer synthesis step
- hydroxycarboxylic acid is likely to be bonded after hydroxycarboxylic acid. .. Therefore, in the synthesized macromer, a gradient structure is formed in which the proportion of the hydroxycarboxylic acid unit gradually decreases from the polymerization initiation end to the polymerization termination end.
- the macromer obtained in this step becomes a macromer having a gradient structure in which the hydroxycarboxylic acid residue and the lactone residue form a composition gradient in the skeleton due to the difference in the initial polymerization rate between the hydroxycarboxylic acid and the lactone.
- a macromer may be referred to as a "gradient macromer" in the present specification.
- the macromer synthesis step in order to realize such a gradient structure, it is desirable to synthesize macromer by a polymerization reaction that occurs in one direction from the start end. As such a synthetic reaction, it is preferable to use ring-opening polymerization or living polymerization.
- the macromer obtained in this step has the same R value as the above condition (A) in order to facilitate the production of a polyester copolymer finally satisfying the R value shown in the above condition (A), that is, the following formula R.
- Value [AB] / (2 [A] [B]) x 100 [A]: Mole fraction (%) of hydroxycarboxylic acid residues in macromer [B]: Mole fraction (%) of lactone residue in macromer [AB]: Mole fraction (%) of the structure (AB, and BA) in which the hydroxycarboxylic acid residue and the lactone residue are adjacent to each other in the macromer.
- the R value represented by is preferably 0.45 or more and 0.99 or less, and more preferably 0.50 or more and 0.80 or less.
- the macromer obtained in this step facilitates the production of a polyester copolymer having the crystallization rate of the hydroxycarboxylic acid residue or the lactone residue shown in the above condition (B). ), That is, the crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is preferably less than 14%, and more preferably 10% or less. It is preferably 5% or less, more preferably 1% or less, and most preferably 1% or less.
- the weight average molecular weight of the macromer synthesized in the macromer synthesis step is preferably 10,000 or more, more preferably 20,000 or more. Further, in order to suppress crystallinity and maintain flexibility, it is preferably 150,000 or less, and more preferably 100,000 or less.
- the macromers obtained in the macromer synthesis step are linked to each other, or hydroxycarboxylic acid and lactone are additionally added to the macromer solution obtained in the macromer synthesis step to mulch.
- the macromers obtained in one macromer synthesis step may be linked to each other, or a plurality of macromers obtained in two or more macromer synthesis steps may be linked.
- “multiplying” means forming a structure in which a plurality of molecular chains having a gradient structure in which a hydroxycarboxylic acid residue and a lactone residue have a composition gradient in the skeleton are repeated by any of these methods. Means.
- the number of macromer units to be mulched may be 2 or more, but if the number of connections is large, the effect of improving the tensile strength due to the entanglement of the molecular chains is obtained, so that the number is preferably 3 or more, and 4 or more. Is more preferable, and 6 or more is further preferable. On the other hand, if the molecular weight of the polyester copolymer is excessively increased as a result, there is a concern that the increase in viscosity may adversely affect the moldability. Therefore, the number of macromer units is preferably 80 or less, more preferably 40 or less. , 20 or less is more preferable.
- the number of connected macromers can be adjusted according to the catalyst used in the mulching process and the reaction time.
- the number of macromer units can be obtained by dividing the weight average molecular weight of the finally obtained polyester copolymer by the weight average molecular weight of the macromer.
- the polyester copolymer may be a linear polymer in which macromer units are linearly linked, or may be a branched chain polymer in which the macromer units are branched and linked.
- a linear polyester copolymer can be synthesized, for example, by binding one molecule of the same gradient macromer to both ends of the gradient macromer via the ends.
- a mulched polyester copolymer can be obtained by condensing the ends with a condensing agent.
- Condensing agents include 4,4-dimethylaminopyridinium p-toluenesulfonate, 1- [3- (dimethylamino) propyl] -3-ethylcarbodiimide, and 1-ethyl-3- (3-dimethylaminopropyl) carbodiimide hydrochloride.
- N, N'-dicyclohexylcarbodiimide, N, N'-diisopropylcarbodiimide, N, N'-carbonyldiimidazole, 1,1'-carbonyldi (1,2,4-triazole), 4- (4,6- Dimethoxy-1,3,5-triazine-2-yl) -4-methylmorpholinium chloride n hydrate, trifluoromethanesulfonic acid (4,6-dimethoxy-1,3,5-triazine-2-yl) )-(2-Octoxi-2-oxoethyl) dimethylammonium, 1H-benzotriazole-1-yloxytris (dimethylamino) phosphonium hexafluorophosphate, 1H-benzotriazole-1-yloxytripyrrolidinophosphonium Hexafluorophosphate, (7-azabenzotriazole-1-yloxy) tripyrrolidin
- the polymerization reaction has a living property, that is, when the polymerization reaction can be started continuously from the end of the polymer, hydroxycarboxylic acid and lactone are additionally added to the gradient macromer solution after the polymerization reaction is completed. By repeating the operation, it can be multi-layered.
- the gradient macromers may be mulched via a linker as long as they do not affect the mechanical properties of the polymer.
- linkers having multiple carboxyl groups and / or multiple hydroxy groups such as 2,2-bis (hydroxymethyl) propionic acid, can be used to synthesize branched polyester copolymers in which the linker is a branch point. Can be done.
- the polyester copolymer obtained by the above-mentioned production method is a copolymer having a structure in which two or more macromer units having a composition gradient in the skeleton of hydroxycarboxylic acid residues and lactone residues are linked.
- a structure may be referred to as "multi-gradient” for convenience, and a copolymer having a multi-gradient structure may be referred to as "multi-gradient copolymer”.
- the multigradient copolymer preferably has a structure in which two or more macromer units having a gradient structure in which the hydroxycarboxylic acid residue and the lactone residue form a composition gradient in the skeleton are linked, and three or more are linked. It is preferable to have.
- a polyester copolymer in which the hydroxycarboxylic acid residue is a lactic acid residue and the lactone residue is a caprolactone residue or a valerolactone residue is a particularly preferable embodiment for application to a connecting layer.
- Such a polyester copolymer is preferably produced by the following production method.
- dilactide and ⁇ -caprolactone are polymerized in the presence of a catalyst.
- Dilactide, ⁇ -caprolactone monomer is preferably purified to remove impurities prior to use. Purification of dilactide is possible, for example, by recrystallization from toluene dried with sodium.
- ⁇ -Caprolactone is purified by vacuum distillation, for example, from CaH 2 to N 2 atmosphere.
- a polyester polymerization catalyst such as a normal germanium-based, titanium-based, antimony-based, or tin-based catalyst can be used.
- Specific examples of such a polyester polymerization catalyst include tin octylate, antimony trifluoride, zinc powder, dibutyltin oxide, tin oxalate and the like.
- the method of adding the catalyst to the reaction system is not particularly limited, but it is preferably a method of adding the catalyst in a state of being dispersed in the raw material at the time of charging the raw material or in a state of being dispersed in the raw material at the start of depressurization.
- the amount of the catalyst used is 0.01 to 3% by weight, more preferably 0.05 to 1.5% by weight, in terms of metal atoms, based on the total amount of the monomers used.
- Macromer having a lactic acid residue and a caprolactone residue can be obtained by putting dilactide, caprolactone and a catalyst in a reaction vessel equipped with a stirrer and reacting them at 150 to 250 ° C. under a nitrogen stream.
- a co-catalytic reaction it is preferable to carry out a co-catalytic reaction at around 90 ° C. prior to the polymerization reaction.
- the reaction time is preferably 2 hours or more, preferably 4 hours or more, and more preferably a longer time, for example, 8 hours or more in order to increase the degree of polymerization.
- the reaction time is preferably 3 to 12 hours.
- the ends of the gradient macromer having a lactic acid residue and a caprolactone residue are connected to each other by a condensation reaction to mulch.
- the reaction temperature of the condensation reaction is preferably 10 to 100 ° C, more preferably 20 to 50 ° C.
- the reaction time is preferably 1 day or longer, more preferably 2 days or longer. However, if the reaction is carried out for an excessively long time, a problem of polymer coloring occurs, so the reaction time is preferably 2 to 4 days.
- the tubular body constituting the tubular molded body for medical instruments of the present invention preferably contains the above-mentioned biodegradable polymer fiber.
- the structure of the tubular body include knitting, weaving, orientation, and non-woven fabric. Among these, a non-woven fabric structure is preferable. In the non-woven fabric structure, the fibers are three-dimensionally and irregularly entangled with each other, so that the number of voids increases, and the effect of improving the permeability by increasing the fiber diameter is more remarkable.
- a polymer as described above can be used, and the tubular body can be molded into a tubular shape by using a melt molding method or a solvent molding method.
- the melt molding method is a method in which a polymer is heated and melted, and molded using a mold, an extrusion molding machine, a press machine, electrospinning, melt blow, or the like.
- the polymer can be formed into a cylindrical shape by heating the polymer to 200 ° C. in an extrusion molding machine in which a core inlet metal having a diameter of 0.5 to 4 mm is set and extruding the polymer.
- the solvent molding method is a method in which a polymer is dissolved in a solvent, injected into a mold or a coagulation bath, and molded by separating the solvent and the solute, or an electrospinning method or a spray method.
- a rod of ⁇ 0.5 to 4 mm is immersed in a polymer solution dissolved in chloroform at 20%, pulled up, waited for the solvent to volatilize, and then immersed again about 5 to 10 times. As a result, it can be molded into a tubular shape. It is also possible to form a cylinder by depositing fibers in a cylinder using an electrospinning method on a rod having a diameter of 0.5 to 4 mm.
- the thickness of the tubular body is preferably 100 ⁇ m or more, more preferably 200 ⁇ m or more, from the viewpoint of improving the strength.
- the thickness of the tubular body can be measured by magnifying and observing the cross section of the tubular body using a microscope.
- the thickness of the tubular body can be adjusted to a desired range by, for example, the spinning time by the electrospinning method.
- ⁇ Manufacturing method of tubular molded product For example, it is possible to connect two tubular bodies by applying a material constituting a connecting layer to a plurality of tubular bodies manufactured as described above to manufacture the tubular molded body for medical instruments of the present invention. can.
- Examples of the method for applying the connecting layer include an electrospinning method.
- the bioabsorbable polymer constituting the tubular body is formed into fibers by the electrospinning method and accumulated in the collector, (2) the tubular body is collected together with the collector, and any Make a notch in the direction of rotation of the collector with a razor or the like, and set the fiber aggregate with the notch obtained in step (3) step (2) again in the electrospinning device to form the connecting layer.
- Examples thereof include a method in which a polymer is formed into fibers by an electrospinning method and accumulated on a tubular body.
- the obtained molded body can be used as a nerve regeneration induction tube that protects nerve regeneration by attaching it to both ends of the torn nerve.
- [A], [B], and [AB] were calculated from the respective peak area ratios, and the R value was calculated.
- Solvent: Deuterated chloroform Measurement temperature: Room temperature R value [AB] / (2 [A] [B]) ⁇ 100 [A]: Mole fraction (%) of lactic acid monomer residue in the polymer [B]: Mole fraction (%) of caprolactone monomer residue in the polymer [AB]: Mole fraction (%) of the structure (AB, and BA) in which the lactic acid monomer residue and the caprolactone monomer residue are adjacent to each other in the polymer.
- a dried film (thickness of about 0.1 mm) was cut into a size of 50 mm ⁇ 5 mm, and a tensile test was measured with a desktop tensile tester (EZ-LX manufactured by SHIMAZU) according to JIS K6251 (2010) under the following conditions. Degrees and tensile strengths were calculated. Further, in the graph plotting the stress with respect to the displacement, the slope of the linear equation that can be approximated from the data of 5 points from the start of stress generation was calculated as Young's modulus.
- Equipment name Desktop tensile tester (SHIMAZU EZ-LX) Initial length: 10 mm
- Tensile rate 500 mm / min
- Load cell 1kN Number of tests: 5 times.
- the obtained film was sampled on an alumina PAN, measured under the following conditions by the DSC method with a differential scanning calorimeter, and the heat of fusion was calculated from the measurement results in the range of temperature conditions (D) to (E).
- the crystallization rate was calculated from the following formula.
- Crystallization rate (heat of fusion of lactic acid residues per unit weight of polyester copolymer) / ⁇ (heat of fusion per unit weight of homopolymer consisting only of lactic acid residues) ⁇ (weight fraction of lactic acid residues in polyester copolymer) ) ⁇ ⁇ 100
- the film (thickness: about 0.1 mm) was cut into strips (50 mm ⁇ 5 mm) and set in a desktop tensile tester (EZ-LX manufactured by SHIMAZU). Under the following conditions, the film is stretched to a tensile length (L) of 10 mm, that is, a tensile strain of 100% with respect to an initial length (L 0 ) of 10 mm, and then restored to the initial length (L 0). Repeated times, changes in tensile stress and displacement were recorded.
- L tensile length
- the created tubular molded body for medical equipment was cut to a length of 40 mm, and the wires created above were passed through the inside and bent into the shape of each wire. After that, when the inner upper parts of both ends of the molded body were pressed against the wire, it was visually observed whether or not kink was generated in the molded body at the corners of each of the prepared wires. The case where kink was observed was recorded as "yes”, and the case where no kink was observed was recorded as "no".
- the Young's modulus, elongation and breaking strength obtained in the tensile test of the tubular molded body are the Young's modulus and elongation of the connecting layer. And treated as breaking strength.
- the PLLA solution was collected in a 5 mL syringe (Terumo), and an 18 G needle (MECC) dedicated to the MECC spinning device NANON-3 was attached to the syringe.
- PLLA Poly-L-lactic acid
- MECC 18 G needle
- a syringe containing the PLLA solution and a ⁇ 4 mm metal mandrel were set in a spinning device NANON-3, and the PLLA solution was spun onto the mandrel by an electrospinning method to obtain a tubular body made of PLLA.
- the spinning conditions were spinning distance: 15 cm, spinning voltage: 25 kV, spinning speed: 3 mL / hour, rotation speed: 50 to 100 rpm, spinning amplitude: 15 cm, spinning time: 60 minutes. After spinning, the obtained tubular body (before cutting) was vacuum-dried overnight at room temperature together with the mandrel without removing it.
- the thickness of the PLLA layer forming the tubular body was 487 ⁇ m as a result of measurement with a microscope (KH-1300, Hirox Co., Ltd.). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction (total circumference) of the tubular body (before cutting) ) was cut every 5 mm to prepare a tubular body (after cutting).
- the polymer for the link layer was synthesized as follows. 50.0 g of L-lactide (PURASORB L; manufactured by PURAC) and 38.5 mL of ⁇ -caprolactone (manufactured by Wako Pure Chemical Industries, Ltd.) were collected in a separable flask as monomers. The inside of the flask is placed under an argon atmosphere, and 0.81 g of tin octylate (II) (manufactured by Wako Pure Chemical Industries, Ltd.) is dissolved in 14.5 mL of toluene (ultra-dehydrated) (manufactured by Wako Pure Chemical Industries, Ltd.) as a catalyst.
- PURASORB L manufactured by PURAC
- ⁇ -caprolactone manufactured by Wako Pure Chemical Industries, Ltd.
- ion-exchanged water was added in an amount such that the monomer / co-initiator ratio was 142.9.
- a co-catalyst reaction was carried out at 90 ° C. for 1 hour, and then a copolymerization reaction was carried out at 150 ° C. for 6 hours to obtain a crude copolymer.
- the obtained crude copolymer was dissolved in 100 mL of chloroform and added dropwise to 1400 mL of methanol in a stirred state to obtain a precipitate. After repeating this operation three times, the precipitate was dried under reduced pressure at 70 ° C. to obtain macromer.
- R value is 0.60, crystallization rate is 0%, Young's modulus is 2.98 MPa, tensile strength is 33.7 MPa, elongation at break is 1032%, work preservation rate is 57.5%, permanent strain is 20%. Met.
- a syringe containing a polymer solution for a connecting layer is set in a spinning device NANON-3, and the polymer solution for a connecting layer is spun onto a mandrel having the tubular body (after cutting) by an electrospinning method.
- a connecting layer was created on the outside of the tubular body (after cutting).
- the spinning conditions were spinning distance: 15 cm, spinning voltage: 30 kV, spinning speed: 3 mL / hour, rotation speed: 50 to 100 rpm, spinning amplitude: 15 cm, spinning time: 60 minutes. After spinning, the tubular molded body was vacuum-dried overnight at room temperature together with the mandrel without removing it.
- the thickness of the connecting layer is calculated to be 309 ⁇ m by measuring the thickness of the tubular molded body including the connecting layer with a microscope (KH-1300, Hirox) and subtracting the thickness of the PLLA layer forming the tubular body. rice field.
- tubular molded body for medical instruments of Example 1 a plurality of cylindrical bodies having a length of 5 mm are arranged at intervals of 0.2 mm, and the plurality of tubular bodies are connected by a connecting layer, and the connecting layer is connected.
- the connecting layer was arranged in contact with the outside of the tubular body.
- a tubular body cut to 20 mm was prepared by the same method as in the above-mentioned "Production of tubular body” except that the cutting interval was set to 20 mm.
- the prepared 20 mm cylindrical body was set in a testing machine so as to have an initial length of 10 mm, and a tensile test was carried out.
- the Young's modulus of the tubular body was 34.8 MPa.
- FIG. 5 shows a photograph of the cylindrical molded body bent at a 60 ° angle in Measurement Example 6. As shown in FIG. 5, the cylindrical molded body of Example 1 does not generate kink even when bent at a 60 ° angle. In the photograph, the thin thing inserted in the tubular molded body is the wire.
- the Young's modulus of the tubular body was 6.3 MPa or more, and the Young's modulus of the connecting layer was less than 6.3 MPa.
- Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product. Since the kink is generated at a 120 ° angle, it can be seen that there is no effect of suppressing the occurrence of kink.
- Example 1 Comparing Example 1 and Comparative Example 1, the 50% compression pressure was almost the same, so that the pressure resistance was almost the same between Example 1 and Comparative Example 1. Nevertheless, in Example 1, kink generation did not occur up to a 60 ° angle, indicating that in Example 1, kink generation could be suppressed.
- Example 2 (Making a tubular body)
- PGLA glycolic acid / L-lactic acid copolymer
- the thickness of the PGLA layer forming the tubular body was 336 ⁇ m as a result of measurement with a high-speed, high-precision dimensional measuring instrument (LS-9030 manufactured by KEYENCE CORPORATION). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (manufactured by Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction of the tubular body (before cutting) (all). Cuts were made in the circumference) every 2.5 mm to prepare a tubular body (after cutting).
- LS-9030 manufactured by KEYENCE CORPORATION
- the thickness of the tubular molded body including the connecting layer is measured with a high-speed, high-precision dimensional measuring device (LS-9030 manufactured by KEYENCE CORPORATION), and the thickness of the PGLA layer forming the tubular body is subtracted to obtain the connecting layer.
- the thickness was calculated to be 362 ⁇ m.
- tubular molded body for medical instruments of Example 2 a plurality of cylindrical bodies having a length of 2.5 mm are arranged at intervals of 0.2 mm, and the plurality of tubular bodies are connected by a connecting layer.
- the connecting layer was arranged so as to be in contact with the outside of the tubular body.
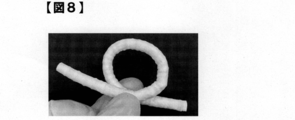
- Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product for medical devices. As shown in the photograph of FIG. 6, the cylindrical molded body of Example 2 does not generate kink even in a one-rolled state, which is more severe than the conditions of Measurement Example 6.
- Example 3 (Making a tubular body)
- PGLA glycolic acid / L-lactic acid copolymer
- the thickness of the PGLA layer was 328 ⁇ m as a result of measurement with a high-speed, high-precision dimensional measuring device (LS-9030 manufactured by KEYENCE CORPORATION). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (manufactured by Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction of the tubular body (before cutting) (all). Cuts were made in the circumference) every 2.5 mm to prepare a tubular body (after cutting).
- LS-9030 manufactured by KEYENCE CORPORATION
- the thickness of the connecting layer is calculated to be 384 ⁇ m. rice field.
- tubular molded body for medical instruments of Example 3 a plurality of cylindrical bodies having a length of 2.5 mm are arranged at intervals of 0.2 mm, and the plurality of tubular bodies are connected by a connecting layer.
- the connecting layer was arranged so as to be in contact with the outside of the tubular body.
- Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product for medical devices.
- the tubular molded body for medical instruments of the present invention can be flexibly deformed with respect to bending and refraction by a flexible layer connecting a plurality of tubular bodies, and can suppress the generation of kink. Therefore, a nerve regeneration induction tube It can be suitably used for such purposes.
- Nerve regeneration induction tube 11 Scaffolding material 200 Nerve cell 201 Axle 210 Schwann cell 211 Schwann cell A Adjacent one tubular body B Adjacent other tubular body C connecting layer
Abstract
A cylindrical molded body for a medical instrument, said molded body having a plurality of cylindrical bodies and a connecting layer connecting the cylindrical bodies. This cylindrical molded body for a medical instrument deforms flexibly in response to bending and curving due to a flexible layer connecting the plurality of cylindrical bodies, and has the effect of being able to suppress kinking.
Description
本発明は、医療器具用筒状成形体に関する。
The present invention relates to a tubular molded body for medical devices.
人体の組織に欠損や障害が生じた場合において、その治療のために本来の組織の代替や支持を目的として、人体に無害な材料を用いて作成された成形体を移植するインプラント治療が行われている。内部が中空である筒状の成形体はインプラント治療でよく用いられている形状であり、組織を囲って保護したり、中空部に薬剤を充填して徐放したり、血管や神経の様な管状体の組織の代替としたりと、様々な医療用途で用いられている。神経再生を誘導して治療する筒状の成形体として、神経再生誘導チューブが知られている。神経再生誘導チューブを用いることによって、神経再生の障害となる結合組織が損傷部位に侵入することが抑制される。
When a defect or disorder occurs in a tissue of the human body, an implant treatment is performed in which a molded body made of a material harmless to the human body is transplanted for the purpose of replacing or supporting the original tissue for the treatment. ing. A tubular molded body with a hollow inside is a shape often used in implant treatment, and it surrounds and protects tissues, fills the hollow part with a drug and releases it slowly, and is tubular like blood vessels and nerves. It is used in various medical applications such as as a substitute for body tissues. A nerve regeneration induction tube is known as a tubular molded body that induces and treats nerve regeneration. By using the nerve regeneration induction tube, the invasion of connective tissue, which interferes with nerve regeneration, into the injured site is suppressed.
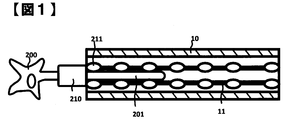
図1は、従来の神経再生誘導チューブの使用例を説明する図である。図1に示す神経再生誘導チューブ10には、一端側に神経細胞200およびシュワン細胞210が配置される。神経再生誘導チューブ10の内部には足場材料11が充填される。神経再生誘導チューブ10では、内部においてシュワン細胞211が増殖する。この増殖したシュワン細胞211の内部を、軸索201が延びていく。この間、神経再生誘導チューブ10により結合組織の進入が抑制されることにより、軸索201が伸長しようとする経路が阻害されることが抑制される。このようにして、神経再生誘導チューブ10を用いた神経再生が進んでいく。
FIG. 1 is a diagram illustrating an example of using a conventional nerve regeneration induction tube. In the nerve regeneration induction tube 10 shown in FIG. 1, a nerve cell 200 and a Schwann cell 210 are arranged on one end side. The scaffolding material 11 is filled inside the nerve regeneration induction tube 10. In the nerve regeneration induction tube 10, Schwann cells 211 proliferate inside. Axons 201 extend inside the proliferated Schwann cells 211. During this time, the nerve regeneration-inducing tube 10 suppresses the entry of connective tissue, thereby suppressing the inhibition of the pathway in which the axon 201 tries to extend. In this way, nerve regeneration using the nerve regeneration induction tube 10 proceeds.
ところで、神経再生誘導チューブはチューブ内で再生する神経を保護するため、チューブの強度を向上させる形状が研究されてきた。例えば特許文献1では複数本の有機高分子繊維から形成される糸条を、組角度が50°~87.5°になるようにして編組した組紐の単層構造からなる管状体が報告されている。
By the way, in order to protect the nerves that regenerate in the tube, the shape of the nerve regeneration induction tube that improves the strength of the tube has been studied. For example, Patent Document 1 reports a tubular body having a single-layer structure of braids in which threads formed from a plurality of organic polymer fibers are braided so that the braiding angle is 50 ° to 87.5 °. There is.
チューブの強度が高いと、チューブの短軸を押しつぶす圧力に対して強い抵抗を発揮することができ内部を保護することができる。しかし、チューブの強度が高すぎると、湾曲や屈折の変形に対して柔軟性が不十分となり、移植部位周辺の組織を障害してしまうおそれがある。一方、単純にチューブのヤング率を調整して柔軟性を付加した場合、湾曲する際にキンクが発生し、チューブの閉塞や内部の組織を障害してしまうことが問題となっている。
If the strength of the tube is high, it can exert strong resistance to the pressure of crushing the short axis of the tube and can protect the inside. However, if the tube is too strong, it will be inadequately flexible against bending and refraction deformation and may damage the tissue around the implant site. On the other hand, when the Young's modulus of the tube is simply adjusted to add flexibility, a kink occurs when the tube is curved, which causes a problem that the tube is occluded and the internal tissue is damaged.
本発明は、上記課題に鑑みてなされたものであり、湾曲や屈折による外力が発生した場合、チューブの耐圧性を維持したまま、湾曲や屈折に対して柔軟に変形し、キンク発生を抑制できる医療器具用筒状成形体を提供することを目的とする。
The present invention has been made in view of the above problems, and when an external force is generated due to bending or refraction, the tube can be flexibly deformed with respect to bending or refraction while maintaining the pressure resistance of the tube, and kink generation can be suppressed. An object of the present invention is to provide a tubular molded body for medical instruments.
上記課題を解決するため、本発明は、以下である。
In order to solve the above problems, the present invention is as follows.
複数の筒状体、ならびに、前記筒状体を連結する連結層を有する、医療器具用筒状成形体。
A tubular molded body for medical instruments having a plurality of tubular bodies and a connecting layer connecting the tubular bodies.
前記の成形体を含む、医療器具。
Medical device including the above-mentioned molded body.
前記の成形体を含む、神経再生誘導チューブ。
A nerve regeneration induction tube containing the above-mentioned molded body.
本発明の医療器具用筒状成形体によれば、複数の筒状体を連結する柔軟な層により、湾曲や屈折に対して柔軟に変形し、キンク発生を抑制することができるという効果を奏する。本発明の医療器具用筒状成形体は、神経再生誘導チューブに好適に適用可能である。本発明の神経再生誘導チューブは、例えば筋肉組織、維管束組織、神経組織、脊髄組織および皮膚組織等の再生に、特に有用である。
According to the tubular molded body for medical instruments of the present invention, the flexible layer connecting a plurality of tubular bodies can be flexibly deformed with respect to bending and refraction, and can suppress the occurrence of kink. .. The tubular molded body for medical devices of the present invention is suitably applicable to a nerve regeneration induction tube. The nerve regeneration induction tube of the present invention is particularly useful for regeneration of, for example, muscle tissue, vascular tissue, nerve tissue, spinal cord tissue, skin tissue and the like.
以下、本発明を実施するための形態を図面とともに詳細に説明する。なお、以下の実施の形態により本発明が限定されるものではない。また、以下の説明において参照する各図は、本発明の内容を理解でき得る程度に形状、大きさ、および位置関係を概略的に示してあるに過ぎない。すなわち、本発明は各図で例示された形状、大きさ、および位置関係のみに限定されるものではない。さらに、図面の記載において、同一の部分には同一の符号を付している。
Hereinafter, a mode for carrying out the present invention will be described in detail together with drawings. The present invention is not limited to the following embodiments. In addition, each of the figures referred to in the following description merely schematically shows the shape, size, and positional relationship to the extent that the content of the present invention can be understood. That is, the present invention is not limited to the shape, size, and positional relationship exemplified in each figure. Further, in the description of the drawings, the same parts are designated by the same reference numerals.
本発明の医療器具用筒状成形体は、複数の筒状体、ならびに、前記筒状体を連結する連結層を有する。つまり本発明の成形体は、少なくとも二つの筒状体を有する。隣り合う2つの筒状体が連結層により連結されている部分を連結部と呼ぶ。本発明の医療器具用筒状成形体は、少なくとも1つの連結部を有する。筒状体の数は2つに限定されるものではなく、連結部の数も1つに限定されるものではない。つまり本発明の成形体は、筒状体の数や連結部の数は特に限定されるものではなく、例えば、3つの筒状体および2つの連結部を有していても構わない。
The tubular molded body for medical devices of the present invention has a plurality of tubular bodies and a connecting layer for connecting the tubular bodies. That is, the molded body of the present invention has at least two tubular bodies. The portion where two adjacent cylindrical bodies are connected by a connecting layer is called a connecting portion. The tubular molded body for medical devices of the present invention has at least one connecting portion. The number of tubular bodies is not limited to two, and the number of connecting portions is not limited to one. That is, the molded body of the present invention is not particularly limited in the number of tubular bodies and the number of connecting portions, and may have, for example, three tubular bodies and two connecting portions.
本発明の医療器具用筒状成形体は、硬い筒状体を有することで耐圧性を発揮し、柔らかい連結層を有することによって湾曲や屈折に対して柔軟性や耐キンク性を発揮することができる。隣り合う筒状体の間隔が大きすぎると、十分に耐圧性を発揮することができなくなるため、隣り合う筒状体の間隔は1mm以下が好ましい。なお、隣り合う筒状体の間隔の下限は、特に限定されないが、間隔がない態様、つまり間隔が0mmである。
The tubular molded body for medical instruments of the present invention exhibits pressure resistance by having a hard cylindrical body, and exhibits flexibility and kink resistance against bending and refraction by having a soft connecting layer. can. If the distance between the adjacent cylinders is too large, sufficient pressure resistance cannot be exhibited. Therefore, the distance between the adjacent cylinders is preferably 1 mm or less. The lower limit of the distance between adjacent cylindrical bodies is not particularly limited, but there is no space, that is, the distance is 0 mm.
隣り合う筒状体の間隔とは、成形体に外力が加わらず、連結層が初期状態に対して伸び縮みがない状態において、一方の筒状体の端部から、当該端部に近接する他方の筒状体の端部までの距離であり、ノギスなどによって測定できる。また、一方の筒状体が他方の筒状体の内部に挿入する構造の成形体の場合、つまり後述するように、連結部において一方の筒状体Aの内径Aが、他方の筒状体Bの外径Bよりも大きく、筒状体Aの内側に筒状体Bが挿入している態様の場合、隣り合う筒状体の間隔がない態様であるため、隣り合う筒状体の間隔は0mmとなる。ここで初期状態とは、成形体作成後に成形体の長軸方向に一度も外力が加わっていない状態のことである。
The distance between adjacent cylindrical bodies is the distance from one end of one cylinder to the other close to the end in a state where no external force is applied to the molded body and the connecting layer does not expand or contract with respect to the initial state. It is the distance to the end of the tubular body, and can be measured with a caliper or the like. Further, in the case of a molded body having a structure in which one tubular body is inserted into the other tubular body, that is, as will be described later, the inner diameter A of one tubular body A at the connecting portion is the other tubular body. In the case where the tubular body B is larger than the outer diameter B of B and the tubular body B is inserted inside the tubular body A, there is no spacing between adjacent tubular bodies, so that the spacing between adjacent tubular bodies is not provided. Is 0 mm. Here, the initial state is a state in which no external force is applied in the long axis direction of the molded body after the molded body is produced.
また、筒状体の長さが短すぎても、耐圧性を発揮することができなくなるため、成形体の長軸方向に沿った方向における筒状体の長さは1.0mm以上が好ましい。一方、筒状体の長さが長いと筒状体の柔軟性が十分に発揮できなくなるため、成形体の長軸方向に沿った方向における筒状体の長さは、10mm以下が好ましい。
Further, even if the length of the tubular body is too short, the pressure resistance cannot be exhibited. Therefore, the length of the tubular body in the direction along the long axis direction of the molded body is preferably 1.0 mm or more. On the other hand, if the length of the tubular body is long, the flexibility of the tubular body cannot be sufficiently exhibited. Therefore, the length of the tubular body in the direction along the long axis direction of the molded body is preferably 10 mm or less.
そして本発明の医療器具用筒状成形体は、複数の筒状体が連結層により連結されている。図2に示すように、連結層が、筒状体の外側に配置されている態様、図3に示すように、連結層が、筒状体の内側に配置されている態様のいずれも好ましい。
And in the tubular molded body for medical devices of the present invention, a plurality of tubular bodies are connected by a connecting layer. As shown in FIG. 2, the mode in which the connecting layer is arranged on the outside of the tubular body and the mode in which the connecting layer is arranged on the inside of the tubular body as shown in FIG. 3 are both preferable.
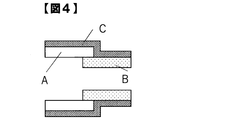
本発明の医療器具用筒状成形体は、図4~6に示すように、前記連結部において、一方の筒状体Aの内径が、一方の筒状体Bの外径よりも大きく、筒状体Aの内側に筒状体Bが挿入しうるように連結部が構成されている態様とすることができる。ここで、筒状体の内径とは、筒状体の短軸の垂直断面の内円の直径である。また、筒状体の外径とは、筒状体の短軸の垂直断面の外円の直径である。この場合、図4に示すように、筒状体および前記連結層が接しており、連結層が筒状体の外側に配置されている態様、図5に示すように、筒状体および前記連結層が接しており、連結層が筒状体の内側に配置されている態様、図6に示すように、筒状体および前記連結層が接しており、連結層が隣接する筒状体のうち、一方の筒状体(筒状体A)の内側に配置され、他方の筒状体(筒状体B)の外側に配置されている態様のいずれも好ましい。
In the tubular molded body for medical instruments of the present invention, as shown in FIGS. 4 to 6, the inner diameter of one tubular body A is larger than the outer diameter of one tubular body B at the connecting portion, and the cylinder is formed. The connecting portion may be configured so that the tubular body B can be inserted inside the body A. Here, the inner diameter of the tubular body is the diameter of the inner circle in the vertical cross section of the minor axis of the tubular body. The outer diameter of the tubular body is the diameter of the outer circle of the vertical cross section of the short axis of the tubular body. In this case, as shown in FIG. 4, the tubular body and the connecting layer are in contact with each other, and the connecting layer is arranged outside the tubular body. As shown in FIG. 5, the tubular body and the connecting layer are connected. Among the tubular bodies in which the layers are in contact and the connecting layer is arranged inside the tubular body, as shown in FIG. 6, the tubular body and the connecting layer are in contact with each other and the connecting layers are adjacent to each other. , Any of the embodiments arranged inside one tubular body (cylindrical body A) and outside the other tubular body (cylindrical body B) is preferable.
この態様においては、成形体の両端から押し込んだ場合に、筒状体Aの内側に筒状体Bが挿入しうる。連結部において、筒状体Aの内側に筒状体Bが挿入されていてもよいし、挿入されていなくてもよい。
In this aspect, the tubular body B can be inserted inside the tubular body A when pushed in from both ends of the molded body. At the connecting portion, the tubular body B may or may not be inserted inside the tubular body A.
また本発明の医療器具用筒状成形体は、複数の筒状体が連結層によって連結されることにより、成形体全体の形状が筒状となる。
Further, in the tubular molded body for medical instruments of the present invention, the shape of the entire molded body becomes tubular by connecting a plurality of tubular bodies by a connecting layer.
本発明の医療器具用筒状成形体は、神経再生誘導チューブなどの医療器具として用いられる場合、生体内外に留置されるものであるため、圧迫、屈折や湾曲などの変形によって外力が成形体に加わることが想定される。そのため、筒状成形体を形成する筒状体の内部を圧迫から保護するためには、筒状体のヤング率が6.3MPa以上であることが好ましい。留置箇所周辺に骨などの硬組織がある場合を想定すると、筒状体のヤング率は10MPa以上とするのがさらに好ましい。一方、骨や歯などの硬組織より軟らかい組織(例えば筋膜や腱、靱帯や神経、筋肉など)の再生誘導に用いる場合、硬すぎると痛みが発生する場合があることから、筒状体のヤング率は100GPa以下が好ましく、10GPaがさらに好ましく、1GPa以下がより更に好ましい。
When the tubular molded body for a medical device of the present invention is used as a medical device such as a nerve regeneration induction tube, it is placed inside or outside the living body, so that an external force is applied to the molded body due to deformation such as compression, refraction or curvature. It is expected to join. Therefore, in order to protect the inside of the tubular body forming the tubular molded body from pressure, the Young's modulus of the tubular body is preferably 6.3 MPa or more. Assuming that there is hard tissue such as bone around the indwelling place, the Young's modulus of the tubular body is more preferably 10 MPa or more. On the other hand, when used to induce regeneration of tissues that are softer than hard tissues such as bones and teeth (for example, fascia, tendons, ligaments, nerves, muscles, etc.), pain may occur if they are too hard. The Young's modulus is preferably 100 GPa or less, more preferably 10 GPa or less, and even more preferably 1 GPa or less.
また、筒状体を連結する連結層のヤング率が6.3MPa未満であることが好ましい。このようにすることで、筒状成形体が屈折や湾曲などの変形に対して柔軟性を発揮して追随して変形することが可能となり、筒状成形体のキンク発生を抑制することができる。これによって、筒状体内の組織を圧迫から保護することができるため好ましい。他方、連結層のヤング率が低すぎる場合は連結強度が不十分となり、筒状成形体の屈折や湾曲時に筒状体の乖離が生じたり、連結部においてつぶれやキンクが発生したりするため、連結層のヤング率は、限定されないものの、1MPa以上が好ましい。
Further, it is preferable that the Young's modulus of the connecting layer connecting the tubular bodies is less than 6.3 MPa. By doing so, the tubular molded body can exhibit flexibility against deformation such as refraction and curvature and can be deformed following the deformation, and the occurrence of kink of the tubular molded body can be suppressed. .. This is preferable because it can protect the tissue in the tubular body from pressure. On the other hand, if the Young's modulus of the connecting layer is too low, the connecting strength becomes insufficient, and the tubular body is dissociated during refraction or bending of the tubular molded body, and crushing or kinking occurs at the connecting portion. The Young's modulus of the connecting layer is not limited, but is preferably 1 MPa or more.
本発明の医療器具用筒状成形体は、医療器具、特には神経再生誘導チューブに好適に用いることができる。そこで、以下において、本発明の成形体を用いた神経再生誘導チューブを例にとって詳細を説明する。
The tubular molded body for medical devices of the present invention can be suitably used for medical devices, particularly nerve regeneration induction tubes. Therefore, in the following, details will be described by taking a nerve regeneration induction tube using the molded product of the present invention as an example.
(実施の形態)
本発明の実施の形態にかかる神経再生誘導チューブは、複数の筒状体と、該複数の筒状体を連結する連結層で構成される。 (Embodiment)
The nerve regeneration induction tube according to the embodiment of the present invention is composed of a plurality of tubular bodies and a connecting layer connecting the plurality of tubular bodies.
本発明の実施の形態にかかる神経再生誘導チューブは、複数の筒状体と、該複数の筒状体を連結する連結層で構成される。 (Embodiment)
The nerve regeneration induction tube according to the embodiment of the present invention is composed of a plurality of tubular bodies and a connecting layer connecting the plurality of tubular bodies.
連結部の隙間から繊維組織または細胞が侵入しないよう、連結層は連結部全てを覆うことが好ましく、医療器具用筒状成形体の全部を覆っていることがより好ましい。
The connecting layer preferably covers the entire connecting portion, and more preferably covers the entire tubular molded body for medical devices so that the fibrous tissue or cells do not invade through the gaps between the connecting portions.
複数の筒状体が連結層で連結された構造を有することで、連結部の両側の筒状体が可動となり、柔軟性やキンク発生抑制が可能となる。医療器具用筒状成形体に含まれる連結部は1個以上が好ましく、十分なキンク発生抑制を発揮するためには4個以上がより好ましい。チューブの耐久度が低下する観点から連結部は100個以下が好ましい。
By having a structure in which a plurality of cylindrical bodies are connected by a connecting layer, the tubular bodies on both sides of the connecting portion become movable, and flexibility and suppression of kink generation become possible. The number of connecting portions included in the tubular molded body for medical devices is preferably one or more, and more preferably four or more in order to sufficiently suppress the generation of kink. From the viewpoint of reducing the durability of the tube, the number of connecting portions is preferably 100 or less.
医療器具用筒状成形体において、隣接する筒状体のうち、一方の筒状体Aの内径Aが、他方の筒状体Bの外径Bよりも大きく、筒状体Aの内側に筒状体Bが挿入しうるように連結部が構成されている態様は、成形体の長軸方向に圧縮する圧力が発生した場合、筒状体Bが筒状体Aに挿入されることで、圧力を緩衝できるので、好ましい。筒状体Bが筒状体Aに挿入されている部分の長さをXとする。筒状体Aのうち、筒状体Bに挿入されていない長さをYとする。筒状体Bのうち、筒状体Aに挿入していない長さをZとする。筒状体中の筒状体Bと筒状体Aとの中心にズレが生じて、筒状体Bが筒状体Aに挿入されないことを防ぐために、Xは0より大きいことが好ましい。また、筒状体A内を筒状体Bが移動する部分が緩衝領域となるため、各連結部におけるYとZの小さい方の値の総和が、医療器具用筒状成形体の長さの5%以上であることが好ましく、50%以下が好ましい。
In a tubular molded body for medical equipment, the inner diameter A of one of the adjacent tubular bodies A is larger than the outer diameter B of the other tubular body B, and the cylinder is inside the tubular body A. In the embodiment in which the connecting portion is configured so that the body B can be inserted, the tubular body B is inserted into the tubular body A when a pressure for compressing in the long axis direction of the molded body is generated. It is preferable because it can buffer the pressure. Let X be the length of the portion where the tubular body B is inserted into the tubular body A. Let Y be the length of the tubular body A that is not inserted into the tubular body B. Of the tubular body B, the length not inserted into the tubular body A is Z. It is preferable that X is larger than 0 in order to prevent the tubular body B and the tubular body A from being inserted into the tubular body A due to the deviation between the centers of the tubular body B and the tubular body A in the tubular body. Further, since the portion where the tubular body B moves in the tubular body A is the buffer region, the sum of the smaller values of Y and Z at each connecting portion is the length of the cylindrical molded body for medical instruments. It is preferably 5% or more, and preferably 50% or less.
医療器具用筒状成形体を構成する複数の筒状体の長さは、一様であっても良く、異なる長さの筒状体を用いてもよい。医療器具用筒状成形体の湾曲時に柔軟さを発揮し、キンク発生を抑制する観点から、筒状体の長さは10mm以下が好ましい。連結層による連結強度を強める観点から、筒状体の長さは1.0mm以上が好ましい。
The lengths of the plurality of tubular bodies constituting the tubular molded body for medical instruments may be uniform, or tubular bodies having different lengths may be used. The length of the tubular body is preferably 10 mm or less from the viewpoint of exhibiting flexibility when the tubular molded body for medical equipment is curved and suppressing the occurrence of kink. From the viewpoint of strengthening the connecting strength by the connecting layer, the length of the tubular body is preferably 1.0 mm or more.
本発明の医療器具用筒状成形体の内径は、使用する部位に合わせて選択するのが好ましく、例えば神経再生誘導チューブならば、20mm~0.5mmが好ましい。また医療器具用筒状成形体の両端の内径は同じであることに限定されない。両端の内径に差があることで、中枢側と抹消側で太さの違う神経を接続させるのが容易であり、細い抹消側の神経が脱落するのを抑制することができる。本発明の成形体の一方の端の内径と他方の端の内径の差、つまり両端の内径の差は、0mm以上20mm以下であることが好ましい。
The inner diameter of the tubular molded body for medical instruments of the present invention is preferably selected according to the site to be used. For example, in the case of a nerve regeneration induction tube, it is preferably 20 mm to 0.5 mm. Further, the inner diameters of both ends of the tubular molded body for medical equipment are not limited to the same. Since there is a difference in the inner diameters at both ends, it is easy to connect nerves having different thicknesses on the central side and the peripheral side, and it is possible to prevent the thin peripheral nerves from falling off. The difference between the inner diameter of one end and the inner diameter of the other end of the molded product of the present invention, that is, the difference between the inner diameters of both ends is preferably 0 mm or more and 20 mm or less.
医療器具用筒状成形体の強度が高いほど、突出事故を抑制できるので、筒状体のヤング率は6.3MPa以上であることが好ましい。一方、医療器具用筒状成形体の柔軟性は、連結層によって発揮されるため、連結層のヤング率は6.3MPa未満であることが好ましい。筒状体のヤング率は筒状の成形体から該当する部分を切り出して、後述する引っ張り試験によって測定することができる。連結層のヤング率は、後述の測定例8に記載のように、筒状成形体を引っ張り試験することで測定することができる。また、別の方法として、後述の測定例3に記載のように連結層に用いるポリマーを溶媒に溶解してフィルムを製造し、そのフィルムを引っ張り試験することでも連結層のヤング率を測定できる。
The higher the strength of the tubular molded body for medical instruments, the more the protrusion accident can be suppressed. Therefore, the Young's modulus of the tubular body is preferably 6.3 MPa or more. On the other hand, since the flexibility of the tubular molded product for medical devices is exhibited by the connecting layer, the Young's modulus of the connecting layer is preferably less than 6.3 MPa. The Young's modulus of the tubular body can be measured by cutting out the corresponding portion from the tubular molded body and performing a tensile test described later. The Young's modulus of the connecting layer can be measured by performing a tensile test on the tubular molded body as described in Measurement Example 8 described later. As another method, the Young's modulus of the linking layer can also be measured by dissolving the polymer used for the linking layer in a solvent as described in Measurement Example 3 described later to produce a film, and pulling the film for a tensile test.
本発明の医療器具用筒状成形体は、湾曲や屈折により外力が加わった際に、柔らかい連結層が伸びたり縮んだりすることで柔軟性やキンク発生抑制が可能となるため、変形後に元の長さに自発的に復元することが望ましい。そのため連結層には復元性を持つ材料を用いることが好ましい。復元性は後述の測定例5のように仕事量保存率を求めることで定量的に評価することができる。仕事量保存率とは、筒状成形体の長手方向に引張り応力を加えて、初期長に対して100%の引張ひずみを生じさせる操作を10回繰り返した際の、初回操作時の仕事量に対する10回目の操作時の仕事量の割合であり、具体的には後述する測定例5に記載の方法により算出できるものである。連結層に用いる材料の仕事量保存率が100%に近いほど、圧力緩衝後に成形体が復長しやすい。筋肉の近位に用いる成形体は頻繁に変形を受けるため、本発明の医療器具用筒状成形体の仕事量保存率は55%以上が好ましく、関節など屈折や湾曲によって頻繁に大きな変形が起きる部位に用いる筒状体の仕事量保存率は60%以上がより好ましい。
In the tubular molded body for medical instruments of the present invention, when an external force is applied due to bending or refraction, the soft connecting layer expands or contracts, which enables flexibility and suppression of kink generation. It is desirable to spontaneously restore to length. Therefore, it is preferable to use a material having resilience for the connecting layer. Restorability can be quantitatively evaluated by determining the work load preservation rate as in Measurement Example 5 described later. The work load preservation rate is the work load at the time of the first operation when the operation of applying a tensile stress in the longitudinal direction of the tubular molded body to generate a tensile strain of 100% with respect to the initial length is repeated 10 times. It is the ratio of the amount of work at the time of the 10th operation, and can be specifically calculated by the method described in Measurement Example 5 described later. The closer the work load preservation rate of the material used for the connecting layer is to 100%, the easier it is for the compact to recover after pressure buffering. Since the molded body used proximal to the muscle is frequently deformed, the work load preservation rate of the tubular molded body for medical instruments of the present invention is preferably 55% or more, and large deformation frequently occurs due to bending or bending of joints or the like. The workload storage rate of the tubular body used for the site is more preferably 60% or more.
引張強さは、筒状成形体の耐破断強度に直結する因子である。筋肉の膨張や収縮等の変形によって外力を受ける部位に用いることを想定すると、筒状成形体の引張強さは5MPa以上であることが好ましい。屈折や湾曲などのより激しい変形が生じる部位に用いる筒状成形体は、引張強さは20MPa以上であることが好ましい。
Tensile strength is a factor that is directly linked to the breaking strength of the tubular molded product. Assuming that it is used for a part that receives an external force due to deformation such as expansion or contraction of muscle, the tensile strength of the tubular molded body is preferably 5 MPa or more. The tubular molded body used for a portion where more severe deformation such as refraction or curvature occurs preferably has a tensile strength of 20 MPa or more.
破断伸度は筒状成形体の耐破断強度を示す因子である。筋肉の膨張や収縮、振動等によって外力を受ける部位に用いることを想定すると、筒状成形体の破断伸度は、200%以上が好ましい。屈折や湾曲などのより激しい変形が生じる部位に用いる筒状成形体は、破断伸度は500%以上であることが好ましい。関節など屈折や湾曲によって特に大きな変形が起きる部位に用いる筒状成形体では、破断伸度は1000%以上であることがさらに好ましい。なお、破断伸度は、JIS K6251(2010)に従って測定した値(JIS中では「切断時伸び」と表記される)であり、具体的には後述する引張試験により測定するものとする。
Break elongation is a factor that indicates the breaking strength of a tubular molded product. Assuming that it is used in a portion that receives an external force due to muscle expansion, contraction, vibration, or the like, the breaking elongation of the tubular molded body is preferably 200% or more. The tubular molded body used for a portion where more severe deformation such as refraction or curvature occurs preferably has a breaking elongation of 500% or more. It is more preferable that the elongation at break is 1000% or more in a tubular molded body used for a portion such as a joint where a particularly large deformation occurs due to refraction or curvature. The elongation at break is a value measured according to JIS K6251 (2010) (indicated as "elongation during cutting" in JIS), and specifically, it shall be measured by a tensile test described later.
また、本発明の医療器具用筒状成形体は、生体内外に留置して用いられるものであるため、筋肉や関節の動きよって繰り返し力を受け、変形と復元を繰り返すことが想定される。そのため、本成形体は繰り返す変形に対して耐久性が要求される。耐久性は前記仕事保存率を測定する際に発生した永久歪みを測定することで定量的に評価することができる。筋肉の近位に用いる筒状体は頻繁に変形を受けるため、筒状成形体は永久歪みが20%以下であり、関節など屈折や湾曲によって頻繁に大きな変形が起きる部位に用いる筒状成形体の永久歪みは15%以下が好ましい。
Further, since the tubular molded body for medical devices of the present invention is used by being placed inside and outside the living body, it is assumed that it receives repeated force due to the movement of muscles and joints and repeatedly deforms and restores. Therefore, the present molded product is required to have durability against repeated deformation. Durability can be quantitatively evaluated by measuring the permanent strain generated when measuring the work preservation rate. Since the tubular body used proximal to the muscle is frequently deformed, the tubular molded body has a permanent strain of 20% or less, and is used for a part such as a joint where large deformation frequently occurs due to bending or bending. The permanent strain of is preferably 15% or less.
本発明の医療器具用筒状成形体は、生体吸収性ポリエステルを含むことにより生体吸収性を発現することができるので好ましい。各々の用途において必要とされる程度の生体吸収性が発現する限り、その配合率は限定されないが、一般的には生体吸収性ポリエステルを筒状成形体の50重量%以上含むことが好ましく、80重量%以上含むことがより好ましい。生体に適用した際に完全に消失することが求められる場合には、生体吸収性ポリエステルのみからなることが好ましい。
The tubular molded body for medical instruments of the present invention is preferable because it can exhibit bioabsorbability by containing bioabsorbable polyester. As long as the degree of bioabsorbability required for each application is exhibited, the blending ratio is not limited, but in general, it is preferable to contain bioabsorbable polyester in an amount of 50% by weight or more of the tubular molded product, 80%. It is more preferable to include% by weight or more. When it is required to completely disappear when applied to a living body, it is preferably composed of only bioabsorbable polyester.
本発明の医療器具用筒状成形体が、生体吸収性ポリエステルを含むために、筒状成形体を構成する筒状体は、生体吸収性ポリエステルを含むことが好ましい。
Since the tubular molded body for medical instruments of the present invention contains a bioabsorbable polyester, it is preferable that the tubular molded body constituting the tubular molded body contains a bioabsorbable polyester.
ここで、生体吸収性とは、生体内外に留置された後、加水分解反応や酵素反応によって自然に分解し、その分解物が代謝または排泄されることによって消失する性質である。このような生体吸収性ポリエステルとしては、ポリグリコール酸、ポリ乳酸(D、L、DL体)、ポリε-カプロラクトン、ポリヒドロキシ酪酸、ポリヒドロキシブチレート吉草酸、ポリオルソエステル、ポリヒドロキシバレリル酸、ポリヒドロキシヘキサン酸、ポリヒドロキシブタン酸、ポリコハク酸ブチレン、ポリブチレンサクシネート、ポリテレフタール酸トリメチレン、ポリヒドロキシアルカノエート、およびこれらの共重合体からなる群より選択されるポリエステルが挙げられる。なかでも、筒状体は、ポリグリコール酸、ポリ乳酸とポリグリコール酸の共重合体、およびポリグリコール酸とポリε-カプロラクトンとの共重合体のいずれかを含むことがさらに好ましい。
Here, bioabsorbability is a property that, after being placed inside or outside the living body, is naturally decomposed by a hydrolysis reaction or an enzymatic reaction, and disappears when the decomposed product is metabolized or excreted. Examples of such bioabsorbable polyesters include polyglycolic acid, polylactic acid (D, L, DL form), polyε-caprolactone, polyhydroxybutyrate, polyhydroxybutyrate valeric acid, polyorthoester, and polyhydroxyvaleryric acid. , Polyhydroxyhexanoic acid, polyhydroxybutanoic acid, butylene polysuccinate, polybutylene succinate, trimethylene polyterephthalate, polyhydroxyalkanoate, and polyesters selected from the group consisting of copolymers thereof. Among them, it is more preferable that the tubular body contains any one of polyglycolic acid, a copolymer of polylactic acid and polyglycolic acid, and a copolymer of polyglycolic acid and polyε-caprolactone.
好ましい態様において、連結層は、生体吸収性ポリエステルとして、ヒドロキシカルボン酸残基およびラクトン残基から選択されるモノマー残基を主構成単位とするポリエステルコポリマーを含み、より好ましい態様において、ヒドロキシカルボン酸残基およびラクトン残基の2種類のモノマー残基を主構成単位とするポリエステルコポリマーを含む。ラクトンとは、ヒドロキシカルボン酸のヒドロキシ基とカルボキシル基が分子内脱水縮合した環状化合物である。
In a preferred embodiment, the connecting layer comprises, as the bioabsorbable polyester, a polyester copolymer having a monomer residue selected from a hydroxycarboxylic acid residue and a lactone residue as a main constituent unit, and in a more preferred embodiment, the hydroxycarboxylic acid residue. It contains a polyester copolymer having two types of monomer residues, a group and a lactone residue, as main constituent units. Lactone is a cyclic compound in which a hydroxy group and a carboxyl group of a hydroxycarboxylic acid are intramolecularly dehydrated and condensed.
ここで、あるモノマー残基を「主構成単位」とする、とは、当該モノマー残基が、その他のモノマー残基を含めたポリマー全体の残基数の50モル%以上であることを意味する。また、2種類のモノマー残基を「主構成単位」とする、とは、当該2種類のモノマー残基数の和が、その他のモノマー残基を含めたポリマー全体の残基数の50モル%以上であり、かつ2種類のそれぞれの残基が、ポリマー全体の残基数の20モル%以上であることを意味する。
Here, using a certain monomer residue as the "main constituent unit" means that the monomer residue is 50 mol% or more of the total number of residues of the polymer including other monomer residues. .. Further, the two types of monomer residues are used as the "main constituent unit", which means that the sum of the numbers of the two types of monomer residues is 50 mol% of the total number of residues of the polymer including the other monomer residues. This means that each of the two types of residues is 20 mol% or more of the total number of residues in the polymer.
例えば、ヒドロキシカルボン酸残基とラクトン残基とを主構成単位とする、とは、ヒドロキシカルボン酸残基とラクトン残基の残基数の和が、ポリマー全体の残基数の50モル%以上であり、かつヒドロキシカルボン酸残基がポリマー全体の残基数の20モル%以上であり、かつラクトン残基がポリマー全体の残基数の20モル%以上であることを意味する。各モノマー残基のモル分率は、核磁気共鳴(NMR)測定により、それぞれの残基に由来するシグナルの面積値より決定できる。例えば、ヒドロキシカルボン酸残基が乳酸残基、ラクトン残基がカプロラクトン残基である場合には、後述する測定例2に記載の方法で測定することができる。
For example, the main constituent unit is a hydroxycarboxylic acid residue and a lactone residue, which means that the sum of the number of hydroxycarboxylic acid residues and the number of lactone residues is 50 mol% or more of the total number of residues in the polymer. It means that the hydroxycarboxylic acid residue is 20 mol% or more of the total number of residues of the polymer, and the lactone residue is 20 mol% or more of the total number of residues of the polymer. The mole fraction of each monomer residue can be determined from the area value of the signal derived from each residue by nuclear magnetic resonance (NMR) measurement. For example, when the hydroxycarboxylic acid residue is a lactic acid residue and the lactone residue is a caprolactone residue, it can be measured by the method described in Measurement Example 2 described later.
ヒドロキシカルボン酸残基を形成するためのモノマーとしては、脂肪族ヒドロキシカルボン酸が特に好ましい。脂肪族ヒドロキシカルボン酸としては、乳酸、グリコール酸、ヒドロキシ酪酸、ヒドロキシ吉草酸、ヒドロキシペンタン酸、ヒドロキシカプロン酸、ヒドロキシヘプタン酸等が挙げられ、特に、乳酸、グリコール酸、ヒドロキシカプロン酸が好ましい。乳酸としては、L-乳酸、D-乳酸、およびそれらの混合体を用いることができる。得られるポリマーの物性や生体適合性の面からは乳酸を用いることが好ましく、特にL-乳酸を用いることがより好ましい。モノマーとして混合体を用いる場合、L体の含有率が85モル%以上であることが好ましく、95モル%以上である方がより好ましい。
Aliphatic hydroxycarboxylic acid is particularly preferable as the monomer for forming the hydroxycarboxylic acid residue. Examples of the aliphatic hydroxycarboxylic acid include lactic acid, glycolic acid, hydroxybutyric acid, hydroxyvaleric acid, hydroxypentanoic acid, hydroxycaproic acid, hydroxyheptanic acid and the like, and lactic acid, glycolic acid and hydroxycaproic acid are particularly preferable. As lactic acid, L-lactic acid, D-lactic acid, and a mixture thereof can be used. From the viewpoint of physical properties and biocompatibility of the obtained polymer, it is preferable to use lactic acid, and it is more preferable to use L-lactic acid. When a mixture is used as the monomer, the L-form content is preferably 85 mol% or more, and more preferably 95 mol% or more.
ヒドロキシカルボン酸残基を形成するためのモノマーとして、2分子のヒドロキシカルボン酸の互いのヒドロキシ基とカルボキシル基が脱水縮合した環状化合物であるラクチドを用いてもよい。ラクチドとしては、乳酸2分子が脱水縮合したジラクチドや、グリコール酸2分子が脱水縮合したグリコリド、テトラメチルグリコリドを用いることができる。
As a monomer for forming a hydroxycarboxylic acid residue, lactide, which is a cyclic compound in which the hydroxy groups and carboxyl groups of two molecules of hydroxycarboxylic acid are dehydrated and condensed, may be used. As the lactide, dilactide in which two lactic acid molecules are dehydrated and condensed, glycolide in which two glycolic acid molecules are dehydrated and condensed, and tetramethylglycolide can be used.
ラクトン残基を形成するためのモノマーとしては、ε-カプロラクトン、ジオキセパノン、エチレンオキザラート、ジオキサノン、1、4-ジオキサン-2、3-ジオン、β-プロピオラクトン、δ-バレロラクトン、β-プロピオラクトン、β-ブチロラクトン、γ-ブチロラクトン、ピバロラクトンが挙げられる。
Examples of the monomer for forming the lactone residue include ε-caprolactone, dioxepanone, ethyleneoxalate, dioxanone, 1,4-dioxane-2,3-dione, β-propiolactone, δ-valerolactone, and β-. Examples thereof include propiolactone, β-butyrolactone, γ-butyrolactone and pivalolactone.
また、以上例示したモノマーの誘導体を用いることもできる。
Further, the derivative of the monomer exemplified above can also be used.
なお、本明細書において、ポリエステルコポリマーに含まれる「モノマー残基」とは、原則として、当該モノマーを含む重合原液から得られたポリエステルコポリマーの化学構造中における、当該モノマーに由来する化学構造の反復単位を言う。例えば、乳酸(CH3CH(OH)COOH)と、ε-カプロラクトン(下記式)
In the present specification, the "monomer residue" contained in the polyester copolymer is, in principle, a repetition of the chemical structure derived from the monomer in the chemical structure of the polyester copolymer obtained from the polymerization stock solution containing the monomer. Say the unit. For example, lactic acid (CH 3 CH (OH) COOH) and ε-caprolactone (formula below).

とを重合して乳酸とカプロラクトンのコポリマーとした場合、下記式で表される単位
When and are polymerized to form a copolymer of lactic acid and caprolactone, the unit represented by the following formula

が乳酸モノマー残基であり、下記式で表される単位がε-カプロラクトンモノマー残基である。
Is a lactic acid monomer residue, and the unit represented by the following formula is a ε-caprolactone monomer residue.

なお、例外として、モノマーとしてラクチド等の2量体を用いる場合には、「モノマー残基」は当該2量体に由来する2回繰り返し構造のうちの1つを意味するものとする。例えば、ジラクチド(L-(-)-ラクチド:下記式)
As an exception, when a dimer such as lactide is used as the monomer, the "monomer residue" means one of the two-fold repeating structures derived from the dimer. For example, dilactide (L- (-)-lactide: formula below)

とε-カプロラクトンとを重合した場合、コポリマーの化学構造には、ジラクチド残基として上記式(R1)に示される構造が2回繰り返された構造が形成されるが、この場合にはそのうち1つの乳酸単位を「モノマー残基」と捉え、ジラクチドに由来して「モノマー残基」、すなわち乳酸残基が2つ形成されたと考えるものとする。
When ε-caprolactone and ε-caprolactone are polymerized, the chemical structure of the copolymer forms a structure in which the structure represented by the above formula (R1) is repeated twice as a dilactide residue. In this case, one of them is formed. It is assumed that the lactic acid unit is regarded as a "monomer residue" and that two "monomer residues", that is, two lactic acid residues are formed from dilactide.
本発明に用いる生体吸収性ポリエステルの重量平均分子量は、ポリマー鎖が絡み合うことによる引張強さの向上効果を得るために、好ましくは10万以上である。上限は特に限定されないが、粘度の上昇による製造方法の問題および成形性の低下の点を考えると、好ましくは160万以下であり、より好ましくは80万以下、さらに好ましくは40万以下である。重量平均分子量は、ゲル浸透クロマトグラフィー(GPC)法により求めることができ、具体的には後述する測定例1に記載の方法で求めるものとする。
The weight average molecular weight of the bioabsorbable polyester used in the present invention is preferably 100,000 or more in order to obtain the effect of improving the tensile strength due to the entanglement of the polymer chains. The upper limit is not particularly limited, but is preferably 1.6 million or less, more preferably 800,000 or less, still more preferably 400,000 or less, considering the problem of the production method due to the increase in viscosity and the decrease in moldability. The weight average molecular weight can be determined by a gel permeation chromatography (GPC) method, and specifically, it is determined by the method described in Measurement Example 1 described later.
以下、本発明において特に好ましい生体吸収性ポリエステルである、ヒドロキシカルボン酸残基およびラクトン残基を主構成単位とするポリエステルコポリマーについて説明する。
Hereinafter, a polyester copolymer containing a hydroxycarboxylic acid residue and a lactone residue as main constituent units, which are particularly preferable bioabsorbable polyesters in the present invention, will be described.
当該ポリエステルコポリマーにおいて、ヒドロキシカルボン酸残基とラクトン残基の和は、前述の定義から、その他のモノマー残基を含めたポリマー全体の50モル%以上であり、75モル%以上であることが好ましく、90モル%以上であることがより好ましい。また、ヒドロキシカルボン酸残基およびラクトン残基は、同じく前述の定義からそれぞれ20モル%以上であり、30モル%以上であることが好ましく、40モル%以上であることがより好ましい。ヒドロキシカルボン酸残基およびラクトン残基の和がポリマー全体の100%である、すなわちヒドロキシカルボン酸残基およびラクトン残基のみからなるポリマーは、特に好ましい態様として挙げられる。
In the polyester copolymer, the sum of the hydroxycarboxylic acid residue and the lactone residue is, from the above definition, 50 mol% or more, preferably 75 mol% or more, of the total polymer including other monomer residues. , 90 mol% or more is more preferable. Further, the hydroxycarboxylic acid residue and the lactone residue are 20 mol% or more, preferably 30 mol% or more, and more preferably 40 mol% or more, respectively, from the above definition. A polymer in which the sum of the hydroxycarboxylic acid residue and the lactone residue is 100% of the whole polymer, that is, the polymer consisting only of the hydroxycarboxylic acid residue and the lactone residue is mentioned as a particularly preferable embodiment.
ヒドロキシカルボン酸残基とラクトン残基のモル比は、一方が過剰に存在するとホモポリマー様の性質に近づくことから、好ましくは7/3から3/7であり、より好ましくは6/4から4/6である。
The molar ratio of hydroxycarboxylic acid residue to lactone residue is preferably 7/3 to 3/7, more preferably 6/4 to 4 because the presence of one in excess approaches homopolymer-like properties. / 6.
また、ヒドロキシカルボン酸およびラクトンと共重合し得る別のモノマーをさらに共重合させることもできる。リンカーとして機能するモノマーを共重合させることは好ましい態様である。リンカーとして機能するモノマーとしては、主構成単位を構成するヒドロキシカルボン酸とは別のヒドロキシカルボン酸や、ジアルコール、ジカルボン酸、アミノ酸、ジアミン、ジイソシアネート、ジエポキシド等が挙げられる。なお、本明細書においては、ヒドロキシカルボン酸およびラクトン以外のモノマー単位を構成単位に含むことにより、一部にエステル結合以外の結合で連結された構成単位を含むコポリマーも含めて「ポリエステルコポリマー」と表記するものとする。
Further, another monomer that can be copolymerized with the hydroxycarboxylic acid and the lactone can be further copolymerized. It is a preferred embodiment to copolymerize a monomer that functions as a linker. Examples of the monomer that functions as a linker include a hydroxycarboxylic acid other than the hydroxycarboxylic acid constituting the main constituent unit, a dialcohol, a dicarboxylic acid, an amino acid, a diamine, a diisocyanate, and a diepoxide. In the present specification, by including a monomer unit other than hydroxycarboxylic acid and lactone in the constituent unit, the "polyester copolymer" includes a copolymer containing a constituent unit partially linked by a bond other than an ester bond. It shall be written.
当該ポリエステルコポリマーは、ヒドロキシカルボン酸残基を形成するモノマー(「モノマーA」とする)とラクトン残基を形成するモノマー(「モノマーB」とする)を等モルで共重合させた場合の各モノマーの初期重合速度をそれぞれVA、VBとしたとき、1.1≦VA/VB≦40を満たすものであることが好ましい。
The polyester copolymer is obtained by copolymerizing a monomer forming a hydroxycarboxylic acid residue (referred to as "monomer A") and a monomer forming a lactone residue (referred to as "monomer B") in an equimolar amount. when the initial rate of polymerization was used as V a, V B, respectively, it is preferable that satisfy 1.1 ≦ V a / V B ≦ 40.
ここで、VA、VBは以下の方法で求められる。モノマーAとモノマーBを等モル混合し、必要に応じて溶媒、触媒を添加し、最終的に合成された、あるいは合成しようとするポリエステルコポリマーにおける後述するR値と誤差10%の範囲内で同じR値になるように温度等の条件を調整し重合反応を開始する。重合中の試料から定期的にサンプリングを行い、モノマーAとモノマーBの残量を測定する。残量は、例えば、クロマトグラフィーや核磁気共鳴(NMR)測定で測定する。仕込み量から残量を差し引くことで、重合反応に供されたモノマー量が求められる。サンプリング時間に対して重合反応に供されたモノマー量をプロットすると、その曲線の初期勾配がVA、VBである。
Here, V A and V B are obtained by the following method. Monomer A and Monomer B are equimolarally mixed, a solvent and a catalyst are added as necessary, and the R value is the same as that of the polyester copolymer finally synthesized or to be synthesized within a range of 10% error. Conditions such as temperature are adjusted so that the R value is obtained, and the polymerization reaction is started. Sampling is periodically performed from the sample being polymerized, and the remaining amount of monomer A and monomer B is measured. The remaining amount is measured, for example, by chromatography or nuclear magnetic resonance (NMR) measurement. By subtracting the remaining amount from the charged amount, the amount of the monomer used in the polymerization reaction can be obtained. When the amount of monomer subjected to the polymerization reaction is plotted against the sampling time, the initial gradients of the curve are V A and V B.
このようなモノマーAとモノマーBとを反応させると、重合初期においてモノマーAが重合中のポリマー末端に結合する確率が高い。一方、モノマーAが消費され、反応液中のモノマーAの濃度が減少する重合後期においては、モノマーBが重合中のポリマー末端に結合する確率が高くなる。その結果、一方の末端においてモノマーA残基の割合が高く、他方の末端にかけてモノマーA残基の割合が徐々に減少するグラジエントポリマーが得られる。このようなグラジエントポリマーは、結晶性が低くなり、ヤング率上昇も抑えられる。こうしたグラジエント構造が形成されやすくするため、VA/VBは、1.3以上であることがより好ましく、1.5以上であることがさらに好ましい。一方、モノマーAとモノマーBの重合速度の差が大きすぎると、モノマーAのみが重合した後にモノマーBが重合したブロックポリマーに近い構造となり、結晶性が高くなってヤング率の上昇を招く場合があることから、VA/VBは30以下であることがより好ましく、20以下であることがさらに好ましく、10以下であることが一層好ましい。
When such a monomer A and the monomer B are reacted, there is a high probability that the monomer A will be bonded to the polymer terminal during the polymerization at the initial stage of the polymerization. On the other hand, in the late stage of polymerization in which the monomer A is consumed and the concentration of the monomer A in the reaction solution decreases, the probability that the monomer B binds to the polymer terminal during the polymerization increases. As a result, a gradient polymer is obtained in which the proportion of the monomer A residue is high at one end and the proportion of the monomer A residue gradually decreases toward the other end. Such a gradient polymer has low crystallinity and suppresses an increase in Young's modulus. In order to facilitate the formation of such a gradient structure, VA / V B is more preferably 1.3 or more, and even more preferably 1.5 or more. On the other hand, if the difference in polymerization rate between monomer A and monomer B is too large, the structure is similar to that of a block polymer in which monomer B is polymerized after only monomer A is polymerized, and the crystallinity may be increased, leading to an increase in Young's modulus. Therefore, VA / V B is more preferably 30 or less, further preferably 20 or less, and even more preferably 10 or less.
このようなモノマーAとモノマーBの好ましい組み合わせとしては、ジラクチドとε-カプロラクトン、グリコリドとε-カプロラクトン、ジラクチドとジオキセパノン、ジラクチドとδ-バレロラクトン、グリコリドとδ-バレロラクトンが挙げられる。
Preferred combinations of such monomer A and monomer B include dilactide and ε-caprolactone, glycolide and ε-caprolactone, dilactide and dioxepanone, dilactide and δ-valerolactone, and glycolide and δ-valerolactone.
また、連結層に含まれるポリエステルコポリマーは、下記条件(A)および条件(B)を満たすことが好ましい。ポリエステルコポリマー中のモル分率は、ポリエステルコポリマーを構成するモノマー残基全体100%に対する百分率である。
Further, the polyester copolymer contained in the connecting layer preferably satisfies the following conditions (A) and (B). The mole fraction in the polyester copolymer is a percentage of the total 100% of the monomer residues that make up the polyester copolymer.
条件(A)R値が0.45以上0.99以下である。
Condition (A) R value is 0.45 or more and 0.99 or less.
R値=[AB]/(2[A][B])×100
[A]:ポリエステルコポリマー中の、ヒドロキシカルボン酸残基のモル分率(%)
[B]:ポリエステルコポリマー中の、ラクトン残基のモル分率(%)
[AB]:ポリエステルコポリマー中の、ヒドロキシカルボン酸残基とラクトン残基が隣り合った構造(A-B、およびB-A)のモル分率(%)
条件(B)ヒドロキシカルボン酸残基またはラクトン残基の少なくとも一方の結晶化率が14%未満である。 R value = [AB] / (2 [A] [B]) x 100
[A]: Mole fraction (%) of hydroxycarboxylic acid residues in the polyester copolymer
[B]: Mole fraction (%) of lactone residue in polyester copolymer
[AB]: Mole fraction (%) of the structure (AB, and BA) in which the hydroxycarboxylic acid residue and the lactone residue are adjacent to each other in the polyester copolymer.
Condition (B) The crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is less than 14%.
[A]:ポリエステルコポリマー中の、ヒドロキシカルボン酸残基のモル分率(%)
[B]:ポリエステルコポリマー中の、ラクトン残基のモル分率(%)
[AB]:ポリエステルコポリマー中の、ヒドロキシカルボン酸残基とラクトン残基が隣り合った構造(A-B、およびB-A)のモル分率(%)
条件(B)ヒドロキシカルボン酸残基またはラクトン残基の少なくとも一方の結晶化率が14%未満である。 R value = [AB] / (2 [A] [B]) x 100
[A]: Mole fraction (%) of hydroxycarboxylic acid residues in the polyester copolymer
[B]: Mole fraction (%) of lactone residue in polyester copolymer
[AB]: Mole fraction (%) of the structure (AB, and BA) in which the hydroxycarboxylic acid residue and the lactone residue are adjacent to each other in the polyester copolymer.
Condition (B) The crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is less than 14%.
R値は、2種類のモノマー残基、すなわちヒドロキシカルボン酸残基およびラクトン残基を主構成単位とするコポリマーにおける、モノマー残基の配列のランダム性を示す指標として用いられる。例えば、完全にモノマー配列がランダムなランダムコポリマーでは、R値は1となる。また、ブロックコポリマーではR値は0~0.44である。
The R value is used as an index showing the randomness of the sequence of the monomer residues in the copolymer having two kinds of monomer residues, that is, the hydroxycarboxylic acid residue and the lactone residue as the main constituent units. For example, a random copolymer with a completely random monomer sequence has an R value of 1. Further, in the block copolymer, the R value is 0 to 0.44.
R値は核磁気共鳴(NMR)測定によって、隣り合う二つのモノマーの組み合わせ(A-A、B-B、A-B、B-A)の割合を定量することで決定できる。具体的には後述する測定例2に記載の方法で測定するものとする。R値が0.45未満であると、結晶性が高く、コポリマーの成形体は硬くなりヤング率が上昇する。一方、R値が0.99を超えると、コポリマー成形体は柔らかくなりすぎ、粘着性を示すようになり、取扱性が低下する。同様の観点から、本発明で用いるポリエステルコポリマーのR値は0.50以上であることが好ましく、また0.80以下であることが好ましい。
The R value can be determined by quantifying the ratio of the combination of two adjacent monomers (AA, BB, AB, BA) by nuclear magnetic resonance (NMR) measurement. Specifically, it is assumed that the measurement is performed by the method described in Measurement Example 2 described later. When the R value is less than 0.45, the crystallinity is high, the molded product of the copolymer becomes hard, and the Young's modulus increases. On the other hand, when the R value exceeds 0.99, the copolymer molded product becomes too soft and becomes sticky, and the handleability is lowered. From the same viewpoint, the R value of the polyester copolymer used in the present invention is preferably 0.50 or more, and preferably 0.80 or less.
また、ポリマーの結晶性は、成形体の機械強度に大きな影響を与えることが知られている。一般に、低結晶性のポリマーは低ヤング率を示すため、柔軟性を得るためには結晶性が低いことが望ましい。ポリマーの結晶化率は、示差走査熱量(DSC)測定により融解熱から求められる。
It is also known that the crystallinity of the polymer has a great influence on the mechanical strength of the molded product. In general, low crystallinity polymers exhibit low Young's modulus, so low crystallinity is desirable for flexibility. The crystallization rate of the polymer is determined from the heat of fusion by differential scanning calorimetry (DSC) measurement.
当該ポリエステルコポリマーにおいては、ヒドロキシカルボン酸残基またはラクトン残基の少なくとも一方の結晶化率が14%未満であることが好ましい。当該結晶化率が14%未満であれば、ヤング率の上昇が抑えられ、筒状体に適したポリエステルコポリマーを得ることができる。ヒドロキシカルボン酸残基および/またはラクトン残基の結晶化率は10%以下であることがより好ましく、5%以下であることがさらに好ましい。
In the polyester copolymer, the crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is preferably less than 14%. When the crystallization rate is less than 14%, an increase in Young's modulus is suppressed, and a polyester copolymer suitable for a tubular body can be obtained. The crystallization rate of the hydroxycarboxylic acid residue and / or the lactone residue is more preferably 10% or less, and further preferably 5% or less.
ここで言うモノマー残基の結晶化率とは、あるモノマー残基のみからなるホモポリマーの単位重量当たりの融解熱を100%とした場合の、ポリエステルコポリマー中の当該モノマー残基の単位重量当たりの融解熱の相対値である。具体的には、ヒドロキシカルボン酸残基の結晶化率とは、そのヒドロキシカルボン酸のみからなるホモポリマーの単位重量あたりの融解熱とポリエステルコポリマー中のそのヒドロキシカルボン酸残基の重量分率の積を分母として、ポリエステルコポリマーの融解熱を測定した際に検出されるそのヒドロキシカルボン酸残基由来の融解ピークから求められる、当該残基のポリエステルコポリマーの単位重量当たりの融解熱を分子として計算した割合である。ポリエステルコポリマーにおけるヒドロキシカルボン酸残基およびラクトン残基の結晶化率は、コポリマーを形成しているヒドロキシカルボン酸残基およびラクトン残基それぞれの中で、結晶構造を形成している割合を示す。結晶化率は、具体的には後述する測定例4に記載の方法で求めるものとする。
The crystallization rate of the monomer residue referred to here is the per unit weight of the monomer residue in the polyester copolymer when the heat of fusion per unit weight of the homopolymer consisting of only a certain monomer residue is 100%. It is a relative value of heat of fusion. Specifically, the crystallization rate of a hydroxycarboxylic acid residue is the product of the heat of fusion per unit weight of the homopolymer consisting only of the hydroxycarboxylic acid and the weight fraction of the hydroxycarboxylic acid residue in the polyester copolymer. As the denominator, the ratio calculated as the numerator of the heat of fusion per unit weight of the polyester copolymer of the residue, which is obtained from the melting peak derived from the hydroxycarboxylic acid residue detected when the heat of fusion of the polyester copolymer is measured. Is. The crystallization rate of the hydroxycarboxylic acid residue and the lactone residue in the polyester copolymer indicates the ratio of forming the crystal structure in each of the hydroxycarboxylic acid residue and the lactone residue forming the copolymer. Specifically, the crystallization rate shall be determined by the method described in Measurement Example 4 described later.
さらに、本発明は体内に留置して用いるため、臨床的安全性の実績が高い生体吸収性ポリエステルコポリマーであることが好ましい。すなわち、連結層が、ジラクチド/ε-カプロラクトン共重合体を含み、当該ジラクチド/ε-カプロラクトン共重合体が、下記条件(C)および条件(D)を満たすことが好ましい。ジラクチド/ε-カプロラクトン共重合体中のモル分率は、ジラクチド/ε-カプロラクトン共重合体をジラクチド残基およびε-カプロラクトン残基の全体100%に対する百分率である。
Furthermore, since the present invention is used by indwelling in the body, it is preferably a bioabsorbable polyester copolymer having a high track record of clinical safety. That is, it is preferable that the link layer contains a dilactide / ε-caprolactone copolymer, and the dilactide / ε-caprolactone copolymer satisfies the following conditions (C) and (D). The mole fraction in the dilactide / ε-caprolactone copolymer is the percentage of the dilactide / ε-caprolactone copolymer to 100% of the total dilactide and ε-caprolactone residues.
条件(C)R値が0.45以上0.99以下である。
Condition (C) R value is 0.45 or more and 0.99 or less.
R値=[AB]/(2[A][B])×100
[A]:ジラクチド/ε-カプロラクトン共重合体中の、ジラクチド残基のモル分率(%)
[B]:ジラクチド/ε-カプロラクトン共重合体中の、ε-カプロラクトン残基のモル分率(%)
[AB]:ジラクチド/ε-カプロラクトン共重合体中の、ジラクチド残基とε-カプロラクトン残基が隣り合った構造(A-B、およびB-A)のモル分率(%)
条件(D)ジラクチド残基またはε-カプロラクトン残基の少なくとも一方の結晶化率が14%未満である。 R value = [AB] / (2 [A] [B]) x 100
[A]: Mole fraction (%) of dilactide residues in the dilactide / ε-caprolactone copolymer
[B]: Mole fraction (%) of ε-caprolactone residue in dilactide / ε-caprolactone copolymer
[AB]: Mole fraction (%) of the structure (AB and BA) in which the dilactide residue and the ε-caprolactone residue are adjacent to each other in the dilactide / ε-caprolactone copolymer.
Condition (D) At least one of the dilactide residue and the ε-caprolactone residue has a crystallization rate of less than 14%.
[A]:ジラクチド/ε-カプロラクトン共重合体中の、ジラクチド残基のモル分率(%)
[B]:ジラクチド/ε-カプロラクトン共重合体中の、ε-カプロラクトン残基のモル分率(%)
[AB]:ジラクチド/ε-カプロラクトン共重合体中の、ジラクチド残基とε-カプロラクトン残基が隣り合った構造(A-B、およびB-A)のモル分率(%)
条件(D)ジラクチド残基またはε-カプロラクトン残基の少なくとも一方の結晶化率が14%未満である。 R value = [AB] / (2 [A] [B]) x 100
[A]: Mole fraction (%) of dilactide residues in the dilactide / ε-caprolactone copolymer
[B]: Mole fraction (%) of ε-caprolactone residue in dilactide / ε-caprolactone copolymer
[AB]: Mole fraction (%) of the structure (AB and BA) in which the dilactide residue and the ε-caprolactone residue are adjacent to each other in the dilactide / ε-caprolactone copolymer.
Condition (D) At least one of the dilactide residue and the ε-caprolactone residue has a crystallization rate of less than 14%.
上記のようなポリエステルコポリマーは、一例として、ヒドロキシカルボン酸残基を形成するモノマーAおよびラクトン残基を形成するモノマーBを、重合完了時においてヒドロキシカルボン酸残基とラクトン残基の和が全残基の50モル%以上、かつヒドロキシカルボン酸残基とラクトン残基がそれぞれ全残基の20モル%以上となるよう配合して重合させるマクロマー合成工程;
マクロマー合成工程で得られたマクロマー同士を連結するか、あるいはマクロマー合成工程で得られたマクロマー溶液にヒドロキシカルボン酸およびラクトンを追添加することによりマルチ化するマルチ化工程;
を有する合成方法により製造することができる。 In the polyester copolymer as described above, for example, monomer A forming a hydroxycarboxylic acid residue and monomer B forming a lactone residue are completely left with the sum of the hydroxycarboxylic acid residue and the lactone residue at the completion of polymerization. Macromer synthesis step in which 50 mol% or more of the groups and 20 mol% or more of each of the hydroxycarboxylic acid residues and the lactone residues are mixed and polymerized;
A mulching step of linking the macromers obtained in the macromer synthesis step or adding hydroxycarboxylic acid and lactone to the macromer solution obtained in the macromer synthesis step to mulch;
It can be produced by a synthetic method having.
マクロマー合成工程で得られたマクロマー同士を連結するか、あるいはマクロマー合成工程で得られたマクロマー溶液にヒドロキシカルボン酸およびラクトンを追添加することによりマルチ化するマルチ化工程;
を有する合成方法により製造することができる。 In the polyester copolymer as described above, for example, monomer A forming a hydroxycarboxylic acid residue and monomer B forming a lactone residue are completely left with the sum of the hydroxycarboxylic acid residue and the lactone residue at the completion of polymerization. Macromer synthesis step in which 50 mol% or more of the groups and 20 mol% or more of each of the hydroxycarboxylic acid residues and the lactone residues are mixed and polymerized;
A mulching step of linking the macromers obtained in the macromer synthesis step or adding hydroxycarboxylic acid and lactone to the macromer solution obtained in the macromer synthesis step to mulch;
It can be produced by a synthetic method having.
マクロマー合成工程では、ヒドロキシカルボン酸残基を形成するモノマーAおよびラクトン残基を形成するモノマーBを、理論上重合完了時においてヒドロキシカルボン酸残基とラクトン残基の和が全残基の50モル%以上、かつヒドロキシカルボン酸残基とラクトン残基がそれぞれ全残基の20モル%以上となるよう配合して重合を行う。これにより、ヒドロキシカルボン酸残基とラクトン残基を主構成単位とするポリエステルコポリマーが得られるが、本製造方法においてはさらに後述するマルチ化工程を行うため、本明細書においては、本工程により得られるポリエステルコポリマーを「マクロマー」と表現する。
In the macromer synthesis step, the sum of the hydroxycarboxylic acid residue and the lactone residue is 50 mol, which is theoretically the sum of the hydroxycarboxylic acid residue and the lactone residue when the polymerization of the monomer A forming the hydroxycarboxylic acid residue and the monomer B forming the lactone residue is completed. % Or more, and the hydroxycarboxylic acid residue and the lactone residue are 20 mol% or more of the total residues, respectively, and the polymerization is carried out. As a result, a polyester copolymer containing a hydroxycarboxylic acid residue and a lactone residue as main constituent units can be obtained. The polyester copolymer produced is referred to as "macromer".
ヒドロキシカルボン酸残基およびラクトン残基の分布のランダム性は、重合時のモノマーの反応性の違いにより変化する。すなわち、重合時に、当該2種類のモノマーのうち、一方のモノマーの後に、同じモノマーと他方のモノマーが同確率で結合すれば、モノマー残基が完全にランダムに分布したランダムコポリマーが得られる。しかし、一方のモノマーの後にいずれかのモノマーが結合し易い傾向がある場合は、モノマー残基の分布に偏りのあるグラジエントコポリマーが得られる。得られたグラジエントコポリマーは、その分子鎖にそって重合開始末端から重合終了末端にかけてモノマー残基の組成が連続的に変化している。
The randomness of the distribution of hydroxycarboxylic acid residues and lactone residues changes depending on the difference in the reactivity of the monomers during polymerization. That is, at the time of polymerization, if the same monomer and the other monomer are bonded to each other with the same probability after one of the two types of monomers, a random copolymer in which the monomer residues are completely randomly distributed can be obtained. However, if one of the monomers tends to be followed by one of the monomers, a gradient copolymer having a biased distribution of monomer residues can be obtained. In the obtained gradient copolymer, the composition of the monomer residues is continuously changed from the polymerization initiation end to the polymerization termination end along the molecular chain.
ここで、一般にヒドロキシカルボン酸はラクトンよりも初期重合速度が大きいモノマーであるため、マクロマー合成工程においてヒドロキシカルボン酸とラクトンとを共重合させた場合、ヒドロキシカルボン酸の後にヒドロキシカルボン酸が結合し易い。そのため、合成されたマクロマーにおいては、重合開始末端から重合終了末端にかけてヒドロキシカルボン酸単位の割合が徐々に減少するグラジエント構造が形成される。すなわち、本工程で得られるマクロマーは、ヒドロキシカルボン酸とラクトンとの初期重合速度差により、ヒドロキシカルボン酸残基とラクトン残基とが骨格中で組成勾配をなすグラジエント構造を有するマクロマーとなる。このようなマクロマーを、本明細書においては「グラジエントマクロマー」と呼ぶ場合がある。
Here, since hydroxycarboxylic acid is generally a monomer having a higher initial polymerization rate than lactone, when hydroxycarboxylic acid and lactone are copolymerized in the macromer synthesis step, hydroxycarboxylic acid is likely to be bonded after hydroxycarboxylic acid. .. Therefore, in the synthesized macromer, a gradient structure is formed in which the proportion of the hydroxycarboxylic acid unit gradually decreases from the polymerization initiation end to the polymerization termination end. That is, the macromer obtained in this step becomes a macromer having a gradient structure in which the hydroxycarboxylic acid residue and the lactone residue form a composition gradient in the skeleton due to the difference in the initial polymerization rate between the hydroxycarboxylic acid and the lactone. Such a macromer may be referred to as a "gradient macromer" in the present specification.
マクロマー合成工程においては、このようなグラジエント構造を実現するために、開始末端から一方向に起こる重合反応によりマクロマーを合成することが望ましい。このような合成反応としては、開環重合、リビング重合を利用することが好ましい例として挙げられる。
In the macromer synthesis step, in order to realize such a gradient structure, it is desirable to synthesize macromer by a polymerization reaction that occurs in one direction from the start end. As such a synthetic reaction, it is preferable to use ring-opening polymerization or living polymerization.
本工程で得られるマクロマーは、最終的に上記条件(A)に示すR値を満たすポリエステルコポリマーを製造しやすくするため、上記条件(A)と同様のR値を有すること、すなわち、下記式
R値=[AB]/(2[A][B])×100
[A]:マクロマー中の、ヒドロキシカルボン酸残基のモル分率(%)
[B]:マクロマー中の、ラクトン残基のモル分率(%)
[AB]:マクロマー中の、ヒドロキシカルボン酸残基とラクトン残基が隣り合った構造(A-B、およびB-A)のモル分率(%)
で表されるR値が0.45以上0.99以下であることが好ましく、0.50以上0.80以下であることがより好ましい。 The macromer obtained in this step has the same R value as the above condition (A) in order to facilitate the production of a polyester copolymer finally satisfying the R value shown in the above condition (A), that is, the following formula R. Value = [AB] / (2 [A] [B]) x 100
[A]: Mole fraction (%) of hydroxycarboxylic acid residues in macromer
[B]: Mole fraction (%) of lactone residue in macromer
[AB]: Mole fraction (%) of the structure (AB, and BA) in which the hydroxycarboxylic acid residue and the lactone residue are adjacent to each other in the macromer.
The R value represented by is preferably 0.45 or more and 0.99 or less, and more preferably 0.50 or more and 0.80 or less.
R値=[AB]/(2[A][B])×100
[A]:マクロマー中の、ヒドロキシカルボン酸残基のモル分率(%)
[B]:マクロマー中の、ラクトン残基のモル分率(%)
[AB]:マクロマー中の、ヒドロキシカルボン酸残基とラクトン残基が隣り合った構造(A-B、およびB-A)のモル分率(%)
で表されるR値が0.45以上0.99以下であることが好ましく、0.50以上0.80以下であることがより好ましい。 The macromer obtained in this step has the same R value as the above condition (A) in order to facilitate the production of a polyester copolymer finally satisfying the R value shown in the above condition (A), that is, the following formula R. Value = [AB] / (2 [A] [B]) x 100
[A]: Mole fraction (%) of hydroxycarboxylic acid residues in macromer
[B]: Mole fraction (%) of lactone residue in macromer
[AB]: Mole fraction (%) of the structure (AB, and BA) in which the hydroxycarboxylic acid residue and the lactone residue are adjacent to each other in the macromer.
The R value represented by is preferably 0.45 or more and 0.99 or less, and more preferably 0.50 or more and 0.80 or less.
また同様に、本工程で得られるマクロマーは、最終的に上記条件(B)に示すヒドロキシカルボン酸残基またはラクトン残基の結晶化率を有するポリエステルコポリマーを製造しやすくするため、上記条件(B)と同様の結晶化率を有するもの、すなわち、ヒドロキシカルボン酸残基またはラクトン残基の少なくとも一方の結晶化率が14%未満であるものであることが好ましく、10%以下であることがより好ましく、5%以下であることがさらに好ましく、1%以下であることが最も好ましい。
Similarly, the macromer obtained in this step facilitates the production of a polyester copolymer having the crystallization rate of the hydroxycarboxylic acid residue or the lactone residue shown in the above condition (B). ), That is, the crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is preferably less than 14%, and more preferably 10% or less. It is preferably 5% or less, more preferably 1% or less, and most preferably 1% or less.
マクロマー合成工程で合成されるマクロマーの重量平均分子量は、好ましくは1万以上、より好ましくは2万以上である。また、結晶性を抑え柔軟性を保つためには15万以下であることが好ましく、10万以下であることがより好ましい。
The weight average molecular weight of the macromer synthesized in the macromer synthesis step is preferably 10,000 or more, more preferably 20,000 or more. Further, in order to suppress crystallinity and maintain flexibility, it is preferably 150,000 or less, and more preferably 100,000 or less.
マルチ化工程では、マクロマー合成工程で得られたマクロマー同士を連結するか、あるいはマクロマー合成工程で得られたマクロマー溶液にヒドロキシカルボン酸およびラクトンを追添加することによりマルチ化する。本工程においては、一のマクロマー合成工程で得られたマクロマー同士を連結してもよいし、二以上のマクロマー合成工程で得られた複数のマクロマーを連結してもよい。なお、「マルチ化」とは、これらのいずれかの方法で、ヒドロキシカルボン酸残基とラクトン残基とが骨格中で組成勾配を有するグラジエント構造を有する分子鎖が複数繰り返される構造を形成することを意味する。
In the mulching step, the macromers obtained in the macromer synthesis step are linked to each other, or hydroxycarboxylic acid and lactone are additionally added to the macromer solution obtained in the macromer synthesis step to mulch. In this step, the macromers obtained in one macromer synthesis step may be linked to each other, or a plurality of macromers obtained in two or more macromer synthesis steps may be linked. In addition, "multiplying" means forming a structure in which a plurality of molecular chains having a gradient structure in which a hydroxycarboxylic acid residue and a lactone residue have a composition gradient in the skeleton are repeated by any of these methods. Means.
マルチ化するマクロマー単位の数は2以上であれば良いが、連結数が多いと分子鎖の絡み合いによる引張強さの向上効果が出ることから、3以上であることが好ましく、4以上であることがより好ましく、6以上であることがさらに好ましい。一方、結果的にポリエステルコポリマーの分子量が過度に増大すると、粘度上昇により成形性に悪影響を及ぼす懸念があるため、マクロマー単位の数は80以下であることが好ましく、40以下であることがより好ましく、20以下であることがさらに好ましい。
The number of macromer units to be mulched may be 2 or more, but if the number of connections is large, the effect of improving the tensile strength due to the entanglement of the molecular chains is obtained, so that the number is preferably 3 or more, and 4 or more. Is more preferable, and 6 or more is further preferable. On the other hand, if the molecular weight of the polyester copolymer is excessively increased as a result, there is a concern that the increase in viscosity may adversely affect the moldability. Therefore, the number of macromer units is preferably 80 or less, more preferably 40 or less. , 20 or less is more preferable.
マクロマー単位の連結数は、マルチ化行程において使用する触媒や反応時間によって調整することができる。マクロマー同士を連結させてマルチ化を行う場合、マクロマー単位の数は、最終的に得られたポリエステルコポリマーの重量平均分子量を、マクロマーの重量平均分子量で除して求めることができる。
The number of connected macromers can be adjusted according to the catalyst used in the mulching process and the reaction time. When the macromers are connected to each other for mulching, the number of macromer units can be obtained by dividing the weight average molecular weight of the finally obtained polyester copolymer by the weight average molecular weight of the macromer.
ポリエステルコポリマーは、マクロマー単位が直線状に連結した直鎖状ポリマーでも良いし、分岐して連結した分岐鎖状ポリマーであっても良い。
The polyester copolymer may be a linear polymer in which macromer units are linearly linked, or may be a branched chain polymer in which the macromer units are branched and linked.
直鎖状のポリエステルコポリマーは、例えば、グラジエントマクロマーの両末端に同様のグラジエントマクロマーを1分子ずつ、末端同士を介して結合させてゆくことで合成できる。
A linear polyester copolymer can be synthesized, for example, by binding one molecule of the same gradient macromer to both ends of the gradient macromer via the ends.
グラジエントマクロマーがヒドロキシル基とカルボキシル基を各末端に有する場合は、末端同士を縮合剤により縮合させることで、マルチ化したポリエステルコポリマーが得られる。縮合剤としては、p-トルエンスルホン酸4,4-ジメチルアミノピリジニウム、1-[3-(ジメチルアミノ)プロピル]-3-エチルカルボジイミド、塩酸1-エチル-3-(3-ジメチルアミノプロピル)カルボジイミド、N,N’-ジシクロヘキシルカルボジイミド、N,N’-ジイソプロピルカルボジイミド、N、N’-カルボニルジイミダゾール、1、1’-カルボニルジ(1,2,4-トリアゾール)、4-(4,6-ジメトキシ-1,3,5-トリアジン-2-イル)-4-メチルモルホリニウム=クロリドn水和物、トリフルオロメタンスルホン酸(4,6-ジメトキシ-1,3,5-トリアジン-2-イル)-(2-オクトキシ-2-オキソエチル)ジメチルアンモニウム、1H-ベンゾトリアゾール-1-イルオキシトリス(ジメチルアミノ)ホスホニウムヘキサフルオロリン酸塩、1H-ベンゾトリアゾール-1-イルオキシトリピロリジノホスホ二ウムヘキサフルオロリン酸塩、(7-アザベンゾトリアゾール-1-イルオキシ)トリピロリジノホスホニウムヘキサフルオロリン酸塩、クロロトリピロリジノホスホ二ウムヘキサフルオロリン酸塩、ブロモトリス(ジメチルアミノ)ホスホニウムヘキサフルオロリン酸塩、3-(ジエトキシホスホリルオキシ)-1,2,3-ベンゾトリアジン-4(3H)-オン、O-(ベンゾトリアゾール-1-イル)-N,N,N’,N’-テトラメチルウロニウムヘキサフルオロリン酸塩、O-(7-アザベンゾトリアゾール-1-イル)-NN,N’,N’-テトラメチルウロニウムヘキサフルオロリン酸塩、O-(N-スクシンイミジル)-N,N,N’,N’-テトラメチルウロニウムテトラフルオロホウ酸塩、O-(N-スクシンイミジル)-N,N,N’,N’-テトラメチルウロニウムヘキサフルオロリン酸塩、O-(3,4-ジヒドロ-4-オキソ-1,2,3-ベンゾトリアジン-3-イル)-N,N,N’,N’-テトラメチルウロニウムテトラフルオロホウ酸塩、S-(1-オキシド-2-ピリジル)-N,N,N’,N’-テトラメチルチウロニウムテトラフルオロホウ酸塩、O-[2-オキソ-1(2H)-ピリジル]-N,N,N’,N’-テトラメチルウロニウムテトラフルオロホウ酸塩、{{[(1-シアノ-2-エトキシ-2-オキソエチリデン)アミノ]オキシ}-4-モルホリノメチレン}ジメチルアンモニウムヘキサフルオロリン酸塩、2-クロロ-1,3-ジメチルイミダゾリニウムヘキサフルオロリン酸塩、1-(クロロ-1-ピロリジニルメチレン)ピロリジニウムヘキサフルオロリン酸塩、2-フルオロ-1,3-ジメチルイミダゾリニウムヘキサフルオロリン酸塩、フルオロ-N,N,N’,N’-テトラメチルホルムアミジニウムヘキサフルオロリン酸塩等が使用可能である。
When the gradient macromer has a hydroxyl group and a carboxyl group at each end, a mulched polyester copolymer can be obtained by condensing the ends with a condensing agent. Condensing agents include 4,4-dimethylaminopyridinium p-toluenesulfonate, 1- [3- (dimethylamino) propyl] -3-ethylcarbodiimide, and 1-ethyl-3- (3-dimethylaminopropyl) carbodiimide hydrochloride. , N, N'-dicyclohexylcarbodiimide, N, N'-diisopropylcarbodiimide, N, N'-carbonyldiimidazole, 1,1'-carbonyldi (1,2,4-triazole), 4- (4,6- Dimethoxy-1,3,5-triazine-2-yl) -4-methylmorpholinium = chloride n hydrate, trifluoromethanesulfonic acid (4,6-dimethoxy-1,3,5-triazine-2-yl) )-(2-Octoxi-2-oxoethyl) dimethylammonium, 1H-benzotriazole-1-yloxytris (dimethylamino) phosphonium hexafluorophosphate, 1H-benzotriazole-1-yloxytripyrrolidinophosphonium Hexafluorophosphate, (7-azabenzotriazole-1-yloxy) tripyrrolidinophosphonium hexafluorophosphate, chlorotripyrrolidinophosphonium hexafluorophosphate, bromotris (dimethylamino) phosphonium hexafluorophosphate Salt, 3- (diethoxyphosphoryloxy) -1,2,3-benzotriazine-4 (3H) -one, O- (benzotriazole-1-yl) -N, N, N', N'-tetramethyl Uronium hexafluorophosphate, O- (7-azabenzotriazole-1-yl) -NN, N', N'-tetramethyluronium hexafluorophosphate, O- (N-succinimidyl) -N, N, N', N'-tetramethyluronium tetrafluoroborate, O- (N-succinimidyl) -N, N, N', N'-tetramethyluronium hexafluorophosphate, O- (3) , 4-Dihydro-4-oxo-1,2,3-benzotriazine-3-yl) -N, N, N', N'-tetramethyluronium tetrafluoroborate, S- (1-oxide- 2-Pyridyl) -N, N, N', N'-Tetramethylthiuronium tetrafluoroborate, O- [2-oxo-1 (2H) -Pyridyl] -N, N, N', N' -Tetramethyluronium tetrafluoroborate, {{[(1-cyano-2-ethoxy-2-oxoethylidene) amino] oxy} -4-morpholinomethylene} dimethylammonium Xafluorophosphate, 2-chloro-1,3-dimethylimidazolinium hexafluorophosphate, 1- (chloro-1-pyrrolidinyl methylene) pyrrolidinium hexafluorophosphate, 2-fluoro-1 , 3-Dimethylimidazolinium hexafluorophosphate, fluoro-N, N, N', N'-tetramethylform amidineium hexafluorophosphate and the like can be used.
また、重合反応がリビング性を有する場合、すなわち重合物の末端から連続して重合反応を開始しうる場合には、重合反応が終了した後のグラジエントマクロマー溶液にヒドロキシカルボン酸およびラクトンを追添加する操作を繰り返すことで、マルチ化することができる。
Further, when the polymerization reaction has a living property, that is, when the polymerization reaction can be started continuously from the end of the polymer, hydroxycarboxylic acid and lactone are additionally added to the gradient macromer solution after the polymerization reaction is completed. By repeating the operation, it can be multi-layered.
あるいは、グラジエントマクロマー同士は、ポリマーの力学的特性に影響を与えない範囲においてリンカーを介してマルチ化しても良い。特に、複数のカルボキシル基および/または複数のヒドロキシ基を有するリンカー、例えば2、2-ビス(ヒドロキシメチル)プロピオン酸を使用すると、リンカーが分岐点となった分岐鎖状のポリエステルコポリマーを合成することができる。
Alternatively, the gradient macromers may be mulched via a linker as long as they do not affect the mechanical properties of the polymer. In particular, linkers having multiple carboxyl groups and / or multiple hydroxy groups, such as 2,2-bis (hydroxymethyl) propionic acid, can be used to synthesize branched polyester copolymers in which the linker is a branch point. Can be done.
以上のような製造方法により得られるポリエステルコポリマーは、ヒドロキシカルボン酸残基とラクトン残基とが骨格中で組成勾配を有するマクロマー単位が2つ以上連結した構造のコポリマーとなる。本明細書においては、このような構造を便宜的に「マルチグラジエント」、マルチグラジエント構造を有するコポリマーを「マルチグラジエントコポリマー」と記載する場合がある。マルチグラジエントコポリマーとしては、ヒドロキシカルボン酸残基と前記ラクトン残基とが骨格中で組成勾配をなすグラジエント構造を有するマクロマー単位が2つ以上連結した構造を有することが好ましく、3つ以上連結した構造を有することが好ましい。
The polyester copolymer obtained by the above-mentioned production method is a copolymer having a structure in which two or more macromer units having a composition gradient in the skeleton of hydroxycarboxylic acid residues and lactone residues are linked. In the present specification, such a structure may be referred to as "multi-gradient" for convenience, and a copolymer having a multi-gradient structure may be referred to as "multi-gradient copolymer". The multigradient copolymer preferably has a structure in which two or more macromer units having a gradient structure in which the hydroxycarboxylic acid residue and the lactone residue form a composition gradient in the skeleton are linked, and three or more are linked. It is preferable to have.
前述の通り、ヒドロキシカルボン酸残基が乳酸残基、ラクトン残基がカプロラクトン残基またはバレロラクトン残基であるポリエステルコポリマーは、連結層に適用するために特に好ましい態様である。このようなポリエステルコポリマーは、下記のような製造方法により好ましく製造される。
As described above, a polyester copolymer in which the hydroxycarboxylic acid residue is a lactic acid residue and the lactone residue is a caprolactone residue or a valerolactone residue is a particularly preferable embodiment for application to a connecting layer. Such a polyester copolymer is preferably produced by the following production method.
まず、マクロマー合成工程において、触媒の存在下にてジラクチドとε-カプロラクトン(またはバレロラクトン。以下同じ)を重合させる。ジラクチド、ε-カプロラクトン単量体は、使用前に不純物を取り除くために、好ましくは精製される。ジラクチドの精製は、たとえばナトリウムによって乾燥されたトルエンからの再結晶で可能である。ε-カプロラクトンは、たとえばCaH2からN2雰囲気下で減圧蒸留によって精製される。
First, in the macromer synthesis step, dilactide and ε-caprolactone (or valerolactone; the same applies hereinafter) are polymerized in the presence of a catalyst. Dilactide, ε-caprolactone monomer, is preferably purified to remove impurities prior to use. Purification of dilactide is possible, for example, by recrystallization from toluene dried with sodium. ε-Caprolactone is purified by vacuum distillation, for example, from CaH 2 to N 2 atmosphere.
ジラクチドとε-カプロラクトンの反応性は文献(D.W.Grijpmaetal.PolymerBulletin25、335、341)に記されているように大きく異なり、ジラクチドモノマーの方がε-カプロラクトンよりも初期重合速度が大きい。ジラクチドのVAは、反応率(%)で示すと3.6%/hであり、ε-カプロラクトンのVBは、0.88%/hであり、VA/VBは4.1となる。そのため、ジラクチドとε-カプロラクトンを共重合して得られるマクロマーはグラジエントマクロマーとなる。
The reactivity of dilactide with ε-caprolactone is significantly different as described in the literature (DW Grjpmaetal. Polymer Bulletin 25, 335, 341), with dilactide monomers having a higher initial polymerization rate than ε-caprolactone. V A of the dilactide, when indicated by the reaction rate (%) was 3.6% / h, the V B of ε- caprolactone, a 0.88% / h, V A / V B is 4.1 Become. Therefore, the macromer obtained by copolymerizing dilactide and ε-caprolactone is a gradient macromer.
乳酸残基とカプロラクトン残基とを有するマクロマー合成工程の触媒としては、通常のゲルマニウム系、チタン系、アンチモン系、スズ系触媒等のポリエステルの重合触媒が使用可能である。このようなポリエステルの重合触媒の具体例としては、オクチル酸スズ、三フッ化アンチモン、亜鉛粉末、酸化ジブチルスズ、シュウ酸スズ等が挙げられる。触媒の反応系への添加方法は特に限定されるものではないが、好ましくは原料仕込み時に原料中に分散させた状態で、あるいは減圧開始時に分散処理した状態で添加する方法である。触媒の使用量は使用するモノマーの全量に対して金属原子換算で0.01~3重量%、より好ましくは0.05~1.5重量%である。
As a catalyst for the macromer synthesis step having a lactic acid residue and a caprolactone residue, a polyester polymerization catalyst such as a normal germanium-based, titanium-based, antimony-based, or tin-based catalyst can be used. Specific examples of such a polyester polymerization catalyst include tin octylate, antimony trifluoride, zinc powder, dibutyltin oxide, tin oxalate and the like. The method of adding the catalyst to the reaction system is not particularly limited, but it is preferably a method of adding the catalyst in a state of being dispersed in the raw material at the time of charging the raw material or in a state of being dispersed in the raw material at the start of depressurization. The amount of the catalyst used is 0.01 to 3% by weight, more preferably 0.05 to 1.5% by weight, in terms of metal atoms, based on the total amount of the monomers used.
乳酸残基とカプロラクトン残基とを有するマクロマーは、ジラクチド、カプロラクトンおよび触媒を、撹拌機を備えた反応容器に入れ、150~250℃、窒素気流下で反応させることにより得ることができる。水を助開始剤として使用する場合は、重合反応に先立って、90℃付近で助触媒反応を行うことが好ましい。反応時間としては2時間以上、好ましくは4時間以上、さらには重合度を上げるためにはより長時間例えば8時間以上が好ましい。ただし、長時間反応を行いすぎるとポリマーの着色の問題が生じるため、反応時間は3~12時間が好ましい。
Macromer having a lactic acid residue and a caprolactone residue can be obtained by putting dilactide, caprolactone and a catalyst in a reaction vessel equipped with a stirrer and reacting them at 150 to 250 ° C. under a nitrogen stream. When water is used as the co-initiator, it is preferable to carry out a co-catalytic reaction at around 90 ° C. prior to the polymerization reaction. The reaction time is preferably 2 hours or more, preferably 4 hours or more, and more preferably a longer time, for example, 8 hours or more in order to increase the degree of polymerization. However, if the reaction is carried out for an excessively long time, a problem of polymer coloring occurs, so the reaction time is preferably 3 to 12 hours.
次に、マルチ化工程において、乳酸残基とカプロラクトン残基とを有するグラジエントマクロマーの末端同士を縮合反応により連結し、マルチ化する。縮合反応の反応温度は10~100℃が好ましく、さらに好ましくは20~50℃である。反応時間としては1日以上、さらに好ましくは2日以上が好ましい。ただし、長時間反応を行いすぎるとポリマーの着色の問題が生じるため、反応時間は2~4日が好ましい。
Next, in the mulching step, the ends of the gradient macromer having a lactic acid residue and a caprolactone residue are connected to each other by a condensation reaction to mulch. The reaction temperature of the condensation reaction is preferably 10 to 100 ° C, more preferably 20 to 50 ° C. The reaction time is preferably 1 day or longer, more preferably 2 days or longer. However, if the reaction is carried out for an excessively long time, a problem of polymer coloring occurs, so the reaction time is preferably 2 to 4 days.
<筒状体>
本発明の医療器具用筒状成形体を構成する筒状体は、前述の生分解性ポリマー繊維を含むことが好ましい。筒状体の構造としては、例えば、編み、織り、配向、不織布などが挙げられる。これらの中でも、不織布構造が好ましい。不織布構造は、繊維同士が立体的に不規則に絡み合うため、空隙が多くなり、繊維径の太径化による透過性向上の効果がより顕著に奏される。 <Cylindrical body>
The tubular body constituting the tubular molded body for medical instruments of the present invention preferably contains the above-mentioned biodegradable polymer fiber. Examples of the structure of the tubular body include knitting, weaving, orientation, and non-woven fabric. Among these, a non-woven fabric structure is preferable. In the non-woven fabric structure, the fibers are three-dimensionally and irregularly entangled with each other, so that the number of voids increases, and the effect of improving the permeability by increasing the fiber diameter is more remarkable.
本発明の医療器具用筒状成形体を構成する筒状体は、前述の生分解性ポリマー繊維を含むことが好ましい。筒状体の構造としては、例えば、編み、織り、配向、不織布などが挙げられる。これらの中でも、不織布構造が好ましい。不織布構造は、繊維同士が立体的に不規則に絡み合うため、空隙が多くなり、繊維径の太径化による透過性向上の効果がより顕著に奏される。 <Cylindrical body>
The tubular body constituting the tubular molded body for medical instruments of the present invention preferably contains the above-mentioned biodegradable polymer fiber. Examples of the structure of the tubular body include knitting, weaving, orientation, and non-woven fabric. Among these, a non-woven fabric structure is preferable. In the non-woven fabric structure, the fibers are three-dimensionally and irregularly entangled with each other, so that the number of voids increases, and the effect of improving the permeability by increasing the fiber diameter is more remarkable.
筒状体の製造方法としては、前記のようなポリマーを用い、溶融成形法または溶媒成形法を用いて筒状の形状に成形加工することができる。溶融成形法とは、ポリマーを加熱して溶融させ、鋳型や押出成形機、プレス機、エレクトロスピニング、メルトブローなどを用いて成形する方法である。例えばφ0.5~4mmの芯入り口金をセットした押出成形機内で200℃までポリマーを加熱し、押し出すことでポリマーを筒状に成形することができる。溶媒成形法とはポリマーを溶媒に溶解させ、鋳型や凝固浴に注入し、溶媒と溶質を分離することで成形する方法や、エレクトロスピニング法やスプレー法である。溶媒成形法の例としてはクロロホルムに20%溶解させたポリマー溶液に、φ0.5~4mmの棒を浸漬させた後引き上げ、溶媒の揮発を待ってから再度浸漬させることを5~10回程度繰り返すことで筒状に成形することができる。また、φ0.5~4mmの棒にエレクトロスピニング法を用いて、繊維を筒状に堆積させることで筒状に成形することもできる。
As a method for producing a tubular body, a polymer as described above can be used, and the tubular body can be molded into a tubular shape by using a melt molding method or a solvent molding method. The melt molding method is a method in which a polymer is heated and melted, and molded using a mold, an extrusion molding machine, a press machine, electrospinning, melt blow, or the like. For example, the polymer can be formed into a cylindrical shape by heating the polymer to 200 ° C. in an extrusion molding machine in which a core inlet metal having a diameter of 0.5 to 4 mm is set and extruding the polymer. The solvent molding method is a method in which a polymer is dissolved in a solvent, injected into a mold or a coagulation bath, and molded by separating the solvent and the solute, or an electrospinning method or a spray method. As an example of the solvent molding method, a rod of φ0.5 to 4 mm is immersed in a polymer solution dissolved in chloroform at 20%, pulled up, waited for the solvent to volatilize, and then immersed again about 5 to 10 times. As a result, it can be molded into a tubular shape. It is also possible to form a cylinder by depositing fibers in a cylinder using an electrospinning method on a rod having a diameter of 0.5 to 4 mm.
このようにして得られた筒状の成形体を剃刀等を用いて切断することにより、所望の長さの筒状体を得ることができる。
By cutting the tubular molded body thus obtained with a razor or the like, a tubular body having a desired length can be obtained.
筒状体の厚みは、強度を向上させる観点から、100μm以上が好ましく、200μm以上がより好ましい。ここで、筒状体の厚みは、顕微鏡を用いて筒状体の断面を拡大観察することにより、測定することができる。筒状体の厚みは、例えば、エレクトロスピニング法による紡糸時間によって所望の範囲に調整することができる。
The thickness of the tubular body is preferably 100 μm or more, more preferably 200 μm or more, from the viewpoint of improving the strength. Here, the thickness of the tubular body can be measured by magnifying and observing the cross section of the tubular body using a microscope. The thickness of the tubular body can be adjusted to a desired range by, for example, the spinning time by the electrospinning method.
<筒状成形体の製造方法>
例えば、上記のようにして製造した複数の筒状体に連結層を構成する素材を塗布することで二つの筒状体を連結し、本発明の医療器具用筒状成形体を製造することができる。連結層の塗布方法としては、例えばエレクトロスピニング法が挙げられる。 <Manufacturing method of tubular molded product>
For example, it is possible to connect two tubular bodies by applying a material constituting a connecting layer to a plurality of tubular bodies manufactured as described above to manufacture the tubular molded body for medical instruments of the present invention. can. Examples of the method for applying the connecting layer include an electrospinning method.
例えば、上記のようにして製造した複数の筒状体に連結層を構成する素材を塗布することで二つの筒状体を連結し、本発明の医療器具用筒状成形体を製造することができる。連結層の塗布方法としては、例えばエレクトロスピニング法が挙げられる。 <Manufacturing method of tubular molded product>
For example, it is possible to connect two tubular bodies by applying a material constituting a connecting layer to a plurality of tubular bodies manufactured as described above to manufacture the tubular molded body for medical instruments of the present invention. can. Examples of the method for applying the connecting layer include an electrospinning method.
製造方法の一例としては、(1)筒状体を構成する生体吸収性ポリマーをエレクトロスピニン法によりファイバーを形成させ、コレクターに集積する、(2)コレクターごと筒状体を回収し、任意の箇所にカミソリ等でコレクターの回転方向に切れ込みを入れる、(3)工程(2)により得られた切り込みを入れられたファイバー集積体を再度エレクトロスピニング装置にセットし、連結層を構成する生体吸収性ポリマーをエレクトロスピニング法によりファイバーを形成させ、筒状体上に集積する方法が挙げられる。
As an example of the manufacturing method, (1) the bioabsorbable polymer constituting the tubular body is formed into fibers by the electrospinning method and accumulated in the collector, (2) the tubular body is collected together with the collector, and any Make a notch in the direction of rotation of the collector with a razor or the like, and set the fiber aggregate with the notch obtained in step (3) step (2) again in the electrospinning device to form the connecting layer. Examples thereof include a method in which a polymer is formed into fibers by an electrospinning method and accumulated on a tubular body.
得られた成形体は断裂した神経の両末端に装着させることで、神経再生を保護する神経再生誘導チューブとして用いることができる。
The obtained molded body can be used as a nerve regeneration induction tube that protects nerve regeneration by attaching it to both ends of the torn nerve.
以下、具体的に実施例を用いて本発明を説明するが、本発明はそれらの実施例に限定的に解釈されるべきでなく、本発明の概念に接した当業者が想到し、実施可能であると観念するであろう、あらゆる技術的思想およびその具体的態様が本発明に含まれるものとして理解されるべきものである。
Hereinafter, the present invention will be specifically described with reference to Examples, but the present invention should not be construed as being limited to those Examples, and can be conceived and implemented by those skilled in the art who are familiar with the concept of the present invention. It should be understood that any technical idea and its specific aspects, which would be considered to be, are included in the present invention.
[測定例1:ゲル浸透クロマトグラフィー(GPC)による重量平均分子量の測定]
機器名:Prominence(株式会社島津製作所製)
移動相:クロロホルム(HPLC用)(和光純薬工業株式会社製)
流速:1mL/min
カラム:TSKgel GMHHR-M(φ7.8mmX300mm;東ソー株式会社製)
検出器:UV(254nm)、RI
カラム、検出器温度:35℃
標準物質:ポリスチレン
精製後のポリマーをクロロホルムに溶解し、0.45μmのシリンジフィルター(DISMIC-13HP;ADVANTEC社製)を通過させて不純物等を除去した後にGPCにより測定して、ポリマーの重量平均分子量を算出した。 [Measurement Example 1: Measurement of Weight Average Molecular Weight by Gel Permeation Chromatography (GPC)]
Device name: Prominence (manufactured by Shimadzu Corporation)
Mobile phase: Chloroform (for HPLC) (manufactured by Wako Pure Chemical Industries, Ltd.)
Flow rate: 1 mL / min
Column: TSKgel GMHHR-M (φ7.8mmX300mm; manufactured by Tosoh Corporation)
Detector: UV (254 nm), RI
Column, detector temperature: 35 ° C
Standard substance: Polystyrene The purified polymer is dissolved in chloroform, passed through a 0.45 μm syringe filter (DISMIC-13HP; manufactured by ADVANTEC) to remove impurities, etc., and then measured by GPC to measure the weight average molecular weight of the polymer. Was calculated.
機器名:Prominence(株式会社島津製作所製)
移動相:クロロホルム(HPLC用)(和光純薬工業株式会社製)
流速:1mL/min
カラム:TSKgel GMHHR-M(φ7.8mmX300mm;東ソー株式会社製)
検出器:UV(254nm)、RI
カラム、検出器温度:35℃
標準物質:ポリスチレン
精製後のポリマーをクロロホルムに溶解し、0.45μmのシリンジフィルター(DISMIC-13HP;ADVANTEC社製)を通過させて不純物等を除去した後にGPCにより測定して、ポリマーの重量平均分子量を算出した。 [Measurement Example 1: Measurement of Weight Average Molecular Weight by Gel Permeation Chromatography (GPC)]
Device name: Prominence (manufactured by Shimadzu Corporation)
Mobile phase: Chloroform (for HPLC) (manufactured by Wako Pure Chemical Industries, Ltd.)
Flow rate: 1 mL / min
Column: TSKgel GMHHR-M (φ7.8mmX300mm; manufactured by Tosoh Corporation)
Detector: UV (254 nm), RI
Column, detector temperature: 35 ° C
Standard substance: Polystyrene The purified polymer is dissolved in chloroform, passed through a 0.45 μm syringe filter (DISMIC-13HP; manufactured by ADVANTEC) to remove impurities, etc., and then measured by GPC to measure the weight average molecular weight of the polymer. Was calculated.
[測定例2:核磁気共鳴(NMR)による各残基のモル分率およびR値の測定]
精製したポリマーを重クロロホルムに溶解し、1H-NMRにより測定してポリマー中の乳酸モノマー残基およびカプロラクトンモノマー残基の比率をそれぞれ算出した。また、1Hホモスピンデカップリング法により、乳酸のメチレン基(5.10ppm付近)、カプロラクトンのαメチレン基(2.35ppm付近)、εメチレン基(4.10ppm付近)について、隣り合うモノマー残基が乳酸に由来するかもしくはカプロラクトンに由来するかをシグナルで分離し、それぞれのピーク面積を定量した。それぞれのピーク面積比から[A]、[B]、[AB]を計算し、R値を算出した。
機器名:JNM-EX270(日本電子株式会社製)
1Hホモスピンデカップリング照射位置:1.66ppm
溶媒:重クロロホルム
測定温度:室温
R値=[AB]/(2[A][B])×100
[A]:ポリマー中の、乳酸モノマー残基のモル分率(%)
[B]:ポリマー中の、カプロラクトンモノマー残基のモル分率(%)
[AB]:ポリマー中の、乳酸モノマー残基とカプロラクトンモノマー残基が隣り合った構造(A-B、およびB-A)のモル分率(%)。 [Measurement Example 2: Measurement of mole fraction and R value of each residue by nuclear magnetic resonance (NMR)]
The purified polymer was dissolved in deuterated chloroform and measured by 1 H-NMR to calculate the ratio of the lactic acid monomer residue and the caprolactone monomer residue in the polymer. Further, 1 by H homo spin decoupling method, (near 5.10Ppm) methylene group of lactic acid, (around 2.35 ppm) alpha-methylene group of caprolactone, the ε methylene group (around 4.10 ppm), monomeric adjacent residues Whether it was derived from lactic acid or caprolactone was separated by a signal, and the peak area of each was quantified. [A], [B], and [AB] were calculated from the respective peak area ratios, and the R value was calculated.
Device name: JNM-EX270 (manufactured by JEOL Ltd.)
1 H homospin decoupling irradiation position: 1.66 ppm
Solvent: Deuterated chloroform Measurement temperature: Room temperature R value = [AB] / (2 [A] [B]) × 100
[A]: Mole fraction (%) of lactic acid monomer residue in the polymer
[B]: Mole fraction (%) of caprolactone monomer residue in the polymer
[AB]: Mole fraction (%) of the structure (AB, and BA) in which the lactic acid monomer residue and the caprolactone monomer residue are adjacent to each other in the polymer.
精製したポリマーを重クロロホルムに溶解し、1H-NMRにより測定してポリマー中の乳酸モノマー残基およびカプロラクトンモノマー残基の比率をそれぞれ算出した。また、1Hホモスピンデカップリング法により、乳酸のメチレン基(5.10ppm付近)、カプロラクトンのαメチレン基(2.35ppm付近)、εメチレン基(4.10ppm付近)について、隣り合うモノマー残基が乳酸に由来するかもしくはカプロラクトンに由来するかをシグナルで分離し、それぞれのピーク面積を定量した。それぞれのピーク面積比から[A]、[B]、[AB]を計算し、R値を算出した。
機器名:JNM-EX270(日本電子株式会社製)
1Hホモスピンデカップリング照射位置:1.66ppm
溶媒:重クロロホルム
測定温度:室温
R値=[AB]/(2[A][B])×100
[A]:ポリマー中の、乳酸モノマー残基のモル分率(%)
[B]:ポリマー中の、カプロラクトンモノマー残基のモル分率(%)
[AB]:ポリマー中の、乳酸モノマー残基とカプロラクトンモノマー残基が隣り合った構造(A-B、およびB-A)のモル分率(%)。 [Measurement Example 2: Measurement of mole fraction and R value of each residue by nuclear magnetic resonance (NMR)]
The purified polymer was dissolved in deuterated chloroform and measured by 1 H-NMR to calculate the ratio of the lactic acid monomer residue and the caprolactone monomer residue in the polymer. Further, 1 by H homo spin decoupling method, (near 5.10Ppm) methylene group of lactic acid, (around 2.35 ppm) alpha-methylene group of caprolactone, the ε methylene group (around 4.10 ppm), monomeric adjacent residues Whether it was derived from lactic acid or caprolactone was separated by a signal, and the peak area of each was quantified. [A], [B], and [AB] were calculated from the respective peak area ratios, and the R value was calculated.
Device name: JNM-EX270 (manufactured by JEOL Ltd.)
1 H homospin decoupling irradiation position: 1.66 ppm
Solvent: Deuterated chloroform Measurement temperature: Room temperature R value = [AB] / (2 [A] [B]) × 100
[A]: Mole fraction (%) of lactic acid monomer residue in the polymer
[B]: Mole fraction (%) of caprolactone monomer residue in the polymer
[AB]: Mole fraction (%) of the structure (AB, and BA) in which the lactic acid monomer residue and the caprolactone monomer residue are adjacent to each other in the polymer.
[測定例3:引張試験]
ポリマーを減圧乾燥し、これを濃度が5重量%になるようにクロロホルムに溶解させた。その溶液をテフロン製シャーレ上に移して、常圧、室温下で1昼夜乾燥させた。これを減圧乾燥させて、フィルムを得た。 [Measurement example 3: Tensile test]
The polymer was dried under reduced pressure and dissolved in chloroform to a concentration of 5% by weight. The solution was transferred onto a Teflon petri dish and dried at normal pressure and room temperature for a whole day and night. This was dried under reduced pressure to obtain a film.
ポリマーを減圧乾燥し、これを濃度が5重量%になるようにクロロホルムに溶解させた。その溶液をテフロン製シャーレ上に移して、常圧、室温下で1昼夜乾燥させた。これを減圧乾燥させて、フィルムを得た。 [Measurement example 3: Tensile test]
The polymer was dried under reduced pressure and dissolved in chloroform to a concentration of 5% by weight. The solution was transferred onto a Teflon petri dish and dried at normal pressure and room temperature for a whole day and night. This was dried under reduced pressure to obtain a film.
乾燥したフィルム(厚さ約0.1mm)を50mm×5mmに切り出し、卓上引張試験機(SHIMAZU社製 EZ-LX)でJIS K6251(2010)に従い、下記の条件で引張試験を測定し、破断伸度および引張強さを算出した。さらに、変位に対して応力をプロットしたグラフにおいて、応力の発生開始から5点のデータから近似できる1次式の傾きをヤング率として算出した。
機器名:卓上引張試験機(SHIMAZU社製 EZ-LX)
初期長:10mm
引張速度:500mm/min
ロードセル:1kN
試験回数:5回。 A dried film (thickness of about 0.1 mm) was cut into a size of 50 mm × 5 mm, and a tensile test was measured with a desktop tensile tester (EZ-LX manufactured by SHIMAZU) according to JIS K6251 (2010) under the following conditions. Degrees and tensile strengths were calculated. Further, in the graph plotting the stress with respect to the displacement, the slope of the linear equation that can be approximated from the data of 5 points from the start of stress generation was calculated as Young's modulus.
Equipment name: Desktop tensile tester (SHIMAZU EZ-LX)
Initial length: 10 mm
Tensile rate: 500 mm / min
Load cell: 1kN
Number of tests: 5 times.
機器名:卓上引張試験機(SHIMAZU社製 EZ-LX)
初期長:10mm
引張速度:500mm/min
ロードセル:1kN
試験回数:5回。 A dried film (thickness of about 0.1 mm) was cut into a size of 50 mm × 5 mm, and a tensile test was measured with a desktop tensile tester (EZ-LX manufactured by SHIMAZU) according to JIS K6251 (2010) under the following conditions. Degrees and tensile strengths were calculated. Further, in the graph plotting the stress with respect to the displacement, the slope of the linear equation that can be approximated from the data of 5 points from the start of stress generation was calculated as Young's modulus.
Equipment name: Desktop tensile tester (SHIMAZU EZ-LX)
Initial length: 10 mm
Tensile rate: 500 mm / min
Load cell: 1kN
Number of tests: 5 times.
[測定例4:示差走査熱量(DSC)による乳酸残基の結晶化率の測定]
精製後のポリマーを減圧乾燥し、これを濃度が5重量%になるようにクロロホルムに溶解させ、その溶液をテフロン製シャーレ上に移して、常圧、室温下で1昼夜乾燥させた。これを減圧乾燥させて、フィルムを得た。 [Measurement Example 4: Measurement of crystallization rate of lactic acid residue by differential scanning calorimetry (DSC)]
The purified polymer was dried under reduced pressure, dissolved in chloroform so as to have a concentration of 5% by weight, the solution was transferred onto a Teflon petri dish, and the polymer was dried at normal pressure at room temperature for 24 days. This was dried under reduced pressure to obtain a film.
精製後のポリマーを減圧乾燥し、これを濃度が5重量%になるようにクロロホルムに溶解させ、その溶液をテフロン製シャーレ上に移して、常圧、室温下で1昼夜乾燥させた。これを減圧乾燥させて、フィルムを得た。 [Measurement Example 4: Measurement of crystallization rate of lactic acid residue by differential scanning calorimetry (DSC)]
The purified polymer was dried under reduced pressure, dissolved in chloroform so as to have a concentration of 5% by weight, the solution was transferred onto a Teflon petri dish, and the polymer was dried at normal pressure at room temperature for 24 days. This was dried under reduced pressure to obtain a film.
得られたフィルムをアルミナPANに採取し、示差走査熱量計でDSC法により下記の条件で測定し、温度条件(D)から(E)の範囲の測定結果から融解熱を算出した。結晶化率は下記式から算出した。
The obtained film was sampled on an alumina PAN, measured under the following conditions by the DSC method with a differential scanning calorimeter, and the heat of fusion was calculated from the measurement results in the range of temperature conditions (D) to (E). The crystallization rate was calculated from the following formula.
結晶化率=(ポリエステルコポリマーの単位重量当たりの乳酸残基の融解熱)/{(乳酸残基のみからなるホモポリマーの単位重量当たり融解熱)×(ポリエステルコポリマー中の乳酸残基の重量分率)}×100
機器名:EXSTAR 6000(セイコーインスツル株式会社製)
温度条件:(A)25℃→(B)250℃(10℃/min)→(C)250℃(5min)→(D)-70℃(10℃/min)→(E)250℃(10℃/min)→(F)250℃(5min)→(G)25℃(100℃/min)
標準物質:アルミナ。 Crystallization rate = (heat of fusion of lactic acid residues per unit weight of polyester copolymer) / {(heat of fusion per unit weight of homopolymer consisting only of lactic acid residues) × (weight fraction of lactic acid residues in polyester copolymer) )} × 100
Device name: EXSTAR 6000 (manufactured by Seiko Instruments Inc.)
Temperature conditions: (A) 25 ° C → (B) 250 ° C (10 ° C / min) → (C) 250 ° C (5 min) → (D) -70 ° C (10 ° C / min) → (E) 250 ° C (10) ° C / min) → (F) 250 ° C (5 min) → (G) 25 ° C (100 ° C / min)
Standard substance: Alumina.
機器名:EXSTAR 6000(セイコーインスツル株式会社製)
温度条件:(A)25℃→(B)250℃(10℃/min)→(C)250℃(5min)→(D)-70℃(10℃/min)→(E)250℃(10℃/min)→(F)250℃(5min)→(G)25℃(100℃/min)
標準物質:アルミナ。 Crystallization rate = (heat of fusion of lactic acid residues per unit weight of polyester copolymer) / {(heat of fusion per unit weight of homopolymer consisting only of lactic acid residues) × (weight fraction of lactic acid residues in polyester copolymer) )} × 100
Device name: EXSTAR 6000 (manufactured by Seiko Instruments Inc.)
Temperature conditions: (A) 25 ° C → (B) 250 ° C (10 ° C / min) → (C) 250 ° C (5 min) → (D) -70 ° C (10 ° C / min) → (E) 250 ° C (10) ° C / min) → (F) 250 ° C (5 min) → (G) 25 ° C (100 ° C / min)
Standard substance: Alumina.
[測定例5:仕事量保存率および永久歪みの測定]
精製後のポリマーを減圧乾燥し、これを濃度が5重量%になるようにクロロホルムに溶解させ、その溶液をテフロン製シャーレ上に移して、常圧、室温下で1昼夜乾燥させた。これを減圧乾燥させて、フィルムを得た。 [Measurement Example 5: Measurement of Work Conservation Rate and Permanent Strain]
The purified polymer was dried under reduced pressure, dissolved in chloroform so as to have a concentration of 5% by weight, the solution was transferred onto a Teflon petri dish, and the polymer was dried at normal pressure at room temperature for 24 days. This was dried under reduced pressure to obtain a film.
精製後のポリマーを減圧乾燥し、これを濃度が5重量%になるようにクロロホルムに溶解させ、その溶液をテフロン製シャーレ上に移して、常圧、室温下で1昼夜乾燥させた。これを減圧乾燥させて、フィルムを得た。 [Measurement Example 5: Measurement of Work Conservation Rate and Permanent Strain]
The purified polymer was dried under reduced pressure, dissolved in chloroform so as to have a concentration of 5% by weight, the solution was transferred onto a Teflon petri dish, and the polymer was dried at normal pressure at room temperature for 24 days. This was dried under reduced pressure to obtain a film.
フィルム(厚さ約0.1mm)を短冊状(50mm×5mm)に切り出し、卓上引張試験機(SHIMAZU社製 EZ-LX)にセットした。下記の条件でフィルムを初期長(L0)10mmに対して、引張長(L)10mm、すなわち引張ひずみが100%になるまで伸長させた後、初期長(L0)まで復元させる操作を10回繰り返し、引張応力と変位の変化を記録した。
機器名:卓上引張試験機(SHIMAZU社製 EZ-LX)
保持時間:1s
引張速度:500mm/min
復元速度:500mm/min
ロードセル:1kN
変位(X1,X2,・・・)に対する応力が(N1,N2,・・・)の時、100%の引張ひずみを生じさせる仕事量(W)は変位-応力曲線下部の面積に相等し、下記の式により算出される。
W=ΣNn(Xn-Xn-1)ただし X0=0とする。
初回のWをW1、10回目のWをW10としたとき、仕事量保存率(%)=W10/W1×100となる。 The film (thickness: about 0.1 mm) was cut into strips (50 mm × 5 mm) and set in a desktop tensile tester (EZ-LX manufactured by SHIMAZU). Under the following conditions, the film is stretched to a tensile length (L) of 10 mm, that is, a tensile strain of 100% with respect to an initial length (L 0 ) of 10 mm, and then restored to the initial length (L 0). Repeated times, changes in tensile stress and displacement were recorded.
Equipment name: Desktop tensile tester (SHIMAZU EZ-LX)
Holding time: 1s
Tensile rate: 500 mm / min
Restoration speed: 500 mm / min
Load cell: 1kN
When the stress for displacement (X 1 , X 2 , ...) Is (N 1 , N 2 , ...), the work (W) that causes 100% tensile strain is the area under the displacement-stress curve. Is equivalent to, and is calculated by the following formula.
W = ΣN n (X n −X n-1 ) where X 0 = 0.
When the first W is W 1 and the 10th W is W 10 , the work load preservation rate (%) = W 10 / W 1 × 100.
機器名:卓上引張試験機(SHIMAZU社製 EZ-LX)
保持時間:1s
引張速度:500mm/min
復元速度:500mm/min
ロードセル:1kN
変位(X1,X2,・・・)に対する応力が(N1,N2,・・・)の時、100%の引張ひずみを生じさせる仕事量(W)は変位-応力曲線下部の面積に相等し、下記の式により算出される。
W=ΣNn(Xn-Xn-1)ただし X0=0とする。
初回のWをW1、10回目のWをW10としたとき、仕事量保存率(%)=W10/W1×100となる。 The film (thickness: about 0.1 mm) was cut into strips (50 mm × 5 mm) and set in a desktop tensile tester (EZ-LX manufactured by SHIMAZU). Under the following conditions, the film is stretched to a tensile length (L) of 10 mm, that is, a tensile strain of 100% with respect to an initial length (L 0 ) of 10 mm, and then restored to the initial length (L 0). Repeated times, changes in tensile stress and displacement were recorded.
Equipment name: Desktop tensile tester (SHIMAZU EZ-LX)
Holding time: 1s
Tensile rate: 500 mm / min
Restoration speed: 500 mm / min
Load cell: 1kN
When the stress for displacement (X 1 , X 2 , ...) Is (N 1 , N 2 , ...), the work (W) that causes 100% tensile strain is the area under the displacement-stress curve. Is equivalent to, and is calculated by the following formula.
W = ΣN n (X n −X n-1 ) where X 0 = 0.
When the first W is W 1 and the 10th W is W 10 , the work load preservation rate (%) = W 10 / W 1 × 100.
上記のように、伸長および復元操作を10回繰り返して仕事保存率を測定した後、再度同じ引張速度でフィルムを伸長させ引張応力と変位の変化を記録する際、応力が発生し始める変位量をL1とする。永久歪みは下記式により計算できる。
永久歪み(%)=L1/L0×100。 As described above, after repeating the stretching and restoringoperations 10 times to measure the work preservation rate, when the film is stretched again at the same tensile speed and the changes in tensile stress and displacement are recorded, the amount of displacement at which stress begins to occur is determined. and L 1. The permanent distortion can be calculated by the following formula.
Permanent strain (%) = L 1 / L 0 × 100.
永久歪み(%)=L1/L0×100。 As described above, after repeating the stretching and restoring
Permanent strain (%) = L 1 / L 0 × 100.
[測定例6:筒状成形体のキンク発生抑制試験]
全長6cmの針金を準備した。この針金の中心を起点に180°(直線のままのもの)、120°角に折り曲げたもの、90°角に折り曲げたもの、60°角に折り曲げたものを準備した。 [Measurement Example 6: Kink generation suppression test of tubular molded product]
A wire with a total length of 6 cm was prepared. Starting from the center of the wire, 180 ° (the one that remains straight), one that was bent at a 120 ° angle, one that was bent at a 90 ° angle, and one that was bent at a 60 ° angle were prepared.
全長6cmの針金を準備した。この針金の中心を起点に180°(直線のままのもの)、120°角に折り曲げたもの、90°角に折り曲げたもの、60°角に折り曲げたものを準備した。 [Measurement Example 6: Kink generation suppression test of tubular molded product]
A wire with a total length of 6 cm was prepared. Starting from the center of the wire, 180 ° (the one that remains straight), one that was bent at a 120 ° angle, one that was bent at a 90 ° angle, and one that was bent at a 60 ° angle were prepared.
作成した医療器具用筒状成形体を40mmの長さに切りそろえ、内部に上記で作成した針金をそれぞれ通し、それぞれの針金の形状に屈曲させた。その後、成形体の両端の内側上部を針金に押しつけた際に、作成したそれぞれの針金の角の部分において、成形体にキンクが発生したかを目視で観察した。キンクが観察された場合を「有」、キンクが観察されなかった場合を「無」として記録した。
The created tubular molded body for medical equipment was cut to a length of 40 mm, and the wires created above were passed through the inside and bent into the shape of each wire. After that, when the inner upper parts of both ends of the molded body were pressed against the wire, it was visually observed whether or not kink was generated in the molded body at the corners of each of the prepared wires. The case where kink was observed was recorded as "yes", and the case where no kink was observed was recorded as "no".
[測定例7:筒状成形体の耐圧性テスト]
医療器具用筒状成形体の全長を20mmに調製し、卓上引張試験機(SHIMAZU社製 EZ-LX)で下記の条件で圧縮試験を実施し、初期高さの50%の高さになった時点の圧力を記録した。
機器名:卓上引張試験機(SHIMAZU社製 EZ-LX)
圧縮距離:6mm
保持時間:1s
圧縮速度:10mm/min
ロードセル:1kN。 [Measurement Example 7: Pressure Resistance Test of Cylindrical Mold]
The total length of the tubular molded product for medical equipment was adjusted to 20 mm, and a compression test was conducted with a tabletop tensile tester (EZ-LX manufactured by SHIMAZU) under the following conditions, and the height became 50% of the initial height. The pressure at the time point was recorded.
Equipment name: Desktop tensile tester (SHIMAZU EZ-LX)
Compression distance: 6mm
Holding time: 1s
Compression rate: 10 mm / min
Load cell: 1 kN.
医療器具用筒状成形体の全長を20mmに調製し、卓上引張試験機(SHIMAZU社製 EZ-LX)で下記の条件で圧縮試験を実施し、初期高さの50%の高さになった時点の圧力を記録した。
機器名:卓上引張試験機(SHIMAZU社製 EZ-LX)
圧縮距離:6mm
保持時間:1s
圧縮速度:10mm/min
ロードセル:1kN。 [Measurement Example 7: Pressure Resistance Test of Cylindrical Mold]
The total length of the tubular molded product for medical equipment was adjusted to 20 mm, and a compression test was conducted with a tabletop tensile tester (EZ-LX manufactured by SHIMAZU) under the following conditions, and the height became 50% of the initial height. The pressure at the time point was recorded.
Equipment name: Desktop tensile tester (SHIMAZU EZ-LX)
Compression distance: 6mm
Holding time: 1s
Compression rate: 10 mm / min
Load cell: 1 kN.
[測定例8:筒状体および筒状成形体の引っ張り試験]
筒状体のヤング率の測定は、切断前の筒状体を20mmの長さに切断し、卓上引張試験機(SHIMAZU社製 EZ-LX)で下記の条件で引っ張り試験を実施し、ヤング率、伸び率および破断強度を求めた。また、筒状成形体のヤング率の測定は、筒状成形体を20mmの長さに切断し、同様に行った。なお、筒状成形体の引っ張り試験で伸縮するのは連結層のみであることから、筒状成型体の引っ張り試験で得られたヤング率、伸び率および破断強度を連結層のヤング率、伸び率および破断強度として取り扱った。
機器名:卓上引張試験機(SHIMAZU社製 EZ-LX)
初期長(L0):10mm
引張速度:500mm/min。
ロードセル:1kN。 [Measurement Example 8: Tension Test of Cylindrical Body and Cylindrical Mold]
To measure the Young's modulus of a tubular body, the tubular body before cutting is cut to a length of 20 mm, and a tensile test is carried out with a desktop tensile tester (EZ-LX manufactured by SHIMAZU) under the following conditions, and the Young's modulus is measured. , Elongation rate and breaking strength were determined. The Young's modulus of the tubular molded body was measured in the same manner by cutting the tubular molded body to a length of 20 mm. Since only the connecting layer expands and contracts in the tensile test of the tubular molded body, the Young's modulus, elongation and breaking strength obtained in the tensile test of the tubular molded body are the Young's modulus and elongation of the connecting layer. And treated as breaking strength.
Equipment name: Desktop tensile tester (SHIMAZU EZ-LX)
Initial length (L 0 ): 10 mm
Tensile speed: 500 mm / min.
Load cell: 1 kN.
筒状体のヤング率の測定は、切断前の筒状体を20mmの長さに切断し、卓上引張試験機(SHIMAZU社製 EZ-LX)で下記の条件で引っ張り試験を実施し、ヤング率、伸び率および破断強度を求めた。また、筒状成形体のヤング率の測定は、筒状成形体を20mmの長さに切断し、同様に行った。なお、筒状成形体の引っ張り試験で伸縮するのは連結層のみであることから、筒状成型体の引っ張り試験で得られたヤング率、伸び率および破断強度を連結層のヤング率、伸び率および破断強度として取り扱った。
機器名:卓上引張試験機(SHIMAZU社製 EZ-LX)
初期長(L0):10mm
引張速度:500mm/min。
ロードセル:1kN。 [Measurement Example 8: Tension Test of Cylindrical Body and Cylindrical Mold]
To measure the Young's modulus of a tubular body, the tubular body before cutting is cut to a length of 20 mm, and a tensile test is carried out with a desktop tensile tester (EZ-LX manufactured by SHIMAZU) under the following conditions, and the Young's modulus is measured. , Elongation rate and breaking strength were determined. The Young's modulus of the tubular molded body was measured in the same manner by cutting the tubular molded body to a length of 20 mm. Since only the connecting layer expands and contracts in the tensile test of the tubular molded body, the Young's modulus, elongation and breaking strength obtained in the tensile test of the tubular molded body are the Young's modulus and elongation of the connecting layer. And treated as breaking strength.
Equipment name: Desktop tensile tester (SHIMAZU EZ-LX)
Initial length (L 0 ): 10 mm
Tensile speed: 500 mm / min.
Load cell: 1 kN.
<実施例1>
(筒状体の作製)
ポリ-L-乳酸(PLLA)(株式会社BMG社製、Mw=220,000、Mw/Mn=1.51)を濃度が20重量%となるようにクロロホルムに溶解させた。PLLA溶液を5mLのシリンジ(テルモ社)に採取し、シリンジにMECC社の紡糸装置NANON-3専用の18Gの針(MECC社)を取り付けた。PLLA溶液の入ったシリンジとφ4mmの金属製マンドレルを紡糸装置NANON-3にセットし、PLLA溶液をエレクトロスピニング法により、前記マンドレル上に紡糸することにより、PLLA製の筒状体を得た。紡糸条件は、紡糸距離:15cm、紡糸電圧:25kV、紡糸速度:3mL/時間、回転速度:50~100rpm、紡糸振幅:15cm、紡糸時間:60分間とした。紡糸後、得られた筒状体(切断前)は取り外さずにマンドレルごと、一晩常温で真空乾燥させた。筒状体を形成するPLLA層の厚みは、マイクロスコープ(ハイロックス社 KH-1300)で測定した結果、487μmであった。その後、筒状体(切断前)をマンドレルから取り外さないまま、ミクロトーム刃(フェザー安全剃刀株式会社製、S35TYPE、標準製品)を用いて、筒状体(切断前)の円周方向(全円周)に5mm毎に切れ込みを入れて切断し、筒状体(切断後)を作製した。 <Example 1>
(Making a tubular body)
Poly-L-lactic acid (PLLA) (manufactured by BMG Co., Ltd., Mw = 220,000, Mw / Mn = 1.51) was dissolved in chloroform so as to have a concentration of 20% by weight. The PLLA solution was collected in a 5 mL syringe (Terumo), and an 18 G needle (MECC) dedicated to the MECC spinning device NANON-3 was attached to the syringe. A syringe containing the PLLA solution and a φ4 mm metal mandrel were set in a spinning device NANON-3, and the PLLA solution was spun onto the mandrel by an electrospinning method to obtain a tubular body made of PLLA. The spinning conditions were spinning distance: 15 cm, spinning voltage: 25 kV, spinning speed: 3 mL / hour, rotation speed: 50 to 100 rpm, spinning amplitude: 15 cm, spinning time: 60 minutes. After spinning, the obtained tubular body (before cutting) was vacuum-dried overnight at room temperature together with the mandrel without removing it. The thickness of the PLLA layer forming the tubular body was 487 μm as a result of measurement with a microscope (KH-1300, Hirox Co., Ltd.). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction (total circumference) of the tubular body (before cutting) ) Was cut every 5 mm to prepare a tubular body (after cutting).
(筒状体の作製)
ポリ-L-乳酸(PLLA)(株式会社BMG社製、Mw=220,000、Mw/Mn=1.51)を濃度が20重量%となるようにクロロホルムに溶解させた。PLLA溶液を5mLのシリンジ(テルモ社)に採取し、シリンジにMECC社の紡糸装置NANON-3専用の18Gの針(MECC社)を取り付けた。PLLA溶液の入ったシリンジとφ4mmの金属製マンドレルを紡糸装置NANON-3にセットし、PLLA溶液をエレクトロスピニング法により、前記マンドレル上に紡糸することにより、PLLA製の筒状体を得た。紡糸条件は、紡糸距離:15cm、紡糸電圧:25kV、紡糸速度:3mL/時間、回転速度:50~100rpm、紡糸振幅:15cm、紡糸時間:60分間とした。紡糸後、得られた筒状体(切断前)は取り外さずにマンドレルごと、一晩常温で真空乾燥させた。筒状体を形成するPLLA層の厚みは、マイクロスコープ(ハイロックス社 KH-1300)で測定した結果、487μmであった。その後、筒状体(切断前)をマンドレルから取り外さないまま、ミクロトーム刃(フェザー安全剃刀株式会社製、S35TYPE、標準製品)を用いて、筒状体(切断前)の円周方向(全円周)に5mm毎に切れ込みを入れて切断し、筒状体(切断後)を作製した。 <Example 1>
(Making a tubular body)
Poly-L-lactic acid (PLLA) (manufactured by BMG Co., Ltd., Mw = 220,000, Mw / Mn = 1.51) was dissolved in chloroform so as to have a concentration of 20% by weight. The PLLA solution was collected in a 5 mL syringe (Terumo), and an 18 G needle (MECC) dedicated to the MECC spinning device NANON-3 was attached to the syringe. A syringe containing the PLLA solution and a φ4 mm metal mandrel were set in a spinning device NANON-3, and the PLLA solution was spun onto the mandrel by an electrospinning method to obtain a tubular body made of PLLA. The spinning conditions were spinning distance: 15 cm, spinning voltage: 25 kV, spinning speed: 3 mL / hour, rotation speed: 50 to 100 rpm, spinning amplitude: 15 cm, spinning time: 60 minutes. After spinning, the obtained tubular body (before cutting) was vacuum-dried overnight at room temperature together with the mandrel without removing it. The thickness of the PLLA layer forming the tubular body was 487 μm as a result of measurement with a microscope (KH-1300, Hirox Co., Ltd.). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction (total circumference) of the tubular body (before cutting) ) Was cut every 5 mm to prepare a tubular body (after cutting).
(連結層用のポリマーの合成)
連結層用のポリマーは次の様に合成した。50.0gのL-ラクチド(PURASORB L;PURAC社製)と、38.5mLのε-カプロラクトン(和光純薬工業株式会社製)とを、モノマーとしてセパラブルフラスコに採取した。フラスコ内をアルゴン雰囲気下とし、触媒として0.81gのオクチル酸スズ(II)(和光純薬工業株式会社製)を14.5mLのトルエン(超脱水)(和光純薬工業株式会社製)に溶解したもの、助開始剤としてイオン交換水をモノマー/助開始剤比が142.9となる量で添加した。90℃で、1時間助触媒反応を行ったあと、150℃で、6時間、共重合反応させて、粗コポリマーを得た。 (Synthesis of polymer for link layer)
The polymer for the link layer was synthesized as follows. 50.0 g of L-lactide (PURASORB L; manufactured by PURAC) and 38.5 mL of ε-caprolactone (manufactured by Wako Pure Chemical Industries, Ltd.) were collected in a separable flask as monomers. The inside of the flask is placed under an argon atmosphere, and 0.81 g of tin octylate (II) (manufactured by Wako Pure Chemical Industries, Ltd.) is dissolved in 14.5 mL of toluene (ultra-dehydrated) (manufactured by Wako Pure Chemical Industries, Ltd.) as a catalyst. As a co-initiator, ion-exchanged water was added in an amount such that the monomer / co-initiator ratio was 142.9. A co-catalyst reaction was carried out at 90 ° C. for 1 hour, and then a copolymerization reaction was carried out at 150 ° C. for 6 hours to obtain a crude copolymer.
連結層用のポリマーは次の様に合成した。50.0gのL-ラクチド(PURASORB L;PURAC社製)と、38.5mLのε-カプロラクトン(和光純薬工業株式会社製)とを、モノマーとしてセパラブルフラスコに採取した。フラスコ内をアルゴン雰囲気下とし、触媒として0.81gのオクチル酸スズ(II)(和光純薬工業株式会社製)を14.5mLのトルエン(超脱水)(和光純薬工業株式会社製)に溶解したもの、助開始剤としてイオン交換水をモノマー/助開始剤比が142.9となる量で添加した。90℃で、1時間助触媒反応を行ったあと、150℃で、6時間、共重合反応させて、粗コポリマーを得た。 (Synthesis of polymer for link layer)
The polymer for the link layer was synthesized as follows. 50.0 g of L-lactide (PURASORB L; manufactured by PURAC) and 38.5 mL of ε-caprolactone (manufactured by Wako Pure Chemical Industries, Ltd.) were collected in a separable flask as monomers. The inside of the flask is placed under an argon atmosphere, and 0.81 g of tin octylate (II) (manufactured by Wako Pure Chemical Industries, Ltd.) is dissolved in 14.5 mL of toluene (ultra-dehydrated) (manufactured by Wako Pure Chemical Industries, Ltd.) as a catalyst. As a co-initiator, ion-exchanged water was added in an amount such that the monomer / co-initiator ratio was 142.9. A co-catalyst reaction was carried out at 90 ° C. for 1 hour, and then a copolymerization reaction was carried out at 150 ° C. for 6 hours to obtain a crude copolymer.
得られた粗コポリマーを100mLのクロロホルムに溶解し、攪拌状態にある1400mLのメタノールに滴下して、沈殿物を得た。この操作を3回繰り返した後、沈殿物を70℃で減圧乾燥してマクロマーを得た。
The obtained crude copolymer was dissolved in 100 mL of chloroform and added dropwise to 1400 mL of methanol in a stirred state to obtain a precipitate. After repeating this operation three times, the precipitate was dried under reduced pressure at 70 ° C. to obtain macromer.
当該マクロマー7.5gと、触媒である0.28gのp-トルエンスルホン酸4,4-ジメチルアミノピリジニウム(合成品)と、0.10gの4,4-ジメチルアミノピリジン(和光純薬工業株式会社製)を採取した。これらをアルゴン雰囲気下とし、濃度が30%となるようにジクロロメタン(脱水)(和光純薬工業株式会社製)を加えて溶解した。ここに、縮合剤として0.47gのアミレン(東京化成工業社製)を5mLのジクロロメタンに溶解したものを添加し、室温で2日間縮合重合させた。
7.5 g of the macromer, 0.28 g of the catalyst, 4,4-dimethylaminopyridinium p-toluenesulfonic acid (synthetic product), and 0.10 g of 4,4-dimethylaminopyridine (Wako Pure Chemical Industries, Ltd.) Made) was collected. These were placed in an argon atmosphere, and dichloromethane (dehydrated) (manufactured by Wako Pure Chemical Industries, Ltd.) was added and dissolved so that the concentration became 30%. To this, 0.47 g of amylene (manufactured by Tokyo Chemical Industry Co., Ltd.) dissolved in 5 mL of dichloromethane was added as a condensing agent, and condensation polymerization was carried out at room temperature for 2 days.
得られた反応混合物に30mLのクロロホルムを添加し、攪拌状態にある15mMとなるよう酢酸を添加した500mLのヘキサンに滴下して、沈殿物を得た。この沈殿物を50mLのクロロホルムに溶解し、攪拌状態にある500mLのメタノールに滴下して、沈殿物を得た。この操作を2回繰り返した後、沈殿物として精製ポリエステルコポリマーを得た。
30 mL of chloroform was added to the obtained reaction mixture, and the mixture was added dropwise to 500 mL of hexane to which acetic acid was added so as to be 15 mM in a stirred state to obtain a precipitate. This precipitate was dissolved in 50 mL of chloroform and added dropwise to 500 mL of methanol in a stirred state to obtain a precipitate. After repeating this operation twice, a purified polyester copolymer was obtained as a precipitate.
得られた精製ポリエステルコポリマーを、前記測定例1~5に記載の方法で測定した結果、重量平均分子量は240,000、共重合比は乳酸:カプロラクトン=53.0:47.0(重量比)、R値は0.60、結晶化率は0%、ヤング率は2.98MPa、引張強さは33.7MPa、破断伸度は1032%、仕事保存率は57.5%、永久歪み20%であった。
As a result of measuring the obtained purified polyester copolymer by the method described in Measurement Examples 1 to 5, the weight average molecular weight was 240,000, and the copolymerization ratio was lactic acid: caprolactone = 53.0: 47.0 (weight ratio). , R value is 0.60, crystallization rate is 0%, Young's modulus is 2.98 MPa, tensile strength is 33.7 MPa, elongation at break is 1032%, work preservation rate is 57.5%, permanent strain is 20%. Met.
(医療器具用筒状成形体(複数の筒状体を連結層で連結した成形体)の作製)
前記「筒状体の作製」で切断した筒状体(切断後)を有するマンドレルを再度紡糸装置NANON-3にセットした。上記のようにして合成した連結層用のポリマーを濃度が30重量%となるようにクロロホルムに溶解させた。連結層用のポリマー溶液を5mLのシリンジ(テルモ社)に採取し、シリンジにMECC社の紡糸装置NANON-3専用の18Gの針(MECC社)を取り付けた。連結層用のポリマー溶液の入ったシリンジを紡糸装置NANON-3にセットし、連結層用のポリマー溶液をエレクトロスピニング法により、前記筒状体(切断後)を有するマンドレル上へ紡糸することによって、筒状体(切断後)の外側に連結層を作成した。紡糸条件は、紡糸距離:15cm、紡糸電圧:30kV、紡糸速度:3mL/時間、回転速度:50~100rpm、紡糸振幅:15cm、紡糸時間:60分間とした。紡糸後、筒状の成形体は取り外さずにマンドレルごと、一晩常温で真空乾燥させた。その後、マンドレルを抜去することにより、複数の筒状体が連結層で連結された医療器具用筒状成形体を得た。連結層を含む筒状成形体の厚みをマイクロスコープ(ハイロックス社 KH―1300)で測定し、前記筒状体を形成するPLLA層の厚みを差し引くことで、連結層の厚みは309μmと算出された。 (Manufacturing a tubular molded body for medical equipment (a molded body in which a plurality of tubular bodies are connected by a connecting layer))
The mandrel having the tubular body (after cutting) cut in the above-mentioned "preparation of the tubular body" was set again in the spinning device NANON-3. The polymer for the link layer synthesized as described above was dissolved in chloroform so as to have a concentration of 30% by weight. The polymer solution for the link layer was collected in a 5 mL syringe (Terumo), and an 18 G needle (MECC) dedicated to the MECC spinning device NANON-3 was attached to the syringe. A syringe containing a polymer solution for a connecting layer is set in a spinning device NANON-3, and the polymer solution for a connecting layer is spun onto a mandrel having the tubular body (after cutting) by an electrospinning method. A connecting layer was created on the outside of the tubular body (after cutting). The spinning conditions were spinning distance: 15 cm, spinning voltage: 30 kV, spinning speed: 3 mL / hour, rotation speed: 50 to 100 rpm, spinning amplitude: 15 cm, spinning time: 60 minutes. After spinning, the tubular molded body was vacuum-dried overnight at room temperature together with the mandrel without removing it. Then, by removing the mandrel, a tubular molded body for medical devices in which a plurality of tubular bodies were connected by a connecting layer was obtained. The thickness of the connecting layer is calculated to be 309 μm by measuring the thickness of the tubular molded body including the connecting layer with a microscope (KH-1300, Hirox) and subtracting the thickness of the PLLA layer forming the tubular body. rice field.
前記「筒状体の作製」で切断した筒状体(切断後)を有するマンドレルを再度紡糸装置NANON-3にセットした。上記のようにして合成した連結層用のポリマーを濃度が30重量%となるようにクロロホルムに溶解させた。連結層用のポリマー溶液を5mLのシリンジ(テルモ社)に採取し、シリンジにMECC社の紡糸装置NANON-3専用の18Gの針(MECC社)を取り付けた。連結層用のポリマー溶液の入ったシリンジを紡糸装置NANON-3にセットし、連結層用のポリマー溶液をエレクトロスピニング法により、前記筒状体(切断後)を有するマンドレル上へ紡糸することによって、筒状体(切断後)の外側に連結層を作成した。紡糸条件は、紡糸距離:15cm、紡糸電圧:30kV、紡糸速度:3mL/時間、回転速度:50~100rpm、紡糸振幅:15cm、紡糸時間:60分間とした。紡糸後、筒状の成形体は取り外さずにマンドレルごと、一晩常温で真空乾燥させた。その後、マンドレルを抜去することにより、複数の筒状体が連結層で連結された医療器具用筒状成形体を得た。連結層を含む筒状成形体の厚みをマイクロスコープ(ハイロックス社 KH―1300)で測定し、前記筒状体を形成するPLLA層の厚みを差し引くことで、連結層の厚みは309μmと算出された。 (Manufacturing a tubular molded body for medical equipment (a molded body in which a plurality of tubular bodies are connected by a connecting layer))
The mandrel having the tubular body (after cutting) cut in the above-mentioned "preparation of the tubular body" was set again in the spinning device NANON-3. The polymer for the link layer synthesized as described above was dissolved in chloroform so as to have a concentration of 30% by weight. The polymer solution for the link layer was collected in a 5 mL syringe (Terumo), and an 18 G needle (MECC) dedicated to the MECC spinning device NANON-3 was attached to the syringe. A syringe containing a polymer solution for a connecting layer is set in a spinning device NANON-3, and the polymer solution for a connecting layer is spun onto a mandrel having the tubular body (after cutting) by an electrospinning method. A connecting layer was created on the outside of the tubular body (after cutting). The spinning conditions were spinning distance: 15 cm, spinning voltage: 30 kV, spinning speed: 3 mL / hour, rotation speed: 50 to 100 rpm, spinning amplitude: 15 cm, spinning time: 60 minutes. After spinning, the tubular molded body was vacuum-dried overnight at room temperature together with the mandrel without removing it. Then, by removing the mandrel, a tubular molded body for medical devices in which a plurality of tubular bodies were connected by a connecting layer was obtained. The thickness of the connecting layer is calculated to be 309 μm by measuring the thickness of the tubular molded body including the connecting layer with a microscope (KH-1300, Hirox) and subtracting the thickness of the PLLA layer forming the tubular body. rice field.
実施例1の医療器具用筒状成形体は、長さ5mmの複数の筒状体が0.2mmの間隔で配置され、該複数の筒状体が連結層によって連結されており、該連結層は筒状体の外側に接して配置された態様となった。
In the tubular molded body for medical instruments of Example 1, a plurality of cylindrical bodies having a length of 5 mm are arranged at intervals of 0.2 mm, and the plurality of tubular bodies are connected by a connecting layer, and the connecting layer is connected. Was arranged in contact with the outside of the tubular body.
また、筒状体のヤング率測定のため、切断の間隔を20mmにした以外は、前記「筒状体の作製」と同様の方法により、20mmに切断された筒状体を作成した。測定例8に記載のように、作成した20mmの筒状体を初期長10mmとなるよう試験機にセットし、引っ張り試験を実施した結果、筒状体のヤング率は34.8MPaであった。
Further, in order to measure the Young's modulus of the tubular body, a tubular body cut to 20 mm was prepared by the same method as in the above-mentioned "Production of tubular body" except that the cutting interval was set to 20 mm. As described in Measurement Example 8, the prepared 20 mm cylindrical body was set in a testing machine so as to have an initial length of 10 mm, and a tensile test was carried out. As a result, the Young's modulus of the tubular body was 34.8 MPa.
得られた医療器具用筒状成形体を測定例6に記載のキンク発生抑制試験および測定例7に記載の耐圧性試験を実施した結果を表1に示した。また、図5に測定例6において、筒状成形体を60°角に折り曲げた状態の写真を示す。図5に示す通り、実施例1の筒状成形体は、60°角に折り曲げてもキンクが発生していない。写真中、筒状成形体に挿入されている細いものが針金である。
Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product for medical devices. Further, FIG. 5 shows a photograph of the cylindrical molded body bent at a 60 ° angle in Measurement Example 6. As shown in FIG. 5, the cylindrical molded body of Example 1 does not generate kink even when bent at a 60 ° angle. In the photograph, the thin thing inserted in the tubular molded body is the wire.
また前述のとおり、筒状体のヤング率は6.3MPa以上であり、連結層のヤング率は6.3MPa未満となった。
Further, as described above, the Young's modulus of the tubular body was 6.3 MPa or more, and the Young's modulus of the connecting layer was less than 6.3 MPa.
<比較例1>
実施例1と同様にして筒状体(切断前)を作成した後、ミクロトーム刃で切断しなかった以外は、実施例1と同様にして医療器具用筒状成形体を作成した。 <Comparative example 1>
After preparing a tubular body (before cutting) in the same manner as in Example 1, a tubular molded body for medical instruments was prepared in the same manner as in Example 1 except that the tubular body (before cutting) was not cut with a microtome blade.
実施例1と同様にして筒状体(切断前)を作成した後、ミクロトーム刃で切断しなかった以外は、実施例1と同様にして医療器具用筒状成形体を作成した。 <Comparative example 1>
After preparing a tubular body (before cutting) in the same manner as in Example 1, a tubular molded body for medical instruments was prepared in the same manner as in Example 1 except that the tubular body (before cutting) was not cut with a microtome blade.
得られた筒状成形体を測定例6に記載のキンク発生抑制試験および測定例7に記載耐圧性試験を実施した結果を表1に示した。120°角でキンクが発生しているため、キンク発生抑制効果が無いことが分かる。
Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product. Since the kink is generated at a 120 ° angle, it can be seen that there is no effect of suppressing the occurrence of kink.
実施例1と比較例1を比較すると50%圧縮圧力がほぼ同じであることから、実施例1と比較例1において耐圧性がほぼ変わらなかった。それにも関わらず実施例1では60°角までキンク発生がないことから、実施例1ではキンク発生が抑制できたことが分かる。
Comparing Example 1 and Comparative Example 1, the 50% compression pressure was almost the same, so that the pressure resistance was almost the same between Example 1 and Comparative Example 1. Nevertheless, in Example 1, kink generation did not occur up to a 60 ° angle, indicating that in Example 1, kink generation could be suppressed.
<実施例2>
(筒状体の作製)
筒状体を作製するためのポリマー溶液として、PLLA溶液の代わりにグリコール酸/L-乳酸共重合体(PGLA)(株式会社BMG社製、Mw=260,000、Mw/Mn=1.64、GA:LA=10.1:89.9)を濃度が10重量%となるようにクロロホルムに溶解させた溶液を用いた以外は、実施例1と同様にして筒状体(切断前)を作成した。 <Example 2>
(Making a tubular body)
As a polymer solution for producing a tubular body, instead of a PLLA solution, a glycolic acid / L-lactic acid copolymer (PGLA) (manufactured by BMG Co., Ltd., Mw = 260,000, Mw / Mn = 1.64, A tubular body (before cutting) was prepared in the same manner as in Example 1 except that a solution prepared by dissolving GA: LA = 10.1: 89.9) in chloroform so as to have a concentration of 10% by weight was used. bottom.
(筒状体の作製)
筒状体を作製するためのポリマー溶液として、PLLA溶液の代わりにグリコール酸/L-乳酸共重合体(PGLA)(株式会社BMG社製、Mw=260,000、Mw/Mn=1.64、GA:LA=10.1:89.9)を濃度が10重量%となるようにクロロホルムに溶解させた溶液を用いた以外は、実施例1と同様にして筒状体(切断前)を作成した。 <Example 2>
(Making a tubular body)
As a polymer solution for producing a tubular body, instead of a PLLA solution, a glycolic acid / L-lactic acid copolymer (PGLA) (manufactured by BMG Co., Ltd., Mw = 260,000, Mw / Mn = 1.64, A tubular body (before cutting) was prepared in the same manner as in Example 1 except that a solution prepared by dissolving GA: LA = 10.1: 89.9) in chloroform so as to have a concentration of 10% by weight was used. bottom.
筒状体を形成するPGLA層の厚みは高速・高精度寸法測定器(キーエンス社製、LS-9030)で測定した結果、336μmであった。その後、筒状体(切断前)をマンドレルから取り外さずさないまま、ミクロトーム刃(フェザー安全剃刀株式会社製、S35TYPE、標準製品)を用いて、筒状体(切断前)の円周方向(全円周)に2.5mm毎に切れ込みを入れ、筒状体(切断後)を作製した。
The thickness of the PGLA layer forming the tubular body was 336 μm as a result of measurement with a high-speed, high-precision dimensional measuring instrument (LS-9030 manufactured by KEYENCE CORPORATION). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (manufactured by Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction of the tubular body (before cutting) (all). Cuts were made in the circumference) every 2.5 mm to prepare a tubular body (after cutting).
(医療器具用筒状成形体(複数の筒状体を連結層で連結した成形体)の作製)
前記「筒状体の作製」で切断した筒状体(切断後)を有するマンドレルを再度紡糸装置NANON-3にセットした。実施例1記載の連結層用のポリマーを用い、実施例1と同様にして、複数の筒状体が連結層で連結された医療器具用筒状成形体を得た。 (Manufacturing a tubular molded body for medical equipment (a molded body in which a plurality of tubular bodies are connected by a connecting layer))
The mandrel having the tubular body (after cutting) cut in the above-mentioned "preparation of the tubular body" was set again in the spinning device NANON-3. Using the polymer for the connecting layer described in Example 1, a tubular molded body for a medical device in which a plurality of tubular bodies were connected by a connecting layer was obtained in the same manner as in Example 1.
前記「筒状体の作製」で切断した筒状体(切断後)を有するマンドレルを再度紡糸装置NANON-3にセットした。実施例1記載の連結層用のポリマーを用い、実施例1と同様にして、複数の筒状体が連結層で連結された医療器具用筒状成形体を得た。 (Manufacturing a tubular molded body for medical equipment (a molded body in which a plurality of tubular bodies are connected by a connecting layer))
The mandrel having the tubular body (after cutting) cut in the above-mentioned "preparation of the tubular body" was set again in the spinning device NANON-3. Using the polymer for the connecting layer described in Example 1, a tubular molded body for a medical device in which a plurality of tubular bodies were connected by a connecting layer was obtained in the same manner as in Example 1.
連結層を含む筒状成形体の厚みを高速・高精度寸法測定器(キーエンス社製、LS-9030)で測定し、前記筒状体を形成するPGLA層の厚みを差し引くことで、連結層の厚みは362μmと算出された。
The thickness of the tubular molded body including the connecting layer is measured with a high-speed, high-precision dimensional measuring device (LS-9030 manufactured by KEYENCE CORPORATION), and the thickness of the PGLA layer forming the tubular body is subtracted to obtain the connecting layer. The thickness was calculated to be 362 μm.
また、実施例1と同様に筒状体のヤング率を測定したところ74.4MPaであった。
Moreover, when the Young's modulus of the tubular body was measured in the same manner as in Example 1, it was 74.4 MPa.
実施例2の医療器具用筒状成形体は、長さ2.5mmの複数の筒状体が0.2mmの間隔で配置され、該複数の筒状体が連結層によって連結されており、該連結層は筒状体の外側に接して配置された態様となった。
In the tubular molded body for medical instruments of Example 2, a plurality of cylindrical bodies having a length of 2.5 mm are arranged at intervals of 0.2 mm, and the plurality of tubular bodies are connected by a connecting layer. The connecting layer was arranged so as to be in contact with the outside of the tubular body.
得られた医療器具用筒状成形体を測定例6に記載のキンク発生抑制試験および測定例7に記載の耐圧性試験を実施した結果を表1に示した。なお、実施例2の筒状成形体は、図6の写真に示すように、測定例6の条件よりもさらに厳しい、一巻きした状態でもキンクが発生していない。
Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product for medical devices. As shown in the photograph of FIG. 6, the cylindrical molded body of Example 2 does not generate kink even in a one-rolled state, which is more severe than the conditions of Measurement Example 6.
また、測定例8に記載の引っ張り試験を実施した結果、ヤング率は1.5MPa、伸び率は1900%、破断強度は4.4MPaであった。
Further, as a result of carrying out the tensile test described in Measurement Example 8, Young's modulus was 1.5 MPa, elongation rate was 1900%, and breaking strength was 4.4 MPa.
<実施例3>
(筒状体の作製)
筒状体を作製するためのポリマー溶液として、PLLA溶液の代わりにグリコール酸/L-乳酸共重合体(PGLA)(株式会社BMG社製、Mw=250,000、Mw/Mn=1.63、GA:LA=20.5:79.5)を濃度が10重量%となるようにクロロホルムに溶解させた溶液を用いた以外は、実施例1と同様にして筒状体(切断前)を作成した。 <Example 3>
(Making a tubular body)
As a polymer solution for producing a tubular body, instead of a PLLA solution, a glycolic acid / L-lactic acid copolymer (PGLA) (manufactured by BMG Co., Ltd., Mw = 250,000, Mw / Mn = 1.63, A tubular body (before cutting) was prepared in the same manner as in Example 1 except that a solution prepared by dissolving GA: LA = 20.5: 79.5) in chloroform so as to have a concentration of 10% by weight was used. bottom.
(筒状体の作製)
筒状体を作製するためのポリマー溶液として、PLLA溶液の代わりにグリコール酸/L-乳酸共重合体(PGLA)(株式会社BMG社製、Mw=250,000、Mw/Mn=1.63、GA:LA=20.5:79.5)を濃度が10重量%となるようにクロロホルムに溶解させた溶液を用いた以外は、実施例1と同様にして筒状体(切断前)を作成した。 <Example 3>
(Making a tubular body)
As a polymer solution for producing a tubular body, instead of a PLLA solution, a glycolic acid / L-lactic acid copolymer (PGLA) (manufactured by BMG Co., Ltd., Mw = 250,000, Mw / Mn = 1.63, A tubular body (before cutting) was prepared in the same manner as in Example 1 except that a solution prepared by dissolving GA: LA = 20.5: 79.5) in chloroform so as to have a concentration of 10% by weight was used. bottom.
PGLA層の厚みは高速・高精度寸法測定器(キーエンス社製、LS-9030)で測定した結果、328μmであった。その後、筒状体(切断前)をマンドレルから取り外さずさないまま、ミクロトーム刃(フェザー安全剃刀株式会社製、S35TYPE、標準製品)を用いて、筒状体(切断前)の円周方向(全円周)に2.5mm毎に切れ込みを入れ、筒状体(切断後)を作製した。
The thickness of the PGLA layer was 328 μm as a result of measurement with a high-speed, high-precision dimensional measuring device (LS-9030 manufactured by KEYENCE CORPORATION). After that, without removing the tubular body (before cutting) from the mandrel, using a microtome blade (manufactured by Feather Safety Razor Co., Ltd., S35TYPE, standard product), the circumferential direction of the tubular body (before cutting) (all). Cuts were made in the circumference) every 2.5 mm to prepare a tubular body (after cutting).
(医療器具用筒状成形体(複数の筒状体を連結層で連結した成形体)の作製)
前記「筒状体の作製」で切断した筒状体(切断後)を有するマンドレルを再度紡糸装置NANON-3にセットした。実施例1記載の連結層用のポリマーを用い、実施例1と同様にして、複数の筒状体が連結層で連結された医療器具用筒状成形体を得た。 (Manufacturing a tubular molded body for medical equipment (a molded body in which a plurality of tubular bodies are connected by a connecting layer))
The mandrel having the tubular body (after cutting) cut in the above-mentioned "preparation of the tubular body" was set again in the spinning device NANON-3. Using the polymer for the connecting layer described in Example 1, a tubular molded body for a medical device in which a plurality of tubular bodies were connected by a connecting layer was obtained in the same manner as in Example 1.
前記「筒状体の作製」で切断した筒状体(切断後)を有するマンドレルを再度紡糸装置NANON-3にセットした。実施例1記載の連結層用のポリマーを用い、実施例1と同様にして、複数の筒状体が連結層で連結された医療器具用筒状成形体を得た。 (Manufacturing a tubular molded body for medical equipment (a molded body in which a plurality of tubular bodies are connected by a connecting layer))
The mandrel having the tubular body (after cutting) cut in the above-mentioned "preparation of the tubular body" was set again in the spinning device NANON-3. Using the polymer for the connecting layer described in Example 1, a tubular molded body for a medical device in which a plurality of tubular bodies were connected by a connecting layer was obtained in the same manner as in Example 1.
連結層を含む筒状成形体の厚みを高速・高精度寸法測定器(キーエンス社製、LS-9030)で測定し、前記PGLA層の厚みを差し引くことで、連結層の厚みは384μmと算出された。
By measuring the thickness of the cylindrical molded body including the connecting layer with a high-speed, high-precision dimensional measuring device (LS-9030 manufactured by KEYENCE CORPORATION) and subtracting the thickness of the PGLA layer, the thickness of the connecting layer is calculated to be 384 μm. rice field.
また、実施例1と同様に筒状体のヤング率を測定したところ、79.2MPaであった。
Moreover, when the Young's modulus of the tubular body was measured in the same manner as in Example 1, it was 79.2 MPa.
実施例3の医療器具用筒状成形体は、長さ2.5mmの複数の筒状体が0.2mmの間隔で配置され、該複数の筒状体が連結層によって連結されており、該連結層は筒状体の外側に接して配置された態様となった。
In the tubular molded body for medical instruments of Example 3, a plurality of cylindrical bodies having a length of 2.5 mm are arranged at intervals of 0.2 mm, and the plurality of tubular bodies are connected by a connecting layer. The connecting layer was arranged so as to be in contact with the outside of the tubular body.
得られた医療器具用筒状成形体を測定例6に記載のキンク発生抑制試験および測定例7に記載の耐圧性試験を実施した結果を表1に示した。
Table 1 shows the results of carrying out the kink generation suppression test described in Measurement Example 6 and the pressure resistance test described in Measurement Example 7 on the obtained tubular molded product for medical devices.
また、測定例8に記載の引っ張り試験を実施した結果、ヤング率は0.7MPa、伸び率は1200%、破断強度は4.3MPaであった。
Further, as a result of carrying out the tensile test described in Measurement Example 8, Young's modulus was 0.7 MPa, elongation rate was 1200%, and breaking strength was 4.3 MPa.

本発明の医療器具用筒状成形体は、複数の筒状体を連結する柔軟な層により、湾曲や屈折に対して柔軟に変形し、キンク発生を抑制することができることから、神経再生誘導チューブなどに好適に用いることができる。
The tubular molded body for medical instruments of the present invention can be flexibly deformed with respect to bending and refraction by a flexible layer connecting a plurality of tubular bodies, and can suppress the generation of kink. Therefore, a nerve regeneration induction tube It can be suitably used for such purposes.
10 神経再生誘導チューブ
11 足場材料
200 神経細胞
201 軸索
210 シュワン細胞
211 シュワン細胞
A 隣接する一方の筒状体
B 隣接する他方の筒状体
C 連結層 10 Nerveregeneration induction tube 11 Scaffolding material 200 Nerve cell 201 Axle 210 Schwann cell 211 Schwann cell A Adjacent one tubular body B Adjacent other tubular body C connecting layer
11 足場材料
200 神経細胞
201 軸索
210 シュワン細胞
211 シュワン細胞
A 隣接する一方の筒状体
B 隣接する他方の筒状体
C 連結層 10 Nerve
Claims (12)
- 複数の筒状体、ならびに、前記筒状体を連結する連結層を有する、医療器具用筒状成形体。 A tubular molded body for medical instruments having a plurality of tubular bodies and a connecting layer connecting the tubular bodies.
- 隣り合う前記筒状体の間隔が、1mm以下である、請求項1に記載の成形体。 The molded body according to claim 1, wherein the distance between adjacent tubular bodies is 1 mm or less.
- 前記成形体の長軸方向に沿った方向の前記筒状体の長さが、1.0mm~10mmである、請求項1または2に記載の成形体。 The molded product according to claim 1 or 2, wherein the length of the tubular body in the direction along the long axis direction of the molded product is 1.0 mm to 10 mm.
- 前記筒状体および前記連結層が接しており、前記連結層が、前記筒状体の外側に配置されている、請求項1~3のいずれかに記載の成形体。 The molded product according to any one of claims 1 to 3, wherein the tubular body and the connecting layer are in contact with each other, and the connecting layer is arranged outside the tubular body.
- 前記筒状体および前記連結層が接しており、前記連結層が、前記筒状体の内側に配置されている、請求項1~3のいずれかに記載の成形体。 The molded product according to any one of claims 1 to 3, wherein the tubular body and the connecting layer are in contact with each other, and the connecting layer is arranged inside the tubular body.
- 前記筒状体および前記連結層が接しており、前記連結層が、隣接する筒状体のうち、一方の筒状体(筒状体A)の内側に配置され、他方の筒状体(筒状体B)の外側に配置されている、請求項1~3のいずれかに記載の成形体。 The tubular body and the connecting layer are in contact with each other, and the connecting layer is arranged inside one of the adjacent tubular bodies (cylindrical body A) and the other tubular body (cylindrical body). The molded body according to any one of claims 1 to 3, which is arranged outside the body B).
- 前記筒状体のヤング率が6.3MPa以上であり、前記連結層のヤング率が6.3MPa未満である、請求項1~6のいずれかに記載の成形体。 The molded product according to any one of claims 1 to 6, wherein the tubular body has a Young's modulus of 6.3 MPa or more and the connecting layer has a Young's modulus of less than 6.3 MPa.
- 前記連結層が、ヒドロキシカルボン酸残基およびラクトン残基を主構成単位とするポリエステルコポリマーを含み、
前記ポリエステルコポリマーが、下記条件(A)および条件(B)を満たす、請求項1~7のいずれかに記載の成形体:
条件(A)R値が0.45以上0.99以下である;
R値=[AB]/(2[A][B])×100
[A]:ポリエステルコポリマー中の、ヒドロキシカルボン酸残基のモル分率(%)
[B]:ポリエステルコポリマー中の、ラクトン残基のモル分率(%)
[AB]:ポリエステルコポリマー中の、ヒドロキシカルボン酸残基とラクトン残基が隣り合った構造(A-B、およびB-A)のモル分率(%)
条件(B)ヒドロキシカルボン酸残基およびラクトン残基の少なくとも一方の結晶化率が14%未満である。 The connecting layer contains a polyester copolymer having a hydroxycarboxylic acid residue and a lactone residue as main constituent units.
The molded article according to any one of claims 1 to 7, wherein the polyester copolymer satisfies the following conditions (A) and (B).
Condition (A) R value is 0.45 or more and 0.99 or less;
R value = [AB] / (2 [A] [B]) x 100
[A]: Mole fraction (%) of hydroxycarboxylic acid residues in the polyester copolymer
[B]: Mole fraction (%) of lactone residue in polyester copolymer
[AB]: Mole fraction (%) of the structure (AB, and BA) in which the hydroxycarboxylic acid residue and the lactone residue are adjacent to each other in the polyester copolymer.
Condition (B) The crystallization rate of at least one of the hydroxycarboxylic acid residue and the lactone residue is less than 14%. - 前記連結層が、ジラクチド/ε-カプロラクトン共重合体を含み、
前記ジラクチド/ε-カプロラクトン共重合体が、下記条件(C)および条件(D)を満たす、請求項1~8のいずれかに記載の成形体:
条件(C)R値が0.45以上0.99以下である;
R値=[AB]/(2[A][B])×100
[A]:ジラクチド/ε-カプロラクトン共重合体中の、ジラクチド残基のモル分率(%)
[B]:ジラクチド/ε-カプロラクトン共重合体中の、ε-カプロラクトン残基のモル分率(%)
[AB]:ジラクチド/ε-カプロラクトン共重合体中の、ジラクチド残基とε-カプロラクトン残基が隣り合った構造(A-B、およびB-A)のモル分率(%)
条件(D)ジラクチド残基またはε-カプロラクトン残基の少なくとも一方の結晶化率が14%未満である。 The link layer contains a dilactide / ε-caprolactone copolymer
The molded product according to any one of claims 1 to 8, wherein the dilactide / ε-caprolactone copolymer satisfies the following conditions (C) and (D).
Condition (C) R value is 0.45 or more and 0.99 or less;
R value = [AB] / (2 [A] [B]) x 100
[A]: Mole fraction (%) of dilactide residues in the dilactide / ε-caprolactone copolymer
[B]: Mole fraction (%) of ε-caprolactone residue in dilactide / ε-caprolactone copolymer
[AB]: Mole fraction (%) of the structure (AB and BA) in which the dilactide residue and the ε-caprolactone residue are adjacent to each other in the dilactide / ε-caprolactone copolymer.
Condition (D) At least one of the dilactide residue and the ε-caprolactone residue has a crystallization rate of less than 14%. - 前記筒状体が、生体吸収性ポリエステルを含む、請求項1~9のいずれかに記載の成形体。 The molded product according to any one of claims 1 to 9, wherein the tubular body contains a bioabsorbable polyester.
- 請求項1~10のいずれかに記載の成形体を含む、医療器具。 A medical device containing the molded product according to any one of claims 1 to 10.
- 請求項1~10のいずれかに記載の成形体を含む、神経再生誘導チューブ。 A nerve regeneration induction tube containing the molded product according to any one of claims 1 to 10.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021518685A JPWO2021187354A1 (en) | 2020-03-19 | 2021-03-12 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020049014 | 2020-03-19 | ||
| JP2020-049014 | 2020-03-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021187354A1 true WO2021187354A1 (en) | 2021-09-23 |
Family
ID=77772116
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2021/010026 WO2021187354A1 (en) | 2020-03-19 | 2021-03-12 | Cylindrical molded body for medical instrument |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JPWO2021187354A1 (en) |
| WO (1) | WO2021187354A1 (en) |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011206203A (en) * | 2010-03-29 | 2011-10-20 | Kawasumi Lab Inc | Nerve regeneration tube and method for manufacturing the same |
| JP6397887B2 (en) * | 2013-03-15 | 2018-09-26 | トゥエルヴ, インコーポレイテッド | Prosthetic heart valve device, prosthetic mitral valve, and related systems and methods |
| US20190118456A1 (en) * | 2017-09-08 | 2019-04-25 | Zeus Industrial Products, Inc. | Polymeric tubes with controlled orientation |
-
2021
- 2021-03-12 JP JP2021518685A patent/JPWO2021187354A1/ja active Pending
- 2021-03-12 WO PCT/JP2021/010026 patent/WO2021187354A1/en active Application Filing
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011206203A (en) * | 2010-03-29 | 2011-10-20 | Kawasumi Lab Inc | Nerve regeneration tube and method for manufacturing the same |
| JP6397887B2 (en) * | 2013-03-15 | 2018-09-26 | トゥエルヴ, インコーポレイテッド | Prosthetic heart valve device, prosthetic mitral valve, and related systems and methods |
| US20190118456A1 (en) * | 2017-09-08 | 2019-04-25 | Zeus Industrial Products, Inc. | Polymeric tubes with controlled orientation |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021187354A1 (en) | 2021-09-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6365172B1 (en) | Device of bioabsorbable triglycolic acid poly(ester-amide)s, and methods of making the same | |
| JP3161729B2 (en) | Method for producing medically applicable article from copolymer of lactide and ε-caprolactone | |
| Yang et al. | In vitro enzymatic degradation of the cross-linked poly (ε-caprolactone) implants | |
| EP3778716B1 (en) | Biodegradable block copolymer | |
| JPS62164718A (en) | Crystalline copolymer of para-dioxanone and lactide and surgical device formed therefrom | |
| JP2023106608A (en) | Polyester copolymer and method for producing the same | |
| EP0617712A1 (en) | Copolymer of lactone and carbonate and process for the preparation of such a copolymer. | |
| WO2021187354A1 (en) | Cylindrical molded body for medical instrument | |
| WO2020122096A1 (en) | Medical molded article, medical device, and nerve regeneration inducing tube | |
| US20220251372A1 (en) | Polymer composition, molded body, and nerve regeneration inducing tube | |
| JP2020092874A (en) | Medical molding | |
| EP4239026A1 (en) | Polymer composition and molded article | |
| JP7302296B2 (en) | Polyester copolymer and method for producing same | |
| JP2021145919A (en) | Cylindrical molded article | |
| JP2021145920A (en) | Cylindrical molded body | |
| JP4022220B2 (en) | Block copolymer for surgical supplies | |
| WO2014149801A1 (en) | Polylactone polymers prepared from monol and diol polymerization initiators possessing two or more carboxylic acid groups | |
| JP2021192779A (en) | Stent | |
| JP2021193159A (en) | Polyester copolymer | |
| US20100062036A1 (en) | Multiblock Copolymers with Shape-Memory Properties | |
| WO2021039571A1 (en) | Fiber structure and method for producing same | |
| JP2022077948A (en) | Polymer composition |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2021518685 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 21771722 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 21771722 Country of ref document: EP Kind code of ref document: A1 |