WO2021152897A1 - リニア振動モータ、それを用いた電子機器、振動子および振動子の製造方法 - Google Patents
リニア振動モータ、それを用いた電子機器、振動子および振動子の製造方法 Download PDFInfo
- Publication number
- WO2021152897A1 WO2021152897A1 PCT/JP2020/033657 JP2020033657W WO2021152897A1 WO 2021152897 A1 WO2021152897 A1 WO 2021152897A1 JP 2020033657 W JP2020033657 W JP 2020033657W WO 2021152897 A1 WO2021152897 A1 WO 2021152897A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- main surface
- thin plate
- magnet
- pattern
- vibration motor
- Prior art date
Links
Images












Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K33/00—Motors with reciprocating, oscillating or vibrating magnet, armature or coil system
- H02K33/18—Motors with reciprocating, oscillating or vibrating magnet, armature or coil system with coil systems moving upon intermittent or reversed energisation thereof by interaction with a fixed field system, e.g. permanent magnets
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K33/00—Motors with reciprocating, oscillating or vibrating magnet, armature or coil system
- H02K33/16—Motors with reciprocating, oscillating or vibrating magnet, armature or coil system with polarised armatures moving in alternate directions by reversal or energisation of a single coil system
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B06—GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS IN GENERAL
- B06B—METHODS OR APPARATUS FOR GENERATING OR TRANSMITTING MECHANICAL VIBRATIONS OF INFRASONIC, SONIC, OR ULTRASONIC FREQUENCY, e.g. FOR PERFORMING MECHANICAL WORK IN GENERAL
- B06B1/00—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency
- B06B1/02—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy
- B06B1/04—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy operating with electromagnetism
- B06B1/045—Methods or apparatus for generating mechanical vibrations of infrasonic, sonic, or ultrasonic frequency making use of electrical energy operating with electromagnetism using vibrating magnet, armature or coil system
-
- G—PHYSICS
- G06—COMPUTING; CALCULATING OR COUNTING
- G06F—ELECTRIC DIGITAL DATA PROCESSING
- G06F3/00—Input arrangements for transferring data to be processed into a form capable of being handled by the computer; Output arrangements for transferring data from processing unit to output unit, e.g. interface arrangements
- G06F3/01—Input arrangements or combined input and output arrangements for interaction between user and computer
- G06F3/03—Arrangements for converting the position or the displacement of a member into a coded form
- G06F3/041—Digitisers, e.g. for touch screens or touch pads, characterised by the transducing means
Definitions
- This disclosure relates to a linear vibration motor, an electronic device using the linear vibration motor, a vibrator, and a method for manufacturing the vibrator.
- a linear vibration motor may be used as a vibration generator for skin sensation feedback or for confirming key operations or incoming calls by vibration.
- An example of a linear vibration motor is the linear vibration motor described in US Patent Application Publication No. 2016/0226361 (Patent Document 1).
- FIG. 14 is a cross-sectional view of the linear vibration motor described in Patent Document 1.
- the linear vibration motor 300 includes a housing 301, a vibrator 302, a coil 303, a first guide 304, and a second guide 305.
- the vibrator 302 includes a weight portion 302a, a first magnet M301 fixed to the weight portion 302a, a second magnet M302, and a third magnet M303, respectively.
- a fourth magnet M304 and a fifth magnet M305 are fixed to the housing 301.
- the vibrator 302 is provided along the first direction D1 by the coil 303, the first magnet M301 which is a driving magnet, and the first guide 304 and the second guide 305 that guide the movement of the vibrator 302. Vibrate.
- the second magnet M302 and the fourth magnet M304, and the third magnet M303 and the fifth magnet M305 are arranged along the first direction D1 so as to repel each other. That is, the second magnet M302 and the fourth magnet M304, and the third magnet M303 and the fifth magnet M305 form a magnetic spring mechanism against vibration along the first direction D1 of the vibrator 302. There is.
- the vibration of the vibrator 302 is transmitted to the housing 301 via the fourth magnet M304 and the fifth magnet M305, and is sensed as the vibration of the linear vibration motor 300.
- Patent Document 2 Japanese Patent Application Laid-Open No. 2018-3135 discloses that an oscillator of a vibration motor is manufactured by powder metallurgy.
- the purpose of this disclosure is to provide a linear vibration motor that can be made thinner, an electronic device that uses the linear vibration motor, and a vibrator and a method of manufacturing the vibrator that can be made thinner.
- the linear vibration motor includes a housing and a vibrator.
- the vibrator includes a weight portion and is housed in the housing.
- the weight portion includes a laminated body having a first main surface and a second main surface facing back to the first main surface, in which a plurality of thin plates including at least one metal thin plate are laminated in the thickness direction.
- the electronic device includes a linear vibration motor according to this disclosure and a device housing.
- the linear vibration motor is housed in the equipment housing.
- the vibrator according to this disclosure is a laminate having a first main surface and a second main surface facing back to the first main surface, in which a plurality of thin plates including at least one metal thin plate are laminated in the thickness direction. It is provided with a weight portion including.
- the method for manufacturing an oscillator includes a step of producing or preparing a plurality of thin plates including at least one metal thin plate, and laminating the plurality of thin plates in the thickness direction to form a first main surface and a first main surface. It includes a step of forming a weight portion including a laminate having a second main surface facing back to the surface.
- the linear vibration motor according to this disclosure includes a vibrator including a weight portion having the above configuration, the thickness can be reduced. Since the electronic device according to this disclosure uses the linear vibration motor according to this disclosure, it can be made thinner. The vibrator according to this disclosure can reduce the thickness of the weight portion and can be made thinner. The method for manufacturing the vibrator according to this disclosure can manufacture a vibrator with a reduced thickness of the weight portion.
- FIG. 12A is a perspective view schematically showing a step of manufacturing a metal thin plate 2a 1 having the first pattern.
- FIG. 12B is a perspective view schematically showing a step of producing a metal thin plate 2a 3 having a second pattern.
- FIG. 12C is a side view schematically showing the thin metal plates 2a 1 to 2a 6 produced by the steps of FIGS. 12A and 12B.
- FIG. 12D is a side view schematically showing a step of laminating metal thin plates 2a 1 to 2a 6 to prepare a laminated body 2a.
- FIG. 1 is a perspective view of the linear vibration motor 100.
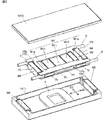
- FIG. 2 is an exploded perspective view of the linear vibration motor 100.
- the linear vibration motor 100 includes a housing 1, an oscillator 2, a coil 3, a first shaft 4, a second shaft 5, a fourth magnet M4, and the like.
- a fifth magnet M5 is provided.
- the vibrator 2 includes a weight portion 2W, a first magnet M1, a second magnet M2, and a third magnet M3.
- the housing 1 includes a housing portion 1a and a top plate portion 1b. The drawing of the lead-out wiring member to the coil 3 is omitted.
- the first direction D1 is the vibration direction of the vibrator 2.
- the accommodating portion 1a of the housing 1 includes a bottom plate extending in the first direction D1 and a side surface extending vertically from the bottom plate. That is, a space in which the vibrator 2 is accommodated is formed by the bottom plate and the side surface of the accommodating portion 1a, and the top plate portion 1b is a lid material covering the space.
- the top plate portion 1b is joined to the end portion of the side surface of the accommodating portion 1a. That is, the housing 1 has a closed structure when the accommodating portion 1a and the top plate portion 1b are joined. However, an opening may be provided in at least one of a part of the bottom plate and a part of the side surface.
- the housing 1 includes a fixing portion for fixing in an electronic device such as a portable information terminal described later, but the illustration of the fixing portion is omitted.
- a fixing portion for fixing in an electronic device such as a portable information terminal described later
- the illustration of the fixing portion is omitted.
- the material of the housing for example, stainless steel such as SUS304 can be used.
- the accommodating portion 1a and the top plate portion 1b may be made of different materials.
- the coil 3 is formed by winding a conductor wire around a virtual winding axis.
- the coil 3 has a winding axis that is orthogonal to the first direction D1 and the second direction D2 that is parallel to the bottom plate and orthogonal to the first direction D1 and faces the first magnet M1 described later. It is fixed to the accommodating portion 1a of the housing 1.
- the shape of the coil 3 when viewed from the winding axis direction is a rectangular shape with rounded corners.
- the coil 3 for example, a coated copper wire having a diameter of 0.06 mm wound around about 50 turns is used.
- the coil 3 is connected to a regulated power supply via a power amplifier by a lead-out wiring member (not shown) such as a flexible substrate on which a wiring pattern is printed.
- the coil 3 applies a driving force to the first magnet M1, which will be described later, so that the vibrator 2 can vibrate along the first direction D1 by being energized via the lead-out wiring member.
- the winding of the coil 3 is not shown.
- the direction of the Lorentz force described above is aligned with the first direction D1 as compared with the case where the coil 3 is annular. Cheap. Therefore, the driving force applied to the vibrator 2 along the first direction D1 becomes large, which is preferable.
- the first shaft 4 and the second shaft 5 each extend along the first direction D1 and are arranged in parallel along the second direction D2 parallel to the bottom plate and orthogonal to the first direction D1.
- the first shaft 4 and the second shaft 5 oscillateably support the vibrator 2 along the first direction D1.
- stainless steel such as SUS304 can be used as the material of the first shaft 4 and the second shaft 5, for example, stainless steel such as SUS304 can be used.
- each shaft 4 and the second shaft 5 are fixed so as to be bridged with respect to two portions of the side surfaces of the accommodating portion 1a that face each other in the first direction D1. At that time, the ends of the first shaft 4 and the second shaft 5 are fitted into the recesses provided in the two portions of the side surface.
- the method of fixing each shaft to the side surface is not limited to the above. Further, each shaft may be fixed to the bottom plate via, for example, a separate member.
- a fourth magnet M4 is fixed to one of the two portions on the side surface of the accommodating portion 1a so that the arrangement direction of the magnetic poles is along the first direction D1, and the other is similarly fixed.
- the fifth magnet M5 is fixed. At that time, the fourth magnet M4 and the fifth magnet M5 are fitted into recesses provided in the two portions of the side surface. Further, for fixing the fourth magnet M4 and the fifth magnet M5 to the recess, for example, an epoxy adhesive can be used.
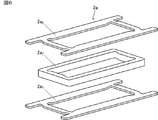
- FIG. 3 is a perspective view of a first embodiment of the laminated body 2a included in the vibrator 2 of the linear vibration motor 100.
- FIG. 4 is an exploded perspective view of the first embodiment of the laminated body 2a.
- the vibrator 2 is housed in the above-mentioned space in the housing 1.
- the vibrator 2 includes a weight portion 2W, a first magnet M1, a second magnet M2, and a third magnet M3.
- the weight portion 2W includes a laminated body 2a having a first main surface and a second main surface facing back to the first main surface, and a second for engaging the vibrator 2 with the first shaft 4.
- the sleeve 2b and the second sleeve 2c of 1 and a sleeve (not shown) for engaging the vibrator 2 with the second shaft 5 are included.
- the engagement between the vibrator 2 and each shaft is not limited to the structure using the sleeve as described above.
- the laminated body 2a included in the weight portion 2W is formed by laminating the thin metal plates 2a 1 to 2a 6 in the thickness direction.
- the thin metal plate 2a 1 has a first pattern and is arranged on the outermost layer on the first main surface side of the laminated body 2a.
- the thin metal plate 2a 2 has a first pattern and is arranged on the outermost layer on the second main surface side of the laminated body 2a.
- the first main surface of the laminated body 2a is the lower main surface of the laminated body 2a in FIG. 3, and the main surface of the laminated body 2a on the side facing the coil 3 in FIG.
- the metal thin plate is a thin plate made of a metal material that does not contain a resin component.
- the metal thin plates 2a 3 to 2a 6 have a second pattern and are sandwiched between the metal thin plates 2a 1 and 2a 2.
- the number of thin metal plates having the second pattern is not limited to four.
- the first pattern and the second pattern refer to the outer peripheral shape of the thin metal plate.
- the area defined by the outer circumferences of the metal thin plates 2a 1 and 2a 2 having the first pattern is larger than the area defined by the outer circumferences of the metal thin plates 2a 3 to 2a 6 having the second pattern.
- the thickness of the metal thin plates 2a 1 and 2a 2 having the first pattern is, for example, 0.15 mm
- the thickness of the metal thin plates 2a 3 to 2a 6 having the second pattern is, for example, 0.20 mm.
- the thin metal plates 2a 1 to 2a 6 can be produced, for example, by cutting from a base material.
- the material of the thin metal plates 2a 1 to 2a 6 for example, tungsten and an alloy containing the same, stainless steel such as SUS304 and aluminum and an alloy containing the same can be used.
- the material of the weight portion 2W is a material having a large specific gravity such as tungsten and an alloy containing the same. It is preferable to have.
- an epoxy-based adhesive can be used for bonding the thin metal plates 2a 1 to 2a 6 .
- the weight portion 2W may further include a weight member different from the laminated body 2a.
- the thin metal plates 2a 1 and 2a 2 having the first pattern have a penetrating portion formed in the central portion, and a protruding portion in which a portion parallel to the first direction D1 extends beyond a portion parallel to the second direction D2. It is a frame body having.
- the thin metal plates 2a 3 to 2a 6 having the second pattern are frame bodies having a penetrating portion formed in the central portion and a rectangular outer periphery.
- the width of the metal sheet 2a 1 and 2a 2 having the first pattern in the second direction D2 is longer than the width of the metal sheet 2a 3 to 2a 6 having the second pattern.
- the laminated body 2a is provided with a first accommodating portion H1 which is a through portion that opens to the first main surface and the second main surface.
- a first accommodating portion H1 which is a through portion that opens to the first main surface and the second main surface.
- the metal thin plates 2a 1 and 2a 2 having the first pattern may not have a penetrating portion formed in the central portion.
- the metal thin plates 2a 3 to 2a 6 having the second pattern may include those in which the penetrating portion is not formed in the central portion. That is, the first accommodating portion H1 may be open to at least the first main surface of the laminated body 2a.
- a groove-shaped second accommodating portion H2 is provided on a side surface extending in a direction parallel to the first direction D1.
- the second accommodating portion H2 includes an accommodating portion H2a provided on one side surface of the laminated body 2a and an accommodating portion H2b provided on the other side surface.
- the laminated body 2a has a third accommodating portion H3 at one end of the laminated body 2a in the first direction D1 and a third accommodating portion H3 at the other end.
- the accommodating portion H4 of 4 is provided.
- the third accommodating portion H3 and the fourth accommodating portion H4 penetrate from the first main surface to the second main surface of the laminated body 2a, but are not limited thereto.
- the shapes of the metal thin plates arranged on the outermost layer on the first main surface side and the outermost layer on the second main surface side of the laminated body 2a and the shapes of the metal thin plates sandwiched between them are described above. Not limited.
- the thin metal plates 2a 1 to 2a 6 may all have the same shape.
- the laminated body 2a may be formed by laminating a plurality of thin plates including a metal thin plate.
- the plurality of thin plates include a metal thin plate, a metal composite thin plate which is a composite material of a metal powder and a resin material, a ceramic composite thin plate which is a composite material of a ceramic powder and a resin material, a metal powder and a ceramic powder.
- resin-containing thin plates such as non-ceramic resin thin plates.
- a metal thin plate can be arranged on the outermost layer on the first main surface side and the outermost layer on the second main surface side of the laminated body 2a, and the resin-containing thin plate can be arranged in a portion sandwiched between them.
- the plurality of thin plates are maintained in a laminated state by, for example, bonding.
- the maintenance of the laminated state is not limited to the above.
- a method such as spot welding may be used.
- the material of the metal powder in the resin-containing thin plate tungsten and an alloy containing the tungsten, stainless steel such as SUS304 and aluminum, and an alloy containing the same can be used as the material of the metal powder.
- a material having a large specific density such as tungsten and an alloy containing the same is preferable.
- an olefin-based thermoplastic elastomer or the like can be used as the material of the resin material.
- the shape of the metal powder is not particularly limited.
- the laminated body 2a is provided with a first accommodating portion H1 which is a penetrating portion that opens to the first main surface and the second main surface.
- the first magnet M1 is housed inside the first housing part H1 so as to face each other with the coil 3 described later, and is fixed by, for example, an epoxy-based adhesive.
- the first magnet M1 is housed inside the first housing portion H1, that is, when the thickness of the laminated body 2a is larger than the thickness of the first magnet M1, the thickness of the vibrator 2 is the first. It is not affected by the thickness of the magnet M1. Therefore, it is preferable for lowering the height of the vibrator 2.
- the first magnet M1 may be fixed in a state of protruding from the first accommodating portion H1.
- the first magnet M1 may be fitted into the first accommodating portion H1 which is a penetrating portion so as to project from at least one of the first main surface and the second main surface.
- the first accommodating portion H1 is a recess opened in the first main surface of the laminated body 2a
- the first magnet M1 may be accommodated inside the first accommodating portion H1.
- it may be fitted so as to protrude from the first main surface.
- the first magnet M1 By fitting the first magnet M1 into the first accommodating portion H1, the first magnet M1 can be easily fixed to the laminated body 2a. Further, the magnet can be fixed to the laminated body 2a with high accuracy.
- the first magnet M1 includes five magnets M1a, M1b, M1c, M1d and M1e arranged along the first direction D1, and these magnets are arranged in a Halbach array. Is located in.
- the configuration of the first magnet M1 is not limited to the above.
- the first magnet M1 which is a driving magnet may include at least one magnet to which a driving force for vibration of the vibrator 2 is given from the coil 3 described later.
- the first magnet M1 may include three or more odd-numbered magnets arranged along the first direction D1.
- the arrangement of each magnet of the driving magnet capable of concentrating the magnetic field by the driving magnet between the driving magnet and the coil for driving the vibrator is broadly referred to as a Halbach array. Therefore, the number of magnets constituting the Halbach array may be an odd number of 3 or more.
- the material of the first magnet M1 for example, a rare earth magnet such as neodymium-iron-boron type or samarium-cobalt type can be used.
- a rare earth magnet such as neodymium-iron-boron type or samarium-cobalt type
- the laminated body 2a is provided with a groove-shaped second accommodating portion H2 on a side surface extending in a direction parallel to the first direction D1.
- the second accommodating portion H2 includes an accommodating portion H2a provided on one side surface of the laminated body 2a and an accommodating portion H2b provided on the other side surface.
- the first sleeve 2b and the second sleeve 2c described above have an outer shape that matches the internal shape of the accommodating portion H2a, and are fitted into the accommodating portion H2a, respectively.
- an epoxy adhesive can be used for fixing the first sleeve 2b and the second sleeve 2c.
- the first sleeve 2b is fitted on the side of the accommodating portion H2a near the third accommodating portion H3.
- a second sleeve 2c is fitted on the side of the accommodating portion H2a near the fourth accommodating portion H4.
- the low-friction resin material refers to a material exhibiting a dynamic friction coefficient of about 0.15 or less in the thrust type carbon steel with respect to carbon defined by JIS K7218.
- Examples of low-friction resin materials include polyphenylene sulfide-based materials, so-called liquid crystal polymers, aromatic polyester-based materials, and polyacetal-based materials. However, it is not limited to these.
- the first shaft 4 is slidably fitted into the first sleeve 2b and the second sleeve 2c described above.
- fitting means inserting and fitting the first shaft 4 into each sleeve so that the play is suppressed with the accuracy specified by the dimensional tolerance. ..
- the first shaft 4 is housed in the housing portion H2a.
- a sleeve similar to the first sleeve 2b and the second sleeve 2c described above is also fitted in the accommodating portion H2b (not shown).
- the second shaft 5 is accommodated in the accommodating portion H2b.
- the sleeve can be easily fixed to the laminated body 2a.
- fixing the sleeve to the other side surface of the laminated body 2a does not have to be fitted to the accommodating portion H2b.
- As the material of the sleeve a low friction resin material similar to the above-mentioned first sleeve 2b and second sleeve 2c can be used. However, it is not limited to this.
- the second shaft 5 is slidably fitted into the sleeve. As a result, the second shaft 5 is accommodated in the accommodating portion H2b.
- the vibrator 2 By engaging the first shaft 4 and the second shaft 5 as described above, the vibrator 2 is regulated so that its motion direction is along the first direction D1. Then, the vibrator 2 can vibrate along the first direction D1 by applying a driving force to the first magnet M1 which is a driving magnet from the coil 3 described later.
- the laminated body 2a is provided with a third accommodating portion H3 at one end in the first direction D1 and a fourth accommodating portion H4 at the other end.
- a second magnet M2 is fixed to the third accommodating portion H3 so that the arrangement direction of the magnetic poles is along the first direction D1.
- a second magnet M2 is similarly fixed to the fourth accommodating portion H4.
- the second magnet M2 and the above-mentioned fourth magnet M4, and the third magnet M3 and the above-mentioned fifth magnet M5 are arranged so as to magnetically repel each other.
- an epoxy-based adhesive can be used for fixing the second magnet M2 to the third accommodating portion H3 and the third magnet M3 to the fourth accommodating portion H4.
- the centers of gravity of the second magnet M2, the third magnet M3, the fourth magnet M4, and the fifth magnet M5 are arranged on the same axis parallel to the first direction D1 in a plan view.
- the second magnet M2, the third magnet M3, the fourth magnet M4, and the fifth magnet M5 may be arranged so that at least a part thereof overlaps when viewed from the first direction D1.
- the pair of the second magnet M2 and the fourth magnet M4, and the pair of the third magnet M3 and the fifth magnet M5 are magnetic springs for vibration along the first direction D1 of the vibrator 2, respectively. It constitutes a mechanism.
- the thickness of the vibrator 2 is the thickness of the second magnet M2 and the thickness of the third magnet. It is not affected by the thickness of M3. Therefore, it is preferable for lowering the height of the vibrator 2.
- each magnet By fitting the second magnet M2 into the third accommodating portion H3 and the third magnet M3 into the fourth accommodating portion H4, it becomes easy to fix each magnet to the laminated body 2a. Further, each magnet can be fixed to the laminated body 2a with high accuracy. However, each magnet may be fixed to the laminated body 2a without providing the third accommodating portion H3 and the fourth accommodating portion H4.
- the material of the second magnet M2, the third magnet M3, the fourth magnet M4, and the fifth magnet M5 for example, rare earth magnets such as neodymium-iron-boron type or samarium-cobalt type are used.
- rare earth magnets such as neodymium-iron-boron type or samarium-cobalt type are used.
- the first embodiment of the laminated body 2a included in the weight portion 2W is formed by laminating a plurality of thin plates including metal thin plates in the thickness direction. Therefore, it can be made thinner than the conventional weight portion formed by a method such as powder metallurgy. Therefore, the vibrator 2 according to this disclosure can be made thinner than the conventional vibrator including the conventional weight portion described above. As a result, the linear vibration motor 100 according to the present disclosure can be made thinner than the linear vibration motor including the above-mentioned conventional vibrator.
- FIG. 5 is a perspective view of a second embodiment of the laminated body 2a included in the vibrator 2 of the linear vibration motor 100.
- FIG. 6 is an exploded perspective view of the second embodiment of the laminated body 2a.
- the number, thickness and material of the metal sheet having the second pattern are different from those in the first embodiment. Since the other configurations are the same as those in the first embodiment, duplicate description is omitted.
- the second embodiment of the laminated body 2a is formed by laminating the metal thin plates 2a 1 and 2a 2 and the resin-containing thin plates 2a 7 in the thickness direction, as shown in FIGS. 5 and 6.
- the resin-containing sheet has the configuration described in the first embodiment.
- an epoxy-based adhesive can be used for bonding the metal thin plates 2a 1 and 2a 2 and the resin-containing thin plates 2a 7 .
- Other methods may be used to maintain the laminated state.
- the thin metal plates 2a 1 and 2a 2 have the same shape and material as those of the first embodiment, and are arranged in the outermost layer on the first main surface side and the outermost layer on the second main surface side of the laminate 2a. ing.
- the thickness of the thin metal plates 2a 1 and 2a 2 is, for example, 0.15 mm. Further, the thin metal plates 2a 1 and 2a 2 can be produced, for example, by cutting from a base material.
- the resin-containing thin plate 2a 7 is sandwiched between the metal thin plates 2a 1 and 2a 2 and has the same shape as that of the first embodiment in terms of top view.
- the number of resin-containing thin plates 2a 7 is not limited to one.
- the thickness of the resin-containing thin plate 2a 7 is, for example, 0.80 mm. That is, the thickness of the resin-containing thin plate 2a 7 is equal to or greater than the thickness of each of the metal thin plates 2a 1 and 2a 2.
- the resin-containing thin plate 2a 7 can be produced, for example, by cutting from a base material.
- the resin-containing thin plate 2a 7 is preferable because it can be easily cut even if the thickness is increased as described above.
- the laminated body 2a is provided with a first accommodating portion H1 which is a penetrating portion that opens to the first main surface and the second main surface.
- the first accommodating portion H1 is not limited to the penetrating portion, and may be open to at least the first main surface of the laminated body 2a. That is, in the metal thin plates 2a 1 and 2a 2 having the first pattern, the metal thin plate 2a 2 does not have to have a penetrating portion formed in the central portion. Similarly, the resin-containing thin plate 2a 7 having the second pattern does not have to have a penetrating portion formed in the central portion. A recess may be formed in place of the penetrating portion.
- the shapes of the metal thin plates arranged on the outermost layer on the first main surface side and the outermost layer on the second main surface side of the laminated body 2a and the shape of the resin-containing thin plate sandwiched between them are described above. Not limited to.
- the metal thin plates 2a 1 and 2a 2 and the resin-containing thin plates 2a 7 may all have the same shape.
- a metal thin plate may be used instead of the resin-containing thin plate 2a 7.
- the laminated body 2a is provided with a groove-shaped second accommodating portion H2 on a side surface extending in a direction parallel to the first direction D1.
- the second accommodating portion H2 includes an accommodating portion H2a provided on one side surface of the laminated body 2a and an accommodating portion H2b provided on the other side surface.
- a sleeve similar to that of the first embodiment is adhesively fixed to these housing portions. The first shaft 4 and the second shaft 5 are engaged with these sleeves as in the first embodiment.
- the thickness of the resin-containing thin plate 2a 7 is equal to or larger than the thickness of each of the metal thin plates 2a 1 and 2a 2. Therefore, when the laminated body 2a is produced, the number of laminated thin plates including the metal thin plate can be reduced. Therefore, the adhesive between the plurality of thin plates can be reduced, and the laminated body 2a can be made thinner. As a result, the linear vibration motor 100 according to the present disclosure can be further made thinner than the linear vibration motor including the conventional vibrator.
- FIG. 7 is a perspective view of a third embodiment of the laminated body 2a included in the vibrator 2 of the linear vibration motor 100.
- FIG. 8 is an exploded perspective view of the third embodiment of the laminated body 2a.
- the number and thickness of the metal thin plates having the first pattern are different from those in the first embodiment. Since the other configurations are the same as those in the first embodiment, duplicate description is omitted.
- the metal thin plates 2a 2 and the metal thin plates 2a 3 to 2a 6 described in the first embodiment are laminated in the thickness direction. It is formed by.
- an epoxy-based adhesive can be used for bonding the thin metal plates 2a 2 to 2a 6 .
- Other methods may be used to maintain the laminated state.
- the thin metal plate 2a 2 has the same shape as that of the first embodiment and the same material as that of the first embodiment when viewed from above, and is arranged on the outermost layer of the laminated body 2a on the second main surface side. ..
- the thickness of the thin metal plate 2a 2 is, for example, 0.30 mm.
- the thin metal plate 2a 2 can be produced, for example, by cutting from a base material.
- the thin metal plate 2a 2 may be arranged on the outermost layer on the first main surface side of the laminated body 2a.
- the thin metal plates 2a 3 to 2a 6 have the same shape and material as those in the first embodiment.
- the thickness of the thin metal plates 2a 3 to 2a 6 is, for example, 0.20 mm. That is, the thickness of the metal thin plate 2a 2 is more than the thicknesses of the sheet metal 2a 3 to 2a 6.
- the thin metal plates 2a 3 to 2a 6 can be produced, for example, by cutting from a base material.
- the number of thin metal plates having the second pattern is not limited to four.
- the laminated body 2a is provided with a first accommodating portion H1 which is a penetrating portion that opens to the first main surface and the second main surface.
- the first accommodating portion H1 is not limited to the penetrating portion, and may be open to at least the first main surface of the laminated body 2a. That is, the thin metal plate 2a 2 does not have to have a penetrating portion formed in the central portion. However, when the thin metal plate 2a 2 forms the first main surface of the laminated body 2a, the first accommodating portion H1 is formed by forming the penetrating portion in the central portion. Further, the thin metal plates 2a 3 to 2a 6 do not have to have a penetrating portion formed in the central portion.
- the shapes of the metal thin plates arranged on the outermost layer on the first main surface side and the outermost layer on the second main surface side of the laminated body 2a and the shapes of the metal thin plates sandwiched between them are described above. Not limited.
- the thin metal plates 2a 1 , 2a 3 to 2a 6 may all have the same shape.
- the laminated body 2a may be formed by laminating a plurality of thin plates including a metal thin plate.
- the laminated body 2a is provided with a second accommodating portion H2 on a side surface extending in a direction parallel to the first direction D1.
- the second accommodating portion H2 is composed of the metal thin plate 2a 1 and the side surfaces of the metal thin plate 2a 3 to 2a 6.
- the second accommodating portion H2 includes an accommodating portion H2a provided on one side surface of the laminated body 2a and an accommodating portion H2b provided on the other side surface.
- a sleeve similar to that of the first embodiment is adhesively fixed to these housing portions. The first shaft 4 and the second shaft 5 are engaged with these sleeves as in the first embodiment.
- the metal thin plate having the first pattern is only the metal thin plate 2a 1. Therefore, when the laminated body 2a is produced, the number of laminated metal thin plates can be reduced, and the adhesive between the metal thin plates can be reduced. Therefore, the laminated body 2a can be further thinned. As a result, the linear vibration motor 100 according to the present disclosure can be further made thinner than the linear vibration motor including the conventional vibrator.
- the thickness of the metal thin plate 2a 1 is equal to or larger than the thickness of each of the metal thin plates 2a 3 to 2a 6. Therefore, while reducing the thickness of the laminated body 2a, the volume of the first accommodating portion H1 can be secured, and the volume of the first magnet M1 accommodating in the first accommodating portion H1 can also be secured.
- FIG. 9 is a perspective view of a fourth embodiment of the laminated body 2a included in the vibrator 2 of the linear vibration motor 100.
- FIG. 10 is an exploded perspective view of the fourth embodiment of the laminated body 2a.
- the material of the thin metal plate having the first pattern and forming the second main surface of the laminated body 2a is different from that of the first embodiment. Since the other configurations are the same as those in the first embodiment, duplicate description is omitted.
- the metal thin plates 2a 1 and the metal thin plates 2a 3 to 2a 6 and the metal thin plates 2a 2 described in the first embodiment are formed. It is formed by being laminated in the thickness direction.
- the thin metal plate 2a 2 has a first pattern and is arranged on the outermost layer on the second main surface side of the laminated body 2a.
- the thin metal plate 2a 2 does not have a penetrating portion.
- the metal thin plates 2a 1 arranged on the outermost layer on the first main surface side of the laminated body 2a and the metal thin plates 2a 3 to 2a 6 sandwiched between the metal thin plates 2a 1 and 2a 2 have penetrating portions. It is formed. That is, the thin metal plates 2a 1 , 2a 3 to 2a 6 have the same shape and material as those of the first embodiment.
- an epoxy-based adhesive can be used for bonding the thin metal plates 2a 1 to 2a 6 .
- the laminated body 2a is provided with a first accommodating portion H1 which is a concave portion that opens to the first main surface. Other methods may be used to maintain the laminated state.
- the thin metal plate 2a 2 As the material of the thin metal plate 2a 2 , iron and an alloy containing iron can be used. That is, the thin metal plate 2a 2 made of the above material functions as a yoke portion (so-called back yoke) by being brought into contact with the side opposite to the side facing the coil 3 of the first magnet M1.
- the thickness of the thin metal plate 2a 2 is, for example, 0.15 mm.
- the thin metal plate 2a 2 can be produced, for example, by cutting from a base material.
- the shapes of the metal thin plates arranged on the outermost layer on the first main surface side and the outermost layer on the second main surface side of the laminated body 2a and the shapes of the metal thin plates sandwiched between them are described above. Not limited.
- the thin metal plates 2a 1 , 2a 3 to 2a 6 may all have the same shape.
- it may be formed by laminating a plurality of thin plates including the metal thin plate.
- the laminated body 2a is provided with a second accommodating portion H2 on a side surface extending in a direction parallel to the first direction D1.
- the second accommodating portion H2 includes an accommodating portion H2a provided on one side surface of the laminated body 2a and an accommodating portion H2b provided on the other side surface.
- a sleeve similar to that of the first embodiment is adhesively fixed to these housing portions. The first shaft 4 and the second shaft 5 are engaged with these sleeves as in the first embodiment.
- a thin metal plate arranged on the outermost layer on the second main surface side of the laminated body 2a and abutted on the side opposite to the side facing the coil 3 of the first magnet M1.
- 2a 2 functions as a yoke part. That is, the magnetic flux radiated from the first magnet M1 is induced and concentrated on the thin metal plate 2a 2. Therefore, the Lorentz force generated between the first magnet M1 and the coil 3 and its reaction force can be increased. As a result, the linear vibration motor 100 according to the present disclosure can obtain a large vibration while being thinner than the linear vibration motor including the conventional vibrator.
- FIG. 11 is a cross-sectional view of the linear vibration motor 100A.
- the linear vibration motor 100 described above has a structure in which the vibrator 2 includes the first magnet M1 and the coil 3 is fixed to the accommodating portion 1a of the housing 1 so as to face the first magnet M1. ..
- the linear vibration motor 100A has a structure in which the vibrator 2 includes the coil 3 and the first magnet M1 is fixed to the accommodating portion 1a of the housing 1 so as to face the coil 3.
- the linear vibration motor 100A is provided with a magnetic spring mechanism like the linear vibration motor 100.
- the plurality of thin plates constituting the laminated body 2a of the linear vibration motor 100A are not provided with through portions. That is, the laminated body 2a is not provided with the first accommodating portion H1 that opens to the first main surface of the laminated body 2a as in the case of the linear vibration motor 100. Therefore, the coil 3 is fixed on the first main surface of the laminated body 2a.
- the first accommodating portion H1 may be provided in the laminated body 2a, and the coil 3 may be fixed to the first accommodating portion H1.
- the laminated body 2a included in the weight portion 2W is formed by laminating a plurality of thin plates including metal thin plates in the thickness direction. Therefore, it can be made thinner than the conventional weight portion formed by a method such as powder metallurgy. Therefore, the vibrator 2 according to this disclosure can be made thinner than the conventional vibrator including the conventional weight portion described above. As a result, the linear vibration motor 100A according to the present disclosure can be made thinner than the linear vibration motor including the above-mentioned conventional vibrator.
- a magnetic spring mechanism using a pair of magnets M5 has been described, but is not limited thereto.
- a mechanical spring mechanism such as a coil spring or a leaf spring may be used instead of the magnetic spring mechanism.
- FIG. 12A is a perspective view schematically showing a step of manufacturing a metal thin plate 2a 1 having the first pattern.
- FIG. 12B is a perspective view schematically showing a step of producing a metal thin plate 2a 3 having a second pattern.
- FIG. 12C is a side view schematically showing the thin metal plates 2a 1 to 2a 6 produced by the steps of FIGS. 12A and 12B.
- FIG. 12D is a side view schematically showing a step of laminating metal thin plates 2a 1 to 2a 6 to prepare a laminated body 2a.
- the method for manufacturing the vibrator 2 of the linear vibration motor 100 includes a step of forming or preparing a plurality of thin plates including a metal thin plate by forming a through portion in at least one of the vibrators 2.
- a plurality of thin plates described above the first thin metal plate 2a 1 which is disposed in the outermost layer of the main surface side, placed on the outermost layer of the second main surface side of the laminate 2a of the stack 2a
- the metal thin plates 2a 2 to be formed and the metal thin plates 2a 3 to 2a 6 sandwiched between the metal thin plates 2a 1 and 2a 2 are included.
- the metal thin plate 2a 1 is formed from the base material P1 so that the metal thin plate 2a 1 has the shape (first pattern and through portion) described in the first embodiment of the laminated body 2a.
- the process of cutting and producing the metal is schematically shown.
- a method such as a punching process using a die or a cutting process using a laser beam can be used.
- the metal thin plate 2a 2 can also be produced in the same manner as the metal thin plate 2a 1.
- the penetrating portion of the thin metal plate 2a 2 may not be formed.
- the material of the base material P1 for example, tungsten and an alloy containing the same, stainless steel such as SUS304 and aluminum, and an alloy containing the same can be used. In particular, a material having a large specific density such as tungsten and an alloy containing the same is preferable.
- the above-mentioned resin-containing thin plate may be used instead of the metal thin plate.
- the metal thin plate 2a 2 is formed from the base material P2 so that the metal thin plate 2a 3 has the shape (second pattern and penetration portion) described in the first embodiment of the laminated body 2a.
- the process of cutting and producing the metal is schematically shown.
- the same method as that for the thin metal plate 2a 1 can be used.
- the thin metal plates 2a 4 to 2a 6 can also be produced in the same manner as the thin metal plates 2a 3.
- the penetrating portion of the thin metal plate 2a 3 to 2a 6 may not be formed.
- the material of the above-mentioned base material P1 can be used as the material of the base material P2 as the material of the base material P2, the material of the above-mentioned base material P1 can be used.
- the above-mentioned plurality of thin plates are laminated in the thickness direction, and the laminated body 2a provided with the first accommodating portion H1 opening at least on the first main surface is provided.
- a step of forming a weight portion including the weight portion is provided.
- FIG. 12D schematically shows a step of laminating metal thin plates 2a 1 to 2a 6 to prepare a laminated body 2a.
- an epoxy adhesive is applied to the thin metal plates 2a 2 to 2a 6.
- the thin metal sheet 2a 1 to 2a 6, to no sheet metal 2a 3 between the metal thin plate 2a 1, 2a 2 stacked in the thickness direction so 2a 6 is sandwiched by bonding to each other by the adhesive,
- the laminated body 2a is formed.
- the laminated body 2a is provided with a first accommodating portion H1, a second accommodating portion H2, a third accommodating portion H3, and a fourth accommodating portion H4.
- the first accommodating portion H1 is a penetrating portion that opens to the first main surface and the second main surface.
- a first magnet M1 is fixed to the first accommodating portion H1.
- the first shaft 4 and the second shaft 5 are housed in the second housing portion H2.
- a second magnet M2 is fixed to the third accommodating portion H3.
- a third magnet M3 is fixed to the fourth accommodating portion H4.
- a weight portion can be formed by fixing a member (not shown) necessary for engaging with each shaft such as the first sleeve 2b and the second sleeve 2c in FIG. 2 to the laminated body 2a.
- another weight member may be attached to the laminated body 2a.
- the thin metal plate 2a 2 does not have to have a penetrating portion formed in the central portion.
- the metal thin plates 2a 3 to 2a 6 having the second pattern may include those having no penetrating portion formed in the central portion.
- the first accommodating portion H1 becomes a recess that opens to the first main surface of the laminated body 2a.
- a plurality of thin plates can be laminated in the thickness direction to form a weight portion including a laminated body provided with a first accommodating portion that opens at least on the first main surface.
- a weight portion having a reduced thickness can be easily manufactured. Further, by manufacturing the thin metal plate by cutting from the base material, the tact time can be shortened and the productivity can be improved. In particular, when the metal thin plate is manufactured by punching, it is easy to increase the number of sheets to be taken, and the productivity can be further improved. Moreover, since the manufacturing process does not include the sintering process, the manufacturing cost can be reduced.
- the laminated body 2a is formed by laminating the metal thin plates 2a 1 to 2a 6 having no penetrating portion.
- the laminated body 2a is not provided with the first accommodating portion H1 that opens to the first main surface of the laminated body 2a as in the case of the linear vibration motor 100.
- the coil 3 is fixed on the first main surface of the laminated body 2a.
- a penetrating portion may be formed in at least one of the metal thin plate 2a 1 which is the outermost layer on the first main surface side of the laminated body 2a and the metal thin plates 2a 3 to 2a 6.
- a portable information terminal 1000 showing a schematic form of an electronic device in which a linear vibration motor according to this disclosure is used will be described with reference to FIG.
- FIG. 13 is a transparent perspective view of the portable information terminal 1000.
- the portable information terminal 1000 includes a device housing 1001, a linear vibration motor 100 according to the disclosure, and an electronic circuit (not shown) related to transmission / reception and information processing.
- the device housing 1001 includes a first portion 1001a and a second portion 1001b.
- the first portion 1001a is a display and the second portion 1001b is a frame.
- the linear vibration motor 100 is housed in the equipment housing 1001.
- the linear vibration motor 100 is used for skin sensation feedback or as a vibration generator for confirming a key operation, an incoming call, or the like by vibration.
- the linear vibration motor used in the portable information terminal 1000 is not limited to the linear vibration motor 100, and may be any linear vibration motor according to the present disclosure.
- the linear vibration motor according to this disclosure includes a vibrator including a weight portion with a reduced thickness, the thickness can be reduced. Since the portable information terminal 1000 uses the linear vibration motor according to this disclosure, it can be made thinner.
- a portable information terminal provided with a display is shown as an example of a schematic form of an electronic device in which a linear vibration motor according to this disclosure is used, the present invention is not limited to this.
- the electronic device according to this disclosure does not have to include a display.
- mobile phones such as feature phones
- smartphones portable video game machines
- controllers for video game machines controllers for VR (Virtual Reality) devices
- smart watches tablet personal computers
- notebook personal computers etc.
- remote controllers used for operating televisions touch panel displays
- electronic devices such as various toys.
- the invention according to this disclosure is applied to a linear vibration motor used, for example, for skin sensation feedback in an electronic device or as a vibration generator for confirming a key operation or an incoming call by vibration.
- the skin sensation feedback includes, for example, expressing a tactile image corresponding to an operation in a video game (for example, opening / closing a door or operating a steering wheel of a car) by vibration of a controller.
- a tactile image corresponding to an operation in a video game for example, opening / closing a door or operating a steering wheel of a car
- other skin sensory feedback may be used.
Landscapes
- Engineering & Computer Science (AREA)
- Physics & Mathematics (AREA)
- Electromagnetism (AREA)
- Mechanical Engineering (AREA)
- Power Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Theoretical Computer Science (AREA)
- Human Computer Interaction (AREA)
- General Physics & Mathematics (AREA)
- Apparatuses For Generation Of Mechanical Vibrations (AREA)
Abstract
薄型化することのできるリニア振動モータ、それを用いた電子機器、さらに薄型 化することのできる振動子および振動子の製造方法を提供する。リニア振動モータ100は、筺体1と、振動子2と、コイル3とを備える。振動子2は、錘部2Wと第1の磁石M1とを含み、筺体1内に収容されている。錘部2Wは、金属薄板を含む複数の薄板が厚み方向に積層された積層体2aを含み、積層体2aには、第1の主面および第1の主面と背向する第2の主面に開口する第1の収容部H1が設けられている。第1の磁石M1は、第1の収容部H1に固定されている。コイル3は、第1の磁石M1に対向するように筺体1に固定されている。
Description
この開示は、リニア振動モータ、それを用いた電子機器、振動子および振動子の製造方法に関する。
携帯型情報端末などの電子機器には、皮膚感覚フィードバックのため、またはキー操作や着信などを振動で確認するためなどの振動発生装置として、リニア振動モータが用いられることがある。リニア振動モータの一例として、米国特許出願公開第2016/0226361号明細書(特許文献1)に記載されたリニア振動モータが挙げられる。図14は、特許文献1に記載されたリニア振動モータの断面図である。
リニア振動モータ300は、筺体301と、振動子302と、コイル303と、第1のガイド304と、第2のガイド305とを備えている。振動子302は、錘部302aと、錘部302aにそれぞれ固定された第1の磁石M301、第2の磁石M302および第3の磁石M303とを含む。筺体301には、第4の磁石M304および第5の磁石M305が固定されている。
振動子302は、コイル303と、駆動磁石である第1の磁石M301と、振動子302の動きを案内する第1のガイド304および第2のガイド305とにより、第1の方向D1に沿って振動する。第2の磁石M302と第4の磁石M304、および第3の磁石M303と第5の磁石M305とは、それぞれ互いに反発するように、それぞれ第1の方向D1に沿って配置されている。すなわち、第2の磁石M302と第4の磁石M304、および第3の磁石M303と第5の磁石M305とは、振動子302の第1の方向D1に沿った振動に対する磁気ばね機構を構成している。
この磁気ばね機構により、振動子302の振動が第4の磁石M304および第5の磁石M305を介して筺体301に伝えられ、リニア振動モータ300の振動として感知される。
錘部302aは、特許文献1には明示されていないが、粉末冶金などの方法により製造されたものと推測される。例えば、特開2018-3135号公報(特許文献2)には、振動モータの振動子が粉末冶金により製造されることが開示されている。
近年、携帯型情報端末などの電子機器は、薄型化が進められており、薄い電子機器内に配置できるよう、リニア振動モータの薄型化が求められている。リニア振動モータの薄型化の方策の一つとして、振動子の薄型化がある。そのためには、錘部の厚みを低減させる必要がある。しかしながら、粉末冶金などの方法では、薄い錘部を製造が困難となることがある。したがって、振動子の薄型化が困難となる虞がある。
この開示の目的は、薄型化することのできるリニア振動モータ、それを用いた電子機器、さらに薄型化することのできる振動子および振動子の製造方法を提供することである。
この開示は、まずリニア振動モータに向けられる。この開示に係るリニア振動モータは、筺体と、振動子とを備える。振動子は、錘部を含み、筺体内に収容されている。錘部は、少なくとも1つの金属薄板を含む複数の薄板が厚み方向に積層された、第1の主面および第1の主面と背向する第2の主面を有する積層体を含む。
また、この開示は、電子機器にも向けられる。この開示に係る電子機器は、この開示に係るリニア振動モータと、機器筺体とを備える。リニア振動モータは、機器筺体内に収容されている。
さらに、この開示は、振動子にも向けられる。この開示に係る振動子は、少なくとも1つの金属薄板を含む複数の薄板が厚み方向に積層された、第1の主面および第1の主面と背向する第2の主面を有する積層体を含む錘部を備える。
そして、この開示は、振動子の製造方法にも向けられる。この開示に係る振動子の製造方法は、少なくとも1つの金属薄板を含む複数の薄板を作製または準備する工程と、複数の薄板を厚み方向に積層して、第1の主面および第1の主面と背向する第2の主面を有する積層体を含む錘部を形成する工程とを備える。
この開示に係るリニア振動モータは、上記の構成を有する錘部を含む振動子を備えているため、薄型化することができる。この開示に係る電子機器は、この開示に係るリニア振動モータが用いられているため、薄型化することができる。この開示に係る振動子は、錘部の厚みを低減させることができ、薄型化することができる。この開示に係る振動子の製造方法は、錘部の厚みを低減させた振動子を製造することができる。
この開示の特徴とするところを、図面を参照しながら説明する。なお、以下に示すリニア振動モータの模式的な形態および実施形態では、同一のまたは共通する部分について図中同一の符号を付し、その説明は繰り返さないことがある。
-リニア振動モータの模式的な形態-
この開示に係るリニア振動モータの模式的な形態を示すリニア振動モータ100について、図1および図2を用いて説明する。図1は、リニア振動モータ100の斜視図である。図2は、リニア振動モータ100の分解斜視図である。
この開示に係るリニア振動モータの模式的な形態を示すリニア振動モータ100について、図1および図2を用いて説明する。図1は、リニア振動モータ100の斜視図である。図2は、リニア振動モータ100の分解斜視図である。
リニア振動モータ100は、図1および図2に示されるように、筺体1と、振動子2と、コイル3と、第1のシャフト4および第2のシャフト5と、第4の磁石M4と、第5の磁石M5とを備える。振動子2は、錘部2Wと、第1の磁石M1と、第2の磁石M2と、第3の磁石M3とを含む。筺体1は、収容部分1aと天板部分1bとを含む。コイル3への引き出し配線部材は、図示が省略されている。第1の方向D1は、振動子2の振動方向である。
筺体1の収容部分1aは、第1の方向D1に延びる底板と、底板から垂直に延びる側面とを含む。すなわち、収容部分1aの底板と側面とにより、振動子2が収容される空間が形成され、天板部分1bはその空間を覆う蓋材となっている。天板部分1bは、収容部分1aの側面の端部に接合されている。すなわち、筺体1は、収容部分1aと天板部分1bとが接合されたときに、密閉構造となっている。ただし、底板の一部および側面の一部の少なくとも一方に開口部が設けられていてもよい。
筺体1は、後述する携帯型情報端末などの電子機器内に固定するための固定部を含んでいるが、固定部の図示は省略されている。筺体1の材質としては、例えばSUS304などのステンレス鋼などを用いることができる。なお、収容部分1aと天板部分1bとは、異なる材質であってもよい。
コイル3は、仮想的な巻回軸線の周りに導体線が巻回されることにより形成されている。コイル3は、上記の巻回軸線が第1の方向D1および底板と平行で第1の方向D1と直交する第2の方向D2と直交し、後述する第1の磁石M1に対向するように、筺体1の収容部分1aに固定されている。リニア振動モータ100において、巻回軸線方向からコイル3を見たときの形状は、角部が丸められた矩形状である。
コイル3には、例えば直径0.06mmの被覆銅線を、約50ターン巻回したものが用いられる。コイル3は、配線パターンが印刷されたフレキシブル基板などの不図示の引き出し配線部材により、パワーアンプを介して安定化電源に接続される。コイル3は、引き出し配線部材を介して通電されることにより、振動子2が第1の方向D1に沿って振動可能となるように、後述する第1の磁石M1に駆動力を与える。図2において、コイル3の巻線の図示は省略されている。
コイル3に電流が流れると、コイル3には、第1の磁石M1の磁界により、磁界の向きおよび電流の流れる向きのそれぞれと直交する向きのローレンツ力が加わる。一方、コイル3は、筺体1(収容部分1a)に固定されているので、第1の磁石M1にローレンツ力の反力が加わる。したがって、コイル3は、通電により第1の磁石M1に、延いては振動子2に第1の方向D1に沿った駆動力を与えることになる。すなわち、第1の磁石M1は、リニア振動モータ100において、駆動磁石として機能している。
前述したように、コイル3の巻回軸線方向から見たときの形状が矩形状である場合、コイル3が円環状である場合よりも、前述のローレンツ力の方向が第1の方向D1に揃いやすい。そのため、振動子2に与えられる第1の方向D1に沿った駆動力が大きくなり好ましい。
第1のシャフト4および第2のシャフト5は、それぞれ第1の方向D1に沿って延び、底板と平行で第1の方向D1と直交する第2の方向D2に沿って並列配置されている。第1のシャフト4および第2のシャフト5は、振動子2を第1の方向D1に沿って振動可能に支持している。第1のシャフト4および第2のシャフト5の材質としては、例えばSUS304などのステンレス鋼などを用いることができる。
第1のシャフト4および第2のシャフト5は、それぞれ収容部分1aの側面のうち、第1の方向D1において対向する2つの部分に対して架橋されるように固定されている。その際、第1のシャフト4および第2のシャフト5の端部は、上記の側面の2つの部分にそれぞれ設けられた凹部に端部が嵌め込まれている。ただし、各シャフトの側面への固定の仕方は、上記に限られない。また、各シャフトは、例えば別部材を介して底板に固定されるようにしてもよい。
また、収容部分1aの側面の2つの部分のうちの一方には、磁極の配列方向が第1の方向D1に沿うように第4の磁石M4が固定されており、他方には、同様にして第5の磁石M5が固定されている。その際、第4の磁石M4および第5の磁石M5は、上記の側面の2つの部分にそれぞれ設けられた凹部に嵌め込まれている。また、凹部への第4の磁石M4および第5の磁石M5の固定には、例えばエポキシ系の接着剤を用いることができる。
-リニア振動モータの振動子が含む積層体の第1の実施形態-
リニア振動モータ100の振動子2が含む積層体2aの第1の実施形態について、図3および図4を用いて説明する。図3は、リニア振動モータ100の振動子2が含む積層体2aの第1の実施形態の斜視図である。図4は、積層体2aの第1の実施形態の分解斜視図である。
リニア振動モータ100の振動子2が含む積層体2aの第1の実施形態について、図3および図4を用いて説明する。図3は、リニア振動モータ100の振動子2が含む積層体2aの第1の実施形態の斜視図である。図4は、積層体2aの第1の実施形態の分解斜視図である。
振動子2は、筺体1における前述の空間内に収容されている。振動子2は、錘部2Wと、第1の磁石M1と、第2の磁石M2と、第3の磁石M3とを含む。また、錘部2Wは、第1の主面および第1の主面と背向する第2の主面を有する積層体2aと、振動子2を第1のシャフト4に係合するための第1のスリーブ2bおよび第2のスリーブ2cと、振動子2を第2のシャフト5に係合するための不図示のスリーブとを含む。ただし、振動子2と各シャフトとの係合は、上記のようなスリーブを用いる構造に限定されない。
錘部2Wに含まれる積層体2aは、図3および図4に示されるように、金属薄板2a1ないし2a6が厚み方向に積層されることにより形成されている。金属薄板2a1は、第1のパターンを有し、積層体2aの第1の主面側の最外層に配置されている。金属薄板2a2は、第1のパターンを有し、積層体2aの第2の主面側の最外層に配置されている。ここで、積層体2aの第1の主面とは、図3において積層体2aの下側の主面であり、図2において積層体2aのコイル3と対向する側の主面である。なお、金属薄板とは、樹脂成分を含まない、金属材料からなる薄板である。
金属薄板2a3ないし2a6は、第2のパターンを有し、金属薄板2a1、2a2の間に挟まれている。ただし、第2のパターンを有する金属薄板の数は、4枚に限られない。ここで、第1のパターンおよび第2のパターンとは、金属薄板の外周形状を指す。
第1のパターンを有する金属薄板2a1、2a2の外周により規定される面積は、第2のパターンを有する金属薄板2a3ないし2a6の外周により規定される面積より大きい。第1のパターンを有する金属薄板2a1、2a2の厚みは、例えば0.15mmであり、第2のパターンを有する金属薄板2a3ないし2a6の厚みは、例えば0.20mmである。金属薄板2a1ないし2a6は、例えば母材からの切断加工により作製することができる。
金属薄板2a1ないし2a6の材質としては、例えばタングステンおよびそれを含んだ合金、SUS304などのステンレス鋼およびアルミニウムおよびそれを含んだ合金などを用いることができる。振動子2の質量を大きくし、後述の磁気ばね機構を介して筺体1に大きな振動を伝えるためには、錘部2Wの材質が、タングステンおよびそれを含んだ合金のような比重の大きな材質であることが好ましい。金属薄板2a1ないし2a6の接着には、例えばエポキシ系の接着剤を用いることができる。なお、錘部2Wは、積層体2aとは別の錘部材をさらに含んでいてもよい。
第1のパターンを有する金属薄板2a1、2a2は、中央部に貫通部が形成され、第1の方向D1に平行な部分が第2の方向D2に平行な部分を越えて延伸した突出部を有する枠体である。第2のパターンを有する金属薄板2a3ないし2a6は、中央部に貫通部が形成され、外周が矩形状の枠体である。第1のパターンを有する金属薄板2a1、2a2の第2の方向D2における幅は、第2のパターンを有する金属薄板2a3ないし2a6の幅より長い。
上記の形状の金属薄板2a1ないし2a6が積層されることにより、積層体2aには、第1の主面および第2の主面に開口する貫通部である第1の収容部H1が設けられている。なお、第1のパターンを有する金属薄板2a1、2a2において、金属薄板2a2は、中央部に貫通部が形成されていなくてもよい。また、第2のパターンを有する金属薄板2a3ないし2a6は、中央部に貫通部が形成されないものを含んでいてもよい。すなわち、第1の収容部H1は、積層体2aの少なくとも第1の主面に開口していればよい。
また、金属薄板2a1ないし2a6が積層されることにより、第1の方向D1に平行な方向に延びる側面に、溝状の第2の収容部H2が設けられている。第2の収容部H2は、積層体2aの一方側面に設けられた収容部H2aと、他方側面に設けられた収容部H2bからなる。
さらに、金属薄板2a1ないし2a6が積層されることにより、積層体2aには、第1の方向D1における積層体2aの一方端部に第3の収容部H3が、また他方端部に第4の収容部H4が設けられている。積層体2aでは、第3の収容部H3および第4の収容部H4は、積層体2aの第1の主面から第2の主面に貫通しているが、これに限られない。ただし、積層体2aの第1の主面側の最外層および第2の主面側の最外層に配置されている金属薄板の形状と、それらに挟まれた金属薄板の形状とは、上記に限られない。例えば、金属薄板2a1ないし2a6は、全て同じ形状であってもよい。
また、積層体2aは、金属薄板を含む複数の薄板の積層により形成されていればよい。複数の薄板には、金属薄板と、金属粉末と樹脂材料との複合材料である金属複合材料薄板、セラミック粉末と樹脂材料との複合材料であるセラミック複合材料薄板、金属粉末およびセラミック粉末を含有していない樹脂薄板などの樹脂含有薄板が含まれる。例えば、積層体2aの第1の主面側の最外層および第2の主面側の最外層に金属薄板を配置し、それらに挟まれた部分に樹脂含有薄板を配置することができる。複数の薄板は、例えば接着により積層状態が維持される。ただし、積層状態の維持は、上記に限られない。例えば、スポット溶接などの方法が用いられてもよい。
樹脂含有薄板における金属粉末の材質としては、前述したようにタングステンおよびそれを含んだ合金、SUS304などのステンレス鋼およびアルミニウムおよびそれを含んだ合金などを用いることができる。特に、タングステンおよびそれを含んだ合金のような比重の大きな材質であることが好ましい。また、樹脂材料の材質としては、例えばオレフィン系熱可塑性エラストマーなどを用いることができる。なお、金属粉末の形状は、特に限定されない。
前述したように、積層体2aには、第1の主面および第2の主面に開口する貫通部である第1の収容部H1が設けられている。第1の磁石M1は、後述するコイル3と互いに対向した状態となるように第1の収容部H1の内部に収容され、例えばエポキシ系の接着剤により固定されている。第1の磁石M1が第1の収容部H1の内部に収容されている、すなわち積層体2aの厚みの方が第1の磁石M1の厚みより大きい場合には、振動子2の厚みが第1の磁石M1の厚みに影響されない。そのため、振動子2の低背化にとって好ましい。
ただし、第1の磁石M1は、第1の収容部H1から突出した状態で固定されていてもよい。例えば、貫通部である第1の収容部H1に対し、第1の磁石M1が第1の主面および第2の主面の少なくとも一方から突出するように嵌め込まれていてもよい。また、第1の収容部H1が、積層体2aの第1の主面に開口している凹部である場合、第1の磁石M1が第1の収容部H1の内部に収容されていてもよく、あるいは第1の主面から突出するように嵌め込まれていてもよい。
第1の収容部H1に第1の磁石M1を嵌め込むことにより、積層体2aへの第1の磁石M1の固定が行ないやすくなる。また、磁石を積層体2aに精度良く固定することができる。
リニア振動モータ100では、第1の磁石M1は、第1の方向D1に沿って配列された5個の磁石M1a、M1b、M1c、M1dおよびM1eを含み、これらの磁石は、ハルバッハ配列となるように配置されている。ただし、第1の磁石M1の構成は、上記に限られない。
駆動磁石である第1の磁石M1は、後述するコイル3から振動子2の振動のための駆動力が与えられる、少なくとも1つの磁石を含んでいればよい。第1の磁石M1がハルバッハ配列を構成する場合は、第1の方向D1に沿って配列された3個以上の奇数個の磁石を含んでいればよい。この開示では、駆動磁石による磁界を、駆動磁石と振動子を駆動させるコイルとの間に集中させることができる駆動磁石の各磁石の配列を、広義にハルバッハ配列と呼称する。したがって、ハルバッハ配列を構成する磁石の数は3個以上の奇数であればよい。
第1の磁石M1の材質としては、例えばネオジム-鉄-ホウ素系またはサマリウム-コバルト系などの希土類磁石を用いることができる。ただし、第1の磁石M1には、強力な磁力を有し、振動子2の駆動力を大きくすることができるネオジム-鉄-ホウ素系の希土類磁石が用いられることが好ましい。
前述したように、積層体2aには、第1の方向D1に平行な方向に延びる側面に、溝状の第2の収容部H2が設けられている。第2の収容部H2は、積層体2aの一方側面に設けられた収容部H2aと、他方側面に設けられた収容部H2bとを含む。前述の第1のスリーブ2bおよび第2のスリーブ2cは、収容部H2aの内部形状に合致した外形を有しており、それぞれ収容部H2aに嵌め込まれている。第1のスリーブ2bおよび第2のスリーブ2cの固定には、例えばエポキシ系の接着剤を用いることができる。
その際、収容部H2aの第3の収容部H3に近い側には、第1のスリーブ2bが嵌め込まれている。また、収容部H2aの第4の収容部H4に近い側には、第2のスリーブ2cが嵌め込まれている。収容部H2aに第1のスリーブ2bおよび第2のスリーブ2cが嵌め込まれることにより、積層体2aへの第1のスリーブ2bおよび第2のスリーブ2cの固定が行ないやすくなる。ただし、積層体2aの一方側面へ第1のスリーブ2bおよび第2のスリーブ2cの固定は、収容部H2aへの嵌め込みでなくてもよい。
第1のスリーブ2bおよび第2のスリーブ2cの材質としては、低摩擦樹脂材料、黄銅(真鍮)、ニッケル、SUS304などのステンレス鋼などを用いることができる。ここで、低摩擦樹脂材料とは、JIS K7218で規定されたスラスト式の対炭素鋼における動摩擦係数で0.15以下程度の動摩擦係数を示す材料をいう。低摩擦樹脂材料の例として、ポリフェニレンサルファイド系、いわゆる液晶ポリマーと呼ばれる芳香族ポリエステル系およびポリアセタール系などを挙げることができる。ただし、これらに限られない。
第1のシャフト4は、上記の第1のスリーブ2bおよび第2のスリーブ2cに摺動可能に嵌挿されている。ここで嵌挿する(fit together by insertion)とは、寸法公差で規定された精度で遊びが抑えられた状態となるように第1のシャフト4を各スリーブに差し込んで嵌めることを意味している。これにより、第1のシャフト4は、収容部H2a内に収容されている。
収容部H2bにも、上記の第1のスリーブ2bおよび第2のスリーブ2cと同様のスリーブが嵌め込まれている(不図示)。これにより、第2のシャフト5は、収容部H2b内に収容されている。収容部H2bにスリーブが嵌め込まれることにより、積層体2aへのスリーブの固定が行ないやすくなる。ただし、積層体2aの他方側面へスリーブの固定は、収容部H2bへの嵌め込みでなくてもよい。スリーブの材質としては、前述の第1のスリーブ2bおよび第2のスリーブ2cと同様の低摩擦樹脂材料などを用いることができる。ただし、これに限られない。第2のシャフト5は、上記のスリーブに摺動可能に嵌挿されている。これにより、第2のシャフト5は、収容部H2b内に収容されている。
振動子2は、上記のように第1のシャフト4および第2のシャフト5と係合されることにより、その運動方向が第1の方向D1に沿うように規制される。そして、振動子2は、後述するコイル3から駆動磁石である第1の磁石M1に駆動力が与えられることにより、第1の方向D1に沿って振動可能となっている。
前述したように、積層体2aには、第1の方向D1における一方端部に第3の収容部H3が、また他方端部に第4の収容部H4が設けられている。第3の収容部H3には、磁極の配列方向が第1の方向D1に沿うように第2の磁石M2が固定されている。第4の収容部H4には、同様にして第2の磁石M2が固定されている。
すなわち、第2の磁石M2と前述の第4の磁石M4、および第3の磁石M3と前述の第5の磁石M5とは、互いに磁気的に反発するように互いに対向して配置されている。第3の収容部H3への第2の磁石M2、および第4の収容部H4への第3の磁石M3の固定には、例えばエポキシ系の接着剤を用いることができる。
例えば、第2の磁石M2、第3の磁石M3、第4の磁石M4および第5の磁石M5の重心は、平面視で第1の方向D1と平行な同一の軸線上に配置されている。なお、第2の磁石M2、第3の磁石M3、第4の磁石M4および第5の磁石M5は、第1の方向D1から見たとき、少なくともそれぞれの一部が重なる配置であればよい。これにより、第2の磁石M2および第4の磁石M4のペア、ならびに第3の磁石M3および第5の磁石M5のペアは、それぞれ振動子2の第1の方向D1に沿った振動に対する磁気ばね機構を構成している。
なお、積層体2aの厚みの方が、第2の磁石M2の厚みおよび第3の磁石M3の厚みより大きい場合には、振動子2の厚みが第2の磁石M2の厚みおよび第3の磁石M3の厚みに影響されない。そのため、振動子2の低背化にとって好ましい。
第3の収容部H3に第2の磁石M2を、および第4の収容部H4に第3の磁石M3を嵌め込むことにより、積層体2aへの各磁石の固定が行ないやすくなる。また、各磁石を積層体2aに精度良く固定することができる。ただし、第3の収容部H3および第4の収容部H4を設けることなく、積層体2aに各磁石を固定してもよい。
第2の磁石M2、第3の磁石M3、第4の磁石M4および第5の磁石M5の材質としては、例えばネオジム-鉄-ホウ素系またはサマリウム-コバルト系などの希土類磁石が用いられる。ただし、上記の各磁石には、磁力の温度変化率が小さく、安定して磁気ばね効果を発揮できるサマリウム-コバルト系の希土類磁石が用いられることが好ましい。
以上で説明したように、錘部2Wに含まれる積層体2aの第1の実施形態は、金属薄板を含む複数の薄板が厚み方向に積層されることにより形成されている。そのため、粉末冶金などの方法により形成された従来の錘部に比べて薄型化することができる。したがって、この開示に係る振動子2は、上記の従来の錘部を含む従来の振動子に比べて薄型化することができる。その結果、この開示に係るリニア振動モータ100は、上記の従来の振動子を含むリニア振動モータに比べて薄型化することができる。
-リニア振動モータの振動子が含む積層体の第2の実施形態-
リニア振動モータ100の振動子2が含む積層体2aの第2の実施形態について、図5および図6を用いて説明する。図5は、リニア振動モータ100の振動子2が含む積層体2aの第2の実施形態の斜視図である。図6は、積層体2aの第2の実施形態の分解斜視図である。積層体2aの第2の実施形態では、第2のパターンを有する金属薄板の数、厚みおよび材質が第1の実施形態と異なっている。それ以外の構成は、第1の実施形態と同様であるため、重複する説明は省略される。
リニア振動モータ100の振動子2が含む積層体2aの第2の実施形態について、図5および図6を用いて説明する。図5は、リニア振動モータ100の振動子2が含む積層体2aの第2の実施形態の斜視図である。図6は、積層体2aの第2の実施形態の分解斜視図である。積層体2aの第2の実施形態では、第2のパターンを有する金属薄板の数、厚みおよび材質が第1の実施形態と異なっている。それ以外の構成は、第1の実施形態と同様であるため、重複する説明は省略される。
積層体2aの第2の実施形態は、図5および図6に示されるように、金属薄板2a1、2a2と樹脂含有薄板2a7とが厚み方向に積層されることにより形成されている。樹脂含有薄板は、第1の実施形態で説明された構成を有する。金属薄板2a1、2a2と樹脂含有薄板2a7との接着には、例えばエポキシ系の接着剤を用いることができる。積層状態の維持には、その他の方法が用いられてもよい。
金属薄板2a1、2a2は、第1の実施形態と同様の形状および材質を有し、積層体2aの第1の主面側の最外層および第2の主面側の最外層に配置されている。金属薄板2a1、2a2の厚みは、例えば0.15mmである。また、金属薄板2a1、2a2は、例えば母材からの切断加工により作製することができる。
樹脂含有薄板2a7は、金属薄板2a1、2a2の間に挟まれ、上面視で第1の実施形態と同様の形状を有している。なお、樹脂含有薄板2a7の数は、1枚に限られない。樹脂含有薄板2a7の厚みは、例えば0.80mmである。すなわち、樹脂含有薄板2a7の厚みは、金属薄板2a1、2a2のそれぞれの厚み以上である。
樹脂含有薄板2a7は、例えば母材からの切断加工により作製することができる。樹脂含有薄板2a7は、上記のように厚みが大きくなっても、切断加工を容易に行なうことができるため好ましい。
積層体2aには、第1の主面および第2の主面に開口する貫通部である第1の収容部H1が設けられている。なお、第1の収容部H1は、第1の実施形態で述べたように、貫通部に限られず、積層体2aの少なくとも第1の主面に開口していればよい。すなわち、第1のパターンを有する金属薄板2a1、2a2において、金属薄板2a2は、中央部に貫通部が形成されていなくてもよい。同様に、第2のパターンを有する樹脂含有薄板2a7は、中央部に貫通部が形成されていなくてもよい。なお、貫通部に換えて、凹部が形成されていてもよい。
なお、積層体2aの第1の主面側の最外層および第2の主面側の最外層に配置されている金属薄板の形状と、それらに挟まれた樹脂含有薄板の形状とは、上記に限られない。例えば、金属薄板2a1、2a2と樹脂含有薄板2a7とは、全て同じ形状であってもよい。なお、樹脂含有薄板2a7に換えて、金属薄板が用いられてもよい。
積層体2aには、第1の実施形態と同様に、第1の方向D1に平行な方向に延びる側面に、溝状の第2の収容部H2が設けられている。第2の収容部H2は、積層体2aの一方側面に設けられた収容部H2aと、他方側面に設けられた収容部H2bとを含む。これらの収容部には、第1の実施形態と同様のスリーブが接着固定されている。第1のシャフト4および第2のシャフト5は、第1の実施形態と同様に、これらのスリーブと係合されている。
積層体2aの第2の実施形態では、樹脂含有薄板2a7の厚みが、金属薄板2a1、2a2のそれぞれの厚み以上である。そのため、積層体2aを作製する際に、金属薄板を含む複数の薄板の積層枚数を減らすことができる。したがって、複数の薄板の間の接着剤を減らすことができ、積層体2aをより薄型化することができる。その結果、この開示に係るリニア振動モータ100は、従来の振動子を含むリニア振動モータに比べてさらに薄型化することができる。
-リニア振動モータの振動子が含む積層体の第3の実施形態-
リニア振動モータ100の振動子2が含む積層体2aの第3の実施形態について、図7および図8を用いて説明する。図7は、リニア振動モータ100の振動子2が含む積層体2aの第3の実施形態の斜視図である。図8は、積層体2aの第3の実施形態の分解斜視図である。積層体2aの第3の実施形態では、第1のパターンを有する金属薄板の数および厚みが第1の実施形態と異なっている。それ以外の構成は、第1の実施形態と同様であるため、重複する説明は省略される。
リニア振動モータ100の振動子2が含む積層体2aの第3の実施形態について、図7および図8を用いて説明する。図7は、リニア振動モータ100の振動子2が含む積層体2aの第3の実施形態の斜視図である。図8は、積層体2aの第3の実施形態の分解斜視図である。積層体2aの第3の実施形態では、第1のパターンを有する金属薄板の数および厚みが第1の実施形態と異なっている。それ以外の構成は、第1の実施形態と同様であるため、重複する説明は省略される。
積層体2aの第3の実施形態は、図7および図8に示されるように、金属薄板2a2と第1の実施形態で述べた金属薄板2a3ないし2a6とが厚み方向に積層されることにより形成されている。金属薄板2a2ないし2a6の接着には、例えばエポキシ系の接着剤を用いることができる。積層状態の維持には、その他の方法が用いられてもよい。
金属薄板2a2は、上面視で第1の実施形態と同様の形状および第1の実施形態と同様の材質を有し、積層体2aの第2の主面側の最外層に配置されている。金属薄板2a2の厚みは、例えば0.30mmである。また、金属薄板2a2は、例えば母材からの切断加工により作製することができる。ただし、金属薄板2a2が積層体2aの第1の主面側の最外層に配置されていてもよい。
金属薄板2a3ないし2a6は、第1の実施形態と同様の形状および材質を有している。金属薄板2a3ないし2a6の厚みは、例えば0.20mmである。すなわち、金属薄板2a2の厚みは、金属薄板2a3ないし2a6のそれぞれの厚み以上である。金属薄板2a3ないし2a6は、例えば母材からの切断加工により作製することができる。なお、第2のパターンを有する金属薄板の数は、4枚に限られない。
積層体2aには、第1の主面および第2の主面に開口する貫通部である第1の収容部H1が設けられている。なお、第1の収容部H1は、第1の実施形態で述べたように、貫通部に限られず、積層体2aの少なくとも第1の主面に開口していればよい。すなわち、金属薄板2a2は、中央部に貫通部が形成されていなくてもよい。ただし、金属薄板2a2が積層体2aの第1の主面を形成する場合は、中央部に貫通部が形成されることにより、第1の収容部H1が形成される。また、金属薄板2a3ないし2a6は、中央部に貫通部が形成されていなくてもよい。
なお、積層体2aの第1の主面側の最外層および第2の主面側の最外層に配置されている金属薄板の形状と、それらに挟まれた金属薄板の形状とは、上記に限られない。例えば、金属薄板2a1、2a3ないし2a6とは、全て同じ形状であってもよい。また、積層体2aは、金属薄板を含む複数の薄板の積層により形成されていればよい。
積層体2aには、第1の実施形態と同様に、第1の方向D1に平行な方向に延びる側面に、第2の収容部H2が設けられている。ただし、第3の実施形態では、第2の収容部H2は、金属薄板2a1と金属薄板2a3ないし2a6の側面とで構成される。第2の収容部H2は、積層体2aの一方側面に設けられた収容部H2aと、他方側面に設けられた収容部H2bとを含む。これらの収容部には、第1の実施形態と同様のスリーブが接着固定されている。第1のシャフト4および第2のシャフト5は、第1の実施形態と同様に、これらのスリーブと係合されている。
積層体2aの第3の実施形態では、第1のパターンを有する金属薄板が金属薄板2a1のみである。そのため、積層体2aを作製する際に、金属薄板の積層枚数を減らすことができ、かつ金属薄板の間の接着剤を減らすことができる。したがって、積層体2aをさらに薄型化することができる。その結果、この開示に係るリニア振動モータ100は、従来の振動子を含むリニア振動モータに比べてさらに薄型化することができる。
また、金属薄板2a1の厚みは、金属薄板2a3ないし2a6のそれぞれの厚み以上である。そのため、積層体2aの厚みを低減させながら、第1の収容部H1の体積を確保し、第1の収容部H1内に収容される第1の磁石M1の体積も確保することができる。
-リニア振動モータの振動子が含む積層体の第4の実施形態-
リニア振動モータ100の振動子2が含む積層体2aの第4の実施形態について、図9および図10を用いて説明する。図9は、リニア振動モータ100の振動子2が含む積層体2aの第4の実施形態の斜視図である。図10は、積層体2aの第4の実施形態の分解斜視図である。積層体2aの第4の実施形態では、第1のパターンを有し、積層体2aの第2の主面を形成する金属薄板の材質が第1の実施形態と異なっている。それ以外の構成は、第1の実施形態と同様であるため、重複する説明は省略される。
リニア振動モータ100の振動子2が含む積層体2aの第4の実施形態について、図9および図10を用いて説明する。図9は、リニア振動モータ100の振動子2が含む積層体2aの第4の実施形態の斜視図である。図10は、積層体2aの第4の実施形態の分解斜視図である。積層体2aの第4の実施形態では、第1のパターンを有し、積層体2aの第2の主面を形成する金属薄板の材質が第1の実施形態と異なっている。それ以外の構成は、第1の実施形態と同様であるため、重複する説明は省略される。
積層体2aの第4の実施形態は、図9および図10に示されるように、第1の実施形態で述べた金属薄板2a1および金属薄板2a3ないし2a6と、金属薄板2a2とが厚み方向に積層されることにより形成されている。金属薄板2a2は、第1のパターンを有し、積層体2aの第2の主面側の最外層に配置されている。
ただし、金属薄板2a2には、貫通部が形成されていない。一方、積層体2aの第1の主面側の最外層に配置されている金属薄板2a1、および金属薄板2a1、2a2に挟まれた金属薄板2a3ないし2a6には、貫通部が形成されている。すなわち、金属薄板2a1、2a3ないし2a6は、第1の実施形態と同様の形状および材質を有している。金属薄板2a1ないし2a6の接着には、例えばエポキシ系の接着剤を用いることができる。これにより、積層体2aには、第1の主面に開口する凹部である第1の収容部H1が設けられている。積層状態の維持には、その他の方法が用いられてもよい。
金属薄板2a2の材質としては、鉄および鉄を含んだ合金を用いることができる。すなわち、上記の材質の金属薄板2a2は、第1の磁石M1のコイル3と対向する側と反対側に当接されることにより、ヨーク部(いわゆるバックヨーク)として機能する。金属薄板2a2の厚みは、例えば0.15mmである。金属薄板2a2は、例えば母材からの切断加工により作製することができる。
なお、積層体2aの第1の主面側の最外層および第2の主面側の最外層に配置されている金属薄板の形状と、それらに挟まれた金属薄板の形状とは、上記に限られない。例えば、金属薄板2a1、2a3ないし2a6とは、全て同じ形状であってもよい。また、積層体2aの金属薄板2a2以外は、金属薄板を含む複数の薄板の積層により形成されていればよい。
積層体2aには、第1の実施形態と同様に、第1の方向D1に平行な方向に延びる側面に、第2の収容部H2が設けられている。第2の収容部H2は、積層体2aの一方側面に設けられた収容部H2aと、他方側面に設けられた収容部H2bとを含む。これらの収容部には、第1の実施形態と同様のスリーブが接着固定されている。第1のシャフト4および第2のシャフト5は、第1の実施形態と同様に、これらのスリーブと係合されている。
積層体2aの第4の実施形態では、積層体2aの第2の主面側の最外層に配置され、第1の磁石M1のコイル3と対向する側と反対側に当接された金属薄板2a2がヨーク部として機能している。すなわち、金属薄板2a2に第1の磁石M1から放射される磁束が誘導され、集中する。そのため、第1の磁石M1とコイル3との間に生じるローレンツ力、そしてその反力を高めることができる。その結果、この開示に係るリニア振動モータ100は、従来の振動子を含むリニア振動モータに比べて薄型化されながら、大きな振動を得ることができる。
-リニア振動モータの別の模式的な形態-
この開示に係るリニア振動モータの別の模式的な形態を示すリニア振動モータ100Aについて、図11を用いて説明する。図11は、リニア振動モータ100Aの断面図である。前述のリニア振動モータ100は、振動子2が第1の磁石M1を含み、コイル3が第1の磁石M1に対向するように筺体1の収容部分1aに固定されている構造を有している。一方、リニア振動モータ100Aは、振動子2がコイル3を含み、第1の磁石M1がコイル3と対向するように筺体1の収容部分1aに固定されている構造を有している。なお、リニア振動モータ100Aは、リニア振動モータ100と同様に磁気ばね機構を備えている。
この開示に係るリニア振動モータの別の模式的な形態を示すリニア振動モータ100Aについて、図11を用いて説明する。図11は、リニア振動モータ100Aの断面図である。前述のリニア振動モータ100は、振動子2が第1の磁石M1を含み、コイル3が第1の磁石M1に対向するように筺体1の収容部分1aに固定されている構造を有している。一方、リニア振動モータ100Aは、振動子2がコイル3を含み、第1の磁石M1がコイル3と対向するように筺体1の収容部分1aに固定されている構造を有している。なお、リニア振動モータ100Aは、リニア振動モータ100と同様に磁気ばね機構を備えている。
リニア振動モータ100Aの積層体2aを構成する複数の薄板には、貫通部が設けられていない。すなわち、積層体2aには、リニア振動モータ100の場合のような、積層体2aの第1の主面に開口する第1の収容部H1が設けられていない。そのため、コイル3は、積層体2aの第1の主面上に固定されている。ただし、積層体2aに第1の収容部H1が設けられ、第1の収容部H1にコイル3が固定されるようにしてもよい。
リニア振動モータ100Aにおいても、錘部2Wに含まれる積層体2aは、金属薄板を含む複数の薄板が厚み方向に積層されることにより形成されている。そのため、粉末冶金などの方法により形成された従来の錘部に比べて薄型化することができる。したがって、この開示に係る振動子2は、上記の従来の錘部を含む従来の振動子に比べて薄型化することができる。その結果、この開示に係るリニア振動モータ100Aは、上記の従来の振動子を含むリニア振動モータに比べて薄型化することができる。
なお、リニア振動モータ100、100Aでは、振動子2の振動を筺体1に伝える機構として、上記のように第2の磁石M2および第4の磁石M4のペア、ならびに第3の磁石M3および第5の磁石M5のペアによる磁気ばね機構が説明されたが、これに限られない。例えば、磁気ばね機構に換えて、コイルばねまたは板ばねのような機械的ばね機構が用いられてもよい。
-リニア振動モータの振動子の製造方法-
この開示に係るリニア振動モータの実施形態を示すリニア振動モータ100の振動子2の製造方法について、図12を用いて説明する。図12(A)は、第1のパターンを有する金属薄板2a1を作製する工程が模式的に示された斜視図である。図12(B)は、第2のパターンを有する金属薄板2a3を作製する工程が模式的に示された斜視図である。図12(C)は、図12(A)、(B)の工程により作製された金属薄板2a1ないし2a6が模式的に示された側面図である。図12(D)は、金属薄板2a1ないし2a6を積層して積層体2aを作製する工程が模式的に示された側面図である。
この開示に係るリニア振動モータの実施形態を示すリニア振動モータ100の振動子2の製造方法について、図12を用いて説明する。図12(A)は、第1のパターンを有する金属薄板2a1を作製する工程が模式的に示された斜視図である。図12(B)は、第2のパターンを有する金属薄板2a3を作製する工程が模式的に示された斜視図である。図12(C)は、図12(A)、(B)の工程により作製された金属薄板2a1ないし2a6が模式的に示された側面図である。図12(D)は、金属薄板2a1ないし2a6を積層して積層体2aを作製する工程が模式的に示された側面図である。
リニア振動モータ100の振動子2の製造方法は、少なくとも1つに貫通部が形成され、金属薄板を含む複数の薄板を作製または準備する工程を備える。前述したように、上記の複数の薄板は、積層体2aの第1の主面側の最外層に配置される金属薄板2a1と、積層体2aの第2の主面側の最外層に配置される金属薄板2a2と、金属薄板2a1、2a2の間に挟まれる金属薄板2a3ないし2a6を含む。
図12(A)には、金属薄板2a1が積層体2aの第1の実施形態で述べられた形状(第1のパターン、かつ貫通部)を有するように、母材P1から金属薄板2a1を切断加工して作製する工程が模式的に示されている。母材P1からの切断加工は、金型による打ち抜き加工、またはレーザー光による切断加工などの方法を用いることができる。金属薄板2a2も、金属薄板2a1と同様の方法で作製することができる。なお、金属薄板2a2の貫通部は、形成されていなくてもよい。
母材P1の材質としては、例えばタングステンおよびそれを含んだ合金、SUS304などのステンレス鋼およびアルミニウムおよびそれを含んだ合金などを用いることができる。特に、タングステンおよびそれを含んだ合金のような比重の大きな材質であることが好ましい。なお、母材P1は、金属薄板に換えて、前述の樹脂含有薄板が用いられてもよい。
図12(B)には、金属薄板2a3が積層体2aの第1の実施形態で述べられた形状(第2のパターン、かつ貫通部)を有するように、母材P2から金属薄板2a2を切断加工して作製する工程が模式的に示されている。母材P2からの切断加工は、金属薄板2a1と同様の方法を用いることができる。金属薄板2a4ないし2a6も、金属薄板2a3と同様の方法で作製することができる。なお、金属薄板2a3ないし2a6の貫通部は、形成されていなくてもよい。また、母材P2の材質としては、上記の母材P1の材質を用いることができる。
以上の工程により、少なくとも1枚に貫通部が形成され、金属薄板を含む複数の薄板を作製または準備することができる。図12(C)には、図12(A)、(B)の工程により作製された金属薄板2a1ないし2a6が模式的に示されている。
リニア振動モータ100の振動子2の製造方法は、前述の複数の薄板を厚み方向に積層して、少なくとも第1の主面に開口する第1の収容部H1が設けられている積層体2aを含む錘部を形成する工程を備える。
図12(D)は、金属薄板2a1ないし2a6を積層して積層体2aを作製する工程が模式的に示されている。例えば金属薄板2a2ないし2a6に、エポキシ系の接着剤を塗布する。その後、金属薄板2a1ないし2a6を、金属薄板2a1、2a2の間に金属薄板2a3ないし2a6が挟まれるように厚み方向に積層し、上記の接着剤により互いに接着することにより、積層体2aを形成する。
これにより、積層体2aには、第1の収容部H1と、第2の収容部H2と、第3の収容部H3と、第4の収容部H4とが設けられる。第1の収容部H1は、第1の主面および第2の主面に開口する貫通部である。第1の収容部H1には、第1の磁石M1が固定される。第2の収容部H2には、第1のシャフト4および第2のシャフト5が収容される。第3の収容部H3には、第2の磁石M2が固定される。第4の収容部H4には、第3の磁石M3が固定される。
積層体2aに図2における第1のスリーブ2b、第2のスリーブ2cなどの各シャフトとの係合に必要な部材(不図示)を固定することにより、錘部とすることができる。なお、積層体2aに別の錘部材を取り付けてもよい。
前述したように、金属薄板2a2は、中央部に貫通部が形成されていなくてもよい。また、第2のパターンを有する金属薄板2a3ないし2a6は、中央部に貫通部が形成されないものが含まれていてもよい。その場合、第1の収容部H1は、積層体2aの第1の主面に開口する凹部となる。
以上の工程により、複数の薄板を厚み方向に積層して、少なくとも第1の主面に開口する第1の収容部が設けられている積層体を含む錘部を形成することができる。
上記のリニア振動モータ100の振動子2の製造方法では、厚みの低減された錘部を容易に作製することができる。また、金属薄板の作製を母材からの切断加工により行なうことで、タクトタイムを短くすることができ、生産性を向上させることができる。特に、金属薄板の製造を打ち抜きにより行なう場合、取り数を増やしやすく、生産性をさらに向上させることができる。また、製造工程に焼結工程を含まないため、製造コストを低減させることができる。
なお、リニア振動モータ100Aの振動子2の製造方法においては、貫通部が設けられていない金属薄板2a1ないし2a6を積層することにより、積層体2aが形成される。その結果、積層体2aには、リニア振動モータ100の場合のような、積層体2aの第1の主面に開口する第1の収容部H1が設けられない。この場合、コイル3は、積層体2aの第1の主面上に固定される。ただし、積層体2aの第1の主面側の最外層となる金属薄板2a1、および金属薄板2a3ないし2a6の少なくとも1枚には、貫通部が形成されていてもよい。このような金属薄板を積層することにより、第1の収容部H1が設けられた積層体2aを得るようにしてもよい。そして、第1の収容部H1にコイル3が固定されるようにしてもよい。
-電子機器の模式的な形態-
この開示に係るリニア振動モータが用いられた電子機器の模式的な形態を示す携帯型情報端末1000について、図13を用いて説明する。
この開示に係るリニア振動モータが用いられた電子機器の模式的な形態を示す携帯型情報端末1000について、図13を用いて説明する。
図13は、携帯型情報端末1000の透過斜視図である。携帯型情報端末1000は、機器筺体1001と、この開示に係るリニア振動モータ100と、送受信および情報処理に関する電子回路(不図示)とを備えている。機器筺体1001は、第1の部分1001aと第2の部分1001bとを含んでいる。第1の部分1001aは、ディスプレイであり、第2の部分1001bは、フレームである。リニア振動モータ100は、機器筺体1001内に収容されている。
携帯型情報端末1000には、皮膚感覚フィードバックのため、またはキー操作や着信などを振動で確認するための振動発生装置として、この開示に係るリニア振動モータ100が用いられている。なお、携帯型情報端末1000に用いられるリニア振動モータは、リニア振動モータ100に限られず、この開示に係るリニア振動モータであればよい。
この開示に係るリニア振動モータは、厚みが低減された錘部を含む振動子を備えているため、薄型化することができる。携帯型情報端末1000は、この開示に係るリニア振動モータが用いられているため、薄型化することができる。
なお、この開示に係るリニア振動モータが用いられた電子機器の模式的な形態の一例として、ディスプレイを備えた携帯型情報端末を示したが、これに限定されるものではない。この開示に係る電子機器は、ディスプレイを備えていなくてもよい。
例えばこの開示に係る電子機器として、携帯電話(いわゆるフィーチャーフォン)、スマートフォン、ポータブルビデオゲーム機、ビデオゲーム機用コントローラ、VR(Virtual Reality)装置用コントローラ、スマートウォッチ、タブレット型パソコン、ノート型パソコン、テレビ等の操作に使用するリモートコントローラ、現金自動預け払い機などのタッチパネル型ディスプレイ、各種玩具などの電子機器を挙げることができる。
この明細書に開示された実施形態は、例示的なものであって、この開示に係る発明は、上記の実施形態および変形例に限定されるものではない。すなわち、この開示に係る発明の範囲は、特許請求の範囲によって示され、特許請求の範囲と均等の意味および範囲内でのすべての変更が含まれることが意図される。また、上記の範囲内において、種々の応用、変形を加えることができる。
この開示に係る発明は、例えば電子機器における皮膚感覚フィードバックのため、またはキー操作や着信などを振動で確認するための振動発生装置として用いられるリニア振動モータに適用される。皮膚感覚フィードバックとしては、例えばビデオゲーム内での動作(例えばドアの開閉や自動車のハンドル操作など)に対応する触感イメージをコントローラの振動で表現することが挙げられる。ただし、これ以外の皮膚感覚フィードバックであってもよい。
また、これに限られず、ロボットのアクチュエータとして用いられるリニア振動モータなどにも適用が可能である。
100 リニア振動モータ
1 筺体
2 振動子
2a 積層体
2W 錘部
3 コイル
4 第1のシャフト
5 第2のシャフト
H1 第1の収容部
H2 第2の収容部
M1 第1の磁石
1 筺体
2 振動子
2a 積層体
2W 錘部
3 コイル
4 第1のシャフト
5 第2のシャフト
H1 第1の収容部
H2 第2の収容部
M1 第1の磁石
Claims (18)
- 筺体と、振動子とを備え、
前記振動子は、錘部を含み、前記筺体内に収容されており、
前記錘部は、少なくとも1つの金属薄板を含む複数の薄板が厚み方向に積層された、第1の主面および前記第1の主面と背向する第2の主面を有する積層体を含む、リニア振動モータ。 - 前記筺体に固定されたコイルをさらに備え、
前記振動子は、第1の磁石をさらに含み、
前記積層体には、少なくとも前記第1の主面に開口する第1の収容部が設けられており、
前記第1の磁石は、前記コイルと対向するように前記第1の収容部に固定されている、請求項1に記載のリニア振動モータ。 - 前記第1の磁石は、前記第1の収容部の内部に収容される、請求項2に記載のリニア振動モータ。
- 前記振動子は、コイルをさらに含み、
前記筺体に前記コイルと対向するように固定された第1の磁石をさらに備える、請求項1に記載のリニア振動モータ。 - 前記振動子を前記筺体内において振動可能に支持するシャフトを備え、
前記積層体には、前記振動子の振動方向に平行な方向に延びる側面に第2の収容部が設けられており、
前記シャフトは、前記第2の収容部に収容されている、請求項1ないし4のいずれか1項に記載のリニア振動モータ。 - 前記複数の薄板は、第1のパターンを有する金属薄板と、第2のパターンを有する金属薄板または樹脂含有薄板とを含み、
前記第1のパターンを有する金属薄板は、前記積層体の第1の主面側および第2の主面側の最外層の少なくとも一方に配置されており、
前記第1のパターンを有する金属薄板の外周により規定される面積は、前記第2のパターンを有する金属薄板または樹脂含有薄板の外周により規定される面積より大きい、請求項1ないし5のいずれか1項に記載のリニア振動モータ。 - 前記積層体の第1の主面側の最外層に配置されている前記第1のパターンを有する金属薄板、および前記第2のパターンを有する金属薄板または樹脂含有薄板の少なくとも1枚には、前記第1の収容部を構成する貫通部が形成されている、請求項6に記載のリニア振動モータ。
- 前記第1のパターンを有する金属薄板は、前記積層体の第1の主面側および第2の主面側の最外層のそれぞれに配置されており、
前記第2のパターンを有する金属薄板または樹脂含有薄板のそれぞれの厚みは、前記第1のパターンを有する金属薄板のそれぞれの厚み以上である、請求項6または7に記載のリニア振動モータ。 - 前記第1のパターンを有する金属薄板は、前記積層体の第1の主面側および第2の主面側の最外層のいずれか一方に配置されており、
前記第1のパターンを有する金属薄板の厚みは、前記第2のパターンを有する金属薄板または樹脂含有薄板のそれぞれの厚み以上である、請求項6または7に記載のリニア振動モータ。 - 前記複数の薄板は、タングステンを含む、請求項1ないし9のいずれか1項に記載のリニア振動モータ。
- 前記第1のパターンを有する金属薄板は、前記積層体の第1の主面側および第2の主面側の最外層のそれぞれに配置されており、
前記第1の収容部を構成する貫通部は、前記積層体の第1の主面側の最外層に配置された前記第1のパターンを有する金属薄板、および前記第2のパターンを有する金属薄板または樹脂含有薄板に形成されており、
前記積層体の第2の主面側の最外層に配置された前記第1のパターンを有する金属薄板は、前記第1の磁石からの磁束が誘導されるヨーク部である、請求項7に記載のリニア振動モータ。 - 前記積層体の第1の主面側の最外層に配置された前記第1のパターンを有する金属薄板、および前記第2のパターンを有する金属薄板または樹脂含有薄板は、タングステンを含み、前記積層体の第2の主面側の最外層に配置された前記第1のパターンを有する金属薄板は、鉄を含む、請求項11に記載のリニア振動モータ。
- 前記振動子は、第2の磁石および第3の磁石をさらに含み、
前記筺体には、第4の磁石および第5の磁石が固定されており、
前記第2の磁石と前記第4の磁石、および前記第3の磁石と前記第5の磁石とは、互いに反発するように互いに対向して配置されている、請求項1ないし12のいずれか1項に記載のリニア振動モータ。 - 請求項1ないし13のいずれか1項に記載のリニア振動モータと、機器筺体とを備え、
前記リニア振動モータは、前記機器筺体内に収容されている、電子機器。 - 少なくとも1つの金属薄板を含む複数の薄板が厚み方向に積層された、第1の主面および前記第1の主面と背向する第2の主面を有する積層体を含む錘部を備える、振動子。
- 前記積層体には、少なくとも前記第1の主面に開口する第1の収容部が設けられている、請求項15に記載の振動子。
- 少なくとも1つの金属薄板を含む複数の薄板を作製または準備する工程と、
前記複数の薄板を厚み方向に積層して、第1の主面および前記第1の主面と背向する第2の主面を有する積層体を含む錘部を形成する工程とを備える、振動子の製造方法。 - 前記複数の薄板は、第1のパターンを有する金属薄板と、第2のパターンを有する金属薄板または樹脂含有薄板とを含み、
前記積層体の第1の主面側の最外層となるように配置されている前記第1のパターンを有する金属薄板、および前記第2のパターンを有する金属薄板または樹脂含有薄板の少なくとも1つには、第1の収容部を構成する貫通部が形成されている、請求項17に記載の振動子の製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021574442A JPWO2021152897A1 (ja) | 2020-01-30 | 2020-09-04 | |
| CN202080087215.5A CN114829023A (zh) | 2020-01-30 | 2020-09-04 | 直线振动电机、使用该直线振动电机的电子设备、振子和振子的制造方法 |
| US17/841,050 US20220311320A1 (en) | 2020-01-30 | 2022-06-15 | Linear vibration motor, electronic device using linear vibration motor, vibrator, and method of manufacturing vibrator |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020013826 | 2020-01-30 | ||
| JP2020-013826 | 2020-01-30 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/841,050 Continuation US20220311320A1 (en) | 2020-01-30 | 2022-06-15 | Linear vibration motor, electronic device using linear vibration motor, vibrator, and method of manufacturing vibrator |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021152897A1 true WO2021152897A1 (ja) | 2021-08-05 |
Family
ID=77079831
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/033657 WO2021152897A1 (ja) | 2020-01-30 | 2020-09-04 | リニア振動モータ、それを用いた電子機器、振動子および振動子の製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20220311320A1 (ja) |
| JP (1) | JPWO2021152897A1 (ja) |
| CN (1) | CN114829023A (ja) |
| WO (1) | WO2021152897A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023047696A1 (ja) * | 2021-09-27 | 2023-03-30 | 株式会社村田製作所 | リニア振動モータ |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020162226A1 (ja) * | 2019-02-05 | 2020-08-13 | 株式会社村田製作所 | 振動子支持構造、振動モータおよび電子機器 |
| JP7533871B2 (ja) * | 2020-01-15 | 2024-08-14 | ミネベアミツミ株式会社 | 振動アクチュエーター及び電子機器 |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61210904A (ja) * | 1985-03-15 | 1986-09-19 | Toshiba Corp | 回転微動機構 |
| JPH0263581A (ja) * | 1988-08-30 | 1990-03-02 | Hiroshi Hirata | 電磁バイブレータ |
| JP2007029886A (ja) * | 2005-07-28 | 2007-02-08 | Mitsumi Electric Co Ltd | 振動モータ |
| JP2007283201A (ja) * | 2006-04-17 | 2007-11-01 | Alps Electric Co Ltd | 振動発生装置 |
| JP2010051907A (ja) * | 2008-08-29 | 2010-03-11 | Hashimoto Seimitsu Kogyo Kk | 振動発生装置の偏心分銅構造 |
| WO2018051920A1 (ja) * | 2016-09-13 | 2018-03-22 | アルプス電気株式会社 | 可動子、振動アクチュエータ、及び電子機器 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4875133B2 (ja) * | 2009-10-29 | 2012-02-15 | 日本電産コパル株式会社 | 振動アクチュエータ |
| KR101101713B1 (ko) * | 2010-03-02 | 2012-01-05 | 주식회사 비에스이 | 진동모터 및 그 제조방법 |
| CN209693037U (zh) * | 2016-12-09 | 2019-11-26 | 株式会社村田制作所 | 振动元件 |
-
2020
- 2020-09-04 WO PCT/JP2020/033657 patent/WO2021152897A1/ja active Application Filing
- 2020-09-04 CN CN202080087215.5A patent/CN114829023A/zh not_active Withdrawn
- 2020-09-04 JP JP2021574442A patent/JPWO2021152897A1/ja not_active Withdrawn
-
2022
- 2022-06-15 US US17/841,050 patent/US20220311320A1/en active Pending
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS61210904A (ja) * | 1985-03-15 | 1986-09-19 | Toshiba Corp | 回転微動機構 |
| JPH0263581A (ja) * | 1988-08-30 | 1990-03-02 | Hiroshi Hirata | 電磁バイブレータ |
| JP2007029886A (ja) * | 2005-07-28 | 2007-02-08 | Mitsumi Electric Co Ltd | 振動モータ |
| JP2007283201A (ja) * | 2006-04-17 | 2007-11-01 | Alps Electric Co Ltd | 振動発生装置 |
| JP2010051907A (ja) * | 2008-08-29 | 2010-03-11 | Hashimoto Seimitsu Kogyo Kk | 振動発生装置の偏心分銅構造 |
| WO2018051920A1 (ja) * | 2016-09-13 | 2018-03-22 | アルプス電気株式会社 | 可動子、振動アクチュエータ、及び電子機器 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023047696A1 (ja) * | 2021-09-27 | 2023-03-30 | 株式会社村田製作所 | リニア振動モータ |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021152897A1 (ja) | 2021-08-05 |
| US20220311320A1 (en) | 2022-09-29 |
| CN114829023A (zh) | 2022-07-29 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2021152897A1 (ja) | リニア振動モータ、それを用いた電子機器、振動子および振動子の製造方法 | |
| US10566889B2 (en) | Linear vibration motor | |
| WO2021106741A1 (ja) | リニア振動モータ、およびそれを用いた電子機器 | |
| JP7032663B2 (ja) | 振動アクチュエータ、ウェアラブル端末及び着信通知機能デバイス | |
| US20190151895A1 (en) | Vibration actuator and portable device | |
| CN108028590B (zh) | 线性振动马达 | |
| CN113395372B (zh) | 电子设备 | |
| US10610892B2 (en) | Vibration actuator and portable device | |
| US10560010B2 (en) | Linear vibration motor | |
| WO2016017586A1 (ja) | リニア振動モータ | |
| WO2016167297A1 (ja) | リニア振動モータ | |
| WO2017002950A1 (ja) | リニア振動モータ | |
| CN107107112B (zh) | 线性振动马达 | |
| CN107847976B (zh) | 线性振动马达以及包括该线性振动马达的移动电子设备 | |
| CN107534376B (zh) | 线性振动马达 | |
| JP7207428B2 (ja) | リニア振動モータ、およびそれを用いた電子機器 | |
| WO2020195452A1 (ja) | リニア振動モータ、およびそれを用いた電子機器 | |
| WO2021176773A1 (ja) | リニア振動モータ、およびそれを用いた電子機器 | |
| JP6378127B2 (ja) | リニア振動モータ | |
| WO2023047696A1 (ja) | リニア振動モータ | |
| WO2017057193A1 (ja) | リニア振動モータ | |
| WO2020162226A1 (ja) | 振動子支持構造、振動モータおよび電子機器 | |
| WO2023047697A1 (ja) | リニア振動モータ | |
| WO2022153602A1 (ja) | リニア振動モータ及び電子機器 | |
| JP6625896B2 (ja) | 電気機械変換器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20916283 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021574442 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 20916283 Country of ref document: EP Kind code of ref document: A1 |