WO2021132321A1 - 積層体及びその製造方法 - Google Patents
積層体及びその製造方法 Download PDFInfo
- Publication number
- WO2021132321A1 WO2021132321A1 PCT/JP2020/048141 JP2020048141W WO2021132321A1 WO 2021132321 A1 WO2021132321 A1 WO 2021132321A1 JP 2020048141 W JP2020048141 W JP 2020048141W WO 2021132321 A1 WO2021132321 A1 WO 2021132321A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- core member
- laminate
- fiber reinforced
- reinforced resin
- unidirectional fiber
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 32
- 229920005989 resin Polymers 0.000 claims abstract description 259
- 239000011347 resin Substances 0.000 claims abstract description 259
- 239000012790 adhesive layer Substances 0.000 claims abstract description 67
- 229920005992 thermoplastic resin Polymers 0.000 claims abstract description 29
- 239000000835 fiber Substances 0.000 claims description 163
- 239000000853 adhesive Substances 0.000 claims description 32
- 230000001070 adhesive effect Effects 0.000 claims description 32
- 238000002844 melting Methods 0.000 claims description 18
- 230000008018 melting Effects 0.000 claims description 18
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 17
- 239000004917 carbon fiber Substances 0.000 claims description 17
- 238000010438 heat treatment Methods 0.000 claims description 8
- 239000011248 coating agent Substances 0.000 claims description 6
- 238000000576 coating method Methods 0.000 claims description 6
- 229920002397 thermoplastic olefin Polymers 0.000 claims description 2
- 238000005452 bending Methods 0.000 abstract description 36
- 239000011162 core material Substances 0.000 description 118
- 125000004805 propylene group Chemical group [H]C([H])([H])C([H])([*:1])C([H])([H])[*:2] 0.000 description 75
- QQONPFPTGQHPMA-UHFFFAOYSA-N propylene Natural products CC=C QQONPFPTGQHPMA-UHFFFAOYSA-N 0.000 description 69
- 210000003660 reticulum Anatomy 0.000 description 49
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 36
- -1 polypropylene Polymers 0.000 description 29
- 239000010410 layer Substances 0.000 description 21
- 239000000463 material Substances 0.000 description 21
- 229920001155 polypropylene Polymers 0.000 description 21
- 239000004743 Polypropylene Substances 0.000 description 18
- KWYUFKZDYYNOTN-UHFFFAOYSA-M potassium hydroxide Inorganic materials [OH-].[K+] KWYUFKZDYYNOTN-UHFFFAOYSA-M 0.000 description 18
- 239000012783 reinforcing fiber Substances 0.000 description 16
- 229920001187 thermosetting polymer Polymers 0.000 description 16
- 239000011342 resin composition Substances 0.000 description 15
- 229920001577 copolymer Polymers 0.000 description 13
- 230000000704 physical effect Effects 0.000 description 12
- 229920000642 polymer Polymers 0.000 description 12
- 230000000052 comparative effect Effects 0.000 description 10
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 10
- VXNZUUAINFGPBY-UHFFFAOYSA-N 1-Butene Chemical compound CCC=C VXNZUUAINFGPBY-UHFFFAOYSA-N 0.000 description 9
- VGGSQFUCUMXWEO-UHFFFAOYSA-N Ethene Chemical compound C=C VGGSQFUCUMXWEO-UHFFFAOYSA-N 0.000 description 9
- 239000005977 Ethylene Substances 0.000 description 9
- 239000002253 acid Substances 0.000 description 9
- 150000001336 alkenes Chemical class 0.000 description 8
- 125000002843 carboxylic acid group Chemical group 0.000 description 8
- 239000000839 emulsion Substances 0.000 description 7
- 239000000178 monomer Substances 0.000 description 7
- JRZJOMJEPLMPRA-UHFFFAOYSA-N olefin Natural products CCCCCCCC=C JRZJOMJEPLMPRA-UHFFFAOYSA-N 0.000 description 7
- LIKMAJRDDDTEIG-UHFFFAOYSA-N 1-hexene Chemical compound CCCCC=C LIKMAJRDDDTEIG-UHFFFAOYSA-N 0.000 description 6
- WSSSPWUEQFSQQG-UHFFFAOYSA-N 4-methyl-1-pentene Chemical compound CC(C)CC=C WSSSPWUEQFSQQG-UHFFFAOYSA-N 0.000 description 6
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 6
- 238000010276 construction Methods 0.000 description 6
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 6
- 238000000034 method Methods 0.000 description 6
- 229920001721 polyimide Polymers 0.000 description 6
- 229920005672 polyolefin resin Polymers 0.000 description 6
- 239000003981 vehicle Substances 0.000 description 6
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 6
- 239000011159 matrix material Substances 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- 229920000098 polyolefin Polymers 0.000 description 5
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 4
- 150000007942 carboxylates Chemical group 0.000 description 4
- 150000001993 dienes Chemical class 0.000 description 4
- 238000009408 flooring Methods 0.000 description 4
- 230000009477 glass transition Effects 0.000 description 4
- 238000002360 preparation method Methods 0.000 description 4
- 239000000126 substance Substances 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- 229920002554 vinyl polymer Polymers 0.000 description 4
- 239000004711 α-olefin Substances 0.000 description 4
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 3
- 238000001816 cooling Methods 0.000 description 3
- 239000000498 cooling water Substances 0.000 description 3
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 3
- 238000005227 gel permeation chromatography Methods 0.000 description 3
- AFFLGGQVNFXPEV-UHFFFAOYSA-N 1-decene Chemical compound CCCCCCCCC=C AFFLGGQVNFXPEV-UHFFFAOYSA-N 0.000 description 2
- CRSBERNSMYQZNG-UHFFFAOYSA-N 1-dodecene Chemical compound CCCCCCCCCCC=C CRSBERNSMYQZNG-UHFFFAOYSA-N 0.000 description 2
- GQEZCXVZFLOKMC-UHFFFAOYSA-N 1-hexadecene Chemical compound CCCCCCCCCCCCCCC=C GQEZCXVZFLOKMC-UHFFFAOYSA-N 0.000 description 2
- KWKAKUADMBZCLK-UHFFFAOYSA-N 1-octene Chemical compound CCCCCCC=C KWKAKUADMBZCLK-UHFFFAOYSA-N 0.000 description 2
- HFDVRLIODXPAHB-UHFFFAOYSA-N 1-tetradecene Chemical compound CCCCCCCCCCCCC=C HFDVRLIODXPAHB-UHFFFAOYSA-N 0.000 description 2
- DCTOHCCUXLBQMS-UHFFFAOYSA-N 1-undecene Chemical compound CCCCCCCCCC=C DCTOHCCUXLBQMS-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- VZCYOOQTPOCHFL-OWOJBTEDSA-N Fumaric acid Chemical compound OC(=O)\C=C\C(O)=O VZCYOOQTPOCHFL-OWOJBTEDSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- 239000004697 Polyetherimide Substances 0.000 description 2
- 239000004642 Polyimide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 229920000297 Rayon Polymers 0.000 description 2
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical compound CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 150000008064 anhydrides Chemical class 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 229920006332 epoxy adhesive Polymers 0.000 description 2
- 239000003822 epoxy resin Substances 0.000 description 2
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 125000003055 glycidyl group Chemical group C(C1CO1)* 0.000 description 2
- 238000009863 impact test Methods 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 238000012986 modification Methods 0.000 description 2
- 230000004048 modification Effects 0.000 description 2
- 238000000465 moulding Methods 0.000 description 2
- VAMFXQBUQXONLZ-UHFFFAOYSA-N n-alpha-eicosene Natural products CCCCCCCCCCCCCCCCCCC=C VAMFXQBUQXONLZ-UHFFFAOYSA-N 0.000 description 2
- CCCMONHAUSKTEQ-UHFFFAOYSA-N octadec-1-ene Chemical compound CCCCCCCCCCCCCCCCC=C CCCMONHAUSKTEQ-UHFFFAOYSA-N 0.000 description 2
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 2
- 229920006122 polyamide resin Polymers 0.000 description 2
- 229920000647 polyepoxide Polymers 0.000 description 2
- 229920001225 polyester resin Polymers 0.000 description 2
- 239000004645 polyester resin Substances 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920001601 polyetherimide Polymers 0.000 description 2
- 239000004926 polymethyl methacrylate Substances 0.000 description 2
- 229920006324 polyoxymethylene Polymers 0.000 description 2
- 229920001955 polyphenylene ether Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 238000004513 sizing Methods 0.000 description 2
- 239000007787 solid Substances 0.000 description 2
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- 125000000999 tert-butyl group Chemical group [H]C([H])([H])C(*)(C([H])([H])[H])C([H])([H])[H] 0.000 description 2
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 2
- LDHQCZJRKDOVOX-UHFFFAOYSA-N trans-crotonic acid Natural products CC=CC(O)=O LDHQCZJRKDOVOX-UHFFFAOYSA-N 0.000 description 2
- 239000013585 weight reducing agent Substances 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- HHQAGBQXOWLTLL-UHFFFAOYSA-N (2-hydroxy-3-phenoxypropyl) prop-2-enoate Chemical compound C=CC(=O)OCC(O)COC1=CC=CC=C1 HHQAGBQXOWLTLL-UHFFFAOYSA-N 0.000 description 1
- OJOWICOBYCXEKR-KRXBUXKQSA-N (5e)-5-ethylidenebicyclo[2.2.1]hept-2-ene Chemical compound C1C2C(=C/C)/CC1C=C2 OJOWICOBYCXEKR-KRXBUXKQSA-N 0.000 description 1
- PRBHEGAFLDMLAL-UHFFFAOYSA-N 1,5-Hexadiene Natural products CC=CCC=C PRBHEGAFLDMLAL-UHFFFAOYSA-N 0.000 description 1
- DZSVIVLGBJKQAP-UHFFFAOYSA-N 1-(2-methyl-5-propan-2-ylcyclohex-2-en-1-yl)propan-1-one Chemical compound CCC(=O)C1CC(C(C)C)CC=C1C DZSVIVLGBJKQAP-UHFFFAOYSA-N 0.000 description 1
- 229940106006 1-eicosene Drugs 0.000 description 1
- FIKTURVKRGQNQD-UHFFFAOYSA-N 1-eicosene Natural products CCCCCCCCCCCCCCCCCC=CC(O)=O FIKTURVKRGQNQD-UHFFFAOYSA-N 0.000 description 1
- HECLRDQVFMWTQS-RGOKHQFPSA-N 1755-01-7 Chemical compound C1[C@H]2[C@@H]3CC=C[C@@H]3[C@@H]1C=C2 HECLRDQVFMWTQS-RGOKHQFPSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- 125000000022 2-aminoethyl group Chemical group [H]C([*])([H])C([H])([H])N([H])[H] 0.000 description 1
- 125000000954 2-hydroxyethyl group Chemical group [H]C([*])([H])C([H])([H])O[H] 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- UKQJZQQPMIFNHE-UHFFFAOYSA-N 2-isocyanatoprop-1-ene Chemical compound CC(=C)N=C=O UKQJZQQPMIFNHE-UHFFFAOYSA-N 0.000 description 1
- WEPNJTDVIIKRIK-UHFFFAOYSA-N 2-methylhept-2-ene Chemical compound CCCCC=C(C)C WEPNJTDVIIKRIK-UHFFFAOYSA-N 0.000 description 1
- AGBXYHCHUYARJY-UHFFFAOYSA-N 2-phenylethenesulfonic acid Chemical compound OS(=O)(=O)C=CC1=CC=CC=C1 AGBXYHCHUYARJY-UHFFFAOYSA-N 0.000 description 1
- SEILKFZTLVMHRR-UHFFFAOYSA-N 2-phosphonooxyethyl 2-methylprop-2-enoate Chemical compound CC(=C)C(=O)OCCOP(O)(O)=O SEILKFZTLVMHRR-UHFFFAOYSA-N 0.000 description 1
- SPXXVGQMQJYJJO-UHFFFAOYSA-N 2-prop-2-enyloxirane Chemical group C=CCC1CO1 SPXXVGQMQJYJJO-UHFFFAOYSA-N 0.000 description 1
- YHQXBTXEYZIYOV-UHFFFAOYSA-N 3-methylbut-1-ene Chemical compound CC(C)C=C YHQXBTXEYZIYOV-UHFFFAOYSA-N 0.000 description 1
- AYKYXWQEBUNJCN-UHFFFAOYSA-N 3-methylfuran-2,5-dione Chemical compound CC1=CC(=O)OC1=O AYKYXWQEBUNJCN-UHFFFAOYSA-N 0.000 description 1
- LDTAOIUHUHHCMU-UHFFFAOYSA-N 3-methylpent-1-ene Chemical compound CCC(C)C=C LDTAOIUHUHHCMU-UHFFFAOYSA-N 0.000 description 1
- NDWUBGAGUCISDV-UHFFFAOYSA-N 4-hydroxybutyl prop-2-enoate Chemical compound OCCCCOC(=O)C=C NDWUBGAGUCISDV-UHFFFAOYSA-N 0.000 description 1
- SUWJESCICIOQHO-UHFFFAOYSA-N 4-methylhex-1-ene Chemical compound CCC(C)CC=C SUWJESCICIOQHO-UHFFFAOYSA-N 0.000 description 1
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 1
- 239000004925 Acrylic resin Substances 0.000 description 1
- 229920000178 Acrylic resin Polymers 0.000 description 1
- GAWIXWVDTYZWAW-UHFFFAOYSA-N C[CH]O Chemical class C[CH]O GAWIXWVDTYZWAW-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- UGFAIRIUMAVXCW-UHFFFAOYSA-N Carbon monoxide Chemical compound [O+]#[C-] UGFAIRIUMAVXCW-UHFFFAOYSA-N 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 229920002430 Fibre-reinforced plastic Polymers 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-M Methacrylate Chemical compound CC(=C)C([O-])=O CERQOIWHTDAKMF-UHFFFAOYSA-M 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- CNCOEDDPFOAUMB-UHFFFAOYSA-N N-Methylolacrylamide Chemical compound OCNC(=O)C=C CNCOEDDPFOAUMB-UHFFFAOYSA-N 0.000 description 1
- 229910019142 PO4 Inorganic materials 0.000 description 1
- 229930182556 Polyacetal Natural products 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- ZDWZXBJFITXZBL-UHFFFAOYSA-N S(=O)(=O)(O)C=CC1=CC=CC=C1.[Na] Chemical compound S(=O)(=O)(O)C=CC1=CC=CC=C1.[Na] ZDWZXBJFITXZBL-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- MZVQCMJNVPIDEA-UHFFFAOYSA-N [CH2]CN(CC)CC Chemical group [CH2]CN(CC)CC MZVQCMJNVPIDEA-UHFFFAOYSA-N 0.000 description 1
- 150000008065 acid anhydrides Chemical class 0.000 description 1
- 150000003926 acrylamides Chemical class 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 125000005396 acrylic acid ester group Chemical group 0.000 description 1
- XYLMUPLGERFSHI-UHFFFAOYSA-N alpha-Methylstyrene Chemical compound CC(=C)C1=CC=CC=C1 XYLMUPLGERFSHI-UHFFFAOYSA-N 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 125000001797 benzyl group Chemical group [H]C1=C([H])C([H])=C(C([H])=C1[H])C([H])([H])* 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- IAQRGUVFOMOMEM-UHFFFAOYSA-N butene Natural products CC=CC IAQRGUVFOMOMEM-UHFFFAOYSA-N 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000006229 carbon black Substances 0.000 description 1
- 229910002091 carbon monoxide Inorganic materials 0.000 description 1
- 125000003262 carboxylic acid ester group Chemical group [H]C([H])([*:2])OC(=O)C([H])([H])[*:1] 0.000 description 1
- 150000001733 carboxylic acid esters Chemical class 0.000 description 1
- 150000001735 carboxylic acids Chemical class 0.000 description 1
- HNEGQIOMVPPMNR-IHWYPQMZSA-N citraconic acid Chemical compound OC(=O)C(/C)=C\C(O)=O HNEGQIOMVPPMNR-IHWYPQMZSA-N 0.000 description 1
- 229940018557 citraconic acid Drugs 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- LDHQCZJRKDOVOX-NSCUHMNNSA-N crotonic acid Chemical compound C\C=C\C(O)=O LDHQCZJRKDOVOX-NSCUHMNNSA-N 0.000 description 1
- IFDVQVHZEKPUSC-UHFFFAOYSA-N cyclohex-3-ene-1,2-dicarboxylic acid Chemical compound OC(=O)C1CCC=CC1C(O)=O IFDVQVHZEKPUSC-UHFFFAOYSA-N 0.000 description 1
- 125000000113 cyclohexyl group Chemical group [H]C1([H])C([H])([H])C([H])([H])C([H])(*)C([H])([H])C1([H])[H] 0.000 description 1
- 125000002704 decyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229940069096 dodecene Drugs 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 230000002708 enhancing effect Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- 229940117927 ethylene oxide Drugs 0.000 description 1
- 239000011151 fibre-reinforced plastic Substances 0.000 description 1
- 239000001530 fumaric acid Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- PYGSKMBEVAICCR-UHFFFAOYSA-N hexa-1,5-diene Chemical compound C=CCCC=C PYGSKMBEVAICCR-UHFFFAOYSA-N 0.000 description 1
- 239000011796 hollow space material Substances 0.000 description 1
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 1
- 238000005470 impregnation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 1
- LDHQCZJRKDOVOX-IHWYPQMZSA-N isocrotonic acid Chemical compound C\C=C/C(O)=O LDHQCZJRKDOVOX-IHWYPQMZSA-N 0.000 description 1
- IQPQWNKOIGAROB-UHFFFAOYSA-N isocyanate group Chemical group [N-]=C=O IQPQWNKOIGAROB-UHFFFAOYSA-N 0.000 description 1
- WARQUFORVQESFF-UHFFFAOYSA-N isocyanatoethene Chemical compound C=CN=C=O WARQUFORVQESFF-UHFFFAOYSA-N 0.000 description 1
- 125000001972 isopentyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000000400 lauroyl group Chemical group O=C([*])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000004973 liquid crystal related substance Substances 0.000 description 1
- FSQQTNAZHBEJLS-UPHRSURJSA-N maleamic acid Chemical compound NC(=O)\C=C/C(O)=O FSQQTNAZHBEJLS-UPHRSURJSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- FQPSGWSUVKBHSU-UHFFFAOYSA-N methacrylamide Chemical compound CC(=C)C(N)=O FQPSGWSUVKBHSU-UHFFFAOYSA-N 0.000 description 1
- 125000002496 methyl group Chemical group [H]C([H])([H])* 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- OMNKZBIFPJNNIO-UHFFFAOYSA-N n-(2-methyl-4-oxopentan-2-yl)prop-2-enamide Chemical compound CC(=O)CC(C)(C)NC(=O)C=C OMNKZBIFPJNNIO-UHFFFAOYSA-N 0.000 description 1
- DNTMQTKDNSEIFO-UHFFFAOYSA-N n-(hydroxymethyl)-2-methylprop-2-enamide Chemical compound CC(=C)C(=O)NCO DNTMQTKDNSEIFO-UHFFFAOYSA-N 0.000 description 1
- TVMXDCGIABBOFY-UHFFFAOYSA-N n-Octanol Natural products CCCCCCCC TVMXDCGIABBOFY-UHFFFAOYSA-N 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 125000001280 n-hexyl group Chemical group C(CCCCC)* 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 238000005192 partition Methods 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 1
- NBIIXXVUZAFLBC-UHFFFAOYSA-K phosphate Chemical compound [O-]P([O-])([O-])=O NBIIXXVUZAFLBC-UHFFFAOYSA-K 0.000 description 1
- 239000010452 phosphate Substances 0.000 description 1
- 150000003016 phosphoric acids Chemical class 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920001643 poly(ether ketone) Polymers 0.000 description 1
- 229920002492 poly(sulfone) Polymers 0.000 description 1
- 229920002312 polyamide-imide Polymers 0.000 description 1
- 229920001230 polyarylate Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920005668 polycarbonate resin Polymers 0.000 description 1
- 239000004431 polycarbonate resin Substances 0.000 description 1
- 150000004291 polyenes Chemical group 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 229920001470 polyketone Polymers 0.000 description 1
- 239000003505 polymerization initiator Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920013636 polyphenyl ether polymer Polymers 0.000 description 1
- 229920005673 polypropylene based resin Polymers 0.000 description 1
- 229920005606 polypropylene copolymer Polymers 0.000 description 1
- 229920005629 polypropylene homopolymer Polymers 0.000 description 1
- 229940096992 potassium oleate Drugs 0.000 description 1
- MLICVSDCCDDWMD-KVVVOXFISA-M potassium;(z)-octadec-9-enoate Chemical compound [K+].CCCCCCCC\C=C/CCCCCCCC([O-])=O MLICVSDCCDDWMD-KVVVOXFISA-M 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- HJWLCRVIBGQPNF-UHFFFAOYSA-N prop-2-enylbenzene Chemical compound C=CCC1=CC=CC=C1 HJWLCRVIBGQPNF-UHFFFAOYSA-N 0.000 description 1
- 125000001436 propyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 150000003460 sulfonic acids Chemical class 0.000 description 1
- UFDHBDMSHIXOKF-UHFFFAOYSA-N tetrahydrophthalic acid Natural products OC(=O)C1=C(C(O)=O)CCCC1 UFDHBDMSHIXOKF-UHFFFAOYSA-N 0.000 description 1
- 125000002889 tridecyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B3/00—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form
- B32B3/10—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material
- B32B3/12—Layered products comprising a layer with external or internal discontinuities or unevennesses, or a layer of non-planar shape; Layered products comprising a layer having particular features of form characterised by a discontinuous layer, i.e. formed of separate pieces of material characterised by a layer of regularly- arranged cells, e.g. a honeycomb structure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/12—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer characterised by the relative arrangement of fibres or filaments of different layers, e.g. the fibres or filaments being parallel or perpendicular to each other
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/02—Coating on the layer surface on fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2255/00—Coating on the layer surface
- B32B2255/26—Polymeric coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
- B32B2260/023—Two or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/516—Oriented mono-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/737—Dimensions, e.g. volume or area
- B32B2307/7375—Linear, e.g. length, distance or width
- B32B2307/7376—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2471/00—Floor coverings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2509/00—Household appliances
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2607/00—Walls, panels
Definitions
- the present invention relates to a lightweight laminate having excellent bending physical properties such as a flexural modulus and a method for producing the same.
- a hollow member for example, a hollow member called a honeycomb core or a honeycomb material is known.
- a honeycomb core or honeycomb material a plate-shaped member having a honeycomb-shaped hollow structure is known.
- Patent Document 1 describes a laminated structure in which a fiber sheet and a thermoplastic resin film are bonded to at least one main surface of a hollow plate-like body made of a thermoplastic resin.
- the hollow plate-like body made of a thermoplastic resin is, for example, a honeycomb material. It is explained that this laminated structure is lightweight and is unlikely to have protruding wrinkles or recesses due to buckling in the bent portion even when bent.
- Patent Document 2 describes a fiber-reinforced resin layer in which fibers are arranged in one direction between a honeycomb core and a surface plate in a honeycomb sandwich panel formed by arranging surface plates on both sides of the honeycomb core and integrally molding the honeycomb core.
- a honeycomb sandwich panel in which the above is integrally formed is described.
- Patent Document 1 The invention described in Patent Document 1 is an invention on the premise that buckling occurs in a laminated structure, and an object of suppressing protruding wrinkles due to this buckling. Therefore, no study has been made on improving the bending properties to prevent buckling. Then, according to the study by the present inventors, it has been found that this laminated structure may be inferior in bending physical properties (for example, bending elastic modulus).
- thermosetting resin such as an epoxy resin is used for the fiber reinforced resin layer in the honeycomb sandwich panel described in Patent Document 2. According to the studies by the present inventors, it has been found that when such a thermosetting resin is used for the fiber reinforced resin layer, it is difficult to adhere to the honeycomb core, and peeling may occur and the bending characteristics may be inferior.
- an object of the present invention is to provide a lightweight laminate having excellent bending physical properties such as a flexural modulus and a method for producing the same.
- the present inventors have found that a laminate having a specific structure is very effective, and have completed the present invention. That is, the present invention is specified by the following matters.
- the hollow structure has a plurality of hollow structural units having at least one shape selected from a group consisting of a cylindrical shape, a polygonal prism shape, a conical shape, a polygonal pyramid shape, and a shape obtained by combining a plurality of them.
- a core member having a maximum width of 3 to 15 mm in the cross-sectional shape of the unit, and An adhesive layer arranged on at least one of the front surface and the back surface of the core member, A laminate having a unidirectional fiber reinforced resin sheet containing a thermoplastic resin arranged in contact with the adhesive layer.
- thermoplastic resin is a thermoplastic polyolefin-based resin.
- the adhesive layer is arranged on each of the front surface and the back surface of the core member, and the unidirectional fiber reinforced resin sheet is arranged in contact with each of the adhesive layers [1]. Laminated body.
- the method for producing the laminate according to [1] It has a plurality of hollow structural units having at least one shape selected from the group consisting of a cylindrical shape, a polygonal prism shape, a conical shape, a polygonal pyramid shape, and a shape obtained by combining a plurality of them, and a cross section of the hollow structural unit.
- a method for producing a laminate which comprises a step of heating above the melting point of the adhesive.
- FIG. (A) is a schematic cross-sectional view showing an embodiment of the laminate of the present invention
- (B) is a state before adhering a core member and a unidirectional fiber reinforced resin sheet via an adhesive layer.
- It is a schematic perspective view for demonstrating.
- It is a schematic perspective view for demonstrating the internal structure of the core member used for the laminated body shown in FIG. (A) to (C) are schematic views showing an example of the cross-sectional shape of the hollow structural unit of the core member in the present invention.
- (A) to (C) are schematic cross-sectional views showing an example of the shape of the hollow structural unit of the core member in the present invention.
- the laminate of the present invention is a laminate having a core member having a plurality of hollow structural units having a specific shape, an adhesive layer, and a unidirectional fiber reinforced resin sheet containing a thermoplastic resin.
- FIG. 1 (A) is a schematic cross-sectional view showing an embodiment of the laminate of the present invention
- FIG. 1 (B) shows bonding a core member and a unidirectional fiber reinforced resin sheet via an adhesive layer. It is a schematic perspective view for demonstrating the previous state.
- the laminate 1 shown in FIG. 1 includes a core member 11, an adhesive layer 12 arranged on each of the front surface and the back surface of the core member 11, and a thermoplastic resin arranged in contact with each of the adhesive layers 12. It has a unidirectional fiber reinforced resin sheet (in the embodiment shown in FIG. 1, a laminate of an inner unidirectional fiber reinforced resin sheet 13a and an outer unidirectional fiber reinforced resin sheet 13b). That is, the laminate 1 in this embodiment is a laminate having a sandwich structure in which the core member 11 is sandwiched between the laminates of the unidirectional fiber reinforced resin sheets 13a and 13b.
- Each adhesive layer 12 is a layer for adhering each of the front surface and the back surface of the core member 11 to each of the inner unidirectional fiber reinforced resin sheets 13a.
- the adhesive layer 12 and the unidirectional fiber reinforced resin sheet arranged on the front surface and the back surface of the core member 11 are shown, but the present invention is limited thereto. It's not a thing. That is, the laminate of the present invention may include an adhesive layer 12 and a unidirectional fiber reinforced resin sheet arranged on at least one of the front surface and the back surface of the core member 11.
- the adhesive layer 12 and the unidirectional fiber reinforced resin sheet 13a and 13b are laminated on both the front surface and the back surface of the core member 11 (in FIG. 1, the unidirectional fiber reinforced resin sheets 13a and 13b are laminated. Since it has a body), it is a laminated body having a five-layer structure. Specifically, this five-layer structure is "unidirectional fiber reinforced resin sheet / adhesive layer / core member / adhesive layer / unidirectional fiber reinforced resin sheet".
- the present invention is not limited to this five-layer structure.
- it may be a three-layered laminate having an adhesive layer 12 and a unidirectional fiber reinforced resin sheet on only one of the front surface and the back surface of the core member 11.
- the three-layer structure in this case is "unidirectional fiber reinforced resin sheet / adhesive layer / core member".
- FIG. 1 As a unidirectional fiber reinforced resin sheet sandwiching the core member 11, a laminate of an inner unidirectional fiber reinforced resin sheet 13a and an outer unidirectional fiber reinforced resin sheet 13b (that is, two sheets) is used. An integrated laminate) is used (configuration corresponding to Examples 1 to 3 described later).
- the present invention is not limited to this.
- a laminated body of three or more unidirectional fiber reinforced resin sheets may be used, or only one unidirectional fiber reinforced resin sheet (non-laminated body) may be used.
- the form thereof is not particularly limited.
- it may be a cross-ply laminate, an angle-ply laminate, or a unidirectional fiber-reinforced resin sheet woven from a plain weave or a twill weave. It may be a random sheet of a unidirectional fiber reinforced resin sheet in which small pieces of the unidirectional fiber reinforced resin sheet are randomly integrated.
- a non-laminated body, a cross-ply laminated body, and an angle-ply laminated body are preferable from the viewpoint of achieving both lightness and bending physical properties.
- the cross-ply laminate means a laminate in which the fiber directions of the unidirectional fiber-reinforced resin sheets are orthogonal to each other, and the angle-ply laminate is a laminate in which the fiber directions of the unidirectional fiber-reinforced resin sheets are laminated at an arbitrary angle. It means a laminated body.
- the fiber direction of the outer unidirectional fiber reinforced resin sheet 13b is 0 °
- the fiber direction of the inner unidirectional fiber reinforced resin sheet 13a is 0 ° or 90 ° (described later). Configuration corresponding to Examples 1 to 3).
- the fiber direction of the unidirectional fiber reinforced resin sheets 13a and 13b can be any direction, if necessary.
- the fiber direction of the inner unidirectional fiber reinforced resin sheet 13a on the front surface side of the core member 11 and the fiber direction of the inner unidirectional fiber reinforced resin sheet 13a on the back surface side are the same directions.
- the fiber direction of the outer unidirectional fiber reinforced resin sheet 13b on the front surface side of the core member 11 and the fiber direction of the outer unidirectional fiber reinforced resin sheet 13b on the back surface side are the same directions (Example 1 described later). Configuration corresponding to ⁇ 3). These fiber orientations can be different from each other if desired.
- the types of fibers and thermoplastic resin contained in the unidirectional fiber reinforced resin sheet are not particularly limited. However, as the thermoplastic resin, an olefin resin is preferable, and a polypropylene resin is more preferable. When the unidirectional fiber reinforced resin sheet contains a thermoplastic resin, the bending characteristics tend to be further improved. Further, when the thermoplastic resin is an olefin resin (more preferably a polypropylene resin), the bending characteristics tend to be particularly improved.
- the thermoplastic resin and fibers contained in the unidirectional fiber reinforced resin sheet will be described in detail later.
- the thickness of the unidirectional fiber reinforced resin sheet (the thickness of the laminate when a plurality of unidirectional fiber reinforced resin sheets are used) is not particularly limited, and is appropriately selected depending on the thickness of the core member 11. However, it is preferable that the thickness of the sheet is thin from the viewpoint of reducing the weight of the entire laminate.
- the thickness of the unidirectional fiber reinforced resin sheet is preferably 0.05 to 1.0 mm, more preferably 0.1 to 0.5 mm.
- FIG. 2 is a schematic perspective view for explaining the internal structure of the core member used in the laminated body shown in FIG.
- the core member 11 in this embodiment is a plate-shaped member having a plurality (specifically, a large number) of hexagonal column-shaped (that is, polygonal column-shaped) hollow structural units 11a having a honeycomb-shaped cross section. is there.
- the hollow structural unit 11a shown in FIG. 2 is formed by surrounding the hollow space with a hollow structural wall material 11b. Further, the openings on the front surface side and the back surface side of the hollow structural unit 11a are covered with a coating sheet 11c (for example, a laminated sheet).
- the hollow structural unit 11a of the core member 11 shown in FIG. 2 has a hexagonal columnar shape as described above, but the present invention is not limited thereto.
- the hollow structural unit 11a may be a hollow structural unit having at least one shape selected from the group consisting of a cylindrical shape, a polygonal prism shape, a conical shape, a polygonal pyramid shape, and a shape obtained by combining a plurality of them. Further, two or more types of hollow structural units 11a may be mixed in the core member 11.
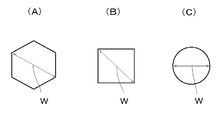
- FIG. 3 (A) to 3 (C) are schematic views showing an example of the cross-sectional shape of the hollow structural unit of the core member (cross-sectional shape of the surface orthogonal to the depth direction of the hollow structural unit 11a) in the present invention.
- the cross-sectional shape of the hollow structural unit 11a may be, for example, a hexagon (honeycomb shape shown in FIG. 2) as shown in FIG. 3 (A) or a quadrangle as shown in FIG. 3 (B). It may be a circular shape as shown in FIG. 3 (C). Further, any other shape may be used.
- the maximum width of the cross-sectional shape of the hollow structural unit 11a of the core member 11 is 3 to 15 mm, preferably 4 to 9 mm.
- the "maximum width of the cross-sectional shape” means the length of the longest line segment that can be drawn inside the cross-sectional shape.
- the diagonal line is the maximum width W of the cross-sectional shape.
- the diameter thereof is the maximum width W of the cross-sectional shape.
- the maximum width of the cross-sectional shape of the largest portion is the maximum width W of the cross-sectional shape in the present invention. ..
- the maximum width of the cross-sectional shape is not more than the above upper limit value, the compressive elastic modulus and the compressive strength of the core member 11 tend to increase, which is preferable.
- the maximum width of the cross-sectional shape is at least the above lower limit value, buckling and local denting of the core member 11 are unlikely to occur, and bending physical properties tend to be improved, which is preferable.
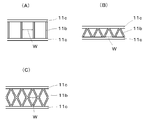
- the hollow structural unit 11a in the present invention is a hollow structural unit having at least one shape selected from the group consisting of a cylindrical shape, a polygonal prism shape, a conical shape, a polygonal pyramid shape, and a combination thereof.
- it may be a polygonal prism shape or a cylindrical shape having a uniform cross-sectional shape as shown in FIG. 4 (A), or a conical shape or a conical shape whose width gradually changes as shown in FIG. 4 (B).
- It may have a polygonal pyramid shape.
- it may have a two-layer structure in which two cones or polygonal pyramids as shown in FIG. 4C are combined vertically symmetrically.
- the plurality of hollow structural units 11a are regularly arranged in the core member 11.
- the structure of the hollow structural unit 11a includes, for example, a honeycomb structure having a hexagonal cross section (or other polygonal or circular shape), a conical structure having a circular cross section (single cone structure), and a conical shape.
- a two-layer structure (double cone structure) in which two of them are vertically symmetrically combined, and a lattice structure having a quadrangular cross-sectional shape (or other polygonal shapes) are preferable, and a honeycomb structure is particularly preferable.
- the honeycomb structure usually means a honeycomb-like structure in which a plurality of hollow structural units are arranged.
- the number of hollow structural units 11a of the core member 11 per unit area is preferably 5600 to 111200 pieces / m 2 , and more preferably 14000 to 72000 pieces / m 2 .
- the weight of the core member 11 tends to be reduced, which is preferable.
- the number of hollow structural units 11a per unit area is equal to or greater than the above lower limit, the compressive elastic modulus and compressive strength of the core member 11 tend to be excellent, and as a result, the bending physical properties of the laminated body tend to be improved. It is preferable because there is.
- the core member 11 shown in FIG. 2 has a coating sheet 11c that covers the openings on the front surface side and the back surface side of the hollow structural unit 11a as described above. This is a preferred embodiment, but the present invention is not limited thereto. If necessary, the core member 11 without the covering sheet 11c may be used.
- Basis weight of the core member 11 (mass per unit area) is preferably 500 ⁇ 4000g / m 2, more preferably 800 ⁇ 3000g / m 2.
- the apparent density of the core member 11, from the viewpoint of achieving both lightweight and circular box of the laminate preferably 0.10 ⁇ 0.50g / cm 2, more preferably 0.15 ⁇ 0.30g / cm 2 is there.
- the apparent density can be obtained by dividing the mass per unit area by the thickness.
- the type of material constituting the core member 11 is not particularly limited, but is made of resin from the viewpoints of weight reduction and adhesion to a unidirectional fiber reinforced resin sheet.
- the core member is preferable, and it is more preferable that the core member contains a thermoplastic resin.
- thermoplastic resins such as olefin resins, polyamide resins, polyester resins, and polyimide resins. Of these, olefin-based resins are preferable, and polypropylene-based resins are more preferable from the viewpoint of weight reduction.
- the thickness of the core member 11 is not particularly limited, but it is desirable that the core member 11 is thick in order to obtain high rigidity. However, if it is too thick, the weight will increase and the space will be compressed, so an appropriate thickness can be appropriately selected according to the application. From the viewpoint of achieving both light weight and bending physical properties, the thickness of the core member 11 is preferably 3 to 30 mm, more preferably 3.5 to 20 mm.
- the adhesive layer includes the core member 11 and a unidirectional fiber reinforced resin sheet (in the case of using a laminate of two or more unidirectional fiber reinforced resin sheets, the inner unidirectional fiber reinforced resin sheet 13a). It is a layer for adhering and integrating.
- the type of adhesive and the thickness of the layer are not particularly limited, and any adhesive may be used as long as it can bond the core member 11 and the unidirectional fiber reinforced resin sheet.
- the adhesive preferably has heat meltability.
- the melting point of the adhesive is preferably 40 to 160 ° C., more preferably 60 to 140 ° C. from the viewpoint of being able to adhere in a temperature range in which the core member 11 is not melted and further, thermal deformation of the core member 11 does not occur.
- the type of adhesive is not particularly limited, but an adhesive containing a thermoplastic resin is preferable.
- a thermoplastic resin an olefin resin is preferable, and a polypropylene resin is more preferable.
- Specific types of adhesives include olefin-based adhesives, epoxy-based adhesives, acrylic-based adhesives, and urethane-based adhesives. In particular, an olefin adhesive is preferable.
- the adhesive and the unidirectional fiber reinforced resin sheet contain the same type of resin because the adhesiveness tends to be improved.
- Specific examples of the same type of resin include cases where both the adhesive and the unidirectional fiber reinforced resin sheet contain a thermoplastic resin, and cases where both contain an olefin resin.
- the adhesive and the core member 11 contain the same type of resin, the adhesiveness tends to be improved, which is preferable.
- the thickness of the adhesive layer is not particularly limited, and may be any thickness as long as the core member 11 and the unidirectional fiber reinforced resin sheet can be adhered to each other. Specifically, the thickness of the adhesive layer is preferably 1 ⁇ m to 1000 ⁇ m, more preferably 1 ⁇ m to 100 ⁇ m. However, in the step of manufacturing the laminate of the present invention, when the core member 11 and the unidirectional fiber reinforced resin sheet are pressure-bonded by means such as a hot press via an adhesive layer, the pressure (or addition) is applied. Pressure and heating) can also cause the adhesive layer to become very thin. Therefore, considering such a case, the thickness of the adhesive layer may be less than 1 ⁇ m.
- the fiber-reinforced resin composition constituting the unidirectional fiber-reinforced resin sheet is a composition containing a thermoplastic resin and fibers.
- the fiber-reinforced resin composition particularly contains 20 to 80% by mass of the polymer (I) having a melting point and / or a glass transition temperature of 50 to 300 ° C., and 20 to 80 parts by mass of the reinforcing fiber (C).
- the total of I) and the component (C) is 100 parts by mass].
- the amount of the polymer (I) is preferably 25 to 70 parts by mass, more preferably 30 to 65 parts by mass, particularly preferably 35 to 60 parts by mass, and most preferably 40 to 60 parts by mass.
- the amount of the reinforcing fiber (C) is preferably 30 to 75 parts by mass, more preferably 35 to 70 parts by mass, particularly preferably 35 to 60 parts by mass, and most preferably 40 to 60 parts by mass.
- the polymer (I) may be a thermoplastic resin having a melting point and / or a glass transition temperature of 50 to 300 ° C., and the type thereof is not limited, but a polyolefin containing an olefin unit having 2 to 20 carbon atoms is preferable.
- the reinforcing fiber (C) is usually used as a reinforcing fiber bundle.
- This reinforcing fiber bundle is reinforced with a propylene-based resin (A) in which the constituent unit derived from propylene is preferably 50 mol% or more, and a propylene-based resin (B) containing at least a carboxylate bonded to a polymer chain. It preferably contains the fiber (C).
- the propylene-based resin (A) is a resin having a structural unit derived from propylene, and is typically a polymer of propylene. Further, it may be a copolymer containing at least one olefin or polyene-derived structural unit selected from ⁇ -olefins, conjugated dienes and non-conjugated dienes.
- ⁇ -olefin examples include ethylene, 1-butene, 3-methyl-1-butene, 4-methyl-1-pentene, 3-methyl-1-pentene, 4-methyl-1-hexene, 4,4. Dimethyl-1-hexene, 1-nonene, 1-octene, 1-hexene, 1-hexene, 1-decene, 1-undecene, 1-dodecene, 1-tetradecene, 1-hexadecene, 1-octadecene, 1-eicosene, etc. Examples thereof include ⁇ -olefins having 2 to 20 carbon atoms excluding propylene. Of these, 1-butene, ethylene, 4-methyl-1-pentene and 1-hexene are preferable, and 1-butene and 4-methyl-1-pentene are more preferable.
- conjugated diene and non-conjugated diene include butadiene, ethylidene norbornene, dicyclopentadiene, and 1,5-hexadiene.
- the amount of the structural unit derived from propylene is preferably 50 mol% or more, more preferably 50 to 99 mol%, particularly preferably. Is 55 to 98 mol%, most preferably 60 to 97 mol%.
- the propylene-based resin (A) preferably has a shore A hardness of 60 to 90 or a shore D hardness of 45 to 65.
- the shore A hardness is more preferably 65 to 88, and particularly preferably 70 to 85.
- the shore D hardness is more preferably 48 to 63, and particularly preferably 50 to 60.
- the propylene-based resin (A) is a propylene-based resin component (A-1) having a weight average molecular weight of more than 50,000 and a weight average molecular weight of 100,000 or less, which is more than 60% by mass and 100% by mass or less. -2) It is preferable to contain 0 to less than 40% by mass (however, the total of the component (A-1) and the component (A-2) is 100% by mass, and the weight average molecular weight thereof is (A-1). > (A-2)).
- the more preferable content of the propylene resin component (A-1) is more than 70% by mass and 100% by mass or less, and the particularly preferable content is 73 to 100% by mass.
- the difference between the weight average molecular weight of the propylene resin component (A-1) and the weight average molecular weight of the propylene resin component (A-2) is preferably 20,000 to 300,000, more preferably 30,000 to. It is 200,000, particularly preferably 35,000 to 200,000.
- the melting point or glass transition temperature of the propylene resin (A) is usually 0 to 165 ° C. A resin that does not show a melting point may be used.
- the amount of the propylene resin (B) with respect to 100 parts by mass of the propylene resin (A) is preferably 3 to 50 parts by mass, more preferably 5 to 45 parts by mass, and particularly preferably 10 to 40 parts by mass.
- the propylene-based resin (B) is a propylene-based resin containing at least a carboxylate bonded to the polymer chain. This carboxylate is effective in enhancing the interaction with reinforcing fibers, especially carbon fibers.
- the raw materials for the propylene resin (B) are propylene and ⁇ -olefin represented by polypropylene, ethylene / propylene copolymer, propylene / 1-butene copolymer, and ethylene / propylene / 1-butene copolymer.
- copolymers alone or with two or more kinds are mentioned.
- a monomer having a neutralized or unneutralized carboxylic acid group and / or a monomer having a saponified or unsaponified carboxylic acid ester can be mentioned.
- Specific examples of the olefin used are the same as those listed as the copolymerization component of the propylene resin (A).
- examples of the monomer having a carboxylic acid group that has been neutralized or not neutralized and the monomer having a carboxylic acid ester group that has been saponified or not saponified include ethylene.
- examples thereof include based unsaturated carboxylic acids and anhydrides thereof, and examples thereof include esters thereof and compounds having an unsaturated vinyl group other than olefins.
- ethylene-based unsaturated carboxylic acid examples include (meth) acrylic acid, maleic acid, fumaric acid, tetrahydrophthalic acid, itaconic acid, citraconic acid, crotonic acid, and isocrotonic acid.
- anhydride examples include TM nadicic acid (endosis-bicyclo [2.2.1] hept-5-ene-2,3-dicarboxylic acid), maleic anhydride, and citraconic anhydride.
- monomers having an unsaturated vinyl group other than olefins include methyl (meth) acrylate, ethyl (meth) acrylate, propyl (meth) acrylate, n-butyl (meth) acrylate, and i-butyl (meth).
- Aromatic vinyls such as styrene, acrylamides such as acrylamide, methacrylicamide, N-methylolmethacrylicamide, N-methylolacrylamide, diacetoneacrylamide, amides such as maleic acid amide, vinyl esters such as vinyl acetate and vinyl propionate, N, N-Dimethylaminoethyl (meth) acrylate, N, N-diethylaminoethyl (methacrylate, N, N-dimethylaminopropyl (meth) acrylate, N, N-dipropylaminoethyl (meth) acrylate, N, N-dibutyl Aminoal such as aminoethyl (meth) acrylate, N, N-dihydroxyethylaminoethyl (meth) acrylate Kill (meth) acrylates, styrene sulfonic acid, sodium styrene sulfonic acid,
- These monomers can be used alone, or two or more types can be used. Among them, acid anhydrides are preferable, and maleic anhydride is more preferable.
- the content of the carboxylic acid group in the propylene resin (B) can be determined by NMR or IR measurement. Further, for example, as another method, it can be evaluated by the acid value.
- the acid value of the propylene resin (B) is preferably 10 to 100 mg-KOH / g, more preferably 20 to 80 mg-KOH / g, particularly preferably 25 to 70 mg-KOH / g, and most preferably 25 to 65 mg-. It is KOH / g.
- the weight average molecular weight of the propylene-based resin (B) is preferably 1,000 to 100,000, more preferably 2,000 to 80,000, particularly preferably 5,000 to 50,000, and most preferably 5,000. ⁇ 30,000.
- the weight average molecular weight of the propylene resin (A) is larger.
- the difference between the weight average molecular weight of the propylene resin (A) and the weight average molecular weight of the propylene resin (B) is preferably 10,000 to 380,000, more preferably 120,000 to. It is 380,000, particularly preferably 130,000 to 380,000.
- the weight average molecular weight in the present invention is determined by gel permeation chromatography (GPC).
- the melt flow rate of the propylene resin (B) is preferably 3 to 500 g / 10 minutes.
- a more preferable lower limit value is 5 g / 10 minutes, particularly preferably 7 g / 10 minutes, and a more preferable upper limit value is 400 g / 10 minutes, particularly preferably 350 g / 10 minutes.
- the measured value under the ATM1238 standard, 190 ° C., 2.16 kg load may be the same numerical range as the above.
- the amount of the propylene-based resin (B) is preferably 3 to 50 parts by mass, more preferably 5 to 45 parts by mass, and particularly preferably 7 to 40 parts by mass with respect to 100 parts by mass of the propylene-based resin (A). ..
- the content of the propylene-based resin (A) and the propylene-based resin (B) in the reinforcing fiber bundle is preferably 0.3 to 5% by mass.
- the lower limit value is more preferably 0.4% by mass, and the upper limit value is more preferably 4% by mass, particularly preferably 3% by mass.
- propylene-based resin (A) and propylene-based resin (B) other components may be used in combination with the reinforcing fiber bundle.
- a surfactant that stabilizes the emulsion may be added separately.
- Such other components are preferably 10% by mass or less, more preferably 5% by mass or less, and particularly preferably 2% by mass, based on 100% by mass of the total of the propylene-based resin (A) and the propylene-based resin (B). % Or less.
- Examples of the reinforcing fiber (C) include carbon fiber and glass fiber.
- carbon fiber is preferable from the viewpoint of further improving the bending physical properties.
- PAN-based, pitch-based, rayon-based and other carbon fibers are preferable from the viewpoint of improving mechanical properties, and PAN-based carbon fibers are more preferable from the viewpoint of the balance between strength and elastic modulus. ..
- the average fiber diameter of the reinforcing fiber (C) is not particularly limited, but is preferably 1 to 20 ⁇ m, more preferably 3 to 15 ⁇ m, from the viewpoint of mechanical properties and surface appearance.
- the number of single threads of the reinforcing fiber bundle is not particularly limited, and is usually 100 to 350,000, preferably 1,000 to 250,000, and more preferably 5,000 to 220,000.
- the fiber reinforced resin composition usually contains a matrix resin (X).
- a matrix resin (X) a propylene-based polymerization (D) described later is preferable.
- Acrylic resin such as resin (PMMA), vinyl chloride, polyimide (PI), polyamideimide (PAI), polyetherimide (PEI), polysulfone, polyethersulfone, polyketone, polyetherketone, polyetheretherketone (PEEK), Polyethylene, polypropylene, polybutene, polyolefins such as poly4-methyl-1-pentene, thermoplastic resins such as modified polyolefins, phenol resins, phenoxy resins, as well as ethylene / propylene copolymers, ethylene / 1-butene copolymers, Ethylene / propylene / diene copolymer, ethylene / carbon monoxide / diene copolymer, ethylene / ethyl (meth) acrylate copolymer, glycidyl ethylene / (meth) acrylate, ethylene / vinyl acetate / (meth) acrylic A glycidyl acid copolymer
- a polyolefin-based resin having a low polarity is preferable, and an ethylene-based polymer or a propylene-based polymer is preferable from the viewpoint of cost and light weight, and the propylene-based resin (D) described later is more preferable. That is, a propylene-based resin composition containing a reinforcing fiber bundle is preferably used.
- the propylene-based resin (D) may be an unmodified propylene-based resin, or may contain a propylene-based resin containing a carboxylic acid structure or a carboxylate structure by a method such as modification.
- the latter embodiment preferably contains a modified propylene resin.
- the mass ratio is an unmodified / modified ratio, preferably 80/20 to 99/1, more preferably 89/11 to 99/1, particularly preferably 89/11 to 93/7, and most preferably 90. It is / 10 to 95/5.
- the propylene-based resin (D) is, for example, a propylene polymer called homopolypropylene, random polypropylene, block polypropylene, or modified polypropylene.
- the weight average molecular weight of the propylene-based resin (D) preferably has the following relationship with the weight average molecular weights of the propylene-based resin (A) and the propylene-based resin (B) described above.
- the weight average molecular weight of the propylene-based resin (D) is preferably 50,000 to 350,000, more preferably 100,000 to 330,000, and particularly preferably 150,000 to 320,000.
- the difference in molecular weight between the propylene-based resin (A) and the propylene-based resin (D) is preferably 10,000 to 400,000, more preferably 20,000 to 200,000, and particularly preferably 20,000 to 100,000.
- the stereoregularity of the propylene resin (D) is not particularly limited, but it is preferably isotactic or syndiotactic.
- the fiber-reinforced resin composition contains fibers [reinforced fibers (C), etc.] and resins [propylene-based resin (D), etc.].
- the amount of the fiber (C) is preferably 25 to 75 parts by mass, more preferably 30 to 68 parts by mass, and particularly preferably 35 to 65 parts by mass.
- the amount of the resin is preferably 25 to 75 parts by mass, more preferably 32 to 70 parts by mass, and particularly preferably 35 to 65 parts by mass. However, these are values when the total of the reinforcing fiber (C) and the matrix resin (X) is 100 parts by mass.
- the melting point or glass transition temperature of the resin contained in the fiber-reinforced resin composition is preferably 50 to 300 ° C.
- the lower limit is more preferably 70 ° C, particularly preferably 80 ° C
- the upper limit is more preferably 280 ° C, particularly preferably 270 ° C, most preferably 260 ° C.
- the melting point is preferably within these ranges, and the upper limit of the melting point is preferably 250 ° C., more preferably 240 ° C.
- the resin contained in the fiber reinforced resin composition preferably contains a carboxylic acid group.
- the content of the structural unit containing a carboxylic acid group is preferably 0.010 to 0.045 parts by mass, where the total of the reinforcing fibers (C) and the polymer (I) contained in the fiber reinforced resin composition is 100 parts by mass. , More preferably 0.012 to 0.040 parts by mass, and particularly preferably 0.015 to 0.035 parts by mass.
- the structural unit containing a carboxylic acid group include a structural unit derived from a carboxylic acid group contained in a resin such as the propylene-based resin (A), the propylene-based resin (B), and the propylene-based resin (D) described above, and a carboxylic acid. Structural units derived from acid salts can be mentioned.
- the resin contained in the fiber reinforced resin composition contains a carboxylic acid group
- Its acid value is preferably 0.1 to 0.55 mg-KOH / g, more preferably 0.12 to 0.45 mg-KOH / g, and particularly preferably 0.13 to 0.40 mg-KOH / g. ..
- the preferable melt flow rate (ASTM1238 standard, 230 ° C., 2.16 kg load) of the resin contained in the fiber-reinforced resin composition is 1 to 500 g / 10 minutes, more preferably 3 to 300 g / 10 minutes, and particularly preferably 5. ⁇ 100 g / 10 minutes.
- the weight average molecular weight of the resin is preferably 50,000 to 400,000, more preferably 100,000 to 370,000, and particularly preferably 150,000 to 350,000.
- the fiber reinforced resin composition may contain a dye (II) that absorbs light having a wavelength of 300 to 3000 ⁇ m.
- a dye (II) that absorbs light having a wavelength of 300 to 3000 ⁇ m.
- known substances can be used without limitation.
- the preferred dye (II) is, for example, a carbon-based dye, more preferably carbon black.
- the content thereof is preferably 0.01 to 5% by mass in 100% by mass of the entire fiber-reinforced resin composition.
- the lower limit is more preferably 0.1% by mass, and particularly preferably 0.2% by mass.
- the upper limit is more preferably 3% by mass, and particularly preferably 2% by mass.
- the unidirectional fiber reinforced resin sheet used in the present invention is typically a sheet-shaped unidirectional fiber reinforced resin molded body in which continuous fibers are aligned in one direction and composited with a resin.
- Examples of the method for producing the unidirectional fiber reinforced resin sheet include a method in which the opened fiber bundles are aligned and then brought into contact with the molten matrix resin (X).
- X molten matrix resin
- the unidirectional fiber reinforced resin sheet one sheet can be used alone, or a laminated body of unidirectional fiber reinforced resin sheets is produced by laminating and integrating a plurality of sheets, and this is used. You can also do it.
- the laminate of the present invention is a laminate having the unidirectional fiber reinforced resin sheet described above, a core member, and an adhesive layer.
- the apparent density of the laminate of the present invention is preferably 0.055 to 0.58 g / cc, more preferably 0.08 to 0.58 g / cc, from the viewpoint of achieving both the light weight of the laminate and the bending physical properties. is there.
- the apparent density of the laminated body can be adjusted by, for example, changing the apparent density of the core member, the thickness of the laminated body, or changing the pressing conditions.
- the thickness (overall thickness) of the laminate of the present invention is preferably 3 to 32 mm, more preferably 3 to 22 mm.
- the specific level of the flexural modulus of the laminate of the present invention is not particularly limited, and it may be adjusted to the level most suitable for the specific application in which the laminate is used.
- the flexural modulus (MD direction) according to JIS K7171 is preferably 10 to 100 GPa, more preferably 12 to 60 GPa.
- the flexural modulus of the laminated body can be adjusted, for example, by changing the number of laminated unidirectional fiber-reinforced resin sheets.
- the specific level of the bending strength of the laminate of the present invention is not particularly limited, and it may be adjusted to the level most suitable for the specific application in which the laminate is used.
- the bending strength (MD direction) according to JIS K7171 is preferably 70 to 500 MPa, more preferably 100 to 450 MPa.
- the bending strength of the laminated body can be adjusted, for example, by changing the number of laminated unidirectional fiber reinforced resin sheets.
- the specific level of impact resistance of the laminate of the present invention is not particularly limited, and it may be adjusted to the most suitable level in the specific application in which the laminate is used.
- the energy of the puncture point is preferably 8 J or more, and more preferably 10 J or more.
- the preferable upper limit value is 20J, and the more preferable upper limit value is. It is 15J.
- the method for producing the laminate of the present invention is not particularly limited, and any method may be used as long as it can integrate at least the core member and the unidirectional fiber reinforced resin sheet via the adhesive layer.
- a preferred manufacturing method is a core member having a plurality of hollow structural units having at least one shape selected from the group consisting of a cylindrical shape, a polygonal pillar shape, a conical shape, a polygonal cone shape, and a shape obtained by combining a plurality of them.
- a step of applying an adhesive to one or both of the unidirectional fiber reinforced resin sheets, the unidirectional fiber reinforced resin sheet is applied to at least one of the front surface and the back surface of the core member via the adhesive. It is a method for producing a laminate having a step of arranging and a step of heating above the melting point of the adhesive.
- FIG. A laminated body having a five-layer structure as shown can be obtained.
- the adhesive layer is applied to only one of the front surface and the back surface of the core member and the unidirectional fiber reinforced resin sheet is arranged on only one of the front surface and the back surface via the adhesive, 3 A layered laminate is obtained.
- the adhesive may be applied only to, for example, the entire surface or a part of at least one of the front surface and the back surface of the core member, or the unidirectional fiber reinforced resin sheet may be adhered. It may be given only to the whole surface or a part of the surface to be given, or may be given to both the whole surface or a part of the surface.
- the unidirectional fiber reinforced resin sheet is arranged at at least one of the front surface and the back surface of the core member, and is arranged on at least one of the front surface and the back surface of the core member. It may be arranged on a part of the surface.
- the temperature in the heating process may be at least the melting point of the adhesive or higher.
- the heating temperature is preferably 40 ° C. or higher, more preferably 60 to 140 ° C.
- the pressure is preferably 0.1 to 10 MPa, more preferably 0.5 to 5 MPa. If the pressure is lower than 0.1 MPa, the adhesiveness tends to deteriorate. If the pressure exceeds 10 MPa, the core member tends to buckle and collapse.
- the pressurization time is usually 1 to 10 minutes.
- the use of the laminate of the present invention is not particularly limited. However, since the laminate of the present invention has the configuration described above, it has unique physical properties suitable for specific applications (for example, transportation equipment applications, home appliance applications, construction applications), and is lightweight. Further, since the laminate of the present invention contains a thermoplastic resin as a resin component, it can be shaped into a three-dimensional shape unlike a laminate containing a thermosetting resin as a resin component.
- the laminate of the present invention is preferably an exterior material used, for example, for transportation equipment, home appliances, and construction.
- the "exterior material” means a member that is arranged so as to separate the inside and the outside to protect the inside or the outside, and may or may not have a decorative purpose.
- the laminate of the present invention can be used for applications that require high rigidity but also light weight, for example, for protection of moving body structural materials, large structures, temporary structures, and high-energy objects. preferable.
- high-energy objects include engines and motors of transportation vehicles, high-performance batteries, motors and compressors of home appliances and communication equipment, and high-performance batteries.
- large vehicles such as construction vehicles may themselves be considered as high-energy objects.
- Exterior materials used for transportation equipment include vehicle flooring, roofs, trunks, bonnets, doors, fenders, and the like.
- Specific examples of exterior materials used for home appliances include personal computers, tablet housings, washing machines, refrigerators, televisions, and the like.
- Specific examples of exterior materials used for building applications include wall materials, partitions, flooring materials, ceiling materials, doors, and the like. Above all, it is very useful to use it as an exterior material (vehicle flooring, under guard, mat guard, etc.) located on the surface where flying pebbles and other foreign substances hit, a soundproof wall, and curing of a construction site.
- Carbon fiber> A carbon fiber bundle (manufactured by Mitsubishi Rayon Co., Ltd., trade name: Pyrofil (registered trademark) TR50S12L, number of filaments: 12,000, strand strength: 5000 MPa, strand elastic modulus: 242 GPa) is immersed in acetone and ultrasonic waves are applied for 10 minutes. After that, the carbon fiber bundle was pulled up, washed with acetone three more times, and dried at room temperature for 8 hours to remove the adhering sizing agent before use.
- Pyrofil registered trademark
- ⁇ Production Example 1 (Emulsion production)> As the propylene-based resin (A), 100 parts by mass of a propylene-butene copolymer having a shore D hardness of 52, a weight average molecular weight Mw measured by GPC of 350,000, and a melting point of 80 ° C. was used as the propylene-based resin (B). Maleic anhydride-modified propylene polymer (weight average molecular weight Mw: 20,000, acid value: 45 mg-KOH / g, maleic anhydride content: 4% by mass, melting point: 140 ° C.) 10 parts by mass, as a surfactant , 3 parts by mass of potassium oleate was mixed.
- Maleic anhydride-modified propylene polymer (weight average molecular weight Mw: 20,000, acid value: 45 mg-KOH / g, maleic anhydride content: 4% by mass, melting point: 140 ° C.) 10 parts by mass, as a surfactant
- the extruded resin mixture was cooled to 110 ° C. with a static mixer with a jacket installed at the mouth of the extruder, and further poured into warm water at 80 ° C. to obtain an emulsion.
- the solid content concentration of the obtained emulsion was 45%.
- the above-mentioned maleic anhydride-modified propylene-based polymer has 96 parts by mass of a propylene / butene copolymer, 4 parts by mass of maleic anhydride, and 0.4 parts by mass of Perhexy 25B (manufactured by Nippon Oil & Fats Co., Ltd.) as a polymerization initiator. Was mixed and heated at a temperature of 160 ° C. for 2 hours for modification.
- this carbon fiber bundle 66.7 parts by mass of this carbon fiber bundle, as a matrix resin (X), a commercially available unmodified propylene resin (manufactured by Prime Polymer Co., Ltd., trade name: Prime Polypro® J106MG, melting point: 160 ° C.) and Modified polypropylene grafted with 0.5% by mass of maleic anhydride (melt flow rate measured at 190 ° C. and 2.16 kg load according to ASTM D1238: 9.1 g / 10 minutes, melting point: 155 ° C.) 33.3 parts by mass
- a resin composition containing the above was prepared, and a unidirectional fiber-reinforced resin sheet having an average thickness of 160 ⁇ m was prepared by a conventional method.
- the conditions were adjusted so that the mass ratio of the unmodified propylene resin to the modified polypropylene was 90/10 (the weight average molecular weight corresponds to 330,000).
- the melting point of the resin was 160 ° C.
- the maleic anhydride content with respect to the entire resin composition was 0.023% by mass
- the fiber volume fraction Vf was 0.5
- the density was 1.13 g / cc.
- ⁇ Bending test> The flexural modulus (MD direction) and bending strength (MD direction) were measured according to JIS K7171.
- Example 1> Manufacturing of a laminate of two unidirectional fiber reinforced resin sheets
- Two 160 ⁇ m-thick unidirectional fiber-reinforced resin sheets (200 ⁇ 200 mm) obtained in Production Example 2 are placed on a release film (polyimide film) so that the fiber directions are the same (0 °). Laminated. This was placed on a press device (manufactured by Toyo Seiki Co., Ltd., trade name: mini test press) set at 180 ° C., held for 3 minutes while applying a pressure of 8 MPa, and then the pressure was released.
- a press device manufactured by Toyo Seiki Co., Ltd., trade name: mini test press
- the device was moved to a cooling press device through which cooling water was passed at 20 ° C., held for 1 minute while applying a pressure of 8 MPa, and then the pressure was released. Next, this was taken out from the apparatus, the release film was removed, and a laminate (0 ° / 0 °) of two unidirectional fiber reinforced resin sheets was obtained.
- this laminate is referred to as a "unidirectional fiber reinforced resin sheet laminate (0 ° / 0 °)".
- Liquid polyolefin adhesive manufactured by Mitsui Chemicals, Inc., trade name: Unistor (registered trademark) XP01B, solid component: modified polypropylene
- a Mayer bar was applied with a Mayer bar.
- a laminated body (0 ° / 0 °) of a unidirectional fiber reinforced resin sheet having an adhesive layer formed on one surface is provided, and the adhesive layer side is the core member. It was laminated so as to be in contact with.
- the fiber directions of the laminated body (0 ° / 0 °) of the unidirectional fiber reinforced resin sheets on the front side surface and the back side surface were set to the same direction.
- a release film was placed on the outer surface of the laminate (0 ° / 0 °) of both unidirectional fiber reinforced resin sheets. This was placed on a press device set at 80 ° C.
- This laminate is "a laminate of unidirectional fiber reinforced resin sheets (0 ° / 0 °) / adhesive layer / core member (honeycomb member) / adhesive layer / laminate of unidirectional fiber reinforced resin sheet ( It was a honeycomb sandwich plate having a layer structure of "0 ° / 0 °)", its thickness was 4.4 mm, and its apparent density was 0.48 g / cc. Further, in the thickness of the honeycomb sandwich plate of 4.4 mm, the thickness of the core member was 3.8 mm, and the thickness of the laminated body of the unidirectional fiber reinforced resin sheet was 0.3 mm, respectively. The thickness of the adhesive layer was not measured because it was much thinner than the thickness of the entire laminate (the same applies to Examples 2 and 3 and Comparative Example 3 described later).
- the flexural modulus of this honeycomb sandwich plate was 27867 MPa, and the bending strength was 253 MPa.
- Example 2 Manufacturing of a laminate of two unidirectional fiber reinforced resin sheets
- Two 150 ⁇ m-thick unidirectional sheets (200 ⁇ 200 mm) obtained in Production Example 2 were laminated on a release film (polyimide film) so that the fiber directions were orthogonal (0 ° / 90 °).
- This is press-molded under the same conditions and methods as the manufacturing method of the fiber-reinforced resin sheet laminate (0 ° / 0 °) of Example 1, and the laminate of two unidirectional fiber-reinforced resin sheets (0). ° / 90 °) was obtained.
- Example 2 Manufacturing of laminate
- the laminated body of the unidirectional fiber reinforced resin sheet (0 ° / 90 °) was used instead of the laminated body of the unidirectional fiber reinforced resin sheet (0 ° / 0 °).
- a laminate (0 ° / 90 °) of unidirectional fiber reinforced resin sheets and a core material were integrated via an adhesive layer to obtain a laminate.
- the fiber direction of each unidirectional fiber reinforced resin sheet laminate (0 ° / 90 °) was 90 ° on the inside and 0 ° on the outside.
- This laminate is "a laminate of unidirectional fiber reinforced resin sheets (0 ° / 90 °) / adhesive layer / core member (honeycomb member) / adhesive layer / laminate of unidirectional fiber reinforced resin sheet ( It was a honeycomb sandwich plate having a layer structure of "90 ° / 0 °)", its thickness was 4.4 mm, and its apparent density was 0.48 g / cc. Further, in the thickness of the honeycomb sandwich plate of 4.4 mm, the thickness of the core member was 3.8 mm, and the thickness of the laminated body of the unidirectional fiber reinforced resin sheet was 0.3 mm, respectively.
- the flexural modulus of this honeycomb sandwich plate was 18133 MPa, and the bending strength was 118 MPa.
- the polypropylene resin plate-shaped single cone member (Ube Exsymo Co., Ltd., single cone (registered trademark) TSC-5-1003N, total thickness: 5.1 mm, grain amount: 1000 g / m 2 , apparent density: 0.2 g / cm 3 , maximum width of the cross-sectional shape of the hollow structure unit: within the range of 4 to 9 mm, number of hollow structure units per unit area: within the range of 14,000 to 72,000 pieces / m 2.
- This laminate is "a laminate of unidirectional fiber reinforced resin sheets (0 ° / 90 °) / adhesive layer / core member (single cone member) / adhesive layer / laminate of unidirectional fiber reinforced resin sheet. It was a single cone sandwich plate having a layer structure of "(90 ° / 0 °)", its thickness was 4.4 mm, and its apparent density was 0.41 g / cc. Further, in the thickness of the single cone sandwich plate of 4.4 mm, the thickness of the core member was 3.8 mm, and the thickness of the laminated body of the unidirectional fiber reinforced resin sheet was 0.3 mm, respectively.
- the flexural modulus of this single cone sandwich plate was 12543 MPa, and the bending strength was 87 MPa.
- the flexural modulus of this core member was 369 MPa, and the bending strength was 8 MPa.
- laminate of unidirectional fiber reinforced resin sheet (0 ° / 90 °) / core member (honeycomb member) / laminate of unidirectional fiber reinforced resin sheet (90 ° / 0 °)
- the thickness of the honeycomb sandwich plate of 4.4 mm the thickness of the core member was 3.8 mm
- the thickness of the laminated body of the unidirectional fiber reinforced resin sheet was 0.3 mm, respectively.
- the flexural modulus of this honeycomb sandwich plate was 6805 MPa, and the bending strength was 46 MPa.
- ⁇ Comparative example 3> Manufacturing of discontinuous fiber reinforced resin sheet
- a mold with a hole of 200 x 200 mm made of a metal plate having a thickness of 300 ⁇ m is placed on a release film (polyimide film), and a discontinuous carbon fiber reinforced polypropylene resin (manufactured by Daicel Polymer Co., Ltd.) is placed on the mold.
- a discontinuous fiber reinforced resin sheet was used instead of the unidirectional fiber reinforced resin sheet laminate (0 ° / 0 °), and the pressure application time in the press device set at 80 ° C was changed from 1 minute to 3 minutes. Obtained a laminate in which the discontinuous fiber reinforced resin sheet and the core material were integrated with each other via an adhesive layer in the same manner as in Example 1.
- This laminate is a honeycomb sandwich plate having a layer structure of "discontinuous fiber reinforced resin sheet / adhesive layer / core member (honeycomb member) / adhesive layer / discontinuous fiber reinforced resin sheet", and its thickness is 4. It was 4 mm and the apparent density was 0.46 g / cc. Further, in the thickness of the honeycomb sandwich plate of 4.4 mm, the thickness of the core member was 3.8 mm, and the thickness of the laminate of the discontinuous fiber reinforced resin sheets was 0.3 mm, respectively.
- the flexural modulus of this honeycomb sandwich plate was 5430 MPa, and the bending strength was 42 MPa.
- a two-component epoxy adhesive (manufactured by ThreeBond Co., Ltd., trade name: TB2082C) has a thickness of about 50 ⁇ m on the surface of the unidirectional fiber-reinforced thermosetting resin sheet laminate (0 ° / 90 °) on the 90 ° side. It was applied so as to become.
- the layers were laminated so that the layer side was in contact with the core member.
- the fiber direction of each unidirectional fiber-reinforced thermosetting resin sheet laminate (0 ° / 90 °) was 90 ° on the inside and 0 ° on the outside as in Example 2. Then, it was held for 30 minutes while applying a pressure of 1 MPa in a press device at room temperature.
- a laminate (0 ° / 90 °) of the unidirectional fiber-reinforced thermosetting resin sheet and the core material were integrated via an adhesive layer to obtain a laminate.
- This laminate is "a laminate of unidirectional fiber reinforced thermosetting resin sheets (0 ° / 90 °) / adhesive layer / core member (honeycomb member) / adhesive layer / unidirectional fiber reinforced thermosetting It was a honeycomb sandwich plate having a layer structure of "a laminated body of resin sheets (90 ° / 0 °)", the thickness of which was 6.1 mm, and the apparent density was 0.31 g / cc.
- the thickness of the honeycomb sandwich plate of 6.1 mm the thickness of the core member was 5.4 mm, and the thickness of the laminated body of the unidirectional fiber-reinforced thermosetting resin sheet was 0.35 mm, respectively.
- the thickness of the adhesive layer is included in the thickness of the unidirectional fiber-reinforced thermosetting resin sheet.
- the flexural modulus of this honeycomb sandwich plate was 1927 MPa, and the bending strength was 18 MPa.
- the core member (plate-shaped honeycomb member) of Comparative Example 1 was inferior in bending characteristics to the laminated body of Examples 1 to 3.
- the laminate of Comparative Example 2 is a laminate obtained by directly laminating a laminate of fiber reinforced resin sheets on a core member and press molding without using an adhesive, the laminates of Examples 1 to 3 are laminated. The bending characteristics were inferior to those of the body.
- the laminated body of Comparative Example 3 is a laminated body obtained by using a discontinuous fiber reinforced resin sheet instead of the laminated body of the unidirectional fiber reinforced resin sheet, it has bending characteristics as compared with the laminated body of Examples 1 to 3. Was inferior.
- the laminate of Comparative Example 4 is a laminate obtained by using a unidirectional fiber reinforced thermosetting resin sheet instead of the laminate of the unidirectional fiber reinforced resin sheet, the laminate of Examples 1 to 3 can be used. The bending characteristics were inferior in comparison.
- the laminate of the present invention is useful for, for example, applications selected from transportation equipment applications, home appliance applications, and construction applications, and among them, exterior materials (vehicle flooring materials) located on a surface exposed to flying pebbles and other foreign substances. , Under guard, mat guard, etc.), soundproof walls, curing of construction sites, etc. are very useful.
Landscapes
- Laminated Bodies (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
円柱形状、多角柱形状、円錐形状、多角錐形状、及びそれらのうちの複数を組み合わせた形状からなる群より選ばれる少なくとも1種の形状の中空構造単位を複数有し、前記中空構造単位の断面形状の最大幅が3~15mmであるコア部材と、前記コア部材の表面及び裏面の少なくとも一方に配置された接着剤層と、前記接着剤層に接して配置された熱可塑性樹脂を含む一方向性繊維強化樹脂シートとを有する積層体及びその製造方法であって、曲げ弾性率等の曲げ物性に優れる軽量な積層体及びその製造方法が開示される。
Description
本発明は、曲げ弾性率等の曲げ物性に優れる軽量な積層体及びその製造方法に関する。
従来、軽量で且つ強度が高い部材として、例えばハニカムコア又はハニカム材と呼称される中空部材が知られている。このハニカムコア又はハニカム材としては、ハニカム状の中空構造を有する板状部材が知られている。
特許文献1には、熱可塑性樹脂製中空板状体の少なくとも一方の主面に、繊維シート及び熱可塑性樹脂フィルムを貼り合せた積層構造体が記載されている。この熱可塑性樹脂製中空板状体は、例えばハニカム材である。そして、この積層構造体は軽量であり且つ折り曲げても折り曲げ部分に座屈による突出シワや凹部が発生しにくいと説明されている。
特許文献2には、ハニカムコアの両面に表面板を配設して一体的に成形して成るハニカムサンドイッチパネルにおいて、ハニカムコアと表面板との間に一方向に繊維を配列した繊維強化樹脂層を一体的に形成したハニカムサンドイッチパネルが記載されている。
特許文献1に記載の発明は、積層構造体に座屈が生じることを前提とし、この座屈による突出シワを抑制することを課題とする発明である。したがって、座屈を防止する為の曲げ物性の改良については何ら検討されていない。そして、この積層構造体は、本発明者らの検討によれば、曲げ物性(例えば曲げ弾性率)に劣る場合があることが分かった。
特許文献2に記載のハニカムサンドイッチパネルにおける繊維強化樹脂層には、エポキシ樹脂等の熱硬化性樹脂が使用されている。本発明者らの検討によれば、このような熱硬化性樹脂を繊維強化樹脂層に使用するとハニカムコアに接着することが難しく、剥離が生じて曲げ特性が劣る場合があることが分かった。
すなわち本発明の目的は、曲げ弾性率等の曲げ物性に優れる軽量な積層体及びその製造方法を提供することにある。
本発明者らは上記目的を達成すべく鋭意検討した結果、特定の構成を有する積層体が非常に有効であることを見出し、本発明を完成した。即ち本発明は以下の事項により特定される。
[1]円柱形状、多角柱形状、円錐形状、多角錐形状、及びそれらのうちの複数を組み合わせた形状からなる群より選ばれる少なくとも1種の形状の中空構造単位を複数有し、前記中空構造単位の断面形状の最大幅が3~15mmであるコア部材と、
前記コア部材の表面及び裏面の少なくとも一方に配置された接着剤層と、
前記接着剤層に接して配置された熱可塑性樹脂を含む一方向性繊維強化樹脂シートと
を有する積層体。
前記コア部材の表面及び裏面の少なくとも一方に配置された接着剤層と、
前記接着剤層に接して配置された熱可塑性樹脂を含む一方向性繊維強化樹脂シートと
を有する積層体。
[2]前記コア部材の厚みが3~30mmである[1]に記載の積層体。
[3]前記コア部材及び前記接着剤層が熱可塑性樹脂を含む[1]に記載の積層体。
[4]前記熱可塑性樹脂が、熱可塑性ポリオレフィン系樹脂である[3]に記載の積層体。
[5]前記コア部材が、前記中空構造単位の表面側及び裏面側の開口を被覆する被覆シートを有する[1]に記載の積層体。
[6]前記コア部材の前記中空構造単位の単位面積当たりの個数が5600~111200個/m2である[1]に記載の積層体。
[7]前記一方向性繊維強化樹脂シートにおける繊維が炭素繊維を含む[1]に記載の積層体。
[8]曲げ弾性率が10~100GPaである[1]に記載の積層体。
[9]前記接着剤層が前記コア部材の表面及び裏面の各々に配置されており、前記一方向性繊維強化樹脂シートが各々の前記接着剤層に接して配置されている[1]に記載の積層体。
[10][1]に記載の積層体を製造する為の方法において、
円柱形状、多角柱形状、円錐形状、多角錐形状、及びそれらのうちの複数を組み合わせた形状からなる群より選ばれる少なくとも1種の形状の中空構造単位を複数有し、前記中空構造単位の断面形状の最大幅が3~15mmであるコア部材と、熱可塑性樹脂を含む一方向性繊維強化樹脂シートのうちの一方又は両方に接着剤を付与する工程、
前記コア部材の表面及び裏面の少なくとも一方に、前記接着剤を介して、前記一方向性繊維強化樹脂シートを配置する工程、並びに、
前記接着剤の融点以上に加熱する工程
を有する積層体の製造方法。
円柱形状、多角柱形状、円錐形状、多角錐形状、及びそれらのうちの複数を組み合わせた形状からなる群より選ばれる少なくとも1種の形状の中空構造単位を複数有し、前記中空構造単位の断面形状の最大幅が3~15mmであるコア部材と、熱可塑性樹脂を含む一方向性繊維強化樹脂シートのうちの一方又は両方に接着剤を付与する工程、
前記コア部材の表面及び裏面の少なくとも一方に、前記接着剤を介して、前記一方向性繊維強化樹脂シートを配置する工程、並びに、
前記接着剤の融点以上に加熱する工程
を有する積層体の製造方法。
本発明によれば、曲げ弾性率等の曲げ物性に優れる軽量な積層体及びその製造方法を提供できる。
本発明の積層体は、特定の形状の中空構造単位を複数有するコア部材と、接着剤層と、熱可塑性樹脂を含む一方向性繊維強化樹脂シートとを有する積層体である。図1(A)は、本発明の積層体の実施形態を示す模式的断面図であり、図1(B)は、コア部材と一方向性繊維強化樹脂シートを接着剤層を介して接着する前の状態を説明する為の模式的斜視図である。
図1に示す積層体1は、コア部材11と、コア部材11の表面及び裏面の各々に配置された接着剤層12と、接着剤層12の各々に接して配置された熱可塑性樹脂を含む一方向性繊維強化樹脂シート(図1に示す実施形態においては内側の一方向性繊維強化樹脂シート13aと外側の一方向性繊維強化樹脂シート13bの積層体)を有する。すなわち、この実施形態における積層体1は、コア部材11が一方向性繊維強化樹脂シート13a及び13bの積層体により挟まれたサンドウィッチ構造を有する積層体である。各接着剤層12は、コア部材11の表面及び裏面の各々と内側の各一方向性繊維強化樹脂シート13aとを接着する為の層である。なお、図1に示す積層体1においては、コア部材11の表面及び裏面の各々に配置された接着剤層12及び一方向性繊維強化樹脂シートを示したが、本発明はこれに限定されるものではない。すなわち、本発明の積層体は、コア部材11の表面及び裏面の少なくとも一方に配置された接着剤層12及び一方向性繊維強化樹脂シートを含む態様であっても良い。
なお、図1に示す積層体1は、コア部材11の表面及び裏面の両方に接着剤層12と一方向性繊維強化樹脂シート(図1においては一方向性繊維強化樹脂シート13a及び13bの積層体)を有するので、5層構成の積層体である。この5層構成は、具体的には、「一方向性繊維強化樹脂シート/接着剤層/コア部材/接着剤層/一方向性繊維強化樹脂シート」である。ただし、本発明はこの5層構成に限定されない。例えば、コア部材11の表面及び裏面のうちの一方のみに接着剤層12と一方向性繊維強化樹脂シートを有する3層構成の積層体であっても良い。この場合の3層構成は、具体的には「一方向性繊維強化樹脂シート/接着剤層/コア部材」である。
<一方向性繊維強化樹脂シート>
図1においては、コア部材11を挟む一方向性繊維強化樹脂シートとして、内側の一方向性繊維強化樹脂シート13aと外側の一方向性繊維強化樹脂シート13bの積層体(すなわち2枚のシートを一体化した積層体)を用いている(後述する実施例1~3に対応する構成)。ただし、本発明はこれに限定されない。例えば、3枚以上の一方向性繊維強化樹脂シートの積層体を用いても良いし、1枚だけの一方向性繊維強化樹脂シート(非積層体)を用いても良い。複数枚の一方向性繊維強化樹脂シートを一体化した積層体を用いる場合、その形態は特に限定されない。例えば、クロスプライ積層体であっても良いし、アングルプライ積層体であっても良いし、一方向性繊維強化樹脂シートが平織や綾織などに織られた一方向性繊維強化樹脂シートの織物であっても良いし、一方向性繊維強化樹脂シートの小片がランダムに一体化された一方向性繊維強化樹脂シートのランダムシートであっても良い。これらの中でも、軽さと曲げ物性を両立する観点から、非積層体、クロスプライ積層体、及びアングルプライ積層体が好ましい。クロスプライ積層体は一方向性繊維強化樹脂シートの繊維方向を直交するように積層した積層体を意味し、アングルプライ積層体は一方向性繊維強化樹脂シートの繊維方向を任意の角度で積層した積層体を意味する。
図1においては、コア部材11を挟む一方向性繊維強化樹脂シートとして、内側の一方向性繊維強化樹脂シート13aと外側の一方向性繊維強化樹脂シート13bの積層体(すなわち2枚のシートを一体化した積層体)を用いている(後述する実施例1~3に対応する構成)。ただし、本発明はこれに限定されない。例えば、3枚以上の一方向性繊維強化樹脂シートの積層体を用いても良いし、1枚だけの一方向性繊維強化樹脂シート(非積層体)を用いても良い。複数枚の一方向性繊維強化樹脂シートを一体化した積層体を用いる場合、その形態は特に限定されない。例えば、クロスプライ積層体であっても良いし、アングルプライ積層体であっても良いし、一方向性繊維強化樹脂シートが平織や綾織などに織られた一方向性繊維強化樹脂シートの織物であっても良いし、一方向性繊維強化樹脂シートの小片がランダムに一体化された一方向性繊維強化樹脂シートのランダムシートであっても良い。これらの中でも、軽さと曲げ物性を両立する観点から、非積層体、クロスプライ積層体、及びアングルプライ積層体が好ましい。クロスプライ積層体は一方向性繊維強化樹脂シートの繊維方向を直交するように積層した積層体を意味し、アングルプライ積層体は一方向性繊維強化樹脂シートの繊維方向を任意の角度で積層した積層体を意味する。
図1においては、外側の一方向性繊維強化樹脂シート13bの繊維方向は0°方向であり、内側の一方向性繊維強化樹脂シート13aの繊維方向は0°又は90°方向である(後述する実施例1~3に対応する構成)。ただし、本発明はこれに限定されない。一方向性繊維強化樹脂シート13a及び13bの繊維方向は、必要に応じて任意の方向にすることができる。また、図1においては、コア部材11の表面側の内側の一方向性繊維強化樹脂シート13aの繊維方向と裏面側の内側の一方向性繊維強化樹脂シート13aの繊維方向は互いに同じ方向であり、コア部材11の表面側の外側の一方向性繊維強化樹脂シート13bの繊維方向と裏面側の外側の一方向性繊維強化樹脂シート13bの繊維方向は互いに同じ方向である(後述する実施例1~3に対応する構成)。これらの繊維方向は必要に応じて互いに異なる方向にすることができる。
一方向性繊維強化樹脂シートに含まれる繊維及び熱可塑性樹脂の種類は、特に限定されない。ただし、その熱可塑性樹脂としては、オレフィン系樹脂が好ましく、ポリプロピレン系樹脂がより好ましい。一方向性繊維強化樹脂シートが熱可塑性樹脂を含む場合は、曲げ特性がより向上する傾向にある。また、その熱可塑性樹脂がオレフィン系樹脂(より好ましくはポリプロピレン系樹脂)である場合は、曲げ特性が特に向上する傾向にある。一方向性繊維強化樹脂シートに含まれる熱可塑性樹脂及び繊維については、後に詳述する。
一方向性繊維強化樹脂シートの厚み(複数の一方向性繊維強化樹脂シートの積層体を用いる場合はその積層体の厚み)は、特に限定されず、コア部材11の厚みに依存して適宜選択するものであるが、積層体全体の軽量化の観点からシートの厚みは薄いことが好ましい。一方向性繊維強化樹脂シートの厚みは、好ましくは0.05~1.0mm、より好ましくは0.1~0.5mmである。
<コア部材>
図2は、図1に示す積層体に用いたコア部材の内部構造を説明する為の模式的斜視図である。図2に示すように、この実施形態におけるコア部材11は、ハニカム状断面を有する六角柱形状(すなわち多角柱形状)の中空構造単位11aを複数(具体的には多数)有する板状の部材である。図2に示す中空構造単位11aは、その中空の空間を中空構造用壁材11bで囲うことにより形成されている。また、中空構造単位11aの表面側及び裏面側の開口は被覆シート11c(例えばラミネートシート)により被覆されている。
図2は、図1に示す積層体に用いたコア部材の内部構造を説明する為の模式的斜視図である。図2に示すように、この実施形態におけるコア部材11は、ハニカム状断面を有する六角柱形状(すなわち多角柱形状)の中空構造単位11aを複数(具体的には多数)有する板状の部材である。図2に示す中空構造単位11aは、その中空の空間を中空構造用壁材11bで囲うことにより形成されている。また、中空構造単位11aの表面側及び裏面側の開口は被覆シート11c(例えばラミネートシート)により被覆されている。
図2に示すコア部材11の中空構造単位11aは、以上説明した通り六角柱形状であるが、本発明はこれに限定されない。中空構造単位11aは、円柱形状、多角柱形状、円錐形状、多角錐形状、及びそれらのうちの複数を組み合わせた形状からなる群より選ばれる少なくとも1種の形状の中空構造単位であれば良い。またコア部材11中に、2種類以上の中空構造単位11aが混在していても良い。
図3(A)~(C)は、本発明におけるコア部材の中空構造単位の断面形状(中空構造単位11aの深さ方向に直交する面の断面形状)の例を示す模式図である。中空構造単位11aの断面形状は、例えば、図3(A)に示すような六角形(図2に示したハニカム状)であっても良いし、図3(B)に示すような四角形であっても良いし、図3(C)に示すような円形でも良い。さらに、それ以外の任意の形状であっても良い。
本発明において、コア部材11の中空構造単位11aの断面形状の最大幅は3~15mmであり、好ましくは4~9mmである。この「断面形状の最大幅」とは、断面形状の内部に引くことができる線分のうち最も長い線分の長さを意味する。例えば、図3(A)に示した六角形や図3(B)に示した四角形の場合は、その対角線が断面形状の最大幅Wである。また、図3(C)に示した円形の場合は、その直径が断面形状の最大幅Wである。なお、後述する図4(B)及び(C)のように深さによって断面形状の大きさが異なる場合は、最も大きい部分の断面形状の最大幅が本発明における断面形状の最大幅Wである。断面形状の最大幅が上記上限値以下であると、コア部材11の圧縮弾性率、圧縮強度が高まる傾向にあるため好ましい。断面形状の最大幅が上記下限値以上であると、コア部材11の座屈、局所的な凹みが起こりにくく、曲げ物性が向上する傾向があるため好ましい。
図4(A)~(C)は、本発明におけるコア部材11の中空構造単位の形状の例を示す模式的断面図である。本発明における中空構造単位11aは、円柱形状、多角柱形状、円錐形状、多角錐形状、及びそれらを組み合わせた形状からなる群より選ばれる少なくとも1種の形状の中空構造単位である。例えば、図4(A)に示すような断面形状の幅が均一である多角柱形状又は円柱形状であっても良いし、図4(B)に示すような徐々に幅が変化する円錐形状又は多角錐形状であっても良い。さらに、図4(C)に示すような円錐形状又は多角錐形状を上下対称に2つずつ組み合わせた2層構造の形状であっても良い。
本発明において複数の中空構造単位11aは、コア部材11中で規則的に配列していることが好ましい。また、中空構造単位11aの構造としては、例えば、断面形状が六角形(又は他の多角形や円形の場合もある)のハニカム構造、断面形状が円形の円錐構造(シングルコーン構造)、円錐形状を上下対称に2つずつ組み合わせた2層構造(ダブルコーン構造)、断面形状が四角形(又は他の多角形場合もある)の格子構造が好ましく、特にハニカム構造が最も好ましい。なおハニカム構造とは、通常、複数の中空構造単位が配列された蜂の巣の如き構造を意味する。中空構造単位11aが規則的に配置していると、コア部材11としての圧縮弾性率、圧縮強度が優れる傾向にあり、その結果として、積層体の曲げ物性が向上する傾向にあるため好ましい。
コア部材11の中空構造単位11aの単位面積当たりの個数は、好ましくは5600~111200個/m2、より好ましくは14000~72000個/m2である。中空構造単位11aの単位面積当たりの個数が上記上限値以下であると、コア部材11として軽量化できる傾向にあるため好ましい。中空構造単位11aの単位面積当たりの個数が上記下限値以上であると、コア部材11としての圧縮弾性率、圧縮強度が優れる傾向にあり、その結果として、積層体の曲げ物性が向上する傾向にあるため好ましい。
図2に示したコア部材11は、先に述べたように中空構造単位11aの表面側及び裏面側の開口を被覆する被覆シート11cを有している。これは好ましい実施形態であるが、本発明はこれに限定されない。必要に応じて、被覆シート11cの無いコア部材11を用いても良い。
コア部材11の目付量(単位面積当たりの質量)は、好ましくは500~4000g/m2、より好ましくは800~3000g/m2である。
コア部材11の見かけ密度は、積層体の軽量性と曲げ物性とを両立する観点から、好ましくは0.10~0.50g/cm2、より好ましくは0.15~0.30g/cm2である。見かけ密度は、単位面積当たりの質量を厚みで除して求めることができる。
コア部材11(例えば中空構造用壁材11bや被覆シート11c)を構成する材料の種類は特に限定されないが、軽量化及び一方向性繊維強化樹脂シートとの接着性などの点から、樹脂製のコア部材が好ましく、特にコア部材が熱可塑性樹脂を含むことがより好ましい。その具体例としては、オレフィン系樹脂、ポリアミド系樹脂、ポリエステル系樹脂、ポリイミド系樹脂等の熱可塑性樹脂が挙げられる。中でも、オレフィン系樹脂が好ましく、ポリプロピレン系樹脂が軽量化の観点からより好ましい。
コア部材11の厚みは、特に限定されないが、高い剛性を得るためには厚い方が望ましい。ただし、厚すぎると重量が増え、空間を圧迫するので用途に応じて適切な厚さを適宜選択することが出来る。軽量性と曲げ物性とを両立する観点から、コア部材11の厚みは、好ましくは3~30mm、より好ましくは3.5~20mmである。
<接着剤層>
本発明において接着剤層は、コア部材11と一方向性繊維強化樹脂シート(2枚以上の一方向性繊維強化樹脂シートの積層体を用いる場合は内側の一方向性繊維強化樹脂シート13a)とを接着して一体化する為の層である。接着剤の種類や層の厚みは特に限定されず、コア部材11と一方向性繊維強化樹脂シートを接着できるものであれば良い。
本発明において接着剤層は、コア部材11と一方向性繊維強化樹脂シート(2枚以上の一方向性繊維強化樹脂シートの積層体を用いる場合は内側の一方向性繊維強化樹脂シート13a)とを接着して一体化する為の層である。接着剤の種類や層の厚みは特に限定されず、コア部材11と一方向性繊維強化樹脂シートを接着できるものであれば良い。
接着剤は、熱溶融性を有することが好ましい。接着剤の融点は、コア部材11を融解させない温度、さらにはコア部材11の熱変形が生じない温度範囲で接着できる観点から、好ましくは40~160℃、より好ましくは60~140℃である。
接着剤の種類は特に限定されないが、熱可塑性樹脂を含む接着剤が好ましい。熱可塑性樹脂としては、オレフィン系樹脂が好ましく、ポリプロピレン系樹脂がより好ましい。接着剤の具体的な種類としては、オレフィン系接着剤、エポキシ系接着剤、アクリル系接着剤、ウレタン系接着剤が挙げられる。特に、オレフィン系接着剤が好ましい。また、接着剤と一方向性繊維強化樹脂シートが同種の樹脂を含むと、接着性が向上する傾向にあるので好ましい。なお、同種の樹脂とは、具体的には、例えば、接着剤と一方向性繊維強化樹脂シートの両方が熱可塑性樹脂を含む場合、両方がオレフィン系樹脂を含む場合が挙げられる。同様に、接着剤とコア部材11とが同種の樹脂を含むと、接着性が向上する傾向にあるので好ましい。
接着剤層の厚みは特に限定されず、コア部材11と一方向性繊維強化樹脂シートとを接着可能な厚さであれば良い。具体的には、接着剤層の厚みは、1μm~1000μmが好ましく、1μm~100μmがより好ましい。ただし、本発明の積層体を製造する工程において、コア部材11と一方向性繊維強化樹脂シートとを接着剤層を介して熱プレス等の手段により加圧接着すると、この加圧(又は、加圧及び加熱)によって接着剤層が非常に薄くなる場合もある。したがって、そのような場合も考慮すると、接着剤層の厚みは1μm未満であっても構わない。
<繊維強化樹脂組成物>
本発明において、一方向性繊維強化樹脂シートを構成する繊維強化樹脂組成物は、熱可塑性樹脂と繊維を含む組成物である。
本発明において、一方向性繊維強化樹脂シートを構成する繊維強化樹脂組成物は、熱可塑性樹脂と繊維を含む組成物である。
繊維強化樹脂組成物は、特に、融点及び/又はガラス転移温度が50~300℃の重合体(I)20~80質量%、及び、強化繊維(C)20~80質量部[但し、成分(I)と成分(C)の合計を100質量部とする]を含むことが好ましい。重合体(I)の量は、好ましくは25~70質量部、より好ましくは30~65質量部、特に好ましくは35~60質量部、最も好ましくは40~60質量部である。強化繊維(C)の量は、好ましくは30~75質量部、より好ましくは35~70質量部、特に好ましくは35~60質量部、最も好ましくは40~60質量部である。
重合体(I)は融点及び/又はガラス転移温度が50~300℃の熱可塑性樹脂であれば良く、その種類は限定されないが、炭素数2~20のオレフィン単位を含むポリオレフィンが好ましい。
繊維強化樹脂組成物を調製する際、強化繊維(C)は、通常、強化繊維束として用いられる。この強化繊維束は、プロピレンから導かれる構成単位が好ましくは50モル%以上であるプロピレン系樹脂(A)と、重合体鎖に結合したカルボン酸塩を少なくとも含むプロピレン系樹脂(B)と、強化繊維(C)とを含むことが好ましい。
プロピレン系樹脂(A)は、プロピレン由来の構造単位を有する樹脂であり、代表的にはプロピレンの重合体である。また、α-オレフィン、共役ジエン及び非共役ジエンから選ばれる少なくとも一種のオレフィンやポリエン由来の構造単位が含まれる共重合体であっても良い。
α-オレフィンの具体例としては、エチレン、1-ブテン、3-メチル-1-ブテン、4-メチル-1-ペンテン、3-メチル-1-ペンテン、4-メチル-1-ヘキセン、4,4ジメチル-1-ヘキセン、1-ノネン、1-オクテン、1-ヘプテン、1-ヘキセン、1-デセン、1-ウンデセン、1-ドデセン、1-テトラデセン、1-ヘキサデセン、1-オクタデセン、1-エイコセン等のプロピレンを除く炭素数2~20のα-オレフィンが挙げられる。中でも1-ブテン、エチレン、4-メチル―1-ペンテン、1-ヘキセンが好ましく、1-ブテン、4-メチル―1-ペンテンがより好ましい。
共役ジエン及び非共役ジエンの具体例としては、ブタジエン、エチリデンノルボルネン、ジシクロペンタジエン、1,5-ヘキサジエンが挙げられる。
プロピレン系樹脂(A)がプロピレンと他の単量体との共重合体である場合、プロピレンから導かれる構成単位の量は好ましくは50モル%以上、より好ましくは50~99モル%、特に好ましくは55~98モル%、最も好ましくは60~97モル%である。
プロピレン系樹脂(A)は、ショアA硬度が60~90であるか、又はショアD硬度が45~65であることが好ましい。ショアA硬度は、より好ましくは65~88、特に好ましくは70~85である。ショアD硬度は、より好ましくは48~63、特に好ましくは50~60である。
プロピレン系樹脂(A)は、重量平均分子量が5万を超えるプロピレン系樹脂成分(A-1)60質量%を超え100質量%以下と、重量平均分子量が10万以下のプロピレン系樹脂成分(A-2)0~40質量%未満とを含むことが好ましい(但し、成分(A-1)と成分(A-2)の合計が100質量%であり、その重量平均分子量は(A-1)>(A-2)である)。プロピレン系樹脂成分(A-1)のより好ましい含有率は70質量%を超え100質量%以下、特に好ましい含有率は73~100質量%である。
プロピレン系樹脂成分(A-1)の重量平均分子量とプロピレン系樹脂成分(A-2)との重量平均分子量との差は、好ましくは20,000~300,000、より好ましくは30,000~200,000、特に好ましくは35,000~200,000である。
プロピレン系樹脂(A)の融点もしくはガラス転移温度は、通常0~165℃である。融点を示さない樹脂を用いる場合もある。
プロピレン系樹脂(A)100質量部に対するプロピレン系樹脂(B)の量は、好ましくは3~50質量部、より好ましくは5~45質量部、特に好ましくは10~40質量部である。
プロピレン系樹脂(B)は、重合体鎖に結合したカルボン酸塩を少なくとも含むプロピレン系樹脂である。このカルボン酸塩は、強化繊維、特に炭素繊維との相互作用が高める点で効果的である。
プロピレン系樹脂(B)の原料としては、ポリプロピレン、エチレン・プロピレン共重合体、プロピレン・1-ブテン共重合体、エチレン・プロピレン・1-ブテン共重合体で代表される、プロピレンとα-オレフィンの単独又は2種類以上との共重合体がまず挙げられる。次いで、中和されているか、中和されていないカルボン酸基を有する単量体、及び/又はケン化されているか、ケン化されていないカルボン酸エステルを有する単量体が挙げられる。用いられるオレフィンの具体例は、プロピレン系樹脂(A)の共重合成分として挙げたものと同様である。
ここで、中和されているか、中和されていないカルボン酸基を有する単量体、及びケン化されているか、ケン化されていないカルボン酸エステル基を有する単量体としては、たとえば、エチレン系不飽和カルボン酸、その無水物が挙げられ、またこれらのエステル、さらにはオレフィン以外の不飽和ビニル基を有する化合物なども挙げられる。
エチレン系不飽和カルボン酸の具体例としては、(メタ)アクリル酸、マレイン酸、フマール酸、テトラヒドロフタル酸、イタコン酸、シトラコン酸、クロトン酸、イソクロトン酸が挙げられる。その無水物の具体例としては、ナジック酸 TM(エンドシス-ビシクロ[2.2.1]ヘプト-5-エン-2,3-ジカルボン酸)、無水マレイン酸、無水シトラコン酸が挙げられる。
オレフィン以外の不飽和ビニル基を有する単量体の具体例としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、プロピル(メタ)アクリレート、n-ブチル(メタ)アクリレート、i-ブチル(メタ)アクリレート、tert-ブチル(メタ)アクリレート、n-アミル(メタ)アクリレート、イソアミル(メタ)アクリレート、n-ヘキシル(メタ)アクリレート、2-エチルヘキシル(メタ)アクリレート、オクチル(メタ)アクリレート、デシル(メタ)アクリレート、ドデシル(メタ)アクリレート、オクタデシル(メタ)アクリレート、ステアリル(メタ)アクリレート、トリデシル(メタ)アクリレート、ラウロイル(メタ)アクリレート、シクロヘキシル(メタ)アクリレート、ベンジル(メタ)アクリレート、フェニル(メタ)アクリレート、イソボロニル(メタ)アクリレート、ジシクロペンタニル(メタ)アクリレート、ジシクロペンテニル(メタ)アクリレート、ジメチルアミノエチル(メタ)アクリレート、ジエチルアミノエチル(メタ)アクリレート等の(メタ)アクリル酸エステル類、ヒドロキシエチルアクリレート、2-ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシプロピル(メタ)アクリレート、4-ヒドロキシブチルアクリレート、ラクトン変性ヒドロキシエチル(メタ)アクリレート、2-ヒドロキシ-3-フェノキシプロピルアクリレート等の水酸基含有ビニル類、グリシジル(メタ)アクリレート、メチルグリシジル(メタ)アクリレート等のエポキシ基含有ビニル類、ビニルイソシアナート、イソプロペニルイソシアナート等のイソシアナート基含有ビニル類、スチレン、α-メチルスチレン、ビニルトルエン、t-ブチルスチレン等の芳香族ビニル類、アクリルアミド、メタクリルアミド、N-メチロールメタクリルアミド、N-メチロールアクリルアミド、ジアセトンアクリルアミド、マレイン酸アミド等のアミド類、酢酸ビニル、プロピオン酸ビニル等のビニルエステル類、N、N-ジメチルアミノエチル(メタ)アクリレート、N、N-ジエチルアミノエチル(メタアクリレート、N,N-ジメチルアミノプロピル(メタ)アクリレート、N、N-ジプロピルアミノエチル(メタ)アクリレート、N、N-ジブチルアミノエチル(メタ)アクリレート、N、N-ジヒドロキシエチルアミノエチル(メタ)アクリレート等のアミノアルキル(メタ)アクリレート類、スチレンスルホン酸、スチレンスルホン酸ソーダ、2-アクリルアミド-2-メチルプロパンスルホン酸等の不飽和スルホン酸類、モノ(2-メタクリロイロキシエチル)アシッドホスフェート、モノ(2-アクリロイロキシエチル)アシッドホスフェート等の不飽和リン酸類が挙げられる。
これらの単量体は単独で用いることもできるし、また2種類以上のものを用いることもできる。中でも、酸無水物類が好ましく、無水マレイン酸がより好ましい。
プロピレン系樹脂(B)のカルボン酸基の含有率は、NMRやIR測定で決定できる。また、例えば別の方法として、酸価で評価することもできる。プロピレン系樹脂(B)の酸価は、好ましくは10~100mg-KOH/g、より好ましくは20~80mg-KOH/g、特に好ましくは25~70mg-KOH/g、最も好ましくは25~65mg-KOH/gである。
プロピレン系樹脂(B)の重量平均分子量は、好ましくは1,000~100,000、より好ましくは2,000~80,000、特に好ましくは5,000~50,000、最も好ましくは5,000~30,000である。
プロピレン系樹脂(A)とプロピレン系樹脂(B)との重量平均分子量の関係は、プロピレン系樹脂(A)の重量平均分子量の方が大きいことが好ましい。具体的には、プロピレン系樹脂(A)の重量平均分子量と、プロピレン系樹脂(B)との重量平均分子量との差は、好ましくは10,000~380,000、より好ましくは120,000~380,000、特に好ましくは130,000~380,000である。
なお、本発明における重量平均分子量はゲルパーミエーションクロマトグラフィー(GPC)によって決定される。
プロピレン系樹脂(B)のメルトフローレート(ASTM1238規格、230℃、2.16kg荷重)は、好ましくは3~500g/10分である。より好ましい下限値は5g/10分、特に好ましくは7g/10分であり、より好ましい上限値は400g/10分、特に好ましくは350g/10分である。
また、好ましいメルトフローレート範囲としては、ASTM1238規格、190℃、2.16kg荷重での測定値が上記と同様の数値範囲である場合もある。
プロピレン系樹脂(B)の量は、プロピレン系樹脂(A)100質量部に対して、好ましくは3~50質量部、より好ましくは5~45質量部、特に好ましくは7~40質量部である。
強化繊維束中、プロピレン系樹脂(A)及びプロピレン系樹脂(B)の含有率は、好ましくは0.3~5質量%である。その下限値は、より好ましくは0.4質量%である、また、その上限値は、より好ましくは4質量%、特に好ましくは3質量%である。
強化繊維束には、上述したプロピレン系樹脂(A)及びプロピレン系樹脂(B)の他に、他の成分を併用しても構わない。例えば、プロピレン系樹脂をエマルジョン形態として強化繊維束に付与する場合は、エマルジョンを安定化させる界面活性剤を別途加えても構わない。このような他の成分は、プロピレン系樹脂(A)及びプロピレン系樹脂(B)の合計100質量%に対して、好ましくは10質量%以下、より好ましくは5質量%以下、特に好ましくは2質量%以下である。
強化繊維(C)の例としては、炭素繊維及びガラス繊維が挙げられる。強化繊維(C)としては、曲げ物性をより向上させる観点から、炭素繊維が好ましい。炭素繊維としては、具体的には、PAN系、ピッチ系、レーヨン系などの炭素繊維が力学特性の向上の観点から好ましく、強度と弾性率とのバランスの観点から、PAN系炭素繊維がより好ましい。
強化繊維(C)の平均繊維径は特に限定されないが、力学特性と表面外観の観点から1~20μmが好ましく、3~15μmがより好ましい。強化繊維束の単糸数は特に制限されず、通常は100~350,000本、好ましくは1,000~250,000本、より好ましくは5,000~220,000本である。
繊維強化樹脂組成物は、通常、マトリックス樹脂(X)を含む。マトリックス樹脂(X)としては、後述するプロピレン系重合(D)が好ましい。その他、ポリカーボネート樹脂、スチレン系樹脂、ポリアミド樹脂、ポリエステル樹脂、ポリフェニレンスルフィド樹脂(PPS樹脂)、変性ポリフェニレンエーテル樹脂(変性PPE樹脂)、ポリアセタール樹脂(POM樹脂)、液晶ポリエステル、ポリアリーレート、ポリメチルメタクリレート樹脂(PMMA)などのアクリル樹脂、塩化ビニル、ポリイミド(PI)、ポリアミドイミド(PAI)、ポリエーテルイミド(PEI)、ポリスルホン、ポリエーテルスルホン、ポリケトン、ポリエーテルケトン、ポリエーテルエーテルケトン(PEEK)、ポリエチレン、ポリプロピレン、ポリブテン、ポリ4-メチル-1-ペンテン等のポリオレフィン、変性ポリオレフィン、フェノール樹脂、フェノキシ樹脂などの熱可塑性樹脂、さらにはエチレン/プロピレン共重合体、エチレン/1-ブテン共重合体、エチレン/プロピレン/ジエン共重合体、エチレン/一酸化炭素/ジエン共重合体、エチレン/(メタ)アクリル酸エチル共重合体、エチレン/(メタ)アクリル酸グリシジル、エチレン/酢酸ビニル/(メタ)アクリル酸グリシジル共重合体を用いても良く、これらの1種又は2種以上を併用しても良い。特に極性の低いポリオレフィン系の樹脂が好ましく、中でもコスト、軽量性の観点からはエチレン系の重合体やプロピレン系の重合体が好ましく、後述するプロピレン系樹脂(D)がより好ましい。即ち、強化繊維束含有プロピレン系樹脂組成物が好ましく用いられる。
プロピレン系樹脂(D)は、未変性のプロピレン系樹脂であっても良いし、変性などの方法でカルボン酸構造やカルボン酸塩構造を含むプロピレン系樹脂を含んでいても良い。好ましくは後者の変性プロピレン系樹脂を含む態様である。その質量比は、未変性体/変性体比で、好ましくは80/20~99/1、より好ましくは89/11~99/1、特に好ましくは89/11~93/7、最も好ましくは90/10~95/5である。プロピレン系樹脂(D)の種類としては、先に説明したプロピレン系樹脂(A)やプロピレン系樹脂(B)の説明で記載した種類のものが好ましい。プロピレン系樹脂(D)は、例えば、ホモポリプロピレン、ランダムポリプロピレン、ブロックポリプロピレン、変性ポリプロピレンと言われるプロピレン重合体である。
プロピレン系樹脂(D)の重量平均分子量は、先に説明したプロピレン系樹脂(A)及びプロピレン系樹脂(B)の重量平均分子量と以下のような関係にあることが好ましい。
プロピレン系樹脂(A)>プロピレン系樹脂(D)>プロピレン系樹脂(B)
プロピレン系樹脂(A)>プロピレン系樹脂(D)>プロピレン系樹脂(B)
プロピレン系樹脂(D)の重量平均分子量は、好ましくは5万~35万、より好ましくは10万~33万、特に好ましくは15万~32万である。また、プロピレン系樹脂(A)とプロピレン系樹脂(D)との分子量の差は、好ましくは1万~40万、より好ましくは2万~20万、特に好ましくは2万~10万である。
プロピレン系樹脂(D)の立体規則性は特に限定されないが、イソタクチックもしくはシンジオタクチックであることが好ましい。
繊維強化樹脂組成物は、繊維[強化繊維(C)等]と樹脂[プロピレン系樹脂(D)等]を含む。繊維(C)の量は好ましくは25~75質量部、より好ましくは30~68質量部、特に好ましくは35~65質量部である。樹脂の量は好ましくは25~75質量部、より好ましくは32~70質量部、特に好ましくは35~65質量部である。但し、これらは強化繊維(C)とマトリックス樹脂(X)の合計を100質量部とした場合の値である。
繊維強化樹脂組成物に含まれる樹脂の融点もしくはガラス転移温度は好ましくは50~300℃である。その下限値はより好ましくは70℃、特に好ましくは80℃であり、上限値はより好ましく280℃、特に好ましくは270℃、最も好ましくは260℃である。また、融点がこれら範囲内であることが好ましく、特に融点の上限値は好ましくは250℃、より好ましくは240℃である。
繊維強化樹脂組成物に含まれる樹脂には、カルボン酸基が含まれていることが好ましい。繊維強化樹脂組成物に含まれる強化繊維(C)と重合体(I)の合計を100質量部として、カルボン酸基を含む構造単位の含有率は、好ましくは0.010~0.045質量部、より好ましくは0.012~0.040質量部、特に好ましくは0.015~0.035質量部である。カルボン酸基を含む構造単位としては、例えば先に述べたプロピレン系樹脂(A)、プロピレン系樹脂(B)、プロピレン系樹脂(D)等の樹脂に含まれるカルボン酸基由来の構造単位やカルボン酸塩由来の構造単位が挙げられる。
繊維強化樹脂組成物に含まれる樹脂にカルボン酸基が含まれている場合、その含有率を酸価で把握することも可能である。その酸価は、好ましくは0.1~0.55mg-KOH/g、より好ましくは0.12~0.45mg-KOH/g、特に好ましくは0.13~0.40mg-KOH/gである。
繊維強化樹脂組成物に含まれる樹脂の好ましいメルトフローレート(ASTM1238規格、230℃、2.16kg荷重)は、1~500g/10分、より好ましくは、3~300g/10分、特に好ましくは5~100g/10分である。樹脂の重量平均分子量は、好ましくは5万~40万、より好ましくは10万~37万、特に好ましくは15万~35万である。
繊維強化樹脂組成物は、波長が300~3000μmの光を吸収する色素(II)を含んでいても良い。この色素(II)としては、公知の物を制限なく使用できる。好ましい色素(II)は、例えばカーボン系の色素であり、より好ましくはカーボンブラックである。
色素(II)を含む場合、その含有量は、繊維強化樹脂組成物全体100質量%中、好ましくは0.01~5質量%である。その下限値はより好ましくは0.1質量%、特に好ましくは0.2質量%である。上限値はより好ましくは3質量%、特に好ましくは2質量%である。
本発明に用いる一方向性繊維強化樹脂シートは、代表的には、連続繊維を一方向に引きそろえて樹脂と複合化したシート状の一方向性繊維強化樹脂成形体である。この一方向性繊維強化樹脂シートの製造方法としては、例えば、開繊された繊維束を引き揃えた後、溶融したマトリックス樹脂(X)と接触させる方法が挙げられる。一方向性繊維強化樹脂シートは一つのシートを単独で使用することもできるし、複数のシートを積層して一体化することにより一方向性繊維強化樹脂シートの積層体を作製し、これを使用することもできる。
<積層体>
本発明の積層体は、以上説明した一方向性繊維強化樹脂シートと、コア部材と、接着剤層とを有する積層体である。
本発明の積層体は、以上説明した一方向性繊維強化樹脂シートと、コア部材と、接着剤層とを有する積層体である。
本発明の積層体の見かけ密度は、積層体の軽量性と曲げ物性とを両立する観点から、好ましくは0.055~0.58g/cc、より好ましくは0.08~0.58g/ccである。積層体の見かけ密度は、例えばコア部材の見かけ密度や積層体の厚みを変更したり、プレス条件を変更することで調整できる。
本発明の積層体の厚み(全体厚み)は、好ましくは3~32mm、より好ましくは3~22mmである。
本発明の積層体の曲げ弾性率の具体的なレベルは特に限定されず、積層体を使用する具体的な用途において最も適したレベルに調整すれば良い。ただし、JIS K7171に準拠した曲げ弾性率(MD方向)は、好ましくは10~100GPa、より好ましくは12~60GPaである。積層体の曲げ弾性率は、例えば一方向性繊維強化樹脂シートの積層枚数を変更することで調整することができる。
本発明の積層体の曲げ強度の具体的なレベルは特に限定されず、積層体を使用する具体的な用途において最も適したレベルに調整すれば良い。ただし、JIS K7171に準拠した曲げ強度(MD方向)は、好ましくは70~500MPa、より好ましくは100~450MPaである。積層体の曲げ強度は、例えば一方向性繊維強化樹脂シートの積層枚数を変更することで調整できる。
本発明の積層体の耐衝撃性の具体的なレベルは特に限定されず、積層体を使用する具体的な用途において最も適したレベルに調整すれば良い。ただし、通常は、ASTM規格に準拠したハイレートインパクト試験において、パンクチャー点のエネルギーが8J以上であることが好ましく、10J以上であることがより好ましい。一方、パンクチャー点でのエネルギーが高い方が好ましいことは自明であるが、衝撃強度が余りに高過ぎると予期せぬ不具合が発生する場合があるので、好ましい上限値は20J、より好ましい上限値は15Jである。
<積層体の製造方法>
本発明の積層体の製造方法は特に限定されず、少なくともコア部材と一方向性繊維強化樹脂シートとを、接着剤層を介して一体化できる方法であれば良い。
本発明の積層体の製造方法は特に限定されず、少なくともコア部材と一方向性繊維強化樹脂シートとを、接着剤層を介して一体化できる方法であれば良い。
好ましい製造方法は、円柱形状、多角柱形状、円錐形状、多角錐形状、及びそれらのうちの複数を組み合わせた形状からなる群より選ばれる少なくとも1種の形状の中空構造単位を複数有するコア部材と、一方向性繊維強化樹脂シートのうちの一方又は両方に接着剤を付与する工程、前記コア部材の表面及び裏面の少なくとも一方に、前記接着剤を介して、前記一方向性繊維強化樹脂シートを配置する工程、並びに、前記接着剤の融点以上に加熱する工程を有する積層体の製造方法である。
この製造方法において、コア部材の表面及び裏面の両方に接着剤層を付与し、その表面及び裏面の両方に接着剤を介して一方向性繊維強化樹脂シートを配置する場合は、例えば図1に示したような5層構成の積層体が得られる。一方、コア部材の表面及び裏面のうちの一方のみに接着剤層を付与し、その表面及び裏面のうちの一方のみに接着剤を介して一方向性繊維強化樹脂シートを配置する場合は、3層構成の積層体が得られる。
接着剤を付与する工程において、その接着剤は、例えば、コア部材の表面及び裏面の少なくとも一方における全体面又は一部の面にのみ付与しても良いし、一方向性繊維強化樹脂シートの接着すべき面における全体面又は一部の面にのみ付与しても良いし、その両方の全体面又は一部の面に付与しても良い。
一方向性繊維強化樹脂シートを配置する工程において、その一方向性繊維強化樹脂シートの配置位置はコア部材の表面及び裏面の少なくとも一方であり、その表面及び裏面の少なくとも一方の全体面に配置しても良いし、一部の面に配置しても良い。
加熱する工程における温度は、少なくとも接着剤の融点以上であれば良い。その加熱温度は、好ましくは40℃以上、より好ましくは60~140℃である。また、加熱の際には必要に応じて加圧することが好ましい。その圧力は、好ましくは0.1~10MPa、より好ましくは0.5~5MPaである。圧力が0.1MPaより低いと接着性が悪くなる傾向にある。圧力が10MPaを超えるとコア部材が座屈し潰れてしまう傾向にある。加圧時間は、通常1~10分である。
<積層体の用途>
本発明の積層体の用途は特に限定されない。ただし、本発明の積層体は以上説明した構成を有することにより、特定の用途(例えば輸送機器用途、家電装置用途、建築用途)に適した特有の物性を有し、しかも軽量である。また、本発明の積層体は、樹脂成分として熱可塑性樹脂を含むため、樹脂成分として熱硬化性樹脂を含む積層体と異なり、三次元形状に賦形することができる。
本発明の積層体の用途は特に限定されない。ただし、本発明の積層体は以上説明した構成を有することにより、特定の用途(例えば輸送機器用途、家電装置用途、建築用途)に適した特有の物性を有し、しかも軽量である。また、本発明の積層体は、樹脂成分として熱可塑性樹脂を含むため、樹脂成分として熱硬化性樹脂を含む積層体と異なり、三次元形状に賦形することができる。
本発明の積層体は、例えば、輸送機器用途、家電装置用途及び建築用途から選ばれる用途に用いられる外装材であることが好ましい。「外装材」とは、内部と外部の間を隔てるように配置して内部を守る又は外部を守る為の部材を意味し、装飾目的の有無は問わない。本発明の積層体は、高い剛性が必要であるが、同時に軽量性も要求される用途、例えば、移動体の構造材料、大型構造体、仮設の構造体、高エネルギー物体の保護に用いることが好ましい。高エネルギー物体とは、輸送車両などのエンジンやモーター、高性能電池や、家電製品や通信機器のモーターやコンプレッサー、高性能電池が挙げられる。また工事用車両などの大型車両などは、それ自身が高エネルギー物体と考えられる場合もある。
輸送機器用途に用いられる外装材の具体例としては、車両の床材、ルーフ、トランク、ボンネット、ドア、フェンダー等が挙げられる。家電装置用途に用いられる外装材の具体例としては、パーソナルコンピュータ、タブレットの筐体、洗濯機、冷蔵庫、テレビ等が挙げられる。建築用途に用いられる外装材の具体例としては、壁材、パーティション、床材、天井材、ドア等が挙げられる。中でも、飛翔した小石やその他の異物が当たる面に位置する外装材(車両の床材、アンダーガード、マットガード等)や、防音壁、工事現場の養生などとして用いることが非常に有用である。
以下、実施例により本発明をさらに詳細に説明する。実施例に使用した材料は以下のとおりである。
<炭素繊維>
炭素繊維束(三菱レイヨン株式会社製、商品名:パイロフィル(登録商標)TR50S12L、フィラメント数:12000本、ストランド強度:5000MPa、ストランド弾性率:242GPa)をアセトン中に浸漬し、10分間超音波を作用させた後、炭素繊維束を引き上げさらに3回アセトンで洗浄し、室温で8時間乾燥することにより付着しているサイジング剤を除去して用いた。
炭素繊維束(三菱レイヨン株式会社製、商品名:パイロフィル(登録商標)TR50S12L、フィラメント数:12000本、ストランド強度:5000MPa、ストランド弾性率:242GPa)をアセトン中に浸漬し、10分間超音波を作用させた後、炭素繊維束を引き上げさらに3回アセトンで洗浄し、室温で8時間乾燥することにより付着しているサイジング剤を除去して用いた。
<製造例1(エマルションの製造)>
プロピレン系樹脂(A)として、ショアD硬度が52、GPCで測定した重量平均分子量Mwが35万、融点が80℃のプロピレン・ブテン共重合体を100質量部、プロピレン系樹脂(B)として、無水マレイン酸変性プロピレン系重合体(重量平均分子量Mw:20,000、酸価:45mg-KOH/g、無水マレイン酸含有率:4質量%、融点:140℃)10質量部、界面活性剤として、オレイン酸カリウム3質量部を混合した。この混合物を2軸スクリュー押出機(池貝鉄工株式会社製、装置名:PCM-30、L/D=40)のホッパーより3000g/時間の速度で供給し、押出機のベント部に設けた供給口より、20%の水酸化カリウム水溶液を90g/時間の割合で連続的に供給し、加熱温度210℃で連続的に押出した。押出した樹脂混合物を、押出機口に設置したジャケット付きスタティックミキサーで110℃まで冷却し、さらに80℃の温水中に投入してエマルジョンを得た。得られたエマルジョンの固形分濃度は45%であった。
プロピレン系樹脂(A)として、ショアD硬度が52、GPCで測定した重量平均分子量Mwが35万、融点が80℃のプロピレン・ブテン共重合体を100質量部、プロピレン系樹脂(B)として、無水マレイン酸変性プロピレン系重合体(重量平均分子量Mw:20,000、酸価:45mg-KOH/g、無水マレイン酸含有率:4質量%、融点:140℃)10質量部、界面活性剤として、オレイン酸カリウム3質量部を混合した。この混合物を2軸スクリュー押出機(池貝鉄工株式会社製、装置名:PCM-30、L/D=40)のホッパーより3000g/時間の速度で供給し、押出機のベント部に設けた供給口より、20%の水酸化カリウム水溶液を90g/時間の割合で連続的に供給し、加熱温度210℃で連続的に押出した。押出した樹脂混合物を、押出機口に設置したジャケット付きスタティックミキサーで110℃まで冷却し、さらに80℃の温水中に投入してエマルジョンを得た。得られたエマルジョンの固形分濃度は45%であった。
なお、上記の無水マレイン酸変性プロピレン系重合体は、プロピレン・ブテン共重合体96質量部、無水マレイン酸4質量部、及び重合開始剤としてパーヘキシ25B(日本油脂株式会社製)0.4質量部を混合し、温度160℃で2時間加熱して変性することにより得たものである。
<製造例2(一方向性繊維強化樹脂シートの製造)>
製造例1で得たエマルションを、ローラー含浸法を用いて、サイジング剤を除去した前記炭素繊維に付着させた。次いで、オンラインで130℃、2分乾燥して低沸点成分を除去し、炭素繊維束を得た。エマルションの付着量は0.87質量%であった。
製造例1で得たエマルションを、ローラー含浸法を用いて、サイジング剤を除去した前記炭素繊維に付着させた。次いで、オンラインで130℃、2分乾燥して低沸点成分を除去し、炭素繊維束を得た。エマルションの付着量は0.87質量%であった。
次いで、この炭素繊維束66.7質量部と、マトリックス樹脂(X)として、市販の未変性プロピレン樹脂(株式会社プライムポリマー製、商品名:プライムポリプロ(登録商標)J106MG、融点:160℃)及び無水マレイン酸を0.5質量%グラフトした変性ポリプロピレン(ASTM D1238に準じて190℃、荷重2.16kgで測定したメルトフローレート:9.1g/10分、融点:155℃)33.3質量部を含む樹脂組成物を調製し、常法により平均厚み160μmの一方向性繊維強化樹脂シートを作製した。なお、この未変性プロピレン樹脂と変性ポリプロピレンとの質量比が90/10(重量平均分子量は33万に相当)となるように条件を調整した。樹脂の融点は160℃、樹脂組成物全体に対する無水マレイン酸含有率は0.023質量%、繊維体積分率Vfは0.5、密度は1.13g/ccであった。
以下、実施例及び比較例の積層体の評価方法を示す。
<曲げ試験>
JIS K7171に準拠して曲げ弾性率(MD方向)及び曲げ強度(MD方向)を測定した。
JIS K7171に準拠して曲げ弾性率(MD方向)及び曲げ強度(MD方向)を測定した。
<実施例1>
(2枚の一方向性繊維強化樹脂シートの積層体の製造)
離型フィルム(ポリイミドフィルム)の上に、製造例2で得た160μm厚の一方向性繊維強化樹脂シートシート(200×200mm)を2枚、繊維方向が同じ方向(0°)となるように積層した。これを180℃に設定したプレス装置(東洋精機株式会社製、商品名:ミニテストプレス)の上に乗せ、8MPaの圧力を印加しながら3分間保持し、その後圧力を開放した。圧力解放後すぐに、20℃の冷却水を通した冷却用プレス装置に移動し、8MPaの圧力を印加しながら1分間保持し、その後圧力を開放した。次いで、これを装置から取り出し、離型フィルムを除去し、2枚の一方向性繊維強化樹脂シートの積層体(0°/0°)を得た。以下、この積層体を「一方向性繊維強化樹脂シートの積層体(0°/0°)」と称す。
(2枚の一方向性繊維強化樹脂シートの積層体の製造)
離型フィルム(ポリイミドフィルム)の上に、製造例2で得た160μm厚の一方向性繊維強化樹脂シートシート(200×200mm)を2枚、繊維方向が同じ方向(0°)となるように積層した。これを180℃に設定したプレス装置(東洋精機株式会社製、商品名:ミニテストプレス)の上に乗せ、8MPaの圧力を印加しながら3分間保持し、その後圧力を開放した。圧力解放後すぐに、20℃の冷却水を通した冷却用プレス装置に移動し、8MPaの圧力を印加しながら1分間保持し、その後圧力を開放した。次いで、これを装置から取り出し、離型フィルムを除去し、2枚の一方向性繊維強化樹脂シートの積層体(0°/0°)を得た。以下、この積層体を「一方向性繊維強化樹脂シートの積層体(0°/0°)」と称す。
(接着剤層の形成)
一方向繊維強化樹脂シートの積層体(0°/0°)の片方の表面に、液状ポリオレフィン系接着剤(三井化学株式会社製、商品名:ユニストール(登録商標)XP01B、固形成分:変性ポリプロピレン、融点:75℃)をメイヤーバーで塗布した。次いで、これを100℃に設定した防爆仕様のオーブンに1分間入れて乾燥し、10μm~20μm程度の厚みの接着剤層を形成した。
一方向繊維強化樹脂シートの積層体(0°/0°)の片方の表面に、液状ポリオレフィン系接着剤(三井化学株式会社製、商品名:ユニストール(登録商標)XP01B、固形成分:変性ポリプロピレン、融点:75℃)をメイヤーバーで塗布した。次いで、これを100℃に設定した防爆仕様のオーブンに1分間入れて乾燥し、10μm~20μm程度の厚みの接着剤層を形成した。
(コア部材の準備)
ポリプロピレン樹脂製の板状ハニカム部材(岐阜プラスチック工業株式会社製、商品名:TECCELL(登録商標)T5-1300、総厚:5.4mm、目付量:1320g/m2、見かけ密度:0.24g/cm3、平面圧縮強度:1.6MPa、ハニカムを構成するシート(中空構造用壁材)の厚み:0.2mm、ラミネートシート(被覆シート)の厚み:0.3mm、中空構造単位の断面形状の最大幅:4~9mmの範囲内、中空構造単位の単位面積当たりの個数:14000~72000個/m2の範囲内)を200×200mmのサイズに切り出し、これをコア部材として用いた。
ポリプロピレン樹脂製の板状ハニカム部材(岐阜プラスチック工業株式会社製、商品名:TECCELL(登録商標)T5-1300、総厚:5.4mm、目付量:1320g/m2、見かけ密度:0.24g/cm3、平面圧縮強度:1.6MPa、ハニカムを構成するシート(中空構造用壁材)の厚み:0.2mm、ラミネートシート(被覆シート)の厚み:0.3mm、中空構造単位の断面形状の最大幅:4~9mmの範囲内、中空構造単位の単位面積当たりの個数:14000~72000個/m2の範囲内)を200×200mmのサイズに切り出し、これをコア部材として用いた。
(積層体の製造)
コア部材の表側面及び裏側面の各々に対して、片方の表面に接着剤層が形成された一方向繊維強化樹脂シートの積層体(0°/0°)を、その接着剤層側がコア部材に接するようにして積層した。表側面及び裏側面の各一方向繊維強化樹脂シートの積層体(0°/0°)の繊維方向は同じ方向にした。次いで、両方の一方向繊維強化樹脂シートの積層体(0°/0°)の外面に離型フィルムを配置した。これを80℃に設定したプレス装置の上に乗せ、1MPaの圧力を印加しながら1分間保持し、その後圧力を開放した。圧力解放後すぐに、20℃の冷却水を通した冷却用プレス装置に移動し、1MPaの圧力を印加しながら3分間保持し、その後圧力を開放した。次いで、これを装置から取り出し、離型フィルムを除去した。これにより、繊維強化樹脂シートの積層体(0°/0°)とコア材とが接着剤層を介して一体化された積層体を得た。この積層体は、「一方向性繊維強化樹脂シートの積層体(0°/0°)/接着剤層/コア部材(ハニカム部材)/接着剤層/一方向性繊維強化樹脂シートの積層体(0°/0°)」という層構成のハニカムサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.48g/ccであった。また、このハニカムサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、一方向性繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。なお、接着剤層の厚みは、積層体全体の厚みに比べて非常に薄くなったので測定しなかった(後述する実施例2及び3と比較例3も同様である)。
コア部材の表側面及び裏側面の各々に対して、片方の表面に接着剤層が形成された一方向繊維強化樹脂シートの積層体(0°/0°)を、その接着剤層側がコア部材に接するようにして積層した。表側面及び裏側面の各一方向繊維強化樹脂シートの積層体(0°/0°)の繊維方向は同じ方向にした。次いで、両方の一方向繊維強化樹脂シートの積層体(0°/0°)の外面に離型フィルムを配置した。これを80℃に設定したプレス装置の上に乗せ、1MPaの圧力を印加しながら1分間保持し、その後圧力を開放した。圧力解放後すぐに、20℃の冷却水を通した冷却用プレス装置に移動し、1MPaの圧力を印加しながら3分間保持し、その後圧力を開放した。次いで、これを装置から取り出し、離型フィルムを除去した。これにより、繊維強化樹脂シートの積層体(0°/0°)とコア材とが接着剤層を介して一体化された積層体を得た。この積層体は、「一方向性繊維強化樹脂シートの積層体(0°/0°)/接着剤層/コア部材(ハニカム部材)/接着剤層/一方向性繊維強化樹脂シートの積層体(0°/0°)」という層構成のハニカムサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.48g/ccであった。また、このハニカムサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、一方向性繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。なお、接着剤層の厚みは、積層体全体の厚みに比べて非常に薄くなったので測定しなかった(後述する実施例2及び3と比較例3も同様である)。
このハニカムサンドウィッチ板の曲げ弾性率は27867MPa、曲げ強度は253MPaであった。
<実施例2>
(2枚の一方向性繊維強化樹脂シートの積層体の製造)
離型フィルム(ポリイミドフィルム)の上に、製造例2で得た150μm厚の一方向性シート(200×200mm)を2枚、繊維方向が直交(0°/90°)するように積層した。これを実施例1の繊維強化樹脂シートの積層体(0°/0°)の製造方法と同様の条件及び方法でプレス成形して、2枚の一方向性繊維強化樹脂シートの積層体(0°/90°)を得た。
(2枚の一方向性繊維強化樹脂シートの積層体の製造)
離型フィルム(ポリイミドフィルム)の上に、製造例2で得た150μm厚の一方向性シート(200×200mm)を2枚、繊維方向が直交(0°/90°)するように積層した。これを実施例1の繊維強化樹脂シートの積層体(0°/0°)の製造方法と同様の条件及び方法でプレス成形して、2枚の一方向性繊維強化樹脂シートの積層体(0°/90°)を得た。
(接着剤層の形成)
一方向繊維強化樹脂シートの積層体(0°/90°)の片方の表面に、実施例1と同様にして接着剤層を形成した。
一方向繊維強化樹脂シートの積層体(0°/90°)の片方の表面に、実施例1と同様にして接着剤層を形成した。
(コア部材の準備)
実施例1と同じポリプロピレン樹脂製のハニカム部材(200×200mm)を、コア部材として用いた。
実施例1と同じポリプロピレン樹脂製のハニカム部材(200×200mm)を、コア部材として用いた。
(積層体の製造)
一方向繊維強化樹脂シートの積層体(0°/0°)の代わりに、一方向繊維強化樹脂シートの積層体(0°/90°)を用いたこと以外は、実施例1と同様にして、一方向繊維強化樹脂シートの積層体(0°/90°)とコア材とが接着剤層を介して一体化された積層体を得た。各々の一方向繊維強化樹脂シートの積層体(0°/90°)の繊維方向は、内側を90°、外側を0°にした。この積層体は、「一方向性繊維強化樹脂シートの積層体(0°/90°)/接着剤層/コア部材(ハニカム部材)/接着剤層/一方向性繊維強化樹脂シートの積層体(90°/0°)」という層構成のハニカムサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.48g/ccであった。また、このハニカムサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、一方向性繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。
一方向繊維強化樹脂シートの積層体(0°/0°)の代わりに、一方向繊維強化樹脂シートの積層体(0°/90°)を用いたこと以外は、実施例1と同様にして、一方向繊維強化樹脂シートの積層体(0°/90°)とコア材とが接着剤層を介して一体化された積層体を得た。各々の一方向繊維強化樹脂シートの積層体(0°/90°)の繊維方向は、内側を90°、外側を0°にした。この積層体は、「一方向性繊維強化樹脂シートの積層体(0°/90°)/接着剤層/コア部材(ハニカム部材)/接着剤層/一方向性繊維強化樹脂シートの積層体(90°/0°)」という層構成のハニカムサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.48g/ccであった。また、このハニカムサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、一方向性繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。
このハニカムサンドウィッチ板の曲げ弾性率は18133MPa、曲げ強度は118MPaであった。
<実施例3>
ポリプロピレン樹脂製のハニカム部材の代わりに、ポリプロピレン樹脂製の板状シングルコーン部材(宇部エクシモ株式会社製、シングルコーン(登録商標)TSC-5-1003N、総厚:5.1mm、目付量:1000g/m2、見かけ密度:0.2g/cm3、中空構造単位の断面形状の最大幅:4~9mmの範囲内、中空構造単位の単位面積当たりの個数:14000~72000個/m2の範囲内)を200×200mmのサイズに切り出し、これをコア部材として用いたこと以外は、実施例2と同様にして、一方向繊維強化樹脂シートの積層体(0°/90°)とコア材とが接着剤層を介して一体化された積層体を得た。この積層体は、「一方向性繊維強化樹脂シートの積層体(0°/90°)/接着剤層/コア部材(シングルコーン部材)/接着剤層/一方向性繊維強化樹脂シートの積層体(90°/0°)」という層構成のシングルコーンサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.41g/ccであった。また、このシングルコーンサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、一方向性繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。
ポリプロピレン樹脂製のハニカム部材の代わりに、ポリプロピレン樹脂製の板状シングルコーン部材(宇部エクシモ株式会社製、シングルコーン(登録商標)TSC-5-1003N、総厚:5.1mm、目付量:1000g/m2、見かけ密度:0.2g/cm3、中空構造単位の断面形状の最大幅:4~9mmの範囲内、中空構造単位の単位面積当たりの個数:14000~72000個/m2の範囲内)を200×200mmのサイズに切り出し、これをコア部材として用いたこと以外は、実施例2と同様にして、一方向繊維強化樹脂シートの積層体(0°/90°)とコア材とが接着剤層を介して一体化された積層体を得た。この積層体は、「一方向性繊維強化樹脂シートの積層体(0°/90°)/接着剤層/コア部材(シングルコーン部材)/接着剤層/一方向性繊維強化樹脂シートの積層体(90°/0°)」という層構成のシングルコーンサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.41g/ccであった。また、このシングルコーンサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、一方向性繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。
このシングルコーンサンドウィッチ板の曲げ弾性率は12543MPa、曲げ強度は87MPaであった。
<比較例1>
一方向繊維強化樹脂シートを使用せずに、実施例1で使用したものと同じコア部材(ポリプロピレン樹脂製の5.4mm厚の板状ハニカム部材)単体に対して、曲げ試験及びハイレートインパクト試験を行った。
一方向繊維強化樹脂シートを使用せずに、実施例1で使用したものと同じコア部材(ポリプロピレン樹脂製の5.4mm厚の板状ハニカム部材)単体に対して、曲げ試験及びハイレートインパクト試験を行った。
このコア部材(ハニカム部材)の曲げ弾性率は369MPa、曲げ強度は8MPaであった。
<比較例2>
一方向繊維強化樹脂シートの積層体(0°/90°)の表面に接着剤層は形成せずに、コア部材の両方の表面の各々に対して、一方向繊維強化樹脂シートの積層体(0°/90°)を直接積層し、プレス装置の設定温度を80℃から180℃に変更したこと以外は、実施例2と同様にして、繊維強化樹脂シートの積層体(0°/90°)とコア材とが一体化された積層体を得た。この積層体は、「一方向性繊維強化樹脂シートの積層体(0°/90°)/コア部材(ハニカム部材)/一方向性繊維強化樹脂シートの積層体(90°/0°)」という層構成のハニカムサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.39g/ccであった。また、このハニカムサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、一方向性繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。
一方向繊維強化樹脂シートの積層体(0°/90°)の表面に接着剤層は形成せずに、コア部材の両方の表面の各々に対して、一方向繊維強化樹脂シートの積層体(0°/90°)を直接積層し、プレス装置の設定温度を80℃から180℃に変更したこと以外は、実施例2と同様にして、繊維強化樹脂シートの積層体(0°/90°)とコア材とが一体化された積層体を得た。この積層体は、「一方向性繊維強化樹脂シートの積層体(0°/90°)/コア部材(ハニカム部材)/一方向性繊維強化樹脂シートの積層体(90°/0°)」という層構成のハニカムサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.39g/ccであった。また、このハニカムサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、一方向性繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。
このハニカムサンドウィッチ板の表面には、ハニカムの熱収縮と思われる凸凹パターンが存在していた。すなわち、平滑な表面が得られなかった。
このハニカムサンドウィッチ板の曲げ弾性率は6805MPa、曲げ強度は46MPaであった。
<比較例3>
(不連続繊維強化樹脂シートの製造)
離型フィルム(ポリイミドフィルム)の上に、厚み300μmの金属板からなる200×200mmの穴が開いている金型を置き、さらにその上に不連続炭素繊維強化ポリプロピレン系樹脂(ダイセルポリマー株式会社製、商品名:プラストロン(登録商標)PP-CF40-11、炭素繊維含有率:40重量%、密度:1.12g/cm3)を置き、これを180℃に設定したプレス装置(東洋精機株式会社製、商品名:ミニテストプレス)の上に乗せ、8MPaの圧力を印加しながら1分間保持し、その後圧力を開放した。次いで、上面の離型フィルムを剥がし、シートを4つに折りたたみ、再び離型フィルムを置き、8MPaの圧力を印加しながら1分間保持する操作を2回繰り返した。その操作後すぐに、20℃の冷却水を通した冷却用プレス装置に移動し、4MPaの圧力を印加しながら1分間保持し、圧力を開放した。次いで、これを装置から取り出し、離型フィルムを除去し、0.3mm厚の不連続繊維強化樹脂シート(200×200mm)を得た。
(不連続繊維強化樹脂シートの製造)
離型フィルム(ポリイミドフィルム)の上に、厚み300μmの金属板からなる200×200mmの穴が開いている金型を置き、さらにその上に不連続炭素繊維強化ポリプロピレン系樹脂(ダイセルポリマー株式会社製、商品名:プラストロン(登録商標)PP-CF40-11、炭素繊維含有率:40重量%、密度:1.12g/cm3)を置き、これを180℃に設定したプレス装置(東洋精機株式会社製、商品名:ミニテストプレス)の上に乗せ、8MPaの圧力を印加しながら1分間保持し、その後圧力を開放した。次いで、上面の離型フィルムを剥がし、シートを4つに折りたたみ、再び離型フィルムを置き、8MPaの圧力を印加しながら1分間保持する操作を2回繰り返した。その操作後すぐに、20℃の冷却水を通した冷却用プレス装置に移動し、4MPaの圧力を印加しながら1分間保持し、圧力を開放した。次いで、これを装置から取り出し、離型フィルムを除去し、0.3mm厚の不連続繊維強化樹脂シート(200×200mm)を得た。
(接着剤層の形成)
不連続繊維強化樹脂シートの片方の表面に、実施例1と同様にして接着剤層を形成した。
不連続繊維強化樹脂シートの片方の表面に、実施例1と同様にして接着剤層を形成した。
(コア部材の準備)
実施例1と同じポリプロピレン樹脂製のハニカム部材(200×200mm)を、コア部材として用いた。
実施例1と同じポリプロピレン樹脂製のハニカム部材(200×200mm)を、コア部材として用いた。
(積層体の製造)
一方向繊維強化樹脂シートの積層体(0°/0°)の代わりに、不連続繊維強化樹脂シートを用い、80℃に設定したプレス装置における圧力印加時間を1分から3分に変更したこと以外は、実施例1と同様にして、不連続繊維強化樹脂シートとコア材とが接着剤層を介して一体化された積層体を得た。この積層体は、「不連続繊維強化樹脂シート/接着剤層/コア部材(ハニカム部材)/接着剤層/不連続繊維強化樹脂シート」という層構成のハニカムサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.46g/ccであった。また、このハニカムサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、不連続繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。
一方向繊維強化樹脂シートの積層体(0°/0°)の代わりに、不連続繊維強化樹脂シートを用い、80℃に設定したプレス装置における圧力印加時間を1分から3分に変更したこと以外は、実施例1と同様にして、不連続繊維強化樹脂シートとコア材とが接着剤層を介して一体化された積層体を得た。この積層体は、「不連続繊維強化樹脂シート/接着剤層/コア部材(ハニカム部材)/接着剤層/不連続繊維強化樹脂シート」という層構成のハニカムサンドウィッチ板であり、その厚みは4.4mm、見かけ密度は0.46g/ccであった。また、このハニカムサンドウィッチ板の厚み4.4mm中、コア部材の厚みは3.8mm、不連続繊維強化樹脂シートの積層体の厚みは各々0.3mmであった。
このハニカムサンドウィッチ板の曲げ弾性率は5430MPa、曲げ強度は42MPaであった。
<比較例4>
(2枚の一方向性繊維強化熱硬化性樹脂シートの積層体の製造)
炭素繊維(東レ株式会社製、商品名T300)がエポキシ樹脂に含浸されている150μm厚の一方向性プリプレグ(200×200mm、繊維体積分率Vf=55%)を2枚、繊維方向が直交(0°/90°)するように積層し、さらに離型紙を挟んで、同じ一方向性プリプレグ2枚を(90°/0°)となるように積層し、オートクレーブにて硬化させた。これにより、一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)と、一方向性繊維強化熱硬化性樹脂シートの積層体(90°/0°)を得た。
(2枚の一方向性繊維強化熱硬化性樹脂シートの積層体の製造)
炭素繊維(東レ株式会社製、商品名T300)がエポキシ樹脂に含浸されている150μm厚の一方向性プリプレグ(200×200mm、繊維体積分率Vf=55%)を2枚、繊維方向が直交(0°/90°)するように積層し、さらに離型紙を挟んで、同じ一方向性プリプレグ2枚を(90°/0°)となるように積層し、オートクレーブにて硬化させた。これにより、一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)と、一方向性繊維強化熱硬化性樹脂シートの積層体(90°/0°)を得た。
(接着剤層の形成)
一方向性繊維強化熱硬化樹脂シートの積層体(0°/90°)の90°側の表面に、二液性エポキシ系接着剤(スリーボンド株式会社製、商品名:TB2082C)を50μm程度の厚みになるように塗布した。
一方向性繊維強化熱硬化樹脂シートの積層体(0°/90°)の90°側の表面に、二液性エポキシ系接着剤(スリーボンド株式会社製、商品名:TB2082C)を50μm程度の厚みになるように塗布した。
(コア部材の準備)
実施例1と同じポリプロピレン樹脂製のハニカム部材(200×200mm)を、コア部材として用いた。
実施例1と同じポリプロピレン樹脂製のハニカム部材(200×200mm)を、コア部材として用いた。
(積層体の製造)
コア部材の表側面及び裏側面の各々に対して、片方の表面に接着剤層が形成された一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)を、その接着剤層側がコア部材に接するようにして積層した。各々の一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)の繊維方向は、実施例2と同じように内側を90°、外側を0°にした。次いで、室温のプレス装置にて1MPaの圧力を印加しながら30分保持した。これにより、一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)とコア材とが接着剤層を介して一体化された積層体を得た。この積層体は、「一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)/接着剤層/コア部材(ハニカム部材)/接着剤層/一方向性繊維強化熱硬化性樹脂シートの積層体(90°/0°)」という層構成のハニカムサンドウィッチ板であり、その厚みは6.1mm、見かけ密度は0.31g/ccであった。また、このハニカムサンドウィッチ板の厚み6.1mm中、コア部材の厚みは5.4mm、一方向性繊維強化熱硬化性樹脂シートの積層体の厚みは各々0.35mmであった。なお、接着剤層の厚みは、一方向性繊維強化熱硬化性樹脂シートの厚みに含まれる。
コア部材の表側面及び裏側面の各々に対して、片方の表面に接着剤層が形成された一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)を、その接着剤層側がコア部材に接するようにして積層した。各々の一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)の繊維方向は、実施例2と同じように内側を90°、外側を0°にした。次いで、室温のプレス装置にて1MPaの圧力を印加しながら30分保持した。これにより、一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)とコア材とが接着剤層を介して一体化された積層体を得た。この積層体は、「一方向性繊維強化熱硬化性樹脂シートの積層体(0°/90°)/接着剤層/コア部材(ハニカム部材)/接着剤層/一方向性繊維強化熱硬化性樹脂シートの積層体(90°/0°)」という層構成のハニカムサンドウィッチ板であり、その厚みは6.1mm、見かけ密度は0.31g/ccであった。また、このハニカムサンドウィッチ板の厚み6.1mm中、コア部材の厚みは5.4mm、一方向性繊維強化熱硬化性樹脂シートの積層体の厚みは各々0.35mmであった。なお、接着剤層の厚みは、一方向性繊維強化熱硬化性樹脂シートの厚みに含まれる。
このハニカムサンドウィッチ板の曲げ弾性率は1927MPa、曲げ強度は18MPaであった。
以上の各結果を、表1及び2に示す。

表1中の略号は以下の意味を示す。
「UDS(P)」:一方向性繊維強化樹脂シート(熱可塑性樹脂)
「UDS(S)」:一方向性繊維強化樹脂シート(熱硬化性樹脂)
「RS」:不連続繊維強化樹脂シート
「PO」:ポリオレフィン系接着剤層
「EP」:エポキシ系接着剤層
「HNC」:ハニカム部材(コア部材)
「SCC」:シングルコーン部材(コア部材)
「UDS(P)」:一方向性繊維強化樹脂シート(熱可塑性樹脂)
「UDS(S)」:一方向性繊維強化樹脂シート(熱硬化性樹脂)
「RS」:不連続繊維強化樹脂シート
「PO」:ポリオレフィン系接着剤層
「EP」:エポキシ系接着剤層
「HNC」:ハニカム部材(コア部材)
「SCC」:シングルコーン部材(コア部材)

<評価>
以上の結果から明らかなように、実施例1~3の積層体は曲げ特性が優れていた。
以上の結果から明らかなように、実施例1~3の積層体は曲げ特性が優れていた。
一方、比較例1のコア部材(板状ハニカム部材)単体は、実施例1~3の積層体に比べて曲げ特性が劣っていた。
比較例2の積層体は、接着剤を使用せずに、繊維強化樹脂シートの積層体をコア部材に対して直接積層してプレス成形して得た積層体なので、実施例1~3の積層体に比べて曲げ特性が劣っていた。
比較例3の積層体は、一方向繊維強化樹脂シートの積層体の代わりに、不連続繊維強化樹脂シートを使用して得た積層体なので、実施例1~3の積層体に比べて曲げ特性が劣っていた。
比較例4の積層体は、一方向繊維強化樹脂シートの積層体の代わりに、一方向性繊維強化熱硬化性樹脂シートを使用して得た積層体なので、実施例1~3の積層体に比べて曲げ特性が劣っていた。
本発明の積層体は、例えば、輸送機器用途、家電装置用途及び建築用途から選ばれる用途に有用であり、中でも、飛翔した小石やその他の異物が当たる面に位置する外装材(車両の床材、アンダーガード、マットガードなど)や、防音壁、工事現場の養生などとして用いることが非常に有用である。
1 積層体
11 コア部材
11a 中空構造単位
11b 中空構造用壁材
11c 被覆シート
12 接着剤層
13a 一方向性繊維強化樹脂シート
13b 一方向性繊維強化樹脂シート
W 断面形状の最大幅
11 コア部材
11a 中空構造単位
11b 中空構造用壁材
11c 被覆シート
12 接着剤層
13a 一方向性繊維強化樹脂シート
13b 一方向性繊維強化樹脂シート
W 断面形状の最大幅
Claims (10)
- 円柱形状、多角柱形状、円錐形状、多角錐形状、及びそれらのうちの複数を組み合わせた形状からなる群より選ばれる少なくとも1種の形状の中空構造単位を複数有し、前記中空構造単位の断面形状の最大幅が3~15mmであるコア部材と、
前記コア部材の表面及び裏面の少なくとも一方に配置された接着剤層と、
前記接着剤層に接して配置された熱可塑性樹脂を含む一方向性繊維強化樹脂シートと
を有する積層体。 - 前記コア部材の厚みが3~30mmである請求項1に記載の積層体。
- 前記コア部材及び前記接着剤層が熱可塑性樹脂を含む請求項1に記載の積層体。
- 前記熱可塑性樹脂が、熱可塑性ポリオレフィン系樹脂である請求項3に記載の積層体。
- 前記コア部材が、前記中空構造単位の表面側及び裏面側の開口を被覆する被覆シートを有する請求項1に記載の積層体。
- 前記コア部材の前記中空構造単位の単位面積当たりの個数が5600~111200個/m2である請求項1に記載の積層体。
- 前記一方向性繊維強化樹脂シートにおける繊維が炭素繊維を含む請求項1に記載の積層体。
- 曲げ弾性率が10~100GPaである請求項1に記載の積層体。
- 前記接着剤層が前記コア部材の表面及び裏面の各々に配置されており、前記一方向性繊維強化樹脂シートが各々の前記接着剤層に接して配置されている請求項1に記載の積層体。
- 請求項1に記載の積層体を製造する為の方法において、
円柱形状、多角柱形状、円錐形状、多角錐形状、及びそれらのうちの複数を組み合わせた形状からなる群より選ばれる少なくとも1種の形状の中空構造単位を複数有し、前記中空構造単位の断面形状の最大幅が3~15mmであるコア部材と、熱可塑性樹脂を含む一方向性繊維強化樹脂シートのうちの一方又は両方に接着剤を付与する工程、
前記コア部材の表面及び裏面の少なくとも一方に、前記接着剤を介して、前記一方向性繊維強化樹脂シートを配置する工程、並びに、
前記接着剤の融点以上に加熱する工程
を有する積層体の製造方法。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN202080085491.8A CN114786939A (zh) | 2019-12-27 | 2020-12-23 | 层叠体及其制造方法 |
| JP2021567527A JPWO2021132321A1 (ja) | 2019-12-27 | 2020-12-23 | |
| EP20904315.7A EP4082787A4 (en) | 2019-12-27 | 2020-12-23 | MULTI-LAYER BODY AND PRODUCTION PROCESS THEREOF |
| JP2024023776A JP2024052800A (ja) | 2019-12-27 | 2024-02-20 | 積層体及びその製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019238138 | 2019-12-27 | ||
| JP2019-238138 | 2019-12-27 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021132321A1 true WO2021132321A1 (ja) | 2021-07-01 |
Family
ID=76574125
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/048141 WO2021132321A1 (ja) | 2019-12-27 | 2020-12-23 | 積層体及びその製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4082787A4 (ja) |
| JP (2) | JPWO2021132321A1 (ja) |
| CN (1) | CN114786939A (ja) |
| WO (1) | WO2021132321A1 (ja) |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07125118A (ja) * | 1993-11-04 | 1995-05-16 | Toray Ind Inc | サンドイッチ構造材 |
| JPH07180281A (ja) | 1993-12-24 | 1995-07-18 | Yokohama Rubber Co Ltd:The | ハニカムサンドイッチパネル及びその製造方法 |
| JPH1199578A (ja) * | 1997-09-29 | 1999-04-13 | Mitsui Chem Inc | 樹脂製合板 |
| JP2001121630A (ja) * | 1999-10-29 | 2001-05-08 | Itoki Crebio Corp | 軽量板材 |
| JP2008137204A (ja) * | 2006-11-30 | 2008-06-19 | Jamco Corp | サンドイッチパネル |
| JP2013233796A (ja) | 2012-04-10 | 2013-11-21 | Kurabo Ind Ltd | 積層構造体 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3693426B2 (ja) * | 1996-07-31 | 2005-09-07 | 三井化学株式会社 | 複合板及びその製造方法 |
| US7507461B2 (en) * | 2004-09-01 | 2009-03-24 | Hexcel Corporation | Edge coating for honeycomb used in panels with composite face sheets |
| JP5151535B2 (ja) * | 2007-02-22 | 2013-02-27 | 東レ株式会社 | サンドイッチ構造体、およびそれを用いた成形体、電子機器筐体 |
| CN102476475B (zh) * | 2010-11-30 | 2015-06-17 | 辽宁辽杰科技有限公司 | 一种具有纤维增强热塑性蒙皮的蜂窝结构板材及制备方法 |
| CN104321373B (zh) * | 2012-03-29 | 2018-04-06 | 三菱化学株式会社 | 碳纤维热塑性树脂预浸料、碳纤维复合材料以及制造方法 |
| CN106084606B (zh) * | 2016-05-30 | 2018-06-19 | 敖然 | 连续纤维增强热塑性复合材料及其制备方法 |
-
2020
- 2020-12-23 WO PCT/JP2020/048141 patent/WO2021132321A1/ja unknown
- 2020-12-23 JP JP2021567527A patent/JPWO2021132321A1/ja active Pending
- 2020-12-23 CN CN202080085491.8A patent/CN114786939A/zh active Pending
- 2020-12-23 EP EP20904315.7A patent/EP4082787A4/en active Pending
-
2024
- 2024-02-20 JP JP2024023776A patent/JP2024052800A/ja active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH07125118A (ja) * | 1993-11-04 | 1995-05-16 | Toray Ind Inc | サンドイッチ構造材 |
| JPH07180281A (ja) | 1993-12-24 | 1995-07-18 | Yokohama Rubber Co Ltd:The | ハニカムサンドイッチパネル及びその製造方法 |
| JPH1199578A (ja) * | 1997-09-29 | 1999-04-13 | Mitsui Chem Inc | 樹脂製合板 |
| JP2001121630A (ja) * | 1999-10-29 | 2001-05-08 | Itoki Crebio Corp | 軽量板材 |
| JP2008137204A (ja) * | 2006-11-30 | 2008-06-19 | Jamco Corp | サンドイッチパネル |
| JP2013233796A (ja) | 2012-04-10 | 2013-11-21 | Kurabo Ind Ltd | 積層構造体 |
| JP2018108740A (ja) * | 2012-04-10 | 2018-07-12 | 倉敷紡績株式会社 | 積層構造体 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP4082787A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2024052800A (ja) | 2024-04-12 |
| JPWO2021132321A1 (ja) | 2021-07-01 |
| EP4082787A1 (en) | 2022-11-02 |
| EP4082787A4 (en) | 2023-12-20 |
| CN114786939A (zh) | 2022-07-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2419049C (en) | Composite materials | |
| JP7109897B2 (ja) | 積層型外装材 | |
| AU2023282221A1 (en) | Impact resistant underbody shield materials and articles and methods of using them | |
| KR102227247B1 (ko) | 강화 섬유속 및 성형 재료 | |
| EP1843894B1 (en) | Structural element, especially laminated panel and process for the manufacturing of such structural element | |
| WO2016159365A1 (ja) | 積層体 | |
| WO2020202754A1 (ja) | 積層体、三次元賦形積層体、及び三次元賦形積層体の製造方法 | |
| TW201819163A (zh) | 片材以及棒狀構件 | |
| US20120312631A1 (en) | Multi-layered composit panel for noise mitigation and method | |
| WO2021132321A1 (ja) | 積層体及びその製造方法 | |
| JP6806799B2 (ja) | 積層体 | |
| WO2021171716A1 (ja) | 積層板及び積層板の製造方法 | |
| JP6360766B2 (ja) | 制振構造体及び制振材 | |
| WO2017115749A1 (ja) | Frp用樹脂組成物、frpシート及び成形体 | |
| JP7487287B2 (ja) | 一方向性繊維強化熱可塑性樹脂シート及びその製造方法 | |
| JP2016150561A (ja) | 繊維強化複合体、及び、繊維強化複合体の製造方法 | |
| CN110281603B (zh) | 具有蜂窝芯的复合层合板及其制造方法 | |
| CN115151600B (zh) | 薄膜状的纤维增强树脂、以及树脂成型体及其制造方法 | |
| JP2023148708A (ja) | 繊維強化樹脂複合体及びその製造方法 | |
| JP2000015729A (ja) | 分散法スタンパブルシートの膨張成形品および分散法スタンパブルシート | |
| NL2011548C2 (en) | A method for manufacturing a film or high performance polymers | |
| KR20220119093A (ko) | 상이한 보강물을 갖는 2 개의 구역들을 포함하는 중합체 복합 조성물, 그 제조 방법, 그 용도 및 그를 포함하는 물품 | |
| JP2021091111A (ja) | 複合板およびパネル | |
| US20240026050A1 (en) | Fire resistant copolymer matrix composite | |
| WO2020255786A1 (ja) | 一方向性繊維強化樹脂シート並びにそれを含む積層体及び自動車部材 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20904315 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021567527 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020904315 Country of ref document: EP Effective date: 20220727 |