WO2021130802A1 - 吸収体及び吸収性物品 - Google Patents
吸収体及び吸収性物品 Download PDFInfo
- Publication number
- WO2021130802A1 WO2021130802A1 PCT/JP2019/050270 JP2019050270W WO2021130802A1 WO 2021130802 A1 WO2021130802 A1 WO 2021130802A1 JP 2019050270 W JP2019050270 W JP 2019050270W WO 2021130802 A1 WO2021130802 A1 WO 2021130802A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- core
- water
- sheet
- absorber
- longitudinal direction
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F2013/53445—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad from several sheets
Definitions
- the present invention relates to an absorber capable of absorbing body fluids such as urine.
- Absorbent articles such as disposable diapers and sanitary napkins generally include a front sheet that is placed relatively close to the wearer's skin and a back sheet that is placed relatively far from the wearer's skin. , Consists of an absorber interposed between the two sheets.
- This absorber is typically made of a fiber material of a fiber material such as wood pulp, and in many cases, water-absorbent polymer particles are further supported on the fiber material. Since the absorber made of a laminated fiber material of such a fiber material is relatively bulky and thick, it is excellent in cushioning property, etc., but because it is bulky, the appearance of the absorbent article is not refreshed and the appearance is deteriorated.
- an upper layer absorber made of pulp and a water-absorbent polymer and a two-layer sheet arranged adjacent to the non-skin facing surface side of the upper layer absorber As a conventional technique for reducing the thickness of an absorber, for example, in Patent Document 1, an upper layer absorber made of pulp and a water-absorbent polymer and a two-layer sheet arranged adjacent to the non-skin facing surface side of the upper layer absorber. An absorber composed of a lower layer absorber having a water-absorbent polymer arranged between them is described. The lower layer absorber is partitioned into a plurality of water-absorbent polymer placement regions in which particulate water-absorbent polymers are sealed between the two layers of sheets bonded to each other, and between adjacent water-absorbent polymer placement regions. However, the flow path portion is recessed from the water-absorbent polymer arrangement region.
- the water-absorbent polymer is not present in the flow path portion, or is present at a basis weight lower than the water-absorbent polymer arrangement region. Therefore, the water-absorbent polymer is not uniformly distributed in the lower layer absorber.
- the absorber described in Patent Document 1 by adopting the sheet-shaped lower layer absorber mainly composed of a water-absorbent polymer, a sufficient amount of absorption can be secured while being thin, and the above-mentioned Since the upper layer absorber also contains a water-absorbent polymer, it is said that the problem of difficulty in holding the liquid and causing reversion when the pulp is used alone can be solved.
- Patent Document 2 also describes an absorber having a two-layer structure similar to Patent Document 1.
- the lower layer relatively far from the wearer's skin in the two-layer structure is composed mainly of a water-absorbent polymer without substantially containing cellulose.
- Patent Document 3 in a water-absorbent sheet composition having a structure in which an absorbent layer containing a water-absorbent resin and an adhesive is sandwiched between two or more hydrophilic non-woven fabrics, the absorbent layer is thickened by a water-permeable substrate. The ones divided in the direction are described.
- the present invention includes a first sheet and a second sheet that face each other, and an intermediate sheet that is interposed between the two sheets, and absorbs at least water as a water-absorbing material between the first sheet and the intermediate sheet.
- Absorption in which a first core containing a sex polymer is interposed, and a second core containing at least a water-absorbent fiber and a water-absorbent polymer as a water-absorbent material is interposed between the intermediate sheet and the second sheet.
- the body In one embodiment of the absorber of the present invention, 80% by mass or more of the material for forming the first core is a water-absorbent polymer.
- the first core has a larger ratio of the content mass of the water-absorbing polymer to the total mass of the forming material than the second core. In one embodiment of the absorber of the present invention, the first core has a smaller basis weight of the water-absorbing polymer than the second core. In one embodiment of the absorber of the present invention, the flexural rigidity of the laminated structure including the first sheet, the first core, and the intermediate sheet per amount of change in thickness before and after liquid absorption calculated by the following formula (1). When the rate of change is BR, the BR in two directions arbitrarily selected from the two directions orthogonal to each other and the other three directions intersecting the two directions without being orthogonal to each other is 5.0 or less. ..
- the present invention is an absorbent article including the above-mentioned absorber of the present invention.
- Other features, effects and embodiments of the invention are described below.
- FIG. 1 is a developed plan view schematically showing a skin-facing surface side (surface sheet side) in an unfolded and stretched state of a deployable disposable diaper according to an embodiment of the absorbent article of the present invention.
- the "expanded and stretched state” here means that the diaper is in the unfolded state as shown in FIG. 1, and the elastic member of each part is stretched to extend the diaper in the unfolded state to eliminate the influence of the elastic member at all. It refers to the state in which it is expanded to the same size as when it is expanded in a flat state.
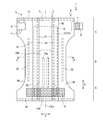
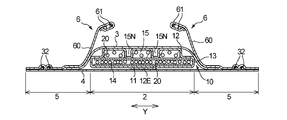
- FIG. 2 is a cross-sectional view schematically showing a cross section taken along line II of FIG.
- FIG. 3 is a plan view schematically showing the skin-facing surface side of the absorber in the disposable diaper of FIG. FIG.
- FIG. 4 is a cross-sectional view schematically showing a cross section along the thickness direction at the position of the absorber shown in FIG. 3 at the center in the longitudinal direction (vertical center line indicated by reference numeral CLx).
- 5 (a) and 5 (b) are cross-sectional views schematically showing a cross section along a thickness direction of a part of an embodiment of the absorber of the present invention, respectively.
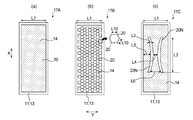
- 6 (a) to 6 (c) are schematic plan views of the first core side laminated structure in Examples or Comparative Examples, respectively.
- FIG. 7 is for measuring the flexural rigidity change rate BR in the vertical and horizontal directions per amount of change in thickness before and after liquid absorption of the laminated structure (first core side laminated structure) composed of the first sheet, the first core and the intermediate sheet.
- FIG. 8 shows the preparation of a sample for measuring the flexural rigidity change rate BR in the diagonal direction per the amount of change in thickness before and after the liquid absorption of the laminated structure (first core side laminated structure) composed of the first sheet, the first core and the intermediate sheet. It is explanatory drawing of the method.
- an object of the present invention is to provide an absorber which is excellent in liquid absorption performance, suppresses an increase in rigidity due to liquid absorption, and is excellent in flexibility even after liquid absorption.
- the absorbent article of the present invention is orthogonal to the longitudinal direction (indicated by reference numeral "X" in the figure) corresponding to the anteroposterior direction of the wearer, that is, the direction extending from the ventral side to the dorsal side via the crotch portion. It has a horizontal direction (indicated by the symbol "Y" in the figure).
- the vertical direction is the vertical direction of the absorbent article or the direction along the vertical direction of its constituent members (for example, an absorber)
- the horizontal direction is the lateral direction of the absorbent article or its constituent members (for example, an absorber). This is the direction along the lateral direction of the constituent members.
- the absorbent article of the present invention includes an absorber (indicated by reference numeral "10" in the figure) that absorbs and retains body fluid.
- 1 and 2 show a disposable diaper 1 which is an embodiment of the absorbent article of the present invention, and the diaper 1 has the above-described configuration.
- the diaper 1 is arranged in the crotch part of the wearer in the vertical direction X, and includes the inseam B including the excretion part facing part (not shown) facing the excretion part such as the penis, and the wearer rather than the crotch part B. It is divided into three parts: a ventral portion A arranged on the ventral side (anterior side) of the inseam and a dorsal portion C arranged on the dorsal side (rear side) of the wearer from the inseam B.
- the ventral portion A and the dorsal portion C each typically include a torso circumference arranged around the wearer's torso when the diaper 1 is worn.
- the ventral part A is a part of the front body of the diaper 1
- the dorsal part C is a part of the back body of the diaper 1.
- the inseam B exists from the front body to the back body of the diaper 1.
- the ventral portion A, the inseam B, and the dorsal portion C can be each region when the unfolded and extended diaper 1 is divided into three equal parts in the vertical direction X1.
- the diaper 1 is a so-called deployable disposable diaper, and as shown in FIG. 1, the diaper 1 is provided with a fastening member 8 having a fastening portion 7 on both side edges of the back side portion C of the diaper 1 along the vertical direction X. A fastening region 9 to which the fastening portion 7 can be fastened is provided on the non-skin facing surface of the ventral side portion A. Further, the diaper 1 includes an absorbent main body 2 having an absorbent body 10 that absorbs and holds body fluid such as urine excreted by the wearer, and a flap portion 5 extending outward from the peripheral edge of the absorbent main body 2. ..
- the absorbent body 2 includes a liquid-permeable front surface sheet 3 that forms a skin-facing surface, a liquid-impermeable or liquid-impermeable or water-repellent back surface sheet 4 that forms a non-skin-facing surface, and both sheets 3 and 4. It is provided with a liquid-retaining absorber 10 interposed between them, and these are integrated by a known joining means such as an adhesive.
- the absorbent body 2 extends in the longitudinal direction X from the ventral side A to the dorsal side C.
- the front surface sheet 3 and the back surface sheet 4 those conventionally used for this kind of absorbent article can be used without particular limitation.
- the surface sheet 3 for example, various non-woven fabrics and perforated films can be used.
- the back sheet 4 for example, a resin film or a laminate of a resin film and a non-woven fabric can be used.
- the "skin facing surface” is a surface of the absorbent article or a component thereof (for example, an absorber) that is directed toward the wearer's skin when the absorbent article is worn, that is, the wearer's skin relatively.
- the “non-skin facing surface” is the surface of the absorbent article or its constituents that faces the opposite side of the skin when the absorbent article is worn, that is, relatively far from the wearer's skin. On the side.
- the term "when worn” as used herein means a state in which the normal proper wearing position, that is, the correct wearing position of the absorbent article is maintained. In FIGS.
- the upper surface (relatively upper surface) of each component is the skin-facing surface and the lower surface (relative).
- the surface located below the surface) is the non-skin facing surface.
- the flap portion 5 is composed of a member extending outward from the peripheral edge of the absorbent main body 2, and is a non-arranged portion of the absorber.
- the front surface sheet 3 covers the entire surface of the absorber 10 facing the skin
- the back surface sheet 4 covers the entire area of the non-skin facing surface of the absorber 10.
- the sheets 3 and 4 further extend outward in the horizontal direction Y from both side edges along the vertical direction X of the absorbent main body 2, and together with the leakage-proof cuff forming sheet 60 described later, a part of the flap portion 5 (absorbent main body).
- Both side edges along the vertical direction X of 2 and side flap portions extending outward in the horizontal direction Y from the virtual extension lines of the both side edges) are formed.
- the plurality of members constituting the flap portion 5 are joined to each other by known joining means such as an adhesive, a heat seal, and an ultrasonic seal.
- leak-proof cuffs 6 that stand up toward the wearer's skin side when worn are arranged along both side portions of the absorbent body 2 along the vertical direction X. More specifically, a pair of sheets 60 for forming a leak-proof cuff that is liquid-resistant, water-repellent, and breathable are included on both sides of the absorbent body 2 on the skin-facing surface along the vertical direction X. Leakage-proof cuffs 6 and 6 are arranged. In each of the pair of leakage-proof cuff forming sheets 60, 60, one end side in the lateral direction Y is fixed to another member (front sheet 3 and back surface sheet 4 in the illustrated embodiment), and the fixed end portion and the lateral direction Y are respectively.
- the other end is a free end that is not fixed to other members.
- An elastic member 61 for forming a leak-proof cuff is fixed at a free end of each leak-proof cuff forming sheet 60 in an extended state in the vertical direction X so as to be expandable and contractible in the same direction.
- the free end side of the sheet 60 for forming a leak-proof cuff raises the fixing portion 62 with other members.
- the standing of the leak-proof cuff 6 prevents the outflow of excrement such as urine to the outside in the lateral direction Y.
- a plurality of elastic members 31 for forming gathers around the waist are arranged so as to be stretchable in the lateral direction Y at the flap portion 5 at the end portion of each of the ventral side portion A and the dorsal side portion C in the vertical direction X, that is, the waist end portion.
- the plurality of elastic members 31 are intermittently arranged at predetermined intervals in the vertical direction X.
- the waist end portions of the ventral side portion A and the dorsal side portion C, which are the arrangement portions are substantially covered over the entire circumference thereof. Circular waist gathers (gathers around the waist) are formed.
- the leg portion arranged around the wearer's leg when the diaper 1 is worn has an elastic member 32 for forming leg gathers that can extend in the vertical direction X at least in the vertical direction X of the inseam B. It extends in the vertical direction X over the entire length of the diaper, so that when the diaper 1 is worn, leg gathers are formed on the leg portion due to the contraction of the elastic member 32.
- These gather-forming elastic members 31 and 32 are all of a plurality of sheets constituting the flap portion 5 (in this embodiment, two of the front surface sheet 3, the back surface sheet 4 and the leakage-proof cuff forming sheet 60). It is sandwiched and fixed in an extended state by a joining means such as an adhesive.
- each of the elastic members 61, 31 and 32 described above is not particularly limited, and for example, a thread-like or string-like (flat rubber or the like) having a rectangular, square, circular or polygonal cross section, or a multifilament type thread-like Etc. can be used.
- the absorber 10 included in the diaper 1 is an embodiment of the absorber of the present invention.
- FIG. 3 shows a cross section of the absorber 10 facing the skin (the side facing the surface sheet 3)
- FIG. 4 shows a cross section of the absorber 10 along the thickness direction at the center position in the vertical direction X.
- FIG. 4 shows the members that are actually in close contact with each other apart from each other, and FIG. 4 does not necessarily represent the actual situation.
- the absorber 10 includes a first sheet 11 and a second sheet 12 facing each other, and an intermediate sheet 13 interposed between the sheets 11 and 12, and the first sheet is the first.
- a water-absorbent first core 14 is interposed between the sheet 11 and the intermediate sheet 13, and a water-absorbent second core 15 is interposed between the intermediate sheet 13 and the second sheet 12.
- the second sheet 12 side is used as the liquid receiving surface side that first comes into contact with the liquid to be absorbed. That is, the absorber 10 is arranged so that the second sheet 12 of the diaper 1 is located closer to the skin of the wearer of the diaper 1 than the first sheet 11.
- the first sheet 11 side can be used as the liquid receiving surface side, but the difference in composition between the first core 14 and the second core 15, in particular, water absorption described later. Considering the difference in the occupancy rate of the sex polymer, it is more preferable to use the second sheet 12 side as the liquid receiving surface side in this way from the viewpoint of improving the liquid drawability and the liquid absorption performance.
- a sheet having liquid permeability or liquid absorption can be used, and typically, a sheet having liquid permeability or liquid absorption can be used. It is a fiber sheet mainly composed of fibers, that is, a fiber sheet having a fiber content of more than 50% by mass.
- Examples of the constituent fibers of the three types of sheets include wood pulp such as coniferous pulp and broadleaf pulp, natural fibers such as non-wood pulp such as cotton pulp and hemp pulp; and modified pulp such as cationized pulp and marcelled pulp ( As mentioned above, cellulosic fibers); synthetic fibers composed of resins such as polyethylene and polypropylene can be mentioned, and one of these can be used alone or in combination of two or more.
- Examples of the three types of sheets include paper, woven fabric, and non-woven fabric.
- Examples of the non-woven fabric include air-through non-woven fabric, heat roll non-woven fabric, spunlace non-woven fabric, spunbond non-woven fabric, melt-blown non-woven fabric, and spunbond-melt-blown.
- the three types of sheets typically have a single-layer structure composed of one of these types, but may also have a laminated structure in which two or more types are laminated and integrated.
- the three types of sheets may have the same composition and form, or may differ from each other.
- the length (width) of the second sheet 12 in the lateral direction Y is the other constituent members of the absorber 10 (first sheet 11, intermediate sheet 13, first core 14 and second core 15). ), which consists of one wide sheet, which is longer than the width (maximum width) of the part having the maximum width.
- the second sheet 12 of the present embodiment has a width of 2 times or more and 3 times or less of the maximum width, and as shown in FIG. 4, covers the entire area of the skin facing surface of the second core 15. It is covered and extends outward in the horizontal direction Y from each of both side edges along the vertical direction X of the second core 15, and the extending portion 12E is wound around the non-skin facing surface side of the first sheet 11.
- the second sheet 12 covers the entire skin-facing surface and non-skin-facing surface of the laminated structure including the first sheet 11, the intermediate sheet 13, the first core 14, and the second core 15.
- the second sheet 12 does not have to include the extending portion 12E, and the second sheet 12 has a width similar to the maximum width of the second core 15 in contact with the second sheet 12. It suffices to have.
- the other components of the absorber 10 first sheet 11, intermediate sheet 13, first core 14 and second core 15
- the second sheet 12 have a maximum width, i.e. a maximum in the lateral direction Y.
- the lengths are about the same as each other.
- the first core 14 is characterized in that more than 80% by mass of the forming material is a water-absorbent polymer. That is, the "water-absorbent polymer occupancy" of the first core 14 (ratio of the content mass of the water-absorbent polymer to the total mass of the material for forming the core) is 80% by mass or more, and the first core 14 is the water-absorbent polymer 20. It is mainly composed of.
- the "material for forming the first core 14" (core forming material) referred to here is between two sheets (specifically, the first sheet 11 and the intermediate sheet 13) located on both sides of the first core 14. Means the substance that exists in. However, the core forming material does not include the adhesive applied to the facing surfaces (inner surfaces) of the two sheets. Therefore, the adhesives shown by reference numerals 22 and 23 in FIG. 4 are not the core forming materials of the first core 14.
- the first core 14 typically contains only the water-absorbent polymer 20 as the water-absorbent material and does not contain water-absorbent fibers such as wood pulp, or even if it contains water-absorbent fibers, the second core 15
- the amount is much smaller than the content of the water-absorbent fiber in (for example, 20% by mass or less).
- a hydrogel material capable of absorbing and retaining water can be generally used, and for example, a polymer or copolymer of acrylic acid or an alkali metal acrylate metal salt can be used. Examples thereof include polyacrylic acid and salts thereof, and polymethacrylic acid and salts thereof, and specific examples thereof include partial sodium salts of acrylic acid polymers.
- the shape of the water-absorbent polymer 20 is not particularly limited, and may be, for example, spherical, tufted, lumpy, bale-shaped, fibrous, amorphous, or a combination of these particles.
- the water-absorbent polymer 20 uses particles having the same shape. It is preferable, and it is also preferable that the particles are spherical.
- the adhesives 22 and 23 have a role of fixing the water-absorbent polymer 20 contained in the first core 14 to the first sheet 11 and / or the intermediate sheet 13 and joining the two sheets 11 and 13 to each other.
- the adhesive 22 is applied to the surface (inner surface) of the first sheet 11 facing the intermediate sheet 13, and the adhesive 23 is applied to the surface (inner surface) of the intermediate sheet 13 facing the first sheet 11. It was done.
- an adhesive that can be used for joining members in this type of absorbent article can be used without particular limitation, and examples thereof include a hot melt adhesive.
- the adhesive 22 and the adhesive 23 may be the same type of adhesive or different types of adhesive, and are typically the former. The adhesives 22 and 23 will be described later.
- the adhesive application pattern of the adhesive 22 on the first sheet 11 side and the adhesive 23 on the intermediate sheet 13 side may be the same or different.
- the adhesive on the liquid receiving surface side that first comes into contact with the liquid to be absorbed in the first core 14 is applied to a predetermined coating region (for example, the region where the water absorbing polymer 20 is present) on the surface to be coated.
- the adhesive is applied so that there is a non-applied portion of the adhesive, and the adhesive on the side opposite to the liquid receiving surface side has substantially no non-applied portion of the adhesive in a predetermined coating area on the surface to be coated.
- the form of coating (so-called solid coating) can be exemplified.
- the liquid receiving surface side is the non-coated portion of the adhesive.
- the intermediate sheet 13 side is the liquid receiving surface side (diaper 1).
- the coating pattern of the adhesive 23 on the intermediate sheet 13 side is a pattern in which the coated portion and the non-coated portion of the adhesive 23 coexist, and the coating pattern of the adhesive 22 on the first sheet 11 side is a so-called solid coating. Just do it.
- the pattern in which the adhesive coated portion and the non-coated portion coexist include a form in which the adhesive coated portion has a spiral shape, a summit shape, an omega shape, a curtain shape, and a stripe shape in a plan view. Be done.
- the adhesive is applied to both sides of the first core 14 in the thickness direction, that is, both the first sheet 11 side and the intermediate sheet 13 side, but in the present invention, either one side is applied.
- Adhesive may be applied only to.
- the basis weight of the adhesive arranged on both sides of the first core 14 (when the adhesive is applied to both the first sheet 11 side and the intermediate sheet 13 side, their total basis weight) is water absorption. From the viewpoint of the balance between the fixation of the sex polymer 20 and the liquid permeability or liquid absorption performance, it is preferably 3 g / m 2 or more, more preferably 5 g / m 2 or more, and preferably 50 g / m 2 or less, more preferably.
- the basis weight of the adhesive referred to here is the adhesion per unit area of the adhesive application target area (specifically, for example, the skin-facing surface of the first sheet 11 or the non-skin-facing surface of the intermediate sheet 13).
- the amount of the agent applied is the amount of the agent applied. Therefore, for example, when the coated portion and the non-coated portion of the adhesive are mixed in the coated region due to the intermittent coating of the adhesive, the basis weight of the adhesive in the coated region is the one in which the non-coated portion is added. is there.
- the second core 15, that is, the layer sandwiched between the intermediate sheet 13 and the second sheet 12, contains at least a water-absorbent fiber (not shown) and a water-absorbent polymer 20 as a water-absorbent material.
- the second core 15 is typically composed mainly of a water-absorbent material.
- the content of the water-absorbent material in the second core 15 is at least 50% by mass or more, and 100% by mass, that is, all of the core-forming materials may be water-absorbent materials.
- the water-absorbent polymer 20 in the second core 15 the same polymer as that contained in the first core 14 can be used.
- water-absorbent fiber examples include wood pulp such as coniferous pulp and broadleaf pulp, natural fiber such as non-wood pulp such as cotton pulp and hemp pulp; and modified pulp such as cationized pulp and marcelled pulp (these are cellulosic fibers). ); Hydrophilic synthetic fibers and the like can be mentioned, and one of these can be used alone or in combination of two or more.
- the water-absorbent fiber contained in the second core 15 is typically a cellulosic fiber.
- the content of the water-absorbent fiber in the second core 15 is preferably 20% by mass or more, more preferably 30% by mass or more, and preferably 90% by mass or less, more preferably 80% by mass or less.
- the term "water absorption" with respect to fibers is easily understood by those skilled in the art, for example, pulp is said to be water absorbent. Similarly, it can be easily understood that thermoplastic fibers are non-absorbent.
- the degree of water absorption of the fiber can be compared with the relative difference in water absorption by the value of the water content measured by the following method, and a more preferable range can be defined.
- the water-absorbent fiber such a water content is preferably 6% or more, and more preferably 10% or more.
- the non-water-absorbent fiber preferably has such a water content of less than 6%, more preferably less than 4%.
- the water content was calculated by applying the water content test method of JIS P8203 mutatis mutandis. That is, after the fiber sample was allowed to stand in a test room having a temperature of 40 ° C. and a relative humidity of 80% RH for 24 hours, the weight W (g) of the fiber sample before the absolute drying treatment was measured in the room. Then, it was allowed to stand in an electric dryer having a temperature of 105 ⁇ 2 ° C. (for example, manufactured by Isuzu Seisakusho Co., Ltd.) for 1 hour to perform an absolute drying treatment of the fiber sample.
- Si silica gel for example, Si silica gel (for example,)
- Si silica gel for example, Si silica gel (for example,)
- Saran Wrap registered trademark
- Toyoda Kako Co., Ltd. is placed in a glass desigator (for example, manufactured by Tech Jam Co., Ltd.) and allowed to stand until the temperature of the fiber sample reaches 20 ⁇ 2 ° C.
- the constant weight W'(g) of the fiber sample is weighed, and the water content of the fiber sample is obtained by the following formula.
- Moisture content (%) ⁇ (W-W') / W' ⁇ x 100
- the second core 15 can be manufactured according to a conventional method using a known fiber stacking device equipped with a rotating drum.
- the fiber stacking device typically has a rotating drum having an accumulation recess formed on the outer peripheral surface thereof, and a flow path inside which conveys a core forming material (water-absorbent fiber, water-absorbing polymer) to the accumulation recess.
- the core is provided with a duct, and while rotating the rotating drum around a rotation axis along the circumferential direction of the drum, the core is carried on an air flow generated in the flow path by suction from the inside of the rotating drum.
- the forming material is made to be stacked in the accumulation recess.
- the fiber stack formed in the accumulation recess by the fiber stacking step is the second core 15.
- the second core 15 can be referred to as a “fiber-type absorbent core” from such a typical manufacturing method.
- the second core 15 has a low rigidity portion 15N in which the core forming material (water-absorbent fiber, water-absorbent polymer, etc.) of the second core 15 does not exist or exists in a lower basis weight than the peripheral portion.
- the name "low rigidity portion” is derived from the fact that the non-existing portion or the low basis weight existing portion of the core forming material has lower rigidity than the other portions.
- the low-rigidity portion 15N is a through hole in which the core forming material does not exist, as shown in FIGS. 2 and 4.
- the basis weight of the low-rigidity portion 15N having a lower basis weight is preferably the basis weight of the peripheral portion. It is 50% or less, more preferably 30% or less. Further, it is preferable that the basis weight of the low-rigidity portion 15N, which is not a through hole, is smaller than that of the portion other than the low-rigidity portion 15N in the second core 15, preferably 80 g / m 2. Below, it is more preferably 50 g / m 2 or less.
- the most preferable form of the second core 15 is a through hole having a basis weight of zero as shown in the figure.
- the low-rigidity portion 15N is formed symmetrically with reference to the horizontal center line CLY that bisects the second core 15 in the horizontal direction Y and extends in the vertical direction X. And a pair is formed on both sides of the horizontal center line CLi.
- Each of the pair of low-rigidity portions 15N has a long shape in the vertical direction X (longitudinal direction of the second core 15) in a plan view, specifically, a rectangular shape.
- the low-rigidity portion 15N contributes to the reduction of discomfort when wearing the diaper 1 and the improvement of liquid uptake and diffusivity. That is, the low-rigidity portion 15N acts as a deformation guiding portion (flexible shaft) when the second core 15 provided with the low-rigidity portion 15N is deformed by being bent by receiving an external force such as body pressure, whereby the absorber 10 acts. Deformation along the body shape of the wearer is promoted, and as a result, the discomfort when wearing the diaper 1 can be reduced, and the wearing feeling and the fit can be improved.
- the low-rigidity portion 15N functions as a flow path for excrement such as urine to be absorbed by the absorber 10, promotes diffusion of the excrement in the plane direction, and contributes to effective utilization of the liquid absorption performance of the absorber 10. Can be done. Since the low-rigidity portion 15N plays such a role, it is preferable that the low-rigidity portion 15N is arranged in a portion of the second core 15 that is easily affected by an external force such as body pressure and in which excrement is easily concentrated. From such a viewpoint, it is preferable that the low-rigidity portion 15N is arranged at a portion of the second core 15 located at the lower part of the crotch B. From the same viewpoint, as shown in FIG. 3, the low-rigidity portion 15N preferably extends the vertical center line CLx of the absorber 10 across the vertical direction X.
- the length L (see FIG. 3) of the low-rigidity portion 15N in the vertical direction X (longitudinal direction) is preferably the length L0 (see FIG. 3) of the second core 15 in the vertical direction X (longitudinal direction). It is 20% or more, more preferably 30% or more, and preferably 95% or less, more preferably 85% or less.
- the length or width W (see FIG. 3) of the low-rigidity portion 15N in the lateral direction is preferably 1 mm or more, more preferably 2 mm or more, and preferably 25 mm or less, more preferably 20 mm or less.
- 3) between the two low-rigidity portions 15N and 15N adjacent to each other in the lateral direction Y is preferably 10 mm or more, more preferably 15 mm or more, and preferably 80 mm or less, more preferably 60 mm or less. is there.
- the low-rigidity portion 15N is a portion formed by intentionally inhibiting the stacking of the forming material in the fiber stacking step of the forming material (water-absorbent fiber, water-absorbing polymer, etc.) at the time of manufacturing the second core 15. Is.
- the second core 15 having the low-rigidity portion 15N can be manufactured according to a conventionally known manufacturing method of an absorbent core, and typically, a forming material supplied on an air stream is applied to the outer peripheral surface of the rotating drum.
- the portion corresponding to the low rigidity portion 15N at the bottom of the recess for accumulation is said to be the concave portion for accumulation as compared with the peripheral portion. It can be manufactured by using a rotating drum that protrudes outward in the radial direction.
- the portion where the forming material does not exist or exists at a lower basis weight than the peripheral portion is the low rigidity portion 15N.
- the second sheet 12 and the intermediate sheet 13 are joined and the intermediate sheet 13 is joined in a region where the low-rigidity portion 15N, which is a through hole, overlaps in a plan view. And the first sheet 11 are joined.
- the means for joining the intermediate sheet 13 and the second sheet 12 in the low-rigidity portion 15N is not particularly limited, and fusion may be performed by heat sealing, ultrasonic sealing, or the like, but in the present embodiment, the adhesives 24 and 25 Is.
- the second sheet 12 and the intermediate sheet 13 need to be joined to the low-rigidity portion 15N over the entire area overlapping in a plan view, that is, the entire area needs to be a joint portion of both sheets 12 and 13. It suffices if they are joined in at least a part of the region. That is, in the region where the low-rigidity portion 15N and the low-rigidity portion 15N overlap in a plan view, a portion where the second sheet 12 and the intermediate sheet 13 are in close contact with each other via the adhesives 24 and 25 and a portion where the second sheet 12 and the intermediate sheet 13 are not in close contact with each other but are in close contact with each other Can be mixed.
- the second sheet 12 and the intermediate sheet 13 are at least in a region that overlaps the low-rigidity portion 15N in a plan view, preferably 10% or more, more preferably 30% or more, and preferably 90% or less, more preferably 80% or less. It is preferable that the water-absorbent polymer is supported at an appropriate position and the water-absorbent polymer is supported in close contact with each other from the viewpoint of ensuring a space in which the water-absorbent polymer can swell.
- the above-mentioned description of joining the second sheet 12 and the intermediate sheet 13 in the region where the low-rigidity portion 15N overlaps in a plan view can also be applied to joining the intermediate sheet 13 and the first sheet 11 in the region.
- the absorber 10 has a laminated structure in which two water-absorbent layers (first core 14 and second core 15) are laminated with an intermediate sheet 13 sandwiched between them, and the two layers absorb water.
- first core 14 and second core 15 two water-absorbent layers
- intermediate sheet 13 sandwiched between them
- the two layers absorb water.
- one of the main features of the absorber 10 is that the distribution of the water-absorbent polymer in the laminated structure satisfies the following (i) to (iii).
- the water-absorbent polymer occupancy of the first core 14 (the ratio of the content mass of the water-absorbent polymer to the total mass of the core-forming material) is 80% by mass or more.
- the first core 14 has a larger occupancy rate of the water-absorbing polymer than the second core 15.
- the first core 14 has a smaller basis weight (mass per unit area) of the water-absorbing polymer than the second core 15. That is, regarding the basis weight of the water-absorbent polymer, the magnitude relationship of "first core 14 ⁇ second core 15" is established.
- water-absorbent polymer basis weight refers to the basis weight of the water-absorbent polymer in a portion other than the portion when the core has a portion such as a low-rigidity portion 15N in which a core-forming material does not exist. Means.
- the water-absorbent polymer occupancy of the first core 14 is at least 80% by mass or more, preferably 85% by mass or more, and more preferably 90% by mass or more. Further, the water-absorbent polymer occupancy of the first core 14 may be 100% by mass.
- the ratio of the water-absorbent polymer occupancy of the first core 14 to the water-absorbent polymer occupancy of the second core 15 is preferably 1.1 or more as the former / the latter on the premise that the former> the latter. , More preferably 1.3 or more, and preferably 5.0 or less, more preferably 3.5 or less.
- the water-absorbent polymer occupancy of the second core 15 is preferably 30% by mass or more, more preferably 35% by mass or more, and preferably 90% by mass or less, more preferably 80% by mass or less.
- the ratio of the basis weight of the water-absorbent polymer of the first core 14 to the basis weight of the water-absorbent polymer of the second core 15 is preferably 1. It is 1 or more, more preferably 1.3 or more, and preferably 10.0 or less, more preferably 5.0 or less.
- the basis weight of the water-absorbent polymer of the first core 14 is preferably 60 g / m 2 or more, more preferably 80 g / m 2 or more, and preferably 700 g / m 2 or less, more preferably 500 g / m 2 or less. ..
- the basis weight of the water-absorbent polymer of the second core 15 is preferably 65 g / m 2 or more, more preferably 70 g / m 2 or more, and preferably 800 g / m 2 or less, more preferably 600 g / m 2 or less. ..
- the absorber 10 satisfies the above (i) to (iii) with respect to the distribution of the water-absorbent polymer, and further (iv) "a laminated structure composed of the first sheet 11, the first core 14 and the intermediate sheet 13".
- first core side laminated structure when BR is the rate of change in bending rigidity per amount of change in thickness before and after liquid absorption calculated by the following formula (1), two directions orthogonal to each other. Characterized by the fact that the BR of the two directions arbitrarily selected from the three directions of the other directions that intersect the two directions without being orthogonal to each other is 5.0 or less (BR ⁇ 5.0 holds). Be done.
- the "three directions” are not particularly limited and can be set arbitrarily.
- the vertical direction X (the front-back direction of the wearer of the absorbent article to which the absorber is applied) and the horizontal direction Direction Y (direction orthogonal to the front-back direction of the wearer) and "direction intersecting both directions X and Y and forming an angle between both directions X and Y at 45 degrees" (hereinafter, also referred to as "diagonal direction D"). .)
- the absorber 10 at least two of the BR in the vertical direction X, the BR in the horizontal direction Y, and the BR in the diagonal direction D of the first core side laminated structure are all 5.0 or less.
- BR ⁇ 5.0 is established in two or more directions in the laminated structure on the first core side means that the increase in rigidity of the first core 14, which is the main body thereof, due to liquid absorption is suppressed, that is, (B). It means that the value of w / B d ) is relatively small and has flexibility even after absorbing liquid. Further, BR is obtained by dividing the rate of change in flexural rigidity of the first core-side laminated structure before and after liquid absorption by the amount of change in thickness of the first core-side laminated structure before and after absorbing liquid, as shown in the above formula (1).
- the amount of change in thickness is relatively large, that is, the degree of swelling of the first core 14 after absorbing liquid is relatively large, but the rate of change in flexural rigidity is relatively small, BR ⁇ 5. 0 can hold.
- the first core 14 can be absorbed in the first core 14 regardless of the degree of swelling due to the absorption of the liquid.
- the water-absorbent polymer 20 is hard to be clogged and the first core 14 is relatively soft and swells. Therefore, by satisfying the above (iv), the absorber 10 is suppressed from increasing in rigidity due to liquid absorption and is excellent in flexibility even after absorbing liquid. Therefore, the diaper 1 provided with this is stiff to the wearer. It is hard to give a feeling of discomfort when worn, and it is excellent in wearing feeling not only before absorbing liquid but also after absorbing liquid.
- the absorber 10 satisfies not only the above (iv) but also the above (i) to (iii), and the water-absorbent polymer occupancy and the basis weight of the first core 14 are set in the above-mentioned appropriate ranges. Therefore, not only the change in rigidity due to liquid absorption is suppressed, but also the liquid absorption performance is excellent. Further, the effect of suppressing the change in rigidity due to liquid absorption is not achieved only by satisfying the above (iv), but also satisfies the above (i) to (iii), and the water-absorbing polymer occupancy of the first core 14 and the like. It is also important that the basis weight is set within an appropriate range. In short, it is necessary to satisfy all of the above (i) to (iv) in order to exhibit the predetermined effect of the present invention.
- the BR of the first core side laminated structure in each of the three directions is 5.0 or less.
- all BRs of the first core-side laminated structure in the vertical direction X, the horizontal direction Y, and the diagonal direction D are 5.0 or less.
- the BR of each of the two directions arbitrarily selected from the three directions of the first core side laminated structure is at least 5.0 or less, preferably 4.8 or less, and more preferably 4 as described above. It is less than 5.5. Further, the lower limit of BR in each of the two directions arbitrarily selected from the three directions of the first core side laminated structure is not particularly limited, but is preferably 0.1 from the viewpoint of maintaining the minimum shape as an absorber. Above, more preferably 0.3 or more.
- the physical property values such as B w used for calculating BR are not particularly limited, but are preferably set as follows from the viewpoint of more reliably achieving the predetermined effect of the present invention.
- the flexural rigidity B w of the first core-side laminated structure after absorbing liquid in the vertical direction X, the horizontal direction Y, or the diagonal direction D is preferably as small as possible from the viewpoint of improving the flexibility of the absorber 10, preferably 200 mN ⁇ cm 2. It is / cm or less, more preferably 100 mN ⁇ cm 2 / cm or less.
- the flexural rigidity B d of the first core-side laminated structure before liquid absorption in the vertical direction X, the horizontal direction Y, or the diagonal direction D is preferably as small as possible from the viewpoint of improving the flexibility of the absorber 10, and is preferably 19.6 mN. It is cm 2 / cm or less, more preferably 15 mN ⁇ cm 2 / cm or less.
- the method for measuring the flexural rigidity B w , B d and the thicknesses T0 w , T0 d of the first core side laminated structure will be described later.
- the water-absorbent polymer arrangement region In a plan view (projection view in the thickness direction of the first core 14), there is a state in which the water-absorbent polymer 20 is arranged in such a manner that a gap that can be visually recognized macroscopically is not observed.
- no gap that can be visually recognized macroscopically means that the water-absorbent polymer 20 is one surface of the first sheet 11 or the intermediate sheet 13 when the area where the water-absorbent polymer 20 is arranged is viewed with the naked eye. Although it is arranged so as to evenly cover the (inner surface), it is permissible that a gap between the water-absorbing polymers 20 is unintentionally formed when the arrangement region is viewed microscopically. Is. This void is about 10 to 1000 ⁇ m. Further, the arrangement region of the water-absorbent polymer 20 in the first core 14 is typically substantially the entire area in the plan view (projective view in the thickness direction) of the first core 14.
- the second core 15 has a low-rigidity portion 15N (see FIG. 3 and the like), which reduces discomfort when wearing the diaper 1 and improves liquid uptake and diffusivity. The effect of improvement is achieved.
- the water-absorbent polymer is uniformly distributed in the region where the low-rigidity portion 15N exerts such an action and effect in a plan view, the action and effect of the low-rigidity portion 15N can be more reliably achieved. Therefore, it is preferable that the water-absorbent polymer 20 is uniformly distributed in the region of the first core 14 that overlaps with the low-rigidity portion 15N in a plan view. That is, it is preferable that BR ⁇ 5.0 is established in at least two directions of the region overlapping the low-rigidity portion 15N in the first core side laminated structure in a plan view.
- the absorber 10 of the present embodiment is used as an absorber of the diaper 1 which is an absorbent article arranged in the crotch portion of the wearer. Since the region where various properties such as liquid absorption performance and flexibility after liquid absorption are particularly important is the region arranged in the crotch portion of the wearer of the absorbent article, the water-absorbent polymer is uniform in this region. It is preferable that it is distributed in. From such a viewpoint, it is preferable that the water-absorbent polymer 20 is uniformly distributed in the region arranged in the crotch portion of the wearer when the diaper 1 is worn in the first core 14. That is, it is preferable that BR ⁇ 5.0 is established in at least two directions of the region located in the crotch portion B in the first core side laminated structure.
- the ratio of B w between the two directions arbitrarily selected from the three directions is 0.8 or more and 1.2, respectively.
- the first sheet 11 and the intermediate sheet 13 are joined via the adhesives 22 and 23.
- the joining form of both sheets 11 and 13 as shown in FIG. 5A, via a columnar portion 26 made of an adhesive 22 on the first sheet 11 side and / or an adhesive 23 on the intermediate sheet 13 side.
- a form in which both sheets 11 and 13 are joined can be mentioned. In such a bonded form via the columnar portion 26, the sheets 11 and 13 do not come into close contact with each other and are in a state of being close to each other at a predetermined interval.
- the columnar portion 26 is typically regular or regular in the coating regions of the adhesives 22 and 23 (the region where the water-absorbent polymer 20 exists) in the plan view (projective view in the thickness direction) of the first core side laminated structure. Multiple irregular scattered dots are formed.
- the heights (lengths of the first core 14 in the thickness direction) of the plurality of columnar portions 26 may be the same or different from each other.
- the plurality of columnar portions 26 are bonded to the water-absorbent polymer 20 interposed between the sheets 11 and 13 (the one to be bonded to both the sheets 11 and 13 and the water-absorbent polymer 20) and to the water-absorbent polymer 20. Those that do not (those that join only both sheets 11 and 13) may be mixed.
- the formation of the columnar portion 26 can be controlled by appropriately adjusting the type and coating amount of the adhesive to be used, the basis weight and particle size of the water-absorbent polymer 20 interposed between the sheets 11 and 13.
- the portion where the first sheet 11 and the intermediate sheet 13 are joined via the columnar portion 26 and the both sheets 11 and 13 are connected to each other.
- the portion 16 that is in close contact with the adhesives 22 and 23 is mixed.
- the close contact portion 16 between the two sheets 11 and 13 is formed in a region where the low rigidity portion 15N and the low rigidity portion 15N overlap in a plan view, but the formation portion of the close contact portion 16 is not particularly limited.
- a plurality of regular or irregular scattered spots may be formed in the coating area (the area where the water-absorbent polymer 20 exists) of the adhesives 22 and 23.
- such a close contact portion 16 between the sheets 11 and 13 does not exist or exists. It is preferable that the amount is small.
- an adhesive that facilitates the formation of the columnar portion 26 it is preferable to use an adhesive that has the flexibility to expand following the swelling change accompanying the liquid absorption of the water-absorbent polymer 20.
- raw materials include (co) polymers of vinyl monomers such as 2-ethylhexyl acrylate, butyl acrylate, ethyl acrylate, cyanoacrylate, vinyl acetate, and methyl methacrylate (ethylene vinyl acetate copolymer and the like).
- Etc. acrylic adhesive containing one or more, silicone-based adhesive containing polydimethylsiloxane polymer polymer, etc., and natural rubber-based adhesive containing natural rubber, polyisoprene, chloroprene, etc.
- Isoprene-based adhesive styrene-butadiene copolymer (SBR), styrene-isoprene-styrene block copolymer (SIS), styrene-butadiene-styrene block copolymer (SBS), styrene-ethylene-butadiene-styrene block Examples thereof include rubber-based adhesives such as styrene-based adhesives containing one or more polymers (SEBS) and styrene-ethylene-propylene-styrene block copolymers (SEPS). These may be used individually by 1 type or in combination of 2 or more type.
- SEBS styrene-based adhesives containing one or more polymers
- SEPS styrene-ethylene-propylene-styrene block copolymers
- these adhesives those which are excellent in flexibility and elasticity, maintain the bonded state between the first sheet 11 and the intermediate sheet 13 even after the swelling of the water-absorbent polymer 20, and develop shrinkage force.
- a rubber-based adhesive as the adhesives 22 and 23 used for the first core 14, and the rubber-based adhesive.
- a styrene adhesive it is more preferable to use a styrene adhesive.
- the adhesives 22 and 23 used for the first core 14 are preferably hot melt adhesives.
- the hot melt adhesive include the above-mentioned various adhesives, tackifiers such as petroleum resin and polyterpene resin, plasticizers such as paraffin oil, and, if necessary, phenol-based, amine-based, and phosphorus-based adhesives. It may contain an antioxidant such as a benzimidazole type.
- the adhesives 22 and 23 used for the first core 14 have a relaxation time obtained by viscoelasticity measurement of preferably 1 second or longer, more preferably 2 seconds or longer, still more preferably 3 seconds or longer at 50 ° C.
- a relaxation time obtained by viscoelasticity measurement preferably 1 second or longer, more preferably 2 seconds or longer, still more preferably 3 seconds or longer at 50 ° C.
- the relaxation time of the adhesive obtained by viscoelasticity measurement at 50 ° C. is calculated as the reciprocal of the value of tan ⁇ obtained when the dynamic viscoelasticity of the adhesive is measured under the following conditions. Specifically, a rotary leometer (manufactured by Antoniopas, model "Physica MCR301”) is used, and a plan-viewing circular receiving plate that supports the measurement sample from below and a plane that is arranged facing above the receiving plate. Adhesives (adhesives 22, 23) to be measured are interposed and arranged between the pressure plate and the visual circle-shaped pressing plate. The adhesive in this state has a circular shape in a plan view, and has a thickness of 1.5 mm and a diameter of 12 mm.
- the frequency at the time of measurement is set to 1 Hz
- the strain amplitude is set to 0.05%
- the cooling rate is set to 2 ° C./min
- the measurement is performed in the temperature range from 120 ° C. to ⁇ 10 ° C.
- tan ⁇ is a value obtained by dividing the loss elastic modulus G ”by the storage elastic modulus G ′.
- the first sheet 11 and the extending portion 12E of the second sheet 12 are joined via an adhesive 21, and the intermediate sheet 13 and the second core 15 are bonded to the adhesive 24.
- the second sheet 12 and the intermediate sheet 13 are joined via adhesives 24 and 25.
- an adhesive that can be used for joining members in this type of absorbent article can be used without particular limitation, and examples thereof include a hot melt adhesive.
- the coating amount and coating pattern of the adhesives 21, 24 and 25 are not particularly limited and can be set as appropriate.
- the absorber 10 has a shape that is long in one direction in a plan view.
- the absorber 10 has a long shape in the vertical direction X of the diaper 1, specifically a rectangular shape, and the longitudinal direction of the absorber 10 coincides with the vertical direction X and is orthogonal to the longitudinal direction.
- the width direction coincides with the horizontal direction Y.
- the first core 14 and the second core 15 also have a long shape in the vertical direction X.
- the plan view shape of the second core 15 is substantially the same as that of the intermediate sheet 13.
- the absorber 10 is a virtual center of the absorber 10 in the longitudinal direction, that is, the absorber 10 is bisected in the vertical direction X and extends in the horizontal direction Y.
- One side (left side in FIG. 3) of the absorber 10 in the longitudinal direction (longitudinal direction X) is the other side (FIG. 3) of the absorber 10 in the longitudinal direction (longitudinal direction X) with the vertical center line CLx as a boundary.
- there are more water-absorbent materials water-absorbent polymer, water-absorbent fiber, etc.
- the core-forming material of the absorber 10 typically, for example, 100% by mass of the total mass of the core-forming material is the water-absorbent material, so that the water-absorbent material is the absorber 10 as described above. If it is unevenly distributed in a part of the absorbent body 10, the uneven distribution of the water-absorbent material is reflected in the outer shape of the absorber 10 as shown in FIG. Therefore, when almost all of the core-forming materials are water-absorbent materials, the above-mentioned "more water-absorbent materials are present on one side of the absorber 10 in the longitudinal direction than on the other side in the longitudinal direction of the absorber 10".
- the "water-absorbent material" in the above can be paraphrased as a "core-forming material".
- the water-absorbent material core-forming material in the above-mentioned absorber 10
- the above-mentioned "uniform presence of water-absorbent material (core-forming material)” is defined by a macroscopic observation of the first core 14 or the second core 15 or the absorber 10 (for example, by the naked eye of the first core 14 or the like). In the observation), it means a state in which the water-absorbent material (core forming material) is recognized to be present evenly as a whole, and a part of the first core 14 and the like is microscopically observed (for example, the first core 14 and the like). Uniformity in the strict sense, which can be confirmed for the first time in microscopic observation of the cross section of the above, does not matter.
- the form of 2) above is adopted as the form of uneven distribution of the water-absorbent material (core forming material). That is, the second core 15 extends across the center of the longitudinal direction (longitudinal direction X) (vertical center line CLx of the absorber 10) in the same direction, and extends in the longitudinal direction of the absorber 10 in the second core 15 (longitudinal direction X). The portion located on one side of the vertical direction X (left side in FIG. 3) is located on the other side of the absorber 10 in the second core 15 in the longitudinal direction (longitudinal direction X) (right side in FIG. 3). ), There are more water-absorbent materials (core-forming materials).
- the absorber 10 is defined as the ventral side (the part closer to the ventral side of the wearer of diaper 1) and the dorsal side (the part closer to the dorsal side of the wearer of diaper 1) with the vertical center line CLx as the boundary.
- the portion of the water-absorbent material (core forming material) of the second core 15 located on the ventral side is larger than the portion located on the dorsal side.
- the water-absorbent material (core forming material) is uniformly present.
- the portion (left side in FIG. 3) located on one side of the absorber 10 in the longitudinal direction (longitudinal direction X) of the second core 15 is the second core 15.
- the area of the main surface is larger than that of the portion (right side in FIG. 3) located on the other side of the absorber 10 in the longitudinal direction (longitudinal direction X).
- the "main surface” here means the surface having the maximum area in the second core 15, and is usually the surface that first comes into contact with the liquid to be absorbed or the surface opposite to the liquid receiving surface. Yes, or a skin-facing or non-skin-facing surface. Unless otherwise specified, this definition of the main surface also applies to other members such as the first core 14 and the absorber 10.
- the first core 14 (intermediate sheet 13) has a rectangular shape, the area of the main surface is larger than that of the second core 15, and the second core 15 has a larger main surface area. It is arranged so as to fit in the area surrounded by the peripheral edge of the first core 14 (intermediate sheet 13), and does not extend outward from the peripheral edge of the first core 14.
- the second core 15 has a shorter length in the longitudinal direction (longitudinal direction X) than the first core 14 (intermediate sheet 13), and the length of the second core 15 in the vertical direction X and that of the first core 14
- the ratio is preferably 1.05 or more, more preferably 1.1 or more, and preferably 1.7 or less, more preferably 1.6 or less, as the latter / former, assuming the former ⁇ the latter.
- the length (width) of the second core 15 in the width direction (horizontal direction Y) is not constant over the entire length in the longitudinal direction, and is relatively wide with the wide portion 15A having a relatively wide main surface area.
- the second core 15 is arranged on the peripheral edge of the arrangement surface of the second core 15 on the intermediate sheet 13 (the surface facing the skin of the intermediate sheet 13 in the present embodiment), particularly on the outer side of the narrow portion 15B in the lateral direction Y. There is a portion where the intermediate sheet 13 is exposed, and the intermediate sheet 13 and the second sheet 12 are joined via adhesives 24 and 25 at the exposed portion of the intermediate sheet 13 (FIG. 6). 4).
- the ratio of the maximum length (maximum width) of the wide portion 15A in the lateral direction to the maximum width of the narrow portion 15B is preferably 1.1 or more, more preferably 1.2 or more, and more preferably 1.2 or more as the former / latter. It is preferably 5.5 or less, more preferably 3.0 or less.
- the ratio of the length X in the vertical direction of the wide portion 15A to the length X in the vertical direction of the narrow portion 15B is preferably 1.2 or more, more preferably 1.5 or more, and preferably 7 as the former / latter. It is 0.0 or less, more preferably 5.0 or less.
- the side where the water-absorbent material (core forming material) is unevenly distributed in the longitudinal direction, that is, the wide portion 15A side of the second core 15 is the diaper 1. It is arranged so as to be located closer to the ventral side A.
- the body fluid to be absorbed is usually concentrated in a specific place, specifically, the inseam B or the central portion of the diaper 1 in the vertical direction X, or in addition to these.
- the portion of the absorber 10 in which a relatively large amount of water-absorbing material (core-forming material) is present is located in the region where the liquids are concentrated. , It is preferable to arrange the absorber 10. By doing so, both the liquid absorption performance of the absorber 10 and the thinning can be achieved.
- the magnitude relationship of "first sheet 11 ⁇ second sheet 12 ⁇ intermediate sheet 13" is established, and the Krem water absorption height of the intermediate sheet 13 is 5 minutes. 20 mm or more, preferably 25 mm or more.
- the establishment of the magnitude relationship is mainly effective in increasing the utilization efficiency of the water-absorbent polymer 20 of the first core 14 by quickly absorbing the liquid and diffusing it in the plane direction, and the Krem water absorption of the intermediate sheet 13. Having the height in the above range is mainly effective in increasing the diffusivity of the liquid in the surface direction. Therefore, the absorber 10 satisfying these conditions is particularly excellent in liquid absorption performance.
- the Krem water absorption height is an index of liquid retention, and the higher the Krem water absorption height, the higher the liquid retention of the fiber sheet.
- Crepe paper is particularly preferable as the intermediate sheet 13 from the viewpoint of establishing the magnitude relationship with respect to the Krem water absorption height.
- Crepe paper may be used as the first sheet 11 and the second sheet 12.
- Crepe paper is paper with folds and wrinkles. Since folds and wrinkles make the paper elastic, crepe paper has a larger surface area when stretched than ordinary paper. Due to these characteristics of the crepe paper, the intermediate sheet 13 and the like made of the crepe paper have a relatively high Krem water absorption height, and therefore have excellent liquid drawability, and the rigidity of the liquid absorption state is relatively low. ..
- the degree of crepe on the crepe paper is preferably 5% or more, more preferably 10% or more, still more preferably 15% or more, and 30% or less in terms of the crepe ratio measured by the underwater elongation method. It's realistic.
- the intermediate sheet 13 a crepe paper having a crepe ratio in the above-mentioned preferable range can be exemplified.
- the second sheet 12 preferably has a crepe rate of less than 1%.
- the crepe rate of the first sheet 11 may be in the same range as that of the second sheet 12.
- the crepe rate can be measured by the underwater elongation method, for example, based on the following method.
- the measurement is performed at 23 ⁇ 2 ° C. and a relative humidity of 50 ⁇ 5%, and the sample is stored in the same environment for 24 hours or more before the measurement.
- a sheet to be measured is cut to a size of 25 mm in the direction in which the wrinkles extend and 100 mm in the direction orthogonal to the wrinkle to prepare a measurement sample, and the measurement sample is immersed in water for 1 minute and then pulled up.
- the crepe rate is calculated by the following formula from the amount of change in dimensions in the orthogonal direction.
- the measurement is performed three times, and the arithmetic mean value is taken as the crepe rate (%).
- the crepe ratio can be obtained by cutting with a size of at least 30 mm or more in the orthogonal direction.
- Crepe rate (%) ⁇ (dimension after immersion in water (mm)) / (dimension before immersion in water (mm))-1 ⁇ x 100
- a non-woven fabric more preferably an SMS non-woven fabric
- the second sheet 12 one that is configured to include a non-woven fabric can be exemplified. More specifically, for example, spunbonded non-woven fabric and SMS non-woven fabric can be mentioned, and SMS non-woven fabric is particularly preferable.
- a paper mainly composed of cellulosic fibers (the content of the cellulosic fibers is 50% by mass or more) can be exemplified.
- the basis weight of the first sheet 11 is preferably 5 g / m 2 or more, more preferably 8 g / m 2 or more, and preferably 80 g / m 2 or less, more preferably 60 g / m 2 or less.
- the basis weight of the second sheet 12 is preferably 5 g / m 2 or more, more preferably 8 g / m 2 or more, and preferably 80 g / m 2 or less, more preferably 60 g / m 2 or less.
- the basis weight of the intermediate sheet 13 is preferably 5 g / m 2 or more, more preferably 8 g / m 2 or more, and preferably 80 g / m 2 or less, more preferably 60 g / m 2 or less.
- the basis weight of the first core side laminated structure is not particularly limited, but from the viewpoint of the balance between absorption capacity, thinning and flexibility. It is preferably 80 g / m 2 or more, more preferably 100 g / m 2 or more, and preferably 600 g / m 2 or less, more preferably 400 g / m 2 or less.
- the basis weight of the second core 15 is preferably 100 g / m 2 or more, more preferably 150 g / m 2 or more, and preferably 800 g. It is / m 2 or less, more preferably 700 g / m 2 or less.
- the absorber 10 can be produced according to a conventional method using a known device.
- the manufacturing apparatus of the absorber 10 typically includes a first manufacturing unit that manufactures the first core 14 and a second manufacturing unit that manufactures the second core 15.
- the second manufacturing unit typically includes the above-mentioned fiber stacking device.
- the first manufacturing unit typically includes a sheet transporting means, a coating means for applying an adhesive to the sheet, and a spraying means for the water-absorbent polymer 20.
- one of the first sheet 11 and the intermediate sheet 13 is conveyed by the conveying means, and the adhesive is applied to one surface of the sheet being conveyed in a predetermined pattern by using the coating means.
- the other of the sheets 11 and 13 is sprayed with the water-absorbent polymer 20 on one side.
- the first core 14 is manufactured by superimposing it on a surface, integrating it through the adhesive, and cutting it to a product unit length as needed.
- the second core 15 manufactured by the second manufacturing unit is placed on the adhesive-coated surface of the second sheet 12 to which the adhesives 21 and 25 have been previously coated. While being conveyed together with the second sheet 12, the first core 14 manufactured in the first manufacturing unit is superposed on the second core 15 being conveyed, and an adhesive previously applied to at least one of both cores 14 and 15. After integrating these through 24, the extending portion 12E (see FIG. 4) of the second sheet 12 is wound around the first core 14 side to cover it, and cut to the product unit length as necessary. By doing so, the absorber 10 is manufactured.
- the absorber of the present invention is not limited to the use of the absorber of the above-mentioned absorbent article, and can be widely used for the purpose of absorbing an aqueous liquid.
- the absorbable article of the present invention is not limited to the deployable disposable diaper as in the above embodiment, and broadly includes articles used for absorbing body fluids (urine, menstrual blood, loose stool, sweat, etc.) discharged from the human body. It also includes pants-type disposable diapers, sanitary napkins, sanitary shorts, etc. that do not have a fastening structure such as the fastening member 8 and the fastening region 9.
- the absorbent article of the present invention is not limited to the embodiment and can be appropriately modified.
- no other member is interposed between the second core 15, the second sheet 12, and the intermediate sheet 13, but between the second core 15 and the second sheet 12 and / or the first.
- a permeable or liquid-absorbing member may be interposed between the two cores 15 and the intermediate sheet 13.
- a form in which the skin-facing surface and / or the non-skin-facing surface of the second core 15 is covered with a liquid-permeable or liquid-absorbing sheet separate from the second sheet 12 and the intermediate sheet 13.
- the first sheet 11, the second sheet 12, and the intermediate sheet 13 are separate and independent members, but any two of them constitute one sheet. You may be.
- the absorber 10 includes one sheet that covers the skin facing surface (second core 15 side) and the non-skin facing surface (opposite side of the second core 15 side) of the first core 14. The portion of the one sheet that covers the non-skin facing surface of the first core 14 is the first sheet 11, and the portion of the one sheet that covers the skin facing surface of the first core 14 is the intermediate sheet 13. The form is mentioned.
- one sheet in which the absorber 10 covers the skin facing surface (the side opposite to the first core 14 side) and the non-skin facing surface (the first core 14 side) of the second core 15 is provided.
- the portion of the one sheet that covers the non-skin facing surface of the second core 15 is the intermediate sheet 13
- the portion of the one sheet that covers the skin facing surface of the second core 15 is the second sheet 12.
- the second core 15 does not have to have the low-rigidity portion 15N, and even when the second core 15 has the low-rigidity portion 15N, in the region where the second core 15 overlaps with the low-rigidity portion 15N in a plan view. It is not necessary that the second sheet 12 and the intermediate sheet 13 are joined. However, as in the above-described embodiment, it is effective that both sheets 12 and 13 are joined to the low-rigidity portion 15N in order to exhibit the predetermined effect of the present invention. Further, the shape and number of the low-rigidity portion 15N in a plan view are not limited to the above-described embodiment, and can be arbitrarily set.
- one low-rigidity portion 15N having a rectangular shape in a plan view may extend in the vertical direction X at the center of the horizontal direction Y of the second core 15, or three or more rectangular portions in a plan view.
- a plurality of low-rigidity portions 15N may be intermittently arranged in the horizontal direction Y so that their longitudinal directions coincide with the vertical direction X.
- the absorbent article of the present invention from the viewpoint of improving absorbency, leakage resistance and the like, between the surface sheet 3 and the absorber 10 (second sheet 12), it is also called a second sheet, a sublayer sheet or the like.
- a liquid permeable sheet made of paper or various non-woven fabrics may be interposed. All the parts of only one embodiment described above can be mutually used as appropriate. The following additional notes will be further disclosed with respect to the above-described embodiments of the present invention.
- a first sheet and a second sheet facing each other and an intermediate sheet interposed between the two sheets are provided, and at least a water-absorbing polymer is contained between the first sheet and the intermediate sheet as a water-absorbing material.
- An absorber in which a first core is interposed and arranged between the intermediate sheet and the second sheet, and a second core containing at least a water-absorbent fiber and a water-absorbent polymer as a water-absorbent material is interposed.
- More than 80% by mass of the material for forming the first core is a water-absorbent polymer.
- the first core has a larger ratio of the content mass of the water-absorbent polymer to the total mass of the forming material than the second core, and the first core has a water-absorbent polymer as compared with the second core.
- the basis weight is small.
- the ratio of the content mass of the water-absorbent polymer to the total mass of the material for forming the first core is preferably 85% by mass or more, more preferably 90% by mass or more, or 100% by mass.
- ⁇ 3> The ratio of the content mass of the water-absorbent polymer to the total mass of the forming material (water-absorbent polymer occupancy) is preferably 1.1 or more, more preferably 1.3 or more as the first core / the second core.
- the ratio of the content mass of the water-absorbent polymer to the total mass of the forming material (water-absorbent polymer occupancy) is preferably 5.0 or less, more preferably 3.5 or less as the first core / the second core.
- the ratio of the content mass of the water-absorbent polymer to the total mass of the material for forming the second core in the second core (water-absorbent polymer occupancy) is preferably 30% by mass or more, more preferably 35% by mass or more.
- the ratio of the content mass of the water-absorbent polymer to the total mass of the material for forming the second core in the second core is preferably 90% by mass or less, more preferably 80% by mass or less.
- the ratio of the basis weight of the water-absorbent polymer of the first core to the basis weight of the water-absorbent polymer of the second core is preferably 1.1 or more, more preferably 1.1 or more as the latter / former, assuming the former ⁇ the latter.
- the absorber according to any one of ⁇ 1> to ⁇ 6> which is 1.3 or more.
- the ratio of the basis weight of the water-absorbent polymer of the first core to the basis weight of the water-absorbent polymer of the second core is preferably 10.0 or less, more preferably 10.0 or less as the latter / former, assuming the former ⁇ the latter.
- ⁇ 12> The absorber according to any one of ⁇ 1> to ⁇ 11>, wherein the water-absorbent polymer of the second core has a basis weight of preferably 800 g / m 2 or less, more preferably 600 g / m 2 or less. ..
- ⁇ 13> The item according to any one of ⁇ 1> to ⁇ 12>, wherein the BR in each of the two directions arbitrarily selected from the three directions is preferably 4.8 or less, more preferably 4.5 or less.
- ⁇ 14> The item according to any one of ⁇ 1> to ⁇ 13>, wherein the BR in each of the two directions arbitrarily selected from the three directions is preferably 0.1 or more, more preferably 0.3 or more.
- Absorber. ⁇ 15> The absorber according to any one of ⁇ 1> to ⁇ 14>, wherein the BR in each of the three directions is 5.0 or less.
- One direction of the laminated structure (first core side laminated structure), specifically, for example, the longitudinal direction of the laminated structure (the longitudinal direction of the absorbent article to which the absorber is applied, that is, the longitudinal direction), and the longitudinal direction. After absorbing liquid in a direction orthogonal to each other (a direction orthogonal to the anteroposterior direction of the absorbent article to which the absorber is applied, that is, a lateral direction) or a direction intersecting both directions and forming an angle of 45 degrees (diagonal direction).
- bending rigidity B w is preferably not more than 200mN ⁇ cm 2 / cm, more preferably not more than 100mN ⁇ cm 2 / cm, the ⁇ 1> to absorbent body according to any one of ⁇ 15>.
- the absorption according to any one of ⁇ 1> to ⁇ 16>, wherein the bending rigidity B w is preferably 0.3 mN ⁇ cm 2 / cm or more, more preferably 0.5 mN ⁇ cm 2 / cm or more. body. ⁇ 18>
- the absorber is used as an absorber of an absorbent article arranged in the crotch portion of the wearer.
- the absorber has a shape that is long in one direction in a plan view, and one side of the absorber in the longitudinal direction is compared with the other side in the longitudinal direction of the absorber, with the center of the absorber in the longitudinal direction as a boundary.
- the absorber according to any one of ⁇ 1> to ⁇ 19>, which has many water-absorbent materials.
- the second core extends in the longitudinal direction of the center of the absorber in the longitudinal direction, and the portion of the second core located on one side of the absorber in the longitudinal direction is in the second core.
- the portion of the second core located on one side of the absorber in the longitudinal direction has a larger area of the main surface than the portion of the second core located on the other side of the absorber in the longitudinal direction.
- the second core has a shorter length in the longitudinal direction (the front-rear direction, that is, the vertical direction) of the absorbent article to which the absorber is applied, as compared with the first core (the intermediate sheet), and the second core has a shorter length.
- the ratio of the length in the longitudinal direction to the length in the longitudinal direction of the first core is preferably 1.05 or more, more preferably 1.1 or more as the latter / former, assuming the former ⁇ the latter.
- the second core has a shorter length in the longitudinal direction (the front-rear direction, that is, the vertical direction) of the absorbent article to which the absorber is applied, as compared with the first core (the intermediate sheet), and the second core has a shorter length.
- the ratio of the length in the longitudinal direction to the length in the longitudinal direction of the first core is preferably 1.7 or less, more preferably 1.6 or less as the latter / former, assuming the former ⁇ the latter.
- the length, that is, the width of the second core is orthogonal to the longitudinal direction (longitudinal direction) of the second core (the direction orthogonal to the anteroposterior direction of the absorbent article to which the absorber is applied, that is, the lateral direction).
- the wide portion, which is not constant over the entire length in the longitudinal direction and is relatively wide and has a large main surface area, and the narrow portion, which is relatively narrow and has a small main surface area, are formed in the longitudinal direction (longitudinal direction).
- the absorber according to any one of ⁇ 20> to ⁇ 24>.
- the second core is at least outward in the width direction (lateral direction) of the narrow portion at the peripheral edge of the arrangement surface of the second core (more specifically, the skin-facing surface of the intermediate sheet) in the intermediate sheet. There is a portion where the intermediate sheet is exposed without the two cores being arranged, and at the exposed portion of the intermediate sheet, the intermediate sheet and the second sheet are joined via an adhesive (24, 25).
- ⁇ 27> The ratio of the maximum length (maximum width) of the wide portion in the width direction (horizontal direction) to the maximum length (maximum width) of the narrow portion in the width direction (horizontal direction) is defined as the former / the latter.
- the absorber according to ⁇ 25> or ⁇ 26> preferably 1.1 or more, more preferably 1.2 or more.
- the ratio of the maximum length (maximum width) of the wide portion in the width direction (horizontal direction) to the maximum length (maximum width) of the narrow portion in the width direction (horizontal direction) is defined as the former / the latter.
- the ratio of the length in the longitudinal direction (longitudinal direction) of the second core in the wide portion to the length in the longitudinal direction (longitudinal direction) of the second core in the narrow portion is preferably 1.
- the absorber according to any one of ⁇ 25> to ⁇ 28> which is 2 or more, more preferably 1.5 or more.
- the ratio of the length in the longitudinal direction (longitudinal direction) of the second core in the wide portion to the length in the longitudinal direction (longitudinal direction) of the second core in the narrow portion is preferably 7.
- the absorber is used as an absorber of an absorbent article arranged in the crotch portion of the wearer.
- the side where the water-absorbent material (core forming material) is unevenly distributed in the longitudinal direction is located closer to the ventral side of the absorbent article.
- Adhesives (22, 23) are applied to the surfaces of the first sheet and the intermediate sheet facing the first core. Of the adhesives (22, 23), those applied to the liquid receiving surface side that first comes into contact with the liquid to be absorbed in the first core are the coated portion and the non-coated portion in the coated region of the adhesive. Is applied so that Of the adhesives (22, 23), those applied on the side opposite to the liquid receiving surface side are applied (so-called solid coating) so that the non-applied portion is substantially not present in the application region of the adhesive.
- the intermediate sheet side is the liquid receiving surface side, and the adhesive applied to the surface of the intermediate sheet facing the first core is such that a coated portion and a non-coated portion coexist in the coated region of the adhesive. Is applied to The adhesive applied to the surface of the first sheet facing the first core is applied (so-called solid coating) so that a non-applied portion is substantially not present in the application region of the adhesive.
- ⁇ 35> The above ⁇ 33> or ⁇ 34>, wherein the total basis weight of the adhesive arranged on both sides of the first core is preferably 3 g / m 2 or more, more preferably 5 g / m 2 or more.
- ⁇ 36> Any of the above ⁇ 33> to ⁇ 35>, wherein the total basis weight of the adhesive arranged on both sides of the first core is preferably 50 g / m 2 or less, more preferably 30 g / m 2 or less.
- ⁇ 37> Any of the above ⁇ 33> to ⁇ 36>, wherein the first sheet and the intermediate sheet are joined via a columnar portion made of an adhesive (22, 23) applied to one or both of them.
- the second core has a low-rigidity portion in which the material for forming the second core does not exist or exists at a lower basis weight than the peripheral portion.
- Absorber ⁇ 39>
- the low-rigidity portion extends in the longitudinal direction of the second core (the anteroposterior direction, that is, the longitudinal direction of the absorbent article to which the absorber is applied).
- the length (L) of the second core in the longitudinal direction (longitudinal direction) in the low-rigidity portion is preferably 20% or more with respect to the length (L0) of the second core in the longitudinal direction (longitudinal direction).
- the low-rigidity portion extends in the longitudinal direction of the second core (the anteroposterior direction, that is, the longitudinal direction of the absorbent article to which the absorber is applied).
- the length (L) of the second core in the longitudinal direction (longitudinal direction) in the low-rigidity portion is preferably 95% or less with respect to the length (L0) of the second core in the longitudinal direction (longitudinal direction).
- the absorber according to ⁇ 38> or ⁇ 39> which is more preferably 85% or less.
- ⁇ 41> The length (width) (W) of the low-rigidity portion in the direction orthogonal to the longitudinal direction (longitudinal direction) of the second core (the direction orthogonal to the front-rear direction of the absorbent article to which the absorber is applied, that is, the lateral direction).
- ⁇ 42> The length (width) (W) of the low-rigidity portion in the direction orthogonal to the longitudinal direction (longitudinal direction) of the second core (the direction orthogonal to the front-rear direction of the absorbent article to which the absorber is applied, that is, the lateral direction).
- a pair of the low-rigidity portions are formed on both sides in a direction (horizontal direction) orthogonal to the longitudinal direction (longitudinal direction) of the second core, and the distance (G) between the pair of low-rigidity portions is preferably.
- a pair of the low-rigidity portions are formed on both sides in a direction (horizontal direction) orthogonal to the longitudinal direction (longitudinal direction) of the second core, and the distance (G) between the pair of low-rigidity portions is preferably.
- ⁇ 45> In the region where the low-rigidity portion overlaps in a plan view, the second sheet and the intermediate sheet are joined, and the intermediate sheet and the first sheet are joined, the above ⁇ 38> to ⁇ 44. > The absorber according to any one item.
- ⁇ 46> The absorber according to ⁇ 45>, wherein the second sheet and the intermediate sheet are joined in a region that overlaps the low-rigidity portion in a plan view, preferably 10% or more, more preferably 30% or more.
- ⁇ 47> The ⁇ 45> or ⁇ 46>, wherein the second sheet and the intermediate sheet are joined in preferably 90% or less, more preferably 80% or less of the region overlapping the low-rigidity portion in a plan view.
- Absorber. ⁇ 48> The absorber according to any one of ⁇ 38> to ⁇ 47>, wherein the water-absorbent polymer is uniformly distributed in a region of the first core that overlaps with the low-rigidity portion in a plan view.
- ⁇ 49> Regarding the Krem water absorption height measured according to JIS P 8141, the magnitude relationship of "the first sheet ⁇ the second sheet ⁇ the intermediate sheet" is established, and the Krem water absorption height of the intermediate sheet is 5 minutes.
- An absorbent article comprising the absorber according to any one of ⁇ 1> to ⁇ 49>.
- Example 1 and Comparative Examples 1 and 2 A deployable disposable diaper having the same basic configuration as the diaper 1 shown in FIG. 1 was produced according to a conventional method.
- the absorbent body of the produced disposable diaper was provided with a front surface sheet, an absorbent body, and a back surface sheet in order from the wearer's skin.
- As the surface sheet a hydrophilic air-through non-woven fabric having a basis weight of 25 g / m 2 was used.
- the absorber one having the same configuration as that of the absorber 10 described above was used.
- the basis weight of 16g / m 2 tissue (this kind The same as that used as the mount for wrapping the absorbent core in the absorbent article) was used.
- the spraying method spraying amount per unit time, spraying pattern, etc.
- the occupancy of the water-absorbent polymer of the three types of the first core was 100%.
- a fiber stack containing a water-absorbent fiber (coniferous bleached kraft pulp; NBKP) and a water-absorbent polymer was used as the second core.
- the low-rigidity portion of the second core is a through hole, and the second sheet and the intermediate sheet are joined in a region where the low-rigidity portion overlaps with the low-rigidity portion in a plan view. Only one type of second core was prepared, and it was common to each Example and Comparative Example.
- a plurality of deployable disposable diapers in which the distribution states of the water-absorbing polymers in the first core are different from each other are produced. It was used as a comparative example.
- FIG. 6 shows a schematic configuration of the first core side laminated structure (laminated structure composed of the first sheet 11, the first core 14 and the intermediate sheet 13) in each of the Examples and Comparative Examples.
- first sheet 11 or intermediate sheet 13 covering the first core 14 (water-absorbing polymer 20) is omitted.
- the entire area excluding the peripheral portions of the first sheet 11 and the intermediate sheet 13 having the same shape and the same dimensions as each other in a plan view is rectangular.
- the first core 14 is formed between the sheets 11 and 13.
- the basis weight of the water-absorbent polymer 20 in the first core 14 was 110 g / m 2
- the length L1 of the first core 14 in the lateral direction Y was 110 mm.
- the entire area excluding the peripheral portions of the first sheet 11 and the intermediate sheet 13 having the same shape and the same dimensions as each other in a plan view is rectangular.
- the water-absorbent polymer 20 is intermittently sprayed in a predetermined pattern to form a first core 14 between the sheets 11 and 13.
- the spraying pattern of the water-absorbent polymer 20 in the first core-side laminated structure 17B is a so-called honeycomb shape in which regular hexagons are arranged without gaps in a plan view, and the water-absorbent polymer 20 is arranged along each regular hexagon. Has been done.
- the basis weight of the water-absorbent polymer 20 in the first core 14 was 100 g / m 2
- the length L1 of the first core 14 in the lateral direction Y was 110 mm.
- the length (the length of one side of the regular hexagon) indicated by the reference numeral L10 in FIG. 6B was 8 mm.
- a pair of water-absorbing polymers 20 extending in the vertical direction X are not formed in the central portion of both sheets 11 and 13 in the vertical direction X.
- the spray areas 20N and 20N are formed.
- the pair of non-spray areas 20N and 20N each have a convex shape that is convex toward the other non-spray area 20N in a plan view, and the top of the convex is the longitudinal direction (longitudinal direction X) of the non-spray area 20N. It is located in the center of.
- the basis weight of the water-absorbent polymer 20 in the first core 14 (excluding the non-spraying region 20N) is 300 g / m 2
- the length L1 of the first core 14 in the lateral direction is 110 mm. It was.
- the lengths indicated by the symbols L2 to L6 in FIG. 6C are 200 mm for L2 (the length of the non-spraying region 20N in the vertical direction X) and 10 mm for L3 (the length of the non-spraying region 20N in the width direction).
- L4 (the shortest separation distance between a pair of non-spraying regions 20N and 20N) is 20 mm
- L5 horizontal Y of the side edge of the first core 14 along the longitudinal direction X and the non-spraying region 20N close to the side edge.
- the maximum separation distance in the above was 35 mm
- L6 (the longest separation distance between the pair of non-spray areas 20N and 20N) was 50 mm.
- the first core side laminated structure (laminated structure composed of the first sheet, the first core and the intermediate sheet) is subjected to the vertical direction X, the horizontal direction Y and the oblique direction by the following method.
- the absorbency of the disposable diapers of Examples and Comparative Examples was evaluated by the following method.
- the liquid absorbency of the absorbent bodies in the disposable diapers of Examples and Comparative Examples was evaluated by the following method. The above results are shown in Table 1 below.
- the flexural rigidity of an object such as an absorber can be expressed by the value measured by KES (Kawabata Evaluation System) manufactured by Kato Tech Co., Ltd. (Reference: by Kiyo Kawabata, "Standardization and Analysis of Texture Evaluation", 2nd Edition, Texture Measurement and Standardization Research Committee, Japan Textile Opportunity Society, published on July 10, 1980).
- KES-FB2-AUTO-A pure bending tester
- KES-FB2-AUTO-L large bending tester
- KES-FB2-AUTO-A (pure bending tester) manufactured by Kato Tech Co., Ltd.
- the deformation rate is 0.50 cm -1 / sec, and one cycle of deformation is performed.
- the flexural rigidity value B d before liquid absorption is calculated from the average value of the slopes of the bending moments between 0.5 to 1.5 and -0.5 to -1.5 of curvature.
- the flexural rigidity B d before liquid absorption is measured in each of the vertical direction X, the horizontal direction Y, and the diagonal direction D.
- KES-FB2-AUTO-L large bending tester manufactured by Kato Tech Co., Ltd.
- a water-absorbing sheet such as Kim Towel to wipe off the water to the extent that water does not leak from the sample, and use this as the sample after absorption. ..
- the sample is attached to the test table of the measuring device and gripped by chucks at intervals of 4 cm.
- the deformation rate is 0.50 cm -1 / sec, and one cycle of deformation is performed.
- the flexural rigidity value B w after liquid absorption is calculated from the average value of the slopes of the bending moments between the curvatures of 0.1 to 0.3 and between -0.1 and -0.3.
- the flexural rigidity B w after liquid absorption is measured in each of the vertical direction X, the horizontal direction Y, and the diagonal direction D.
- the compression rate is 0.5 mm / sec, and the maximum compression load is 50 g / cm 2 .
- the sample (dry sample) prepared by the following ⁇ Sample preparation method> is used as a sample as it is. use.
- the sample (dry sample) prepared by the following ⁇ Sample preparation method> is used as physiological saline. After immersing in water for 30 minutes, use a water-absorbent sheet such as Kim towel to wipe off the water to the extent that water does not leak from the sample (sample after water absorption) as a sample.
- a water-absorbent sheet such as Kim towel to wipe off the water to the extent that water does not leak from the sample (sample after water absorption) as a sample.
- sample preparation method The object to be measured (laminated structure on the first core side: laminated structure composed of the first sheet, the first core and the intermediate sheet) is taken out from the absorbent article. At that time, if the object to be measured is joined to another member by an adhesive, the joint portion is taken out after removing the adhesive force by a method such as blowing cold air of a cold spray. This procedure is common to all measurements herein.
- Prepare a sample from the measurement target according to the following procedure. 7 and 8 show the sample preparation procedure.
- FIG. 7 shows the procedure for preparing the samples SX and SY for measuring the flexural rigidity B d and B w in the vertical direction X or the horizontal direction Y
- FIG. 7 shows the procedure for preparing the samples SX and SY for measuring the flexural rigidity B d and B w in the vertical direction X or the horizontal direction Y
- FIG. 7 shows the procedure for preparing the samples SX and SY for measuring the flexural rigidity B d and B w in the vertical
- FIG. 8 shows the bending rigidity B d and B w in the oblique direction D.
- This is the procedure for preparing the sample SD for the purpose.
- the first core-side laminated structure 17 first sheet 11, the first sheet 11,
- a square shape in a plan view having a length of 10 cm in each of the vertical direction X and the horizontal direction Y is cut out (see FIG.
- the protective sheet P has a pair of adhesive members P2 and P2 attached to both side edges of a base sheet P1 having a rectangular shape (11 cm ⁇ 3 cm) in a plan view along the longitudinal direction of one side (FIG. 7 (c)). )reference).
- Each adhesive member P2 is made of an adhesive such as a hot melt adhesive and has a rectangular shape (11 cm ⁇ 0.5 cm) in a plan view.
- One of the pair of adhesive members P2 and P2, the adhesive member P2, is used for sticking to the section S, and the other adhesive member P2 is extended outward from the section S together with the base sheet P1.
- the samples SX and SY each have a square shape in a plan view and have a side length of 11 cm.
- the line indicated by the reference numeral BL in FIG. 7 is the bending line of the sample at the time of measuring the flexural rigidity.
- the angle ⁇ (sharp angle) formed with the lateral direction Y from the first core side laminated structure 17 to be measured is 45 degrees.
- a rectangular shape in a plan view having a length of 7 cm in a certain direction, that is, an oblique direction D and a length of 11 cm in a direction orthogonal to the oblique direction D is cut out, and a protective sheet P is attached to each of the four sides of the cut out section S in the same manner as described above.
- the section S may have a short side along the diagonal direction D, and the length of the short side can be appropriately changed according to the size of the first core-side laminated structure 17 and the like, and is 7 cm. It is not necessary, for example, 3 cm may be used.
- the material and basis weight of the base sheet P1 can be arbitrarily set within a range that does not affect the measurement of flexural rigidity.
- the material include non-woven fabrics and resin films, and the basis weight is. It is about 5 to 20 g / m 2.
- Specific examples of the base sheet P1 include a spunbonded non-woven fabric having a basis weight of 17 g / m 2.
- the basis weight and coating pattern of the adhesive in the adhesive member P2 do not affect the measurement of flexural rigidity, and the protective sheet P does not fall off after absorbing the samples SX, SY, and SD (the water-absorbing polymer in the section S does not fall off. It can be set arbitrarily within the range (without leakage).
- a hot melt adhesive is applied by a slot spray method so that the basis weight as a solid content is 6 g / m 2.
- the absorbent body (laminated body of front sheet, absorbent body and back sheet) is taken out from the absorbent article (disposable diaper) to be evaluated, and physiological saline is placed in the center of the skin-facing surface (front sheet side) of the absorbent body. After injecting 160 g of water over 1 minute, the mixture was allowed to stand for 30 minutes, and then the absorbent body was folded in half in the vertical direction (longitudinal direction) with the skin-facing surface facing the inner surface. We asked 10 specialized panelists to freely touch the folded part of the absorbent body and its vicinity with their fingers, and evaluated the softness of the absorbent body on a scale of 10 points. The average value of the evaluation points for 10 persons was used as the evaluation point for the flexibility after absorption of the evaluation target. The larger this evaluation point is, the more excellent the flexibility in the liquid absorbing state is judged to be, and the higher the evaluation is.
- the absorber was taken out from the absorbent article (disposable diaper) to be evaluated and placed on an inclined surface having an inclination angle of 30 ° with the second core side of the absorber facing up. At that time, the vertical direction (longitudinal direction) of the absorber was made to coincide with the inclined direction of the inclined surface, and the front side (ventral side) of the absorber was arranged on the lower side in the inclined direction. After repeatedly injecting physiological saline into the central portion of the upper surface of the absorber thus arranged on the inclined surface at intervals of 5 minutes with a single injection amount of 40 g (total injection amount of 200 g), the weight of the absorber.
- an absorber having excellent liquid absorption performance, suppressing an increase in rigidity due to liquid absorption, and having excellent flexibility even after absorbing liquid, and an absorbent article having the absorber.
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CN201980102857.5A CN114786638B (zh) | 2019-12-23 | 2019-12-23 | 吸收体和吸收性物品 |
| PCT/JP2019/050270 WO2021130802A1 (ja) | 2019-12-23 | 2019-12-23 | 吸収体及び吸収性物品 |
| JP2021566386A JP7122481B2 (ja) | 2019-12-23 | 2019-12-23 | 吸収体及び吸収性物品 |
| EP19957128.2A EP4082499B1 (en) | 2019-12-23 | 2019-12-23 | Absorbent, and absorbent article |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/050270 WO2021130802A1 (ja) | 2019-12-23 | 2019-12-23 | 吸収体及び吸収性物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2021130802A1 true WO2021130802A1 (ja) | 2021-07-01 |
Family
ID=76575757
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/050270 Ceased WO2021130802A1 (ja) | 2019-12-23 | 2019-12-23 | 吸収体及び吸収性物品 |
Country Status (4)
| Country | Link |
|---|---|
| EP (1) | EP4082499B1 (https=) |
| JP (1) | JP7122481B2 (https=) |
| CN (1) | CN114786638B (https=) |
| WO (1) | WO2021130802A1 (https=) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2024154802A (ja) * | 2023-04-19 | 2024-10-31 | 花王株式会社 | 前側パッドと後側パッドとを具備する吸収性物品 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2010076857A1 (ja) | 2008-12-29 | 2010-07-08 | 住友精化株式会社 | 吸水シート組成物 |
| JP2010529879A (ja) | 2007-06-18 | 2010-09-02 | ザ プロクター アンド ギャンブル カンパニー | 実質的に連続的に分布された吸収性の粒子状ポリマー材料を有する、改善された捕捉システムを備える使い捨て吸収性物品 |
| JP2017140461A (ja) * | 2012-12-10 | 2017-08-17 | ザ プロクター アンド ギャンブル カンパニー | 賦形された捕捉−分配システムを有する吸収性物品 |
| JP2018019953A (ja) * | 2016-08-04 | 2018-02-08 | 花王株式会社 | 吸収性物品 |
| JP2018050835A (ja) * | 2016-09-27 | 2018-04-05 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP2018050987A (ja) | 2016-09-29 | 2018-04-05 | 大王製紙株式会社 | 吸収性物品 |
| JP2019146657A (ja) * | 2018-02-26 | 2019-09-05 | 日本製紙クレシア株式会社 | 男性用吸収性物品 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP2565031A4 (en) * | 2010-04-30 | 2013-09-25 | Sumitomo Seika Chemicals | WATER ABSORBENT FILM STRUCTURE |
| JP6050612B2 (ja) * | 2012-06-11 | 2016-12-21 | 花王株式会社 | 吸収性物品 |
| JP5670960B2 (ja) * | 2012-06-11 | 2015-02-18 | 花王株式会社 | 吸収性物品 |
| JP6045302B2 (ja) * | 2012-10-31 | 2016-12-14 | ユニ・チャーム株式会社 | 体液処理用の吸収体の製造方法 |
| ES3014835T3 (en) * | 2014-01-31 | 2025-04-25 | Ontex Bv | Multi-layer absorbent material |
| JP6190861B2 (ja) * | 2015-11-09 | 2017-08-30 | ユニ・チャーム株式会社 | 吸収性物品 |
| EP3167858A1 (en) * | 2015-11-16 | 2017-05-17 | The Procter and Gamble Company | Absorbent cores having material free areas |
| JP6356369B1 (ja) * | 2018-03-20 | 2018-07-11 | ユニ・チャーム株式会社 | 吸収性物品 |
-
2019
- 2019-12-23 CN CN201980102857.5A patent/CN114786638B/zh active Active
- 2019-12-23 WO PCT/JP2019/050270 patent/WO2021130802A1/ja not_active Ceased
- 2019-12-23 EP EP19957128.2A patent/EP4082499B1/en active Active
- 2019-12-23 JP JP2021566386A patent/JP7122481B2/ja active Active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010529879A (ja) | 2007-06-18 | 2010-09-02 | ザ プロクター アンド ギャンブル カンパニー | 実質的に連続的に分布された吸収性の粒子状ポリマー材料を有する、改善された捕捉システムを備える使い捨て吸収性物品 |
| WO2010076857A1 (ja) | 2008-12-29 | 2010-07-08 | 住友精化株式会社 | 吸水シート組成物 |
| JP2017140461A (ja) * | 2012-12-10 | 2017-08-17 | ザ プロクター アンド ギャンブル カンパニー | 賦形された捕捉−分配システムを有する吸収性物品 |
| JP2018019953A (ja) * | 2016-08-04 | 2018-02-08 | 花王株式会社 | 吸収性物品 |
| JP2018050835A (ja) * | 2016-09-27 | 2018-04-05 | ユニ・チャーム株式会社 | 吸収性物品 |
| JP2018050987A (ja) | 2016-09-29 | 2018-04-05 | 大王製紙株式会社 | 吸収性物品 |
| JP2019146657A (ja) * | 2018-02-26 | 2019-09-05 | 日本製紙クレシア株式会社 | 男性用吸収性物品 |
Non-Patent Citations (2)
| Title |
|---|
| See also references of EP4082499A4 |
| SUEO KAWABATA: "Texture Measurement and Standardization Research Committee", 10 July 1980, THE TEXTILE MACHINERY SOCIETY OF JAPAN, article "Standardization and Analysis of Texture Evaluation" |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2021130802A1 (https=) | 2021-07-01 |
| EP4082499A1 (en) | 2022-11-02 |
| EP4082499B1 (en) | 2025-11-19 |
| JP7122481B2 (ja) | 2022-08-19 |
| CN114786638A (zh) | 2022-07-22 |
| CN114786638B (zh) | 2023-04-18 |
| EP4082499A4 (en) | 2023-08-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5848312B2 (ja) | 使い捨ておむつ | |
| JP4557914B2 (ja) | 使い捨ておむつ | |
| JP2018508269A (ja) | 三次元ベイスンを形成する吸収性物品 | |
| JP2018508265A (ja) | 三次元鉢部を形成する吸収性物品 | |
| CZ204297A3 (en) | Absorption article with arch-like curved configuration and elastic lateral edges | |
| JP2018504236A (ja) | 三次元ベイスンを形成する吸収性物品 | |
| RU160872U1 (ru) | Поглощающее изделие | |
| JP2015173751A (ja) | パンツタイプ使い捨ておむつ | |
| JP4950718B2 (ja) | 使い捨ておむつ | |
| JP2021062175A (ja) | 吸収性物品 | |
| JP7388868B2 (ja) | 吸収性物品 | |
| JP7122481B2 (ja) | 吸収体及び吸収性物品 | |
| JP7411430B2 (ja) | 吸収体及び吸収性物品 | |
| JP7289242B2 (ja) | 吸収性物品 | |
| CN116234522A (zh) | 吸收性物品 | |
| RU2790644C1 (ru) | Впитывающий элемент и впитывающее изделие | |
| RU2789888C1 (ru) | Впитывающий элемент и впитывающее изделие | |
| JP7560493B2 (ja) | 吸収性物品 | |
| JP2007215688A (ja) | 吸収体および使い捨て吸収性物品 | |
| JP6941007B2 (ja) | 吸収体および吸収性物品 | |
| RU2782916C1 (ru) | Впитывающее изделие | |
| JP7521992B2 (ja) | 吸収性物品 | |
| JP7744847B2 (ja) | 吸収性複合材及び吸収性物品 | |
| JP7405628B2 (ja) | 吸収性物品 | |
| WO2022044594A1 (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19957128 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021566386 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019957128 Country of ref document: EP Effective date: 20220725 |
|
| WWG | Wipo information: grant in national office |
Ref document number: 2019957128 Country of ref document: EP |