WO2020250976A1 - マウスピース及びマウスピースの製造方法 - Google Patents
マウスピース及びマウスピースの製造方法 Download PDFInfo
- Publication number
- WO2020250976A1 WO2020250976A1 PCT/JP2020/023025 JP2020023025W WO2020250976A1 WO 2020250976 A1 WO2020250976 A1 WO 2020250976A1 JP 2020023025 W JP2020023025 W JP 2020023025W WO 2020250976 A1 WO2020250976 A1 WO 2020250976A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mouthpiece
- orthodontic aligner
- peripheral edge
- manufacturing
- support
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 28
- 230000002093 peripheral effect Effects 0.000 claims abstract description 53
- 238000000465 moulding Methods 0.000 claims abstract description 21
- 210000000214 mouth Anatomy 0.000 claims abstract description 18
- 238000000034 method Methods 0.000 claims description 35
- 210000004195 gingiva Anatomy 0.000 claims description 8
- 239000011347 resin Substances 0.000 description 11
- 229920005989 resin Polymers 0.000 description 11
- 210000004373 mandible Anatomy 0.000 description 4
- 239000000203 mixture Substances 0.000 description 4
- 150000001875 compounds Chemical class 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 239000000126 substance Substances 0.000 description 3
- 238000004140 cleaning Methods 0.000 description 2
- 210000004513 dentition Anatomy 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 210000002050 maxilla Anatomy 0.000 description 2
- 230000035807 sensation Effects 0.000 description 2
- 230000036346 tooth eruption Effects 0.000 description 2
- 241000282465 Canis Species 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- 206010061274 Malocclusion Diseases 0.000 description 1
- 206010052143 Ocular discomfort Diseases 0.000 description 1
- 208000028911 Temporomandibular Joint disease Diseases 0.000 description 1
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 1
- 238000007792 addition Methods 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000000996 additive effect Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 206010006514 bruxism Diseases 0.000 description 1
- 230000008021 deposition Effects 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 229910052736 halogen Inorganic materials 0.000 description 1
- 150000002367 halogens Chemical class 0.000 description 1
- 210000004283 incisor Anatomy 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 230000001678 irradiating effect Effects 0.000 description 1
- 210000001847 jaw Anatomy 0.000 description 1
- 238000010030 laminating Methods 0.000 description 1
- 238000003475 lamination Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 201000002859 sleep apnea Diseases 0.000 description 1
- 238000012719 thermal polymerization Methods 0.000 description 1
- 230000002087 whitening effect Effects 0.000 description 1
Images







Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/08—Mouthpiece-type retainers or positioners, e.g. for both the lower and upper arch
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/002—Orthodontic computer assisted systems
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61C—DENTISTRY; APPARATUS OR METHODS FOR ORAL OR DENTAL HYGIENE
- A61C7/00—Orthodontics, i.e. obtaining or maintaining the desired position of teeth, e.g. by straightening, evening, regulating, separating, or by correcting malocclusions
- A61C7/002—Orthodontic computer assisted systems
- A61C2007/004—Automatic construction of a set of axes for a tooth or a plurality of teeth
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/40—Structures for supporting 3D objects during manufacture and intended to be sacrificed after completion thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
Definitions
- the present invention relates to a mouthpiece and a method for manufacturing a mouthpiece, which is manufactured by a laminated molding apparatus and is mounted in the oral cavity so as to cover teeth.
- Patent Document 1 A method of manufacturing a mouthpiece using a laminated molding device is known (see, for example, Patent Document 1 and Patent Document 2).
- Patent Document 1 describes a configuration in which an orthodontic aligner is manufactured with a 3D printer based on the patient's dentition data. As a result, it is not necessary to directly shape the aligner to produce a male mold as in the existing aligner, the process is shortened, and the cost is also reduced.
- Patent Document 2 describes a configuration in which a bite sprint is produced by a 3D printer based on the patient's dentition data. As a result, it is possible to obtain a bite sprint that can accurately set the normal positional relationship between the maxilla and the mandible after the upper and lower jaw osteotomy in a patient with jaw deformity.
- JP-A-2018-94245 Japanese Unexamined Patent Publication No. 2006-81747
- Patent Document 1 and Patent Document 2 do not describe the support attached to the orthodontic aligner and the bite sprint manufactured by the 3D printer. Therefore, in the aligner described in Patent Document 1 and the bite sprint described in Patent Document 2, support marks are formed when the support for supporting the modeling object such as the aligner and the bite sprint formed in the manufacturing process is removed. There is a problem that it will be done.
- the support mark generally refers to the unevenness formed on the modeling object by removing the support that supported the modeling object. With such a support mark, although it takes time and effort, unevenness can be scraped off and smoothed by polishing.
- the support mark in the present invention includes, in particular, a region where the support is formed and which looks different from other portions due to color unevenness or the like.
- especially transparent mouthpieces manufactured by a 3D printer have a stepped surface formed by stacking, so that light is diffusely reflected and looks whitish.
- the layered step is not formed in the region where the support mark is formed, the color of the tooth is reflected as it is without diffusely reflecting light. Since the color of general teeth is yellowish, when comparing the area where the support marks are formed with the other parts, color unevenness etc. will occur and it will give a sense of discomfort to the person facing, so it is aesthetically pleasing. Sexuality is impaired.
- the entire surface of the mouthpiece can be polished in order to eliminate support marks and restore aesthetics.
- all the laminated steps are lost from the surface of the mouthpieces, and the transparency becomes very high.
- the mouthpieces are basically shaped along the unevenness of the tooth surface, it is difficult to completely polish and smooth the surface. In particular, it takes a lot of time to polish the concave region that receives the teeth.
- an object of the present invention is to provide a mouthpiece and a method for manufacturing a mouthpiece that do not form support marks.
- the method for producing a mouthpiece of the present invention is a method for producing a mouthpiece, which is produced by a laminated molding apparatus and is mounted in the oral cavity so as to cover teeth, and is the same as the mouthpiece. Includes a laminated molding step of molding a modeled object having a peripheral edge portion connected to the mouthpiece and a support for supporting the peripheral edge portion, and a peripheral edge removing step of removing the peripheral edge portion from the modeled object. It is characterized by that.
- the mouthpiece of the present invention is a mouthpiece that is mounted in the oral cavity so as to cover the teeth, the mouthpiece has a stacking mark, and the mouthpiece has a support mark. It is characterized in that it does not have.
- the mouthpiece and the method for manufacturing the mouthpiece of the present invention configured in this way can prevent the formation of support marks.
- FIG. 5 is an exploded perspective view showing an orthodontic aligner and a mandible of Example 1. It is sectional drawing of the molar tooth which shows the state which the orthodontic aligner of Example 1 is attached to the tooth model of the orthodontic target position in 3D data. It is a flowchart explaining the manufacturing method of the orthodontic aligner of Example 1. It is a figure explaining the laminated molding process of Example 1. FIG. It is a figure explaining the laminated molding process of Example 1. FIG. It is a figure explaining the laminated molding process of Example 1. FIG. It is a figure explaining the laminated molding process of Example 1. FIG. It is a side view which shows the modeled object produced in the laminated modeling process of Example 1. FIG. It is a figure explaining the peripheral part removal process of Example 1. FIG. It is a figure explaining the peripheral part removal process of another Example.
- the mouthpiece in Example 1 is applied to an orthodontic aligner that is placed in the oral cavity so as to cover the teeth of the lower jaw.
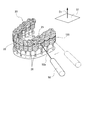
- FIG. 1 is an exploded perspective view showing an orthodontic aligner and a mandible according to the first embodiment.
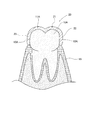
- FIG. 2 is a cross-sectional view of a molar tooth showing a state in which the orthodontic aligner of Example 1 is attached to a tooth model at an orthodontic target position in three-dimensional data.
- the configuration of the orthodontic aligner of Example 1 will be described.
- the tooth 10 shows the one before orthodontics
- the tooth model 10A shows the one at the orthodontic target position.
- the orthodontic aligner 20 is formed by a laminated modeling device based on three-dimensional data created so as to be in close contact with the tooth model 10A at the orthodontic target position.
- the orthodontic aligner 20 is attached to the tooth 10 before orthodontics, and corrects the tooth 10 to be corrected to the correction target position.
- the tooth 10 has a crown composed of an occlusal surface 11, a buccal side surface 12, and a lingual side surface 13.
- the tooth 10 is supported by the gingiva 15 surrounding the root of the tooth 10.
- the occlusal surface 11 is the end of the upper and lower teeth on the occlusal side, and refers to the occlusal surface of the molars.
- the tooth model 10A has an occlusal surface model 11A corresponding to the occlusal surface 11, a buccal lateral model 12A corresponding to the buccal lateral surface 12, and a lingual lateral model corresponding to the lingual lateral surface 13 in the molar portion. It is composed of 13A.
- the tooth model 10A is composed of a buccal lateral model 12A corresponding to the buccal lateral surface 12 and a lingual lateral model 13A corresponding to the lingual lateral surface 13 in the anterior tooth portion.
- the orthodontic aligner 20 is formed in a concave groove shape at the occlusal portion 21, the buccal side portion 22, and the lingual side portion 23 in the molar tooth portion.
- the orthodontic aligner 20 is formed in a concave groove shape on the buccal side portion 22 and the lingual side portion 23 in the anterior tooth portion (incisor portion and canine portion).
- the orthodontic aligner 20 is removable to the crown of the lower jaw.
- the orthodontic aligner 20 is formed in a groove shape so as to cover the crowns of all the teeth 10 of the lower jaw.
- the occlusal portion 21 is formed in a shape along the occlusal surface model 11A of the tooth model 10A. That is, the occlusal portion 21 is formed in a shape that covers the occlusal surface model 11A.
- the buccal side portion 22 is formed in a shape along the buccal side surface model 12A of the tooth model 10A. That is, the buccal side portion 22 is formed in a shape that covers the buccal side surface model 12A.
- the lingual side portion 23 is formed in a shape along the lingual side surface model 13A of the tooth model 10A. That is, the lingual side portion 23 is formed so as to cover the lingual side surface model 13A.
- the orthodontic aligner 20 can be colorless and transparent, for example.
- the orthodontic aligner 20 may be colored and transparent, or may be colored and opaque.
- the orthodontic aligner 20 configured in this way is attached so as to cover the crowns of all the teeth 10 of the lower jaw.
- the tooth 10 to which the orthodontic aligner 20 is attached is corrected to the correction target position.
- a plurality of orthodontic aligners 20 are prepared, and the teeth 10 are stepwise corrected to the final orthodontic target position.
- One orthodontic aligner 20 is formed into a shape capable of orthodontic by moving the tooth 10 by, for example, about 0.25 [mm].
- FIG. 3 is a flowchart illustrating a method for manufacturing the orthodontic aligner 20 according to the first embodiment.
- 4 to 6 are diagrams for explaining the laminated molding process of the first embodiment.
- FIG. 7 is a side view showing a modeled object produced in the laminated modeling process of Example 1.
- FIG. 8 is a diagram illustrating a peripheral edge removing step of the first embodiment.
- a three-dimensional scanner is used to scan the oral cavity of the patient to acquire three-dimensional data of the teeth 10 and gingiva 15 in the oral cavity.
- step S11 the three-dimensional data in the oral cavity acquired in the oral data acquisition step is analyzed by a computer, and the three-dimensional data of the tooth model 10A at the correction target position is created.
- step S11 the three-dimensional data in the oral cavity acquired in the oral data acquisition step is analyzed by a computer, and the three-dimensional data of the tooth model 10A at the correction target position is created.
- step S11 the three-dimensional data in the oral cavity acquired in the oral data acquisition step is analyzed by a computer, and the three-dimensional data of the tooth model 10A at the correction target position is created.
- step S11 the three-dimensional data of the tooth model 10A at the correction target position is created.
- step S12 based on the three-dimensional data of the tooth model 10A of the correction target position created in the digital setup step and the three-dimensional data of the gingival 15 acquired in the intraoral data acquisition step, Three-dimensional data of the aligner 20 for orthodontics and the peripheral edge portion 28 described later are created.
- the support is given only to the peripheral portion 28.
- the shape, thickness, density, angle, etc. of the support are appropriately adjusted according to the size, angle, and overhang portion of the three-dimensional data.
- it may have a conical shape, a columnar shape, a prismatic shape, or a wide curtain-like structure.
- It may have a branched structure or a plurality of supports may be fused in the middle, and for example, a network structure or a honeycomb structure may be formed.
- At the bottom of the support there may be a base part of the support, which is called a base or raft.
- the orthodontic aligner 20 and the peripheral edge portion 28 are used by the laminated modeling device. Create a modeled object that includes.
- the laminated molding apparatus 30 includes a container 32 containing a liquid photocurable resin W, a movable stage 33 configured to be movable in the vertical direction in the container 32, and an ultraviolet laser beam 31a. It is provided with an ultraviolet laser device 31 for irradiating light.
- the photocurable resin W for example, one containing a radically polymerizable compound such as a (meth) acrylic monomer, a polymerizable monomer containing a cationically polymerized compound such as an epoxy compound, and a photopolymerization initiator is used. can do.
- the upper surface of the movable stage 33 is at a predetermined distance from the liquid surface of the photocurable resin W (for example, 0.01 [mm]). It is arranged so that it is located only below.
- the ultraviolet laser device 31 applies the ultraviolet laser light 31a to the thin layer of the photocurable resin W on the movable stage 33 in a predetermined pattern based on the three-dimensional data of the orthodontic aligner 20 and the peripheral portion 28. Scan. As a result, the first cured layer 25a (an example of the cured layer 25) is formed.
- the movable stage 33 moves downward by a predetermined distance (for example, 0.01 [mm]). As a result, a thin layer of the photocurable resin W is formed on the first cured layer 25a.
- the ultraviolet laser device 31 applies the ultraviolet laser light 31a to the thin layer of the photocurable resin W on the first cured layer 25a, the orthodontic aligner 20 and the peripheral portion 28-3. Scan in a predetermined pattern based on the dimensional data. As a result, the second hardened layer 25b (an example of the hardened layer 25) is formed.
- a plurality of cured layers 25a, 25b, ..., 25n (25) have a predetermined stacking pitch (0.01 in Example 1).
- the modeled object 40 laminated with [mm]) is modeled.
- the model 40 is composed of an orthodontic aligner 20, a peripheral edge 28 connected to the orthodontic aligner 20, and a support 26 for supporting the peripheral edge 28.
- the cured layer 25 has a predetermined stacking pitch (0.01 [in Example 1]) in the direction D1 perpendicular to the occlusal plane S1 in the alignment direction of the portion of the orthodontic aligner 20 covering each tooth 10. It is manufactured by laminating with mm]).
- each convex hardened layer 25 is arranged so as to be formed into a continuous shape.
- the structure of the orthodontic aligner 20 is made convex toward the modeling direction (vertical direction D1 in Example 1). That is, it is preferable from the viewpoint of the stability of the molding that the molding is performed from the root to the tip of the crown.
- the orthodontic aligner 20 is modeled by the stacking modeling device 30 with the stacking direction set to the occlusal plane S1 and the direction D1.
- the orthodontic aligner 20 has a stacking mark laminated in the vertical direction D1 on the occlusal plane S1 parallel to the alignment direction of the teeth 10.
- the peripheral edge portion 28 is formed in a shape along the gingiva 15. That is, the peripheral edge portion 28 is formed so as to cover the gingiva 15.
- the peripheral edge portion 28 is connected to the lower end of the buccal side portion 22 and the lower end of the lingual side portion 23. That is, the peripheral edge 28 is connected to the root of the orthodontic aligner 20 corresponding to the root of the crown.
- the support 26 is formed in a columnar shape of, for example, about 1 [mm].
- the support 26 is connected to the lower end of the peripheral edge portion 28 to support the peripheral edge portion 28.
- step S14 In the post-treatment step (step S14), some or all unreacted substances, for example, unpolymerized monomers, are removed from the produced orthodontic aligner 20.
- peripheral edge removing step S15 the peripheral edge 28 is removed from the orthodontic aligner 20 by the laser beam 50a emitted from the laser processing machine 50. At this time, the support 26 attached to the peripheral edge portion 28 is also removed from the orthodontic aligner 20.
- the post-treatment step and the peripheral edge removal step may be reversed before and after if both effects can be sufficiently obtained.
- the post-treatment step is a post-step of the peripheral edge removing step.
- the orthodontic aligner 20 is manufactured.
- the orthodontic aligner 20 manufactured in this way forms stacking marks, but does not form support marks.
- the vertical direction D1 includes an error of about 1 °.
- the method for manufacturing the mouthpiece (orthodontic aligner 20) of Example 1 is a mouthpiece (orthodontic aligner 20) manufactured by the laminated molding apparatus 30 and mounted in the oral cavity so as to cover the teeth 10.
- a molding method including a mouthpiece (orthodontic aligner 20), a peripheral edge portion 28 connected to the mouthpiece (orthodontic aligner 20), and a support 26 for supporting the peripheral edge portion 28. It includes a laminated molding step of molding the object 40 and a peripheral edge removing step of removing the peripheral edge portion 28 from the modeled object 40 (FIG. 8).
- the support 26 is not directly formed on the mouthpiece (orthodontic aligner 20), the position of the support 26 can be easily determined. Further, since the support 26 is not directly formed on the mouthpiece (orthodontic aligner 20), it is possible to easily cope with a change in the modeling direction.
- the support mark is not formed on the occlusal portion 21 of the mouthpiece (orthodontic aligner 20)
- the target occlusal can be achieved, and the side effect of the occlusal change due to the attachment of the mouthpiece (orthodontic aligner 20) Can be reduced.
- workability is improved when cleaning the mouthpiece (orthodontic aligner 20).
- the support mark is not formed on the occlusal portion 21 of the mouthpiece (orthodontic aligner 20), it is possible to suppress the occlusal inconsistency and prevent the occurrence of problems such as malocclusion and temporomandibular joint disease.
- the peripheral edge portion 28 is connected to the root portion of the mouthpiece (orthodontic aligner 20) corresponding to the root of the crown (orthodontic aligner 20). FIG. 7).
- the peripheral edge portion 28 has a shape along the gingiva 15 (FIG. 7).
- the mouthpiece (orthodontic aligner 20) of Example 1 is a mouthpiece (orthodontic aligner 20) that is mounted in the oral cavity so as to cover the teeth 10, and is a mouthpiece (orthodontic aligner 20). 20) has a stacking mark, and the mouthpiece (orthodontic aligner 20) has no support mark (FIG. 1).
- the peripheral portion 28 was formed in a shape along the gingiva 15.
- the peripheral portion is not limited to this aspect.
- the peripheral edge portion 128 may have a shape extending from the lower end of the buccal side portion 22 and the lower end of the lingual side portion 23 in the direction D1 perpendicular to the occlusal plane S1. This makes it possible to facilitate the examination of the peripheral edge portion 128. Further, the laser processing machine 50 makes it easy to remove the peripheral edge portion 128 from the orthodontic aligner 20.
- Example 1 an example was shown in which the peripheral portion 28 was removed from the orthodontic aligner 20 by the laser light 50a emitted from the laser processing machine 50.
- tools such as nippers and scissors may be used to remove the periphery from the orthodontic aligner.
- the laminated modeling apparatus 30 is shown as an example of a stereolithography apparatus using a photocurable resin that is cured by ultraviolet rays.
- the additive manufacturing device may be a projection method in which the resin is cured and laminated using the light of a projector, or a liquid ultraviolet curable resin is jetted and cured by illuminating the ultraviolet rays for lamination. It may be an inkjet method in which heat-dissolving resin is laminated, or a fused deposition modeling method in which heat-dissolvable resins are stacked one by one, or powder sintering in which a powdery material is sintered by applying a high-power laser beam. It may be a method.
- Example 1 an example in which the orthodontic aligner 20 is formed in a concave groove shape covering the crown is shown.
- the orthodontic aligner may have a shape that covers the crown and the gingiva, or the crown and the floor portion.
- the orthodontic aligner 20 is formed in a concave groove shape so as to cover the crowns of all the teeth 10 of the mandible.
- the orthodontic aligner may be formed in a groove shape so as to cover the crown of some teeth.
- Example 1 an example in which the present invention is applied to an orthodontic aligner 20 to be attached to the crown of the lower jaw is shown. However, the present invention can be applied to an orthodontic aligner to be attached to the crown of the maxilla.
- Example 1 an example was shown in which the present invention was applied to an orthodontic aligner 20 mounted in the oral cavity so as to cover the teeth 10.
- the present invention is not limited to the orthodontic aligner, and can be applied to a mouthpiece for preventing bruxism, a mouthpiece for treating sleep apnea syndrome, a mouthpiece for whitening, and a mouthpiece for sports. it can.
- the mouthpiece of the present invention shall include a device worn so as to cover the teeth.
Landscapes
- Health & Medical Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Dentistry (AREA)
- Epidemiology (AREA)
- General Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Dental Tools And Instruments Or Auxiliary Dental Instruments (AREA)
Abstract
サポート痕を形成しないマウスピース及びマウスピースの製造方法を提供する。 積層造形装置(30)で製造される、歯(10)を覆うように口腔内に装着されるマウスピース(歯列矯正用アライナー(20))の製造方法であって、マウスピース(歯列矯正用アライナー(20))と、マウスピース(歯列矯正用アライナー(20))に接続する周縁部(28)と、周縁部(28)を支持するサポート(26)と、を有する造形物(40)を造形する積層造形工程と、造形物(40)から周縁部(28)を除去する周縁部除去工程と、を含む。
Description
本発明は、積層造形装置で製造される、歯を覆うように口腔内に装着されるマウスピース及びマウスピースの製造方法に関するものである。
積層造形装置を使用してマウスピースを製造する方法が知られている(例えば、特許文献1、特許文献2参照)。
特許文献1には、患者の歯列データを基に、歯科矯正用アライナーを3Dプリンターで製作する構成が記載されている。これにより、アライナーを直接的に造形し、既存のアライナーのように、雄型を作製する必要がなく、工程が短縮され、コストも削減される。
また、特許文献2には、患者の歯列データを基に、バイトスプリントを3Dプリンターで製作する構成が記載されている。これにより、顎変形症患者の上下顎骨切り手術後の上顎と下顎との正常な位置関係を正確に設定することのできるバイトスプリントを得ることができる。
しかしながら、特許文献1及び特許文献2には、3Dプリンターによって製造された歯科矯正用アライナー及びバイトスプリントに付属するサポートに関する記載がない。そのため、特許文献1に記載のアライナー及び特許文献2に記載のバイトスプリントは、製造過程で形成される、アライナーやバイトスプリント等の造形対象物を支持するサポートを除去した際に、サポート痕が形成されてしまう、という問題がある。
サポート痕とは、一般的には造形対象物を支持していたサポートを除去することで、造形対象物に形成される凹凸のことを指す。このようなサポート痕であれば、手間はかかるものの研磨することにより凹凸を削り取り平滑化できる。
一方、発明者らは、特に透明なマウスピース類において、サポートの凹凸を削り取った後でも、サポートが形成されていた領域は、その他の部分と異なる見え方をしてしまうため、審美性を損なうことを見出した。本発明におけるサポート痕とは、特に、サポートが形成されていた領域であって、色ムラ等によりその他の部分と異なる見え方をする領域を含む。
具体的には、3Dプリンターにより製造された、特に透明なマウスピース類は、表面に積層による段差が形成されるため、光を乱反射して白みがかって見える。しかしながら、サポート痕が形成されていた領域は、積層の段差が形成されていないため、光を乱反射せずに歯牙の色がそのまま反映される。一般的な歯牙の色は黄色味を帯びているため、サポート痕が形成されていた領域と、その他の部分とを比較すると、色ムラ等が生じ、対面した人間に違和感を与えてしまうため審美性が損なわれる。
これに対して、サポート痕をなくして審美性を回復するために、マウスピース表面を全て研磨することができる。この場合、マウスピース類の表面からは積層段差が一切失われ、非常に透明性が高くなる。しかしながら、マウスピース類は、基本的に歯牙表面の凹凸に沿った形状をしているため、表面を完全に研磨して平滑にすることは困難である。特に、歯牙を受ける凹構造の領域を研磨しようとすると、大変多くの時間を要する。
一方、サポート痕がなく、全面に積層段差が形成されているマウスピース類の場合には、表面を研磨しない段階であっても、目視での違和感は生じず、審美性はなんら損なわれないことを発明者らは見出した。むしろ、黄色がかった歯牙を有する患者においては、マウスピース類の表面で光を乱反射することで、歯牙の実際の色よりも白く美しく見せる効果を与えることさえもある。つまり、表面にサポート痕を形成せずに積層造形されたマウスピース類は、表面を研磨することなく、簡便に高い審美性を与えることができる。
そこで、本発明は、サポート痕を形成しないマウスピース及びマウスピースの製造方法を提供することを目的とする。
前記目的を達成するために、本発明のマウスピースの製造方法は、積層造形装置で製造される、歯を覆うように口腔内に装着されるマウスピースの製造方法であって、前記マウスピースと、前記マウスピースに接続する周縁部と、前記周縁部を支持するサポートと、を有する造形物を造形する積層造形工程と、前記造形物から前記周縁部を除去する周縁部除去工程と、を含むことを特徴とする。
前記目的を達成するために、本発明のマウスピースは、歯を覆うように口腔内に装着されるマウスピースであって、前記マウスピースは、積層痕を有し、前記マウスピースは、サポート痕を有しないことを特徴とする。
このように構成された本発明のマウスピース及びマウスピースの製造方法は、サポート痕を形成しないようにすることができる。
以下、本発明によるマウスピース及びマウスピースの製造方法を実現する実施形態を、図面に示す実施例1に基づいて説明する。
実施例1におけるマウスピースは、下顎の歯を覆うように口腔内に装着される歯列矯正用アライナーに適用される。
[歯列矯正用アライナーの構成]
図1は、実施例1の歯列矯正用アライナーと下顎を示す分解斜視図である。図2は、実施例1の歯列矯正用アライナーを、3次元データにおいて、矯正目標位置の歯モデルに装着した状態を示す臼歯の断面図である。以下、実施例1の歯列矯正用アライナーの構成を説明する。なお、図中において、歯10は矯正前のものを示し、歯モデル10Aは矯正目標位置のものを示す。
図1は、実施例1の歯列矯正用アライナーと下顎を示す分解斜視図である。図2は、実施例1の歯列矯正用アライナーを、3次元データにおいて、矯正目標位置の歯モデルに装着した状態を示す臼歯の断面図である。以下、実施例1の歯列矯正用アライナーの構成を説明する。なお、図中において、歯10は矯正前のものを示し、歯モデル10Aは矯正目標位置のものを示す。
歯列矯正用アライナー20は、図2に示すように、矯正目標位置の歯モデル10Aに密着するように作成された3次元データに基づいて、積層造形装置によって形成される。歯列矯正用アライナー20は、矯正前の歯10に装着されて、矯正対象となる歯10を矯正目標位置に矯正する。
(歯の構成)
歯10は、図1に示すように、咬合面11と、頬側面12と、舌側面13と、で構成される歯冠を有する。歯10は、歯10の根元を取り巻く歯肉15によって支持される。
歯10は、図1に示すように、咬合面11と、頬側面12と、舌側面13と、で構成される歯冠を有する。歯10は、歯10の根元を取り巻く歯肉15によって支持される。
咬合面11とは、上下の歯の咬み合い側の端部であり、臼歯における咬合面のことをいう。
(歯モデルの構成)
歯モデル10Aは、図2に示すように、臼歯部分においては、咬合面11に対応する咬合面モデル11Aと、頬側面12に対応する頬側面モデル12Aと、舌側面13に対応する舌側面モデル13Aと、で構成される。歯モデル10Aは、前歯部分においては、頬側面12に対応する頬側面モデル12Aと、舌側面13に対応する舌側面モデル13Aと、で構成される。
歯モデル10Aは、図2に示すように、臼歯部分においては、咬合面11に対応する咬合面モデル11Aと、頬側面12に対応する頬側面モデル12Aと、舌側面13に対応する舌側面モデル13Aと、で構成される。歯モデル10Aは、前歯部分においては、頬側面12に対応する頬側面モデル12Aと、舌側面13に対応する舌側面モデル13Aと、で構成される。
(歯列矯正用アライナーの構成)
歯列矯正用アライナー20は、図1及び図2に示すように、臼歯部分においては、咬合部21と、頬側部22と、舌側部23とで凹溝状に形成される。歯列矯正用アライナー20は、前歯部分(切歯部分と犬歯部分)においては、頬側部22と、舌側部23とで凹溝状に形成される。歯列矯正用アライナー20は、下顎の歯冠に脱着可能になっている。歯列矯正用アライナー20は、下顎の全部の歯10の歯冠を覆うように、凹溝状に形成される。
歯列矯正用アライナー20は、図1及び図2に示すように、臼歯部分においては、咬合部21と、頬側部22と、舌側部23とで凹溝状に形成される。歯列矯正用アライナー20は、前歯部分(切歯部分と犬歯部分)においては、頬側部22と、舌側部23とで凹溝状に形成される。歯列矯正用アライナー20は、下顎の歯冠に脱着可能になっている。歯列矯正用アライナー20は、下顎の全部の歯10の歯冠を覆うように、凹溝状に形成される。
咬合部21は、図2に示すように、歯モデル10Aの咬合面モデル11Aに沿った形状に形成される。すなわち、咬合部21は、咬合面モデル11Aを覆う形状に形成される。
頬側部22は、歯モデル10Aの頬側面モデル12Aに沿った形状に形成される。すなわち、頬側部22は、頬側面モデル12Aを覆う形状に形成される。
舌側部23は、歯モデル10Aの舌側面モデル13Aに沿った形状に形成される。すなわち、舌側部23は、舌側面モデル13Aを覆うように形成される。
歯列矯正用アライナー20は、例えば、無色透明とすることができる。なお、歯列矯正用アライナー20は、有色透明とすることもできるし、有色不透明とすることもできる。
このように構成された歯列矯正用アライナー20は、下顎の全部の歯10の歯冠を覆うように装着される。歯列矯正用アライナー20が装着された歯10は、矯正目標位置に矯正される。
歯列矯正用アライナー20は、複数用意され、歯10を段階的に、最終矯正目標位置に矯正する。1つの歯列矯正用アライナー20は、歯10を、例えば、0.25[mm]程移動して矯正することができる形状に形成される。
[歯列矯正用アライナーの製造方法]
図3は、実施例1の歯列矯正用アライナー20の製造方法を説明するフローチャートである。図4~6は、実施例1の積層造形工程を説明する図である。図7は、実施例1の積層造形工程で作製された造形物を示す側面図である。図8は、実施例1の周縁部除去工程を説明する図である。以下、実施例1の歯列矯正用アライナー20の製造方法を説明する。
図3は、実施例1の歯列矯正用アライナー20の製造方法を説明するフローチャートである。図4~6は、実施例1の積層造形工程を説明する図である。図7は、実施例1の積層造形工程で作製された造形物を示す側面図である。図8は、実施例1の周縁部除去工程を説明する図である。以下、実施例1の歯列矯正用アライナー20の製造方法を説明する。
(口腔内データ取得工程)
口腔内データ取得工程(ステップS10)では、3次元スキャナーを用いて、患者の口腔内をスキャンして、口腔内の歯10と歯肉15の3次元データを取得する。
口腔内データ取得工程(ステップS10)では、3次元スキャナーを用いて、患者の口腔内をスキャンして、口腔内の歯10と歯肉15の3次元データを取得する。
(デジタルセットアップ工程)
デジタルセットアップ工程(ステップS11)では、口腔内データ取得工程で取得した口腔内の3次元データをコンピュータで解析し、矯正目標位置の歯モデル10Aの3次元データを作成する。例えば、0.25[mm]刻みのように、段階的に最終矯正目標位置に矯正する場合は、複数の矯正目標位置の歯モデル10Aの3次元データを作成する。
デジタルセットアップ工程(ステップS11)では、口腔内データ取得工程で取得した口腔内の3次元データをコンピュータで解析し、矯正目標位置の歯モデル10Aの3次元データを作成する。例えば、0.25[mm]刻みのように、段階的に最終矯正目標位置に矯正する場合は、複数の矯正目標位置の歯モデル10Aの3次元データを作成する。
(3次元データ作成工程)
3次元データ作成工程(ステップS12)では、デジタルセットアップ工程で作成した矯正目標位置の歯モデル10Aの3次元データと、口腔内データ取得工程で取得した歯肉15の3次元データと、に基づいて、歯列矯正用アライナー20と、後述する周縁部28の3次元データを作成する。
3次元データ作成工程(ステップS12)では、デジタルセットアップ工程で作成した矯正目標位置の歯モデル10Aの3次元データと、口腔内データ取得工程で取得した歯肉15の3次元データと、に基づいて、歯列矯正用アライナー20と、後述する周縁部28の3次元データを作成する。
作成された歯列矯正用アライナー20と、後述する周縁部28の3次元データのうち、周縁部28のみにサポートを付与する。サポートの形状や太さ、密度、角度等は、3次元データの大きさ、角度、オーバーハング部に応じて適宜調整される。例えば、円錐状でもよいし、円柱状でもよいし、角柱状でもよいし、カーテン状の幅広な構造をしていてもよい。分岐構造を有していたり複数のサポートが途中で融合したりしてもよく、例えば網目状構造やハニカム構造を形成してもよい。サポートの下部には、ベース、ラフトと呼称されるようなサポートの土台部分があってもよい。
(積層造形工程)
積層造形工程(ステップS13)では、3次元データ作成工程で作成した歯列矯正用アライナー20と周縁部28の3次元データに基づいて、積層造形装置によって、歯列矯正用アライナー20と周縁部28を含む造形物を造形する。
積層造形工程(ステップS13)では、3次元データ作成工程で作成した歯列矯正用アライナー20と周縁部28の3次元データに基づいて、積層造形装置によって、歯列矯正用アライナー20と周縁部28を含む造形物を造形する。
積層造形装置30は、図4に示すように、液状の光硬化性樹脂Wを収容した容器32と、容器32内で、上下方向に移動可能に構成される可動ステージ33と、紫外線レーザ光31aを照射する紫外線レーザ装置31とを備える。なお、光硬化性樹脂Wは、例えば、(メタ)アクリル系モノマー等のラジカル重合性化合物と、エポキシ化合物等のカチオン重合化合物を含む重合性モノマーと、光重合開始剤とを含有するものを使用することができる。
このように構成された積層造形装置30は、まず、図4に示すように、可動ステージ33の上面が、光硬化性樹脂Wの液面から所定の距離(例えば、0.01[mm])だけ下方に位置するように配置される。
次いで、紫外線レーザ装置31が、可動ステージ33上の光硬化性樹脂Wの薄層に、紫外線レーザ光31aを、歯列矯正用アライナー20と周縁部28の3次元データに基づいた所定のパターンで走査する。これにより、第1硬化層25a(硬化層25の一例)が形成される。
次いで、図5に示すように、可動ステージ33が、所定の距離(例えば、0.01[mm])だけ下方に移動する。これにより、第1硬化層25aの上に光硬化性樹脂Wの薄層が形成される。
次いで、図6に示すように、紫外線レーザ装置31が、第1硬化層25a上の光硬化性樹脂Wの薄層に、紫外線レーザ光31aを、歯列矯正用アライナー20と周縁部28の3次元データに基づいた所定のパターンで走査する。これにより、第2硬化層25b(硬化層25の一例)が形成される。
以後、同様の動作を繰り返して、最終的に、図7に示すように、複数の硬化層25a、25b、・・・、25n(25)が所定の積層ピッチ(実施例1では、0.01[mm])で積層された造形物40が造形される。
造形物40は、歯列矯正用アライナー20と、歯列矯正用アライナー20に接続した周縁部28と、周縁部28を支持するサポート26と、で構成される。
造形物40は、歯列矯正用アライナー20の各歯10を覆う部分の並び方向の咬合平面S1に垂直方向D1に、硬化層25が、所定の積層ピッチ(実施例1では、0.01[mm])で積層されて製造される。
ところで、例えば、複数の凸形状を有する歯冠の先端を先に造形しようとすると、各凸形状の硬化層25に対してサポートを付与しなければならい。この場合、歯列矯正用アライナー20の各歯10を覆う部分にサポート痕が形成されてしまう、という問題がある。したがって、このような問題を回避するため、各硬化層25が連続的な形状に造形されるように配置する。好ましくは、図7に示されるように、歯列矯正用アライナー20の構造が造形方向(実施例1では、垂直方向D1)に向かって凸になるようにする。すなわち、歯冠の根元から先端に向かって造形されるようにすることが造形の安定性の観点から好ましい。
歯列矯正用アライナー20は、積層造形装置30によって、積層方向を咬合平面S1に垂直方向D1として、造形される。言い換えると、歯列矯正用アライナー20は、歯10の並び方向に平行な咬合平面S1に垂直方向D1に積層された積層痕を有する。
周縁部28は、歯肉15に沿った形状に形成される。すなわち、周縁部28は、歯肉15を覆うように形成される。周縁部28は、頬側部22の下端と舌側部23の下端に接続される。すなわち、周縁部28は、歯冠の根元に対応する、歯列矯正用アライナー20の根元部に接続される。
サポート26は、例えば、1[mm]程の円柱状に形成される。サポート26は、周縁部28の下端に接続されて、周縁部28を支持する。
(後処理工程)
後処理工程(ステップS14)では、製造された歯列矯正用アライナー20から一部あるいは全部の未反応物、例えば未重合の単量体を除去する。後処理工程には、重力や遠心力を利用した未反応物の除去、有機溶剤による洗浄やエアブローによる未反応物の除去、乾燥、蛍光灯、ハロゲンランプ、LED光源などを用いた照射器による光重合や熱重合を施す工程を含んでもよい。
後処理工程(ステップS14)では、製造された歯列矯正用アライナー20から一部あるいは全部の未反応物、例えば未重合の単量体を除去する。後処理工程には、重力や遠心力を利用した未反応物の除去、有機溶剤による洗浄やエアブローによる未反応物の除去、乾燥、蛍光灯、ハロゲンランプ、LED光源などを用いた照射器による光重合や熱重合を施す工程を含んでもよい。
(周縁部除去工程)
周縁部除去工程(ステップS15)では、図8に示すように、例えば、レーザ加工機50から照射されるレーザ光50aによって、周縁部28を歯列矯正用アライナー20から除去する。この際、周縁部28に付随するサポート26も、歯列矯正用アライナー20から除去される。
周縁部除去工程(ステップS15)では、図8に示すように、例えば、レーザ加工機50から照射されるレーザ光50aによって、周縁部28を歯列矯正用アライナー20から除去する。この際、周縁部28に付随するサポート26も、歯列矯正用アライナー20から除去される。
なお、後処理工程と周縁部除去工程は、双方の効果を十分得られる場合においては前後を逆転しても良い。後処理中の造形物の変形を抑制する観点からすると、後処理工程を周縁部除去工程の後工程とする方が好ましい。
以上の工程を経て、歯列矯正用アライナー20が製造される。このように製造された歯列矯正用アライナー20は、積層痕が形成されるが、サポート痕は形成されない。なお、垂直方向D1は、略1°程の誤差を含むものとする。
[歯列矯正用アライナー及び歯列矯正用アライナーの製造方法の作用]
以下、実施例1の歯列矯正用アライナー及び歯列矯正用アライナーの製造方法の作用を説明する。実施例1のマウスピース(歯列矯正用アライナー20)の製造方法は、積層造形装置30で製造される、歯10を覆うように口腔内に装着されるマウスピース(歯列矯正用アライナー20)の製造方法であって、マウスピース(歯列矯正用アライナー20)と、マウスピース(歯列矯正用アライナー20)に接続する周縁部28と、周縁部28を支持するサポート26と、を有する造形物40を造形する積層造形工程と、造形物40から周縁部28を除去する周縁部除去工程と、を含む(図8)。
以下、実施例1の歯列矯正用アライナー及び歯列矯正用アライナーの製造方法の作用を説明する。実施例1のマウスピース(歯列矯正用アライナー20)の製造方法は、積層造形装置30で製造される、歯10を覆うように口腔内に装着されるマウスピース(歯列矯正用アライナー20)の製造方法であって、マウスピース(歯列矯正用アライナー20)と、マウスピース(歯列矯正用アライナー20)に接続する周縁部28と、周縁部28を支持するサポート26と、を有する造形物40を造形する積層造形工程と、造形物40から周縁部28を除去する周縁部除去工程と、を含む(図8)。
これにより、マウスピース(歯列矯正用アライナー20)にサポート痕を残さないようにすることができる。そのため、表面を研磨することなく、マウスピース(歯列矯正用アライナー20)を口腔内に装着した際の審美性を向上させることができる。また、マウスピース(歯列矯正用アライナー20)にサポート痕が形成されないため、サポート痕を研磨して平滑にする手間がかからない。
また、マウスピース(歯列矯正用アライナー20)にサポート痕が形成されないため、マウスピース(歯列矯正用アライナー20)を口腔内に装着した際の異物感が低減され、装着感が向上する。
また、マウスピース(歯列矯正用アライナー20)に直接にサポート26を形成しないため、サポート26の位置を容易に決定することができる。また、マウスピース(歯列矯正用アライナー20)に直接にサポート26を形成しないため、造形方向の変更にも容易に対応することができる。
また、マウスピース(歯列矯正用アライナー20)の咬合部21にサポート痕が形成されないので、狙いの咬合にすることができ、マウスピース(歯列矯正用アライナー20)の装着による咬合変化の副作用を低減することができる。また、マウスピース(歯列矯正用アライナー20)を清掃する際に、作業性が向上する。
また、マウスピース(歯列矯正用アライナー20)の咬合部21にサポート痕が形成されないので、咬合の不調和を抑制し、不正咬合、顎関節疾患といった問題の発生を防ぐことができる。
実施例1のマウスピース(歯列矯正用アライナー20)の製造方法において、周縁部28は、歯冠の根元に対応する、マウスピース(歯列矯正用アライナー20)の根元部に接続される(図7)。
これにより、マウスピース(歯列矯正用アライナー20)の咬合部21に、周縁部28を除去した際に形成される周縁部痕を残さないようにすることができる。そのため、マウスピース(歯列矯正用アライナー20)を口腔内に装着した際に、狙いの咬合を実現することができる。
実施例1のマウスピース(歯列矯正用アライナー20)の製造方法においては、周縁部28は、歯肉15に沿った形状である(図7)。
これにより、周縁部28の形状を設計する手間が省ける。そのため、マウスピース(歯列矯正用アライナー20)を口腔内に装着した際の異物感を低減したマウスピース(歯列矯正用アライナー20)を簡単に作製することができる。
実施例1のマウスピース(歯列矯正用アライナー20)は、歯10を覆うように口腔内に装着されるマウスピース(歯列矯正用アライナー20)であって、マウスピース(歯列矯正用アライナー20)は、積層痕を有し、マウスピース(歯列矯正用アライナー20)は、サポート痕を有しない(図1)。
これにより、マウスピース(歯列矯正用アライナー20)にサポート痕を形成しないようにすることができる。そのため、マウスピース(歯列矯正用アライナー20)を口腔内に装着した際の異物感が低減される。
以上、本発明のマウスピース及びマウスピースの製造方法を実施例1に基づき説明してきた。しかし、具体的な構成については、この実施例に限られるものではなく、請求の範囲の各請求項に係る発明の要旨を逸脱しない限り、設計の変更や、追加等は許容される。
実施例1では、周縁部28は、歯肉15に沿った形状に形成される例を示した。しかし、周縁部は、この態様に限定されない。例えば、図9に示すように、周縁部128は、頬側部22の下端と舌側部23の下端から、咬合平面S1に垂直方向D1に延在した形状とすることができる。これにより、周縁部128の検討を容易にすることができる。また、レーザ加工機50によって、周縁部128を歯列矯正用アライナー20から除去し易くなる。
実施例1では、レーザ加工機50から照射されるレーザ光50aによって、周縁部28を歯列矯正用アライナー20から除去する例を示した。しかし、ニッパーやハサミ等の工具を使用して、周縁部を歯列矯正用アライナーから除去してもよい。
実施例1では、積層造形装置30を、紫外線によって硬化する光硬化樹脂を使用した光造形装置を例として示した。しかし、積層造形装置としては、プロジェクターの光を利用して樹脂を硬化させ積層していくプロジェクション方式であってもよいし、液状の紫外線硬化樹脂を噴射して、紫外線を照らすことにより硬化させ積層させるインクジェット方式であってもよいし、熱に溶ける樹脂を1層ずつ積み上げていく熱溶解積層方式であってもよいし、粉末状の材料に高出力のレーザ光線をあて焼結させる粉末焼結方式であってもよい。
実施例1では、歯列矯正用アライナー20を、歯冠を覆う凹溝状に形成される例を示した。しかし、歯列矯正用アライナーとしては、歯冠と歯肉、あるいは歯冠と床部分を覆う形状であってもよい。
実施例1では、歯列矯正用アライナー20が、下顎の全部の歯10の歯冠を覆うように、凹溝状に形成される例を示した。しかし、歯列矯正用アライナーは、一部の歯の歯冠を覆うように、凹溝状に形成されてもよい。
実施例1では、本発明を下顎の歯冠に装着する歯列矯正用アライナー20に適用する例を示した。しかし、本発明は、上顎の歯冠に装着する歯列矯正用アライナーに適用することができる。
実施例1では、本発明を、歯10を覆うように口腔内に装着される歯列矯正用アライナー20に適用する例を示した。しかし、本発明は、歯列矯正用アライナーに限定されず、歯ぎしり防止用のマウスピース、睡眠時無呼吸症候群の治療用マウスピース、ホワイトニング用のマウスピース、スポーツ用マウスピースにも適用することができる。また、本発明のマウスピースは、歯を覆うようにして装着される装置を含むものとする。
本出願は、2019年6月12日に日本国特許庁に出願された特願2019-109888に基づいて優先権を主張し、その全ての開示は完全に本明細書で参照により組み込まれる。
Claims (4)
- 積層造形装置で製造される、歯を覆うように口腔内に装着されるマウスピースの製造方法であって、
前記マウスピースと、前記マウスピースに接続する周縁部と、前記周縁部を支持するサポートと、を有する造形物を造形する積層造形工程と、
前記造形物から前記周縁部を除去する周縁部除去工程と、を含む
ことを特徴とする、マウスピースの製造方法。 - 前記周縁部は、歯冠の根元に対応する、前記マウスピースの根元部に接続される
ことを特徴とする、請求項1に記載のマウスピースの製造方法。 - 前記周縁部は、歯肉に沿った形状である
ことを特徴とする、請求項1又は2に記載のマウスピースの製造方法。 - 歯を覆うように口腔内に装着されるマウスピースであって、
前記マウスピースは、積層痕を有し、
前記マウスピースは、サポート痕を有しない
ことを特徴とする、マウスピース。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021526134A JP7365411B2 (ja) | 2019-06-12 | 2020-06-11 | マウスピース及びマウスピースの製造方法 |
| US17/617,959 US20220257345A1 (en) | 2019-06-12 | 2020-06-11 | Mouthpiece and mouthpiece manufacturing method |
| CN202080042754.7A CN114007541B (zh) | 2019-06-12 | 2020-06-11 | 齿套以及齿套的制造方法 |
| EP20823495.5A EP3984497A4 (en) | 2019-06-12 | 2020-06-11 | ORTHODONTIC APPLIANCE, AND METHOD FOR MAKING THE SAME |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019109888 | 2019-06-12 | ||
| JP2019-109888 | 2019-06-12 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020250976A1 true WO2020250976A1 (ja) | 2020-12-17 |
Family
ID=73781497
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2020/023025 WO2020250976A1 (ja) | 2019-06-12 | 2020-06-11 | マウスピース及びマウスピースの製造方法 |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US20220257345A1 (ja) |
| EP (1) | EP3984497A4 (ja) |
| JP (1) | JP7365411B2 (ja) |
| CN (1) | CN114007541B (ja) |
| WO (1) | WO2020250976A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112872971A (zh) * | 2021-01-05 | 2021-06-01 | 杨洁 | 隐形正畸牙套磨抛机及隐形正畸牙套的加工方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114404078B (zh) * | 2022-01-04 | 2023-05-23 | 深圳技术大学 | 一种隐形矫治器的制备方法及隐形矫治器 |
| US20240090977A1 (en) * | 2022-09-19 | 2024-03-21 | Maria Olinta Zurita Dehó | Orthodontic aligner comprising bite plate |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006081747A (ja) | 2004-09-16 | 2006-03-30 | Osaka Univ | バイトスプリントの製造方法 |
| JP2013081785A (ja) * | 2011-10-12 | 2013-05-09 | Ormco Corp | 歯列矯正アライナー器具の直接製造 |
| JP2017159104A (ja) * | 2006-08-22 | 2017-09-14 | ジャック・キース・ヒリアード | 歯科矯正アライナ製造装置および方法 |
| JP2017537687A (ja) * | 2014-11-12 | 2017-12-21 | アライン テクノロジー, インコーポレイテッド | 隔離セグメントを備える歯科矯正アライナー |
| JP2018094245A (ja) | 2016-12-15 | 2018-06-21 | 岡本化学工業株式会社 | 歯科矯正用アライナー及びその製造方法 |
| JP2019109888A (ja) | 2017-12-18 | 2019-07-04 | ソウル大学校産学協力団Seoul National University R&Db Foundation | 二重閉回路ブレイン−マシーンインターフェースシステム及びその方法 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6414411B2 (ja) * | 2013-08-09 | 2018-10-31 | ディーエスエム アイピー アセッツ ビー.ブイ.Dsm Ip Assets B.V. | 積層造形用の低粘度液状放射線硬化型歯科アライナー成形型用樹脂組成物 |
| JP6451088B2 (ja) * | 2014-06-03 | 2019-01-16 | コニカミノルタ株式会社 | 立体造形物の製造方法 |
| EP3254667A4 (en) * | 2015-02-03 | 2018-11-07 | Mitsui Chemicals, Inc. | Light-curable composition, denture, and plate denture |
| CN105769356A (zh) * | 2016-04-28 | 2016-07-20 | 华南理工大学 | 一种个性化无托槽隐形矫治器光固化增材制造方法 |
| FR3057156B1 (fr) * | 2016-10-10 | 2022-07-15 | D & D | Appareil orthodontique mono-materiau |
| US10575925B2 (en) * | 2017-05-19 | 2020-03-03 | Structo Pte Ltd | Method and apparatus for forming an orthodontic aligner |
| EP3927521B1 (en) * | 2019-03-25 | 2023-09-06 | Align Technology, Inc. | Dental appliance precursor, dental appliance, and method for manufacturing the same |
| US11511485B2 (en) * | 2019-04-02 | 2022-11-29 | Align Technology, Inc. | 3D printed objects with selective overcure regions |
-
2020
- 2020-06-11 WO PCT/JP2020/023025 patent/WO2020250976A1/ja unknown
- 2020-06-11 EP EP20823495.5A patent/EP3984497A4/en active Pending
- 2020-06-11 CN CN202080042754.7A patent/CN114007541B/zh active Active
- 2020-06-11 US US17/617,959 patent/US20220257345A1/en active Pending
- 2020-06-11 JP JP2021526134A patent/JP7365411B2/ja active Active
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006081747A (ja) | 2004-09-16 | 2006-03-30 | Osaka Univ | バイトスプリントの製造方法 |
| JP2017159104A (ja) * | 2006-08-22 | 2017-09-14 | ジャック・キース・ヒリアード | 歯科矯正アライナ製造装置および方法 |
| JP2013081785A (ja) * | 2011-10-12 | 2013-05-09 | Ormco Corp | 歯列矯正アライナー器具の直接製造 |
| JP2017537687A (ja) * | 2014-11-12 | 2017-12-21 | アライン テクノロジー, インコーポレイテッド | 隔離セグメントを備える歯科矯正アライナー |
| JP2018094245A (ja) | 2016-12-15 | 2018-06-21 | 岡本化学工業株式会社 | 歯科矯正用アライナー及びその製造方法 |
| JP2019109888A (ja) | 2017-12-18 | 2019-07-04 | ソウル大学校産学協力団Seoul National University R&Db Foundation | 二重閉回路ブレイン−マシーンインターフェースシステム及びその方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3984497A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112872971A (zh) * | 2021-01-05 | 2021-06-01 | 杨洁 | 隐形正畸牙套磨抛机及隐形正畸牙套的加工方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP7365411B2 (ja) | 2023-10-19 |
| JPWO2020250976A1 (ja) | 2020-12-17 |
| EP3984497A4 (en) | 2023-01-18 |
| EP3984497A1 (en) | 2022-04-20 |
| CN114007541A (zh) | 2022-02-01 |
| US20220257345A1 (en) | 2022-08-18 |
| CN114007541B (zh) | 2023-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020250976A1 (ja) | マウスピース及びマウスピースの製造方法 | |
| US11511485B2 (en) | 3D printed objects with selective overcure regions | |
| WO2020250975A1 (ja) | マウスピース及びマウスピースの製造方法 | |
| US11684462B2 (en) | Dental prosthesis | |
| US11224500B2 (en) | Oral device, manufacturing apparatus and methods of making the same | |
| KR102426017B1 (ko) | 치아 투명교정에서 어태치먼트의 올바른 형태와 정확한 위치 부착을 위한 지그 일체형 어태치먼트 성형틀의 제조방법 및 이를 이용한 지그 일체형 어태치먼트 성형틀 | |
| JP2014133134A (ja) | 歯列矯正アライナー器具の直接製造 | |
| US20240207025A1 (en) | Additively manufactured denture base with bracing body | |
| JP5931515B2 (ja) | 歯列補正具および歯列補正具の製造方法 | |
| JP2018094245A (ja) | 歯科矯正用アライナー及びその製造方法 | |
| EP4424276A1 (en) | Mill blank for dentures, cut member for front tooth, and production method for dentures | |
| KR101612846B1 (ko) | 플라스틱 치아교정장치의 예비성형체 및 그 제조방법 | |
| WO2020250974A1 (ja) | 歯列矯正用アライナー及びその製造方法 | |
| KR101612841B1 (ko) | 플라스틱 치아교정장치의 제조방법 | |
| WO2022044929A1 (ja) | 歯科造形物の画像データ作成方法、歯科造形物の画像データ作成装置、歯科造形物の画像データ作成プログラム、歯科造形物の製造方法及び歯科造形物 | |
| US20230363863A1 (en) | Systems, methods and devices for providing customized orthodontics devices and techniques | |
| KR101821038B1 (ko) | 투명 디바이스의 두께 측정 방법 | |
| WO2019193650A1 (ja) | 歯科矯正用アライナー及びその製造方法 | |
| JP2022060705A (ja) | 歯列矯正装置のアタッチメント、及び歯列矯正装置 | |
| KR20160144850A (ko) | 플라스틱 치아교정장치의 제조방법 | |
| JP2006255128A (ja) | 模型歯牙位置調節具 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 20823495 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021526134 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2020823495 Country of ref document: EP Effective date: 20220112 |