WO2020194689A1 - 加熱式たばこ - Google Patents
加熱式たばこ Download PDFInfo
- Publication number
- WO2020194689A1 WO2020194689A1 PCT/JP2019/013707 JP2019013707W WO2020194689A1 WO 2020194689 A1 WO2020194689 A1 WO 2020194689A1 JP 2019013707 W JP2019013707 W JP 2019013707W WO 2020194689 A1 WO2020194689 A1 WO 2020194689A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- tobacco
- heat
- burn
- rod
- strands
- Prior art date
Links
Images










Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
Definitions
- the present invention relates to heat-not-burn tobacco.
- Heating with a tobacco rod formed by filling the inside of a wrapping paper with a tobacco filler containing a tobacco material (eg, chopped tobacco, tobacco granules, reconstituted tobacco material, etc.) and an aerosol-forming substrate (glycerin, propylene glycol, etc.) Formula tobacco is known (see, for example, Patent Document 1).
- This type of heat-not-burn tobacco is a type of tobacco article in which the tobacco filler is heated by a heater in a heating device without burning, and the aerosol produced in the tobacco filler is delivered to the user.
- a heater heaters having various shapes such as a blade shape and a rod shape have been put into practical use, and the tobacco rod is attached to the heating device by inserting the heater from the tip surface of the tobacco rod at the time of use.
- the tobacco raw material in the tobacco filler is randomly oriented, it is difficult to smoothly insert the heater into the tobacco filler when the heat-not-burn tobacco is attached to the heating device. May be.
- the aerosol produced by volatilizing the aerosol-producing base material is generated at a low temperature of the randomly oriented tobacco raw material. When exposed to a portion, it may condense or be easily filtered by a tobacco raw material, which may reduce the amount of aerosol delivered into the oral cavity.
- the inventor of the present application has adopted a structure in which a large number of long tobacco strands obtained by molding a tobacco raw material into a strand shape are arranged so as to extend along the long axis direction of the tobacco rod. It was found that the tobacco rod in the heat-not-burn tobacco can be improved.
- the heater pushes the tobacco strands toward the base end side (eg, filter side) of the tobacco rod when inserting the heater from the tip surface of the tobacco rod. There is a concern that it will be lost.
- the present invention has been made in view of the above circumstances, and an object thereof is heating with a tobacco filler containing a tobacco raw material and an aerosol-producing base material and a tobacco rod having a wrapping paper for winding the tobacco filler.
- a tobacco filler containing a tobacco raw material and an aerosol-producing base material and a tobacco rod having a wrapping paper for winding the tobacco filler.
- the present invention for solving the above-mentioned problems is a heated tobacco provided with a tobacco rod having a tobacco filler and a wrapping paper for winding the tobacco filler, and the tobacco filler is formed into a strand shape and at the same time. It has a plurality of tobacco strands which are a tobacco raw material containing an aerosol-forming substrate, and the plurality of the tobacco strands are arranged so as to extend along the long axis direction of the tobacco rod, and at least a part thereof.
- the tobacco strands are integrally fixed to each other.
- a fixing region portion for integrally fixing at least a part of the tobacco strands may be formed only at a specific portion in the long axis direction of the tobacco rod.
- the fixed region portion may be formed at a portion on the rear end side of the tobacco rod.
- a fixing region portion for integrally fixing at least a part of the tobacco strands may be formed over the entire length of the tobacco rod.
- At least a part of the tobacco strands may be point-bonded to each other in the fixed region portion.
- At least a part of the fixing agents for spot-adhering the tobacco strands may be scattered in the fixing region portion.
- the fixing agent may contain at least one of carboxymethyl cellulose, polyvinyl alcohol, and ethylene-vinyl acetate copolymer resin.
- the fixed region portion may be formed so as to cover only a part of the cross section of the tobacco rod.
- the fixed region portion is formed only in a specific region which is a part of the cross section of the tobacco rod, and the specific region is formed in the cross section of the tobacco rod. It may be set as an area including a heater insertion area into which the heater is inserted when the heat-not-burn tobacco is attached to the heating device.
- the fixed region portion may be arranged in a mesh shape or a grid shape along the cross section of the tobacco rod.
- the fixing agent for fixing at least a part of the tobacco strands to each other in the fixing region portion may contain at least one of calcium carbonate or sodium silicate. ..
- At least a part of the tobacco strands may be connected to each other via a tobacco connecting material formed of a tobacco raw material.
- the tobacco connecting material may connect the portions on the rear end side of the tobacco strand to each other.
- 50% or more of the total number of cigarettes contained in the tobacco filler may be integrally fixed. Further, 70% or more of the total number of cigarettes contained in the tobacco filler may be integrally fixed. Further, 90% or more of the total number of cigarettes contained in the tobacco filler may be integrally fixed.
- the heat-not-burn tobacco has a mouthpiece portion coaxially connected to the proximal end side of the tobacco rod, and the mouthpiece portion cools a volatile substance released from the aerosol-producing base material. It may include the cooling part of.
- the mouthpiece portion is further arranged at a connecting end connected to the base end side of the tobacco rod, and the tobacco strand is pushed into the region on the mouthpiece portion side. It may include a support portion for suppressing the occurrence of tobacco.
- the mouthpiece portion may further include a filter portion arranged on the mouthpiece end side of the mouthpiece portion.
- the delivery amount of the aerosol is excellent, and the amount of the aerosol is excellent with respect to the tobacco filler. It is possible to provide a technique capable of smoothly inserting the heater and further suppressing the tobacco raw material from being pushed by the heater when the heater is inserted into the tobacco filler.
- FIG. 1 is a diagram schematically showing the internal structure of the heat-not-burn tobacco according to the first embodiment.
- FIG. 2 is a diagram showing an internal structure of a tobacco rod according to the first embodiment.
- FIG. 3 is a perspective view showing an example of a tobacco strand.
- FIG. 4 is a diagram for schematically explaining an example of a state in which tobacco strands are fixed to each other in a fixed region portion of the tobacco rod according to the first embodiment.
- FIG. 5 is a schematic configuration diagram of a heating device to which heat-not-burn tobacco is applied.
- FIG. 6 is a diagram illustrating a heat-not-burn tobacco tobacco rod according to the second embodiment.
- FIG. 7 is a diagram illustrating a fixed region portion of the tobacco rod according to the modified example of the second embodiment.
- FIG. 8 is a diagram illustrating a heat-not-burn tobacco tobacco rod according to the third embodiment.
- FIG. 9 is a diagram showing the relationship between the tobacco rod and the electric heater in a state where the heat-not-burn tobacco tobacco rod according to the third embodiment is attached to the heating device.
- FIG. 10 is a diagram illustrating the relationship between the fixed portion forming region and the heater insertion region in the cross section of the tobacco rod according to the third embodiment.
- FIG. 11 is a diagram illustrating a heat-not-burn tobacco tobacco rod according to the fourth embodiment.
- FIG. 12 is a diagram showing a state in which each tobacco strand is connected via a tobacco connecting material.
- FIG. 1 is a diagram schematically showing an internal structure of the heat-not-burn tobacco 1 according to the first embodiment.
- the heat-not-burn tobacco 1 is a type of tobacco article in which the tobacco filler is heated without being burned and the aerosol produced in the tobacco filler is delivered to the user.
- FIG. 2 is a diagram showing an internal structure of a tobacco rod according to the first embodiment.
- the heat-not-burn tobacco 1 includes a tobacco rod 2 and a mouthpiece portion 3 arranged coaxially.
- Heat-not-burn tobacco 1 has a mouthpiece end 1a that the user inserts into the oral cavity during use, and a tip end 1b at an end opposite to the mouthpiece end 1a.
- the mouthpiece portion 3 has a support portion 4, a cooling portion 5, and a filter portion 6 arranged coaxially, and these members are arranged in order from the tip end side of the mouthpiece portion 3.
- the support portion 4, the cooling portion 5, and the filter portion 6 of the mouthpiece portion 3 are integrally wound by the winding paper 7. Further, the tobacco rod 2 and the mouthpiece portion 3 are integrally connected by being wound up by the tip paper 8.
- FIG. 1 is the central axis of the heat-not-burn tobacco 1.
- the tobacco rod 2 and the mouthpiece portion 3 of the heat-not-burn tobacco 1 are arranged coaxially, and the central axis CL1 can be said to be the central axis of the tobacco rod 2 and the mouthpiece portion 3.
- reference numeral 2a in FIG. 1 is a front end surface of the tobacco rod 2
- reference numeral 2c is a rear end surface of the tobacco rod 2.
- the heat-not-burn tobacco 1 When the heat-not-burn tobacco 1 is used, air is sucked by the user from the tip 1b to the mouthpiece end 1a through the heat-not-burn tobacco 1.
- the tip 1b of the heat-not-burn tobacco 1 can be regarded as the tip or the upstream end of the tobacco rod 2, and the mouthpiece end 1a of the heat-not-burn tobacco 1 can be regarded as the rear end or the downstream end of the filter portion 6.
- the tobacco rod 2 is arranged at the tip 1b of the heat-not-burn tobacco 1.
- the tobacco rod 2 is a rod-shaped member wrapped with rolling paper 22 so as to cover the side surface of the tobacco filler 21 containing the tobacco raw material and the aerosol-producing base material.
- the tobacco filler 21 has a plurality of tobacco strands 23, which are formed into a strand shape and are a tobacco raw material containing an aerosol-forming substrate.
- the tobacco strand 23 is, for example, a tobacco sheet obtained by molding a tobacco raw material into a sheet and shredding it into a strand.
- the "strand shape” means a long elongated shape extending in a long axis direction orthogonal to the cross section direction, for example, a strip shape, a string shape, or a rod shape. Etc. are included.
- the aerosol-forming base material contained in the tobacco strand 23 of the tobacco filler 21 is a substance that produces an aerosol when the volatile substance released by volatilization is cooled.
- the type of aerosol-producing base material is not particularly limited, and extracts from various natural products can be appropriately selected depending on the intended use. Examples of the aerosol-forming base material include glycerin, propylene glycol, triacetin, 1,3-butanediol, and a mixture thereof.
- the tobacco strand 23 of the tobacco filler 21 may contain a fragrance. The type of fragrance is not particularly limited.
- FIG. 3 is a perspective view showing an example of the tobacco strand 23 according to the first embodiment.
- the tobacco strand 23 has a strip shape (for example, a thin rectangular parallelepiped shape).
- a large number (plurality) of tobacco strands 23 are oriented and arranged on the tobacco filler 21 of the tobacco rod 2 in the present embodiment, and each tobacco strand 23 is arranged in the long axis direction (central axis CL1 direction) of the tobacco rod 2. ) are aligned so as to extend along.
- Reference numeral 23a shown in FIG. 3 is a front end surface of the tobacco strand 23, and reference numeral 23b is a rear end surface of the tobacco strand 23.
- the front end surface 23a of the tobacco strand 23 is the end surface facing the tip 1b of the heat-not-burn tobacco 1, and the rear end surface 23b of the tobacco strand 23 is the front end surface 23a in the long axis direction (extension direction) of the tobacco strand 23.
- the rear end surface 23b of the tobacco strand 23 is arranged so as to face the front end surface of the support portion 4 arranged at the front end of the mouthpiece portion 3.
- Reference numeral 23c shown in FIG. 3 is a side surface of the tobacco strand 23.
- the tobacco strands 23 arranged so as to extend along the long axis direction of the tobacco rod 2 are arranged so that their side surfaces 23c face each other.
- Reference numeral 25 shown in FIG. 2 is an aerosol flow path formed between the tobacco strands 23 along the long axis direction of the tobacco rod 2 (the extending direction of the tobacco strand 23).
- the tobacco strand 23 is, for example, a tobacco sheet obtained by molding a tobacco raw material into a sheet shape and shredded into a strand shape, and even if it is formed by shredding a so-called reconstructed tobacco sheet into a strip shape. good.
- the reconstituted tobacco sheet is kneaded by adding a binder, a gelling agent, a cross-linking agent, a fragrance, a viscosity regulator, a moisturizing agent, a reinforcing material, etc. as additives to homogenized tobacco, and kneading the sheet. It may be formed into a sheet and dried by an appropriate method such as (absorption method), casting method (slurry method), rolling method, extrusion method or the like.
- the homogenized tobacco is, for example, a tobacco material obtained by crushing, grinding and mixing leaf tobacco, dried tobacco leaves, chopped tobacco, swollen tobacco, regenerated tobacco and the like.
- the tobacco filler 21 of the tobacco rod 2 in the present embodiment is characterized in that at least a part of the tobacco strands 23 are integrally fixed to each other.
- a mode in which the tobacco strands 23 are fixed to each other with a fixing agent will be described.
- the fixing agent is not particularly limited as long as the tobacco strands 23 can be integrally fixed to each other, and various materials can be used. For example, calcium carbonate, sodium silicate, agar, gelatin, CMC (carboxymethyl cellulose).
- PVA polyvinyl alcohol
- EVA ethylene vinyl acetate copolymer resin
- pectin carrageenan
- gellan gum guar gum
- gum arabic xanthan gum
- corn starch sodium alginate
- polyurethane polyamide
- hydroxyl-containing compounds dextrin or dextrin derivatives
- hydroxypropyl Cellulose hydroxyethyl cellulose, hydroxypropyl methylcellulose, methylcellulose, konjak mannan
- collagen inulin, soybean protein, lactose protein, casein, wheat gluten, carrageenan, alginate, propylene glycol alginate, purulan, curdlan, locust gum, tara gum, tragacanto gum
- calcium carbonate is added from the viewpoints of ease of handling of the fixing agent, difficulty of adhesion of the tobacco filler 21 to the electric heater when the electric heater is inserted, heat resistance, flavor and taste when the heater is heated, and the like. It is preferable to use an aqueous solution containing or an aqueous solution containing sodium silicate (water glass) as a fixing agent.
- the fixing agent may be an aqueous solution containing calcium carbonate and sodium silicate.
- at least of CMC (carboxymethyl cellulose), PVA (polyvinyl alcohol), and EVA (ethylene vinyl acetate copolymer resin) from the viewpoint of high adhesive strength and heat resistance, in addition to the viewpoint of flavor and taste when heated by a heater. It is preferable to use an aqueous solution containing any of them as a fixing agent.
- a fixing agent is added to the entire tobacco filler 21 in the tobacco rod 2, whereby all the tobacco strands 23 contained in the tobacco filler 21 are integrated with each other.
- the region surrounded by the chain line indicated by reference numeral 24 shown in FIG. 2 represents a fixed region portion.
- the fixing region portion 24 is a region where the tobacco strands 23 are integrally fixed to each other via a fixing agent or the like, and in the example shown in FIG. 2, the fixing region portion 24 is substantially entirely on the tobacco rod 2 (tobacco filler 21). Is formed. However, as will be described later, only a part of the tobacco strands 23 contained in the tobacco filler 21 may be fixed by the fixing agent so as to be integrated.
- FIG. 4 is a diagram for schematically explaining an example of a state in which the tobacco strands 23 are fixed to each other in the fixed region portion 24 of the tobacco rod 2 (tobacco filler 21) according to the first embodiment.
- the tobacco strands 23 are fixed (adhered) to each other via the fixing agent 27.
- the fixing agent 27 is obtained by curing the fixing agent sprayed on each tobacco strand 23 in the manufacturing process of the tobacco rod 2.
- the fixing agent 27 is scattered in the region of the tobacco rod 2 (tobacco filler 21), and one tobacco strand 23 is point-bonded to another tobacco strand 23 (also referred to as “point fixing”). I say).
- the point bonding (point fixing) referred to here is not only a mode in which one tobacco strand 23 is bonded (fixed) to another single tobacco strand 23 in a dot shape, but also one tobacco strand 23 is attached. Also included is an aspect of collectively adhering (fixing) to a plurality of other tobacco strands 23. Further, the one tobacco strand 23 and the other tobacco strand 23 may be adhered (fixed) by the fixing agent 27 at a plurality of positions in the long axis direction of the tobacco rod 2.
- the tobacco strands 23 can be point-bonded to each other in a dot shape. .. By point-bonding the tobacco strands 23 to each other in this way, an aerosol flow path 25 is formed between the tobacco strands 23 aligned in the tobacco rod 2 (tobacco filler 21) (leaving as a gap).
- the tobacco strands 23 can be integrally fixed to each other.
- CMC carboxymethyl cellulose
- PVA polyvinyl alcohol
- EVA ethylene vinyl acetate copolymer resin
- the fixing agent 27 is pointed by spraying the fixing agent 27 on the fixing region portion 24 or the like. It is preferable, but not limited to. For example, by adding a fixing agent 27 containing calcium carbonate or sodium silicate to the fixing region 24 to form an adhesive layer in the fixing region 24, the tobacco strands 23 are fixed to each other. You may.
- the support portion 4 is a segment located on the front end side of the mouthpiece portion 3.
- the support portion 4 is located immediately downstream of the tobacco rod 2 and is arranged in contact with the rear end of the tobacco rod 2.
- the support portion 4 may be, for example, a hollow cellulose acetate tube.
- the support portion 4 may be formed by penetrating a center hole in the center of the cross section of the columnar cellulose acetate fiber bundle.
- the support portion 4 may be a paper filter filled with cellulose fibers, a paper tube, or the like. A paper tube having a certain thickness can be effectively functioned as the support portion 4.
- the tobacco filler 21 is moved downstream toward the cooling portion 5 in the heat-not-burn tobacco 1. It is a segment to prevent being pushed.
- the support portion 4 also functions as a spacer for separating the cooling portion 5 of the heat-not-burn tobacco 1 from the tobacco rod 2.
- the cooling unit 5 is located immediately downstream of the support unit 4 and is arranged in contact with the rear end of the support unit 4.
- the volatile substance released from the tobacco rod 2 flows toward the downstream side along the cooling unit 5.
- the volatile substance released from the tobacco rod 2 is cooled by the cooling unit 5 to form an aerosol inhaled by the user.
- the cooling unit 5 is formed of a hollow paper tube having ventilation holes 5a into which external air can be introduced.
- the cooling unit 5 does not have to have the ventilation hole 5a.
- the cooling unit 5 may have a heat absorbing agent arranged so as not to obstruct the flow of volatile substances and aerosols.
- the cooling portion 5 may be formed by a filter material in which a large number of flow paths (through holes) are formed along the longitudinal direction (axial direction) of the mouthpiece portion 3.
- the filter unit 6 is a segment located at the rear end of the mouthpiece unit 3, that is, on the mouthpiece end 1a side.
- the filter unit 6 may be located immediately downstream of the cooling unit 5 and may be arranged in contact with the rear end of the cooling unit 5.
- the filter unit 6 may include, for example, a filter material formed of cellulose acetate fibers formed into a columnar shape.
- the filter unit 6 may be a center hole filter, a paper filter filled with cellulose fibers, or a paper tube containing no filter medium.
- the filter unit 6 may be formed of any of a solid filter material having a filter medium, a center hole filter, a paper filter, and a paper tube containing no filter medium, or is formed by selectively combining a plurality of these. You may.
- FIG. 5 is a schematic configuration diagram of a heating device 100 to which the heat-not-burn tobacco 1 according to the first embodiment is applied.
- the heating device 100 has a housing 102 that is a housing for accommodating various components.
- An electric heater 103, a controller (control unit) 104, a power supply 105, and the like are housed in the housing 102.
- the housing 102 has a containment cavity 107 that includes an opening 106 into which the tobacco rod 2 of the heat-not-burn tobacco 1 is inserted.
- the accommodating cavity 107 is a hollow portion having a cylindrical shape, and can accommodate the tobacco rod 2.
- an electric heater 103 is provided in the accommodation cavity 107.
- the electric heater 103 has a conical shape, is projected vertically from the central portion of the bottom portion 107a of the accommodating cavity 107 toward the opening 106 side, and gradually projects from the base end portion 103a toward the tip end portion 103b. It is tapered to. Further, the central axis of the electric heater 103 is coaxial with the central axis of the accommodation cavity 107.
- the type of the electric heater 103 is not particularly limited, but for example, a steel material in which a heating wire (for example, nichrome, iron chromium, iron nickel, etc.) is stretched and arranged, or a ceramic heater or the like can be used.
- the electric heater 103 is inserted or inserted into the tobacco filler 21 from the front end surface 2a side of the tobacco rod 2 in the heat-not-burn tobacco 1, and the accommodation cavity of the heating device 100 is used.
- the tobacco rod 2 is attached to 107.
- the tobacco strands 23 of the tobacco filler 21 of the tobacco rod 2 are integrated with each other by a fixing agent. Therefore, when the electric heater 103 is inserted or inserted from the front end surface 2a side of the tobacco rod 2, even if the front end surface 23a of the tobacco strand 23 is pushed by the electric heater 103, the tobacco strand 23 in contact with the electric heater 103 is the tobacco rod.
- each tobacco strand 23 in the tobacco rod 2 is oriented and arranged so as to extend along the long axis direction (central axis CL1 direction) of the tobacco rod 2.
- Each of the tobacco strands 23 is aligned so as to extend along the long axis direction (central axis CL1 direction) of the tobacco rod 2. Therefore, the aerosol generated by volatilizing the aerosol-forming base material contained in the tobacco strand 23 during heating by the electric heater 103 is difficult to condense due to contact with the tobacco strand 23, and is filtered by the tobacco strand 23. It becomes difficult to be done. Therefore, according to the heat-not-burn tobacco 1 in the present embodiment, the amount of aerosol delivered into the oral cavity of the user can be improved as compared with the conventional case.
- the tobacco strands 23 in the tobacco rod 2 are aligned along the long axis direction (central axis CL1 direction) of the tobacco rod 2, as in the conventional case.
- the operation of inserting or inserting the electric heater 103 from the tip 1b side of the tobacco rod 2 becomes easier.
- the electric heater 103 can be easily inserted or inserted into the tobacco rod 2, and the heated tobacco 1 can be provided with excellent usability for the user.
- the delivery amount of the aerosol is excellent, the electric heater 103 can be smoothly inserted into the tobacco filler 21, and when the electric heater 103 is inserted into the tobacco filler 21. , It is possible to provide a heated tobacco 1 capable of suppressing the tobacco strand 23 from being pushed by the electric heater 103.
- an aerosol flow path 25 along the long axis direction of the tobacco rod 2 can be formed between the tobacco strands 23. Therefore, the aerosol generated by heating the tobacco strand 23 by the electric heater 103 can be circulated along the aerosol flow path 25. As a result, condensation and filtration of the aerosol generated during heating by the electric heater 103 are more likely to occur in the tobacco rod 2. In other words, by smoothly distributing the aerosol through the aerosol flow path 25 formed between the side surfaces 23c of each tobacco strand 23, the aerosol can be delivered more efficiently at the time of use.
- the fixing region portion 24 may be partially formed.
- the fixed region portion 24 may be formed at the rear end portion of the tobacco rod 2. That is, the rear ends of the tobacco strands 23 may be fixed to each other by adding (for example, spraying) the fixing agent 27 to the rear end surface 23b of each tobacco strand 23 in the tobacco rod 2.
- the embodiment in which the fixed region portion 24 is formed in the entire cross section of the tobacco rod 2 has been described, but the fixed region portion 24 is formed only in a part of the cross section of the tobacco rod 2. May be formed.
- the case where all the tobacco strands 23 contained in the tobacco rod 2 (tobacco filler 21) are integrally fixed has been described as an example, but some of the tobacco strands 23 contained in the tobacco filler 21 have been described. Only may be partially fixed. In that case, from the viewpoint of obtaining the above-mentioned effects, it is preferable that 50% or more of the total number of tobacco strands 23 contained in the tobacco rod 2 (tobacco filler 21) is integrally fixed. Further, it is more preferable that 70% or more of the total number of tobacco strands 23 contained in the tobacco rod 2 (tobacco filler 21) is integrally fixed, and 90% or more of the tobacco strands 23 are integrally fixed. It is especially preferable to have it.
- FIG. 6 is a diagram illustrating a tobacco rod 2 of the heat-not-burn tobacco 1 according to the second embodiment. Also in the tobacco rod 2 of the present embodiment, a large number (plurality) of tobacco strands 23 contained in the tobacco filler 21 are oriented and arranged, and each tobacco strand 23 is arranged in the long axis direction (central axis) of the tobacco rod 2. It is the same as the first embodiment in that it is aligned so as to extend along the CL1 direction). In the following, detailed description of the same configuration as that of the first embodiment will be omitted by adding the same reference numerals as those of the first embodiment.
- a fixing region portion 24 in which at least a part of the tobacco strands 23 are integrally fixed is formed only on the portion on the downstream end side of the tobacco rod 2.
- the fixing region portion 24 integrally fixes the rear ends of the tobacco strands 23 arranged so as to extend along the long axis direction (central axis CL1 direction) of the tobacco rod 2 by the fixing agent.
- a fixing agent such as an aqueous solution containing calcium carbonate or an aqueous solution containing sodium silicate (water glass) to the entire surface of the rear end surface 2b of the tobacco rod 2, the entire surface of the rear end surface 2b of the tobacco rod 2 is covered.
- the fixed region portion 24 may be formed as described above.
- the fixing region portion 24 is formed at the rear end portion in the long axis direction (central axis CL1 direction) of the tobacco rod 2 by fixing the rear ends of the tobacco strands 23 to each other with a fixing agent.
- the fixed region portion 24 may be formed at another portion of the tobacco rod 2 in the long axis direction.
- the fixing region portion 24 is formed only in a part specific portion in the long axis direction of the tobacco rod 2, and the tobacco strands 23 are integrally fixed in the fixing region portion 24. Even so, the same effect as that of the heat-not-burn tobacco 1 according to the first embodiment can be obtained. Further, like the tobacco rod 2 in the present embodiment, the fixed region portion 24 is formed in the tobacco rod 2 by forming the fixed region portion 24 only in a part specific portion in the long axis direction of the tobacco rod 2. In other sections (regions), an aerosol flow path 25 along the long axis direction of the tobacco rod 2 can be formed between the tobacco strands 23.
- the fixed region portion 24 is formed over the entire length of the tobacco rod 2. It becomes easier to secure the volume of the aerosol flow path 25 as compared with the above. As a result, the aerosol can be delivered to the oral cavity more efficiently.
- FIG. 7 is a diagram illustrating a fixed region portion 24 of the tobacco rod 2 according to the modified example of the second embodiment.
- FIG. 6 an embodiment in which the fixed region portion 24 is formed in the entire cross section of the tobacco rod 2 has been described, but in this modification, the fixed region is covered so as to cover only a part of the cross section of the tobacco rod 2.
- the portion 24 is formed.
- FIG. 7 shows the cross section of the fixing region portion 24, and the region occupied by the fixing region portion 24 in the cross section of the tobacco rod 2 is shown by lane hatching. As shown in FIG.
- the fixing region portion 24 is arranged in a mesh shape or a grid shape along the cross section of the tobacco rod 2. Note that in FIG. 7, the tobacco strand 23 arranged on the tobacco rod 2 is not shown.
- the aerosol flow path 25 of the tobacco rod 2 is formed by the fixed region portion 24. It can be made difficult to be blocked. As a result, the aerosol can be delivered more efficiently at the time of use.
- another shape may be adopted as the cross-sectional shape of the fixing region portion 24.
- FIG. 8 is a diagram illustrating a tobacco rod 2 of the heat-not-burn tobacco 1 according to the third embodiment.
- the tobacco rod 2 of the heat-not-burn tobacco 1 according to the third embodiment has a cross section of the tobacco rod 2 in that the fixing region portion 24 is formed in a predetermined specific region which is a part of the cross section of the tobacco rod 2. It is different from the second embodiment formed on the entire surface.
- the region where the fixed region portion 24 is formed is referred to as the fixed portion forming region RB.
- the electric heater 103 is attached to the fixed portion forming region RB in which the fixed region portion 24 is formed in the cross section of the tobacco rod 2 when the tobacco rod 2 of the heating type tobacco 1 is attached to the heating device 100. It is set as an area including the heater insertion area RH to be inserted.
- FIG. 9 is a diagram showing the relationship between the tobacco rod 2 and the electric heater 103 in a state where the tobacco rod 2 of the heat-not-burn tobacco 1 according to the third embodiment is attached to the heating device 100.
- the configuration of the heating device 100 other than the electric heater 103 is not shown.
- the heater insertion region RH is defined as an occupied area where the area occupied by the electric heater 103 is maximum when the electric heater 103 is fitted or inserted into the tobacco rod 2.
- the cross section of the tobacco rod 2 is occupied by the electric heater 103.
- the electric heater 103 in the heating device 100 has a conical shape, and has the largest diameter at the base end portion 103a joined to the bottom portion 107a. Therefore, in the present embodiment, the heater insertion region RH corresponds to a circular region substantially equal to the diameter of the base end portion 103a of the electric heater 103.
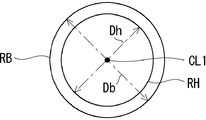
- FIG. 10 is a diagram illustrating the relationship between the fixed portion forming region RB and the heater insertion region RH in the cross section of the tobacco rod 2 according to the third embodiment.
- the central axis of the electric heater 103 is coaxial with the central axis of the accommodation cavity 107 in the heating device 100, and the central axis CL1 of the tobacco rod 2 mounted in the accommodation cavity 107 is also coaxial with the central axis of the electric heater 103. It is designed to be. Therefore, as shown in FIG. 10, both the fixed portion forming region RB and the heater insertion region RH are formed as circular regions centered on the central axis CL1 of the tobacco rod 2.
- the diameter Db of the fixing portion forming region RB is set to a dimension equal to or larger than the diameter Dh of the heater insertion region RH (in the example of FIG. 10, the diameter Db is shown as a dimension larger than the diameter Dh). ).
- the fixed portion forming region RB can be formed so that the fixed portion forming region RB includes the heater insertion region RH.
- the fixed portion forming region RB in the cross section of the tobacco rod 2 is set as a region including the heater insertion region RH, the cross section of the tobacco rod 2 Even if the fixed region portion 24 is not formed as a whole, the same effect as that of the tobacco rod 2 according to the second embodiment can be obtained. That is, when the tobacco rod 2 is attached to the accommodating cavity 107 in the heating device 100, the tobacco strand 23 in the tobacco rod 2 is pushed into the electric heater 103 and therefore pops out or falls off from the rear end surface 2b of the tobacco rod 2. It is possible to preferably suppress the occurrence of tobacco.
- the fixing agent for fixing the tobacco strands 23 to each other is not particularly limited in the fixing region portion 24, and the various fixing agents described above can be appropriately adopted.
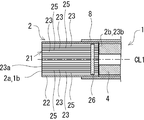
- FIG. 11 is a diagram illustrating a tobacco rod 2 of the heat-not-burn tobacco 1 according to the fourth embodiment.
- the tobacco rod 2 of the heat-not-burn tobacco 1 according to the fourth embodiment is characterized in that at least a part of the tobacco strands 23 are connected to each other via a tobacco connecting member 26 formed of a tobacco raw material.
- a tobacco connecting member 26 formed of a tobacco raw material.
- the tobacco connecting member 26 connects the parts on the rear end side of the tobacco strand 23 to each other.
- FIG. 12 is a diagram showing a state in which each tobacco strand 23 is connected via a tobacco connecting member 26.
- FIG. 12 shows the state before each tobacco strand 23 is wound by the wrapping paper 22.
- each tobacco strand 23 is connected by a tobacco connecting member 26.
- the tobacco connecting member 26 is a strip-shaped member formed of a tobacco raw material.
- the tobacco connecting member 26 is formed, for example, by shredding the reconstructed tobacco sheet into strips.
- the tobacco connecting material 26 may contain an aerosol-forming base material as in the case of the tobacco strand 23.
- the method of connecting the tobacco strands 23 with the tobacco connecting member 26 is not particularly limited.
- the tobacco rod 2 can be formed by wrapping the tobacco strands 23 connected to each other via the tobacco connecting member 26 with the wrapping paper 22 and forming them into a rod shape.
- each tobacco strand 23 is integrally connected via the tobacco connecting member 26, the same effect as that of each of the above-described embodiments is obtained. Further, according to the tobacco rod 2 in the present embodiment, the aerosol flow path 25 along the long axis direction of the tobacco rod 2 can be formed between the tobacco strands 23, so that the aerosol can be delivered more efficiently. It can be carried out.
- the electric heater 103 in the heating device 100 has a conical shape, but the shape of the electric heater 103 is not particularly limited.
- the electric heater 103 may have a truncated cone shape (a truncated cone shape) or a blade shape. Further, the electric heater 103 may have other shapes.
- the heat-not-burn tobacco according to the present invention is not limited to these.
Landscapes
- Manufacture Of Tobacco Products (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
たばこ原料及びエアロゾル生成基材を含むたばこ充填材と当該たばこ充填材を巻き取る巻紙を有するたばこロッドを備えた加熱式たばこにおいて、エアロゾルのデリバリー量が優れ、たばこ充填材に対するヒーターの円滑な挿入を可能としつつ、しかも、たばこ充填材へのヒーター挿入時にたばこ原料がヒーターによって押し込まれることを抑制可能な技術を提供する。たばこ充填材と当該たばこ充填材を巻き取る巻紙とを有するたばこロッドを備える加熱式たばこであって、たばこ充填材は、ストランド状に成形されると共にエアロゾル生成基材を含むたばこ原料であるたばこストランドを複数有し、複数のたばこストランドは、たばこロッドの長軸方向に沿って延伸するように整列して配置され、且つ、少なくとも一部のたばこストランド同士が一体に固着されている。
Description
本発明は、加熱式たばこに関する。
たばこ原料(例えば、たばこ刻み、たばこ顆粒、再構成たばこ材料等)及びエアロゾル生成基材(グリセリン、プロピレングリコール等)を含むたばこ充填材を巻紙の内側に充填して形成されたたばこロッドを有する加熱式たばこが知られている(例えば、特許文献1を参照)。この種の加熱式たばこは、加熱装置におけるヒーターによってたばこ充填材を燃焼させることなく加熱し、たばこ充填材において生成されたエアロゾルを使用者にデリバリーするタイプのたばこ物品である。ヒーターとしては、ブレード状やロッド状など、様々な形状のヒーターが実用化されており、使用時にたばこロッドの先端面からヒーターを挿入することでたばこロッドが加熱装置に装着される。
ここで、従来の加熱式たばこにおけるたばこロッドは、たばこ充填材におけるたばこ原料がランダムに配向されているため、加熱装置に加熱式たばこを装着する際、たばこ充填材に対するヒーターの円滑な挿入が困難となる場合がある。また、たばこ原料がランダム配向されているたばこ充填材を用いて加熱式たばこのたばこロッドを形成する場合、エアロゾル生成基材が揮発することで生成されたエアロゾルが、ランダム配向されたたばこ原料の低温部分に晒されることで凝縮したり、たばこ原料によって濾過され易く、口腔内へのエアロゾルのデリバリー量が減少する虞がある。
そこで、本願発明者は、たばこ原料をストランド状に成形することで得られる長尺のたばこストランドを、たばこロッドの長軸方向に沿って延伸するように多数配置する構造を採用することで、従来の加熱式たばこにおけるたばこロッドを改善できるという知見を得た。
しかしながら、多数のたばこストランドをたばこロッドの長手方向に沿って配向する場合、たばこロッドの先端面からヒーターを挿入する際、ヒーターによってたばこストランドがたばこロッドの基端側(例えば、フィルタ側)に押し込まれてしまうことが懸念される。
本発明は、上記した実情に鑑みてなされたものであって、その目的は、たばこ原料及びエアロゾル生成基材を含むたばこ充填材と当該たばこ充填材を巻き取る巻紙を有するたばこロッドを備えた加熱式たばこにおいて、エアロゾルのデリバリー量が優れ、たばこ充填材に対するヒーターの円滑な挿入を可能としつつ、しかも、たばこ充填材へのヒーター挿入時にたばこ原料がヒーターによって押し込まれることを抑制可能な技術を提供することにある。
上記課題を解決するための本発明は、たばこ充填材と当該たばこ充填材を巻き取る巻紙とを有するたばこロッドを備える加熱式たばこであって、前記たばこ充填材は、ストランド状に成形されると共にエアロゾル生成基材を含むたばこ原料であるたばこストランドを複数有し、複数の前記たばこストランドは、前記たばこロッドの長軸方向に沿って延伸するように整列して配置され、且つ、少なくとも一部の前記たばこストランド同士が一体に固着されていることを特徴とする。
また、本発明に係る加熱式たばこは、前記たばこロッドにおける長軸方向の特定部位のみに、少なくとも一部の前記たばこストランド同士を一体に固着する固着領域部が形成されていても良い。
また、本発明に係る加熱式たばこにおいて、前記固着領域部は、前記たばこロッドにおける後端側の部位に形成されていても良い。
また、本発明に係る加熱式たばこにおいて、前記たばこロッドにおける全長に亘って、少なくとも一部の前記たばこストランド同士を一体に固着する固着領域部が形成されていても良い。
また、本発明に係る加熱式たばこは、前記固着領域部において、少なくとも一部の前記たばこストランド同士が点接着されていても良い。
また、本発明に係る加熱式たばこにおいて、前記固着領域部には、少なくとも一部の前記たばこストランド同士を点接着する固着剤が点在していても良い。
また、本発明に係る加熱式たばこにおいて、前記固着剤は、カルボキシメチルセルロース、ポリビニルアルコール、エチレン酢酸ビニル共重合樹脂の少なくとも何れかを含んでいても良い。
また、本発明に係る加熱式たばこにおいて、前記固着領域部は、前記たばこロッドにおける横断面の一部のみを覆うように形成されていても良い。
また、本発明に係る加熱式たばこにおいて、前記固着領域部は、前記たばこロッドにおける横断面の一部である特定領域にのみ形成されており、前記特定領域は、前記たばこロッドの横断面において、前記加熱式たばこが加熱装置に装着される際にヒーターが挿入されるヒーター挿入領域を包含する領域として設定されていても良い。
また、本発明に係る加熱式たばこにおいて、前記固着領域部は、前記たばこロッドにおける横断面に沿ってメッシュ状又は格子状に配設されていても良い。
また、本発明に係る加熱式たばこは、前記固着領域部において、少なくとも一部の前記たばこストランド同士を固着する前記固着剤は、炭酸カルシウム、又はケイ酸ナトリウムの少なくとも何れかを含んでいても良い。
また、本発明に係る加熱式たばこにおいて、少なくとも一部の前記たばこストランド同士が、たばこ原料によって形成されたたばこ連結材を介して互いに連結されていても良い。
また、本発明に係る加熱式たばこにおいて、前記たばこ連結材は、前記たばこストランドの後端側の部位同士を互いに連結していても良い。
また、本発明に係る加熱式たばこにおいて、前記たばこ充填材に含まれる全本数のうちの50%以上のたばこストランドが一体に固着されていても良い。また、前記たばこ充填材に含まれる全本数のうちの70%以上のたばこストランドが一体に固着されていても良い。また、前記たばこ充填材に含まれる全本数のうちの90%以上のたばこストランドが一体に固着されていても良い。
また、前記加熱式たばこは、前記たばこロッドにおける基端側に同軸に連結されたマウスピース部を有し、前記マウスピース部は、前記エアロゾル生成基材から放出される揮発性物質を冷却するための冷却部を含んでいても良い。
また、本発明に係る加熱式たばこにおいて、前記マウスピース部は、更に、前記たばこロッドの基端側に接続される接続端に配置されると共に前記たばこストランドが前記マウスピース部側の領域に押し込まれることを抑制するための支持部を含んでいても良い。
また、本発明に係る加熱式たばこにおいて、前記マウスピース部は、更に、当該マウスピース部の吸い口端側に配置されたフィルタ部を含んでいても良い。
なお、本発明における課題を解決するための手段は、可能な限り組み合わせて採用することができる。
本発明によれば、たばこ原料及びエアロゾル生成基材を含むたばこ充填材と当該たばこ充填材を巻き取る巻紙を有するたばこロッドを備えた加熱式たばこにおいて、エアロゾルのデリバリー量が優れ、たばこ充填材に対するヒーターの円滑な挿入を可能としつつ、しかも、たばこ充填材へのヒーター挿入時にたばこ原料がヒーターによって押し込まれることを抑制可能な技術を提供できる。
ここで、本発明に係る加熱式たばこの実施形態について、図面に基づいて説明する。なお、本実施形態に記載されている構成要素の寸法、材質、形状、その相対配置等は、特に特定的な記載がない限りは、発明の技術的範囲をそれらのみに限定する趣旨のものではない。
<実施形態1>
[加熱式たばこ]
図1は、実施形態1に係る加熱式たばこ1の内部構造を概略的に示す図である。加熱式たばこ1は、たばこ充填材を燃焼させることなく加熱し、たばこ充填材において生成されたエアロゾルを使用者にデリバリーするタイプのたばこ物品である。図2は、実施形態1に係るたばこロッドの内部構造を示す図である。
[加熱式たばこ]
図1は、実施形態1に係る加熱式たばこ1の内部構造を概略的に示す図である。加熱式たばこ1は、たばこ充填材を燃焼させることなく加熱し、たばこ充填材において生成されたエアロゾルを使用者にデリバリーするタイプのたばこ物品である。図2は、実施形態1に係るたばこロッドの内部構造を示す図である。
加熱式たばこ1は、同軸に整列して配列されたたばこロッド2及びマウスピース部3を備える。加熱式たばこ1は、使用中に使用者が口腔内に挿入する吸い口端1aと、この吸い口端1aとは反対側の端部にある先端1bを有する。マウスピース部3は、同軸に整列して配列された支持部4、冷却部5、及びフィルタ部6を有し、これらの部材がマウスピース部3の先端側から順に配置されている。マウスピース部3の支持部4、冷却部5、及びフィルタ部6は、巻取紙7によって一体に巻き取られている。更に、たばこロッド2及びマウスピース部3は、チップペーパ8によって巻き取られることで一体に連結されている。図1に示す符号CL1は、加熱式たばこ1の中心軸である。ここで、加熱式たばこ1のたばこロッド2及びマウスピース部3は同軸に配置されており、中心軸CL1はたばこロッド2及びマウスピース部3の中心軸ということができる。また、図1における符号2aはたばこロッド2の前端面であり、符号2cはたばこロッド2の後端面である。
加熱式たばこ1の使用時には、空気が、使用者によって先端1bから吸い口端1aまで加熱式たばこ1を通って吸い込まれる。加熱式たばこ1の先端1bは、たばこロッド2の先端、又は上流端として捉えることができ、加熱式たばこ1の吸い口端1aはフィルタ部6の後端又は下流端として捉えることができる。
たばこロッド2は、加熱式たばこ1の先端1bに配置される。たばこロッド2は、たばこ原料及びエアロゾル生成基材を含むたばこ充填材21の側面を覆うように巻紙22によって包んだ棒状部材である。本実施形態において、たばこ充填材21は、ストランド状に成形されると共にエアロゾル生成基材を含むたばこ原料であるたばこストランド23を複数有している。たばこストランド23は、例えば、たばこ原料をシート状に成形したたばこシートを、ストランド状に細断したものである。本明細書において、「ストランド状」とは、横断面に比べて、当該横断面方向と直交する長軸方向に延びる長尺な細長い形状を意味しており、例えば、短冊状、ひも状、棒状等の形状が含まれる。また、たばこ充填材21のたばこストランド23に含まれるエアロゾル生成基材は、揮発して放出される揮発性物質が冷やされた際にエアロゾルを生成する物質である。エアロゾル生成基材の種類は、特に限定されず、用途に応じて種々の天然物からの抽出物質を適宜選択することができる。エアロゾル生成基材としては、グリセリン、プロピレングリコール、トリアセチン、1,3-ブタンジオール、及びこれらの混合物等を例示できる。また、たばこ充填材21のたばこストランド23は、香料を含んでいてもよい。香料の種類は、特に限定されない。
図3は、実施形態1に係るたばこストランド23の一例を示す斜視図である。図3に示す例では、たばこストランド23は短冊形状(例えば、薄い直方体形状)を有している。本実施形態におけるたばこロッド2のたばこ充填材21には、多数(複数)のたばこストランド23が配向して配置されており、各たばこストランド23は、たばこロッド2の長軸方向(中心軸CL1方向)に沿って延伸するように整列されている。図3に示す符号23aは、たばこストランド23の前端面であり、符号23bはたばこストランド23の後端面である。たばこストランド23の前端面23aは、加熱式たばこ1の先端1bに面する方の端面であり、たばこストランド23の後端面23bは、たばこストランド23の長軸方向(延伸方向)において前端面23aと反対側の端面である。本実施形態において、たばこストランド23の後端面23bは、マウスピース部3の前端に配置される支持部4の前端面に対向して配置されている。また、図3に示す符号23cは、たばこストランド23の側面である。たばこロッド2の長軸方向に沿って延伸するように整列された各たばこストランド23は、互いの側面23c同士を対向させた状態で配置されている。なお、図2中に示す符号25は、各たばこストランド23同士の間にたばこロッド2の長軸方向(たばこストランド23の延伸方向)に沿って形成されるエアロゾル流路である。
たばこストランド23は、例えば、たばこ原料をシート状に成形したたばこシートを、ストランド状に細断したものであり、所謂再構成たばこシートをストランド状に細断することにより形成したものであっても良い。再構成たばこシートは、例えば、均質化たばこに、添加物として結合剤、ゲル化剤、架橋剤、香料、粘度調整剤、保湿剤、補強材等を添加して混錬し、紙抄き法(抄造法)、キャスト法(スラリー法)、圧延法、又は押出し法等といった適宜の方法によってシート状に成形および乾燥させたものであっても良い。均質化たばこは、例えば、葉タバコ、乾燥たばこ葉、刻みたばこ、膨化たばこ、再生たばこ等を粉砕、磨砕して混和することで得られるたばこ材料である。
ここで、本実施形態におけるたばこロッド2のたばこ充填材21は、少なくとも一部のたばこストランド23同士が一体に固着されていることを特徴とする。ここでは、たばこストランド23同士を固着剤によって固着する態様を説明する。固着剤としては、たばこストランド23同士を一体に固着することができれば特に限定されず、種々の材料を用いることができるが、例えば、炭酸カルシウム、ケイ酸ナトリウム、寒天、ゼラチン、CMC(カルボキシメチルセルロース)、PVA(ポリビニルアルコール)、EVA(エチレン酢酸ビニル共重合樹脂)、ペクチン、カラヤガム、ジェランガム、グアーガム、アラビアガム、キサンタンガム、コーンスターチ、アルギン酸ナトリウム、ポリウレタン、ポリアミド、ヒドロキシル含有化合物、デキストリンまたはデキストリン誘導体、ヒドロキシプロピルセルロース、ヒドロキシエチルセルロース、ヒドロキシプロピルメチルセルロース、メチルセルロース、コンニャクマンナン、コラーゲン、イヌリン、大豆タンパク質、乳清タンパク質、カゼイン、小麦グルテン、カラゲニン、アルギネート、アルギン酸プロピレングリコール、プルラン、カードラン、イナゴマメのガム、タラガム、トラガカントゴム、ゼイン、オオバコ種子、キチン、キトサン、アカシアゴム、ポリビニルピロリドン、ポリエチレンオキサイド等の単一物質または、その混合物を使用することが挙げられる。ここで、固着剤のハンドリングのし易さ、電気ヒーターの挿入時におけるたばこ充填材21の電気ヒーターへの付着のし難さ、耐熱性、ヒーター加熱時における香喫味等の観点から、炭酸カルシウムを含む水溶液、又はケイ酸ナトリウムを含む水溶液(水ガラス)を固着剤に用いることが好ましい。また、固着剤は、炭酸カルシウムおよびケイ酸ナトリウムを含む水溶液であっても良い。また、ヒーター加熱時における香喫味等の観点に加えて、接着力の高さ、耐熱性の観点から、CMC(カルボキシメチルセルロース)、PVA(ポリビニルアルコール)、EVA(エチレン酢酸ビニル共重合樹脂)の少なくとも何れかを含む水溶液を固着剤として使用することが好ましい。
ここでの例では、たばこロッド2におけるたばこ充填材21の全体に固着剤が添加されており、これによって、たばこ充填材21に含まれる全てのたばこストランド23同士が互いに一体化されている。図2に示す符号24で示される鎖線で囲まれた領域は、固着領域部を表す。固着領域部24は、固着剤等を介してたばこストランド23同士が一体に固着される領域であり、図2に示す例では、たばこロッド2(たばこ充填材21)のほぼ全体に固着領域部24が形成されている。但し、後述するように、たばこ充填材21に含まれる一部のたばこストランド23だけが固着剤によって一体となるように固着されていても良い。
図4は、実施形態1に係るたばこロッド2(たばこ充填材21)における固着領域部24において、たばこストランド23同士が固着されている状態の一例を模式的に説明するための図である。図4に示す例では、各たばこストランド23同士が固着剤27を介して固着(接着)されている。図4に示す態様において、固着剤27は、たばこロッド2の製造工程において各たばこストランド23に噴霧された固着剤が硬化したものである。図4に示す態様において、固着剤27は、たばこロッド2(たばこ充填材21)の領域において点在しており、一のたばこストランド23を他のたばこストランド23に点接着(「点固着」ともいう)している。なお、ここでいう点接着(点固着)とは、一のたばこストランド23を他の単一のたばこストランド23に対して点状に接着(固着)する態様だけでなく、一のたばこストランド23を、他の複数のたばこストランド23に対して纏めて接着(固着)する態様も含む。また、一のたばこストランド23と、他のたばこストランド23は、たばこロッド2の長軸方向における複数箇所において、固着剤27によって接着(固着)されていても良い。
本実施形態において、固着剤27は、たばこロッド2(たばこ充填材21)における固着領域部24に固着剤27を点在させているため、たばこストランド23同士を点状に点接着することができる。このように、たばこストランド23同士を点接着することで、たばこロッド2(たばこ充填材21)内に整列する各たばこストランド23間にエアロゾル流路25を形成しつつ(空隙部として残しつつ)、各たばこストランド23同士を一体に固着することができる。このように、固着領域部24に固着剤27を点在させる態様とする場合には、CMC(カルボキシメチルセルロース)、PVA(ポリビニルアルコール)、EVA(エチレン酢酸ビニル共重合樹脂)等を固着剤27として使用することが特に適している。これらの固着剤は、接着力が非常に高いため、たばこストランド23同士を容易に点状に接着することができる。
なお、たばこロッド2(たばこ充填材21)において、エアロゾル流路25として利用できる空隙空間をより多く確保する観点から、固着領域部24に固着剤27を噴霧する等して当該固着剤27を点在させることが好ましいが、これには限られない。例えば、固着領域部24に炭酸カルシウム、又はケイ酸ナトリウムを含む固着剤27を固着領域部24に添加することで、固着領域部24に接着層を形成することでたばこストランド23同士を互いに固着しても良い。
次に、マウスピース部3について説明する。支持部4は、マウスピース部3の前端側に位置するセグメントである。支持部4は、たばこロッド2の直ぐ下流側に位置し、たばこロッド2の後端と当接した状態で配置されている。支持部4は、例えば、中空のセルロースアセテート管体であってもよい。言い換えると、支持部4は、円柱状のセルロースアセテート繊維束の横断面中央にセンターホールを貫通形成したものであってもよい。また、支持部4は、他の形態として、セルロール繊維を充填したペーパフィルタや、紙管等であっても良い。ある程度の厚さを有する紙管であれば、支持部4として有効に機能させることができる。支持部4は、加熱式たばこ1が適用される加熱装置の電気ヒーターがたばこロッド2内に挿入された際に、たばこ充填材21が加熱式たばこ1内で冷却部5に向かって下流側に押し込まれるのを防ぐためのセグメントである。また、支持部4は、加熱式たばこ1の冷却部5をたばこロッド2から離間させるためのスペーサとしても機能する。
冷却部5は、支持部4の直ぐ下流側に位置し、支持部4の後端と当接して配置される。加熱式たばこ1の使用時において、たばこロッド2(たばこ充填材21)から放出される揮発性物質は、冷却部5に沿って下流側へ向かって流れる。たばこロッド2(たばこ充填材21)から放出された揮発性物質は、冷却部5で冷却されることで、使用者によって吸入されるエアロゾルを形成する。図1に示す形態において、冷却部5は、外部の空気を導入可能な通気孔5aを有する中空の紙管によって形成されている。但し、冷却部5は、通気孔5aを有していなくても良い。また、冷却部5は、揮発性物質、エアロゾルの流れを妨げないように配置された吸熱剤を有していても良い。例えば、マウスピース部3の長手方向(軸方向)に沿って多数の流路(貫通孔)が形成されたフィルタ材料によって冷却部5を形成しても良い。
フィルタ部6は、マウスピース部3の後端、すなわち吸い口端1a側に位置するセグメントである。フィルタ部6は、冷却部5の直ぐ下流側に位置し、冷却部5の後端と当接した状態で配置されていても良い。図1に示す形態において、フィルタ部6は、例えば、円柱状に成形したセルロースアセテート繊維によって形成されたフィルタ材料を備えていてもよい。また、フィルタ部6は、センターホールフィルタ、セルロース繊維を充填したペーパフィルタであっても良く、また、濾材を含まない紙管であっても良い。フィルタ部6は、濾材を有する中実のフィルタ材料、センターホールフィルタ、ペーパフィルタ、濾材を含まない紙管の何れかによって形成されても良いし、これらの複数を選択的に組み合わせることで形成されても良い。
図5は、実施形態1に係る加熱式たばこ1が適用される加熱装置100の概略構成図である。加熱装置100は、各種構成部品を収容するための筐体であるハウジング102を有する。ハウジング102内には、電気ヒーター103、コントローラ(制御部)104、電源105等が収容されている。ハウジング102は、加熱式たばこ1のたばこロッド2を挿入する開口部106を含む収容キャビティ107を有している。収容キャビティ107は、円柱形状を有する空洞部であり、たばこロッド2を収容することができる。
図5に示すように、収容キャビティ107内には、電気ヒーター103が設けられている。電気ヒーター103は、円錐形状を有し、収容キャビティ107における底部107aの中央部から垂直に開口部106側に向かって垂直に突設されており、基端部103aから先端部103bに向かって徐々に先細りとなっている。また、電気ヒーター103の中心軸は、収容キャビティ107の中心軸と同軸である。また、電気ヒーター103の種類は特に限定されないが、例えば鋼材に発熱線(例えば、ニクロム、鉄クロム、鉄ニッケル等)を張り巡らせて配置したもの、或いは、セラミックヒーター等を用いることができる。
ここで、加熱式たばこ1を使用する際には、加熱式たばこ1におけるたばこロッド2の前端面2a側からたばこ充填材21に電気ヒーター103を嵌入あるいは挿入することで、加熱装置100の収容キャビティ107にたばこロッド2を装着する。本実施形態においては、たばこロッド2におけるたばこ充填材21における各たばこストランド23同士が、固着剤によって互いに一体化されている。従って、たばこロッド2の前端面2a側から電気ヒーター103を嵌入又は挿入する際、電気ヒーター103によってたばこストランド23の前端面23aが押されても、電気ヒーター103と接触したたばこストランド23がたばこロッド2の基端側(例えば、マウスピース部3の支持部4側)に押し込まれてしまうことを抑制できる。すなわち、加熱装置100における収容キャビティ107へのたばこロッド2の装着時に、たばこロッド2における一部のたばこストランド23がたばこロッド2の長軸方向に位置ずれを起こしたり、たばこストランド23がたばこロッド2の後端面2bから脱落したりすることを抑制できる。
そして、本実施形態における加熱式たばこ1によれば、たばこロッド2における各たばこストランド23が、たばこロッド2の長軸方向(中心軸CL1方向)に沿って延伸するように配向して配置されており、各たばこストランド23は、たばこロッド2の長軸方向(中心軸CL1方向)に沿って延伸するように整列されている。そのため、電気ヒーター103による加熱時にたばこストランド23に含まれるエアロゾル生成基材が揮発することで生成されたエアロゾルが、たばこストランド23との接触に起因して凝縮しにくく、また、たばこストランド23によって濾過されにくくなる。よって、本実施形態における加熱式たばこ1によれば、ユーザの口腔内へのエアロゾルのデリバリー量を従来よりも向上させることができる。
また、本実施形態における加熱式たばこ1によれば、たばこロッド2における各たばこストランド23が、たばこロッド2の長軸方向(中心軸CL1方向)に沿って整列しているため、従来のようにたばこ原料をランダム配向する場合に比べて、たばこロッド2の先端1b側から電気ヒーター103を嵌入又は挿入する所作が容易なものとなる。これにより、たばこロッド2に対して電気ヒーター103の嵌入又は挿入がし易く、ユーザにとって使い勝手の優れた加熱式たばこ1を提供できる。以上のように、本実施形態においては、エアロゾルのデリバリー量が優れ、たばこ充填材21に対する電気ヒーター103の円滑な挿入を可能としつつ、しかも、たばこ充填材21に電気ヒーター103を挿入する際に、たばこストランド23が電気ヒーター103によって押し込まれることを抑制可能な加熱式たばこ1を提供することができる。
更に、本実施形態における加熱式たばこ1によれば、各たばこストランド23同士の間にたばこロッド2の長軸方向に沿ったエアロゾル流路25を形成することができる。そのため、電気ヒーター103によってたばこストランド23が加熱されることで生成されたエアロゾルを、エアロゾル流路25に沿って流通させることができる。その結果、電気ヒーター103による加熱時に生成されたエアロゾルの凝縮や濾過がたばこロッド2内においてより一層起こり難くなる。言い換えると、各たばこストランド23の側面23c間に形成されるエアロゾル流路25を通じてエアロゾルを円滑に流通させることで、使用時においてエアロゾルのデリバリーをより効率良く行うことができる。
なお、図4で説明した実施形態においては、たばこロッド2における全長に亘って、固着領域部24を形成する態様について説明したが、たばこロッド2の長軸方向における一部である特定部位のみに固着領域部24を部分的に形成しても良い。例えば、たばこロッド2における後端部位に固着領域部24が形成されても良い。すなわち、たばこロッド2における各たばこストランド23の後端面23bに固着剤27を添加(例えば、噴霧)することで、各たばこストランド23の後端同士を互いに固着しても良い。また、図4で説明した実施形態においては、たばこロッド2の横断面における全領域に固着領域部24を形成する態様について説明したが、たばこロッド2における横断面の一部のみに固着領域部24を形成しても良い。
なお、上記実施形態では、たばこロッド2(たばこ充填材21)に含まれるたばこストランド23の全数を一体に固着する場合を例に説明したが、たばこ充填材21に含まれる一部のたばこストランド23だけを部分的に固着しても良い。その場合、上述した効果を得る観点から、たばこロッド2(たばこ充填材21)に含まれる全本数のうちの50%以上のたばこストランド23が一体に固着されていると好ましい。また、たばこロッド2(たばこ充填材21)に含まれる全本数のうちの70%以上のたばこストランド23が一体に固着されているとより好ましく、90%以上のたばこストランド23が一体に固着されていると特に好ましい。
<実施形態2>
次に、実施形態2に係る加熱式たばこ1について説明する。図6は、実施形態2における加熱式たばこ1のたばこロッド2を説明する図である。本実施形態におけるたばこロッド2においても、たばこ充填材21に含まれる多数(複数)のたばこストランド23が配向して配置されており、各たばこストランド23は、たばこロッド2の長軸方向(中心軸CL1方向)に沿って延伸するように整列されている点で実施形態1と同様である。以下では、実施形態1と同一の構成について、実施形態1と同じ参照符号を付すことで詳しい説明を割愛する。ここで、実施形態1においては、たばこロッド2におけるたばこ充填材21の全体に固着剤を添加する例を説明したが、実施形態2においては、たばこロッド2のたばこ充填材21における一部の領域に対してのみ、固着剤を添加する例を説明する。
次に、実施形態2に係る加熱式たばこ1について説明する。図6は、実施形態2における加熱式たばこ1のたばこロッド2を説明する図である。本実施形態におけるたばこロッド2においても、たばこ充填材21に含まれる多数(複数)のたばこストランド23が配向して配置されており、各たばこストランド23は、たばこロッド2の長軸方向(中心軸CL1方向)に沿って延伸するように整列されている点で実施形態1と同様である。以下では、実施形態1と同一の構成について、実施形態1と同じ参照符号を付すことで詳しい説明を割愛する。ここで、実施形態1においては、たばこロッド2におけるたばこ充填材21の全体に固着剤を添加する例を説明したが、実施形態2においては、たばこロッド2のたばこ充填材21における一部の領域に対してのみ、固着剤を添加する例を説明する。
ここで、実施形態2におけるたばこロッド2は、たばこロッド2における下流端側の部位のみに、少なくとも一部のたばこストランド23同士が一体に固着された固着領域部24が形成されている。固着領域部24は、固着剤によって、たばこロッド2の長軸方向(中心軸CL1方向)に沿って延伸するように整列されたたばこストランド23の後端同士を一体に固着している。例えば、たばこロッド2の後端面2bの全面に、炭酸カルシウムを含む水溶液やケイ酸ナトリウムを含む水溶液(水ガラス)等といった固着剤を塗布することで、たばこロッド2の後端面2bの全面を覆うように固着領域部24を形成しても良い。勿論、固着領域部24を形成するために各たばこストランド23の後端同士を固着するための固着剤として、CMC(カルボキシメチルセルロース)、PVA(ポリビニルアルコール)、EVA(エチレン酢酸ビニル共重合樹脂)等を用いても良いし、他の固着剤を用いても良い。また、図6に示す例においては、各たばこストランド23の後端同士を固着剤によって固着することでたばこロッド2の長軸方向(中心軸CL1方向)における後端部に固着領域部24を形成しているが、たばこロッド2の長軸方向における他の部位に固着領域部24を形成しても良い。
本実施形態におけるたばこロッド2のように、たばこロッド2の長軸方向における一部の特定部位のみに固着領域部24を形成し、当該固着領域部24において各たばこストランド23同士を一体に固着するようにしても、実施形態1に係る加熱式たばこ1と同様の効果を奏する。更に、本実施形態におけるたばこロッド2のように、たばこロッド2の長軸方向における一部の特定部位のみに固着領域部24を形成することで、たばこロッド2において固着領域部24が形成されていない他の区間(領域)において、各たばこストランド23同士の間にたばこロッド2の長軸方向に沿ったエアロゾル流路25を形成することができる。すなわち、本実施形態のように、たばこロッド2の長軸方向における一部の特定部位のみに固着領域部24を形成することで、たばこロッド2の全長に亘って固着領域部24を形成する場合に比べて、エアロゾル流路25の体積をより一層確保し易くなる。その結果、口腔へのエアロゾルのデリバリーをより効率良く行うことができる。
<変形例>
次に、実施形態2の変形例に係るたばこロッド2について説明する。図7は、実施形態2の変形例に係るたばこロッド2の固着領域部24を説明する図である。図6においては、たばこロッド2の横断面における全領域に固着領域部24を形成する態様について説明したが、本変形例においては、たばこロッド2における横断面の一部のみを覆うように固着領域部24が形成されている。図7は、固着領域部24の横断面を示しており、たばこロッド2の横断面において固着領域部24が占める領域を車線ハッチングにて示している。図7に示すように、本変形例において、固着領域部24は、たばこロッド2における横断面に沿ってメッシュ状又は格子状に配設されている。なお、図7において、たばこロッド2に配置されているたばこストランド23の図示を省略している。本変形例に係るたばこロッド2のように、たばこロッド2における横断面の一部のみを覆うように固着領域部24を形成することで、たばこロッド2のエアロゾル流路25が固着領域部24によって閉塞され難くすることができる。その結果、使用時においてエアロゾルのデリバリーをより効率良く行うことができる。なお、本変形例において、固着領域部24の横断面形状については、他の形状を採用しても良い。
次に、実施形態2の変形例に係るたばこロッド2について説明する。図7は、実施形態2の変形例に係るたばこロッド2の固着領域部24を説明する図である。図6においては、たばこロッド2の横断面における全領域に固着領域部24を形成する態様について説明したが、本変形例においては、たばこロッド2における横断面の一部のみを覆うように固着領域部24が形成されている。図7は、固着領域部24の横断面を示しており、たばこロッド2の横断面において固着領域部24が占める領域を車線ハッチングにて示している。図7に示すように、本変形例において、固着領域部24は、たばこロッド2における横断面に沿ってメッシュ状又は格子状に配設されている。なお、図7において、たばこロッド2に配置されているたばこストランド23の図示を省略している。本変形例に係るたばこロッド2のように、たばこロッド2における横断面の一部のみを覆うように固着領域部24を形成することで、たばこロッド2のエアロゾル流路25が固着領域部24によって閉塞され難くすることができる。その結果、使用時においてエアロゾルのデリバリーをより効率良く行うことができる。なお、本変形例において、固着領域部24の横断面形状については、他の形状を採用しても良い。
<実施形態3>
次に、実施形態3に係る加熱式たばこ1について説明する。図8は、実施形態3における加熱式たばこ1のたばこロッド2を説明する図である。実施形態3における加熱式たばこ1のたばこロッド2は、固着領域部24が、たばこロッド2における横断面の一部である所定の特定領域に形成されている点で、たばこロッド2における横断面の全面に形成されている実施形態2と相違している。ここで、本実施形態におけるたばこロッド2における横断面のうち、固着領域部24が形成される領域を固着部形成領域RBと呼ぶ。本実施形態においては、たばこロッド2の横断面において固着領域部24が形成される固着部形成領域RBを、加熱式たばこ1のたばこロッド2が加熱装置100に装着される際に電気ヒーター103が挿入されるヒーター挿入領域RHを含む領域として設定されている。
次に、実施形態3に係る加熱式たばこ1について説明する。図8は、実施形態3における加熱式たばこ1のたばこロッド2を説明する図である。実施形態3における加熱式たばこ1のたばこロッド2は、固着領域部24が、たばこロッド2における横断面の一部である所定の特定領域に形成されている点で、たばこロッド2における横断面の全面に形成されている実施形態2と相違している。ここで、本実施形態におけるたばこロッド2における横断面のうち、固着領域部24が形成される領域を固着部形成領域RBと呼ぶ。本実施形態においては、たばこロッド2の横断面において固着領域部24が形成される固着部形成領域RBを、加熱式たばこ1のたばこロッド2が加熱装置100に装着される際に電気ヒーター103が挿入されるヒーター挿入領域RHを含む領域として設定されている。
ここで、図9は、実施形態3に係る加熱式たばこ1のたばこロッド2が加熱装置100に装着された状態のたばこロッド2と電気ヒーター103の関係を示す図である。図9において、加熱装置100における電気ヒーター103以外の構成の図示を省略している。ここで、ヒーター挿入領域RHは、電気ヒーター103がたばこロッド2に嵌入又は挿入された際に、たばこロッド2の横断面を電気ヒーター103が占有する面積が最大となる箇所における占有面積として定義される。ここで、加熱装置100における電気ヒーター103は円錐形状を有し、底部107aに接合される基端部103aにおいて最も直径が大きい。従って、本実施形態において、ヒーター挿入領域RHは、電気ヒーター103の基端部103aの直径と実質的に等しい円形領域に相当する。
図10は、実施形態3に係るたばこロッド2の横断面における固着部形成領域RBとヒーター挿入領域RHとの関係を説明する図である。ここで、電気ヒーター103の中心軸は加熱装置100における収容キャビティ107の中心軸と同軸であり、収容キャビティ107に装着されたたばこロッド2の中心軸CL1も電気ヒーター103の中心軸と同軸となるように設計されている。従って、図10に示すように、固着部形成領域RB及びヒーター挿入領域RHの何れの領域も、たばこロッド2の中心軸CL1を中心とする円形領域として形成される。本実施形態において、固着部形成領域RBの直径Dbが、ヒーター挿入領域RHの直径Dh以上の寸法に設定されている(図10の例では、直径Dbを直径Dhより大きな寸法として図示している)。このようにすることで、たばこロッド2の横断面において、固着部形成領域RBがヒーター挿入領域RHを包含するように、固着部形成領域RBを形成することができる。
以上のように、本実施形態におけるたばこロッド2によれば、たばこロッド2の横断面における固着部形成領域RBがヒーター挿入領域RHを含む領域として設定されているため、たばこロッド2における横断面の全体に固着領域部24を形成しなくても、実施形態2に係るたばこロッド2と同様の効果を奏する。すなわち、加熱装置100における収容キャビティ107へのたばこロッド2の装着時に、たばこロッド2におけるたばこストランド23が電気ヒーター103に押し込まれることに起因してたばこロッド2の後端面2bから飛び出したり、脱落したりすることを好適に抑制できる。なお、固着領域部24において、各たばこストランド23同士を固着するための固着剤は特に限定されず、上述した種々の固着剤を適宜採用することができる。
<実施形態4>
次に、実施形態4に係る加熱式たばこ1について説明する。図11は、実施形態4における加熱式たばこ1のたばこロッド2を説明する図である。実施形態4における加熱式たばこ1のたばこロッド2は、少なくとも一部のたばこストランド23同士が、たばこ原料によって形成されたたばこ連結材26を介して互いに連結されていることを特徴とする。ここでは、たばこ連結材26を介して、たばこロッド2のたばこ充填材21に含まれる全てのたばこストランド23同士が連結される例を説明する。図11に示す例では、たばこ連結材26は、たばこストランド23の後端側の部位同士を互いに連結している。
次に、実施形態4に係る加熱式たばこ1について説明する。図11は、実施形態4における加熱式たばこ1のたばこロッド2を説明する図である。実施形態4における加熱式たばこ1のたばこロッド2は、少なくとも一部のたばこストランド23同士が、たばこ原料によって形成されたたばこ連結材26を介して互いに連結されていることを特徴とする。ここでは、たばこ連結材26を介して、たばこロッド2のたばこ充填材21に含まれる全てのたばこストランド23同士が連結される例を説明する。図11に示す例では、たばこ連結材26は、たばこストランド23の後端側の部位同士を互いに連結している。
図12は、たばこ連結材26を介して各たばこストランド23が連結された状態を示す図である。図12は、各たばこストランド23が巻紙22によって巻上げられる前の状態を示している。図12に示す例では、各たばこストランド23がたばこ連結材26によって連結されている。たばこ連結材26は、たばこ原料によって形成された帯状部材である。本実施形態において、たばこ連結材26は、例えば、再構成たばこシートを帯状に細断することにより形成されている。また、たばこ連結材26には、たばこストランド23と同様、エアロゾル生成基材が含まれていても良い。たばこ連結材26による各たばこストランド23の連結方法は特に限定されないが、例えば、たばこ連結材26を各たばこストランド23に対して圧着することで、たばこ連結材26を介して各たばこストランド23を連結しても良い。図12に示すように、たばこ連結材26を介して互いに連結した各たばこストランド23を巻紙22によって包み込み、ロッド状に成形することでたばこロッド2を形成することができる。
本実施形態におけるたばこロッド2においても、各たばこストランド23がたばこ連結材26を介して一体に連結されているため、上述した各実施形態と同様の効果を奏する。また、本実施形態におけるたばこロッド2によれば、各たばこストランド23同士の間にたばこロッド2の長軸方向に沿ったエアロゾル流路25を形成することができるため、エアロゾルのデリバリーをより効率良く行うことができる。
なお、上述した各実施形態においては、加熱装置100における電気ヒーター103を円錐形状とする例を挙げて説明したが、電気ヒーター103の形状は特に限定されない。例えば、電気ヒーター103は、円錐台形状(切頭円錐形状)を有していても良いし、ブレード形状を有していても良い。また、電気ヒーター103は、その他の形状を有していても良い。
以上、本発明に係る実施形態を説明したが、本発明に係る加熱式たばこはこれらに限られない。
1・・・加熱式たばこ
2・・・たばこロッド
3・・・フィルタ
4・・・支持部
5・・・冷却部
6・・・マウスピース部
21・・・たばこ充填材
22・・・巻紙
23・・・たばこストランド
24・・・固着部
25・・・エアロゾル流路
26・・・たばこ連結材
2・・・たばこロッド
3・・・フィルタ
4・・・支持部
5・・・冷却部
6・・・マウスピース部
21・・・たばこ充填材
22・・・巻紙
23・・・たばこストランド
24・・・固着部
25・・・エアロゾル流路
26・・・たばこ連結材
Claims (19)
- たばこ充填材と当該たばこ充填材を巻き取る巻紙とを有するたばこロッドを備える加熱式たばこであって、
前記たばこ充填材は、ストランド状に成形されると共にエアロゾル生成基材を含むたばこ原料であるたばこストランドを複数有し、
複数の前記たばこストランドは、前記たばこロッドの長軸方向に沿って延伸するように整列して配置され、且つ、少なくとも一部の前記たばこストランド同士が一体に固着されている、
加熱式たばこ。 - 前記たばこロッドにおける長軸方向の特定部位のみに、少なくとも一部の前記たばこストランド同士を一体に固着する固着領域部が形成されている、
請求項1に記載の加熱式たばこ。 - 前記固着領域部は、前記たばこロッドにおける後端側の部位に形成されている、請求項2に記載の加熱式たばこ。
- 前記たばこロッドにおける全長に亘って、少なくとも一部の前記たばこストランド同士を一体に固着する固着領域部が形成されている、
請求項1に記載の加熱式たばこ。 - 前記固着領域部において、少なくとも一部の前記たばこストランド同士が点接着されている、請求項2から4の何れか一項に記載の加熱式たばこ。
- 前記固着領域部には、少なくとも一部の前記たばこストランド同士を点接着する固着剤が点在している、請求項5に記載の加熱式たばこ。
- 前記固着剤は、カルボキシメチルセルロース、ポリビニルアルコール、エチレン酢酸ビニル共重合樹脂の少なくとも何れかを含む、請求項6に記載の加熱式たばこ。
- 前記固着領域部は、前記たばこロッドにおける横断面の一部のみを覆うように形成されている、
請求項2から4の何れか一項に記載の加熱式たばこ。 - 前記固着領域部は、前記たばこロッドにおける横断面の一部である特定領域にのみ形成されており、
前記特定領域は、前記たばこロッドの横断面において、前記加熱式たばこが加熱装置に装着される際にヒーターが挿入されるヒーター挿入領域を包含する領域として設定されている、
請求項8に記載の加熱式たばこ。 - 前記固着領域部は、前記たばこロッドにおける横断面に沿ってメッシュ状又は格子状に配設されている、請求項8又は9に記載の加熱式たばこ。
- 前記固着領域部において、少なくとも一部の前記たばこストランド同士を固着する固着剤は、炭酸カルシウム、ケイ酸ナトリウムの少なくとも何れかを含む、請求項2又は3又は8又は9に記載の加熱式たばこ。
- 少なくとも一部の前記たばこストランド同士が、たばこ原料によって形成されたたばこ連結材を介して互いに連結されている、
請求項1に記載の加熱式たばこ。 - 前記たばこ連結材は、前記たばこストランドの後端側の部位同士を互いに連結している、
請求項12に記載の加熱式たばこ。 - 前記たばこ充填材に含まれる全本数のうちの50%以上のたばこストランドが一体に固着されている、請求項1から13の何れか一項に記載の加熱式たばこ。
- 前記たばこ充填材に含まれる全本数のうちの70%以上のたばこストランドが一体に固着されている、請求項1から13の何れか一項に記載の加熱式たばこ。
- 前記たばこ充填材に含まれる全本数のうちの90%以上のたばこストランドが一体に固着されている、請求項1から13の何れか一項に記載の加熱式たばこ。
- 前記加熱式たばこは、前記たばこロッドにおける基端側に同軸に連結されたマウスピース部を有し、
前記マウスピース部は、前記エアロゾル生成基材から放出される揮発性物質を冷却するための冷却部を含む、
請求項1から16の何れか一項に記載の加熱式たばこ。 - 前記マウスピース部は、更に、前記たばこロッドの基端側に接続される接続端に配置されると共に前記たばこストランドが前記マウスピース部側の領域に押し込まれることを抑制するための支持部を含む、
請求項17に記載の加熱式たばこ。 - 前記マウスピース部は、更に、当該マウスピース部の吸い口端側に配置されたフィルタ部を含む、
請求項17又は18に記載の加熱式たばこ。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/013707 WO2020194689A1 (ja) | 2019-03-28 | 2019-03-28 | 加熱式たばこ |
| JP2021508619A JP7182691B2 (ja) | 2019-03-28 | 2019-03-28 | 加熱式たばこ |
| EP19920788.7A EP3949770A4 (en) | 2019-03-28 | 2019-03-28 | HEATING TOBACCO |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2019/013707 WO2020194689A1 (ja) | 2019-03-28 | 2019-03-28 | 加熱式たばこ |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020194689A1 true WO2020194689A1 (ja) | 2020-10-01 |
Family
ID=72611253
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/013707 WO2020194689A1 (ja) | 2019-03-28 | 2019-03-28 | 加熱式たばこ |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP3949770A4 (ja) |
| JP (1) | JP7182691B2 (ja) |
| WO (1) | WO2020194689A1 (ja) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220030936A1 (en) * | 2019-04-18 | 2022-02-03 | Japan Tobacco Inc. | Heated tobacco product |
| WO2023112267A1 (ja) * | 2021-12-16 | 2023-06-22 | 日本たばこ産業株式会社 | 非燃焼加熱型スティック |
| WO2023166597A1 (ja) * | 2022-03-02 | 2023-09-07 | 日本たばこ産業株式会社 | バインダーを含有するたばこ成形体 |
| WO2023166595A1 (ja) * | 2022-03-02 | 2023-09-07 | 日本たばこ産業株式会社 | バインダーを含有するたばこ成形体 |
Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5920744B2 (ja) | 1974-03-08 | 1984-05-15 | ブリテイツシユ スチ−ル コ−ポレ−シヨン | 電磁用珪素鋼の製造方法ならびに該珪素鋼 |
| JPS60451B2 (ja) | 1977-11-17 | 1985-01-08 | ホリングスワ−ス(ユ−、ケイ)リミテッド | オ−プンエンド精紡機の停止方法とその装置 |
| JPS6017546B2 (ja) | 1982-01-14 | 1985-05-04 | 航空宇宙技術研究所長 | 燃料タンク火災の消火方法 |
| JPS62272962A (ja) | 1986-05-14 | 1987-11-27 | ア−ル・ジエイ・レノルズ・タバコ・カンパニ− | シ−ト状材料から得られたストランドを包含した巻きたばこロツド及びフイルタロツド及び該ロツドを製造するための方法及び装置 |
| JP2015509706A (ja) * | 2012-01-09 | 2015-04-02 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 二重機能キャップを有する喫煙物品 |
| WO2017137857A1 (en) * | 2016-02-09 | 2017-08-17 | Philip Morris Products S.A. | Smoking article with hydrophobic wrapper and reduced tobacco loose ends |
| US20170238607A1 (en) * | 2016-02-24 | 2017-08-24 | R.J. Reynolds Tobacco Company | Smoking article comprising aerogel |
| WO2018230003A1 (ja) * | 2017-06-16 | 2018-12-20 | 株式会社 東亜産業 | タバコ植物または非タバコ植物を用いた電子タバコカートリッジおよびその支持部材 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2016015066A (es) * | 2014-05-21 | 2017-03-27 | Philip Morris Products Sa | Articulo generador de aerosol con susceptor interno. |
| MX2018014314A (es) * | 2016-05-25 | 2019-02-25 | Philip Morris Products Sa | Articulo generador de aerosol que comprende un piston y un dispositivo generador de aerosol. |
| PL3562332T3 (pl) * | 2016-12-29 | 2022-10-31 | Philip Morris Products S.A. | Sposób i aparatura do wytwarzania komponentu wyrobu do wytwarzania aerozolu |
| CN107536100B (zh) * | 2017-09-26 | 2022-12-30 | 南通烟滤嘴有限责任公司 | 一种具有腔体式容器段的加热不燃烧卷烟 |
-
2019
- 2019-03-28 JP JP2021508619A patent/JP7182691B2/ja active Active
- 2019-03-28 WO PCT/JP2019/013707 patent/WO2020194689A1/ja unknown
- 2019-03-28 EP EP19920788.7A patent/EP3949770A4/en not_active Withdrawn
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5920744B2 (ja) | 1974-03-08 | 1984-05-15 | ブリテイツシユ スチ−ル コ−ポレ−シヨン | 電磁用珪素鋼の製造方法ならびに該珪素鋼 |
| JPS60451B2 (ja) | 1977-11-17 | 1985-01-08 | ホリングスワ−ス(ユ−、ケイ)リミテッド | オ−プンエンド精紡機の停止方法とその装置 |
| JPS6017546B2 (ja) | 1982-01-14 | 1985-05-04 | 航空宇宙技術研究所長 | 燃料タンク火災の消火方法 |
| JPS62272962A (ja) | 1986-05-14 | 1987-11-27 | ア−ル・ジエイ・レノルズ・タバコ・カンパニ− | シ−ト状材料から得られたストランドを包含した巻きたばこロツド及びフイルタロツド及び該ロツドを製造するための方法及び装置 |
| JP2015509706A (ja) * | 2012-01-09 | 2015-04-02 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 二重機能キャップを有する喫煙物品 |
| WO2017137857A1 (en) * | 2016-02-09 | 2017-08-17 | Philip Morris Products S.A. | Smoking article with hydrophobic wrapper and reduced tobacco loose ends |
| US20170238607A1 (en) * | 2016-02-24 | 2017-08-24 | R.J. Reynolds Tobacco Company | Smoking article comprising aerogel |
| WO2018230003A1 (ja) * | 2017-06-16 | 2018-12-20 | 株式会社 東亜産業 | タバコ植物または非タバコ植物を用いた電子タバコカートリッジおよびその支持部材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3949770A4 |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220030936A1 (en) * | 2019-04-18 | 2022-02-03 | Japan Tobacco Inc. | Heated tobacco product |
| WO2023112267A1 (ja) * | 2021-12-16 | 2023-06-22 | 日本たばこ産業株式会社 | 非燃焼加熱型スティック |
| WO2023166597A1 (ja) * | 2022-03-02 | 2023-09-07 | 日本たばこ産業株式会社 | バインダーを含有するたばこ成形体 |
| WO2023166595A1 (ja) * | 2022-03-02 | 2023-09-07 | 日本たばこ産業株式会社 | バインダーを含有するたばこ成形体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3949770A1 (en) | 2022-02-09 |
| JPWO2020194689A1 (ja) | 2021-11-04 |
| EP3949770A4 (en) | 2022-11-16 |
| JP7182691B2 (ja) | 2022-12-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020194689A1 (ja) | 加熱式たばこ | |
| JP6969031B2 (ja) | 加熱式たばこ | |
| RU2705507C2 (ru) | Модуль нагревательного элемента для образующего аэрозоль устройства | |
| CN107536115B (zh) | 一种不含发烟材料的加热不燃烧卷烟烟支 | |
| JP6212541B2 (ja) | 喫煙品を作製する方法 | |
| KR101434703B1 (ko) | 담배 로드에 동심 중심 코어 및 필터 시스템에 풍미제 및 에어로졸 형성제를 함유하는 캡슐을 가진 흡연 물품 | |
| RU2620491C2 (ru) | Курительное изделие с передней заглушкой и образующим аэрозоль субстратом и способ его использования | |
| WO2020213143A1 (ja) | 加熱式たばこ | |
| EP3664638B1 (en) | Rod for use as aerosol-generating substrate in an aerosol-generating article, comprising multiple longitudinal elongate elements of non-tobacco material, and method of making the rod | |
| KR102216911B1 (ko) | 중공관 내에 흐름 제한기를 포함하는 흡연 물품 | |
| MX2014008093A (es) | Articulo para fumar con tapon frontal y metodo. | |
| KR102458829B1 (ko) | 경질 캡슐로 구성된 캡슐 필터 세그먼트를 포함하는 에어로졸 생성 로드 | |
| JP2020031666A (ja) | 流量制限器を含む喫煙物品 | |
| JP5960119B2 (ja) | 分解可能なプラグラップ及びその用途 | |
| JP2023054252A (ja) | 加熱式たばこ、加熱式たばこ製品、加熱式たばこにおけるたばこロッドの製造方法および製造装置 | |
| KR102343349B1 (ko) | 적어도 하나의 천공을 포함하는 에어로졸 발생 물품 | |
| CN116801738A (zh) | 具有多个气溶胶生成节段的气溶胶生成条 | |
| TW202034797A (zh) | 加熱式香菸 | |
| ES2744707T3 (es) | Circuito para alimentación por radiación de campo lejano de un dispositivo médico implantable | |
| RU2776852C1 (ru) | Нагреваемое табачное изделие | |
| WO2024134707A1 (ja) | 香味スティック及び非燃焼加熱式香味吸引製品 | |
| CN218898306U (zh) | 一种载有功能部件的中空滤棒的制备装置 | |
| TW202038763A (zh) | 加熱式香菸 | |
| JP7464574B2 (ja) | 加熱式たばこ | |
| TW202034796A (zh) | 加熱式香菸、加熱式香菸製品、加熱式香菸中的煙草桿的製造方法及製造裝置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19920788 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2021508619 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019920788 Country of ref document: EP Effective date: 20211028 |