WO2020138292A1 - ブロー成形装置、ブロー成形方法、及び金型ユニット - Google Patents
ブロー成形装置、ブロー成形方法、及び金型ユニット Download PDFInfo
- Publication number
- WO2020138292A1 WO2020138292A1 PCT/JP2019/051132 JP2019051132W WO2020138292A1 WO 2020138292 A1 WO2020138292 A1 WO 2020138292A1 JP 2019051132 W JP2019051132 W JP 2019051132W WO 2020138292 A1 WO2020138292 A1 WO 2020138292A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- temperature control
- mold
- preform
- temperature
- blow molding
- Prior art date
Links
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/48—Moulds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29B—PREPARATION OR PRETREATMENT OF THE MATERIAL TO BE SHAPED; MAKING GRANULES OR PREFORMS; RECOVERY OF PLASTICS OR OTHER CONSTITUENTS OF WASTE MATERIAL CONTAINING PLASTICS
- B29B11/00—Making preforms
- B29B11/06—Making preforms by moulding the material
- B29B11/08—Injection moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/2602—Mould construction elements
- B29C45/2606—Guiding or centering means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/36—Moulds having means for locating or centering cores
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
- B29C49/061—Injection blow-moulding with parison holding means displaceable between injection and blow stations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C49/06—Injection blow-moulding
- B29C49/061—Injection blow-moulding with parison holding means displaceable between injection and blow stations
- B29C49/062—Injection blow-moulding with parison holding means displaceable between injection and blow stations following an arcuate path, e.g. rotary or oscillating-type
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/28—Blow-moulding apparatus
- B29C49/30—Blow-moulding apparatus having movable moulds or mould parts
- B29C49/36—Blow-moulding apparatus having movable moulds or mould parts rotatable about one axis
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6427—Cooling of preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/42—Component parts, details or accessories; Auxiliary operations
- B29C49/64—Heating or cooling preforms, parisons or blown articles
- B29C49/6409—Thermal conditioning of preforms
- B29C49/6463—Thermal conditioning of preforms by contact heating or cooling, e.g. mandrels or cores specially adapted for heating or cooling preforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/36—Moulds having means for locating or centering cores
- B29C2045/363—Moulds having means for locating or centering cores using a movable core or core part
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C49/00—Blow-moulding, i.e. blowing a preform or parison to a desired shape within a mould; Apparatus therefor
- B29C49/02—Combined blow-moulding and manufacture of the preform or the parison
- B29C2049/023—Combined blow-moulding and manufacture of the preform or the parison using inherent heat of the preform, i.e. 1 step blow moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
Definitions
- the blow molding device 100 includes an injection molding unit 10, a temperature adjusting unit 20, a blow molding unit 30, and a take-out unit 40. It is an apparatus for molding and manufacturing the container 1a.
- the highly transparent container 1a When PET material is gradually cooled in the temperature range of 120°C to 200°C, crystallization progresses and whitening or clouding occurs. Therefore, in order to manufacture the highly transparent container 1a (see FIG. 5), it is necessary to rapidly cool the preform 1 injection-molded by the injection molding unit 10 to a temperature range below a temperature at which crystallization is likely to occur. At this time, in the case of the preform 1 having the thick wall portion 5, it has been conventionally difficult to sufficiently cool the center of the wall portion 5, but the temperature adjusting portion 20 according to the present embodiment does not adjust the temperature.
- the core mold 21 and the temperature-adjusting cavity mold 22 are configured to be in close contact with and crush the substantially entire inside and outside of the main body 2 of the preform 1.
- the small diameter portion 72 of the jig 70 is attached to the temperature adjusting cavity die 522. Insert into the mold surface of. At this time, since the small diameter portion 72 is longer in the axial direction, the large diameter portion 71 does not come into contact with the centering ring 60. Since the small diameter portion 72 is formed in a tapered shape, the axis Z4 of the small diameter portion 72 approaches the axis Z2 of the temperature adjustment cavity mold 522 as it is inserted into the temperature adjustment cavity mold 522. ..
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Blow-Moulding Or Thermoforming Of Plastics Or The Like (AREA)
- Moulds For Moulding Plastics Or The Like (AREA)
Abstract
本発明は、成形サイクル時間の短縮化を実現することのできるブロー成形装置、ブロー成形方法、金型ユニット、及び治具を提供することを目的とする。 開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)をブロー成形するブロー成形部(30)とを備えたブロー成形装置(100)において、前記温度調整部(20,520)は、前記本体部(2)の内面の略全体に接する温調コア型(21,321,421,521)と、前記本体部(2)の外面の略全体に接する温調キャビティ型(22,322,422,522)とを備え、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との間に前記本体部(2)を挟んで前記プリフォーム(1)の前記本体部(2)を所望形状へ圧縮変形させるようにした。
Description
本発明は、ホットパリソン式のブロー成形装置およびブロー成形方法に関する。具体的には、射出成形時間が短く高温状態で離型されたプリフォームに対しても短時間で適切な温度調整処理を行うことのできるブロー成形装置、ブロー成形方法、及び金型ユニットに関する。
従来、プリフォームを射出成形する射出成形部と、射出成形部で成形したプリフォームを温度調整する温度調整部と、温度調整部で温度調整したプリフォームをブロー成形するブロー成形部とを備えたブロー成形装置が知られている(例えば、特許文献1参照)。この種のブロー成形装置は、射出成形部及びブロー成形部のみを主に備えた従来のブロー成形装置(例えば、特許文献2参照)に温度調節部を追加したものである。射出成形部で成形されたばかりのプリフォームは、概してブロー成形に適した温度分布を備えていない。そこで、射出成形部とブロー成形部との間に、積極的(強制的)にプリフォームの温度調整(空気放冷と加熱処理)を可能とする温度調整部を設け、プリフォームを効率的にブロー成形に適した温度に調整することを可能にしている。なお、射出成形部でプリフォームを十分に冷却するには長い時間がかかってしまうため、温度調整部で冷却エアを用いて積極的な冷却処理を可能とする特殊な温度調整部も考案されている(例えば、特許文献3参照)。
また、特殊な温度調整部の一例として、プリフォームの底部及び底部に連続する胴部の下部の外周面を冷却ポットで機械的に密着して確実に冷却し、底部に連続する胴部の下部を除く胴部を加熱ブロックにより所定の温度に昇温させることにより、ブロー成形を行った際に所望の厚さを有する底部と、均一で薄肉に延伸された壁部を有する胴部とを備えた、肉厚の容器を製造するためのブロー成形装置が提案されている(例えば、特許文献4参照)。
しかしながら、上記従来の技術によるブロー成形装置の温度調整部では、厚肉な壁部を有するプリフォームを温度調整する場合には、壁部の表側及び裏側の壁面を短時間で温度調整することはできても、厚肉な壁部の中央、すなわち両壁面から離れた位置を短時間で温度調整することは困難であった。このため、薄肉に延伸された壁部で形成された胴部を有する容器しか短時間で製造することができなかった。
また、射出成形後の冷却時間が短いと温度調整部でプリフォームの偏温除去や均温度化を十分に行うことができず、また、材料が結晶性樹脂(例えば、PET(ポリエチレンテレフタレート))の場合は徐冷による白化や白濁化も生じ易く、高品質な容器を製造することが困難であった。
さらに、温度調整部の温調コア型を温調キャビティ型に挿入する際には、図15(a)に示すように、プリフォーム301と温調コア型321との間に空気Aが閉じ込められてしまう恐れがあった。これを解消すべく、図15(b)に示すように、空気を逃すためのスリット323を温調コア型321に形成することが考えられる。しかし、この構成によると空気が閉じ込められないように逃がすことはできるが、プリフォーム301の内側面にスリット323の跡が付いてしまい、ブロー成形後の容器にもスリット323の跡が薄っすらと残ってしまい、成形された容器の物性や外観といった品質を落としてしまう恐れがあった。
さらにまた、プリフォームの温度分布が偏っていると、ブロー成形後の容器の肉厚が均一にならないことにより、成形された容器の物性や外観といった品質を落としてしまう恐れがあった。
本発明は、容器の品質を落とすことなく、成形サイクル時間の短縮化を実現することのできるブロー成形装置、ブロー成形方法、及び金型ユニットを提供することを目的とする。
本発明は、開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)をブロー成形するブロー成形部(30)とを備えたブロー成形装置(100)において、前記温度調整部(20,520)は、前記本体部(2)の内面の略全体に接する温調コア型(21,321,421,521)と、前記本体部(2)の外面の略全体に接する温調キャビティ型(22,322,422,522)とを備え、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との間に前記本体部(2)を挟んで前記プリフォーム(1)の前記本体部(2)を所望形状へ圧縮変形させることを特徴とする。
また、本発明は、開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)をブロー成形するブロー成形部(30)とを備えたブロー成形装置(100)であって、前記温度調整部(20,520)は、前記本体部(2)の内面の略全体に接する温調コア型(21,321,421,521)と、前記本体部(2)の外面の略全体に接する温調キャビティ型(22,322,422,522)とを備え、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との間に前記本体部(2)を挟んで前記プリフォーム(1)の前記本体部(2)を所望形状へ圧縮変形させる、ブロー成形装置(100)を用いたブロー成形方法において、前記プリフォーム(1)を前記温調キャビティ型(22,322,422,522)内に配置させるステップと、前記温調コア型(21,321,421,521)を前記プリフォーム(1)内に挿入させるステップと、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との間に前記プリフォーム(1)の前記本体部(2)を挟んで圧縮変形させるステップと、圧縮変形させた前記プリフォーム(1)を前記ブロー成形部(30)に搬送してブロー成形するステップとを備えたことを特徴とする。
さらに、本発明は、開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)をブロー成形するブロー成形部(30)とを備えたブロー成形装置(100)において、前記温度調整部(20,520)は、前記プリフォーム(1)の前記本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、前記温調コア型(21,321,421,521)は、前記温調キャビティ型(22,322,422,522)内に位置するときに、前記温調コア型(21,321,421,521)の先端部(21a)から基端部(21b)方向に離れるに従って、前記温調キャビティ型(22,322,422,522)との間隔が漸次広がるように形成されたことを特徴とする。
さらにまた、本発明は、開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)をブロー成形するブロー成形部(30)とを備えたブロー成形装置(100)であって、前記温度調整部(20,520)は、前記プリフォーム(1)の前記本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記プリフォーム(1)の前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、前記温調コア型(21,321,421,521)は、前記温調キャビティ型(22,322,422,522)内に位置するときに、前記温調コア型(21,321,421,521)の先端部(21a)から基端部(21b)方向に離れるに従って、前記温調キャビティ型(22,322,422,522)との間隔が漸次広がるように形成された、ブロー成形装置(100)を用いたブロー成形方法において、前記プリフォーム(1)を前記温調キャビティ型(22,322,422,522)内に配置させるステップと、前記温調コア型(21,321,421,521)を前記プリフォーム(1)内に挿入させて、前記温調コア型の先端から基端に向けて順に前記プリフォーム(1)と前記温調キャビティ型(22,322,422,522)との間のエアーを押し出すステップと、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との間に前記プリフォーム(1)の前記本体部(2)を挟んで形状を修正するステップと、形状を修正した前記プリフォーム(1)を前記ブロー成形部(30)に搬送してブロー成形するステップとを備えたことを特徴とする。
また、本発明は、射出成形部(10)で成形した、開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を温度調整する温度調整部(20,520)の金型ユニット(20,520)において、前記温度調整部(20,520)は、前記プリフォーム(1)の本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、前記温調コア型(21,321,421,521)は、前記温調キャビティ型(22,322,422,522)内に位置するときに、前記温調コア型(21,321,421,521)の先端部(21a)から基端部(21b)方向に離れるに従って、前記温調キャビティ型(22,322,422,522)との間隔が漸次広がるように形成されたことを特徴とする。
さらに、本発明は、開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)の本体部(2)をブロー成形するブロー成形部(40)とを備えたブロー成形装置(100)において、前記温度調整部(20,520)は、前記プリフォーム(1)の前記本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、前記温調コア型(21,321,421,521)及び前記温調キャビティ型(22,322,422,522)の少なくとも一方は、互いの軸心が偏心的に移動調節可能に設けられたことを特徴とする。
さらにまた、本発明は、射出成形部(10)で成形した、開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を温度調整する金型ユニット(20,520)において、前記プリフォーム(1)の前記本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、前記温調コア型(21,321,421,521)及び前記温調キャビティ型(22,322,422,522)の一方は、他方に対して偏心するように移動可能に設けられたことを特徴とする。
本発明では、容器の品質を落とすことなく、成形サイクル時間の短縮化を実現することのできるブロー成形装置およびブロー成形方法を提供することができる。
以下、図面を参照して、本発明の好適な実施の形態について説明する。
(第1実施形態)
図1は、本発明の一実施形態に係るブロー成形装置(射出成形部、温度調整部、ブロー成形部、取出し部を有する)の斜視図を示し、図2は、射出成形部で射出成形されているプリフォームの正面から見た拡大断面図を示し、図3は、温度調整部を正面から見た断面図を示し、図4は、温度調整部で温度調整されているプリフォームを正面から見た拡大断面図を示し、図5は、プリフォームがブロー成形部でブロー成形されている様子の断面図を示している。
(第1実施形態)
図1は、本発明の一実施形態に係るブロー成形装置(射出成形部、温度調整部、ブロー成形部、取出し部を有する)の斜視図を示し、図2は、射出成形部で射出成形されているプリフォームの正面から見た拡大断面図を示し、図3は、温度調整部を正面から見た断面図を示し、図4は、温度調整部で温度調整されているプリフォームを正面から見た拡大断面図を示し、図5は、プリフォームがブロー成形部でブロー成形されている様子の断面図を示している。
ブロー成形装置100は、図1に示すように、射出成形部10と、温度調整部20と、ブロー成形部30と、取り出し部40とを備えており、プリフォーム1を射出成形した後に、ブロー成形して容器1aを製造するための装置である。
射出成形部10、温度調整部(金型ユニット)20、ブロー成形部30、及び取り出し部40は、上から見たときに正方形の4つの辺を形成するような配列で配置されている。これらの上方には、射出成形部10で成形されたプリフォーム1のネック部3(図2参照)を保持するネック型50(図3参照)が設けられた不図示の回転盤が設けられている。この回転盤は、上方から見たときに正方形の4つの辺を形成するような配列で4組のネック型50が配置されている。これにより、回転盤が射出成形部10、温度調整部20、ブロー成形部30、及び取り出し部40上で垂直軸を中心に反時計回りに90度ずつ回転することにより、4組のネック型50の各々は、射出成形部10、温度調整部20、ブロー成形部30、及び取出部40を順に移動して、ネック型50に保持されたプリフォーム1に対して各工程が実施されるようになっている。
射出成形部10は、射出コア型11、射出キャビティ型12、及び不図示の射出装置を備え、プリフォーム1を射出成形するように設けられている。
プリフォーム1は、図2に示すように、解放側のネック部3及び閉鎖側の本体部2を備えた有底状に形成されている。プリフォーム1は、ブロー成形されることにより容器1a(図5参照)となるものであり、ブロー成形後の容器1aを図中上下左右方向に縮めて厚肉にしたような形状を有している。なお、本体部2は、解放側のネック部3に連なる胴部2aと、閉鎖側に位置して胴部2aに連なる底部2bとから構成されている。
プリフォーム1は、図2に示すように、解放側のネック部3及び閉鎖側の本体部2を備えた有底状に形成されている。プリフォーム1は、ブロー成形されることにより容器1a(図5参照)となるものであり、ブロー成形後の容器1aを図中上下左右方向に縮めて厚肉にしたような形状を有している。なお、本体部2は、解放側のネック部3に連なる胴部2aと、閉鎖側に位置して胴部2aに連なる底部2bとから構成されている。
プリフォーム1を射出成形する際には、射出コア型11、射出キャビティ型12、及びネック型50が組み合わされてプリフォーム1に対応する空間を規定する。このとき、射出コア型11でプリフォーム1の本体部2及びネック部3の内面形状を成形し、射出キャビティ型12で本体部2の外面形状を成形するとともに、ネック型50でネック部3の外面形状を成形する。
射出成形部10は、例えば、PET(ポリエチレンテレフタレート)等のポリエステル系樹脂である合成樹脂等の材料を高温で加熱して溶かし、溶かした材料を不図示の射出装置により射出コア型11と射出キャビティ型12及びネック型50との間に射出し、射出した材料を融点である約255℃よりも低い温度まで冷やして固めることによりプリフォーム1を成形するようになっている。なお、成形サイクル時間の短縮化を図るため、冷却時間は射出時間の2/3以下、好ましくは1/2以下、更に好ましくは1/3以下に設定され、従来よりも短くされている。
射出コア型11は、プリフォーム1の本体部2に対応する部分の横方向断面または直径がネック部3に対応する部分の横方向断面または直径よりも小さく形成されている。これにより、射出成形されたプリフォーム1の内側は、ネック部3よりも本体部2の方がプリフォーム1の軸心Zに垂直な方向の内部空間面積が小さく形成されている。
また、射出コア型11は、プリフォーム1の底部と対応する型面上の位置に近付く程、横方向断面が漸次的に小さく形成されている。これにより、射出成形されたプリフォーム1の内側は、プリフォーム1の軸心Zに垂直な方向に広がる内部空間面積は、プリフォーム1の底部に近付く程、漸次的に小さくなるように形成されている。
射出成形部10で射出成形された後にある程度固まったプリフォーム1は、ネック型50に保持されたまま回転盤と共に上方に持ち上げられて、射出コア型11と射出キャビティ型12から離型される。図1に示すように、回転盤が反時計回りに90度回転することにより温度調整部20に搬送される。冷却時間が短いため、プリフォーム1は従来よりも高温状態で(保有熱量が高い状態で)、射出成形部10で離型される。
温度調整部20は、射出成形部10の隣に配置されており、図3に示すように、温調コア型21及び温調キャビティ型22を備えている。
射出成形部10から搬送されてきたプリフォーム1は、温調キャビティ型22上に取り付けられた芯出しリング60にネック型50が当接するまで回転盤と共に下がって温調キャビティ型22内に差し込まれる。プリフォーム1が温調キャビティ型22内に差し込まれると、プリフォーム1のネック部3に形成された開口を通して温調コア型21がプリフォーム1内に差し込まれる。なお、温調コア型21がプリフォーム1内に差し込まれた後に、温調コア型21と共にプリフォーム1が温調キャビティ型22に差し込まれてもよい。
射出成形部10から搬送されてきたプリフォーム1は、温調キャビティ型22上に取り付けられた芯出しリング60にネック型50が当接するまで回転盤と共に下がって温調キャビティ型22内に差し込まれる。プリフォーム1が温調キャビティ型22内に差し込まれると、プリフォーム1のネック部3に形成された開口を通して温調コア型21がプリフォーム1内に差し込まれる。なお、温調コア型21がプリフォーム1内に差し込まれた後に、温調コア型21と共にプリフォーム1が温調キャビティ型22に差し込まれてもよい。
温調コア型21及び温調キャビティ型22は、内部に形成された流路内を冷媒(温度調整媒体)が流れていることにより、60℃以上80℃以下に冷却(温度調整)されている。温度調整部20に搬送されたプリフォーム1は、ブロー成形するには温度が高過ぎるため、前記冷却された温調コア型21と温調キャビティ型22との間に挟まれることにより積極的(強制的)に冷却されてブロー成形に適した温度に温度調整される。
温調コア型21は、温調コア型21を温調キャビティ型22に挿入した際にネック部3に接触しないようにくびれ部23aが形成されている。
温調コア型21は、射出成形部10の射出コア型11と略同一か一回り大きく形成されており、プリフォーム1を押圧する温調コア型21の型面は、射出成形部10のプリフォーム1を形成する射出コア型11の型面と略同一か大きく形成されている。
温調コア型21は、射出成形部10の射出コア型11と略同一か一回り大きく形成されており、プリフォーム1を押圧する温調コア型21の型面は、射出成形部10のプリフォーム1を形成する射出コア型11の型面と略同一か大きく形成されている。
また、本実施形態に係る温調コア型21は、射出成形部10のテーパー形状に形成された射出コア型11よりも小さな角度のテーパー形状を有している。これにより、プリフォーム1を射出成形部10から取り外し易い形状からブロー成形し易い所望形状へ圧縮変形させることができる。ここで、テーパー形状は円錐形状に限定されず、角錐等のその他のあらゆる断面形状を有する錐体状の形状を含む。なお、温調コア型21と射出コア型11とのテーパー形状は同じまたは温調コア型21のテーパー形状の方が射出コア型11のテーパー形状よりも大きくてもよい。また、温調コア型21の外観形状は、テーパー形状を有していなくてもよく、下端から上端に向けて傾きが大きくなる二次曲線的形状や下端から上端に向けて傾きが小さくなる二次曲線的形状等、その他の曲線形状であってもよい。なお、取り外し易いプリフォームの形状とは、射出コア型11から離型し易く、離型時の巻き上がり変形が発生し難い形状を意味する。例えば、離型初期時、プリフォーム1の胴部2aの内面と射出コア型11の外面との隙間に流入した空気が底部2bの側まで容易に導かれて底部2bと射出コア型11とが離れ易い形状を意味する。例えば、プリフォーム1の胴部2bの内面が、プリフォーム1の中心軸側に5°以上45°以下だけ傾くテーパー形状や、略二次曲線(略放物線)的な形状が好ましい。また、ブロー成形し易いプリフォームの形状とは、ブロー成形される容器に良好な物性(剛性の高さやトップロード)や外観を付与させるのに適した、肉厚分布や延伸倍率を備えた形状を意味する。
温調キャビティ型22も温調コア型21と同様に、射出成形部10の射出キャビティ型12と略同一か一回り大きく形成されており、温調キャビティ型22のプリフォーム1に押圧される型面は、射出成形部10の射出キャビティ型12のプリフォーム1を形成する型面と略同一か大きく形成されている。温度調整(冷却)の効果を高めるには、温調コア型21と温調キャビティ型22とを組み合わせて形成される型を、射出成形部10の射出コア型11と射出キャビティ型12とを組み合わせて形成される型よりも大きくなるように形成させるのが好ましい。これにより、温度調整部20で温度調整及び形状修正された後のプリフォーム1は、温度調整及び形状修正される前のプリフォーム1よりも一回り大きくなる。なお、温調キャビティ型は、ネック型50のような割型ではなく、単一の掘り込み型の構造であるのが望ましい。
温度調整部20は、図4に示すように、温調コア型21がプリフォーム1の本体部2の内面の略全体に接すると共に、温調キャビティ型22がプリフォーム1の本体部2の外面の略全体に接するように設けられており、温調コア型21と温調キャビティ型22との間にプリフォーム1の本体部2を挟んでプリフォーム1の形状を修正する。なお、図4では、温度調整部20で圧縮変形(押圧変形)によって拡大される前のプリフォーム1を二点鎖線で示し、圧縮変形後のプリフォーム1を実線で示している。温度調整部20は、プリフォーム1を温調コア型21と温調キャビティ型22とで圧力をかけながら挟むと共に冷却させることで、射出成形時の一次形状のプリフォーム1から最終的な容器1aへのブロー成形に適した二次形状のプリフォーム1へと圧縮変形させながら内外同時に温度調整(冷却)を行うようになっている。このとき、プリフォーム1の底部に形成された円柱形状のゲート4も潰されて半球形状に圧縮変形される。プリフォーム1は、ブロー成形時よりも温度調整時の温度の方が高いので、ゲート4はブロー成形時よりも温調時の方が潰し易くなっている。
PET材料は120℃から200℃程度の温度帯で徐冷されると結晶化が進行して白化や白濁が生じてしまう。そのため、透明度の高い容器1a(図5参照)を製造するためには、射出成形部10で射出成形されたプリフォーム1を結晶化し易い温度帯以下まで急冷する必要がある。このとき、厚肉な壁部5を有するプリフォーム1の場合は、壁部5の中央まで十分に冷却するのは従来困難であったが、本実施形態に係る温度調整部20は、温調コア型21と温調キャビティ型22とでプリフォーム1の本体部2の内側及び外側の略全面に密着して押し潰すようになっている。これにより、プリフォーム1の壁部5が厚肉であっても、壁部5を圧縮変形させるため(壁部5を薄くさせるように押圧するため)、変温除去や均温化、冷却の効率を大幅に高めることができる。また、全体的にブロー成形に適した温度分布になるため、最終的な形態である容器1aの肉厚の偏りを防止することができる。さらに、成形サイクル時間が短い場合(射出成形工程の冷却時間が短くプリフォーム1を高温離型する場合)でも、徐冷に伴うプリフォーム1や容器1b白化(結晶化)を良好に抑止することができる。
また、温度調整部20は、横断面で見たときに温調コア型21の外周の型面全てがプリフォーム1の本体部2の内面に接触して押圧されるとともに、温調キャビティ型22の内周の型面全てがプリフォーム1の本体部2の外面に接触して押圧される。これにより、角部を有するような形状のプリフォーム1を製造する場合であっても、角部も他の部分と共に圧縮変形されるため、角部もむら無く温度調整することができる。
温度調整部20で温度調整されたプリフォーム1は、ネック型50に保持されたまま回転盤と共に上方に持ち上げられて温調キャビティ型22から引き抜かれ、図1に示すように、回転盤がさらに反時計回りに90度回転してブロー成形部30に搬送される。
ブロー成形部30は、図1に示すように、温度調整部20の隣に配置されており、ブロー型31と不図示のエアー吹込部とを備えている。
ブロー型31は、容器1aの形状に対応する型面が内側に形成されており、温度調整部20の温調キャビティ型22よりもかなり大きな型面になっている。ブロー型31は、水平方向に開閉可能な一対のブロー割型と上下方向に移動可能な底型とから構成されている。
ブロー型31は、容器1aの形状に対応する型面が内側に形成されており、温度調整部20の温調キャビティ型22よりもかなり大きな型面になっている。ブロー型31は、水平方向に開閉可能な一対のブロー割型と上下方向に移動可能な底型とから構成されている。
エアー吹込部は、ブロー型31内に差し込まれたプリフォーム1内に空気を充填するように設けられている。
ブロー成形部30に搬送されたプリフォーム1は、回転盤と共に下げられてブロー型31内に差し込まれ、エアー吹込部がプリフォーム1のネック部3の開口に接続され、エアー吹込部がプリフォーム1内に空気を吹き込ませると、図5に示すように、本体部2の外面全体がブロー型31の型面に密着して押し付けられるまでプリフォーム1の本体部2が膨らまされ、容器1aが成形されるようになっている。
ブロー成形部30に搬送されたプリフォーム1は、回転盤と共に下げられてブロー型31内に差し込まれ、エアー吹込部がプリフォーム1のネック部3の開口に接続され、エアー吹込部がプリフォーム1内に空気を吹き込ませると、図5に示すように、本体部2の外面全体がブロー型31の型面に密着して押し付けられるまでプリフォーム1の本体部2が膨らまされ、容器1aが成形されるようになっている。
ブロー成形部30でブロー成形されたプリフォーム1は、ネック型50に保持されたまま回転盤と共に上方に持ち上げられてブロー型31から引き抜かれ、図1に示すように、回転盤がさらに反時計回りに90度回転して取出部40に搬送される。
取出部40は、図1に示すように、ブロー成形部30と射出成形部10との間に配置されている。取出部40では、ネック型50が開いて容器1aを保持しなくなることにより容器1aが落下し、ブロー成形装置100から容器1aが取り出されるようになっている。
以下、温度調整の前後でプリフォーム1の形状がほとんど変わらない場合と、温度調整の前後でプリフォーム1の形状が変わる場合とについて説明する。
図6は、温度調整の前後でプリフォームの形状がほとんど変わらない場合の様子の断面図を示している。この図において、図6(a)は、射出成形されたプリフォームをネック型が搬送している様子を示し、図6(b)は、温度調整部で温度調整している様子を示し、図6(c)は、温度調整されたプリフォームがブロー成形される様子を示している。なお、図6で用いられているプリフォーム1は、図2乃至5で用いられたプリフォームよりも長めのものを用いている。
図6は、温度調整の前後でプリフォームの形状がほとんど変わらない場合の様子の断面図を示している。この図において、図6(a)は、射出成形されたプリフォームをネック型が搬送している様子を示し、図6(b)は、温度調整部で温度調整している様子を示し、図6(c)は、温度調整されたプリフォームがブロー成形される様子を示している。なお、図6で用いられているプリフォーム1は、図2乃至5で用いられたプリフォームよりも長めのものを用いている。
最初に、射出成形されたプリフォーム1は、図6(a)に示すように、ネック型50に保持されて温度調整部20に搬送される。このとき、プリフォーム1は、温度が下がることにより若干収縮している。
収縮したプリフォーム1は、図6(b)に示すように、温度調整部20で温度調整(冷却)及び圧縮変形される。このとき、温調コア型21と温調キャビティ型22との間に挟まれて圧縮変形されて、プリフォーム1は温度低下により収縮する前の状態、すなわち射出成形された直後と同じ形状に形状修正される。なお、図6(b)に示す温調コア型21は、射出成形部10の射出コア型11とほぼ同じ大きさに形成されており、温調コア型21の型面は射出コア型11の型面とほぼ同じ表面積を有している。温調キャビティ型22の型面も、射出キャビティ型21とほぼ同じ大きさに形成されている。
温度調整されたプリフォーム1は、ネック型50によりブロー成形部30に搬送されて、図6(c)に示すように、ブロー成形され、最終的な製品である容器1aとなる。なお、この図において、ブロー成形前のプリフォーム1は実線で示されており、ブロー成形後の容器1aは二点鎖線で示されている。
図7は、温度調整の前後でプリフォームの形状が変わる場合の様子の断面図を示している。この図において、図7(a)は、温度調整部に挿入されたプリフォームの底部に温調コア型が到達した様子を示し、図7(b)は、温調コア型が温調キャビティ型の底部に到達した様子を示し、図7(c)は、温度調整されたプリフォームがブロー成形される様子を示している。なお、図7で用いられているプリフォーム1は、図6で用いられたプリフォーム1と同じものを用いている。また、図7(b)に示す温調コア型21は、射出成形部10の射出コア型11より大きく形成されており、温調コア型21の型面は射出コア型11の型面より大きな表面積を有している。温調キャビティ型22の型面も、射出キャビティ型21より大きく形成されている。
射出成形されたプリフォーム1は、図6(a)に示した場合と同様に、ネック型50に保持されて温度調整部20に搬送される。
ネック型50により温調キャビティ型22に差し込まれたプリフォーム1は、図7(a)に示すように、温調コア型21が挿入される。図7(a)に示す温調キャビティ型22は、型面がプリフォーム1の長さよりも深く形成されているため、プリフォーム1の底部に到達した温調コア型21は、温調キャビティ型22に向けてさらに下降する。これにより、プリフォーム1は、図7(b)に示すように、温調キャビティ型22の底部に到達するまで温調コア型21により押し伸ばされる。温調キャビティ型22に挿入されたプリフォーム1は、温調キャビティ型22の底部まで押し伸ばされた後、温調コア型21と温調キャビティ型22との間に挟まれて圧縮変形されて、プリフォーム1は温度調整される前よりも長い形状を有するように形状修正される。
ネック型50により温調キャビティ型22に差し込まれたプリフォーム1は、図7(a)に示すように、温調コア型21が挿入される。図7(a)に示す温調キャビティ型22は、型面がプリフォーム1の長さよりも深く形成されているため、プリフォーム1の底部に到達した温調コア型21は、温調キャビティ型22に向けてさらに下降する。これにより、プリフォーム1は、図7(b)に示すように、温調キャビティ型22の底部に到達するまで温調コア型21により押し伸ばされる。温調キャビティ型22に挿入されたプリフォーム1は、温調キャビティ型22の底部まで押し伸ばされた後、温調コア型21と温調キャビティ型22との間に挟まれて圧縮変形されて、プリフォーム1は温度調整される前よりも長い形状を有するように形状修正される。
温度調整されたプリフォーム1は、図7(c)に示すように、ネック型50によりブロー成形部30に搬送されてブロー成形され、最終的な製品である容器1aとなる。なお、この図において、温度調整部20で押し伸ばされたブロー成形前のプリフォーム1は実線で示されており、温度調節される前のプリフォーム1及びブロー成形後の容器1aは二点鎖線で示されている。
本実施形態に係るブロー成形装置100の温度調整部20は、温調キャビティ型22の型面の深さ、及び温調コア型21を温調キャビティ型22に差し込む量を調節することができるようになっている。以下、温度調整部20における深さ調節について説明する。
図8は、温度調整キャビティ型上面にスペーサを2枚挟んだ温度調整部の正面図を示し、図9は、図8の温度調整部からスペーサを1枚抜いた正面図を示す。
温調コア型21は、図8に示すように、温調コア型本体23と、温調コア型本体23を支持する温調コア型支持部24を備えている。
温調コア型21は、図8に示すように、温調コア型本体23と、温調コア型本体23を支持する温調コア型支持部24を備えている。
温調コア型支持部24は、下端に開口を有して上下方向に延在する筒状に形成されており、上下動する図示せぬフレームに固定されていると共に、開口内に雌ねじ部24aが形成されている。
温調コア型本体23は、上下方向に延在する円柱状に形成されており、上端に雄ねじ23bが形成されている。温調コア型本体23は、温調コア型支持部24の開口に下方から差し込まれており、雄ねじ部23bが温調コア型支持部24の雌ねじ部24aに螺合されている。これにより、温調コア型本体23は、温調コア型支持部24にねじ込まれる量に応じて上下方向の位置、すなわち温調キャビティ型22内に挿入される深さを調節可能に設けられている。なお、本実施形態では、温調コア型本体23は、1回転ねじ込まれる毎に1.5mm上昇するようになっている。
温調キャビティ型22の上部には、芯出しリング60が組み込まれている。この芯出しリング60は、上下方向に温調コア型本体23が貫通可能に形成されている。この芯出しリング60の内周面は上側がテーパー状に広がった形状を有し、上端の開口はネック型50の下端が通過できる程度の直径を有すると共に、下端の開口はネック型50の下端が通過できない程度の直径を有している。一方、ネック型50の下端は、固定されるプリフォーム1の軸心Zを中心とした同一円周状かつ同一な上下方向位置に端部や角部が位置している。これにより、温調キャビティ型22に挿入されるネック型50は、ネック型50の下端が芯出しリング60の内周面でガイドされながら温調キャビティ型22内に入って行くようになっている。このため、芯出しリング60の軸心Z1が温調キャビティ型22の軸心Z2と一致する場合は、ネック型50が保持するプリフォーム1は、軸心Zが温調キャビティ型22の軸心Z2と一致した状態で温調キャビティ型22内に挿入される。
スペーサ61,61は、温調キャビティ型22と芯出しリング60との間に組み込まれている。これらスペーサ61,61は、ドーナツ状の形状を有するプレートであり、内周面が温調キャビティ型22の型面の上端と略同じ開口断面に形成されていることにより、温調キャビティ型22上に配置されたときに、内周面が温調キャビティ型22の型面と連続した面になるように形成されている。これにより、スペーサ61,61及び温調キャビティ型22内で温度調整されたプリフォーム1のネック部3の近傍が段差を有さない滑らかな形状になるようになっている。
温調キャビティ型22は、固定部25が温調キャビティ型本体26に対して上下方向に移動可能に設けられた構成であり、固定部25は、温調キャビティ型22の外縁部に配置された複数のボルト27が図示せぬ孔を貫通した状態で、上下にスライド自在に取り付けられている。これにより、固定部25は、ボルト27の上端に螺合されたナット28を締め付けることにより、温調キャビティ型本体26に向けて移動する。固定部25は、内周面に爪25aが形成されており、温調キャビティ型本体26に向けて移動するときにこの爪25aが芯出しリング60に引っ掛かって下方に押圧する。これにより、芯出しリング60及びスペーサ61,61は、ナット28を締め付けたときに、固定部25の爪25aと温調キャビティ型本体26との間に挟まれて固定されるようになっている。すなわち、温調キャビティ型22は、ナット28を緩めると、ネック型50と温調キャビティ型22との間隔を拡大可能に設けられており、間隔が拡大した状態でスペーサ61,61の出し入れが可能になっており、スペーサ61,61をネック型50及び芯出しリング60と温調キャビティ型本体26との間に挟み込むことにより、ネック型50と温調キャビティ型22との間隔を広げることができるようになっている。
実際に容器1aの製造に用いられる場合には、先ず、2枚のスペーサ61,61を予め組み込み、製造された容器1aの状態に応じて、図9に示すように、スペーサ61を1枚抜いたり、図3に示すように、スペーサ61,61を2枚抜いたりすることにより、ブロー成形前のプリフォーム1の長さを微調整することにより、プリフォームの壁部5の厚さを変更させることができる。これにより、製造される容器1aの状態を良好に調整することができる。また、プリフォーム1は温度調整部20への搬送中に放冷されて保有熱量(平均温度)が低下するが、その低下の程度は周囲環境の温度、例えば、その日の気温等に応じて変わり、収縮量も周囲環境の温度に応じて変動する。上記により、成形時の周囲環境を踏まえて、ブロー成形に最適な形状にプリフォーム1を修正することができる。
本実施形態に係るブロー成形装置100の温度調整部20は、プリフォーム1の本体部2の内面の略全体に接する温調コア型21と、本体部2の外面の略全体に接する温調キャビティ型22とを備え、温調コア型21と温調キャビティ型22との間に本体部2を挟んでプリフォーム1の形状を修正するようになっている。これにより、射出成形部10で高温のまま離型させたことにより白化や白濁化し易くかつ偏温も大きなプリフォーム1であっても、3秒以下等の短時間で十分な偏温除去や均温度化を行い、ブロー成形に適した温度分布を付与することができる。このため、成形された容器1aの物性や外観といった品質を落とすことなく、成形サイクル時間の短縮化を実現することができる。
また、本実施形態に係るブロー成形装置100の温度調整部20は、プリフォーム1の本体部2の内面に接する温調コア型21、及び本体部2の外面に接する温調キャビティ型22を備え、温調コア型21は、温調キャビティ型22内に位置するときに、温調コア型(21,321,421,521)の先端部(21a)から基端部(21b)方向に離れるに従って、前記温調キャビティ型(22,322,422,522)との間隔が漸次広がるように形成されている。これにより、スリット等を温調コア型に形成しなくても空気を逃がすことができる。このため、成形された容器1aの物性や外観といった品質を落とすことなく、成形サイクル時間の短縮化を実現することができる。
また、温度調整部20でプリフォーム1を圧縮変形させることにより、温度調整の前後でプリフォーム1を異なる形状に修正することができる。すなわち、射出成形部10では最終的な容器1aの形状をあまり意識していない形状であって、専ら射出キャビティ型12からの離型性が高い形状及び肉厚のプリフォーム1に成形し、温度調整部20で最終的な容器1aの形状を意識したブロー成形に適した形状にプリフォーム1を成形及び温度調整を行うことができる。このため、ブロー成形装置100は、プリフォーム1の形状や肉厚等に関わらず、様々な形状の容器のブロー成形に適した形状の修正及び温度調整が行えるため、汎用性が高い。例えば、楕円形状等の扁平な横断面を有する容器のプリフォームを温調する場合は、温調コア型21または温調キャビティ型22の少なくとも何れかの横断面を扁平形状にしておくことにより、射出成形部10で真円形状の横断面を有する一次形状のプリフォームを、温度調整部20にて扁平形状の横断面を有する二次形状のプリフォームへと圧縮変形させることができる。
さらに、本実施形態に係るブロー成形装置100は、既存の装置で大きな改造を必要とすることが無く、エネルギ効率的にも大差なく実施することができる。
さらにまた、本実施形態に係るブロー成形装置100は、温度調整部20でプリフォーム1の形状自体をブロー成形に適した形状に修正するため、射出成形部10で成形したプリフォーム1の形状を修正しないで温度調整のみ行う場合に比べて、プリフォーム1が容易にブロー成形に適した状態になる。このため、温度調整部20の成形条件出しに係る作業を比較的容易に行うことができる。
(第2実施形態)
図10は、通常の温度調整部の断面図を示し、図11は、第2実施形態に係る温度調整部の模式断面図を示す。なお、第2実施形態では第1実施形態と異なる部分について説明し、図中の第1実施形態と略同一の構成に対しては同一の符号を用いている。
図10は、通常の温度調整部の断面図を示し、図11は、第2実施形態に係る温度調整部の模式断面図を示す。なお、第2実施形態では第1実施形態と異なる部分について説明し、図中の第1実施形態と略同一の構成に対しては同一の符号を用いている。
温調コア型321を温調キャビティ型に挿入する際には、図10(a)に示すように、プリフォーム1と温調コア型321との間に空気Aが閉じ込められてしまう恐れがある。また、図10(b)に示すように、空気を逃すためのスリット323を温調コア型321に形成すると、空気が閉じ込められないように逃がすことはできるが、プリフォーム1の内側面にスリット323の跡が付いてしまい、ブロー成形後の容器1aにもスリット323の跡が薄っすらと残ってしまう恐れがある。
本実施形態に係る温調コア型421は、図11に示すように、温調キャビティ型422の底部422aから離れる程、プリフォーム1の胴部2bの内面または温調キャビティ型422との隙間が広がるように形成されている。すなわち、温調コア型421は、プリフォーム1の胴部2bの内面または温調キャビティ型422が底部から広がる形状よりも、先端部421aから温調コア型421の基端部421b方向に緩やかに広がった形状を有している。例えば、温調コア型421の外面において底部から広がるテーパー角が、プリフォーム1の胴部2bまたは温調キャビティ型422の内面において底部から広がるテーパー角よりも小さく設定される。これにより、温調キャビティ型422内に配置されたプリフォーム1内に温調コア型421を挿入する際には、先ず、温調コア型421の先端部421aが温調キャビティ型422の底部422aとの間にプリフォーム1を小さな円形の領域で挟む。この状態で温調コア型421をさらに挿入していくことにより、プリフォーム1と温調コア型421との間に介在していた空気Aは、温調コア型421の先端部421aと温調キャビティ型422の底部422aとで挟まれた円形の領域を中心にドーナツ状に広がっていく。温調コア型421は、空気Aをネック部3の上端から抜きながら温調キャビティ型422に挿入される。さらに温調コア型421を温調キャビティ型422内に挿入してくと、プリフォーム1と温調コア型421との間にドーナツ状に介在していた空気Aは、さらに直径の大きなドーナツ状に広がり続け、温調コア型421がプリフォーム1の本体部2の内面の略全体に密着したときにネック部3の上端3aから外部に排出されるようになっている。
(第3実施形態)
図12は、軸心調整が可能な温度調整部を前方から見た断面図を示し、図13は、軸心調整が可能な温調キャビティ型の平面図を示す。なお、第3実施形態では第1実施形態と異なる部分について説明し、図中の第1実施形態と略同一の構成に対しては同一の符号を用いている。
図12は、軸心調整が可能な温度調整部を前方から見た断面図を示し、図13は、軸心調整が可能な温調キャビティ型の平面図を示す。なお、第3実施形態では第1実施形態と異なる部分について説明し、図中の第1実施形態と略同一の構成に対しては同一の符号を用いている。
本実施形態に係る温度調整部520は、図12(a)に示すように、円筒状の芯出しリング560の下端が半径方向外側に広がってフランジ部562が形成されている。温度調整部520は、固定部525と本体部526との間にフランジ部562が挟み込まれることにより、芯出しリング560が固定されるように設けられている。
固定部525は、図13(a)に示すように、芯出しリング560の円筒部の外周面と対向する平面部525aが形成されている。また、芯出しリング560の外周面と平面部525aとの間には、隙間が形成されている。これにより、芯出しリング560は、隙間の幅の分だけ軸心Z1,Z2に垂直な方向に移動調節可能になっており、温調キャビティ型522に温調コア型521が入って行くときに、芯出しリング560の位置に応じて導かれる位置が異なるため、温調コア型521の軸心Z1と温調キャビティ型522の軸心Z2とを一致させたり偏心させたりできるようになっている。
固定部525の平面部525aと芯出しリング560との間には、平板状のシム(位置調整部材)563が差し込み可能になっている。シム563の厚さは、芯出しリング560の軸心Z1を中心として対角の一対の隙間を合わせた幅と、複数のシム、例えば2枚のシム563,563を合わせた幅とが略同じ長さに形成されている。これにより、対角に位置する隙間にそれぞれ1枚ずつシム563を差し込んだときに、温調キャビティ型522の軸心Z2と芯出しリング560の軸心Z1との対角線方向の位置が一致して芯出しされる。
固定部525は、隙間に向けて水平方向に延びるねじ孔(貫通孔)525bが隙間毎に形成されている。これらねじ孔525bには、それぞれいもねじ(固定部材)529が組み込まれている。いもねじ529は、ねじ込まれることによりねじ孔525bを貫通して隙間内に突出するようになっている。これにより、隙間に差し込まれたシム563は、いもねじ529と芯出しリング560の外周面との間に挟まれて固定される。
図12(b)に示すように、対角に位置する一方の隙間に2枚のシム563,563を差し込み、他方の隙間にはシム563を差し込まないときには、図13(b)に示すように、温調キャビティ型522の軸心Z2と芯出しリング560の軸心Z1との対角線方向の位置は一致せず、芯出しリング560は温調キャビティ型522に対して、シム563が差し込まれていない側の隙間の方に偏心した状態となる。
本実施形態では、それぞれ対角に位置するとともに、それぞれを結んだ対角線が各々60度離れた3対の隙間が形成されており、シム563を隙間に差し込むことにより、芯出しリング560の軸心Z1と温調キャビティ型522の軸心Z2との位置関係を調節することができるようになっている。
本実施形態に係るブロー成形装置100の温度調整部520は、プリフォーム1の本体部2の内面に接する温調コア型521、及び本体部2の外面に接する温調キャビティ型522を備え、温調コア型521及び温調キャビティ型522の少なくともいずれか一方は、互いの軸心Z1,Z2が偏心するように移動可能に設けられている。これにより、一側面が他に比べて高温に偏温したプリフォーム1が射出成形された場合に、温調キャビティ型522を温調コア型521に対してずらし、プリフォーム1の肉厚分布を調整することができる。このため、偏温がある射出成形後の一次形状のプリフォーム1を、温度調整部520によりブロー成形に最適な肉厚分布を有する二次形状へと矯正することにより、じっくりと温度調整を行う必要が無くなり、短時間での温度調整を可能にし、成形された容器1aの品質を落とすことなく、成形サイクル時間の短縮化を実現することができる。
例えば、温度調整部520は、プリフォーム1の高温側を薄くすることにより熱量を減少させるとともに低温側を厚くすることにより熱量を増加させたり、逆にプリフォーム1の低温側を薄くして熱量を減少させ、ブロー成形時に延び難くさせるとともに、高温側を厚くして熱量を増加させ、ブロー成形時に延び易くさせたりして、最終的な容器1aでは均一な肉厚分布になるようにプリフォーム1の肉厚や形状に応じて位置関係を調節することができる。
(第4実施形態)
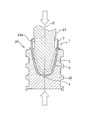
図14は、軸心を位置決めするための治具の斜視図を示し、図15は、治具を用いて温度調整部の軸心を位置決めしている正面から見た断面図を示している。なお、第4実施形態では第3実施形態と異なる部分について説明し、図中の第1実施形態と略同一の構成に対しては同一の符号を用いている。
図14は、軸心を位置決めするための治具の斜視図を示し、図15は、治具を用いて温度調整部の軸心を位置決めしている正面から見た断面図を示している。なお、第4実施形態では第3実施形態と異なる部分について説明し、図中の第1実施形態と略同一の構成に対しては同一の符号を用いている。
治具70は、図14に示すように、芯出しリング560(図15参照)の内周に嵌合する外径を有する大径部71と、温調キャビティ型522(図15参照)の内周に嵌合する外径を有する小径部72と、大径部71の中心から軸方向に延びる円柱形の保持部73とを有している。これら大径部71と小径部72とは、同軸に設けられておらず、大径部71の軸心Z3と小径部72の軸心Z4とは平行にずれて偏心している。治具70は、大径部71よりも小径部72の方が軸心Z3,Z4方向に長く、かつ、大径部71及び小径部72は先端に向けてテーパー状に外径が小さくなるように形成されている。また、治具70は、大径部71の方が小径部72よりも軸心Z3に対する傾きが大きくなっている。なお、本実施形態では、温調コア型521の軸心Z1と温調キャビティ型522の軸心Z2とを偏芯させる方法について説明するが、大径部71の軸心Z3と小径部72の軸心Z4とを同軸にすることにより、偏芯しないように温調コア型521の軸心Z1と温調キャビティ型522の軸心Z2との芯出しを行うこともできる。
温度調整部520の軸心位置を調節する際には、温調コア型521を取り付ける前に、図15(a)に示すように、先ず、治具70の小径部72を温調キャビティ型522の型面内に挿入する。このとき、小径部72の方が軸方向に長いので、大径部71は芯出しリング60に当たらないようになっている。また、小径部72は、テーパー状に形成されていることから、温調キャビティ型522内に差し込まれていくにつれて小径部72の軸心Z4が温調キャビティ型522の軸心Z2に近づいて行く。このため、治具70を垂直に温調キャビティ型522内に挿入する場合には、大径部71が芯出しリング60の上端に到達する頃には大径部71の下端が芯出しリング60の上端の内径内に入る。
小径部72がある程度温調キャビティ型522内に入ると、大径部71の下端が芯出しリング60の上端側開口内に入る。芯出しリング60内に入った大径部71は、テーパー状に形成された外周面が、芯出しリング60のテーパー状に形成された内周面に沿ってガイドされ、図15(b)に示すように、治具70は、大径部71の外周面が芯出しリング60の内周面内に引っ掛かってそれ以上進めなくなるまで温調キャビティ型22及び芯出しリング60内に入る。このとき、治具70の大径部71の軸心Z3と小径部72の軸心Z4とが偏心していることにより、温調キャビティ型522の軸心Z2と芯出しリング60の軸心Z1とが偏心している。
温調キャビティ型522に対する芯出しリング60の位置合わせが完了すると、図示せぬナットを締めて芯出しリング60を温調キャビティ型522に対して固定し、治具70を温度調整部520から引き抜き、図15(c)に示すように、温調コア型521と温調キャビティ型522とは互いに対して偏心して位置決めされる。
本実施形態に係るブロー成形装置100の温度調整部520は、プリフォーム1の本体部2の内面に接する温調コア型521、及び本体部2の外面に接する温調キャビティ型522を備え、温調コア型521及び温調キャビティ型522の少なくともいずれか一方は、互いの軸心Z1,Z2が偏心するように移動可能に設けられている。これにより、一側面が他に比べて高温に偏温したプリフォーム1が射出成形された場合に、温調キャビティ型522を温調コア型521に対してずらし、プリフォーム1の肉厚分布を調整することができる。このため、偏温がある射出成形後の一次形状のプリフォーム1を、温度調整部520によりブロー成形に最適な肉厚分布を有する二次形状へと矯正することにより、じっくりと温度調整を行う必要が無くなり、短時間での温度調整を可能にし、成形された容器1aの品質を落とすことなく、成形サイクル時間の短縮化を実現することができる。
以上、実施形態に基づいて本発明を説明してきたが、本発明はこれに限定されない。例えば、上記実施形態では、射出コア型11は、本体部2に対応する部分の横方向断面が、ネック部3に対応する部分の横方向断面よりも小さくなっているが、これに限定されない。例えば、射出コア型は、本体部に対応する部分の横方向断面が、ネック部に対応する部分の横方向断面と同じ大きさであってもよい。
また、上記実施形態では、温調コア型21は、射出成形部10の射出コア型11よりも大きくなっているが、本発明はこれに限定されない。例えば、温調コア型は、射出成形部の射出コア型と同じ大きさであってもよく、この場合、射出成形後に冷えて縮んだプリフォームを縮む前の大きさに戻すことができる。
1…プリフォーム
1a…容器
2…本体部
2a…胴部
2b…底部
3…ネック部
3a…上端
4…ゲート
5…壁部
10…射出成形部
11…射出コア型
12…射出キャビティ型
20…温度調整部(金型ユニット)
21…温調コア型
22…温調キャビティ型
23…温調コア型本体
23a…くびれ部
23b…雄ねじ
24…温調コア型支持部
24a…雌ねじ
25…固定部
25a…爪
26…温調キャビティ型本体
27…ボルト
28…ナット
30…ブロー成形部
31…ブロー型
40…取出部
50…ネック型
60…芯出しリング
61…スペーサ
70…治具
71…大径部
72…小径部
73…保持部
100…ブロー成形装置
123…スリット
321…温調コア型
323…スリット
421…温調コア型
421a…先端部
421b…基端部
422…温調キャビティ型
422a…底部
520…温度調整部(金型ユニット)
521…温調コア型
522…温調キャビティ型
525…固定部
525a…平面部
525b…孔
526…本体部
560…芯出しリング
562…フランジ部
563…シム
A…空気
Z…軸心
Z1…軸心
Z2…軸心
Z3…軸心
Z4…軸心
1a…容器
2…本体部
2a…胴部
2b…底部
3…ネック部
3a…上端
4…ゲート
5…壁部
10…射出成形部
11…射出コア型
12…射出キャビティ型
20…温度調整部(金型ユニット)
21…温調コア型
22…温調キャビティ型
23…温調コア型本体
23a…くびれ部
23b…雄ねじ
24…温調コア型支持部
24a…雌ねじ
25…固定部
25a…爪
26…温調キャビティ型本体
27…ボルト
28…ナット
30…ブロー成形部
31…ブロー型
40…取出部
50…ネック型
60…芯出しリング
61…スペーサ
70…治具
71…大径部
72…小径部
73…保持部
100…ブロー成形装置
123…スリット
321…温調コア型
323…スリット
421…温調コア型
421a…先端部
421b…基端部
422…温調キャビティ型
422a…底部
520…温度調整部(金型ユニット)
521…温調コア型
522…温調キャビティ型
525…固定部
525a…平面部
525b…孔
526…本体部
560…芯出しリング
562…フランジ部
563…シム
A…空気
Z…軸心
Z1…軸心
Z2…軸心
Z3…軸心
Z4…軸心
Claims (28)
- 開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)をブロー成形するブロー成形部(30)とを備えたブロー成形装置(100)において、
前記温度調整部(20,520)は、前記本体部(2)の内面の略全体に接する温調コア型(21,321,421,521)と、前記本体部(2)の外面の略全体に接する温調キャビティ型(22,322,422,522)とを備え、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との間に前記本体部(2)を挟んで前記プリフォーム(1)の前記本体部(2)を所望形状へ圧縮変形させることを特徴とする、ブロー成形装置。 - 請求項1に記載のブロー成形装置(100)において、前記プリフォーム(1)の前記所望形状への圧縮変形は、前記プリフォーム(1)を射出成形部(10)から取り外し易い形状からブロー成形し易い形状へ変形させることを特徴とする、ブロー成形装置。
- 請求項1に記載のブロー成形装置(100)において、前記温調コア型(21,321,421,521)及び前記温調キャビティ型(22,322,422,522)は、前記プリフォーム(1)を結晶化させない所定の温度以下に冷却されていることを特徴とする、ブロー成形装置。
- 請求項1に記載のブロー成形装置(100)において、前記温調コア型(21,321,421,521)は、前記射出成形部(10)の射出コア型(11)と、横方向断面が同じまたはより大きいことを特徴とする、ブロー成形装置。
- 開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)をブロー成形するブロー成形部(30)とを備えたブロー成形装置(100)であって、前記温度調整部(20,520)は、前記本体部(2)の内面の略全体に接する温調コア型(21,321,421,521)と、前記本体部(2)の外面の略全体に接する温調キャビティ型(22,322,422,522)とを備え、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との間に前記本体部(2)を挟んで前記プリフォーム(1)の前記本体部(2)を所望形状へ圧縮変形させる、ブロー成形装置(100)を用いたブロー成形方法において、
前記プリフォーム(1)を前記温調キャビティ型(22,322,422,522)内に配置させるステップと、
前記温調コア型(21,321,421,521)を前記プリフォーム(1)内に挿入させるステップと、
前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との間に前記プリフォーム(1)の前記本体部(2)を挟んで圧縮変形させるステップと、
圧縮変形させた前記プリフォーム(1)を前記ブロー成形部(30)に搬送してブロー成形するステップとを備えたことを特徴とするブロー成形方法。 - 請求項5に記載のブロー成形方法において、前記プリフォーム(1)の前記所望形状への圧縮変形は、前記プリフォーム(1)を射出成形部(10)から取り外し易い形状からブロー成形し易い形状へ変形させることを特徴とする、ブロー成形方法。
- 請求項5に記載のブロー成形方法において、前記温調コア型(21,321,421,521)及び前記温調キャビティ型(22,322,422,522)は、前記プリフォーム(1)を結晶化させない所定の温度以下に冷却されていることを特徴とする、ブロー成形方法。
- 請求項5に記載のブロー成形方法において、前記温調コア型(21,321,421,521)は、前記射出成形部(10)の射出コア型(11)と、横方向断面が同じまたはより大きいことを特徴とする、ブロー成形方法。
- 開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)をブロー成形するブロー成形部(30)とを備えたブロー成形装置(100)において、
前記温度調整部(20,520)は、前記プリフォーム(1)の前記本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、
前記温調コア型(21,321,421,521)は、前記温調キャビティ型(22,322,422,522)内に位置するときに、前記温調コア型(21,321,421,521)の先端部(21a)から基端部(21b)方向に離れるに従って、前記温調キャビティ型(22,322,422,522)との間隔が漸次広がるように形成されたことを特徴とする、ブロー成形装置。 - 請求項9に記載のブロー成形装置(100)において、前記プリフォーム(1)の前記ネック部(3)を成形すると共に前記ネック部(3)を保持することにより前記プリフォーム(1)を搬送可能なネック型(50)を備え、前記ネック型(50)と前記温調キャビティ型(22,322,422,522)との間隔を調節可能に設けられたことを特徴とする、ブロー成形装置。
- 請求項10に記載のブロー成形装置(100)において、前記ネック型(50)と前記温調キャビティ型(22,322,422,522)との間隔は、前記温調キャビティ型(22,322,422,522)の上部にスペーサ(61)を挟み込むことにより広がることを特徴とする、ブロー成形装置。
- 請求項9に記載のブロー成形装置(100)において、前記温調コア型(21,321,421,521)は、前記温調キャビティ型(22,322,422,522)内に挿入される深さを調節可能に設けられたことを特徴とする、ブロー成形装置。
- 開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)をブロー成形するブロー成形部(30)とを備えたブロー成形装置(100)であって、前記温度調整部(20,520)は、前記プリフォーム(1)の前記本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記プリフォーム(1)の前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、前記温調コア型(21,321,421,521)は、前記温調キャビティ型(22,322,422,522)内に位置するときに、前記温調コア型(21,321,421,521)の先端部(21a)から基端部(21b)方向に離れるに従って、前記温調キャビティ型(22,322,422,522)との間隔が漸次広がるように形成された、ブロー成形装置(100)を用いたブロー成形方法において、
前記プリフォーム(1)を前記温調キャビティ型(22,322,422,522)内に配置させるステップと、
前記温調コア型(21,321,421,521)を前記プリフォーム(1)内に挿入させて、前記温調コア型の先端から基端に向けて順に前記プリフォーム(1)と前記温調キャビティ型(22,322,422,522)との間のエアーを押し出すステップと、
前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との間に前記プリフォーム(1)の前記本体部(2)を挟んで形状を修正するステップと、
形状を修正した前記プリフォーム(1)を前記ブロー成形部(30)に搬送してブロー成形するステップとを備えたことを特徴とするブロー成形方法。 - 請求項13に記載のブロー成形方法において、前記プリフォーム(1)の前記ネック部(3)を成形すると共に前記ネック部(3)を保持することにより前記プリフォーム(1)を搬送可能なネック型(50)を備え、前記ネック型(50)と前記温調キャビティ型(22,322,422,522)との間隔を調節可能に設けられたことを特徴とする、ブロー成形方法。
- 請求項14に記載のブロー成形方法において、前記ネック型(50)と前記温調キャビティ型(22,322,422,522)との間隔は、前記温調キャビティ型(22,322,422,522)の上部にスペーサ(61)を挟み込むことにより広がることを特徴とする、ブロー成形方法。
- 請求項13に記載のブロー成形方法において、前記温調コア型(21,321,421,521)は、前記温調キャビティ型(22,322,422,522)内に挿入される深さを調節可能に設けられたことを特徴とする、ブロー成形。
- 射出成形部(10)で成形した、開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を温度調整する温度調整部(20,520)の金型ユニット(20,520)において、
前記温度調整部(20,520)は、前記プリフォーム(1)の本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、
前記温調コア型(21,321,421,521)は、前記温調キャビティ型(22,322,422,522)内に位置するときに、前記温調コア型(21,321,421,521)の先端部(21a)から基端部(21b)方向に離れるに従って、前記温調キャビティ型(22,322,422,522)との間隔が漸次広がるように形成されたことを特徴とする、金型ユニット。 - 請求項17に記載の金型ユニット(20,520)において、前記プリフォーム(1)の前記ネック部(3)を成形すると共に前記ネック部(3)を保持することにより前記プリフォーム(1)を搬送可能なネック型(50)との間隔を調節可能に設けられたことを特徴とする、金型ユニット。
- 請求項18に記載の金型ユニット(20,520)において、前記ネック型(50)と前記温調キャビティ型(22,322,422,522)との間隔は、前記温調キャビティ型(22,322,422,522)の上部にスペーサ(61)を挟み込むことにより広がることを特徴とする、金型ユニット。
- 請求項17に記載の金型ユニット(20,520)において、前記温調コア型(21,321,421,521)は、前記温調キャビティ型(22,322,422,522)内に挿入される深さを調節可能に設けられたことを特徴とする、金型ユニット。
- 開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を射出成形する射出成形部(10)と、前記射出成形部(10)で成形した前記プリフォーム(1)を温度調整する温度調整部(20,520)と、前記温度調整部(20,520)で温度調整した前記プリフォーム(1)の本体部(2)をブロー成形するブロー成形部(40)とを備えたブロー成形装置(100)において、
前記温度調整部(20,520)は、前記プリフォーム(1)の前記本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、
前記温調コア型(21,321,421,521)及び前記温調キャビティ型(22,322,422,522)の少なくとも一方は、互いの軸心が偏心的に移動調節可能に設けられたことを特徴とする、ブロー成形装置。 - 請求項21に記載のブロー成形装置(100)において、前記プリフォーム(1)のネック部(3)を保持するネック型(50)を更に備え、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)とを芯出しするための芯出しリング(60,560)が前記ネック型(50)と前記温調キャビティ型(22,322,422,522)との間に取り付けられており、前記芯出しリング(60,560)を移動調節させることにより前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との前記移動調節を行わせることを特徴とする、ブロー成形装置。
- 請求項22に記載のブロー成形装置(100)において、前記芯出しリング(60,560)は、取り付けられた前記温調コア型(21,321,421,521)または前記温調キャビティ型(22,322,422,522)との間にシム(63)を挟むことにより前記移動調節を行わせることを特徴とする、ブロー成形装置。
- 請求項22に記載のブロー成形装置(100)において、前記芯出しリング(60,560)の内周に嵌合する外径を有する大径部(71)と、前記温調キャビティ型(22,322,422,522)の内周に嵌合する外径を有するとともに、前記大径部(71)の軸心(Z3)に対して偏心した軸心(Z4)を有する小径部(72)とを有する治具(70)を、前記芯出しリング(60,560)及び前記温調キャビティ型(22,322,422,522)に差し込んで回転させることにより、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)とは互いに対して偏心的に移動調節されることを特徴とする、ブロー成形装置。
- 射出成形部(10)で成形した、開放側のネック部(3)及び閉鎖側の本体部(2)を有するプリフォーム(1)を温度調整する金型ユニット(20,520)において、
前記プリフォーム(1)の前記本体部(2)の内面に接する温調コア型(21,321,421,521)、及び前記本体部(2)の外面に接する温調キャビティ型(22,322,422,522)を備え、
前記温調コア型(21,321,421,521)及び前記温調キャビティ型(22,322,422,522)の一方は、他方に対して偏心するように移動可能に設けられたことを特徴とする、金型ユニット。 - 請求項25に記載の金型ユニット(20,520)において、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)とを芯出しするための芯出しリング(60,560)が前記ネック型(50)と前記温調キャビティ型(22,322,422,522)との間に取り付けられており、前記芯出しリング(60,560)を移動調節させることにより前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)との前記移動調節を行わせることを特徴とする、金型ユニット。
- 請求項26に記載の金型ユニット(20,520)において、前記芯出しリング(60,560)は、取り付けられた前記温調コア型(21,321,421,521)または前記温調キャビティ型(22,322,422,522)との間にシム(63)を挟むことにより前記移動調節を行わせることを特徴とする、金型ユニット。
- 請求項26に記載の金型ユニット(20,520)において、前記芯出しリング(60,560)の内周に嵌合する外径を有する大径部(71)と、前記温調キャビティ型(22,322,422,522)の内周に嵌合する外径を有するとともに、前記大径部(71)の軸心(Z3)に対して偏心した小径部(72)とを有する治具(70)を、前記芯出しリング(60,560)及び前記温調キャビティ型(22,322,422,522)に差し込んで回転させることにより、前記温調コア型(21,321,421,521)と前記温調キャビティ型(22,322,422,522)とは互いに対して偏心的に移動調節されることを特徴とする、金型ユニット。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US17/417,481 US11565456B2 (en) | 2018-12-28 | 2019-12-26 | Blow molding device, blow molding method, and mold unit |
| JP2020542457A JP6796745B2 (ja) | 2018-12-28 | 2019-12-26 | ブロー成形装置、及び金型ユニット |
| CN201980088868.2A CN113302033B (zh) | 2018-12-28 | 2019-12-26 | 吹塑成型装置、吹塑成型方法及模具单元 |
| EP19903430.7A EP3904044A4 (en) | 2018-12-28 | 2019-12-26 | BLOW MOLDING DEVICE, BLOW MOLDING METHOD AND MOLD UNIT |
Applications Claiming Priority (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018247661 | 2018-12-28 | ||
| JP2018247651 | 2018-12-28 | ||
| JP2018-247661 | 2018-12-28 | ||
| JP2018-247642 | 2018-12-28 | ||
| JP2018-247651 | 2018-12-28 | ||
| JP2018247642 | 2018-12-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020138292A1 true WO2020138292A1 (ja) | 2020-07-02 |
Family
ID=71129578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/051132 WO2020138292A1 (ja) | 2018-12-28 | 2019-12-26 | ブロー成形装置、ブロー成形方法、及び金型ユニット |
Country Status (5)
| Country | Link |
|---|---|
| US (1) | US11565456B2 (ja) |
| EP (1) | EP3904044A4 (ja) |
| JP (2) | JP6796745B2 (ja) |
| CN (1) | CN113302033B (ja) |
| WO (1) | WO2020138292A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022030461A1 (ja) * | 2020-08-03 | 2022-02-10 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造方法、金型ユニットおよびブロー成形装置 |
| WO2023149330A1 (ja) * | 2022-02-01 | 2023-08-10 | 日精エー・エス・ビー機械株式会社 | 温度調整用金型、樹脂製容器の製造装置および製造方法 |
| WO2023157863A1 (ja) * | 2022-02-16 | 2023-08-24 | 日精エー・エス・ビー機械株式会社 | 温度調整用金型、温度調整方法および樹脂製容器の製造装置 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114675685B (zh) * | 2022-03-16 | 2023-03-10 | 浙江凯华模具有限公司 | 一种移动式模具型腔预调温控制装置及方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5282967A (en) | 1975-12-30 | 1977-07-11 | Katashi Aoki | Injection blow molding machine |
| JPS6392416A (ja) * | 1986-10-07 | 1988-04-22 | Ishikawajima Harima Heavy Ind Co Ltd | ブロ−成形機におけるパリソンの肉厚調整装置 |
| JPH05185493A (ja) | 1991-07-10 | 1993-07-27 | Nissei Asb Mach Co Ltd | 高速型二軸延伸吹込成形方法 |
| WO2013012067A1 (ja) | 2011-07-20 | 2013-01-24 | 日精エー・エス・ビー機械株式会社 | プリフォームの温度調整装置及びプリフォームの温度調整方法、樹脂製容器及び樹脂製容器の製造方法 |
| JP2013017391A (ja) * | 2012-09-05 | 2013-01-24 | Makita Corp | Dcブラシレスモータ |
| JP2016078400A (ja) * | 2014-10-22 | 2016-05-16 | 株式会社タハラ | プレスブロー成形装置 |
| WO2017098673A1 (ja) | 2015-12-11 | 2017-06-15 | 株式会社青木固研究所 | 射出延伸ブロー成形機の射出成形型とプリフォームの成形方法とプリフォーム、及び容器の成形方法と容器 |
Family Cites Families (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE8129947U1 (de) * | 1981-10-14 | 1984-09-27 | Maschinenfabrik Köppern GmbH & Co KG, 4320 Hattingen | Mehrfach-spritzgiessform |
| AU640997B2 (en) * | 1990-03-30 | 1993-09-09 | A. K. Technical Laboratory, Inc. | Injection orientation blow molding method |
| TW527275B (en) * | 1999-09-22 | 2003-04-11 | Nissei Asb Machine Co Ltd | Apparatus for crystallizing neck part of preform |
| WO2008018547A1 (fr) * | 2006-08-09 | 2008-02-14 | Dai Nippon Printing Co., Ltd. | Système de moulage par soufflage de récipient et noyau de maintien d'étiquette |
| JP6204013B2 (ja) | 2011-10-24 | 2017-09-27 | 日精エー・エス・ビー機械株式会社 | ブロー成形機 |
| WO2013067633A1 (en) * | 2011-11-09 | 2013-05-16 | Husky Injection Molding Systems Ltd. | Post-mold system |
| DE102012004613A1 (de) * | 2012-02-24 | 2013-07-11 | Mahir Aktas | Verfahren und Vorrichtung zur Herstellung einer optimierten Bodenkontur von Preformen |
| FR3004985A1 (fr) * | 2013-04-24 | 2014-10-31 | Sidel Participations | "procede de faconnage d'une preforme chaude par estampage et dispositif pour sa mise en oeuvre" |
-
2019
- 2019-12-26 JP JP2020542457A patent/JP6796745B2/ja active Active
- 2019-12-26 WO PCT/JP2019/051132 patent/WO2020138292A1/ja unknown
- 2019-12-26 US US17/417,481 patent/US11565456B2/en active Active
- 2019-12-26 EP EP19903430.7A patent/EP3904044A4/en active Pending
- 2019-12-26 CN CN201980088868.2A patent/CN113302033B/zh active Active
-
2020
- 2020-11-16 JP JP2020190171A patent/JP7480027B2/ja active Active
Patent Citations (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5282967A (en) | 1975-12-30 | 1977-07-11 | Katashi Aoki | Injection blow molding machine |
| JPS6392416A (ja) * | 1986-10-07 | 1988-04-22 | Ishikawajima Harima Heavy Ind Co Ltd | ブロ−成形機におけるパリソンの肉厚調整装置 |
| JPH05185493A (ja) | 1991-07-10 | 1993-07-27 | Nissei Asb Mach Co Ltd | 高速型二軸延伸吹込成形方法 |
| WO2013012067A1 (ja) | 2011-07-20 | 2013-01-24 | 日精エー・エス・ビー機械株式会社 | プリフォームの温度調整装置及びプリフォームの温度調整方法、樹脂製容器及び樹脂製容器の製造方法 |
| JP2016199053A (ja) * | 2011-07-20 | 2016-12-01 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器のブロー成形方法 |
| JP2013017391A (ja) * | 2012-09-05 | 2013-01-24 | Makita Corp | Dcブラシレスモータ |
| JP2016078400A (ja) * | 2014-10-22 | 2016-05-16 | 株式会社タハラ | プレスブロー成形装置 |
| WO2017098673A1 (ja) | 2015-12-11 | 2017-06-15 | 株式会社青木固研究所 | 射出延伸ブロー成形機の射出成形型とプリフォームの成形方法とプリフォーム、及び容器の成形方法と容器 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3904044A4 |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2022030461A1 (ja) * | 2020-08-03 | 2022-02-10 | 日精エー・エス・ビー機械株式会社 | 樹脂製容器の製造方法、金型ユニットおよびブロー成形装置 |
| WO2023149330A1 (ja) * | 2022-02-01 | 2023-08-10 | 日精エー・エス・ビー機械株式会社 | 温度調整用金型、樹脂製容器の製造装置および製造方法 |
| WO2023157863A1 (ja) * | 2022-02-16 | 2023-08-24 | 日精エー・エス・ビー機械株式会社 | 温度調整用金型、温度調整方法および樹脂製容器の製造装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN113302033A (zh) | 2021-08-24 |
| JPWO2020138292A1 (ja) | 2021-02-18 |
| EP3904044A4 (en) | 2023-01-11 |
| EP3904044A1 (en) | 2021-11-03 |
| JP2021035776A (ja) | 2021-03-04 |
| JP6796745B2 (ja) | 2020-12-09 |
| US20220055279A1 (en) | 2022-02-24 |
| JP7480027B2 (ja) | 2024-05-09 |
| CN113302033B (zh) | 2024-03-26 |
| US11565456B2 (en) | 2023-01-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2020138292A1 (ja) | ブロー成形装置、ブロー成形方法、及び金型ユニット | |
| RU2627858C2 (ru) | Способ и устройство для изготовления оптимизированного контура дна на заготовке | |
| JP6778354B1 (ja) | 樹脂製容器の製造装置及び製造方法 | |
| JPH10286874A (ja) | 耐熱容器の成形方法 | |
| US11931947B2 (en) | Method for producing resin container, injection core mold, mold for injection molding, and device for producing resin container | |
| EP3159137B1 (en) | Manufacturing method and manufacturing apparatus for hollow container | |
| JP6770666B1 (ja) | 樹脂製容器の製造装置および製造方法 | |
| US11325288B2 (en) | Method and device for the production of an optimized neck contour on preforms | |
| US9802729B2 (en) | Blow molding method, blow mold, and blow-molded container | |
| JPH08300460A (ja) | 射出延伸吹込成形におけるプリフォーム成形方法 | |
| US4358420A (en) | Method of making a thin wall centrifuge tube with improved polymer properties | |
| WO2023157863A1 (ja) | 温度調整用金型、温度調整方法および樹脂製容器の製造装置 | |
| US20220134630A1 (en) | Container mold and method of manufacturing a container |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020542457 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19903430 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2019903430 Country of ref document: EP Effective date: 20210728 |