WO2020067209A1 - 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 - Google Patents
耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 Download PDFInfo
- Publication number
- WO2020067209A1 WO2020067209A1 PCT/JP2019/037697 JP2019037697W WO2020067209A1 WO 2020067209 A1 WO2020067209 A1 WO 2020067209A1 JP 2019037697 W JP2019037697 W JP 2019037697W WO 2020067209 A1 WO2020067209 A1 WO 2020067209A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- steel sheet
- sour
- temperature
- strength
- less
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/24—Ferrous alloys, e.g. steel alloys containing chromium with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
Definitions
- a line pipe is manufactured by forming a steel plate manufactured by a thick plate mill or a hot rolling mill into a steel pipe by UOE forming, press bend forming, roll forming, or the like.
- line pipes used for transporting crude oil and natural gas containing hydrogen sulfide are resistant to hydrogen-induced cracking (HIC (Hydrogen Induced Cracking)) and sulfides.
- HIC Hydro-induced cracking
- So-called sour resistance such as stress corrosion cracking resistance (SSCC (Sulfide Stress Corrosion Cracking) resistance) is required.
- SSCC Stress corrosion cracking resistance
- HIC absorbs hydrogen ions due to the corrosion reaction on the surface of the steel material, penetrates into the steel as atomic hydrogen, and diffuses and accumulates around the non-metallic inclusions such as MnS and the hard second phase structure in the steel. Therefore, it becomes molecular hydrogen, and cracks occur due to its internal pressure.
- Patent Documents 5 and 6 disclose methods of performing descaling immediately before cooling to reduce cooling unevenness caused by unevenness in scale thickness and improve the shape of a steel sheet.
- the descaling reduces the surface property defect due to the indentation flaw of the scale at the time of hot straightening, and reduces the variation of the cooling stop temperature of the steel sheet to improve the steel sheet shape.
- no consideration is given to cooling conditions for obtaining a uniform material. This is because if the cooling rate of the steel sheet surface varies, the hardness of the steel sheet varies. In other words, if the cooling rate is low, a film of bubbles is generated between the steel sheet surface and the cooling water when the steel sheet surface cools, and the bubbles are separated from the surface by the cooling water before the film forms a film. Nucleate boiling occurs at the same time, causing variations in the cooling rate of the steel sheet surface. As a result, the hardness of the steel sheet surface varies. The techniques described in Patent Documents 5 and 6 do not consider this point.
- Patent Documents 1 to 6 conditions for avoiding fine cracks such as Fischer in an environment where the partial pressure of hydrogen sulfide is relatively low were not clear.
- the present inventors have repeated numerous experiments and studies on the composition of the steel material, the microstructure, and the manufacturing conditions in order to secure the SSCC resistance under a more severe corrosive environment.
- the lower 0.25 mm steel structure into a bainite structure having a dislocation density of 1.0 ⁇ 10 14 to 7.0 ⁇ 10 14 (m ⁇ 2 )
- an increase in hardness in the coating process after pipe forming is reduced.
- the steel pipe can be suppressed, and as a result, the SSCC resistance of the steel pipe is improved. Furthermore, in order to realize such a steel structure, it is necessary to strictly control the cooling rate at 0.25 mm below the surface of the steel sheet, and succeeded in finding the condition.
- the addition of Mo is effective in suppressing the initial crack initiation.
- the addition of Ni is suppressed, as in Fisher. It has been found that it is effective for avoiding fine cracks. The present invention has been made based on this finding.
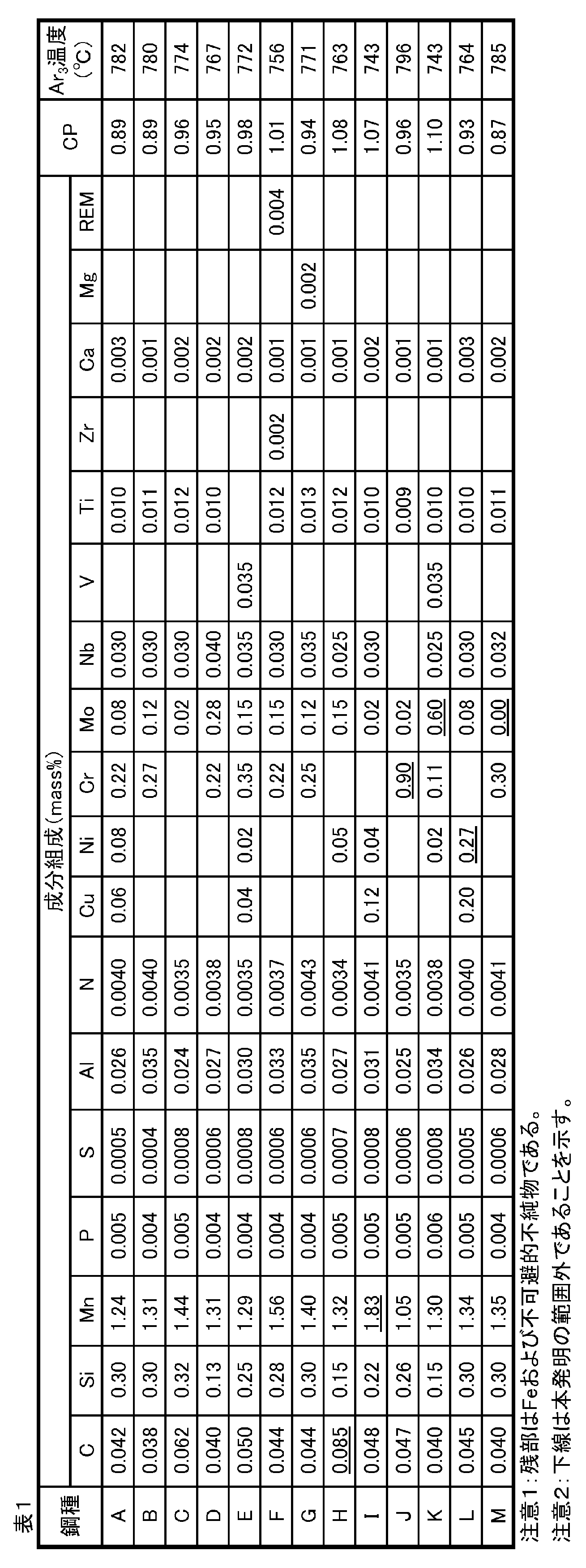
- the gist configuration of the present invention is as follows. [1] In mass%, C: 0.02 to 0.08%, Si: 0.01 to 0.50%, Mn: 0.50 to 1.80%, P: 0.001 to 0.015% , S: 0.0002 to 0.0015%, Al: 0.01 to 0.08%, Mo: 0.01 to 0.50%, and Ca: 0.0005 to 0.005%.
- Nb contains at least one selected from 0.005 to 0.1% and Ti: 0.005 to 0.1%, and the balance has a component composition of Fe and unavoidable impurities;
- the steel structure at 0.25 mm below the surface of the steel sheet is a bainite structure having a dislocation density of 1.0 ⁇ 10 14 to 7.0 ⁇ 10 14 (m ⁇ 2 ),
- the variation of Vickers hardness at 0.25 mm below the surface of the steel sheet is 30 HV or less at 3 ⁇ when the standard deviation is ⁇ ,
- the above-mentioned component composition further shows, by mass%, V: 0.005 to 0.1%, Zr: 0.0005 to 0.02%, Mg: 0.0005 to 0.02%, and REM: 0.
- V 0.005 to 0.1%
- Zr 0.0005 to 0.02%
- Mg 0.0005 to 0.02%
- REM 0.
- a steel slab containing at least one selected from the group consisting of Nb: 0.005 to 0.1% and Ti: 0.005 to 0.1%, with the balance being Fe and unavoidable impurities, is 1000 to 1300 After heating to a temperature of °C, hot rolled into a steel sheet, Then, for the steel plate, Steel sheet surface temperature at the start of cooling: (Ar 3 -10 ° C.) or more, Average cooling rate from 750 ° C. to 550 ° C.
- a method for producing a high-strength steel plate for a sour-resistant line pipe characterized in that controlled cooling is performed under the following conditions.
- the above-mentioned component composition further shows, by mass%, V: 0.005 to 0.1%, Zr: 0.0005 to 0.02%, Mg: 0.0005 to 0.02%, and REM: 0.
- the high-strength steel sheet for sour line pipe of the present invention and the high-strength steel pipe using the high-strength steel sheet for sour line pipe have not only HIC resistance but also SSCC resistance under severer corrosive environment and less than 1 bar. Also excellent in SSCC resistance in an environment with a low hydrogen sulfide partial pressure.
- the method for producing a high-strength steel sheet for a sour line pipe of the present invention not only the HIC resistance but also the SSCC resistance under a more severe corrosive environment and the resistance under a low hydrogen sulfide partial pressure environment of less than 1 bar.
- a high-strength steel plate for a sour-resistant line pipe having excellent SSCC properties can be manufactured.
- C 0.02 to 0.08% C effectively contributes to the improvement of the strength, but if the content is less than 0.02%, sufficient strength cannot be ensured. On the other hand, if the content exceeds 0.08%, the hardness of the surface layer portion and the center segregation portion during accelerated cooling is reduced. , The SSCC resistance and the HIC resistance deteriorate. Further, the toughness also deteriorates. For this reason, the C content is limited to the range of 0.02 to 0.08%.
- Si 0.01 to 0.50% Si is added for deoxidation, but if the content is less than 0.01%, the deoxidizing effect is not sufficient, and if it exceeds 0.50%, toughness and weldability are deteriorated. It is limited to the range of 01 to 0.50%.
- Mn 0.50 to 1.80% Mn effectively contributes to the improvement of strength and toughness.
- the content is less than 0.50%, the effect of adding Mn is poor.
- the content exceeds 1.80%, the hardness of the surface layer portion and the center segregation portion during accelerated cooling is reduced. , The SSCC resistance and the HIC resistance deteriorate. In addition, weldability also deteriorates. Therefore, the amount of Mn is limited to the range of 0.50 to 1.80%.
- P 0.001 to 0.015%
- P is an unavoidable impurity element, and degrades the weldability and degrades the HIC resistance by increasing the hardness of the central segregation part. If it exceeds 0.015%, the tendency becomes remarkable, so the upper limit is set to 0.015%. Preferably it is 0.008% or less. The lower the content, the better, but from the viewpoint of refining cost, the content is set to 0.001% or more.
- S 0.0002-0.0015%
- S is an unavoidable impurity element, and is preferably small in steel because it becomes MnS inclusions and degrades HIC resistance, but is allowed up to 0.0015%.
- Al 0.01 to 0.08% Al is added as a deoxidizing agent, but if it is less than 0.01%, there is no effect, whereas if it exceeds 0.08%, the cleanliness of the steel decreases and the toughness deteriorates. It is limited to the range of 01 to 0.08%.
- Mo 0.01 to 0.50% Mo is an element effective in improving toughness and increasing strength, and is an element effective in improving SSCC resistance regardless of hydrogen sulfide partial pressure. To obtain this effect, it is necessary to contain 0.01% or more, and preferably 0.10% or more. On the other hand, if the content is too large, the quenchability becomes excessive, so that the dislocation density described later increases and the SSCC resistance deteriorates. In addition, weldability also deteriorates. Therefore, the amount of Mo is set to 0.50% or less, preferably 0.40% or less.
- Ca 0.0005 to 0.005% Ca is an element effective for improving the HIC resistance by controlling the form of the sulfide-based inclusion, but if it is less than 0.0005%, the effect of its addition is not sufficient. On the other hand, when the content exceeds 0.005%, not only the effect is saturated, but also the HIC resistance is deteriorated due to a decrease in the cleanliness of the steel. Therefore, the Ca content is limited to the range of 0.0005 to 0.005%. .
- Nb at least one selected from 0.005 to 0.1% and Ti: 0.005 to 0.1%
- Nb and Ti are effective elements for increasing the strength and toughness of the steel sheet. . If the content of each element is less than 0.005%, the effect of the addition is poor, while if the content exceeds 0.1%, the toughness of the welded portion is deteriorated. Therefore, at least one of Nb and Ti is added in the range of 0.005 to 0.1%.
- the component composition of the present disclosure is intended to further improve the strength and toughness of a steel sheet by selecting one or more selected from Cu, Ni, and Cr in the following range. Can be arbitrarily contained.
- Cu 0.50% or less Cu is an element effective for improving toughness and increasing strength. To obtain this effect, it is preferable to contain 0.05% or more. Therefore, when Cu is added, the upper limit is 0.50%.
- V 0.005 to 0.1%
- Zr 0.0005 to 0.02%
- Mg 0.0005 to 0.02%
- REM 0.0005 to 0.02%
- V is an element that can be arbitrarily added to enhance the strength and toughness of the steel sheet. If the content is less than 0.005%, the effect of the addition is poor. On the other hand, if the content exceeds 0.1%, the toughness of the welded portion is degraded. preferable.
- Zr, Mg and REM are elements that can be arbitrarily added in order to increase the toughness through refinement of the crystal grains and to increase the crack resistance through the control of the properties of inclusions. If the content of any of these elements is less than 0.0005%, the effect of the addition is poor, while if the content exceeds 0.02%, the effect is saturated. It is preferably in the range of 02%.
- the present disclosure discloses a technique for improving the SSCC resistance of a high-strength steel pipe using a high-strength steel plate for a sour-resistant linepipe. It is necessary to satisfy at the same time. For example, it is preferable that the CP value obtained by the following equation (1) be 1.00 or less. Note that 0 may be substituted for an element that is not added.
- the CP value is a formula devised for estimating the material of the central segregation portion from the content of each alloy element.
- the higher the CP value of the above formula (1) the higher the component concentration of the central segregation portion. And the hardness of the center segregation part increases. Therefore, by setting the CP value obtained in the above equation (1) to 1.00 or less, it becomes possible to suppress the occurrence of cracks in the HIC test.
- the lower the CP value the lower the hardness of the central segregation portion. Therefore, when higher HIC resistance is required, the upper limit may be set to 0.95.
- N is an element inevitably contained in steel, but if its content is 0.007% or less, preferably 0.006% or less, it is acceptable in the present invention.
- the steel structure of the high-strength steel plate for a sour-resistant line pipe of the present disclosure will be described.
- the steel structure needs to be a bainite structure.
- a hard phase such as martensite or island-like martensite (MA)
- MA island-like martensite
- the steel structure of the surface layer has a bainite structure.
- Parts other than the surface layer also have a bainite structure, and the structure at the center of the plate thickness on behalf of the part may be a bainite structure.
- the bainite structure includes a structure called bainitic ferrite or granular ferrite that transforms during accelerated cooling or after accelerated cooling that contributes to transformation strengthening.
- different types of structures such as ferrite, martensite, pearlite, island martensite, and retained austenite are mixed in the bainite structure, the strength, toughness, and surface hardness increase. The lower the fraction, the better.
- the volume fraction of the structure other than the bainite phase is sufficiently low, their influence is negligible, so that a certain amount is permissible.
- the total volume of steel structures other than bainite (ferrite, martensite, pearlite, island-like martensite, retained austenite, etc.) is less than 5% by volume, there is no significant effect, and therefore, it is acceptable. Shall be performed.
- the structure of the extremely surface layer portion of the steel sheet specifically, the steel structure of 0.25 mm below the surface of the steel sheet, has a dislocation density of 1. It is important to have a bainite structure of 0 ⁇ 10 14 to 7.0 ⁇ 10 14 (m ⁇ 2 ). Since the dislocation density decreases during the coating process after pipe forming, if the dislocation density at 0.25 mm below the steel sheet surface is 7.0 ⁇ 10 14 (m ⁇ 2 ) or less, the increase in hardness due to age hardening is minimized. Can be minimized.
- dislocation density 0.25 mm below the surface of the steel sheet exceeds 7.0 ⁇ 10 14 (m ⁇ 2 )
- the dislocation density does not decrease in the coating process after pipe forming, and the hardness increases significantly by age hardening. Degrades SSCC resistance.
- a preferred range of dislocation density for obtaining good SSCC resistance after pipe forming is 6.0 ⁇ 10 14 (m ⁇ 2 ) or less.
- the dislocation density at 0.25 mm below the steel sheet surface is less than 1.0 ⁇ 10 14 (m ⁇ 2 )
- the steel sheet cannot maintain its strength.
- the HV 0.1 at 0.25 mm below the surface is 230 or less. From the viewpoint of ensuring the SSCC resistance of the steel pipe, it is important to suppress the surface hardness of the steel sheet. However, by setting the HV 0.1 at 0.25 mm below the surface of the steel sheet to 230 or less, 250% or less after the pipe is formed. After a coating heat treatment process at 1 ° C. for 1 hour, HV0.1 at 0.25 mm below the surface can be suppressed to 260 or less, and SSCC resistance can be ensured.
- the dispersion of Vickers hardness at 0.25 mm below the steel sheet surface is 30 HV or less at 3 ⁇ when the standard deviation is ⁇ . If 3 ⁇ when measuring Vickers hardness at 0.25 mm below the surface of the steel sheet is more than 30 HV, the hardness variation in the extreme surface layer of the steel sheet, that is, the presence of a locally high hardness part in the extreme surface layer, This is because degradation of the SSCC resistance starts from the starting point. When obtaining the standard deviation ⁇ , it is preferable to measure Vickers hardness at 100 points or more.
- the high-strength steel plate of the present disclosure is a steel plate for a steel pipe having an API of 5L and a strength of X60 grade or more, it has a tensile strength of 520 MPa or more.
- the rolling end temperature at the steel sheet surface temperature is set to the required base material toughness and rolling. It is necessary to set in consideration of efficiency. From the viewpoint of improving the strength and the HIC resistance, it is preferable that the rolling end temperature be equal to or higher than the Ar 3 transformation point at the steel sheet surface temperature.
- the Ar 3 transformation point means a ferrite transformation start temperature during cooling, and can be determined by, for example, the following formula from steel components. Further, in order to obtain a high base material toughness, it is desirable that the rolling reduction in a temperature range of 950 ° C.
- austenite non-recrystallization temperature range is 60% or more.
- the surface temperature of the steel sheet can be measured with a radiation thermometer or the like.
- Ar 3 (° C.) 910-310 [% C] -80 [% Mn] -20 [% Cu] -15 [% Cr] -55 [% Ni] -80 [% Mo]
- [% X] indicates the content (% by mass) of X element in steel.
- the HIC resistance was examined by an HIC test of immersion for 96 hours at a partial pressure of hydrogen sulfide of 1 bar using a NACE standard TM0177 Solution A solution. In addition, using a NACE standard TM0177 Solution B solution, an HIC test was conducted by immersion for 96 hours at a partial pressure of hydrogen sulfide: 0.1 bar + a partial pressure of carbon dioxide: 0.9 bar. The HIC resistance was evaluated as good when the crack length ratio (CLR) was 15% or less in the HIC test, and evaluated as x when it exceeded 15%. Table 2 shows the results.
- CLR crack length ratio
Abstract
Description
[1]質量%で、C:0.02~0.08%、Si:0.01~0.50%、Mn:0.50~1.80%、P:0.001~0.015%、S:0.0002~0.0015%、Al:0.01~0.08%、Mo:0.01~0.50%およびCa:0.0005~0.005%を含有し、さらに、Nb:0.005~0.1%およびTi:0.005~0.1%から選ばれる1種以上を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、
鋼板表面下0.25mmにおける鋼組織が、転位密度1.0×1014~7.0×1014(m-2)のベイナイト組織であり、
鋼板表面下0.25mmにおけるビッカース硬さのばらつきが、標準偏差をσとしたときに3σで30HV以下であり、
520MPa以上の引張強さを有する
ことを特徴とする耐サワーラインパイプ用高強度鋼板。
その後前記鋼板に対して、
冷却開始時の鋼板表面温度:(Ar3-10℃)以上、
鋼板表面下0.25mmにおける鋼板温度で750℃から550℃までの平均冷却速度:50℃/s以下、
鋼板平均温度で750℃から550℃までの平均冷却速度:15℃/s以上、
鋼板表面下0.25mmにおける鋼板温度で550℃から冷却停止時の温度まで平均冷却速度:150℃/s以上、および
鋼板平均温度で冷却停止温度:250~550℃
の条件で制御冷却を行うことを特徴とする耐サワーラインパイプ用高強度鋼板の製造方法。
まず、本開示による高強度鋼板の成分組成とその限定理由について説明する。以下の説明において%で示す単位は全て質量%である。
Cは、強度の向上に有効に寄与するが、含有量が0.02%未満では十分な強度が確保できず、一方0.08%を超えると、加速冷却時に表層部や中心偏析部の硬さが上昇するため、耐SSCC性および耐HIC性が劣化する。また、靭性も劣化する。このため、C量は0.02~0.08%の範囲に限定する。
Siは、脱酸のため添加するが、含有量が0.01%未満では脱酸効果が十分でなく、一方0.50%を超えると靭性や溶接性を劣化させるため、Si量は0.01~0.50%の範囲に限定する。
Mnは、強度、靭性の向上に有効に寄与するが、含有量が0.50%未満ではその添加効果に乏しく、一方1.80%を超えると加速冷却時に表層部や中心偏析部の硬さが上昇するため、耐SSCC性および耐HIC性が劣化する。また、溶接性も劣化する。このため、Mn量は0.50~1.80%の範囲に限定する。
Pは、不可避不純物元素であり、溶接性を劣化させるとともに、中心偏析部の硬さを上昇させることで耐HIC性を劣化させる。0.015%を超えるとその傾向が顕著となるため、上限を0.015%に規定する。好ましくは0.008%以下である。含有量は低いほどよいが、精錬コストの観点から0.001%以上とする。
Sは、不可避不純物元素であり、鋼中においてはMnS介在物となり耐HIC性を劣化させるため少ないことが好ましいが、0.0015%までは許容される。含有量は低いほどよいが、精錬コストの観点から0.0002%以上とする。
Alは、脱酸剤として添加するが、0.01%未満では添加効果がなく、一方、0.08%を超えると鋼の清浄度が低下し、靱性が劣化するため、Al量は0.01~0.08%の範囲に限定する。
Moは、靭性の改善と強度の上昇に有効な元素であり、硫化水素分圧によらず耐SSCC性の向上に有効な元素である。この効果を得るには0.01%以上を含有することが必要であり、0.10%以上を含有することが好ましい。一方で、含有量が多すぎると、焼入れ性が過剰になるため、後述する転位密度が高くなり、耐SSCC性が劣化する。また、溶接性も劣化する。このため、Mo量は0.50%以下とし、好ましくは0.40%以下とする。
Caは、硫化物系介在物の形態制御による耐HIC性向上に有効な元素であるが、0.0005%未満ではその添加効果が十分でない。一方、0.005%を超えた場合、効果が飽和するだけでなく、鋼の清浄度の低下により耐HIC性を劣化させるので、Ca量は0.0005~0.005%の範囲に限定する。
NbおよびTiはいずれも、鋼板の強度および靭性を高めるために有効な元素である。各元素とも、含有量が0.005%未満ではその添加効果に乏しく、一方0.1%を超えると溶接部の靭性が劣化する。よって、NbおよびTiの少なくとも1種を、各々0.005~0.1%の範囲で添加するものとする。
Cuは、靭性の改善と強度の上昇に有効な元素であり、この効果を得るには0.05%以上を含有することが好ましいが、含有量が多すぎると溶接性が劣化するため、Cuを添加する場合は0.50%を上限とする。
Niは、靭性の改善と強度の上昇に有効な元素であり、この効果を得るには0.01%以上を含有することが好ましいが、0.10%を超えて添加すると、1bar未満の硫化水素分圧の低い環境において、フィッシャーと呼ばれる微細割れを生成しやすくするため、Niを添加する場合は0.10%を上限とする。好ましくは、0.02%以下とする。
Crは、Mnと同様、低Cでも十分な強度を得るために有効な元素であり、この効果を得るには0.05%以上を含有することが好ましいが、含有量が多すぎると、焼入れ性が過剰になるため、後述する転位密度が高くなり、耐SSCC性が劣化する。また、溶接性も劣化する。このため、Crを添加する場合は0.50%を上限とする。
Vは、鋼板の強度および靭性を高めるために任意に添加することができる元素である。含有量が0.005%未満ではその添加効果に乏しく、一方0.1%を超えると溶接部の靭性が劣化するので、添加する場合は0.005~0.1%の範囲とするのが好ましい。Zr,MgおよびREMは、結晶粒微細化を通じて靭性を高めたり、介在物性状のコントロールを通して耐割れ性を高めたりするために任意に添加することができる元素である。これらの元素は、いずれも、含有量が0.0005%未満ではその添加効果に乏しく、一方0.02%を超えるとその効果が飽和するので、添加する場合はいずれも0.0005~0.02%の範囲とするのが好ましい。
CP=4.46[%C]+2.37[%Mn]/6+(1.74[%Cu]+1.7[%Ni])/15+(1.18[%Cr]+1.95[%Mo]+1.74[%V])/5+22.36[%P] ・・・(1)
ただし、[%X]はX元素の鋼中含有量(質量%)を示す。
次に、本開示の耐サワーラインパイプ用高強度鋼板の鋼組織について説明する。引張強さが520MPa以上の高強度化を図るために、鋼組織は、ベイナイト組織とする必要がある。特に、表層部は、マルテンサイトや島状マルテンサイト(MA)等の硬質相が生成した場合、表層硬さが上昇し、鋼板内の硬さのばらつきが増大して材質均一性が阻害される。表層硬さの上昇を抑制するために、表層部の鋼組織についてはベイナイト組織とする。表層部以外の部位もベイナイト組織であり、当該部位を代表して板厚中央での組織がベイナイト組織であればよい。ここで、ベイナイト組織は、変態強化に寄与する加速冷却時あるいは加速冷却後に変態するベイニティックフェライトまたはグラニュラーフェライトと称される組織を含むものとする。ベイナイト組織中に、フェライトやマルテンサイト、パーライト、島状マルテンサイト、残留オーステナイトなどの異種組織が混在すると、強度の低下や靭性の劣化、表層硬さの上昇などが生じるため、ベイナイト相以外の組織分率は少ない程良い。ただし、ベイナイト相以外の組織の体積分率が十分に低い場合には、それらの影響が無視できるので、ある程度の量であれば許容される。具体的に、本開示では、ベイナイト以外の鋼組織(フェライト、マルテンサイト、パーライト、島状マルテンサイト、残留オーステナイト等)の合計が体積分率で5%未満であれば、大きな影響がないので許容されるものとする。
以下、上記耐サワーラインパイプ用高強度鋼板を製造するための製造方法および製造条件について、具体的に説明する。本開示の製造方法は、上記成分組成を有する鋼片の加熱したのち、熱間圧延して鋼板とし、その後当該鋼板に対して所定条件下での制御冷却を行う。
スラブ加熱温度:1000~1300℃
スラブ加熱温度が1000℃未満では、炭化物の固溶が不十分で必要な強度が得られず、一方1300℃を超えると靭性が劣化するため、スラブ加熱温度は1000~1300℃とする。なお、この温度は加熱炉の炉内温度であり、スラブは中心部までこの温度に加熱されるものとする。
熱間圧延工程において、高い母材靱性を得るには、圧延終了温度は低いほどよいが、その反面、圧延能率が低下するため、鋼板表面温度における圧延終了温度は、必要な母材靱性と圧延能率を勘案して設定する必要がある。強度および耐HIC性を向上させる観点からは、圧延終了温度を、鋼板表面温度でAr3変態点以上とすることが好ましい。ここで、Ar3変態点とは、冷却中におけるフェライト変態開始温度を意味し、例えば、鋼の成分から以下の式で求めることができる。また、高い母材靱性を得るためにはオーステナイト未再結晶温度域に相当する950℃以下の温度域での圧下率を60%以上とすることが望ましい。なお、鋼板の表面温度は放射温度計等で測定することができる。
Ar3(℃)=910-310[%C]-80[%Mn]-20[%Cu]-15[%Cr]-55[%Ni]-80[%Mo]
ただし、[%X]はX元素の鋼中含有量(質量%)を示す。
冷却開始温度:鋼板表面温度で(Ar3-10℃)以上
冷却開始時の鋼板表面温度が低いと、制御冷却前のフェライト生成量が多くなり、特にAr3変態点からの温度降下量が10℃を超えると体積分率で5%を超えるフェライトが生成して、強度低下が大きくなると共に耐HIC性が劣化するため、冷却開始時の鋼板表面温度は(Ar3-10℃)以上とする。なお、冷却開始時の鋼板表面温度は、圧延終了温度以下となる。
高強度化を図りつつ、鋼板内の硬さのばらつきを低減し、材質均一性を向上させるためには、表層部の冷却速度と鋼板内の平均冷却速度を制御することが重要である。特に、鋼板表面下0.25mmにおける転位密度と3σを既述の範囲とするためには、鋼板表面下0.25mmにおける冷却速度を制御する必要がある。
鋼板表面下0.25mmにおける鋼板温度で750℃から550℃までの平均冷却速度が50℃/sを超えると、鋼板表面下0.25mmにおける転位密度7.0×1014(m-2)超えとなってしまう。その結果、鋼板表面下0.25mmのHV0.1が230を超え、造管後のコーティング過程を経たのち、表面下0.25mmでのHV0.1が260を超え、鋼管の耐SSCC性が劣化する。そのため、当該平均冷却速度は50℃/s以下とする。好ましくは45℃/s以下、より好ましくは40℃/s以下である。当該平均冷却速度の下限は特に限定されないが、冷却速度が過度に小さくなるとフェライトやパーライトが生成して強度不足となるため、これを防ぐ観点から、20℃/s以上とすることが好ましい。
鋼板平均温度で750℃から550℃までの平均冷却速度が15℃/s未満では、ベイナイト組織が得られずに強度低下や耐HIC性の劣化が生じる。このため、鋼板平均温度での冷却速度は15℃/s以上とする。鋼板強度と硬さのばらつきの観点からは、鋼板平均の冷却速度は20℃/s以上とすることが好ましい。当該平均冷却速度の上限は特に限定されないが、低温変態生成物が過剰に生成しないように、80℃/s以下とすることが好ましい。
鋼板表面下0.25mmにおける鋼板温度で550℃以下の冷却については、安定した核沸騰状態での冷却が必要であり、水量密度の上昇が不可欠である。鋼板表面下0.25mmにおける鋼板温度で550℃から冷却停止時の温度まで平均冷却速度が150℃/s未満の場合、核沸騰状態での冷却にならず、鋼板の極表層部で硬さばらつきが生じ、鋼板表面下0.25mmにおける3σが30HVを超えてしまい、その結果耐SSCC性が劣化する。そのため、当該平均冷却速度は150℃/s以上とする。好ましくは170℃/s以上である。当該平均冷却速度の上限は特に限定されないが、設備上の制約から、250℃/s以下とすることが好ましい。
冷却停止温度:鋼板平均温度で250~550℃
圧延終了後、制御冷却でベイナイト変態の温度域である250~550℃まで急冷することにより、ベイナイト相を生成させる。冷却停止温度が550℃を超えると、ベイナイト変態が不完全であり、十分な強度が得られない。また、冷却停止温度が250℃未満では、表層部の硬さ上昇が著しくなり、鋼板表面下0.25mmでの転位密度7.0×1014(m-2)超えとなるため、耐SSCC性が劣化する。また、中心偏析部の硬さも高くなり、耐HIC性も劣化する。そこで、鋼板内の材質均一性の劣化を抑制するため、制御冷却の冷却停止温度は鋼板平均温度で250~550℃とする。
本開示の高強度鋼板を、プレスベンド成形、ロール成形、UOE成形等で管状に成形した後、突き合わせ部を溶接することにより、原油や天然ガスの輸送に好適な鋼板内の材質均一性に優れた耐サワーラインパイプ用高強度鋼管(UOE鋼管、電縫鋼管、スパイラル鋼管等)を製造することができる。
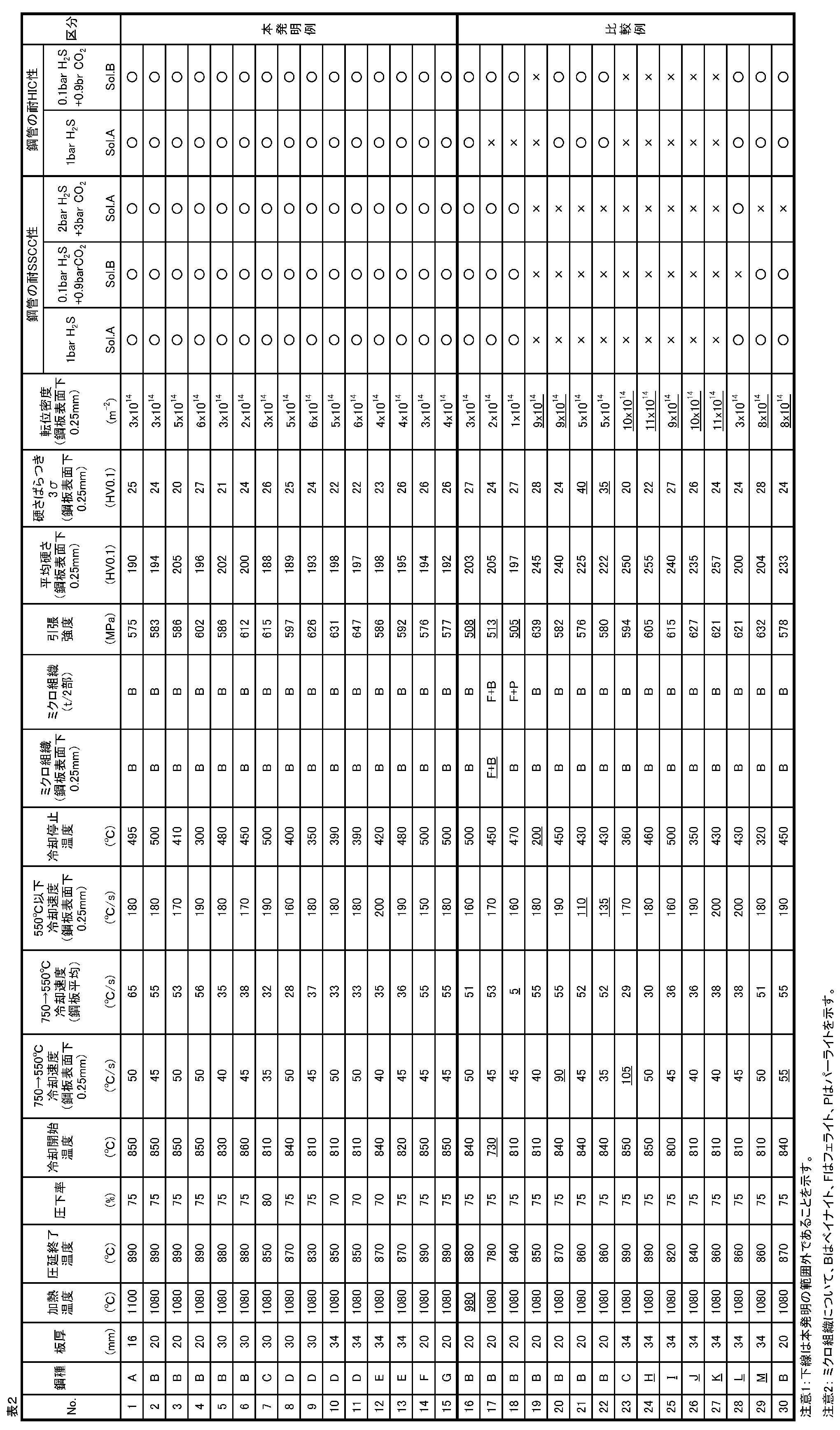
得られた鋼板のミクロ組織を、光学顕微鏡および走査型電子顕微鏡により観察した。鋼板表面下0.25mmの位置での組織と、板厚中央での組織を、表2に示す。
圧延方向に直角な方向の全厚試験片を引張試験片として引張試験を行い、引張強度を測定した。結果を表2に示す。
圧延方向に直角な断面について、JIS Z 2244に準拠して、鋼板表面下0.25mmの位置において100点のビッカース硬さ(HV0.1)を測定し、その平均値および標準偏差σを求めた。平均値と3σの値を表2に示す。ここで、通常用いられるHV10に代えてHV0.1で測定したのは、HV0.1で測定することにより圧痕が小さくなるので、より表面に近い位置での硬さ情報や、よりミクロ組織に敏感な硬さ情報をすることが可能となるからである。
平均的な硬度を有する位置からX線回折用のサンプルを採取、サンプル表面を研磨してスケールを除去し、鋼板表面下0.25mmの位置においてX線回折測定を行った。転位密度はX線回折測定の半価幅βから求める歪みから換算する手法を用いた。通常のX線回折により得られる回折強度曲線では、波長の異なるKα1線とKα2線の2つが重なっているため、Rachingerの方法により分離する。歪みの抽出には、以下に示すWilliamsson-Hall法を用いる。半価幅の広がりは結晶子のサイズDとひずみεが影響し、両因子の和として次式で計算できる。β=β1+β2=(0.9λ/(D×cosθ))+2ε×tanθとなる。さらにこの式を変形し、βcosθ/λ=0.9λ/D+2ε×sinθ/λとなる。sinθ/λに対してβcosθ/λをプロットすることにより、直線の傾きからひずみεが算出される。なお、算出に用いる回折線は(110)、(211)、および(220)とする。ひずみεから転位密度の換算はρ=14.4ε2/b2を用いた。なお、θはX線回折のθ‐2θ法より算出されるピーク角度を意味し、λはX線回折で使用するX線の波長を意味する。bはFe(α)のバーガース・ベクトルで、本実施例においては、0.25nmとした。
耐SSCC性は、これら各鋼板の一部を用いて造管して評価した。造管は、鋼板の端部を開先加工し、Cプレス、Uプレス、Oプレスで鋼管形状に成形した後、内面および外面の突き合わせ部をサブマージアーク溶接でシーム溶接し、拡管工程を経て製造した。図1に示すように、得られた鋼管から切り出したクーポンをフラットニングした後、5×15×115mmのSSCC試験片を鋼管内面より採取した。このとき、被検面である内面は、最表層の状態を残すために黒皮付きのままとした。採取したSSCC試験片に、各鋼管の実際の降伏強度(0.5%YS)の90%の応力を負荷し、NACE規格 TM0177 Solution A溶液を用い、硫化水素分圧:1barにて、EFC16規格の4点曲げSSCC試験に準拠して行った。また、NACE規格 TM0177 Solution B溶液を用い、硫化水素分圧:0.1bar+二酸化炭素分圧:0.9barにて、EFC16規格の4点曲げSSCC試験に準拠して行った。さらに、NACE規格 TM0177 Solution A溶液を用い、硫化水素分圧:2bar+二酸化炭素分圧:3barについても、EFC16規格の4点曲げSSCC試験に準拠して行った。720時間の浸漬後に、割れが認められない場合を耐SSCC性が良好と判断して○、また割れが発生した場合を不良と判断して×とした。結果を表2に示す。
耐HIC性は、NACE規格 TM0177 Solution A溶液を用い、硫化水素分圧:1barにて、96時間浸漬のHIC試験により調べた。また、NACE規格 TM0177 Solution B溶液を用い、硫化水素分圧:0.1bar+二酸化炭素分圧:0.9barにて、96時間浸漬のHIC試験により調べた。耐HIC性は、HIC試験で割れ長さ率(CLR)が15%以下となった場合を良好と判断して○、15%を超えた場合を×とした。結果を表2に示す。
Claims (7)
- 質量%で、C:0.02~0.08%、Si:0.01~0.50%、Mn:0.50~1.80%、P:0.001~0.015%、S:0.0002~0.0015%、Al:0.01~0.08%、Mo:0.01~0.50%およびCa:0.0005~0.005%を含有し、さらに、Nb:0.005~0.1%およびTi:0.005~0.1%から選ばれる1種以上を含有し、残部がFeおよび不可避的不純物からなる成分組成を有し、
鋼板表面下0.25mmにおける鋼組織が、転位密度1.0×1014~7.0×1014(m-2)のベイナイト組織であり、
鋼板表面下0.25mmにおけるビッカース硬さのばらつきが、標準偏差をσとしたときに3σで30HV以下であり、
520MPa以上の引張強さを有する
ことを特徴とする耐サワーラインパイプ用高強度鋼板。 - 前記成分組成が、さらに、質量%で、Cu:0.50%以下、Ni:0.10%以下およびCr:0.50%以下のうちから選んだ1種以上を含有する、請求項1に記載の耐サワーラインパイプ用高強度鋼板。
- 前記成分組成が、さらに、質量%で、V:0.005~0.1%、Zr:0.0005~0.02%、Mg:0.0005~0.02%およびREM:0.0005~0.02%のうちから選んだ1種以上を含有する、請求項1または2に記載の耐サワーラインパイプ用高強度鋼板。
- 質量%で、C:0.02~0.08%、Si:0.01~0.50%、Mn:0.50~1.80%、P:0.001~0.015%、S:0.0002~0.0015%、Al:0.01~0.08%、Mo:0.01~0.50%およびCa:0.0005~0.005%を含有し、さらに、Nb:0.005~0.1%およびTi:0.005~0.1%から選ばれる1種以上を含有し、残部がFeおよび不可避的不純物の成分組成を有する鋼片を、1000~1300℃の温度に加熱したのち、熱間圧延して鋼板とし、
その後前記鋼板に対して、
冷却開始時の鋼板表面温度:(Ar3-10℃)以上、
鋼板表面下0.25mmにおける鋼板温度で750℃から550℃までの平均冷却速度:50℃/s以下、
鋼板平均温度で750℃から550℃までの平均冷却速度:15℃/s以上、
鋼板表面下0.25mmにおける鋼板温度で550℃から冷却停止時の温度まで平均冷却速度:150℃/s以上、および
鋼板平均温度で冷却停止温度:250~550℃
の条件で制御冷却を行うことを特徴とする耐サワーラインパイプ用高強度鋼板の製造方法。 - 前記成分組成が、さらに、質量%で、Cu:0.50%以下、Ni:0.10%以下およびCr:0.50%以下のうちから選んだ1種以上を含有する、請求項4に記載の耐サワーラインパイプ用高強度鋼板の製造方法。
- 前記成分組成が、さらに、質量%で、V:0.005~0.1%、Zr:0.0005~0.02%、Mg:0.0005~0.02%およびREM:0.0005~0.02%のうちから選んだ1種以上を含有する、請求項4または5に記載の耐サワーラインパイプ用高強度鋼板の製造方法。
- 請求項1~3のいずれか一項に記載の耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2021112070A RU2767260C1 (ru) | 2018-09-28 | 2019-09-25 | Высокопрочная стальная пластина для кислотостойкого трубопровода, и способ получения стальной пластины, и высокопрочная стальная труба, в которой используется высокопрочная стальная пластина для кислотостойкого трубопровода |
| EP19865764.5A EP3859027B1 (en) | 2018-09-28 | 2019-09-25 | High strength steel plate for sour-resistant line pipe and method for manufacturing same, and high strength steel pipe using high strength steel plate for sour-resistant line pipe |
| JP2020524424A JP6825748B2 (ja) | 2018-09-28 | 2019-09-25 | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
| CN201980063039.9A CN112752857B (zh) | 2018-09-28 | 2019-09-25 | 耐酸性管线管用高强度钢板及其制造方法及使用耐酸性管线管用高强度钢板的高强度钢管 |
| BR112021005768-4A BR112021005768A2 (pt) | 2018-09-28 | 2019-09-25 | chapa de aço de alta resistência para tubulação resistente à acidez e método para produção da mesma, e tubo de aço de alta resistênica que usa a chapa de aço de alta resistência para tubulação resistente à acidez |
| KR1020217009144A KR102497360B1 (ko) | 2018-09-28 | 2019-09-25 | 내사워 라인 파이프용 고강도 강판 및 그 제조 방법 그리고 내사워 라인 파이프용 고강도 강판을 사용한 고강도 강관 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018185783 | 2018-09-28 | ||
| JP2018-185783 | 2018-09-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2020067209A1 true WO2020067209A1 (ja) | 2020-04-02 |
Family
ID=69952915
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/037697 WO2020067209A1 (ja) | 2018-09-28 | 2019-09-25 | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
Country Status (7)
| Country | Link |
|---|---|
| EP (1) | EP3859027B1 (ja) |
| JP (1) | JP6825748B2 (ja) |
| KR (1) | KR102497360B1 (ja) |
| CN (1) | CN112752857B (ja) |
| BR (1) | BR112021005768A2 (ja) |
| RU (1) | RU2767260C1 (ja) |
| WO (1) | WO2020067209A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7332078B1 (ja) | 2022-06-03 | 2023-08-23 | Jfeスチール株式会社 | サワーガス設備用高強度鋼板及びそれを用いた高強度鋼管 |
| WO2023162571A1 (ja) * | 2022-02-24 | 2023-08-31 | Jfeスチール株式会社 | 鋼板およびその製造方法 |
| WO2023233734A1 (ja) * | 2022-06-03 | 2023-12-07 | Jfeスチール株式会社 | サワーガス設備用高強度鋼板及びそれを用いた高強度鋼管 |
| JP7396551B1 (ja) | 2022-06-21 | 2023-12-12 | Jfeスチール株式会社 | 耐サワーラインパイプ用高強度鋼板及びその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
| WO2023248638A1 (ja) * | 2022-06-21 | 2023-12-28 | Jfeスチール株式会社 | 耐サワーラインパイプ用高強度鋼板及びその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
| WO2024014098A1 (ja) * | 2022-07-14 | 2024-01-18 | Jfeスチール株式会社 | 水素輸送鋼管用高強度鋼板及びその製造方法並びに水素輸送用鋼管 |
Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0711896B2 (ja) | 1988-05-25 | 1995-02-08 | 株式会社ケンウッド | 光ディスク再生装置 |
| JPH0796133B2 (ja) | 1990-01-24 | 1995-10-18 | 三菱電機株式会社 | 板状材料の成形加工法 |
| JPH0951428A (ja) | 1995-08-09 | 1997-02-18 | Fuji Photo Film Co Ltd | 画像データの補間演算方法および装置 |
| JPH0951429A (ja) | 1995-08-09 | 1997-02-18 | Fuji Photo Film Co Ltd | 画像データ補間演算方法および装置 |
| JPH0957327A (ja) | 1995-08-22 | 1997-03-04 | Sumitomo Metal Ind Ltd | 厚鋼板のスケール除去方法 |
| JP2002327212A (ja) | 2001-02-28 | 2002-11-15 | Nkk Corp | 耐サワーラインパイプ用鋼板の製造方法 |
| JP2010196163A (ja) * | 2009-01-30 | 2010-09-09 | Jfe Steel Corp | 低温靭性に優れた厚肉高張力熱延鋼板およびその製造方法 |
| JP2012077331A (ja) * | 2010-09-30 | 2012-04-19 | Jfe Steel Corp | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
| JP2013139630A (ja) * | 2011-12-09 | 2013-07-18 | Jfe Steel Corp | 鋼板内の材質均一性に優れた耐サワーラインパイプ用高強度鋼板とその製造方法 |
| WO2014041801A1 (ja) * | 2012-09-13 | 2014-03-20 | Jfeスチール株式会社 | 熱延鋼板およびその製造方法 |
| WO2018181564A1 (ja) * | 2017-03-30 | 2018-10-04 | Jfeスチール株式会社 | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
| WO2018179512A1 (ja) * | 2017-03-30 | 2018-10-04 | Jfeスチール株式会社 | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10237583A (ja) * | 1997-02-27 | 1998-09-08 | Sumitomo Metal Ind Ltd | 高張力鋼およびその製造方法 |
| JP3951429B2 (ja) | 1998-03-30 | 2007-08-01 | Jfeスチール株式会社 | 板厚方向材質差の小さい高張力鋼板の製造方法 |
| JP3951428B2 (ja) | 1998-03-30 | 2007-08-01 | Jfeスチール株式会社 | 板厚方向材質差の小さい高張力鋼板の製造方法 |
| JP3796133B2 (ja) | 2000-04-18 | 2006-07-12 | 新日本製鐵株式会社 | 厚鋼板冷却方法およびその装置 |
| JP3711896B2 (ja) | 2001-06-26 | 2005-11-02 | Jfeスチール株式会社 | 高強度ラインパイプ用鋼板の製造方法 |
| JP4305216B2 (ja) * | 2004-02-24 | 2009-07-29 | Jfeスチール株式会社 | 溶接部の靭性に優れる耐サワー高強度電縫鋼管用熱延鋼板およびその製造方法 |
| JP5110989B2 (ja) * | 2007-07-12 | 2012-12-26 | 株式会社神戸製鋼所 | 脆性亀裂伝播停止特性に優れた大入熱溶接用厚鋼板 |
| CA2844718C (en) * | 2009-01-30 | 2017-06-27 | Jfe Steel Corporation | Thick high-tensile-strength hot-rolled steel sheet having excellent low-temperature toughness and manufacturing method thereof |
| KR101688082B1 (ko) * | 2009-11-25 | 2016-12-20 | 제이에프이 스틸 가부시키가이샤 | 높은 압축 강도 및 내사우어성을 갖는 라인파이프용 용접 강관 |
| JP5126326B2 (ja) * | 2010-09-17 | 2013-01-23 | Jfeスチール株式会社 | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP5516784B2 (ja) * | 2012-03-29 | 2014-06-11 | Jfeスチール株式会社 | 低降伏比高強度鋼板およびその製造方法並びにそれを用いた高強度溶接鋼管 |
| JP5516785B2 (ja) * | 2012-03-29 | 2014-06-11 | Jfeスチール株式会社 | 低降伏比高強度鋼板およびその製造方法並びにそれを用いた高強度溶接鋼管 |
| CN104937124A (zh) * | 2013-01-24 | 2015-09-23 | 杰富意钢铁株式会社 | 拉伸强度540MPa以上的高强度管线钢管用热轧钢板 |
-
2019
- 2019-09-25 EP EP19865764.5A patent/EP3859027B1/en active Active
- 2019-09-25 JP JP2020524424A patent/JP6825748B2/ja active Active
- 2019-09-25 KR KR1020217009144A patent/KR102497360B1/ko active IP Right Grant
- 2019-09-25 RU RU2021112070A patent/RU2767260C1/ru active
- 2019-09-25 BR BR112021005768-4A patent/BR112021005768A2/pt active Search and Examination
- 2019-09-25 WO PCT/JP2019/037697 patent/WO2020067209A1/ja unknown
- 2019-09-25 CN CN201980063039.9A patent/CN112752857B/zh active Active
Patent Citations (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0711896B2 (ja) | 1988-05-25 | 1995-02-08 | 株式会社ケンウッド | 光ディスク再生装置 |
| JPH0796133B2 (ja) | 1990-01-24 | 1995-10-18 | 三菱電機株式会社 | 板状材料の成形加工法 |
| JPH0951428A (ja) | 1995-08-09 | 1997-02-18 | Fuji Photo Film Co Ltd | 画像データの補間演算方法および装置 |
| JPH0951429A (ja) | 1995-08-09 | 1997-02-18 | Fuji Photo Film Co Ltd | 画像データ補間演算方法および装置 |
| JPH0957327A (ja) | 1995-08-22 | 1997-03-04 | Sumitomo Metal Ind Ltd | 厚鋼板のスケール除去方法 |
| JP2002327212A (ja) | 2001-02-28 | 2002-11-15 | Nkk Corp | 耐サワーラインパイプ用鋼板の製造方法 |
| JP2010196163A (ja) * | 2009-01-30 | 2010-09-09 | Jfe Steel Corp | 低温靭性に優れた厚肉高張力熱延鋼板およびその製造方法 |
| JP2012077331A (ja) * | 2010-09-30 | 2012-04-19 | Jfe Steel Corp | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
| JP2013139630A (ja) * | 2011-12-09 | 2013-07-18 | Jfe Steel Corp | 鋼板内の材質均一性に優れた耐サワーラインパイプ用高強度鋼板とその製造方法 |
| WO2014041801A1 (ja) * | 2012-09-13 | 2014-03-20 | Jfeスチール株式会社 | 熱延鋼板およびその製造方法 |
| WO2018181564A1 (ja) * | 2017-03-30 | 2018-10-04 | Jfeスチール株式会社 | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
| WO2018179512A1 (ja) * | 2017-03-30 | 2018-10-04 | Jfeスチール株式会社 | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3859027A4 |
Cited By (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023162571A1 (ja) * | 2022-02-24 | 2023-08-31 | Jfeスチール株式会社 | 鋼板およびその製造方法 |
| TWI826257B (zh) * | 2022-02-24 | 2023-12-11 | 日商Jfe鋼鐵股份有限公司 | 鋼板及其製造方法 |
| JP7332078B1 (ja) | 2022-06-03 | 2023-08-23 | Jfeスチール株式会社 | サワーガス設備用高強度鋼板及びそれを用いた高強度鋼管 |
| WO2023233734A1 (ja) * | 2022-06-03 | 2023-12-07 | Jfeスチール株式会社 | サワーガス設備用高強度鋼板及びそれを用いた高強度鋼管 |
| JP7396551B1 (ja) | 2022-06-21 | 2023-12-12 | Jfeスチール株式会社 | 耐サワーラインパイプ用高強度鋼板及びその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
| WO2023248638A1 (ja) * | 2022-06-21 | 2023-12-28 | Jfeスチール株式会社 | 耐サワーラインパイプ用高強度鋼板及びその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
| WO2024014098A1 (ja) * | 2022-07-14 | 2024-01-18 | Jfeスチール株式会社 | 水素輸送鋼管用高強度鋼板及びその製造方法並びに水素輸送用鋼管 |
| JP7424550B1 (ja) | 2022-07-14 | 2024-01-30 | Jfeスチール株式会社 | 水素輸送鋼管用高強度鋼板及びその製造方法並びに水素輸送用鋼管 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN112752857B (zh) | 2022-06-03 |
| JP6825748B2 (ja) | 2021-02-03 |
| BR112021005768A2 (pt) | 2021-06-29 |
| RU2767260C1 (ru) | 2022-03-17 |
| EP3859027A1 (en) | 2021-08-04 |
| KR102497360B1 (ko) | 2023-02-08 |
| CN112752857A (zh) | 2021-05-04 |
| EP3859027B1 (en) | 2023-08-02 |
| KR20210050548A (ko) | 2021-05-07 |
| JPWO2020067209A1 (ja) | 2021-02-15 |
| EP3859027A4 (en) | 2021-09-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6521197B2 (ja) | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 | |
| WO2020067209A1 (ja) | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 | |
| JP6226062B2 (ja) | 耐歪時効特性及び耐hic特性に優れた高変形能ラインパイプ用鋼材およびその製造方法ならびに溶接鋼管 | |
| JP6844691B2 (ja) | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 | |
| JP6665822B2 (ja) | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 | |
| WO2020067210A1 (ja) | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 | |
| JP7272442B2 (ja) | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 | |
| WO2021193383A1 (ja) | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 | |
| JP6521196B1 (ja) | 耐サワーラインパイプ用高強度鋼板およびその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 | |
| JP7396551B1 (ja) | 耐サワーラインパイプ用高強度鋼板及びその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 | |
| RU2788419C1 (ru) | Высокопрочный стальной лист для сероводородостойкой магистральной трубы, способ его изготовления и высокопрочная стальная труба, полученная с использованием высокопрочного стального листа для сероводородостойкой магистральной трубы | |
| RU2805165C1 (ru) | Высокопрочный стальной лист для кислотостойких магистральных труб и способ его изготовления, и высокопрочная стальная труба с использованием высокопрочного стального листа для кислотостойкой магистральной трубы | |
| WO2023248638A1 (ja) | 耐サワーラインパイプ用高強度鋼板及びその製造方法並びに耐サワーラインパイプ用高強度鋼板を用いた高強度鋼管 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2020524424 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19865764 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20217009144 Country of ref document: KR Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112021005768 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2019865764 Country of ref document: EP Effective date: 20210428 |
|
| ENP | Entry into the national phase |
Ref document number: 112021005768 Country of ref document: BR Kind code of ref document: A2 Effective date: 20210325 |