WO2019189347A1 - 粉末床溶融結合造形物及びその作製方法 - Google Patents
粉末床溶融結合造形物及びその作製方法 Download PDFInfo
- Publication number
- WO2019189347A1 WO2019189347A1 PCT/JP2019/013161 JP2019013161W WO2019189347A1 WO 2019189347 A1 WO2019189347 A1 WO 2019189347A1 JP 2019013161 W JP2019013161 W JP 2019013161W WO 2019189347 A1 WO2019189347 A1 WO 2019189347A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- solidified
- resin powder
- modeling
- laser beam
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
Images





























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
- B33Y40/20—Post-treatment, e.g. curing, coating or polishing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/38—Process control to achieve specific product aspects, e.g. surface smoothness, density, porosity or hollow structures
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/314—Preparation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Definitions
- the present invention relates to a powder bed fusion bonded model and a method for manufacturing the same.
- Such a modeling apparatus includes an optical modeling apparatus and a powder bed fusion bonding apparatus.
- the powder bed fusion bonding apparatus stores a powder material in a storage container.
- the powder material is transported from the storage container to the production container by the recoater, and a thin layer of the powder material is formed on the modeling table in the production container.
- the powder material in this region is melt-bonded and solidified to form a solidified layer.
- the solidified layer is laminated on the modeling table to produce a three-dimensional structure.
- Examples of powder materials used in the production of a model include resin powder, metal powder, ceramic powder, and mixed powders thereof.
- the molded object When a molded object is produced with a powder bed fusion bonding apparatus using resin powder, the molded object produces a mold as compared with a molded article produced with an injection molding apparatus using the same type of resin. Although it can be produced in a short period of time because it is not necessary, the strength is lowered because no pressure is applied during production.
- a solidified layer of a resin bed in which n (n is an integer greater than or equal to 3) layers of a solidified resin layer is formed The solidified layer of the first layer is melted and solidified with a first energy, and each of the solidified layers of the second layer to the (n-1) th layer is formed from at least one of the solidified layers adjacent in the vertical direction.
- the protruding portion that protrudes outward, and the overlapping portion that is at least as thick as the thickness of the solidified layer inside the protruding portion that overlaps the adjacent solidified layer is melted and solidified by the first energy
- the protruding portion and A powder bed fusion bonding model in which a central portion inside the overlapping portion is melted and solidified by a second energy lower than the first energy, and the solidified layer of the nth layer is melted and solidified by the first energy. Things are provided.
- a step of forming a layer of the resin powder and after forming the layer of the resin powder, irradiating a modeling region of the layer of the resin powder with laser light,
- the resin powder is melt-bonded, solidified, and a step of forming a solidified layer is repeated to form an n (n is an integer of 3 or more) layer of the resin powder, and the resin of the n layer
- n is an integer of 3 or more
- the laser beam is irradiated with the first energy from the bottom to the modeling region of the first layer of the resin powder, and the second layer to the (n ⁇ 1) th layer.
- the resin powder adjacent vertically in the modeling region of each layer of the resin powder A protruding portion that protrudes outward from at least one of the modeling regions of the layer, and at least the thickness of the resin powder layer inside the protruding portion that overlaps the modeling region of the adjacent resin powder layer
- the laser beam is irradiated to the overlapping portion of the width with the first energy, and the laser beam is irradiated to the center portion inside the protruding portion and the overlapping portion with a second energy lower than the first energy.
- a laser beam is irradiated with a first energy to a modeling region of the first resin powder layer from the bottom among the n resin powder layers, and the second layer Thru
- the laser beam is irradiated with the first energy to at least the overlapping portion having a width corresponding to the thickness of the resin powder layer inside the protruding portion that overlaps the modeling region of the layer, and the laser is applied to the protruding portion and the central portion inside the overlapping portion.
- the light is irradiated with the second energy lower than the first energy, and the laser light is irradiated with the first energy to the modeling region of the nth resin powder layer.
- the modeling region of the first layer of the resin powder, the protruding portion and the overlapping portion of the modeling regions of the second to (n-1) th resin powder layers, and the nth layer can be firmly melt-bonded.
- the surface of the first solidified layer exposed to the atmosphere, the protruding portion of the surface of each of the second to n ⁇ 1th solidified layers, and the nth layer Open pores formed on the entire surface of the solidified layer, that is, the entire surface of the powder bed fusion bonded model is formed when the entire modeling region of the n-layer resin powder layer is irradiated with laser light with the second energy.
- the number of open pores can be reduced.
- the overlapped portion becomes a room for the protruding portion, and the end of the protruding portion at the center side of the surface of each of the second layer to the (n-1) th solidified layer that may be exposed to the atmosphere. It is possible to suppress the formation of open pores in the portion.
- FIG. 1 is a cross-sectional view showing an example of the structure of a shaped article produced using a powder bed fusion bonding apparatus using resin powder.
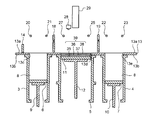
- FIG. 2 is a diagram for explaining an example of the configuration of the powder bed fusion bonding apparatus according to the present embodiment.
- FIG. 3A is a top view showing a configuration other than the casing of the powder bed fusion bonding apparatus, and
- FIG. 3B is a cross-sectional view taken along the line II in FIG.
- FIG. 4 is a block diagram illustrating the configuration of the laser beam emitting unit.
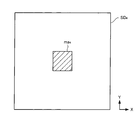
- FIG. 5 is a diagram illustrating an example of a configuration of slice data of the first layer (lowermost layer) from the bottom of the modeled object when the modeled object to be manufactured is divided into four layers.
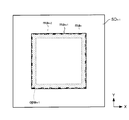
- FIG. 6 is a diagram illustrating an example of the configuration of slice data of the second layer (intermediate layer) from the bottom of the modeled object when the modeled object to be manufactured is divided into four layers.
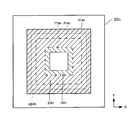
- FIG. 7 is a diagram illustrating an example of the configuration of slice data of the third layer (intermediate layer) from the bottom of the modeled object when the modeled object to be manufactured is divided into four layers.
- FIG. 8 is a diagram illustrating an example of a configuration of slice data of the fourth layer (uppermost layer) from the bottom of the modeled object when the modeled object to be manufactured is divided into four layers.
- FIGS. 9A and 9B are diagrams illustrating a zigzag scanning method as an example of a laser beam scanning method.
- FIG. 9A and 9B are diagrams illustrating a zigzag scanning method as an example of a laser beam scanning method.
- FIG. 10 is a cross-sectional view (part 1) in the middle of the formation of the buffer layer of the powder material.
- FIG. 11 is a sectional view (No. 2) in the middle of forming the buffer layer of the powder material.
- FIG. 12 is a sectional view (No. 3) in the middle of forming the buffer layer of the powder material.
- FIG. 13 is a sectional view (No. 4) in the middle of the formation of the buffer layer of the powder material.
- FIG. 14 is a cross-sectional view (No. 1) in the middle of the fabrication of the shaped object.
- FIG. 15 is a cross-sectional view (No. 2) in the middle of the fabrication of the shaped object.
- FIG. 16 is sectional drawing (the 3) in the middle of preparation of a molded article.
- FIG. 17 is sectional drawing (the 4) in the middle of preparation of a molded article.
- FIG. 18 is a cross-sectional view (part 5) in the middle of the fabrication of the shaped object.
- FIG. 19 is a flowchart for explaining a method for adjusting the energy density of laser light applied to a thin modeling region of a powder material of n (n is an integer of 3 or more) layers, which is performed in the control unit when a model is manufactured. (Part 1).
- FIG. 20 is a flowchart for explaining a method for adjusting the energy density of laser light applied to a thin modeling region of a powder material of n (n is an integer of 3 or more) layers, which is performed in the control unit when a model is manufactured. (Part 2).
- FIG. 1 is sectional drawing (the 4) in the middle of preparation of a molded article.
- FIG. 18 is a cross-sectional view (part 5) in the middle of the fabrication of the shaped object.
- FIG. 19 is a
- FIG. 21A is a top view showing the configuration of the first solidified layer from the bottom as the bottom layer
- FIG. 21B is a cross-sectional view taken along the line II-II in FIG. is there.
- FIG. 22 shows the second layer obtained when the slice data of the first layer directly below and the slice data of the third layer directly above are superimposed on the slice data of the second layer as an example of the intermediate layer. It is a figure explaining the structure of slice data.
- FIG. 23 shows the third layer obtained when the slice data of the second layer immediately below and the slice data of the fourth layer immediately above are superimposed on the slice data of the third layer as another example of the intermediate layer. It is a figure explaining the structure of the slice data.
- FIG. 22 shows the second layer obtained when the slice data of the first layer directly below and the slice data of the third layer directly above are superimposed on the slice data of the second layer as an example of the intermediate layer. It is a figure explaining the structure of slice data.
- FIG. 23 shows the third layer obtained when the slice data of the second
- FIG. 24 shows the slice data of the (n ⁇ 1) th layer as an example of the intermediate layer when the protruding portion overlaps a part of the outer peripheral portion, It is a figure explaining the structure of the slice data of the (n-1) th layer when it overlaps with the slice data of the nth layer.
- FIG. 25 (a) is a top view showing the configuration of the second solidified layer as an example of the intermediate layer
- FIG. 25 (b) is a cross-sectional view taken along the line III-III in FIG. 25 (a).
- FIG. 26A is a top view showing a configuration of a third solidified layer as another example of the intermediate layer
- FIG. 26B is a cross-sectional view taken along the line IV-IV in FIG. It is.
- FIG. 27A is a top view showing the configuration of the (n ⁇ 1) th solidified layer as an example of the intermediate layer in the case where the protruding portion overlaps a part of the outer peripheral portion
- FIG. FIG. 27A is a cross-sectional view taken along line VV in FIG. 27A
- FIG. 27C is a cross-sectional view taken along line VI-VI in FIG.
- FIG. 28A is a top view showing the configuration of the fourth solidified layer as the uppermost layer
- FIG. 28B is a cross-sectional view taken along line VII-VII in FIG.
- FIG. 29 is a view showing a cross-sectional structure in the height direction of the powder bed fusion bonded article according to the present embodiment.
- FIG. 30 shows the slice data of the (n ⁇ 1) th layer as an example of the intermediate layer when there is no protrusion in the modeling area, It is a figure explaining the structure of the slice data of the (n-1) th layer when it overlaps with slice data.
- FIG. 31 shows the slice data of the (n ⁇ 1) th layer as another example of the intermediate layer when there is no protrusion in the modeling area, the slice data of the immediately below (n ⁇ 2) th layer, and the nth layer of the immediately above It is a figure explaining the structure of the slice data of the (n-1) th layer when it overlaps with the slice data of.
- FIG. 32A is a top view showing an example of the configuration of the (n ⁇ 1) -th solidified layer as an example of the intermediate layer in the case where there is no protruding portion in the modeling region, and FIG. FIG. 32 is a sectional view taken along line VIII-VIII in FIG.
- FIG. 33A is a top view showing the configuration of the (n ⁇ 1) th solidified layer as another example of the intermediate layer in the case where there is no protrusion in the modeling region, and FIG. It is sectional drawing in the IX-IX line of (a).
- FIG. 34 is a diagram showing a cross-sectional structure in the height direction of a powder bed fusion bonded article according to a comparative example.
- the properties indicating the strength of a modeled object for example, there is toughness indicating tenacity. If this toughness is small, the modeled object tends to break.
- the inventor of the present application investigated the cause of reduced toughness when a molded object was produced with a powder bed fusion bonding apparatus using resin powder, and the cause was the pores formed in the molded object. I found.
- FIG. 1 is a cross-sectional view showing an example of the structure of a shaped article produced with a powder bed fusion bonding apparatus using resin powder.
- pores may be formed in a molded article made of a powder bed fusion bonding apparatus using resin powder.
- Such pores include open pores OP in the open space formed on the surface (the upper surface 100 a, the lower surface 100 b, and the side surface 100 c) of the modeling object 100, and the closure formed inside the modeling object 100.
- the open pores OP are formed on the surfaces 100a to 100c of the molded article 100
- the stress when stress is applied to the molded article 100, the stress concentrates on the open pores OP, and the open pores OP are the starting points.
- the molded article 100 is easily broken.
- the toughness (strength) of the model is improved by suppressing the formation of open pores on the surface of the model as follows.
- FIG. 2 is a diagram for explaining an example of the configuration of the powder bed fusion bonding apparatus.
- FIG. 3A is a top view showing a configuration other than the casing of the powder bed fusion bonding apparatus, and
- FIG. 3B is a cross-sectional view taken along the line II in FIG.
- the powder bed fusion bonding apparatus 1 includes, in its housing 2, two storage containers 3 and 4 that store powder materials, and a molded article using the powder materials of the storage containers 3 and 4. And the production container 5 from which the product is produced is accommodated.
- the kind of the powder material is not particularly limited.
- a powder material polyphenylene sulfide (PPS), polybutylene terephthalate (PBT), nylon 6, nylon 11, and nylon 12 (nylon is a registered trademark), polyamide (PA), polypropylene (PP), and elastomer (EL And other thermoplastic resin powders.
- the storage containers 3 and 4 are formed by, for example, bending and welding a steel plate and opening in a rectangular shape when viewed from above. This is a cylindrical container.
- supply tables 6 and 7 Supplied inside the storage containers 3 and 4 are supply tables 6 and 7, respectively.
- the powder material 8 is supplied from the outside onto the supply tables 6 and 7.
- support rods 9 and 10 connected to a driver (not shown) are attached to the lower surfaces of the supply tables 6 and 7. By driving the support rods 9 and 10 with these drivers, the supply tables 6 and 7 are moved up and down inside the storage containers 3 and 4 via the support rods 9 and 10.
- the production container 5 is a cylindrical container that is formed, for example, by bending and welding a steel plate and opening in a square shape when viewed from above.
- a shaping table 11 is arranged inside the production container 5.
- the powder material 8 of the storage containers 3 and 4 is supplied onto the modeling table 11.
- a support bar 12 connected to a driver (not shown) is attached to the lower surface of the modeling table 11. By driving the support bars 9 and 10 with this driver, the modeling table 11 moves up and down the inside of the production container 5 through the support bar 12.
- a transport plate 13 is installed on the storage containers 3, 4 and the production container 5.
- a recoater 14 is provided on the transport plate 13.
- the transport plate 13 is a steel plate having a flat upper surface 13a and a lower surface 13b, and is provided with three through holes 13c to 13e.
- the left through hole 13c and the right through hole 13e have the same shape and size as the upper openings of the storage containers 3 and 4.
- the central through hole 13d has the same shape and size as the upper opening of the production container 5.
- the storage container 3 when the storage container 3 is disposed under the through-hole 13c, the preparation container 5 is disposed under the through-hole 13d, and the storage container 4 is disposed under the through-hole 13e, the through-hole 13c
- the holes 13d and the through holes 13e communicate with the upper opening of the storage container 3, the upper opening of the production container 5, and the upper opening of the storage container 4, respectively.
- the recoater 14 is an elongated metal plate standing in a direction perpendicular to the upper surface 13a of the transport plate 13, and is connected to a driver (not shown). By driving the recoater 14 by this driver, the recoater 14 moves leftward or rightward on the upper surface 13a of the transport plate 13.
- the feeding tables 6 and 7 and the modeling table 11 are moved up and down, and the recoater 14 is moved left and right, whereby the powder material 8 of the storage container 3 or the storage container 4 is transferred to the transport plate 13. It is transported to the production container 5 through the upper surface 13a and the through holes 13c to 13e. In this way, the powder material 8 in the storage containers 3 and 4 is supplied to the production container 5.
- the supply parts (resin material supply part) of the powder material 8 are constituted by the storage containers 3 and 4, the supply tables 6 and 7, the transport plate 13, and the recoater 14.
- upper heating units 15 to 17 and reflecting plates 18 and 19 are provided in the space in the housing 2 above the transport plate 13.
- the upper heating unit 15 is disposed above the storage container 3 and includes two rod-shaped heaters 20 and 21.
- the upper heating unit 16 is disposed above the storage container 4 and includes two rod-shaped heaters 22 and 23.
- These heaters 20 to 23 are infrared heaters or resistance heaters, and are arranged in parallel to each of these side portions inside the longitudinal side portions of the storage containers 3 and 4 when viewed from above. Yes.
- the powder material 8 in the storage containers 3 and 4 is heated from above by the heaters 20 to 23.
- the upper heating unit 17 is disposed above the production container 5 and includes four rod-shaped heaters 24 to 27.
- These heaters 24 to 27 are infrared heaters or resistance heaters, and are installed in parallel to each of these side portions inside all the side portions of the production container 5 when viewed from above. Thereby, the powder material 8 of the production container 5 is heated from above.
- the reflection plates 18 and 19 are metal plates that are attached to a support column in the housing 2 (not shown) and are set up in a direction perpendicular to the upper surface 13 a of the transport plate 13. And between the production container 5 and the storage container 4.
- the left reflector 18 has a mirror-finished surface on the production container 5 side (right surface), and the right reflector 19 has a mirror-finished surface on the production container 5 side (left surface). ing.
- the reflectors 18 and 19 can heat the powder material 8 of the production container 5 by reflecting the heat (infrared rays) of the heaters 24 to 27. For this reason, while heating the powder material 8 of the production container 5 to a predetermined temperature, the upper heating part 17 can maintain the temperature with little power consumption.
- the reflectors 18 and 19 are connected to the upper portions 18a and 19a via the upper portions 18a and 19a fixed to the support column in the housing 2 and the hinges 18b and 19b, respectively, and can swing left and right. It consists of lower parts 18c and 19c. Due to the structure of the reflection plates 18 and 19, the recoater 14 can pass through the reflection plates 18 and 19 via the lower portions 18c and 19c.
- the powder bed melt bonding apparatus 1 is also provided with a heating unit other than the upper heating units 15 to 17.
- a side heating unit that heats the powder material 8 of the preparation container 5 from the side is provided on the side of the preparation container 5.
- a lower heating unit for heating the powder material 8 of the production container 5 from below is provided between the modeling table 11 and the support rod 12.
- the lower surface 13 b of the transport plate 13 is provided with a transport plate heating unit that heats the powder material 8 in contact with the transport plate 13.
- Each of these heating units includes a plate-shaped resistance heating heater with a temperature sensor.
- the storage containers 3 and 4, the production container 5, the transport plate 13, the recoater 14, the upper heating units 15 to 17, the reflection plates 18 and 19, and the like are arranged in the housing 2.
- two glass windows 2 a and 2 b are fitted into the upper portion of the housing 2.
- a temperature detector 28 is provided above one window 2a.
- the temperature detection unit 28 is a device that detects the temperature by infrared rays, and is disposed inside the side portion of the production container 5 when viewed from above. Thereby, the temperature detection unit 28 can detect the surface temperature of the powder material 8 in the through hole 13 d of the transport plate 13 communicating with the opening of the production container 5.
- a plurality of temperature detection units 28 may be prepared, and each of these temperature detection units 28 may be disposed at different positions inside the side portion of the production container 5 when viewed from above. Thereby, the surface temperature of the powder material 8 can be detected with higher accuracy.
- the powder bed fusion bonding apparatus 1 includes, in addition to the temperature detection unit 28, the powder material 8 in the through holes 13 c and 13 e of the transport plate 13 communicating with the openings of the storage containers 3 and 4.
- a temperature detector for detecting the surface temperature is also provided.
- a laser beam emitting portion 29 is provided above the other window 2b.
- the laser beam emitting unit 29 is a device that emits laser beam and scans it, and is disposed inside the side of the production container 5 when viewed from above.
- the configuration of the laser beam emitting portion 29 is as follows.
- FIG. 4 is a block diagram illustrating the configuration of the laser beam emitting unit 29.
- the laser beam emitting unit 29 includes a light source 30, a mirror 31, a lens 32, and a driver 33.
- the light source 30 is, for example, a CO 2 laser light source that emits laser light having a wavelength of 10.6 ⁇ m.
- the light source 30 is not limited to a CO 2 laser light source, and may be a fiber laser light source that emits laser light having a wavelength of 1.07 ⁇ m.
- the mirror 31 has a galvanometer mirror as the X mirror 31a and a galvanometer mirror as the Y mirror 31b, and changes the angle of the laser light emitted from the light source 30 by changing the angles of the X mirror 31a and the Y mirror 31b. .
- the lens 32 moves in accordance with the movement of the laser beam emitted from the light source 30, and changes the focal length of the laser beam.
- the driver 33 changes the angles of the X mirror 31a and the Y mirror 31b and moves the lens 32.
- the laser beam emitted from the light source 30 passes through the lens 22, the X mirror 31a, and the Y mirror 31b in this order.
- the laser light is scanned in the X direction and the Y direction, and is applied to a specific region on the surface of the powder material 8 in the through hole 13d. It comes to be irradiated.
- the lens 32 is moved by driving the driver 33, so that the laser beam is focused on the surface of the powder material 8.
- a control unit 34 is disposed outside the housing 2.
- the control unit 34 is composed of a computer having a CPU (Central Processing Unit) and a memory.
- the memory stores a program for performing various processes related to the production of the modeled object, and the control unit 34 controls various devices of the powder bed fusion bonding apparatus 1 based on the program.
- control unit 34 outputs a control signal to the drivers of the support rods 9, 10, 12 to raise and lower the supply tables 6, 7 of the storage containers 3, 4 and the modeling table 11 of the production container 5. Further, the control unit 34 outputs a control signal to the driver of the recoater 14 to move the recoater 14 left and right on the upper surface 13 a of the transport plate 13.
- control part 34 is the powder material 8 used by preparation of a molded article, and the powder material in the through-holes 13c, 13d, and 13e of the conveyance board 13 output from the temperature detection part 28 and other temperature detection parts. 8 is used to output control signals to the heaters 20 to 27 of the upper heating sections 15 to 17 to adjust the surface temperatures of the powder material 8 in the through holes 13c, 13d, and 13e, respectively.
- control unit 34 outputs a control signal to the heater based on the temperature data output from the heater temperature sensor for the other heating units, and the temperature of the powder material 8 in the production container 5, And the temperature of the powder material 8 on the conveyance board 13 is adjusted.
- control unit 34 outputs a control signal to the laser beam emitting unit 29 based on the type of the powder material 8 described above and the slice data (drawing pattern) of the three-dimensional structure to be manufactured.
- the region irradiated with the laser beam and the energy density of the laser beam are adjusted.
- the slice data is obtained by slicing a three-dimensional structure to be produced at a predetermined interval (for example, 0.1 mm) in the height direction (Z direction) and dividing it into a plurality of layers (X direction and X direction). Data including the position in the Y direction).
- FIGS. 5 to 8 are diagrams for explaining an example of the configuration of slice data of each layer in the case where the modeled object to be produced is divided into four layers. 5 to 8, the slice data of FIG. 5 is slice data of the first layer (lowermost layer) from the bottom of the modeled object, and that of FIG. 6 is slice data of the second layer (intermediate layer). 7 is slice data of the third layer (intermediate layer), and that of FIG. 8 is slice data of the fourth layer (uppermost layer).
- slice data SD 1 of the first layer includes a data modeling area ma 1 comprising a first layer shaped article.
- the positions of the points in the slice data SD 1 including the modeling area ma 1 are represented by coordinates in the X direction and the Y direction.
- the outer periphery of the slice data SD 1 corresponds to the outer periphery of the through hole 13d of the carrying plate 13 (or, the opening of the produced container 5).
- the remaining slice data SD 2 to SD 4 of the second layer to the fourth layer have the same configuration as the slice data SD 1 of the first layer.
- FIG. 9 is a diagram illustrating a zigzag scanning method as an example of a laser beam scanning method.
- sc 1 to sc 9 are arranged in a zigzag pattern. Specifically, odd-numbered scanning lines sc 1 , sc 3 , sc 5 , sc 7 , sc 9 extending in the X direction are arranged in parallel at intervals, and further in an acute angle direction with respect to the X direction.
- the even-numbered scanning lines sc 2 , sc 4 , sc 6 , and sc 8 that extend are arranged in parallel at intervals. Then, the end points of the scanning lines sc 1 to sc 9 are connected to each other.
- the scanning lines sc 10 to sc 13 are arranged on the outer peripheral line ol of the modeling area ma of the slice data SD. Then, the end points of the scanning lines sc 10 to sc 13 are connected to each other.
- the control unit 34 controls the laser beam emitting unit 29 based on the slice data SD 1 to SD 4 and the zigzag scanning method described above, and corresponds to the modeling regions ma 1 to ma 4 of the slice data SD 1 to SD 4.
- Laser light is emitted and scanned in a thin layer region (modeling region) of the powder material 8 in the through hole 13d of the transport plate 13. In this way, the laser beam is irradiated onto the modeling region of the thin layer of the powder material 8.
- the laser beam scanning method is not limited to the zigzag scanning method.
- a scanning method of laser light a raster scanning method in which scanning lines sc extending in the same direction (for example, the X direction and the Y direction) are arranged in parallel with an interval with respect to the modeling region ma of the slice data SD
- a scanning method may be used in which the scanning lines sc are spirally arranged at intervals along the outer peripheral line ol.
- the energy density of laser light will be described.
- the energy density is represented by the following formula (1).
- E P / (V ⁇ SS ⁇ e) (1)
- E the energy density (J / m 3 ) of the laser beam
- P the output (W) of the laser beam
- V the scanning speed (m / s) of the laser beam
- SS the scanning interval (m) of the laser beam
- e the thickness (m) of the thin layer of the powder material 8.
- equation (1) for example, when the thickness e of the thin layer of the powder material 8 is the same, the output P is increased, the scanning speed V is decreased, or the scanning interval SS is decreased. Thereby, when irradiating a modeling area
- the laser light output P, the scanning speed V, and the scanning interval SS other than the thickness e of the thin layer of the powder material 8 can be changed by controlling the laser light emitting unit 29. It is.
- the control unit 34 controls the laser beam emitting unit 29 to change any one of the laser beam output P, the scanning speed V, and the scanning interval SS, so that the laser beam received by the thin layer forming region of the powder material 8 is received.
- the energy density E is adjusted.
- the powder bed fusion bonding apparatus 1 is configured as described above.
- the powder container is bonded after the production container 5 and the storage containers 3 and 4 supplied with the powder material 8 are accommodated in the casing 2 of the powder bed melt bonding apparatus 1. Assume that the device 1 is in the state shown in FIG.
- the upper surface of the powder material 8 of the storage containers 3 and 4 is the same height as the upper surface 13 a of the transport plate 13. Further, the upper surface of the modeling table 11 of the production container 5 is the same height as the upper surface 13 a of the transport plate 13.
- the recoater 14 is disposed on the left side of the storage container 3 in the upper surface 13 a of the transport plate 13.
- the control unit 34 forms a model based on the three-dimensional data of the model input from the outside of the apparatus 1 and the type of the powder material 8. Is created and stored in the memory.
- control unit 34 controls the driver of the support bar 9 of the storage container 3, the driver of the support bar 10 of the storage container 4, the driver of the support bar 12 of the preparation container 5, and the driver of the recoater 14, and thereby the preparation container A buffer layer of the powder material 8 is formed on the 5 modeling table 11.
- the modeling object 11 is placed on the modeling table 11. A buffer layer of the powder material 8 is formed.
- 10 to 13 are cross-sectional views during the formation of the buffer layer.
- control unit 34 controls the driver of the support rod 9 of the left storage container 3 to raise the supply table 6. Thereby, the powder material 8 of the storage container 3 is protruded above the upper surface 13a of the conveyance board 13 through the through-hole 13c.
- control unit 34 controls the driver of the support rod 12 of the production container 5 to lower the modeling table 11 by a thickness of a thin layer of the powder material 8, for example, 0.1 mm, and on the right side.
- the driver of the support rod 10 of the storage container 4 is controlled to lower the supply table 7.
- the control unit 34 controls the driver of the recoater 14 to move the recoater 14 to the right on the upper surface 13 a of the transport plate 13.
- the recoater 14 scrapes the powder material 8 of the storage container 3 protruding from the upper surface 13a and transports it to the preparation container 5 through the upper surface 13a and the through hole 13d.
- the powder material 8 of the storage container 3 is supplied to the production container 5, and the thin layer 35 of the first layer of powder material 8 is formed on the modeling table 11.
- control unit 34 moves the recoater 14 to the right.
- the recoater 14 is made to carry the powder material 8 which was not used for formation of the thin layer 35 to the storage container 4 via the upper surface 13a and the through-hole 13e.
- control unit 34 stops the recoater 14 at a position on the right side of the storage container 4.
- control unit 34 raises the supply table 7 of the storage container 4. Thereby, the powder material 8 of the storage container 4 is protruded above the upper surface 13a of the conveyance board 13 through the through-hole 13e.
- control unit 34 lowers the modeling table 11 of the production container 5 by the thickness of one layer of the thin layer of the powder material 8 described above and lowers the supply table 6 of the storage container 3.
- the control unit 34 moves the recoater 14 leftward on the upper surface 13 a of the transport plate 13.
- the recoater 14 scrapes the powder material 8 of the storage container 4 protruding from the upper surface 13a and transports it to the preparation container 5 through the upper surface 13a and the through hole 13d.
- the powder material 8 of the storage container 4 is supplied to the production container 5, and the thin layer 36 of the second layer of the powder material 8 is formed on the modeling table 11.
- control unit 34 moves the recoater 14 in the left direction.
- the recoater 14 conveys the powder material 8 which is not used for forming the thin layer 36 to the storage container 3 through the upper surface 13a and the through hole 13c.
- control unit 34 stops the recoater 14 on the left side of the storage container 3.
- the thin layer 37 of the third powder material 8 is formed on the second thin layer 36 in the same manner as the formation of the first thin layer 35. Further, a thin layer 38 of the fourth powder material 8 is formed on the third thin layer 37 in the same manner as the formation of the second thin layer 36.
- the thin layers 36 to 38 of the powder material 8 are laminated on the modeling table 11 of the production container 5, A buffer layer 39 having a thickness of 10 mm (for example, 10 mm) is formed.
- the thin layers 36 to 38 of the four layers of the powder material 8 are shown as the buffer layer 39, but the actual number of thin layers of the powder material 8 depends on the thickness of the buffer layer 39. Number of layers.
- control unit 34 controls the heaters 20 to 27 of the upper heating units 15 to 17 to preheat the powder material 8 in the storage containers 3 and 4 and the powder material 8 in the production container 5.
- the powder material 8 is melt bonded and solidified to form a solidified layer by irradiating the modeling region of the thin layer of the powder material 8 with laser light as will be described later. At this time, if the temperature difference between the modeling region irradiated with the laser beam in the thin layer of the powder material 8 and the surrounding region is large, the solidified layer is excessively contracted after being irradiated with the laser beam, and solidified. Warping may occur in the layer.
- the powder material 8 in the storage containers 3 and 4 and the powder material 8 in the preparation container 5 are preheated before the production of the shaped object is started.
- the preheating method will be described.
- control unit 34 controls the heaters 20 to 27 of the upper heating units 15 to 17 and other heating units (side heating unit, lower heating unit, and transport plate heating unit). Turn on the heater.
- control part 34 is the data of the kind of powder material 8, and the surface temperature of the powder material 8 in the through-holes 13c, 13d, and 13e of the conveyance board 13 output from the temperature detection part 28 and other temperature detection parts. Based on the above, the heat generation amount of the heaters 20 to 27 is adjusted. Furthermore, the control part 34 adjusts the emitted-heat amount of a heater based on the data of the temperature output from the temperature sensor of a heater about another heating part.
- the surface of the powder material 8 in the through hole 13c, the through hole 13d, and the through hole 13e of the transport plate 13 is raised to a predetermined temperature and maintained at that temperature.
- the surface of the powder material 8 in the through-hole 13d communicating with the opening of the production container 5 is at a temperature suitable for starting production of a shaped object, for example, about 10 ° C. to 15 ° C. above the melting point of the powder material 8 Maintained at low temperature.
- the surface of the powder material 8 in the through hole 13d is maintained at a temperature of about 115 ° C. to 120 ° C. as an appropriate temperature. Is done.
- the powder material 8 is preheated.
- Such preheating is continuously performed not only during the formation of the buffer layer 39 but also during the formation of a shaped article on the buffer layer 39 described later.
- all the heaters of the powder bed melt bonding apparatus 1 are turned on simultaneously with the start of the formation of the buffer layer 39, but before the start of formation of the buffer layer 39, the powder bed melt bonding apparatus 1 is turned on. All of the heaters may be turned on. For example, all the heaters of the powder bed fusion bonding apparatus 1 may be turned on immediately after the storage containers 3 and 4 and the production container 5 are accommodated in the housing 2 of the powder bed fusion bonding apparatus 1.
- 14 to 18 are cross-sectional views in the middle of production of a modeled object.
- the controller 34 raises the supply table 6 of the left storage container 3 as shown in FIG. Thereby, the powder material 8 of the storage container 3 is protruded above the upper surface 13a of the conveyance board 13 through the through-hole 13c.
- control unit 34 lowers the modeling table 11 by the thickness (0.1 mm) of the thin layer of the powder material 8 described above and lowers the supply table 7 of the right storage container 4.
- the control unit 34 moves the recoater 14 rightward on the upper surface 13 a of the transport plate 13.
- the recoater 14 scrapes the powder material 8 of the storage container 3 protruding from the upper surface 13a and transports it to the preparation container 5 through the upper surface 13a and the through hole 13d.
- the thin layer 40 of the powder material 8 of the first layer is formed on the buffer layer 39 for forming a molded article.
- the recoater 14 by moving the recoater 14 to the right, the recoater 14 has the upper surface 13a and the through-holes 13e with the powder material 8 remaining without being used to form the thin layer 40.
- the storage container 4 Through the storage container 4.
- control unit 34 stops the recoater 14 on the right side of the storage container 4.
- control unit 34 controls the laser beam emitting unit 29 based on the slice data SD 1 of the first layer, into shaped region ma 1 slice data SD 1 Laser light is emitted and scanned in the corresponding region (modeling region) of the thin layer 40 of the first layer.
- the modeling region of the first thin layer 40 is irradiated with laser light.
- the powder material 8 in this modeling area is melt-bonded and solidified to form the first solidified layer 40a.
- control unit 34 stops the emission and scanning of the laser light.
- control unit 34 raises the supply table 7 of the right storage container 4. Thereby, the powder material 8 of the storage container 4 is protruded above the upper surface 13a of the conveyance board 13 through the through-hole 13e.
- control unit 34 lowers the modeling table 11 by the thickness of one layer of the thin layer of the powder material 8 and lowers the supply table 6 of the left storage container 3.
- the control unit 34 moves the recoater 14 leftward on the upper surface 13 a of the transport plate 13.
- the recoater 14 scrapes the powder material 8 of the storage container 4 protruding from the upper surface 13a and transports it to the preparation container 5 through the upper surface 13a and the through hole 13d.
- the thin layer 41 of the second layer powder material 8 is formed on the first thin layer 40 on which the solidified layer 40a is formed.
- control unit 34 moves the recoater 14 leftward so that the powder material 8 remaining without being used for forming the thin layer 41 is transferred to the recoater 14 on the upper surface 13a. And it is made to convey to the storage container 3 through the through-hole 13c.
- control unit 34 stops the recoater 14 on the left side of the storage container 3.
- control unit 34 controls the laser beam emitting unit 29 based on the slice data SD 2 of the second layer, the shaped region ma 2 of slice data SD 2 Laser light is emitted and scanned in the region (modeling region) of the corresponding thin layer 41 of the second layer.
- the laser beam is irradiated to the modeling region of the second thin layer 41.
- the powder material 8 in this modeling region is melt-bonded and solidified to form the second solidified layer 41a.
- control unit 34 stops the emission and scanning of the laser light.
- the third layer powder material 8 is formed on the second thin layer 41 and the solidified layer 41a.
- the fourth thin layer 42 and the solidified layer 42a are formed on the third thin layer 42 and the solidified layer 42a.
- a thin layer 43 and a solidified layer 43a of the powder material 8 of the layer are formed.
- the solidified layers 40a to 43a are formed on the buffer layer 39 in the production container 5 as shown in FIG. Are stacked to produce a three-dimensional structure 44.
- control unit 34 adjusts the energy density E of the laser beam applied to the modeled areas of the thin layers 40 to 43 as follows.
- 19 and 20 show the energy density E of the laser light applied to the modeling region of the thin layer of the powder material 8 of n (n is an integer of 3 or more), which is performed in the control unit 34 when the modeled object is manufactured. It is a flowchart explaining the adjustment method.
- step S ⁇ b> 11 the control unit 34 creates slice data SD of a modeled object to be manufactured based on the three-dimensional data of the modeled object and the type of the powder material 8 as described above. Store in memory.
- the control unit 34 shows the slice data of the shaped article as shown in FIG. 5 to FIG. Slice data SD 1 to SD 4 are created and stored in the memory.
- control unit 34 controls the support rods 9, 10, 12 and the recoater 14 to form the buffer layer 39 as shown in FIGS. 10 to 13, and the heaters 20 to 27 to control the powder material. 8 is preheated.
- control proceeds to step S12, the control unit 34 reads out the slice data SD 1 from the bottom of the molded object from the memory the first layer.
- control unit 34 controls the support rods 9, 10, 12 and the recoater 14 to form the first thin layer 40 of the powder material 8 as shown in FIGS. 14 (a) to 15 (a). Form.
- control unit 34 controls the laser beam emitting unit 29 based on the slice data SD 1 of the first layer corresponds to the shaping region ma 1 of the slice data SD 1
- the entire modeling area of the first thin layer 40 is irradiated with laser light at an energy density E 1 higher than the normal energy density E 2 .
- the ordinary energy density E 2 is set according to the type of powder material 8, is that the energy density E of the powder material 8 that is preheated to minimum melt bonding. Energy density E 1 is higher than its normal energy density E 2.
- control unit 34 controls the laser beam emitting unit 29 to output the light source 30 to the entire modeling region of the first thin layer 40 with the normal energy density E 2.
- the laser beam is emitted with an output P 1 larger than 2, and the scanning velocity V 1 and the scanning line interval SS are the same as the scanning velocity V 2 and the scanning line interval SS 2 when the driver 33 is irradiated with the normal energy density E 2. 1 , the laser beam is zigzag scanned as shown in FIGS. 9 (a) and 9 (b).
- the energy density E of the laser beam received by the entire modeling region of the first thin layer 40 is set to an energy density E 1 higher than the normal energy density E 2 .
- step S13 the first solidified layer 40a is formed in the modeling region of the thin layer 40 of the first powder material 8 as shown in FIG.
- FIG. 21A is a top view showing the configuration of the first solidified layer 40a from the bottom as the bottom layer
- FIG. 21B is a cross-sectional view taken along the line II-II in FIG. It is.
- a solidified layer 40a is formed in the modeling region MA1 of the first thin layer 40.
- FIG. 21 (a) the whole of the building area MA 1 shown in mesh is (b), the laser beam is irradiated with a high energy density E 1 than conventional energy density E 2. Therefore, it is possible to firmly fusion bonded powder material 8 of the shaped area MA 1.
- the surface (upper surface 40b, lower surface 40c and side surface 40d) of the solidified layer 40a open pores formed on the entire (see open pores OP of FIG. 1), laser light is irradiated in a normal energy density E 2 The number of open pores formed in this case can be reduced.
- closed porosity CP in Figure 1 closed pores are formed in the solidified layer 40a also the laser light is less than the closed pores formed when irradiated with conventional energy density E 2 Can do.
- the porosity of the pores (open pores and closed pores) formed in the solidified layer 40a can be reduced to a range of 0.1% to 5%, preferably 0.1% to 1%. it can.
- the energy density E 1 is excessively higher than the normal energy density E 2 , bubbles are generated in the molten powder material 8, and the open pores and closed pores formed in the solidified layer 40 a may be reduced. It may not be possible.
- the energy density E 1 is set to a magnitude of about 1.2 to 2 times the energy density E 2 .
- control unit 34 reads out slice data SD n ⁇ 1 of the (n ⁇ 1) th layer of the modeled object from the memory.
- control unit 34 recognizes that the (n ⁇ 1) th layer of the modeled object is one of the intermediate layers, and controls the support bars 9, 10, 12 and the recoater 14, for example, FIG. 16 (a) to FIG.
- a thin layer 41 of the second layer powder material 8 is formed as an intermediate layer as shown in FIG. 17A, or a thin layer 42 of the third layer powder material 8 is formed as shown in FIG. To do.
- step S15 the control unit 34 extracts the outer peripheral part opa n-1 of the modeling area mann -1 of the slice data SD n-1 of the ( n-1) th layer.
- step S15 the control unit 34, as the outer peripheral portion opa n-1, the shaped region ma n-1 from the peripheral line inside a predetermined width, for example, the thickness of the width of the thin layer of powder material 8 (0 .1 mm) is extracted.
- step S16 the control unit 34 refers to the slice data of the (n-2) th layer and the slice data of the nth layer of the modeled object in the memory, and refers to the slice data of the (n-1) th layer. detecting the protruding portion pa n-1 slice data SD n-1 of the shaped region ma n-1.
- step S16 first, the control unit 34 superimposes the slice data SD n ⁇ 1 of the ( n ⁇ 1) th layer on the slice data of the (n ⁇ 2) th layer immediately below the slice data SD n ⁇ 1 . of slice data SD n-1 of the shaped region ma n-1, to detect the portion that protrudes outward from the shaping region ma n-2 of the n-2 layer of the slice data when viewed from below.
- control unit 34 the slice data SD n-1 of the (n-1) th layer, overlapping the n-th layer of the slice data directly thereon, of the n-1 th layer slice data SD n-1 of shaped region ma n-1 of detecting a portion that extends outside from the shaped region ma n of the n-th layer of the slice data when viewed from above.
- control unit 34 as the protruding portion pa n-1 of the shaped region ma n-1 of the (n-1) th layer, a moiety that extends outside from the shaped region ma n-2 when viewed from below and detecting a portion is a portion that protrudes outward from the shaping region ma n when viewed from above.
- Figure 22 is the slice data SD 2 of the second layer as an example of an intermediate layer, when superimposed on the slice data SD 1 of the first layer directly below, and the slice data SD 3 of the third layer immediately above it is a diagram illustrating a second layer of slice data SD 2 of the configuration of.
- the modeling area ma 2 of the slice data SD 2 of the second layer is indicated by a solid line.
- the modeling area ma 1 of the first layer slice data SD 1 is indicated by a one-dot chain line
- the modeling area ma 3 of the third layer slice data SD 3 is indicated by a two-dot chain line.
- step S15 the control unit 34, as the outer peripheral portion opa 2 of the shaped region ma 2 of the second layer, the shaped portion having a predetermined width from the peripheral line on the inside of the region ma 2 (Fig. 22, portions of the satin ).
- the modeling area ma 2 of the second layer is smaller than the modeling area ma 3 of the third layer directly above, and conversely, than the modeling area ma 1 of the first layer immediately below. large. Therefore, the second layer of the modeling area ma 2 has no portion protruding outward from the third layer of the modeling area ma 3 when viewed from above, but the first layer when viewed from below. There is a portion that protrudes outward from the modeling area ma 1 of the eye.
- step S ⁇ b> 16 the control unit 34 sets only the portion that protrudes outward from the modeling region ma 1 when viewed from below as the protruding portion pa 2 of the modeling region ma 2 of the second layer ( In FIG. 22, a hatched portion that rises to the right is detected.
- FIG. 23 the slice data SD 3 of the third layer of another example of an intermediate layer, a slice data SD 2 of the second layer directly below, the fourth layer immediately above the slice data SD 4 it is a diagram illustrating a third layer of a structure of slice data SD 3 when stacked.
- the modeling area ma 3 of the slice data SD 3 of the third layer is indicated by a solid line.
- the modeling area ma 2 of the slice data SD 2 of the second layer is indicated by a one-dot chain line
- the modeling area ma 4 of the slice data SD 4 of the fourth layer is indicated by a two-dot chain line.
- step S15 the control unit 34, as the outer peripheral portion opa 3 of the third layer modeling area ma 3, has a portion with a predetermined width on the inner side from the outer peripheral line of the modeling area ma 3 (in FIG. 23, a satin portion ).
- the modeling area ma 3 of the third layer is larger than the modeling area ma 4 of the fourth layer immediately above, and further larger than the modeling area ma 2 of the second layer immediately below. .
- the third layer of the modeling area ma 3 has a portion protruding outward from the fourth layer of the modeling area ma 4 when viewed from above, and the second layer of the modeling area ma 3 when viewed from below. There is a portion protruding from the modeling region ma 2 to the outside.
- control unit 34 is a portion that protrudes outward from the modeling region ma 4 when viewed from above as the protruding portion pa 3 of the modeling region ma 3 of the third layer. and (in FIG. 23, the right hatched portion of the raised) portion is a portion that protrudes outward from the shaping region ma 2 when viewed from below to detect.
- control proceeds to step S17, the control unit 34 determines whether there is a portion pa n-1 protrudes into shaped region ma n-1 of the (n-1) th layer of the slice data SD n-1 .
- step S17 in case it is determined that there is no protruding portion pa n-1 into shaped region ma n-1 of the (n-1) th layer of the slice data SD n-1 (the case of NO), step S25 (FIG. 20 To see).
- step S17 in case it is determined that the (n-1) th layer of the slice data SD n-1 of the shaped region ma n-1 to the protruding portion pa n-1 is (in case of YES), the step S18 Transition.
- the protruding part may overlap only a part of the outer peripheral part of the intermediate layer.
- FIG. 24 shows the slice data SD n ⁇ 1 of the n ⁇ 1th layer as an example of the intermediate layer when the protruding portion overlaps a part of the outer peripheral portion, and the slice data of the immediately below n ⁇ 2th layer
- FIG. 6 is a diagram for explaining the configuration of slice data SD n ⁇ 1 of the ( n ⁇ 1) th layer when the slice data of the nth layer directly above is overlapped.
- FIG 24 it illustrates the first n-1 th layer of the slice data SD n-1 a shaped region ma n-1 by the solid line.
- the shaped region ma n-2 of the n-2 layer of the slice data indicated by a chain line indicates a shaped region ma n of the n-th layer of the slice data by a two-dot chain line.
- the protruding portion pan -1 is present at the entire end portions in the Y direction of the modeling region mann -1 , but is not present at the entire end portions in the X direction.
- the protruding portion pan -1 overlaps only a part of the outer peripheral portion opan -1 of the intermediate layer.
- step S16 the control unit 34, as the protruding portion pa n-1 of the (n-1) th layer of the shaped region ma n-1, from the shaped region ma n-1 when viewed from below A portion that protrudes outward (in FIG. 24, a portion with a diagonal line rising to the right) is detected.
- step S17 it is determined that the modeling region mann -1 has the protruding portion pann -1 , and the process proceeds to step S18.
- step S18 the control unit 34 refers to the slice data of the (n-2) th layer and the slice data of the nth layer in the memory, and forms the slice data SDn -1 of the ( n-1) th layer. detecting the overlapping portion oa n-1 region ma n-1.
- the control unit 34 as the overlap portions oa n-1, of the shaped region ma n-1 of the (n-1) th layer of the slice data SD n-1, the n-2 layer vertically adjacent overlapping the shaped region ma n-2 and the shaping region ma n of the n-th layer of the slice data of the eye of the slice data, the protruding portion pa n-1 of the inner predetermined width, for example, the thickness of the thin layer of powder material 8 A portion having a width (0.1 mm) is detected.
- the width of the overlapping portion oa n-1 is not limited to the width corresponding to the thickness of the thin layer of the powder material 8.
- the width of the overlapping portion oa n-1 may be larger than the thickness of the thin layer of the powder material 8 according to the type (hardness) of the powder material 8.
- step S ⁇ b > 18 the control unit 34 uses the first layer modeling region ma 1 and the third layer modeling region ma 3 as the overlapping portion oa 2 of the second layer modeling region ma 2.
- a portion having a predetermined width inside the protruding portion pa 2 that overlaps with (in FIG. 22, a hatched portion with a downward slope to the right) is detected.
- control unit 34 overlaps the second layer modeling region ma 2 and the fourth layer modeling region ma 4 as the overlapping portion oa 3 of the third layer modeling region ma 3.
- a portion with a predetermined width inside the protruding portion pa 3 (in FIG. 23, a portion with a slanting line to the right) is detected.
- control unit 34 as the overlap portions oa n-1 of the shaped region ma n-1 of the (n-1) th layer, the shaped region of the n-2 th layer ma n-2 and portion of the predetermined width of the protrusion portion inside of the pa n-1 overlaps with the shaped region ma n of the n-th layer (in FIG. 24, the right hatched portion of edge) is detected.
- step S19 the control unit 34 controls the laser beam emitting unit 29 based on the slice data SD n ⁇ 1 of the (n ⁇ 1) th layer as the intermediate layer, and this slice data SD n -1 of the modeling region of the (n ⁇ 1) th thin layer corresponding to the modeling region ma n ⁇ 1 , the portion corresponding to the protruding portion pan n ⁇ 1 and the overlapping portion oa n ⁇ 1 (the protruding portion and the overlapping portion) ) Is irradiated with a laser beam at an energy density E 1 higher than the normal energy density E 2 , and a portion corresponding to the inner portion of the protruding portion pan n-1 and the overlap oa n-1 (center portion) relative to a laser beam at a normal energy density E 2.
- control unit 34 controls the laser beam emitting unit 29 so that the normal energy density E 2 is supplied to the light source 30 with respect to the protruding portion and the overlapping portion in the modeling region of the (n ⁇ 1) th thin layer.
- the laser beam is emitted with an output P 1 that is larger than the output P 1 when irradiated with the laser beam (normal output) P 2 , and the scanning speed (normal scanning speed) V when the driver 33 is irradiated with the normal energy density E 2.
- 2 and the scanning line interval (normal scanning line interval) SS 2 are zigzag scanned with the laser beam at the same scanning speed V 1 and scanning line interval SS 1 .
- control unit 34 the central portion of the shaping region of the n-1 layer of the thin layer, the light source 30 in the normal output P 2 together emit laser light, a normal driver 33
- the laser beam is zigzag scanned at the scanning speed V 2 and the scanning line interval SS 2 .
- the order of laser beam emission and scanning is not limited to this.
- the laser beam may be emitted and scanned to the protruding portion and the overlapping portion.
- the energy density E of the laser beam received by the protruding portion and the overlapping portion in the modeling area of the (n ⁇ 1) th thin layer as the intermediate layer is higher than the normal energy density E 2. while the E 1, the energy density E of the laser beam central portion is subjected to the usual energy density E 2.
- a second solidified layer 41a is formed in the modeling region of the thin layer 41 of the second powder material 8, or as shown in FIG.
- a solidified layer 42 a of the third layer is formed in the modeling region of the thin layer 42 of the powder material 8 of the third layer.
- FIG. 25A is a top view showing a configuration of the second solidified layer 41a as an example of the intermediate layer
- FIG. 25B is a cross-sectional view taken along the line III-III in FIG. It is.
- the second solidified layer 41a is indicated by a solid line.
- the first solidified layer 40a formed immediately below the solidified layer 41a is indicated by a one-dot chain line
- the third solidified layer 42a formed immediately above the solidified layer 41a is indicated by a two-dot chain line.
- a solidified layer 41a is formed in the modeling region MA2 of the second thin layer 41.
- the central portion CA 2 shown as plain in FIGS. 25A and 25B is irradiated with laser light at a normal energy density E 2 .
- the protruding portion PA 2 and the overlapping portion OA 2 shown by the meshes in FIGS. 25A and 25B are irradiated with laser light at an energy density E 1 higher than the normal energy density E 2 .
- the powder material 8 of the protruding portion PA 2 and the overlapping portion OA 2 can be firmly melt-bonded.
- the surface (upper surface 41b, lower surface 41c and side surface 41d) of the solidified layer 41a of the protruding portion open pores formed in a portion of the PA 2 and overlapping portion OA 2 of the laser light is in the usual energy density E 2 It can be less than the open pores formed when irradiated.
- the closed pores formed in the protruding portion PA 2 and the overlapping portion OA 2 in the solidified layer 41a are also more closed than the closed pores formed when the laser beam is irradiated with the normal energy density E 2. Can also be reduced.
- the porosity of the pores (open pores and closed pores) formed in the protruding portion PA 2 and the overlapping portion OA 2 of the solidified layer 41a is in the range of 0.1% to 5%, preferably 0.1%. It can be reduced to a range of ⁇ 1%.
- FIG. 26 (a) is a top view showing a configuration of a third solidified layer 42a as another example of the intermediate layer, and FIG. 26 (b) is a IV-IV line in FIG. 26 (a).
- FIG. 26 (b) is a top view showing a configuration of a third solidified layer 42a as another example of the intermediate layer, and FIG. 26 (b) is a IV-IV line in FIG. 26 (a).
- the third solidified layer 42a is indicated by a solid line.
- the second solidified layer 41a formed immediately below the solidified layer 42a is indicated by a one-dot chain line
- the fourth solidified layer 43a formed immediately thereon is indicated by a two-dot chain line.
- a solidified layer 42a is formed in the modeling region MA3 of the third thin layer 42.
- FIG. 26 (a) the in central CA 3 shown with a solid in (b), the laser light is applied in the usual energy density E 2.
- the protruding portion PA 3 and the overlapping portion OA 3 shown by the meshes in FIGS. 26A and 26B are irradiated with laser light at an energy density E 1 higher than the normal energy density E 2 .
- the powder material 8 of the protruding portion PA 3 and the overlapping portion OA 3 can be firmly melt-bonded.
- the surface (upper surface 42b, lower surface 42c and 42d side) of the solidified layer 42a of the protruding portion open pores formed in a portion of PA 3 and overlapped portion OA 3 of, the laser beam at normal energy density E2 irradiation This can be less than the open pores that are formed.
- the closed pores formed in the protruding portion PA 3 and the overlapping portion OA 3 in the solidified layer 42a are also more closed than the closed pores formed when the laser beam is irradiated with the normal energy density E 2. Can also be reduced.
- the porosity of the pores (open pores and closed pores) formed in the protruding portion PA 3 and the overlapping portion OA 3 of the solidified layer 42a is in the range of 0.1% to 5%, preferably 0.1%. It can be reduced to a range of ⁇ 1%.
- FIG. 27A is a top view showing the configuration of the (n ⁇ 1) th solidified layer as an example of the intermediate layer when the protruding portion overlaps a part of the outer peripheral portion.
- 27B is a cross-sectional view taken along line VV in FIG. 27A
- FIG. 27C is a cross-sectional view taken along line VI-VI in FIG.
- a solidified layer 45a is formed in the modeling region MA n-1 of the thin layer 45 of the ( n-1) th layer.
- the solidified layer 45a of the (n-1) th layer is shown by a solid line.
- the (n-2) th solidified layer 46a formed immediately below the solidified layer 45a is indicated by a one-dot chain line
- the n-th solidified layer 47a formed immediately above it is indicated by a two-dot chain line. ing.
- the central portion CA n ⁇ 1 shown as plain in FIGS. 27A to 27C is irradiated with laser light with a normal energy density E 2 .
- the open pores formed in the outer peripheral portion OPA n-1 , the protruding portion PA n-1 and the overlapping portion OA n-1 of the surface (upper surface 45b, lower surface 45c and side surface 45d) of the solidified layer 45a are formed.
- the number of open pores formed when the laser beam is irradiated with the normal energy density E 2 can be reduced.
- the laser beam is in a normal energy density E 2
- E 2 The number of closed pores formed when irradiated can be reduced.
- the porosity of the pores (open pores and closed pores) formed in the outer peripheral portion OPA n-1 and the protruding portion PA n-1 and the overlapping portion OA n-1 of the solidified layer 45a is 0.1% to It can be reduced to a range of 5%, preferably 0.1% to 1%.
- step S20 the control unit 34 reads the slice data of the nth layer of the modeled object from the memory.
- step S21 the control unit 34 refers to the slice data SD in the memory and determines whether or not the nth layer of the shaped object is the uppermost layer.
- the control unit 34 when the control unit 34 reads out the slice data of the nth layer of the modeled object and the memory has no slice data of the (n + 1) th layer, the nth layer of the modeled object is the top layer. judge. On the other hand, when there is the (n + 1) th layer slice data in the memory, the control unit 34 determines that the nth layer of the modeled object is not the uppermost layer.
- Step S21 when it is determined that the nth layer of the modeled object is not the uppermost layer (in the case of NO), the process returns to Step S15.
- control unit 34 recognizes that the n-th layer of the modeled object is one of the intermediate layers, and performs the processing from step S15 to step S19 on the modeling region of the thin layer of the n-th layer. Then, it transfers to step S20 and the control part 34 reads the slice data of the (n + 1) th layer of a modeling thing from memory.
- step S21 if it is determined in step S21 that the nth layer of the shaped object is the uppermost layer (in the case of YES), the process proceeds to step S22.
- control unit 34 controls the support rods 9, 10, 12 and the recoater 14 to form, for example, a thin layer 43 of the fourth powder material 8 as the uppermost layer as shown in FIG.
- step S22 the control unit 34 controls the laser beam emitting unit 29 on the basis of the n-th layer of the slice data as an uppermost layer, the n-th layer corresponding to the shaped region ma n of the slice data Thin
- the entire modeling area of the layer is irradiated with laser light at an energy density E 1 higher than the normal energy density E 2 .
- control unit 34 controls the laser beam emitting unit 29 to irradiate the light source 30 with the normal energy density E 2 to the entire modeling region of the fourth thin layer 43 as the uppermost layer. together emit the laser light with a large output P 1 than the output P 2 of the case, the same scanning speed V 1 and the scanning speed V 2 and the scanning line spacing SS 2 when irradiated with conventional energy density E 2 to the driver 33 the laser beam is zigzag scanned in the scanning line spacing SS 1.
- the energy density E of the laser beam received by the entire modeling region of the fourth thin layer 43 is set to an energy density E 1 higher than the normal energy density E 2 .
- a fourth solidified layer 43a is formed in the modeling region of the thin layer 43 of the fourth powder material 8 as shown in FIG.
- FIG. 28 (a) is a top view showing the configuration of the fourth solidified layer 43a
- FIG. 28 (b) is a cross-sectional view taken along line VII-VII in FIG. 28 (a).
- a solidified layer 43a is formed in the modeling region MA4 of the fourth thin layer 43 as the uppermost layer.
- FIG. 28 (a) the entire shaped area MA 4 shown in satin (b), the laser beam is irradiated with a high energy density E 1 than conventional energy density E 2. Therefore, it is possible to firmly fusion bonded powder material 8 of the shaped area MA 4.
- the surface (upper surface 43 b, the lower surface 43c and side surface 43d) of the solidified layer 43a open pores formed in, be less than the open pores formed when laser light is irradiated in a normal energy density E 2 be able to.
- closing pores formed in the interior of the solidified layer 43a may also be a laser beam in a conventional energy density E 2 is less than the closed pores formed when irradiated.
- the porosity of the pores (open pores and closed pores) formed in the solidified layer 43a can be reduced to a range of 0.1% to 5%, preferably 0.1% to 1%. it can.
- the solidified layer 43a As shown in FIG. 18, the solidified layer 40a of the first layer (lowermost layer), the solidified layer 41a of the second layer (intermediate layer), and the third layer (intermediate layer) Layered solid layer 42a and the fourth layer (uppermost layer) solidified layer 43a is completed.
- FIG. 29 is a diagram illustrating a cross-sectional structure in the height direction (Z direction) of the powder bed fusion bonded model (model 44) according to the present embodiment.
- the whole of the lowermost solidified layer 40a, solidified layer 41a of the intermediate layer, the protruding portion PA 2 of 42a, PA 3, and the top layer of the solidified layer 43a Is firmly melted and solidified with a laser beam having an energy density E 1 higher than the normal energy density E 2 .
- the overlapping portions OA 2 and OA 3 inside the protruding portions PA 2 and PA 3 are also higher than the normal energy density E 2. It is firmly melted and solidified by the laser beam energy density E 1.
- the overlapping portions OA 2 and OA 3 become room for the protruding portions PA 2 and PA 3 , and the central portion of the protruding portion PA 2 in the surface (lower surface 41 c) of the solidified layer 41 a that may be exposed to the atmosphere.
- end CE 2 parts of CA 2 side, and the central portion CA 3 side portion of the end CE 3 of the protruding part of the PA 3 of the surface of the solidified layer 42a (upper surface 42b), prevent the open porosity is formed can do.
- the end CE 2 of protruding portion PA 2 is a portion of a step in the solidified layer 40a immediately below the solidified layer 41a, an end CE 3 of protruding portion PA 3 is stepped to the solidified layer 43a immediately above the solidified layer 42a This is also where this occurs.
- These ends CE 2 and CE 3 can be a starting point when stress is applied to the modeled article 44 and the solidified layers 40a to 43a are deformed or the solidified layers 40a to 43a are peeled off. .
- the periphery of the ends CE 2 and CE 3 can be reinforced by the overlapping portions OA 2 and OA 3 that are firmly melted and solidified.
- control unit 34 After performing the process of step S22, the control unit 34 ends the process related to the adjustment of the energy density E of the laser beam.
- step S17 if it is determined that there is no protruding portion pa n-1 into shaped region ma n-1 of the slice data of the n-1 th layer as an intermediate layer SD n-1 (NO In this case, the process proceeds to step S25.
- Figure 30 is a shaped region ma n-1 to the protruding portion slice data SD n-1 of the (n-1) th layer is an example of an intermediate layer in the absence pa n-1, the n-2 th layer immediately below
- FIG. 6 is a diagram for explaining a configuration of slice data SD n ⁇ 1 of the ( n ⁇ 1) th layer when the slice data of n and the slice data of the nth layer immediately above are overlapped.
- FIG 30 it illustrates the first n-1 th layer of the slice data SD n-1 a shaped region ma n-1 by the solid line.
- the shaped region ma n-2 of the n-2 layer of the slice data indicated by a chain line indicates a shaped region ma n of the n-th layer of the slice data by a two-dot chain line.
- the shaped region ma n-1 of the (n-1) th layer are the same size as the shaped region ma n-2 of the n-2 th layer immediately below, also the n-th layer immediately above also the eye of the modeling area ma n is the same size. Therefore, the (n-1) th layer formation area mann -1 has no portion protruding outward from the ( n-2) th layer formation area mann-2 when viewed from below. no portion which protrudes outwardly from the shaped region ma n of the n-th layer when viewed from.
- the control unit 34 as a result of the processing in steps S15 and S16, the outer periphery of the shaped region ma n-1 of the (n-1) th layer opa n-1 only (Fig. 30 Then, the satin part) is extracted.
- step S17 the control unit 34 determines that there is no protruding portion pa n-1 into shaped region ma n-1, the process proceeds to step S25.
- FIG. 31 shows the n-th layer data immediately below the slice data SD n-1 of the (n-1) th layer as another example of the intermediate layer in the case where the modeling region mann -1 does not have the protruding portion pann -1 .
- the second layer of the slice data a diagram illustrating a first n-1 th layer of the slice data SD n-1 of the configuration when stacked and n-th layer of the slice data immediately above.
- FIG 31 it illustrates the first n-1 th layer of the slice data SD n-1 a shaped region ma n-1 by the solid line.
- the shaped region ma n-2 of the n-2 layer of the slice data indicated by a chain line indicates a shaped region ma n of the n-th layer of the slice data by a two-dot chain line.
- the modeling area mann -1 of the ( n-1) th layer is smaller than the modeling area mann -2 of the immediately lower n- 2th layer, and the modeling area of the nth layer immediately above is formed. smaller than the area ma n. Therefore, the (n-1) th layer formation area mann -1 has no portion protruding outward from the ( n-2) th layer formation area mann-2 when viewed from below. no portion which protrudes outwardly from the shaped region ma n of the n-th layer when viewed from.
- control unit 34 performs only the outer peripheral portion opan -1 of the modeling region mann -1 of the ( n-1 ) th layer (FIG. 31). Then, the satin part) is extracted.
- step S17 the control unit 34 determines that there is no protruding portion pa n-1 into shaped region ma n-1, the process proceeds to step S25.
- the control unit 34 controls the laser beam emitting unit 29 based on the slice data SD n ⁇ 1 of the (n ⁇ 1) th layer as the intermediate layer, and this slice data of shaped region of the n-1 layer of a thin layer corresponding to the shaped region ma n-1 of the SD n-1, for the portion (outer peripheral portion) corresponding to the outer peripheral portion opa n-1, the laser beam Irradiation is performed at an energy density E 1 higher than the normal energy density E 2 , and laser light is irradiated at a normal energy density E 2 to a portion (center portion) corresponding to the inner portion of the outer peripheral portion opa n ⁇ 1. Irradiate.
- control unit 34 controls the laser beam emitting unit 29 to irradiate the light source 30 with the normal energy density E 2 to the outer peripheral portion in the modeling region of the (n ⁇ 1) th thin layer.
- the laser beam is emitted with an output P 1 larger than the output (normal output) P 2 in the case, and the scanning speed (normal scanning speed) V 2 and the scanning when the laser beam is irradiated with the normal energy density E 2 of the driver 33.
- the laser beam is zigzag scanned at the same scanning speed V 1 and scanning line interval SS 1 as the line interval (normal scanning line interval) SS 2 .
- control unit 34 to the central portion of the shaping region of the n-1 layer of the thin layer, in the normal output P 2 together emit laser light source 30, usually the driver 33 the laser beam is zigzag scanned in the scanning speed V 2 and the scanning line spacing SS 2.
- the order of laser beam emission and scanning is not limited to this.
- the laser beam may be emitted and scanned to the outer peripheral portion.
- the energy density E of the laser beam received by the outer peripheral portion in the modeling area of the (n ⁇ 1) th thin layer as the intermediate layer is changed to an energy density E 1 higher than the normal energy density E 2. while the energy density E of the laser beam central portion of the inner peripheral portion is subjected to the usual energy density E 2.
- step S25 the (n-1) th solidified layer is formed in the thin-shaped modeling region of the (n-1) th layer.
- FIG. 32A is a top view showing the configuration of the (n ⁇ 1) th solidified layer as an example of the intermediate layer when there is no protrusion in the modeling region, and FIG. It is sectional drawing in the VIII-VIII line of a).
- a solidified layer 48a is formed in the modeling region MA n-1 of the ( n-1) th thin layer 48 as the intermediate layer.
- the solidified layer 48a of the (n-1) th layer is shown by a solid line.
- the (n-2) th solidified layer 49a formed immediately below the solidified layer 48a is indicated by a one-dot chain line
- the n-th solidified layer 50a formed immediately above is indicated by a two-dot chain line. ing.
- the central portion CA n-1 shown as plain in FIGS. 32 (a) and (b) has a normal energy density E 2 . Laser light is irradiated.
- the outer peripheral portion OPA n-1 indicated by the mesh in FIGS. 32A and 32B is irradiated with laser light at an energy density E 1 higher than the normal energy density E 2 .
- the powder material 8 of the outer peripheral portion OPA n-1 can be firmly melt-bonded.
- the surface (upper surface 48b, lower surface 48c and side surface 48d) of the solidified layer 48a of the outer peripheral portion open pores formed in the OPA n-1 of the portion of the laser light is irradiated in a normal energy density E 2
- E 2 The number of open pores formed in some cases can be reduced.
- closing pores formed on the outer peripheral portion OPA n-1 of the portion of the interior of the solidified layer 48a is also made smaller than the closed pores formed when laser light is irradiated in a normal energy density E 2 be able to.
- the porosity of the pores (open pores and closed pores) formed in the outer peripheral portion OPA n-1 of the solidified layer 48a is in the range of 0.1% to 5%, preferably 0.1% to 1%. It can be reduced to the range.
- FIG. 33 (a) is a top view showing the configuration of the (n ⁇ 1) th solidified layer as another example of the intermediate layer when there is no protruding portion in the modeling region
- FIG. FIG. 34 is a cross-sectional view taken along line IX-IX in FIG.
- a solidified layer 51a is formed in the modeling region MA n-1 of the ( n-1) th thin layer 51 as the intermediate layer.
- the solidified layer 51a of the (n-1) th layer is shown by a solid line.
- the (n-2) -th solidified layer 52a formed immediately below the solidified layer 51a is indicated by a one-dot chain line
- the n-th solidified layer 53a formed immediately thereon is indicated by a two-dot chain line. ing.
- the central portion CA n ⁇ 1 shown as plain in FIGS. 33 (a) and (b) has a normal energy density E 2 . Laser light is irradiated.
- the outer peripheral portion OPA n-1 shown by the mesh in FIGS. 33A and 33B is irradiated with laser light at an energy density E 1 higher than the normal energy density E 2 .
- the powder material 8 of the outer peripheral portion OPA n-1 can be firmly melt-bonded.
- the surface (upper surface 51b, lower surface 51c and side surface 51d) of the solidified layer 51a of the outer peripheral portion open pores formed in the OPA n-1 of the portion of the laser light is irradiated in a normal energy density E 2
- E 2 The number of open pores formed in some cases can be reduced.
- closing pores formed on the outer circumferential portion OPA n-1 portion of the interior of the solidified layer 51a is also made smaller than the closed pores formed when the laser beam is irradiated in the usual energy density E 2 be able to.
- the porosity of the pores (open pores and closed pores) formed in the outer peripheral portion OPA n-1 of the solidified layer 51a is in the range of 0.1% to 5%, preferably 0.1% to 1%. It can be reduced to the range.
- step S25 After performing the process of step S25 in this way, the process proceeds to step S20 described above.
- Laser light is irradiated to the entire 40 modeling area MA 1 at an energy density E 1 higher than the normal energy density E 2, and the thin layers 41 and 42 of the second layer and the third layer (both are intermediate layers).
- the protruding portions PA 2 and PA 3 and the overlapping portions OA 2 and OA 3 are irradiated with laser light at a high energy density E 1
- the central portions CA 2 and CA 3 are irradiated with the laser light. Irradiation is performed at a normal energy density E 2
- laser light is irradiated at a high energy density E 1 on the entire modeling region MA 4 of the fourth layer (uppermost layer) thin layer 43.
- the whole of the building area MA 1 of the lowermost thin layer 40, protruding portion PA 2 of the shaped region MA 2, MA 3 thin layers 41, 42 of the intermediate layer, PA 3 and the overlapping portion OA 2, OA 3 , and the entire powder material 8 of the modeling region MA 4 of the uppermost thin layer 43 can be firmly melt-bonded.
- the entire surface of the lowermost solidified layer 40a to be exposed to the atmosphere, the protruding portion PA 2, PA 3 of the solidified layer 41a, 42a surface of the intermediate layer portion, and the top layer of the solidified layer 43a the entire surface, i.e. the open pores formed on the entire surface of the shaped article 44, than the open pores laser light in conventional energy density E 2 throughout the solidified layer 40a ⁇ 43a are formed when irradiated Can be reduced.
- the overlapping portions OA 2 , OA 3 become room for the protruding portions PA 2 , PA 3 , and the end on the central portion CA 2 side of the protruding portion PA 2 of the surface of the solidified layer 41 a that may be exposed to the atmosphere. It is possible to suppress the formation of open pores in the CE 2 portion and the end CE 3 portion on the central portion CA 3 side of the protruding portion PA 3 in the surface of the solidified layer 42a.
- the solidified layer 43a directly above the central portion CA 2 side near the edge CE 2 steps solidified layer 40a immediately below the solidified layer 41a is of being protruding portion PA 2 which occur in the intermediate layer, and the intermediate layer from the solidified layer 42a the peripheral edge CE 3 of the central portion CA 3 side of the protruding portion PA 3 in which step is formed may be reinforced by the overlapping portion OA 2, OA 3 rigidly melted and solidified.
- the solidified layers 40a to 43a are deformed or the solidified layers 40a to 43a are peeled off. Can be suppressed, and the strength of the modeled object can be improved.
- FIG. 34 is a diagram showing a cross-sectional structure in the height direction (Z direction) of a shaped object according to a comparative example.
- the shaped article 54 according to the comparative example includes solidified layers 55a to 58a having the same size and shape as the solidified layers 40a to 43a of the shaped article 44 according to this embodiment shown in FIG.
- the outer peripheral portion OPA 1 of the lowermost solidified layer 55a and the outer peripheral portions OPA 2 and OPA 3 of the intermediate solidified layers 56a and 57a of the shaped article 54 are shown.
- the outer peripheral portion OPA 4 of the uppermost layer of the solidified layer 58a has been strongly melted and solidified by the laser beam of high energy density E 1 than conventional energy density E 2.
- the molded article 54 according to the comparative example the outer peripheral portion OPA 1 part of the surface of the lowermost solidified layer 55a to be exposed to the air (the lower surface 55c and the side surface 55d), and the top layer of the solidified layer 58a Only open pores formed in the outer peripheral portion OPA 4 of the surface (the upper surface 58c and the side surface 58d) can be reduced.
- the entire surface (the lower surface 40c and the side surface 40d) of the lowermost solidified layer 40a and the entire surface (the upper surface 43c and the side surface 43d) of the uppermost solidified layer 43a It is possible to reduce the number of open pores formed.
- the portion of the outer peripheral portion OPA 2 in the surface (the lower surface 56c and the side surface 56d) of the intermediate solidified layer 56a exposed to the atmosphere, and the intermediate solidified layer 57a are changed from the protruding portions PA 2 and PA 3.
- the open pores formed in the remaining portions RA 2 and RA 3 cannot be reduced.
- protruding portions of the PA 2 including balance as described above of the surface of the solidified layer 41a of the intermediate layer (a lower surface 41c and the side surface 41d), and also the intermediate layer 42a on the surface (upper surface 42b, lower surface 42c and 42d side) can be reduced open pores formed in a portion of the protruding portion PA 3 containing the remainder of the.
- the laser beam is not simply radiated to the outer peripheral portion at the energy density E 1 higher than the normal energy density E 2 among the plurality of thin layered regions. as in, by detecting a portion to be a surface of the shaped object, effective to be irradiated with laser light at high energy density E 1 for these parts to produce a molded product with high toughness (strength) It is.
- the control unit 34 emits laser light with an output P 1 larger than the output P 2 when the light source 30 is irradiated with the normal energy density E 2 based on the formula (1).
- the energy density E of the laser beam received by the thin layer forming region of the powder material 8 is set to the energy density E 1 higher than the normal energy density E 2 , but this is the method of increasing the energy density E of the laser beam. It is not limited to.
- the control unit 34 which laser light is scanned at a slower scan speed V 1 than the scanning speed V 2 in the case of irradiating the driver 33 in a conventional energy density E 2, or irradiation with conventional energy density E 2
- the energy density E of the laser beam received by the modeling region of the thin layer of the powder material 8 is made higher than the normal energy density E 2. it may be a high energy density E 1.
- control unit 34 reduces the energy density E parameters (laser light output P, scanning speed V, and scanning line interval so that the scanning speed V is significantly slowed down while the laser light output P is slightly reduced.
- the energy density E of the laser beam received by the modeling region of the thin layer of the powder material 8 may be set to the energy density E 1 higher than the normal energy density E 2. .
- the energy density E of the laser beam received by the protruding portion and the overlapping portion in the thin modeling region of the intermediate layer is higher than the normal energy density E 2 by one zigzag scanning.
- E 1 may in that way in two zigzag scanning.
- control unit 34 controls the laser beam emitting unit 29, and in the first zigzag scanning, the laser beam is applied to the entire formation region of the thin layer of the intermediate layer including the protruding portion and the overlapping portion with normal energy. was irradiated at a density E2, the second zig-zag scan by irradiating a low energy density E 3 than normal energy density E 2 the laser beam only to the protruding portion and the overlapping portion, protruding portion and the overlapping portion
- the energy density E 3 is set to 0.2 times to 1 times the size of the energy density E 2.
- control unit 34 scans the laser beam by the zigzag scanning method with respect to both the protruding portion and the overlapping portion and the central portion of the thin modeling region of the intermediate layer.
- the combination of laser beam scanning methods is not limited to this.
- control unit 34 scans the center portion with the laser beam by the zigzag scanning method, and the protruding portion and the overlapping portion are scanned by the zigzag scanning method according to the shape and size of these portions.
- a scanning method capable of shortening the time for example, a raster scanning method in which the scanning lines sc extending in the same direction as described above are arranged in parallel, or a scanning method in which the scanning lines sc are arranged spirally along the outer peripheral line ol. Laser light may be scanned.
- the object is manufactured, among the n-layer solidified layers constituting the modeled object, the lowermost solidified layer, the protruding portion and the overlapping portion of the solidified layer of the intermediate layer, and the open layer formed in the uppermost solidified layer There are fewer pores and closed pores.
- the number of pores formed in the central portion of the solidified layer of the intermediate layer is reduced as follows.
- a modeled object for example, modeled object 44 manufactured by the manufacturing method of the first embodiment described above is taken out from the powder material layer (see FIG. 18) of the preparation container of the powder bed fusion bonding apparatus. Thereafter, the shaped object is placed in a liquid such as water at room temperature (for example, 20 ° C.) in a pressure vessel of a cold isostatic press manufactured by Nikkiso Co., Ltd. and isotropic at a pressure of about 100 MPa. Pressurize. Such a pressing method is also called a CIP (ColdCIsostatic Press) method.
- CIP ColdCIsostatic Press
- the porosity of the pores (open pores and closed pores) formed in the central part of the solidified layer of the intermediate layer is in the range of 0.1% to 5%, preferably in the range of 0.1% to 1%. Can be reduced. That is, the porosity range can be made the same as the porosity range of the pores formed in the lowermost solidified layer, the protruding portion and the overlapping portion of the solidified layer of the intermediate layer, and the uppermost solidified layer. .
- the shaped object produced by the production method of the first embodiment is isotropically pressurized by the CIP method. For this reason, the pore formed in the center part of the solidified layer of the intermediate
- the stress when stress is applied to the modeled object, the stress is concentrated on the pores formed in the central portion of the solidified layer of the intermediate layer, and the modeled object is prevented from being easily broken from the pores. And the toughness (strength) of the shaped article can be further improved. As a result, it is possible to obtain a strength close to that of a modeled object produced by an injection molding apparatus.
- a modeled object prepared larger than the designed dimension by the manufacturing method of the first embodiment is prepared so that the designed dimension is obtained after compression.
- the extent to which the size is larger than the design dimension is set according to the type (hardness) of the powder material.
- a shaped article when a shaped article is isotropically pressurized by the CIP method, the shaped article may be deformed by the pressure. For this reason, it is useful to prepare a modeled object manufactured by the manufacturing method of the first embodiment, that is, a modeled object in which the periphery of the center part side end of the protruding part is reinforced by the overlapping part in the solidified layer of the intermediate layer.
- the modeled object is isotropically pressurized by the CIP method, but the method of pressing the modeled object is not limited to this.
- a WIP (Warm Isostatic Press) method in which water is isotropically pressed using water of about 90 ° C. or oil of about 120 ° C. according to the material of the model may be employed as a method of pressing the model. .
- Thin layer forming area of powder material OPA 2 , OPA 3 , OPA n-1 ... Peripheral portion of thin layer forming area, PA 2 , PA 3 , PA n-1 ... Projection part of thin layer forming area, OA 2 , OA 3 , OA n-1 ... the overlapping part of the thin layered formation area, CA 2 , CA 3 , CA n-1 ... the center part of the thin layered forming area, CE 2 , CE 3 ... the center of the protruding part Ends on the part side, RA 2 , RA 3 ...
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Automation & Control Theory (AREA)
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19774657.1A EP3778191A4 (en) | 2018-03-30 | 2019-03-27 | POWDER BED FUSED MOLDING AND PROCESS FOR ITS MANUFACTURE |
| US17/037,257 US20210008795A1 (en) | 2018-03-30 | 2020-09-29 | Powder bed fusion model and method of fabricating same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018-066722 | 2018-03-30 | ||
| JP2018066722A JP6912092B2 (ja) | 2018-03-30 | 2018-03-30 | 粉末床溶融結合造形物及びその作製方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US17/037,257 Continuation-In-Part US20210008795A1 (en) | 2018-03-30 | 2020-09-29 | Powder bed fusion model and method of fabricating same |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019189347A1 true WO2019189347A1 (ja) | 2019-10-03 |
Family
ID=68061669
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2019/013161 Ceased WO2019189347A1 (ja) | 2018-03-30 | 2019-03-27 | 粉末床溶融結合造形物及びその作製方法 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20210008795A1 (https=) |
| EP (1) | EP3778191A4 (https=) |
| JP (1) | JP6912092B2 (https=) |
| WO (1) | WO2019189347A1 (https=) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116571761A (zh) * | 2023-05-25 | 2023-08-11 | 上海毅速激光科技有限公司 | 一种三维打印设备的打印方法 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7553111B2 (ja) | 2021-07-08 | 2024-09-18 | 株式会社アスペクト | 粉末床溶融結合装置及びその運搬評価方法 |
| CN114346256B (zh) * | 2021-12-03 | 2023-12-12 | 南京联空智能增材研究院有限公司 | 适用于高熵合金的变体能量密度激光增材方法 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06270265A (ja) * | 1993-03-19 | 1994-09-27 | Sony Corp | 光学的造形方法および光学的造形装置 |
| JPH0757532B2 (ja) * | 1988-10-19 | 1995-06-21 | 松下電工株式会社 | 三次元形状の形成方法 |
| JP2000280359A (ja) * | 1999-02-08 | 2000-10-10 | Three D Syst Inc | 歪みの少ない三次元物体をステレオリソグラフィーで形成する方法および装置 |
| WO2015145844A1 (ja) | 2014-03-28 | 2015-10-01 | 株式会社日立製作所 | レーザ粉末積層造形装置及びレーザ粉末積層造形方法及び3次元積層造形装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5198159A (en) * | 1990-10-09 | 1993-03-30 | Matsushita Electric Works, Ltd. | Process of fabricating three-dimensional objects from a light curable resin liquid |
| JP3520310B2 (ja) * | 1994-05-13 | 2004-04-19 | イーオーエス ゲゼルシャフト ミット ベシュレンクテル ハフツング イレクトロ オプティカル システムズ | 3次元物体の製造方法及び装置 |
| DE10042132B4 (de) * | 2000-08-28 | 2012-12-13 | Cl Schutzrechtsverwaltungs Gmbh | Selektives Randschichtschmelzen |
| FR2984779B1 (fr) * | 2011-12-23 | 2015-06-19 | Michelin Soc Tech | Procede et appareil pour realiser des objets tridimensionnels |
| US9415443B2 (en) * | 2013-05-23 | 2016-08-16 | Arcam Ab | Method and apparatus for additive manufacturing |
-
2018
- 2018-03-30 JP JP2018066722A patent/JP6912092B2/ja active Active
-
2019
- 2019-03-27 EP EP19774657.1A patent/EP3778191A4/en not_active Withdrawn
- 2019-03-27 WO PCT/JP2019/013161 patent/WO2019189347A1/ja not_active Ceased
-
2020
- 2020-09-29 US US17/037,257 patent/US20210008795A1/en not_active Abandoned
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0757532B2 (ja) * | 1988-10-19 | 1995-06-21 | 松下電工株式会社 | 三次元形状の形成方法 |
| JPH06270265A (ja) * | 1993-03-19 | 1994-09-27 | Sony Corp | 光学的造形方法および光学的造形装置 |
| JP2000280359A (ja) * | 1999-02-08 | 2000-10-10 | Three D Syst Inc | 歪みの少ない三次元物体をステレオリソグラフィーで形成する方法および装置 |
| WO2015145844A1 (ja) | 2014-03-28 | 2015-10-01 | 株式会社日立製作所 | レーザ粉末積層造形装置及びレーザ粉末積層造形方法及び3次元積層造形装置 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3778191A4 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN116571761A (zh) * | 2023-05-25 | 2023-08-11 | 上海毅速激光科技有限公司 | 一种三维打印设备的打印方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP6912092B2 (ja) | 2021-07-28 |
| EP3778191A1 (en) | 2021-02-17 |
| US20210008795A1 (en) | 2021-01-14 |
| JP2019177503A (ja) | 2019-10-17 |
| EP3778191A4 (en) | 2022-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| Kumar et al. | Selective laser sintering | |
| Zhou et al. | Additive manufacturing: a comprehensive review | |
| Deshmukh et al. | Introduction to 3D and 4D printing technology: State of the art and recent trends | |
| Zhang et al. | Additive manufacturing processes and equipment | |
| Beaman et al. | Additive manufacturing review: early past to current practice | |
| WO2019189347A1 (ja) | 粉末床溶融結合造形物及びその作製方法 | |
| US10500640B2 (en) | Systems and methods of volumetric 3D printing | |
| US20030028278A1 (en) | Selective laser sintering with interleaved fill scan | |
| TWI774785B (zh) | 使用多鏡掃描器的積層製造 | |
| Nyiranzeyimana et al. | Optimization of process parameters in fused deposition modelling of thermoplastics: A review | |
| CN1921970A (zh) | 为通过自由形状烧结或熔化制造产品生成控制数据组的方法和装置以及用于制造该产品的装置 | |
| JP2017030254A (ja) | 三次元造形装置及び三次元形状造形物の製造方法 | |
| Thomas et al. | 18 3-D Printing | |
| Kumar et al. | A comprehensive study on additive manufacturing techniques, machine learning integration, and Internet of Things-driven sustainability opportunities | |
| US11396175B2 (en) | Method and device for producing a three-dimensional object | |
| Yang et al. | Introduction to additive manufacturing | |
| JP4857103B2 (ja) | 粉末焼結積層造形装置及び粉末焼結積層造形方法 | |
| CN100386173C (zh) | 基于覆膜粉末材料轮廓线扫描的激光快速成型方法 | |
| GB2519134A (en) | A method of manufacturing a three-dimensional article | |
| Badoniya et al. | Fabrication of functionally graded materials (FGMs) via additive manufacturing route | |
| TWI584941B (zh) | 快速成型系統及其方法 | |
| JP2010184412A (ja) | 積層造形用樹脂粉末 | |
| Srisawadi et al. | Stereolithography of natural rubber latex, a highly elastic material | |
| JP2010173123A (ja) | 積層造形装置及び積層造形方法 | |
| JP6878364B2 (ja) | 追加の粉末床用可動壁 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 19774657 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2019774657 Country of ref document: EP |