JP7553111B2 - 粉末床溶融結合装置及びその運搬評価方法 - Google Patents
粉末床溶融結合装置及びその運搬評価方法 Download PDFInfo
- Publication number
- JP7553111B2 JP7553111B2 JP2021113668A JP2021113668A JP7553111B2 JP 7553111 B2 JP7553111 B2 JP 7553111B2 JP 2021113668 A JP2021113668 A JP 2021113668A JP 2021113668 A JP2021113668 A JP 2021113668A JP 7553111 B2 JP7553111 B2 JP 7553111B2
- Authority
- JP
- Japan
- Prior art keywords
- powder material
- storage container
- container
- temperature
- production
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000843 powder Substances 0.000 title claims description 398
- 230000004927 fusion Effects 0.000 title claims description 49
- 238000011156 evaluation Methods 0.000 title claims description 31
- 239000000463 material Substances 0.000 claims description 343
- 238000003860 storage Methods 0.000 claims description 283
- 238000004519 manufacturing process Methods 0.000 claims description 173
- 238000000034 method Methods 0.000 claims description 57
- 238000010438 heat treatment Methods 0.000 claims description 37
- 230000008859 change Effects 0.000 claims description 35
- 238000004364 calculation method Methods 0.000 claims description 9
- 230000001678 irradiating effect Effects 0.000 claims description 2
- 238000002360 preparation method Methods 0.000 claims 2
- 230000005856 abnormality Effects 0.000 description 41
- 238000001514 detection method Methods 0.000 description 40
- 230000008569 process Effects 0.000 description 31
- 238000010586 diagram Methods 0.000 description 18
- 230000015572 biosynthetic process Effects 0.000 description 17
- 238000012545 processing Methods 0.000 description 14
- 238000007639 printing Methods 0.000 description 13
- 230000000875 corresponding effect Effects 0.000 description 9
- 238000005516 engineering process Methods 0.000 description 5
- 239000004743 Polypropylene Substances 0.000 description 4
- 229910000831 Steel Inorganic materials 0.000 description 4
- 230000001276 controlling effect Effects 0.000 description 4
- 238000002844 melting Methods 0.000 description 4
- 230000008018 melting Effects 0.000 description 4
- -1 polybutylene terephthalate Polymers 0.000 description 4
- 229920001155 polypropylene Polymers 0.000 description 4
- 239000002243 precursor Substances 0.000 description 4
- 238000007493 shaping process Methods 0.000 description 4
- 239000010959 steel Substances 0.000 description 4
- 238000011144 upstream manufacturing Methods 0.000 description 4
- 239000000654 additive Substances 0.000 description 3
- 230000000996 additive effect Effects 0.000 description 3
- 238000005452 bending Methods 0.000 description 3
- 230000007547 defect Effects 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000003466 welding Methods 0.000 description 3
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004734 Polyphenylene sulfide Substances 0.000 description 2
- 229920001971 elastomer Polymers 0.000 description 2
- 239000000806 elastomer Substances 0.000 description 2
- 230000006870 function Effects 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920000069 polyphenylene sulfide Polymers 0.000 description 2
- 208000024891 symptom Diseases 0.000 description 2
- 229920005992 thermoplastic resin Polymers 0.000 description 2
- JHWNWJKBPDFINM-UHFFFAOYSA-N Laurolactam Chemical compound O=C1CCCCCCCCCCCN1 JHWNWJKBPDFINM-UHFFFAOYSA-N 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920000571 Nylon 11 Polymers 0.000 description 1
- 229920000299 Nylon 12 Polymers 0.000 description 1
- 229920002292 Nylon 6 Polymers 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 238000009529 body temperature measurement Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 230000002596 correlated effect Effects 0.000 description 1
- 230000008034 disappearance Effects 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 238000005457 optimization Methods 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000008439 repair process Effects 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
Images































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/20—Direct sintering or melting
- B22F10/28—Powder bed fusion, e.g. selective laser melting [SLM] or electron beam melting [EBM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F10/00—Additive manufacturing of workpieces or articles from metallic powder
- B22F10/30—Process control
- B22F10/37—Process control of powder bed aspects, e.g. density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
- B22F12/13—Auxiliary heating means to preheat the material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F12/00—Apparatus or devices specially adapted for additive manufacturing; Auxiliary means for additive manufacturing; Combinations of additive manufacturing apparatus or devices with other processing apparatus or devices
- B22F12/10—Auxiliary heating means
- B22F12/17—Auxiliary heating means to heat the build chamber or platform
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/218—Rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/232—Driving means for motion along the axis orthogonal to the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/255—Enclosures for the building material, e.g. powder containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/264—Arrangements for irradiation
- B29C64/268—Arrangements for irradiation using laser beams; using electron beams [EB]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/295—Heating elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/25—Process efficiency
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Plasma & Fusion (AREA)
- Health & Medical Sciences (AREA)
- Toxicology (AREA)
- Automation & Control Theory (AREA)
Description
昇降可能に配置された第1テーブルを備え、該第1テーブルの上に収納する粉末材料を第1所定温度に加熱する第1収納容器と、
昇降可能に配置された第2テーブルを備え、該第2テーブルの上に収納する前記粉末材料を第2所定温度に加熱する第2収納容器と、
前記第1収納容器と前記第2収納容器との間に設けられて、昇降可能に配置された造形用テーブルの上において前記粉末材料を使用して造形物が作製される作製容器であって、前記第1所定温度と異なりかつ前記第2所定温度と異なる第3所定温度に前記造形用テーブル上の前記粉末材料を加熱し、作製される造形物に応じて前記造形用テーブル上の前記粉末材料にレーザ光出射部よりレーザ光が照射される、作製容器と、
前記第1収納容器の上側と前記第2収納容器の上側とにわたって前記粉末材料を運搬するように移動可能に設けられたリコータと、
前記作製容器に前記粉末材料が運搬されるとき、前記第1テーブル、前記第2テーブル及び前記造形用テーブルの各々の昇降を制御するとともに、前記リコータの移動を制御する運搬制御部と、
前記第2収納容器に収納された前記粉末材料の温度を検出するように設けられた第1温度計測装置と、
前記第1収納容器の前記粉末材料が前記作製容器に運搬されるとき、前記第1温度計測装置により検出された前記第2収納容器に収納されている前記粉末材料の温度に基づいて前記粉末材料の運搬を評価する評価部と
を備えた、粉末床溶融結合装置
を提供する。
昇降可能に配置された第1テーブルを備え、該第1テーブルの上に収納する粉末材料を第1所定温度に加熱する第1収納容器と、昇降可能に配置された第2テーブルを備え、該第2テーブルの上に収納する前記粉末材料を第2所定温度に加熱する第2収納容器と、前記第1収納容器と前記第2収納容器との間に設けられて、昇降可能に配置された造形用テーブルの上において前記粉末材料を使用して造形物が作製される作製容器であって、前記第1所定温度と異なりかつ前記第2所定温度と異なる第3所定温度に前記粉末材料を加熱し、作製される造形物に応じて前記造形用テーブル上の前記粉末材料にレーザ光出射部よりレーザ光が照射される、作製容器と、前記第1収納容器の上側と前記第2収納容器の上側とにわたって前記粉末材料を運搬するように移動可能に設けられたリコータと、前記作製容器に前記粉末材料が運搬されるとき、前記第1テーブル、前記第2テーブル及び前記造形用テーブルの各々の昇降を制御するとともに、前記リコータの移動を制御する運搬制御部とを備えた粉末床溶融結合装置における、前記粉末材料の運搬評価方法であって、
前記第1収納容器の前記粉末材料が前記作製容器に運搬されるように、前記リコータが前記第1収納容器側から前記第2収納容器側に向けて移動するとき、非接触式の温度計測装置を用いて前記第2収納容器に収納された前記粉末材料の温度を検出することと、
検出された前記温度と閾値との比較に基づいて前記作製容器への前記粉末材料の運搬を評価することと
を含む、運搬評価方法
を提供する。
式(1)において、Eはレーザ光のエネルギー密度(J/m3)であり、Pはレーザ光の出力(W)であり、Vはレーザ光の走査速度(m/s)であり、SSはレーザ光の走査間隔(m)であり、eは粉末材料8の薄層の厚さ(m)である。
ΔT=Ti-MAX(Tsp,Ti-1) (2)
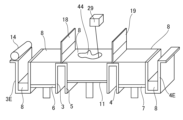
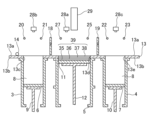
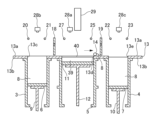
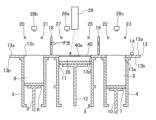
2 筐体
3、4 収納容器
3E、4E 貯留容器
5 作製容器
6、7 供給用テーブル
8 粉末材料
9、10、12 支持棒
11 造形用テーブル
13 運搬板
14 リコータ
15~17 上部加熱部
18、19 反射板
20~27 ヒータ
28a、28b、28c 温度検出部
29 レーザ光出射部
44 造形物
Claims (9)
- 昇降可能に配置された第1テーブルを備え、該第1テーブルの上に収納する粉末材料を第1所定温度に加熱する第1収納容器と、
昇降可能に配置された第2テーブルを備え、該第2テーブルの上に収納する前記粉末材料を第2所定温度に加熱する第2収納容器と、
前記第1収納容器と前記第2収納容器との間に設けられて、昇降可能に配置された造形用テーブルの上において前記粉末材料を使用して造形物が作製される作製容器であって、前記第1所定温度と異なりかつ前記第2所定温度と異なる第3所定温度に前記造形用テーブル上の前記粉末材料を加熱し、作製される造形物に応じて前記造形用テーブル上の前記粉末材料にレーザ光出射部よりレーザ光が照射される、作製容器と、
前記第1収納容器の上側と前記第2収納容器の上側とにわたって前記粉末材料を運搬するように移動可能に設けられたリコータと、
前記作製容器に前記粉末材料が運搬されるとき、前記第1テーブル、前記第2テーブル及び前記造形用テーブルの各々の昇降を制御するとともに、前記リコータの移動を制御する運搬制御部と、
前記第2収納容器に収納された前記粉末材料の温度を検出するように設けられた第1温度計測装置と、
前記第1収納容器の前記粉末材料が前記作製容器に運搬されるとき、前記第1温度計測装置により検出された前記第2収納容器に収納されている前記粉末材料の温度に基づいて前記粉末材料の運搬を評価する評価部と
を備えた、粉末床溶融結合装置。 - 前記第1所定温度は前記第3所定温度よりも低い温度であり、
前記第2所定温度は前記第3所定温度よりも低い温度である、
請求項1に記載の粉末床溶融結合装置。 - 前記第1温度計測装置は、非接触式の温度計測装置である、
請求項1又は2に記載の粉末床溶融結合装置。 - 前記評価部による前記第1温度計測装置により検出された前記第2収納容器に収納されている前記粉末材料の温度と閾値との比較に基づいて、前記作製容器へ前記粉末材料を運搬するときの前記粉末材料の運搬量を変える量算出部を更に備えている、
請求項1から3のいずれか一項に記載の粉末床溶融結合装置。 - 前記量算出部は、前記第2収納容器に収納されている前記粉末材料の温度変化が第1閾値以下であることを前記評価部が示すとき、前記第2収納容器側から前記第1収納容器側へ前記リコータを動かして前記作製容器に前記粉末材料を運搬するときまたは前記第1収納容器側から前記第2収納容器側へ前記リコータを動かして前記作製容器に前記粉末材料を運搬するときの前記粉末材料の運搬量を第1基準値よりも第1所定量増加させる、
請求項4に記載の粉末床溶融結合装置。 - 前記第1収納容器に収納された前記粉末材料の温度を検出するように設けられた第2温度計測装置
を更に備え、
前記評価部は、前記第2収納容器の前記粉末材料が前記作製容器に運搬されるとき、前記第2温度計測装置により検出された前記第1収納容器に収納されている前記粉末材料の温度変化と第2閾値との比較に基づいて前記粉末材料の運搬を評価し、
前記量算出部は、前記第1収納容器に収納されている前記粉末材料の前記温度変化が前記第2閾値以下であることを前記評価部が示すとき、前記第1収納容器側から前記第2収納容器側へ前記リコータを動かして前記作製容器に前記粉末材料を運搬するときまたは前記第2収納容器側から前記第1収納容器側へ前記リコータを動かして前記作製容器に前記粉末材料を運搬するときの前記粉末材料の運搬量を第2基準値よりも第2所定量増加させる、
請求項4又は5に記載の粉末床溶融結合装置。 - 昇降可能に配置された第1テーブルを備え、該第1テーブルの上に収納する粉末材料を第1所定温度に加熱する第1収納容器と、昇降可能に配置された第2テーブルを備え、該第2テーブルの上に収納する前記粉末材料を第2所定温度に加熱する第2収納容器と、前記第1収納容器と前記第2収納容器との間に設けられて、昇降可能に配置された造形用テーブルの上において前記粉末材料を使用して造形物が作製される作製容器であって、前記第1所定温度と異なりかつ前記第2所定温度と異なる第3所定温度に前記粉末材料を加熱し、作製される造形物に応じて前記造形用テーブル上の前記粉末材料にレーザ光出射部よりレーザ光が照射される、作製容器と、前記第1収納容器の上側と前記第2収納容器の上側とにわたって前記粉末材料を運搬するように移動可能に設けられたリコータと、前記作製容器に前記粉末材料が運搬されるとき、前記第1テーブル、前記第2テーブル及び前記造形用テーブルの各々の昇降を制御するとともに、前記リコータの移動を制御する運搬制御部とを備えた粉末床溶融結合装置における、前記粉末材料の運搬評価方法であって、
前記第1収納容器の前記粉末材料が前記作製容器に運搬されるように、前記リコータが前記第1収納容器側から前記第2収納容器側に向けて移動するとき、非接触式の温度計測装置を用いて前記第2収納容器に収納された前記粉末材料の温度を検出することと、
検出された前記温度と閾値との比較に基づいて前記作製容器への前記粉末材料の運搬を評価することと
を含む、運搬評価方法。 - 前記第1所定温度は前記第3所定温度よりも低い温度であり、
前記第2所定温度は前記第3所定温度よりも低い温度である、
請求項7に記載の運搬評価方法。 - 前記第2収納容器に収納されている前記粉末材料の温度変化が第1閾値以下であると判定されたとき、前記第2収納容器側から前記第1収納容器側へ前記リコータを動かして前記作製容器に前記粉末材料を運搬するときまたは前記第1収納容器側から前記第2収納容器側へ前記リコータを動かして前記作製容器に前記粉末材料を運搬するときの前記粉末材料の運搬量を基準値よりも所定量増加させることを更に含む、
請求項7又は8に記載の運搬評価方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021113668A JP7553111B2 (ja) | 2021-07-08 | 2021-07-08 | 粉末床溶融結合装置及びその運搬評価方法 |
| US17/855,178 US11865781B2 (en) | 2021-07-08 | 2022-06-30 | Powder bed fusion apparatus with evaluation unit and multiple storage containers |
| DE102022116400.4A DE102022116400A1 (de) | 2021-07-08 | 2022-06-30 | Pulverbettschmelzvorrichtung und tragebewertungsverfahren dafür |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021113668A JP7553111B2 (ja) | 2021-07-08 | 2021-07-08 | 粉末床溶融結合装置及びその運搬評価方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2023009965A JP2023009965A (ja) | 2023-01-20 |
| JP7553111B2 true JP7553111B2 (ja) | 2024-09-18 |
Family
ID=84534100
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2021113668A Active JP7553111B2 (ja) | 2021-07-08 | 2021-07-08 | 粉末床溶融結合装置及びその運搬評価方法 |
Country Status (3)
| Country | Link |
|---|---|
| US (1) | US11865781B2 (ja) |
| JP (1) | JP7553111B2 (ja) |
| DE (1) | DE102022116400A1 (ja) |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018512310A (ja) | 2015-04-13 | 2018-05-17 | マテリアライズ・ナムローゼ・フエンノートシャップMaterialise Nv | 付加製造環境においてモニター及びリコートするためのシステム及び方法 |
| WO2018229990A1 (ja) | 2017-06-16 | 2018-12-20 | 株式会社アスペクト | 粉末床溶融結合装置 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4917381B2 (ja) * | 2006-08-09 | 2012-04-18 | 株式会社アスペクト | 粉末焼結積層造形装置及び粉末焼結積層造形方法 |
| JP4857056B2 (ja) * | 2006-09-12 | 2012-01-18 | 株式会社アスペクト | 粉末焼結積層造形装置及び粉末焼結積層造形方法 |
| JP6811982B2 (ja) * | 2016-08-05 | 2021-01-13 | 株式会社アスペクト | 粉末床溶融結合装置及び粉末床溶融結合方法 |
| DE112017007840T5 (de) | 2017-08-08 | 2020-04-30 | Mitsubishi Heavy Industries, Ltd. | Dreidimensional-additive fertigungsvorrichtung, dreidimensional-additives fertigungsverfahren und dreidimensional-additiv hergestelltes produkt |
| CN107900329B (zh) * | 2017-11-09 | 2019-12-17 | 窦鹤鸿 | 一种3d打印装备的控制系统 |
| JP6912092B2 (ja) | 2018-03-30 | 2021-07-28 | 株式会社アスペクト | 粉末床溶融結合造形物及びその作製方法 |
-
2021
- 2021-07-08 JP JP2021113668A patent/JP7553111B2/ja active Active
-
2022
- 2022-06-30 DE DE102022116400.4A patent/DE102022116400A1/de active Pending
- 2022-06-30 US US17/855,178 patent/US11865781B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2018512310A (ja) | 2015-04-13 | 2018-05-17 | マテリアライズ・ナムローゼ・フエンノートシャップMaterialise Nv | 付加製造環境においてモニター及びリコートするためのシステム及び方法 |
| WO2018229990A1 (ja) | 2017-06-16 | 2018-12-20 | 株式会社アスペクト | 粉末床溶融結合装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2023009965A (ja) | 2023-01-20 |
| DE102022116400A1 (de) | 2023-01-12 |
| US11865781B2 (en) | 2024-01-09 |
| US20230008559A1 (en) | 2023-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102003623B1 (ko) | 삼차원 물체 제조 기법 | |
| US20210197275A1 (en) | Three dimensional printing system and method capable of controlling size of molten pool formed during printing process | |
| KR100980906B1 (ko) | 솔라 모듈 구축 장치 및 방법 | |
| US11993007B2 (en) | Measuring system for a device for the generative manufacturing of a three-dimensional object | |
| CN110587119B (zh) | 加工方法及加工装置 | |
| CN108943696B (zh) | 用于检测3d打印中间层光固化树脂表面质量的装置 | |
| WO2018061996A1 (ja) | 三次元造形装置、三次元物体製造方法および三次元造形プログラム | |
| EP3774285B1 (en) | Method of apparatus for forming an object by means of additive manufacturing | |
| KR102234794B1 (ko) | 원샷 비전검사장치 | |
| US9718239B2 (en) | Three dimensional printing apparatus and three dimensional printing method | |
| JP7553111B2 (ja) | 粉末床溶融結合装置及びその運搬評価方法 | |
| US20210008795A1 (en) | Powder bed fusion model and method of fabricating same | |
| EP4405161A1 (en) | Stereolithography system for accurately establishing build plane | |
| CN111331840B (zh) | 一种多光路光固化3d打印设备 | |
| JP6811982B2 (ja) | 粉末床溶融結合装置及び粉末床溶融結合方法 | |
| JP2006300663A (ja) | 欠点検出システム | |
| JP2017147258A (ja) | ダイボンダおよび半導体装置の製造方法 | |
| JP2018048895A (ja) | 画像検出装置及び造形装置 | |
| CN109732912B (zh) | 多工位3d打印机的控制方法、光学系统和3d打印机 | |
| JPH04138245A (ja) | 立体形状形成装置 | |
| JP6964146B2 (ja) | 光造形装置、光造形プログラム及び光造形方法 | |
| KR20240074984A (ko) | 다중 초점 가변 광학계를 이용한 기판 검사 장치 | |
| KR102470505B1 (ko) | 가공 에너지의 제어 방법 및 레이저 가공 장치 | |
| EP3762215B1 (en) | Additive manufacturing | |
| CN114589316A (zh) | 层叠造形装置及其校正方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20240209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20240815 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240829 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7553111 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |