WO2019065247A1 - ガス導入孔ソケット部の構造 - Google Patents
ガス導入孔ソケット部の構造 Download PDFInfo
- Publication number
- WO2019065247A1 WO2019065247A1 PCT/JP2018/033836 JP2018033836W WO2019065247A1 WO 2019065247 A1 WO2019065247 A1 WO 2019065247A1 JP 2018033836 W JP2018033836 W JP 2018033836W WO 2019065247 A1 WO2019065247 A1 WO 2019065247A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- socket
- gas introduction
- introduction hole
- refractory
- conductive material
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D1/00—Treatment of fused masses in the ladle or the supply runners before casting
- B22D1/002—Treatment with gases
- B22D1/005—Injection assemblies therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D11/00—Continuous casting of metals, i.e. casting in indefinite lengths
- B22D11/10—Supplying or treating molten metal
- B22D11/11—Treating the molten metal
- B22D11/116—Refining the metal
- B22D11/117—Refining the metal by treating with gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22D—CASTING OF METALS; CASTING OF OTHER SUBSTANCES BY THE SAME PROCESSES OR DEVICES
- B22D41/00—Casting melt-holding vessels, e.g. ladles, tundishes, cups or the like
- B22D41/50—Pouring-nozzles
- B22D41/58—Pouring-nozzles with gas injecting means
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C5/00—Manufacture of carbon-steel, e.g. plain mild steel, medium carbon steel or cast steel or stainless steel
- C21C5/28—Manufacture of steel in the converter
- C21C5/42—Constructional features of converters
- C21C5/46—Details or accessories
- C21C5/48—Bottoms or tuyéres of converters
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21C—PROCESSING OF PIG-IRON, e.g. REFINING, MANUFACTURE OF WROUGHT-IRON OR STEEL; TREATMENT IN MOLTEN STATE OF FERROUS ALLOYS
- C21C7/00—Treating molten ferrous alloys, e.g. steel, not covered by groups C21C1/00 - C21C5/00
- C21C7/04—Removing impurities by adding a treating agent
- C21C7/072—Treatment with gases
Definitions
- the present invention relates to the structure of a gas introduction hole socket portion such as a nozzle or a plug made of a refractory having a function of blowing a gas into a molten metal or a function of blowing out a gas to a specific part.
- Nozzles and plugs in which spaces such as slits for gas flow and storage, pressure equalization, etc., porous refractories etc. (hereinafter, also simply referred to as "gas pool”) are disposed inside the refractory constituting the main body Etc. (hereinafter, also referred to simply as “main body” or “refractory main body”), in order to introduce a gas into the gas pool, install a socket in the refractory main body or a metal case surrounding the main body. It is common to connect a gas inlet pipe to its socket.
- Patent Document 1 is for gas-casting continuous casting in which a socket having a flange or a step portion on the rear end side to which a gas introduction pipe is connected is attached to a socket hole via a sealing material.
- a refractory socket mounting structure we propose a refractory socket mounting structure.
- patent document 2 in order to eliminate the bad influence by welding with a metal reinforcement board and a socket especially, and eliminate a leak at the time of gas introduction, it is in the upper surface position of the socket attachment hole of the casting nozzle of a metal reinforcement board.
- a method is shown in which a socket and a metal reinforcing plate are attached to a socket mounting hole provided on the side surface of a casting nozzle by providing a through hole and injecting a sealing material from the through hole.
- the second support element (9b) inserted into the cylindrical hole sandwiches the gasket (14) together with the first support element (13), and the rod (9a) compresses the gasket.
- the "supporting element” corresponding to a weir is referred to as the tip end side of the "rod (9a)” corresponding to the socket, that is, the inner side of the main body ("second supporting element (9b)") ("First support element (13)") and by compressing the gasket (14) sandwiched between the crucibles, the gasket extends between the refractory body at the radially extending portion of the socket It is intended to prevent gas leaks by bringing them into close contact.
- Patent Document 1 and Patent Document 2 the gas leak can not be prevented by the seal material of the socket outer peripheral part (for example, the reference numeral 52 in the drawing of Patent Document 1 or the socket outer peripheral part in the drawing 8 of Patent Documents 1 and 2). That is clear also from these patent documents themselves.
- the sealing material instead of the sealing material installed on the outer peripheral surface of the socket, the sealing material is disposed between the refractory body and the weir or step portion installed on the socket rear end side, ie near the outermost periphery of the main body. We try to prevent gas leak by sealing material.
- the structures, methods, and the like of Patent Documents 1 and 2 are applied to a nozzle or the like, gas leak can not be sufficiently prevented.
- the gasket compressed by sandwiching in the axial direction of the socket extends in the radial direction so as to closely contact the refractory main body to prevent gas leak.
- a socket outer peripheral surface only, and with such a gasket contact to convert the compressed force in the axial direction of the socket in the radial direction of the socket, sufficient adhesion can not be obtained. Since there is no sealing material between each of the two crucibles and the refractory body, gas leak can not be sufficiently prevented.
- the problem to be solved by the present invention is to prevent the gas leak in the gas introduction hole socket portion.
- the present invention provides a socket structure for eliminating these causes. That is, the gist of the present invention is the structure of the following gas introduction hole socket portion 1 to 9. 1 A structure of a gas introduction hole socket portion including a socket for connecting a gas supply pipe to a gas introduction hole inside the refractory, A metal plate surrounding a part or all of the refractory body is provided around an end portion of the gas introduction hole on the refractory body external direction side (hereinafter simply referred to as "outside") of the gas introduction hole, The socket is provided with a weir between the outer end and the refractory body inner side (hereinafter simply referred to as "inner") end, The surface on the inner end side of the crucible is adhered to the refractory body via a sealing material, The surface on the outer end side of the crucible is the layer via a low thermal conductive material having a thermal conductivity of 40 (W / (m ⁇ K)) or less at room temperature (hereinafter referred to as “low thermal
- the surface of the inner end portion of the crucible between the outer end portion and the inner end portion and the surface of the refractory body in contact with the surface via the sealing material are directed inward with respect to the central axis of the gas introduction hole
- the structure of the gas introduction hole socket portion according to any one of the items 1 to 5, which is conical with an angle of more than 0 degrees and less than 90 degrees in the outward direction of the gas introduction hole starting from.
- the thickness L (mm) of the low thermal conductive material layer satisfying the equation 1 is the angle ⁇ (degrees) of the surface of the inner crucible of the socket in contact with the refractory body through the seal material and the wedge
- the variation length ⁇ L (mm) in the axial direction of the socket determined in accordance with the variation length ⁇ t (mm) in the direction perpendicular to the surface of the sealing material between the refractory on the inner end side of the
- the seal that most directly affects the gas leak behavior is installed at a position far from the outer periphery of the main body, that is, at the inner side of the refractory main body.
- a weir is placed on the inner end side of the socket as far as possible between the outer end and the inner end of the socket, and the seal material is installed between the refractory end of the inner end face of the weir . That is, the seal function is not substantially imparted or reinforced between the metal plate around the outer periphery of the refractory main body which is easily deformed (hereinafter, also referred to as “main body outer peripheral side”).
- the crucible is inside the main body, even if heat is received to some extent from the inner side (hereinafter also referred to as “the inner side”) or the outer side (hereinafter referred to as “the outer circumferential side”) As it expands in the direction, uneven deformation is less likely to occur, and it becomes difficult to form a gap on the surface where the weir and the seal material make contact, and there is also an effect of enhancing the sealability in the radial direction and firmly fixing the weir. At the same time, local heat reception of the sealing material or partial deterioration due to the local heat reception is less likely to occur.
- the seal portion is on the inner side of the main body far from the outer peripheral surface of the main body. Since it has an area and is firmly fixed, peeling of the seal portion due to an external force such as a moment applied to the socket does not easily occur.
- the surface on the outer end side of the crucible faces the metal plate on the outer peripheral side of the main body through the layer of low thermal conductivity material or another ridge installed on the outer peripheral side end of the main body from the outer side of the main body Minimize the heat conduction to the weir. Thereby, the non-uniform deformation of the buttocks can be further suppressed.
- local high temperature due to external high temperature or non-uniform atmosphere environment such as being exposed to temperature exceeding 100 ° C especially in welding operation and drying process after socket installation, especially sudden, non-uniform insulation material arrangement environment, etc. Even if a condition or the like occurs, it is possible to suppress the action of heat transfer such as a rapid temperature rise of the seal portion where the uneven or uneven moisture in the inside of the buttocks is rapidly vaporized.
- the sealability between the socket and the refractory body is enhanced, it is less necessary to secure strict sealability with the metal case on the outer peripheral side of the refractory body via the low thermal conductivity material layer. Therefore, it is less necessary to weld the entire circumference around the socket (or the crucible on the outer peripheral side of the refractory main body) to the metal case on the outer peripheral side of the refractory main body.
- the minimum welding such that the socket (or the crucible on the outer peripheral side of the refractory main body) can be fixed to the metal case on the outer peripheral side of the refractory main body and does not even cause deformation or deviation make it possible to As a result, the thermal load on the seal portion can be further reduced, and deformation of the socket (or the crucible on the outer periphery of the refractory body) and the metal case on the outer periphery of the refractory body can be reduced. It can be improved.
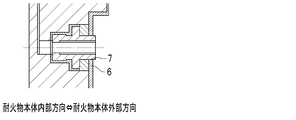
- FIG. 1 It is an image figure showing an example of the structure of the gas introduction hole socket part of the present invention which is the structure of a seal part perpendicular to socket axial direction, and showing the section of the field which passes a gas introduction hole central axis.
- A is an example in which the inner ridge portion is installed near the outer periphery of the refractory main body and the inner end of the refractory main body of the socket is present in the refractory main body
- (b) (C) installed near the outer periphery and extending the inner end of the refractory body of the socket to the gas pool portion in the refractory body has the same structure as (b) in An example where the length of the low thermal conductive material layer is further extended by placing the part near the inner side of the refractory body
- (A) is an example in which the inner ridge portion is installed near the outer periphery of the refractory main body, and the inner end of the refractory main body of the socket is present in the refractory main body
- (b) An example in which the low thermal conductive material layer is set longer than the case of (a) and the length of the low thermal conductive material layer is extended, and the inner end of the refractory body of the socket is extended to the gas pool portion in the refractory body
- (A) is an example in which the inner ridge portion is installed near the outer periphery of the refractory main body, and the inner end of the refractory main body of the socket is present in the refractory main body
- (b) An example in which the low thermal conductive material layer is set longer than the case of (a) and the length of the low thermal conductive material layer is extended, and the inner end of the refractory body of the socket is extended to the gas pool portion in the refractory body
- FIG. 8 is a view showing a case where ⁇ L (mm) with respect to ⁇ t (mm), that is, ⁇ L (mm) becomes maximum when the angle ⁇ (degree) is 10 (degree) in FIG. It is an image figure which shows the cross section of the surface which passes the gas introduction hole central axis in the example of the structure of the conventional gas introduction hole socket part.
- one of the causes of gas leak near the socket portion is deformation of a part of the socket at the time of mounting the socket, deterioration of the sealing material, and the like.
- the heat during welding deforms a part of the socket to form a gap or the like with the sealing material, or water
- the temperature of the sealing material including the above rapidly rises to the vaporization temperature of the water, that is, 100 ° C. or more, defects such as gas bubbles can occur in the sealing material.
- heat treatment such as drying is generally applied to the main body of the refractory (including one that has become a structure such as a nozzle) for the purpose of removing moisture or improving strength.
- heat treatment such as drying is generally applied to the main body of the refractory (including one that has become a structure such as a nozzle) for the purpose of removing moisture or improving strength.
- rapid heat conduction from the outer peripheral portion during heat treatment such as drying may also be a cause.
- the present invention is a rapid volatilization of the volatile material in the seal material including volatiles such as water due to heat from the outer peripheral side of the refractory main body such as welding, that is, the socket. To prevent.
- the material constituting the socket that is, the iron-based metal, has a thermal conductivity of about 70 to about 80 (W / (m ⁇ K)) at room temperature.
- the socket maintains its diameter substantially between the axial ends, and the sealing surface is within its diameter, even with the sealing material at the ends.
- a low thermal conductive material layer is formed between both ends in the socket axial direction to suppress heat conduction in the socket axial direction, thereby preventing a rapid rise in temperature of the seal portion. In this temperature range, heat transfer is mainly conduction, and radiation and convection can be ignored.
- the low thermal conductivity material should have a lower thermal conductivity than the material of the socket, that is, an iron-based metal, but it is preferable that it be as low as possible because it is less susceptible to thermal condition fluctuations and more reliable effects can be obtained. .
- the welding operation time differs depending on the method and the like, but in the present invention, it is about 10 seconds, and at most about several tens of seconds.
- the temperature of the weld zone is 600 ° C. (measured by the thermoviewer), and the bulk specific gravity of the low thermal conductive material is 3.0.
- ⁇ becomes smaller for the same value of L.
- the thickness L is a thickness that can be set arbitrarily, which is determined according to design matters, that is, the structure, shape, etc. of the refractory body, and the thickness according to the thickness
- the temperature of the sealing material can be made approximately 100 ° C. or less, and the socket can be installed without causing a defect in the sealing material.
- the required maximum thickness of the low thermal conductive material layer is approximately 20 mm according to the equation 2, and the thermal conductivity is
- the thickness L (mm) can be set within the range satisfying the equation (1).
- the vaporization temperature of the solvent becomes a reference
- the vaporization temperature of the non-aqueous solvent used for the refractory is higher than 100 ° C., and in the case of the non-aqueous, if the above equation 1 based on 100 ° C. is satisfied, it is more difficult to cause defects in the sealing material Become.
- the thermal conductivity of the material applied to the low thermal conductive material layer be low.
- refractory materials mainly composed of oxides other than metals, carbon, compounds with strong covalent bond, etc., considering ease of installation etc., mortars of alumina type, alumina-silica type, silica type etc.
- a material having a thermal conductivity of about 2.5 (W / (m ⁇ K)) or less at room temperature is more preferable.
- the low thermal conductive material layer does not support the socket as a structure and does not need to withstand mechanical stress, so the thermal conductivity is about 0.5 (W / (m ⁇ K)) or less at room temperature.
- the low thermal conductivity material is an air having a very low thermal conductivity of about 0.024 (W / (m ⁇ K)) at room temperature, that is, the low thermal conductivity material layer is a space, which is the most adiabatic effect Are most preferred because of their high cost, ease of manufacture and low cost.
- the thermal conductivity described above is in accordance with JIS R 2251.
- the surface of the refractory body in contact with the surface at the inner end of the crucible between the outer end and the inner end installed in the socket and in contact with the surface via the sealing material may be applied to the conical shape expanding in the outward direction of the gas introduction hole. That is, a shape having an angle of more than 0 degrees and less than 90 degrees (hereinafter, also simply referred to as “inclination”) starting from the inner side of the main body with respect to the central axis of the gas introduction hole can be used.
- the socket moves to the central axis side of the gas introduction hole of the refractory body, so that the thickness between the socket outer peripheral surface and the refractory body becomes uniform,
- the uniformity of the sealing material is also enhanced.
- the socket expands, but the expansion is larger than that of the refractory body, so this inclined surface can further improve the adhesion of the sealing material layer, and the local area Stress concentration can be avoided, and the risk of destruction of the refractory body around the socket can also be reduced.
- the inclined portion of the crucible extends to the socket end on the refractory body inner side (see FIG. 3).
- the number of straight portions on the outer peripheral surface of the socket decreases, installation of the socket becomes easy and high accuracy, and between the surface on the inner end side of the crucible and the surface of the refractory body
- the sealability can also be further enhanced since the seal material portion also becomes wider and more uniform.
- the axial thickness L of the low thermal conductive material layer portion in the socket axial direction is preferably as long as possible in order to enhance the heat insulating effect, and it is preferable that the crucible inside the refractory body be positioned as far as possible inside the refractory body.
- the fixing force of the socket against external force from the outside of the socket is also stabilized.
- the inclination angle ⁇ (degrees) can be arbitrarily set as appropriate depending on the size of the crucible, the diameter and accuracy of the socket installation portion of the refractory body, and the accuracy of the socket and the sealing surface of the refractory body.
- the thickness of the sealing material may vary due to the configuration / properties of the sealing material, tolerances in the shape specifications of the socket and the refractory body, variations in work at the time of installing the socket, and the like. Keep the crucible on the refractory body outer end side of the socket separate from the other part of the socket and install the other part, then weld the crucible on the refractory body outer end side with the socket and metal Such a phenomenon is likely to occur particularly when installed on a plate.
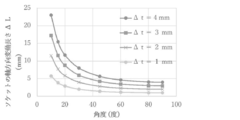
- the inclination angle ⁇ is set to 10 (degrees) which is practically considered to be the smallest, and the variation length ⁇ t of the thickness in the direction perpendicular to the sealing surface of the sealing material is practically assumed to be 4 (mm) In the case, the variation length ⁇ L (mm) on the axial side of the socket is about 23 (mm).
- the relationship between this inclination angle ⁇ and this ⁇ L when ⁇ t at 10 (degrees) is different is approximately according to the following equation 4.
- L (mm) is calculated by the relationship between the inclination angle ⁇ and the variation length ⁇ t of the thickness in the direction perpendicular to the sealing surface of the sealing material to the required length according to the equation 2 Is preferably added.
- Equation 2 that is, ⁇ L ⁇ 5.76 ⁇ ⁇ t / sin ⁇ is obtained.
- the metal plate on the outer peripheral side of the refractory body and a part or all of the outer periphery of the socket be joined to fix the socket.
- This joining method can adopt an appropriate method such as point welding of a part of the outer periphery of the socket, full welding, and screwing as a screw structure.
- the metal plate on the outer peripheral side of the refractory body and the outer periphery of the socket do not necessarily have to be in a sealed state, and may be fixed to each other.
- the fixed position may be the outer peripheral portion (7 of FIG. 4) of the socket, or a weir may be further installed on the outer periphery of the socket, and may be near the outermost periphery of the weir (7 of FIG. 1 to 3).
- Example A In the structure shown in Fig. 1, the thickness of the low thermal conductive material layer in the socket axial direction is 10 mm, the low thermal conductive material, and alumina mortar with thermal conductivity of about 2.5 (W / (m ⁇ K)) at room temperature
- Figure 1 shows Example 1 in which the low thermal conductive material is a heat insulating material with a thermal conductivity of about 0.5 (W / (m ⁇ K)) and Example 3 in which the low thermal conductive material is air.
- the presence or absence of air leak was compared in a laboratory test at room temperature together with Comparative Example 1 having a conventional structure shown in FIG.
- the metal plate on the outer peripheral side of the refractory body and the entire outer periphery of the socket were welded.
- the pressure of the pressurized air for leak check was 0.5 MPa at maximum, and there was a leak when there was a pressure drop after leaving for 3 hours, and no leak when there was no pressure drop.
- Comparative Example 1 had a leak, whereas Example 1, Example 2 and Example 3 had no leak.
- Example B is the result of actual operation of Example 3.
- the refractory body was an upper nozzle for continuous casting.
- the leak occurrence frequency of the conventional structure of Comparative Example 1 was about 3%
- the leak of Example 3 was 0%.
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Furnace Housings, Linings, Walls, And Ceilings (AREA)
- Continuous Casting (AREA)
- Casting Support Devices, Ladles, And Melt Control Thereby (AREA)
- Gasket Seals (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Furnace Details (AREA)
Abstract
Description
このようなガスリークを防止するために特許文献1は,ガス導入パイプを接続する後端側に鍔(つば)または段差部を有するソケットをソケット孔にシール材を介して取り付けたガス吹き連続鋳造用耐火物のソケット取り付け構造を提案している。
そして特許文献1には,「ソケットのつばまたは段差部とシール材との接触面積が大きくなるため,ガスパイプを螺合する際の外的応力に対して抵抗となり,シール材に亀裂が入りにくくなり,使用時のリークを抑制する効果がある。また,つばまたは段差部を有するソケットを取り付けるので,溶接する必要がなく,溶接時のソケットの膨張によるシール材への亀裂やシール材の発泡もなくなる。たとえ,ソケットの螺合部のシール材に亀裂が発生しても,つばまたは段差部とシール材が強く密着しているためリークを抑制する効果がある」との記載もある(段落0015)。
この特許文献3は,鍔に相当する「支持要素」を,ソケットに相当する「ロッド(9a)」の先端側すなわち本体内部方向側(「第二支持要素(9b)」)と本体外部方向側(「第一支持要素(13)」)とに設置し,これら鍔の間に挟み込んだガスケット(14)を圧縮することで,ガスケットがソケットの半径方向に延びる部分で耐火物本体との間を密着させてガスリークを防止しようとするものである。
また特許文献1,2では,ソケット外周面に設置したシール材ではなく,ソケット後端側すなわち本体最外周付近に設置した鍔又は段差部と耐火物本体との間にシール材を配置し,このシール材によりガスリークを防止しようとする。しかし,これら特許文献1,2の構造,方法等をノズル等に適用しても,依然ガスリークを十分に防止することはできない。
(1)鍔部又は段差部を本体外周の金属ケース等に溶接する際に,依然,その熱により鍔部又は段差部が変形して,シール材に隙間を生じる。
(2)しかも金属ケースは本体外周表面を囲繞する形態で存在することから,外周側すなわち本体半径方向外側にはほぼ非拘束の状態であり,さらに変形し易い。
(3)前述の(1),(2)は溶接を行う場合のほか,溶融金属に起因する使用時の本体内部側から,又は配置環境(例えば本体外周やソケット部外部の雰囲気,断熱材配置構造等)による外周側からの受熱,さらにはそれらの不均一な温度分布が,鍔部又は段差部の変形等を招来する。
(4)鍔部又は段差部を本体外周の金属ケース等に溶接する際に,依然,その熱によりシール材の一部の不均一な変質により,シール材内部に隙間等を生じる。
(5)前述(1),(4)での溶接の他,乾燥工程における100℃を超える高温度に,特に急加熱により曝されて,シール材内部の水分等が急激に気化してシール材内部や周囲に隙間等を生じる。
1
耐火物内部へのガス導入孔にガス供給用パイプを接続するためのソケットを含むガス導入孔ソケット部の構造であって,
前記ガス導入孔の耐火物本体外部方向側(以下単に「外側」という。)端部周囲には,耐火物本体の一部又は全部を囲繞する金属板を備えており,
前記ソケットは,前記外側端部と耐火物本体内部方向側(以下単に「内側」という。)端部との間に鍔を備えており,
前記鍔の前記内側端部側の面はシール材を介して前記耐火物本体に接着しており,
前記鍔の前記外側端部側の面は,室温における熱伝導率40(W/(m・K))以下の低熱伝導材からなる層(以下「低熱伝導材層」という。)を介して前記金属板又は前記耐火物本体の外側端部側に設置した他の鍔に面しており,
前記金属板と前記ソケット外周の一部又は全部は接合されている,ガス導入孔ソケット部の構造。
2
前記低熱伝導材層の厚さをL(mm),前記低熱伝導材の室温における熱伝導率をλ (W/(m・K))とするときに次の式1を満たす,前記1に記載のガス導入孔ソケット部の構造。
λ ≦ 0.1359L2-0.7849L+1.4793 ・・・式1
3
前記低熱伝導材は,室温における熱伝導率が2.5(W/(m・K))以下の材料である,前記1又は前記2に記載のガス導入孔ソケット部の構造。
4
前記低熱伝導材は,室温における熱伝導率が0.5(W/(m・K))以下の材料である,前記1又は前記2に記載のガス導入孔ソケット部の構造。
5
前記低熱伝導材は空気である,前記1又は前記2に記載のガス導入孔ソケット部の構造。
6
前記外側端部と前記内側端部との間の鍔の前記内側端部側の面及びシール材を介して当該面に接する耐火物本体の面は,前記ガス導入孔中心軸に対して内側方向を起点として前記ガス導入孔外側方向に0度を超え90度未満の角度を有する円錐状である,前記1から前記5のいずれか1つに記載のガス導入孔ソケット部の構造。
7
前記式1を満たす低熱伝導材層の厚さL(mm)は,前記ソケットの内側の鍔の,シール材を介して耐火物本体と接する面のソケット軸方向に対する角度θ(度)と前記鍔の前記内側端部側の耐火物との間のシール材の前記面に対し直角方向厚さの変動長さΔt(mm)に応じて決定されるソケット軸方向の変動長さΔL(mm)以下を加えた長さである,前記2に記載のガス導入孔ソケット部の構造。
8
前記のΔLは次の式2を満足する,前記7に記載のガス導入孔ソケット部の構造。
ΔL ≦ 5.76×Δt/sinθ ・・・式2
9
前記のΔLは23mm以下,かつ前記Lは43mm以下である,前記7又は前記8に記載のガス導入孔ソケット部の構造。
すなわち,変形し易い耐火物本体外側端部周囲(以下「本体外周側」ともいう。)の金属板との間には実質的にシール機能を付与又は強化しないこととする。しかも鍔が本体内部に存在することで,内側(以下「内部側」ともいう。)又は外側(以下「外周側」ともいう。)から或る程度受熱しても,鍔はほぼ均一にその半径方向に膨張するので不均一な変形は生じ難くなり,鍔とシール材が接する面に隙間を形成し難くなると共に,半径方向でのシール性を高めると同時に鍔を強固に固定する効果もある。
同時にシール材の局部受熱ないしはその局部受熱による部分的変質も生じ難くなる。
また,本体外周側表面付近でソケットに,その軸に対し半径方向の機械的な力が加わっても,シール部が本体外周面から遠い本体内部側にあり,しかもソケット断面よりも広いシール部の面積を備えていて強固に固定されていることから,ソケットにかかるモーメント等の外力によるシール部の剥離等も発生し難い。
そのため,ソケット(又はその耐火物本体外周側の鍔)周囲の全周を耐火物本体外周側の金属ケースに溶接する必要性は低くなる。すなわち,例えば1~3箇所以上等,ソケット(又はその耐火物本体外周側の鍔)が耐火物本体外周側の金属ケースに固定できて,変形やずれ等を生じさえしない程度の最少限の溶接にすることを可能とする。これにより,さらにシール部への熱負荷を軽減でき,ソケット(又はその耐火物本体外周側の鍔)及び耐火物本体外周側の金属ケースの変形等も少なくすることができ,ソケット取り付け作業能率も向上させることができる。
シール材を設置した後には,一般的にその水分除去又は強度向上等の目的で耐火物本体(ノズル等の構造体となったものを含む)に乾燥等の熱処理を施す。
前記のような溶接に起因する原因の他,このような乾燥等の熱処理時の外周部からの急激な熱伝導も原因となることがある。
これに対し本発明では,ソケット軸方向の両端部間に低熱伝導材層を形成して,ソケット軸方向の熱伝導を抑制することで,シール部の温度の急激な上昇を防止する。
この温度域では熱の移動は伝導が主であって,輻射や対流は無視することができる。
λ = 0.1359L2-0.7849L+1.4793 ・・・式3
この式3のλ以下のλ,すなわちλ≦式3の右辺の値の低熱伝導材を適用すればシール材の温度は100℃を超えないことになる。この関係を表すのが前記式1である。
この式に基づくLとλの関係を図6に示す。
この結果を言い換えると,前記厚さLは設計事項,すなわち耐火物本体の構造,形状等に応じて決定される,任意に設定することができる厚さであって,この厚さに応じた前記式1を満たす熱伝導率の材料を選択することで,シール材の温度を概ね100℃以下にでき,シール材に欠陥を生じることなく,ソケットを設置することができるということである。
この低熱伝導材層は構造体としてソケットを支持しているものではなく,機械的応力に耐える必要はないので,熱伝導率が室温において約0.5(W/(m・K))以下程度の断熱材,無機繊維,これら混合物等の低強度の材料でもよい。
さらにこの低熱伝導材は,室温での熱伝導率が約0.024(W/(m・K))と極めて低い空気であること,すなわち低熱伝導材層は空間であることが,最も断熱効果が高く,製造し易くかつ低コストであることから,最も好ましい。
なお,前記の熱伝導率は,JIS R 2251による。
これにより,ソケットの軸方向に外力が加わった際にはソケットが耐火物本体のガス導入孔の中心軸側に移動するので,ソケット外周面と耐火物本体との間の厚さが均一化し,シール材の均一性も高まる。
さらには,使用中等の熱が加わった際にはソケットが膨張するが,その膨張は耐火物本体よりも大きいので,この傾斜面によりシール材の層の密着性をより高めることができると共に,局部的な応力集中を避けることができ,ソケット部周囲の耐火物本体の破壊の危険性をも低減することができる。
また耐火物本体内側の鍔をできるだけ耐火物本体内側方向に位置させることで,ソケット外側からの外力に対するソケットの固定力も安定する。同様の理由で,ソケット自体の長さ,すなわち耐火物本体内側方向端部までの長さもできるだけ長くする方が好ましい。(図1(b),図1(c),図2(b),図3(b)参照)
ソケットの耐火物本体外側端部側の鍔をソケットのそれ以外の部分と分離しておいて,前記それ以外の部分を設置した後に耐火物本体外側端部側の鍔を溶接等でソケット及び金属板に設置するような場合には特に,このような現象が生じ易い。
これは,幾何学的に次式3の関係を有する。
ΔL = Δt/sinθ ・・・式4
Δtを1,2,3,4mmとした場合のそれぞれのΔLを図7に示す。
例えば,この傾斜角度θが10(度)でのΔtが異なる場合のこのΔLとの関係は,図8に示すように,概ね次の式4による。
ΔL = 5.76 × Δt ・・・式5
このように,L(mm)は前記式2による必要長さにこのように傾斜角度θとシール材のシール面に直角方向の厚さの変動長さΔtの関係により算出されるΔL(mm)を加えた長さとすることが好ましい。
この場合,ノズル,プラグ等を構成する耐火物本体の前記鍔部分の湾曲程度等の形状,すなわち円形の場合の曲率,端部からの距離等との関係で,耐火物本体の破壊等を来さない程度の大きさにすればよい。また,円形の場合にはその曲率に合わせて鍔を湾曲させてもよい。
この接合方法は,ソケット外周の一部を点溶接する,全溶接する,ネジ構造として螺合する等の適宜な方法を採ることができる。耐火物本体外周側の金属板とソケット外周の間は必ずしも密閉された状態にする必要はなく,相互に固定されていればよい。
この固定位置は,ソケットの外周部(図4の符号7部分)でもよく,ソケット外周にさらに鍔を設置し,その鍔の最外周付近(図1~3の符号7部分)でもよい。
図1に示す構造で,低熱伝導材層のソケット軸方向の厚さを10mm,低熱伝導材を,室温の熱伝導率が約2.5(W/(m・K))のアルミナ質モルタルとした実施例1,低熱伝導材を室温の熱伝導率が約0.5(W/(m・K))の断熱材とした実施例2,低熱伝導材を空気とした実施例3につき,図9に示す従来構造である比較例1と共に,室温におけるラボ試験にて空気のリーク有無を比較した。
ソケットは耐火物本体外周側の金属板とソケット外周全部を溶接した。
リーク確認用の加圧空気の圧力は最高0.5MPaとし,3時間放置後の圧力低下がある場合をリーク有り,圧力低下が無い場合をリーク無しとした。
その結果,比較例1はリークがあったのに対し,実施例1,実施例2及び実施例3はリークが無かった。
実施例Bは,前記実施例3につき実操業に供した結果である。耐火物本体は連続鋳造用の上ノズルとした。
その結果,従来構造である比較例1は約3%のリーク発生頻度であったのに対し,実施例3はリーク無し,すなわち0%であった。
2 シール材
3 耐火物本体内側に設置した鍔
4 低熱伝導材層
5 耐火物本体外側に設置した鍔
6 耐火物本体外周に設置した金属板
7 ソケットと耐火物本体外周に設置した金属板との接合部
8 ネジ部
9 ガス導入孔
10 ガス導入孔及びソケットの軸
11 ガスプール
20 ソケット
30 耐火物本体
L 低熱伝導材層の耐火物本体外側に設置した鍔又は耐火物本体外周側に設置した金属板からの厚さ
θ 耐火物本体内側に設置した鍔の,傾斜部の角度
Claims (9)
- 耐火物内部へのガス導入孔にガス供給用パイプを接続するためのソケットを含むガス導入孔ソケット部の構造であって,
前記ガス導入孔の耐火物本体外部方向側(以下単に「外側」という。)端部周囲には,耐火物本体の一部又は全部を囲繞する金属板を備えており,
前記ソケットは,前記外側端部と耐火物本体内部方向側(以下単に「内側」という。)端部との間に鍔を備えており,
前記鍔の前記内側端部側の面はシール材を介して前記耐火物本体に接着しており,
前記鍔の前記外側端部側の面は,室温における熱伝導率40(W/(m・K))以下の低熱伝導材からなる層(以下「低熱伝導材層」という。)を介して前記金属板又は前記耐火物本体の外側端部側に設置した他の鍔に面しており,
前記金属板と前記ソケット外周の一部又は全部は接合されている,ガス導入孔ソケット部の構造。 - 前記低熱伝導材層の厚さをL(mm),前記低熱伝導材の室温における熱伝導率をλ (W/(m・K))とするときに次の式1を満たす,請求項1に記載のガス導入孔ソケット部の構造。
λ ≦ 0.1359L2-0.7849L+1.4793 ・・・式1 - 前記低熱伝導材は,室温における熱伝導率が2.5(W/(m・K))以下の材料である,請求項1又は請求項2に記載のガス導入孔ソケット部の構造。
- 前記低熱伝導材は,室温における熱伝導率が0.5(W/(m・K))以下の材料である,請求項1又は請求項2に記載のガス導入孔ソケット部の構造。
- 前記低熱伝導材は空気である,請求項1又は請求項2に記載のガス導入孔ソケット部の構造。
- 前記外側端部と前記内側端部との間の鍔の前記内側端部側の面及びシール材を介して当該面に接する耐火物本体の面は,前記ガス導入孔中心軸に対して内側方向を起点として前記ガス導入孔外側方向に0度を超え90度未満の角度を有する円錐状である,請求項1から請求項5のいずれか1項に記載のガス導入孔ソケット部の構造。
- 前記式1を満たす低熱伝導材層の厚さL(mm)は,前記ソケットの内側の鍔の,シール材を介して耐火物本体と接する面のソケット軸方向に対する角度θ(度)と前記鍔の前記内側端部側の耐火物との間のシール材の前記面に対し直角方向厚さの変動長さΔt(mm)に応じて決定されるソケット軸方向の変動長さΔL(mm)以下を加えた長さである,請求項2に記載のガス導入孔ソケット部の構造。
- 前記のΔLは次の式2を満足する,請求項7に記載のガス導入孔ソケット部の構造。
ΔL ≦ 5.76×Δt/sinθ ・・・式2 - 前記のΔLは23mm以下,かつ前記Lは43mm以下である,請求項7又は請求項8に記載のガス導入孔ソケット部の構造。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018548461A JP6554240B1 (ja) | 2017-09-28 | 2018-09-12 | ガス導入孔ソケット部の構造 |
| US16/647,960 US11213886B2 (en) | 2017-09-28 | 2018-09-12 | Socket installation structure of refractory article |
| CN201880052624.4A CN111032250B (zh) | 2017-09-28 | 2018-09-12 | 气体导入孔插座部的结构 |
| ES18862802T ES2930764T3 (es) | 2017-09-28 | 2018-09-12 | Estructura de casquillo para agujero de introducción de gas |
| AU2018343790A AU2018343790B2 (en) | 2017-09-28 | 2018-09-12 | Structure of gas introduction hole socket |
| EP18862802.8A EP3689496B1 (en) | 2017-09-28 | 2018-09-12 | Structure of gas introduction hole socket |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017-188710 | 2017-09-28 | ||
| JP2017188710 | 2017-09-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2019065247A1 true WO2019065247A1 (ja) | 2019-04-04 |
Family
ID=65901295
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2018/033836 WO2019065247A1 (ja) | 2017-09-28 | 2018-09-12 | ガス導入孔ソケット部の構造 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US11213886B2 (ja) |
| EP (1) | EP3689496B1 (ja) |
| JP (1) | JP6554240B1 (ja) |
| CN (1) | CN111032250B (ja) |
| AU (1) | AU2018343790B2 (ja) |
| ES (1) | ES2930764T3 (ja) |
| TW (1) | TWI681830B (ja) |
| WO (1) | WO2019065247A1 (ja) |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6267663U (ja) * | 1985-10-19 | 1987-04-27 | ||
| JP2001087845A (ja) | 1999-09-17 | 2001-04-03 | Kurosaki Harima Corp | 鋳造用ノズルへのソケットの取り付け方法 |
| JP2002001498A (ja) | 2000-06-20 | 2002-01-08 | Kurosaki Harima Corp | ガス吹き連続鋳造用耐火物のソケット取り付け構造 |
| JP2006516482A (ja) | 2003-02-07 | 2006-07-06 | ベスビウス クルーシブル カンパニー | 耐火要素に流体循環ラインを接続する装置と耐火要素 |
| JP2010227942A (ja) * | 2009-03-26 | 2010-10-14 | Akechi Ceramics Co Ltd | 連続鋳造用ノズルおよび連続鋳造用ノズルにおけるガス供給管接続用ネジの固定方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6267663A (ja) | 1985-09-20 | 1987-03-27 | Canon Inc | 情報処理システム |
| IN168760B (ja) * | 1987-04-10 | 1991-06-01 | Injectall Ltd | |
| DE4024520A1 (de) * | 1990-08-02 | 1992-02-06 | Didier Werke Ag | Verbindung zwischen dem auslauf eines metallurgischen gefaesses und einem schutzrohr oder eintauchausguss |
| JP3727632B2 (ja) * | 2003-08-05 | 2005-12-14 | 明智セラミックス株式会社 | 連続鋳造用ノズルのガス供給管接続用ネジ |
| PL2703761T3 (pl) * | 2012-08-27 | 2016-12-30 | Element do przepłukiwania gazem z należącym do niego przewodem doprowadzającym gaz |
-
2018
- 2018-09-12 EP EP18862802.8A patent/EP3689496B1/en active Active
- 2018-09-12 US US16/647,960 patent/US11213886B2/en active Active
- 2018-09-12 WO PCT/JP2018/033836 patent/WO2019065247A1/ja unknown
- 2018-09-12 ES ES18862802T patent/ES2930764T3/es active Active
- 2018-09-12 AU AU2018343790A patent/AU2018343790B2/en active Active
- 2018-09-12 JP JP2018548461A patent/JP6554240B1/ja active Active
- 2018-09-12 CN CN201880052624.4A patent/CN111032250B/zh active Active
- 2018-09-21 TW TW107133319A patent/TWI681830B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6267663U (ja) * | 1985-10-19 | 1987-04-27 | ||
| JP2001087845A (ja) | 1999-09-17 | 2001-04-03 | Kurosaki Harima Corp | 鋳造用ノズルへのソケットの取り付け方法 |
| JP2002001498A (ja) | 2000-06-20 | 2002-01-08 | Kurosaki Harima Corp | ガス吹き連続鋳造用耐火物のソケット取り付け構造 |
| JP2006516482A (ja) | 2003-02-07 | 2006-07-06 | ベスビウス クルーシブル カンパニー | 耐火要素に流体循環ラインを接続する装置と耐火要素 |
| JP2010227942A (ja) * | 2009-03-26 | 2010-10-14 | Akechi Ceramics Co Ltd | 連続鋳造用ノズルおよび連続鋳造用ノズルにおけるガス供給管接続用ネジの固定方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3689496A4 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3689496A4 (en) | 2021-02-24 |
| TW201916952A (zh) | 2019-05-01 |
| CN111032250A (zh) | 2020-04-17 |
| JPWO2019065247A1 (ja) | 2019-11-14 |
| AU2018343790A1 (en) | 2020-01-16 |
| EP3689496A1 (en) | 2020-08-05 |
| AU2018343790B2 (en) | 2021-01-21 |
| EP3689496B1 (en) | 2022-10-26 |
| US11213886B2 (en) | 2022-01-04 |
| TWI681830B (zh) | 2020-01-11 |
| ES2930764T3 (es) | 2022-12-21 |
| US20200246863A1 (en) | 2020-08-06 |
| CN111032250B (zh) | 2021-05-28 |
| JP6554240B1 (ja) | 2019-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101506189B1 (ko) | 밀봉시트 장착 고온고압용 절연가스켓 | |
| US3471178A (en) | Tube sheet connector having flexible adhesive sealing means | |
| US7601293B2 (en) | Compliant fill tube assembly, fill tube therefor and method of use | |
| KR101506190B1 (ko) | 금속제 o링 장착 고온고압용 절연가스켓 | |
| JP2006307733A (ja) | ガスタービン排気ディフューザ | |
| US10232435B2 (en) | Refractory ceramic casting nozzle | |
| JP6554240B1 (ja) | ガス導入孔ソケット部の構造 | |
| JP2007278341A (ja) | 配管接続具および基板処理装置 | |
| US10462851B2 (en) | Molten metal holding furnace | |
| KR101919255B1 (ko) | 곡선형 용탕 이송 디바이스를 위한 지지 및 압축 조립체 | |
| US5163416A (en) | Radiant tube arrangement for high temperature, industrial heat treat furnace | |
| JPH1129826A (ja) | 断熱ロール | |
| JP6078450B2 (ja) | 半導体製造装置用部材及びその製法 | |
| KR20050097525A (ko) | 내화재 요소에 유체 순환 라인을 연결하는 장치 및 그러한내화재 요소 | |
| JPH04181724A (ja) | 加熱装置 | |
| JP2009114791A (ja) | 耐火セグメントおよびトンネル | |
| CN208169709U (zh) | 一种可以降低温差的套管结构 | |
| KR102178560B1 (ko) | 열교차단 구조의 하중재하장치 및 이를 구비한 극한환경 시험장치 | |
| CN209214108U (zh) | 棉花风道电加热管固定结构及热风炉 | |
| US10356850B2 (en) | Heater protective tube for molten metal holding furnace | |
| CN109373579A (zh) | 棉花风道电加热管固定结构及热风炉 | |
| CN210399543U (zh) | 一种热风炉顶温热电偶安装装置 | |
| KR101390379B1 (ko) | 반도체 제조용 가열로의 배기관 연결부재 | |
| CN201107126Y (zh) | 热风炉用改进型热电偶 | |
| JP2003130255A (ja) | 管の接合体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2018548461 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 18862802 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018343790 Country of ref document: AU Date of ref document: 20180912 Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| ENP | Entry into the national phase |
Ref document number: 2018862802 Country of ref document: EP Effective date: 20200428 |