WO2018079111A1 - 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 - Google Patents
油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 Download PDFInfo
- Publication number
- WO2018079111A1 WO2018079111A1 PCT/JP2017/033008 JP2017033008W WO2018079111A1 WO 2018079111 A1 WO2018079111 A1 WO 2018079111A1 JP 2017033008 W JP2017033008 W JP 2017033008W WO 2018079111 A1 WO2018079111 A1 WO 2018079111A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- pipe
- stainless steel
- martensitic stainless
- formula
- Prior art date
Links
- 229910001105 martensitic stainless steel Inorganic materials 0.000 title claims abstract description 19
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 13
- 239000003129 oil well Substances 0.000 title claims abstract description 11
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 16
- 239000000203 mixture Substances 0.000 claims abstract description 14
- 229910052750 molybdenum Inorganic materials 0.000 claims abstract description 14
- 229910052759 nickel Inorganic materials 0.000 claims abstract description 14
- 229910052802 copper Inorganic materials 0.000 claims abstract description 13
- 229910052721 tungsten Inorganic materials 0.000 claims abstract description 13
- 229910052799 carbon Inorganic materials 0.000 claims abstract description 12
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 12
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 12
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 11
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 11
- 239000012535 impurity Substances 0.000 claims abstract description 5
- 229910000831 Steel Inorganic materials 0.000 claims description 34
- 239000010959 steel Substances 0.000 claims description 34
- 238000000034 method Methods 0.000 claims description 21
- 238000001816 cooling Methods 0.000 claims description 16
- 238000005496 tempering Methods 0.000 claims description 15
- 230000009466 transformation Effects 0.000 claims description 15
- 239000000463 material Substances 0.000 claims description 12
- 238000010791 quenching Methods 0.000 claims description 12
- 230000000171 quenching effect Effects 0.000 claims description 12
- 229910000734 martensite Inorganic materials 0.000 claims description 10
- 230000008569 process Effects 0.000 claims description 10
- 238000010438 heat treatment Methods 0.000 claims description 6
- 229910001220 stainless steel Inorganic materials 0.000 claims description 6
- 239000010935 stainless steel Substances 0.000 claims description 6
- 230000007797 corrosion Effects 0.000 abstract description 41
- 238000005260 corrosion Methods 0.000 abstract description 41
- 238000005336 cracking Methods 0.000 abstract description 23
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 abstract description 22
- 238000012360 testing method Methods 0.000 description 15
- 239000003921 oil Substances 0.000 description 14
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 12
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 description 10
- 239000000460 chlorine Substances 0.000 description 8
- 239000001569 carbon dioxide Substances 0.000 description 6
- 229910002092 carbon dioxide Inorganic materials 0.000 description 6
- 239000007789 gas Substances 0.000 description 6
- 230000002829 reductive effect Effects 0.000 description 6
- 239000007864 aqueous solution Substances 0.000 description 5
- 239000011780 sodium chloride Substances 0.000 description 5
- RWSOTUBLDIXVET-UHFFFAOYSA-N Dihydrogen sulfide Chemical compound S RWSOTUBLDIXVET-UHFFFAOYSA-N 0.000 description 4
- 230000000694 effects Effects 0.000 description 4
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 3
- 239000008186 active pharmaceutical agent Substances 0.000 description 3
- 229910001566 austenite Inorganic materials 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 229910000037 hydrogen sulfide Inorganic materials 0.000 description 3
- 229910052717 sulfur Inorganic materials 0.000 description 3
- 229910052720 vanadium Inorganic materials 0.000 description 3
- 229910052801 chlorine Inorganic materials 0.000 description 2
- -1 chlorine ions Chemical class 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 230000008602 contraction Effects 0.000 description 2
- 238000011161 development Methods 0.000 description 2
- 230000018109 developmental process Effects 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 230000001681 protective effect Effects 0.000 description 2
- 230000008929 regeneration Effects 0.000 description 2
- 238000011069 regeneration method Methods 0.000 description 2
- 238000005096 rolling process Methods 0.000 description 2
- 229920006395 saturated elastomer Polymers 0.000 description 2
- 239000006104 solid solution Substances 0.000 description 2
- 238000005728 strengthening Methods 0.000 description 2
- QTBSBXVTEAMEQO-UHFFFAOYSA-M Acetate Chemical compound CC([O-])=O QTBSBXVTEAMEQO-UHFFFAOYSA-M 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- VEXZGXHMUGYJMC-UHFFFAOYSA-M Chloride anion Chemical compound [Cl-] VEXZGXHMUGYJMC-UHFFFAOYSA-M 0.000 description 1
- 238000002441 X-ray diffraction Methods 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 238000005275 alloying Methods 0.000 description 1
- 230000033228 biological regulation Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 239000010779 crude oil Substances 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 229910000765 intermetallic Inorganic materials 0.000 description 1
- 238000011835 investigation Methods 0.000 description 1
- 229910001068 laves phase Inorganic materials 0.000 description 1
- 230000000670 limiting effect Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- 229910052751 metal Inorganic materials 0.000 description 1
- 238000005065 mining Methods 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000036961 partial effect Effects 0.000 description 1
- 239000003208 petroleum Substances 0.000 description 1
- 239000002244 precipitate Substances 0.000 description 1
- 238000001556 precipitation Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000011253 protective coating Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000717 retained effect Effects 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- 239000012085 test solution Substances 0.000 description 1
- 229910000859 α-Fe Inorganic materials 0.000 description 1
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
- C21D9/085—Cooling or quenching
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/10—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies
- C21D8/105—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of tubular bodies of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/48—Ferrous alloys, e.g. steel alloys containing chromium with nickel with niobium or tantalum
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/52—Ferrous alloys, e.g. steel alloys containing chromium with nickel with cobalt
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Definitions
- the present invention relates to an oil country tubular goods martensitic stainless steel pipe used for oil or gas wells (hereinafter simply referred to as oil wells) and a method for producing the same.
- oil wells oil country tubular goods martensitic stainless steel pipe used for oil or gas wells
- CO 2 chloride ion
- Cl ⁇ chloride ion
- SSC resistance sulfide stress corrosion cracking resistance
- 13% Cr martensitic stainless steel pipes are often used as oil country tubular goods for mining in oil fields and gas fields that contain carbon dioxide and chlorine ions. Recently, development of oil fields, etc. in extremely severe corrosive environments containing hydrogen sulfide has been carried out on a global scale, so the demand for SSC resistance is increasing, and components that have reduced C and increased Ni and Mo The use of improved 13% Cr martensitic stainless steel pipes is also expanding.
- 13% Cr-based steel is used as the basic composition, C is remarkably reduced as compared with the prior art, Ni, Mo and Cu are further included, Cr + 2Ni + 1.1Mo + 0.7Cu ⁇ 32.5 is satisfied, and Nb is further added.
- V 0.20% or less
- yield strength high strength of 965 MPa or more
- ⁇ It is said that it has high toughness with Charpy absorbed energy at 40 ° C of 50J or more, and can secure good corrosion resistance.
- Patent Document 2 describes a 13% Cr martensitic stainless steel pipe containing 0.01% or less of an extremely low C content and 0.03% or more of Ti, and has a yield stress of 95 ksi class (655 to 758 MPa). It has both high strength and low hardness of Rockwell hardness HRC of less than 27, and is said to have excellent SSC resistance.
- Patent Document 3 describes martensitic stainless steel in which Ti / C having a correlation with a value obtained by subtracting yield stress from tensile stress satisfies 6.0 ⁇ Ti / C ⁇ 10.1. According to the described technique, the value obtained by subtracting the yield stress from the tensile stress is 20.7 MPa or more, and it is possible to suppress variation in hardness that reduces the SSC resistance.
- the amount of Mo in steel is defined by Mo ⁇ 2.3 ⁇ 0.89Si + 32.2C, and the metal structure is mainly tempered martensite, carbides precipitated during tempering, and Laves phase precipitated finely during tempering. And martensitic stainless steel composed of intermetallic compounds such as ⁇ phase and the like. According to the described technology, 0.2% proof stress can achieve high strength of 860MPa or more, and it has excellent carbon-dioxide-corrosion-resistance and sulfide stress corrosion cracking resistance. .
- Patent Document 2 the resistance to sulfide stress corrosion cracking can be maintained under the condition that a stress of 655 MPa is applied in an atmosphere in which a 5% NaCl aqueous solution (H 2 S: 0.10 bar) is adjusted to pH 3.5.
- Patent Document 3 it is said that it has resistance to sulfide stress corrosion cracking in an atmosphere in which a 20% NaCl aqueous solution (H 2 S: 0.03 atm, CO 2 bal.) Is adjusted to pH: 4.5.
- Patent Document 4 it is said that it has sulfide stress corrosion cracking resistance in an atmosphere in which a 25% NaCl aqueous solution (H 2 S: 0.003 MPa, CO 2 bal.) Is adjusted to pH: 4.0.
- a 25% NaCl aqueous solution H 2 S: 0.003 MPa, CO 2 bal.
- the resistance to sulfide stress corrosion cracking in atmospheres other than those described above has not been studied, and it is difficult to say that it has the resistance to sulfide stress corrosion cracking that can withstand the more severe corrosion environments of recent years.
- An object of the present invention is to provide a martensitic stainless steel seamless pipe for oil well pipes having high strength and excellent sulfide stress corrosion cracking resistance, and a method for producing the same.
- “high strength” is assumed to be a yield stress of 758 MPa (110 ksi) or more.
- the yield stress is 896 MPa or less.
- “excellent sulfide stress corrosion cracking resistance” as used herein refers to test solution: 0.165% by mass NaCl aqueous solution (liquid temperature: 25 ° C., H 2 S: 1 bar, CO 2 bal), Na acetate and hydrochloric acid.
- test piece is immersed in an aqueous solution adjusted to pH: 3.5, the immersion time is set to 720 hours, 90% of the yield stress is applied as the load stress, and the test piece is cracked after the test. The case where it does not do shall be said.
- the inventors of the present invention have a 13% Cr stainless steel pipe as a basic composition, and are resistant to sulfide stress corrosion cracking in a corrosive environment containing CO 2 , Cl ⁇ and H 2 S ( The effect of various alloying elements on SSC resistance was studied. As a result, proper quenching and tempering with a composition containing C, Mn, Cr, Cu, Ni, Mo, W, Nb, N, and Ti adjusted to satisfy the appropriate relational expression and range. An oil well having excellent SSC resistance in a corrosive atmosphere containing CO 2 , Cl ⁇ , and H 2 S, and in an environment where stress near the yield stress is applied by applying the treatment. It has been found that a martensitic stainless steel seamless pipe for pipes can be obtained.
- the present invention has been completed by further studies based on the above findings. That is, the gist of the present invention is as follows. [1] By mass%, C: 0.035% or less, Si: 0.5% or less, Mn: 0.05 to 0.5%, P: 0.03% or less, S: 0.005% or less, Cu: 2.6% or less, Ni: 5.3 to 7.3% , Cr: 11.8 to 14.5%, Al: 0.1% or less, Mo: 1.8 to 3.0%, V: 0.2% or less, N: 0.1% or less, and the following formulas (1), (2) and (3 ) Formula satisfies the following (4), has a composition consisting of the balance Fe and inevitable impurities, A martensitic stainless steel seamless pipe for oil well pipes characterized by having a yield stress of 758 MPa or more.
- SSC resistance sulfide stress corrosion cracking resistance
- the stainless steel seamless pipe of the present invention is in mass%, C: 0.035% or less, Si: 0.5% or less, Mn: 0.05 to 0.5%, P: 0.03% or less, S: 0.005% or less, Cu: 2.6% or less, Ni: 5.3-7.3%, Cr: 11.8-14.5%, Al: 0.1% or less, Mo: 1.8-3.0%, V: 0.2% or less, N: 0.1% or less, and the following formula (1), ( 2) and 3) satisfy the following (4), (5) or (6), have a composition consisting of the remaining Fe and inevitable impurities, and have a yield stress of 758 MPa or more.
- Stainless steel seamless steel pipe satisfy the following (4), (5) or (6), have a composition consisting of the remaining Fe and inevitable impurities, and have a yield stress of 758 MPa or more.
- C 0.035% or less C is an important element related to the strength of martensitic stainless steel and is effective in improving the strength. However, if the content exceeds 0.035%, the hardness becomes too high, so that the sensitivity to sulfide stress corrosion cracking increases. For this reason, in the present invention, the C content is limited to 0.035% or less. Preferably, the C content is 0.015% or less. More preferably, the C content is 0.0090% or less. More preferably, the content is 0.0075% or less. On the other hand, in order to ensure a desired strength, the C content is desirably 0.005% or more.
- Si 0.5% or less Since Si acts as a deoxidizer, it is desirable to contain 0.05% or more of Si. On the other hand, the Si content exceeding 0.5% reduces the carbon dioxide gas corrosion resistance and hot workability. For this reason, Si content is limited to 0.5% or less.
- the lower limit of the Si content is preferably 0.10% or more, and the upper limit is preferably 0.30% or less.
- Mn 0.05-0.5%
- Mn is an element that improves hot workability and contains 0.05% or more of Mn.
- the Mn content is limited to 0.05 to 0.5%. Preferably, it is 0.40% or less.
- P 0.03% or less
- P is an element that lowers the carbon dioxide corrosion resistance, pitting corrosion resistance, and sulfide stress corrosion cracking resistance, and is desirably reduced as much as possible in the present invention.
- extreme reduction increases manufacturing costs. Therefore, the P content is limited to 0.03% or less as a range that does not cause an extreme deterioration of the characteristics and can be industrially inexpensively implemented.
- the P content is 0.02% or less.
- S 0.005% or less Since S is an element that significantly reduces hot workability, it is desirable to reduce it as much as possible. By reducing the S content to 0.005% or less, pipe production in a normal process becomes possible, so the S content in the present invention is limited to 0.005% or less. Preferably, the S content is 0.003% or less.
- Cu 2.6% or less Cu enhances the resistance to sulfide stress corrosion cracking by strengthening the protective coating. However, if Cu content exceeds 2.6%, CuS is precipitated and hot workability is lowered. Therefore, the Cu content is limited to 2.6% or less.
- the lower limit of the Cu content is preferably 0.5% or more, and the upper limit is preferably 2.0% or less.
- Ni 5.3-7.3%
- Ni is contained in an amount of 5.3% or more to strengthen the protective film and improve the corrosion resistance, and further increase the strength of the steel by solid solution.
- the Ni content exceeds 7.3%, the stability of the martensite phase decreases and the strength decreases. Therefore, the Ni content is limited to 5.3-7.3%. Preferably, it is 5.7% or more, more preferably 6.0% or more.
- Cr 11.8 to 14.5% Cr is an element that improves the corrosion resistance by forming a protective film, and the content of 11.8% or more of Cr can ensure the necessary corrosion resistance for oil well pipes. On the other hand, if the Cr content exceeds 14.5%, the formation of ferrite becomes easy, and it becomes impossible to ensure the stability of the martensite phase. Therefore, the Cr content is limited to 11.8 to 14.5%.
- the lower limit of the Cr content is preferably 12.0% or more, and the upper limit is preferably 13.5% or less.
- Al 0.1% or less Since Al acts as a deoxidizer, it is effective to contain 0.01% or more of Al in order to obtain such an effect. However, since Al content exceeding 0.1% adversely affects toughness, the Al content in the present invention is limited to 0.1% or less. Preferably, the Al content is 0.01 to 0.03%.
- Mo 1.8-3.0%
- Mo is Cl - is an element which improves the resistance to pitting, in order to obtain the corrosion resistance necessary for severe corrosive environment, it is necessary to contain 1.8% or more of Mo.
- Mo is an expensive element, which causes an increase in manufacturing cost. Therefore, the Mo content is limited to 1.8 to 3.0%.
- the lower limit of the Mo content is preferably 2.4% or more, and the upper limit is preferably 2.9% or less.
- V 0.2% or less
- V is preferably contained in an amount of 0.01% or more because V improves the strength of the steel by precipitation strengthening and further improves the resistance to sulfide stress corrosion cracking.
- the V content in the present invention is limited to 0.2% or less.
- the lower limit of the V content is preferably 0.01% or more, and preferably the upper limit is 0.08% or less.
- N 0.1% or less
- N is an element that remarkably improves pitting corrosion resistance.
- various nitrides are formed to reduce toughness, so the N content in the present invention is limited to 0.1% or less.
- the N content is 0.003% or more.
- the lower limit of the N content is more preferably 0.004% or more, and further preferably 0.005% or more.
- the upper limit is more preferably 0.08% or less, still more preferably 0.05% or less.
- the present invention further contains C, Mn, Cr, Cu, Ni, Mo, W, Nb, N, and Ti within the above range, and the following formulas (1), (2), and (3 ) Each element is contained so that the following formula (4) or (5) or (6) is satisfied.
- Equation (1) correlates with the amount of residual ⁇ . By reducing the value calculated by equation (1), residual austenite is reduced, hardness is reduced, and resistance to sulfide stress corrosion cracking is reduced. improves.
- Equation (2) is an equation that correlates with the repassivation potential, and the values calculated in Equation (1) are C, Mn so that the range of (4), (5), or (6) is satisfied.
- equation (3) is an equation that correlates with the pitting potential, and the value calculated by equation (3) is C, Mn, so as to satisfy the range of (4) or (5) or (6).
- the value calculated by the formula (1) satisfies the range of (4)
- the value calculated by the formula (1) leads to an increase in hardness at 10 or more, but was calculated by the formula (2).
- the value and the value calculated by the expression (3) satisfy the range of (4), regeneration of the passive film and suppression of pitting corrosion appear remarkably, and resistance to sulfide stress corrosion cracking is improved.
- the value calculated by the expression (1) in the following (4) is 5 or more and 45 or less
- the value calculated by the expression (1) in the following (5) is -5 or more and 5 or less.
- the balance other than the above components is composed of Fe and inevitable impurities.
- Ti and Nb can reduce the solid solution carbon and reduce the hardness by forming carbides. On the other hand, since excessive inclusion may reduce toughness, when Ti and / or Nb is contained, Ti is limited to 0.19% or less, and Nb is limited to 0.25% or less.
- W and Co are both elements that improve pitting corrosion resistance. However, excessive inclusion may reduce toughness and further increase the material cost. Therefore, when W and / or Co is contained, W is limited to 1.1% or less, and Co is limited to 0.45% or less.
- the preferable manufacturing method of the martensitic stainless steel seamless pipe for oil country tubular goods of this invention is demonstrated.
- a steel pipe material having the above composition is used.
- the manufacturing method of the stainless steel seamless steel pipe which is a steel pipe raw material does not need to be specifically limited, All the manufacturing methods of a well-known seamless steel pipe are applicable.
- the molten steel having the above composition is preferably melted by a melting method such as a converter and used as a steel pipe material such as a billet by a continuous casting method, an ingot-bundling rolling method, or the like.
- the processing after forming the steel pipe material into a steel pipe is not particularly limited.
- the steel pipe is heated to the Ac 3 transformation point or higher, followed by quenching to air-cool at a cooling rate of 0.1 ° C./s to a cooling stop temperature of 100 ° C. or lower, and then tempered at a temperature below the Ac 1 transformation point. And tempering.
- the steel pipe is further reheated to a temperature above the Ac 3 transformation point, preferably kept for 5 min or more, and then subjected to a quenching treatment for air cooling to a cooling stop temperature of 100 ° C. or less.
- a quenching treatment for air cooling to a cooling stop temperature of 100 ° C. or less.
- the quenching heating temperature is less than the Ac 3 transformation point, heating cannot be performed in the austenite single phase region, and thus sufficient martensite structure cannot be obtained by subsequent cooling, and a desired high strength cannot be achieved. Therefore, the quenching heating temperature is limited to the Ac 3 transformation point or higher.
- said air cooling refers to the cooling rate of 0.1 degree-C / s or more.
- the tempering process is a process of heating below the Ac 1 transformation point, preferably holding for 10 min or more, and air cooling.
- the tempering temperature is higher than the Ac 1 transformation point, the martensite phase precipitates after tempering, and the desired high toughness and excellent corrosion resistance cannot be ensured. Therefore, the tempering temperature is limited to the Ac 1 transformation point or lower.
- a four-master test that gives a temperature history of heating and cooling to the test piece and detects the transformation point from minute displacements of expansion and contraction. Can be measured.
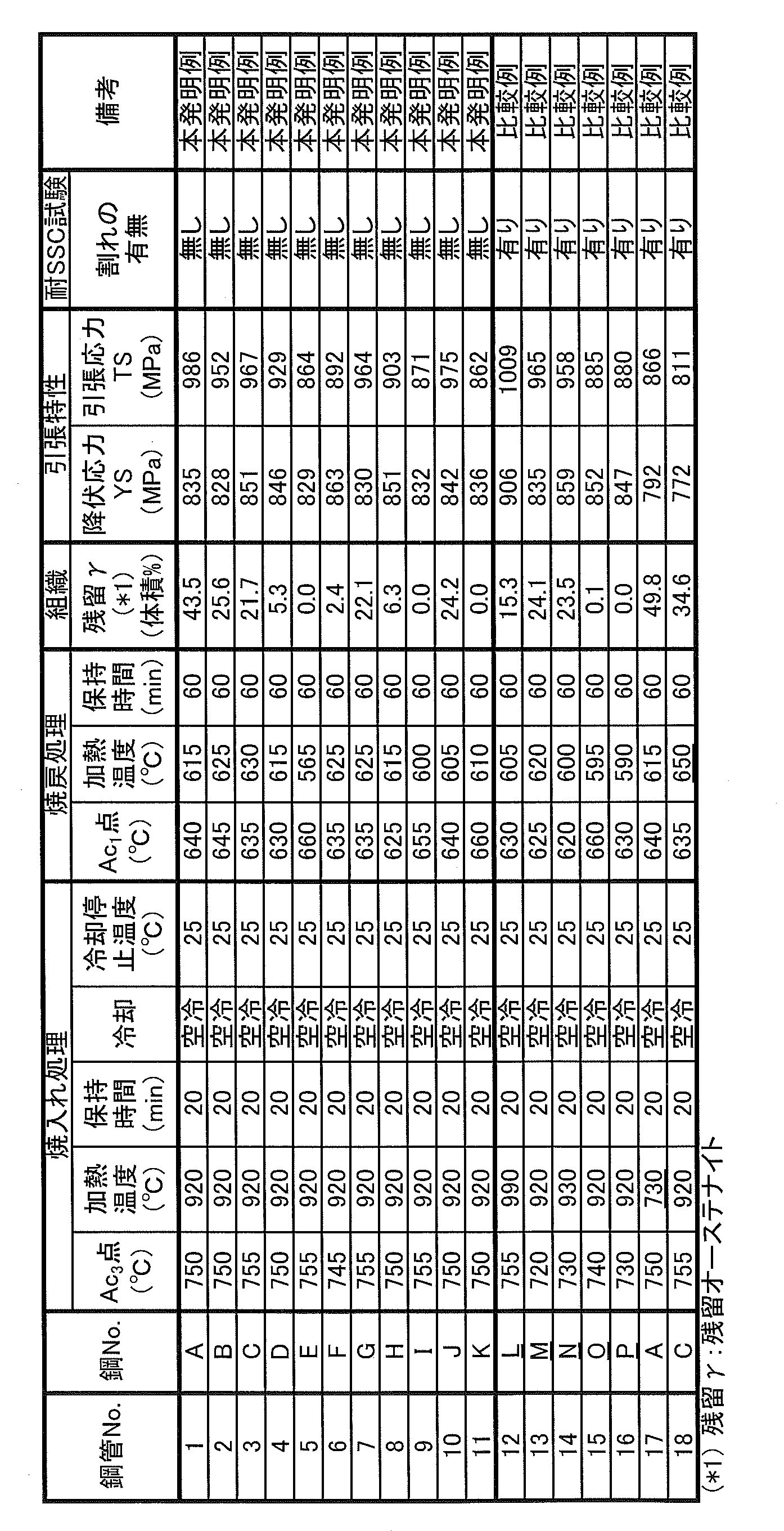
- molten steel having the components shown in Table 1 is melted in a converter, it is cast into a billet (steel pipe material) by a continuous casting method, further piped by hot working using a model seamless rolling mill, and air-cooled (cooling rate 0.5) C./s) After that, a seamless steel pipe having an outer diameter of 83.8 mm and a wall thickness of 12.7 mm was obtained.
- a test material was cut out from the obtained seamless steel pipe and subjected to quenching and tempering treatment under the conditions shown in Table 2.
- a specimen for microstructure observation was collected from the test material subjected to quenching and tempering treatment, polished, and then the amount of retained austenite ( ⁇ ) was measured by an X-ray diffraction method.
- I ⁇ ⁇ integral strength
- I ⁇ ⁇ integral strength
- R ⁇ ⁇ crystallographic theoretical calculated value
- API specimen specimens by API standard 5CT are collected from specimens that have been quenched and tempered, and subjected to a tensile test in accordance with the API regulations to obtain tensile properties (yield stress YS). , Tensile stress TS).
- yield stress YS yield stress
- Tensile stress TS Tensile stress TS
- Table 2 for Ac 3 point (° C.) and Ac 1 point (° C.), a test piece of 4 mm ⁇ ⁇ 10 mm was taken from the test material subjected to quenching treatment and measured by a formaster test. Specifically, the test piece was heated to 500 ° C. at 5 ° C./s, further heated to 920 ° C. at 0.25 ° C./s and held for 10 minutes, and then cooled to room temperature at 2 ° C./s. The Ac 3 point (° C.) and Ac 1 point (° C.) were obtained by detecting the expansion and contraction of the test piece accompanying this temperature history.
- the SSC test was performed according to NACE TM0177 Method A.
- the test environment is 0.165% NaCl by adding 0.41 g / L CH 3 COONa + HCl to pH 3.5 and the hydrogen sulfide partial pressure is 0.1 MPa, and 90% of the yield stress is loaded. The test was carried out as stress.
- All of the examples of the present invention have a high strength of yield stress of 758 MPa or more and martensite stainless steel seamless steel pipe having excellent SSC resistance without cracking even when stress is applied in an environment containing H 2 S. It has become.
- the desired high strength is obtained, but excellent SSC resistance cannot be ensured.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Manufacturing & Machinery (AREA)
- Heat Treatment Of Articles (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
特許文献1では、13%Cr系鋼を基本組成として、Cを従来よりも著しく低減し、さらにNi、Moおよび、Cuを含有させ、Cr+2Ni+1.1Mo+0.7Cu≦32.5を満足し、また、さらにNb:0.20%以下、V:0.20%以下のうち1種または2種をNb+V≧0.05%の条件を満足するように、それぞれ含有した組成とすることで、降伏強度:965MPa以上の高強度と、-40℃におけるシャルピー吸収エネルギーが50J以上の高靱性を兼備し、かつ良好な耐食性が確保できるとしている。
なお、ここでいう「高強度」とは、降伏応力:758MPa(110ksi)以上であるものとする。好ましくは、降伏応力は、896MPa以下である。
また、ここでいう「優れた耐硫化物応力腐食割れ性」とは、試験液:0.165質量%NaCl水溶液(液温:25℃、H2S:1bar、CO2bal)に、酢酸Na+塩酸を加えてpH:3.5に調整した水溶液中に、試験片を浸漬させ、浸漬時間を720時間として、降伏応力の90%を負荷応力として付加して試験を行い、試験後の試験片に割れが発生しない場合をいうものとする。
[1]質量%で、C:0.035%以下、Si:0.5%以下、Mn:0.05~0.5%、P:0.03%以下、S:0.005%以下、Cu:2.6%以下、Ni:5.3~7.3%、Cr:11.8~14.5%、Al:0.1%以下、Mo:1.8~3.0%、V:0.2%以下、N:0.1%以下を含有し、かつ下記(1)式、(2)式および(3)式が下記(4)を満足し、残部Feおよび不可避的不純物からなる組成を有し、
758MPa以上の降伏応力を有することを特徴とする油井管用マルテンサイト系ステンレス継目無鋼管。
記
-109.37C+7.307Mn+6.399Cr+6.329Cu+11.343Ni-13.529Mo+1.276W+2.925Nb+196.775N-2.621Ti-120.307 ・・・(1)
-0.0278Mn+0.0892Cr+0.00567Ni+0.153Mo-0.0219W-1.984N+0.208Ti-1.83 ・・・(2)
-1.324C+0.0533Mn+0.0268Cr+0.0893Cu+0.00526Ni+0.0222Mo-0.0132W-0.473N-0.5Ti-0.514 ・・・(3)
ここで、C、Mn、Cr、Cu、Ni、Mo、W、Nb、N、Ti:各元素の含有量(質量%)(但し、含有しない元素は0(零)%とする。)
-10≦(1)式≦45 且つ -0.25≦(2)式≦-0.20 且つ 0.10≦(3)式≦0.20 ・・・(4)
[2]前記組成に加えて更に、質量%で、Ti:0.19%以下、Nb:0.25%以下、W:1.1%以下、Co:0.45%以下のうちから選ばれた1種または2種以上を含有することを特徴とする前記[1]に記載の油井管用マルテンサイト系ステンレス継目無鋼管。
[3]前記[1]または[2]に記載の油井管用マルテンサイト系ステンレス継目無鋼管の製造方法であり、鋼管素材を造管し鋼管としたのち、該鋼管にAc3変態点以上に加熱し、続いて100℃以下の冷却停止温度まで0.1℃/s以上の冷却速度で空冷する焼入れ処理と、ついでAc1変態点以下の温度で焼き戻しをする焼戻処理とを施すことを特徴とする油井管用マルテンサイト系ステンレス継目無鋼管の製造方法。
記
-109.37C+7.307Mn+6.399Cr+6.329Cu+11.343Ni-13.529Mo+1.276W+2.925Nb+196.775N-2.621Ti-120.307 ・・・(1)
-0.0278Mn+0.0892Cr+0.00567Ni+0.153Mo-0.0219W-1.984N+0.208Ti-1.83 ・・・(2)
-1.324C+0.0533Mn+0.0268Cr+0.0893Cu+0.00526Ni+0.0222Mo-0.0132W-0.473N-0.5Ti-0.514 ・・・(3)
ここで、C、Mn、Cr、Cu、Ni、Mo、W、Nb、N、Ti:各元素の含有量(質量%)(但し、含有しない元素は0(零)%とする。)
-10≦(1)式≦45 且つ -0.25≦(2)式≦-0.20 且つ 0.10≦(3)式≦0.20 ・・・(4)
-10≦(1)式≦5 且つ -0.35≦(2)式≦-0.25 且つ 0.025≦(3)式≦0.10 ・・・(5)
-10≦(1)式≦-5 且つ -0.39≦(2)式≦-0.35 且つ -0.15≦(3)式≦0.025 ・・・(6)
Cはマルテンサイト系ステンレス鋼の強度に関係する重要な元素であり、強度向上に有効である。しかしながら、0.035%を超える含有量では、硬度が高くなりすぎるため、硫化物応力腐食割れ感受性が増大する。このため、本発明では、C含有量は0.035%以下に限定する。また好ましくは、C含有量は0.015%以下である。より好ましくは、C含有量は0.0090%以下である。さらに好ましくは、含有量は0.0075%以下である。一方、所望の強度を確保するために、C含有量は0.005%以上含有することが望ましい。
Siは、脱酸剤として作用するため、0.05%以上Siを含有することが望ましい。一方で、0.5%を超えるSiの含有は、耐炭酸ガス腐食性および熱間加工性を低下させる。このため、Si含有量は0.5%以下に限定する。Si含有量は、下限が好ましくは0.10%以上であり、上限が好ましくは0.30%以下である。
Mnは、熱間加工性を向上させる元素であり、0.05%以上Mnを含有する。一方、0.5%を超えてMnを含有しても、その効果が飽和し、かえってコストの高騰を招く。よって、Mn含有量は0.05~0.5%に限定する。好ましくは、0.40%以下である。
Pは、耐炭酸ガス腐食性、耐孔食性および耐硫化物応力腐食割れ性をともに低下させる元素であり、本発明ではできるだけ低減させることが望ましい。しかしながら、極端な低減は製造コストを高騰させる。よって、特性の極端な低下を招かない範囲で、かつ工業的に安価に実施可能な範囲として、P含有量は0.03%以下に限定する。好ましくは、P含有量は0.02%以下である。
Sは、熱間加工性を著しく低下させる元素であるため、できるだけ低減させることが望ましい。S含有量を0.005%以下に低減することで、通常工程でのパイプ製造が可能となるため、本発明におけるS含有量は0.005%以下に限定する。好ましくは、S含有量は0.003%以下である。
Cuは、保護被膜を強固にして耐硫化物応力腐食割れ性を向上させる。しかしながら、2.6%を超えるCuの含有は、CuSを析出させて熱間加工性を低下させる。よって、Cu含有量は2.6%以下に限定する。Cu含有量は、下限が好ましくは0.5%以上であり、上限が好ましくは2.0%以下である。
Niは、5.3%以上の含有で保護被膜を強固にして耐食性を向上させ、更に固溶することで鋼の強度を増加させる。一方、Ni含有量が7.3%を超えると、マルテンサイト相の安定性が低下して、強度が低下する。よって、Ni含有量は5.3~7.3%に限定する。好ましくは、5.7%以上、さらに好ましくは、6.0%以上である。
Crは、保護被膜を形成して耐食性を向上させる元素であり、11.8%以上のCrの含有で油井管用として必要な耐食性を確保できる。一方、Cr含有量が14.5%を超えるとフェライトの生成が容易となるため、マルテンサイト相の安定確保ができなくなる。よって、Cr含有量は11.8~14.5%に限定する。Cr含有量は、下限が好ましくは12.0%以上であり、上限が好ましくは13.5%以下である。
Alは、脱酸剤として作用するため、このような効果を得るためには、0.01%以上のAlの含有が有効である。しかしながら、0.1%を超えるAlの含有は、靱性に悪影響を及ぼすため、本発明におけるAl含有量は0.1%以下に限定する。好ましくは、Al含有量は0.01~0.03%である。
Moは、Cl-による孔食に対する抵抗性を向上させる元素であり、厳しい腐食環境に必要な耐食性を得るためには、1.8%以上のMoの含有が必要である。一方、3.0%を超えるMoの含有は、上記の効果が飽和する。また、Moは高価な元素であるため、製造コストの高騰を招く。よって、Mo含有量は1.8~3.0%に限定する。Mo含有量は、好ましくは下限が2.4%以上であり、上限が好ましくは2.9%以下である。
Vは、析出強化によって鋼の強度を向上させ、更に耐硫化物応力腐食割れ性も向上させるため、0.01%以上の含有が望ましい。一方、0.2%を超えるVの含有は、靱性が低下するため、本発明におけるV含有量は0.2%以下に限定する。V含有量は、好ましくは下限が0.01%以上であり、好ましくは上限が0.08%以下である。
Nは、耐孔食性を著しく向上させる元素である。しかしながら、N含有量が0.1%超えでは、種々の窒化物を形成して靱性を低下させるため、本発明におけるN含有量は0.1%以下に限定する。好ましくは、N含有量は0.003%以上である。N含有量は、下限はより好ましくは0.004%以上であり、さらに好ましくは0.005%以上である。上限はより好ましくは0.08%以下であり、さらに好ましくは0.05%以下である。
好ましくは、下記(4)における(1)式で計算された値は、5以上45以下であり、下記(5)における(1)式で計算された値は、-5以上5以下である。
-109.37C+7.307Mn+6.399Cr+6.329Cu+11.343Ni-13.529Mo+1.276W+2.925Nb+196.775N-2.621Ti-120.307 ・・・(1)
-0.0278Mn+0.0892Cr+0.00567Ni+0.153Mo-0.0219W-1.984N+0.208Ti-1.83 ・・・(2)
-1.324C+0.0533Mn+0.0268Cr+0.0893Cu+0.00526Ni+0.0222Mo-0.0132W-0.473N-0.5Ti-0.514 ・・・(3)
ここで、C、Mn、Cr、Cu、Ni、Mo、W、Nb、N、Ti:各元素の含有量(質量%)(但し、含有しない元素は0(零)%とする。)
-10≦(1)式≦45 且つ -0.25≦(2)式≦-0.20 且つ 0.10≦(3)式≦0.20 ・・・(4)
-10≦(1)式≦5 且つ -0.35≦(2)式≦-0.25 且つ 0.025≦(3)式≦0.10 ・・・(5)
-10≦(1)式≦-5 且つ -0.39≦(2)式≦-0.35 且つ -0.15≦(3)式≦0.025 ・・・(6)
本発明では、上記の組成を有する鋼管素材を用いる。鋼管素材であるステンレス継目無鋼管の製造方法は特に限定する必要はなく、公知の継目無鋼管の製造方法がいずれも適用できる。
上記組成の溶鋼を、転炉等の溶製方法で溶製し、連続鋳造法、造塊-分塊圧延法等の方法でビレット等の鋼管素材とすることが好ましい。続いて、これらの鋼管素材を加熱し、公知の造管方法である、マンネスマン-プラグミル方式、またはマンネスマン-マンドレルミル方式の造管工程にて、熱間加工および造管し、上記組成を有する継目無鋼管とする。
本発明では、更に鋼管に、Ac3変態点以上の温度に再加熱し、好ましくは5min以上保持し、続いて100℃以下の冷却停止温度まで空冷する焼入れ処理を施す。これによって、マルテンサイト相の微細化と高靱化が得られる。焼入れ加熱温度がAc3変態点未満では、オーステナイト単相域に加熱することができないため、その後の冷却で十分なマルテンサイト組織が得られず、所望の高強度を達成できない。よって、焼入れ加熱温度はAc3変態点以上に限定する。なお、上記の空冷とは、0.1℃/s以上の冷却速度のことを指す。
続いて、焼入れ処理を施した鋼管に、焼戻処理を施す。焼戻処理は、Ac1変態点以下に加熱し、好ましくは10min以上保持し、空冷する処理である。焼戻温度がAc1変態点より高温になると、焼戻後にマルテンサイト相が析出し、所望の高靱性、および優れた耐食性を確保できない。よって、焼戻温度はAc1変態点以下に限定する。なお、上記のAc3変態点(℃)、Ac1変態点(℃)については、試験片に加熱および冷却の温度履歴を与え、膨張および収縮の微小変位から変態点を検出するフォーマスター試験により測定することができる。
具体的には、γの(220)面、αの(211)面、の回折X線積分強度を測定し、次式
γ(体積率)=100/(1+(IαRγ/IγRα))
ここで、Iα:αの積分強度
Rα:αの結晶額的理論計算値
Iγ:γの積分強度
Rγ:γの結晶額的理論計算値
を用いて換算した。
また、焼入れ及び焼戻し処理を施した試験材から、API弧状引張試験片(strip specimen specified by API standard 5CT)を採取し、APIの規定に準拠して引張試験を実施し、引張特性(降伏応力YS、引張応力TS)を求めた。表2中、Ac3点(℃)およびAc1点(℃)については、焼入れ処理を施した試験材から、4mmφ×10mmの試験片を採取し、フォーマスター試験により測定した。具体的には、試験片を5℃/sで500℃まで加熱し、更に0.25℃/sで920℃まで昇温させて10分間保持した後、2℃/sで室温まで冷却した。この温度履歴に伴う試験片の膨張・収縮を検出することでAc3点(℃)、Ac1点(℃)を得た。

Claims (3)
- 質量%で、C:0.035%以下、
Si:0.5%以下、
Mn:0.05~0.5%、
P:0.03%以下、
S:0.005%以下、
Cu:2.6%以下、
Ni:5.3~7.3%、
Cr:11.8~14.5%、
Al:0.1%以下、
Mo:1.8~3.0%、
V:0.2%以下、
N:0.1%以下を含有し、かつ下記(1)式、(2)式および(3)式が下記(4)を満足し、残部Feおよび不可避的不純物からなる組成を有し、
758MPa以上の降伏応力を有することを特徴とする油井管用マルテンサイト系ステンレス継目無鋼管。
記
-109.37C+7.307Mn+6.399Cr+6.329Cu+11.343Ni-13.529Mo+1.276W+2.925Nb+196.775N-2.621Ti-120.307 ・・・(1)
-0.0278Mn+0.0892Cr+0.00567Ni+0.153Mo-0.0219W-1.984N+0.208Ti-1.83 ・・・(2)
-1.324C+0.0533Mn+0.0268Cr+0.0893Cu+0.00526Ni+0.0222Mo-0.0132W-0.473N-0.5Ti-0.514 ・・・(3)
ここで、C、Mn、Cr、Cu、Ni、Mo、W、Nb、N、Ti:各元素の含有量(質量%)(但し、含有しない元素は0(零)%とする。)
-10≦(1)式≦45 且つ -0.25≦(2)式≦-0.20 且つ 0.10≦(3)式≦0.20 ・・・(4) - 前記組成に加えて更に、質量%で、Ti:0.19%以下、
Nb:0.25%以下、
W:1.1%以下、
Co:0.45%以下のうちから選ばれた1種または2種以上を含有することを特徴とする請求項1に記載の油井管用マルテンサイト系ステンレス継目無鋼管。 - 請求項1または2に記載の油井管用マルテンサイト系ステンレス継目無鋼管の製造方法であり、鋼管素材を造管し鋼管としたのち、該鋼管をAc3変態点以上に加熱し、続いて100℃以下の冷却停止温度まで0.1℃/s以上の冷却速度で空冷する焼入れ処理と、ついでAc1変態点以下の温度で焼き戻しをする焼戻処理とを施すことを特徴とする油井管用マルテンサイト系ステンレス継目無鋼管の製造方法。
Priority Applications (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| BR112019007842-8A BR112019007842B1 (pt) | 2016-10-25 | 2017-09-13 | Tubo sem costura de aço inoxidável martensítico para produtos tubulares do setor petrolífero e seu método de produção |
| JP2017567270A JP6315159B1 (ja) | 2016-10-25 | 2017-09-13 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| MX2019004721A MX2019004721A (es) | 2016-10-25 | 2017-09-13 | Tubo sin costura de acero inoxidable martensitico para productos tubulares de region petrolifera, y metodo para la produccion del mismo. |
| EP17865353.1A EP3533892B1 (en) | 2016-10-25 | 2017-09-13 | Seamless pipe of martensitic stainless steel for oil well pipe, and method for producing seamless pipe |
| US16/343,829 US20190241989A1 (en) | 2016-10-25 | 2017-09-13 | Martensitic stainless steel seamless pipe for oil country tubular goods, and method for producing same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016208420 | 2016-10-25 | ||
| JP2016-208420 | 2016-10-25 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018079111A1 true WO2018079111A1 (ja) | 2018-05-03 |
Family
ID=62024768
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/033008 WO2018079111A1 (ja) | 2016-10-25 | 2017-09-13 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20190241989A1 (ja) |
| EP (1) | EP3533892B1 (ja) |
| JP (1) | JP6315159B1 (ja) |
| AR (1) | AR109869A1 (ja) |
| BR (1) | BR112019007842B1 (ja) |
| MX (1) | MX2019004721A (ja) |
| WO (1) | WO2018079111A1 (ja) |
Cited By (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019065114A1 (ja) * | 2017-09-29 | 2019-04-04 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| WO2019065115A1 (ja) * | 2017-09-29 | 2019-04-04 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| WO2019065116A1 (ja) * | 2017-09-29 | 2019-04-04 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| WO2019225280A1 (ja) * | 2018-05-25 | 2019-11-28 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| WO2019225281A1 (ja) * | 2018-05-25 | 2019-11-28 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| WO2020071344A1 (ja) * | 2018-10-02 | 2020-04-09 | 日本製鉄株式会社 | マルテンサイト系ステンレス継目無鋼管 |
| WO2020071348A1 (ja) * | 2018-10-02 | 2020-04-09 | 日本製鉄株式会社 | マルテンサイト系ステンレス継目無鋼管 |
| WO2020095559A1 (ja) * | 2018-11-05 | 2020-05-14 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| EP3859031A4 (en) * | 2018-09-27 | 2022-06-15 | Nippon Steel Corporation | MARTENSITIC STAINLESS STEEL MATERIAL |
| WO2023195361A1 (ja) * | 2022-04-08 | 2023-10-12 | 日本製鉄株式会社 | マルテンサイト系ステンレス鋼材 |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019035329A1 (ja) | 2017-08-15 | 2019-02-21 | Jfeスチール株式会社 | 油井用高強度ステンレス継目無鋼管およびその製造方法 |
| CN108707840B (zh) * | 2018-06-27 | 2019-10-25 | 北京金物科技发展有限公司 | 一种低碳高强马氏体不锈钢及其制备方法 |
Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003003243A (ja) * | 2001-06-22 | 2003-01-08 | Sumitomo Metal Ind Ltd | 耐炭酸ガス腐食性および耐硫化物応力腐食割れ性に優れた高強度マルテンサイトステンレス鋼 |
| WO2004057050A1 (ja) | 2002-12-20 | 2004-07-08 | Sumitomo Metal Industries, Ltd. | 耐炭酸ガス腐食性および耐硫化物応力腐食割れ性に優れた高強度マルテンサイトステンレス鋼 |
| JP2006144069A (ja) * | 2004-11-19 | 2006-06-08 | Sumitomo Metal Ind Ltd | マルテンサイト系ステンレス鋼 |
| JP2007332442A (ja) | 2006-06-16 | 2007-12-27 | Jfe Steel Kk | 耐食性に優れる油井用高靭性超高強度ステンレス鋼管およびその製造方法 |
| WO2008023702A1 (fr) | 2006-08-22 | 2008-02-28 | Sumitomo Metal Industries, Ltd. | Acier inoxydable martensitique |
| JP2010242163A (ja) | 2009-04-06 | 2010-10-28 | Jfe Steel Corp | 油井管用マルテンサイト系ステンレス継目無鋼管の製造方法 |
| JP2012136742A (ja) * | 2010-12-27 | 2012-07-19 | Jfe Steel Corp | 油井用高強度マルテンサイト系ステンレス継目無鋼管 |
| WO2014112353A1 (ja) * | 2013-01-16 | 2014-07-24 | Jfeスチール株式会社 | 油井用ステンレス継目無鋼管およびその製造方法 |
| WO2015178022A1 (ja) * | 2014-05-21 | 2015-11-26 | Jfeスチール株式会社 | 油井用高強度ステンレス継目無鋼管およびその製造方法 |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5245238B2 (ja) * | 2005-11-28 | 2013-07-24 | Jfeスチール株式会社 | 拡管性に優れた油井管用ステンレス鋼管およびその製造方法 |
| CN101397637B (zh) * | 2007-09-29 | 2010-11-24 | 宝山钢铁股份有限公司 | 13Cr高抗二氧化碳和微量硫化氢腐蚀油套管用钢及其制造方法 |
| RU2718019C1 (ru) * | 2017-03-28 | 2020-03-30 | Ниппон Стил Корпорейшн | Продукт из мартенситной нержавеющей стали |
-
2017
- 2017-09-13 EP EP17865353.1A patent/EP3533892B1/en active Active
- 2017-09-13 US US16/343,829 patent/US20190241989A1/en not_active Abandoned
- 2017-09-13 MX MX2019004721A patent/MX2019004721A/es unknown
- 2017-09-13 WO PCT/JP2017/033008 patent/WO2018079111A1/ja active Application Filing
- 2017-09-13 JP JP2017567270A patent/JP6315159B1/ja active Active
- 2017-09-13 BR BR112019007842-8A patent/BR112019007842B1/pt active IP Right Grant
- 2017-10-23 AR ARP170102946A patent/AR109869A1/es active IP Right Grant
Patent Citations (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003003243A (ja) * | 2001-06-22 | 2003-01-08 | Sumitomo Metal Ind Ltd | 耐炭酸ガス腐食性および耐硫化物応力腐食割れ性に優れた高強度マルテンサイトステンレス鋼 |
| WO2004057050A1 (ja) | 2002-12-20 | 2004-07-08 | Sumitomo Metal Industries, Ltd. | 耐炭酸ガス腐食性および耐硫化物応力腐食割れ性に優れた高強度マルテンサイトステンレス鋼 |
| JP2006144069A (ja) * | 2004-11-19 | 2006-06-08 | Sumitomo Metal Ind Ltd | マルテンサイト系ステンレス鋼 |
| JP2007332442A (ja) | 2006-06-16 | 2007-12-27 | Jfe Steel Kk | 耐食性に優れる油井用高靭性超高強度ステンレス鋼管およびその製造方法 |
| WO2008023702A1 (fr) | 2006-08-22 | 2008-02-28 | Sumitomo Metal Industries, Ltd. | Acier inoxydable martensitique |
| JP2010242163A (ja) | 2009-04-06 | 2010-10-28 | Jfe Steel Corp | 油井管用マルテンサイト系ステンレス継目無鋼管の製造方法 |
| JP2012136742A (ja) * | 2010-12-27 | 2012-07-19 | Jfe Steel Corp | 油井用高強度マルテンサイト系ステンレス継目無鋼管 |
| WO2014112353A1 (ja) * | 2013-01-16 | 2014-07-24 | Jfeスチール株式会社 | 油井用ステンレス継目無鋼管およびその製造方法 |
| WO2015178022A1 (ja) * | 2014-05-21 | 2015-11-26 | Jfeスチール株式会社 | 油井用高強度ステンレス継目無鋼管およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3533892A4 |
Cited By (30)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2019065114A1 (ja) * | 2017-09-29 | 2019-04-04 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| WO2019065115A1 (ja) * | 2017-09-29 | 2019-04-04 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| WO2019065116A1 (ja) * | 2017-09-29 | 2019-04-04 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| JP6540920B1 (ja) * | 2017-09-29 | 2019-07-10 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| JP6540922B1 (ja) * | 2017-09-29 | 2019-07-10 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| JP6540921B1 (ja) * | 2017-09-29 | 2019-07-10 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| US11827949B2 (en) | 2017-09-29 | 2023-11-28 | Jfe Steel Corporation | Martensitic stainless steel seamless pipe for oil country tubular goods, and method for manufacturing same |
| US11401570B2 (en) | 2017-09-29 | 2022-08-02 | Jfe Steel Corporation | Martensitic stainless steel seamless pipe for oil country tubular goods, and method for manufacturing same |
| CN112166205A (zh) * | 2018-05-25 | 2021-01-01 | 杰富意钢铁株式会社 | 油井管用马氏体系不锈钢无缝钢管及其制造方法 |
| JP6680409B1 (ja) * | 2018-05-25 | 2020-04-15 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| JP6680408B1 (ja) * | 2018-05-25 | 2020-04-15 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| WO2019225280A1 (ja) * | 2018-05-25 | 2019-11-28 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| US11773461B2 (en) | 2018-05-25 | 2023-10-03 | Jfe Steel Corporation | Martensitic stainless steel seamless pipe for oil country tubular goods, and method for manufacturing same |
| WO2019225281A1 (ja) * | 2018-05-25 | 2019-11-28 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| EP3805420A4 (en) * | 2018-05-25 | 2021-04-14 | JFE Steel Corporation | MARTENSITIC STAINLESS STEEL SEAMLESS STEEL PIPE FOR OIL PIPE AND METHOD FOR MANUFACTURING IT |
| EP3859031A4 (en) * | 2018-09-27 | 2022-06-15 | Nippon Steel Corporation | MARTENSITIC STAINLESS STEEL MATERIAL |
| WO2020071344A1 (ja) * | 2018-10-02 | 2020-04-09 | 日本製鉄株式会社 | マルテンサイト系ステンレス継目無鋼管 |
| WO2020071348A1 (ja) * | 2018-10-02 | 2020-04-09 | 日本製鉄株式会社 | マルテンサイト系ステンレス継目無鋼管 |
| JPWO2020071348A1 (ja) * | 2018-10-02 | 2021-09-02 | 日本製鉄株式会社 | マルテンサイト系ステンレス継目無鋼管 |
| US11970759B2 (en) | 2018-10-02 | 2024-04-30 | Nippon Steel Corporation | Martensitic stainless seamless steel pipe |
| JP7060109B2 (ja) | 2018-10-02 | 2022-04-26 | 日本製鉄株式会社 | マルテンサイト系ステンレス継目無鋼管 |
| JP7060108B2 (ja) | 2018-10-02 | 2022-04-26 | 日本製鉄株式会社 | マルテンサイト系ステンレス継目無鋼管 |
| EP3862451A4 (en) * | 2018-10-02 | 2022-06-15 | Nippon Steel Corporation | MARTENSITE STAINLESS STEEL SEAMLESS PIPE |
| JPWO2020071344A1 (ja) * | 2018-10-02 | 2021-09-02 | 日本製鉄株式会社 | マルテンサイト系ステンレス継目無鋼管 |
| CN112955576A (zh) * | 2018-11-05 | 2021-06-11 | 杰富意钢铁株式会社 | 油井管用马氏体系不锈钢无缝钢管及其制造方法 |
| JP6743992B1 (ja) * | 2018-11-05 | 2020-08-19 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| WO2020095559A1 (ja) * | 2018-11-05 | 2020-05-14 | Jfeスチール株式会社 | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 |
| EP3845680A4 (en) * | 2018-11-05 | 2021-12-01 | JFE Steel Corporation | MARTENSITIC STAINLESS STEEL SEAMLESS TUBE FOR OIL DRILLING AND METHOD OF MANUFACTURING IT |
| WO2023195361A1 (ja) * | 2022-04-08 | 2023-10-12 | 日本製鉄株式会社 | マルテンサイト系ステンレス鋼材 |
| JP7428952B1 (ja) | 2022-04-08 | 2024-02-07 | 日本製鉄株式会社 | マルテンサイト系ステンレス鋼材 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3533892B1 (en) | 2022-11-02 |
| US20190241989A1 (en) | 2019-08-08 |
| JP6315159B1 (ja) | 2018-04-25 |
| MX2019004721A (es) | 2019-06-17 |
| BR112019007842B1 (pt) | 2023-03-14 |
| EP3533892A4 (en) | 2019-10-16 |
| EP3533892A1 (en) | 2019-09-04 |
| BR112019007842A2 (pt) | 2019-07-16 |
| JPWO2018079111A1 (ja) | 2018-10-25 |
| AR109869A1 (es) | 2019-01-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6315159B1 (ja) | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 | |
| JP6540922B1 (ja) | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 | |
| JP5861786B2 (ja) | 油井用ステンレス継目無鋼管およびその製造方法 | |
| JP5145793B2 (ja) | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 | |
| JP6369662B1 (ja) | 二相ステンレス鋼およびその製造方法 | |
| JP6540920B1 (ja) | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 | |
| JP6680409B1 (ja) | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 | |
| JP6540921B1 (ja) | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 | |
| JP6237873B2 (ja) | 油井用高強度ステンレス継目無鋼管 | |
| JP5499575B2 (ja) | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 | |
| JP6743992B1 (ja) | 油井管用マルテンサイト系ステンレス継目無鋼管およびその製造方法 | |
| US11773461B2 (en) | Martensitic stainless steel seamless pipe for oil country tubular goods, and method for manufacturing same | |
| JP7207557B2 (ja) | 油井管用ステンレス継目無鋼管およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017567270 Country of ref document: JP |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17865353 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REG | Reference to national code |
Ref country code: BR Ref legal event code: B01A Ref document number: 112019007842 Country of ref document: BR |
|
| ENP | Entry into the national phase |
Ref document number: 2017865353 Country of ref document: EP Effective date: 20190527 |
|
| ENP | Entry into the national phase |
Ref document number: 112019007842 Country of ref document: BR Kind code of ref document: A2 Effective date: 20190417 |