WO2018070770A1 - Method for reducing residual stress in dissimilar weld by using post-heat treatment - Google Patents
Method for reducing residual stress in dissimilar weld by using post-heat treatment Download PDFInfo
- Publication number
- WO2018070770A1 WO2018070770A1 PCT/KR2017/011170 KR2017011170W WO2018070770A1 WO 2018070770 A1 WO2018070770 A1 WO 2018070770A1 KR 2017011170 W KR2017011170 W KR 2017011170W WO 2018070770 A1 WO2018070770 A1 WO 2018070770A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- heat treatment
- post
- hetero
- temperature
- weld
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/50—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for welded joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K31/00—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups
- B23K31/02—Processes relevant to this subclass, specially adapted for particular articles or purposes, but not covered by only one of the preceding main groups relating to soldering or welding
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/08—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for tubular bodies or pipes
Definitions
- the inner surface of the pipe welded part of the present invention is maintained at a cooling temperature using a cooling water or a spray device, the outer surface of the piped welded part is heated to a temperature of 500 ° C. to 600 ° C., the heating temperature holding time is within 2 hours, and the temperature difference between the inner and outer surfaces ( ⁇ T) is thermally treated to 500 ° C to 600 ° C to redistribute residual stress distribution on the inner surface of the pipe to improve resistance to first order stress corrosion cracking (PWSCC) and to prevent sensitization between stainless steels.
- PWSCC first order stress corrosion cracking
- the present invention relates to a method for reducing residual stress in hetero welds.
- Nuclear power plants have many heterojunctions composed of carbon steel-stainless steel (Ni alloy welding).
- PWSCC primary water stress corrosion cracking
- the primary causes of stress corrosion cracking are high tensile residual stresses in welds, weak material properties, and hydrochemical environment.
- the microstructure of the weld is different from that of the general alloy 600 and is relatively vulnerable to primary stress corrosion cracking (PWSCC).
- Korean Patent Publication No. 10-2011-0074136 discloses a technical configuration of a post-heat treatment method of a high carbon steel welded part, but it is irrelevant to dissimilar metal welded parts including stainless steel.
- the present invention cools the inner surface and heats the outer surface to heat the temperature difference (T) between the inner surface and the outer surface within 500 hours to improve the residual stress distribution on the inner surface of the pipe and the welded portion by heat treatment.
- T temperature difference
- PWSCC primary stress corrosion cracking
- Korean Laid-Open Patent Publication No. 10-2015-0078802 discloses a technical configuration of a post-heat treatment method for preventing intergranular cracking of the welded portion of an austenitic heat-resistant material, but in contrast, the present invention cools the inner surface and heats the outer surface.
- Heat difference between inner and outer surface ( ⁇ T) is within 500 hours to 600 °C to improve residual stress distribution on inner surface of pipe and improve first order stress corrosion of material through improvement of microstructure of weld material There is an elevated effect that can improve the resistance to cracking.
- the problem to be solved by the present invention improves the PWSCC (primary water stress corrosion cracking) resistance by improving the residual stress distribution of the dissimilar joint bonded to carbon steel and stainless steel, the heterogeneous joint of the stainless steel of the dissimilar joint does not occur It is to provide a post-heat treatment method.
- PWSCC primary water stress corrosion cracking
- Another problem to be solved by the present invention is to heat the induction heating device or a band heater on the outside of the heterojunction of the carbon steel and stainless steel bonded to the inside and to cool the water or watering device inside to maintain the set temperature difference for a set time
- the present invention provides a post-heat treatment method for heterojunctions that can increase resistance to primary stress corrosion cracking and improve the microstructure of materials.
- the solution of the present invention is to improve the residual stress distribution on the inner surface of the pipe and to improve the PWSCC resistance of the material by improving the microstructure of the weld material by heat treatment, in the heat treatment method, the outer surface of the pipe welded portion 500 °C to 600 Heating to a temperature of °C and maintaining a room temperature by using a coolant flow or a water spray device in order to maintain a temperature difference between the outer surface and the pipe welded portion; And it provides a heat treatment method for improving the resistance to heterojunction primary stress corrosion cracking (PWSCC) of the nuclear power plant comprising the step of heat-treating the temperature difference (T) between the inner surface and the outer surface to 500 °C to 600 °C.
- PWSCC heterojunction primary stress corrosion cracking
- the heterogeneous weld post-heat treatment method provides a hetero-weld post-heat treatment method further comprising the step of heating the outer surface of the hetero weld to a temperature set between 500 ° C. and 600 ° C. and maintaining the result within 2 hours. have.
- the hetero-welded part post-heat treatment method is configured to heat the hetero-welded part with an induction heating device or a vane heater heating device capable of rapid heating.
- the present invention has an advantageous effect of repositioning the residual stress distribution on the inner surface of the pipe by heat treatment of the weld through heat treatment after welding to improve resistance to the first order stress corrosion cracking and to prevent sensitization between stainless steels.
- the present invention has an advantageous effect of exhibiting higher resistance to first-order stress corrosion cracking than post-heat treatment while not causing sensitization of stainless steel in terms of crack generation.
- Figure 1 shows the heating time and temperature for the post-heat treatment of the dissimilar welding portion for reducing the primary stress corrosion cracking of the dissimilar welding portion for improving the microstructure of the material.
- the present invention is a step of heating the outer surface of the pipe welded to 500 °C to 600 °C temperature, the step of maintaining a room temperature using a coolant flow or a spraying device on the inner surface of the pipe welding, and cooling the inner surface while heating the outer surface and the inner surface and outer And maintaining the temperature difference ⁇ T between 500 ° C. and 600 ° C. within 2 hours.
- the dissimilar welding part has an effect of improving the residual stress distribution and greatly improving the resistance to the first stress corrosion cracking of the material by improving the microstructure of the material of the welding part by heat treatment.
- the temperature applied to the outside of the joint of the carbon steel and the stainless steel of the heterojunction was heat-treated at 600 ° C. or less, so that no sensitization of the stainless steel occurred.
- Nuclear power plants have many heterojunctions composed of carbon steel-stainless steel (Ni alloy welding).
- PWSCC primary water stress corrosion cracking
- the microstructure of the weld is different from that of the general alloy 600 and is relatively vulnerable to primary stress corrosion cracking (PWSCC).
- the present invention considers the problems exposed in the prior art to remove the residual stress of the carbon steel of the dissimilar welds through post-heat treatment of the dissimilar welds, and to solve the problem of material sensitization of stainless steel, the heat treatment temperature applied to the outside of the weld during the post-heat treatment is 600 °C It is performed below.
- While maintaining the outer surface of the heterogeneous welding portion 500 °C to 600 °C temperature includes the step of maintaining the cooling (room temperature) state by flowing the cooling water or sprayed using a sprinkling device.
- the set time is preferably within 2 hours.
- the time for applying heat is preferably between 1 hour and 2 hours.
- the outer surface is heated by a heating device and the inner surface is cooled by flowing cooling water or sprayed using a sprinkling device to maintain the temperature difference (T) between the outer surface and the inner surface between 500 °C to 600 °C It is desirable to.
- the outer surface of the heterogeneous welding part is heated using a heating device including a conventional induction heating device or a band heater capable of rapid heating to maintain a temperature set between 500 ° C. and 600 ° C.
- the inner surface of the heterogeneous welding part is a cooling water or a watering device.
- a precipitate is formed in the microstructure of the heterogeneous welded portion to increase resistance to primary stress corrosion cracking, and a crack prevention effect occurs.
- the cooling temperature in the step of cooling (room temperature) the inner surface of the heterojunction is preferably about 0 ° C to 40 ° C, but may be out of this.
- the method may further include cooling the inner surface of the welded portion with a cooling device to maintain the set temperature while maintaining the outer surface of the heterogeneous welded portion at the set temperature.
- the hetero-weld portion post-heat treatment method of the present invention includes the step of heating the outer surface of the hetero-weld portion to a temperature set between 500 ° C and 600 ° C and maintained for 1 hour to 2 hours.
- the hetero-weld post-heat treatment method may further include maintaining an inner surface of the hetero-welded part by using a cooling device or a sprinkler while maintaining the temperature set between 500 ° C. and 600 ° C. using a heating device. .
- the hetero-weld post-heat treatment to improve the residual stress distribution includes maintaining the temperature difference ( ⁇ T) between the inner surface and the outer surface at a temperature of 500 ° C. to 600 ° C. for 1 to 2 hours, which is an important technical configuration. do.
- the hetero-weld post-heat treatment method according to the present invention may be configured to provide a shielding ring at the interface of the hetero-junction to efficiently process the heat treatment by varying the heat treatment temperature of the carbon steel portion and the stainless steel portion.
- the shielding ring may be installed at the interface of the heterojunction, and the carbon steel part may be supplied with high energy by using an induction heating apparatus, and the stainless steel part, which is sensitive to heat, may be configured to supply heat with energy lower than that of the carbon steel.
- different energy may be supplied by varying the frequency, amplitude, and / or pulse width of a signal supplied to a coil installed for each heating based on the shielding ring.
- the durability of the weld was increased by more than 35% when the residual stress of the dissimilar weld was reduced by the post heat treatment.
- the present invention comprises the steps of maintaining a room temperature by using a coolant flow or a water spray device on the inner surface of the pipe weld, heating the outer surface of the pipe welded to 500 °C to 600 °C temperature, and maintaining the heating temperature within about 2 hours and , ⁇ T of the inner surface and the outer surface is a method comprising a heat treatment between 500 °C to 600 °C, the first stress corrosion of the material by improving the residual stress distribution on the inner surface of the pipe and improving the microstructure of the weld material by heat treatment It is highly industrially available because the residual stress can be improved by providing a heat treatment method for improving the resistance to primary stress corrosion cracking of the heterojunction of a nuclear power plant that can improve the resistance to cracking.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Heat Treatment Of Articles (AREA)
Abstract
The present invention relates to a method for reducing residual stress in a dissimilar weld by using post-heat treatment, whereby the cooled temperature of the inner surface of a pipe weld is maintained by using cooling water or a sprayer, the temperature of the outer surface of the pipe weld is increased to 500℃ to 600℃, the time for maintaining the heated temperature is two hours or less, and the heat treatment is performed such that the T between the inner surface and the outer surface is 500℃ to 600℃. Accordingly, the method can change the residual stress distribution in the inner surface of the pipe and increase resistance to primary water stress corrosion cracking, and also prevent stainless steel sensitization.
Description
본 발명의 배관 용접부 내면을 냉각수 혹은 스프레이 장치를 이용하여 냉각온도 유지하고, 배관 용접부 외면은 500℃ 내지 600℃ 온도로 승온하며, 가열온도 유지시간은 2시간 이내로 하고, 내면과 외면의 온도차이(△T)는 500℃ 내지 600℃ 가 되도록 열처리하여 배관 내면의 잔류응력분포를 재배치하여 일차수 응력 부식 균열(PWSCC)에 대한 저항성을 개선하고 스테인리스간의 예민화도 방지할 수 있는 유리한 효과가 있는 후열처리를 이용한 이종용접부 잔류응력 저감방법에 관한 것이다.The inner surface of the pipe welded part of the present invention is maintained at a cooling temperature using a cooling water or a spray device, the outer surface of the piped welded part is heated to a temperature of 500 ° C. to 600 ° C., the heating temperature holding time is within 2 hours, and the temperature difference between the inner and outer surfaces ( ΔT) is thermally treated to 500 ° C to 600 ° C to redistribute residual stress distribution on the inner surface of the pipe to improve resistance to first order stress corrosion cracking (PWSCC) and to prevent sensitization between stainless steels. The present invention relates to a method for reducing residual stress in hetero welds.
원전에는 탄소강-스테인리스강(Ni 합금용접)으로 구성된 이종접합부가 다수 존재한다. Nuclear power plants have many heterojunctions composed of carbon steel-stainless steel (Ni alloy welding).
이러한 이종접합부는 일차수 응력 부식 균열(primary water stress corrosion cracking, PWSCC)에 취약한 것으로 알려져 있다. Such heterojunctions are known to be susceptible to primary water stress corrosion cracking (PWSCC).
일차수 응력 부식 균열의 발생원인은 용접부의 높은 인장잔류응력, 취약한 재료 특성, 수화학 환경 등이 있다. The primary causes of stress corrosion cracking are high tensile residual stresses in welds, weak material properties, and hydrochemical environment.
탄소강의 경우에 잔류응력 제거를 위해 용접 후 열처리가 수행되나 스테인리스 강의 경우에는 동종 용접 및 이종용접부 모두 재료의 예민화 문제로 후열처리가 수행되지 않는 실정이다. In the case of carbon steel, heat treatment is performed after welding to remove residual stress, but in the case of stainless steel, post-heat treatment is not performed due to the problem of material sensitization in both homogeneous welding and dissimilar welding.
용접부의 미세조직은 일반적인 합금600의 미세조직과는 상이하여 상대적으로 일차수 응력 부식 균열(PWSCC)에 취약하다. The microstructure of the weld is different from that of the general alloy 600 and is relatively vulnerable to primary stress corrosion cracking (PWSCC).
한국공개특허공보 제10-2011-0074136호에는 고탄소강 용접부 후열처리방법에 관한 기술적 구성이 개시되어 있으나, 이는 스테인리스강을 포함하는 이종 금속 용접부와는 무관하다.Korean Patent Publication No. 10-2011-0074136 discloses a technical configuration of a post-heat treatment method of a high carbon steel welded part, but it is irrelevant to dissimilar metal welded parts including stainless steel.
이와 대비되는 본 발명은 내면을 냉각시키고 외면을 가열하여 내면과 외면의 온도 차이(T)를 500℃ 내지 600℃ 사이가 되도록 2 시간 이내로 열처리하여 배관 내면의 잔류응력분포를 개선하고 열처리에 의한 용접부 재료의 미세조직 개선을 통한 재료의 일차수 응력 부식 균열(PWSCC)에 대한 저항성을 향상시킬 수 있는 상승된 효과가 있다.In contrast, the present invention cools the inner surface and heats the outer surface to heat the temperature difference (T) between the inner surface and the outer surface within 500 hours to improve the residual stress distribution on the inner surface of the pipe and the welded portion by heat treatment. There is an increased effect of improving the material's resistance to primary stress corrosion cracking (PWSCC) through improved microstructure of the material.
한국공개특허공보 제10-2015-0078802호에는 오스테나이트계 내열재료의 용접부 입계균열 방지를 위한 후열처리 방법에 관한 기술적 구성이 개시되어 있으나, 이와 대비되는 본 발명은 내면을 냉각시키고 외면을 가열하여 내면과 외면의 온도 차이(△T)를 500℃ 내지 600℃사이가 되도록 2 시간 이내로 열처리하여 배관 내면의 잔류응력분포를 개선하고 열처리에 의한 용접부 재료의 미세조직 개선을 통한 재료의 일차수 응력 부식 균열에 대한 저항성을 향상시킬 수 있는 상승된 효과가 있다. Korean Laid-Open Patent Publication No. 10-2015-0078802 discloses a technical configuration of a post-heat treatment method for preventing intergranular cracking of the welded portion of an austenitic heat-resistant material, but in contrast, the present invention cools the inner surface and heats the outer surface. Heat difference between inner and outer surface (△ T) is within 500 hours to 600 ℃ to improve residual stress distribution on inner surface of pipe and improve first order stress corrosion of material through improvement of microstructure of weld material There is an elevated effect that can improve the resistance to cracking.
본 발명이 해결하고자 하는 과제는 탄소강과 스테인리스강이 접합된 이종접합부의 잔류응력분포를 개선하여 PWSCC(primary water stress corrosion cracking) 저항성을 높이고, 이종 접합부의 스테인리스강의 예민화가 발생하지 아니하는 이종 접합부의 후 열처리 방법을 제공하는데 있다. The problem to be solved by the present invention improves the PWSCC (primary water stress corrosion cracking) resistance by improving the residual stress distribution of the dissimilar joint bonded to carbon steel and stainless steel, the heterogeneous joint of the stainless steel of the dissimilar joint does not occur It is to provide a post-heat treatment method.
본 발명이 해결하고자 하는 또 다른 과제는 탄소강과 스테인리스강이 접합된 이종접합부의 외부에는 유도 가열 장치 또는 밴드 히터 등으로 가열하고 내부에는 물 또는 살수 장치로 냉각시켜 설정된 온도 차이를 설정된 시간 동안 유지하여 일차수 응력 부식 균열에 대한 저항성을 높이고 재료의 미세조직을 개선할 수 있는 이종 접합부의 후 열처리 방법을 제공하는데 있다.Another problem to be solved by the present invention is to heat the induction heating device or a band heater on the outside of the heterojunction of the carbon steel and stainless steel bonded to the inside and to cool the water or watering device inside to maintain the set temperature difference for a set time The present invention provides a post-heat treatment method for heterojunctions that can increase resistance to primary stress corrosion cracking and improve the microstructure of materials.
본 발명 과제의 해결 수단은 배관 내면의 잔류응력분포를 개선하고 열처리에 의한 용접부 재료의 미세조직 개선을 통한 재료의 PWSCC 저항성을 향상시킬 수 있는 후 열처리 방법에 있어서, 배관 용접부 외면을 500℃ 내지 600℃ 온도로 가열하는 단계와, 외면과의 온도 차이를 유지하기 위하여 배관 용접부 내면에 냉각수 흘리거나 혹은 살수 장치를 이용하여 상온을 유지하는 단계; 및 내면과 외면의 온도 차이(T)를 500℃ 내지 600℃ 사이가 되도록 열처리하는 단계를 포함하는 원전의 이종접합부 일차수 응력 부식 균열(PWSCC)에 대한 저항성 개선을 위한 열처리 방법을 제공하는데 있다.The solution of the present invention is to improve the residual stress distribution on the inner surface of the pipe and to improve the PWSCC resistance of the material by improving the microstructure of the weld material by heat treatment, in the heat treatment method, the outer surface of the pipe welded portion 500 ℃ to 600 Heating to a temperature of ℃ and maintaining a room temperature by using a coolant flow or a water spray device in order to maintain a temperature difference between the outer surface and the pipe welded portion; And it provides a heat treatment method for improving the resistance to heterojunction primary stress corrosion cracking (PWSCC) of the nuclear power plant comprising the step of heat-treating the temperature difference (T) between the inner surface and the outer surface to 500 ℃ to 600 ℃.
본 발명 또 다른 과제의 해결 수단으로 이종용접부 후열처리 방법은 이종용접부의 외면을 500℃ 내지 600℃ 사이에서 설정된 온도로 가열하여 2시간 이내로 유지하는 단계를 더 포함하는 이종용접부 후열처리 방법을 제공하는데 있다.In another aspect of the present invention, the heterogeneous weld post-heat treatment method provides a hetero-weld post-heat treatment method further comprising the step of heating the outer surface of the hetero weld to a temperature set between 500 ° C. and 600 ° C. and maintaining the result within 2 hours. have.
본 발명 또 다른 과제의 해결 수단으로 이종용접부 후열처리 방법은 신속한 가열이 가능한 유도 가열장치 또는 밴트 히터 가열장치로 이종용접부를 가열하도록 구성되어 있다.As a solution to another problem of the present invention, the hetero-welded part post-heat treatment method is configured to heat the hetero-welded part with an induction heating device or a vane heater heating device capable of rapid heating.
본 발명은 용접후 열처리를 통해서 용접부의 열처리하여 배관 내면의 잔류응력분포를 재배치하여 일차수 응력 부식 균열에 대한 저항성을 개선하고 스테인리스간의 예민화도 방지할 수 있는 유리한 효과가 있다. The present invention has an advantageous effect of repositioning the residual stress distribution on the inner surface of the pipe by heat treatment of the weld through heat treatment after welding to improve resistance to the first order stress corrosion cracking and to prevent sensitization between stainless steels.
또한 본 발명은 크랙 발생 관점에서 스테인리스 강의 예민화가 발생하지 아니하면서 후 열처리 이전보다 일차수 응력 부식 균열에 대한 높은 저항성을 나타내는 유리한 효과가 있다. In addition, the present invention has an advantageous effect of exhibiting higher resistance to first-order stress corrosion cracking than post-heat treatment while not causing sensitization of stainless steel in terms of crack generation.
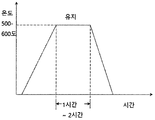
도 1은 재료의 미세구조 개선을 위한 이종용접부의 일차수 응력 부식 균열 저감을 위한 이종용접부 후열처리를 위한 가열시간 및 온도를 도시한 것이다.Figure 1 shows the heating time and temperature for the post-heat treatment of the dissimilar welding portion for reducing the primary stress corrosion cracking of the dissimilar welding portion for improving the microstructure of the material.
본 발명을 실시하기 위한 구체적인 내용에 대하여 살펴본다.It looks at the specific content for practicing the present invention.
본 발명은 배관 용접부 외면은 500℃ 내지 600℃ 온도로 가열하는 단계와, 배관 용접부 내면에 냉각수 흘리거나 혹은 살수 장치를 이용하여 상온을 유지하는 단계와, 외면을 가열하면서 내면을 냉각시켜 내면과 외면사이의 온도차이(△T)를 500℃ 내지 600℃ 사이가 되도록 유지시켜 2시간 이내로 유지하는 단계를 포함한다.The present invention is a step of heating the outer surface of the pipe welded to 500 ℃ to 600 ℃ temperature, the step of maintaining a room temperature using a coolant flow or a spraying device on the inner surface of the pipe welding, and cooling the inner surface while heating the outer surface and the inner surface and outer And maintaining the temperature difference ΔT between 500 ° C. and 600 ° C. within 2 hours.
본 발명에 따른 후열처리 후 이종용접부는 잔류응력분포가 개선되고 열처리에 의한 용접부 재료의 미세조직 개선을 통한 재료의 일차수 응력 부식 균열에 대한 저항성이 크게 향상되는 효과가 있다.After the post-heat treatment according to the present invention, the dissimilar welding part has an effect of improving the residual stress distribution and greatly improving the resistance to the first stress corrosion cracking of the material by improving the microstructure of the material of the welding part by heat treatment.
이종접합부의 탄소강과 스테인리스강의 접합부 외측에 가하는 온도를 600℃ 이하에서 열처리를 수행하므로 스테인리스강의 예민화가 발생하지 않았다.The temperature applied to the outside of the joint of the carbon steel and the stainless steel of the heterojunction was heat-treated at 600 ° C. or less, so that no sensitization of the stainless steel occurred.
본 발명의 구체적인 실시 예를 살펴본다. Look at a specific embodiment of the present invention.
<실시 예><Example>
본 발명의 구체적인 실시 예를 도면에 기초하여 살펴본다. A specific embodiment of the present invention will be described based on the drawings.
원전에는 탄소강-스테인리스강(Ni 합금용접)으로 구성된 이종접합부가 다수 존재한다. Nuclear power plants have many heterojunctions composed of carbon steel-stainless steel (Ni alloy welding).
이러한 이종접합부는 일차수 응력 부식 균열(primary water stress corrosion cracking, PWSCC)에 취약한 것으로 알려져 있다. Such heterojunctions are known to be susceptible to primary water stress corrosion cracking (PWSCC).
탄소강의 경우에 잔류응력 제거를 위해 용접 후 열처리가 수행되나, 스테인리스 강의 경우에는 동종 용접 및 이종용접부 모두 재료의 예민화 문제로 후열처리가 수행되지 않는 실정이다. In the case of carbon steel, heat treatment is performed after welding to remove residual stress, but in the case of stainless steel, post-heat treatment is not performed due to the problem of material sensitization in both homogeneous welding and dissimilar welding.
용접부의 미세조직은 일반적인 합금600의 미세조직과는 상이하여 상대적으로 일차수 응력 부식 균열(PWSCC)에 취약하다.The microstructure of the weld is different from that of the general alloy 600 and is relatively vulnerable to primary stress corrosion cracking (PWSCC).
본 발명은 종래에 노출된 문제점들을 고려하여 이종용접부의 후열처리를 통해서 이종용접부의 탄소강의 잔류응력을 제거하고 스테인리스강의 재료 예민화 문제를 해결하기 위하여 후 열처리 시 용접부 외측에 가하는 열처리 온도를 600℃ 이하에서 수행한다. The present invention considers the problems exposed in the prior art to remove the residual stress of the carbon steel of the dissimilar welds through post-heat treatment of the dissimilar welds, and to solve the problem of material sensitization of stainless steel, the heat treatment temperature applied to the outside of the weld during the post-heat treatment is 600 ℃ It is performed below.
본 발명에 따른 후 열처리 온도를 600℃ 이하에서 수행함에 의하여 검사 결과 예민화는 발생하지 않았다. According to the present invention, after the heat treatment temperature was performed at 600 ° C. or less, no sensitization occurred.
본 발명에 따른 기술적 구성을 살펴본다.It looks at the technical configuration according to the present invention.
배관의 이종용접부의 외면을 500℃ 내지 600℃ 사이에서 설정된 온도로 가열하는 단계를 포함한다.And heating the outer surface of the hetero-welded portion of the pipe to a temperature set between 500 ° C and 600 ° C.
배관의 이종용접부의 외면을 500℃ 내지 600℃ 사이에서 설정된 온도로 설정된 시간동안 유지하는 단계를 포함한다. And maintaining the outer surface of the hetero-welded portion of the pipe for a set time at a temperature set between 500 ° C and 600 ° C.
이종용접부의 외면을 500℃ 내지 600℃ 온도로 유지하는 동안에 용접부 내면을 냉각수를 흘리거나 혹은 살수 장치를 이용하여 살수하여 냉각(상온) 상태를 유지하는 단계를 포함한다.While maintaining the outer surface of the heterogeneous welding portion 500 ℃ to 600 ℃ temperature includes the step of maintaining the cooling (room temperature) state by flowing the cooling water or sprayed using a sprinkling device.
후 열처리를 위하여 내면과 외면사이의 온도차이(△T)를 500℃ 내지 600℃ 온도로 설정된 시간 동안 유지하는 단계를 포함한다. And maintaining the temperature difference ΔT between the inner surface and the outer surface for a period of time set to a temperature of 500 ° C. to 600 ° C. for post-heat treatment.
설정된 시간은 2시간 이내로 하는 것이 바람직하다.The set time is preferably within 2 hours.
보다 구체적으로 열을 가하는 시간는 1시간 내지 2 시간사이가 바람직하다. More specifically, the time for applying heat is preferably between 1 hour and 2 hours.
본 발명에 따른 이종용접부 후 열처리는 외면은 가열장치로 가열하고 내면은 냉각수를 흘리거나 혹은 살수 장치를 이용하여 살수하여 냉각시켜 외면과 내면의 온도 차이(T)를 500℃ 내지 600℃ 사이에서 유지하는 것이 바람직하다. Heat treatment after dissimilar welding part according to the present invention, the outer surface is heated by a heating device and the inner surface is cooled by flowing cooling water or sprayed using a sprinkling device to maintain the temperature difference (T) between the outer surface and the inner surface between 500 ℃ to 600 ℃ It is desirable to.
상기와 같이 이종용접부의 외면은 신속한 가열이 가능한 통상의 유도 가열장치 또는 밴드 히터를 포함하는 가열 장치를 이용하여 가열하여 500℃ 내지 600℃ 사이에서 설정된 온도를 유지하고, 내면은 냉각수 혹은 살수 장치를 이용하여 냉각(상온) 상태를 유지할 경우에 이종용접부의 미세조직 내에 일차수 응력 부식 균열에 대한 저항성을 높여주는 석출물이 생성됨과 동시에 크랙을 방지 효과가 발생한다.As described above, the outer surface of the heterogeneous welding part is heated using a heating device including a conventional induction heating device or a band heater capable of rapid heating to maintain a temperature set between 500 ° C. and 600 ° C., and the inner surface of the heterogeneous welding part is a cooling water or a watering device. In the case of maintaining the cooling (normal temperature) state, a precipitate is formed in the microstructure of the heterogeneous welded portion to increase resistance to primary stress corrosion cracking, and a crack prevention effect occurs.
이종접합부 내면을 냉각(상온)하는 단계에서의 냉각 온도는 0℃ 내지 40℃ 정도가 바람직하나, 이를 벗어날 수도 있다. The cooling temperature in the step of cooling (room temperature) the inner surface of the heterojunction is preferably about 0 ° C to 40 ° C, but may be out of this.
열처리 후 검사결과 스테인리스강의 예민화는 발생하지 아니하였다. After heat treatment, no sensitization of stainless steel occurred.
본 발명의 이해를 용이하게 하기 위하여 본 발명에 따른 재료의 미세구조 개선을 위한 이종용접부의 일차수 응력 부식 균열 저감을 위한 이종용접부 후열처리 방법의 기술적 구성을 요약 정리한다. In order to facilitate understanding of the present invention, the technical configuration of the post-heat treatment method for dissimilar welds for reducing the primary stress corrosion cracking of the dissimilar welds for improving the microstructure of the material according to the present invention will be summarized.
배관의 이종용접부의 외면을 가열장치를 이용하여 500℃ 내지 600℃ 사이의 설정된 온도로 가열하는 단계를 포함하고, 배관의 이종용접부의 외면을 500℃ 내지 600℃ 사이에서 설정된 온도로 설정된 시간동안 유지하는 단계를 포함한다.And heating the outer surface of the dissimilar welding portion of the pipe to a set temperature between 500 ° C. and 600 ° C. by using a heating device, and maintaining the outer surface of the dissimilar welding part of the pipe for a set time between 500 ° C. and 600 ° C. It includes a step.
또한, 이종용접부의 외면을 설정된 온도로 유지하는 동안에 용접부 내면을 냉각 장치로 냉각하여 설정된 온도를 유지하는 단계를 포함한다. The method may further include cooling the inner surface of the welded portion with a cooling device to maintain the set temperature while maintaining the outer surface of the heterogeneous welded portion at the set temperature.
본 발명의 이종용접부 후열처리 방법은 이종용접부의 외면을 500℃ 내지 600℃ 사이에서 설정된 온도로 가열하여 1 시간 내지 2 시간사이로 유지하는 단계를 포함한다. The hetero-weld portion post-heat treatment method of the present invention includes the step of heating the outer surface of the hetero-weld portion to a temperature set between 500 ° C and 600 ° C and maintained for 1 hour to 2 hours.
이종용접부 후열처리 방법은 이종용접부의 외면을 가열 장치를 이용하여 500℃ 내지 600℃ 사이에서 설정된 온도를 유지하는 동안에 내면은 냉각수 혹은 살수 장치를 이용하여 상온 상태를 유지하는 단계를 더 포함할 수 있다. The hetero-weld post-heat treatment method may further include maintaining an inner surface of the hetero-welded part by using a cooling device or a sprinkler while maintaining the temperature set between 500 ° C. and 600 ° C. using a heating device. .
잔류응력 분포를 개선하기 위한 이종용접부 후열처리는 내면과 외면사이의 온도차이(△T)를 500℃ 내지 600℃ 온도로 1 시간 내지 2 시간 사이로 유지하는 단계를 포함하며, 이는 중요한 기술적 구성에 해당한다. The hetero-weld post-heat treatment to improve the residual stress distribution includes maintaining the temperature difference (ΔT) between the inner surface and the outer surface at a temperature of 500 ° C. to 600 ° C. for 1 to 2 hours, which is an important technical configuration. do.
본 발명에 따른 이종용접부 후열처리 방법은 효율적으로 처리하기 위하여 이종접합부의 경계면에 차폐링을 설치하고, 탄소강 부분과 스테인리스강 부분의 열처리 온도를 달리하여 열처리하도록 구성할 수 있다. The hetero-weld post-heat treatment method according to the present invention may be configured to provide a shielding ring at the interface of the hetero-junction to efficiently process the heat treatment by varying the heat treatment temperature of the carbon steel portion and the stainless steel portion.
이종접합부의 경계면에 차폐링을 설치하고, 유도 가열장치를 이용하여 탄소강 부분은 높은 에너지를 공급하고, 열에 예민한 스테인리스강 부분은 탄소강보다 낮은 에너지를 공급하여 열처리하도록 구성할 수 있다.The shielding ring may be installed at the interface of the heterojunction, and the carbon steel part may be supplied with high energy by using an induction heating apparatus, and the stainless steel part, which is sensitive to heat, may be configured to supply heat with energy lower than that of the carbon steel.
유도 가열장치의 경우에 차폐링을 기준으로 각각의 가열을 위하여 설치된 코일에 공급되는 신호의 주파수, 진폭 및/또는 펄스폭을 가변시켜 서로 다른 에너지를 공급할 수 있다. In the case of an induction heating apparatus, different energy may be supplied by varying the frequency, amplitude, and / or pulse width of a signal supplied to a coil installed for each heating based on the shielding ring.
실험 결과, 후열처리를 이용한 이종용접부의 잔류응력 저감을 할 경우에 용접부의 내구성이 35% 이상 증가하는 효과를 나타내었다.As a result of the experiment, the durability of the weld was increased by more than 35% when the residual stress of the dissimilar weld was reduced by the post heat treatment.
본 발명은 배관 용접부 내면에 냉각수 흘리거나 혹은 살수 장치를 이용하여 상온을 유지하는 단계와, 배관 용접부 외면은 500℃ 내지 600℃ 온도로 가열하는 단계와, 가열온도를 2시간 내외로 유지하는 단계와, 내면과 외면의 △T는 500℃ 내지 600℃ 사이에서 열처리하는 단계를 포함하는 방법으로, 배관 내면의 잔류응력분포를 개선하고 열처리에 의한 용접부 재료의 미세조직 개선을 통한 재료의 일차수 응력 부식 균열에 대한 저항성을 향상시킬 수 있는 원전의 이종접합부의 일차수 응력 부식 균열에 대한 저항성 개선을 위한 열처리 방법을 제공하여 잔류응력을 개선할 수 있으므로 산업상 이용가능성이 매우 높다.The present invention comprises the steps of maintaining a room temperature by using a coolant flow or a water spray device on the inner surface of the pipe weld, heating the outer surface of the pipe welded to 500 ℃ to 600 ℃ temperature, and maintaining the heating temperature within about 2 hours and , ΔT of the inner surface and the outer surface is a method comprising a heat treatment between 500 ℃ to 600 ℃, the first stress corrosion of the material by improving the residual stress distribution on the inner surface of the pipe and improving the microstructure of the weld material by heat treatment It is highly industrially available because the residual stress can be improved by providing a heat treatment method for improving the resistance to primary stress corrosion cracking of the heterojunction of a nuclear power plant that can improve the resistance to cracking.
Claims (6)
- 배관 내면의 잔류응력분포를 재배치하여 PWSCC의 저항성을 개선하기 위한 이종용접부의 일차수 응력 부식 균열 저감을 위한 이종용접부 후열처리 방법에 있어서, In the post-heat treatment method of dissimilar welds to reduce the first order stress corrosion cracking of dissimilar welds to relocate the residual stress distribution on the inner surface of the pipe to improve the resistance of the PWSCC,배관의 이종용접부의 외면을 가열장치를 이용하여 500℃ 내지 600℃ 사이의 설정된 온도로 가열하는 단계;Heating the outer surface of the hetero-welded portion of the pipe to a set temperature between 500 ° C. and 600 ° C. using a heating device;이종용접부의 외면을 설정된 온도로 유지하는 동안에 용접부 내면을 냉각 장치로 냉각하여 설정된 온도를 유지하는 단계; 및Cooling the inner surface of the welded portion with a cooling device to maintain the set temperature while maintaining the outer surface of the heterogeneous weld portion at the set temperature; And배관의 이종용접부의 외면과 내면의 온도 차이(△T)를 500℃ 내지 600℃ 사이에서 설정된 온도로 설정된 시간동안 유지하는 단계를 포함하는 이종용접부 후열처리 방법.And maintaining the temperature difference (ΔT) between the outer surface and the inner surface of the hetero-welded portion of the pipe for a set time at a temperature set between 500 ° C and 600 ° C.
- 제1항에 있어서, The method of claim 1,이종용접부 후열처리 방법은 이종용접부의 외면과 내면의 온도차이(△T)를 500℃ 내지 600℃ 사이에서 일정한 온도로 유지하고, 시간은 1시간 내지 2시간 사이에서 설정된 시간으로 유지함을 특징으로 하는 이종용접부 후열처리 방법.The hetero-weld post-heat treatment method is characterized in that the temperature difference (ΔT) between the outer surface and the inner surface of the hetero-welded portion is maintained at a constant temperature between 500 ° C. and 600 ° C., and the time is maintained at a set time between 1 hour and 2 hours. Post-heat treatment method for hetero welds.
- 제1항에 있어서, The method of claim 1,이종용접부 후열처리 방법은 이종용접부의 외면을 가열 장치를 이용하여 500℃ 내지 600℃ 사이에서 설정된 온도를 유지하는 동안에 내면은 냉각수 흘리거나 혹은 살수 장치를 이용하여 살수하여 상온 상태를 유지함을 특징으로 하는 이종용접부 후열처리 방법.The post-heat treatment method of the hetero-weld portion is characterized in that the inner surface of the hetero-weld portion is maintained at a room temperature by flowing coolant or spraying using a sprinkler while maintaining the temperature set between 500 ° C. and 600 ° C. using a heating device. Post-heat treatment method for hetero welds.
- 제1항 내지 제3항 중 어느 한 항에 있어서, The method according to any one of claims 1 to 3,가열장치는 신속한 가열이 가능한 유도 가열장치 또는 밴트 히터 가열장치임을 특징으로 하는 이종용접부 후열처리 방법.Heating device is a hetero-weld post heat treatment method, characterized in that the rapid heating induction heating device or vant heater heating device.
- 제1항 내지 제3항 중 어느 한 항에 있어서, The method according to any one of claims 1 to 3,이종용접부 후열처리 방법은 이종접합부의 경계면에 차폐링을 설치하고, 탄소강 부분과 스테인리스강 부분의 열처리 온도를 달리하여 열처리 함을 특징으로 하는 이종용접부 후열처리 방법.The hetero-weld post-heat treatment method is characterized in that the shielding ring is installed on the interface of the hetero-junction, and the heat treatment is performed by varying the heat treatment temperature of the carbon steel portion and the stainless steel portion.
- 제5항에 있어서, The method of claim 5,이종용접부 후열처리 방법은 이종접합부의 경계면에 차폐링을 설치하고, 유도 가열장치를 이용하여 탄소강 부분은 높은 에너지를 공급하고, 열에 예민한 스테인리스강 부분은 탄소강보다 낮은 에너지를 공급함을 특징으로 하는 이종용접부 후열처리 방법.The heterogeneous welded post-heat treatment method is characterized in that a shielding ring is installed at the interface of the heterojunction, a carbon steel part supplies high energy, and a stainless steel part sensitive to heat supplies lower energy than carbon steel by using an induction heating apparatus. Post heat treatment method.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160133283A KR20180041313A (en) | 2016-10-14 | 2016-10-14 | Heat treatment method for improving residual stress of heterojunction in nuclear power plant |
| KR10-2016-0133283 | 2016-10-14 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018070770A1 true WO2018070770A1 (en) | 2018-04-19 |
Family
ID=61905631
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/KR2017/011170 WO2018070770A1 (en) | 2016-10-14 | 2017-10-11 | Method for reducing residual stress in dissimilar weld by using post-heat treatment |
Country Status (2)
| Country | Link |
|---|---|
| KR (1) | KR20180041313A (en) |
| WO (1) | WO2018070770A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111676351A (en) * | 2020-07-29 | 2020-09-18 | 中国石油大学(华东) | Heat treatment method for regulating residual stress by local temperature difference |
| CN112646971A (en) * | 2020-12-21 | 2021-04-13 | 五河县俊宝钢结构有限公司 | Treatment method for improving stress concentration of steel structure welding part |
| CN113667815A (en) * | 2021-08-19 | 2021-11-19 | 海隆石油工业集团有限公司 | Heat treatment process for welding area of sulfur-resistant drill rod and drill rod prepared by heat treatment process |
| CN113667814A (en) * | 2021-08-19 | 2021-11-19 | 海隆石油工业集团有限公司 | Heat treatment process for drill rod welding area |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005320626A (en) * | 2004-04-06 | 2005-11-17 | Hitachi Ltd | Heat treatment method and apparatus therefor |
| KR20110074136A (en) * | 2009-12-24 | 2011-06-30 | 주식회사 포스코 | Post weld heat treatment of high carbon steeel |
| KR20140072447A (en) * | 2012-12-04 | 2014-06-13 | 현대중공업 주식회사 | Steam pipe welding methods |
| KR20150078802A (en) * | 2013-12-31 | 2015-07-08 | 포항공과대학교 산학협력단 | Post weld heat treatment method for inhibiting the intergranular cracking occurring in weldments of austenitic heat-resistant alloys |
| KR20150131418A (en) * | 2014-05-14 | 2015-11-25 | 한국수력원자력 주식회사 | Local heat treatment method to prevent primary water stress corrosion cracking of nickel alloy weld zone in a nuclear power plant |
-
2016
- 2016-10-14 KR KR1020160133283A patent/KR20180041313A/en active Search and Examination
-
2017
- 2017-10-11 WO PCT/KR2017/011170 patent/WO2018070770A1/en active Application Filing
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005320626A (en) * | 2004-04-06 | 2005-11-17 | Hitachi Ltd | Heat treatment method and apparatus therefor |
| KR20110074136A (en) * | 2009-12-24 | 2011-06-30 | 주식회사 포스코 | Post weld heat treatment of high carbon steeel |
| KR20140072447A (en) * | 2012-12-04 | 2014-06-13 | 현대중공업 주식회사 | Steam pipe welding methods |
| KR20150078802A (en) * | 2013-12-31 | 2015-07-08 | 포항공과대학교 산학협력단 | Post weld heat treatment method for inhibiting the intergranular cracking occurring in weldments of austenitic heat-resistant alloys |
| KR20150131418A (en) * | 2014-05-14 | 2015-11-25 | 한국수력원자력 주식회사 | Local heat treatment method to prevent primary water stress corrosion cracking of nickel alloy weld zone in a nuclear power plant |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN111676351A (en) * | 2020-07-29 | 2020-09-18 | 中国石油大学(华东) | Heat treatment method for regulating residual stress by local temperature difference |
| CN112646971A (en) * | 2020-12-21 | 2021-04-13 | 五河县俊宝钢结构有限公司 | Treatment method for improving stress concentration of steel structure welding part |
| CN113667815A (en) * | 2021-08-19 | 2021-11-19 | 海隆石油工业集团有限公司 | Heat treatment process for welding area of sulfur-resistant drill rod and drill rod prepared by heat treatment process |
| CN113667814A (en) * | 2021-08-19 | 2021-11-19 | 海隆石油工业集团有限公司 | Heat treatment process for drill rod welding area |
| CN113667815B (en) * | 2021-08-19 | 2023-05-05 | 海隆石油工业集团有限公司 | Sulfur-resistant drill rod welding area heat treatment process and drill rod prepared by same |
| CN113667814B (en) * | 2021-08-19 | 2023-05-05 | 海隆石油工业集团有限公司 | Heat treatment process for drill pipe welding area |
Also Published As
| Publication number | Publication date |
|---|---|
| KR20180041313A (en) | 2018-04-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2018070770A1 (en) | Method for reducing residual stress in dissimilar weld by using post-heat treatment | |
| CN100510118C (en) | Double quenching technique for 9Cr2Mo leveler roll | |
| CN104879572B (en) | A kind of spring support hanging frame fitting fastening and preparation method thereof | |
| ATE528096T1 (en) | METHOD FOR HARD COATING A STEEL COMPONENT AND A HARD COATED STEEL COMPONENT | |
| CN103639402B (en) | The manufacture method of the coated prestress wire of a kind of nichrome powder | |
| KR20180042538A (en) | IN-Situ inductive heat treatment apparatus of operating nuclear power plant piping | |
| WO2018070769A1 (en) | Method for post-heat treatment for reducing primary water stress corrosion cracking in dissimilar weld so as to improve microstructure of material | |
| CN108176911A (en) | A kind of P91 materials welding and heat treatment method | |
| CN104874937B (en) | Bainite heat resisting steel 12Cr2MoWVTiB welding procedure | |
| CN105624387A (en) | Heating and cooling method for post-weld heat treatment of pipe fittings | |
| KR20180111729A (en) | Heat treatment method for improving residual stress of heterojunction in nuclear power plant | |
| CN106222392A (en) | A kind of integral quenching method of forging steel cold roll | |
| CN201686727U (en) | Roll neck protective sleeve for roller thermal treatment | |
| CN105171261B (en) | A kind of welding method of large-scale steelmaking converter body of heater | |
| KR101830532B1 (en) | Heat treatment method for improving resistivity of heterojunction in nuclear power plant | |
| CN100434543C (en) | Homogenization treatment process of SAE8620 carburizing steel | |
| CN104607821B (en) | A387 Gr11 CL2 steel welding materials and its application method | |
| CN105618716A (en) | Zinc anode material and oil casing electric conduction connecting manner and machining method | |
| CN107619922B (en) | A kind of intermediate-frequency induction heating technique of heat-resistant high alloy steel weld bond | |
| CN207672081U (en) | 9%~12%Cr martensite heat-resistant steel major diameter posted sides pipeline argon filling heating and thermal insulation toolings | |
| JPS61235516A (en) | Heat treatment of welded stainless steel joint | |
| CN106735777B (en) | The welding method for preventing SA335-T/P92 steel weld heat-affected zone granular ferrite from generating | |
| CN105648194A (en) | Heat treatment technique for repair of alloy pipeline | |
| KR20190077732A (en) | Heat treating method for welding part of steel plate | |
| CN214782041U (en) | Medium-frequency induction quenching device for high-temperature quenching of high-chromium alloy cold-rolled working roll |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17860407 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17860407 Country of ref document: EP Kind code of ref document: A1 |