WO2018016542A1 - Procédé de production de film de polarisation - Google Patents
Procédé de production de film de polarisation Download PDFInfo
- Publication number
- WO2018016542A1 WO2018016542A1 PCT/JP2017/026159 JP2017026159W WO2018016542A1 WO 2018016542 A1 WO2018016542 A1 WO 2018016542A1 JP 2017026159 W JP2017026159 W JP 2017026159W WO 2018016542 A1 WO2018016542 A1 WO 2018016542A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- water
- pva film
- pva
- stretching
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 54
- 239000004372 Polyvinyl alcohol Substances 0.000 claims abstract description 265
- 229920002451 polyvinyl alcohol Polymers 0.000 claims abstract description 265
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 153
- 230000008961 swelling Effects 0.000 claims abstract description 39
- 238000004043 dyeing Methods 0.000 claims abstract description 34
- 238000000034 method Methods 0.000 claims description 113
- 238000004132 cross linking Methods 0.000 claims description 34
- 238000011282 treatment Methods 0.000 claims description 20
- 239000002994 raw material Substances 0.000 claims description 11
- 206010016807 Fluid retention Diseases 0.000 claims description 8
- 238000001035 drying Methods 0.000 abstract description 17
- 230000010287 polarization Effects 0.000 abstract description 10
- 238000007654 immersion Methods 0.000 abstract description 2
- 239000007858 starting material Substances 0.000 abstract 1
- NLKNQRATVPKPDG-UHFFFAOYSA-M potassium iodide Chemical compound [K+].[I-] NLKNQRATVPKPDG-UHFFFAOYSA-M 0.000 description 26
- 239000007864 aqueous solution Substances 0.000 description 23
- 239000000975 dye Substances 0.000 description 22
- -1 vinyloxycarbonyl group Chemical group 0.000 description 18
- 239000011550 stock solution Substances 0.000 description 17
- 239000004094 surface-active agent Substances 0.000 description 15
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 14
- 239000004327 boric acid Substances 0.000 description 14
- 239000004014 plasticizer Substances 0.000 description 12
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 10
- 229910052740 iodine Inorganic materials 0.000 description 10
- 239000011630 iodine Substances 0.000 description 10
- 238000002834 transmittance Methods 0.000 description 10
- 229920001290 polyvinyl ester Polymers 0.000 description 9
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 8
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 8
- 238000010521 absorption reaction Methods 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 8
- 239000010410 layer Substances 0.000 description 8
- 239000007788 liquid Substances 0.000 description 8
- 239000000178 monomer Substances 0.000 description 8
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 7
- 238000006116 polymerization reaction Methods 0.000 description 7
- 238000007127 saponification reaction Methods 0.000 description 7
- 229920001567 vinyl ester resin Polymers 0.000 description 7
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 230000001681 protective effect Effects 0.000 description 6
- 150000003839 salts Chemical class 0.000 description 6
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 6
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 5
- 150000001639 boron compounds Chemical class 0.000 description 5
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 5
- 239000004973 liquid crystal related substance Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 239000003431 cross linking reagent Substances 0.000 description 4
- 235000011187 glycerol Nutrition 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical group OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical group CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 229910021538 borax Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000002736 nonionic surfactant Substances 0.000 description 3
- 239000002985 plastic film Substances 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 239000004328 sodium tetraborate Substances 0.000 description 3
- 235000010339 sodium tetraborate Nutrition 0.000 description 3
- UZKWTJUDCOPSNM-UHFFFAOYSA-N 1-ethenoxybutane Chemical compound CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 2
- IKHGUXGNUITLKF-UHFFFAOYSA-N Acetaldehyde Chemical compound CC=O IKHGUXGNUITLKF-UHFFFAOYSA-N 0.000 description 2
- DLFVBJFMPXGRIB-UHFFFAOYSA-N Acetamide Chemical compound CC(N)=O DLFVBJFMPXGRIB-UHFFFAOYSA-N 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- ZTQSAGDEMFDKMZ-UHFFFAOYSA-N Butyraldehyde Chemical compound CCCC=O ZTQSAGDEMFDKMZ-UHFFFAOYSA-N 0.000 description 2
- 229920002284 Cellulose triacetate Polymers 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical compound CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- UWHCKJMYHZGTIT-UHFFFAOYSA-N Tetraethylene glycol, Natural products OCCOCCOCCOCCO UWHCKJMYHZGTIT-UHFFFAOYSA-N 0.000 description 2
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 2
- 150000001241 acetals Chemical group 0.000 description 2
- 150000008065 acid anhydrides Chemical class 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000003945 anionic surfactant Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 2
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 150000003460 sulfonic acids Chemical class 0.000 description 2
- ILJSQTXMGCGYMG-UHFFFAOYSA-N triacetic acid Chemical compound CC(=O)CC(=O)CC(O)=O ILJSQTXMGCGYMG-UHFFFAOYSA-N 0.000 description 2
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- KAKVFSYQVNHFBS-UHFFFAOYSA-N (5-hydroxycyclopenten-1-yl)-phenylmethanone Chemical compound OC1CCC=C1C(=O)C1=CC=CC=C1 KAKVFSYQVNHFBS-UHFFFAOYSA-N 0.000 description 1
- FFJCNSLCJOQHKM-CLFAGFIQSA-N (z)-1-[(z)-octadec-9-enoxy]octadec-9-ene Chemical compound CCCCCCCC\C=C/CCCCCCCCOCCCCCCCC\C=C/CCCCCCCC FFJCNSLCJOQHKM-CLFAGFIQSA-N 0.000 description 1
- LPMBTLLQQJBUOO-KTKRTIGZSA-N (z)-n,n-bis(2-hydroxyethyl)octadec-9-enamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)N(CCO)CCO LPMBTLLQQJBUOO-KTKRTIGZSA-N 0.000 description 1
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- LAYAKLSFVAPMEL-UHFFFAOYSA-N 1-ethenoxydodecane Chemical compound CCCCCCCCCCCCOC=C LAYAKLSFVAPMEL-UHFFFAOYSA-N 0.000 description 1
- QJJDJWUCRAPCOL-UHFFFAOYSA-N 1-ethenoxyoctadecane Chemical compound CCCCCCCCCCCCCCCCCCOC=C QJJDJWUCRAPCOL-UHFFFAOYSA-N 0.000 description 1
- OVGRCEFMXPHEBL-UHFFFAOYSA-N 1-ethenoxypropane Chemical compound CCCOC=C OVGRCEFMXPHEBL-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- PGYJSURPYAAOMM-UHFFFAOYSA-N 2-ethenoxy-2-methylpropane Chemical compound CC(C)(C)OC=C PGYJSURPYAAOMM-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- OSDWBNJEKMUWAV-UHFFFAOYSA-N Allyl chloride Chemical compound ClCC=C OSDWBNJEKMUWAV-UHFFFAOYSA-N 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- DKNPRRRKHAEUMW-UHFFFAOYSA-N Iodine aqueous Chemical compound [K+].I[I-]I DKNPRRRKHAEUMW-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- AOMUHOFOVNGZAN-UHFFFAOYSA-N N,N-bis(2-hydroxyethyl)dodecanamide Chemical compound CCCCCCCCCCCC(=O)N(CCO)CCO AOMUHOFOVNGZAN-UHFFFAOYSA-N 0.000 description 1
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 229920006197 POE laurate Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000003926 acrylamides Chemical class 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 125000005907 alkyl ester group Chemical group 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 229920001727 cellulose butyrate Polymers 0.000 description 1
- OHMJKMNGYYWCHB-UHFFFAOYSA-N chembl1368261 Chemical compound OS(=O)(=O)C1=CC(S(O)(=O)=O)=C(N)C2=C(O)C(N=NC3=CC=C(C=C3OC)C=3C=C(C(=CC=3)N=NC=3C(=C4C(N)=C(C=C(C4=CC=3)S(O)(=O)=O)S(O)(=O)=O)O)OC)=CC=C21 OHMJKMNGYYWCHB-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- SWXVUIWOUIDPGS-UHFFFAOYSA-N diacetone alcohol Chemical compound CC(=O)CC(C)(C)O SWXVUIWOUIDPGS-UHFFFAOYSA-N 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229940105990 diglycerin Drugs 0.000 description 1
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 1
- DSARWKALPGYFTA-UHFFFAOYSA-L disodium 4-hydroxy-7-[(5-hydroxy-6-phenyldiazenyl-7-sulfonatonaphthalen-2-yl)carbamoylamino]-3-phenyldiazenylnaphthalene-2-sulfonate Chemical compound [Na+].[Na+].[O-]S(=O)(=O)C1=CC2=CC(NC(=O)NC=3C=C4C=C(C(N=NC=5C=CC=CC=5)=C(O)C4=CC=3)S([O-])(=O)=O)=CC=C2C(O)=C1N=NC1=CC=CC=C1 DSARWKALPGYFTA-UHFFFAOYSA-L 0.000 description 1
- DDLNJHAAABRHFY-UHFFFAOYSA-L disodium 8-amino-7-[[4-[4-[(4-oxidophenyl)diazenyl]phenyl]phenyl]diazenyl]-2-phenyldiazenyl-3,6-disulfonaphthalen-1-olate Chemical compound [Na+].[Na+].NC1=C(C(=CC2=CC(=C(C(=C12)O)N=NC1=CC=CC=C1)S(=O)(=O)[O-])S(=O)(=O)[O-])N=NC1=CC=C(C=C1)C1=CC=C(C=C1)N=NC1=CC=C(C=C1)O DDLNJHAAABRHFY-UHFFFAOYSA-L 0.000 description 1
- NJDNXYGOVLYJHP-UHFFFAOYSA-L disodium;2-(3-oxido-6-oxoxanthen-9-yl)benzoate Chemical compound [Na+].[Na+].[O-]C(=O)C1=CC=CC=C1C1=C2C=CC(=O)C=C2OC2=CC([O-])=CC=C21 NJDNXYGOVLYJHP-UHFFFAOYSA-L 0.000 description 1
- VTEBSADXXKSKOE-UHFFFAOYSA-L disodium;4-[[2,4-diamino-5-[[3-[[2,4-diamino-5-[(4-sulfonatophenyl)diazenyl]phenyl]diazenyl]phenyl]diazenyl]phenyl]diazenyl]benzenesulfonate Chemical compound [Na+].[Na+].NC1=CC(N)=C(N=NC=2C=C(C=CC=2)N=NC=2C(=CC(N)=C(N=NC=3C=CC(=CC=3)S([O-])(=O)=O)C=2)N)C=C1N=NC1=CC=C(S([O-])(=O)=O)C=C1 VTEBSADXXKSKOE-UHFFFAOYSA-L 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- YRIUSKIDOIARQF-UHFFFAOYSA-N dodecyl benzenesulfonate Chemical compound CCCCCCCCCCCCOS(=O)(=O)C1=CC=CC=C1 YRIUSKIDOIARQF-UHFFFAOYSA-N 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229940071161 dodecylbenzenesulfonate Drugs 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- YCUBDDIKWLELPD-UHFFFAOYSA-N ethenyl 2,2-dimethylpropanoate Chemical compound CC(C)(C)C(=O)OC=C YCUBDDIKWLELPD-UHFFFAOYSA-N 0.000 description 1
- MEGHWIAOTJPCHQ-UHFFFAOYSA-N ethenyl butanoate Chemical compound CCCC(=O)OC=C MEGHWIAOTJPCHQ-UHFFFAOYSA-N 0.000 description 1
- GLVVKKSPKXTQRB-UHFFFAOYSA-N ethenyl dodecanoate Chemical compound CCCCCCCCCCCC(=O)OC=C GLVVKKSPKXTQRB-UHFFFAOYSA-N 0.000 description 1
- GFJVXXWOPWLRNU-UHFFFAOYSA-N ethenyl formate Chemical compound C=COC=O GFJVXXWOPWLRNU-UHFFFAOYSA-N 0.000 description 1
- AFSIMBWBBOJPJG-UHFFFAOYSA-N ethenyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC=C AFSIMBWBBOJPJG-UHFFFAOYSA-N 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- NKSJNEHGWDZZQF-UHFFFAOYSA-N ethenyl(trimethoxy)silane Chemical compound CO[Si](OC)(OC)C=C NKSJNEHGWDZZQF-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- XUCNUKMRBVNAPB-UHFFFAOYSA-N fluoroethene Chemical compound FC=C XUCNUKMRBVNAPB-UHFFFAOYSA-N 0.000 description 1
- 108010025899 gelatin film Proteins 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 150000002497 iodine compounds Chemical class 0.000 description 1
- 229940031957 lauric acid diethanolamide Drugs 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- QQGJWWNPACORPU-UHFFFAOYSA-N n,n-dimethylpropan-1-amine;prop-2-enamide Chemical compound NC(=O)C=C.CCCN(C)C QQGJWWNPACORPU-UHFFFAOYSA-N 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- XTNMKCFFSXJRQE-UHFFFAOYSA-N n-ethenylethenamine Chemical class C=CNC=C XTNMKCFFSXJRQE-UHFFFAOYSA-N 0.000 description 1
- ZQXSMRAEXCEDJD-UHFFFAOYSA-N n-ethenylformamide Chemical compound C=CNC=O ZQXSMRAEXCEDJD-UHFFFAOYSA-N 0.000 description 1
- UZZYXUGECOQHPU-UHFFFAOYSA-M n-octyl sulfate Chemical compound CCCCCCCCOS([O-])(=O)=O UZZYXUGECOQHPU-UHFFFAOYSA-M 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229920002114 octoxynol-9 Polymers 0.000 description 1
- 229940067739 octyl sulfate Drugs 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000003002 pH adjusting agent Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920002503 polyoxyethylene-polyoxypropylene Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- POSICDHOUBKJKP-UHFFFAOYSA-N prop-2-enoxybenzene Chemical compound C=CCOC1=CC=CC=C1 POSICDHOUBKJKP-UHFFFAOYSA-N 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- AAYRWMCIKCRHIN-UHFFFAOYSA-N propane-1-sulfonic acid;prop-2-enamide Chemical compound NC(=O)C=C.CCCS(O)(=O)=O AAYRWMCIKCRHIN-UHFFFAOYSA-N 0.000 description 1
- 125000004368 propenyl group Chemical group C(=CC)* 0.000 description 1
- WPPDXAHGCGPUPK-UHFFFAOYSA-N red 2 Chemical compound C1=CC=CC=C1C(C1=CC=CC=C11)=C(C=2C=3C4=CC=C5C6=CC=C7C8=C(C=9C=CC=CC=9)C9=CC=CC=C9C(C=9C=CC=CC=9)=C8C8=CC=C(C6=C87)C(C=35)=CC=2)C4=C1C1=CC=CC=C1 WPPDXAHGCGPUPK-UHFFFAOYSA-N 0.000 description 1
- BQHRKYUXVHKLLZ-UHFFFAOYSA-M sodium 7-amino-2-[[4-[(4-aminophenyl)diazenyl]-2-methoxy-5-methylphenyl]diazenyl]-3-sulfonaphthalen-1-olate Chemical compound [Na+].COc1cc(N=Nc2ccc(N)cc2)c(C)cc1N=Nc1c(O)c2cc(N)ccc2cc1S([O-])(=O)=O BQHRKYUXVHKLLZ-UHFFFAOYSA-M 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000010186 staining Methods 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- UZZYXUGECOQHPU-UHFFFAOYSA-N sulfuric acid monooctyl ester Natural products CCCCCCCCOS(O)(=O)=O UZZYXUGECOQHPU-UHFFFAOYSA-N 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- VRVDFJOCCWSFLI-UHFFFAOYSA-K trisodium 3-[[4-[(6-anilino-1-hydroxy-3-sulfonatonaphthalen-2-yl)diazenyl]-5-methoxy-2-methylphenyl]diazenyl]naphthalene-1,5-disulfonate Chemical compound [Na+].[Na+].[Na+].COc1cc(N=Nc2cc(c3cccc(c3c2)S([O-])(=O)=O)S([O-])(=O)=O)c(C)cc1N=Nc1c(O)c2ccc(Nc3ccccc3)cc2cc1S([O-])(=O)=O VRVDFJOCCWSFLI-UHFFFAOYSA-K 0.000 description 1
- HGBOYTHUEUWSSQ-UHFFFAOYSA-N valeric aldehyde Natural products CCCCC=O HGBOYTHUEUWSSQ-UHFFFAOYSA-N 0.000 description 1
- 239000000052 vinegar Substances 0.000 description 1
- 235000021419 vinegar Nutrition 0.000 description 1
- KOZCZZVUFDCZGG-UHFFFAOYSA-N vinyl benzoate Chemical compound C=COC(=O)C1=CC=CC=C1 KOZCZZVUFDCZGG-UHFFFAOYSA-N 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images


Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
Definitions
- the present invention relates to a method for producing a polarizing film using a thin polyvinyl alcohol film as a raw material.
- a polarizing plate having a light transmission and shielding function is a basic component of a liquid crystal display (LCD) together with a liquid crystal that changes a polarization state of light.
- LCD liquid crystal display
- Many polarizing plates have a structure in which a protective film such as a cellulose triacetate (TAC) film is bonded to the surface of a polarizing film.
- TAC cellulose triacetate
- a polarizing film constituting the polarizing plate a polyvinyl alcohol film (hereinafter, “polyvinyl alcohol” may be abbreviated as “PVA”) is uniaxially stretched and oriented with an iodine dye (I 3 - or I 5 - such dichroic dyes, etc.) or a dichroic organic dye has become mainstream those adsorbed.
- PVA polyvinyl alcohol film
- Such a polarizing film can be obtained by uniaxially stretching a PVA film preliminarily containing a dichroic dye, adsorbing a dichroic dye simultaneously with uniaxial stretching of the PVA film, or dichroic after uniaxially stretching the PVA film. Manufactured by adsorbing dyes.
- LCDs are used in a wide range of applications such as small devices such as calculators and watches, notebook computers, liquid crystal monitors, liquid crystal color projectors, liquid crystal televisions, in-vehicle navigation systems, mobile phones, and measuring devices used indoors and outdoors.
- small devices such as calculators and watches
- notebook computers liquid crystal monitors
- liquid crystal color projectors liquid crystal televisions
- in-vehicle navigation systems mobile phones
- measuring devices used indoors and outdoors.
- demand for LCDs for mobile applications such as small notebook computers and mobile phones has increased, and there is a strong demand for thinner polarizing plates.
- one of the means is a method using a thin PVA film as a raw material.
- a thin PVA film is likely to break when stretched or dried, the production speed of the polarizing film is reduced and the cost is increased due to an increase in defective products.
- the film ends are folded after the PVA film is immersed in water, and this causes a problem that the PVA film breaks during stretching or drying.
- Patent Documents 1 and 2 As a method for producing a thin polarizing film, there has been proposed a method in which a thin PVA layer is formed on a plastic film by a coating method and then the obtained laminate is stretched (for example, Patent Documents 1 and 2).
- a method for producing a thin polarizing film requires complicated coating work and subsequent drying work.
- in order to insolubilize a PVA layer it was necessary to heat-process a laminated body. For this reason, it is necessary to use a plastic film that can be stretched even after heat treatment, which is expensive.
- the adhesive strength between the plastic film and the PVA layer is relatively high, an appropriate neck-in of the PVA layer is prevented at the time of stretching, and it is difficult to obtain a polarizing film having excellent polarization performance.
- the present invention has been made in order to solve the above problems, and even when a thin PVA film is used, the film is less likely to break during stretching or drying, and a film having excellent polarization performance is obtained. It aims at providing the manufacturing method of the polarizing film which can be obtained easily.
- the present invention [1] A method for producing a polarizing film for subjecting a polyvinyl alcohol film to at least a swelling step, a dyeing step, and a stretching step, Using a polyvinyl alcohol film having a dry thickness B of 0.001 mm to 0.045 mm as a raw material, In at least one of the steps, after immersing the polyvinyl alcohol film in water, when removing the water adhering to both ends from both sides of the film, water is removed from the position where the film comes out of the water.
- the film is not easily broken during stretching or drying, and a polarizing film having excellent polarization performance can be easily produced. .
- Example 1 It is the schematic which shows an example of a swelling process. It is the schematic which shows the distance A from the position where a PVA film comes out of water to the position where water is removed. In Example 1, it is the schematic which shows unwinding a PVA film continuously and performing a swelling process, a dyeing process, and a bridge
- the method for producing a polarizing film of the present invention is a method for producing a polarizing film in which at least a swelling process, a dyeing process, and a stretching process are performed on a PVA film, and a dry thickness B as a raw material is 0.001 mm or more and 0.045 mm or less.
- the PVA film is immersed in water and then removed from the water, and when the water adhering to both ends of the film is removed, the film is water.
- the distance A from the position where the water exits to the position where the water is removed is 28 mm or less.
- PVA used for the production of PVA film is vinyl acetate, vinyl formate, vinyl propionate, vinyl butyrate, vinyl pivalate, vinyl versatate, vinyl laurate, vinyl stearate, vinyl benzoate, It can be produced by a method of saponifying a polyvinyl ester obtained by polymerizing one or more vinyl esters such as propenyl.
- a vinyloxycarbonyl group H 2 C ⁇ CH—O—CO—
- vinyl acetate is more preferred.
- the polyvinyl ester is preferably obtained using only vinyl ester as a monomer. Two or more vinyl esters may be used at this time, but one is preferable. As long as the effects of the present invention are not impaired, the polyvinyl ester may be a copolymer of one or two or more vinyl esters and other monomers copolymerizable therewith. .
- Examples of other monomers copolymerizable with the vinyl ester include ⁇ -olefins having 2 to 30 carbon atoms such as ethylene, propylene, 1-butene and isobutene; (meth) acrylic acid or salts thereof; ) Methyl acrylate, ethyl (meth) acrylate, n-propyl (meth) acrylate, i-propyl (meth) acrylate, n-butyl (meth) acrylate, i-butyl (meth) acrylate, (meth ) (Meth) acrylate esters such as t-butyl acrylate, 2-ethylhexyl (meth) acrylate, dodecyl (meth) acrylate, octadecyl (meth) acrylate; (meth) acrylamide; N-methyl (meth) ) Acrylamide, N-ethyl (meth) acrylamide, N, N
- Vinyl ether vinyl cyanide such as (meth) acrylonitrile; halogenated vinyl such as vinyl chloride, vinylidene chloride, vinyl fluoride, vinylidene fluoride; vinegar Allyl compounds such as allyl acid and allyl chloride; maleic acid or salts thereof, esters or acid anhydrides; itaconic acid or salts thereof, esters or acid anhydrides; vinylsilyl compounds such as vinyltrimethoxysilane; unsaturated sulfonic acids or salts thereof And so on.
- the polyvinyl ester can have one or more structural units derived from the other monomers.
- the proportion of structural units derived from other monomers in the polyvinyl ester is preferably 15 mol% or less, preferably 10 mol% or less, based on the number of moles of all structural units constituting the polyvinyl ester. More preferred is 5 mol% or less.
- the PVA may be modified with one or two or more types of graft copolymerizable monomers.
- graft copolymerization can be performed on the polyvinyl ester or PVA.
- the graft copolymerizable monomer include an unsaturated carboxylic acid or a derivative thereof; an unsaturated sulfonic acid or a derivative thereof; an ⁇ -olefin having 2 to 30 carbon atoms.
- the proportion of structural units derived from the graft copolymerizable monomer in the polyvinyl ester or PVA is preferably 5 mol% or less based on the number of moles of all structural units constituting the polyvinyl ester or PVA.
- the PVA used in the present invention is preferably not graft copolymerized.
- a part of the hydroxyl group may be cross-linked or may not be cross-linked.
- the PVA may have a hydroxyl group partially reacted with an aldehyde compound such as acetaldehyde or butyraldehyde to form an acetal structure or may not form an acetal structure.
- the average degree of polymerization of the PVA is not particularly limited, but is preferably 1,000 or more.
- the average degree of polymerization of PVA is 1,000 or more, the polarizing performance of the obtained polarizing film can be further improved. If the average degree of polymerization of PVA is too high, the production cost of PVA may increase, and the process passability during film formation may be poor. Therefore, the average degree of polymerization of PVA is more preferably 1,000 to 10,000, still more preferably 1,500 to 8,000, and particularly preferably 2,000 to 5,000.
- the average degree of polymerization of PVA means the average degree of polymerization measured according to the description of JIS K6726-1994.
- the saponification degree of the PVA is preferably 99.0 mol% or more, more preferably 99.8 mol% or more, and 99.9 mol% from the viewpoint of improving the heat and heat resistance of the obtained polarizing film. It is still more preferable that it is above.
- the degree of saponification of PVA means that the PVA has a vinyl alcohol unit relative to the total number of moles of structural units (typically vinyl ester units) that can be converted to vinyl alcohol units by saponification and vinyl alcohol units. It refers to the mole ratio (mol%).
- the degree of saponification can be measured according to the description of JIS K6726-1994.
- the content of the PVA in the raw material PVA film used in the present invention is preferably 50 to 100% by mass, more preferably 80 to 100% by mass, and still more preferably 85 to 100% by mass.
- the PVA film may contain a plasticizer.
- a plasticizer When the PVA film contains a plasticizer, the handleability and stretchability are improved.
- a polyhydric alcohol is preferably used as the plasticizer, and specific examples include ethylene glycol, glycerin, propylene glycol, diethylene glycol, diglycerin, triethylene glycol, tetraethylene glycol, trimethylolpropane, and the like.
- the PVA film can contain one or more of these plasticizers. Among these, glycerin is preferable from the viewpoint of further improving the stretchability of the PVA film.
- the content of the plasticizer in the PVA film is preferably 3 to 20 parts by mass, more preferably 5 to 17 parts by mass, and still more preferably 7 to 14 parts by mass with respect to 100 parts by mass of PVA. .
- the stretchability of the PVA film is further improved.
- the content of the plasticizer in the PVA film is 20 parts by mass or less with respect to 100 parts by mass of PVA, the plasticizer bleeds out on the surface of the PVA film and the handling property of the PVA film is reduced. be able to.
- a surfactant in the film-forming stock solution.
- a surfactant may be contained in the obtained PVA film.
- the type of the surfactant is not particularly limited, but anionic surfactants and nonionic surfactants are preferable, and nonionic surfactants are more preferable from the viewpoint of easily peeling the PVA film from a metal roll or belt. These surfactants can be used alone or in combination of two or more.
- anionic surfactant for example, a carboxylic acid type such as potassium laurate; a sulfate ester type such as octyl sulfate; a sulfonic acid type such as dodecylbenzene sulfonate is suitable.
- Nonionic surfactants include, for example, alkyl ether types such as polyoxyethylene oleyl ether; alkylphenyl ether types such as polyoxyethylene octylphenyl ether; alkyl ester types such as polyoxyethylene laurate; polyoxyethylene laurylamino Alkylamine type such as ether; alkylamide type such as polyoxyethylene lauric acid amide; polypropylene glycol ether type such as polyoxyethylene polyoxypropylene ether; alkanolamide type such as lauric acid diethanolamide and oleic acid diethanolamide; polyoxy An allyl phenyl ether type such as alkylene allyl phenyl ether is preferred.
- the content of the surfactant in the membrane forming stock solution is preferably 0.01 to 0.5 parts by mass, more preferably 0.02 to 0.3 parts by mass with respect to 100 parts by mass of PVA.
- the content of the surfactant is 0.01 parts by mass or more, the film forming property and the peelability can be improved.
- the content of the surfactant is 0.5 parts by mass or less, it is possible to suppress the surfactant from bleeding out on the surface of the PVA film, causing blocking, thereby reducing the handleability.
- the content of the surfactant in the PVA film is preferably in the range described above as the content of the surfactant in the film forming stock solution.
- the PVA film may be composed only of PVA, or may be composed only of PVA and a plasticizer and / or a surfactant. Moreover, you may contain other components other than PVA, a plasticizer, and surfactant, such as antioxidant, an antifreezing agent, a pH adjuster, a masking agent, a coloring inhibitor, and an oil agent as needed.
- the method for producing the PVA film is not particularly limited, but a cast film forming method, an extrusion film forming method, a wet film forming method, a gel film forming method, etc. are preferable from the viewpoint that a film having a uniform thickness and width is obtained. And the extrusion film forming method are more preferable. Among these film forming methods, the extrusion film forming method is particularly preferable because a PVA film having a uniform thickness and width and good physical properties can be obtained. These film forming methods may be used alone or in combination of two or more.
- a film-forming stock solution used for the production of PVA film As a film-forming stock solution used for the production of PVA film, PVA, a film-forming stock solution in which a plasticizer, a surfactant and other components are dissolved in a liquid medium, or PVA, if necessary, a plasticizer, surface-active It can be produced using a film-forming stock solution containing an agent, other components, and a liquid medium and in which PVA is melted. It is preferable that each component in the film-forming stock solution is uniformly mixed.
- liquid medium used for the film-forming stock solution examples include water, dimethyl sulfoxide, dimethylformamide, dimethylacetamide, N-methylpyrrolidone, ethylene glycol, glycerin, propylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, and trimethylol.
- Propane, ethylenediamine, and diethylenetriamine can be mentioned, and one or more of these can be used.
- water is preferable from the viewpoint of low environmental load and recoverability.
- the volatile fraction of the film-forming stock solution (the content ratio of volatile components such as a liquid medium removed by volatilization or evaporation during film-forming in the film-forming stock solution) varies depending on the film-forming method, film-forming conditions, etc., but 50 to 95 % By mass is preferable, 55 to 90% by mass is more preferable, and 60 to 85% by mass is still more preferable.
- the volatile fraction of the film-forming stock solution is 50% by mass or more, the viscosity of the film-forming stock solution does not become too high, and filtration and defoaming are smoothly performed during preparation of the film-forming stock solution, and there are few foreign matters and defects. Film production is facilitated.
- the volatile fraction of the film-forming stock solution is 95% by mass or less, the concentration of the film-forming stock solution does not become too low, and the production of an industrial PVA film becomes easy.
- the PVA film obtained by film formation can be dried or heat-treated as necessary.
- the shape of the PVA film is not particularly limited, but is preferably a long PVA film because the polarizing film can be continuously produced with high productivity.
- the length of the PVA film is not particularly limited, and can be set as appropriate according to the application of the polarizing film to be produced. For example, the length can be 5 to 20,000 m.
- variety of the said PVA film is not specifically limited, Since the wide polarizing film is calculated
- the width is preferably 7 m or less.
- the dry thickness B of the PVA film needs to be 0.001 mm or more and 0.045 mm or less.
- the thing thinner than the PVA film conventionally used is used as a raw material of a polarizing film, it was easy to generate
- the end portion is prevented from being folded, so that it is difficult to break during stretching or drying, and is high. Since the film can be stretched at a stretch ratio, a polarizing film having excellent polarization performance can be easily produced.
- the dry thickness B of the PVA film is preferably 0.035 mm or less.
- the minimum of the thickness of a PVA film is not specifically limited, Since a polarizing film can be manufactured still more easily, it is preferable that it is 0.003 mm or more. Further, the PVA film may be a single layer or a laminate in which a PVA layer and other layers are laminated, but it is a single layer because the effects of the present invention are more remarkably exhibited. It is preferable. In the case of a laminate, the thickness of the PVA layer is preferably in the above range.
- a polarizing film is produced by subjecting the raw material PVA film thus obtained to at least a swelling process, a dyeing process, and a stretching process. At this time, it is preferable to perform a crosslinking process or a fixing process on the PVA film.
- these steps will be specifically described.
- the swelling process which performs the swelling process of a PVA film can be performed by immersing a PVA film in water.
- a swelling process is first given to the raw material PVA film.
- the temperature of water when swelling the PVA film is preferably 20 to 40 ° C., more preferably 22 to 38 ° C., and further preferably 25 to 35 ° C.
- the time for immersion in water is preferably 0.5 to 5 minutes, and more preferably 1 to 3 minutes.
- the water at the time of immersing in water is not limited to pure water, The aqueous solution in which various components melt
- the dyeing process for dyeing the PVA film can be performed by immersing the PVA film in an aqueous solution containing a dichroic dye.
- concentration of the dichroic dye in the aqueous solution can be appropriately set according to the type of the dichroic dye, and can be, for example, in the range of 0.001 to 1% by mass.
- an iodine-potassium iodide aqueous solution an aqueous solution containing iodine (I 2 ) and potassium iodide (KI)
- the iodine dye can be efficiently adsorbed on the PVA film.
- the concentration of iodine (I 2 ) in the aqueous solution is preferably 0.01 to 1.0% by mass, and the concentration of potassium iodide (KI) is preferably 0.01 to 10% by mass.
- the temperature of the aqueous solution containing the dichroic dye during the dyeing treatment is preferably 20 to 50 ° C, more preferably 25 to 40 ° C, from the viewpoint that the dichroic dye can be efficiently adsorbed to the PVA film.
- the time for immersing the PVA film in the aqueous solution is preferably 0.1 to 10 minutes, and more preferably 0.2 to 5 minutes.
- dichroic dye examples include iodine based dye (I 3 - and I 5 -, etc.), and the like dichroic organic dyes.
- the iodine dye can be obtained, for example, by bringing iodine (I 2 ) into contact with potassium iodide.
- dichroic organic dye examples include direct black 17, 19, 154; direct brown 44, 106, 195, 210, 223; direct red 2, 23, 28, 31, 37, 39, 79, 81, 240, 242, 247; Direct Blue 1, 15, 22, 78, 90, 98, 151, 168, 202, 236, 249, 270; Direct Violet 9, 12, 51, 98; Direct Green 1, 85; Direct Yellow 8, 12, 44, 86, 87; Direct Orange 26, 39, 106, 107 and the like.
- dichroic dyes iodine-based dyes are preferable from the viewpoints of handleability, availability, and polarization performance.
- the dichroic dye may either be two or more kinds even in one, for example, I 3 - may be a balanced mixture as - and I 5.
- the crosslinking step for crosslinking the PVA film can be performed by immersing the PVA film in an aqueous solution containing a crosslinking agent.
- a crosslinked structure By introducing a crosslinked structure into the PVA film, it is possible to effectively prevent the PVA in the film from eluting into water even when wet stretching is performed at a relatively high temperature.
- the crosslinking step is preferably performed after the dyeing step.
- the cross-linking agent one or more boron compounds such as boric acid such as boric acid and borax can be used.
- the concentration of the crosslinking agent in the aqueous solution is preferably 1 to 15% by mass, more preferably 2 to 7% by mass.
- the aqueous solution containing a crosslinking agent may contain an auxiliary agent such as potassium iodide.
- the temperature of the aqueous solution during the crosslinking treatment is preferably 20 to 50 ° C, more preferably 25 to 40 ° C.
- the PVA film may be stretched during or between the above-described processes. By performing such stretching (pre-stretching), wrinkles can be prevented from entering the PVA film.
- the total stretching ratio of the pre-stretching is 4 times or less based on the original length of the raw PVA film before stretching from the viewpoint of the polarizing performance of the obtained polarizing film. It is preferably 1.5 to 3.5 times.
- the draw ratio in the swelling step is preferably 1.1 to 3 times, more preferably 1.2 to 2.5 times, and still more preferably 1.4 to 2.3 times.
- the draw ratio in the dyeing step is preferably 2 times or less, more preferably 1.8 times or less, and still more preferably 1.1 to 1.5 times.
- the draw ratio in the crosslinking step is preferably 2 times or less, more preferably 1.5 times or less, and further preferably 1.05 to 1.3 times.
- the stretching method is not particularly limited, and may be performed by either a wet stretching method or a dry stretching method.
- the wet stretching method it can be carried out in an aqueous solution containing one or two or more of boron compounds such as boric acid such as boric acid and borax, or in an aqueous solution containing the dichroic dye described above. It can also be performed in an aqueous solution used in the fixing treatment described below.
- the PVA film may be stretched at room temperature, or the PVA film may be stretched while applying heat. Moreover, you may extend
- the wet stretching method is preferable from the viewpoint of the uniformity of the thickness in the width direction of the obtained polarizing film.
- a method of stretching in an aqueous boric acid solution is preferable.
- the concentration of boric acid in the aqueous solution is preferably 0.5 to 6.0% by mass, more preferably 1.0 to 5.0% by mass, and still more preferably 1.5 to 4.0% by mass.
- the aqueous solution containing the boron compound may contain potassium iodide, and its concentration is preferably in the range of 0.01 to 10% by mass.
- the temperature at which the PVA film is stretched in the stretching step is preferably 30 to 90 ° C, more preferably 40 to 80 ° C, and still more preferably 50 to 70 ° C.
- the stretching ratio in the stretching step is preferably 1.2 times or more, more preferably 1.5 times or more, and more preferably 2 times or more because a polarizing film having more excellent polarizing performance can be obtained. More preferably it is.
- the total draw ratio including the above-described draw ratio of the pre-stretch (the ratio obtained by multiplying the stretch ratio in each step) is 5.5 times or more based on the original length of the raw PVA film before stretching. It is preferably 5.7 times or more, more preferably 5.8 times or more, and particularly preferably 5.9 times or more. By setting the total draw ratio within the above range, a polarizing film having better polarizing performance can be obtained.
- the upper limit of the total draw ratio is not particularly limited, but is preferably 8 times or less.
- the PVA film is preferably uniaxially stretched from the viewpoint of the performance of the obtained polarizing film.
- the direction of uniaxial stretching is not particularly limited, and uniaxial stretching or transverse uniaxial stretching in the length direction of a long PVA film can be employed.
- the uniaxial stretching to a length direction is preferable from the point from which the polarizing film which is excellent by polarizing performance is obtained.
- Uniaxial stretching in the length direction can be performed by changing the peripheral speed between the rolls using a stretching apparatus including a plurality of rolls parallel to each other.
- lateral uniaxial stretching can be performed using a tenter type stretching machine.
- the fixing treatment in the fixing treatment step is mainly performed to strengthen the adsorption of the dichroic dye to the stretched PVA film.
- Fixing treatment can be performed by immersing the stretched PVA film in a fixing treatment solution.
- a fixing treatment liquid an aqueous solution containing one or more boron compounds such as boric acid such as boric acid and borax can be used.
- the concentration of the boron compound in the aqueous solution is generally preferably 2 to 15% by mass and more preferably 3 to 10% by mass.
- the temperature of the fixing treatment solution is preferably 15 to 60 ° C, more preferably 20 to 40 ° C.
- the PVA film in at least one of the above-described swelling process, dyeing process and stretching process, the PVA film is immersed in water and then taken out from the water and adhered to both ends from both sides of the PVA film. Need to be removed. And when taking out the said PVA film from water and removing the water adhering to the said PVA film, it is necessary to make the distance A from the position where the said PVA film comes out of water to the position where water is removed be 28 mm or less. is there.
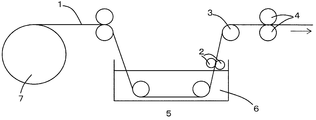
- FIG. 1 is a schematic diagram illustrating an example of the swelling step 5.
- FIG. 2 is a schematic view showing a distance A from a position 8 where the PVA film 1 comes out of the water 6 to a position 9 where water is removed in the manufacturing method of the present invention.
- the PVA film 1 is usually immersed in water 6 so that the swelling process is performed on the PVA film 1.
- the said PVA film 1 is taken out from the water 6, and the water adhering to the width direction both ends is removed from both surfaces of the said PVA film 1.
- FIG. By removing water from both sides of the PVA film 1, the occurrence of folding at the end of the PVA film 1 is suppressed.
- a method for removing water adhering to the PVA film 1 As a method for removing water adhering to the PVA film 1, a method of removing water adhering to both ends of the PVA film 1 by nipping the PVA film 1 with a pair of rolls 2 is preferable.
- the outer diameter of the roll 2 used in the present invention (the maximum diameter when the diameter changes in the axial direction) is preferably 10 cm or less, and is preferably 8 cm or less from the viewpoint of easily reducing the distance A. Is more preferable, and it is still more preferable that it is 6 cm or less.
- the lower limit of the outer diameter of the roll 2 is not particularly limited, but is usually 1 cm or more.
- the later-described sponge roll 2 is used as the roll 2, the water absorption amount of the sponge roll 2 may be insufficient if the outer diameter is less than 1 cm. A part or all of the roll 2 may be immersed in the water 6.
- the roll 2 When the roll 2 nips the PVA film 1, the water removed from the PVA film 1 and the water absorbed by the roll 2 are squeezed out in the direction opposite to the flow direction of the PVA film 1 and discharged into the water 6. The Therefore, even if the roll 2 is immersed in the water 6, the water adhering to the PVA film 1 can be removed without any problem. From the viewpoint of further improving the water removal efficiency, it is preferable that the roll 2 is not immersed in water.
- the roll 2 may be either a non-rotating type or a rotating type, but reduces disturbance such as scratches in the polarizing film from which the friction between the PVA film 1 and the roll 2 is reduced.
- the latter is preferable because it can be produced.
- the roll 2 is preferably a sponge roll, a rubber roll or the like, and more preferably a sponge roll.
- the sponge used as the outer layer of the sponge roll is not particularly limited, and examples thereof include polyurethane sponge, PVA sponge, polyvinyl chloride sponge, etc. Among them, polyurethane sponge is preferable.
- the water retention rate obtained by the following formula of the sponge roll 2 is not particularly limited, but is preferably 50% or more, and preferably 67% or more from the point that the period during which continuous water removal can be performed is further extended. More preferably, it is more preferably 75% or more.
- the water retention rate of the sponge roll is 95% or less. Preferably, it is 92% or less, more preferably 90% or less.
- the water retention rate is an index of the water absorption performance of the sponge roll.
- the water retention rate can be obtained from the sponge mass a before water absorption and the sponge mass b after water absorption by using the sponge piece obtained by cutting a part of the sponge portion of the sponge roll 2 using the following equation.
- the sponge mass b after water absorption is obtained by immersing the sponge piece before water absorption in water at 23 ° C. for 24 hours, taking it out using tweezers, and measuring the sponge mass after water is dropped or dropped for 1 minute. It is done.
- Water retention rate (%) 100 ⁇ (ba) / b
- a represents the sponge mass (g) before water absorption
- b represents the sponge mass (g) after water absorption.
- a and b are masses excluding the mass of the cored bar portion of the sponge roll.
- the pressure when nipping with the pair of rolls 2 is not particularly limited. However, when the nip pressure is too low, water attached to the PVA film 1 may not be sufficiently removed.
- the nip pressure is preferably 1 kgf / cm or more, more preferably 3 kgf / cm or more, and further preferably 5 kgf / cm or more.
- the upper limit of the nip pressure is not particularly limited, but the nip pressure is preferably 15 kgf / cm or less from the viewpoint of reducing disturbance such as scratches in the polarizing film.
- the compression ratio [a / (b1 + b2)] of the roll 2 calculated from the distance a (cm) between the rotation axes of the pair of rolls 2 and the radii b1 (cm) and b2 (cm) of each roll is expressed by the following formula ( It is preferable to satisfy 2).
- the pair of rolls 2 come into contact with each other and are compressed.
- the compression ratio [a / (b1 + b2)] is more preferably 0.95 or less, and even more preferably 0.90 or less.
- the compression ratio [a / (b1 + b2)] is more preferably 0.3 or more, and further preferably 0.5 or more.
- the radii b1 and b2 of each roll are half of the roll outer diameter.
- the radii b1 and b2 when the roll 2 has a metal core are values including the metal core part. 0.1 ⁇ a / (b1 + b2) ⁇ 0.97 (2)
- the width of each end of the PVA film 1 from which water is removed is preferably 1 cm or more from the end toward the center. More preferably, it is more preferably 5 cm or more.
- variety of each edge part of the said PVA film 1 which removes water is 1/100 or more with respect to the width
- the distance A from the position 8 where the PVA film 1 comes out of the water 6 to the position 9 where water is removed from the PVA film 1 is 28 mm. It is necessary to do the following. Between the position 8 where the PVA film 1 comes out of the water and the position 9 where the water is removed, the PVA film 1 with water adhering to the end is conveyed alone. The present inventors have found that folding occurs in a short time when the PVA film 1 having water attached to the end is conveyed alone. When the distance A exceeds 28 mm, the occurrence of folding at the end of the PVA film 1 increases rapidly. As shown in FIGS. 2 and 3, when water is removed by niping the PVA film 1 with the roll 2, the position where the PVA film 1 first contacts one of the pair of rolls 2 is set to PVA. The position 9 is where water is removed from the film 1.
- the distance A is preferably 25 mm or less, more preferably 20 mm or less, and further preferably 15 mm or less.
- the distance A may be 0 mm.
- the distance A is 0 mm. Since the amount of water accompanying the surface of the PVA film decreases as the distance A becomes longer, the water on the surface of the PVA film 1 is more efficiently removed, and the occurrence of folding at the end in the width direction of the PVA film 1 is more effective.
- the distance A is preferably 1 mm or more, more preferably 3 mm or more, and still more preferably 5 mm or more from the viewpoint of being able to suppress it.
- the dry thickness B (mm) of the raw PVA film 1 and the distance A (mm) satisfy the following formula (1). Thereby, even if it is the very thin PVA film 1, generation
- the PVA film 1 is taken out from the water 6 to remove water adhering to both ends from both sides of the PVA film 1 and from the position where the PVA film 1 comes out of the water 6 to the position where the water is removed. It is a great feature of the present invention that the distance A is within a predetermined range.
- the distance A is within a predetermined range.
- guide rolls and nip rolls have been used for the purpose of transporting and holding PVA films, but they can be used to prevent end folding, It was not placed near the water surface.
- Patent Document 3 As a method for preventing folding of the end portion of the thin PVA film, there is known a method (Patent Document 3) of performing a process of widening both end portions in the width direction of the PVA film after removing the liquid on one side of the PVA film.
- Patent Document 3 the breakage of the PVA film due to folding of the end portion may occur, and improvement is necessary.
- the end of the PVA film 1 is bent immediately after the PVA film 1 is taken out of the water 6, and the PVA film 1 When water was removed only from one side, it was found that the end portion was bent due to the surface tension of the water remaining on the other side.
- a polarizing film is produced by subjecting at least the swelling step, the dyeing step and the stretching step to a raw material PVA film.
- the PVA film is further subjected to the crosslinking step or the fixing treatment step, and more preferably the crosslinking step and the fixing treatment step.
- the crosslinking step and the stretching step can be performed in one treatment bath.
- the breakage of the PVA film is particularly likely to occur during stretching. Therefore, after the PVA film is immersed in water before the stretching process, the PVA film is taken out from the water and attached to both ends of the PVA film. By removing the water that has been removed using the method described above, breakage of the PVA film is further suppressed.
- the step performed before the stretching step include the swelling step and the dyeing step. In at least one of these, it is preferable to remove water adhering to both ends of the PVA film. It is more preferable to remove water adhering to both ends of the film.
- examples of the step performed before the stretching step include the swelling step, the dyeing step, and the crosslinking step.
- the PVA It is preferable to remove water attached to both ends of the film, and in the swelling step and the dyeing step, it is more preferable to remove water attached to both ends of the PVA film, and the swelling step, the dyeing step and the above In the crosslinking step, it is more preferable to remove water adhering to both ends of the PVA film.
- water attached to both ends of the PVA film is removed in the stretching step or a subsequent step (for example, the fixing treatment step). Is preferred.
- the swelling step, the dyeing step, the crosslinking step and the stretching step are performed in this order on the PVA film, and the swelling step, the dyeing step and the crosslinking step are performed.
- a method of taking out the water and removing the water adhering to both ends of the PVA film using the method described above can be mentioned.
- it is preferable to remove water attached to the PVA film in the swelling step and the dyeing step and it is more preferable to remove water attached to the PVA film in the swelling step, the dyeing step, and the crosslinking step.
- a polarizing film can be usually produced by drying the PVA film after subjecting the PVA film to the stretching step and, if necessary, a fixing treatment step.
- the drying temperature is not particularly limited, but is preferably 30 to 150 ° C, more preferably 50 to 130 ° C. By performing drying at such a temperature, the dimensional stability of the polarizing film is improved.
- the polarizing film obtained as described above is used as a polarizing plate by attaching an optically transparent protective film having mechanical strength to at least one surface of the polarizing film.
- a cellulose triacetate (TAC) film, an acetic acid / cellulose butyrate (CAB) film, an acrylic film, a polyester film, or the like can be used.
- the bonding surface of the polarizing film and the protective film may be subjected to surface treatment such as saponification treatment, corona treatment, plasma treatment, ultraviolet irradiation, primer treatment, etc. Good.
- a PVA adhesive, a urethane adhesive, an ultraviolet curable adhesive, or the like is used as an adhesive for bonding the polarizing film and the protective film.
- the total draw ratio is gradually increased by 0.1 times by adjusting the draw ratio in the drawing step, and the total draw ratio when the film breaks The total draw ratio set immediately before was set as a draw ratio at which continuous operation was possible.
- Example 1 100 parts by mass of a long PVA film 1 [PVA (saponification product of vinyl acetate homopolymer having a polymerization degree of 2,400, a saponification degree of 99.9 mol%) having a thickness of 0.030 mm when dried and a width of 65 cm , 12 parts by mass of glycerin and 0.03 parts by mass of surfactant] are continuously unwound from the film roll 7 and continuously provided in this order to the swelling process 5, the dyeing process 10 and the crosslinking process 11. did.
- FIG. 3 is a schematic view showing that the PVA film 1 is continuously unwound from the film roll 7 and subjected to the swelling process 5, the dyeing process 10 and the crosslinking process 11.
- the PVA film 1 was immersed in distilled water (temperature: 30 ° C.) for 1 minute, and uniaxially stretched in the length direction at a stretching ratio of 2.0 times. Further, as the dyeing step 10, the PVA film 1 is immersed in an aqueous solution containing iodine pigment (iodine concentration: 0.05 mass%, potassium iodide concentration: 1.2 mass%, temperature: 30 ° C.) for 2 minutes. In the meantime, the film was uniaxially stretched in the length direction at a draw ratio of 1.2.
- iodine pigment iodine concentration: 0.05 mass%, potassium iodide concentration: 1.2 mass%, temperature: 30 ° C.
- the PVA film 1 is immersed in an aqueous boric acid solution (boric acid concentration: 2.6% by mass, temperature: 30 ° C.) for 2 minutes, and uniaxial with a draw ratio of 1.1 times in the length direction. Stretched.
- aqueous boric acid solution boric acid concentration: 2.6% by mass, temperature: 30 ° C.
- a pair of sponge rolls 2 (AC sponge U manufactured by AC Chemical Co., Ltd .; urethane sponge, A water retention rate of 78%, a roll outer diameter of 50 mm, a core metal outer diameter of 10 mm, a roll width of 80 cm, a distance between rotation axes of 44 mm, and a compression ratio of 88%) were installed.
- the position of the sponge roll 2 is such that the rotation axis of each sponge roll 2 is parallel to the width direction of the PVA film 1 and the plane including the rotation axis of each sponge roll 2 is perpendicular to the PVA film 1. Adjusted.
- the PVA film 1 which came out of water was nipped over the whole width direction, and the water adhering to the said PVA film 1 was removed.
- the distance between the position 8 where the PVA film 1 comes out of the water 6 and the position 9 where water is removed from the PVA film. A was 20 mm.
- the position where the PVA film 1 first contacts one of the two sponge rolls 2 is a position 9 where water is removed from the PVA film.
- the guide roll 3 (the roll that contacts the entire width direction of the PVA film 1)
- the pair of take-up rolls 4 (the PVA film)
- the guide roll 3 and the take-up roll 4 were installed downstream of the sponge roll 2 so as to come into contact with the roll 1 in the entire width direction of 1.
- the polarizing film was manufactured by successively performing the stretching step, the fixing treatment step, and the drying step in this order following the crosslinking step 11 described above.
- the stretching step the PVA film 1 is uniaxially with a stretching ratio of 1.9 times in the length direction in a boric acid aqueous solution (boric acid concentration: 2.8 mass%, potassium iodide concentration: 5 mass%, temperature: 57 ° C.). This was carried out by stretching (the total stretching ratio including the stretching ratio of the previous stretching was 5.0 times).
- the fixing treatment step is performed by immersing the stretched PVA film 1 in a boric acid aqueous solution (boric acid concentration: 2.6 mass%, potassium iodide concentration: 5 mass%, temperature: 22 ° C.) for 2 minutes. It was. Furthermore, the drying process was performed by drying the stretched PVA film 1 at 60 ° C. for 1 minute to obtain a polarizing film.
- boric acid aqueous solution boric acid concentration: 2.6 mass%, potassium iodide concentration: 5 mass%, temperature: 22 ° C.
- Examples 2 to 5 and Comparative Example 3 A polarizing film was produced in the same manner as in Example 1 except that the thickness and distance A of the PVA film 1 were changed as shown in Table 1.
- Example 6 A polarizing film was produced in the same manner as in Example 3 except that, in the crosslinking step 11, the pair of sponge rolls 2 was not installed and the water adhered to the PVA film 1 was not removed.
- Table 1 summarizes the manufacturing conditions and evaluation results of Examples 1 to 6, Comparative Examples 1 to 3, and Reference Example.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Polarising Elements (AREA)
- Liquid Crystal (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
L'invention concerne un procédé de production d'un film polarisant, dans lequel un film d'alcool polyvinylique est au moins soumis à une étape de gonflement, une étape de coloration et une étape d'étirement, dans laquelle: on produit un film étiré à l'aide, en tant que matière première, d'un film de PVA ayant une épaisseur de film sec B de 0,001 à 0,045 mm; dans au moins l'une des étapes mentionnées ci-dessus, une fois que le film de PVA a été immergé dans l'eau et lorsque le film est retiré de l'eau pour éliminer l'eau fixée des deux surfaces aux deux extrémités du film, une distance A entre une position dans laquelle le film est retiré de l'eau et une position dans laquelle l'eau est retirée est fixée à 28 mm ou moins. Le procédé de production selon la présente invention permet une production facile d'un film polarisant ayant d'excellentes performances de polarisation, et est moins susceptible de provoquer une rupture dans un film pendant l'étirement ou le séchage même lorsqu'un film mince de PVA est utilisé.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018528840A JPWO2018016542A1 (ja) | 2016-07-20 | 2017-07-19 | 偏光フィルムの製造方法 |
| JP2021164707A JP2022008895A (ja) | 2016-07-20 | 2021-10-06 | 偏光フィルムの製造方法 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-142704 | 2016-07-20 | ||
| JP2016142704 | 2016-07-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018016542A1 true WO2018016542A1 (fr) | 2018-01-25 |
Family
ID=60992578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/026159 WO2018016542A1 (fr) | 2016-07-20 | 2017-07-19 | Procédé de production de film de polarisation |
Country Status (3)
| Country | Link |
|---|---|
| JP (2) | JPWO2018016542A1 (fr) |
| TW (1) | TWI790207B (fr) |
| WO (1) | WO2018016542A1 (fr) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110361804A (zh) * | 2018-04-09 | 2019-10-22 | 日东电工株式会社 | 偏振片的制造方法 |
| JP2021189387A (ja) * | 2020-06-04 | 2021-12-13 | 住友化学株式会社 | 偏光フィルムの製造方法 |
| WO2024004974A1 (fr) * | 2022-06-28 | 2024-01-04 | 株式会社クラレ | Plaque de polarisation, corps thermoformé et procédé de fabrication de corps thermoformé |
| JP7489867B2 (ja) | 2020-08-26 | 2024-05-24 | 住友化学株式会社 | 偏光フィルムの製造方法及び偏光フィルムの製造装置 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004109698A (ja) * | 2002-09-19 | 2004-04-08 | Fuji Photo Film Co Ltd | 光学用ポリマーフィルムの延伸方法及び装置 |
| JP2013033154A (ja) * | 2011-08-02 | 2013-02-14 | Nitto Denko Corp | 処理フィルムの製造方法及びその製造装置 |
| JP2015102615A (ja) * | 2013-11-22 | 2015-06-04 | 住友化学株式会社 | 偏光フィルムの製造方法 |
| JP2016126021A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社クラレ | 偏光フィルムの製造方法 |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6666063B2 (ja) * | 2014-07-15 | 2020-03-13 | 住友化学株式会社 | 偏光フィルムの製造方法 |
-
2017
- 2017-07-17 TW TW106123821A patent/TWI790207B/zh active
- 2017-07-19 WO PCT/JP2017/026159 patent/WO2018016542A1/fr active Application Filing
- 2017-07-19 JP JP2018528840A patent/JPWO2018016542A1/ja active Pending
-
2021
- 2021-10-06 JP JP2021164707A patent/JP2022008895A/ja active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004109698A (ja) * | 2002-09-19 | 2004-04-08 | Fuji Photo Film Co Ltd | 光学用ポリマーフィルムの延伸方法及び装置 |
| JP2013033154A (ja) * | 2011-08-02 | 2013-02-14 | Nitto Denko Corp | 処理フィルムの製造方法及びその製造装置 |
| JP2015102615A (ja) * | 2013-11-22 | 2015-06-04 | 住友化学株式会社 | 偏光フィルムの製造方法 |
| JP2016126021A (ja) * | 2014-12-26 | 2016-07-11 | 株式会社クラレ | 偏光フィルムの製造方法 |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110361804A (zh) * | 2018-04-09 | 2019-10-22 | 日东电工株式会社 | 偏振片的制造方法 |
| CN110361804B (zh) * | 2018-04-09 | 2022-11-04 | 日东电工株式会社 | 偏振片的制造方法 |
| JP2021189387A (ja) * | 2020-06-04 | 2021-12-13 | 住友化学株式会社 | 偏光フィルムの製造方法 |
| JP7489867B2 (ja) | 2020-08-26 | 2024-05-24 | 住友化学株式会社 | 偏光フィルムの製造方法及び偏光フィルムの製造装置 |
| WO2024004974A1 (fr) * | 2022-06-28 | 2024-01-04 | 株式会社クラレ | Plaque de polarisation, corps thermoformé et procédé de fabrication de corps thermoformé |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022008895A (ja) | 2022-01-14 |
| JPWO2018016542A1 (ja) | 2019-05-09 |
| TW201819151A (zh) | 2018-06-01 |
| TWI790207B (zh) | 2023-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102163144B1 (ko) | 폴리비닐알코올계 중합체 필름 및 그 제조 방법 | |
| JP2022008895A (ja) | 偏光フィルムの製造方法 | |
| KR102595403B1 (ko) | 편광 필름, 편광판, 및 그들의 제조 방법 | |
| WO2014024712A1 (fr) | Objet en couches, film polarisant, et procédé de production d'un film polarisant | |
| JP2018135426A (ja) | ポリビニルアルコールフィルム及びその製造方法、並びにそれを用いた偏光フィルム | |
| JP7199343B2 (ja) | 偏光フィルム、偏光板、及びそれらの製造方法 | |
| WO2016093259A1 (fr) | Film polymère à base d'alcool polyvinylique, et procédé de fabrication de celui-ci | |
| WO2015104966A1 (fr) | Film brut pour la fabrication de films optiques | |
| JP6667989B2 (ja) | 偏光フィルムの製造方法 | |
| WO2015129538A1 (fr) | Film à base d'alcool polyvinylique et son procédé de fabrication | |
| WO2022145489A1 (fr) | Film d'alcool polyvinylique, film polarisant l'utilisant et plaque de polarisation | |
| TW202233740A (zh) | 聚乙烯醇薄膜及使用其之偏光薄膜 | |
| CN105745563B (zh) | 偏振膜的制造方法 | |
| JP6444732B2 (ja) | 積層フィルム | |
| JP2004020629A (ja) | 偏光フィルムの製造法 | |
| WO2016167238A1 (fr) | Film de polyalcool de vinyle | |
| WO2022113958A1 (fr) | Procédé de production de film polarisant et film polarisant | |
| JP6534305B2 (ja) | ポリビニルアルコールフィルムの光学斑の評価方法 | |
| JP2004017321A (ja) | 偏光フィルムの製造法 | |
| JP5956276B2 (ja) | 偏光フィルムの製造方法 | |
| JP6571955B2 (ja) | ポリビニルアルコールフィルム | |
| JP2013164526A (ja) | ポリビニルアルコールフィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17831058 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018528840 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17831058 Country of ref document: EP Kind code of ref document: A1 |