WO2018016542A1 - Method for producing polarizing film - Google Patents
Method for producing polarizing film Download PDFInfo
- Publication number
- WO2018016542A1 WO2018016542A1 PCT/JP2017/026159 JP2017026159W WO2018016542A1 WO 2018016542 A1 WO2018016542 A1 WO 2018016542A1 JP 2017026159 W JP2017026159 W JP 2017026159W WO 2018016542 A1 WO2018016542 A1 WO 2018016542A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- film
- water
- pva film
- pva
- stretching
- Prior art date
Links
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 54
- 239000004372 Polyvinyl alcohol Substances 0.000 claims abstract description 265
- 229920002451 polyvinyl alcohol Polymers 0.000 claims abstract description 265
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims abstract description 153
- 230000008961 swelling Effects 0.000 claims abstract description 39
- 238000004043 dyeing Methods 0.000 claims abstract description 34
- 238000000034 method Methods 0.000 claims description 113
- 238000004132 cross linking Methods 0.000 claims description 34
- 238000011282 treatment Methods 0.000 claims description 20
- 239000002994 raw material Substances 0.000 claims description 11
- 206010016807 Fluid retention Diseases 0.000 claims description 8
- 238000001035 drying Methods 0.000 abstract description 17
- 230000010287 polarization Effects 0.000 abstract description 10
- 238000007654 immersion Methods 0.000 abstract description 2
- 239000007858 starting material Substances 0.000 abstract 1
- NLKNQRATVPKPDG-UHFFFAOYSA-M potassium iodide Chemical compound [K+].[I-] NLKNQRATVPKPDG-UHFFFAOYSA-M 0.000 description 26
- 239000007864 aqueous solution Substances 0.000 description 23
- 239000000975 dye Substances 0.000 description 22
- -1 vinyloxycarbonyl group Chemical group 0.000 description 18
- 239000011550 stock solution Substances 0.000 description 17
- 239000004094 surface-active agent Substances 0.000 description 15
- KGBXLFKZBHKPEV-UHFFFAOYSA-N boric acid Chemical compound OB(O)O KGBXLFKZBHKPEV-UHFFFAOYSA-N 0.000 description 14
- 239000004327 boric acid Substances 0.000 description 14
- 239000004014 plasticizer Substances 0.000 description 12
- ZCYVEMRRCGMTRW-UHFFFAOYSA-N 7553-56-2 Chemical compound [I] ZCYVEMRRCGMTRW-UHFFFAOYSA-N 0.000 description 10
- 229910052740 iodine Inorganic materials 0.000 description 10
- 239000011630 iodine Substances 0.000 description 10
- 238000002834 transmittance Methods 0.000 description 10
- 229920001290 polyvinyl ester Polymers 0.000 description 9
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 8
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 8
- 238000010521 absorption reaction Methods 0.000 description 8
- 230000000052 comparative effect Effects 0.000 description 8
- 239000010410 layer Substances 0.000 description 8
- 239000007788 liquid Substances 0.000 description 8
- 239000000178 monomer Substances 0.000 description 8
- MTHSVFCYNBDYFN-UHFFFAOYSA-N diethylene glycol Chemical compound OCCOCCO MTHSVFCYNBDYFN-UHFFFAOYSA-N 0.000 description 7
- 238000006116 polymerization reaction Methods 0.000 description 7
- 238000007127 saponification reaction Methods 0.000 description 7
- 229920001567 vinyl ester resin Polymers 0.000 description 7
- LYCAIKOWRPUZTN-UHFFFAOYSA-N Ethylene glycol Chemical compound OCCO LYCAIKOWRPUZTN-UHFFFAOYSA-N 0.000 description 6
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 6
- 239000000853 adhesive Substances 0.000 description 6
- 230000001070 adhesive effect Effects 0.000 description 6
- 230000001681 protective effect Effects 0.000 description 6
- 150000003839 salts Chemical class 0.000 description 6
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 6
- HRPVXLWXLXDGHG-UHFFFAOYSA-N Acrylamide Chemical compound NC(=O)C=C HRPVXLWXLXDGHG-UHFFFAOYSA-N 0.000 description 5
- 150000001639 boron compounds Chemical class 0.000 description 5
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 5
- 239000004973 liquid crystal related substance Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 5
- 239000002184 metal Substances 0.000 description 5
- 239000003795 chemical substances by application Substances 0.000 description 4
- 230000006835 compression Effects 0.000 description 4
- 238000007906 compression Methods 0.000 description 4
- 239000003431 cross linking reagent Substances 0.000 description 4
- 235000011187 glycerol Nutrition 0.000 description 4
- 239000000243 solution Substances 0.000 description 4
- QTBSBXVTEAMEQO-UHFFFAOYSA-N Acetic acid Chemical compound CC(O)=O QTBSBXVTEAMEQO-UHFFFAOYSA-N 0.000 description 3
- IMROMDMJAWUWLK-UHFFFAOYSA-N Ethenol Chemical group OC=C IMROMDMJAWUWLK-UHFFFAOYSA-N 0.000 description 3
- ZMXDDKWLCZADIW-UHFFFAOYSA-N N,N-Dimethylformamide Chemical compound CN(C)C=O ZMXDDKWLCZADIW-UHFFFAOYSA-N 0.000 description 3
- XTXRWKRVRITETP-UHFFFAOYSA-N Vinyl acetate Chemical group CC(=O)OC=C XTXRWKRVRITETP-UHFFFAOYSA-N 0.000 description 3
- 229910021538 borax Inorganic materials 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 238000011156 evaluation Methods 0.000 description 3
- 238000001125 extrusion Methods 0.000 description 3
- 238000005259 measurement Methods 0.000 description 3
- 239000002736 nonionic surfactant Substances 0.000 description 3
- 239000002985 plastic film Substances 0.000 description 3
- 229920006255 plastic film Polymers 0.000 description 3
- 239000004328 sodium tetraborate Substances 0.000 description 3
- 235000010339 sodium tetraborate Nutrition 0.000 description 3
- UZKWTJUDCOPSNM-UHFFFAOYSA-N 1-ethenoxybutane Chemical compound CCCCOC=C UZKWTJUDCOPSNM-UHFFFAOYSA-N 0.000 description 2
- IKHGUXGNUITLKF-UHFFFAOYSA-N Acetaldehyde Chemical compound CC=O IKHGUXGNUITLKF-UHFFFAOYSA-N 0.000 description 2
- DLFVBJFMPXGRIB-UHFFFAOYSA-N Acetamide Chemical compound CC(N)=O DLFVBJFMPXGRIB-UHFFFAOYSA-N 0.000 description 2
- NLHHRLWOUZZQLW-UHFFFAOYSA-N Acrylonitrile Chemical compound C=CC#N NLHHRLWOUZZQLW-UHFFFAOYSA-N 0.000 description 2
- ZTQSAGDEMFDKMZ-UHFFFAOYSA-N Butyraldehyde Chemical compound CCCC=O ZTQSAGDEMFDKMZ-UHFFFAOYSA-N 0.000 description 2
- 229920002284 Cellulose triacetate Polymers 0.000 description 2
- IAZDPXIOMUYVGZ-UHFFFAOYSA-N Dimethylsulphoxide Chemical compound CS(C)=O IAZDPXIOMUYVGZ-UHFFFAOYSA-N 0.000 description 2
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 2
- VQTUBCCKSQIDNK-UHFFFAOYSA-N Isobutene Chemical compound CC(C)=C VQTUBCCKSQIDNK-UHFFFAOYSA-N 0.000 description 2
- BAPJBEWLBFYGME-UHFFFAOYSA-N Methyl acrylate Chemical compound COC(=O)C=C BAPJBEWLBFYGME-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- ATUOYWHBWRKTHZ-UHFFFAOYSA-N Propane Chemical compound CCC ATUOYWHBWRKTHZ-UHFFFAOYSA-N 0.000 description 2
- UWHCKJMYHZGTIT-UHFFFAOYSA-N Tetraethylene glycol, Natural products OCCOCCOCCOCCO UWHCKJMYHZGTIT-UHFFFAOYSA-N 0.000 description 2
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 2
- 150000001241 acetals Chemical group 0.000 description 2
- 150000008065 acid anhydrides Chemical class 0.000 description 2
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 2
- 239000003945 anionic surfactant Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 125000004432 carbon atom Chemical group C* 0.000 description 2
- 150000001732 carboxylic acid derivatives Chemical class 0.000 description 2
- 238000000576 coating method Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 125000000959 isobutyl group Chemical group [H]C([H])([H])C([H])(C([H])([H])[H])C([H])([H])* 0.000 description 2
- 125000001449 isopropyl group Chemical group [H]C([H])([H])C([H])(*)C([H])([H])[H] 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 229920002635 polyurethane Polymers 0.000 description 2
- 239000004814 polyurethane Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- 239000002356 single layer Substances 0.000 description 2
- 150000003460 sulfonic acids Chemical class 0.000 description 2
- ILJSQTXMGCGYMG-UHFFFAOYSA-N triacetic acid Chemical compound CC(=O)CC(=O)CC(O)=O ILJSQTXMGCGYMG-UHFFFAOYSA-N 0.000 description 2
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 2
- 230000037303 wrinkles Effects 0.000 description 2
- 239000004711 α-olefin Substances 0.000 description 2
- KAKVFSYQVNHFBS-UHFFFAOYSA-N (5-hydroxycyclopenten-1-yl)-phenylmethanone Chemical compound OC1CCC=C1C(=O)C1=CC=CC=C1 KAKVFSYQVNHFBS-UHFFFAOYSA-N 0.000 description 1
- FFJCNSLCJOQHKM-CLFAGFIQSA-N (z)-1-[(z)-octadec-9-enoxy]octadec-9-ene Chemical compound CCCCCCCC\C=C/CCCCCCCCOCCCCCCCC\C=C/CCCCCCCC FFJCNSLCJOQHKM-CLFAGFIQSA-N 0.000 description 1
- LPMBTLLQQJBUOO-KTKRTIGZSA-N (z)-n,n-bis(2-hydroxyethyl)octadec-9-enamide Chemical compound CCCCCCCC\C=C/CCCCCCCC(=O)N(CCO)CCO LPMBTLLQQJBUOO-KTKRTIGZSA-N 0.000 description 1
- BQCIDUSAKPWEOX-UHFFFAOYSA-N 1,1-Difluoroethene Chemical compound FC(F)=C BQCIDUSAKPWEOX-UHFFFAOYSA-N 0.000 description 1
- LAYAKLSFVAPMEL-UHFFFAOYSA-N 1-ethenoxydodecane Chemical compound CCCCCCCCCCCCOC=C LAYAKLSFVAPMEL-UHFFFAOYSA-N 0.000 description 1
- QJJDJWUCRAPCOL-UHFFFAOYSA-N 1-ethenoxyoctadecane Chemical compound CCCCCCCCCCCCCCCCCCOC=C QJJDJWUCRAPCOL-UHFFFAOYSA-N 0.000 description 1
- OVGRCEFMXPHEBL-UHFFFAOYSA-N 1-ethenoxypropane Chemical compound CCCOC=C OVGRCEFMXPHEBL-UHFFFAOYSA-N 0.000 description 1
- JAHNSTQSQJOJLO-UHFFFAOYSA-N 2-(3-fluorophenyl)-1h-imidazole Chemical compound FC1=CC=CC(C=2NC=CN=2)=C1 JAHNSTQSQJOJLO-UHFFFAOYSA-N 0.000 description 1
- OEPOKWHJYJXUGD-UHFFFAOYSA-N 2-(3-phenylmethoxyphenyl)-1,3-thiazole-4-carbaldehyde Chemical compound O=CC1=CSC(C=2C=C(OCC=3C=CC=CC=3)C=CC=2)=N1 OEPOKWHJYJXUGD-UHFFFAOYSA-N 0.000 description 1
- PGYJSURPYAAOMM-UHFFFAOYSA-N 2-ethenoxy-2-methylpropane Chemical compound CC(C)(C)OC=C PGYJSURPYAAOMM-UHFFFAOYSA-N 0.000 description 1
- 125000003903 2-propenyl group Chemical group [H]C([*])([H])C([H])=C([H])[H] 0.000 description 1
- OSDWBNJEKMUWAV-UHFFFAOYSA-N Allyl chloride Chemical compound ClCC=C OSDWBNJEKMUWAV-UHFFFAOYSA-N 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- RPNUMPOLZDHAAY-UHFFFAOYSA-N Diethylenetriamine Chemical compound NCCNCCN RPNUMPOLZDHAAY-UHFFFAOYSA-N 0.000 description 1
- SNRUBQQJIBEYMU-UHFFFAOYSA-N Dodecane Natural products CCCCCCCCCCCC SNRUBQQJIBEYMU-UHFFFAOYSA-N 0.000 description 1
- PIICEJLVQHRZGT-UHFFFAOYSA-N Ethylenediamine Chemical compound NCCN PIICEJLVQHRZGT-UHFFFAOYSA-N 0.000 description 1
- DKNPRRRKHAEUMW-UHFFFAOYSA-N Iodine aqueous Chemical compound [K+].I[I-]I DKNPRRRKHAEUMW-UHFFFAOYSA-N 0.000 description 1
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical compound CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 1
- FXHOOIRPVKKKFG-UHFFFAOYSA-N N,N-Dimethylacetamide Chemical compound CN(C)C(C)=O FXHOOIRPVKKKFG-UHFFFAOYSA-N 0.000 description 1
- AOMUHOFOVNGZAN-UHFFFAOYSA-N N,N-bis(2-hydroxyethyl)dodecanamide Chemical compound CCCCCCCCCCCC(=O)N(CCO)CCO AOMUHOFOVNGZAN-UHFFFAOYSA-N 0.000 description 1
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 1
- WHNWPMSKXPGLAX-UHFFFAOYSA-N N-Vinyl-2-pyrrolidone Chemical compound C=CN1CCCC1=O WHNWPMSKXPGLAX-UHFFFAOYSA-N 0.000 description 1
- 229920006197 POE laurate Polymers 0.000 description 1
- OFOBLEOULBTSOW-UHFFFAOYSA-N Propanedioic acid Natural products OC(=O)CC(O)=O OFOBLEOULBTSOW-UHFFFAOYSA-N 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- BZHJMEDXRYGGRV-UHFFFAOYSA-N Vinyl chloride Chemical compound ClC=C BZHJMEDXRYGGRV-UHFFFAOYSA-N 0.000 description 1
- QYKIQEUNHZKYBP-UHFFFAOYSA-N Vinyl ether Chemical compound C=COC=C QYKIQEUNHZKYBP-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 150000003926 acrylamides Chemical class 0.000 description 1
- 150000001252 acrylic acid derivatives Chemical class 0.000 description 1
- 125000005907 alkyl ester group Chemical group 0.000 description 1
- 150000005215 alkyl ethers Chemical class 0.000 description 1
- 150000001408 amides Chemical class 0.000 description 1
- 239000003963 antioxidant agent Substances 0.000 description 1
- 230000003078 antioxidant effect Effects 0.000 description 1
- 239000012752 auxiliary agent Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000000740 bleeding effect Effects 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 229920001727 cellulose butyrate Polymers 0.000 description 1
- OHMJKMNGYYWCHB-UHFFFAOYSA-N chembl1368261 Chemical compound OS(=O)(=O)C1=CC(S(O)(=O)=O)=C(N)C2=C(O)C(N=NC3=CC=C(C=C3OC)C=3C=C(C(=CC=3)N=NC=3C(=C4C(N)=C(C=C(C4=CC=3)S(O)(=O)=O)S(O)(=O)=O)O)OC)=CC=C21 OHMJKMNGYYWCHB-UHFFFAOYSA-N 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000004040 coloring Methods 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 238000007334 copolymerization reaction Methods 0.000 description 1
- 238000003851 corona treatment Methods 0.000 description 1
- 238000012937 correction Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007423 decrease Effects 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- SWXVUIWOUIDPGS-UHFFFAOYSA-N diacetone alcohol Chemical compound CC(=O)CC(C)(C)O SWXVUIWOUIDPGS-UHFFFAOYSA-N 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 229940105990 diglycerin Drugs 0.000 description 1
- GPLRAVKSCUXZTP-UHFFFAOYSA-N diglycerol Chemical compound OCC(O)COCC(O)CO GPLRAVKSCUXZTP-UHFFFAOYSA-N 0.000 description 1
- DSARWKALPGYFTA-UHFFFAOYSA-L disodium 4-hydroxy-7-[(5-hydroxy-6-phenyldiazenyl-7-sulfonatonaphthalen-2-yl)carbamoylamino]-3-phenyldiazenylnaphthalene-2-sulfonate Chemical compound [Na+].[Na+].[O-]S(=O)(=O)C1=CC2=CC(NC(=O)NC=3C=C4C=C(C(N=NC=5C=CC=CC=5)=C(O)C4=CC=3)S([O-])(=O)=O)=CC=C2C(O)=C1N=NC1=CC=CC=C1 DSARWKALPGYFTA-UHFFFAOYSA-L 0.000 description 1
- DDLNJHAAABRHFY-UHFFFAOYSA-L disodium 8-amino-7-[[4-[4-[(4-oxidophenyl)diazenyl]phenyl]phenyl]diazenyl]-2-phenyldiazenyl-3,6-disulfonaphthalen-1-olate Chemical compound [Na+].[Na+].NC1=C(C(=CC2=CC(=C(C(=C12)O)N=NC1=CC=CC=C1)S(=O)(=O)[O-])S(=O)(=O)[O-])N=NC1=CC=C(C=C1)C1=CC=C(C=C1)N=NC1=CC=C(C=C1)O DDLNJHAAABRHFY-UHFFFAOYSA-L 0.000 description 1
- NJDNXYGOVLYJHP-UHFFFAOYSA-L disodium;2-(3-oxido-6-oxoxanthen-9-yl)benzoate Chemical compound [Na+].[Na+].[O-]C(=O)C1=CC=CC=C1C1=C2C=CC(=O)C=C2OC2=CC([O-])=CC=C21 NJDNXYGOVLYJHP-UHFFFAOYSA-L 0.000 description 1
- VTEBSADXXKSKOE-UHFFFAOYSA-L disodium;4-[[2,4-diamino-5-[[3-[[2,4-diamino-5-[(4-sulfonatophenyl)diazenyl]phenyl]diazenyl]phenyl]diazenyl]phenyl]diazenyl]benzenesulfonate Chemical compound [Na+].[Na+].NC1=CC(N)=C(N=NC=2C=C(C=CC=2)N=NC=2C(=CC(N)=C(N=NC=3C=CC(=CC=3)S([O-])(=O)=O)C=2)N)C=C1N=NC1=CC=C(S([O-])(=O)=O)C=C1 VTEBSADXXKSKOE-UHFFFAOYSA-L 0.000 description 1
- 239000012153 distilled water Substances 0.000 description 1
- YRIUSKIDOIARQF-UHFFFAOYSA-N dodecyl benzenesulfonate Chemical compound CCCCCCCCCCCCOS(=O)(=O)C1=CC=CC=C1 YRIUSKIDOIARQF-UHFFFAOYSA-N 0.000 description 1
- 125000003438 dodecyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229940071161 dodecylbenzenesulfonate Drugs 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- YCUBDDIKWLELPD-UHFFFAOYSA-N ethenyl 2,2-dimethylpropanoate Chemical compound CC(C)(C)C(=O)OC=C YCUBDDIKWLELPD-UHFFFAOYSA-N 0.000 description 1
- MEGHWIAOTJPCHQ-UHFFFAOYSA-N ethenyl butanoate Chemical compound CCCC(=O)OC=C MEGHWIAOTJPCHQ-UHFFFAOYSA-N 0.000 description 1
- GLVVKKSPKXTQRB-UHFFFAOYSA-N ethenyl dodecanoate Chemical compound CCCCCCCCCCCC(=O)OC=C GLVVKKSPKXTQRB-UHFFFAOYSA-N 0.000 description 1
- GFJVXXWOPWLRNU-UHFFFAOYSA-N ethenyl formate Chemical compound C=COC=O GFJVXXWOPWLRNU-UHFFFAOYSA-N 0.000 description 1
- AFSIMBWBBOJPJG-UHFFFAOYSA-N ethenyl octadecanoate Chemical compound CCCCCCCCCCCCCCCCCC(=O)OC=C AFSIMBWBBOJPJG-UHFFFAOYSA-N 0.000 description 1
- UIWXSTHGICQLQT-UHFFFAOYSA-N ethenyl propanoate Chemical compound CCC(=O)OC=C UIWXSTHGICQLQT-UHFFFAOYSA-N 0.000 description 1
- NKSJNEHGWDZZQF-UHFFFAOYSA-N ethenyl(trimethoxy)silane Chemical compound CO[Si](OC)(OC)C=C NKSJNEHGWDZZQF-UHFFFAOYSA-N 0.000 description 1
- 125000001495 ethyl group Chemical group [H]C([H])([H])C([H])([H])* 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 238000001914 filtration Methods 0.000 description 1
- XUCNUKMRBVNAPB-UHFFFAOYSA-N fluoroethene Chemical compound FC=C XUCNUKMRBVNAPB-UHFFFAOYSA-N 0.000 description 1
- 108010025899 gelatin film Proteins 0.000 description 1
- 238000010438 heat treatment Methods 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 150000002497 iodine compounds Chemical class 0.000 description 1
- 229940031957 lauric acid diethanolamide Drugs 0.000 description 1
- VZCYOOQTPOCHFL-UPHRSURJSA-N maleic acid Chemical compound OC(=O)\C=C/C(O)=O VZCYOOQTPOCHFL-UPHRSURJSA-N 0.000 description 1
- 239000011976 maleic acid Substances 0.000 description 1
- 230000000873 masking effect Effects 0.000 description 1
- 239000012528 membrane Substances 0.000 description 1
- 150000002736 metal compounds Chemical class 0.000 description 1
- XJRBAMWJDBPFIM-UHFFFAOYSA-N methyl vinyl ether Chemical compound COC=C XJRBAMWJDBPFIM-UHFFFAOYSA-N 0.000 description 1
- LVHBHZANLOWSRM-UHFFFAOYSA-N methylenebutanedioic acid Natural products OC(=O)CC(=C)C(O)=O LVHBHZANLOWSRM-UHFFFAOYSA-N 0.000 description 1
- QQGJWWNPACORPU-UHFFFAOYSA-N n,n-dimethylpropan-1-amine;prop-2-enamide Chemical compound NC(=O)C=C.CCCN(C)C QQGJWWNPACORPU-UHFFFAOYSA-N 0.000 description 1
- 125000004108 n-butyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- XTNMKCFFSXJRQE-UHFFFAOYSA-N n-ethenylethenamine Chemical class C=CNC=C XTNMKCFFSXJRQE-UHFFFAOYSA-N 0.000 description 1
- ZQXSMRAEXCEDJD-UHFFFAOYSA-N n-ethenylformamide Chemical compound C=CNC=O ZQXSMRAEXCEDJD-UHFFFAOYSA-N 0.000 description 1
- UZZYXUGECOQHPU-UHFFFAOYSA-M n-octyl sulfate Chemical compound CCCCCCCCOS([O-])(=O)=O UZZYXUGECOQHPU-UHFFFAOYSA-M 0.000 description 1
- 125000004123 n-propyl group Chemical group [H]C([H])([H])C([H])([H])C([H])([H])* 0.000 description 1
- 229920002114 octoxynol-9 Polymers 0.000 description 1
- 229940067739 octyl sulfate Drugs 0.000 description 1
- 230000003287 optical effect Effects 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000003002 pH adjusting agent Substances 0.000 description 1
- 230000002093 peripheral effect Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 238000009832 plasma treatment Methods 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 230000000379 polymerizing effect Effects 0.000 description 1
- 229920002503 polyoxyethylene-polyoxypropylene Polymers 0.000 description 1
- 229920001451 polypropylene glycol Polymers 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- POSICDHOUBKJKP-UHFFFAOYSA-N prop-2-enoxybenzene Chemical compound C=CCOC1=CC=CC=C1 POSICDHOUBKJKP-UHFFFAOYSA-N 0.000 description 1
- 239000001294 propane Substances 0.000 description 1
- AAYRWMCIKCRHIN-UHFFFAOYSA-N propane-1-sulfonic acid;prop-2-enamide Chemical compound NC(=O)C=C.CCCS(O)(=O)=O AAYRWMCIKCRHIN-UHFFFAOYSA-N 0.000 description 1
- 125000004368 propenyl group Chemical group C(=CC)* 0.000 description 1
- WPPDXAHGCGPUPK-UHFFFAOYSA-N red 2 Chemical compound C1=CC=CC=C1C(C1=CC=CC=C11)=C(C=2C=3C4=CC=C5C6=CC=C7C8=C(C=9C=CC=CC=9)C9=CC=CC=C9C(C=9C=CC=CC=9)=C8C8=CC=C(C6=C87)C(C=35)=CC=2)C4=C1C1=CC=CC=C1 WPPDXAHGCGPUPK-UHFFFAOYSA-N 0.000 description 1
- BQHRKYUXVHKLLZ-UHFFFAOYSA-M sodium 7-amino-2-[[4-[(4-aminophenyl)diazenyl]-2-methoxy-5-methylphenyl]diazenyl]-3-sulfonaphthalen-1-olate Chemical compound [Na+].COc1cc(N=Nc2ccc(N)cc2)c(C)cc1N=Nc1c(O)c2cc(N)ccc2cc1S([O-])(=O)=O BQHRKYUXVHKLLZ-UHFFFAOYSA-M 0.000 description 1
- 238000001179 sorption measurement Methods 0.000 description 1
- 238000010186 staining Methods 0.000 description 1
- 125000004079 stearyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000005846 sugar alcohols Polymers 0.000 description 1
- UZZYXUGECOQHPU-UHFFFAOYSA-N sulfuric acid monooctyl ester Natural products CCCCCCCCOS(O)(=O)=O UZZYXUGECOQHPU-UHFFFAOYSA-N 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- ISXSCDLOGDJUNJ-UHFFFAOYSA-N tert-butyl prop-2-enoate Chemical compound CC(C)(C)OC(=O)C=C ISXSCDLOGDJUNJ-UHFFFAOYSA-N 0.000 description 1
- VZCYOOQTPOCHFL-UHFFFAOYSA-N trans-butenedioic acid Natural products OC(=O)C=CC(O)=O VZCYOOQTPOCHFL-UHFFFAOYSA-N 0.000 description 1
- VRVDFJOCCWSFLI-UHFFFAOYSA-K trisodium 3-[[4-[(6-anilino-1-hydroxy-3-sulfonatonaphthalen-2-yl)diazenyl]-5-methoxy-2-methylphenyl]diazenyl]naphthalene-1,5-disulfonate Chemical compound [Na+].[Na+].[Na+].COc1cc(N=Nc2cc(c3cccc(c3c2)S([O-])(=O)=O)S([O-])(=O)=O)c(C)cc1N=Nc1c(O)c2ccc(Nc3ccccc3)cc2cc1S([O-])(=O)=O VRVDFJOCCWSFLI-UHFFFAOYSA-K 0.000 description 1
- HGBOYTHUEUWSSQ-UHFFFAOYSA-N valeric aldehyde Natural products CCCCC=O HGBOYTHUEUWSSQ-UHFFFAOYSA-N 0.000 description 1
- 239000000052 vinegar Substances 0.000 description 1
- 235000021419 vinegar Nutrition 0.000 description 1
- KOZCZZVUFDCZGG-UHFFFAOYSA-N vinyl benzoate Chemical compound C=COC(=O)C1=CC=CC=C1 KOZCZZVUFDCZGG-UHFFFAOYSA-N 0.000 description 1
- 229920002554 vinyl polymer Polymers 0.000 description 1
Images


Classifications
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/30—Polarising elements
Definitions
- the present invention relates to a method for producing a polarizing film using a thin polyvinyl alcohol film as a raw material.
- a polarizing plate having a light transmission and shielding function is a basic component of a liquid crystal display (LCD) together with a liquid crystal that changes a polarization state of light.
- LCD liquid crystal display
- Many polarizing plates have a structure in which a protective film such as a cellulose triacetate (TAC) film is bonded to the surface of a polarizing film.
- TAC cellulose triacetate
- a polarizing film constituting the polarizing plate a polyvinyl alcohol film (hereinafter, “polyvinyl alcohol” may be abbreviated as “PVA”) is uniaxially stretched and oriented with an iodine dye (I 3 - or I 5 - such dichroic dyes, etc.) or a dichroic organic dye has become mainstream those adsorbed.
- PVA polyvinyl alcohol film
- Such a polarizing film can be obtained by uniaxially stretching a PVA film preliminarily containing a dichroic dye, adsorbing a dichroic dye simultaneously with uniaxial stretching of the PVA film, or dichroic after uniaxially stretching the PVA film. Manufactured by adsorbing dyes.
- LCDs are used in a wide range of applications such as small devices such as calculators and watches, notebook computers, liquid crystal monitors, liquid crystal color projectors, liquid crystal televisions, in-vehicle navigation systems, mobile phones, and measuring devices used indoors and outdoors.
- small devices such as calculators and watches
- notebook computers liquid crystal monitors
- liquid crystal color projectors liquid crystal televisions
- in-vehicle navigation systems mobile phones
- measuring devices used indoors and outdoors.
- demand for LCDs for mobile applications such as small notebook computers and mobile phones has increased, and there is a strong demand for thinner polarizing plates.
- one of the means is a method using a thin PVA film as a raw material.
- a thin PVA film is likely to break when stretched or dried, the production speed of the polarizing film is reduced and the cost is increased due to an increase in defective products.
- the film ends are folded after the PVA film is immersed in water, and this causes a problem that the PVA film breaks during stretching or drying.
- Patent Documents 1 and 2 As a method for producing a thin polarizing film, there has been proposed a method in which a thin PVA layer is formed on a plastic film by a coating method and then the obtained laminate is stretched (for example, Patent Documents 1 and 2).
- a method for producing a thin polarizing film requires complicated coating work and subsequent drying work.
- in order to insolubilize a PVA layer it was necessary to heat-process a laminated body. For this reason, it is necessary to use a plastic film that can be stretched even after heat treatment, which is expensive.
- the adhesive strength between the plastic film and the PVA layer is relatively high, an appropriate neck-in of the PVA layer is prevented at the time of stretching, and it is difficult to obtain a polarizing film having excellent polarization performance.
- the present invention has been made in order to solve the above problems, and even when a thin PVA film is used, the film is less likely to break during stretching or drying, and a film having excellent polarization performance is obtained. It aims at providing the manufacturing method of the polarizing film which can be obtained easily.
- the present invention [1] A method for producing a polarizing film for subjecting a polyvinyl alcohol film to at least a swelling step, a dyeing step, and a stretching step, Using a polyvinyl alcohol film having a dry thickness B of 0.001 mm to 0.045 mm as a raw material, In at least one of the steps, after immersing the polyvinyl alcohol film in water, when removing the water adhering to both ends from both sides of the film, water is removed from the position where the film comes out of the water.
- the film is not easily broken during stretching or drying, and a polarizing film having excellent polarization performance can be easily produced. .
- Example 1 It is the schematic which shows an example of a swelling process. It is the schematic which shows the distance A from the position where a PVA film comes out of water to the position where water is removed. In Example 1, it is the schematic which shows unwinding a PVA film continuously and performing a swelling process, a dyeing process, and a bridge
- the method for producing a polarizing film of the present invention is a method for producing a polarizing film in which at least a swelling process, a dyeing process, and a stretching process are performed on a PVA film, and a dry thickness B as a raw material is 0.001 mm or more and 0.045 mm or less.
- the PVA film is immersed in water and then removed from the water, and when the water adhering to both ends of the film is removed, the film is water.
- the distance A from the position where the water exits to the position where the water is removed is 28 mm or less.
- PVA used for the production of PVA film is vinyl acetate, vinyl formate, vinyl propionate, vinyl butyrate, vinyl pivalate, vinyl versatate, vinyl laurate, vinyl stearate, vinyl benzoate, It can be produced by a method of saponifying a polyvinyl ester obtained by polymerizing one or more vinyl esters such as propenyl.
- a vinyloxycarbonyl group H 2 C ⁇ CH—O—CO—
- vinyl acetate is more preferred.
- the polyvinyl ester is preferably obtained using only vinyl ester as a monomer. Two or more vinyl esters may be used at this time, but one is preferable. As long as the effects of the present invention are not impaired, the polyvinyl ester may be a copolymer of one or two or more vinyl esters and other monomers copolymerizable therewith. .
- Examples of other monomers copolymerizable with the vinyl ester include ⁇ -olefins having 2 to 30 carbon atoms such as ethylene, propylene, 1-butene and isobutene; (meth) acrylic acid or salts thereof; ) Methyl acrylate, ethyl (meth) acrylate, n-propyl (meth) acrylate, i-propyl (meth) acrylate, n-butyl (meth) acrylate, i-butyl (meth) acrylate, (meth ) (Meth) acrylate esters such as t-butyl acrylate, 2-ethylhexyl (meth) acrylate, dodecyl (meth) acrylate, octadecyl (meth) acrylate; (meth) acrylamide; N-methyl (meth) ) Acrylamide, N-ethyl (meth) acrylamide, N, N
- Vinyl ether vinyl cyanide such as (meth) acrylonitrile; halogenated vinyl such as vinyl chloride, vinylidene chloride, vinyl fluoride, vinylidene fluoride; vinegar Allyl compounds such as allyl acid and allyl chloride; maleic acid or salts thereof, esters or acid anhydrides; itaconic acid or salts thereof, esters or acid anhydrides; vinylsilyl compounds such as vinyltrimethoxysilane; unsaturated sulfonic acids or salts thereof And so on.
- the polyvinyl ester can have one or more structural units derived from the other monomers.
- the proportion of structural units derived from other monomers in the polyvinyl ester is preferably 15 mol% or less, preferably 10 mol% or less, based on the number of moles of all structural units constituting the polyvinyl ester. More preferred is 5 mol% or less.
- the PVA may be modified with one or two or more types of graft copolymerizable monomers.
- graft copolymerization can be performed on the polyvinyl ester or PVA.
- the graft copolymerizable monomer include an unsaturated carboxylic acid or a derivative thereof; an unsaturated sulfonic acid or a derivative thereof; an ⁇ -olefin having 2 to 30 carbon atoms.
- the proportion of structural units derived from the graft copolymerizable monomer in the polyvinyl ester or PVA is preferably 5 mol% or less based on the number of moles of all structural units constituting the polyvinyl ester or PVA.
- the PVA used in the present invention is preferably not graft copolymerized.
- a part of the hydroxyl group may be cross-linked or may not be cross-linked.
- the PVA may have a hydroxyl group partially reacted with an aldehyde compound such as acetaldehyde or butyraldehyde to form an acetal structure or may not form an acetal structure.
- the average degree of polymerization of the PVA is not particularly limited, but is preferably 1,000 or more.
- the average degree of polymerization of PVA is 1,000 or more, the polarizing performance of the obtained polarizing film can be further improved. If the average degree of polymerization of PVA is too high, the production cost of PVA may increase, and the process passability during film formation may be poor. Therefore, the average degree of polymerization of PVA is more preferably 1,000 to 10,000, still more preferably 1,500 to 8,000, and particularly preferably 2,000 to 5,000.
- the average degree of polymerization of PVA means the average degree of polymerization measured according to the description of JIS K6726-1994.
- the saponification degree of the PVA is preferably 99.0 mol% or more, more preferably 99.8 mol% or more, and 99.9 mol% from the viewpoint of improving the heat and heat resistance of the obtained polarizing film. It is still more preferable that it is above.
- the degree of saponification of PVA means that the PVA has a vinyl alcohol unit relative to the total number of moles of structural units (typically vinyl ester units) that can be converted to vinyl alcohol units by saponification and vinyl alcohol units. It refers to the mole ratio (mol%).
- the degree of saponification can be measured according to the description of JIS K6726-1994.
- the content of the PVA in the raw material PVA film used in the present invention is preferably 50 to 100% by mass, more preferably 80 to 100% by mass, and still more preferably 85 to 100% by mass.
- the PVA film may contain a plasticizer.
- a plasticizer When the PVA film contains a plasticizer, the handleability and stretchability are improved.
- a polyhydric alcohol is preferably used as the plasticizer, and specific examples include ethylene glycol, glycerin, propylene glycol, diethylene glycol, diglycerin, triethylene glycol, tetraethylene glycol, trimethylolpropane, and the like.
- the PVA film can contain one or more of these plasticizers. Among these, glycerin is preferable from the viewpoint of further improving the stretchability of the PVA film.
- the content of the plasticizer in the PVA film is preferably 3 to 20 parts by mass, more preferably 5 to 17 parts by mass, and still more preferably 7 to 14 parts by mass with respect to 100 parts by mass of PVA. .
- the stretchability of the PVA film is further improved.
- the content of the plasticizer in the PVA film is 20 parts by mass or less with respect to 100 parts by mass of PVA, the plasticizer bleeds out on the surface of the PVA film and the handling property of the PVA film is reduced. be able to.
- a surfactant in the film-forming stock solution.
- a surfactant may be contained in the obtained PVA film.
- the type of the surfactant is not particularly limited, but anionic surfactants and nonionic surfactants are preferable, and nonionic surfactants are more preferable from the viewpoint of easily peeling the PVA film from a metal roll or belt. These surfactants can be used alone or in combination of two or more.
- anionic surfactant for example, a carboxylic acid type such as potassium laurate; a sulfate ester type such as octyl sulfate; a sulfonic acid type such as dodecylbenzene sulfonate is suitable.
- Nonionic surfactants include, for example, alkyl ether types such as polyoxyethylene oleyl ether; alkylphenyl ether types such as polyoxyethylene octylphenyl ether; alkyl ester types such as polyoxyethylene laurate; polyoxyethylene laurylamino Alkylamine type such as ether; alkylamide type such as polyoxyethylene lauric acid amide; polypropylene glycol ether type such as polyoxyethylene polyoxypropylene ether; alkanolamide type such as lauric acid diethanolamide and oleic acid diethanolamide; polyoxy An allyl phenyl ether type such as alkylene allyl phenyl ether is preferred.
- the content of the surfactant in the membrane forming stock solution is preferably 0.01 to 0.5 parts by mass, more preferably 0.02 to 0.3 parts by mass with respect to 100 parts by mass of PVA.
- the content of the surfactant is 0.01 parts by mass or more, the film forming property and the peelability can be improved.
- the content of the surfactant is 0.5 parts by mass or less, it is possible to suppress the surfactant from bleeding out on the surface of the PVA film, causing blocking, thereby reducing the handleability.
- the content of the surfactant in the PVA film is preferably in the range described above as the content of the surfactant in the film forming stock solution.
- the PVA film may be composed only of PVA, or may be composed only of PVA and a plasticizer and / or a surfactant. Moreover, you may contain other components other than PVA, a plasticizer, and surfactant, such as antioxidant, an antifreezing agent, a pH adjuster, a masking agent, a coloring inhibitor, and an oil agent as needed.
- the method for producing the PVA film is not particularly limited, but a cast film forming method, an extrusion film forming method, a wet film forming method, a gel film forming method, etc. are preferable from the viewpoint that a film having a uniform thickness and width is obtained. And the extrusion film forming method are more preferable. Among these film forming methods, the extrusion film forming method is particularly preferable because a PVA film having a uniform thickness and width and good physical properties can be obtained. These film forming methods may be used alone or in combination of two or more.
- a film-forming stock solution used for the production of PVA film As a film-forming stock solution used for the production of PVA film, PVA, a film-forming stock solution in which a plasticizer, a surfactant and other components are dissolved in a liquid medium, or PVA, if necessary, a plasticizer, surface-active It can be produced using a film-forming stock solution containing an agent, other components, and a liquid medium and in which PVA is melted. It is preferable that each component in the film-forming stock solution is uniformly mixed.
- liquid medium used for the film-forming stock solution examples include water, dimethyl sulfoxide, dimethylformamide, dimethylacetamide, N-methylpyrrolidone, ethylene glycol, glycerin, propylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, and trimethylol.
- Propane, ethylenediamine, and diethylenetriamine can be mentioned, and one or more of these can be used.
- water is preferable from the viewpoint of low environmental load and recoverability.
- the volatile fraction of the film-forming stock solution (the content ratio of volatile components such as a liquid medium removed by volatilization or evaporation during film-forming in the film-forming stock solution) varies depending on the film-forming method, film-forming conditions, etc., but 50 to 95 % By mass is preferable, 55 to 90% by mass is more preferable, and 60 to 85% by mass is still more preferable.
- the volatile fraction of the film-forming stock solution is 50% by mass or more, the viscosity of the film-forming stock solution does not become too high, and filtration and defoaming are smoothly performed during preparation of the film-forming stock solution, and there are few foreign matters and defects. Film production is facilitated.
- the volatile fraction of the film-forming stock solution is 95% by mass or less, the concentration of the film-forming stock solution does not become too low, and the production of an industrial PVA film becomes easy.
- the PVA film obtained by film formation can be dried or heat-treated as necessary.
- the shape of the PVA film is not particularly limited, but is preferably a long PVA film because the polarizing film can be continuously produced with high productivity.
- the length of the PVA film is not particularly limited, and can be set as appropriate according to the application of the polarizing film to be produced. For example, the length can be 5 to 20,000 m.
- variety of the said PVA film is not specifically limited, Since the wide polarizing film is calculated
- the width is preferably 7 m or less.
- the dry thickness B of the PVA film needs to be 0.001 mm or more and 0.045 mm or less.
- the thing thinner than the PVA film conventionally used is used as a raw material of a polarizing film, it was easy to generate
- the end portion is prevented from being folded, so that it is difficult to break during stretching or drying, and is high. Since the film can be stretched at a stretch ratio, a polarizing film having excellent polarization performance can be easily produced.
- the dry thickness B of the PVA film is preferably 0.035 mm or less.
- the minimum of the thickness of a PVA film is not specifically limited, Since a polarizing film can be manufactured still more easily, it is preferable that it is 0.003 mm or more. Further, the PVA film may be a single layer or a laminate in which a PVA layer and other layers are laminated, but it is a single layer because the effects of the present invention are more remarkably exhibited. It is preferable. In the case of a laminate, the thickness of the PVA layer is preferably in the above range.
- a polarizing film is produced by subjecting the raw material PVA film thus obtained to at least a swelling process, a dyeing process, and a stretching process. At this time, it is preferable to perform a crosslinking process or a fixing process on the PVA film.
- these steps will be specifically described.
- the swelling process which performs the swelling process of a PVA film can be performed by immersing a PVA film in water.
- a swelling process is first given to the raw material PVA film.
- the temperature of water when swelling the PVA film is preferably 20 to 40 ° C., more preferably 22 to 38 ° C., and further preferably 25 to 35 ° C.
- the time for immersion in water is preferably 0.5 to 5 minutes, and more preferably 1 to 3 minutes.
- the water at the time of immersing in water is not limited to pure water, The aqueous solution in which various components melt
- the dyeing process for dyeing the PVA film can be performed by immersing the PVA film in an aqueous solution containing a dichroic dye.
- concentration of the dichroic dye in the aqueous solution can be appropriately set according to the type of the dichroic dye, and can be, for example, in the range of 0.001 to 1% by mass.
- an iodine-potassium iodide aqueous solution an aqueous solution containing iodine (I 2 ) and potassium iodide (KI)
- the iodine dye can be efficiently adsorbed on the PVA film.
- the concentration of iodine (I 2 ) in the aqueous solution is preferably 0.01 to 1.0% by mass, and the concentration of potassium iodide (KI) is preferably 0.01 to 10% by mass.
- the temperature of the aqueous solution containing the dichroic dye during the dyeing treatment is preferably 20 to 50 ° C, more preferably 25 to 40 ° C, from the viewpoint that the dichroic dye can be efficiently adsorbed to the PVA film.
- the time for immersing the PVA film in the aqueous solution is preferably 0.1 to 10 minutes, and more preferably 0.2 to 5 minutes.
- dichroic dye examples include iodine based dye (I 3 - and I 5 -, etc.), and the like dichroic organic dyes.
- the iodine dye can be obtained, for example, by bringing iodine (I 2 ) into contact with potassium iodide.
- dichroic organic dye examples include direct black 17, 19, 154; direct brown 44, 106, 195, 210, 223; direct red 2, 23, 28, 31, 37, 39, 79, 81, 240, 242, 247; Direct Blue 1, 15, 22, 78, 90, 98, 151, 168, 202, 236, 249, 270; Direct Violet 9, 12, 51, 98; Direct Green 1, 85; Direct Yellow 8, 12, 44, 86, 87; Direct Orange 26, 39, 106, 107 and the like.
- dichroic dyes iodine-based dyes are preferable from the viewpoints of handleability, availability, and polarization performance.
- the dichroic dye may either be two or more kinds even in one, for example, I 3 - may be a balanced mixture as - and I 5.
- the crosslinking step for crosslinking the PVA film can be performed by immersing the PVA film in an aqueous solution containing a crosslinking agent.
- a crosslinked structure By introducing a crosslinked structure into the PVA film, it is possible to effectively prevent the PVA in the film from eluting into water even when wet stretching is performed at a relatively high temperature.
- the crosslinking step is preferably performed after the dyeing step.
- the cross-linking agent one or more boron compounds such as boric acid such as boric acid and borax can be used.
- the concentration of the crosslinking agent in the aqueous solution is preferably 1 to 15% by mass, more preferably 2 to 7% by mass.
- the aqueous solution containing a crosslinking agent may contain an auxiliary agent such as potassium iodide.
- the temperature of the aqueous solution during the crosslinking treatment is preferably 20 to 50 ° C, more preferably 25 to 40 ° C.
- the PVA film may be stretched during or between the above-described processes. By performing such stretching (pre-stretching), wrinkles can be prevented from entering the PVA film.
- the total stretching ratio of the pre-stretching is 4 times or less based on the original length of the raw PVA film before stretching from the viewpoint of the polarizing performance of the obtained polarizing film. It is preferably 1.5 to 3.5 times.
- the draw ratio in the swelling step is preferably 1.1 to 3 times, more preferably 1.2 to 2.5 times, and still more preferably 1.4 to 2.3 times.
- the draw ratio in the dyeing step is preferably 2 times or less, more preferably 1.8 times or less, and still more preferably 1.1 to 1.5 times.
- the draw ratio in the crosslinking step is preferably 2 times or less, more preferably 1.5 times or less, and further preferably 1.05 to 1.3 times.
- the stretching method is not particularly limited, and may be performed by either a wet stretching method or a dry stretching method.
- the wet stretching method it can be carried out in an aqueous solution containing one or two or more of boron compounds such as boric acid such as boric acid and borax, or in an aqueous solution containing the dichroic dye described above. It can also be performed in an aqueous solution used in the fixing treatment described below.
- the PVA film may be stretched at room temperature, or the PVA film may be stretched while applying heat. Moreover, you may extend
- the wet stretching method is preferable from the viewpoint of the uniformity of the thickness in the width direction of the obtained polarizing film.
- a method of stretching in an aqueous boric acid solution is preferable.
- the concentration of boric acid in the aqueous solution is preferably 0.5 to 6.0% by mass, more preferably 1.0 to 5.0% by mass, and still more preferably 1.5 to 4.0% by mass.
- the aqueous solution containing the boron compound may contain potassium iodide, and its concentration is preferably in the range of 0.01 to 10% by mass.
- the temperature at which the PVA film is stretched in the stretching step is preferably 30 to 90 ° C, more preferably 40 to 80 ° C, and still more preferably 50 to 70 ° C.
- the stretching ratio in the stretching step is preferably 1.2 times or more, more preferably 1.5 times or more, and more preferably 2 times or more because a polarizing film having more excellent polarizing performance can be obtained. More preferably it is.
- the total draw ratio including the above-described draw ratio of the pre-stretch (the ratio obtained by multiplying the stretch ratio in each step) is 5.5 times or more based on the original length of the raw PVA film before stretching. It is preferably 5.7 times or more, more preferably 5.8 times or more, and particularly preferably 5.9 times or more. By setting the total draw ratio within the above range, a polarizing film having better polarizing performance can be obtained.
- the upper limit of the total draw ratio is not particularly limited, but is preferably 8 times or less.
- the PVA film is preferably uniaxially stretched from the viewpoint of the performance of the obtained polarizing film.
- the direction of uniaxial stretching is not particularly limited, and uniaxial stretching or transverse uniaxial stretching in the length direction of a long PVA film can be employed.
- the uniaxial stretching to a length direction is preferable from the point from which the polarizing film which is excellent by polarizing performance is obtained.
- Uniaxial stretching in the length direction can be performed by changing the peripheral speed between the rolls using a stretching apparatus including a plurality of rolls parallel to each other.
- lateral uniaxial stretching can be performed using a tenter type stretching machine.
- the fixing treatment in the fixing treatment step is mainly performed to strengthen the adsorption of the dichroic dye to the stretched PVA film.
- Fixing treatment can be performed by immersing the stretched PVA film in a fixing treatment solution.
- a fixing treatment liquid an aqueous solution containing one or more boron compounds such as boric acid such as boric acid and borax can be used.
- the concentration of the boron compound in the aqueous solution is generally preferably 2 to 15% by mass and more preferably 3 to 10% by mass.
- the temperature of the fixing treatment solution is preferably 15 to 60 ° C, more preferably 20 to 40 ° C.
- the PVA film in at least one of the above-described swelling process, dyeing process and stretching process, the PVA film is immersed in water and then taken out from the water and adhered to both ends from both sides of the PVA film. Need to be removed. And when taking out the said PVA film from water and removing the water adhering to the said PVA film, it is necessary to make the distance A from the position where the said PVA film comes out of water to the position where water is removed be 28 mm or less. is there.
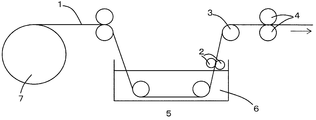
- FIG. 1 is a schematic diagram illustrating an example of the swelling step 5.
- FIG. 2 is a schematic view showing a distance A from a position 8 where the PVA film 1 comes out of the water 6 to a position 9 where water is removed in the manufacturing method of the present invention.
- the PVA film 1 is usually immersed in water 6 so that the swelling process is performed on the PVA film 1.
- the said PVA film 1 is taken out from the water 6, and the water adhering to the width direction both ends is removed from both surfaces of the said PVA film 1.
- FIG. By removing water from both sides of the PVA film 1, the occurrence of folding at the end of the PVA film 1 is suppressed.
- a method for removing water adhering to the PVA film 1 As a method for removing water adhering to the PVA film 1, a method of removing water adhering to both ends of the PVA film 1 by nipping the PVA film 1 with a pair of rolls 2 is preferable.
- the outer diameter of the roll 2 used in the present invention (the maximum diameter when the diameter changes in the axial direction) is preferably 10 cm or less, and is preferably 8 cm or less from the viewpoint of easily reducing the distance A. Is more preferable, and it is still more preferable that it is 6 cm or less.
- the lower limit of the outer diameter of the roll 2 is not particularly limited, but is usually 1 cm or more.
- the later-described sponge roll 2 is used as the roll 2, the water absorption amount of the sponge roll 2 may be insufficient if the outer diameter is less than 1 cm. A part or all of the roll 2 may be immersed in the water 6.
- the roll 2 When the roll 2 nips the PVA film 1, the water removed from the PVA film 1 and the water absorbed by the roll 2 are squeezed out in the direction opposite to the flow direction of the PVA film 1 and discharged into the water 6. The Therefore, even if the roll 2 is immersed in the water 6, the water adhering to the PVA film 1 can be removed without any problem. From the viewpoint of further improving the water removal efficiency, it is preferable that the roll 2 is not immersed in water.
- the roll 2 may be either a non-rotating type or a rotating type, but reduces disturbance such as scratches in the polarizing film from which the friction between the PVA film 1 and the roll 2 is reduced.
- the latter is preferable because it can be produced.
- the roll 2 is preferably a sponge roll, a rubber roll or the like, and more preferably a sponge roll.
- the sponge used as the outer layer of the sponge roll is not particularly limited, and examples thereof include polyurethane sponge, PVA sponge, polyvinyl chloride sponge, etc. Among them, polyurethane sponge is preferable.
- the water retention rate obtained by the following formula of the sponge roll 2 is not particularly limited, but is preferably 50% or more, and preferably 67% or more from the point that the period during which continuous water removal can be performed is further extended. More preferably, it is more preferably 75% or more.
- the water retention rate of the sponge roll is 95% or less. Preferably, it is 92% or less, more preferably 90% or less.
- the water retention rate is an index of the water absorption performance of the sponge roll.
- the water retention rate can be obtained from the sponge mass a before water absorption and the sponge mass b after water absorption by using the sponge piece obtained by cutting a part of the sponge portion of the sponge roll 2 using the following equation.
- the sponge mass b after water absorption is obtained by immersing the sponge piece before water absorption in water at 23 ° C. for 24 hours, taking it out using tweezers, and measuring the sponge mass after water is dropped or dropped for 1 minute. It is done.
- Water retention rate (%) 100 ⁇ (ba) / b
- a represents the sponge mass (g) before water absorption
- b represents the sponge mass (g) after water absorption.
- a and b are masses excluding the mass of the cored bar portion of the sponge roll.
- the pressure when nipping with the pair of rolls 2 is not particularly limited. However, when the nip pressure is too low, water attached to the PVA film 1 may not be sufficiently removed.
- the nip pressure is preferably 1 kgf / cm or more, more preferably 3 kgf / cm or more, and further preferably 5 kgf / cm or more.
- the upper limit of the nip pressure is not particularly limited, but the nip pressure is preferably 15 kgf / cm or less from the viewpoint of reducing disturbance such as scratches in the polarizing film.
- the compression ratio [a / (b1 + b2)] of the roll 2 calculated from the distance a (cm) between the rotation axes of the pair of rolls 2 and the radii b1 (cm) and b2 (cm) of each roll is expressed by the following formula ( It is preferable to satisfy 2).
- the pair of rolls 2 come into contact with each other and are compressed.
- the compression ratio [a / (b1 + b2)] is more preferably 0.95 or less, and even more preferably 0.90 or less.
- the compression ratio [a / (b1 + b2)] is more preferably 0.3 or more, and further preferably 0.5 or more.
- the radii b1 and b2 of each roll are half of the roll outer diameter.
- the radii b1 and b2 when the roll 2 has a metal core are values including the metal core part. 0.1 ⁇ a / (b1 + b2) ⁇ 0.97 (2)
- the width of each end of the PVA film 1 from which water is removed is preferably 1 cm or more from the end toward the center. More preferably, it is more preferably 5 cm or more.
- variety of each edge part of the said PVA film 1 which removes water is 1/100 or more with respect to the width
- the distance A from the position 8 where the PVA film 1 comes out of the water 6 to the position 9 where water is removed from the PVA film 1 is 28 mm. It is necessary to do the following. Between the position 8 where the PVA film 1 comes out of the water and the position 9 where the water is removed, the PVA film 1 with water adhering to the end is conveyed alone. The present inventors have found that folding occurs in a short time when the PVA film 1 having water attached to the end is conveyed alone. When the distance A exceeds 28 mm, the occurrence of folding at the end of the PVA film 1 increases rapidly. As shown in FIGS. 2 and 3, when water is removed by niping the PVA film 1 with the roll 2, the position where the PVA film 1 first contacts one of the pair of rolls 2 is set to PVA. The position 9 is where water is removed from the film 1.
- the distance A is preferably 25 mm or less, more preferably 20 mm or less, and further preferably 15 mm or less.
- the distance A may be 0 mm.
- the distance A is 0 mm. Since the amount of water accompanying the surface of the PVA film decreases as the distance A becomes longer, the water on the surface of the PVA film 1 is more efficiently removed, and the occurrence of folding at the end in the width direction of the PVA film 1 is more effective.
- the distance A is preferably 1 mm or more, more preferably 3 mm or more, and still more preferably 5 mm or more from the viewpoint of being able to suppress it.
- the dry thickness B (mm) of the raw PVA film 1 and the distance A (mm) satisfy the following formula (1). Thereby, even if it is the very thin PVA film 1, generation
- the PVA film 1 is taken out from the water 6 to remove water adhering to both ends from both sides of the PVA film 1 and from the position where the PVA film 1 comes out of the water 6 to the position where the water is removed. It is a great feature of the present invention that the distance A is within a predetermined range.
- the distance A is within a predetermined range.
- guide rolls and nip rolls have been used for the purpose of transporting and holding PVA films, but they can be used to prevent end folding, It was not placed near the water surface.
- Patent Document 3 As a method for preventing folding of the end portion of the thin PVA film, there is known a method (Patent Document 3) of performing a process of widening both end portions in the width direction of the PVA film after removing the liquid on one side of the PVA film.
- Patent Document 3 the breakage of the PVA film due to folding of the end portion may occur, and improvement is necessary.
- the end of the PVA film 1 is bent immediately after the PVA film 1 is taken out of the water 6, and the PVA film 1 When water was removed only from one side, it was found that the end portion was bent due to the surface tension of the water remaining on the other side.
- a polarizing film is produced by subjecting at least the swelling step, the dyeing step and the stretching step to a raw material PVA film.
- the PVA film is further subjected to the crosslinking step or the fixing treatment step, and more preferably the crosslinking step and the fixing treatment step.
- the crosslinking step and the stretching step can be performed in one treatment bath.
- the breakage of the PVA film is particularly likely to occur during stretching. Therefore, after the PVA film is immersed in water before the stretching process, the PVA film is taken out from the water and attached to both ends of the PVA film. By removing the water that has been removed using the method described above, breakage of the PVA film is further suppressed.
- the step performed before the stretching step include the swelling step and the dyeing step. In at least one of these, it is preferable to remove water adhering to both ends of the PVA film. It is more preferable to remove water adhering to both ends of the film.
- examples of the step performed before the stretching step include the swelling step, the dyeing step, and the crosslinking step.
- the PVA It is preferable to remove water attached to both ends of the film, and in the swelling step and the dyeing step, it is more preferable to remove water attached to both ends of the PVA film, and the swelling step, the dyeing step and the above In the crosslinking step, it is more preferable to remove water adhering to both ends of the PVA film.
- water attached to both ends of the PVA film is removed in the stretching step or a subsequent step (for example, the fixing treatment step). Is preferred.
- the swelling step, the dyeing step, the crosslinking step and the stretching step are performed in this order on the PVA film, and the swelling step, the dyeing step and the crosslinking step are performed.
- a method of taking out the water and removing the water adhering to both ends of the PVA film using the method described above can be mentioned.
- it is preferable to remove water attached to the PVA film in the swelling step and the dyeing step and it is more preferable to remove water attached to the PVA film in the swelling step, the dyeing step, and the crosslinking step.
- a polarizing film can be usually produced by drying the PVA film after subjecting the PVA film to the stretching step and, if necessary, a fixing treatment step.
- the drying temperature is not particularly limited, but is preferably 30 to 150 ° C, more preferably 50 to 130 ° C. By performing drying at such a temperature, the dimensional stability of the polarizing film is improved.
- the polarizing film obtained as described above is used as a polarizing plate by attaching an optically transparent protective film having mechanical strength to at least one surface of the polarizing film.
- a cellulose triacetate (TAC) film, an acetic acid / cellulose butyrate (CAB) film, an acrylic film, a polyester film, or the like can be used.
- the bonding surface of the polarizing film and the protective film may be subjected to surface treatment such as saponification treatment, corona treatment, plasma treatment, ultraviolet irradiation, primer treatment, etc. Good.
- a PVA adhesive, a urethane adhesive, an ultraviolet curable adhesive, or the like is used as an adhesive for bonding the polarizing film and the protective film.
- the total draw ratio is gradually increased by 0.1 times by adjusting the draw ratio in the drawing step, and the total draw ratio when the film breaks The total draw ratio set immediately before was set as a draw ratio at which continuous operation was possible.
- Example 1 100 parts by mass of a long PVA film 1 [PVA (saponification product of vinyl acetate homopolymer having a polymerization degree of 2,400, a saponification degree of 99.9 mol%) having a thickness of 0.030 mm when dried and a width of 65 cm , 12 parts by mass of glycerin and 0.03 parts by mass of surfactant] are continuously unwound from the film roll 7 and continuously provided in this order to the swelling process 5, the dyeing process 10 and the crosslinking process 11. did.
- FIG. 3 is a schematic view showing that the PVA film 1 is continuously unwound from the film roll 7 and subjected to the swelling process 5, the dyeing process 10 and the crosslinking process 11.
- the PVA film 1 was immersed in distilled water (temperature: 30 ° C.) for 1 minute, and uniaxially stretched in the length direction at a stretching ratio of 2.0 times. Further, as the dyeing step 10, the PVA film 1 is immersed in an aqueous solution containing iodine pigment (iodine concentration: 0.05 mass%, potassium iodide concentration: 1.2 mass%, temperature: 30 ° C.) for 2 minutes. In the meantime, the film was uniaxially stretched in the length direction at a draw ratio of 1.2.
- iodine pigment iodine concentration: 0.05 mass%, potassium iodide concentration: 1.2 mass%, temperature: 30 ° C.
- the PVA film 1 is immersed in an aqueous boric acid solution (boric acid concentration: 2.6% by mass, temperature: 30 ° C.) for 2 minutes, and uniaxial with a draw ratio of 1.1 times in the length direction. Stretched.
- aqueous boric acid solution boric acid concentration: 2.6% by mass, temperature: 30 ° C.
- a pair of sponge rolls 2 (AC sponge U manufactured by AC Chemical Co., Ltd .; urethane sponge, A water retention rate of 78%, a roll outer diameter of 50 mm, a core metal outer diameter of 10 mm, a roll width of 80 cm, a distance between rotation axes of 44 mm, and a compression ratio of 88%) were installed.
- the position of the sponge roll 2 is such that the rotation axis of each sponge roll 2 is parallel to the width direction of the PVA film 1 and the plane including the rotation axis of each sponge roll 2 is perpendicular to the PVA film 1. Adjusted.
- the PVA film 1 which came out of water was nipped over the whole width direction, and the water adhering to the said PVA film 1 was removed.
- the distance between the position 8 where the PVA film 1 comes out of the water 6 and the position 9 where water is removed from the PVA film. A was 20 mm.
- the position where the PVA film 1 first contacts one of the two sponge rolls 2 is a position 9 where water is removed from the PVA film.
- the guide roll 3 (the roll that contacts the entire width direction of the PVA film 1)
- the pair of take-up rolls 4 (the PVA film)
- the guide roll 3 and the take-up roll 4 were installed downstream of the sponge roll 2 so as to come into contact with the roll 1 in the entire width direction of 1.
- the polarizing film was manufactured by successively performing the stretching step, the fixing treatment step, and the drying step in this order following the crosslinking step 11 described above.
- the stretching step the PVA film 1 is uniaxially with a stretching ratio of 1.9 times in the length direction in a boric acid aqueous solution (boric acid concentration: 2.8 mass%, potassium iodide concentration: 5 mass%, temperature: 57 ° C.). This was carried out by stretching (the total stretching ratio including the stretching ratio of the previous stretching was 5.0 times).
- the fixing treatment step is performed by immersing the stretched PVA film 1 in a boric acid aqueous solution (boric acid concentration: 2.6 mass%, potassium iodide concentration: 5 mass%, temperature: 22 ° C.) for 2 minutes. It was. Furthermore, the drying process was performed by drying the stretched PVA film 1 at 60 ° C. for 1 minute to obtain a polarizing film.
- boric acid aqueous solution boric acid concentration: 2.6 mass%, potassium iodide concentration: 5 mass%, temperature: 22 ° C.
- Examples 2 to 5 and Comparative Example 3 A polarizing film was produced in the same manner as in Example 1 except that the thickness and distance A of the PVA film 1 were changed as shown in Table 1.
- Example 6 A polarizing film was produced in the same manner as in Example 3 except that, in the crosslinking step 11, the pair of sponge rolls 2 was not installed and the water adhered to the PVA film 1 was not removed.
- Table 1 summarizes the manufacturing conditions and evaluation results of Examples 1 to 6, Comparative Examples 1 to 3, and Reference Example.
Landscapes
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Polarising Elements (AREA)
- Liquid Crystal (AREA)
- Treatments Of Macromolecular Shaped Articles (AREA)
- Shaping By String And By Release Of Stress In Plastics And The Like (AREA)
Abstract
Provided is a method for producing a polarizing film, in which a polyvinyl alcohol film is subjected to at least a swelling step, a dyeing step, and a stretching step, wherein a stretched film is produced using, as a starting material, a polyvinyl alcohol film having a dry film thickness B between 0.001-0.045 mm inclusive, and in at least one of said steps, following immersion of the polyvinyl alcohol film in water, when the film is taken out of the water and water adhering to both ends of the film is removed from both surfaces thereof, a distance A from a position at which the film is taken out of the water to a position at which the water is removed is set to 28 mm or less. This production method enables easy production of a polarizing film having excellent polarization performance, and is less likely to cause damage to a film during stretching or drying even when a thin polyvinyl alcohol film is used.
Description
本発明は、原材料として薄いポリビニルアルコールフィルムを用いた偏光フィルムの製造方法に関する。
The present invention relates to a method for producing a polarizing film using a thin polyvinyl alcohol film as a raw material.
光の透過および遮蔽機能を有する偏光板は、光の偏光状態を変化させる液晶と共に液晶ディスプレイ(LCD)の基本的な構成要素である。多くの偏光板は、偏光フィルムの表面に三酢酸セルロース(TAC)フィルムなどの保護膜が貼り合わされた構造を有している。偏光板を構成する偏光フィルムとしてはポリビニルアルコールフィルム(以下、「ポリビニルアルコール」を「PVA」と略記することがある)を一軸延伸して配向させた延伸フィルムにヨウ素系色素(I3
-やI5
-等)や二色性有機染料といった二色性色素が吸着しているものが主流となっている。このような偏光フィルムは、二色性色素を予め含有させたPVAフィルムを一軸延伸したり、PVAフィルムの一軸延伸と同時に二色性色素を吸着させたり、PVAフィルムを一軸延伸した後に二色性色素を吸着させたりするなどして製造される。
A polarizing plate having a light transmission and shielding function is a basic component of a liquid crystal display (LCD) together with a liquid crystal that changes a polarization state of light. Many polarizing plates have a structure in which a protective film such as a cellulose triacetate (TAC) film is bonded to the surface of a polarizing film. As a polarizing film constituting the polarizing plate, a polyvinyl alcohol film (hereinafter, “polyvinyl alcohol” may be abbreviated as “PVA”) is uniaxially stretched and oriented with an iodine dye (I 3 - or I 5 - such dichroic dyes, etc.) or a dichroic organic dye has become mainstream those adsorbed. Such a polarizing film can be obtained by uniaxially stretching a PVA film preliminarily containing a dichroic dye, adsorbing a dichroic dye simultaneously with uniaxial stretching of the PVA film, or dichroic after uniaxially stretching the PVA film. Manufactured by adsorbing dyes.
LCDは、電卓および腕時計などの小型機器、ノートパソコン、液晶モニター、液晶カラープロジェクター、液晶テレビ、車載用ナビゲーションシステム、携帯電話、屋内外で用いられる計測機器などの広範な用途において用いられている。近年、特に小型のノートパソコンや携帯電話などのモバイル用途へのLCDの需要が増えており、偏光板の薄型化が強く求められている。
LCDs are used in a wide range of applications such as small devices such as calculators and watches, notebook computers, liquid crystal monitors, liquid crystal color projectors, liquid crystal televisions, in-vehicle navigation systems, mobile phones, and measuring devices used indoors and outdoors. In recent years, demand for LCDs for mobile applications such as small notebook computers and mobile phones has increased, and there is a strong demand for thinner polarizing plates.
このようなことから偏光フィルムの薄膜化が求められており、その手段の一つとして、原料として薄いPVAフィルムを用いる方法が挙げられる。しかしながら、薄いPVAフィルムは延伸時や乾燥時などにフィルムの破断が発生しやすいため、偏光フィルムの生産速度の低下や不良品の増加によるコストの上昇を招きやすい。特に、膨潤工程や染色工程等において、PVAフィルムを水に浸漬した後にフィルム端部に折れ込みが生じて、これが原因で延伸時や乾燥時などにおいてPVAフィルムが破断して問題となっていた。
For these reasons, it is required to make the polarizing film thin, and one of the means is a method using a thin PVA film as a raw material. However, since a thin PVA film is likely to break when stretched or dried, the production speed of the polarizing film is reduced and the cost is increased due to an increase in defective products. In particular, in the swelling process, the dyeing process, etc., the film ends are folded after the PVA film is immersed in water, and this causes a problem that the PVA film breaks during stretching or drying.
薄い偏光フィルムを製造する方法として、プラスチックフィルム上にコート法によって薄いPVA層を形成した後、得られた積層体を延伸する方法が提案されている(例えば、特許文献1および2)。しかしながら、このような方法は、コート作業やその後の乾燥作業が煩雑であった。また、PVA層を不溶化させるために積層体の熱処理を行う必要があった。そのため、熱処理後も延伸可能なプラスチックフィルムを使用する必要があり、コスト高であった。さらに、プラスチックフィルムとPVA層との間の接着強度が比較的高いため、延伸時にPVA層の適度なネックインが妨げられて、偏光性能に優れる偏光フィルムを得ることが困難であった。
As a method for producing a thin polarizing film, there has been proposed a method in which a thin PVA layer is formed on a plastic film by a coating method and then the obtained laminate is stretched (for example, Patent Documents 1 and 2). However, such a method requires complicated coating work and subsequent drying work. Moreover, in order to insolubilize a PVA layer, it was necessary to heat-process a laminated body. For this reason, it is necessary to use a plastic film that can be stretched even after heat treatment, which is expensive. Furthermore, since the adhesive strength between the plastic film and the PVA layer is relatively high, an appropriate neck-in of the PVA layer is prevented at the time of stretching, and it is difficult to obtain a polarizing film having excellent polarization performance.
また、各処理槽から取り出したPVAフィルムの片面の液を取り除いた後、PVAフィルムの幅方向の両端部をエキスパンダーロール等を用いて拡幅する処理を施す方法が提案されている(特許文献3)。しかしながら、エキスパンダーロール等を用いてPVAフィルムの両端部を拡幅する処理を施しても、薄いPVAフィルムを水に浸漬した後に発生する数mm幅の細い折れ込みを解消させるのは難しく、延伸時や乾燥時においてPVAフィルムの破断が生じた。また、PVAフィルムの両端部を拡幅する処理を施すことによって、PVAフィルムにシワが入りやすくなり、外観異常が発生しやすかった。
Moreover, after removing the liquid of the single side | surface of the PVA film taken out from each processing tank, the method of giving the process which expands the both ends of the width direction of a PVA film using an expander roll etc. is proposed (patent document 3). . However, it is difficult to eliminate the thin folds of several mm width that occur after the thin PVA film is immersed in water even if the both ends of the PVA film are widened using an expander roll or the like. The PVA film broke during drying. Moreover, by performing the process which expands the both ends of a PVA film, it became easy to wrinkle a PVA film and it was easy to generate | occur | produce abnormal appearance.
本発明は、上記課題を解決するためになされたものであり、薄いPVAフィルムを用いた場合であっても延伸時や乾燥時などにおいてフィルムの破断が発生しにくく、偏光性能に優れたフィルムを容易に得ることができる偏光フィルムの製造方法を提供することを目的とする。
The present invention has been made in order to solve the above problems, and even when a thin PVA film is used, the film is less likely to break during stretching or drying, and a film having excellent polarization performance is obtained. It aims at providing the manufacturing method of the polarizing film which can be obtained easily.
本発明者らは上記の目的を達成すべく鋭意検討を重ねた結果、薄いPVAフィルムを用いて偏光フィルムを製造する場合には、PVAフィルムを水に浸漬した後、取り出した直後にその端部に折れ込みが発生しやすく、それが原因となって、後の延伸工程において延伸切れが発生しやすくなったり、乾燥工程においてフィルムの収縮による破断が発生しやすくなったりすることを突き止めた。そして、PVAフィルムを水に浸漬した後、取り出した直後に、PVAフィルムに付着した水を、その両面から除去することによって、当該PVAフィルムの端部における折れ込みの発生が抑制されて、フィルムの破断(延伸切れ等)を防ぐことができることを見出した。これらの知見に基づいて更に検討を重ねた結果、本発明を完成させた。
As a result of intensive studies to achieve the above object, the inventors of the present invention have produced a polarizing film using a thin PVA film. As a result, it has been found that it is easy to cause breakage in the subsequent stretching process, and breakage due to film shrinkage is likely to occur in the drying process. And after immersing a PVA film in water, immediately after taking out, by removing the water adhering to a PVA film from the both surfaces, generation | occurrence | production of the folding in the edge part of the said PVA film is suppressed, It has been found that breakage (breakage of stretching, etc.) can be prevented. As a result of further studies based on these findings, the present invention was completed.
すなわち、本発明は、
[1]ポリビニルアルコールフィルムに対して、少なくとも膨潤工程、染色工程および延伸工程を施す偏光フィルムの製造方法であって、
原料として乾燥厚みBが0.001mm以上0.045mm以下であるポリビニルアルコールフィルムを用い、
前記工程のうち少なくとも一つにおいて、ポリビニルアルコールフィルムを水に浸漬した後、水から取り出して前記フィルムの両面から両端部に付着した水を除去する際に、前記フィルムが水から出る位置から水が除去される位置までの距離Aを28mm以下とする延伸フィルムの製造方法;
[2]水を除去する前記フィルムの両端部の幅が1cm以上である上記[1]の製造方法;
[3]前記フィルム全面の水を除去する上記[2]の製造方法;
[4]原料のポリビニルアルコールフィルムの乾燥厚みB(mm)と前記距離A(mm)が下記式(1)を満足する上記[1]~[3]のいずれかの製造方法;
A≦B×1000 (1)
[5]前記フィルムを一対のロールでニップすることによって前記フィルムの両端部に付着した水を除去する上記[1]~[4]のいずれかの製造方法;
[6]前記ロールがスポンジロールである上記[5]の製造方法;
[7]前記スポンジロールの保水率が50%以上95%以下である上記[6]の製造方法;
[8]一対のロールの各回転軸間の距離a(cm)と各ロールの半径b1(cm)およびb2(cm)が下記式(2)を満足する上記[5]~[7]のいずれかの製造方法;
0.1≦a/(b1+b2)≦0.97 (2)
[9]延伸工程の前に、前記フィルムの両端部に付着した水を除去する上記[1]~[8]のいずれかの製造方法;
[10]さらに架橋工程又は固定処理工程を施す上記[1]~[9]のいずれかの製造方法;
に関する。 That is, the present invention
[1] A method for producing a polarizing film for subjecting a polyvinyl alcohol film to at least a swelling step, a dyeing step, and a stretching step,
Using a polyvinyl alcohol film having a dry thickness B of 0.001 mm to 0.045 mm as a raw material,
In at least one of the steps, after immersing the polyvinyl alcohol film in water, when removing the water adhering to both ends from both sides of the film, water is removed from the position where the film comes out of the water. A method for producing a stretched film in which the distance A to the removed position is 28 mm or less;
[2] The production method of the above [1], wherein the width of both ends of the film from which water is removed is 1 cm or more;
[3] The production method of the above [2], wherein water on the entire surface of the film is removed;
[4] The production method of any one of [1] to [3], wherein the dry thickness B (mm) of the raw polyvinyl alcohol film and the distance A (mm) satisfy the following formula (1):
A ≦ B × 1000 (1)
[5] The method according to any one of [1] to [4] above, wherein water attached to both ends of the film is removed by nipping the film with a pair of rolls;
[6] The method according to [5], wherein the roll is a sponge roll;
[7] The production method of the above [6], wherein the water retention of the sponge roll is 50% or more and 95% or less;
[8] Any of the above [5] to [7], wherein the distance a (cm) between the rotation axes of the pair of rolls and the radii b1 (cm) and b2 (cm) of each roll satisfy the following formula (2): Manufacturing method;
0.1 ≦ a / (b1 + b2) ≦ 0.97 (2)
[9] The method according to any one of [1] to [8], wherein water attached to both ends of the film is removed before the stretching step;
[10] The production method of any one of [1] to [9], wherein a crosslinking step or a fixing treatment step is further performed;
About.
[1]ポリビニルアルコールフィルムに対して、少なくとも膨潤工程、染色工程および延伸工程を施す偏光フィルムの製造方法であって、
原料として乾燥厚みBが0.001mm以上0.045mm以下であるポリビニルアルコールフィルムを用い、
前記工程のうち少なくとも一つにおいて、ポリビニルアルコールフィルムを水に浸漬した後、水から取り出して前記フィルムの両面から両端部に付着した水を除去する際に、前記フィルムが水から出る位置から水が除去される位置までの距離Aを28mm以下とする延伸フィルムの製造方法;
[2]水を除去する前記フィルムの両端部の幅が1cm以上である上記[1]の製造方法;
[3]前記フィルム全面の水を除去する上記[2]の製造方法;
[4]原料のポリビニルアルコールフィルムの乾燥厚みB(mm)と前記距離A(mm)が下記式(1)を満足する上記[1]~[3]のいずれかの製造方法;
A≦B×1000 (1)
[5]前記フィルムを一対のロールでニップすることによって前記フィルムの両端部に付着した水を除去する上記[1]~[4]のいずれかの製造方法;
[6]前記ロールがスポンジロールである上記[5]の製造方法;
[7]前記スポンジロールの保水率が50%以上95%以下である上記[6]の製造方法;
[8]一対のロールの各回転軸間の距離a(cm)と各ロールの半径b1(cm)およびb2(cm)が下記式(2)を満足する上記[5]~[7]のいずれかの製造方法;
0.1≦a/(b1+b2)≦0.97 (2)
[9]延伸工程の前に、前記フィルムの両端部に付着した水を除去する上記[1]~[8]のいずれかの製造方法;
[10]さらに架橋工程又は固定処理工程を施す上記[1]~[9]のいずれかの製造方法;
に関する。 That is, the present invention
[1] A method for producing a polarizing film for subjecting a polyvinyl alcohol film to at least a swelling step, a dyeing step, and a stretching step,
Using a polyvinyl alcohol film having a dry thickness B of 0.001 mm to 0.045 mm as a raw material,
In at least one of the steps, after immersing the polyvinyl alcohol film in water, when removing the water adhering to both ends from both sides of the film, water is removed from the position where the film comes out of the water. A method for producing a stretched film in which the distance A to the removed position is 28 mm or less;
[2] The production method of the above [1], wherein the width of both ends of the film from which water is removed is 1 cm or more;
[3] The production method of the above [2], wherein water on the entire surface of the film is removed;
[4] The production method of any one of [1] to [3], wherein the dry thickness B (mm) of the raw polyvinyl alcohol film and the distance A (mm) satisfy the following formula (1):
A ≦ B × 1000 (1)
[5] The method according to any one of [1] to [4] above, wherein water attached to both ends of the film is removed by nipping the film with a pair of rolls;
[6] The method according to [5], wherein the roll is a sponge roll;
[7] The production method of the above [6], wherein the water retention of the sponge roll is 50% or more and 95% or less;
[8] Any of the above [5] to [7], wherein the distance a (cm) between the rotation axes of the pair of rolls and the radii b1 (cm) and b2 (cm) of each roll satisfy the following formula (2): Manufacturing method;
0.1 ≦ a / (b1 + b2) ≦ 0.97 (2)
[9] The method according to any one of [1] to [8], wherein water attached to both ends of the film is removed before the stretching step;
[10] The production method of any one of [1] to [9], wherein a crosslinking step or a fixing treatment step is further performed;
About.
本発明の製造方法によれば、薄いPVAフィルムを用いた場合であっても延伸時や乾燥時などにフィルムの破断が発生しにくく、偏光性能に優れた偏光フィルムを容易に製造することができる。
According to the production method of the present invention, even when a thin PVA film is used, the film is not easily broken during stretching or drying, and a polarizing film having excellent polarization performance can be easily produced. .
本発明の偏光フィルムの製造方法は、PVAフィルムに対して、少なくとも膨潤工程、染色工程および延伸工程を施す偏光フィルムの製造方法であって、原料として乾燥厚みBが0.001mm以上0.045mm以下であるPVAフィルムを用い、前記工程のうち少なくとも一つにおいて、PVAフィルムを水に浸漬した後、水から取り出して前記フィルムの両面から両端部に付着した水を除去する際に、前記フィルムが水から出る位置から水が除去される位置までの距離Aを28mm以下とするものである。
The method for producing a polarizing film of the present invention is a method for producing a polarizing film in which at least a swelling process, a dyeing process, and a stretching process are performed on a PVA film, and a dry thickness B as a raw material is 0.001 mm or more and 0.045 mm or less. In at least one of the steps, the PVA film is immersed in water and then removed from the water, and when the water adhering to both ends of the film is removed, the film is water. The distance A from the position where the water exits to the position where the water is removed is 28 mm or less.
本発明において、PVAフィルムの製造に用いられるPVAは、酢酸ビニル、ギ酸ビニル、プロピオン酸ビニル、酪酸ビニル、ピバリン酸ビニル、バーサティック酸ビニル、ラウリン酸ビニル、ステアリン酸ビニル、安息香酸ビニル、酢酸イソプロペニル等のビニルエステルの1種または2種以上を重合して得られるポリビニルエステルをけん化する方法等によって製造することができる。前記ビニルエステルの中でも、PVAの製造が容易である点、入手が容易である点、コストが低減される点等から、分子中にビニルオキシカルボニル基(H2C=CH-O-CO-)を有する化合物が好ましく、酢酸ビニルがより好ましい。
In the present invention, PVA used for the production of PVA film is vinyl acetate, vinyl formate, vinyl propionate, vinyl butyrate, vinyl pivalate, vinyl versatate, vinyl laurate, vinyl stearate, vinyl benzoate, It can be produced by a method of saponifying a polyvinyl ester obtained by polymerizing one or more vinyl esters such as propenyl. Among the vinyl esters, a vinyloxycarbonyl group (H 2 C═CH—O—CO—) is included in the molecule from the viewpoints of easy production of PVA, easy availability, and cost reduction. Are preferred, and vinyl acetate is more preferred.
前記ポリビニルエステルは、単量体としてビニルエステルのみを用いて得られたものが好ましい。このとき使用されるビニルエステルは2種以上でもよいが1種が好ましい。本発明の効果を損なわない範囲内であれば、前記ポリビニルエステルは、1種または2種以上のビニルエステルと、これと共重合可能な他の単量体との共重合体であってもよい。
The polyvinyl ester is preferably obtained using only vinyl ester as a monomer. Two or more vinyl esters may be used at this time, but one is preferable. As long as the effects of the present invention are not impaired, the polyvinyl ester may be a copolymer of one or two or more vinyl esters and other monomers copolymerizable therewith. .
前記ビニルエステルと共重合可能な他の単量体としては、例えば、エチレン、プロピレン、1-ブテン、イソブテン等の炭素数2~30のα-オレフィン;(メタ)アクリル酸またはその塩;(メタ)アクリル酸メチル、(メタ)アクリル酸エチル、(メタ)アクリル酸n-プロピル、(メタ)アクリル酸i-プロピル、(メタ)アクリル酸n-ブチル、(メタ)アクリル酸i-ブチル、(メタ)アクリル酸t-ブチル、(メタ)アクリル酸2-エチルへキシル、(メタ)アクリル酸ドデシル、(メタ)アクリル酸オクタデシル等の(メタ)アクリル酸エステル;(メタ)アクリルアミド;N-メチル(メタ)アクリルアミド、N-エチル(メタ)アクリルアミド、N,N-ジメチル(メタ)アクリルアミド、ジアセトン(メタ)アクリルアミド、(メタ)アクリルアミドプロパンスルホン酸またはその塩、(メタ)アクリルアミドプロピルジメチルアミンまたはその塩、N-メチロール(メタ)アクリルアミドまたはその誘導体等の(メタ)アクリルアミド誘導体;N-ビニルホルムアミド、N-ビニルアセトアミド、N-ビニルピロリドン等のN-ビニルアミド;メチルビニルエーテル、エチルビニルエーテル、n-プロピルビニルエーテル、i-プロピルビニルエーテル、n-ブチルビニルエーテル、i-ブチルビニルエーテル、t-ブチルビニルエーテル、ドデシルビニルエーテル、ステアリルビニルエーテル等のビニルエーテル;(メタ)アクリロニトリル等のシアン化ビニル;塩化ビニル、塩化ビニリデン、フッ化ビニル、フッ化ビニリデン等のハロゲン化ビニル;酢酸アリル、塩化アリル等のアリル化合物;マレイン酸またはその塩、エステルもしくは酸無水物;イタコン酸またはその塩、エステルもしくは酸無水物;ビニルトリメトキシシラン等のビニルシリル化合物;不飽和スルホン酸またはその塩などを挙げることができる。前記ポリビニルエステルは、前記他の単量体に由来する構造単位を1種または2種以上有することができる。
Examples of other monomers copolymerizable with the vinyl ester include α-olefins having 2 to 30 carbon atoms such as ethylene, propylene, 1-butene and isobutene; (meth) acrylic acid or salts thereof; ) Methyl acrylate, ethyl (meth) acrylate, n-propyl (meth) acrylate, i-propyl (meth) acrylate, n-butyl (meth) acrylate, i-butyl (meth) acrylate, (meth ) (Meth) acrylate esters such as t-butyl acrylate, 2-ethylhexyl (meth) acrylate, dodecyl (meth) acrylate, octadecyl (meth) acrylate; (meth) acrylamide; N-methyl (meth) ) Acrylamide, N-ethyl (meth) acrylamide, N, N-dimethyl (meth) acrylamide, diacetone (meth) acrylic (Meth) acrylamide derivatives such as amide, (meth) acrylamide propanesulfonic acid or a salt thereof, (meth) acrylamide propyldimethylamine or a salt thereof, N-methylol (meth) acrylamide or a derivative thereof; N-vinylformamide, N-vinyl N-vinylamides such as acetamide and N-vinylpyrrolidone; methyl vinyl ether, ethyl vinyl ether, n-propyl vinyl ether, i-propyl vinyl ether, n-butyl vinyl ether, i-butyl vinyl ether, t-butyl vinyl ether, dodecyl vinyl ether, stearyl vinyl ether, etc. Vinyl ether; vinyl cyanide such as (meth) acrylonitrile; halogenated vinyl such as vinyl chloride, vinylidene chloride, vinyl fluoride, vinylidene fluoride; vinegar Allyl compounds such as allyl acid and allyl chloride; maleic acid or salts thereof, esters or acid anhydrides; itaconic acid or salts thereof, esters or acid anhydrides; vinylsilyl compounds such as vinyltrimethoxysilane; unsaturated sulfonic acids or salts thereof And so on. The polyvinyl ester can have one or more structural units derived from the other monomers.
前記ポリビニルエステルに占める他の単量体に由来する構造単位の割合は、ポリビニルエステルを構成する全構造単位のモル数に基づいて、15モル%以下であることが好ましく、10モル%以下であることがより好ましく、5モル%以下であることが更に好ましい。
The proportion of structural units derived from other monomers in the polyvinyl ester is preferably 15 mol% or less, preferably 10 mol% or less, based on the number of moles of all structural units constituting the polyvinyl ester. More preferred is 5 mol% or less.
本発明の効果を損なわない範囲内であれば、PVAは1種または2種以上のグラフト共重合可能な単量体によって変性されたものであってもよい。このとき、ポリビニルエステル又はPVAに対してグラフト共重合を行うことができる。グラフト共重合可能な単量体としては、例えば、不飽和カルボン酸またはその誘導体;不飽和スルホン酸またはその誘導体;炭素数2~30のα-オレフィンなどが挙げられる。ポリビニルエステルまたはPVAにおけるグラフト共重合可能な単量体に由来する構造単位の割合は、ポリビニルエステルまたはPVAを構成する全構造単位のモル数に基づいて、5モル%以下であることが好ましい。本発明で用いられるPVAはグラフト共重合されていないものが好ましい。
As long as the effect of the present invention is not impaired, the PVA may be modified with one or two or more types of graft copolymerizable monomers. At this time, graft copolymerization can be performed on the polyvinyl ester or PVA. Examples of the graft copolymerizable monomer include an unsaturated carboxylic acid or a derivative thereof; an unsaturated sulfonic acid or a derivative thereof; an α-olefin having 2 to 30 carbon atoms. The proportion of structural units derived from the graft copolymerizable monomer in the polyvinyl ester or PVA is preferably 5 mol% or less based on the number of moles of all structural units constituting the polyvinyl ester or PVA. The PVA used in the present invention is preferably not graft copolymerized.
前記PVAは、その水酸基の一部が架橋されていてもよいし、架橋されていなくてもよい。また上記のPVAはその水酸基の一部がアセトアルデヒド、ブチルアルデヒド等のアルデヒド化合物などと反応してアセタール構造を形成していてもよいし、アセタール構造を形成していなくてもよい。
In the PVA, a part of the hydroxyl group may be cross-linked or may not be cross-linked. The PVA may have a hydroxyl group partially reacted with an aldehyde compound such as acetaldehyde or butyraldehyde to form an acetal structure or may not form an acetal structure.
前記PVAの平均重合度は特に限定されないが、1,000以上であることが好ましい。PVAの平均重合度が1,000以上であることにより、得られる偏光フィルムの偏光性能をさらに向上させることができる。PVAの平均重合度が高すぎるとPVAの製造コストが上昇するおそれや製膜時における工程通過性が不良となるおそれがある。そのため、PVAの平均重合度は1,000~10,000であることがより好ましく、1,500~8,000であることが更に好ましく、2,000~5,000であることが特に好ましい。本発明において、PVAの平均重合度はJIS K6726-1994の記載に準じて測定した平均重合度を意味する。
The average degree of polymerization of the PVA is not particularly limited, but is preferably 1,000 or more. When the average degree of polymerization of PVA is 1,000 or more, the polarizing performance of the obtained polarizing film can be further improved. If the average degree of polymerization of PVA is too high, the production cost of PVA may increase, and the process passability during film formation may be poor. Therefore, the average degree of polymerization of PVA is more preferably 1,000 to 10,000, still more preferably 1,500 to 8,000, and particularly preferably 2,000 to 5,000. In the present invention, the average degree of polymerization of PVA means the average degree of polymerization measured according to the description of JIS K6726-1994.
前記PVAのけん化度は得られる偏光フィルムの耐湿熱性が良好になる観点から、99.0モル%以上であることが好ましく、99.8モル%以上であることがより好ましく、99.9モル%以上であることが更に好ましい。本発明において、PVAのけん化度とは、PVAが有する、けん化によってビニルアルコール単位に変換され得る構造単位(典型的にはビニルエステル単位)とビニルアルコール単位との合計モル数に対する当該ビニルアルコール単位のモル数の割合(モル%)をいう。けん化度はJIS K6726-1994の記載に準じて測定することができる。
The saponification degree of the PVA is preferably 99.0 mol% or more, more preferably 99.8 mol% or more, and 99.9 mol% from the viewpoint of improving the heat and heat resistance of the obtained polarizing film. It is still more preferable that it is above. In the present invention, the degree of saponification of PVA means that the PVA has a vinyl alcohol unit relative to the total number of moles of structural units (typically vinyl ester units) that can be converted to vinyl alcohol units by saponification and vinyl alcohol units. It refers to the mole ratio (mol%). The degree of saponification can be measured according to the description of JIS K6726-1994.
本発明で用いられる原料のPVAフィルム中の前記PVAの含有率は、50~100質量%が好ましく、80~100質量%がより好ましく、85~100質量%が更に好ましい。
The content of the PVA in the raw material PVA film used in the present invention is preferably 50 to 100% by mass, more preferably 80 to 100% by mass, and still more preferably 85 to 100% by mass.
PVAフィルムは可塑剤を含んでいてもよい。PVAフィルムが可塑剤を含むことにより、取り扱い性や延伸性等が向上する。可塑剤として多価アルコールが好ましく用いられ、具体的には、エチレングリコール、グリセリン、プロピレングリコール、ジエチレングリコール、ジグリセリン、トリエチレングリコール、テトラエチレングリコール、トリメチロールプロパンなどが挙げられる。PVAフィルムはこれらの可塑剤の1種または2種以上を含むことができる。これらのうちでもPVAフィルムの延伸性がより向上する観点からグリセリンが好ましい。
The PVA film may contain a plasticizer. When the PVA film contains a plasticizer, the handleability and stretchability are improved. A polyhydric alcohol is preferably used as the plasticizer, and specific examples include ethylene glycol, glycerin, propylene glycol, diethylene glycol, diglycerin, triethylene glycol, tetraethylene glycol, trimethylolpropane, and the like. The PVA film can contain one or more of these plasticizers. Among these, glycerin is preferable from the viewpoint of further improving the stretchability of the PVA film.
PVAフィルムにおける可塑剤の含有量は、PVA100質量部に対して3~20質量部であることが好ましく、5~17質量部であることがより好ましく、7~14質量部であることが更に好ましい。PVAフィルムにおける可塑剤の含有量がPVA100質量部に対して3質量部以上であることによりPVAフィルムの延伸性がさらに向上する。一方、PVAフィルムにおける可塑剤の含有量がPVA100質量部に対して20質量部以下であることにより、PVAフィルムの表面に可塑剤がブリードアウトしてPVAフィルムの取り扱い性が低下するのを抑制することができる。
The content of the plasticizer in the PVA film is preferably 3 to 20 parts by mass, more preferably 5 to 17 parts by mass, and still more preferably 7 to 14 parts by mass with respect to 100 parts by mass of PVA. . When the content of the plasticizer in the PVA film is 3 parts by mass or more with respect to 100 parts by mass of PVA, the stretchability of the PVA film is further improved. On the other hand, when the content of the plasticizer in the PVA film is 20 parts by mass or less with respect to 100 parts by mass of PVA, the plasticizer bleeds out on the surface of the PVA film and the handling property of the PVA film is reduced. be able to.
また、後述する製膜原液を用いてPVAフィルムを製造する場合に、製膜性が向上してフィルムの厚み斑の発生が抑制されるとともに、製膜に金属ロールやベルトを使用した際に、これらからPVAフィルムを剥離し易くなる点から、当該製膜原液に界面活性剤を含有させることが好ましい。界面活性剤を含有する製膜原液を用いてPVAフィルムを製造した場合には、得られるPVAフィルム中に界面活性剤が含有されることがある。前記界面活性剤の種類は特に限定されないが、金属ロールやベルトからPVAフィルムを剥離し易い観点から、アニオン性界面活性剤およびノニオン性界面活性剤が好ましく、ノニオン性界面活性剤がより好ましい。これらの界面活性剤は単独でまたは2種以上を組み合わせて使用することができる。
In addition, when producing a PVA film using a film-forming stock solution described later, the film-forming property is improved and the occurrence of uneven thickness of the film is suppressed, and when a metal roll or belt is used for film-forming, From the viewpoint that the PVA film can be easily peeled from these, it is preferable to contain a surfactant in the film-forming stock solution. When a PVA film is produced using a film-forming stock solution containing a surfactant, a surfactant may be contained in the obtained PVA film. The type of the surfactant is not particularly limited, but anionic surfactants and nonionic surfactants are preferable, and nonionic surfactants are more preferable from the viewpoint of easily peeling the PVA film from a metal roll or belt. These surfactants can be used alone or in combination of two or more.
アニオン性界面活性剤としては、例えば、ラウリン酸カリウム等のカルボン酸型;オクチルサルフェート等の硫酸エステル型;ドデシルベンゼンスルホネート等のスルホン酸型などが好適である。
As the anionic surfactant, for example, a carboxylic acid type such as potassium laurate; a sulfate ester type such as octyl sulfate; a sulfonic acid type such as dodecylbenzene sulfonate is suitable.
ノニオン性界面活性剤としては、例えば、ポリオキシエチレンオレイルエーテル等のアルキルエーテル型;ポリオキシエチレンオクチルフェニルエーテル等のアルキルフェニルエーテル型;ポリオキシエチレンラウレート等のアルキルエステル型;ポリオキシエチレンラウリルアミノエーテル等のアルキルアミン型;ポリオキシエチレンラウリン酸アミド等のアルキルアミド型;ポリオキシエチレンポリオキシプロピレンエーテル等のポリプロピレングリコールエーテル型;ラウリン酸ジエタノールアミド、オレイン酸ジエタノールアミド等のアルカノールアミド型;ポリオキシアルキレンアリルフェニルエーテル等のアリルフェニルエーテル型などが好適である。
Nonionic surfactants include, for example, alkyl ether types such as polyoxyethylene oleyl ether; alkylphenyl ether types such as polyoxyethylene octylphenyl ether; alkyl ester types such as polyoxyethylene laurate; polyoxyethylene laurylamino Alkylamine type such as ether; alkylamide type such as polyoxyethylene lauric acid amide; polypropylene glycol ether type such as polyoxyethylene polyoxypropylene ether; alkanolamide type such as lauric acid diethanolamide and oleic acid diethanolamide; polyoxy An allyl phenyl ether type such as alkylene allyl phenyl ether is preferred.
製膜原液中の界面活性剤の含有量は、PVA100質量部に対して0.01~0.5質量部が好ましく、0.02~0.3質量部がより好ましい。界面活性剤の含有量が0.01質量部以上であることにより製膜性および剥離性を向上させることができる。一方、界面活性剤の含有量が0.5質量部以下であることにより、PVAフィルムの表面に界面活性剤がブリードアウトしてブロッキングが生じて取り扱い性が低下するのを抑制することができる。PVAフィルム中における界面活性剤の含有量は、製膜原液中の界面活性剤の含有量として上述した範囲が好ましい。
The content of the surfactant in the membrane forming stock solution is preferably 0.01 to 0.5 parts by mass, more preferably 0.02 to 0.3 parts by mass with respect to 100 parts by mass of PVA. When the content of the surfactant is 0.01 parts by mass or more, the film forming property and the peelability can be improved. On the other hand, when the content of the surfactant is 0.5 parts by mass or less, it is possible to suppress the surfactant from bleeding out on the surface of the PVA film, causing blocking, thereby reducing the handleability. The content of the surfactant in the PVA film is preferably in the range described above as the content of the surfactant in the film forming stock solution.
PVAフィルムはPVAのみからなるものであってもよいし、PVA並びに可塑剤および/または界面活性剤のみからなっていてもよい。また、必要に応じて、酸化防止剤、凍結防止剤、pH調整剤、隠蔽剤、着色防止剤、油剤などのPVA、可塑剤および界面活性剤以外の他の成分を含有していてもよい。
The PVA film may be composed only of PVA, or may be composed only of PVA and a plasticizer and / or a surfactant. Moreover, you may contain other components other than PVA, a plasticizer, and surfactant, such as antioxidant, an antifreezing agent, a pH adjuster, a masking agent, a coloring inhibitor, and an oil agent as needed.
PVAフィルムの製造方法は特に限定されないが、厚みや幅が均一なフィルムが得られる点から、キャスト製膜法、押出製膜法、湿式製膜法、ゲル製膜法などが好ましく、キャスト製膜法、押出製膜法がより好ましい。これらの製膜方法の中でも、厚みおよび幅が均一であり、なおかつ物性も良好なPVAフィルムが得られる点から、押出製膜法が特に好ましい。これらの製膜方法は1種のみを採用しても2種以上を組み合わせて採用してもよい。
The method for producing the PVA film is not particularly limited, but a cast film forming method, an extrusion film forming method, a wet film forming method, a gel film forming method, etc. are preferable from the viewpoint that a film having a uniform thickness and width is obtained. And the extrusion film forming method are more preferable. Among these film forming methods, the extrusion film forming method is particularly preferable because a PVA film having a uniform thickness and width and good physical properties can be obtained. These film forming methods may be used alone or in combination of two or more.
PVAフィルムの製造に用いられる製膜原液として、PVA、必要に応じて可塑剤、界面活性剤、その他の成分が液体媒体に溶解した製膜原液や、PVA、必要に応じて可塑剤、界面活性剤、その他の成分、液体媒体を含み、PVAが溶融した製膜原液を用いて製造することができる。当該製膜原液中の各成分が均一に混合されていることが好ましい。
As a film-forming stock solution used for the production of PVA film, PVA, a film-forming stock solution in which a plasticizer, a surfactant and other components are dissolved in a liquid medium, or PVA, if necessary, a plasticizer, surface-active It can be produced using a film-forming stock solution containing an agent, other components, and a liquid medium and in which PVA is melted. It is preferable that each component in the film-forming stock solution is uniformly mixed.
製膜原液に使用される液体媒体としては、例えば、水、ジメチルスルホキシド、ジメチルホルムアミド、ジメチルアセトアミド、N-メチルピロリドン、エチレングリコール、グリセリン、プロピレングリコール、ジエチレングリコール、トリエチレングリコール、テトラエチレングリコール、トリメチロールプロパン、エチレンジアミン、ジエチレントリアミンを挙げることができ、これらのうちの1種または2種以上を使用することができる。そのうちでも、環境に与える負荷が小さい点や回収性の点から水が好ましい。
Examples of the liquid medium used for the film-forming stock solution include water, dimethyl sulfoxide, dimethylformamide, dimethylacetamide, N-methylpyrrolidone, ethylene glycol, glycerin, propylene glycol, diethylene glycol, triethylene glycol, tetraethylene glycol, and trimethylol. Propane, ethylenediamine, and diethylenetriamine can be mentioned, and one or more of these can be used. Among these, water is preferable from the viewpoint of low environmental load and recoverability.
製膜原液の揮発分率(製膜時に揮発や蒸発によって除去される液体媒体などの揮発性成分の製膜原液中における含有割合)は製膜方法、製膜条件等によって異なるが、50~95質量%が好ましく、55~90質量%がより好ましく、60~85質量%が更に好ましい。製膜原液の揮発分率が50質量%以上であることにより、製膜原液の粘度が高くなり過ぎず、製膜原液調製時の濾過や脱泡が円滑に行われ、異物や欠点の少ないPVAフィルムの製造が容易になる。一方、製膜原液の揮発分率が95質量%以下であることにより、製膜原液の濃度が低くなり過ぎず、工業的なPVAフィルムの製造が容易になる。製膜して得られたPVAフィルムを必要に応じて乾燥や熱処理を行うことができる。
The volatile fraction of the film-forming stock solution (the content ratio of volatile components such as a liquid medium removed by volatilization or evaporation during film-forming in the film-forming stock solution) varies depending on the film-forming method, film-forming conditions, etc., but 50 to 95 % By mass is preferable, 55 to 90% by mass is more preferable, and 60 to 85% by mass is still more preferable. When the volatile fraction of the film-forming stock solution is 50% by mass or more, the viscosity of the film-forming stock solution does not become too high, and filtration and defoaming are smoothly performed during preparation of the film-forming stock solution, and there are few foreign matters and defects. Film production is facilitated. On the other hand, when the volatile fraction of the film-forming stock solution is 95% by mass or less, the concentration of the film-forming stock solution does not become too low, and the production of an industrial PVA film becomes easy. The PVA film obtained by film formation can be dried or heat-treated as necessary.
PVAフィルムの形状に特に限定はないが、偏光フィルムを生産性良く連続的に製造することができることから、長尺のPVAフィルムであることが好ましい。当該PVAフィルムの長さは特に限定されず、製造される偏光フィルムの用途などに応じて適宜設定することができ、例えば、5~20,000mとすることができる。当該PVAフィルムの幅は特に限定されないが、近年幅広の偏光フィルムが求められていることから50cm以上であることが好ましく、2m以上であることがより好ましく、4m以上であることが更に好ましい。当該PVAフィルムの幅の上限に特に限定されないが、広すぎると、実用化されている装置で偏光フィルムを製造する場合に、均一に延伸することが困難になる傾向があることから、PVAフィルムの幅は7m以下であることが好ましい。
The shape of the PVA film is not particularly limited, but is preferably a long PVA film because the polarizing film can be continuously produced with high productivity. The length of the PVA film is not particularly limited, and can be set as appropriate according to the application of the polarizing film to be produced. For example, the length can be 5 to 20,000 m. Although the width | variety of the said PVA film is not specifically limited, Since the wide polarizing film is calculated | required in recent years, it is preferable that it is 50 cm or more, It is more preferable that it is 2 m or more, It is further more preferable that it is 4 m or more. Although it is not particularly limited to the upper limit of the width of the PVA film, if it is too wide, it tends to be difficult to stretch uniformly when a polarizing film is produced with a practically used apparatus. The width is preferably 7 m or less.
本発明において、前記PVAフィルムの乾燥厚みBが0.001mm以上0.045mm以下である必要がある。このように従来使用されていたPVAフィルムよりも薄いものを偏光フィルムの原料として用いた場合、幅方向の端部に折れ込みが発生しやすく問題となっていた。それに対して、本発明の製造方法によれば、薄いPVAフィルムを用いた場合であっても、端部の折れ込みが防止されるため、延伸時や乾燥時などに破断が発生しにくく、高い延伸倍率で延伸できるため、偏光性能に優れた偏光フィルムを容易に製造することができる。前記PVAフィルムの乾燥厚みBが0.035mm以下であることが好ましい。PVAフィルムの厚みの下限は特に限定されないが、偏光フィルムをさらに容易に製造することができることから、0.003mm以上であることが好ましい。また、PVAフィルムは単層であっても、PVAの層と他の層とが積層された積層体であってもよいが、本発明の効果がより顕著に奏されることから単層であることが好ましい。積層体の場合にはPVA層の厚みが上記範囲にあることが好ましい。
In the present invention, the dry thickness B of the PVA film needs to be 0.001 mm or more and 0.045 mm or less. Thus, when the thing thinner than the PVA film conventionally used is used as a raw material of a polarizing film, it was easy to generate | occur | produce in the edge part of the width direction, and had become a problem. On the other hand, according to the production method of the present invention, even when a thin PVA film is used, the end portion is prevented from being folded, so that it is difficult to break during stretching or drying, and is high. Since the film can be stretched at a stretch ratio, a polarizing film having excellent polarization performance can be easily produced. The dry thickness B of the PVA film is preferably 0.035 mm or less. Although the minimum of the thickness of a PVA film is not specifically limited, Since a polarizing film can be manufactured still more easily, it is preferable that it is 0.003 mm or more. Further, the PVA film may be a single layer or a laminate in which a PVA layer and other layers are laminated, but it is a single layer because the effects of the present invention are more remarkably exhibited. It is preferable. In the case of a laminate, the thickness of the PVA layer is preferably in the above range.
こうして得られた原料のPVAフィルムに対して、少なくとも膨潤工程、染色工程および延伸工程を施すことによって偏光フィルムを製造する。このとき、PVAフィルムに対して、さらに架橋工程又は固定処理工程を施すことが好ましい。以下、これらの工程において具体的に説明する。
A polarizing film is produced by subjecting the raw material PVA film thus obtained to at least a swelling process, a dyeing process, and a stretching process. At this time, it is preferable to perform a crosslinking process or a fixing process on the PVA film. Hereinafter, these steps will be specifically described.
[膨潤工程]
PVAフィルムの膨潤処理を行う膨潤工程は、PVAフィルムを水に浸漬することにより行うことができる。通常、原料のPVAフィルムに対して最初に膨潤工程が施される。PVAフィルムを膨潤処理する際の水の温度は、20~40℃が好ましく、22~38℃がより好ましく、25~35℃が更に好ましい。また、水に浸漬する時間としては、0.5~5分間が好ましく、1~3分間がより好ましい。なお、水に浸漬する際の水は純水に限定されず、各種成分が溶解した水溶液であってもよいし、水と水溶性有機溶媒との混合物であってもよい。 [Swelling process]
The swelling process which performs the swelling process of a PVA film can be performed by immersing a PVA film in water. Usually, a swelling process is first given to the raw material PVA film. The temperature of water when swelling the PVA film is preferably 20 to 40 ° C., more preferably 22 to 38 ° C., and further preferably 25 to 35 ° C. The time for immersion in water is preferably 0.5 to 5 minutes, and more preferably 1 to 3 minutes. In addition, the water at the time of immersing in water is not limited to pure water, The aqueous solution in which various components melt | dissolved may be sufficient, and the mixture of water and a water-soluble organic solvent may be sufficient.
PVAフィルムの膨潤処理を行う膨潤工程は、PVAフィルムを水に浸漬することにより行うことができる。通常、原料のPVAフィルムに対して最初に膨潤工程が施される。PVAフィルムを膨潤処理する際の水の温度は、20~40℃が好ましく、22~38℃がより好ましく、25~35℃が更に好ましい。また、水に浸漬する時間としては、0.5~5分間が好ましく、1~3分間がより好ましい。なお、水に浸漬する際の水は純水に限定されず、各種成分が溶解した水溶液であってもよいし、水と水溶性有機溶媒との混合物であってもよい。 [Swelling process]
The swelling process which performs the swelling process of a PVA film can be performed by immersing a PVA film in water. Usually, a swelling process is first given to the raw material PVA film. The temperature of water when swelling the PVA film is preferably 20 to 40 ° C., more preferably 22 to 38 ° C., and further preferably 25 to 35 ° C. The time for immersion in water is preferably 0.5 to 5 minutes, and more preferably 1 to 3 minutes. In addition, the water at the time of immersing in water is not limited to pure water, The aqueous solution in which various components melt | dissolved may be sufficient, and the mixture of water and a water-soluble organic solvent may be sufficient.
[染色工程]
PVAフィルムの染色処理を行う染色工程は、二色性色素を含む水溶液中にPVAフィルムを浸漬することにより行うことができる。前記水溶液中の二色性色素の濃度は二色性色素の種類などに応じて適宜設定することができ、例えば0.001~1質量%の範囲内とすることができる。前記水溶液としてヨウ素-ヨウ化カリウム水溶液[ヨウ素(I2)とヨウ化カリウム(KI)を含む水溶液]を用いる場合には、ヨウ素系色素を効率良くPVAフィルムに吸着させることができる。当該水溶液中のヨウ素(I2)の濃度は0.01~1.0質量%が好ましく、ヨウ化カリウム(KI)の濃度は0.01~10質量%が好ましい。二色性色素を効率良くPVAフィルムに吸着させることができる点から、染色処理する際の二色性色素を含む水溶液の温度は、20~50℃が好ましく、25~40℃がより好ましい。PVAフィルムを前記水溶液に浸漬する時間は、0.1~10分間が好ましく、0.2~5分間がより好ましい。 [Dyeing process]
The dyeing process for dyeing the PVA film can be performed by immersing the PVA film in an aqueous solution containing a dichroic dye. The concentration of the dichroic dye in the aqueous solution can be appropriately set according to the type of the dichroic dye, and can be, for example, in the range of 0.001 to 1% by mass. When an iodine-potassium iodide aqueous solution [an aqueous solution containing iodine (I 2 ) and potassium iodide (KI)] is used as the aqueous solution, the iodine dye can be efficiently adsorbed on the PVA film. The concentration of iodine (I 2 ) in the aqueous solution is preferably 0.01 to 1.0% by mass, and the concentration of potassium iodide (KI) is preferably 0.01 to 10% by mass. The temperature of the aqueous solution containing the dichroic dye during the dyeing treatment is preferably 20 to 50 ° C, more preferably 25 to 40 ° C, from the viewpoint that the dichroic dye can be efficiently adsorbed to the PVA film. The time for immersing the PVA film in the aqueous solution is preferably 0.1 to 10 minutes, and more preferably 0.2 to 5 minutes.
PVAフィルムの染色処理を行う染色工程は、二色性色素を含む水溶液中にPVAフィルムを浸漬することにより行うことができる。前記水溶液中の二色性色素の濃度は二色性色素の種類などに応じて適宜設定することができ、例えば0.001~1質量%の範囲内とすることができる。前記水溶液としてヨウ素-ヨウ化カリウム水溶液[ヨウ素(I2)とヨウ化カリウム(KI)を含む水溶液]を用いる場合には、ヨウ素系色素を効率良くPVAフィルムに吸着させることができる。当該水溶液中のヨウ素(I2)の濃度は0.01~1.0質量%が好ましく、ヨウ化カリウム(KI)の濃度は0.01~10質量%が好ましい。二色性色素を効率良くPVAフィルムに吸着させることができる点から、染色処理する際の二色性色素を含む水溶液の温度は、20~50℃が好ましく、25~40℃がより好ましい。PVAフィルムを前記水溶液に浸漬する時間は、0.1~10分間が好ましく、0.2~5分間がより好ましい。 [Dyeing process]
The dyeing process for dyeing the PVA film can be performed by immersing the PVA film in an aqueous solution containing a dichroic dye. The concentration of the dichroic dye in the aqueous solution can be appropriately set according to the type of the dichroic dye, and can be, for example, in the range of 0.001 to 1% by mass. When an iodine-potassium iodide aqueous solution [an aqueous solution containing iodine (I 2 ) and potassium iodide (KI)] is used as the aqueous solution, the iodine dye can be efficiently adsorbed on the PVA film. The concentration of iodine (I 2 ) in the aqueous solution is preferably 0.01 to 1.0% by mass, and the concentration of potassium iodide (KI) is preferably 0.01 to 10% by mass. The temperature of the aqueous solution containing the dichroic dye during the dyeing treatment is preferably 20 to 50 ° C, more preferably 25 to 40 ° C, from the viewpoint that the dichroic dye can be efficiently adsorbed to the PVA film. The time for immersing the PVA film in the aqueous solution is preferably 0.1 to 10 minutes, and more preferably 0.2 to 5 minutes.
上記の二色性色素としては、ヨウ素系色素(I3
-やI5
-等)、二色性有機染料などが挙げられる。ヨウ素系色素は、例えば、ヨウ素(I2)とヨウ化カリウムとを接触させることにより得ることができる。また、二色性有機染料としては、ダイレクトブラック 17、19、154;ダイレクトブラウン 44、106、195、210、223;ダイレクトレッド 2、23、28、31、37、39、79、81、240、242、247;ダイレクトブルー 1、15、22、78、90、98、151、168、202、236、249、270;ダイレクトバイオレット 9、12、51、98;ダイレクトグリーン 1、85;ダイレクトイエロー 8、12、44、86、87;ダイレクトオレンジ 26、39、106、107などが挙げられる。これらの二色性色素の中でも、取り扱い性、入手性、偏光性能などの観点からヨウ素系色素が好ましい。なお、二色性色素は1種であっても2種以上であってもどちらでもよく、例えば、I3
-およびI5
-のように平衡混合物であってもよい。
Examples of the dichroic dye, iodine based dye (I 3 - and I 5 -, etc.), and the like dichroic organic dyes. The iodine dye can be obtained, for example, by bringing iodine (I 2 ) into contact with potassium iodide. Examples of the dichroic organic dye include direct black 17, 19, 154; direct brown 44, 106, 195, 210, 223; direct red 2, 23, 28, 31, 37, 39, 79, 81, 240, 242, 247; Direct Blue 1, 15, 22, 78, 90, 98, 151, 168, 202, 236, 249, 270; Direct Violet 9, 12, 51, 98; Direct Green 1, 85; Direct Yellow 8, 12, 44, 86, 87; Direct Orange 26, 39, 106, 107 and the like. Among these dichroic dyes, iodine-based dyes are preferable from the viewpoints of handleability, availability, and polarization performance. Incidentally, the dichroic dye may either be two or more kinds even in one, for example, I 3 - may be a balanced mixture as - and I 5.
[架橋工程]
PVAフィルムの架橋処理を行う架橋工程は、PVAフィルムを架橋剤を含む水溶液に浸漬することにより行うことができる。PVAフィルムに架橋構造が導入されることによって、比較的高い温度で湿式延伸を行う場合においても、フィルム中のPVAが水へ溶出するのを効果的に防止することができる。このような観点から、架橋工程は染色工程の後に行うのが好ましい。架橋剤としては、ホウ酸、ホウ砂等のホウ酸塩などのホウ素化合物を1種または2種以上使用することができる。前記水溶液中の架橋剤の濃度は1~15質量%が好ましく、2~7質量%がより好ましい。架橋剤を含む水溶液はヨウ化カリウム等の助剤を含有してもよい。架橋処理の際の前記水溶液の温度は、20~50℃が好ましく、25~40℃がより好ましい。 [Crosslinking process]
The crosslinking step for crosslinking the PVA film can be performed by immersing the PVA film in an aqueous solution containing a crosslinking agent. By introducing a crosslinked structure into the PVA film, it is possible to effectively prevent the PVA in the film from eluting into water even when wet stretching is performed at a relatively high temperature. From such a viewpoint, the crosslinking step is preferably performed after the dyeing step. As the cross-linking agent, one or more boron compounds such as boric acid such as boric acid and borax can be used. The concentration of the crosslinking agent in the aqueous solution is preferably 1 to 15% by mass, more preferably 2 to 7% by mass. The aqueous solution containing a crosslinking agent may contain an auxiliary agent such as potassium iodide. The temperature of the aqueous solution during the crosslinking treatment is preferably 20 to 50 ° C, more preferably 25 to 40 ° C.
PVAフィルムの架橋処理を行う架橋工程は、PVAフィルムを架橋剤を含む水溶液に浸漬することにより行うことができる。PVAフィルムに架橋構造が導入されることによって、比較的高い温度で湿式延伸を行う場合においても、フィルム中のPVAが水へ溶出するのを効果的に防止することができる。このような観点から、架橋工程は染色工程の後に行うのが好ましい。架橋剤としては、ホウ酸、ホウ砂等のホウ酸塩などのホウ素化合物を1種または2種以上使用することができる。前記水溶液中の架橋剤の濃度は1~15質量%が好ましく、2~7質量%がより好ましい。架橋剤を含む水溶液はヨウ化カリウム等の助剤を含有してもよい。架橋処理の際の前記水溶液の温度は、20~50℃が好ましく、25~40℃がより好ましい。 [Crosslinking process]
The crosslinking step for crosslinking the PVA film can be performed by immersing the PVA film in an aqueous solution containing a crosslinking agent. By introducing a crosslinked structure into the PVA film, it is possible to effectively prevent the PVA in the film from eluting into water even when wet stretching is performed at a relatively high temperature. From such a viewpoint, the crosslinking step is preferably performed after the dyeing step. As the cross-linking agent, one or more boron compounds such as boric acid such as boric acid and borax can be used. The concentration of the crosslinking agent in the aqueous solution is preferably 1 to 15% by mass, more preferably 2 to 7% by mass. The aqueous solution containing a crosslinking agent may contain an auxiliary agent such as potassium iodide. The temperature of the aqueous solution during the crosslinking treatment is preferably 20 to 50 ° C, more preferably 25 to 40 ° C.
後述する延伸工程とは別に、上述した各工程中や工程間において、PVAフィルムを延伸してもよい。このような延伸(前延伸)をすることにより、PVAフィルムにしわが入るのを防止することができる。前延伸の総延伸倍率(各工程における延伸倍率を掛け合わせた倍率)は、得られる偏光フィルムの偏光性能などの観点から、延伸前の原料のPVAフィルムの元長に基づいて、4倍以下であることが好ましく、1.5~3.5倍がより好ましい。膨潤工程における延伸倍率としては、1.1~3倍が好ましく、1.2~2.5倍がより好ましく、1.4~2.3倍が更に好ましい。染色工程における延伸倍率としては、2倍以下が好ましく、1.8倍以下がより好ましく、1.1~1.5倍が更に好ましい。架橋工程における延伸倍率としては、2倍以下が好ましく、1.5倍以下がより好ましく、1.05~1.3倍が更に好ましい。
Separately from the stretching process described later, the PVA film may be stretched during or between the above-described processes. By performing such stretching (pre-stretching), wrinkles can be prevented from entering the PVA film. From the viewpoint of the polarizing performance of the obtained polarizing film, the total stretching ratio of the pre-stretching is 4 times or less based on the original length of the raw PVA film before stretching from the viewpoint of the polarizing performance of the obtained polarizing film. It is preferably 1.5 to 3.5 times. The draw ratio in the swelling step is preferably 1.1 to 3 times, more preferably 1.2 to 2.5 times, and still more preferably 1.4 to 2.3 times. The draw ratio in the dyeing step is preferably 2 times or less, more preferably 1.8 times or less, and still more preferably 1.1 to 1.5 times. The draw ratio in the crosslinking step is preferably 2 times or less, more preferably 1.5 times or less, and further preferably 1.05 to 1.3 times.
[延伸工程]
PVAフィルムを延伸する延伸工程において、延伸方法は特に限定されず、湿式延伸法および乾式延伸法のうちのいずれで行ってもよい。湿式延伸法の場合は、ホウ酸、ホウ砂等のホウ酸塩などのホウ素化合物の1種または2種以上を含む水溶液中で行うこともできるし、上記した二色性色素を含む水溶液中や後述する固定処理で使用される水溶液中で行うこともできる。また乾式延伸法の場合は、室温でPVAフィルムを延伸してもよいし、熱をかけながらPVAフィルムを延伸してもよい。また、PVAフィルムに吸水させた後に延伸してもよい。これらの中でも、得られる偏光フィルムにおける幅方向の厚みの均一性の点から湿式延伸法が好ましい。湿式延伸法として、ホウ酸水溶液中で延伸する方法が好ましい。当該水溶液中におけるホウ酸の濃度は0.5~6.0質量%が好ましく、1.0~5.0質量%がより好ましく、1.5~4.0質量%が更に好ましい。上記したホウ素化合物を含む水溶液はヨウ化カリウムを含有してもよく、その濃度は0.01~10質量%の範囲内であることが好ましい。 [Stretching process]
In the stretching step of stretching the PVA film, the stretching method is not particularly limited, and may be performed by either a wet stretching method or a dry stretching method. In the case of the wet stretching method, it can be carried out in an aqueous solution containing one or two or more of boron compounds such as boric acid such as boric acid and borax, or in an aqueous solution containing the dichroic dye described above. It can also be performed in an aqueous solution used in the fixing treatment described below. In the case of the dry stretching method, the PVA film may be stretched at room temperature, or the PVA film may be stretched while applying heat. Moreover, you may extend | stretch, after making a PVA film absorb water. Among these, the wet stretching method is preferable from the viewpoint of the uniformity of the thickness in the width direction of the obtained polarizing film. As the wet stretching method, a method of stretching in an aqueous boric acid solution is preferable. The concentration of boric acid in the aqueous solution is preferably 0.5 to 6.0% by mass, more preferably 1.0 to 5.0% by mass, and still more preferably 1.5 to 4.0% by mass. The aqueous solution containing the boron compound may contain potassium iodide, and its concentration is preferably in the range of 0.01 to 10% by mass.
PVAフィルムを延伸する延伸工程において、延伸方法は特に限定されず、湿式延伸法および乾式延伸法のうちのいずれで行ってもよい。湿式延伸法の場合は、ホウ酸、ホウ砂等のホウ酸塩などのホウ素化合物の1種または2種以上を含む水溶液中で行うこともできるし、上記した二色性色素を含む水溶液中や後述する固定処理で使用される水溶液中で行うこともできる。また乾式延伸法の場合は、室温でPVAフィルムを延伸してもよいし、熱をかけながらPVAフィルムを延伸してもよい。また、PVAフィルムに吸水させた後に延伸してもよい。これらの中でも、得られる偏光フィルムにおける幅方向の厚みの均一性の点から湿式延伸法が好ましい。湿式延伸法として、ホウ酸水溶液中で延伸する方法が好ましい。当該水溶液中におけるホウ酸の濃度は0.5~6.0質量%が好ましく、1.0~5.0質量%がより好ましく、1.5~4.0質量%が更に好ましい。上記したホウ素化合物を含む水溶液はヨウ化カリウムを含有してもよく、その濃度は0.01~10質量%の範囲内であることが好ましい。 [Stretching process]
In the stretching step of stretching the PVA film, the stretching method is not particularly limited, and may be performed by either a wet stretching method or a dry stretching method. In the case of the wet stretching method, it can be carried out in an aqueous solution containing one or two or more of boron compounds such as boric acid such as boric acid and borax, or in an aqueous solution containing the dichroic dye described above. It can also be performed in an aqueous solution used in the fixing treatment described below. In the case of the dry stretching method, the PVA film may be stretched at room temperature, or the PVA film may be stretched while applying heat. Moreover, you may extend | stretch, after making a PVA film absorb water. Among these, the wet stretching method is preferable from the viewpoint of the uniformity of the thickness in the width direction of the obtained polarizing film. As the wet stretching method, a method of stretching in an aqueous boric acid solution is preferable. The concentration of boric acid in the aqueous solution is preferably 0.5 to 6.0% by mass, more preferably 1.0 to 5.0% by mass, and still more preferably 1.5 to 4.0% by mass. The aqueous solution containing the boron compound may contain potassium iodide, and its concentration is preferably in the range of 0.01 to 10% by mass.
延伸工程においてPVAフィルムを延伸する際の温度は、30~90℃が好ましく、40~80℃がより好ましく、50~70℃が更に好ましい。
The temperature at which the PVA film is stretched in the stretching step is preferably 30 to 90 ° C, more preferably 40 to 80 ° C, and still more preferably 50 to 70 ° C.
延伸工程における延伸倍率は、より優れた偏光性能を有する偏光フィルムが得られることなどから、1.2倍以上であることが好ましく、1.5倍以上であることがより好ましく、2倍以上であることが更に好ましい。また、上記した前延伸の延伸倍率も含めた総延伸倍率(各工程における延伸倍率を掛け合わせた倍率)は、延伸前の原料のPVAフィルムの元長に基づいて、5.5倍以上であることが好ましく、5.7倍以上であることがより好ましく、5.8倍以上であることが更に好ましく、5.9倍以上であることが特に好ましい。総延伸倍率を上記の範囲内にすることで、偏光性能により優れる偏光フィルムが得られる。上記総延伸倍率の上限は特に限定されないが、8倍以下であることが好ましい。
The stretching ratio in the stretching step is preferably 1.2 times or more, more preferably 1.5 times or more, and more preferably 2 times or more because a polarizing film having more excellent polarizing performance can be obtained. More preferably it is. In addition, the total draw ratio including the above-described draw ratio of the pre-stretch (the ratio obtained by multiplying the stretch ratio in each step) is 5.5 times or more based on the original length of the raw PVA film before stretching. It is preferably 5.7 times or more, more preferably 5.8 times or more, and particularly preferably 5.9 times or more. By setting the total draw ratio within the above range, a polarizing film having better polarizing performance can be obtained. The upper limit of the total draw ratio is not particularly limited, but is preferably 8 times or less.
本発明の延伸工程において、得られる偏光フィルムの性能の観点からPVAフィルムを一軸延伸することが好ましい。一軸延伸の方向は特に限定されず、長尺のPVAフィルムにおける長さ方向への一軸延伸や横一軸延伸を採用することができる。なかでも、偏光性能により優れる偏光フィルムが得られる点から長さ方向への一軸延伸が好ましい。長さ方向への一軸延伸は、互いに平行な複数のロールを備える延伸装置を使用して、各ロール間の周速を変えることにより行うことができる。一方、横一軸延伸はテンター型延伸機を用いて行うことができる。
In the stretching step of the present invention, the PVA film is preferably uniaxially stretched from the viewpoint of the performance of the obtained polarizing film. The direction of uniaxial stretching is not particularly limited, and uniaxial stretching or transverse uniaxial stretching in the length direction of a long PVA film can be employed. Especially, the uniaxial stretching to a length direction is preferable from the point from which the polarizing film which is excellent by polarizing performance is obtained. Uniaxial stretching in the length direction can be performed by changing the peripheral speed between the rolls using a stretching apparatus including a plurality of rolls parallel to each other. On the other hand, lateral uniaxial stretching can be performed using a tenter type stretching machine.
[固定処理工程]
固定処理工程における固定処理は、主として、延伸されたPVAフィルムへの二色性色素の吸着を強固にするために施される。延伸されたPVAフィルムを固定処理液中に浸漬することにより固定処理を行うことができる。固定処理液としては、ホウ酸、ホウ砂等のホウ酸塩などのホウ素化合物を1種または2種以上を含む水溶液を使用することができる。当該水溶液における、ホウ素化合物の濃度は、一般に2~15質量%が好ましく、3~10質量%がより好ましい。固定処理液の温度は、15~60℃が好ましく、20~40℃がより好ましい。また、必要に応じて、固定処理液中にヨウ素化合物や金属化合物を添加してもよい。 [Fixing process]
The fixing treatment in the fixing treatment step is mainly performed to strengthen the adsorption of the dichroic dye to the stretched PVA film. Fixing treatment can be performed by immersing the stretched PVA film in a fixing treatment solution. As the fixing treatment liquid, an aqueous solution containing one or more boron compounds such as boric acid such as boric acid and borax can be used. The concentration of the boron compound in the aqueous solution is generally preferably 2 to 15% by mass and more preferably 3 to 10% by mass. The temperature of the fixing treatment solution is preferably 15 to 60 ° C, more preferably 20 to 40 ° C. Moreover, you may add an iodine compound and a metal compound in a fixed process liquid as needed.
固定処理工程における固定処理は、主として、延伸されたPVAフィルムへの二色性色素の吸着を強固にするために施される。延伸されたPVAフィルムを固定処理液中に浸漬することにより固定処理を行うことができる。固定処理液としては、ホウ酸、ホウ砂等のホウ酸塩などのホウ素化合物を1種または2種以上を含む水溶液を使用することができる。当該水溶液における、ホウ素化合物の濃度は、一般に2~15質量%が好ましく、3~10質量%がより好ましい。固定処理液の温度は、15~60℃が好ましく、20~40℃がより好ましい。また、必要に応じて、固定処理液中にヨウ素化合物や金属化合物を添加してもよい。 [Fixing process]
The fixing treatment in the fixing treatment step is mainly performed to strengthen the adsorption of the dichroic dye to the stretched PVA film. Fixing treatment can be performed by immersing the stretched PVA film in a fixing treatment solution. As the fixing treatment liquid, an aqueous solution containing one or more boron compounds such as boric acid such as boric acid and borax can be used. The concentration of the boron compound in the aqueous solution is generally preferably 2 to 15% by mass and more preferably 3 to 10% by mass. The temperature of the fixing treatment solution is preferably 15 to 60 ° C, more preferably 20 to 40 ° C. Moreover, you may add an iodine compound and a metal compound in a fixed process liquid as needed.
本発明の製造方法では、上述した膨潤工程、染色工程および延伸工程のうち、少なくとも一つにおいて、PVAフィルムを水に浸漬した後、水から取り出して前記PVAフィルムの両面から両端部に付着した水を除去する必要がある。そして、前記PVAフィルムを水から取り出して、当該PVAフィルムに付着した水を除去する際に、当該PVAフィルムが水から出る位置から水が除去される位置までの距離Aを28mm以下とする必要がある。
In the production method of the present invention, in at least one of the above-described swelling process, dyeing process and stretching process, the PVA film is immersed in water and then taken out from the water and adhered to both ends from both sides of the PVA film. Need to be removed. And when taking out the said PVA film from water and removing the water adhering to the said PVA film, it is necessary to make the distance A from the position where the said PVA film comes out of water to the position where water is removed be 28 mm or less. is there.
PVAフィルムを水に浸漬した後、水から取り出して当該フィルムに付着した水を所定の方法により除去する本発明の製造方法について、以下、膨潤工程を例に用いて説明する。図1は、膨潤工程5の一例を示す概略図である。図2は、本発明の製造方法において、PVAフィルム1が水6から出る位置8から、水が除去される位置9までの距離Aを示す概略図である。膨潤工程5では、通常PVAフィルム1を水6に浸漬することにより、当該PVAフィルム1に対して膨潤処理が行われる。そして、前記PVAフィルム1を水6から取り出して当該PVAフィルム1の両面から幅方向両端部に付着した水を除去する。PVAフィルム1の両面から水の除去を行うことによって、PVAフィルム1の端部における折れ込みの発生が抑制される。
The manufacturing method of the present invention in which a PVA film is immersed in water and then taken out of the water and the water adhering to the film is removed by a predetermined method will be described below using a swelling process as an example. FIG. 1 is a schematic diagram illustrating an example of the swelling step 5. FIG. 2 is a schematic view showing a distance A from a position 8 where the PVA film 1 comes out of the water 6 to a position 9 where water is removed in the manufacturing method of the present invention. In the swelling process 5, the PVA film 1 is usually immersed in water 6 so that the swelling process is performed on the PVA film 1. And the said PVA film 1 is taken out from the water 6, and the water adhering to the width direction both ends is removed from both surfaces of the said PVA film 1. FIG. By removing water from both sides of the PVA film 1, the occurrence of folding at the end of the PVA film 1 is suppressed.
PVAフィルム1に付着した水を除去する方法として、PVAフィルム1を一対のロール2でニップすることによって、前記PVAフィルム1の両端部に付着した水を除去する方法が好ましい。
As a method for removing water adhering to the PVA film 1, a method of removing water adhering to both ends of the PVA film 1 by nipping the PVA film 1 with a pair of rolls 2 is preferable.
本発明において使用されるロール2の外径(軸方向に径が変化する場合には最大径)は、前記距離Aを短縮し易い点から、10cm以下であることが好ましく、8cm以下であることがより好ましく、6cm以下であることが更に好ましい。ロール2外径の下限は特に限定されないが、通常1cm以上である。ロール2として、後述するスポンジロール2を用いた場合、外径が1cm未満の場合には、スポンジロール2の吸水量が不十分になるおそれがある。ロール2の一部又は全部が水6に浸かっていても構わない。ロール2でPVAフィルム1をニップする際に、PVAフィルム1から除去された水やロール2に吸収された水はPVAフィルム1の流れ方向とは逆側に絞り出されて水6中に排出される。したがって、ロール2が水6に浸かっていても、PVAフィルム1に付着した水を問題なく除去することができる。水の除去効率がさらに向上する観点からは、ロール2が水に浸かっていないことが好ましい。
The outer diameter of the roll 2 used in the present invention (the maximum diameter when the diameter changes in the axial direction) is preferably 10 cm or less, and is preferably 8 cm or less from the viewpoint of easily reducing the distance A. Is more preferable, and it is still more preferable that it is 6 cm or less. The lower limit of the outer diameter of the roll 2 is not particularly limited, but is usually 1 cm or more. When the later-described sponge roll 2 is used as the roll 2, the water absorption amount of the sponge roll 2 may be insufficient if the outer diameter is less than 1 cm. A part or all of the roll 2 may be immersed in the water 6. When the roll 2 nips the PVA film 1, the water removed from the PVA film 1 and the water absorbed by the roll 2 are squeezed out in the direction opposite to the flow direction of the PVA film 1 and discharged into the water 6. The Therefore, even if the roll 2 is immersed in the water 6, the water adhering to the PVA film 1 can be removed without any problem. From the viewpoint of further improving the water removal efficiency, it is preferable that the roll 2 is not immersed in water.
ロール2は、非回転式のものであっても、回転式のものでもどちらでもよいが、PVAフィルム1とロール2との摩擦が少ない方が得られる偏光フィルムにおける傷等の外乱を低減することができる点から、後者が好ましい。
The roll 2 may be either a non-rotating type or a rotating type, but reduces disturbance such as scratches in the polarizing film from which the friction between the PVA film 1 and the roll 2 is reduced. The latter is preferable because it can be produced.
前記ロール2としては、スポンジロール、ゴムロール等が好ましく、なかでもスポンジロールがより好ましい。スポンジロールの外層として用いられるスポンジは特に限定されないが、例えば、ポリウレタンスポンジ、PVAスポンジ、ポリ塩化ビニル系スポンジなどが挙げられ、なかでも、ポリウレタンスポンジが好ましい。
The roll 2 is preferably a sponge roll, a rubber roll or the like, and more preferably a sponge roll. The sponge used as the outer layer of the sponge roll is not particularly limited, and examples thereof include polyurethane sponge, PVA sponge, polyvinyl chloride sponge, etc. Among them, polyurethane sponge is preferable.
前記スポンジロール2の下記式により求められる保水率は、特に限定されないが、連続的な水の除去を行える期間がさらに伸びる点から、50%以上であることが好ましく、67%以上であることがより好ましく、75%以上であることが更に好ましい。一方、前記スポンジロールに吸収された水を容易に絞り出すことができて、PVAフィルム1に付着した水をさらに効率的に除去できる観点から、前記スポンジロールの保水率は95%以下であることが好ましく、92%以下であることがより好ましく、90%以下であることが更に好ましい。当該保水率は、スポンジロールの吸水性能の指標となる。保水率は、スポンジロール2のスポンジ部分の一部を切り取ったスポンジ片を用いて、吸水前のスポンジ質量aと、吸水後スポンジ質量bから、下式を用いて求めることができる。吸水後スポンジ質量bは、吸水前のスポンジ片を23℃の水に24時間浸漬し、ピンセットを用いて取り出した後、1分間水をしたたり落とした後のスポンジ質量を測定することで、得られる。
保水率(%)=100×(b-a)/b The water retention rate obtained by the following formula of thesponge roll 2 is not particularly limited, but is preferably 50% or more, and preferably 67% or more from the point that the period during which continuous water removal can be performed is further extended. More preferably, it is more preferably 75% or more. On the other hand, from the viewpoint that water absorbed in the sponge roll can be easily squeezed out and water attached to the PVA film 1 can be more efficiently removed, the water retention rate of the sponge roll is 95% or less. Preferably, it is 92% or less, more preferably 90% or less. The water retention rate is an index of the water absorption performance of the sponge roll. The water retention rate can be obtained from the sponge mass a before water absorption and the sponge mass b after water absorption by using the sponge piece obtained by cutting a part of the sponge portion of the sponge roll 2 using the following equation. The sponge mass b after water absorption is obtained by immersing the sponge piece before water absorption in water at 23 ° C. for 24 hours, taking it out using tweezers, and measuring the sponge mass after water is dropped or dropped for 1 minute. It is done.
Water retention rate (%) = 100 × (ba) / b
保水率(%)=100×(b-a)/b The water retention rate obtained by the following formula of the
Water retention rate (%) = 100 × (ba) / b
式中、aは吸水前スポンジ質量(g)を示し、bは吸水後スポンジ質量(g)を示す。なお、aおよびbはスポンジロールの芯金部分の質量を除いた質量である。
In the formula, a represents the sponge mass (g) before water absorption, and b represents the sponge mass (g) after water absorption. Here, a and b are masses excluding the mass of the cored bar portion of the sponge roll.
本発明において、一対のロール2でニップする際の圧力は特に限定されないが、ニップ圧力が低すぎる場合には、PVAフィルム1に付着した水を十分に除去することができないおそれがある。ニップ圧力は、1kgf/cm以上であることが好ましく、3kgf/cm以上であることがより好ましく、5kgf/cm以上であることが更に好ましい。前記ニップ圧力の上限は特に限定されないが、偏光フィルムにおける傷等の外乱を低減される点から、ニップ圧力は、15kgf/cm以下が好ましい。
In the present invention, the pressure when nipping with the pair of rolls 2 is not particularly limited. However, when the nip pressure is too low, water attached to the PVA film 1 may not be sufficiently removed. The nip pressure is preferably 1 kgf / cm or more, more preferably 3 kgf / cm or more, and further preferably 5 kgf / cm or more. The upper limit of the nip pressure is not particularly limited, but the nip pressure is preferably 15 kgf / cm or less from the viewpoint of reducing disturbance such as scratches in the polarizing film.
前記一対のロール2の各回転軸間の距離a(cm)と各ロールの半径b1(cm)およびb2(cm)から算出されるロール2の圧縮比[a/(b1+b2)]が下記式(2)を満足することが好ましい。この場合、一対のロール2が相互に接触して圧縮されることになる。下記式(2)を満足するように一対のロール2を配置することにより、PVAフィルム1に付着した水がロール2にさらに吸水され易くなるとともに、前記ロール2に吸収された水をさらに容易に絞り出すことができるようになるため、水の除去効率がさらに向上する。水の除去効率がさらに向上する観点からは、圧縮比[a/(b1+b2)]は、0.95以下がより好ましく、0.90以下が更に好ましい。一方、得られる偏光フィルムにおける傷等の外乱がさらに低減される観点から、圧縮比[a/(b1+b2)]は、0.3以上がより好ましく、0.5以上がさらに好ましい。なお、各ロールの半径b1およびb2は、ロール外径の半分である。ロール2が芯金を有する場合の半径b1およびb2は、芯金部分も含んだ値である。
0.1≦a/(b1+b2)≦0.97 (2) The compression ratio [a / (b1 + b2)] of theroll 2 calculated from the distance a (cm) between the rotation axes of the pair of rolls 2 and the radii b1 (cm) and b2 (cm) of each roll is expressed by the following formula ( It is preferable to satisfy 2). In this case, the pair of rolls 2 come into contact with each other and are compressed. By arranging the pair of rolls 2 so as to satisfy the following formula (2), the water attached to the PVA film 1 is more easily absorbed by the rolls 2 and the water absorbed by the rolls 2 is more easily absorbed. Since it can be squeezed out, the water removal efficiency is further improved. From the viewpoint of further improving the water removal efficiency, the compression ratio [a / (b1 + b2)] is more preferably 0.95 or less, and even more preferably 0.90 or less. On the other hand, from the viewpoint of further reducing disturbances such as scratches in the obtained polarizing film, the compression ratio [a / (b1 + b2)] is more preferably 0.3 or more, and further preferably 0.5 or more. The radii b1 and b2 of each roll are half of the roll outer diameter. The radii b1 and b2 when the roll 2 has a metal core are values including the metal core part.
0.1 ≦ a / (b1 + b2) ≦ 0.97 (2)
0.1≦a/(b1+b2)≦0.97 (2) The compression ratio [a / (b1 + b2)] of the
0.1 ≦ a / (b1 + b2) ≦ 0.97 (2)
本発明の製造方法において、前記PVAフィルム1から水を除去するに際して、当該PVAフィルム1の両面から両端部に付着した水を除去する必要がある。前記PVAフィルム1の端部に水が付着した場合、水の表面張力によって端部の折れ込みが発生する。ここで、PVAフィルム1端部の両面から水を除去することが重要である。PVAフィルム1端部の一面のみに水が付着している場合でも折れ込みが発生する。折れ込みの発生がより効果的に抑制される観点から、水を除去する前記PVAフィルム1の各端部の幅が、端部から中央部に向かって、それぞれ1cm以上であることが好ましく、3cm以上であることがより好ましく、5cm以上であることが更に好ましい。また、水を除去する前記PVAフィルム1の各端部の幅が、それぞれ当該PVAフィルム1の幅に対して、1/100以上であることが好ましく、1/20以上であることがより好ましく、1/10以上であることが更に好ましい。
In the production method of the present invention, when water is removed from the PVA film 1, it is necessary to remove water adhering to both ends from both sides of the PVA film 1. When water adheres to the end portion of the PVA film 1, the end portion is folded due to the surface tension of the water. Here, it is important to remove water from both sides of the end portion of the PVA film 1. Even when water adheres only to one surface of the end portion of the PVA film 1, folding occurs. From the viewpoint of suppressing the occurrence of folding more effectively, the width of each end of the PVA film 1 from which water is removed is preferably 1 cm or more from the end toward the center. More preferably, it is more preferably 5 cm or more. Moreover, it is preferable that the width | variety of each edge part of the said PVA film 1 which removes water is 1/100 or more with respect to the width | variety of the said PVA film 1, respectively, and it is more preferable that it is 1/20 or more, More preferably, it is 1/10 or more.
前記PVAフィルム1全面の水を除去することが特に好ましい。これにより、折れ込みの発生がさらに効果的に抑制される。また、下流に配置されたガイドロール3や引き取りロール4への水の付着が防止されて、当該ガイドロール3や引き取りロール4から水が垂れなくなるため、再びPVAフィルム1に水が付着することを避けることができる。さらに、延伸工程において、PVAフィルム1の幅方向における膨潤性斑や延伸性斑などの物性斑の発生を低減できるため、延伸切れや得られる偏光フィルムの光学斑の発生などを抑制することができる。
It is particularly preferable to remove water from the entire surface of the PVA film 1. Thereby, generation | occurrence | production of a folding is suppressed more effectively. Moreover, since adhesion of water to the guide roll 3 and take-up roll 4 disposed downstream is prevented and water does not drip from the guide roll 3 or take-up roll 4, water adheres to the PVA film 1 again. Can be avoided. Furthermore, in the stretching step, occurrence of physical spots such as swellable spots and stretchable spots in the width direction of the PVA film 1 can be reduced, so that it is possible to suppress the occurrence of stretch breaks and optical spots on the resulting polarizing film. .
本発明において、PVAフィルム1端部に付着した水を除去する際に、当該PVAフィルム1が水6から出る位置8から、当該PVAフィルム1から水が除去される位置9までの距離Aを28mm以下とする必要がある。当該PVAフィルム1が水から出る位置8から水が除去される位置9までの間は、端部に水が付着したPVAフィルム1が単独で搬送されることになる。本発明者らは、端部に水が付着したPVAフィルム1が単独で搬送されると短時間で折れ込みが生じることを突き止めた。距離Aが28mmを超える場合、PVAフィルム1端部の折れ込みの発生が急増する。図2および3に示されているように、ロール2でPVAフィルム1をニップすることによって水を除去する場合には、PVAフィルム1が一対のロール2のどちらかに最初に接触した位置をPVAフィルム1から水が除去される位置9とする。
In the present invention, when removing water adhering to the end of the PVA film 1, the distance A from the position 8 where the PVA film 1 comes out of the water 6 to the position 9 where water is removed from the PVA film 1 is 28 mm. It is necessary to do the following. Between the position 8 where the PVA film 1 comes out of the water and the position 9 where the water is removed, the PVA film 1 with water adhering to the end is conveyed alone. The present inventors have found that folding occurs in a short time when the PVA film 1 having water attached to the end is conveyed alone. When the distance A exceeds 28 mm, the occurrence of folding at the end of the PVA film 1 increases rapidly. As shown in FIGS. 2 and 3, when water is removed by niping the PVA film 1 with the roll 2, the position where the PVA film 1 first contacts one of the pair of rolls 2 is set to PVA. The position 9 is where water is removed from the film 1.
前記距離Aは25mm以下であることが好ましく、20mm以下であることがより好ましく、15mm以下であることが更に好ましい。当該距離Aは0mmであっても構わない。例えば、ロール2の少なくとも一部を水6中に配置して、水6中のPVAフィルム1を直接ロール2でニップすることにより、予め水を除去してから、水から取り出したPVAフィルム1の搬送を開始した場合、距離Aが0mmとなる。PVAフィルムの表面に随伴する水の量は距離Aが長くなるほど少なくなるため、PVAフィルム表面の水をより効率よく除去して、PVAフィルム1の幅方向の端部における折れ込みの発生をより効果的に抑制することができる点から、当該距離Aは1mm以上であることが好ましく、3mm以上であることがより好ましく、5mm以上であることが更に好ましい。
The distance A is preferably 25 mm or less, more preferably 20 mm or less, and further preferably 15 mm or less. The distance A may be 0 mm. For example, by disposing at least a part of the roll 2 in the water 6 and removing the water in advance by directly niping the PVA film 1 in the water 6 with the roll 2, When the conveyance is started, the distance A is 0 mm. Since the amount of water accompanying the surface of the PVA film decreases as the distance A becomes longer, the water on the surface of the PVA film 1 is more efficiently removed, and the occurrence of folding at the end in the width direction of the PVA film 1 is more effective. The distance A is preferably 1 mm or more, more preferably 3 mm or more, and still more preferably 5 mm or more from the viewpoint of being able to suppress it.
原料のPVAフィルム1の乾燥厚みB(mm)と前記距離A(mm)が下記式(1)を満足することが好ましい。これにより、極めて薄いPVAフィルム1であっても折れ込みの発生をより効果的に抑制することができる。
A≦B×1000 (1) It is preferable that the dry thickness B (mm) of theraw PVA film 1 and the distance A (mm) satisfy the following formula (1). Thereby, even if it is the very thin PVA film 1, generation | occurrence | production of folding can be suppressed more effectively.
A ≦ B × 1000 (1)
A≦B×1000 (1) It is preferable that the dry thickness B (mm) of the
A ≦ B × 1000 (1)
上記のように、PVAフィルム1を水6から取り出して前記PVAフィルム1の両面から両端部に付着した水を除去するとともに、当該PVAフィルム1が水6から出る位置から水が除去される位置までの距離Aを所定の範囲とすることが本発明の大きな特徴である。従来から用いられている比較的厚いPVAフィルムでは、端部の折れ込みによるフィルムの破断の問題はなかった。そのため、偏光フィルムの製造において、PVAフィルムの搬送や保持の目的でガイドロールやニップロールが用いられることはあったが、端部の折れ込みの防止のために用いられることや、これらを処理浴の水面近傍に配置されることはなかった。一方、薄いPVAフィルム端部の折れ込みを防止する方法として、PVAフィルムの片面の液を取り除いた後、PVAフィルムの幅方向の両端部を拡幅する処理を施す方法(特許文献3)が知られているが、なお端部の折れ込みによるPVAフィルムの破断が生じる場合があり、改善が必要であった。このような問題を解決するため、本発明者らが鋭意検討した結果、PVAフィルム1が薄い場合、PVAフィルム1を水6から取り出した直後に端部の折れ込みが生じること、またPVAフィルムの片面からのみ水を除去した場合には、他方の面に残存した水の表面張力によって端部の折れ込みが発生することを突き止めた。そして、PVAフィルム1両面から水を除去するとともに、当該PVAフィルム1が水6から出る位置から水が除去される位置までの距離Aを所定の範囲とすることにより、このような折れ込みの発生が抑制されて、延伸時や乾燥時などにおけるPVAフィルム1の破断の発生が低減されることを見出した。
As described above, the PVA film 1 is taken out from the water 6 to remove water adhering to both ends from both sides of the PVA film 1 and from the position where the PVA film 1 comes out of the water 6 to the position where the water is removed. It is a great feature of the present invention that the distance A is within a predetermined range. In the comparatively thick PVA film conventionally used, there was no problem of film breakage due to folding at the end. Therefore, in the production of polarizing films, guide rolls and nip rolls have been used for the purpose of transporting and holding PVA films, but they can be used to prevent end folding, It was not placed near the water surface. On the other hand, as a method for preventing folding of the end portion of the thin PVA film, there is known a method (Patent Document 3) of performing a process of widening both end portions in the width direction of the PVA film after removing the liquid on one side of the PVA film. However, the breakage of the PVA film due to folding of the end portion may occur, and improvement is necessary. As a result of intensive studies by the present inventors to solve such a problem, when the PVA film 1 is thin, the end of the PVA film 1 is bent immediately after the PVA film 1 is taken out of the water 6, and the PVA film 1 When water was removed only from one side, it was found that the end portion was bent due to the surface tension of the water remaining on the other side. And while removing water from both surfaces of PVA film 1, the distance A from the position where the said PVA film 1 comes out of water 6 to the position where water is removed is made into a predetermined range, and generation | occurrence | production of such a fold. It was found that the occurrence of breakage of the PVA film 1 during stretching or drying is reduced.
本発明の製造方法において、原料のPVAフィルムに対して、少なくとも前記膨潤工程、前記染色工程および前記延伸工程を施すことによって偏光フィルムを製造する。このとき、PVAフィルムに対して、さらに前記架橋工程又は前記固定処理工程を施すことが好ましく、前記架橋工程および前記固定処理工程を施すことがより好ましい。また、本発明の製造方法において、1つの処理浴中でPVAフィルムに対して複数の工程を施してもよい。例えば、1つの処理浴中で前記架橋工程と前記延伸工程を行うこと等ができる。
In the production method of the present invention, a polarizing film is produced by subjecting at least the swelling step, the dyeing step and the stretching step to a raw material PVA film. At this time, it is preferable that the PVA film is further subjected to the crosslinking step or the fixing treatment step, and more preferably the crosslinking step and the fixing treatment step. Moreover, in the manufacturing method of this invention, you may give a several process with respect to a PVA film in one processing bath. For example, the crosslinking step and the stretching step can be performed in one treatment bath.
本発明の製造方法において、前記延伸工程の前に、PVAフィルムの両端部に付着した水を除去することが好ましい。偏光フィルムの製造に際して、PVAフィルムの破断は延伸時に特に発生しやすいことから、前記延伸工程よりも前の工程において、PVAフィルムを水に浸漬した後に、水から取り出してPVAフィルムの両端部に付着した水を上述した方法を用いて除去することによって、PVAフィルムの破断がさらに抑制される。前記延伸工程の前に行う工程としては、前記膨潤工程および前記染色工程が挙げられ、これらのうちの少なくとも一方において、PVAフィルムの両端部に付着した水を除去することが好ましく、両方において、PVAフィルムの両端部に付着した水を除去することがより好ましい。本発明の製造方法がさらに前記架橋工程を含む場合、前記延伸工程の前に行う工程としては、前記膨潤工程、前記染色工程および前記架橋工程が挙げられ、これらのうちの少なくとも1つにおいて、PVAフィルムの両端部に付着した水を除去することが好ましく、前記膨潤工程および前記染色工程において、PVAフィルムの両端部に付着した水を除去することがより好ましく、前記膨潤工程、前記染色工程および前記架橋工程において、PVAフィルムの両端部に付着した水を除去することがさらに好ましい。
In the production method of the present invention, it is preferable to remove water adhering to both ends of the PVA film before the stretching step. In the production of the polarizing film, the breakage of the PVA film is particularly likely to occur during stretching. Therefore, after the PVA film is immersed in water before the stretching process, the PVA film is taken out from the water and attached to both ends of the PVA film. By removing the water that has been removed using the method described above, breakage of the PVA film is further suppressed. Examples of the step performed before the stretching step include the swelling step and the dyeing step. In at least one of these, it is preferable to remove water adhering to both ends of the PVA film. It is more preferable to remove water adhering to both ends of the film. When the production method of the present invention further includes the crosslinking step, examples of the step performed before the stretching step include the swelling step, the dyeing step, and the crosslinking step. In at least one of these, the PVA It is preferable to remove water attached to both ends of the film, and in the swelling step and the dyeing step, it is more preferable to remove water attached to both ends of the PVA film, and the swelling step, the dyeing step and the above In the crosslinking step, it is more preferable to remove water adhering to both ends of the PVA film.
後述する乾燥工程における収縮によるフィルムの破断の発生をさらに低減させる観点からは、前記延伸工程又はその後の工程(例えば、前記固定処理工程)において、PVAフィルムの両端部に付着した水を除去することが好ましい。
From the viewpoint of further reducing the occurrence of film breakage due to shrinkage in the drying step described later, water attached to both ends of the PVA film is removed in the stretching step or a subsequent step (for example, the fixing treatment step). Is preferred.
本発明の製造方法の好適な態様としては、PVAフィルムに対して、前記膨潤工程、前記染色工程、前記架橋工程および前記延伸工程をこの順で施し、前記膨潤工程、前記染色工程および前記架橋工程のうち少なくとも1つにおいて、PVAフィルムを水に浸漬した後に、水から取り出してPVAフィルムの両端部に付着した水を上述した方法を用いて除去する方法が挙げられる。このとき、前記膨潤工程および前記染色工程において、PVAフィルムに付着した水を除去することが好ましく、前記膨潤工程、前記染色工程および前記架橋工程において、PVAフィルムに付着した水を除去することがより好ましい。また、PVAフィルムに対して、前記膨潤工程、前記染色工程、前記架橋工程、前記延伸工程および前記固定化処理工程をこの順で施すことも好ましい。
As a preferred embodiment of the production method of the present invention, the swelling step, the dyeing step, the crosslinking step and the stretching step are performed in this order on the PVA film, and the swelling step, the dyeing step and the crosslinking step are performed. In at least one of them, after the PVA film is immersed in water, a method of taking out the water and removing the water adhering to both ends of the PVA film using the method described above can be mentioned. At this time, it is preferable to remove water attached to the PVA film in the swelling step and the dyeing step, and it is more preferable to remove water attached to the PVA film in the swelling step, the dyeing step, and the crosslinking step. preferable. Moreover, it is also preferable to perform the said swelling process, the said dyeing | staining process, the said bridge | crosslinking process, the said extending process, and the said fixing process process with respect to a PVA film in this order.
[乾燥工程]
PVAフィルムに対して、前記延伸工程を施し、更に必要に応じて固定処理工程を施した後、通常当該PVAフィルムを乾燥することにより偏光フィルムを製造することができる。乾燥温度は特に限定されないが、30~150℃が好ましく、50~130℃がより好ましい。このような温度で乾燥を行うことで偏光フィルムの寸法安定性が向上する。 [Drying process]
A polarizing film can be usually produced by drying the PVA film after subjecting the PVA film to the stretching step and, if necessary, a fixing treatment step. The drying temperature is not particularly limited, but is preferably 30 to 150 ° C, more preferably 50 to 130 ° C. By performing drying at such a temperature, the dimensional stability of the polarizing film is improved.
PVAフィルムに対して、前記延伸工程を施し、更に必要に応じて固定処理工程を施した後、通常当該PVAフィルムを乾燥することにより偏光フィルムを製造することができる。乾燥温度は特に限定されないが、30~150℃が好ましく、50~130℃がより好ましい。このような温度で乾燥を行うことで偏光フィルムの寸法安定性が向上する。 [Drying process]
A polarizing film can be usually produced by drying the PVA film after subjecting the PVA film to the stretching step and, if necessary, a fixing treatment step. The drying temperature is not particularly limited, but is preferably 30 to 150 ° C, more preferably 50 to 130 ° C. By performing drying at such a temperature, the dimensional stability of the polarizing film is improved.
[偏光板]
以上のようにして得られた偏光フィルムの少なくとも片面に、光学的に透明で、かつ機械的強度を有する保護膜を貼り合わせて偏光板として使用される。保護膜としては、三酢酸セルロース(TAC)フィルム、酢酸・酪酸セルロース(CAB)フィルム、アクリル系フィルム、ポリエステル系フィルムなどを使用することができる。偏光フィルムや保護膜に対する接着剤の接着性を向上させるために、偏光フィルムや保護膜の貼合面に、けん化処理、コロナ処理、プラズマ処理、紫外線照射、プライマー処理などの表面処理を施してもよい。偏光フィルムと保護膜を貼り合わせのための接着剤としては、PVA系接着剤やウレタン系接着剤、および紫外線硬化型接着剤などが用いられる。 [Polarizer]
The polarizing film obtained as described above is used as a polarizing plate by attaching an optically transparent protective film having mechanical strength to at least one surface of the polarizing film. As the protective film, a cellulose triacetate (TAC) film, an acetic acid / cellulose butyrate (CAB) film, an acrylic film, a polyester film, or the like can be used. In order to improve the adhesiveness of the adhesive to the polarizing film and the protective film, the bonding surface of the polarizing film and the protective film may be subjected to surface treatment such as saponification treatment, corona treatment, plasma treatment, ultraviolet irradiation, primer treatment, etc. Good. As an adhesive for bonding the polarizing film and the protective film, a PVA adhesive, a urethane adhesive, an ultraviolet curable adhesive, or the like is used.
以上のようにして得られた偏光フィルムの少なくとも片面に、光学的に透明で、かつ機械的強度を有する保護膜を貼り合わせて偏光板として使用される。保護膜としては、三酢酸セルロース(TAC)フィルム、酢酸・酪酸セルロース(CAB)フィルム、アクリル系フィルム、ポリエステル系フィルムなどを使用することができる。偏光フィルムや保護膜に対する接着剤の接着性を向上させるために、偏光フィルムや保護膜の貼合面に、けん化処理、コロナ処理、プラズマ処理、紫外線照射、プライマー処理などの表面処理を施してもよい。偏光フィルムと保護膜を貼り合わせのための接着剤としては、PVA系接着剤やウレタン系接着剤、および紫外線硬化型接着剤などが用いられる。 [Polarizer]
The polarizing film obtained as described above is used as a polarizing plate by attaching an optically transparent protective film having mechanical strength to at least one surface of the polarizing film. As the protective film, a cellulose triacetate (TAC) film, an acetic acid / cellulose butyrate (CAB) film, an acrylic film, a polyester film, or the like can be used. In order to improve the adhesiveness of the adhesive to the polarizing film and the protective film, the bonding surface of the polarizing film and the protective film may be subjected to surface treatment such as saponification treatment, corona treatment, plasma treatment, ultraviolet irradiation, primer treatment, etc. Good. As an adhesive for bonding the polarizing film and the protective film, a PVA adhesive, a urethane adhesive, an ultraviolet curable adhesive, or the like is used.
以下、実施例により本発明を具体的に説明するが、本発明はこれらの実施例により何ら限定されるものではない。なお、以下の実施例および比較例において採用された各測定方法および評価方法を以下に示す。
Hereinafter, the present invention will be specifically described by way of examples, but the present invention is not limited to these examples. In addition, each measuring method and evaluation method which were employ | adopted in the following example and the comparative example are shown below.
[連続運転可能な延伸倍率]
以下の実施例、比較例および参考例において、延伸工程における延伸倍率を調整することにより総延伸倍率を0.1倍ずつ段階的に上げていき、フィルムの破断が発生したときの総延伸倍率の直前に設定した総延伸倍率を、連続運転可能な延伸倍率とした。 [Stretch ratio for continuous operation]
In the following examples, comparative examples, and reference examples, the total draw ratio is gradually increased by 0.1 times by adjusting the draw ratio in the drawing step, and the total draw ratio when the film breaks The total draw ratio set immediately before was set as a draw ratio at which continuous operation was possible.
以下の実施例、比較例および参考例において、延伸工程における延伸倍率を調整することにより総延伸倍率を0.1倍ずつ段階的に上げていき、フィルムの破断が発生したときの総延伸倍率の直前に設定した総延伸倍率を、連続運転可能な延伸倍率とした。 [Stretch ratio for continuous operation]
In the following examples, comparative examples, and reference examples, the total draw ratio is gradually increased by 0.1 times by adjusting the draw ratio in the drawing step, and the total draw ratio when the film breaks The total draw ratio set immediately before was set as a draw ratio at which continuous operation was possible.
[偏光フィルムの偏光性能]
(a)透過率Tsの測定
以下の実施例、比較例および参考例において、得られた偏光フィルムの幅方向の中央部から、偏光フィルムの長さ方向に3cm、幅方向に2cmの長方形のサンプルを2枚採取した。積分球付き分光光度計(日本分光株式会社製「V7100」)を用いて、JIS Z8722:2009(物体色の測定方法)に準拠し、C光源、2°視野の可視光領域の視感度補正を行い、1枚のサンプルについて、長さ方向に対して45°傾けた場合の光の透過率と-45°傾けた場合の光の透過率を測定して、それらの平均値Ts1(%)を求めた。もう1枚のサンプルについても同様にして、45°傾けた場合の光の透過率と-45°傾けた場合の光の透過率を測定して、それらの平均値Ts2(%)を求めた。下記式によりTs1とTs2を平均し、偏光フィルムの透過率Ts(%)とした。
Ts = (Ts1+Ts2)/2 [Polarization performance of polarizing film]
(A) Measurement of transmittance Ts In the following Examples, Comparative Examples and Reference Examples, a rectangular sample of 3 cm in the length direction of the polarizing film and 2 cm in the width direction from the center in the width direction of the obtained polarizing film. Two were collected. Using a spectrophotometer with an integrating sphere ("V7100" manufactured by JASCO Corporation), in accordance with JIS Z8722: 2009 (measuring method of object color), correction of visibility in the visible light region of C light source and 2 ° field of view For each sample, the light transmittance when tilted by 45 ° with respect to the length direction and the light transmittance when tilted by −45 ° are measured, and the average value Ts1 (%) is obtained. Asked. Similarly, with respect to the other sample, the light transmittance when tilted by 45 ° and the light transmittance when tilted by −45 ° were measured, and an average value Ts2 (%) thereof was obtained. Ts1 and Ts2 were averaged by the following formula to obtain the transmittance Ts (%) of the polarizing film.
Ts = (Ts1 + Ts2) / 2
(a)透過率Tsの測定
以下の実施例、比較例および参考例において、得られた偏光フィルムの幅方向の中央部から、偏光フィルムの長さ方向に3cm、幅方向に2cmの長方形のサンプルを2枚採取した。積分球付き分光光度計(日本分光株式会社製「V7100」)を用いて、JIS Z8722:2009(物体色の測定方法)に準拠し、C光源、2°視野の可視光領域の視感度補正を行い、1枚のサンプルについて、長さ方向に対して45°傾けた場合の光の透過率と-45°傾けた場合の光の透過率を測定して、それらの平均値Ts1(%)を求めた。もう1枚のサンプルについても同様にして、45°傾けた場合の光の透過率と-45°傾けた場合の光の透過率を測定して、それらの平均値Ts2(%)を求めた。下記式によりTs1とTs2を平均し、偏光フィルムの透過率Ts(%)とした。
Ts = (Ts1+Ts2)/2 [Polarization performance of polarizing film]
(A) Measurement of transmittance Ts In the following Examples, Comparative Examples and Reference Examples, a rectangular sample of 3 cm in the length direction of the polarizing film and 2 cm in the width direction from the center in the width direction of the obtained polarizing film. Two were collected. Using a spectrophotometer with an integrating sphere ("V7100" manufactured by JASCO Corporation), in accordance with JIS Z8722: 2009 (measuring method of object color), correction of visibility in the visible light region of C light source and 2 ° field of view For each sample, the light transmittance when tilted by 45 ° with respect to the length direction and the light transmittance when tilted by −45 ° are measured, and the average value Ts1 (%) is obtained. Asked. Similarly, with respect to the other sample, the light transmittance when tilted by 45 ° and the light transmittance when tilted by −45 ° were measured, and an average value Ts2 (%) thereof was obtained. Ts1 and Ts2 were averaged by the following formula to obtain the transmittance Ts (%) of the polarizing film.
Ts = (Ts1 + Ts2) / 2
(b)偏光度Vの測定
上記透過率Tsの測定で採取した2枚のサンプルを、その長さ方向が平行になるように重ねた場合の光の透過率T∥(%)、および、長さ方向が直交するように重ねた場合の光の透過率T⊥(%)を、上記「(a)透過率Tsの測定」の場合と同様にして測定し、下記式により偏光度V(%)を求めた。
V = {(T∥-T⊥)/(T∥+T⊥)}1/2×100 (B) Measurement of polarization degree V Light transmittance T∥ (%) and length when two samples collected by measuring the transmittance Ts are stacked so that their length directions are parallel to each other. The light transmittance T ⊥ (%) when stacked so that the vertical directions are orthogonal to each other is measured in the same manner as in the case of “(a) Measurement of transmittance Ts”, and the degree of polarization V (% )
V = {(T∥−T⊥) / (T∥ + T⊥)} 1/2 × 100
上記透過率Tsの測定で採取した2枚のサンプルを、その長さ方向が平行になるように重ねた場合の光の透過率T∥(%)、および、長さ方向が直交するように重ねた場合の光の透過率T⊥(%)を、上記「(a)透過率Tsの測定」の場合と同様にして測定し、下記式により偏光度V(%)を求めた。
V = {(T∥-T⊥)/(T∥+T⊥)}1/2×100 (B) Measurement of polarization degree V Light transmittance T∥ (%) and length when two samples collected by measuring the transmittance Ts are stacked so that their length directions are parallel to each other. The light transmittance T ⊥ (%) when stacked so that the vertical directions are orthogonal to each other is measured in the same manner as in the case of “(a) Measurement of transmittance Ts”, and the degree of polarization V (% )
V = {(T∥−T⊥) / (T∥ + T⊥)} 1/2 × 100
[折れ込みの発生の評価]
以下の実施例、比較例および参考例において、膨潤工程5、染色工程10および架橋工程11それぞれにおいて、ガイドロール3に接触する直前のPVAフィルムの端部を目視で観察し、折れ込みの発生の有無を評価した。次のAおよびBを合格と判定し、Cを不合格と判定した。
A:いずれの工程を通過した後にも、PVAフィルムの幅方向の端部に折れ込みの発生はみられなかった。
B:架橋工程11を通過した後にのみ、PVAフィルムの一方の端部に幅0.5mm程度の折れ込みがわずかに発生した。
C:架橋工程11を通過した後やその他の工程を通過した後において、PVAフィルムの両端部に0.5~3mm程度の折れ込みが多数発生した。 [Evaluation of occurrence of folding]
In the following examples, comparative examples and reference examples, in each of theswelling process 5, the dyeing process 10 and the crosslinking process 11, the end of the PVA film immediately before contacting the guide roll 3 is visually observed, and the occurrence of folding is observed. The presence or absence was evaluated. Next A and B were determined to be acceptable, and C was determined to be unacceptable.
A: Even after passing through any process, the generation | occurrence | production of the folding was not seen by the edge part of the width direction of a PVA film.
B: Only after passing through thecross-linking step 11, a slight fold of about 0.5 mm in width occurred at one end of the PVA film.
C: Many folds of about 0.5 to 3 mm occurred at both ends of the PVA film after passing through thecrosslinking step 11 and other steps.
以下の実施例、比較例および参考例において、膨潤工程5、染色工程10および架橋工程11それぞれにおいて、ガイドロール3に接触する直前のPVAフィルムの端部を目視で観察し、折れ込みの発生の有無を評価した。次のAおよびBを合格と判定し、Cを不合格と判定した。
A:いずれの工程を通過した後にも、PVAフィルムの幅方向の端部に折れ込みの発生はみられなかった。
B:架橋工程11を通過した後にのみ、PVAフィルムの一方の端部に幅0.5mm程度の折れ込みがわずかに発生した。
C:架橋工程11を通過した後やその他の工程を通過した後において、PVAフィルムの両端部に0.5~3mm程度の折れ込みが多数発生した。 [Evaluation of occurrence of folding]
In the following examples, comparative examples and reference examples, in each of the
A: Even after passing through any process, the generation | occurrence | production of the folding was not seen by the edge part of the width direction of a PVA film.
B: Only after passing through the
C: Many folds of about 0.5 to 3 mm occurred at both ends of the PVA film after passing through the
実施例1
乾燥時の厚みが0.030mmで幅が65cmの長尺のPVAフィルム1[PVA(重合度2,400、けん化度99.9モル%である酢酸ビニルの単独重合体のけん化物)100質量部、グリセリン12質量部および界面活性剤0.03質量部を含む]を、そのフィルムロール7から連続的に巻き出し、膨潤工程5、染色工程10および架橋工程11に、この順で連続的に供した。図3に、フィルムロール7からPVAフィルム1を連続的に巻き出して、膨潤工程5、染色工程10および架橋工程11を施すことを示した概略図を示す。 Example 1
100 parts by mass of a long PVA film 1 [PVA (saponification product of vinyl acetate homopolymer having a polymerization degree of 2,400, a saponification degree of 99.9 mol%) having a thickness of 0.030 mm when dried and a width of 65 cm , 12 parts by mass of glycerin and 0.03 parts by mass of surfactant] are continuously unwound from thefilm roll 7 and continuously provided in this order to the swelling process 5, the dyeing process 10 and the crosslinking process 11. did. FIG. 3 is a schematic view showing that the PVA film 1 is continuously unwound from the film roll 7 and subjected to the swelling process 5, the dyeing process 10 and the crosslinking process 11.
乾燥時の厚みが0.030mmで幅が65cmの長尺のPVAフィルム1[PVA(重合度2,400、けん化度99.9モル%である酢酸ビニルの単独重合体のけん化物)100質量部、グリセリン12質量部および界面活性剤0.03質量部を含む]を、そのフィルムロール7から連続的に巻き出し、膨潤工程5、染色工程10および架橋工程11に、この順で連続的に供した。図3に、フィルムロール7からPVAフィルム1を連続的に巻き出して、膨潤工程5、染色工程10および架橋工程11を施すことを示した概略図を示す。 Example 1
100 parts by mass of a long PVA film 1 [PVA (saponification product of vinyl acetate homopolymer having a polymerization degree of 2,400, a saponification degree of 99.9 mol%) having a thickness of 0.030 mm when dried and a width of 65 cm , 12 parts by mass of glycerin and 0.03 parts by mass of surfactant] are continuously unwound from the
ここで、膨潤工程5として、PVAフィルム1を蒸留水(温度:30℃)中に1分間浸漬し、その間に長さ方向に延伸倍率2.0倍で一軸延伸した。また染色工程10として、PVAフィルム1をヨウ素系色素を含有する水溶液(ヨウ素の濃度:0.05質量%、ヨウ化カリウムの濃度:1.2質量%、温度:30℃)中に2分間浸漬し、その間に長さ方向に延伸倍率1.2倍で一軸延伸した。更に架橋工程11として、PVAフィルム1をホウ酸水溶液(ホウ酸濃度:2.6質量%、温度:30℃)中に2分間浸漬し、その間に長さ方向に延伸倍率1.1倍で一軸延伸した。
Here, as the swelling step 5, the PVA film 1 was immersed in distilled water (temperature: 30 ° C.) for 1 minute, and uniaxially stretched in the length direction at a stretching ratio of 2.0 times. Further, as the dyeing step 10, the PVA film 1 is immersed in an aqueous solution containing iodine pigment (iodine concentration: 0.05 mass%, potassium iodide concentration: 1.2 mass%, temperature: 30 ° C.) for 2 minutes. In the meantime, the film was uniaxially stretched in the length direction at a draw ratio of 1.2. Further, as the crosslinking step 11, the PVA film 1 is immersed in an aqueous boric acid solution (boric acid concentration: 2.6% by mass, temperature: 30 ° C.) for 2 minutes, and uniaxial with a draw ratio of 1.1 times in the length direction. Stretched.
また、図3に示すように、膨潤工程5、染色工程10および架橋工程11において、水面近傍に、平行に並んだ一対のスポンジロール2(株式会社エー・シーケミカル製ACスポンジU;ウレタンスポンジ、保水率78%、ロール外径50mm、芯金外径10mm、ロール幅80cm、回転軸間距離44mm、圧縮比88%)を設置した。このとき、各スポンジロール2の回転軸が、PVAフィルム1の幅方向と平行になるとともに、各スポンジロール2の回転軸を含む平面とPVAフィルム1とが垂直となるようにスポンジロール2の位置を調整した。そして、水から出たPVAフィルム1を幅方向全域に渡りニップして、当該PVAフィルム1に付着した水の除去を行った。ここで、図2に示すように、膨潤工程5、染色工程10および架橋工程11において、PVAフィルム1が水6から出る位置8と、PVAフィルムから水が除去される位置9との間の距離Aを20mmとした。なお、PVAフィルム1が2つのスポンジロール2のいずれかに最初に接する位置をPVAフィルムから水が除去される位置9とした。また、各工程において、上記のとおり、水が除去されたPVAフィルム1がガイドロール3(当該PVAフィルム1の幅方向全域にわたり接触するロール)に接触した後、一対の引き取りロール4(当該PVAフィルム1の幅方向全域にわたり接触するロール)に接触するように、ガイドロール3および引き取りロール4をスポンジロール2の下流に設置した。
As shown in FIG. 3, in the swelling process 5, the dyeing process 10 and the crosslinking process 11, a pair of sponge rolls 2 (AC sponge U manufactured by AC Chemical Co., Ltd .; urethane sponge, A water retention rate of 78%, a roll outer diameter of 50 mm, a core metal outer diameter of 10 mm, a roll width of 80 cm, a distance between rotation axes of 44 mm, and a compression ratio of 88%) were installed. At this time, the position of the sponge roll 2 is such that the rotation axis of each sponge roll 2 is parallel to the width direction of the PVA film 1 and the plane including the rotation axis of each sponge roll 2 is perpendicular to the PVA film 1. Adjusted. And the PVA film 1 which came out of water was nipped over the whole width direction, and the water adhering to the said PVA film 1 was removed. Here, as shown in FIG. 2, in the swelling process 5, the dyeing process 10 and the crosslinking process 11, the distance between the position 8 where the PVA film 1 comes out of the water 6 and the position 9 where water is removed from the PVA film. A was 20 mm. In addition, the position where the PVA film 1 first contacts one of the two sponge rolls 2 is a position 9 where water is removed from the PVA film. In each step, as described above, after the PVA film 1 from which water has been removed contacts the guide roll 3 (the roll that contacts the entire width direction of the PVA film 1), the pair of take-up rolls 4 (the PVA film) The guide roll 3 and the take-up roll 4 were installed downstream of the sponge roll 2 so as to come into contact with the roll 1 in the entire width direction of 1.
上記の架橋工程11に続いて延伸工程、固定処理工程および乾燥工程をこの順で連続的に行い偏光フィルムを製造した。延伸工程は、PVAフィルム1をホウ酸水溶液(ホウ酸濃度:2.8質量%、ヨウ化カリウム濃度:5質量%、温度:57℃)中で長さ方向に延伸倍率1.9倍で一軸延伸することにより行った(前延伸の延伸倍率をも含めた総延伸倍率は5.0倍)。また固定処理工程は、延伸されたPVAフィルム1をホウ酸水溶液(ホウ酸濃度:2.6質量%、ヨウ化カリウム濃度:5質量%、温度:22℃)中に2分間浸漬することにより行った。更に乾燥工程は、延伸されたPVAフィルム1を60℃で1分間乾燥することにより行い、偏光フィルムを得た。
The polarizing film was manufactured by successively performing the stretching step, the fixing treatment step, and the drying step in this order following the crosslinking step 11 described above. In the stretching step, the PVA film 1 is uniaxially with a stretching ratio of 1.9 times in the length direction in a boric acid aqueous solution (boric acid concentration: 2.8 mass%, potassium iodide concentration: 5 mass%, temperature: 57 ° C.). This was carried out by stretching (the total stretching ratio including the stretching ratio of the previous stretching was 5.0 times). The fixing treatment step is performed by immersing the stretched PVA film 1 in a boric acid aqueous solution (boric acid concentration: 2.6 mass%, potassium iodide concentration: 5 mass%, temperature: 22 ° C.) for 2 minutes. It was. Furthermore, the drying process was performed by drying the stretched PVA film 1 at 60 ° C. for 1 minute to obtain a polarizing film.
実施例2~5、比較例3
PVAフィルム1の厚みや距離Aを表1に示すとおりに変更したこと以外は実施例1と同様にして偏光フィルムを製造した。 Examples 2 to 5 and Comparative Example 3
A polarizing film was produced in the same manner as in Example 1 except that the thickness and distance A of thePVA film 1 were changed as shown in Table 1.
PVAフィルム1の厚みや距離Aを表1に示すとおりに変更したこと以外は実施例1と同様にして偏光フィルムを製造した。 Examples 2 to 5 and Comparative Example 3
A polarizing film was produced in the same manner as in Example 1 except that the thickness and distance A of the
[実施例6]
架橋工程11において、一対のスポンジロール2を設置せずに、PVAフィルム1に付着した水の除去を行わなかったこと以外は実施例3と同様にして偏光フィルムを製造した。 [Example 6]
A polarizing film was produced in the same manner as in Example 3 except that, in thecrosslinking step 11, the pair of sponge rolls 2 was not installed and the water adhered to the PVA film 1 was not removed.
架橋工程11において、一対のスポンジロール2を設置せずに、PVAフィルム1に付着した水の除去を行わなかったこと以外は実施例3と同様にして偏光フィルムを製造した。 [Example 6]
A polarizing film was produced in the same manner as in Example 3 except that, in the
[比較例1]
膨潤工程5、染色工程10および架橋工程11において、一対のスポンジロール2を設置せずに、PVAフィルム1に付着した水の除去を行わなかったこと以外は、実施例2と同様にして、連続的に偏光フィルムを製造した。 [Comparative Example 1]
In theswelling process 5, the dyeing process 10 and the cross-linking process 11, a pair of sponge rolls 2 were not installed and the water adhering to the PVA film 1 was not removed. A polarizing film was manufactured.
膨潤工程5、染色工程10および架橋工程11において、一対のスポンジロール2を設置せずに、PVAフィルム1に付着した水の除去を行わなかったこと以外は、実施例2と同様にして、連続的に偏光フィルムを製造した。 [Comparative Example 1]
In the
[比較例2]
膨潤工程5、染色工程10および架橋工程11において、一対のスポンジロール2のうち、下側のスポンジロール2のみ設置して、PVAフィルム1の一方の面のみにスポンジロール2を接触させることにより、当該PVAフィルムに付着した水の除去を行ったこと以外は、実施例2と同様にして偏光フィルムを製造した。 [Comparative Example 2]
In theswelling process 5, the dyeing process 10 and the crosslinking process 11, by installing only the lower sponge roll 2 of the pair of sponge rolls 2 and bringing the sponge roll 2 into contact with only one surface of the PVA film 1, A polarizing film was produced in the same manner as in Example 2 except that the water adhering to the PVA film was removed.
膨潤工程5、染色工程10および架橋工程11において、一対のスポンジロール2のうち、下側のスポンジロール2のみ設置して、PVAフィルム1の一方の面のみにスポンジロール2を接触させることにより、当該PVAフィルムに付着した水の除去を行ったこと以外は、実施例2と同様にして偏光フィルムを製造した。 [Comparative Example 2]
In the
[参考例1]
PVAフィルム1の厚みを0.060mmにし、膨潤工程5、染色工程10および架橋工程11において、一対のスポンジロール2を設置せずに、PVAフィルム1に付着した水の除去を行わなかったこと以外は、実施例1と同様にして偏光フィルムを製造した。 [Reference Example 1]
Except that the thickness of thePVA film 1 is 0.060 mm, and the water attached to the PVA film 1 is not removed without installing the pair of sponge rolls 2 in the swelling process 5, the dyeing process 10 and the crosslinking process 11. Produced a polarizing film in the same manner as in Example 1.
PVAフィルム1の厚みを0.060mmにし、膨潤工程5、染色工程10および架橋工程11において、一対のスポンジロール2を設置せずに、PVAフィルム1に付着した水の除去を行わなかったこと以外は、実施例1と同様にして偏光フィルムを製造した。 [Reference Example 1]
Except that the thickness of the
上記実施例1~6、比較例1~3および参考例の製造条件と評価結果を表1にまとめて示す。
Table 1 summarizes the manufacturing conditions and evaluation results of Examples 1 to 6, Comparative Examples 1 to 3, and Reference Example.

1 PVAフィルム
2 ロール
3 ガイドロール
4 引き取りロール
5 膨潤工程
6 水
7 PVAフィルムのフィルムロール
8 PVAフィルムが水から取り出される位置
9 PVAフィルムから水が除去される位置
10 染色工程
11 架橋工程 DESCRIPTION OFSYMBOLS 1 PVA film 2 Roll 3 Guide roll 4 Take-off roll 5 Swelling process 6 Water 7 Film roll of PVA film 8 Position where PVA film is taken out from water 9 Position where water is removed from PVA film 10 Dyeing process 11 Crosslinking process
2 ロール
3 ガイドロール
4 引き取りロール
5 膨潤工程
6 水
7 PVAフィルムのフィルムロール
8 PVAフィルムが水から取り出される位置
9 PVAフィルムから水が除去される位置
10 染色工程
11 架橋工程 DESCRIPTION OF
Claims (10)
- ポリビニルアルコールフィルムに対して、少なくとも膨潤工程、染色工程および延伸工程を施す偏光フィルムの製造方法であって、
原料として乾燥厚みBが0.001mm以上0.045mm以下であるポリビニルアルコールフィルムを用い、
前記工程のうち少なくとも一つにおいて、ポリビニルアルコールフィルムを水に浸漬した後、水から取り出して前記フィルムの両面から両端部に付着した水を除去する際に、前記フィルムが水から出る位置から水が除去される位置までの距離Aを28mm以下とすることを特徴とする偏光フィルムの製造方法。 A method for producing a polarizing film for subjecting at least a swelling process, a dyeing process and a stretching process to a polyvinyl alcohol film,
Using a polyvinyl alcohol film having a dry thickness B of 0.001 mm to 0.045 mm as a raw material,
In at least one of the steps, after immersing the polyvinyl alcohol film in water, when removing the water adhering to both ends from both sides of the film, water is removed from the position where the film comes out of the water. A method for producing a polarizing film, wherein the distance A to the removed position is 28 mm or less. - 水を除去する前記フィルムの両端部の幅が1cm以上である請求項1に記載の製造方法。 The manufacturing method according to claim 1, wherein the width of both ends of the film from which water is removed is 1 cm or more.
- 前記フィルム全面の水を除去する請求項2に記載の製造方法。 The method according to claim 2, wherein water on the entire surface of the film is removed.
- 原料のポリビニルアルコールフィルムの乾燥厚みB(mm)と前記距離A(mm)が下記式(1)を満足する請求項1~3のいずれかに記載の製造方法。
A≦B×1000 (1) The production method according to any one of claims 1 to 3, wherein a dry thickness B (mm) of the raw material polyvinyl alcohol film and the distance A (mm) satisfy the following formula (1).
A ≦ B × 1000 (1) - 前記フィルムを一対のロールでニップすることによって前記フィルムの両端部に付着した水を除去する請求項1~4のいずれかに記載の製造方法。 5. The production method according to claim 1, wherein water adhering to both ends of the film is removed by nipping the film with a pair of rolls.
- 前記ロールがスポンジロールである請求項5に記載の製造方法。 The manufacturing method according to claim 5, wherein the roll is a sponge roll.
- 前記スポンジロールの保水率が50%以上95%以下である請求項6に記載の製造方法。 The manufacturing method according to claim 6, wherein the water retention of the sponge roll is 50% or more and 95% or less.
- 一対のロールの各回転軸間の距離a(cm)と各ロールの半径b1(cm)およびb2(cm)が下記式(2)を満足する請求項5~7のいずれかに記載の製造方法。
0.1≦a/(b1+b2)≦0.97 (2) The production method according to any one of claims 5 to 7, wherein a distance a (cm) between the rotation axes of the pair of rolls and radii b1 (cm) and b2 (cm) of each roll satisfy the following formula (2): .
0.1 ≦ a / (b1 + b2) ≦ 0.97 (2) - 延伸工程の前に、前記フィルムの両端部に付着した水を除去する請求項1~8のいずれかに記載の製造方法。 The production method according to any one of claims 1 to 8, wherein water adhering to both ends of the film is removed before the stretching step.
- さらに架橋工程又は固定処理工程を施す請求項1~9のいずれかに記載の製造方法。 10. The production method according to claim 1, further comprising a crosslinking step or a fixing treatment step.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018528840A JPWO2018016542A1 (en) | 2016-07-20 | 2017-07-19 | Method of manufacturing polarizing film |
| JP2021164707A JP2022008895A (en) | 2016-07-20 | 2021-10-06 | Method for manufacturing polarization film |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-142704 | 2016-07-20 | ||
| JP2016142704 | 2016-07-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2018016542A1 true WO2018016542A1 (en) | 2018-01-25 |
Family
ID=60992578
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/026159 WO2018016542A1 (en) | 2016-07-20 | 2017-07-19 | Method for producing polarizing film |
Country Status (3)
| Country | Link |
|---|---|
| JP (2) | JPWO2018016542A1 (en) |
| TW (1) | TWI790207B (en) |
| WO (1) | WO2018016542A1 (en) |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110361804A (en) * | 2018-04-09 | 2019-10-22 | 日东电工株式会社 | The manufacturing method of polarizing film |
| JP2021189387A (en) * | 2020-06-04 | 2021-12-13 | 住友化学株式会社 | Method for manufacturing polarizing film |
| WO2024004974A1 (en) * | 2022-06-28 | 2024-01-04 | 株式会社クラレ | Polarizing plate, thermoformed body, and thermoformed body manufacturing method |
| JP7489867B2 (en) | 2020-08-26 | 2024-05-24 | 住友化学株式会社 | Polarizing film manufacturing method and polarizing film manufacturing device |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004109698A (en) * | 2002-09-19 | 2004-04-08 | Fuji Photo Film Co Ltd | Method and device for stretching optical polymer film |
| JP2013033154A (en) * | 2011-08-02 | 2013-02-14 | Nitto Denko Corp | Process film manufacturing method and manufacturing device |
| JP2015102615A (en) * | 2013-11-22 | 2015-06-04 | 住友化学株式会社 | Production method of polarizing film |
| JP2016126021A (en) * | 2014-12-26 | 2016-07-11 | 株式会社クラレ | Manufacturing method of polarizing film |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6666063B2 (en) * | 2014-07-15 | 2020-03-13 | 住友化学株式会社 | Manufacturing method of polarizing film |
-
2017
- 2017-07-17 TW TW106123821A patent/TWI790207B/en active
- 2017-07-19 WO PCT/JP2017/026159 patent/WO2018016542A1/en active Application Filing
- 2017-07-19 JP JP2018528840A patent/JPWO2018016542A1/en active Pending
-
2021
- 2021-10-06 JP JP2021164707A patent/JP2022008895A/en active Pending
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004109698A (en) * | 2002-09-19 | 2004-04-08 | Fuji Photo Film Co Ltd | Method and device for stretching optical polymer film |
| JP2013033154A (en) * | 2011-08-02 | 2013-02-14 | Nitto Denko Corp | Process film manufacturing method and manufacturing device |
| JP2015102615A (en) * | 2013-11-22 | 2015-06-04 | 住友化学株式会社 | Production method of polarizing film |
| JP2016126021A (en) * | 2014-12-26 | 2016-07-11 | 株式会社クラレ | Manufacturing method of polarizing film |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN110361804A (en) * | 2018-04-09 | 2019-10-22 | 日东电工株式会社 | The manufacturing method of polarizing film |
| CN110361804B (en) * | 2018-04-09 | 2022-11-04 | 日东电工株式会社 | Method for manufacturing polarizing plate |
| JP2021189387A (en) * | 2020-06-04 | 2021-12-13 | 住友化学株式会社 | Method for manufacturing polarizing film |
| JP7489867B2 (en) | 2020-08-26 | 2024-05-24 | 住友化学株式会社 | Polarizing film manufacturing method and polarizing film manufacturing device |
| WO2024004974A1 (en) * | 2022-06-28 | 2024-01-04 | 株式会社クラレ | Polarizing plate, thermoformed body, and thermoformed body manufacturing method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022008895A (en) | 2022-01-14 |
| JPWO2018016542A1 (en) | 2019-05-09 |
| TW201819151A (en) | 2018-06-01 |
| TWI790207B (en) | 2023-01-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102163144B1 (en) | Polyvinyl alcohol-based polymer film and manufacturing process therefor | |
| JP2022008895A (en) | Method for manufacturing polarization film | |
| KR102595403B1 (en) | Polarizing film, polarizing plate, and their manufacturing method | |
| WO2014024712A1 (en) | Layered object, polarizing film, and process for producing polarizing film | |
| JP2018135426A (en) | Polyvinyl alcohol film and method for producing the same, and polarization film prepared therewith | |
| JP7199343B2 (en) | Polarizing film, polarizing plate, and manufacturing method thereof | |
| WO2016093259A1 (en) | Polyvinyl alcohol polymer film and method for producing same | |
| WO2015104966A1 (en) | Raw film for manufacturing optical films | |
| JP6667989B2 (en) | Manufacturing method of polarizing film | |
| WO2015129538A1 (en) | Polyvinyl alcohol film and method for manufacturing same | |
| WO2022145489A1 (en) | Polyvinyl alcohol film, polarizing film using same, and polarizing plate | |
| TW202233740A (en) | Polyvinyl alcohol film and polarizing film obtained therefrom | |
| CN105745563B (en) | Manufacturing method of polarizing film | |
| JP6444732B2 (en) | Laminated film | |
| JP2004020629A (en) | Manufacturing method of polarizing film | |
| WO2016167238A1 (en) | Polyvinyl alcohol film | |
| WO2022113958A1 (en) | Method for producing polarizing film and polarizing film | |
| JP6534305B2 (en) | Evaluation method of optical spots of polyvinyl alcohol film | |
| JP2004017321A (en) | Manufacturing method of polarizing film | |
| JP5956276B2 (en) | Manufacturing method of polarizing film | |
| JP6571955B2 (en) | Polyvinyl alcohol film | |
| JP2013164526A (en) | Polyvinyl alcohol film |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17831058 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2018528840 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17831058 Country of ref document: EP Kind code of ref document: A1 |