WO2017188226A1 - 香味吸引器 - Google Patents
香味吸引器 Download PDFInfo
- Publication number
- WO2017188226A1 WO2017188226A1 PCT/JP2017/016307 JP2017016307W WO2017188226A1 WO 2017188226 A1 WO2017188226 A1 WO 2017188226A1 JP 2017016307 W JP2017016307 W JP 2017016307W WO 2017188226 A1 WO2017188226 A1 WO 2017188226A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cup member
- flavor
- heat source
- cup
- ignition end
- Prior art date
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
- A24F42/10—Devices with chemical heating means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
- A24B15/165—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes comprising as heat source a carbon fuel or an oxidized or thermally degraded carbonaceous fuel, e.g. carbohydrates, cellulosic material
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/002—Cigars; Cigarettes with additives, e.g. for flavouring
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/22—Cigarettes with integrated combustible heat sources, e.g. with carbonaceous heat sources
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/30—Devices using two or more structurally separated inhalable precursors, e.g. using two liquid precursors in two cartridges
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
- A24F42/60—Constructional details
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F47/00—Smokers' requisites not otherwise provided for
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M15/00—Inhalators
- A61M15/06—Inhaling appliances shaped like cigars, cigarettes or pipes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/40—Constructional details, e.g. connection of cartridges and battery parts
- A24F40/42—Cartridges or containers for inhalable precursors
Definitions
- the present invention relates to a flavor inhaler that extends along a predetermined direction from the ignition end toward the non-ignition end, and particularly relates to a flavor inhaler having a cup member that holds a flavor source.
- flavor inhalers have been proposed for tasting flavors without burning a flavor source such as tobacco.
- a combustion-type heat source extending along a direction from the ignition end to the non-ignition end (hereinafter referred to as a longitudinal axis direction), a flavor source composed of a tobacco material or the like, and a holding member that holds the combustion-type heat source and the flavor source
- a flavor aspirator having Patent Document 1 describes a technique of holding a combustion-type heat source and a flavor source using a container constituted by a heat conductive member.
- the container has a cup shape having a bottom plate provided with holes for guiding the aerosol generated from the flavor source to the non-ignition end side.
- Patent Document 2 describes a cup member made of a heat conducting member as a holding member for holding a flavor source included in a flavor inhaler. It is described that the cup member has a claw portion having at least a locking portion for locking the end surface of the combustion type heat source on the non-ignition end side so that the insertion length of the combustion type heat source can be adjusted. .
- the members for holding the combustion heat source and the flavor source described in Patent Documents 1 and 2 are both made of a heat conductive member such as metal. For this reason, the supply of heat to the flavor source may become excessive, or the way in which heat is transmitted varies depending on the location. Moreover, in the flavor suction device using such a conventional cup member, there existed room for improvement from a viewpoint of weight reduction and cost reduction.
- the present invention has been made in view of such circumstances, and the conduction of heat to the flavor source is not excessive, and variation thereof is reduced, and the flavor inhaler is reduced in weight and cost. It aims at providing the technique for aiming.
- the cup member included in the flavor suction device is made of a material including pulp and a binder.
- the present invention is a flavor inhaler including a cylindrical holding member extending from an ignition end to a non-ignition end, and a combustion type heat source provided at the ignition end, and the combustion type heat source in the predetermined direction.
- a flavor source disposed on the non-ignition end side, a cup-shaped cup member having a side wall and a bottom plate that holds the flavor source, and covers at least a part of the side surfaces of the combustible heat source and the cup member,
- a heat conductive member disposed between the cup member and the holding member, and the cup member includes a bottom plate of the cup member disposed on a non-ignition end side of the combustion type heat source and the ignition end.
- Inserted into the holding member in a direction opening toward the side or in a direction opening toward the non-ignition end side, and at least the side wall and the bottom plate constituting the cup member include pulp and a binder. Characterized in that it is one that is made of a material.
- a cup member holding a flavor source a cup member made of a material containing pulp and a binder is used. Further, the cup member covers at least part of the side surfaces of the combustible heat source and the cup member, By providing a heat conductive member disposed between the holding member and the heat source, it is possible to prevent heat from being transmitted to the flavor source abruptly or to cause variations in the way the heat is transmitted, and to reduce the weight of the flavor inhaler. Therefore, it is possible to reduce the manufacturing cost.
- FIG. 1-1 is a diagram showing a flavor inhaler according to Embodiment 1.
- FIG. FIG. 1-2 is a diagram illustrating an example in which the positional relationship between the holding member 1 and the filter 5 is changed from FIG. 1-1 in the first embodiment.
- FIG. 2 is a diagram illustrating a cup member according to the first embodiment.
- FIG. 3 is a diagram illustrating a flavor inhaler according to the second embodiment.
- FIG. 4 is a diagram illustrating a flavor inhaler according to the third embodiment.
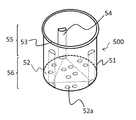
- FIG. 5 is a view showing a cup member according to the third embodiment.
- FIG. 1-1 is a diagram illustrating a flavor inhaler 100 according to the first embodiment.
- FIG. 2 is a view showing the cup member 500 according to the first embodiment.
- the flavor inhaler 100 includes a holding member 1, a cup member 500, a combustion heat source 2, a flavor source 3, a heat conducting member 4, and a filter 5.
- the flavor inhaler 100 is a flavor inhaler that does not involve combustion of a flavor source.
- the holding member 1 has a cylindrical shape extending along a predetermined direction from the ignition end toward the non-ignition end.
- the holding member 1 has a cylindrical shape or a rectangular tube shape.
- the holding member 1 is a paper tube formed by, for example, curving rectangular paper into a cylindrical shape and aligning both edge portions of the paper.
- the paper used for the holding member 1 is not particularly limited, but is preferably cardboard. Specifically, paper having a basis weight of 100 to 300 g / m 2 and a thickness of 150 to 500 ⁇ m is preferable. Further, as the paper used for the holding member 1, two sheets of paper having a basis weight of 50 to 100 g / m 2 and a thickness of 90 to 110 ⁇ m, preferably 100 ⁇ m may be prepared and used by bonding them together.
- the heat conducting member 4 covers at least a part of the side surface of the cup member 500 and is disposed between the holding member 1.
- the presence of the heat conducting member 4 can prevent the holding member 1 and the cup member 50 from being decomposed by heat. Further, the heat conducting member 4 extends to the non-ignition end side from the end surface (bottom plate 52 described later) of the cup member 50 on the non-ignition end side. Thereby, heat can be radiated from the cup member 500 more efficiently.
- it is preferable that the end portion of the heat conducting member 4 on the non-ignition end side is closer to the ignition end side than the filter 5.
- the thickness of the heat conducting member 4 can be 10 to 50 ⁇ m, preferably 15 to 30 ⁇ m.
- the heat conducting member 4 is preferably formed of a metal material having excellent heat conductivity, and is preferably made of, for example, aluminum.
- the holding member 1 and the heat conductive member 4 may be formed by laminating.
- an aluminum bonding paper in which aluminum as a heat conductive member 4 is partially laminated on a cardboard as a holding member 1 may be formed in a cylindrical shape.
- FIG. 1A a part of the combustible heat source 2 and the entire side surface of the cup member 500 are covered with the heat conductive member 4, but the entire side surface of the cup member 500 is not necessarily covered with the heat conductive member 4. There is no need to be covered.
- a mode in which an adhesive is interposed (not shown) in at least a part between the cup member 500 and the heat conductive member 4 can be exemplified.
- an adhesive it does not specifically limit as an adhesive
- a vinyl polymer is preferably used, and as a monomer for obtaining a vinyl polymer, vinyl acetate can be suitably used.
- vinyl acetate By using vinyl acetate as a monomer, the cup member 500 and the heat conductive member 4 can be fixed while reducing the influence on the flavor.
- the cup member 500 includes a side wall 51, a bottom plate 52, a flange 53, and a rib 54.
- the cup member 500 of Embodiment 1 has the cup shape comprised by the side wall 51 and the baseplate 52, and has shown the aspect which hold
- the diameter of the bottom plate 52 is 3 to 10 mm, preferably 4 to 8 mm, and the length in the direction from the ignition end to the non-ignition end (height of the cup member 500)
- An embodiment in which it is 5 to 20 mm, preferably 7 to 12 mm can be mentioned.
- the side wall 51 has a cylindrical shape, and the bottom plate 52 closes one of the pair of openings formed by the side wall 51.
- the aspect which the non-ignition side edge part of the side wall 51 is not only the aspect joined by the edge part of the baseplate 52 as shown in FIG. Can also be mentioned.
- the bottom plate 52 may be provided with a vent hole 52a.
- the vent hole 52a is a hole for guiding the aerosol generated from the flavor source to the non-ignition end side.
- the hole diameter of the vent hole 52a is preferably smaller than the particle diameter of the flavor source held by the cup member, and can be about 0.4 to 0.8 mm.
- ten vent holes 52a are arranged. The number and position of the vent holes 52a can be adjusted as appropriate as will be described later.
- the thickness of the side wall 51 is about 0.1 to 0.3 mm.
- the thickness of the bottom plate 52 is preferably larger than the thickness of the side wall 51.
- the thickness can be 0.3 to 1.0 mm, and more preferably 0.4 to 1.0 mm.
- the difference of the thickness of the baseplate 52 and the side wall 51 can mention the aspect which is 0.1 mm or more, and it is preferable that it is 0.2 mm or more.
- the aspect ratio of the thickness of the bottom plate 52 and the side wall 51 can be 1.2 or more, and is preferably 1.5 or more. Such a range of the thickness of the bottom plate 52 contributes to an improvement in heat resistance of the bottom plate 52 of the cup member exposed to a high temperature.
- the thickness of the side wall 51 does not include the thickness of a flange 53 and a rib 54 described later.
- the side wall 51 is in a substantially vertical positional relationship with the bottom plate 52, but as shown in FIG. 1-1, the diameter of the opening on the ignition end side is larger than the diameter of the bottom plate 52.
- the side wall 51 may be inclined and provided in a tapered shape.
- the flange 53 has a shape protruding from the outer periphery of the opening of the cup member 500 toward the outside of the cup member 500. As shown in FIG. 2, the flange 53 has a shape having an outer diameter larger than the cylindrical diameter formed by the holding member 1 and covers the entire outer periphery of the opening of the cup member 500. May be.
- a plurality of flanges 53 may be provided intermittently along the outer periphery of the opening of the cup member 500 and may be provided so as to protrude toward the outside of the cup member 500.
- the flange 53 is locked to the outer periphery of the opening of the holding member 1 in a state where the cup member 500 is inserted into the holding member 1. Thereby, the insertion length of the cup member 500 to the non-ignition end side of the holding member 1 can be adjusted.
- the ignition end side end of the side wall 51 and the flange 53 are joined, but the ignition end side end of the side wall 51 extends beyond the ignition end side end of the holding member 1 in the direction of the ignition end. It may extend.
- the flange 53 is provided so that the flange 53 is hooked on the ignition end side end of the holding member 1 and extends outward along the outer periphery of the side wall 51.
- the internal space of the cup member 500 includes a first space 56 (hereinafter also referred to as a first space) inside the cup member 500 and a second space 55 inside the cup member 500.
- the first space 56 may include an aspect in which a protruding portion that protrudes toward the center inside the cup member is provided on the inner wall side of the side wall 51 such as the rib 54. In FIG. 2, three ribs 54 are arranged at regular intervals as protrusions in the first space.
- the protrusion disposed in the cup member 500 is in contact with the end surface on the non-ignition end side of the combustion type heat source 2, so that the combustion type heat source 2 is held by the cup member 500.
- the combustion heat source 2 may be bonded by using the cup member 500 and a binder.
- the rib 54 protrudes from the inner wall surface of the side wall 51 of the cup member 500 toward the inside of the cup member 500, and continuously forms a convex portion from the bottom plate 52 toward the ignition end along the inner wall surface.
- the length (height) in the longitudinal direction of the rib 54 is preferably smaller than the height from the bottom plate 52 to the flange 53 of the cup member 500. That is, a mode in which the position of the top of the rib 54 on the ignition end side is present on the non-ignition end side with respect to the flange 53 is preferable.
- the second space 55 of the cup member 500 corresponds to a space within the cup member 500 from the opening of the cup member to the top of the ignition end side of the rib 54, and the first space 56 is the ignition end side of the rib 54. This corresponds to the space in the cup member 500 between the top of the head and the bottom plate 52.
- the aspect which accommodates the flavor source 3 in this 1st space 56 can be mentioned.
- the volume of the first space is preferably larger than the volume of the second space.
- it is preferable that the length of the first space and the second space in a predetermined direction (height) is longer in the first space.
- a plurality of protrusions such as ribs 54 are preferably present along the inner wall surface of the cup member 500, and more preferably, for example, three, four, or five.
- the plurality of ribs 54 are preferably provided at equal intervals along the inner wall surface of the cup member 50.
- About 3-5 protrusions are present at equal intervals along the inner wall surface of the cup member 500, so that the combustion heat source 2 can be stably held while ensuring a sufficient volume of the first space 56. Is possible.
- the protruding portion is not limited to a semicircular cross section such as the rib 54 in the short direction.
- the rib 54 an aspect in which the length protruding from the inner wall surface of the first space of the cup member 500 is constant, increased or decreased from the bottom plate 52 toward the opening direction, that is, the short side of the rib 54.
- a mode in which the cross-sectional shape of the direction changes along a predetermined direction can be given, and another example is a mode in which the distance from the central axis passing through the center of the bottom plate 52 is constant.
- the cross-sectional area of the rib 54 in the short direction is kept constant or changed.
- the protrusion is not limited to a rib 54 that is continuously present from the bottom plate 52 along the inner wall surface to the ignition end side, but may be a protrusion having a size necessary for locking the combustion heat source.
- the shape of the projecting portion is not particularly limited as long as the cup member 500 can be configured as described later.
- Embodiment 1 when the cup member 500 has protrusions (ribs 54) at equal intervals along the inner wall surface of the cup member 500 as shown in FIG.
- Each apex of the semicircular cross section when the cross-sectional shape is not a semicircular cross-section, or when the cross-sectional shape changes along a predetermined direction, each protrusion when the opening of the cup member 500 is viewed from directly above with the opening portion as the upper portion
- At least a part of the vent hole 52a is provided at a position closer to the inner wall surface of the cup member 500 than a shortest distance line (a dotted line in FIG. 2) connecting each vertex having a maximum length from the inner wall surface of the cup member 500 of the portion.
- a shortest distance line (a dotted line in FIG. 2) connecting each vertex having a maximum length from the inner wall surface of the cup member 500 of the portion.
- the cup member 500 (having at least the side wall 51 and the bottom plate 52) is made of a material containing pulp and a binder. Even when the cup member 500 has the flange 53 and the rib 54 in addition to the side wall 51 and the bottom plate 52, it can be made of a material containing pulp and a binder.
- the pulp conventionally used wood pulp or the like can be used without any particular limitation.
- the pulp content may be 30 to 70% by weight, preferably 50 to 70% by weight, based on the total amount of the cup member.
- an organic binder can be used as the binder.
- starch carboxyalkyl cellulose and salts thereof such as carboxyethyl cellulose, carboxyethyl cellulose-sodium, CMC (carboxymethyl cellulose), CMC-Na (carboxymethyl cellulose-sodium), etc.
- examples thereof include polyvinyl alcohol, carboxymethylated starch, methyl cellulose, hydroxyethyl cellulose, polyacrylate, butenediol / vinyl alcohol copolymer, and the like.
- carboxymethyl cellulose or a salt thereof is used as the binder, the degree of etherification can be 0.5 to 1.0, preferably 0.55 to 1.0, and more preferably 0.55 to 0.00. 65.
- the lower limit value of the degree of etherification When the lower limit value of the degree of etherification is 0.5, it contributes to the improvement of the strength of the cup member and the fluidity at the time of molding. On the other hand, when the upper limit of the degree of etherification is 1.0, the drying rate at the time of molding the cup member is excellent.
- carboxymethylcellulose or a salt thereof for example, sodium salt: CMC-Na
- the flavor can be kept good.
- an embodiment using CMC-Na having a degree of etherification of 0.55 to 0.65 can be mentioned.
- a mold release agent to material in the case of manufacture of a cup member.
- An example of the mold release agent is a metal soap.
- the number of carbon atoms of the fatty acid constituting the metal soap can be about 12-20.
- stearic acid is preferable.
- the non-alkali metal include calcium, magnesium, zinc, aluminum, strontium, and calcium, and calcium is preferable.
- Specific examples of the metal soap include calcium stearate, magnesium stearate, zinc stearate, aluminum stearate, strontium stearate, calcium laurate, magnesium laurate, zinc laurate, aluminum laurate, and strontium laurate. The thing which mixed two or more can be mentioned.
- calcium stearate is preferably used. When calcium stearate is used, there is little influence on the flavor.
- a release agent is added to the material, when the mixture of pulp and binder is 100% by weight, it can be 0.3 to 2.0% by weight based on the mixture.
- An example of a method for manufacturing the cup member 500 is injection molding.
- Pulp is 30 to 70% by weight, preferably 50 to 70% by weight
- binder is 20 to 60% by weight, preferably 20 to 40% by weight, (the weight ratio of pulp to binder is 25:75 to 70:30, more
- 30 to 100 parts by weight of water is added to a material containing 25:75 to 45:55), where the total weight of pulp and binder is 100, and the material after the addition of water is kneaded to form a molding material Can be prepared.
- injection molding there may be mentioned an embodiment including a step of filling this molding material into a mold cavity heated so that the temperature of the mold wall surface forming the cavity is 120 to 240 ° C., preferably 160 to 220 ° C.
- the cup member 500 can be made of a material containing pulp and a binder, the weight can be reduced and the material cost can be reduced as compared with a conventional metal cup member. Moreover, when the cup member 500 is an integrally molded product, it leads to the reduction of the process concerning manufacture of a flavor suction device, and contributes to cost reduction.
- the cup member is manufactured not only by integral molding, but also by adhering a part obtained by previously molding the material of the cup member using the binder (for example, carboxymethyl cellulose) mentioned above.
- You may get A specific aspect of the cup member 500 will be described as an example.
- (1) A mode in which a part corresponding to the bottom plate 52 of the cup member 500 and a part corresponding to the side wall 51 having the flange 53 are separately molded, and these are combined and bonded can be exemplified.
- a part having a part of the bottom plate 52 and the side wall 51 of the cup member 500 and a part having the remaining part of the side wall 51 and the flange 53 are separately molded, and a mode in which these are combined and bonded is mentioned. it can.
- the cup members 500 For example, as viewed from the side of the side wall 51, it is possible to cite an aspect in which two parts divided in the vertical direction are molded and combined to be bonded.
- a part excluding the flange 53 and a part corresponding to the flange 53 can be separately molded, and these can be combined and bonded.
- segmented into right and left seeing from the opening side (directly upper side) is shape
- a part excluding the ribs 54 and a part corresponding to the ribs 54 may be separately molded and bonded in combination.
- the shapes of the separately molded parts mentioned in the above (1) to (5) can be changed as appropriate, and the number of parts may be changed from two to three or more. Molding of each part mentioned above can be performed by the injection molding explained above.
- the combustion type heat source 2 has a columnar shape extending along a direction from the ignition end toward the non-ignition end.
- the combustion heat source 2 has a longitudinal cavity 6.
- the longitudinal cavity 6 extends along the direction from the ignition end toward the non-ignition end and penetrates the combustion type heat source 2.
- the longitudinal cavity 6 is preferably provided at the approximate center of the combustion type heat source 2 in the cross section in the short direction.
- the combustion heat source 2 may have a groove (not shown) communicating with the longitudinal cavity 6 on the end face on the ignition end side. The groove may be exposed to the side surface of the combustion type heat source 2.
- the combustion type heat source 2 can include an embodiment in which the shape is a cylindrical shape or a polygonal column shape.
- the combustion type heat source 2 is composed of a combustible substance.
- An example of the combustible substance is a mixture containing a carbon material, an incombustible additive, a binder (an organic binder or an inorganic binder), and water.
- the carbon material it is preferable to use a material from which volatile impurities have been removed by heat treatment or the like.
- a part of the combustion heat source 2 is fitted in the second space 55 of the cup member 500.
- a binder for example, sodium carboxymethylcellulose
- the member 500 may be bonded.
- the combustion type heat source 2 preferably contains a carbon material in the range of 30 to 70% by weight, more preferably 30 to 45% by weight when the weight of the combustion type heat source 2 is 100% by weight. preferable.
- a carbon material in the range of 30 to 70% by weight more preferably 30 to 45% by weight when the weight of the combustion type heat source 2 is 100% by weight.
- combustion characteristics such as supply of heat and ash tightening can be further improved.
- an organic binder that may be used for a combustion heat source, a mixture containing at least one of CMC-Na (carboxymethylcellulose sodium), CMC (carboxymethylcellulose), alginate, EVA, PVA, PVAC, and sugars can be used. .
- the inorganic binder that may be used for the combustion heat source
- a mineral-based binder such as purified bentonite, or a silica-based binder such as colloidal silica, water glass, or calcium silicate
- the combustion type heat source preferably contains 1 to 10% by weight of CMC-Na when the weight of the combustion type heat source 2 is 100% by weight, and contains 1 to 8% by weight of CMC-Na. More preferably.
- incombustible additives include carbonates and oxides made of sodium, potassium, calcium, magnesium, silicon and the like.
- the combustion type heat source 2 may include 40 to 89% by weight of an incombustible additive when the weight of the combustion type heat source 2 is 100% by weight. Further, when calcium carbonate is used as an incombustible additive, the combustion type heat source 2 can include an embodiment containing 45 to 60% by weight of the incombustible additive.
- the combustion-type heat source 2 does not have to have a uniform material structure at all locations, and may be formed of a material having a different composition depending on the portion constituting the combustion-type heat source.
- the length of the combustion type heat source 2 in the direction from the ignition end to the non-ignition end can be 5 to 30 mm, and preferably 10 to 20 mm.
- the size of the combustion heat source 2 in the short direction can be 3 to 15 mm.
- the short direction length corresponds to the outer diameter of the cylinder.
- the maximum value in the short direction length is taken as the short direction size.
- the length (protrusion length) that the combustion heat source 2 is exposed from the holding member 1 can be 5 to 15 mm, and preferably 5 to 10 mm.
- the insertion length of the combustion heat source 2 with respect to the holding member 1 may be 2 to 10 mm, and preferably 1 to 4 mm.
- the flavor source 3 is adjacent to the non-ignition end side with respect to the combustion heat source 2 in a predetermined direction.
- the flavor source 3 can include an aspect constituted by a plurality of flavor pieces and an aspect constituted by a single flavor source.
- a tobacco raw material can be used as the flavor source 3.
- the tobacco raw materials may be cigarette cigarettes commonly used for cigarettes (cigarettes), or granular tobacco used for snuff .
- a tobacco sheet such as a regenerated tobacco sheet can be used as a flavor source.
- the flavor source 3 may include an aerosol source such as glycerin and propylene glycol, and a desired fragrance in addition to the tobacco raw material.
- an aerosol source such as glycerin and propylene glycol
- the particle size thereof may be 1.4 mm pass to 0.71 mm on the sieved particle size.
- a sieved particle size of 1.7 mm pass to 1.18 mm on can be mentioned.
- the flavor source 3 is held in the first space 56 in the cup member 500.
- the filter 5 is arranged inside the non-ignition end side end portion of the holding member 1.
- the filter 5 is disposed in the holding member 1 so that a gap exists between the filter member 5 and the cup member 500, but the present invention is not limited to this.
- the filter 5 may be disposed so as to contact the cup member 500.
- Filter 5 can include cellulose acetate, paper, or other suitable known filter members.
- the filter 5 may contain a volatile flavor component and may contain the capsule which uses a fragrance
- FIG. 1-1 showing the first embodiment shows a mode in which the outer periphery of the filter 5 is covered with the holding member 1.
- FIG. 1-2 shows an example in which the positional relationship between the holding member 1 and the filter 5 is changed.
- the filter 5 may be disposed so as to contact the end of the holding member 1 on the non-ignition end side. Specifically, by a joining member that makes the end on the non-ignition end side of the holding member 1 and the end on the ignition end side of the filter 5 face each other and covers the outer periphery of the holding member 1 and the outer periphery of the filter 5, The holding member 1 and the filter 5 may be combined.
- the joining member is not particularly limited, and paper, a film, a metal thin film, or the like can be used, but paper is preferably used.
- paper used for such a joining member, for example, a chip paper used for combining a paper roll and a filter in a cigarette can be preferably used.
- the end portion on the non-ignition end side of the heat conducting member 4 is preferably closer to the ignition end side than the ignition end side end portion of the joining member 7.
- FIG. 3 shows a flavor inhaler according to the second embodiment.
- the constituent elements are the same as those in the first embodiment, and the flavor inhaler 101 includes a holding member 1, a cup member 501, a combustion heat source 2, a flavor source 3, a heat conducting member 4, and a filter 5.
- the cup member 501 different from the first embodiment will be mainly described.
- the cup member 501 does not have a flange protruding from the outer periphery of the opening to the outside of the cup member 501.
- the side wall of the cup member 501 is inclined so that the diameter of the opening on the ignition end side of the cup member 501 has a taper shape having a relationship larger than the diameter of the bottom plate.
- the same conditions as in the first embodiment can be applied to the dimensions of the cup member 501, the thicknesses of the side walls and the bottom plate, and the ratio thereof.
- the conditions of the first embodiment can be applied to the protrusions that may be provided on the inner wall surface of the cup member 501 and the vent holes that are provided on the bottom plate 52 of the cup member 501.
- the combustion-type heat source 2 and the cup member 501 are not in contact with each other, and a gap exists between the combustion-type heat source 2 and the cup member 501. Heat from the combustion heat source 2 is transmitted to the cup member 501 and the flavor source 3 held in the cup member 501 through the heat conductive member 4.
- the combustion type heat source 2 and the heat conductive member 4 are in contact with each other, so that when the combustion position of the combustion type heat source reaches the vicinity of the heat conductive material, the combustion type heat source can be more reliably extinguished. .
- the presence of a gap between the combustion heat source 2 and the cup member 501 can suppress excessive heat storage of the cup member 501.
- the cup member 501 according to the second embodiment includes at least the side wall 51 and the bottom plate 52, and the cup member 501 is made of a material including pulp and a binder.
- the same conditions as in Embodiment 1 can be used for the composition of the manufacturing method and the elements and materials constituting the cup member.
- the cup member 501 may be obtained by adhering a plurality of parts obtained in advance by molding in addition to the integrally molded product.
- a mode in which an adhesive is interposed can be cited between the heat conductive member 4 and the cup member 501.
- the pressure-sensitive adhesive the same one as in the first embodiment can be preferably used, and the cup member 501 and the heat conductive member 4 can be fixed while reducing the influence on the flavor.
- the same conditions as in the first embodiment can be used for the materials and positional relationships of the holding member 1, the combustion heat source 2, the flavor source 3, the heat conductive member 4, and the filter 5.
- the effect obtained with the cup member 500 used in the first embodiment is also obtained.
- FIG. 4 is a diagram showing a flavor inhaler according to the third embodiment.
- the basic components are the same as those in the first and second embodiments, and the flavor inhaler 102 includes a holding member 1, a cup member 502, a combustion heat source 2, a flavor source 3, a heat conducting member 4, and a filter. And 5.
- the cup member is inserted into the holding member 1 so that the openings of the cup member 500 and the cup member 501 are positioned on the ignition end side.
- the opening of the cup member 502 is not open. It is inserted into the holding member 1 so as to be positioned on the ignition end side.
- FIG. 5 shows a cup member 502 according to the third embodiment.
- the cup member 502 has a side wall 51 and a bottom plate 52.
- the flavor source 3 has a positional relationship held between the combustion heat source 2 and the bottom plate 52 of the cup member 502.
- the flange 53 may exist in a shape that projects from the opening of the cup member 502 toward the outside of the cup member 502. In that case, the flange 53 can mention the aspect contact
- the end portion on the ignition end side of the side wall 51 of the cup member 502 can be extended to the ignition end side with respect to the bottom plate 52.
- the peripheral wall is formed so that the extended side wall 51 surrounds the periphery of the ignition end side end surface of the cup member 502.
- the ignition end side end of the side wall of the cup member 502 may extend to the edge of the bottom plate 52 and may be joined to the edge of the bottom plate 52.
- the bottom plate 52 of the cup member 502 is provided with a vent hole 52a.
- positioning of the vent hole 52a the aspect disperse
- the convection of air in the space of the cup member 501 is promoted, the flavor source and air are efficiently brought into contact, or the flavor delivery efficiency to the non-ignition end side is increased.
- the size of the cup member 502 is 3 to 10 mm, preferably 4 to 8 mm in diameter of the bottom plate 52, and the length in the direction from the ignition end to the non-ignition end (height of the cup member 500): 30 to 80 mm can be mentioned.
- the same conditions as in the first embodiment can be applied to the thickness of the side wall 51 and the bottom plate 52 of the cup member 502 and the ratio thereof.
- the cup member 502 according to the third embodiment is made of a material including pulp and a binder.
- the same conditions as in Embodiment 1 can be used for the composition of the manufacturing method and the elements and materials constituting the cup member.
- the cup member 502 may be obtained by adhering a plurality of parts obtained in advance by molding in addition to the integrally molded product.
- the heat conducting member 4 and the cup member 502 are in contact with each other.
- the end portion on the non-ignition end side of the side wall 51 of the cup member 502 is opposed to and in contact with the end surface on the ignition end side of the filter 5.
- the holding member 1 and the filter 5 are connected by a joining member 7.
- the joining member 7 can be the same as that of the first embodiment.
- the filter 5 may include a capsule 8 containing a fragrance as a content.
- the side wall of the cup member 502 may be inclined such that the diameter of the opening on the non-ignition end side of the cup member 501 has a taper shape having a relationship that is larger than the diameter of the bottom plate.
- the side wall of the cup member 502 does not incline in a taper shape.
- the same conditions as those in the first embodiment can be used for the materials and positional relationships of the holding member 1, the combustion heat source 2, the flavor source 3, the heat conductive member 4, and the filter 5.
- the cup member for holding the flavor source provided in the conventional flavor suction device is made of a metal such as stainless steel.
- a cup member made of a material containing pulp and a binder is used as a member for holding a flavor source, and at least a part of the side surface of the combustible heat source and the cup member is covered.
- a heat conductive member disposed between the cup member and the holding member.
Landscapes
- Health & Medical Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Molecular Biology (AREA)
- Engineering & Computer Science (AREA)
- Anesthesiology (AREA)
- Public Health (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Hematology (AREA)
- Animal Behavior & Ethology (AREA)
- Pulmonology (AREA)
- Veterinary Medicine (AREA)
- Manufacture Of Tobacco Products (AREA)
- Disinfection, Sterilisation Or Deodorisation Of Air (AREA)
- Cookers (AREA)
- Paper (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Table Devices Or Equipment (AREA)
Abstract
Description
特許文献1には、熱伝導性部材によって構成されたコンテナによって、燃焼型熱源と香味源を保持する技術が記載されている。そのコンテナは、香味源から生じるエアロゾルを非着火端側に導くための孔が設けられた底板を有するカップ形状を有している。
特許文献2には、香味吸引器が備える香味源を保持するための保持部材として、熱伝導部材によって構成されたカップ部材が記載されている。このカップ部材は、燃焼型熱源の挿入長を調整できるようにするために、燃焼型熱源の非着火端側の端面を係止する係止部分を少なくとも有する爪部を有することが記載されている。
図1-1は、実施形態1に係る香味吸引器100を示す図である。図2は実施形態1に係るカップ部材500を示す図である。
図1-1に示すように、香味吸引器100は、保持部材1と、カップ部材500と、燃焼型熱源2と、香味源3と、熱伝導部材4と、フィルター5とを備える。実施形態1において、香味吸引器100は、香味源の燃焼を伴わない香味吸引器である。
保持部材1は、着火端から非着火端に向かう所定方向に沿って延びる筒状の形状を有する。例えば、保持部材1は、円筒形状又は角筒形状を有する。
保持部材1は、例えば矩形形状の紙を円筒状に湾曲させて紙の両端縁部を合わせることによって形成された紙管である。保持部材1に用いる紙としては、特に限定されないが、厚紙であることが好ましい。具体的には、坪量:100~300g/m2、厚さ:150~500μmの紙であることが好ましい。また、保持部材1に用いる紙として、坪量50~100g/m2、厚さ:90~110μm、好ましくは100μmの紙を2枚準備し、それらを貼り合わせて用いてもよい。
熱伝導部材4は、熱伝導性に優れた金属材料によって形成されることが好ましく、例えばアルミニウムによって構成されることが好ましい。
実施形態1において、カップ部材500と熱伝導性部材4の間の少なくとも一部分に、粘着剤が介在する(図示せず)態様を挙げることができる。粘着剤としては特に限定されるものではないが、たとえば、粘着性を有するポリマーを用いることが好ましい。係るポリマーとしてはビニルポリマーを用いることが好ましく、ビニルポリマーを得るためのモノマーとしては、酢酸ビニルを好適に用いることができる。モノマーとして酢酸ビニルを用いることで、香喫味への影響を低減しつつカップ部材500と熱伝導性部材4を固定化できる。
側壁51は筒状の形状を有しており、底板52は、側壁51によって構成される1対の開口の一方を塞ぐ。なお、側壁51の非着火側端部は、図2で示すような底板52の縁部で接合している態様のみでなく、底板52の縁部を超えて非着火端側に延びている態様を挙げることもできる。
底板52には、通気孔52aが設けられてもよい。通気孔52aは、香味源から生じるエアロゾルを非着火端側に導くための孔である。通気孔52aの孔径は、カップ部材が保持する香味源の粒径よりも小さいことが好ましく、0.4~0.8mm程度を挙げることができる。
実施形態1に係る図2では通気孔52aが10個配置されている。この通気孔52aの数及び位置は、後述するように適宜調整可能である。
また、底板52と側壁51の厚さの差は、0.1mm以上である態様を挙げることができ、0.2mm以上であることが好ましい。さらに、底板52と側壁51の厚さの比は、1.2以上である態様を挙げることができ、1.5以上であることが好ましい。
このような底板52の厚さの範囲は、高温に晒されるカップ部材の底板52の耐熱性の向上に寄与する。これは、後述するように燃焼型熱源が着火端から非着火端に向かう方向に長手空洞6を有する場合に特に顕著である。なお、側壁51の厚さには、後述するフランジ53やリブ54の厚さは含まれない。
実施形態1において、フランジ53はカップ部材500の開口部の外周からカップ部材500の外側に向かって張り出す形状を有している。フランジ53は、図2に示すように、保持部材1により形成される筒状の径よりも大きい外径を有する形状であり、カップ部材500の開口部の外周全周を覆うような態様であってもよい。また、フランジ53は、カップ部材500の開口部の外周に沿って間欠的に複数設けられ、且つカップ部材500の外側に向かって張り出すように設けられていてもよい。フランジ53は、カップ部材500が保持部材1に挿入された状態において、保持部材1の開口の外周に係止される。これにより、カップ部材500の、保持部材1の非着火端側への挿入長を調整できる。
実施形態1では、側壁51の着火端側端部とフランジ53が接合しているが、側壁51の着火端側端部は保持部材1の着火端側端部を超えて着火端側の方向に延びていてもよい。この場合、フランジ53が保持部材1の着火端側端部に掛止するとともに側壁51の外周に沿って外側に張り出すようにフランジ53が設けられる。
実施形態1では、前記カップ部材500内に配置された突出部が、前記燃焼型熱源2の非着火端側の端面と接することで、前記燃焼型熱源2がカップ部材500に保持される。後述するように、前記燃焼型熱源2は、前記カップ部材500とバインダーを用いることにより接着されていてもよい。
リブ54は、カップ部材500の側壁51の内壁面からカップ部材500の内側に向かって突出し、底板52から着火端側へ内壁面に沿って連続して凸部を形成している。リブ54の長手方向の長さ(高さ)は、カップ部材500の底板52からフランジ53までの高さよりも小さいことが好ましい。つまり、リブ54の着火端側の頭頂部の位置が、フランジ53よりも非着火端側に存在する態様が好ましい。これにより、燃焼型熱源が、着火端側に位置するリブ54の頭頂部で係止されることで、燃焼型熱源がカップ部材500の底板52まで到達することなく、その挿入深さを調整することができる。
カップ部材500の第二の空間55は、カップ部材の開口からリブ54の着火端側の頭頂部までのカップ部材500内の空間に相当し、第一の空間56は、リブ54の着火端側の頭頂部から底板52までの間のカップ部材500内の空間に相当する。実施形態1ではこの第一の空間56に香味源3を収容する態様を挙げることができる。
実施形態1において、第一の空間の体積は第二の空間の体積よりも大きいことが好ましい。また、第一の空間と第二の空間の所定方向の長さ(高さ)は、第一の空間の方が長いことが好ましい。
突出部は、リブ54のような短手方向の断面が半円状のものに限らない。また、リブ54の態様としては、カップ部材500の第一の空間の内壁面から突出する長さが、底板52から開口方向に向かって一定、増加または減少する態様、つまり、リブ54の短手方向の断面形状が、所定方向に沿って変化する態様を挙げることができ、その他の例として底板52の中心を通る中心軸からの距離が一定である態様も挙げることができる。これらの態様は、リブ54の短手方向の断面積を一定に保つか、あるいは変化させたものである。
また、リブ54のように底板52から内壁面に沿って着火端側に連続的に存在するものに限らず、燃焼型熱源を係止するのに必要な大きさの突起であればよい。突出部は、後述するようにカップ部材500を構成できるのであれば、その形状は特に制限されない。
これにより、カップ部材500の底板52の縁部に近い個所にまで通気孔が設けられることになり、カップ部材500内での空気の対流を促し、効率的に香味源と空気を接触させたり、非着火端側への香味の送達効率を高めたりすることに寄与する。
パルプは従来から用いられている木材パルプ等を特段の制限なく用いることができる。カップ部材における、パルプの含有量は、カップ部材全量に対して30~70重量%である態様を挙げることができ、50~70重量%であることが好ましい。
バインダーとしてカルボキシメチルセルロースやその塩を用いる場合、そのエーテル化度は0.5~1.0を挙げることができ、好ましくは0.55~1.0であり、更に好ましくは0.55~0.65である。エーテル化度の下限値が0.5であることで、カップ部材の強度やその成形時の流動性の向上に寄与する。一方、エーテル化度の上限値が1.0であることで、カップ部材の成形時における乾燥速度に優れる。
カルボキシメチルセルロースやその塩(例えばナトリウム塩:CMC-Na)を用いた場合、香喫味を良好に保つことができる。また、実施形態1において、エーテル化度が0.55~0.65のCMC-Naを用いる態様を挙げることができる。
金属石鹸の具体例としては、ステアリン酸カルシウム、ステアリン酸マグネシウム、ステアリン酸亜鉛、ステアリン酸アルミニウム、ステアリン酸ストロンチウム、ラウリン酸カルシウム、ラウリン酸マグネシウム、ラウリン酸亜鉛、ラウリン酸アルミニウム、ラウリン酸ストロンチウムの単独もしくはそれらを複数混合したものを挙げることができる。上記の中で、好ましく用いられるのは、ステアリン酸カルシウムである。ステアリン酸カルシウムを用いる場合、香喫味への影響が少ない。
離型剤を材料に加える場合、パルプとバインダの混合物を100重量%としたときに、それらの混合物に対し、0.3~2.0重量%を挙げることができる。
実施形態1において、カップ部材500がパルプ及びバインダーを含む材料で構成されていることで、従来の金属製のカップ部材に比べて軽量化を図れるとともに材料費を抑えることができる。
また、カップ部材500が一体成型品である場合には、香味吸引器の作製にかかる工程の削減につながり、コストの低減に寄与する。
その具体的な態様を前記カップ部材500を例示して説明する。
(1)前記カップ部材500の底板52に相当する部品と、フランジ53を有する側壁51に相当する部品を別々に成型し、これらを組み合わせて接着する態様を挙げることができる。
(2)前記カップ部材500の底板52と側壁51の一部を有する部品と、側壁51の残りの部分とフランジ53を有する部品を別々に成型し、これらを組み合わせて接着する態様を挙げることができる。例えば、側壁51側から見て、上下に分割した二つの部品を成型し、これらを組み合わせて接着する態様を挙げることができる。
(3)前記カップ部材500のうち、フランジ53を除く部品と、フランジ53に相当する部品を別々に成型し、これらを組み合わせて接着する態様を挙げることができる。
(4)前記カップ部材500について、開口側(真上側)から見て左右に二分割された部品をそれぞれ成型し、これらを組み合わせて接着する態様を挙げることができる。
(5)前記カップ部材500のうち、リブ54を除く部品と、リブ54に相当する部品を別々に成型し、これらを組み合わせて接着する態様を挙げることができる。
(6)上記(1)~(5)で挙げた別々に成型する部品の形状については適宜変更可能であり、また、部品数を2点から3点以上に変えてもよい。
上記で挙げた各部品の成型は、上記で説明した射出成型により行うことができる。
長手空洞6は、その短手方向断面において、燃焼型熱源2の略中央に設けられることが好ましい。
燃焼型熱源2は、着火端側の端面に、長手空洞6と連通する溝(図示せず)が形成されていてもよい。当該溝は、燃焼型熱源2の側面にまで露出していてもよい。溝の態様としては、着火端側の端面において直行するように2本設ける態様を好ましく挙げることができる。溝の幅としては、0.5~0.8mmである態様を挙げることができ、溝の深さとしては2.0~4.0mm程度を挙げることができる。
燃焼型熱源2は、円柱状や多角柱状の形状である態様を挙げることができる。
燃焼型熱源2は、可燃性の物質によって構成される。可燃性の物質の例としては、炭素材料、不燃添加物、バインダ(有機バインダ又は無機バインダ)及び水を含む混合物である。炭素材料としては、加熱処理等によって揮発性の不純物を除去したものを用いることが好ましい。
実施形態1において、燃焼型熱源2は、カップ部材500の第二の空間55に、その一部が嵌装される。その際、第二の空間55を構成する側壁51の内面の一部、例えば開口部付近の一点以上、好ましくは二点にバインダー(例えばカルボキシメチルセルロースナトリウム)を塗布し、燃焼型熱源2と前記カップ部材500とを接着してもよい。燃焼型熱源2と前記カップ部材500とを接着することで、燃焼型熱源2が前記カップ部材500から脱落することを防止できる。カップ部材として金属を材料として用いたものでは、バインダーと金属との親和性が悪いので、カップ部材と燃焼型熱源の接着が困難であった。
燃焼型熱源に用いてもよい有機バインダの例としては、CMC-Na(カルボキシメチルセルロースナトリウム)、CMC(カルボキシメチルセルロース)、アルギン酸塩、EVA、PVA、PVAC及び糖類の少なくとも一つを含む混合物を使用できる。
燃焼型熱源に用いてもよい無機バインダの例としては、精製ベントナイト等の鉱物系、又は、コロイダルシリカや水ガラスやケイ酸カルシウム等のシリカ系バインダを用いることができる。
燃焼型熱源は、香味の観点から、燃焼型熱源2の重量を100重量%とした場合に、1~10重量%のCMC-Naを含むことが好ましく、1~8重量%のCMC-Naを含むことがより好ましい。
燃焼型熱源2は、全ての箇所において均一な材料を構成を有していなくてもよく、燃焼型熱源を構成する部位によって、異なる組成の材料から形成されてもよい。
単一の香味源から構成される態様としては、再生たばこシートのようなたばこシートを香味源として用いることができる。
また、香味源3は、たばこ原料に加えてグリセリンやプロピレングリコールなどのエアロゾル源や、所望の香料を含んでもよい。香味源3としてたばこ原料を用いる場合、その粒径は篩分け粒径で1.4mm pass~0.71mm onを挙げることができる。香味源3としてたばこ原料を用いる場合の、その粒径の別の態様として、篩分け粒径で1.7mm pass~1.18mm onを挙げることもできる。
実施形態1において、香味源3は、カップ部材500内の第一の空間56に保持される。
フィルター5は、セルロースアセテート、紙、又は他の適切な公知のフィルター部材を含むことができる。また、フィルター5は、揮発性の香味成分を含んでもよく、香料を内容物とするカプセルを含んでいてもよい。
図1-2に保持部材1とフィルター5の位置関係を変更した例を示す。図1-2に記載のように、保持部材1の非着火端側の端部に接するようにフィルター5を配置してもよい。具体的には、保持部材1の非着火端側の端部と、フィルター5の着火端側の端部とを対向させ、保持部材1の外周及びフィルター5の外周を覆うような接合部材によって、保持部材1とフィルター5とを結合してもよい。接合部材としては特に限定されず、紙やフィルム、金属薄膜などを用いることができるが、紙を用いることが好ましい。係る接合部材に用いる紙としては、例えば、紙巻きたばこにおいて巻紙とフィルターとを結合するために用いるチップペーパーを、好適に用いることができる。
この例では、熱伝導部材4の非着火端側の端部は、接合部材7の着火端側端部よりも着火端側にあることが好ましい。
図3は実施形態2にかかる香味吸引器を示す。実施形態1と構成要素は同じであり、香味吸引器101は、保持部材1と、カップ部材501と、燃焼型熱源2と、香味源3と、熱伝導部材4と、フィルター5とを有する。
以下、実施形態1と相違するカップ部材501を中心に説明する。実施形態2では、カップ部材501は、その開口の外周からカップ部材501の外側に張り出すフランジを有していない。カップ部材501の側壁は、カップ部材501の着火端側の開口の直径が、底板の直径よりも大きくなる関係を有するテーパー状になるように傾斜している。
カップ部材501の寸法や、側壁及び底板の厚さやそれらの比は実施形態1と同様の条件を適用することができる。
また、カップ部材501の内壁面に備えられてもよい突出部や、カップ部材501の底板52に設けられても通気孔については、実施形態1の条件を適用できる。
実施形態2にかかるカップ部材501は、実施形態1にかかるカップ部材500と同様に、側壁51と底板52を少なくとも有するカップ部材501は、パルプとバインダーを含む材料で構成されるものである。その製造方法やカップ部材を構成する要素や材料の組成は、実施形態1と同じ条件を用いることができる。実施形態1と同様に、カップ部材501は一体成型品に加えて、予め成型して得た複数の部品を接着することで得られるものであってもよい。
熱伝導性部材4とカップ部材501の間は、実施形態1と同様に、粘着剤が介在する態様を挙げることができる。粘着剤としては実施形態1と同じものを好ましく用いることができ、香喫味への影響を低減しつつカップ部材501と熱伝導性部材4を固定化できる。
実施形態2では、実施形態1で用いられるカップ部材500と得られる効果も得られる。
また、実施形態1の構成の一部と、実施形態2の構成の一部を適宜組合せて香味吸引器を作製してもよい。
図4は実施形態3にかかる香味吸引器を示す図である。
実施形態1や2と基本的な構成要素は同じであり、香味吸引器102は、保持部材1と、カップ部材502と、燃焼型熱源2と、香味源3と、熱伝導部材4と、フィルター5とを有する。
実施形態1や2では、カップ部材500やカップ部材501の開口が着火端側に位置するようにカップ部材が保持部材1内に挿入されていたが、実施形態3ではカップ部材502の開口が非着火端側に位置するように保持部材1内に挿入されている。なお、実施形態3では、燃焼性熱源2、香味源3、カップ部材502、を予め整列させ、それらを保持部材1で巻き上げて製造(巻上製造)することも可能である。
図5に実施形態3にかかるカップ部材502を示す。カップ部材502は、側壁51と、底板52を有する。実施形態3において、香味源3は燃焼型熱源2とカップ部材502の底板52の間に保持される位置関係を有する。実施形態3の別の態様では、フランジ53が、カップ部材502の開口部からカップ部材502の外側に向かって張り出す形状で存在してもよい。その場合、フランジ53は、保持部材1の非着火端側端部と当接する態様を挙げることができる(図示せず)。
別の態様としては、カップ部材502の側壁の着火端側端部が底板52の縁部まで延び、底板52の縁部と接合している態様を挙げることもできる。
実施形態3において、カップ部材502の底板52には、通気孔52aが設けられている。通気孔52aの配置については、できるだけ側壁51の近傍にまで分散して設けられている態様が好ましい。このような態様によれば、カップ部材501の空間内での空気の対流を促し、効率的に香味源と空気を接触させたり、非着火端側への香味の送達効率を高めたりすることに寄与する。
実施形態3において、カップ部材502の大きさとしては底板52の直径が3~10mm、好ましくは4~8mm、着火端から非着火端へ向かう方向の長さ(カップ部材500の高さ)として、30~80mmを挙げることができる。
カップ部材502の側壁51及び底板52の厚さやそれらの比は実施形態1と同様の条件を適用できる。
実施形態3にかかるカップ部材502は、実施形態1にかかるカップ部材500と同様に、パルプとバインダーを含む材料で構成されるものである。その製造方法やカップ部材を構成する要素や材料の組成は、実施形態1と同じ条件を用いることができる。実施形態1と同様に、カップ部材502は一体成型品に加えて、予め成型して得た複数の部品を接着することで得られるものであってもよい。
カップ部材502の側壁51の非着火端側の端部は、フィルター5の着火端側端面と対向して接している。このような態様では、香味吸引器102の使用時に、香味源から生じる香味が、カップ部材502の内部の空間とフィルター5を通過して使用者の口腔内まで効率よく送達される。
実施形態3において、保持部材1とフィルター5は、接合部材7により連結されている。接合部材7は、実施形態1と同じ物を用いることができる。
フィルター5には、香料を内容物として含むカプセル8が含まれていてもよい。
実施形態3において、保持部材1、燃焼型熱源2、香味源3、熱伝導性部材4、フィルター5の材料や位置関係は実施形態1と同様の条件を使用できる。
また、実施形態1及び2の構成の一部と、実施形態3の構成の一部を適宜組合せて香味吸引器を作製してもよい。
Claims (13)
- 着火端から非着火端に伸びる筒状の保持部材を備える香味吸引器であって、
前記着火端に設けられる燃焼型熱源と、
前記保持部材内において前記燃焼型熱源に対して前記非着火端側に配置される香味源と、
前記香味源を保持する、側壁と底板を有するカップ形状のカップ部材と、
前記燃焼性熱源及びカップ部材の側面の少なくとも一部を覆い、前記カップ部材と保持部材との間に配置される熱伝導性部材とを備え、
前記カップ部材は、前記燃焼型熱源よりも非着火端側に前記カップ部材の底板が配置されるとともに前記着火端側に向けて開口する向き、または前記非着火端側に向けて開口する向きで前記保持部材に挿入されており、前記カップ部材を構成する少なくとも側壁と底板は、パルプおよびバインダーを含む材料で構成されている、香味吸引器。 - 前記カップ部材が、パルプおよびバインダーを含む材料の一体成型品である、請求項1に記載の香味吸引器。
- 前記燃焼型熱源が、着火端から非着火端に向かう方向に沿って延びて燃焼型熱源を貫通する長手空洞を有する、請求項1または2に記載の香味吸引器。
- 前記カップ部材の底板に通気孔が設けられている、請求項1~3のいずれか一項に記載の香味吸引器。
- 前記カップ部材は、カップ部材の外側に向かって張り出すフランジを有している、請求項1~4のいずれか一項に記載の香味吸引器。
- 前記カップ部材は、前記フランジにより保持部材の開口の外周に係止される、請求項5に記載の香味吸引器。
- 前記カップ部材は、その内壁面にカップ部材の内側に向かって突出する突出部を有する、請求項1~6のいずれか一項に記載の香味吸引器。
- 前記カップ部材の突出部が、前記燃焼型熱源の非着火端側の端面と接することで、前記燃焼型熱源がカップ部材に保持される、請求項7に記載の香味吸引器。
- 前記突出部が、カップ部材の内壁面に沿って等間隔で複数個設けられている、請求項7または8に記載の香味吸引器。
- 前記カップ部材の底板に複数個の通気孔が設けられ、隣接する前記複数個の突出部を結ぶ最短距離線よりも前記カップ部材の内壁面側の位置に、前記通気孔の少なくとも一部が設けられている、請求項9に記載の香味吸引器。
- 前記カップ部材と熱伝導性部材の間の少なくとも一部分に粘着剤が介在している、請求項1~10のいずれか一項に記載の香味吸引器。
- 前記カップ部材の底板の厚さが0.3~1.0mmである、請求項1~11のいずれか一項に記載の香味吸引器。
- 前記熱伝導性部材がアルミニウムから形成され、その厚みが10~50μmである、請求項1~12のいずれか一項に記載の香味吸引器。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2018514611A JP6614595B2 (ja) | 2016-04-27 | 2017-04-25 | 香味吸引器 |
| EP17789508.3A EP3440948B1 (en) | 2016-04-27 | 2017-04-25 | Flavor inhaler |
| KR1020187032945A KR102110933B1 (ko) | 2016-04-27 | 2017-04-25 | 향미 흡인기 |
| CN201780026433.6A CN109152420B (zh) | 2016-04-27 | 2017-04-25 | 香味吸入器 |
| EA201892439A EA033997B1 (ru) | 2016-04-27 | 2017-04-25 | Ароматический ингалятор |
| CA3022397A CA3022397C (en) | 2016-04-27 | 2017-04-25 | Flavor inhaler |
| US16/172,520 US10869509B2 (en) | 2016-04-27 | 2018-10-26 | Flavor inhaler |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPPCT/JP2016/063201 | 2016-04-27 | ||
| PCT/JP2016/063201 WO2017187555A1 (ja) | 2016-04-27 | 2016-04-27 | 香味吸引器 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| US16/172,520 Continuation US10869509B2 (en) | 2016-04-27 | 2018-10-26 | Flavor inhaler |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017188226A1 true WO2017188226A1 (ja) | 2017-11-02 |
Family
ID=60160323
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/063201 WO2017187555A1 (ja) | 2016-04-27 | 2016-04-27 | 香味吸引器 |
| PCT/JP2017/016307 WO2017188226A1 (ja) | 2016-04-27 | 2017-04-25 | 香味吸引器 |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/063201 WO2017187555A1 (ja) | 2016-04-27 | 2016-04-27 | 香味吸引器 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US10869509B2 (ja) |
| EP (1) | EP3440948B1 (ja) |
| JP (1) | JP6614595B2 (ja) |
| KR (1) | KR102110933B1 (ja) |
| CN (1) | CN109152420B (ja) |
| CA (1) | CA3022397C (ja) |
| EA (1) | EA033997B1 (ja) |
| TW (1) | TWI655912B (ja) |
| WO (2) | WO2017187555A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114845575A (zh) * | 2019-12-17 | 2022-08-02 | 菲利普莫里斯生产公司 | 产生包含碳和结合剂的可燃热源的方法 |
| JP2022553433A (ja) * | 2019-12-17 | 2022-12-22 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 点火補助剤および結合剤を含む可燃性熱源 |
Families Citing this family (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2016162933A1 (ja) * | 2015-04-06 | 2016-10-13 | 日本たばこ産業株式会社 | 香味吸引器及び内側保持部材 |
| US11744296B2 (en) | 2015-12-10 | 2023-09-05 | R. J. Reynolds Tobacco Company | Smoking article |
| US10314334B2 (en) | 2015-12-10 | 2019-06-11 | R.J. Reynolds Tobacco Company | Smoking article |
| US11723399B2 (en) | 2018-07-13 | 2023-08-15 | R.J. Reynolds Tobacco Company | Smoking article with detachable cartridge |
| US20220046990A1 (en) * | 2018-10-12 | 2022-02-17 | Jt International S.A. | Aerosol Generation Device And Heating Chamber Therefor |
| US12075819B2 (en) | 2019-07-18 | 2024-09-03 | R.J. Reynolds Tobacco Company | Aerosol delivery device with consumable cartridge |
| US12022859B2 (en) | 2019-07-18 | 2024-07-02 | R.J. Reynolds Tobacco Company | Thermal energy absorbers for tobacco heating products |
| US12082607B2 (en) | 2019-07-19 | 2024-09-10 | R.J. Reynolds Tobacco Company | Aerosol delivery device with clamshell holder for cartridge |
| US11395510B2 (en) | 2019-07-19 | 2022-07-26 | R.J. Reynolds Tobacco Company | Aerosol delivery device with rotatable enclosure for cartridge |
| US11330838B2 (en) | 2019-07-19 | 2022-05-17 | R. J. Reynolds Tobacco Company | Holder for aerosol delivery device with detachable cartridge |
| BR112022011580A2 (pt) * | 2019-12-17 | 2022-08-30 | Philip Morris Products Sa | Fonte de calor combustível compreendendo um auxílio de ignição e um agente de ligação |
| US11439185B2 (en) | 2020-04-29 | 2022-09-13 | R. J. Reynolds Tobacco Company | Aerosol delivery device with sliding and transversely rotating locking mechanism |
| US11589616B2 (en) | 2020-04-29 | 2023-02-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with sliding and axially rotating locking mechanism |
| US11825872B2 (en) | 2021-04-02 | 2023-11-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with protective sleeve |
| US11953362B2 (en) | 2021-05-12 | 2024-04-09 | Conrad Franklin Montville | Dispensing device |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05103836A (ja) * | 1990-02-27 | 1993-04-27 | R J Reynolds Tobacco Co | シガレツト |
| JP2013532953A (ja) * | 2010-07-30 | 2013-08-22 | 日本たばこ産業株式会社 | 無煙型香味吸引具 |
| JP2015510399A (ja) * | 2012-02-13 | 2015-04-09 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 2つの熱伝導要素を含む喫煙物品 |
| WO2015174442A1 (ja) * | 2014-05-15 | 2015-11-19 | 日本たばこ産業株式会社 | 香味吸引器及びカップ部材 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS513836A (ja) * | 1974-07-01 | 1976-01-13 | Toko Inc | Chensen |
| US5105831A (en) * | 1985-10-23 | 1992-04-21 | R. J. Reynolds Tobacco Company | Smoking article with conductive aerosol chamber |
| US4966171A (en) * | 1988-07-22 | 1990-10-30 | Philip Morris Incorporated | Smoking article |
| US5183062A (en) | 1990-02-27 | 1993-02-02 | R. J. Reynolds Tobacco Company | Cigarette |
| US5156170A (en) | 1990-02-27 | 1992-10-20 | R. J. Reynolds Tobacco Company | Cigarette |
| US5247947A (en) | 1990-02-27 | 1993-09-28 | R. J. Reynolds Tobacco Company | Cigarette |
| US5027837A (en) | 1990-02-27 | 1991-07-02 | R. J. Reynolds Tobacco Company | Cigarette |
| JP2003191931A (ja) * | 2001-12-25 | 2003-07-09 | Toppan Printing Co Ltd | 紙製容器およびその製造方法 |
| EP2068985A2 (en) * | 2006-09-05 | 2009-06-17 | OGLESBY & BUTLER, RESEARCH & DEVELOPMENT LIMITED | A container comprising vaporisable matter for use in a vaporising device for vaporising a vaporisable constituent thereof |
| JP5103836B2 (ja) * | 2006-09-13 | 2012-12-19 | Jfeスチール株式会社 | 鋼管の管端バリ除去方法 |
| AT509046B1 (de) * | 2010-03-10 | 2011-06-15 | Helmut Dr Buchberger | Flächiger verdampfer |
| JP2016103981A (ja) * | 2013-03-08 | 2016-06-09 | 日本たばこ産業株式会社 | 香味吸引器 |
| WO2015046384A1 (ja) * | 2013-09-30 | 2015-04-02 | 日本たばこ産業株式会社 | 香味吸引具 |
| JP6307961B2 (ja) | 2014-03-18 | 2018-04-11 | コニカミノルタ株式会社 | 画像形成装置 |
-
2016
- 2016-04-27 WO PCT/JP2016/063201 patent/WO2017187555A1/ja active Application Filing
-
2017
- 2017-04-25 WO PCT/JP2017/016307 patent/WO2017188226A1/ja active Application Filing
- 2017-04-25 KR KR1020187032945A patent/KR102110933B1/ko active IP Right Grant
- 2017-04-25 JP JP2018514611A patent/JP6614595B2/ja active Active
- 2017-04-25 EP EP17789508.3A patent/EP3440948B1/en active Active
- 2017-04-25 CN CN201780026433.6A patent/CN109152420B/zh active Active
- 2017-04-25 CA CA3022397A patent/CA3022397C/en active Active
- 2017-04-25 EA EA201892439A patent/EA033997B1/ru not_active IP Right Cessation
- 2017-04-27 TW TW106114088A patent/TWI655912B/zh active
-
2018
- 2018-10-26 US US16/172,520 patent/US10869509B2/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH05103836A (ja) * | 1990-02-27 | 1993-04-27 | R J Reynolds Tobacco Co | シガレツト |
| JP2013532953A (ja) * | 2010-07-30 | 2013-08-22 | 日本たばこ産業株式会社 | 無煙型香味吸引具 |
| JP2015510399A (ja) * | 2012-02-13 | 2015-04-09 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 2つの熱伝導要素を含む喫煙物品 |
| WO2015174442A1 (ja) * | 2014-05-15 | 2015-11-19 | 日本たばこ産業株式会社 | 香味吸引器及びカップ部材 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3440948A4 * |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN114845575A (zh) * | 2019-12-17 | 2022-08-02 | 菲利普莫里斯生产公司 | 产生包含碳和结合剂的可燃热源的方法 |
| JP2022553433A (ja) * | 2019-12-17 | 2022-12-22 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 点火補助剤および結合剤を含む可燃性熱源 |
| JP7242967B2 (ja) | 2019-12-17 | 2023-03-20 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 点火補助剤および結合剤を含む可燃性熱源 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190059450A1 (en) | 2019-02-28 |
| TWI655912B (zh) | 2019-04-11 |
| EA201892439A1 (ru) | 2019-04-30 |
| JP6614595B2 (ja) | 2019-12-04 |
| US10869509B2 (en) | 2020-12-22 |
| EP3440948A4 (en) | 2019-12-18 |
| CN109152420B (zh) | 2021-02-12 |
| CN109152420A (zh) | 2019-01-04 |
| KR20180134394A (ko) | 2018-12-18 |
| KR102110933B1 (ko) | 2020-05-14 |
| CA3022397A1 (en) | 2017-11-02 |
| WO2017187555A1 (ja) | 2017-11-02 |
| EP3440948A1 (en) | 2019-02-13 |
| JPWO2017188226A1 (ja) | 2019-01-10 |
| EP3440948B1 (en) | 2020-11-04 |
| TW201742558A (zh) | 2017-12-16 |
| CA3022397C (en) | 2020-10-13 |
| EA033997B1 (ru) | 2019-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6614595B2 (ja) | 香味吸引器 | |
| JP6614596B2 (ja) | 香味吸引器 | |
| US11160302B2 (en) | Flavor inhaler and cup | |
| JP6275776B2 (ja) | 燃焼型熱源、香味吸引器及び燃焼型熱源の製造方法 | |
| JP6076461B2 (ja) | 燃焼型熱源及び香味吸引器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 2018514611 Country of ref document: JP |
|
| ENP | Entry into the national phase |
Ref document number: 3022397 Country of ref document: CA |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017789508 Country of ref document: EP |
|
| ENP | Entry into the national phase |
Ref document number: 20187032945 Country of ref document: KR Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17789508 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2017789508 Country of ref document: EP Effective date: 20181105 |