JP6614596B2 - 香味吸引器 - Google Patents
香味吸引器 Download PDFInfo
- Publication number
- JP6614596B2 JP6614596B2 JP2018514612A JP2018514612A JP6614596B2 JP 6614596 B2 JP6614596 B2 JP 6614596B2 JP 2018514612 A JP2018514612 A JP 2018514612A JP 2018514612 A JP2018514612 A JP 2018514612A JP 6614596 B2 JP6614596 B2 JP 6614596B2
- Authority
- JP
- Japan
- Prior art keywords
- cup member
- flavor
- ignition end
- cup
- heat source
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/22—Cigarettes with integrated combustible heat sources, e.g. with carbonaceous heat sources
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
- A24F42/10—Devices with chemical heating means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24B—MANUFACTURE OR PREPARATION OF TOBACCO FOR SMOKING OR CHEWING; TOBACCO; SNUFF
- A24B15/00—Chemical features or treatment of tobacco; Tobacco substitutes, e.g. in liquid form
- A24B15/10—Chemical features of tobacco products or tobacco substitutes
- A24B15/16—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes
- A24B15/165—Chemical features of tobacco products or tobacco substitutes of tobacco substitutes comprising as heat source a carbon fuel or an oxidized or thermally degraded carbonaceous fuel, e.g. carbohydrates, cellulosic material
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/002—Cigars; Cigarettes with additives, e.g. for flavouring
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/20—Devices using solid inhalable precursors
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F40/00—Electrically operated smoking devices; Component parts thereof; Manufacture thereof; Maintenance or testing thereof; Charging means specially adapted therefor
- A24F40/30—Devices using two or more structurally separated inhalable precursors, e.g. using two liquid precursors in two cartridges
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F42/00—Simulated smoking devices other than electrically operated; Component parts thereof; Manufacture or testing thereof
- A24F42/60—Constructional details
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24F—SMOKERS' REQUISITES; MATCH BOXES; SIMULATED SMOKING DEVICES
- A24F47/00—Smokers' requisites not otherwise provided for
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M15/00—Inhalators
- A61M15/0028—Inhalators using prepacked dosages, one for each application, e.g. capsules to be perforated or broken-up
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M11/00—Sprayers or atomisers specially adapted for therapeutic purposes
- A61M11/04—Sprayers or atomisers specially adapted for therapeutic purposes operated by the vapour pressure of the liquid to be sprayed or atomised
- A61M11/041—Sprayers or atomisers specially adapted for therapeutic purposes operated by the vapour pressure of the liquid to be sprayed or atomised using heaters
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M15/00—Inhalators
- A61M15/06—Inhaling appliances shaped like cigars, cigarettes or pipes
Landscapes
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Molecular Biology (AREA)
- Animal Behavior & Ethology (AREA)
- Veterinary Medicine (AREA)
- Hematology (AREA)
- Biomedical Technology (AREA)
- Anesthesiology (AREA)
- Pulmonology (AREA)
- Public Health (AREA)
- Heart & Thoracic Surgery (AREA)
- Bioinformatics & Cheminformatics (AREA)
- Manufacture Of Tobacco Products (AREA)
- Disinfection, Sterilisation Or Deodorisation Of Air (AREA)
- Packages (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Table Devices Or Equipment (AREA)
- Details Of Rigid Or Semi-Rigid Containers (AREA)
- Mold Materials And Core Materials (AREA)
Description
特許文献1には、熱伝導性部材によって構成されたコンテナによって、燃焼型熱源と香味源を保持する技術が記載されている。そのコンテナは、香味源から生じるエアロゾルを非着火端側に導くための孔が設けられた底板を有するカップ形状を有している。
特許文献2には、香味吸引器が備える香味源を保持するための保持部材として、熱伝導部材によって構成されたカップ部材が記載されている。このカップ部材は、燃焼型熱源の挿入長を調整できるようにするために、燃焼型熱源の非着火端側の端面を係止する係止部分を少なくとも有する爪部を有することが記載されている。
図1−1は、実施形態1に係る香味吸引器100を示す図である。図2は実施形態1に係るカップ部材500を示す図である。
図1−1に示すように、香味吸引器100は、保持部材1と、カップ部材500と、燃焼型熱源2と、香味源3と、熱伝導部材4と、フィルター5とを備える。図1−1では熱伝導部材4を記載しているが、香味吸引器100はこれを含まなくてもよい。実施形態1において、香味吸引器100は、香味源の燃焼を伴わない香味吸引器である。
保持部材1は、着火端から非着火端に向かう所定方向に沿って延びる筒状の形状を有する。例えば、保持部材1は、円筒形状又は角筒形状を有する。
保持部材1は、例えば矩形形状の紙を円筒状に湾曲させて紙の両端縁部を合わせることによって形成された紙管である。保持部材1に用いる紙としては、特に限定されないが、厚紙であることが好ましい。具体的には、坪量:100〜300g/m2、厚さ:150〜500μmの紙であることが好ましい。また、保持部材1に用いる紙として、坪量50〜100g/m2、厚さ:90〜110μm、好ましくは100μmの紙を2枚準備し、それらを貼り合わせて用いてもよい。
熱伝導部材4は、熱伝導性に優れた金属材料によって形成されることが好ましく、例えばアルミニウムによって構成されることが好ましい。
実施形態1において、熱伝導性部材4が存在する場合、カップ部材500と熱伝導性部材4の間の少なくとも一部分に、粘着剤が介在する(図示せず)態様を挙げることができる。粘着剤としては特に限定されるものではないが、たとえば、粘着性を有するポリマーを用いることが好ましい。係るポリマーとしてはビニルポリマーを用いることが好ましく、ビニルポリマーを得るためのモノマーとしては、酢酸ビニルを好適に用いることができる。モノマーとして酢酸ビニルを用いることで、香喫味への影響を低減しつつカップ部材500と熱伝導性部材4を固定化できる。
側壁51は筒状の形状を有しており、底板52は、側壁51によって構成される1対の開口の一方を塞ぐ。なお、側壁51の非着火側端部は、図2で示すような底板52の縁部で接合している態様のみでなく、底板52の縁部を超えて非着火端側に延びている態様を挙げることもできる。
底板52には、通気孔52aが設けられてもよい。通気孔52aは、香味源から生じるエアロゾルを非着火端側に導くための孔である。通気孔52aの孔径は、カップ部材が保持する香味源の粒径よりも小さいことが好ましく、0.4〜0.8mm程度を挙げることができる。
実施形態1に係る図2では通気孔52aが10個配置されている。この通気孔52aの数及び位置は、後述するように適宜調整可能である。
また、底板52と側壁51の厚さの差は、0.1mm以上である態様を挙げることができ、0.2mm以上であることが好ましい。さらに、底板52と側壁51の厚さの比は、1.2以上である態様を挙げることができ、1.5以上であることが好ましい。
このような底板52の厚さの範囲は、高温に晒されるカップ部材の底板52の耐熱性の向上に寄与する。これは、後述するように燃焼型熱源が着火端から非着火端に向かう方向に長手空洞6を有する場合に特に顕著である。なお、側壁51の厚さには、後述するフランジ53やリブ54の厚さは含まれない。
実施形態1において、フランジ53はカップ部材500の開口部の外周からカップ部材500の外側に向かって張り出す形状を有している。フランジ53は、図2に示すように、保持部材1により形成される筒状の径よりも大きい外径を有する形状であり、カップ部材500の開口部の外周全周を覆うような態様であってもよい。また、フランジ53は、カップ部材500の開口部の外周に沿って間欠的に複数設けられ、且つカップ部材500の外側に向かって張り出すように設けられていてもよい。フランジ53は、カップ部材500が保持部材1に挿入された状態において、保持部材1の開口の外周に係止される。これにより、カップ部材500の、保持部材1の非着火端側への挿入長を調整できる。
実施形態1では、側壁51の着火端側端部とフランジ53が接合しているが、側壁51の着火端側端部は保持部材1の着火端側端部を超えて着火端側の方向に延びていてもよい。この場合、フランジ53が保持部材1の着火端側端部に掛止するとともに側壁51の外周に沿って外側に張り出すようにフランジ53が設けられる。
実施形態1では、前記カップ部材500内に配置された突出部が、前記燃焼型熱源2の非着火端側の端面と接することで、前記燃焼型熱源2がカップ部材500に保持される。後述するように、前記燃焼型熱源2は、前記カップ部材500とバインダーを用いることにより接着されていてもよい。
リブ54は、カップ部材500の側壁51の内壁面からカップ部材500の内側に向かって突出し、底板52から着火端側へ内壁面に沿って連続して凸部を形成している。リブ54の長手方向の長さ(高さ)は、カップ部材500の底板52からフランジ53までの高さよりも小さいことが好ましい。つまり、リブ54の着火端側の頭頂部の位置が、フランジ53よりも非着火端側に存在する態様が好ましい。これにより、燃焼型熱源が、着火端側に位置するリブ54の頭頂部で係止されることで、燃焼型熱源がカップ部材500の底板52まで到達することなく、その挿入深さを調整することができる。
カップ部材500の第二の空間55は、カップ部材の開口からリブ54の着火端側の頭頂部までのカップ部材500内の空間に相当し、第一の空間56は、リブ54の着火端側の頭頂部から底板52までの間のカップ部材500内の空間に相当する。実施形態1ではこの第一の空間56に香味源3を収容する態様を挙げることができる。
実施形態1において、第一の空間の体積は第二の空間の体積よりも大きいことが好ましい。また、第一の空間と第二の空間の所定方向の長さ(高さ)は、第一の空間の方が長いことが好ましい。
突出部は、リブ54のような短手方向の断面が半円状のものに限らない。また、リブ54の態様としては、カップ部材500の第一の空間の内壁面から突出する長さが、底板52から開口方向に向かって一定、増加または減少する態様、つまり、リブ54の短手方向の断面形状が、所定方向に沿って変化する態様を挙げることができ、その他の例として底板52の中心を通る中心軸からの距離が一定である態様も挙げることができる。これらの態様は、リブ54の短手方向の断面積を一定に保つか、あるいは変化させたものである。
また、リブ54のように底板52から内壁面に沿って着火端側に連続的に存在するものに限らず、燃焼型熱源を係止するのに必要な大きさの突起であればよい。突出部は、後述するようにカップ部材500を構成できるのであれば、その形状は特に制限されない。
これにより、カップ部材500の底板52の縁部に近い個所にまで通気孔が設けられることになり、カップ部材500内での空気の対流を促し、効率的に香味源と空気を接触させたり、非着火端側への香味の送達効率を高めたりすることに寄与する。
パルプは従来から用いられている木材パルプ等を特段の制限なく用いることができる。
バインダーとしては有機バインダーを用いることができ、例えば澱粉、カルボキシアルキルセルロースおよびその塩類、例えば、カルボキシエチルセルロース、カルボキシエチルセルロース−ナトリウム、CMC(カルボキシメチルセルロース)、CMC−Na(カルボキシメチルセルロース−ナトリウム)等、冷水可溶性ポリビニルアルコール、カルボキシメチル化澱粉、メチルセルロース、ヒドロキシエチルセルロース、ポリアクリル酸塩、ブテンジオール・ビニルアルコール共重合体等を挙げることができる。
バインダーとしてカルボキシメチルセルロースやその塩を用いる場合、そのエーテル化度は0.5〜1.0を挙げることができ、好ましくは0.55〜1.0であり、更に好ましくは0.55〜0.65である。エーテル化度の下限値が0.5であることで、カップ部材の強度やその成形時の流動性の向上に寄与する。一方、エーテル化度の上限値が1.0であることで、カップ部材の成形時における乾燥速度に優れる。
カルボキシメチルセルロースやその塩(例えばナトリウム塩:CMC−Na)を用いた場合、香喫味を良好に保つことができる。また、実施形態1において、エーテル化度が0.55〜0.65のCMC−Naを用いる態様を挙げることができる。
金属石鹸の具体例としては、ステアリン酸カルシウム、ステアリン酸マグネシウム、ステアリン酸亜鉛、ステアリン酸アルミニウム、ステアリン酸ストロンチウム、ラウリン酸カルシウム、ラウリン酸マグネシウム、ラウリン酸亜鉛、ラウリン酸アルミニウム、ラウリン酸ストロンチウムの単独もしくはそれらを複数混合したものを挙げることができる。上記の中で、好ましく用いられるのは、ステアリン酸カルシウムである。ステアリン酸カルシウムを用いる場合、香喫味への影響が少ない。
上記のように、実施形態1におけるカップ部材500は、パルプ、バインダーとともに、金属石鹸を含んでいる。
金属石鹸は、脂肪酸鎖部分に基づく非極性部分と非アルカリ金属部分に基づく極性部分からなり、水に不溶で撥水性と界面活性機能を有している。
したがって、実施形態1にかかるカップ部材500は金属石鹸を含むことで、撥水性が付与されていると考えられる。これにより、カップ部材500に収容される後述する香味源3から発生するエアロゾルの吸着に伴うエアロゾルデリバリ量の減少や、エアロゾルの吸着に伴うカップ部材500の剛直性の低下を抑制することが期待できる。
金属石鹸のような1価カチオン塩は水溶性が高い。これはイオン強度が非アルカリ金属塩のような2価カチオン塩よりも小さいからである。
言い換えると金属石鹸は水中で解離しにくい。
そのため、水がリッチな環境下(例えばエアロゾル中の水分の結露下)においても、係る金属石鹸の物性は変わらず発揮されると考えられる。
一方で、金属石鹸は界面活性剤としての効果を有していることは上述したとおりである。
しかし、カップ部材500に含まれるパルプの表面にはOH基(あるいは電離したO−基)が、密に配されており、非アルカリ金属のカチオン部分はパルプ表面近傍に引き寄せられるか、あるいは配位結合されると考えられる。
これによって、カップ部材500に外部から水分が与えられた際には、疎水性基である長鎖脂肪酸部分が水と接することになり、その結果、パルプ及び金属石鹸を含むカップ部材500は、水に対する撥水性を発現することになると考えられる。
上記範囲でバインダーとパルプがカップ部材500中に含まれることで、カップ部材500の強度と表面平滑性が良好になる。
また、前記カップ部材における、金属石鹸の含有量は、パルプとバインダの混合物を100重量%としたときに、それらの混合物に対し、0.3〜2.0重量%である態様を挙げることができる。
カップ部材500は、パルプ、バインダー、金属石鹸以外にも、適当な香料を含んでいてもよい。
実施形態1において、カップ部材500がパルプ、バインダー及び金属石鹸を含む材料で構成されているものであることで、従来の金属製のカップ部材に比べて軽量化を図れるとともに材料費を抑えることができる。また、カップ部材の材料として上記の材料を用いることにより、薄肉かつ高剛性のカップ部材500の製造が可能である。
カップ部材500が一体成型品である場合は、香味吸引器の作製にかかる工程の削減につながり、コストの低減に寄与する。
その具体的な態様を前記カップ部材500を例示して説明する。
(1)前記カップ部材500の底板52に相当する部品と、フランジ53を有する側壁51に相当する部品を別々に成型し、これらを組み合わせて接着する態様を挙げることができる。
(2)前記カップ部材500の底板52と側壁51の一部を有する部品と、側壁51の残りの部分とフランジ53を有する部品を別々に成型し、これらを組み合わせて接着する態様を挙げることができる。例えば、側壁51側から見て、上下に分割した二つの部品を成型し、これらを組み合わせて接着する態様を挙げることができる。
(3)前記カップ部材500のうち、フランジ53を除く部品と、フランジ53に相当する部品を別々に成型し、これらを組み合わせて接着する態様を挙げることができる。
(4)前記カップ部材500について、開口側(真上側)から見て左右に二分割された部品をそれぞれ成型し、これらを組み合わせて接着する態様を挙げることができる。
(5)前記カップ部材500のうち、リブ54を除く部品と、リブ54に相当する部品を別々に成型し、これらを組み合わせて接着する態様を挙げることができる。
(6)上記(1)〜(5)で挙げた別々に成型する部品の形状については適宜変更可能であり、また、部品数を2点から3点以上に変えてもよい。 上記で挙げた各部品の成型は、上記で説明した射出成型により行うことができる。
長手空洞6は、その短手方向断面において、燃焼型熱源2の略中央に設けられることが好ましい。
燃焼型熱源2は、着火端側の端面に、長手空洞6と連通する溝(図示せず)が形成されていてもよい。当該溝は、燃焼型熱源2の側面にまで露出していてもよい。溝の態様としては、着火端側の端面において直行するように2本設ける態様を好ましく挙げることができる。溝の幅としては、0.5〜0.8mmである態様を挙げることができ、溝の深さとしては2.0〜4.0mm程度を挙げることができる。
燃焼型熱源2は、円柱状や多角柱状の形状である態様を挙げることができる。
燃焼型熱源2は、可燃性の物質によって構成される。可燃性の物質の例としては、炭素材料、不燃添加物、バインダ(有機バインダ又は無機バインダ)及び水を含む混合物である。炭素材料としては、加熱処理等によって揮発性の不純物を除去したものを用いることが好ましい。
実施形態1において、燃焼型熱源2は、カップ部材500の第二の空間55に、その一部が嵌装される。その際、第二の空間55を構成する側壁51の内面の一部、例えば開口部付近の一点以上、好ましくは二点にバインダー(例えばカルボキシメチルセルロースナトリウム)を塗布し、燃焼型熱源2と前記カップ部材500とを接着してもよい。燃焼型熱源2と前記カップ部材500とを接着することで、燃焼型熱源2が前記カップ部材500から脱落することを防止できる。カップ部材として金属を材料として用いたものでは、バインダーと金属との親和性が悪いので、カップ部材と燃焼型熱源の接着が困難であった。
燃焼型熱源に用いてもよい有機バインダの例としては、CMC−Na(カルボキシメチルセルロースナトリウム)、CMC(カルボキシメチルセルロース)、アルギン酸塩、EVA、PVA、PVAC及び糖類の少なくとも一つを含む混合物を使用できる。
燃焼型熱源に用いてもよい無機バインダの例としては、精製ベントナイト等の鉱物系、又は、コロイダルシリカや水ガラスやケイ酸カルシウム等のシリカ系バインダを用いることができる。
燃焼型熱源は、香味の観点から、燃焼型熱源2の重量を100重量%とした場合に、1〜10重量%のCMC−Naを含むことが好ましく、1〜8重量%のCMC−Naを含むことがより好ましい。
燃焼型熱源2は、全ての箇所において均一な材料を構成を有していなくてもよく、燃焼型熱源を構成する部位によって、異なる組成の材料から形成されてもよい。
単一の香味源から構成される態様としては、再生たばこシートのようなたばこシートを香味源として用いることができる。
また、香味源3は、たばこ原料に加えてグリセリンやプロピレングリコールなどのエアロゾル源や、所望の香料を含んでもよい。香味源3としてたばこ原料を用いる場合、その粒径は篩分け粒径で1.4mm pass〜0.71mm onを挙げることができる。香味源3としてたばこ原料を用いる場合の、その粒径の別の態様として、篩分け粒径で1.7mm pass〜1.18mm onを挙げることもできる。
香味源3には水が含まれていてもよいが、その含有量は香味源3の全量に対して30重量%以下である態様を挙げることができ、15重量%以下であることが好ましく、10重量%以下であることがさらに好ましい。
このような水分含有量であることで、香味吸引器の使用時にカップ部材50の軟化、変形を防止できる。
実施形態1において、香味源3は、カップ部材500内の第一の空間56に保持される。
フィルター5は、セルロースアセテート、紙、又は他の適切な公知のフィルター部材を含むことができる。また、フィルター5は、揮発性の香味成分を含んでもよく、香料を内容物とするカプセルを含んでいてもよい。
図1−2に保持部材1とフィルター5の位置関係を変更した例を示す。図1−2に記載のように、保持部材1の非着火端側の端部に接するようにフィルター5を配置してもよい。具体的には、保持部材1の非着火端側の端部と、フィルター5の着火端側の端部とを対向させ、保持部材1の外周及びフィルター5の外周を覆うような接合部材によって、保持部材1とフィルター5とを結合してもよい。接合部材としては特に限定されず、紙やフィルム、金属薄膜などを用いることができるが、紙を用いることが好ましい。係る接合部材に用いる紙としては、例えば、紙巻きたばこにおいて巻紙とフィルターとを結合するために用いるチップペーパーを、好適に用いることができる。
この例では、熱伝導部材4の非着火端側の端部は、接合部材7の着火端側端部よりも着火端側にあることが好ましい。なお、上記したように、熱伝導部材4は存在しなくてもよい。
図3は実施形態2にかかる香味吸引器を示す。実施形態1と構成要素は同じであり、香味吸引器101は、保持部材1と、カップ部材501と、燃焼型熱源2と、香味源3と、熱伝導部材4と、フィルター5とを有する。なお、実施形態2においても、実施形態1と同様に熱伝導部材4を有さなくてもよい。
以下、実施形態1と相違するカップ部材501を中心に説明する。実施形態2では、カップ部材501は、その開口の外周からカップ部材501の外側に張り出すフランジを有していない。カップ部材501の側壁は、カップ部材501の着火端側の開口の直径が、底板の直径よりも大きくなる関係を有するテーパー状になるように傾斜している。
カップ部材501の寸法や、側壁及び底板の厚さやそれらの比は実施形態1と同様の条件を適用することができる。
また、カップ部材501の内壁面に備えられてもよい突出部や、カップ部材501の底板52に設けられても通気孔については、実施形態1の条件を適用できる。
実施形態2にかかるカップ部材501は、実施形態1にかかるカップ部材500と同様に、側壁51と底板52を少なくとも有するカップ部材501は、パルプとバインダーと金属石鹸を含む材料で構成されている。その製造方法やカップ部材を構成する要素や材料の組成は、実施形態1と同じ条件を用いることができる。実施形態1と同様に、カップ部材501は一体成型品に加えて、予め成型して得た複数の部品を接着することで得られるものであってもよい。
熱伝導性部材4とカップ部材501の間は、実施形態1と同様に、粘着剤が介在する態様を挙げることができる。粘着剤としては実施形態1と同じものを好ましく用いることができ、香喫味への影響を低減しつつカップ部材501と熱伝導性部材4を固定化できる。
実施形態2では、実施形態1で用いられるカップ部材500と得られる効果も得られる。
また、実施形態1の構成の一部と、実施形態2の構成の一部を適宜組合せて香味吸引器を作製してもよい。
図4は実施形態3にかかる香味吸引器を示す図である。
実施形態1や2と基本的な構成要素は同じであり、香味吸引器102は、保持部材1と、カップ部材502と、燃焼型熱源2と、香味源3と、熱伝導部材4と、フィルター5とを有する。なお、実施形態3においても、実施形態1や2と同様に熱伝導部材4を有さなくてもよい。
実施形態1や2では、カップ部材500やカップ部材501の開口が着火端側に位置するようにカップ部材が保持部材1内に挿入されていたが、実施形態3ではカップ部材502の開口が非着火端側に位置するように保持部材1内に挿入されている。なお、実施形態3では、燃焼性熱源2、香味源3、カップ部材502、を予め整列させ、それらを保持部材1で巻き上げて製造(巻上製造)することも可能である。
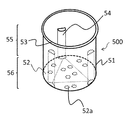
図5に実施形態3にかかるカップ部材502を示す。カップ部材502は、側壁51と、底板52を有する。実施形態3において、香味源3は燃焼型熱源2とカップ部材502の底板52の間に保持される位置関係を有する。実施形態3の別の態様では、フランジ53が、カップ部材502の開口部からカップ部材502の外側に向かって張り出す形状で存在してもよい。その場合、フランジ53は、保持部材1の非着火端側端部と当接する態様を挙げることができる(図示せず)。
別の態様としては、カップ部材502の側壁の着火端側端部が底板52の縁部まで延び、底板52の縁部と接合している態様を挙げることもできる。
実施形態3において、カップ部材502の底板52には、通気孔52aが設けられている。通気孔52aの配置については、できるだけ側壁51の近傍にまで分散して設けられている態様が好ましい。このような態様によれば、カップ部材501の空間内での空気の対流を促し、効率的に香味源と空気を接触させたり、非着火端側への香味の送達効率を高めたりすることに寄与する。
実施形態3において、カップ部材502の大きさとしては底板52の直径が3〜10mm、好ましくは4〜8mm、着火端から非着火端へ向かう方向の長さ(カップ部材500の高さ)として、30〜80mmを挙げることができる。
カップ部材502の側壁51及び底板52の厚さやそれらの比は実施形態1と同様の条件を適用できる。
実施形態3にかかるカップ部材502は、実施形態1にかかるカップ部材500と同様に、パルプとバインダーと金属石鹸を含む材料で構成されている。その製造方法やカップ部材を構成する要素や材料の組成は、実施形態1と同じ条件を用いることができる。実施形態1と同様に、カップ部材502は一体成型品に加えて、予め成型して得た複数の部品を接着することで得られるものであってもよい。
カップ部材502の側壁51の非着火端側の端部は、フィルター5の着火端側端面と対向して接している。このような態様では、香味吸引器102の使用時に、香味源から生じる香味が、カップ部材502の内部の空間とフィルター5を通過して使用者の口腔内まで効率よく送達される。
実施形態3において、保持部材1とフィルター5は、接合部材7により連結されている。接合部材7は、実施形態1と同じ物を用いることができる。
フィルター5には、香料を内容物として含むカプセル8が含まれていてもよい。
実施形態3において、保持部材1、燃焼型熱源2、香味源3、熱伝導性部材4、フィルター5の材料や位置関係は実施形態1と同様の条件を使用できる。
また、実施形態1及び2の構成の一部と、実施形態3の構成の一部を適宜組合せて香味吸引器を作製してもよい。
漂白パルプ(Prince george pulp & paper mills製:NBKPヒントン)64重量部、カルボキシメチルセルロース(CMC)(日本製紙製:F10LC)34.4重量部、金属石鹸(ステアリン酸カルシウム)1.6重量部を含む材料に、パルプとバインダー及び金属石鹸の合計重量を100重量%とした場合に34.4重量%の水を加え、水を添加した後の材料を混練して成形材料を調製し、この成形材料をキャビティを形成する型壁面の温度が約200℃となるように加熱した金型のキャビティ内に充填する工程を含む製造工程により、3つの一体成型品のカップ部材を製造した。
得られた各カップ部材のそれぞれの内壁に、ピペットを用いて1mgの純水を滴下した。滴下と同時に時間計測を開始し、滴下した純水がカップ部材に浸透するまでに要した時間を計測した。カップ部材に純水が浸透したか否かについては目視にて判断した。このとき、カップ部材内壁に滴下した液滴がカップ部材による吸収に伴って、目視で確認できなくなったか否かを基準とした。また、カップ部材に純水が浸透した後の各サンプルについて、何かに伴う変形が生じたか否かを観測した。具体的には、カップ部材の形状が純水滴下前と比較して変形したか否かを目視にて判断した。
上記した試験の結果、参考例に係る各3つのカップ部材のいずれも、滴下した純水がカップ部材に浸透するまでの時間は30秒以上であった。
また、参考例に係る各3つのカップ部材のいずれも、純水の浸透前後における変形は認められなかった。
係る結果から明らかなとおり、上記したサンプルにおいては撥水性を備え、且つ、水を吸収した後の変形を抑制できている。
本件発明に係るカップ部材を適用した香味吸引器の使用時に、香味源から発生するエアロゾルがカップ部材に凝縮し、カップ壁面に浸透することによるエアロゾルのロスは軽微であることが期待できる。
また、香味源から発生するエアロゾルがカップ部材に吸着することで起こり得るカップ部材の軟化や変形を防止することが期待できる。
香味吸引器を使用する際の多くのユーザは下記の吸引パターンを示すことが知られている。
1パフあたりの吸引時間:3秒以下
パフ間隔:30秒以下
カップ部材でのエアロゾル滞留時間も上記と同様となると推定される。
また、上述の吸引条件下で生成される1パフあたりのエアロゾル量は、一般に数mg以下である。
したがって、上述の試験方法及び結果は、香味吸引器の使用時に香味源から発生するエアロゾルがカップ部材に収着する現象を模擬したものである。
(試験サンプル)
実施例として、上述の方法で製造したカップ部材を用い、実施形態1に記載の香味吸引器を作製した。
比較例として、カップ部材として特許文献2に開示されているステンレス鋼製カップを用いた点以外は特許文献2に上記のサンプルと同様である香味吸引器を作製した。
以下の方法で実施例及び比較例からデリバリされるエアロゾル量(TPM量)を測定した。
(試験装置)
測定装置としては、WO2015/046420に記載の試験装置を用いた。具体的には、試験装置は吸引ポンプと、マスフローコントローラ(MFC)と、バルブコントローラと、電磁弁と、ケンブリッジフィルタとを有する。ケンブリッジフィルタに各サンプルのフィルタ側端部を接続して、炭素熱源の先端部を着火した後、所定回数のパフ動作を行い、ケンブリッジフィルタに捕集されたエアロゾル量(TPM量)を測定した。
具体的には、バルブコントローラによって電磁弁の開閉動作を行うことによって、吸引ポンプとケンブリッジフィルタとを3秒間に亘って接続した後、ケンブリッジフィルタを大気中に12秒間に亘って解放した。このような動作を1回のパフ動作として、パフ動作を10回に亘って繰り返した。なお、マスフローコントローラの流量は、1400mL/minに設定した。
(TPM測定方法)
エアロゾル捕集後のケンブリッジフィルタ重量からエアロゾル捕集前のケンブリッジフィルタ重量を減じた値をエアロゾル量(TPM量)とした。
(結果)
上述の方法で測定したエアロゾル量(TPM量)について、1パフあたりの平均エアロゾル量(TPM量)を以下に示す。
実施例:1.92mg/puff
比較例:2.05mg/puff
また、10回のパフ動作後の実施例サンプルを確認したところ、軟化によるカップ部材の変形は認められなかった。
(結論)
実施例のエアロゾルデリバリ量は、カップ部材壁面への浸透が生じえない金属製のカップを用いた比較例とほぼ同等であった。すなわち、本件発明に係るカップ部材を適用した香味吸引器の使用時に、香味源から発生するエアロゾルの吸着に伴うエアロゾルデリバリ量の減少は軽微であることが確認された。
また、参考例と同様に目視にてパフ動作後の実施例サンプルを確認したところ、香味源から発生するエアロゾルがカップ部材に吸着することで起こり得るカップ部材の軟化や変形が抑制されていることが確認された。
Claims (7)
- 着火端から非着火端に伸びる筒状の保持部材を備える香味吸引器であって、
前記着火端に設けられる燃焼型熱源と、
前記保持部材内において前記燃焼型熱源に対して前記非着火端側に配置される香味源と、
前記香味源を保持する、側壁と底板を有するカップ形状のカップ部材と、を備え、
前記カップ部材は、前記燃焼型熱源よりも非着火端側に前記カップ部材の底板が配置されるとともに前記着火端側に向けて開口する向き、または前記非着火端側に向けて開口する向きで前記保持部材に挿入されており、前記カップ部材を構成する少なくとも側壁と底板は、パルプ、バインダーおよび金属石鹸を含む材料で構成されている、香味吸引器。 - 前記カップ部材が、パルプ、バインダーおよび金属石鹸を含む材料の一体成型品である、請求項1に記載の香味吸引器。
- 前記金属石鹸を構成する長鎖脂肪酸の炭素数が12〜20であり、金属が、カルシウム、マグネシウム、亜鉛、アルミニウム、ストロンチウムから選ばれるものである、請求項1または2に記載の香味吸引器。
- 前記バインダーは、カルボキシメチルセルロースまたはカルボキシメチルセルロース−ナトリウムを含む、請求項1〜3のいずれか一項に記載の香味吸引器。
- 前記金属石鹸が、ステアリン酸カルシウムである、請求項1〜4のいずれか一項に記載の香味吸引器。
- 前記カップ部材における前記バインダーと前記パルプの重量比は、25:75〜70:30である、請求項1〜5のいずれか一項に記載の香味吸引器。
- 前記カップ部材の底板の厚さが0.3〜1.0mmである、請求項1〜6のいずれか一項に記載の香味吸引器。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPPCT/JP2016/063203 | 2016-04-27 | ||
| PCT/JP2016/063203 WO2017187556A1 (ja) | 2016-04-27 | 2016-04-27 | 香味吸引器 |
| PCT/JP2017/016308 WO2017188227A1 (ja) | 2016-04-27 | 2017-04-25 | 香味吸引器 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JPWO2017188227A1 JPWO2017188227A1 (ja) | 2019-01-10 |
| JP6614596B2 true JP6614596B2 (ja) | 2019-12-04 |
Family
ID=60160334
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018514612A Active JP6614596B2 (ja) | 2016-04-27 | 2017-04-25 | 香味吸引器 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US10798975B2 (ja) |
| EP (2) | EP3552505B1 (ja) |
| JP (1) | JP6614596B2 (ja) |
| KR (2) | KR102294178B1 (ja) |
| CN (2) | CN109068747B (ja) |
| CA (1) | CA3021590C (ja) |
| EA (2) | EA034061B1 (ja) |
| TW (2) | TWI690341B (ja) |
| WO (2) | WO2017187556A1 (ja) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11744296B2 (en) | 2015-12-10 | 2023-09-05 | R. J. Reynolds Tobacco Company | Smoking article |
| US10314334B2 (en) | 2015-12-10 | 2019-06-11 | R.J. Reynolds Tobacco Company | Smoking article |
| GB201805949D0 (en) * | 2018-04-10 | 2018-05-23 | British American Tobacco Investments Ltd | Smoking article |
| US11723399B2 (en) | 2018-07-13 | 2023-08-15 | R.J. Reynolds Tobacco Company | Smoking article with detachable cartridge |
| CA3106874A1 (en) * | 2018-07-26 | 2020-01-30 | Jt International Sa | Aerosol generating articles |
| US11395510B2 (en) | 2019-07-19 | 2022-07-26 | R.J. Reynolds Tobacco Company | Aerosol delivery device with rotatable enclosure for cartridge |
| US11330838B2 (en) | 2019-07-19 | 2022-05-17 | R. J. Reynolds Tobacco Company | Holder for aerosol delivery device with detachable cartridge |
| US11439185B2 (en) | 2020-04-29 | 2022-09-13 | R. J. Reynolds Tobacco Company | Aerosol delivery device with sliding and transversely rotating locking mechanism |
| US11589616B2 (en) | 2020-04-29 | 2023-02-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with sliding and axially rotating locking mechanism |
| WO2022187934A1 (en) * | 2021-03-12 | 2022-09-15 | Hexo Operations Inc. | Apparatus and methods for consumption of single-use load of smokable material |
| US11825872B2 (en) | 2021-04-02 | 2023-11-28 | R.J. Reynolds Tobacco Company | Aerosol delivery device with protective sleeve |
| CN114431525A (zh) * | 2022-03-08 | 2022-05-06 | 东莞市本草香弹科技有限公司 | 一种滤嘴装置其用途与使用方法、及气溶胶产生系统 |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB286948A (en) * | 1927-07-02 | 1928-03-15 | Agasote Millboard Co | An improved process of sizing fibres |
| US2159704A (en) * | 1937-05-04 | 1939-05-23 | Levey Harold Alvin | Cigarette and method of making the same |
| JPS513836A (ja) * | 1974-07-01 | 1976-01-13 | Toko Inc | Chensen |
| US5105831A (en) * | 1985-10-23 | 1992-04-21 | R. J. Reynolds Tobacco Company | Smoking article with conductive aerosol chamber |
| EP0419975A3 (en) * | 1989-09-29 | 1991-08-07 | R.J. Reynolds Tobacco Company | Cigarette and smokable filler material therefor |
| US5183062A (en) * | 1990-02-27 | 1993-02-02 | R. J. Reynolds Tobacco Company | Cigarette |
| US5247947A (en) | 1990-02-27 | 1993-09-28 | R. J. Reynolds Tobacco Company | Cigarette |
| US5027837A (en) | 1990-02-27 | 1991-07-02 | R. J. Reynolds Tobacco Company | Cigarette |
| EP0444553A3 (en) * | 1990-02-27 | 1993-04-14 | R.J. Reynolds Tobacco Company | Cigarette |
| US5156170A (en) | 1990-02-27 | 1992-10-20 | R. J. Reynolds Tobacco Company | Cigarette |
| FR2679574B1 (fr) * | 1991-07-25 | 1993-11-12 | Aussedat Rey | Composition pour rendre, un support a caractere papetier ou textile, resistant a l'eau, a l'huile et aux solvants, support traite et procede de realisation du support traite. |
| US5618387A (en) * | 1993-12-27 | 1997-04-08 | Taiwan Sugar Corp. | Method of preparing biodegradable, water-resistant paper utensils |
| DE4412019C2 (de) * | 1994-04-07 | 1996-08-01 | Alcan Gmbh | Zigaretteninneneinschlag aus metallisiertem Papier sowie Verfahren zu seiner Herstellung |
| JP3390278B2 (ja) * | 1994-12-05 | 2003-03-24 | ダイセル化学工業株式会社 | セルロースエステル組成物および成形品 |
| JP3667432B2 (ja) * | 1996-04-02 | 2005-07-06 | 亨 山本 | 撥水性・帯電防止性被膜組成物及びその被覆基材製造方法 |
| JP3541585B2 (ja) * | 1996-10-18 | 2004-07-14 | 王子製紙株式会社 | パルプモールド |
| CN2322903Y (zh) * | 1998-04-20 | 1999-06-09 | 马国良 | 纸制易拉罐 |
| WO2002035949A1 (fr) | 2000-11-06 | 2002-05-10 | Japan Tobacco Inc. | Composition deodorante contre les odeurs de tabac, deodorant contre les odeurs de tabac et emballage de cigarettes et de tabac presentant une odeur de fumee secondaire reduite |
| DE10348717B4 (de) * | 2003-10-16 | 2006-09-21 | Hauni Primary Gmbh | Behälter für Tabakmaterial |
| JP5103836B2 (ja) | 2006-09-13 | 2012-12-19 | Jfeスチール株式会社 | 鋼管の管端バリ除去方法 |
| US8440023B2 (en) * | 2009-10-09 | 2013-05-14 | Philip Morris Usa Inc. | Flavored packaging insert for smokeless tobacco |
| CN102144626B (zh) * | 2009-12-28 | 2015-04-15 | 狮王株式会社 | 熏烟装置 |
| US9039839B2 (en) * | 2010-04-08 | 2015-05-26 | R.J. Reynolds Tobacco Company | Smokeless tobacco composition comprising tobacco-derived material and non-tobacco plant material |
| PL2566358T3 (pl) * | 2010-05-06 | 2023-01-02 | R. J. Reynolds Tobacco Company | Podzielony na segmenty wyrób do palenia |
| JP5459813B2 (ja) * | 2010-07-30 | 2014-04-02 | 日本たばこ産業株式会社 | 無煙型香味吸引具 |
| CA2807635C (en) * | 2010-08-24 | 2015-11-24 | Hirofumi Matsumoto | Non-heating type flavor inhalator and method of manufacturing flavor cartridge |
| US8496784B2 (en) * | 2011-04-05 | 2013-07-30 | P.H. Glatfelter Company | Process for making a stiffened paper |
| GB201108056D0 (en) * | 2011-05-13 | 2011-06-29 | British American Tobacco Co | Container |
| CN102754908B (zh) * | 2012-01-20 | 2015-06-10 | 奥驰亚客户服务公司 | 口腔用烟草产品 |
| TWI590769B (zh) | 2012-02-13 | 2017-07-11 | 菲利浦莫里斯製品股份有限公司 | 包含雙導熱元件之吸煙製品及調整吸煙製品一口接一口抽吸的氣溶膠遞送量的方法 |
| US20130292279A1 (en) | 2012-05-04 | 2013-11-07 | R.J. Reynolds Tobacco Company | Transparent moisture barrier coatings for containers |
| CN102885398B (zh) * | 2012-09-26 | 2014-02-26 | 广东中烟工业有限责任公司 | 可调整燃吸过程中烟支温度的卷烟 |
| GB201220280D0 (en) * | 2012-11-12 | 2012-12-26 | British American Tobacco Co | Products including capsules, uses and preparation thereof |
| MY175605A (en) | 2013-09-30 | 2020-07-01 | Japan Tobacco Inc | Non-burning type flavor inhaler |
| JP6307961B2 (ja) | 2014-03-18 | 2018-04-11 | コニカミノルタ株式会社 | 画像形成装置 |
| JP6255489B2 (ja) * | 2014-05-15 | 2017-12-27 | 日本たばこ産業株式会社 | 香味吸引器及びカップ部材 |
| CN105167182B (zh) * | 2015-09-06 | 2018-11-16 | 叶菁 | 基于相变控温式燃料组件的非燃烧型低温卷烟制品及气溶胶发生段的制备方法 |
-
2016
- 2016-04-27 WO PCT/JP2016/063203 patent/WO2017187556A1/ja active Application Filing
-
2017
- 2017-04-25 EP EP19175906.7A patent/EP3552505B1/en active Active
- 2017-04-25 EP EP17789509.1A patent/EP3440949B1/en active Active
- 2017-04-25 CN CN201780026482.XA patent/CN109068747B/zh active Active
- 2017-04-25 CA CA3021590A patent/CA3021590C/en active Active
- 2017-04-25 JP JP2018514612A patent/JP6614596B2/ja active Active
- 2017-04-25 EA EA201892434A patent/EA034061B1/ru not_active IP Right Cessation
- 2017-04-25 WO PCT/JP2017/016308 patent/WO2017188227A1/ja active Application Filing
- 2017-04-25 CN CN202110324588.6A patent/CN112998313A/zh active Pending
- 2017-04-25 EA EA201992024A patent/EA201992024A1/ru unknown
- 2017-04-25 KR KR1020207008442A patent/KR102294178B1/ko active IP Right Grant
- 2017-04-25 KR KR1020187033545A patent/KR102095145B1/ko active IP Right Grant
- 2017-04-27 TW TW108112899A patent/TWI690341B/zh active
- 2017-04-27 TW TW106114084A patent/TWI660755B/zh active
-
2018
- 2018-10-26 US US16/172,459 patent/US10798975B2/en active Active
-
2020
- 2020-09-03 US US17/011,468 patent/US11503855B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017187556A1 (ja) | 2017-11-02 |
| TW201740991A (zh) | 2017-12-01 |
| EA201992024A1 (ru) | 2020-01-24 |
| EP3440949B1 (en) | 2020-10-28 |
| CN109068747A (zh) | 2018-12-21 |
| KR20200035172A (ko) | 2020-04-01 |
| EP3552505B1 (en) | 2023-01-04 |
| EP3440949A1 (en) | 2019-02-13 |
| EP3440949A4 (en) | 2020-01-08 |
| US10798975B2 (en) | 2020-10-13 |
| WO2017188227A1 (ja) | 2017-11-02 |
| TWI660755B (zh) | 2019-06-01 |
| US20200397045A1 (en) | 2020-12-24 |
| JPWO2017188227A1 (ja) | 2019-01-10 |
| CA3021590C (en) | 2021-11-16 |
| US11503855B2 (en) | 2022-11-22 |
| US20190059449A1 (en) | 2019-02-28 |
| CN112998313A (zh) | 2021-06-22 |
| EP3552505A1 (en) | 2019-10-16 |
| TW201932151A (zh) | 2019-08-16 |
| CN109068747B (zh) | 2021-04-13 |
| EA201892434A1 (ru) | 2019-03-29 |
| CA3021590A1 (en) | 2017-11-02 |
| KR20180135032A (ko) | 2018-12-19 |
| KR102095145B1 (ko) | 2020-03-30 |
| TWI690341B (zh) | 2020-04-11 |
| KR102294178B1 (ko) | 2021-08-25 |
| EA034061B1 (ru) | 2019-12-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6614596B2 (ja) | 香味吸引器 | |
| JP6614595B2 (ja) | 香味吸引器 | |
| US10362802B2 (en) | Burning type heat source, flavor inhaler, and manufacturing method of burning type heat source | |
| TW201545673A (zh) | 香味吸嚐器 | |
| JP6076461B2 (ja) | 燃焼型熱源及び香味吸引器 | |
| WO2014136722A1 (ja) | 香味吸引器 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180820 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20191008 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20191029 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6614596 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |