WO2017138570A1 - 切削液、切削方法および切削面の平滑性向上剤 - Google Patents
切削液、切削方法および切削面の平滑性向上剤 Download PDFInfo
- Publication number
- WO2017138570A1 WO2017138570A1 PCT/JP2017/004601 JP2017004601W WO2017138570A1 WO 2017138570 A1 WO2017138570 A1 WO 2017138570A1 JP 2017004601 W JP2017004601 W JP 2017004601W WO 2017138570 A1 WO2017138570 A1 WO 2017138570A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- cutting
- cutting fluid
- sugar
- sorbitol
- smoothness
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24B—MACHINES, DEVICES, OR PROCESSES FOR GRINDING OR POLISHING; DRESSING OR CONDITIONING OF ABRADING SURFACES; FEEDING OF GRINDING, POLISHING, OR LAPPING AGENTS
- B24B27/00—Other grinding machines or devices
- B24B27/06—Grinders for cutting-off
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M105/00—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound
- C10M105/08—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound containing oxygen
- C10M105/10—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound containing oxygen having hydroxy groups bound to acyclic or cycloaliphatic carbon atoms
- C10M105/14—Lubricating compositions characterised by the base-material being a non-macromolecular organic compound containing oxygen having hydroxy groups bound to acyclic or cycloaliphatic carbon atoms polyhydroxy
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M129/00—Lubricating compositions characterised by the additive being an organic non-macromolecular compound containing oxygen
- C10M129/02—Lubricating compositions characterised by the additive being an organic non-macromolecular compound containing oxygen having a carbon chain of less than 30 atoms
- C10M129/04—Hydroxy compounds
- C10M129/06—Hydroxy compounds having hydroxy groups bound to acyclic or cycloaliphatic carbon atoms
- C10M129/08—Hydroxy compounds having hydroxy groups bound to acyclic or cycloaliphatic carbon atoms containing at least 2 hydroxy groups
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M173/00—Lubricating compositions containing more than 10% water
- C10M173/02—Lubricating compositions containing more than 10% water not containing mineral or fatty oils
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2207/00—Organic non-macromolecular hydrocarbon compounds containing hydrogen, carbon and oxygen as ingredients in lubricant compositions
- C10M2207/02—Hydroxy compounds
- C10M2207/021—Hydroxy compounds having hydroxy groups bound to acyclic or cycloaliphatic carbon atoms
- C10M2207/022—Hydroxy compounds having hydroxy groups bound to acyclic or cycloaliphatic carbon atoms containing at least two hydroxy groups
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10M—LUBRICATING COMPOSITIONS; USE OF CHEMICAL SUBSTANCES EITHER ALONE OR AS LUBRICATING INGREDIENTS IN A LUBRICATING COMPOSITION
- C10M2209/00—Organic macromolecular compounds containing oxygen as ingredients in lubricant compositions
- C10M2209/12—Polysaccharides, e.g. cellulose, biopolymers
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2030/00—Specified physical or chemical properties which is improved by the additive characterising the lubricating composition, e.g. multifunctional additives
- C10N2030/02—Pour-point; Viscosity index
-
- C—CHEMISTRY; METALLURGY
- C10—PETROLEUM, GAS OR COKE INDUSTRIES; TECHNICAL GASES CONTAINING CARBON MONOXIDE; FUELS; LUBRICANTS; PEAT
- C10N—INDEXING SCHEME ASSOCIATED WITH SUBCLASS C10M RELATING TO LUBRICATING COMPOSITIONS
- C10N2040/00—Specified use or application for which the lubricating composition is intended
- C10N2040/20—Metal working
- C10N2040/22—Metal working with essential removal of material, e.g. cutting, grinding or drilling
Definitions
- the present invention relates to a cutting fluid, a cutting method, and a smoothness improving agent for a cutting surface.
- the cutting fluid and the smoothness improver for the cutting surface that can improve the smoothness of the cut surface of the workpiece and reduce chipping (chipping) of the workpiece that occurs during cutting, and the cutting fluid are used.
- the cutting method related to the cutting method.
- the cutting fluid generally improves machining accuracy, improves the surface properties of the workpiece, improves cutting efficiency, and tool life by reducing friction during cutting, cooling the heat generated during cutting, and cleaning chips. It is used to extend the time.
- Cutting fluid is roughly classified into water-insoluble and water-soluble types, and there are various types. For example, when cutting difficult-to-cut hard and brittle ingots such as silicon, ceramics, and glass for semiconductors with high industrial demand with a wire saw, conventionally, petroleum-derived ethylene glycol or propylene glycol, or a polymer thereof is used as a base material. A water-soluble cutting fluid is used.
- Patent Document 1 discloses that an aqueous fluid containing a food additive and an emulsifier for food is ground to an aqueous fluid.
- An aqueous cutting fluid in which grains are dispersed is disclosed in Patent Document 2 as a cutting fluid for silicon ingot slices having a pH of 4.0 to 8.0 containing an organic reducing agent and water.
- the present invention has been made to solve such a problem, and improves the smoothness of the cut surface of the workpiece (hereinafter referred to as “cutting surface”), reduces chipping, It is an object of the present invention to provide a cutting fluid and a smoothness improving agent for a cutting surface that can easily collect abrasive grains and reduce safety concerns for the human body, and a cutting method using the cutting fluid.
- the present inventors contain any sugar alcohol selected from sorbitol, reduced starch syrup and reduced maltose syrup, and have a viscosity of 9.7 millipascal seconds (mPa ⁇ S) or more. It has been found that by using a sugar solution as a cutting fluid, the smoothness of the cutting surface can be improved and chipping can be reduced. Accordingly, the following inventions have been completed based on these findings.
- the cutting fluid according to the present invention comprises a sugar solution containing any sugar alcohol selected from sorbitol, reduced starch syrup and reduced maltose starch syrup, and having a viscosity of 9.7 millipascal seconds or more.
- the cutting fluid according to the present invention can be used for fixed abrasive processing using a wire saw.
- the cutting method according to the present invention includes a sugar solution containing any sugar alcohol selected from sorbitol, reduced starch syrup and reduced maltose starch syrup and having a viscosity of 9.7 millipascal seconds or more. And cutting the material to be cut.
- the cutting method may be fixed abrasive processing using a wire saw.
- the cutting surface smoothness improving agent according to the present invention contains, as an active ingredient, any sugar alcohol selected from sorbitol, reduced starch syrup and reduced maltose starch syrup.
- the smoothness of the cutting surface can be improved, leading to shortening, simplification, or omission of the polishing process performed after conventional cutting, and can greatly contribute to the improvement of work efficiency.
- chipping can be reduced, it is possible to greatly contribute to the improvement of the shape or dimension of the workpiece and the yield.
- a sugar solution having a viscosity of 9.7 millipascal seconds or more has an appropriate viscosity and disperses the abrasive grains satisfactorily. it can. Therefore, according to this invention, an abrasive grain can be easily collect
- sorbitol, reduced starch syrup and reduced maltose starch syrup are safe substances for the human body, as is apparent from the fact that they are used as foods and food additives. Therefore, according to the present invention, it is possible to remarkably reduce the concern about the safety of the human body associated with the use of cutting fluid, and to greatly improve the working environment at the time of cutting and to reduce the environmental load at the time of waste liquid treatment. Can contribute.
- the cutting fluid according to the present invention comprises a sugar solution containing any sugar alcohol selected from sorbitol, reduced starch syrup and reduced maltose starch syrup, and having a viscosity of 9.7 millipascal seconds or more.
- the cutting method which concerns on this invention has the process of cutting a to-be-cut material using the cutting fluid which concerns on the said invention.
- the smoothness improving agent for a cutting surface according to the present invention contains, as an active ingredient, any sugar alcohol selected from sorbitol, reduced starch syrup and reduced maltose starch syrup.
- the cutting fluid and cutting surface smoothness improving agent according to the present invention may contain any one kind of sugar alcohol selected from sorbitol, reduced starch syrup and reduced maltose starch syrup, and is selected from these 2 It may contain more than one type of sugar alcohol.
- Sorbitol is a kind of sugar alcohol obtained by converting glucose aldehyde group to hydroxy group.
- Reduced chickenpox is a kind of sugar alcohol obtained by reducing chickenpox.
- Minamata is obtained by saccharifying starch with an acid or an enzyme, and is a mixture of polysaccharides such as dextrose and oligosaccharides such as maltose and dextrin. Therefore, the reduced starch syrup is also a mixture containing two or more sugar alcohols among monosaccharide alcohol (sorbitol), disaccharide alcohol (maltitol), trisaccharide alcohol and tetrasaccharide or more polysaccharide alcohol.
- Reduced starch syrup is high saccharified reduced starch syrup depending on the degree of saccharification (when the total weight of sugar is 100%, monosaccharide alcohol is 30 to 50% by mass, disaccharide alcohol is 20 to 50% by mass, sugar alcohol having 3 or more sugars 25% by mass or less), medium saccharified and reduced starch syrup (when the total weight of sugar is 100%, monosaccharide alcohol is less than 30% by mass, and sugar alcohol having 5 or more sugars is less than 50% by mass) In the case where the total weight of sugar is 100%, sugar alcohols of 5 or more sugars may be divided into 50% by mass or more), and any of these can be used in the present invention.
- a reduced starch syrup called a “sorbitol preparation” containing 50% by mass or more of a monosaccharide alcohol (sorbitol) can also be used.
- Reduced maltose starch syrup is a kind of sugar alcohol obtained by reducing maltose starch syrup.
- Maltose starch syrup is a starch syrup mainly composed of maltose (maltose), and includes maltose, glucose and dextrin.
- reduced maltose starch syrup is also a mixture containing reduced maltose (maltitol) as a main component, but also containing one or more sugar alcohols among monosaccharide alcohol (sorbitol), trisaccharide alcohol and tetrasaccharide or more polysaccharide alcohol. is there.
- the sugar alcohol of the present application may be a commercially available one, or may be produced according to a method known to those skilled in the art.
- a known method for producing the sugar alcohol of the present application there can be mentioned a reduction reaction in which hydrogen is added to a reducing raw material sugar.
- sorbitol can be produced by performing a reductive reaction using glucose as a raw sugar
- reduced varicella can be produced by performing a reductive reaction using varicella as a raw sugar
- reduced maltose varicella can be produced by carrying out a reduction using maltose varicella as a raw sugar.
- the reduction reaction by hydrogenation for example, a 40 to 75 mass% raw material sugar aqueous solution is charged into a high pressure reactor together with a reduction catalyst, the hydrogen pressure in the reactor is 4.9 to 19.6 MPa, the reaction liquid temperature is The reaction may be carried out at 70 to 180 ° C. while mixing and stirring until no hydrogen absorption is observed. Thereafter, the reducing catalyst is separated, decolorized and desalted by ion exchange resin treatment, activated carbon treatment if necessary, and the like, and then concentrated to a predetermined concentration to produce a high concentration sugar alcohol solution.
- an electromagnetic stirring autoclave having an internal volume of 550 ml is composed of 150 g of hydrous crystalline glucose, 125 g of water, and 5 g of Raney nickel catalyst. And a reduction reaction is performed at 130 ° C. for 2 hours while maintaining a hydrogen pressure of 12.75 MPa. Subsequently, after the Raney nickel catalyst is separated, it is subjected to activated carbon treatment and ion exchange resin treatment, and concentrated to a concentration of 50% by mass to make 250 g of sorbitol sugar solution.
- the cutting fluid and cutting surface smoothness improver of the present invention can be easily prepared by dissolving the sugar alcohol of the present invention in a solvent to obtain a sugar solution.
- the solvent is not particularly limited, and for example, any of water such as ultrapure water, ion exchange water, distilled water, tap water, an organic solvent, and industrial oil can be used.
- the sugar alcohol of the present application is in a liquid form, it can be used as it is as the cutting fluid and the smoothness improving agent for the cutting surface of the present invention.
- the concentration of the sugar alcohol of the present application in the sugar solution is preferably a predetermined mass% or more from the viewpoint of the effect of improving the smoothness of the cutting surface and the effect of reducing chipping, for example, 35 mass% or more, preferably 36 mass% or more, More preferably, it can be 37% by mass or more, more preferably 38% by mass or more, and still more preferably 39 to 70% by mass.
- sugar solution refers to a solution containing sugar alcohol as a solute. That is, the sugar liquid may contain other components as long as it contains sugar alcohol as a solute.
- other components include substances that are generally added to the cutting fluid according to the type of material to be cut and the method of cutting. Examples include oily agents such as vegetable oils, ester oils, and polyethers, and chlorine. Extreme pressure additives such as modified paraffin and sulfurized fats and oils, ionic or nonionic surfactants, rust inhibitors such as carboxylates and organic amines, antifoaming agents such as fatty acid esters, antiseptics, copper alloy corrosion prevention An agent etc. can be mentioned.
- the viscosity of the sugar solution is preferably 9.7 millipascal seconds or more from the viewpoint of the effect of improving the smoothness of the cutting surface, and is 9.7 millipascal seconds or more and less than 376 millipascal seconds. Is more preferable, more preferably more than 9.7 millipascal seconds and less than 376 millipascal seconds, and still more preferably 20 milliseconds or more and less than 376 millipascal seconds. Further, from the viewpoint of basic performance as a cutting fluid such as friction reduction during cutting and chip cleaning, and ease of handling, 198 millipascal seconds or less is preferable.
- the present invention can be used in accordance with methods known to those skilled in the art, similar to methods in which conventional cutting fluids are used. That is, cutting may be performed while supplying the cutting fluid or the smoothness improving agent for the cutting surface of the present invention near the cutting point.
- the cutting method is not particularly limited. For example, lathe processing (external rounding, end face cutting, taper cutting, parting, cone filing, boring, threading, etc.), milling (cam cutting, face cutting, etc.) , Wire saw processing (fixed abrasive processing, free abrasive processing) and the like.
- the present invention can be suitably used for fixed abrasive processing using a wire saw.
- an object to be cut (a material to be cut) is not particularly limited, and examples of the material to be cut include metals such as steel, cast iron, aluminum, aluminum alloy, copper, and copper alloy, glass, and silicon (silicon). ), Ceramics such as silicon carbide (silicon carbide), gallium nitride, and sapphire.
- ⁇ Test method> The preparation of the cutting fluid, the measurement of the viscosity, the production of the wafer and the evaluation thereof in this example were performed by the following methods (1) to (7) unless otherwise specified.
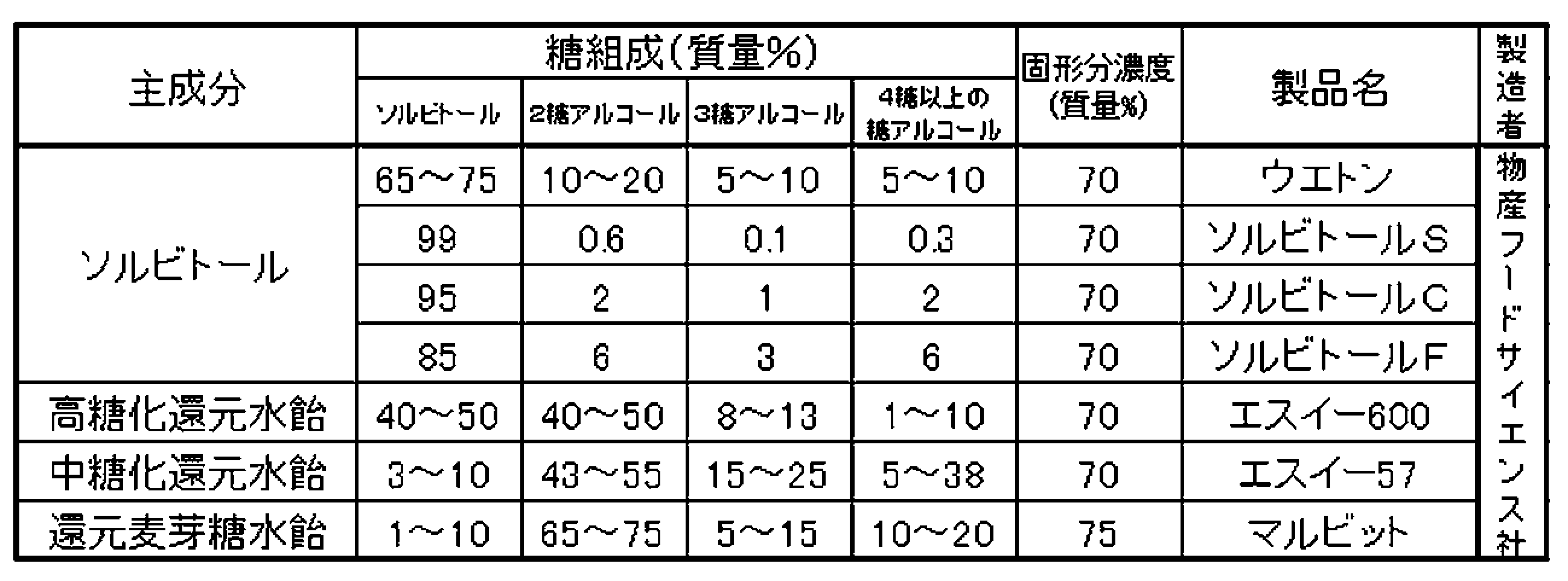
- (1) Preparation of cutting fluid Commercially available liquid sugar alcohols shown in Table 1 were used as they were (undiluted solution) or mixed with water to give a predetermined viscosity and used as cutting fluid.
- a commercially available cutting fluid used was a glycol-based cutting fluid.
- Viscosity measurement Viscosity of commercially available cutting fluid and sugar fluid is 20 mL of sample in a low-viscosity adapter of “Brookfield rotational viscometer DV2T HB”, a spindle ULA (0) is attached, and the rotational speed is 200 rpm. It measured in the 25 degreeC circulation thermostat.
- the smoothness of the soda-lime glass wafer is determined by placing a dial of “Kanazawa Institute of Technology” behind the wafer and forming a transparent portion on the cutting surface (hereinafter referred to as “transparent portion”). .) was visually observed and photographed. Moreover, the area of the transparent part was measured, the ratio of the transparent part to the cutting surface was calculated as an area percentage, and the score was evaluated according to the following evaluation category. Moreover, the enlarged observation using a microscope was performed as needed.
- ⁇ Evaluation Category >> ++: 60 area% or more, ++: 60 to 30 area%, +: less than 30 area%, ⁇ : 0 area%.
- an evaluation range of 15 mm in total was set by 7.5 mm in the cutting direction and the opposite direction from the center of the cutting surface of the wafer.
- the evaluation range was divided into three at intervals of 5 mm, and the first, second, and third sections were formed in the cutting direction.
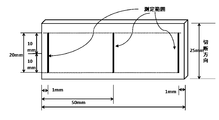
- a measurement range of 0.88 mm ⁇ 0.66 mm was set at a total of three locations, two at 1 mm from both ends of the wafer and one at the center (50 mm from the edge of the wafer).
- the measurement range was observed using a microscope, the “part where the surface was rough” was regarded as the part where brittle fracture occurred, the area was measured, and the average value was calculated.
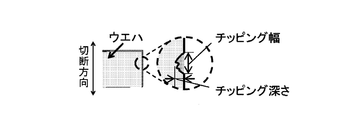
- the wafer cutting direction is defined as the chipping width
- the direction perpendicular to the cutting direction is defined as the chipping depth.
- Each length is measured, and the average value and the standard deviation are calculated. Calculated.
- the average values were scored according to the following evaluation categories. ⁇ Evaluation category> Chipping depth; +: Maximum value is less than 27 ⁇ m, ⁇ : Maximum value is 27 ⁇ m or more, Chipping width: +: Maximum value is less than 190 ⁇ m, ⁇ : Maximum value is 190 ⁇ m or more.
- the measurement range of 20 mm in total is 10 mm from the center of the cutting surface of the wafer in the cutting direction and in the opposite direction. A total of three locations, one at 50 mm from the end).
- surface waviness was measured using a surface roughness measuring machine surfcom 1500 (Tokyo Seimitsu Co., Ltd.), and the average value and standard deviation of the maximum cross-sectional height (Wt) of the waviness curve were calculated.
- Example 1 Comparison with a commercially available cutting fluid A wafer was prepared using soda lime glass as a material to be cut, a commercially available cutting fluid and a sugar solution (product name "Weton”) whose main component is sorbitol as a cutting fluid. . However, the sorbitol sugar solution was used as it was.
- FIG. 5 shows the results of evaluating the smoothness of the cutting surface of the wafer produced in Example 1.
- the cutting surface of the wafer prepared using a commercially available cutting fluid was rough and had no transparent portion, and the characters “Kanazawa Institute of Technology” in the back could hardly be confirmed.
- the score of the area ratio of the transparent part was “ ⁇ ”.
- the cutting surface of the wafer prepared using the sugar solution of sorbitol was totally transparent, and the letters “Kanazawa Institute of Technology” at the back were clearly confirmed.
- the score of the area ratio of the transparent part was “++++”.
- the area of brittle fracture is an index of the number of scratches on the cutting surface.
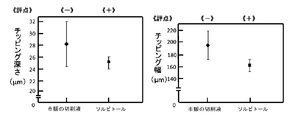
- FIG. 7 shows the result of evaluation of chipping on the wafer manufactured in Example 1.
- the average value was 28.2 ⁇ m, and the score was “ ⁇ ”, whereas the sorbitol sugar solution was used.
- the average value was 25.1 ⁇ m, and the score was “+”.
- the chipping width averaged 194.3 ⁇ m when a commercially available cutting fluid was used, and the score was “ ⁇ ”, whereas the average value was 161 when a sorbitol sugar solution was used.
- the rating was “+” at 8 ⁇ m. That is, both the depth and width of chipping were smaller when the sorbitol sugar solution was used than when the commercially available cutting fluid was used. From this result, it became clear that chipping can be reduced by using a sorbitol sugar solution as a cutting fluid.
- Sugar alcohol is mainly composed of a sorbitol sugar solution (product names “sorbitol C” and “sorbitol F”), a high saccharified reduced starch syrup (product name “SE 600”), and a medium saccharified reduced syrup (product name “SE 57”). ) And reduced maltose starch syrup (product name “Malbit”).
- the sugar solution of high saccharified reduced starch syrup, medium saccharified reduced starch syrup, and reduced maltose syrup starch is diluted with water to a viscosity of 155 millipascal seconds (solid content concentration is 67% by mass, respectively). , 61% by mass and 65% by mass).
- FIG. 8 shows the result of evaluating the smoothness of the cut surface of the wafer produced in Example 2.
- the cutting surface of the wafer prepared using a commercially available cutting fluid was rough and had no transparent portion, and the characters “Kanazawa Institute of Technology” in the back could hardly be confirmed.
- the score of the area ratio of the transparent part was “ ⁇ ”.
- the cutting surfaces of the wafers made using the sugar solutions of sorbitol, high saccharified reduced starch syrup, medium saccharified reduced starch syrup and reduced maltose starch syrup are all transparent, and the rear “Kanazawa Institute of Technology” was clearly confirmed.
- the score of the area ratio of the transparent part was “++” to “++++”.
- the area of the transparent portion of the wafer cutting surface is larger than when using a commercially available cutting fluid. It was. From this result, it became clear that the smoothness of the cutting surface can be improved by using a sugar solution containing any sugar alcohol selected from sorbitol, reduced starch syrup and reduced maltose starch syrup as the cutting fluid.
- FIG. 9 shows the result of evaluating the chipping of the wafer produced in Example 2.
- the chipping was evaluated using commercially available cutting fluid and high saccharified reduced starch syrup, medium saccharified reduced starch syrup and reduced maltose starch syrup.
- the average value was 28.2 ⁇ m, and the score was “ ⁇ ”, whereas the high saccharified reduced starch syrup was used.
- the average value is 26.9 ⁇ m, the score is “+”, the average value is 25.2 ⁇ m when the medium saccharified reduced starch syrup is used, the score is “+”, the average when the reduced maltose starch syrup is used
- the value was 30.9 ⁇ m, and the score was “ ⁇ ”. That is, the depth of chipping was smaller when the high saccharification / reduction starch syrup was used and when the commercially available cutting fluid was used.
- the chipping width averaged 194.3 ⁇ m when a commercially available cutting fluid was used, and its score was “ ⁇ ”, whereas the average value when a highly saccharified reduced starch syrup was used was 194.
- the average value is 186.4 ⁇ m.
- the reduced maltose starch syrup is used, the average value is 219.0 ⁇ m.
- the score was “-”. That is, the chipping width was smaller when using the medium saccharified reduced starch syrup than when using a commercially available cutting fluid.
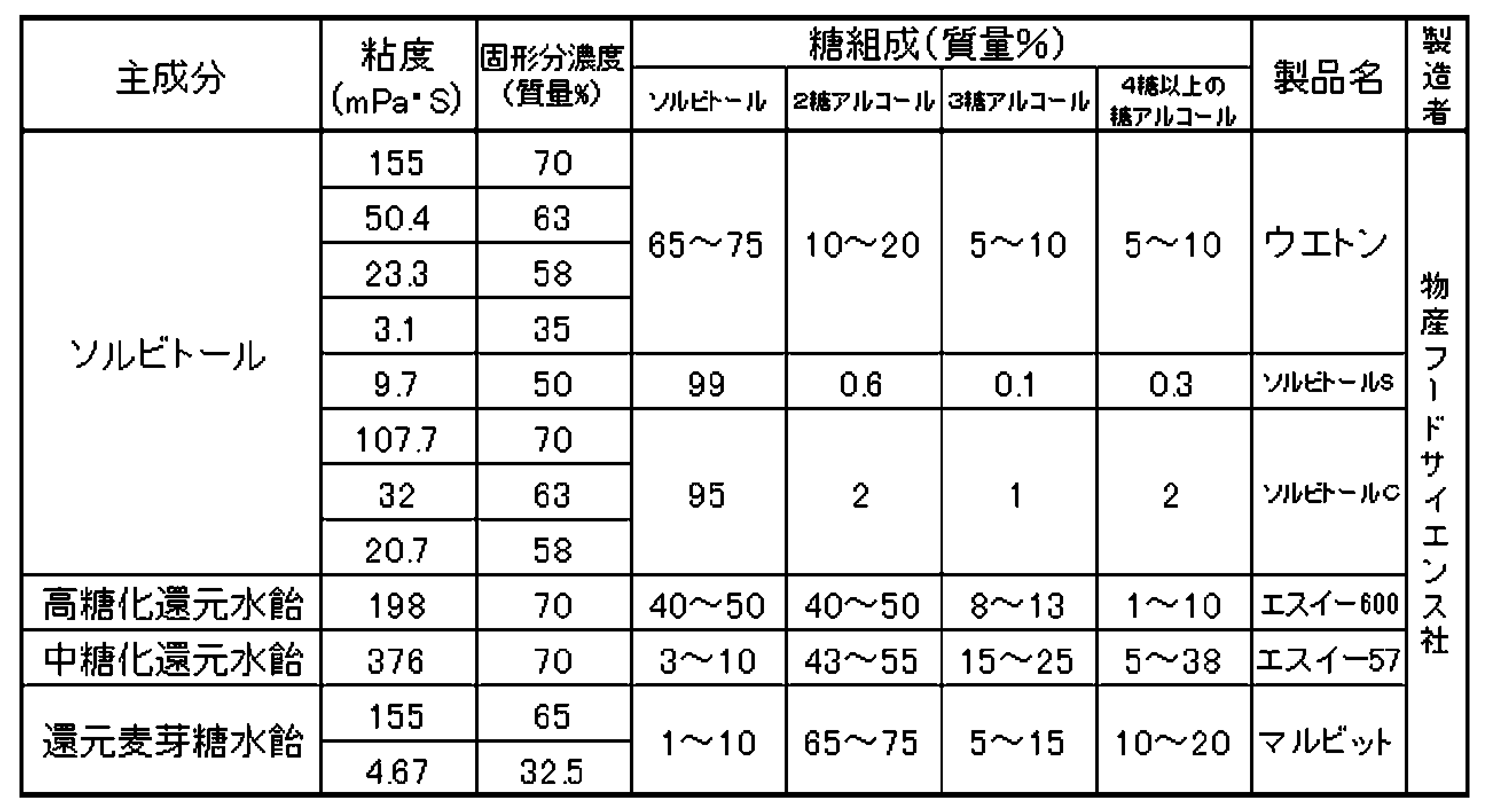
- Example 3 Examination of Viscosity of Cutting Fluid A wafer was prepared using soda lime glass as a material to be cut and a commercially available cutting fluid and sugar solutions of various sugar alcohols as cutting fluid. The sugar solutions of various sugar alcohols were used as they were or after being diluted with water to have the viscosity shown in Table 2. In addition, when the viscosity of the commercially available cutting fluid was measured, it was 4.01 millipascal second (mPa ⁇ S).
- FIG. 10 shows the results when a sugar solution having a viscosity of 198 millipascal seconds or less and a commercially available cutting fluid are used.
- the cutting surface of the wafer prepared using a sugar solution having a viscosity of 376 millipascal seconds is rough and has no transparent portion, and the letters “Kanazawa Institute of Technology” are almost confirmed. could not.
- the cutting surface of the wafer prepared using the sugar solutions having viscosities of 198, 155 and 107.7 millipascal seconds is entirely transparent, and the rear “Kanazawa Institute of Technology” The characters were clearly confirmed.
- the score of the area ratio of the transparent part was “++++”.
- the cutting surface of the wafer prepared using a sugar solution having a viscosity of 32.0 millipascal second and 20.7 millipascal second is also transparent as a whole, and the letters “Kanazawa Institute of Technology” behind it are clearly visible. It could be confirmed. Moreover, the score of the area ratio of the transparent part was “++”. In addition, the cutting surface of the wafer prepared using a sugar solution having a viscosity of 9.7 millipascal seconds had a transparent portion on the upper side, but there was no transparent portion from the center to the lower side. Was “+”.
- the cutting surface of the wafer produced using the sugar solution having a viscosity of 4.67 millipascal seconds and 3.1 millipascal seconds and the commercially available cutting fluid having 4.01 millipascal seconds is rough.
- the score of the area ratio of the transparent part was “ ⁇ ”.
- the cutting surface of the wafer is compared with a case where a sugar solution having a viscosity of less than 9.7 millipascal seconds and a commercially available cutting fluid are used.
- the area of the transparent part was significantly large. From this result, it became clear that the smoothness of the cutting surface can be improved by using a sugar liquid having a viscosity of 9.7 millipascal seconds or more as the cutting liquid.
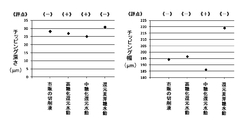
- FIG. 11 shows the result of evaluation of chipping on the wafer produced in Example 3.
- the chipping was evaluated using a commercially available cutting fluid and a sorbitol sugar solution (product name “sorbitol C”) having viscosities of 107.7, 32.0, and 20.7 millipascal seconds.
- sorbitol C sorbitol sugar solution
- the chipping depth was 28.2 ⁇ m on average when a commercially available cutting fluid was used, and its score was “ ⁇ ”, whereas the viscosity was 107.7 millipascals.
- the average value is 20.9 ⁇ m
- the score is “+”
- the viscosity is 32.0 millipascal second
- the average value is 24.5 ⁇ m
- the score is
- the sugar solution having a viscosity of “+” and a viscosity of 20.7 millipascal seconds was used, the average value was 26.3 ⁇ m and the score was “+”.
- the chipping width was 194.3 ⁇ m on average when a commercially available cutting fluid was used, and its score was “ ⁇ ”, whereas a sugar solution with a viscosity of 107.7 millipascal seconds was used.
- the average value is 166.6 ⁇ m, the score is “+”, and when the sugar solution having a viscosity of 32.0 millipascal second is used, the average value is 177.2 ⁇ m, the score is “+”, the viscosity When a sugar solution of 20.7 millipascal seconds was used, the average value was 187.6 ⁇ m and the score was “+”.
- a commercially available cutting fluid was used when a sugar solution having a viscosity of 107.7 millipascal seconds, 32.0 millipascal seconds, and 20.7 millipascal seconds was used. Since it was small compared with the case, it became clear that chipping can be reduced by using a sugar solution having a viscosity of 20.7 millipascal seconds or more and 107.7 millipascal seconds or less as a cutting fluid. Considering this result together with the result of Example 3 (1), it is clear that chipping can be reduced by using a sugar solution having a viscosity of 9.7 millipascal seconds or more and less than 376 millipascal seconds as a cutting fluid. Became.
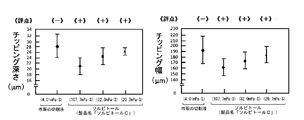
- FIG. 12 shows the result of evaluating the swell of the wafer produced in Example 3.
- the swell was evaluated when sorbitol sugar solutions (product name “Weton”) having viscosities of 155, 50.4 and 23.3 millipascal seconds were used.
- the average value of the maximum cross-sectional height (Wt) of the undulation curve is 33.7 ⁇ m for the sugar solution having a viscosity of 155 millipascal second, 43.7 ⁇ m for the sugar solution having 50.4 millipascal second, It was 29.0 ⁇ m in the 23.3 millipascal second sugar solution.
- the swell can be suppressed within a predetermined range by using a sugar solution having a viscosity of 23.3 millipascal seconds or more and 155 millipascal seconds or less as the cutting fluid.
- the swell is kept within a predetermined range by using a sugar solution having a viscosity of 9.7 millipascal seconds or more and less than 376 millipascal seconds as a cutting fluid. It became clear that it could be suppressed.
- the cutting surface of the silicon wafer was remarkably smooth enough to show the finger that was held up. From this result, it has been clarified that by using a sorbitol sugar solution as a cutting fluid, the smoothness of silicon can be improved as the cutting surface becomes a mirror surface.
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- General Chemical & Material Sciences (AREA)
- Oil, Petroleum & Natural Gas (AREA)
- Organic Chemistry (AREA)
- Health & Medical Sciences (AREA)
- Emergency Medicine (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Mechanical Treatment Of Semiconductor (AREA)
- Finish Polishing, Edge Sharpening, And Grinding By Specific Grinding Devices (AREA)
- Lubricants (AREA)
Abstract
Description
(i)砥粒を固定したワイヤソーを用いた切削工法(固定砥粒加工)において、被切削材の切削された表面の平滑性が乏しい、
(ii)チッピングが生じる、
(iii)砥粒を固定しないワイヤソーと、砥粒を分散させた切削液とを用いた切削工法(遊離砥粒加工)において、切削液における砥粒の沈降性が乏しく、使用後の切削液から砥粒を回収することが困難である、
(iv)切削液に含有される石油由来の成分について、人体に対する安全性への懸念がある。
また、本発明によれば、チッピングを低減できることから、工作物の形状ないし寸法の精度向上や歩留まり向上に大きく寄与することができる。
また、9.7ミリパスカル秒以上の粘度の糖液は適度な粘性を有していて砥粒が良好に分散する一方で、遠心分離に供することにより砥粒を迅速かつ簡便に沈降させることができる。従って、本発明によれば、使用後の切削液から容易に砥粒を回収することができる。
また、ソルビトール、還元水飴および還元麦芽糖水飴は、食品や食品添加物として用いられていることから明かなように、人体に対して安全な物質である。従って、本発明によれば、切削液の使用に伴う人体に対する安全性への懸念を顕著に減少させることができるとともに、切削時の作業環境の改善や、廃液処理時の環境負荷の低減に大きく寄与することができる。
本発明に係る切削液は、ソルビトール、還元水飴および還元麦芽糖水飴から選択されるいずれかの糖アルコールを含有し、かつ、粘度が9.7ミリパスカル秒以上である糖液からなる。
また、本発明に係る切削方法は、上記本発明に係る切削液を用いて被切削材を切削する工程を有する。
また、本発明に係る切削面の平滑性向上剤は、ソルビトール、還元水飴および還元麦芽糖水飴から選択されるいずれかの糖アルコールを有効成分とする。
本実施例における切削液の調製、粘度の測定、ウエハの作製およびその評価は、別段の記載がない限り下記(1)~(7)の方法により行った。
(1)切削液の調製
表1に示す市販の液体状の糖アルコールをそのまま(原液のまま)、あるいは所定の粘度となるよう水と混合して、切削液として用いた。市販の切削液は、グリコール系切削液を用いた。
市販の切削液および糖液の粘度は、「ブルックフィールド回転粘度計DV2T HB」の低粘度アダプターに試料20mLを入れ、スピンドルULA(0)を取り付けて、回転数は200rpm、25℃の循環恒温槽にて測定した。
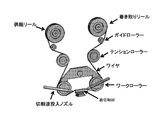
ダイヤモンド砥粒を電着させたワイヤソーを用いて、固定砥粒加工により被切削材(ソーダ石灰ガラスまたはケイ素(シリコン))をスライスし、ウエハを作製した。加工条件を以下に示す。また、切削機械の模式図を図1に示す。
《加工条件》
切削機械:搖動振動援用型ダイヤモンドワイヤソー、被切削材:ソーダ石灰ガラス、被切削材のサイズ:100×25×10mm、ワイヤ径:0.14mm、砥粒粒度:10~20μm、ワイヤ張力:20N、ワイヤ走行速度:300m/分、ワイヤ長:28m、搖動角度:±10度、搖動頻度:0.141Hz。
ソーダ石灰ガラスのウエハの平滑性は、ウエハの後方に「金沢工業大学」の文字板を置いて、切削面における透明な部分(以下、「透明部」という。)の多少を目視で観察し、写真撮影した。また、透明部の面積を計測し、切削面に占める透明部の割合を面積百分率で算出して、次の評価区分により評点した。また、必要に応じて顕微鏡を用いた拡大観察を行った。
《評価区分》+++:60面積%以上、++:60~30面積%、+:30面積%未満、-:0面積%。
一般に、切削時には下記2種類の破壊が起こることが知られている;
脆性破壊;切削面に傷を生じさせ、平滑性に乏しい仕上がりとなるが、加工時間が短い。
延性破壊;切削面に生じる傷が少なく、平滑性が高い仕上がりとなるが、カンナで削るように加工するため、加工時間が長い。
そして、本試験方法(3)に記載の加工条件では、従来、主として脆性破壊が起こっていた。そこで、本実施例で作製したウエハについて、下記の方法により脆性破壊の面積を測定した。
図3に示すように、ウエハの切断方向をチッピング幅、切断方向に対して垂直方向をチッピング深さと定義して、それぞれの長さを計測し、平均値および標準偏差を算出した。また、それらの平均値について次の評価区分により評点した。
《評価区分》
チッピング深さ; +:最大値が27μm未満、 -:最大値が27μm以上、
チッピング幅 ; +:最大値が190μm未満、-:最大値が190μm以上。
図4に示すように、ウエハの切削面の中心から切断方向およびその逆方向に10mmずつ、合計20mmの測定範囲を、ウエハの両端から1mmの2箇所および中央(ウエハの端から50mm)の1箇所の計3箇所に設定した。当該測定範囲について、表面荒さ測定機surfcom1500(東京精密社)を用いて表面うねりの計測を行い、うねり曲線の最大断面高さ(Wt)の平均値および標準偏差を算出した。
ソーダ石灰ガラスを被切削材とし、市販の切削液および主成分がソルビトールの糖液(製品名「ウエトン」)を切削液として用いてウエハを作製した。ただし、ソルビトールの糖液はそのまま用いた。
本実施例1で作製したウエハについて、切削面の平滑性を評価した結果を図5に示す。図5に示すように、市販の切削液を用いて作製したウエハの切削面は、ざらついていて透明部が存在せず、後方の「金沢工業大学」の文字がほとんど確認できなかった。また、その透明部の面積割合の評点は「-」であった。これに対して、ソルビトールの糖液を用いて作製したウエハの切削面は全体的に透明であり、後方の「金沢工業大学」の文字がはっきりと確認できた。また、その透明部の面積割合の評点は「+++」であった。
すなわち、ソルビトールの糖液を切削液として用いた場合は、市販の切削液を用いた場合と比較して、ウエハの切削面における透明部の面積が顕著に大きかった。この結果から、ソルビトールの糖液を切削液として用いることにより、切削面の平滑性を向上できることが明らかになった。
本実施例1で作製したウエハについて、脆性破壊の面積を評価した結果を図6に示す。図6に示すように、脆性破壊の面積は、市販の切削液を用いて作製したウエハでは、第1区画、第2区画および第3区画のいずれにおいても、0.58mm2であった。これに対して、ソルビトールの糖液を用いて作製したウエハでは、第1区画で0.01mm2、第2区画で0.02mm2、第3区画で0.07mm2であった。すなわち、ソルビトールの糖液を用いた場合は、市販の切削液を用いた場合と比較して、ウエハの脆性破壊の面積が顕著に小さかった。
本実施例1で作製したウエハについて、チッピングを評価した結果を図7に示す。図7に示すように、チッピング深さは、市販の切削液を用いた場合は平均値が28.2μmで、その評点が「-」であったのに対して、ソルビトールの糖液を用いた場合は平均値が25.1μmで、その評点が「+」であった。また、チッピング幅は、市販の切削液を用いた場合は平均値が194.3μmで、その評点が「-」であったのに対して、ソルビトールの糖液を用いた場合は平均値が161.8μmで、その評点が「+」であった。
すなわち、ソルビトールの糖液を用いた場合の方が、市販の切削液を用いた場合と比較して、チッピングの深さおよび幅のいずれもが小さかった。この結果から、ソルビトールの糖液を切削液として用いることにより、チッピングを低減できることが明らかになった。
ソーダ石灰ガラスを被切削材とし、市販の切削液および各種の糖アルコールの糖液を切削液として用いてウエハを作製した。糖アルコールは、主成分がソルビトールの糖液(製品名「ソルビトールC」、「ソルビトールF」)、ならびに高糖化還元水飴(製品名「エスイー600」)、中糖化還元水飴(製品名「エスイー57」)および還元麦芽糖水飴(製品名「マルビット」)の糖液を用いた。これらのうち、ソルビトールの糖液はそのままで、高糖化還元水飴、中糖化還元水飴および還元麦芽糖水飴の糖液は水で希釈することにより粘度を155ミリパスカル秒(固形分濃度はそれぞれ67質量%、61質量%および65質量%)に調製して、それぞれ用いた。
本実施例2で作製したウエハについて、切削面の平滑性を評価した結果を図8に示す。図8に示すように、市販の切削液を用いて作製したウエハの切削面は、ざらついていて透明部が存在せず、後方の「金沢工業大学」の文字がほとんど確認できなかった。また、その透明部の面積割合の評点は「-」であった。これに対して、ソルビトール、高糖化還元水飴、中糖化還元水飴および還元麦芽糖水飴の糖液を用いて作製したウエハの切削面は、いずれも全体的に透明であり、後方の「金沢工業大学」の文字がはっきりと確認できた。また、その透明部の面積割合の評点は「++」ないし「+++」であった。
本実施例2で作製したウエハについて、チッピングを評価した結果を図9に示す。なお、チッピングは、市販の切削液ならびに高糖化還元水飴、中糖化還元水飴および還元麦芽糖水飴の糖液を用いた場合について評価した。
図9に示すように、チッピング深さは、市販の切削液を用いた場合は平均値が28.2μmで、その評点が「-」であったのに対して、高糖化還元水飴を用いた場合は平均値が26.9μmで、その評点が「+」、中糖化還元水飴を用いた場合は平均値が25.2μmで、その評点が「+」、還元麦芽糖水飴を用いた場合は平均値が30.9μmで、その評点が「-」であった。すなわち、チッピングの深さは、高糖化還元水飴および中糖化還元水飴を用いた場合の方が、市販の切削液を用いた場合と比較して小さかった。
ソーダ石灰ガラスを被切削材とし、市販の切削液および各種の糖アルコールの糖液を切削液として用いてウエハを作製した。各種の糖アルコールの糖液は、そのまま、あるいは水で希釈することにより、表2に示す粘度に調製して用いた。なお、市販の切削液の粘度を測定したところ、4.01ミリパスカル秒(mPa・S)であった。
本実施例3で作製したウエハについて、切削面の平滑性を評価した。粘度が198ミリパスカル秒以下の糖液および市販の切削液を用いた場合の結果を図10に示す。
一方、図10に示すように、粘度が198、155および107.7ミリパスカル秒の糖液を用いて作製したウエハの切削面は、全体的に透明であり、後方の「金沢工業大学」の文字がはっきりと確認できた。また、その透明部の面積割合の評点は「+++」であった。
また、粘度が32.0ミリパスカル秒および20.7ミリパスカル秒の糖液を用いて作製したウエハの切削面も、全体的に透明であり、後方の「金沢工業大学」の文字がはっきりと確認できた。また、その透明部の面積割合の評点は「++」であった。
また、粘度が9.7ミリパスカル秒の糖液を用いて作製したウエハの切削面は、上方に透明部が存在したものの、中央から下方にかけては透明部が無く、透明部の面積割合の評点は「+」であった。
これに対して、粘度が4.67ミリパスカル秒および3.1ミリパスカル秒の糖液、ならびに4.01ミリパスカル秒の市販の切削液を用いて作製したウエハの切削面は、ざらついていて透明部が存在せず、後方の「金沢工業大学」の文字がほとんど確認できなかった。また、その透明部の面積割合の評点は「-」であった。
また、粘度が9.7ミリパスカル秒以上376ミリパスカル秒未満の糖液を用いた場合は、粘度が376ミリパスカル秒の糖液、9.7ミリパスカル秒未満の糖液および市販の切削液を用いた場合と比較して、ウエハの切削面の透明部の面積が顕著に大きかった。この結果から、粘度が9.7ミリパスカル秒以上376ミリパスカル秒未満である糖液を切削液として用いることにより、切削面の平滑性をより向上できることが明らかになった。
本実施例3で作製したウエハについて、チッピングを評価した結果を図11に示す。なお、チッピングは、市販の切削液、ならびに粘度が107.7、32.0および20.7ミリパスカル秒のソルビトールの糖液(製品名「ソルビトールC」)を用いた場合について評価した。
本実施例3で作製したウエハについて、うねりを評価した結果を図12に示す。なお、うねりは、粘度が155、50.4および23.3ミリパスカル秒のソルビトールの糖液(製品名「ウエトン」)を用いた場合について評価した。
図12に示すように、うねり曲線の最大断面高さ(Wt)の平均値は、粘度が155ミリパスカル秒の糖液では39.5μm、50.4ミリパスカル秒の糖液では43.7μm、23.3ミリパスカル秒の糖液では29.0μmであった。すなわち、粘度が23.3ミリパスカル秒以上155ミリパスカル秒以下である糖液を切削液として用いることにより、うねりを所定の範囲に抑えられることが明らかになった。この結果と本実施例3(1)の結果とを考え合わせると、粘度が9.7ミリパスカル秒以上376ミリパスカル秒未満である糖液を切削液として用いることにより、うねりを所定の範囲に抑えられることが明らかになった。
ケイ素(シリコン)を切削材とし、市販のソルビトールの糖液(製品名「ソルビトールF」)をそのまま切削液として用いてウエハを作製した。続いて、作製したシリコンウエハの切削面を目視で観察して写真撮影を行った。その結果を図13に示す。
Claims (5)
- ソルビトール、還元水飴および還元麦芽糖水飴から選択されるいずれかの糖アルコールを含有し、かつ、粘度が9.7ミリパスカル秒以上である糖液からなる切削液。
- ワイヤソーを用いた固定砥粒加工に用いられる、請求項1に記載の切削液。
- ソルビトール、還元水飴および還元麦芽糖水飴から選択されるいずれかの糖アルコールを含有し、かつ、粘度が9.7ミリパスカル秒以上である糖液を切削液として用いて被切削材を切削する工程を有する切削方法。
- 切削加工の工法がワイヤソーを用いた固定砥粒加工である、請求項3に記載の切削方法。
- ソルビトール、還元水飴および還元麦芽糖水飴から選択されるいずれかの糖アルコールを有効成分とする、切削面の平滑性向上剤。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017566981A JP6909731B2 (ja) | 2016-02-10 | 2017-02-08 | 切削液、切削方法および切削面の平滑性向上剤 |
| KR1020187025595A KR20180114094A (ko) | 2016-02-10 | 2017-02-08 | 절삭액, 절삭방법 및 절삭면의 평활성 향상제 |
| US16/077,347 US20190062670A1 (en) | 2016-02-10 | 2017-02-08 | Cutting fluid, cutting method, and smoothness improver for cut surface |
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2016-024119 | 2016-02-10 | ||
| JP2016024119 | 2016-02-10 | ||
| JP2016-160399 | 2016-08-18 | ||
| JP2016160399 | 2016-08-18 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017138570A1 true WO2017138570A1 (ja) | 2017-08-17 |
Family
ID=59563333
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2017/004601 WO2017138570A1 (ja) | 2016-02-10 | 2017-02-08 | 切削液、切削方法および切削面の平滑性向上剤 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20190062670A1 (ja) |
| JP (1) | JP6909731B2 (ja) |
| KR (1) | KR20180114094A (ja) |
| WO (1) | WO2017138570A1 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001164284A (ja) * | 1999-09-30 | 2001-06-19 | Sanyo Chem Ind Ltd | ワイヤーソー用水溶性切削液 |
| JP2002060777A (ja) * | 2000-08-22 | 2002-02-26 | Ishii Hyoki Corp | ワイヤーソー用水性スラリー |
| JP2012158670A (ja) * | 2011-01-31 | 2012-08-23 | Sanyo Chem Ind Ltd | シリコンインゴット用水溶性切削液 |
| JP2013534262A (ja) * | 2010-08-03 | 2013-09-02 | ビーエーエスエフ ソシエタス・ヨーロピア | 研磨材用の加工液 |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6039935B2 (ja) * | 2012-06-29 | 2016-12-07 | 出光興産株式会社 | 水性加工液 |
| WO2014086024A1 (en) * | 2012-12-06 | 2014-06-12 | Dow Global Technologies Llc | Aqueous cutting fluid composition |
-
2017
- 2017-02-08 US US16/077,347 patent/US20190062670A1/en not_active Abandoned
- 2017-02-08 KR KR1020187025595A patent/KR20180114094A/ko unknown
- 2017-02-08 JP JP2017566981A patent/JP6909731B2/ja active Active
- 2017-02-08 WO PCT/JP2017/004601 patent/WO2017138570A1/ja active Application Filing
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001164284A (ja) * | 1999-09-30 | 2001-06-19 | Sanyo Chem Ind Ltd | ワイヤーソー用水溶性切削液 |
| JP2002060777A (ja) * | 2000-08-22 | 2002-02-26 | Ishii Hyoki Corp | ワイヤーソー用水性スラリー |
| JP2013534262A (ja) * | 2010-08-03 | 2013-09-02 | ビーエーエスエフ ソシエタス・ヨーロピア | 研磨材用の加工液 |
| JP2012158670A (ja) * | 2011-01-31 | 2012-08-23 | Sanyo Chem Ind Ltd | シリコンインゴット用水溶性切削液 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20190062670A1 (en) | 2019-02-28 |
| JP6909731B2 (ja) | 2021-07-28 |
| JPWO2017138570A1 (ja) | 2018-12-06 |
| KR20180114094A (ko) | 2018-10-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| TWI467009B (zh) | Processing fluids for processing materials and hard materials for brittle materials | |
| RU2412974C2 (ru) | Композиции на водной основе для абразивных шламов, способы их получения и применения | |
| KR102060953B1 (ko) | 수성 가공액 | |
| CN108559602B (zh) | 一种水性金刚线硅片切割液 | |
| CN1858169A (zh) | 半导体硅材料水基切削液 | |
| JP3368892B2 (ja) | 水溶性切削液 | |
| CN1906317A (zh) | 黄铜 | |
| CN110452762A (zh) | 多线化薄片化硅片切削液及其制备方法 | |
| EP2966156A1 (en) | Aqueous working fluid | |
| CN103333735A (zh) | 一种光学加工用冷却液及其制备方法 | |
| WO2017138570A1 (ja) | 切削液、切削方法および切削面の平滑性向上剤 | |
| CN103756573A (zh) | 低划伤钻石研磨液 | |
| CN102627999B (zh) | 微晶玻璃加工用水基切削液及其制备方法 | |
| CN103084814A (zh) | 一种锋利刃口微刀具的制造方法 | |
| CN110862857A (zh) | 一种细线化电镀金刚线硅片切割液 | |
| CN106635362A (zh) | 一种金刚石线锯水基切削液 | |
| CN107057802B (zh) | 一种含有bola型表面活性剂的玻璃磨削液及制备方法和使用方法 | |
| CN101092584A (zh) | 一种用于半导体晶片加工的高效水剂型倒角液 | |
| RU110318U1 (ru) | Сборный резец для изготовления канавок | |
| CN104607891A (zh) | 整体钨钢铣刀的制备方法 | |
| CN102877068A (zh) | 环境友好型钛合金化学机械抛光液 | |
| KR101809778B1 (ko) | 실리콘 웨이퍼 가공액 및 실리콘 웨이퍼 가공 방법 | |
| CN112708498B (zh) | 一种不锈钢水性切削液及其制备方法 | |
| CN113072999A (zh) | 一种金刚线切割液及其制备方法 | |
| CN115003646A (zh) | 聚晶立方氮化硼材料 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 17750291 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017566981 Country of ref document: JP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 1020187025595 Country of ref document: KR |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 17750291 Country of ref document: EP Kind code of ref document: A1 |