WO2017090542A1 - 吸収性物品 - Google Patents
吸収性物品 Download PDFInfo
- Publication number
- WO2017090542A1 WO2017090542A1 PCT/JP2016/084352 JP2016084352W WO2017090542A1 WO 2017090542 A1 WO2017090542 A1 WO 2017090542A1 JP 2016084352 W JP2016084352 W JP 2016084352W WO 2017090542 A1 WO2017090542 A1 WO 2017090542A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- polymer
- sheet
- absorbent article
- arrangement region
- water
- Prior art date
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/15—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators
- A61F13/53—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium
- A61F13/534—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad
- A61F13/535—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad, e.g. core absorbent layers being of different sizes
- A61F13/536—Absorbent pads, e.g. sanitary towels, swabs or tampons for external or internal application to the body; Supporting or fastening means therefor; Tampon applicators characterised by the absorbing medium having an inhomogeneous composition through the thickness of the pad inhomogeneous in the plane of the pad, e.g. core absorbent layers being of different sizes having discontinuous areas of compression
Definitions
- the present invention relates to an absorbent article such as a sanitary napkin, a panty liner, an incontinence pad, and more particularly to an absorbent article provided with a polymer sheet in which a superabsorbent polymer is arranged between two layers of sheets.
- a body fluid is absorbed and retained between a liquid-impermeable back sheet such as a polyethylene sheet or a polyethylene sheet-laminated nonwoven fabric and a liquid-permeable surface sheet such as a nonwoven fabric or a liquid-permeable plastic sheet.
- a liquid-impermeable back sheet such as a polyethylene sheet or a polyethylene sheet-laminated nonwoven fabric
- a liquid-permeable surface sheet such as a nonwoven fabric or a liquid-permeable plastic sheet.
- Such an absorbent article is required to be thin in consideration of handling convenience and wearing feeling. For this reason, an absorber that is one of the components is also required to be thin. However, the amount of water absorption cannot be reduced even if it is made thin or compact, so it is necessary to increase the blending ratio of the superabsorbent polymer. Therefore, in recent years, an absorbent article including a polymer sheet having no fibrous absorbent material such as pulp, in which a superabsorbent polymer is interposed between two layers of sheets, has been proposed.
- the polymer sheet is prone to so-called “gel blocking” in which voids between polymer particles swollen during water absorption are extremely reduced, and the required water absorption force cannot be expressed.
- gel blocking in which voids between polymer particles swollen during water absorption are extremely reduced, and the required water absorption force cannot be expressed.
- menstrual blood and urine permeation are inhibited by the bonding between the polymer particles, and menstrual blood and urine that have been impeded from permeation return to the skin side again.
- Patent Document 1 discloses that the first sheet and the second sheet extend in the longitudinal direction of the water absorbent sheet and are arranged in parallel at a predetermined interval in the width direction of the water absorbent sheet.
- An absorbent article in which a plurality of water-absorbing resin powder existing regions are formed is disclosed.
- the width direction both ends of the water-absorbent sheet between the adjacent existence areas and the water-absorbent sheet are non-existence areas in which the water-absorbent resin powder does not exist, and the first sheet in the absence area And the second sheet are joined, and a part of the non-existing area is a sheet peeling area, and the first sheet and the second sheet absorb water absorbent resin powder.
- -It is made to peel off by swelling.
- Patent Document 2 discloses a water absorbent sheet having a structure in which an absorbent layer containing a water absorbent resin and an adhesive is sandwiched between hydrophilic nonwoven fabrics.
- This water absorbent sheet has a structure in which an absorbent layer is divided into a primary absorbent layer and a secondary absorbent layer by a base material layer in which two or more layers of a breathable base material are bonded and laminated with an adhesive.
- the presence region and non-existence region of the water absorbent resin powder extending in the longitudinal direction of the water absorbent sheet are alternately arranged in the width direction of the water absorbent sheet. Therefore, menstrual blood and urine absorbed in the excretion region are absorbed in the water absorbent resin powder while being diffused in the surface direction of the water absorbent sheet through the non-existing region, thereby containing a large amount of the water absorbent resin powder.
- absorption inhibition and gel blocking are difficult to occur.
- the water-absorbent sheet is a single layer, when the water-absorbent resin powder of this layer absorbs water and swells to reduce the voids between the polymer particles, the subsequent water permeability decreases and gel blocking tends to occur.
- the water-absorbent sheet is a single layer, in order to secure the amount of water absorption, the separation width between adjacent areas of the water-absorbent resin powder (width of the non-existing area) must be narrowed, and the water-absorbent resin When the powder absorbs water and swells and a part of the non-existing area of the water-absorbent resin powder peels, the water-absorbing resins in the adjacent existing areas are bonded to each other and gel blocking is likely to occur.
- the absorbent layer is separated into a primary absorbent layer (upper layer) and a secondary absorbent layer (lower layer) by the base material layer, and body fluid stays in the base material layer and is appropriately It is said that gel blocking can be avoided by diffusion and permeation.
- the upper and lower layers of the water-absorbent resin are provided at positions overlapping in the thickness direction, when the upper layer of the water-absorbent resin absorbs water and swells to cause gel blocking, there is a problem that body fluid does not penetrate into the lower layer. Can occur.
- a main problem of the present invention is to provide an absorbent article that prevents gel blocking while ensuring water absorption while achieving thinning.
- the polymer arrangement has a multilayer structure in which a plurality of polymer sheets each having a superabsorbent polymer interposed between two sheets are laminated, and the superabsorbent polymer is disposed on each polymer sheet. And a polymer non-arranged region where the superabsorbent polymer is not disposed, and at least between the polymer sheets adjacent in the laminating direction, the polymer disposed regions are provided at positions that do not overlap in the thickness direction, and An absorbent article is provided in which two-layer sheets are joined by pressing grooves formed in a portion where the superabsorbent polymer is not disposed.
- FIG. 2 is a view taken along the line II-II in FIG. 1.
- FIG. 2 is a view taken along the line II-II in FIG. 1.
- FIG. 2 is a view taken along the line II-II in FIG. 1.
- FIG. 2 is a view taken along the line II-II in FIG. 1.
- FIG. 2 is a view taken along the line II-II in FIG. 1.
- FIG. 2 is a view taken along the line II-II in FIG. 1.
- FIG. 2 is a partially broken exploded perspective view showing an example of a polymer sheet.
- seat which shows (A) before water absorption, (B) after water absorption, (C) after further water absorption.
- It is a top view of the polymer sheet which concerns on a modification.
- (A), (B) is a top view of the polymer sheet which concerns on a modification.
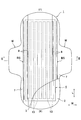
- FIG. 1 is a partially broken development view showing an example of a sanitary napkin 1 in the present embodiment.
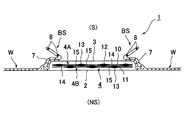
- FIG. 2 is a view taken along the line II-II in FIG. 1 and 2, the front side of the sanitary napkin 1 is (F), the rear side is (R), the longitudinal direction is L, the width direction is W, the skin side is (S), and the non-skin side is (NS). ).
- the sanitary napkin 1 includes a liquid-impermeable back sheet 2 made of a polyethylene sheet, a polypropylene sheet, and the like, and a liquid-permeable property that allows menstrual blood and urine to permeate quickly.
- the top sheet 3 is composed of a polymer sheet 4 interposed between the two sheets 2 and 3, and side nonwoven fabrics 7 and 7 disposed on both sides of the surface along the longitudinal direction.
- the polymer sheet 4 includes a two-layer sheet (upper layer sheet 10 and lower layer sheet 11) and a superabsorbent polymer 12 interposed therebetween.
- the outer edge portions of the liquid-impermeable back sheet 2 and the liquid-permeable surface sheet 3 are bonded by an adhesive such as hot melt or heat seal. It is joined by means.
- the liquid-impervious back sheet 2 and the side nonwoven fabric 7 that extend laterally from the side edges of the polymer sheet 4 are bonded to each other at both side edges by an adhesive such as hot melt or an adhesive means such as heat seal.
- the outer periphery flap part in which the polymer sheet 4 does not exist is formed on the outer periphery.
- liquid-impermeable back sheet 2 a sheet material having at least water shielding properties such as an olefin-based resin sheet such as polyethylene or polypropylene is used.
- a laminated nonwoven fabric obtained by laminating a nonwoven fabric on a polyethylene sheet or the like, and further waterproof.
- a nonwoven fabric sheet in this case, a waterproof film and a nonwoven fabric constitute a liquid-impervious back sheet) or the like can be used after substantially impervious to liquid imperviousness by interposing a film. In recent years, those having moisture permeability tend to be used from the viewpoint of preventing stuffiness.
- This water- and moisture-permeable sheet material is a microporous sheet obtained by forming a sheet by melting and kneading an inorganic filler in an olefin resin such as polyethylene or polypropylene, and then stretching in a uniaxial or biaxial direction. It is.
- a porous or non-porous nonwoven fabric or a porous plastic sheet is preferably used as the liquid-permeable surface sheet 3.
- the material fibers constituting the nonwoven fabric include synthetic fibers such as polyethylene or polypropylene, synthetic fibers such as polyester and polyamide, recycled fibers such as rayon and cupra, and natural fibers such as cotton.
- a nonwoven fabric obtained by an appropriate processing method such as a lace method, a spun bond method, a thermal bond method, a melt blown method, or a needle punch method can be used.
- the spunlace method is excellent in terms of flexibility and the spunbond method is excellent in drapeability
- the thermal bond method and the air-through method are excellent in terms of being bulky and having high compression recovery properties.
- the non-woven fiber may be either a long fiber or a short fiber, but preferably a short fiber is used in order to give a towel texture.
- an olefin fiber such as polyethylene or polypropylene having a relatively low melting point.
- a composite fiber such as a core-sheath fiber, a side-by-side fiber, or a split fiber having a fiber having a high melting point as a core and a fiber having a low melting point as a sheath can be suitably used.
- the polymer sheet 4 interposed between the liquid-impermeable back sheet 2 and the liquid-permeable surface sheet 3 includes an upper layer sheet 10 disposed on the skin side (S) and a lower layer disposed on the non-skin side (NS).
- the superabsorbent polymer 12 is disposed between the sheet 11 and the sheet 11. Only the superabsorbent polymer 12 is interposed between the upper layer sheet 10 and the lower layer sheet 11 of the polymer sheet 4 and no fibrous absorbent such as pulp is interposed. For this reason, the thickness of the polymer sheet 4 is reduced, and the sanitary napkin 1 can be made thinner.
- the polymer sheet 4 will be described in detail later.
- Wings-like flaps W and W are formed by a part of the liquid-impervious back sheet 2 that extends partly to the side and also extends sideways.
- a water-repellent treated nonwoven fabric or a hydrophilic treated nonwoven fabric can be used from the viewpoint of important functions. For example, if emphasis is placed on functions such as preventing menstrual blood and urine from penetrating or enhancing the feeling of touch, a water-repellent non-woven fabric coated with a silicon-based, paraffin-based, alkylchromic chloride-based water repellent, etc. It is desirable to use it.
- a method of polymerizing a compound having a hydrophilic group for example, an oxidation product of polyethylene glycol, in the process of producing a synthetic fiber Or by treating the surface with a metal salt such as stannic chloride, partially dissolving the surface to make it porous, and depositing metal hydroxides to make the synthetic fibers swell or porous, applying capillary action to make them hydrophilic It is desirable to use a hydrophilic treated non-woven fabric imparted with properties.
- the inner side of the side nonwoven fabric 7 folds the side nonwoven fabric 7 almost twice, and within the double sheet, at the intermediate portion in the height direction, at appropriate positions in both ends or in the longitudinal direction.
- two thread-like elastic elastic members 8 and 8 are arranged, and three-dimensional gathers BS and BS are formed by raising the double sheet portion on the skin side by the contraction force. Has been.
- Polymer sheet 4 Hereinafter, the polymer sheet 4 will be described in detail.
- the upper layer sheet 10 and the lower layer sheet 11 constituting the polymer sheet 4 a porous or non-porous nonwoven fabric or a porous plastic sheet is used.
- the material fibers constituting the nonwoven fabric as with the liquid-permeable surface sheet 3, for example, synthetic fibers such as polyethylene or polypropylene, synthetic fibers such as polyethylene or polypropylene, recycled fibers such as rayon or cupra, cotton, etc. Natural fiber.
- the processing method of the nonwoven fabric is not limited, but in order to prevent the superabsorbent polymer 12 from falling off, an air through method, a spun bond method, a melt blown method, a needle punch method, or the like, which increases the fiber density of the obtained product, It is preferable to do this.
- the pore diameter of the porous plastic sheet is preferably smaller than the outer shape of the superabsorbent polymer 12 in order to prevent the superabsorbent polymer 12 from falling off.
- the superabsorbent polymer 12 examples include a polyacrylate cross-linked product, a self-crosslinked polyacrylate, a saponified acrylate-vinyl acetate copolymer cross-linked product, a cross-linked isobutylene / maleic anhydride copolymer, Examples include crosslinked polysulfonates and partially crosslinked water-swellable polymers such as polyethylene oxide and polyacrylamide. Among these, those based on acrylic acid or acrylate that are excellent in water absorption and water absorption speed are preferred. In the production process of the highly water-absorbing polymer having the water-absorbing performance, the water-absorbing force and the water-absorbing speed can be adjusted by adjusting the crosslinking density and the crosslinking density gradient.
- the sanitary napkin 1 in this embodiment has a multilayer structure in which a plurality of polymer sheets 4 are laminated in the thickness direction of the sanitary napkin 1.
- the example shown in FIG. 2 has a two-layer structure including a polymer sheet 4A disposed on the skin side and a polymer sheet 4B disposed on the non-skin side, but may have a multilayer structure of three or more layers. .
- As the number of polymer sheets 4 to be laminated if the number is too large, the thickness cannot be reduced and the production takes time, so 2 to 7 layers are preferable, and 2 to 4 layers are more preferable.
- the laminated polymer sheets 4 are joined by a hot melt adhesive or the like at a portion where the superabsorbent polymer 12 is interposed, and is left in a laminated state or a portion where the superabsorbent polymer 12 is not interposed.
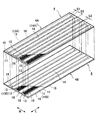
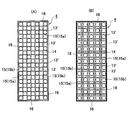
- FIG. 3 is a partially broken exploded perspective view showing an example of the polymer sheet 4.
- Each polymer sheet 4 (4A and 4B) has a structure in which a superabsorbent polymer 12 is interposed between an upper layer sheet 10 and a lower layer sheet 11.
- the superabsorbent polymer 12 of each layer and the superabsorbent polymer 12 of the adjacent layer are separated by the sheets 10 and 11 of each polymer sheet 4, and the superabsorbent polymer 12 of each layer is in contact with each other.
- the gap between the superabsorbent polymer 12 arranged on the skin-side polymer sheet 4 ⁇ / b> A and the superabsorbent polymer 12 arranged on the non-skin-side polymer sheet 4 ⁇ / b> B is on the skin side.
- the lower layer sheet 11 of the polymer sheet 4A and the upper layer sheet 10 of the non-skin side polymer sheet 4B are separated.
- the polymer sheet 4 since the polymer sheet 4 has a multilayer structure, if the amount of polymer corresponding to the required amount of water absorption is ensured as a whole, per layer Since the polymer amount is an amount obtained by dividing the total polymer amount by the number of layers, the amount of polymer per layer can be reduced. Accordingly, when the superabsorbent polymer 12 absorbs water and swells, the superabsorbent polymer 12 tends to flow between the two sheets 10 and 11 of each layer in the plane direction, and the swollen superabsorbent polymer 12 stays. Thus, gel blocking in which the superabsorbent polymers 12 are bonded to each other is less likely to occur.
- the polymer sheets 4 of each layer are preferably formed with substantially the same outer shape, and are preferably arranged so that the outlines of the polymer sheets 4 of each layer substantially coincide in a laminated state.
- the planar shape of the polymer sheet 4 is formed in a rectangle that is long in the longitudinal direction of the sanitary napkin 1, but it is oval, oval, oval, hourglass, etc. It can be formed in a known outer shape as an absorber used for a napkin.
- each polymer sheet 4 is formed with a polymer arrangement region 13 in which the superabsorbent polymer 12 is arranged and a polymer non-arrangement region 14 in which the superabsorbent polymer 12 is not arranged.
- the polymer arrangement region 13 is a region in which the superabsorbent polymer 12 is interposed between the two layers of sheets 10 and 11 with a predetermined basis weight or more.
- the polymer non-arrangement region 14 is a region other than the polymer arrangement region 13 adjacent to the polymer arrangement region 13, and the superabsorbent polymer 12 is not interposed between the two layers 10 and 11, or the polymer arrangement region 13 is high.
- the polymer arrangement region 13 is arranged in an intermediate region between the upper layer sheet 10 and the lower layer sheet 11 that does not reach the outer edges of the upper layer sheet 10 and the lower layer sheet 11.
- the polymer arrangement regions 13 and 13 (13A and 13B) provided in each polymer sheet 4 are provided at positions where they do not overlap with each other in the thickness direction of the sanitary napkin 1. That is, all of the polymer arrangement regions 13A provided on the skin-side polymer sheet 4A are positions that do not overlap with the polymer arrangement regions 13B provided on the non-skin-side polymer sheet 4B in the thickness direction of the napkin, and there is no polymer. It is provided at a position overlapping with the arrangement region 14B.
- All of the non-skin-side polymer arrangement regions 13B are provided at positions that do not overlap with the polymer arrangement region 13A provided on the skin-side polymer sheet 4A and the thickness direction of the napkin, and overlap with the polymer non-arrangement region 14A. ing.
- the polymer non-arrangement region 14 of each layer partially overlaps the polymer arrangement region 13 of the polymer sheet 4 adjacent in the stacking direction in the thickness direction of the napkin, and the remaining part of the polymer sheet 4 adjacent in the stacking direction. It is preferably provided so as to overlap the polymer non-arranged region 14.
- the two polymer sheets 4 adjacent to each other in the laminating direction are arranged so that the polymer arrangement regions 13 and 13 do not overlap in the thickness direction of the napkin. , 4 or between three or more polymer sheets 4, 4...
- the polymer arrangement regions 13 and 13 of the first layer and the second layer, and the second layer and the third layer from the skin side, respectively.
- the polymer arrangement regions 13 and 13 of the first layer and the third layer may be provided at positions where they overlap in the thickness direction of the napkin. You may be provided in the position which should not be.
- the former there exists an advantage which can form the polymer arrangement
- the basis weight of the superabsorbent polymer 12 arranged in the polymer arrangement region 13 is 10 to 300 g / m 2 , preferably 30 to 100 g / m 2 .
- the basis weight of the superabsorbent polymer 12 may be constant in the plurality of polymer arrangement regions 13 provided in each polymer sheet 4 or may be different depending on the part. Further, the basis weight of the superabsorbent polymer 12 may be constant in the polymer sheets 4 laminated in a plurality, or may be different in each layer. For example, by making the polymer sheet 4 of the non-skin side layer gradually higher in weight than the skin side layer, when the superabsorbent polymer 12 absorbs water and swells, the bulge toward the skin side may be kept low. .
- each polymer sheet 4 the upper layer sheet 10 and the lower layer sheet 11 are joined by the compressed groove 15 formed in a portion where the superabsorbent polymer 12 is not disposed, and the upper layer sheet 10 and It is joined by the outer peripheral seal part 16 provided in the peripheral part of the lower layer sheet 11.
- the highly water-absorbing polymer 12 is disposed at least in a portion partitioned by the pressing groove 15.
- the pressing groove 15 is a seal portion in which the upper layer sheet 10 and the lower layer sheet 11 are integrally compressed and fused by heat or ultrasonic waves. Embossing for joining the upper layer sheet 10 and the lower layer sheet 11 may be performed from the upper layer sheet 10 side or from the lower layer sheet 11 side, but the diffusibility of the body fluid that has flowed into the pressing groove is improved. In order to give, it is preferable to carry out from the upper layer sheet 10 side.
- the pressing groove 15 can be provided in the vicinity of the polymer arrangement region 13 continuously or intermittently. In the example shown in FIG.
- continuous linear squeezing grooves along the longitudinal direction of the sanitary napkin 1 are respectively provided on both sides of the polymer arrangement region 13 provided in a strip shape along the longitudinal direction of the sanitary napkin 1.
- 15 is formed, and the front and rear end portions of the linear compressed groove 15 are connected to the outer peripheral seal portion 16, respectively.
- the superabsorbent polymer 12 is a region in which both sides in the longitudinal direction of the sanitary napkin 1 are partitioned by the compressed grooves 15 and both ends in the longitudinal direction of the sanitary napkin 1 are each partitioned by the outer peripheral seal portion 16. It is enclosed inside.
- the pressing groove 15 may be a continuous line in which continuous pressing grooves are formed, or may be an intermittent line in which a plurality of pressing parts and non-squeezing parts are alternately formed.
- the length of the non-squeezed part in the case of the intermittent line is 0.5 to It is preferably about 5 mm.
- the outer peripheral seal portion 16 is a seal portion obtained by joining the upper layer sheet 10 and the lower layer sheet 11 by adhesion using an adhesive such as hot melt, welding by heat sealing or ultrasonic sealing, or a combination thereof.
- the outer peripheral seal portion 16 is a linear seal portion that is provided continuously or intermittently along the circumferential direction slightly inside the outer edges of the upper layer sheet 10 and the lower layer sheet 11.
- the upper layer sheet 10 and the lower layer sheet 11 are not joined except the compressed groove 15 and the outer peripheral seal portion 16 and are in a state in which the upper layer sheet 10 and the lower layer sheet 11 are merely laminated in the polymer non-arranged region 14. Thereby, it becomes possible to prevent the diffusibility and permeability of the body fluid in the polymer non-arranged region 14 from being lowered by the hot melt adhesive or the like.
- the pressing groove 15 and the outer peripheral seal portion 16 may be provided so as to be connected as shown in FIG. 3, or may be provided so as to be separated from each other, although not shown.
- the separation distance in the case of separation is preferably about 0.5 to 8 mm.
- the bonding strength of the compressed grooves 15 is such that all or part of the compressed grooves 15 can be peeled off by the force acting in the direction in which the upper layer sheet 10 and the lower layer sheet 11 are separated when the superabsorbent polymer 12 absorbs water and swells. Is preferred.
- the bonding strength of the outer peripheral seal portion 16 is preferably set to a strength that does not peel due to a force acting in a direction in which the upper layer sheet 10 and the lower layer sheet 11 are separated when the superabsorbent polymer 12 absorbs water and swells. That is, it is preferable to set the bonding strength of the compressed groove 15 lower than the bonding strength of the outer peripheral seal portion 16.
- the highly water-absorbing polymer 12 absorbs water and swells, the swollen highly water-absorbing polymer 12 can flow to a region outside the pressing groove 15, and the swollen highly water-absorbing polymers 12 can be connected to each other. Bonding gel blocking can be prevented.
- the bonding strength of the compressed groove 15 is preferably about 0.2 to 2 N / 25 mm.
- the measurement of the bonding strength can be obtained from the tensile strength when a tensile test is performed in which the sheet material bonded by the bonding portion cut to a width of 25 mm is pulled at a speed of 300 mm / min.
- the polymer arrangement region 13 preferably extends along the longitudinal direction of the sanitary napkin 1 and is arranged in parallel at intervals in the width direction.
- diffusion of body fluid along the polymer placement region 13 is likely to occur in the longitudinal direction of the sanitary napkin 1 so that side leakage of body fluid can be prevented.
- the pressing groove 15 is formed so as to extend in the longitudinal direction of the sanitary napkin 1, a body fluid flow along the pressing groove 15 is likely to occur in the longitudinal direction of the sanitary napkin 1.
- the width S1 of the polymer arrangement region 13 formed in a strip pattern extending in the longitudinal direction of the napkin is the width S2 of the polymer non-arrangement region 14 (the separation width between the adjacent polymer arrangement regions 13 and 13). It is preferable to form with a smaller width. Thereby, when the polymer arrangement region 13A of the polymer sheet 4A on the skin side and the polymer arrangement region 13B of the polymer sheet 4B on the non-skin side are formed to have substantially the same width, the polymer arrangement regions 13A and 13B are in the thickness direction of the napkin. It will be provided without overlapping.
- the width S1 of the polymer arrangement region 13 is preferably about 5 to 10 mm.
- the width S2 of the polymer non-arranged region 14 is preferably about 7 to 20 mm.
- the width S ⁇ b> 1 of the polymer arrangement region 13 may be set so that all of the plurality of polymer arrangement regions 13 provided in each polymer sheet 4 have a constant size, or may vary depending on the position. For example, in order to increase the amount of the superabsorbent polymer 12 provided in the central portion in the width direction, the width of the polymer arrangement region 13 in this portion can be increased. Further, the width S1 of the polymer arrangement region 13 may be a constant dimension for all the polymer sheets 4, or may be different for each polymer sheet 4.
- the width of the polymer arrangement region 13 of the polymer sheet 4 arranged on the non-skin side can be gradually reduced from the skin side in order to suppress the bulge to the skin side due to the swelling of the superabsorbent polymer 12.
- the wider side of the polymer arrangement region 13 on the skin side is leveled over a wide range in the surface direction when the superabsorbent polymer 12 absorbs water and swells, so that the bulge toward the skin side can be suppressed.
- the number of the polymer arrangement regions 13 provided in each polymer sheet 4 is preferably 2 to 10, more preferably 2 to 5.
- the number of the polymer arrangement regions 13 provided in each polymer sheet 4 is preferably 2 to 10, more preferably 2 to 5.
- regions 13 can be kept to some extent, and manufacture can be made easy.
- a polymer arrangement region 13 in a plan view in a polymer arrangement region 13 of a certain polymer sheet 4 (for example, 4A) and a polymer sheet 4 (for example, 4B) adjacent thereto.
- the polymer arrangement region 13 (for example, 13B) that is adjacent to each other is preferably about 1 to 10 mm.
- FIG. 4A is a sectional view of the laminated polymer sheet 4 before water absorption
- FIG. 4B is a sectional view of the laminated polymer sheet 4 after water absorption
- FIG. 4C is a sectional view of the laminated polymer sheet 4 after further water absorption.
- the polymer placement regions 13A and 13B are provided in positions where the laminated polymer sheets 4A and 4B do not overlap with each other in the thickness direction of the napkin.
- the polymer sheet 4A on the side the polymer sheet 4A is absorbed in contact with the superabsorbent polymer 12 in the polymer arrangement region 13A, and permeates the non-skin side while diffusing the polymer non-arrangement region 14A in the plane direction.
- the polymer sheet 4B it comes into contact with the superabsorbent polymer 12 in the polymer arrangement region 13B and is absorbed.
- the highly water-absorbing polymer 12 swollen by absorbing water flows in a plane direction between the upper layer sheet 10 and the lower layer sheet 11 and spreads in a region surrounded by the compressed grooves 15 (FIG. 4 ( B)).
- the superabsorbent polymer 12 absorbs water and swells, so the gap between the polymer particles is reduced and the liquid permeability of the polymer arrangement region 13 is reduced.
- the body fluid that has passed through the polymer non-arranged region 14A of the polymer sheet 4A on the skin side is between the superabsorbent polymer 12 on the skin side and the superabsorbent polymer 12 on the non-skin side.
- the laminated portion of the upper layer sheet 10 and the lower layer sheet 11 interposed in the sheet is diffused to reach the non-skin side polymer sheet 4B. Therefore, the water absorption / diffusibility of the body fluid does not decrease, and gel blocking hardly occurs.
- FIG. 5 is a plan view showing a modification of the polymer sheet 4 in the present embodiment.
- the polymer arrangement region 13 is partitioned into a plurality of portions in the longitudinal direction of the sanitary napkin 1 as shown in FIG.
- the division pressing part 17 can be formed.
- the partitioning squeezing portion 17 does not completely partition the polymer arrangement region 13 in the longitudinal direction, but has a length smaller than the width of the polymer arrangement region 13 at the center in the width direction of the polymer arrangement region 13 as shown in FIG.
- pressing parts such as a linear form which has thickness, and a dot form. Thereby, it can prevent that the spreading
- the joint strength of the compression part 17 for divisions lower than the joint strength of the pressing groove 15 which joins the upper layer sheet 10 and the lower layer sheet 11.
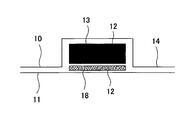
- FIG. 6 is an enlarged cross-sectional view of a polymer arrangement region portion showing another modification of the polymer sheet 4 in the present embodiment.
- the water-absorbing polymer layer 18 that has absorbed about 5% of the maximum water absorption amount of the highly water-absorbing polymer 12 in advance, It can be provided on the non-skin side of the superabsorbent polymer 12.
- the basis weight of the water-absorbing polymer layer 18 is 5 to 100 g / m 2 , preferably about 5 to 10 g / m 2 .
- FIG. 7 is a view showing another modification of the polymer sheet 4 in the present embodiment.
- the polymer arrangement region 13 ′ has a regular lattice shape with an interval in the longitudinal direction and the width direction of the sanitary napkin 1 (see FIG. 7A). ) Or a staggered pattern (FIG. 7B).
- the polymer sheet 4 has a two-layer structure, the polymer arrangement region 13 ′ disposed on the skin-side polymer sheet 4 is indicated by a solid line, and the polymer arrangement region 13 ′ disposed on the non-skin-side polymer sheet 4. Is indicated by a dotted line.
- the polymer sheet 4 on the skin side and the non-skin side is provided with polymer arrangement regions 13 ′ arranged in a regular lattice shape, and four adjacent polymer arrangements of the polymer sheet 4 on the skin side are provided. It arrange
- polymer arrangement regions 13 ′ arranged in a staggered pattern are provided on the skin-side and non-skin-side polymer sheets 4, respectively. It arrange
- region 13 ' is formed in circular shape in the example of illustration, it can be formed in arbitrary shapes, such as a rectangular shape and an ellipse shape.
- the two-layer sheets 10 and 11 are joined by the compressed grooves 15 formed in the portion where the superabsorbent polymer 12 is not arranged.
- the compressed grooves 15 are formed in a lattice shape along the longitudinal direction and the width direction of the sanitary napkin 1, and a polymer arrangement region 13 ′ is provided in a portion surrounded by the compressed grooves 15. Can do.
- the joint strength of the compressed grooves 15 at this time may be all constant, but the joint strength of the compressed grooves 15 a formed along the width direction of the sanitary napkin 1 is formed along the longitudinal direction of the sanitary napkin 1.
- the bonding strength of the compressed groove 15b it is preferable to set it lower than the bonding strength of the compressed groove 15b.
- the bonding strength of the compressed groove 15a lower than the bonding strength of the compressed groove 15b, when the superabsorbent polymer 12 in the polymer arrangement region 13 ′ absorbs water and swells, it is formed along the width direction of the sanitary napkin 1
- the compressed groove 15 a thus peeled off preferentially, and the swollen superabsorbent polymer 12 is likely to flow along the longitudinal direction of the sanitary napkin 1. Along with this, diffusion of body fluid along the longitudinal direction of the sanitary napkin 1 can be promoted.
- the superabsorbent polymer 12 is sprayed on a predetermined region of the lower layer sheet 11, coated with the upper layer sheet 10, and then passed between the embossing rolls to allow the outer periphery of the compressed groove 15 and, if necessary, the outer periphery.
- the seal part 16 is applied.
- FIG. 8 is a cross-sectional view showing another example of the sanitary napkin 1.
- a diffusible sheet 19 made of a hydrophilic nonwoven fabric or crepe paper may be disposed between the polymer sheets 4 and 4 having a multilayer structure. By disposing the diffusive sheet 19, body fluid is easily diffused between the polymer sheets 4 and 4.
- a fiber assembly layer made of pulp or the like may be provided adjacent to the non-skin side of the polymer sheet 4 having a multilayer structure. Thereby, the body fluid which permeate
- Appendix 1 It has a multilayer structure in which a plurality of polymer sheets each having a superabsorbent polymer interposed between two sheets are laminated, and each polymer sheet has a polymer arrangement region in which the superabsorbent polymer is arranged, and the superabsorbent polymer.
- a polymer non-arranged region in which no polymer is arranged is formed, and at least between the polymer sheets adjacent to each other in the stacking direction, the polymer arranged regions are provided at positions that do not overlap in the thickness direction, and the two-layer sheet
- an absorbent article characterized in that it is joined by a compressed groove formed in a portion where the water-absorbing polymer is not disposed.
- the absorbent article is provided with the polymer sheet in which the superabsorbent polymer is interposed between the two sheets as the body fluid absorber, so that the absorbent article can be thinned.
- the polymer sheet has a multilayer structure in which a plurality of the polymer sheets are laminated, if the amount of the highly water-absorbing polymer that can obtain a desired water-absorbing amount as a whole is secured, the amount of the highly water-absorbing polymer per layer is increased. Because the water-absorbing polymer that has absorbed water and swollen has improved the fluidity of the polymer flowing between the two layers of each polymer sheet, gel blocking is difficult to occur because the swollen polymer stays and the polymers are bonded to each other. Become.
- each polymer sheet is formed with a polymer arrangement region in which the superabsorbent polymer is arranged and a polymer non-arrangement region in which the superabsorbent polymer is not arranged, and is adjacent to at least the stacking direction.
- the polymer arrangement regions are provided at positions that do not overlap with each other in the thickness direction, so that the contact between the superabsorbent polymer and the body fluid is improved, and the body fluid is easily absorbed by the superabsorbent polymer.
- the upper layer superabsorbent polymer absorbs water and swells, the permeability of the body fluid is reduced, and the body fluid is arranged in the lower polymer arrangement region through the upper polymer non-arrangement region. Therefore, the amount of water absorbed as a whole can be ensured. Further, even if the water absorption amount of the superabsorbent polymer increases, the superabsorbent polymer of each polymer sheet flows in the plane direction, and the existence area of the superabsorbent polymer overlaps the thickness direction of the absorbent article, each layer Since the sheet material constituting the polymer sheet is interposed between the superabsorbent polymers, body fluid can be diffused through the sheet material, and gel blocking is difficult to occur. Since it is absorbed by the superabsorbent polymer, it does not return to the skin side.
- the body fluid is compared with the case where the two layers are adhered with a hot melt adhesive or the like.
- the amount of water absorption can be increased without inhibiting the diffusibility and permeability of the water.
- region can be set as the structure arrange
- the polymer arrangement region is provided in the form of vertical stripes that extend along the longitudinal direction of the absorbent article and are arranged in parallel at intervals in the width direction.
- the body fluid easily diffuses in the longitudinal direction of the absorbent article, and the side leakage of the body fluid can be prevented.
- the compression part for division which divides the said polymer arrangement
- the compression part for division which divides into multiple with respect to the longitudinal direction of a property article is formed. Since the compression part for division is set to have a bonding strength lower than the bonding strength of the pressing groove for joining the two-layer sheets, the compression part for division is when the superabsorbent polymer absorbs water and swells. It peels preferentially and the fluidity of the superabsorbent polymer can be secured.
- region can be set as the structure arrange
- the polymer arrangement regions are arranged in a regular lattice pattern or a staggered lattice pattern at intervals in the longitudinal direction and the width direction of the absorbent article, in the longitudinal direction and the width direction of the absorbent article.
- the body fluid can penetrate well to the lower layer side through the polymer non-arranged region.
- the compressed grooves for joining the two layers of the polymer sheet have the longitudinal direction and the width direction of the absorbent article, and It is formed in a lattice shape along the width direction.
- the polymer arrangement region is provided in a portion surrounded by the pressing groove.
- the joint strength of the said pressing groove formed along the width direction of an absorbent article is set lower than the joint strength of the said pressing groove formed along the longitudinal direction of an absorbent article.
- the superabsorbent polymer in the polymer arrangement region absorbs water and swells, the compressed groove formed along the width direction of the absorbent article peels preferentially, and the swollen superabsorbent polymer is It flows along the longitudinal direction of the absorbent article. Accordingly, diffusion of body fluid along the longitudinal direction of the absorbent article can be promoted.
- SYMBOLS 1 Sanitary napkin, 2 ... Impervious back sheet, 3 ... Impervious surface sheet, 4 ... Polymer sheet, 7 ... Side nonwoven fabric, 8 ... Filament elastic elastic member, 10 ... Upper layer sheet, 11 ... Lower layer sheet, DESCRIPTION OF SYMBOLS 12 ... Super absorbent polymer, 13 ... Polymer arrangement
Landscapes
- Health & Medical Sciences (AREA)
- Epidemiology (AREA)
- Engineering & Computer Science (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Absorbent Articles And Supports Therefor (AREA)
Abstract
生理用ナプキン(1)は、2層のシート(10)及び(11)間に高吸水性ポリマー(12)が介在されたポリマーシート(4)が複数積層された多層構造を有する。各ポリマーシート(4)には、高吸水性ポリマー(12)が配置されたポリマー配置領域(13)と、高吸水性ポリマー(12)が配置されないポリマー無配置領域(14)とが形成され、少なくとも積層方向に隣接するポリマーシート(4)間において、ポリマー配置領域(13)同士が厚み方向に重ならない位置に設けられるとともに、前記2層のシート(10)及び(11)が高吸水性ポリマー(12)が配置されない部分に設けられた圧搾溝(15)によって接合されている。
Description
本発明は、生理用ナプキン、パンティライナー、失禁パッド等の吸収性物品に関し、詳しくは2層のシート間に高吸水性ポリマーが配置されたポリマーシートを備えた吸収性物品に関する。
従来より、吸収性物品として、ポリエチレンシートまたはポリエチレンシートラミネート不織布等の不透液性裏面シートと、不織布または透液性プラスチックシート等の透液性表面シートとの間に、体液を吸収・保持する機能を備えた吸収体を介在したものが知られている。
このような吸収性物品には、取扱いの便宜や装着感等を考慮して薄型化が求められている。そのため、構成体の1つである吸収体にも薄型化が求められている。しかし、薄型化やコンパクト化をしても吸水量を落とすことはできないため、高吸水性ポリマーの配合比率を上げる必要がある。そこで、近年では、2層のシート間に高吸水性ポリマーを介在させた、パルプ等の繊維状吸収材を有さないポリマーシートを備えた吸収性物品が提案されている。
ところが、ポリマーシートは、吸水時に膨潤したポリマー粒子間の空隙が極端に低下する、所謂「ゲルブロッキング」が発生しやすく、所要の吸水力を発現できなくなる問題が指摘されている。また、これに伴って、ポリマー粒子間の結合によって経血や尿の浸透が阻害され、浸透を阻害された経血や尿が再び逆戻りして肌側に流出する現象も問題となっている。
これらの問題を解決する技術として、例えば特許文献1には、第1シートと第2シートとの間に、吸水性シートの長手方向に延び且つ吸水性シートの幅方向に所定間隔を置いて並列に配された、吸水性樹脂粉末の存在域が複数形成された吸収性物品が開示されている。この吸収性物品では、隣接する前記存在域の間、及び前記吸水性シートの幅方向両端部は、前記吸水性樹脂粉末の存在しない非存在域となっており、該非存在域において前記第1シートと第2シートとが接合されており、前記非存在域の一部がシート剥離領域となっており、該シート剥離領域は、前記第1シートと第2シートとが吸水性樹脂粉末の吸液・膨潤によって剥がれるようになされている。
また、特許文献2には、吸水性樹脂及び接着剤を含有してなる吸収層が親水性不織布により挟持された構造を有する吸水シートが開示されている。この吸水シートは、通気性を有する基材の2層以上が接着剤により接着され積層されてなる基材層により、吸収層が1次吸収層と2次吸収層とに分画されてなる構造を有する。
特許文献1記載の吸収性物品では、吸水性シートの長手方向に延びる、吸水性樹脂粉末の存在域と非存在域とが、吸水性シートの幅方向に交互に配されている。そのため、排泄領域で吸収された経血や尿は、非存在域を通って吸水性シートの面方向に拡散されつつ、吸水性樹脂粉末に吸収されることにより、吸水性樹脂粉末が多量に含まれていても吸収阻害やゲルブロッキングを起こし難いとされている。しかし、吸水性シートが1層なため、この層の吸水性樹脂粉末が吸水して膨潤することによりポリマー粒子間の空隙が低下すると、その後の通水性が低下し、ゲルブロッキングを生じやすかった。また、吸水性シートが1層なため、吸水量を確保するために、隣り合う吸水性樹脂粉末の存在域同士の離間幅(非存在域の幅)を狭くせざるを得ず、吸水性樹脂粉末が吸水して膨潤し吸水性樹脂粉末の非存在域の一部が剥離したとき、隣接する存在域の吸水性樹脂同士が結合してゲルブロッキングを起こしやすい構造となっていた。
また、特許文献2記載の吸水シートでは、基材層によって吸収層が1次吸収層(上層)と2次吸収層(下層)とに隔てられ、前記基材層において体液が滞留するとともに適度に拡散・浸透することによってゲルブロッキングが回避できるとされている。しかし、上下層の吸水性樹脂が厚み方向に重なる位置に設けられているため、上層の吸水性樹脂が吸水して膨潤することによりゲルブロッキングを生じた場合、下層に体液が浸透しなくなる問題が生じ得る。
そこで本発明の主たる課題は、薄型化を図りながらも、吸水量を確保しつつ、ゲルブロッキングを防止した吸収性物品を提供することにある。
一つの形態によれば、2層のシート間に高吸水性ポリマーが介在されたポリマーシートが複数積層された多層構造を有し、各ポリマーシートに、前記高吸水性ポリマーが配置されたポリマー配置領域と、前記高吸水性ポリマーが配置されないポリマー無配置領域とが形成され、少なくとも積層方向に隣接する前記ポリマーシート間において、前記ポリマー配置領域同士が厚み方向に重ならない位置に設けられるとともに、前記2層のシートが前記高吸水性ポリマーが配置されない部分に形成された圧搾溝によって接合されていることを特徴とする吸収性物品が提供される。
以上詳説のとおり本発明によれば、薄型化を図りながらも、吸水量を確保しつつ、ゲルブロッキングが防止できるようになる。
以下、本発明の実施の形態について図面を参照しながら詳述する。以下では、吸収性物品として生理用ナプキンを用いた例を説明する。
(生理用ナプキン1の基本構成)
図1は、本実施形態における生理用ナプキン1の一例を示す一部破断展開図である。図2は、図1のII-II線矢視図である。なお、図1及び図2において、生理用ナプキン1の前側を(F)、後側を(R)、長手方向をL、幅方向をW、肌側を(S)、非肌側を(NS)と示す。
図1は、本実施形態における生理用ナプキン1の一例を示す一部破断展開図である。図2は、図1のII-II線矢視図である。なお、図1及び図2において、生理用ナプキン1の前側を(F)、後側を(R)、長手方向をL、幅方向をW、肌側を(S)、非肌側を(NS)と示す。
図1及び図2に示されるように、本実施形態における生理用ナプキン1は、ポリエチレンシート、ポリプロピレンシート等からなる不透液性裏面シート2と、経血や尿を速やかに透過させる透液性表面シート3と、これら両シート2及び3間に介在されたポリマーシート4と、表面両側部にそれぞれ長手方向に沿って配設されたサイド不織布7,7とから構成されている。ポリマーシート4は、2層のシート(上層シート10及び下層シート11)と、これらの間に介在された高吸水性ポリマー12とを含む。また、ポリマーシート4の周囲において、そのナプキン長手方向の前後端縁部では、不透液性裏面シート2及び透液性表面シート3の外縁部がホットメルト等の接着剤やヒートシール等の接着手段によって接合されている。また、その両側縁部ではポリマーシート4の側縁よりも側方に延出している不透液性裏面シート2とサイド不織布7とがホットメルト等の接着剤やヒートシール等の接着手段によって接合され、外周にポリマーシート4の存在しない外周フラップ部が形成されている。
以下、さらに生理用ナプキン1の構造について詳述する。
不透液性裏面シート2は、ポリエチレンやポリプロピレン等のオレフィン系樹脂シート等の少なくとも遮水性を有するシート材が用いられるが、この他にポリエチレンシート等に不織布を積層したラミネート不織布や、さらには防水フィルムを介在して実質的に不透液性を確保した上で不織布シート(この場合には防水フィルムと不織布とで不透液性裏面シートを構成する。)等を用いることができる。近年はムレ防止の観点から透湿性を有するものが用いられる傾向にある。この遮水・透湿性シート材は、ポリエチレンやポリプロピレン等のオレフィン系樹脂中に無機充填剤を溶融混練してシートを成形した後、一軸または二軸方向に延伸することにより得られる微多孔性シートである。
透液性表面シート3は、有孔または無孔の不織布や多孔性プラスチックシート等が好適に用いられる。不織布を構成する素材繊維としては、たとえばポリエチレンまたはポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維の他、レーヨンやキュプラ等の再生繊維、綿等の天然繊維とすることができ、スパンレース法、スパンボンド法、サーマルボンド法、メルトブローン法、ニードルパンチ法等の適宜の加工法によって得られた不織布を用いることができる。これらの加工法の内、スパンレース法は柔軟性、スパンボンド法はドレープ性に富む点で優れ、サーマルボンド法及びエアスルー法は嵩高で圧縮復元性が高い点で優れている。不織布の繊維は、長繊維または短繊維のいずれでもよいが、好ましくはタオル地の風合いを出すため短繊維を使用するのがよい。また、エンボス処理を容易とするために、比較的低融点のポリエチレンまたはポリプロピレン等のオレフィン系繊維のものを用いるのがよい。また、融点の高い繊維を芯とし融点の低い繊維を鞘とした芯鞘型繊維やサイド-バイ-サイド型繊維、分割型繊維等の複合繊維を好適に用いることもできる。
不透液性裏面シート2と透液性表面シート3との間に介在されるポリマーシート4は、肌側(S)に配置された上層シート10と非肌側(NS)に配置された下層シート11との間に高吸水性ポリマー12が配置された構造を有している。ポリマーシート4の上層シート10と下層シート11との間には高吸水性ポリマー12のみが介在され、パルプ等の繊維状吸収材が介在していない。このため、ポリマーシート4の厚みが薄くなり、生理用ナプキン1の薄型化を図ることが可能となる。このポリマーシート4については、後に詳細に説明する。
本実施形態における生理用ナプキン1の表面側の両側部にはそれぞれ、長手方向に沿ってかつ生理用ナプキン1のほぼ全長に亘ってサイド不織布7,7が設けられ、このサイド不織布7,7の一部が側方に延在されるとともに、同じく側方に延在された不透液性裏面シート2の一部とによってウイング状フラップW、Wが形成されている。
サイド不織布7としては、重要視する機能の点から撥水処理不織布または親水処理不織布を使用することができる。たとえば、経血や尿が浸透するのを防止する、あるいは肌触り感を高める等の機能を重視するならば、シリコン系、パラフィン系、アルキルクロミッククロリド系撥水剤等をコーティングした撥水処理不織布を用いることが望ましい。また、前記ウイング状フラップW、Wにおける経血や尿の吸収性を重視するならば、合成繊維の製造過程で親水基を持つ化合物、例えばポリエチレングリコールの酸化生成物等を共存させて重合させる方法や、塩化第2スズのような金属塩で処理し、表面を部分溶解し多孔性とし金属の水酸化物を沈着させる方法等により合成繊維を膨潤または多孔性とし、毛細管現象を応用して親水性を与えた親水処理不織布を用いるようにすることが望ましい。
サイド不織布7の内方側は、図2に示されるように、サイド不織布7をほぼ二重に折り返すとともに、この二重シート内部に、その高さ方向中間部に両端または長手方向の適宜の位置が固定された1または複数の、図示例では2本の糸状弾性伸縮部材8,8が配設され、その収縮力によって前記二重シート部分を肌側に起立させた立体ギャザーBS、BSが形成されている。
(ポリマーシート4)
以下、ポリマーシート4について詳細に説明する。ポリマーシート4を構成する上層シート10及び下層シート11としては、有孔または無孔の不織布や多孔性プラスチックシートが用いられる。不織布を構成する素材繊維としては、透液性表面シート3と同様に、たとえばポリエチレンまたはポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維の他、レーヨンやキュプラ等の再生繊維、綿等の天然繊維とすることができる。前記不織布の加工法は問わないが、高吸水性ポリマー12の脱落を防止するため、エアスルー法、スパンボンド法、メルトブローン法、ニードルパンチ法等、得られた製品の繊維密度が大きくなる加工法とするのが好ましい。多孔性プラスチックシートの開孔径は、高吸水性ポリマー12の脱落を防止するため、高吸水性ポリマー12の外形より小さくするのが好ましい。
以下、ポリマーシート4について詳細に説明する。ポリマーシート4を構成する上層シート10及び下層シート11としては、有孔または無孔の不織布や多孔性プラスチックシートが用いられる。不織布を構成する素材繊維としては、透液性表面シート3と同様に、たとえばポリエチレンまたはポリプロピレン等のオレフィン系、ポリエステル系、ポリアミド系等の合成繊維の他、レーヨンやキュプラ等の再生繊維、綿等の天然繊維とすることができる。前記不織布の加工法は問わないが、高吸水性ポリマー12の脱落を防止するため、エアスルー法、スパンボンド法、メルトブローン法、ニードルパンチ法等、得られた製品の繊維密度が大きくなる加工法とするのが好ましい。多孔性プラスチックシートの開孔径は、高吸水性ポリマー12の脱落を防止するため、高吸水性ポリマー12の外形より小さくするのが好ましい。
高吸水性ポリマー12としては、たとえばポリアクリル酸塩架橋物、自己架橋したポリアクリル酸塩、アクリル酸エステル-酢酸ビニル共重合体架橋物のケン化物、イソブチレン・無水マレイン酸共重合体架橋物、ポリスルホン酸塩架橋物や、ポリエチレンオキシド、ポリアクリルアミド等の水膨潤性ポリマーを部分架橋したもの等が挙げられる。これらの内、吸水量、吸水速度に優れるアクリル酸またはアクリル酸塩系のものが好適である。前記吸水性能を有する高吸水性ポリマーは製造プロセスにおいて、架橋密度および架橋密度勾配を調整することにより吸水力と吸水速度の調整が可能である。
本実施形態における生理用ナプキン1では、ポリマーシート4が生理用ナプキン1の厚み方向に複数積層された多層構造を有している。図2に示される例では、肌側に配置されたポリマーシート4Aと非肌側に配置されたポリマーシート4Bとからなる2層構造を有しているが、3層以上の多層構造としてもよい。ポリマーシート4を積層する数としては、あまり多くし過ぎると薄型化が図れないとともに、製造に手間がかかるため、2層~7層が好ましく、2層~4層がより好ましい。積層されたポリマーシート4同士は、高吸水性ポリマー12が介在する部分でホットメルト接着剤等によって接合するのは好ましくなく、積層した状態のままとするか、高吸水性ポリマー12が介在しない部分、例えばポリマーシート4の周縁部等で接合するのが好ましい。これにより、接着剤層によって体液の拡散性・透過性が低下するのが防止できる。
図3は、ポリマーシート4の一例を示す一部破断分解斜視図である。
各ポリマーシート4(4A及び4B)は、上層シート10と下層シート11との間に高吸水性ポリマー12が介在された構造を成している。これによって、各層の高吸水性ポリマー12とこれに隣接する層の高吸水性ポリマー12との間は、各ポリマーシート4のシート10及び11によって隔てられ、各層の高吸水性ポリマー12が互いに接触しないように配置されている。つまり、図3に示されるように、肌側のポリマーシート4Aに配置された高吸水性ポリマー12と、非肌側のポリマーシート4Bに配置された高吸水性ポリマー12との間は、肌側のポリマーシート4Aの下層シート11及び非肌側のポリマーシート4Bの上層シート10によって隔てられるようになる。
上述の構成からなる本実施形態における生理用ナプキン1では、ポリマーシート4が多層構造を成しているため、全体として所要の吸水量に見合ったポリマー量が確保されていれば、1層当たりのポリマー量は全体のポリマー量を層の数で分割した量となるので、1層当たりのポリマー量を少なくすることができるようになる。従って、高吸水性ポリマー12が吸水して膨潤したときに、高吸水性ポリマー12が各層の2層のシート10及び11間を平面方向に流動しやすくなり、膨潤した高吸水性ポリマー12が滞留して高吸水性ポリマー12同士が結合するゲルブロッキングが起こりにくくなる。
各層のポリマーシート4は、ほぼ同じ外形状で形成するのが好ましく、積層した状態で各層のポリマーシート4の外形線がほぼ一致するように配置するのが好ましい。図1及び図3に示される例では、ポリマーシート4の平面形状は、生理用ナプキン1の長手方向に長い長方形に形成されているが、楕円形や長円形、小判形、砂時計形等生理用ナプキンに用いられる吸収体として公知の外形状で形成することが可能である。
本実施形態における生理用ナプキン1では、各ポリマーシート4に、高吸水性ポリマー12が配置されたポリマー配置領域13と、高吸水性ポリマー12が配置されないポリマー無配置領域14とが形成されている。ポリマー配置領域13は、2層のシート10及び11間に高吸水性ポリマー12が所定の目付以上で介在する領域である。ポリマー無配置領域14は、ポリマー配置領域13に隣接するポリマー配置領域13以外の領域であり、2層のシート10及び11間に高吸水性ポリマー12が全く介在しないか、ポリマー配置領域13に高吸水性ポリマー12を散布する際にこぼれ落ちる等して若干高吸水性ポリマー12が存在するが、その量がポリマー配置領域13と比較して極端に少ない領域である。ポリマー配置領域13は、上層シート10及び下層シート11の外縁まで達しない上層シート10及び下層シート11の中間領域に配置されている。
また、本実施形態における生理用ナプキン1では、後述する図4(A)に示される吸水前の状態で、積層方向に隣接する少なくとも2層のポリマーシート4,4(4A及び4B)間において、各ポリマーシート4に設けられるポリマー配置領域13,13(13A、13B)同士が生理用ナプキン1の厚み方向に重ならない位置に設けられている。すなわち、肌側のポリマーシート4Aに設けられたポリマー配置領域13Aの全ては、非肌側のポリマーシート4Bに設けられたポリマー配置領域13Bとナプキンの厚み方向に重ならない位置であって、ポリマー無配置領域14Bと重なる位置に設けられる。非肌側のポリマー配置領域13Bの全ては、肌側のポリマーシート4Aに設けられたポリマー配置領域13Aとナプキンの厚み方向に重ならない位置であって、ポリマー無配置領域14Aと重なる位置に設けられている。なお、各層のポリマー無配置領域14は、一部が積層方向に隣接するポリマーシート4のポリマー配置領域13とナプキンの厚み方向に重なるとともに、残りの一部が積層方向に隣接するポリマーシート4のポリマー無配置領域14と重なるように設けるのが好ましい。
ポリマーシート4が3層以上積層された多層構造を有する場合、ポリマー配置領域13,13同士をナプキンの厚み方向に重ならせないようにするのは、積層方向に隣接する2層のポリマーシート4,4の間のみで成されるようにしてもよいし、3層以上のポリマーシート4,4…の間で成されるようにしてもよい。例えば、3つのポリマーシート4が積層された3層構造からなる場合、肌側から第1層目と第2層目、第2層目と第3層目のポリマー配置領域13,13同士がそれぞれナプキンの厚み方向に重ならないように設けられていれば、第1層目と第3層目のポリマー配置領域13,13同士がナプキンの厚み方向に重なる位置に設けられていてもよいし、重ならない位置に設けられていてもよい。前者の場合、第1層目と第3層目のポリマーシート4のポリマー配置領域13を同一のパターンで形成することができる利点がある。
ポリマー配置領域13に配置される高吸水性ポリマー12の目付は、10~300g/m2、好ましくは30~100g/m2とするのがよい。高吸水性ポリマー12の目付は、各ポリマーシート4に設けられる複数のポリマー配置領域13で一定としてもよいし、部位によって異なるようにしてもよい。また、高吸水性ポリマー12の目付は、複数積層されたポリマーシート4で一定としてもよいし、各層で異なるようにしてもよい。例えば、肌側層より非肌側層のポリマーシート4を漸次高い目付とすることにより、高吸水性ポリマー12が吸水して膨潤した際に、肌側への隆起を低く抑えるようにしてもよい。
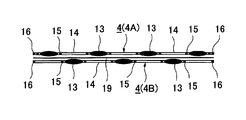
図3に示されるように、各ポリマーシート4において、上層シート10と下層シート11とが、高吸水性ポリマー12が配置されない部分に形成された圧搾溝15によって接合されるとともに、上層シート10及び下層シート11の周縁部に設けられた外周シール部16によって接合されている。また、高吸水性ポリマー12は、少なくとも圧搾溝15で区画された部分に配置するのが好ましい。これによって、高吸水性ポリマー12を上層シート10と下層シート11との間に配置する際に、接着剤等によって基材シートに対する固定やポリマー同士の固定を図らなくても圧搾溝15で区画された領域内に高吸水性ポリマー12が定着できるようになる。従って、接着剤等で固定した場合に生じる体液の浸透性や拡散性の低下が防止できるようになるとともに、高吸水性ポリマー12が吸水して膨潤した際のポリマーの流動性が確保でき、ゲルブロッキングが生じにくくなる。
圧搾溝15は、上層シート10及び下層シート11を一体的に圧搾して熱又は超音波によって融着させたシール部である。上層シート10と下層シート11とを接合するためのエンボス付与は、上層シート10側から行っても良いし、下層シート11側から行っても良いが、圧搾溝内に流れ込んだ体液の拡散性を付与するため、上層シート10側から行うのが好ましい。圧搾溝15は、ポリマー配置領域13の近傍に連続的又は間欠的に設けることが可能である。図3に示される例では、生理用ナプキン1の長手方向に沿って帯状に設けられたポリマー配置領域13の両側にそれぞれ、生理用ナプキン1の長手方向に沿って連続的な線状の圧搾溝15が形成され、この線状の圧搾溝15の前後端部がそれぞれ外周シール部16に接続している。これによって、高吸収性ポリマー12は、生理用ナプキン1の長手方向の両側がそれぞれ圧搾溝15によって区画されるとともに、生理用ナプキン1の長手方向の両端がそれぞれ外周シール部16によって区画された領域内に封入されている。
圧搾溝15は、図3に示されるように、連続する圧搾溝が形成された連続線としてもよいし、圧搾部と非圧搾部とが交互に複数形成された間欠線としてもよい。間欠線とした場合の非圧搾部の長さ(隣り合う圧搾部同士の離間長さ)は、この非圧搾部を通って高吸水性ポリマー12が移動するのを防止するため、0.5~5mm程度とするのが好ましい。
外周シール部16は、上層シート10及び下層シート11を、ホットメルト等の接着剤による接着またはヒートシールや超音波シール等による溶着、あるいはこれらの組み合わせによって接合したシール部である。外周シール部16は、上層シート10及び下層シート11の外縁より若干内側を周方向に沿って連続的又は間欠的に設けられた線状のシール部である。
上層シート10及び下層シート11は、圧搾溝15及び外周シール部16以外で接合されず、ポリマー無配置領域14において上層シート10と下層シート11とが積層されただけの状態とするのが好ましい。これにより、ポリマー無配置領域14での体液の拡散性及び透過性がホットメルト接着剤等によって低下するのが防止できるようになる。
圧搾溝15と外周シール部16とは、図3に示されるように、接続するように設けてもよいし、図示しないが、離間するように設けてもよい。離間する場合の離間距離は、この離間部を通って高吸水性ポリマー12が移動するのを防止するため、0.5~8mm程度とするのが好ましい。
圧搾溝15の接合強度は、高吸水性ポリマー12が吸水して膨潤したときに上層シート10と下層シート11とが離間する方向に作用する力によって、全部又は一部が剥離可能な程度とするのが好ましい。また、外周シール部16の接合強度は、高吸水性ポリマー12が吸水して膨潤したときに上層シート10と下層シート11とが離間する方向に作用する力によって剥離しない強度とするのが好ましい。つまり、圧搾溝15の接合強度は、外周シール部16の接合強度より低く設定するのが好ましい。これにより、高吸水性ポリマー12が吸水して膨潤したときに、この膨潤した高吸水性ポリマー12が圧搾溝15より外側の領域に流動することが可能となり、膨潤した高吸水性ポリマー12同士が結合するゲルブロッキングが防止できるようになる。
圧搾溝15の接合強度は、0.2~2N/25mm程度が好ましい。前記接合強度の測定は、25mmの幅に切り取った前記接合部によって接合されたシート材を300mm/minの速度で引っ張る引張試験を行ったときの引張強度から得ることができる。
ポリマー配置領域13は、図3に示されるように、生理用ナプキン1の長手方向に沿って延びるとともに幅方向に間隔をあけて並列配置するのが好ましい。このように長手方向に延びる縦縞状のパターンで配置することにより、ポリマー配置領域13に沿った体液の拡散が、生理用ナプキン1の長手方向に生じやすくなり、体液の横漏れが防止できるようになる。また、圧搾溝15が、生理用ナプキン1の長手方向に延びるように形成されるため、この圧搾溝15に沿った体液の流れが生理用ナプキン1の長手方向に生じやすくなる。
図3に示されるように、ナプキンの長手方向に延びる帯状パターンで形成されたポリマー配置領域13の幅S1は、ポリマー無配置領域14の幅S2(隣り合うポリマー配置領域13,13の離間幅)より小さな幅で形成するのが好ましい。これにより、肌側のポリマーシート4Aのポリマー配置領域13Aと、非肌側のポリマーシート4Bのポリマー配置領域13Bとをほぼ等幅に形成したとき、ポリマー配置領域13A及び13B同士がナプキンの厚み方向に重ならずに設けられるようになる。
ポリマー配置領域13の幅S1は、5~10mm程度とするのが好ましい。また、ポリマー無配置領域14の幅S2は、7~20mm程度とするのが好ましい。ポリマー配置領域13の幅S1は、各ポリマーシート4に設けられる複数のポリマー配置領域13の全部が一定の寸法としてもよいし、位置によって異なるようにしてもよい。例えば、幅方向中央部に設けられる高吸水性ポリマー12の量を多くするため、この部分のポリマー配置領域13の幅を広くすることができる。また、ポリマー配置領域13の幅S1は、全てのポリマーシート4で一定の寸法としてもよいし、ポリマーシート4毎に異なるようにしてもよい。例えば、高吸水性ポリマー12の膨潤による肌側への隆起を低く抑えるため、肌側より非肌側に配置されるポリマーシート4のポリマー配置領域13の幅を漸次狭くすることができる。肌側のポリマー配置領域13の幅が広い方が、高吸水性ポリマー12が吸水して膨潤したときに面方向の広い範囲に均されるので、肌側への隆起が抑えられるようになる。
また、各ポリマーシート4に設けられるポリマー配置領域13の数は、2本~10本とするのが好ましく、2本~5本とするのがより好ましい。2本以上とすることにより、ポリマー配置領域13の1箇所当たりに配置される高吸水性ポリマー12の量を分散させることができ、吸水して膨潤した高吸水性ポリマー12の流動性を保つことができる。また、10本以下とすることにより、ポリマー配置領域13同士の間隔をある程度保つことができ、製造を容易とすることができる。
ポリマーシート4を複数積層した状態で、ある層のポリマーシート4(例えば4A)のポリマー配置領域13と、これに隣接するポリマーシート4(例えば4B)において、平面視でポリマー配置領域13(例えば13A)と隣り合う関係にあるポリマー配置領域13(例えば13B)との離間幅は、1~10mm程度とするのが好ましい。この離間幅を1mm以上とすることにより、高吸水性ポリマー12の偏りがあってもポリマー配置領域13,13同士がナプキンの厚み方向に重なることを防ぐことができる。また、離間幅を10mm以下とすることにより、高吸水性ポリマー12と体液との接触機会を充分保つことができ、体液が高吸水性ポリマー12に吸収されるようにすることができる。
以上の構成からなるポリマーシート4による体液の吸収要領について、図4に基づいて説明する。図4(A)は吸水前の積層したポリマーシート4の断面図、(B)は吸水後の積層したポリマーシート4の断面図、(C)は更に吸水した後の積層したポリマーシート4の断面図である。
図4(A)に示されるように、積層されたポリマーシート4A及び4Bでポリマー配置領域13A及び13B同士がナプキンの厚み方向に重ならない位置に設けられているため、排出された体液は、肌側のポリマーシート4Aにおいて、ポリマー配置領域13Aの高吸水性ポリマー12と接触して吸収されるとともに、ポリマー無配置領域14Aを平面方向に拡散しつつ非肌側に透過して、非肌側のポリマーシート4Bにおいて、ポリマー配置領域13Bの高吸水性ポリマー12と接触して吸収されるようになる。
また、吸水して膨潤した高吸水性ポリマー12は、上層シート10と下層シート11との間を平面方向に流動して、圧搾溝15で囲まれた領域内に広がるようになる(図4(B))。この状態では、図4(B)に示されるように、高吸水性ポリマー12が吸水して膨潤しているためポリマー粒子間の空隙が小さくなってポリマー配置領域13の透液性が低下するが、図中の矢印で示されるように、肌側のポリマーシート4Aのポリマー無配置領域14Aを通過した体液が、肌側の高吸水性ポリマー12と非肌側の高吸水性ポリマー12との間に介在する上層シート10及び下層シート11の積層部分を拡散して、非肌側のポリマーシート4Bに達するようになる。従って、体液の吸水性・拡散性が低下することがなく、ゲルブロッキングが起こりにくくなる。
更に吸水が進むと、図4(C)に示されるように、膨潤した高吸水性ポリマー12の圧力によって圧搾溝15が外れ、高吸水性ポリマー12が各ポリマーシート4の2層のシート10及び11間を平面方向に更に流動してポリマー無配置領域14の大半が高吸水性ポリマー12で埋め尽くされるようになる。この状態においても、各ポリマーシート4の下層シート11と上層シート10との積層部分を通じて体液が拡散するため、体液の吸水性・拡散性が低下することがなく、ゲルブロッキングが起こりにくくなる。
図5は、本実施形態におけるポリマーシート4の変形例を示す平面図である。
前述のように、生理用ナプキン1の長手方向に延びる帯状のポリマー配置領域13を形成した場合、図5に示されるように、ポリマー配置領域13を生理用ナプキン1の長手方向に複数に区画する区画用圧搾部17を形成することができる。区画用圧搾部17を設けることにより、製品搬送時や装着時に高吸水性ポリマー12が移動して偏るのが防止できるようになる。区画用圧搾部17は、ポリマー配置領域13を長手方向に完全に仕切るのではなく、図5に示されるように、ポリマー配置領域13の幅方向中央部に、ポリマー配置領域13の幅より小さな長さを有する線状やドット状等の圧搾部によって形成するのが好ましい。これにより、ポリマー配置領域13に沿った体液の拡散が区画用圧搾部17によって抑制されるのが防止できる。
また、区画用圧搾部17の接合強度は、上層シート10及び下層シート11を接合する圧搾溝15の接合強度より低く設定するのが好ましい。これにより、高吸水性ポリマー12が吸水して膨潤したときに区画用圧搾部17が優先的に剥離するようになり、区画用圧搾部17によって高吸水性ポリマー12の流動性が阻害されるのが防止できる。
図6は、本実施形態におけるポリマーシート4の他の変形例を示す、ポリマー配置領域部分の拡大断面図である。
高吸水性ポリマー12の偏りを防止する他の手段として、図6に示されるように、予め高吸水性ポリマー12の最大吸水量の約5%程度を吸水させておいた吸水ポリマー層18を、高吸水性ポリマー12の非肌側に設けることができる。吸水ポリマー層18を設けることにより、吸水前に高吸水性ポリマー12が移動するのが防止でき、高吸水性ポリマー12の偏りが生じにくくなる。吸水ポリマー層18の目付としては、5~100g/m2、好ましくは5~10g/m2程度とするのがよい。
図7は、本実施形態におけるポリマーシート4の他の変形例を示す図である。
ポリマー配置領域13の他のパターンとしては、図7に示されるように、ポリマー配置領域13’が生理用ナプキン1の長手方向及び幅方向に間隔をあけて正格子状(同図7(A))又は千鳥格子状(同図7(B))に配置されるようにしてもよい。
図7では、ポリマーシート4が2層構造からなり、肌側のポリマーシート4に配置されるポリマー配置領域13’を実線で示し、非肌側のポリマーシート4に配置されるポリマー配置領域13’を点線で示している。
図7(A)では、肌側及び非肌側のポリマーシート4にそれぞれ、正格子状に配置されたポリマー配置領域13’が設けられ、前記肌側のポリマーシート4の隣り合う4つのポリマー配置領域13’の中央に、前記非肌側のポリマーシート4のポリマー配置領域13’が位置するように配されている。
一方、図7(B)では、肌側及び非肌側のポリマーシート4にそれぞれ、千鳥格子状に配置されたポリマー配置領域13’が設けられ、前記肌側のポリマーシート4の隣り合う4つのポリマー配置領域13’の中央に、前記非肌側のポリマーシート4のポリマー配置領域13’が位置するように配されている。なお、ポリマー配置領域13’は、図示例では円形状に形成してあるが、矩形状や楕円形状等任意の形状で形成することが可能である。
ポリマー配置領域13’を正格子状又は千鳥格子状に配置することにより、生理用ナプキン1の長手方向及び幅方向に対して、ポリマー無配置領域14を通って下層側へ体液が良好に浸透できるようになる。
ポリマー配置領域13’を格子状に配置した形態においても、前記2層のシート10及び11が高吸水性ポリマー12が配置されない部分に形成された圧搾溝15によって接合されている。本形態例では、圧搾溝15が生理用ナプキン1の長手方向及び幅方向に沿う格子状に形成されるとともに、圧搾溝15で囲まれた部分にポリマー配置領域13’が設けられるようにすることができる。このときの圧搾溝15の接合強度は、全て一定としてもよいが、生理用ナプキン1の幅方向に沿って形成された圧搾溝15aの接合強度が生理用ナプキン1の長手方向に沿って形成された圧搾溝15bの接合強度より低く設定されるようにするのが好ましい。圧搾溝15aの接合強度を圧搾溝15bの接合強度より低くすることによって、ポリマー配置領域13’の高吸水性ポリマー12が吸水して膨潤したときに、生理用ナプキン1の幅方向に沿って形成された圧搾溝15aが優先的に剥離し、膨潤した高吸水性ポリマー12が生理用ナプキン1の長手方向に沿って流動しやすくなる。これに伴って、生理用ナプキン1の長手方向に沿った体液の拡散が促進できるようになる。
ポリマーシート4を製造するには、下層シート11の所定領域に高吸水性ポリマー12を散布し、上層シート10で被覆した後、エンボスロール間を通過させることにより圧搾溝15及び必要に応じて外周シール部16を施す。
(他の形態例)
図8は、生理用ナプキン1の他の例を示す断面図である。
図8は、生理用ナプキン1の他の例を示す断面図である。
(1)多層構造からなるポリマーシート4,4間に、図8に示されるように、親水性の不織布やクレープ紙等からなる拡散性シート19を配置してもよい。前記拡散性シート19を配置することにより、ポリマーシート4,4間を体液が拡散しやすくなる。
(2)図示しないが、多層構造からなるポリマーシート4の非肌側に隣接して、パルプ等からなる繊維集合層を設けてもよい。これにより、ポリマーシート4を非肌側に透過した体液を前記繊維集合層によって吸収することができるようになる。
以上、本発明の好ましい実施形態及び実施例について詳述したが、本発明は上記した特定の実施形態及び実施例に限定されるものではなく、特許請求の範囲に記載された本発明の要旨の範囲内において、種々の変形・変更が可能なものである。
以下、本発明の好ましい態様を付記する。
(付記1)
2層のシート間に高吸水性ポリマーが介在されたポリマーシートが複数積層された多層構造を有し、各ポリマーシートに、前記高吸水性ポリマーが配置されたポリマー配置領域と、前記高吸水性ポリマーが配置されないポリマー無配置領域とが形成され、少なくとも積層方向に隣接する前記ポリマーシート間において、前記ポリマー配置領域同士が厚み方向に重ならない位置に設けられるとともに、前記2層のシートが前記高吸水性ポリマーが配置されない部分に形成された圧搾溝によって接合されていることを特徴とする吸収性物品が提供される。
2層のシート間に高吸水性ポリマーが介在されたポリマーシートが複数積層された多層構造を有し、各ポリマーシートに、前記高吸水性ポリマーが配置されたポリマー配置領域と、前記高吸水性ポリマーが配置されないポリマー無配置領域とが形成され、少なくとも積層方向に隣接する前記ポリマーシート間において、前記ポリマー配置領域同士が厚み方向に重ならない位置に設けられるとともに、前記2層のシートが前記高吸水性ポリマーが配置されない部分に形成された圧搾溝によって接合されていることを特徴とする吸収性物品が提供される。
この構成によれば、体液吸収体として2層のシート間に高吸水性ポリマーが介在されたポリマーシートを備えているため、吸収性物品の薄型化が図れるようになる。また、前記ポリマーシートが複数積層された多層構造を有しているため、全体として所望の吸水量が得られる高吸水性ポリマー量が確保されていれば、1層当たりの高吸水性ポリマー量を少なくできるため、吸水して膨潤した高吸水性ポリマーが各ポリマーシートの2層のシート間を流れるポリマーの流動性が良くなり、膨潤したポリマーが滞留してポリマー同士が結合するゲルブロッキングが起こりにくくなる。
また、この構成によれば、各ポリマーシートに、前記高吸水性ポリマーが配置されたポリマー配置領域と、前記高吸水性ポリマーが配置されないポリマー無配置領域とが形成され、少なくとも積層方向に隣接する前記ポリマーシート間において、前記ポリマー配置領域同士が厚み方向に重ならない位置に設けられているため、高吸水性ポリマーと体液との接触が良好になり、体液が高吸水性ポリマーに吸収されやすくなる。また、上層の高吸水性ポリマーが吸水して膨潤することにより体液の透過性が低下した場合でも、上層のポリマー無配置領域を通って体液が下層のポリマー配置領域に配置された高吸水性ポリマーに吸水されるため、全体としての吸水量を確保することができるようになる。更に、高吸水性ポリマーの吸水量が増加して、各ポリマーシートの高吸水性ポリマーが平面方向に流動して高吸水性ポリマーの存在域が吸収性物品の厚み方向に重なったとしても、各層の高吸水性ポリマーの間にポリマーシートを構成するシート材が介在するため、このシート材を通して体液が拡散でき、ゲルブロッキングが生じにくくなるとともに、例え局所的にゲルブロッキングが生じても他の領域の高吸水性ポリマーに吸収されるため、肌側への逆戻りが生じなくなる。
更に、この構成によれば、前記2層のシートが前記高吸水性ポリマーが配置されない部分に設けられた圧搾溝によって接合されているため、ホットメルト接着剤等で接着した場合に比べて、体液の拡散性や浸透性を阻害せず、吸水量を増加させることができるようになる。
(付記2)
さらに、前記ポリマー配置領域は、吸収性物品の長手方向に沿って延びるとともに幅方向に間隔をあけて並列配置された構成とすることができる。
さらに、前記ポリマー配置領域は、吸収性物品の長手方向に沿って延びるとともに幅方向に間隔をあけて並列配置された構成とすることができる。
この構成によれば、前記ポリマー配置領域が、吸収性物品の長手方向に沿って延びるとともに幅方向に間隔をあけて並列配置された縦縞状に設けられているため、このポリマー配置領域に沿って体液が吸収性物品の長手方向に拡散しやすくなり、体液の横漏れが防止できるようになる。
(付記3)
さらに、前記ポリマー配置領域を吸収性物品の長手方向に複数に区画する区画用圧搾部が形成され、前記区画用圧搾部の接合強度が前記2層のシートを接合する前記圧搾溝の接合強度より低く設定された構成とすることができる。
さらに、前記ポリマー配置領域を吸収性物品の長手方向に複数に区画する区画用圧搾部が形成され、前記区画用圧搾部の接合強度が前記2層のシートを接合する前記圧搾溝の接合強度より低く設定された構成とすることができる。
この構成によれば、前記ポリマー配置領域を吸収性物品の長手方向に沿う縦縞状に配置した場合において、高吸水性ポリマーの偏りを防止するため、このポリマー配置領域に、該ポリマー配置領域を吸収性物品の長手方向に対して複数に区画する区画用圧搾部を形成している。この区画用圧搾部は、接合強度が前記2層のシートを接合する前記圧搾溝の接合強度より低く設定されているため、高吸水性ポリマーが吸水して膨潤したときに前記区画用圧搾部が優先的に剥離し、高吸水性ポリマーの流動性が確保できるようになる。
(付記4)
さらに、前記ポリマー配置領域は、吸収性物品の長手方向及び幅方向に間隔をあけて正格子状又は千鳥格子状に配置された構成とすることができる。
さらに、前記ポリマー配置領域は、吸収性物品の長手方向及び幅方向に間隔をあけて正格子状又は千鳥格子状に配置された構成とすることができる。
この構成によれば、前記ポリマー配置領域が吸収性物品の長手方向及び幅方向に間隔をあけて正格子状又は千鳥格子状に配置されているため、吸収性物品の長手方向及び幅方向に対して、前記ポリマー無配置領域を通って下層側へ体液が良好に浸透できるようになる。
(付記5)
さらに、前記圧搾溝が吸収性物品の長手方向及び幅方向に沿う格子状に形成されるとともに、前記圧搾溝で囲まれた部分に前記ポリマー配置領域が設けられ、吸収性物品の幅方向に沿って形成された前記圧搾溝の接合強度が吸収性物品の長手方向に沿って形成された前記圧搾溝の接合強度より低く設定された構成とすることができる。
さらに、前記圧搾溝が吸収性物品の長手方向及び幅方向に沿う格子状に形成されるとともに、前記圧搾溝で囲まれた部分に前記ポリマー配置領域が設けられ、吸収性物品の幅方向に沿って形成された前記圧搾溝の接合強度が吸収性物品の長手方向に沿って形成された前記圧搾溝の接合強度より低く設定された構成とすることができる。
この構成によれば、前記ポリマー配置領域を正格子状又は千鳥格子状に配置した場合において、前記ポリマーシートの2層のシートを接合する前記圧搾溝が吸収性物品の長手方向及び幅方向及び幅方向に沿う格子状に形成されている。また、前記ポリマー配置領域は、前記圧搾溝で囲まれた部分に設けられている。そして、吸収性物品の幅方向に沿って形成された前記圧搾溝の接合強度が吸収性物品の長手方向に沿って形成された前記圧搾溝の接合強度より低く設定されている。このため、前記ポリマー配置領域の高吸水性ポリマーが吸水して膨潤したときに、吸収性物品の幅方向に沿って形成された前記圧搾溝が優先的に剥離し、膨潤した高吸水性ポリマーが吸収性物品の長手方向に沿って流動するようになる。これに伴って、吸収性物品の長手方向に沿った体液の拡散が促進できる。
本国際出願は2015年11月25日に出願された日本国特許出願2015-229472号に基づく優先権を主張するものであり、その全内容をここに援用する。
1…生理用ナプキン、2…不透液性裏面シート、3…透液性表面シート、4…ポリマーシート、7…サイド不織布、8…糸状弾性伸縮部材、10…上層シート、11…下層シート、12…高吸水性ポリマー、13…ポリマー配置領域、14…ポリマー無配置領域、15…圧搾溝、16…外周シール部、17…区画用圧搾部
Claims (5)
- 2層のシート間に高吸水性ポリマーが介在されたポリマーシートが複数積層された多層構造を有し、各ポリマーシートに、前記高吸水性ポリマーが配置されたポリマー配置領域と、前記高吸水性ポリマーが配置されないポリマー無配置領域とが形成され、少なくとも積層方向に隣接する前記ポリマーシート間において、前記ポリマー配置領域同士が厚み方向に重ならない位置に設けられるとともに、前記2層のシートが前記高吸水性ポリマーが配置されない部分に形成された圧搾溝によって接合されていることを特徴とする吸収性物品。
- 前記ポリマー配置領域は、吸収性物品の長手方向に沿って延びるとともに幅方向に間隔をあけて並列配置されている請求項1記載の吸収性物品。
- 前記ポリマー配置領域を吸収性物品の長手方向に複数に区画する区画用圧搾部が形成され、前記区画用圧搾部の接合強度が前記2層のシートを接合する前記圧搾溝の接合強度より低く設定されている請求項2記載の吸収性物品。
- 前記ポリマー配置領域は、吸収性物品の長手方向及び幅方向に間隔をあけて正格子状又は千鳥格子状に配置されている請求項1記載の吸収性物品。
- 前記圧搾溝が吸収性物品の長手方向及び幅方向に沿う格子状に形成されるとともに、前記圧搾溝で囲まれた部分に前記ポリマー配置領域が設けられ、吸収性物品の幅方向に沿って形成された前記圧搾溝の接合強度が吸収性物品の長手方向に沿って形成された前記圧搾溝の接合強度より低く設定されている請求項4記載の吸収性物品。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-229472 | 2015-11-25 | ||
| JP2015229472A JP6189399B2 (ja) | 2015-11-25 | 2015-11-25 | 吸収性物品 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017090542A1 true WO2017090542A1 (ja) | 2017-06-01 |
Family
ID=58764035
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/084352 WO2017090542A1 (ja) | 2015-11-25 | 2016-11-18 | 吸収性物品 |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP6189399B2 (ja) |
| WO (1) | WO2017090542A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3643280A4 (en) * | 2017-09-29 | 2021-04-21 | Daio Paper Corporation | ABSORBENT SHEET, AND DISPOSABLE CLOTHING ARTICLE INCLUDING THE SAID ABSORBENT SHEET |
| CN115867242A (zh) * | 2020-06-30 | 2023-03-28 | 尤妮佳股份有限公司 | 吸收性物品 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020116154A (ja) * | 2019-01-24 | 2020-08-06 | 株式会社リブドゥコーポレーション | 吸収性物品 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6088844A (ja) * | 1983-10-21 | 1985-05-18 | Kawasaki Heavy Ind Ltd | 内燃機関のシ−ル装置 |
| JPH1142251A (ja) * | 1997-07-24 | 1999-02-16 | Oji Paper Co Ltd | 吸収性物品 |
| JP2004313580A (ja) * | 2003-04-18 | 2004-11-11 | Livedo Corporation | 使い捨て吸収性物品 |
| JP2010104523A (ja) * | 2008-10-29 | 2010-05-13 | Uni Charm Corp | 着用物品の吸液構造体 |
| JP2010529879A (ja) * | 2007-06-18 | 2010-09-02 | ザ プロクター アンド ギャンブル カンパニー | 実質的に連続的に分布された吸収性の粒子状ポリマー材料を有する、改善された捕捉システムを備える使い捨て吸収性物品 |
| JP3172565U (ja) * | 2010-10-13 | 2011-12-22 | ロマノヴァ ベーフェーべーアー スターター | 吸収構造 |
| JP2014518749A (ja) * | 2011-06-10 | 2014-08-07 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品で使用するためのラミネート吸収性コア |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0423645Y2 (ja) * | 1985-06-14 | 1992-06-02 |
-
2015
- 2015-11-25 JP JP2015229472A patent/JP6189399B2/ja active Active
-
2016
- 2016-11-18 WO PCT/JP2016/084352 patent/WO2017090542A1/ja active Application Filing
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6088844A (ja) * | 1983-10-21 | 1985-05-18 | Kawasaki Heavy Ind Ltd | 内燃機関のシ−ル装置 |
| JPH1142251A (ja) * | 1997-07-24 | 1999-02-16 | Oji Paper Co Ltd | 吸収性物品 |
| JP2004313580A (ja) * | 2003-04-18 | 2004-11-11 | Livedo Corporation | 使い捨て吸収性物品 |
| JP2010529879A (ja) * | 2007-06-18 | 2010-09-02 | ザ プロクター アンド ギャンブル カンパニー | 実質的に連続的に分布された吸収性の粒子状ポリマー材料を有する、改善された捕捉システムを備える使い捨て吸収性物品 |
| JP2010104523A (ja) * | 2008-10-29 | 2010-05-13 | Uni Charm Corp | 着用物品の吸液構造体 |
| JP3172565U (ja) * | 2010-10-13 | 2011-12-22 | ロマノヴァ ベーフェーべーアー スターター | 吸収構造 |
| JP2014518749A (ja) * | 2011-06-10 | 2014-08-07 | ザ プロクター アンド ギャンブル カンパニー | 吸収性物品で使用するためのラミネート吸収性コア |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3643280A4 (en) * | 2017-09-29 | 2021-04-21 | Daio Paper Corporation | ABSORBENT SHEET, AND DISPOSABLE CLOTHING ARTICLE INCLUDING THE SAID ABSORBENT SHEET |
| CN115867242A (zh) * | 2020-06-30 | 2023-03-28 | 尤妮佳股份有限公司 | 吸收性物品 |
| CN115867242B (zh) * | 2020-06-30 | 2024-04-12 | 尤妮佳股份有限公司 | 吸收性物品 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017093828A (ja) | 2017-06-01 |
| JP6189399B2 (ja) | 2017-08-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN108366894B (zh) | 吸收性物品 | |
| EP3272322B1 (en) | Absorbent article | |
| CN107405239B (zh) | 吸收性物品 | |
| US10071000B2 (en) | Absorbent article | |
| JP6242423B2 (ja) | 吸収性物品 | |
| JP2017104263A5 (ja) | ||
| CN110022824B (zh) | 吸收性物品 | |
| JP6371814B2 (ja) | 吸収性物品 | |
| JP2018050987A5 (ja) | ||
| EP3156020B1 (en) | Absorbent product | |
| WO2017090542A1 (ja) | 吸収性物品 | |
| WO2017033961A1 (ja) | 吸収性物品 | |
| JP2017093828A5 (ja) | ||
| JP6169656B2 (ja) | 吸収性物品 | |
| JP6436960B2 (ja) | 吸収性物品 | |
| JP2017029353A5 (ja) | ||
| JP6599116B2 (ja) | 吸収性物品 | |
| JP2019154650A (ja) | 吸収性物品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16868489 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 16868489 Country of ref document: EP Kind code of ref document: A1 |