WO2017043574A1 - 合わせガラス用中間膜及び合わせガラス - Google Patents
合わせガラス用中間膜及び合わせガラス Download PDFInfo
- Publication number
- WO2017043574A1 WO2017043574A1 PCT/JP2016/076449 JP2016076449W WO2017043574A1 WO 2017043574 A1 WO2017043574 A1 WO 2017043574A1 JP 2016076449 W JP2016076449 W JP 2016076449W WO 2017043574 A1 WO2017043574 A1 WO 2017043574A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- laminated glass
- weight
- plasticizer
- parts
- Prior art date
Links
Images

Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/67—Units comprising two or more parallel glass or like panes permanently secured together characterised by additional arrangements or devices for heat or sound insulation or for controlled passage of light
- E06B3/6707—Units comprising two or more parallel glass or like panes permanently secured together characterised by additional arrangements or devices for heat or sound insulation or for controlled passage of light specially adapted for increased acoustical insulation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10761—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer containing vinyl acetal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/10009—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets
- B32B17/10036—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the number, the constitution or treatment of glass sheets comprising two outer glass sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B17/00—Layered products essentially comprising sheet glass, or glass, slag, or like fibres
- B32B17/06—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material
- B32B17/10—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin
- B32B17/10005—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing
- B32B17/1055—Layered products essentially comprising sheet glass, or glass, slag, or like fibres comprising glass as the main or only constituent of a layer, next to another layer of a specific material of synthetic resin laminated safety glass or glazing characterized by the resin layer, i.e. interlayer
- B32B17/10605—Type of plasticiser
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/22—Layered products comprising a layer of synthetic resin characterised by the use of special additives using plasticisers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/022—Mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
- B32B7/027—Thermal properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60J—WINDOWS, WINDSCREENS, NON-FIXED ROOFS, DOORS, OR SIMILAR DEVICES FOR VEHICLES; REMOVABLE EXTERNAL PROTECTIVE COVERINGS SPECIALLY ADAPTED FOR VEHICLES
- B60J1/00—Windows; Windscreens; Accessories therefor
- B60J1/001—Double glazing for vehicles
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/6608—Units comprising two or more parallel glass or like panes permanently secured together without separate spacing elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2309/00—Parameters for the laminating or treatment process; Apparatus details
- B32B2309/08—Dimensions, e.g. volume
- B32B2309/10—Dimensions, e.g. volume linear, e.g. length, distance, width
- B32B2309/105—Thickness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2315/00—Other materials containing non-metallic inorganic compounds not provided for in groups B32B2311/00 - B32B2313/04
- B32B2315/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/006—Transparent parts other than made from inorganic glass, e.g. polycarbonate glazings
Definitions
- the present invention relates to an interlayer film for laminated glass used for obtaining laminated glass. Moreover, this invention relates to the laminated glass using the said intermediate film for laminated glasses.
- Laminated glass is superior in safety even if it is damaged by an external impact and the amount of glass fragments scattered is small. For this reason, the said laminated glass is widely used for a motor vehicle, a rail vehicle, an aircraft, a ship, a building, etc.
- the laminated glass is manufactured by sandwiching an interlayer film for laminated glass between two glass plates.
- the interlayer film for laminated glass includes a single-layer interlayer film having a single-layer structure and a multilayer interlayer film having a structure of two or more layers.
- Patent Document 1 As an example of the interlayer film for laminated glass, Patent Document 1 listed below discloses that 100 parts by weight of a polyvinyl acetal resin having a degree of acetalization of 60 to 85 mol% and at least one of alkali metal salts and alkaline earth metal salts. A sound insulating layer containing 0.001 to 1.0 parts by weight of a metal salt of the above and a plasticizer exceeding 30 parts by weight is disclosed. This sound insulation layer may be a single layer and used as an intermediate film.
- Patent Document 1 also describes a multilayer intermediate film in which the sound insulation layer and other layers are laminated.
- the other layer laminated on the sound insulation layer is composed of 100 parts by weight of a polyvinyl acetal resin having an acetalization degree of 60 to 85 mol%, and at least one metal salt of at least one of an alkali metal salt and an alkaline earth metal salt. 1.0 part by weight and a plasticizer that is 30 parts by weight or less are included.
- Patent Document 2 discloses an intermediate film which is a polymer layer having a glass transition temperature exceeding 33 ° C. Patent Document 2 describes that the polymer layer is disposed between glass plates having a thickness of 4.0 mm or less.
- the bending rigidity may be low. For this reason, when laminated glass is used, for example, in a side door of an automobile, there is no frame for fixing the laminated glass, and the opening and closing of the glass is hindered due to bending caused by the low rigidity of the laminated glass. Sometimes.
- the laminated glass can be reduced in weight if the bending rigidity of the laminated glass can be increased due to the intermediate film. If the laminated glass is lightweight, the amount of material used for the laminated glass can be reduced, and the environmental load can be reduced. Furthermore, when a laminated glass that is lightweight is used in an automobile, fuel efficiency can be improved, and as a result, environmental load can be reduced.
- Patent Document 1 discloses a laminated glass with high sound insulation, but it is difficult to increase the bending rigidity.
- Patent Document 2 discloses an intermediate film in which a polymer layer having a glass transition temperature higher than 33 ° C. and a polymer layer having a glass transition temperature lower than 20 ° C. are laminated.
- the laminated glass using the interlayer film disclosed in the cited document 2 not only the bending rigidity of the laminated glass immediately after production is not sufficiently high, but also in the laminated glass after the production, There is a problem that the bending rigidity is significantly reduced as compared with the above.
- the purpose of the present invention is not only the bending rigidity of laminated glass immediately after production, but also can increase the bending rigidity of laminated glass after the production and can improve the sound insulation of laminated glass. It is to provide a membrane. Another object of the present invention is to provide a laminated glass using the interlayer film for laminated glass.
- an interlayer film for laminated glass having a structure of three or more layers and containing a thermoplastic resin and a plasticizer, the first layer containing the thermoplastic resin and the plasticizer, A first layer of a first layer and a second layer containing a thermoplastic resin and a plasticizer, and a second layer opposite to the first surface of the first layer; And a third layer containing a thermoplastic resin and a plasticizer, wherein 8 parts by weight of the thermoplastic resin in the first layer is dissolved in 100 parts by weight of the plasticizer in the first layer.
- the cloud point 1 measured using the liquid used is a liquid in which 8 parts by weight of the thermoplastic resin in the second layer is dissolved in 100 parts by weight of the plasticizer in the second layer.
- the cloud point 2 measured and 8 parts by weight of the thermoplastic resin in the third layer are used as the plasticizer in the third layer.
- the absolute value XB of the difference is 118 ° C.
- Y ⁇ ⁇ 0.16XA + 60 and Y ⁇ ⁇ 0.16XB + 60 are provided.
- content of the said plasticizer in the said 1st layer with respect to 100 weight part of said thermoplastic resins in the said 1st layer is said 2nd More than the content of the plasticizer in the second layer relative to 100 parts by weight of the thermoplastic resin in the layer.
- content of the said plasticizer in the said 1st layer with respect to 100 weight part of said thermoplastic resins in the said 1st layer is said 3rd. More than the content of the plasticizer in the third layer relative to 100 parts by weight of the thermoplastic resin in the layer.
- the cloud point 1 is 0 ° C. or higher and 40 ° C. or lower.
- the said cloud point 1 exceeds 5 degreeC and is 30 degrees C or less.
- the cloud point 2 and the cloud point 3 are 125 ° C. or higher and 180 ° C. or lower.
- the said cloud point 2 and the said cloud point 3 are 135 degreeC or more and 170 degrees C or less.
- a content of the plasticizer in the first layer with respect to 100 parts by weight of the thermoplastic resin in the first layer is 55 parts by weight or more, 100 parts by weight or less.
- the content of the plasticizer in the second layer with respect to 100 parts by weight of the thermoplastic resin in the second layer, and the third The content of the plasticizer in the third layer with respect to 100 parts by weight of the thermoplastic resin in the layer is 50 parts by weight or less.
- a content Y of the plasticizer in the interlayer film for laminated glass is 25 with respect to 100 parts by weight of the thermoplastic resin in the interlayer film for laminated glass. More than 40 parts by weight.
- thermoplastic resin in the first layer is a polyvinyl acetal resin
- thermoplastic resin in the second layer is a polyvinyl acetal resin
- thermoplastic resin in the third layer is a polyvinyl acetal resin
- the hydroxyl group content of the polyvinyl acetal resin in the first layer is the hydroxyl group content of the polyvinyl acetal resin in the second layer. Lower than.
- the said intermediate film for laminated glasses uses the 1st glass plate which is less than 2 mm in thickness, The said 1st glass plate and 2nd glass It is placed between the plates and used to obtain laminated glass.
- the first laminated glass member, the second laminated glass member, and the interlayer film for laminated glass described above are provided, and the first laminated glass member and the second laminated glass are provided.
- the first laminated glass member is a first glass plate, and the thickness of the first glass plate is less than 2 mm.
- the interlayer film for laminated glass according to the present invention is an interlayer film for laminated glass having a structure of three or more layers.
- the first layer containing a thermoplastic resin and a plasticizer is formed on the first surface of the first layer.
- a second layer containing a thermoplastic resin and a plasticizer, and a second layer opposite to the first surface of the first layer, and the thermoplastic resin and the plastic layer.
- a third layer containing an agent, and measured using a solution in which 8 parts by weight of the thermoplastic resin in the first layer is dissolved in 100 parts by weight of the plasticizer in the first layer.
- Cloud point 1 is a cloud point 2 measured using a solution obtained by dissolving 8 parts by weight of the thermoplastic resin in the second layer in 100 parts by weight of the plasticizer in the second layer, and 8 parts by weight of the thermoplastic resin in the third layer is dissolved in 100 parts by weight of the plasticizer in the third layer.
- the absolute value XA of the difference between the cloud point 1 and the cloud point 2 and the absolute value XB of the difference between the cloud point 1 and the cloud point 3 are lower than the cloud point 3 measured using the liquid.
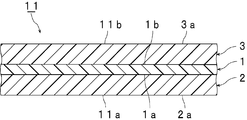
- FIG. 1 is a cross-sectional view schematically showing an interlayer film for laminated glass according to the first embodiment of the present invention.
- FIG. 2 is a cross-sectional view schematically showing an example of a laminated glass using the laminated glass interlayer film shown in FIG.
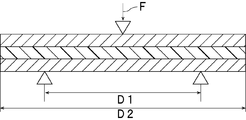
- FIG. 3 is a schematic diagram for explaining a method for measuring the bending stiffness.
- the interlayer film for laminated glass according to the present invention (sometimes abbreviated as “intermediate film” in this specification) has a structure of three or more layers.
- the intermediate film according to the present invention may have a three-layer structure or a four-layer or more structure.
- the intermediate film according to the present invention includes a first layer containing a thermoplastic resin and a plasticizer.
- the intermediate film according to the present invention includes a first layer containing a thermoplastic resin and a plasticizer, and a second layer laminated on the first surface of the first layer and containing a thermoplastic resin and a plasticizer.
- a third layer that is laminated on a second surface opposite to the first surface of the first layer and includes a thermoplastic resin and a plasticizer.
- the second layer may be an outermost layer, and another layer may be laminated on the opposite side of the surface of the second layer on which the first layer is laminated.
- the third layer may be an outermost layer, and another layer may be laminated on the opposite side of the surface of the third layer on which the first layer is laminated.
- the cloud point is measured using a solution obtained by dissolving 8 parts by weight of the thermoplastic resin in the first layer in 100 parts by weight of the plasticizer in the first layer.
- 1 is a cloud point 2 measured using a solution obtained by dissolving 8 parts by weight of the thermoplastic resin in the second layer in 100 parts by weight of the plasticizer in the second layer, and It is lower than the cloud point 3 measured using a solution prepared by dissolving 8 parts by weight of the thermoplastic resin in the third layer in 100 parts by weight of the plasticizer in the third layer.
- the absolute value XA (unit: ° C.) of the difference between the cloud point 1 and the cloud point 2 and the absolute value XB (unit) of the difference between the cloud point 1 and the cloud point 3 : ° C.) is 118 ° C. or higher
- the content of the plasticizer in the interlayer film for laminated glass is Y (unit: parts by weight) with respect to 100 parts by weight of the thermoplastic resin in the interlayer film for laminated glass, It satisfies Y ⁇ ⁇ 0.16XA + 60 and Y ⁇ ⁇ 0.16XB + 60.
- the interlayer film according to the present invention has the above-described configuration, not only the bending rigidity of the laminated glass immediately after the production using the interlayer film but also the bending rigidity of the laminated glass after the production can be increased. And the sound insulation of the laminated glass can be enhanced. Moreover, in order to obtain a laminated glass, an intermediate film is often disposed between the first glass plate and the second glass plate. Even if the thickness of the first glass plate is thin, the bending rigidity of the laminated glass can be sufficiently increased by using the interlayer film according to the present invention. Moreover, even if the thickness of both the first glass plate and the second glass plate is thin, the bending rigidity of the laminated glass can be sufficiently increased by using the interlayer film according to the present invention. In addition, when the thickness of both the 1st glass plate and the 2nd glass plate is thick, the bending rigidity of a laminated glass will become still higher.
- the intermediate film according to the present invention has the above-described configuration, the sound insulation of the laminated glass using the intermediate film can be improved.
- the surface of the second layer opposite to the first layer side is preferably a surface on which a laminated glass member or a glass plate is laminated.
- the thickness of the glass plate laminated on the second layer is preferably less than 2 mm (preferably 1 mm or less).
- the surface of the third layer opposite to the first layer side is preferably a surface on which a laminated glass member or a glass plate is laminated.
- the thickness of the glass plate laminated on the third layer is preferably less than 2 mm (preferably 1 mm or less).
- the first glass plate is formed by using the first glass plate having a thickness of less than 2 mm (preferably 1 mm or less). It is arrange
- FIG. 1 schematically shows a cross-sectional view of an interlayer film for laminated glass according to a first embodiment of the present invention.
- the intermediate film 11 shown in FIG. 1 is a multilayer intermediate film having a structure of three or more layers.
- the intermediate film 11 is used to obtain a laminated glass.
- the intermediate film 11 is an intermediate film for laminated glass.
- the intermediate film 11 includes a first layer 1, a second layer 2, and a third layer 3.
- On the first surface 1a of the first layer 1, the second layer 2 is disposed and laminated.
- the third layer 3 is disposed on the second surface 1b opposite to the first surface 1a of the first layer 1 and laminated.
- the first layer 1 is an intermediate layer.
- Each of the second layer 2 and the third layer 3 is a protective layer, and is a surface layer in the present embodiment.
- the first layer 1 is arranged between the second layer 2 and the third layer 3 and is sandwiched between them. Therefore, the intermediate film 11 has a multilayer structure (second layer 2 / first layer 1 / third layer) in which the second layer 2, the first layer 1, and the third layer 3 are laminated in this order. Having layer
- the details of the first layer, the second layer, and the third layer constituting the intermediate film according to the present invention, and the first layer, the second layer, and the third layer are as follows. The detail of each component contained is demonstrated.
- the first layer includes a thermoplastic resin (hereinafter sometimes referred to as a thermoplastic resin (1)).
- the first layer preferably contains a polyvinyl acetal resin (hereinafter sometimes referred to as a polyvinyl acetal resin (1)) as the thermoplastic resin (1).
- the second layer includes a thermoplastic resin (hereinafter sometimes referred to as a thermoplastic resin (2)), and a thermoplastic resin (2) includes a polyvinyl acetal resin (hereinafter referred to as a polyvinyl acetal resin (2)). May be included).
- the third layer includes a thermoplastic resin (hereinafter sometimes referred to as a thermoplastic resin (3)).
- thermoplastic resin (3) a polyvinyl acetal resin (hereinafter referred to as a polyvinyl acetal resin (3)). May be included).
- the thermoplastic resin (1), the thermoplastic resin (2) and the thermoplastic resin (3) may be the same or different, but the sound insulation is further enhanced.
- the thermoplastic resin (1) is preferably different from the thermoplastic resin (2) and the thermoplastic resin (3).
- the polyvinyl acetal resin (1), the polyvinyl acetal resin (2), and the polyvinyl acetal resin (3) may be the same or different, but the sound insulation is further enhanced.
- the polyvinyl acetal resin (1) is preferably different from the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3).
- thermoplastic resin (1) the said thermoplastic resin (2), and the said thermoplastic resin (3)
- 1 type may respectively be used and 2 or more types may be used together.
- polyvinyl acetal resin (1) the said polyvinyl acetal resin (2), and the said polyvinyl acetal resin (3), only 1 type may respectively be used and 2 or more types may be used together.
- thermoplastic resin examples include polyvinyl acetal resin, ethylene-vinyl acetate copolymer resin, ethylene-acrylic acid copolymer resin, polyurethane resin, and polyvinyl alcohol resin. Thermoplastic resins other than these may be used.
- the polyvinyl acetal resin can be produced, for example, by acetalizing polyvinyl alcohol with an aldehyde.
- the polyvinyl acetal resin is preferably an acetalized product of polyvinyl alcohol.
- the polyvinyl alcohol can be obtained, for example, by saponifying polyvinyl acetate.
- the saponification degree of the polyvinyl alcohol is generally 70 to 99.9 mol%.
- the average degree of polymerization of the polyvinyl alcohol (PVA) is preferably 200 or more, more preferably 500 or more, still more preferably 1500 or more, still more preferably 1600 or more, particularly preferably 2600 or more, most preferably 2700 or more, preferably It is 5000 or less, more preferably 4000 or less, and still more preferably 3500 or less.
- the average degree of polymerization is not less than the above lower limit, the penetration resistance of the laminated glass is further enhanced.
- the average degree of polymerization is not more than the above upper limit, the intermediate film can be easily molded.
- the average degree of polymerization of the polyvinyl alcohol is determined by a method based on JIS K6726 “Testing method for polyvinyl alcohol”.
- the carbon number of the acetal group in the polyvinyl acetal resin is preferably 3 to 5, and preferably 4 or 5.
- an aldehyde having 1 to 10 carbon atoms is preferably used as the aldehyde.
- the aldehyde having 1 to 10 carbon atoms include formaldehyde, acetaldehyde, propionaldehyde, n-butyraldehyde, isobutyraldehyde, n-valeraldehyde, 2-ethylbutyraldehyde, n-hexylaldehyde, n-octylaldehyde, Examples include n-nonyl aldehyde, n-decyl aldehyde, and benzaldehyde.
- acetaldehyde, propionaldehyde, n-butyraldehyde, isobutyraldehyde, n-hexylaldehyde or n-valeraldehyde is preferable
- acetaldehyde, propionaldehyde, n-butyraldehyde, isobutyraldehyde or n-valeraldehyde is more preferable
- n More preferred is butyraldehyde or n-valeraldehyde.
- the said aldehyde only 1 type may be used and 2 or more types may be used together.
- the hydroxyl group content (hydroxyl content) of the polyvinyl acetal resin (1) is preferably 17 mol% or more, more preferably 20 mol% or more, still more preferably 22 mol% or more, preferably 28 mol% or less, more preferably. Is 27 mol% or less, more preferably 25 mol% or less, and particularly preferably 24 mol% or less.
- the hydroxyl group content is equal to or higher than the lower limit, the mechanical strength of the interlayer film is further increased.
- the hydroxyl group content of the polyvinyl acetal resin (1) is 20 mol% or more, the reaction efficiency is high and the productivity is excellent, and when it is 28 mol% or less, the sound insulation of the laminated glass is further enhanced.
- the hydroxyl group content is not more than the above upper limit, the flexibility of the interlayer film is increased, and the handling of the interlayer film is facilitated.
- the content of each hydroxyl group in the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) is preferably 25 mol% or more, more preferably 28 mol% or more, more preferably 30 mol% or more, and still more preferably. 31.5 mol% or more, more preferably 32 mol% or more, particularly preferably 33 mol% or more, preferably 40 mol% or less, more preferably 38 mol% or less, still more preferably 37 mol% or less, particularly preferably 36 It is less than mol%.
- the hydroxyl group content is at least the above lower limit, the bending rigidity is further increased, and the adhesive strength of the interlayer film is further increased. Further, when the hydroxyl group content is not more than the above upper limit, the flexibility of the interlayer film is increased, and the handling of the interlayer film is facilitated.
- the hydroxyl group content of the polyvinyl acetal resin (1) is preferably lower than the hydroxyl group content of the polyvinyl acetal resin (2). From the viewpoint of further increasing the sound insulation, the hydroxyl group content of the polyvinyl acetal resin (1) is preferably lower than the hydroxyl group content of the polyvinyl acetal resin (3).
- the absolute value of the difference between the hydroxyl content of the polyvinyl acetal resin (3) is preferably 1 mol% or more, more preferably 5 mol% or more, still more preferably 9 mol% or more. Particularly preferred is 10 mol% or more, and most preferred is 12 mol% or more.
- the absolute value of the difference from the hydroxyl group content of the acetal resin (3) is preferably 20 mol% or less.
- the hydroxyl group content of the polyvinyl acetal resin is a value indicating the mole fraction obtained by dividing the amount of ethylene groups to which the hydroxyl group is bonded by the total amount of ethylene groups in the main chain, as a percentage.
- the amount of the ethylene group to which the hydroxyl group is bonded can be measured, for example, according to JIS K6728 “Testing method for polyvinyl butyral”.
- the degree of acetylation (acetyl group amount) of the polyvinyl acetal resin (1) is preferably 0.01 mol% or more, more preferably 0.1 mol% or more, still more preferably 7 mol% or more, still more preferably 9 It is at least mol%, preferably at most 30 mol%, more preferably at most 25 mol%, further preferably at most 24 mol%, particularly preferably at most 20 mol%.
- the acetylation degree is not less than the above lower limit, the compatibility between the polyvinyl acetal resin and the plasticizer is increased.
- the acetylation degree is not more than the above upper limit, the moisture resistance of the interlayer film and the laminated glass is increased.
- the degree of acetylation of the polyvinyl acetal resin (1) is 0.1 mol% or more and 25 mol% or less, the penetration resistance is excellent.
- Each degree of acetylation of the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) is preferably 0.01 mol% or more, more preferably 0.5 mol% or more, preferably 10 mol% or less, more preferably. Is 2 mol% or less.
- the acetylation degree is not less than the above lower limit, the compatibility between the polyvinyl acetal resin and the plasticizer is increased.
- the acetylation degree is not more than the above upper limit, the moisture resistance of the interlayer film and the laminated glass is increased.
- the degree of acetylation is a value obtained by dividing the amount of ethylene groups to which the acetyl group is bonded by the total amount of ethylene groups in the main chain, as a percentage.
- the amount of ethylene group to which the acetyl group is bonded can be measured, for example, according to JIS K6728 “Testing method for polyvinyl butyral”.
- the degree of acetalization of the polyvinyl acetal resin (1) is preferably 47 mol% or more, more preferably 60 mol% or more, preferably 85 mol% or less, more preferably It is 80 mol% or less, More preferably, it is 75 mol% or less.
- the degree of acetalization is not less than the above lower limit, the compatibility between the polyvinyl acetal resin and the plasticizer increases.
- the degree of acetalization is less than or equal to the above upper limit, the reaction time required for producing a polyvinyl acetal resin is shortened.
- the degree of acetalization (degree of butyralization in the case of polyvinyl butyral resin) of the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) is preferably 55 mol% or more, more preferably 60 mol% or more, preferably Is 75 mol% or less, more preferably 71 mol% or less.
- degree of acetalization is not less than the above lower limit, the compatibility between the polyvinyl acetal resin and the plasticizer increases.
- the degree of acetalization is less than or equal to the above upper limit, the reaction time required for producing a polyvinyl acetal resin is shortened.
- the degree of acetalization is the value obtained by subtracting the amount of ethylene groups bonded with hydroxyl groups and the amount of ethylene groups bonded with acetyl groups from the total amount of ethylene groups of the main chain. It is a value indicating the mole fraction obtained by dividing by the percentage.
- the hydroxyl group content (hydroxyl content), acetalization degree (butyralization degree), and acetylation degree are preferably calculated from results measured by a method in accordance with JIS K6728 “Testing methods for polyvinyl butyral”. However, measurement by ASTM D1396-92 may be used.
- the polyvinyl acetal resin is a polyvinyl butyral resin
- the hydroxyl group content (hydroxyl amount), the acetalization degree (butyralization degree), and the acetylation degree are determined in accordance with JIS K6728 “Testing methods for polyvinyl butyral”. It can be calculated from the results measured by
- the polyvinyl acetal resin (1) has an acetylation degree (a) of less than 8 mol% and an acetalization degree (a) of 65 mol%. It is preferably the polyvinyl acetal resin (A) as described above, or the polyvinyl acetal resin (B) having a degree of acetylation (b) of 8 mol% or more.
- the polyvinyl acetal resin (2) and the polyvinyl acetal resin (3) may be the polyvinyl acetal resin (A) or the polyvinyl acetal resin (B).
- the degree of acetylation (a) of the polyvinyl acetal resin (A) is less than 8 mol%, preferably 7.9 mol% or less, more preferably 7.8 mol% or less, still more preferably 6.5 mol% or less, particularly Preferably 6 mol% or less, preferably 0.1 mol% or more, more preferably 0.5 mol% or more, still more preferably 2 mol% or more, particularly preferably 5 mol% or more, most preferably 5.5 mol%. That's it.
- the degree of acetylation (a) is 0.1 mol% or more and less than 8 mol%, the migration of the plasticizer can be easily controlled, and the sound insulation of the laminated glass is further enhanced.
- the degree of acetalization (a) of the polyvinyl acetal resin (A) is 65 mol% or more, preferably 66 mol% or more, more preferably 67 mol% or more, further preferably 67.5 mol% or more, and particularly preferably 75 mol%. % Or more, preferably 85 mol% or less, more preferably 84 mol% or less, still more preferably 83 mol% or less, and particularly preferably 82 mol% or less.
- the acetalization degree (a) is not less than the above lower limit, the sound insulating properties of the laminated glass are further enhanced.
- the reaction time required in order to manufacture polyvinyl acetal resin (A) as the said acetalization degree (a) is below the said upper limit can be shortened.
- the hydroxyl group content (a) of the polyvinyl acetal resin (A) is preferably at least 18 mol%, more preferably at least 19 mol%, even more preferably at least 20 mol%, particularly preferably at least 21 mol%, most preferably It is 23 mol% or more, preferably 31 mol% or less, more preferably 30 mol% or less, still more preferably 29 mol% or less, and particularly preferably 28 mol% or less.
- the hydroxyl group content (a) is not less than the above lower limit, the adhesive strength of the first layer is further increased.
- the hydroxyl group content (a) is not more than the above upper limit, the sound insulation of the laminated glass is further enhanced.
- the degree of acetylation (b) of the polyvinyl acetal resin (B) is 8 mol% or more, preferably 9 mol% or more, more preferably 9.5 mol% or more, still more preferably 10 mol% or more, particularly preferably 10 0.5 mol% or more, preferably 30 mol% or less, more preferably 28 mol% or less, still more preferably 26 mol% or less, and particularly preferably 24 mol% or less.
- the acetylation degree (b) is not less than the above lower limit, the sound insulation of the laminated glass is further enhanced.
- the reaction time required in order to manufacture polyvinyl acetal resin (B) as the said acetylation degree (b) is below the said upper limit can be shortened.
- the degree of acetalization (b) of the polyvinyl acetal resin (B) is preferably 50 mol% or more, more preferably 53 mol% or more, still more preferably 55 mol% or more, particularly preferably 60 mol% or more, preferably 78 mol. % Or less, more preferably 75 mol% or less, still more preferably 72 mol% or less, and particularly preferably 70 mol% or less.
- the acetalization degree (b) is not less than the above lower limit, the sound insulating properties of the laminated glass are further enhanced.
- the reaction time required in order to manufacture polyvinyl acetal resin (B) as the said acetalization degree (b) is below the said upper limit can be shortened.
- the hydroxyl group content (b) of the polyvinyl acetal resin (B) is preferably at least 18 mol%, more preferably at least 19 mol%, even more preferably at least 20 mol%, particularly preferably at least 21 mol%, most preferably It is 23 mol% or more, preferably 31 mol% or less, more preferably 30 mol% or less, still more preferably 29 mol% or less, and particularly preferably 28 mol% or less.
- the hydroxyl group content (b) is not less than the above lower limit, the adhesive strength of the first layer is further increased.
- the hydroxyl group content (b) is not more than the above upper limit, the sound insulating properties of the laminated glass are further enhanced.
- the polyvinyl acetal resin (A) and the polyvinyl acetal resin (B) are each preferably a polyvinyl butyral resin.
- the first layer includes a plasticizer (hereinafter may be referred to as a plasticizer (1)).
- the second layer includes a plasticizer (hereinafter may be referred to as a plasticizer (2)).
- the third layer includes a plasticizer (hereinafter sometimes referred to as a plasticizer (3)).
- the plasticizer is not particularly limited.
- the plasticizer (1), the plasticizer (2), and the plasticizer (3) may be the same or different. As for the said plasticizer (1), the said plasticizer (2), and the said plasticizer (3), only 1 type may respectively be used and 2 or more types may be used together.
- plasticizer examples include organic ester plasticizers such as monobasic organic acid esters and polybasic organic acid esters, and organic phosphate plasticizers such as organic phosphoric acid plasticizers and organic phosphorous acid plasticizers. . Of these, organic ester plasticizers are preferred.
- the plasticizer is preferably a liquid plasticizer.
- Examples of the monobasic organic acid ester include glycol esters obtained by a reaction between glycol and a monobasic organic acid.
- Examples of the glycol include triethylene glycol, tetraethylene glycol, and tripropylene glycol.
- Examples of the monobasic organic acid include butyric acid, isobutyric acid, caproic acid, 2-ethylbutyric acid, heptylic acid, n-octylic acid, 2-ethylhexylic acid, n-nonylic acid, and decylic acid.
- polybasic organic acid ester examples include ester compounds of a polybasic organic acid and an alcohol having a linear or branched structure having 4 to 8 carbon atoms.
- polybasic organic acid examples include adipic acid, sebacic acid, and azelaic acid.
- organic ester plasticizer examples include triethylene glycol di-2-ethylpropanoate, triethylene glycol di-2-ethylbutyrate, triethylene glycol di-2-ethylhexanoate, triethylene glycol dicaprylate, Triethylene glycol di-n-octanoate, triethylene glycol di-n-heptanoate, tetraethylene glycol di-n-heptanoate, dibutyl sebacate, dioctyl azelate, dibutyl carbitol adipate, ethylene glycol di-2-ethylbutyrate, 1,3-propylene glycol di-2-ethyl butyrate, 1,4-butylene glycol di-2-ethyl butyrate, diethylene glycol di-2-ethyl butyrate, diethylene glycol di-2-ethyl Hexanoate, dipropylene glycol di-2-ethylbutyrate, triethylene glycol di-2-eth
- organic phosphate plasticizer examples include tributoxyethyl phosphate, isodecylphenyl phosphate, triisopropyl phosphate, and the like.
- the plasticizer is preferably a diester plasticizer represented by the following formula (1).
- R1 and R2 each represent an organic group having 2 to 10 carbon atoms
- R3 represents an ethylene group, an isopropylene group or an n-propylene group
- p represents an integer of 3 to 10
- R1 and R2 in the above formula (1) are each preferably an organic group having 5 to 10 carbon atoms, and more preferably an organic group having 6 to 10 carbon atoms.
- the plasticizer is di- (2-butoxyethyl) -adipate (DBEA), triethylene glycol di-2-ethylhexanoate (3GO), triethylene glycol di-2-ethylbutyrate (3GH) or triethylene.
- DBEA di- (2-butoxyethyl) -adipate
- 3GO triethylene glycol di-2-ethylhexanoate
- 3GH triethylene glycol di-2-ethylbutyrate
- glycol di-2-ethylpropanoate contains glycol di-2-ethylpropanoate, triethylene glycol di-2-ethylhexanoate (3GO), triethylene glycol di-2-ethylbutyrate (3GH) or triethylene glycol di-2 More preferably, it contains ethyl propanoate, more preferably triethylene glycol di-2-ethylhexanoate or triethylene glycol di-2-ethylbutyrate, and triethylene glycol di-2-ethylhexaate. It is particularly preferred to include noate.
- Content of the plasticizer (2) with respect to 100 parts by weight of the thermoplastic resin (2) (hereinafter sometimes referred to as content (2)), and the plasticity with respect to 100 parts by weight of the thermoplastic resin (3)
- the content of the agent (3) (hereinafter sometimes referred to as “content (3)”) is preferably 10 parts by weight or more, more preferably 15 parts by weight or more, still more preferably 20 parts by weight or more, particularly preferably. Is 24 parts by weight or more, preferably 50 parts by weight or less, more preferably 40 parts by weight or less, still more preferably 35 parts by weight or less, particularly preferably 32 parts by weight or less, and most preferably 30 parts by weight or less.
- the flexibility of the intermediate film is increased and the handling of the intermediate film is facilitated.
- the bending rigidity is further increased.
- the content of the plasticizer (1) (hereinafter sometimes referred to as the content (1)) with respect to 100 parts by weight of the thermoplastic resin (1) is preferably 50 parts by weight or more, more preferably 55 parts by weight. More preferably, it is 60 parts by weight or more, preferably 100 parts by weight or less, more preferably 90 parts by weight or less, still more preferably 85 parts by weight or less, and particularly preferably 80 parts by weight or less.
- the content (1) is not less than the above lower limit, the flexibility of the intermediate film is increased, and the handling of the intermediate film is facilitated.
- the content (1) is not more than the above upper limit, the penetration resistance of the laminated glass is further enhanced.
- the content (1) is preferably greater than the content (2), and the content (1) is preferably greater than the content (3).
- the absolute value of the difference between the content (2) and the content (1), and the difference between the content (3) and the content (1) is preferably 10 parts by weight or more, more preferably 15 parts by weight or more, and still more preferably 20 parts by weight or more.
- the absolute value of the difference between the content (2) and the content (1) and the absolute value of the difference between the content (3) and the content (1) are each preferably 80 parts by weight or less. More preferably, it is 75 weight part or less, More preferably, it is 70 weight part or less.
- the cloud point 1 measured using a solution obtained by dissolving 8 parts by weight of the thermoplastic resin in the first layer in 100 parts by weight of the plasticizer in the first layer is the second layer.
- the cloud point 2 measured using a solution obtained by dissolving 8 parts by weight of the thermoplastic resin in 100 parts by weight of the plasticizer in the second layer, and the heat in the third layer It is lower than the cloud point 3 measured using a solution obtained by dissolving 8 parts by weight of a plastic resin in 100 parts by weight of the plasticizer in the third layer.
- thermoplastic resin and the plasticizer in the first layer were obtained by dissolving 8 parts by weight of the thermoplastic resin in the first layer in 100 parts by weight of the plasticizer in the first layer. It has a cloud point 1 measured using the liquid.
- the thermoplastic resin and the plasticizer in the second layer were obtained by dissolving 8 parts by weight of the thermoplastic resin in the second layer in 100 parts by weight of the plasticizer in the second layer. It has a cloud point 2 measured using the liquid.
- the thermoplastic resin and the plasticizer in the third layer were obtained by dissolving 8 parts by weight of the thermoplastic resin in the third layer in 100 parts by weight of the plasticizer in the third layer. It has a cloud point 3 measured using the liquid.
- the cloud point 1 is preferably 100 ° C. or lower, more preferably 110 ° C. or lower, and 120 ° C. or lower lower than the cloud point 2 and the cloud point 3. Is more preferable, and it is particularly preferable that the temperature is 130 ° C. or lower. That is, since the sound insulation of the laminated glass is further enhanced, the cloud point 1 is lower than the cloud point 2 and the cloud point 3, and the cloud point 1, the cloud point 2, and the cloud point 3
- the absolute value of the difference is preferably 100 ° C. or higher (more preferably 110 ° C. or higher, further preferably 120 ° C. or higher, particularly preferably 130 ° C. or higher).
- the absolute value of the difference between the cloud point 1 and the cloud point 2 and the absolute value of the difference between the cloud point 1 and the cloud point 3 are 160 ° C. or less.
- the temperature is preferably 150 ° C. or lower, more preferably 145 ° C. or lower, and particularly preferably 140 ° C. or lower.
- the cloud point 1 is preferably ⁇ 25 ° C. or higher, more preferably ⁇ 20 ° C. or higher, still more preferably ⁇ 15 ° C. or higher, particularly preferably ⁇ 10 ° C. or higher, preferably 40 ° C. or lower, more preferably 35 ° C. or lower, Preferably it is 30 degrees C or less.
- the cloud point 1 is not less than the above lower limit, the rigidity of the laminated glass is further increased.
- the cloud point 1 is not more than the above upper limit, the sound insulation of the laminated glass is further enhanced.
- the cloud point 2 and the cloud point 3 are preferably 100 ° C. or higher, more preferably 105 ° C. or higher, further preferably 110 ° C. or higher, particularly preferably 115 ° C. or higher, preferably 190 ° C. or lower, more preferably 185 ° C. or lower, More preferably, it is 180 degrees C or less.
- the cloud point 2 and the cloud point 3 are equal to or higher than the lower limit, the rigidity of the laminated glass is further increased.
- the cloud point 1 is not more than the above upper limit, the sound insulation of the laminated glass is further enhanced.
- the above cloud point is a cloud point measured according to JIS K2266 “Pour point of crude oil and petroleum products and cloud point test method of petroleum products”.
- the cloud point measured using the polyvinyl acetal resin and the plasticizer is prepared by preparing 3.5 g (100 parts by weight) of a plasticizer and 0.28 g (8 parts by weight) of a polyvinyl acetal resin.
- 3.5 g (100 parts by weight) of the plasticizer and 0.28 g (8 parts by weight) of the polyvinyl acetal resin are mixed, and the polyvinyl acetal resin is dissolved in the plasticizer. After heating the solution to 150 ° C.
- the test tube in a ⁇ 20 ° C. atmosphere to lower the temperature of the solution to ⁇ 15 ° C., or leave the test tube in a ⁇ 196 ° C. atmosphere to adjust the temperature of the solution to that of the plasticizer To pour point temperature
- lowered it means the temperature at which begins to occur cloudy portion of this solution (determination method of the first cloud point). The lower the cloud point, the higher the compatibility between the polyvinyl acetal resin and the plasticizer.
- the test tube is not ⁇ 196 ° C. but ⁇ 20 ° C. Leave in an atmosphere of °C.
- Examples of methods for measuring the temperature at which part of the solution starts to cloud include, for example, a method of visually observing the appearance of the solution, a method of measuring the haze of the solution with a haze meter, and a plurality of methods related to clouding in advance. For example, a limit sample of the stage is prepared, and the cloudiness is judged against this limit sample. Especially, the method of observing the external appearance of a solution visually is preferable. When the haze of the solution is measured with a haze meter, the temperature at which the haze is 10% or more is defined as the cloud point.
- the cloud point measured using the said polyvinyl acetal resin and the said plasticizer prepares the said plasticizer 3.5g (100 weight part) and the said polyvinyl acetal resin 0.28g (8 weight part),
- a test tube (2 cm in diameter)
- 3.5 g (100 parts by weight) of the plasticizer and 0.28 g (8 parts by weight) of the polyvinyl acetal resin are mixed, and the polyvinyl acetal resin is dissolved in the plasticizer.
- the test solution is heated to 150 ° C., and then the test tube is left in a temperature-controlled room at a predetermined temperature for 1 hour, and then the haze of the solution in the test tube is measured with a haze meter while maintaining the temperature of the temperature-controlled room.
- the cloud point may be determined by the first cloud point determination method, or may be determined by the second cloud point determination method. Although it is preferable to determine by the first cloud point determination method, the second cloud point determination method may be employed for the purpose of specifying the cloud point with higher accuracy.
- the absolute value XA of the difference between the cloud point 1 and the cloud point 2 and the absolute value XB of the difference between the cloud point 1 and the cloud point 3 are 118 ° C. or more, and in the interlayer film for laminated glass Y ⁇ ⁇ 0.16XA + 60 (hereinafter also referred to as Formula 1) and Y ⁇ ⁇ 0.16XB + 60, where Y is the content of the plasticizer in the interlayer film for laminated glass with respect to 100 parts by weight of the thermoplastic resin. (Hereinafter also referred to as Formula 2).
- the absolute value XA of the difference between the cloud point 1 and the cloud point 2 and the absolute value XB of the difference between the cloud point 1 and the cloud point 3 are preferably 120 ° C.
- the absolute value XA of the difference between the cloud point 1 and the cloud point 2 and the absolute value XB of the difference between the cloud point 1 and the cloud point 3 are equal to or higher than the lower limit, the sound insulating property of the laminated glass is further improved. When it is further higher and is not more than the above upper limit, the rigidity of the laminated glass is further increased.
- the content Y preferably satisfies Y ⁇ ⁇ 0.16XA + 60, more preferably satisfies Y ⁇ ⁇ 0.16XA + 59.5, and Y ⁇ ⁇ 0. More preferably, 16XA + 59 is satisfied. Since the sound insulating properties of the laminated glass are further enhanced, the content Y preferably satisfies Y ⁇ ⁇ 0.16XA + 51, more preferably satisfies Y ⁇ ⁇ 0.16XA + 52, and Y ⁇ ⁇ 0.16XA + 53. Is more preferable, and it is particularly preferable that Y ⁇ ⁇ 0.16XA + 54 is satisfied.
- the content Y preferably satisfies Y ⁇ ⁇ 0.16XB + 60, more preferably satisfies Y ⁇ ⁇ 0.16XB + 59.5, and Y ⁇ ⁇ 0. It is more preferable to satisfy 16XB + 59. Since the sound insulating properties of the laminated glass are further enhanced, the content Y preferably satisfies Y ⁇ ⁇ 0.16XB + 51, more preferably satisfies Y ⁇ ⁇ 0.16XB + 52, and Y ⁇ ⁇ 0.16XB + 53. Is more preferable, and it is particularly preferable that Y ⁇ ⁇ 0.16XB + 54 is satisfied.
- the content Y is preferably 25 parts by weight or more, more preferably 26 parts by weight or more, and even more preferably 27 parts by weight or more. Since the rigidity of the laminated glass is further increased, the content Y is preferably 41 parts by weight or less, more preferably 40.5 parts by weight or less, and still more preferably 40 parts by weight or less.
- a surface layer, a sound insulation layer, and a surface layer are laminated, and the sound insulation layer is softer than the surface layer.
- Laminated glass using such a sound insulating film has low rigidity.
- US2013 / 0236711A1 discloses increasing the glass transition temperature of the surface layer.
- simply increasing the glass transition temperature of the surface layer will not only provide sufficient rigidity of the laminated glass immediately after production, but it will significantly reduce the rigidity of the laminated glass over time after production. There's a problem.
- the sound insulation layer is harder, there is a problem that sufficient sound insulation cannot be obtained.
- the present inventors have found that the cause is migration of the plasticizer contained in the surface layer and the sound insulation layer.
- the plasticizer contained in the surface layer is excessively transferred to the sound insulation layer or the plasticizer contained in the sound insulation layer can be prevented from excessively moving to the surface layer, not only the laminated glass immediately after production, The rigidity of the laminated glass whose time has elapsed since the production can be increased.
- the cloud point 1 is lower than the cloud point 2, and the absolute value XA of the difference between the cloud point 1 and the cloud point 2 is 118 ° C. or higher.
- the interlayer film for laminated glass By reducing the content Y of the plasticizer in the interlayer film for laminated glass, that is, the total number of plasticizer parts in the interlayer film for laminated glass with respect to 100 parts by weight of the thermoplastic resin, laminated glass immediately after production In addition, it is possible to increase the rigidity of the laminated glass after a lapse of time from the production.
- the plasticizer in the second layer and the third layer tends to not migrate into the first layer. Therefore, even if the absolute value XA of the difference between the cloud point 1 and the cloud point 2 and the absolute value XB of the difference between the cloud point 1 and the cloud point 3 are reduced, the interlayer film for laminated glass.
- the content Y of the plasticizer in the interlayer film for laminated glass that is, the total number of plasticizer parts in the interlayer film for laminated glass, with respect to 100 parts by weight of the thermoplastic resin, the sound insulating property of the laminated glass Can be high.
- the content Y of the plasticizer in the interlayer film for laminated glass with respect to 100 parts by weight of the thermoplastic resin in the interlayer film for laminated glass will be described.
- the interlayer film for laminated glass is cut into a length of 0.5 cm and a width of 5 cm and the second layer, the first layer, and the third layer are laminated.
- measurement accuracy In order to increase the thickness, the interlayer film for laminated glass is allowed to stand for 12 hours in an environment of 23 ⁇ 2 ° C. and humidity of 25 ⁇ 5%, and then the second layer is peeled from the first layer, The third layer is peeled off from the first layer.
- the weight of the peeled first layer is measured using an analytical electronic balance (GH-200 manufactured by A & D), and the weight of the peeled first layer is defined as X1 (mg). .
- the peeled first layer is a thermoplastic resin content (R1 in the total of the thermoplastic resin and plasticizer in the first layer).
- the plasticizer content (P1) in the total of the thermoplastic resin and plasticizer in the first layer is calculated by dividing the content of the thermoplastic resin in the first layer by the total content of the thermoplastic resin and the plasticizer in the first layer, and the P1 is calculated as described above.
- the content of the plasticizer in the first layer is calculated by dividing by the total content of the thermoplastic resin and the plasticizer in the first layer.
- the weight X2 (mg) of the second layer, the thermoplastic resin content (R2) in the total of the thermoplastic resin and plasticizer in the second layer, and the second layer The content (P2) of the plasticizer in the total of the thermoplastic resin and the plasticizer is measured.
- the content (P3) of the plasticizer in the total of the thermoplastic resin and the plasticizer is measured.
- the content of the thermoplastic resin in the first layer is X1 (mg) ⁇ R1
- the content of the thermoplastic resin in the second layer is X2 (mg) ⁇ R2
- the third The content of the thermoplastic resin in the layer was calculated as X3 (mg) ⁇ R3
- the content of the thermoplastic resin in the interlayer film for laminated glass was X1 (mg) ⁇ R1 + X2 (mg) ⁇ R2 + X3 (mg) ⁇ Let R3.
- the plasticizer content in the first layer is X1 (mg) ⁇ P1
- the plasticizer content in the second layer is X2 (mg) ⁇ P2
- the third The plasticizer content in the layer was calculated as X3 (mg) ⁇ P3
- the plasticizer content in the interlayer film for laminated glass was X1 (mg) ⁇ P1 + X2 (mg) ⁇ P2 + X3 (mg) ⁇ P3 To do.
- the content Y of the plasticizer in the interlayer film for laminated glass with respect to 100 parts by weight of the thermoplastic resin in the interlayer film for laminated glass was determined as [ ⁇ X1 (mg) ⁇ P1 + X2 (mg) ⁇ P2 + X3 (mg) ⁇ P3 ⁇ / ⁇ X1 (mg) ⁇ R1 + X2 (mg) ⁇ R2 + X3 (mg) ⁇ R3 ⁇ ].
- the first layer, the second layer, and the third layer are specified and the same as when the interlayer film has a three-layer structure It is preferable to measure the content Y of the plasticizer in the interlayer film for laminated glass with respect to 100 parts by weight of the thermoplastic resin in the interlayer film for laminated glass.
- the first layer, the second layer, and the third layer includes a colored region and has a colored region only in a part in the plane direction of the interlayer film for laminated glass.
- the laminated glass interlayer film is cut into 0.5 cm in length and 5 cm in width so as not to include a colored region, and then for the laminated glass with respect to 100 parts by weight of the thermoplastic resin in the laminated glass interlayer film. It is preferable to measure the content Y of the plasticizer in the interlayer film.
- the first layer preferably contains silica particles.
- silica particles By using silica particles, the sound insulation is not lowered, the rigidity is further increased, and the adhesive strength between layers is further increased.
- the said silica particle only 1 type may be used and 2 or more types may be used together.
- the specific surface area of the silica particles according to the BET method is preferably 50 m 2 / g or more, more preferably 100 m 2 / g or more, still more preferably 200 m 2 / g or more, particularly preferably 250 m 2 / g or more, and most preferably 300 m 2. / G or more, preferably 500 m 2 / g or less.
- the specific surface area can be measured by a gas adsorption method using a specific surface area / pore distribution measuring device. Examples of the measuring device include “ASAP 2420” manufactured by Shimadzu Corporation.
- the content of the silica particles is preferably 1 part by weight or more, more preferably 5 parts by weight or more, still more preferably 10 parts by weight or more, and particularly preferably 15 parts by weight with respect to 100 parts by weight of the thermoplastic resin (1). Part or more, preferably 70 parts by weight or less, more preferably 64 parts by weight or less, still more preferably 60 parts by weight or less, still more preferably 55 parts by weight or less, particularly preferably 45 parts by weight or less, and most preferably 35 parts by weight or less. It is.
- the content of the silica particles is not less than the above lower limit, the adhesion between the layers is further increased, and the rigidity is further increased.
- the content of the silica particles is not more than the above upper limit, the sound insulation is further enhanced.
- the intermediate film preferably contains a heat shielding compound.
- the first layer preferably contains a heat shielding compound.
- the second layer preferably contains a heat shielding compound.
- the third layer preferably includes a heat shielding compound.
- the said heat-shielding compound only 1 type may be used and 2 or more types may be used together.
- the intermediate film preferably includes at least one component X among a phthalocyanine compound, a naphthalocyanine compound, and an anthracocyanine compound.
- the first layer preferably contains the component X.
- the second layer preferably contains the component X.
- the third layer preferably contains the component X.
- the component X is a heat shielding compound. As for the said component X, only 1 type may be used and 2 or more types may be used together.
- the component X is not particularly limited.
- component X conventionally known phthalocyanine compounds, naphthalocyanine compounds and anthracocyanine compounds can be used.
- the component X is preferably at least one selected from the group consisting of phthalocyanine, phthalocyanine derivatives, naphthalocyanine, and naphthalocyanine derivatives. More preferably, it is at least one of phthalocyanine and phthalocyanine derivatives.
- the component X preferably contains a vanadium atom or a copper atom.
- the component X preferably contains a vanadium atom, and preferably contains a copper atom.
- the component X is more preferably at least one of a phthalocyanine containing a vanadium atom or a copper atom and a phthalocyanine derivative containing a vanadium atom or a copper atom.
- the component X preferably has a structural unit in which an oxygen atom is bonded to a vanadium atom.
- the content of the component X is preferably 0.001% by weight or more, more preferably 0.005. % By weight or more, more preferably 0.01% by weight or more, particularly preferably 0.02% by weight or more, preferably 0.2% by weight or less, more preferably 0.1% by weight or less, still more preferably 0.05% by weight. % Or less, particularly preferably 0.04% by weight or less.
- the content of the component X is not less than the above lower limit and not more than the above upper limit, the heat shielding property is sufficiently high and the visible light transmittance is sufficiently high.
- the visible light transmittance can be 70% or more.
- Thermal barrier particles The intermediate film preferably contains heat shielding particles.
- the first layer preferably contains the heat shielding particles.
- the second layer preferably includes the heat shielding particles.
- the third layer preferably contains the heat shielding particles.
- the heat shielding particles are heat shielding compounds. By using heat shielding particles, infrared rays (heat rays) can be effectively blocked. As for the said heat-shielding particle, only 1 type may be used and 2 or more types may be used together.
- the heat shielding particles are more preferably metal oxide particles.
- the heat shielding particles are preferably particles (metal oxide particles) formed of a metal oxide.
- Infrared rays having a wavelength longer than 780 nm longer than visible light have a smaller amount of energy than ultraviolet rays.
- infrared rays have a large thermal effect, and when infrared rays are absorbed by a substance, they are released as heat. For this reason, infrared rays are generally called heat rays.
- heat shielding particles By using the heat shielding particles, infrared rays (heat rays) can be effectively blocked.
- the heat shielding particles mean particles that can absorb infrared rays.
- heat shielding particles include aluminum-doped tin oxide particles, indium-doped tin oxide particles, antimony-doped tin oxide particles (ATO particles), gallium-doped zinc oxide particles (GZO particles), and indium-doped zinc oxide particles (IZO particles).
- Aluminum doped zinc oxide particles (AZO particles), niobium doped titanium oxide particles, sodium doped tungsten oxide particles, cesium doped tungsten oxide particles, thallium doped tungsten oxide particles, rubidium doped tungsten oxide particles, tin doped indium oxide particles (ITO particles) And metal oxide particles such as tin-doped zinc oxide particles and silicon-doped zinc oxide particles, and lanthanum hexaboride (LaB 6 ) particles. Heat shielding particles other than these may be used.
- metal oxide particles are preferable because of their high heat ray shielding function, ATO particles, GZO particles, IZO particles, ITO particles or tungsten oxide particles are more preferable, and ITO particles or tungsten oxide particles are particularly preferable.
- tin-doped indium oxide particles ITO particles
- tungsten oxide particles are also preferable because they have a high heat ray shielding function and are easily available.
- the tungsten oxide particles are preferably metal-doped tungsten oxide particles.
- the “tungsten oxide particles” include metal-doped tungsten oxide particles. Specific examples of the metal-doped tungsten oxide particles include sodium-doped tungsten oxide particles, cesium-doped tungsten oxide particles, thallium-doped tungsten oxide particles, and rubidium-doped tungsten oxide particles.
- cesium-doped tungsten oxide particles are particularly preferable.
- the cesium-doped tungsten oxide particles are preferably tungsten oxide particles represented by the formula: Cs 0.33 WO 3 .
- the average particle diameter of the heat shielding particles is preferably 0.01 ⁇ m or more, more preferably 0.02 ⁇ m or more, preferably 0.1 ⁇ m or less, more preferably 0.05 ⁇ m or less.
- the average particle size is not less than the above lower limit, the heat ray shielding property is sufficiently increased.
- the average particle size is not more than the above upper limit, the dispersibility of the heat shielding particles is increased.
- the above “average particle diameter” indicates the volume average particle diameter.
- the average particle diameter can be measured using a particle size distribution measuring device (“UPA-EX150” manufactured by Nikkiso Co., Ltd.) or the like.
- the content of the heat shielding particles is preferably 0.01% by weight or more, more preferably 0%. 0.1% by weight or more, more preferably 1% by weight or more, particularly preferably 1.5% by weight or more, preferably 6% by weight or less, more preferably 5.5% by weight or less, still more preferably 4% by weight or less, Preferably it is 3.5 weight% or less, Most preferably, it is 3 weight% or less.
- the content of the heat shielding particles is not less than the above lower limit and not more than the above upper limit, the heat shielding property is sufficiently high and the visible light transmittance is sufficiently high.
- the intermediate film preferably contains at least one metal salt (hereinafter sometimes referred to as metal salt M) among alkali metal salts, alkaline earth metal salts, and Mg salts.
- the first layer preferably includes the metal salt M.
- the second layer preferably contains the metal salt M.
- the third layer preferably contains the metal salt M.
- Use of the metal salt M makes it easy to control the adhesion between the interlayer film and the laminated glass member or the adhesion between the layers in the interlayer film.
- the said metal salt M only 1 type may be used and 2 or more types may be used together.
- the metal salt M preferably contains at least one metal selected from the group consisting of Li, Na, K, Rb, Cs, Mg, Ca, Sr and Ba.
- the metal salt contained in the interlayer film preferably contains at least one metal of K and Mg.
- the metal salt M is an alkali metal salt of an organic acid having 2 to 16 carbon atoms, an alkaline earth metal salt of an organic acid having 2 to 16 carbon atoms, or a magnesium salt of an organic acid having 2 to 16 carbon atoms. More preferably, it is a carboxylic acid magnesium salt having 2 to 16 carbon atoms or a carboxylic acid potassium salt having 2 to 16 carbon atoms.
- magnesium salt of carboxylic acid having 2 to 16 carbon atoms and the potassium salt of carboxylic acid having 2 to 16 carbon atoms include, but are not limited to, for example, magnesium acetate, potassium acetate, magnesium propionate, potassium propionate, 2-ethylbutyric acid
- magnesium, potassium 2-ethylbutanoate, magnesium 2-ethylhexanoate and potassium 2-ethylhexanoate examples include magnesium, potassium 2-ethylbutanoate, magnesium 2-ethylhexanoate and potassium 2-ethylhexanoate.
- the total content of Mg and K in the layer containing the metal salt M is preferably 5 ppm or more, more preferably 10 ppm or more, and even more preferably 20 ppm or more. , Preferably 300 ppm or less, more preferably 250 ppm or less, still more preferably 200 ppm or less.
- the adhesion between the interlayer film and the laminated glass member or the adhesion between the layers in the interlayer film can be controlled even better.
- the intermediate film preferably contains an ultraviolet shielding agent.
- the first layer preferably contains an ultraviolet shielding agent.
- the second layer preferably contains an ultraviolet shielding agent.
- the third layer preferably contains an ultraviolet shielding agent.
- the ultraviolet shielding agent includes an ultraviolet absorber.
- the ultraviolet shielding agent is preferably an ultraviolet absorber.
- the ultraviolet shielding agent examples include an ultraviolet shielding agent containing a metal atom, an ultraviolet shielding agent containing a metal oxide, an ultraviolet shielding agent having a benzotriazole structure, an ultraviolet shielding agent having a benzophenone structure, and an ultraviolet shielding agent having a triazine structure. And an ultraviolet shielding agent having a malonic ester structure, an ultraviolet shielding agent having an oxalic acid anilide structure, and an ultraviolet shielding agent having a benzoate structure.
- Examples of the ultraviolet shielding agent containing a metal atom include platinum particles, particles having platinum particles coated with silica, palladium particles, and particles having palladium particles coated with silica.
- the ultraviolet shielding agent is preferably not a heat shielding particle.
- the ultraviolet shielding agent is preferably an ultraviolet shielding agent having a benzotriazole structure, an ultraviolet shielding agent having a benzophenone structure, an ultraviolet shielding agent having a triazine structure or an ultraviolet shielding agent having a benzoate structure, more preferably a benzotriazole structure.
- an ultraviolet shielding agent having a benzotriazole structure more preferably an ultraviolet shielding agent having a benzotriazole structure.
- Examples of the ultraviolet shielding agent containing the metal oxide include zinc oxide, titanium oxide, and cerium oxide. Furthermore, the surface may be coat
- Examples of the ultraviolet screening agent having the benzotriazole structure include 2- (2′-hydroxy-5′-methylphenyl) benzotriazole (“TinvinP” manufactured by BASF), 2- (2′-hydroxy-3 ′, 5′-di-t-butylphenyl) benzotriazole (“Tinvin 320” manufactured by BASF), 2- (2′-hydroxy-3′-t-butyl-5-methylphenyl) -5-chlorobenzotriazole (BASF) And UV shielding agents having a benzotriazole structure such as 2- (2′-hydroxy-3 ′, 5′-di-amylphenyl) benzotriazole (“Tinvin 328” manufactured by BASF)).
- the ultraviolet shielding agent is preferably an ultraviolet shielding agent having a benzotriazole structure containing a halogen atom, and may be an ultraviolet shielding agent having a benzotriazole structure containing a chlorine atom. More preferred.
- Examples of the ultraviolet shielding agent having the benzophenone structure include octabenzone (“Chimasorb 81” manufactured by BASF).
- UV shielding agent having the triazine structure examples include “LA-F70” manufactured by ADEKA and 2- (4,6-diphenyl-1,3,5-triazin-2-yl) -5-[(hexyl). Oxy] -phenol (“Tinuvin 1577FF” manufactured by BASF) and the like.
- UV screening agent having a malonic ester structure examples include dimethyl 2- (p-methoxybenzylidene) malonate, tetraethyl-2,2- (1,4-phenylenedimethylidene) bismalonate, and 2- (p-methoxybenzylidene).
- 2- (p-methoxybenzylidene) malonate examples include dimethyl 2- (p-methoxybenzylidene) malonate, tetraethyl-2,2- (1,4-phenylenedimethylidene) bismalonate, and 2- (p-methoxybenzylidene).
- Examples of commercially available ultraviolet screening agents having a malonic ester structure include Hostavin B-CAP, Hostavin PR-25, and Hostavin PR-31 (all manufactured by Clariant).
- Examples of the ultraviolet shielding agent having the oxalic anilide structure include N- (2-ethylphenyl) -N ′-(2-ethoxy-5-tert-butylphenyl) oxalic acid diamide, N- (2-ethylphenyl)- Oxalic acid diamides having an aryl group substituted on the nitrogen atom such as N ′-(2-ethoxy-phenyl) oxalic acid diamide, 2-ethyl-2′-ethoxy-oxyanilide (“SlandorVSU” manufactured by Clariant)kind.
- ultraviolet shielding agent having the benzoate structure examples include 2,4-di-tert-butylphenyl-3,5-di-tert-butyl-4-hydroxybenzoate (“Tinuvin 120” manufactured by BASF). .
- the ultraviolet shielding is performed in 100% by weight of the layer containing the ultraviolet shielding agent (first layer, second layer, or third layer).
- the content of the agent is preferably 0.1% by weight or more, more preferably 0.2% by weight or more, further preferably 0.3% by weight or more, particularly preferably 0.5% by weight or more, preferably 2.5%.
- % By weight or less, more preferably 2% by weight or less, further preferably 1% by weight or less, and particularly preferably 0.8% by weight or less.
- the content of the ultraviolet shielding agent is 0.2% by weight or more, thereby reducing the visible light transmittance after the passage of the intermediate film and the laminated glass. Remarkably suppressed.
- the intermediate film preferably contains an antioxidant.
- the first layer preferably contains an antioxidant.
- the second layer preferably contains an antioxidant.
- the third layer preferably contains an antioxidant. As for the said antioxidant, only 1 type may be used and 2 or more types may be used together.
- antioxidants examples include phenol-based antioxidants, sulfur-based antioxidants, and phosphorus-based antioxidants.
- the phenolic antioxidant is an antioxidant having a phenol skeleton.
- the sulfur-based antioxidant is an antioxidant containing a sulfur atom.
- the phosphorus antioxidant is an antioxidant containing a phosphorus atom.
- the antioxidant is preferably a phenolic antioxidant or a phosphorus antioxidant.
- phenolic antioxidant examples include 2,6-di-t-butyl-p-cresol (BHT), butylhydroxyanisole (BHA), 2,6-di-t-butyl-4-ethylphenol, stearyl- ⁇ - (3,5-di-t-butyl-4-hydroxyphenyl) propionate, 2,2′-methylenebis- (4-methyl-6-butylphenol), 2,2′-methylenebis- (4-ethyl-6) -T-butylphenol), 4,4'-butylidene-bis- (3-methyl-6-t-butylphenol), 1,1,3-tris- (2-methyl-hydroxy-5-t-butylphenyl) butane Tetrakis [methylene-3- (3 ′, 5′-butyl-4-hydroxyphenyl) propionate] methane, 1,3,3-tris- (2-methyl-4-hydro) Loxy-5-t-butylphenol) butane, 1,3,5-trimethyl-2,4,6
- Examples of the phosphorus antioxidant include tridecyl phosphite, tris (tridecyl) phosphite, triphenyl phosphite, trinonylphenyl phosphite, bis (tridecyl) pentaerythritol diphosphite, bis (decyl) pentaerythritol diphos.
- antioxidants examples include “IRGANOX 245” manufactured by BASF, “IRGAFOS 168” manufactured by BASF, “IRGAFOS 38” manufactured by BASF, “Smilizer BHT” manufactured by Sumitomo Chemical, and “ IRGANOX 1010 ".
- a layer in 100% by weight of the interlayer film or containing an antioxidant.
- the content of the antioxidant is preferably 0.1% by weight or more.
- the content of the antioxidant is preferably 2% by weight or less in 100% by weight of the intermediate film or 100% by weight of the layer containing the antioxidant.
- the first layer, the second layer, and the third layer are respectively a coupling agent containing silicon, aluminum, or titanium, a dispersant, a surfactant, a flame retardant, an antistatic agent, if necessary.
- Additives such as pigments, dyes, adhesive strength modifiers, moisture-proofing agents, fluorescent brighteners and infrared absorbers may be included. As for these additives, only 1 type may be used and 2 or more types may be used together.
- the equivalent rigidity of the interlayer film at 25 ° C. is 2.4 MPa or more.
- the equivalent rigidity of the interlayer film at 25 ° C. is preferably 3 MPa or more, more preferably 4 MPa or more, still more preferably 5 MPa or more, and particularly preferably 9 MPa or more.
- the equivalent rigidity of the interlayer film at 25 ° C. is preferably 30 MPa or less, more preferably 20 MPa or less.
- the first layer preferably contains silica particles. Further, in order to increase the equivalent rigidity, the degree of crosslinking of the thermoplastic resin in the first layer may be appropriately increased. Furthermore, it is preferable to select the thickness of each layer as appropriate in order to increase the equivalent rigidity.
- the glass transition temperature of the first layer is preferably 15 ° C. or less, more preferably 10 ° C. or less, further preferably 5 ° C. or less, and particularly preferably 0 ° C. or less. .
- the glass transition temperature of the first layer is preferably ⁇ 20 ° C. or higher.
- the glass transition temperature of the first layer is preferably lower than the glass transition temperatures of the second layer and the third layer.
- the first layer having a glass transition temperature lower than that of the second layer and the third layer includes silica particles, and includes the second layer and the third layer having a glass transition temperature higher than that of the first layer. This significantly improves the bending rigidity of the laminated glass.
- the absolute value of the difference between the glass transition temperature of the first layer and the glass transition temperatures of the second layer and the third layer is preferably 10 ° C. or higher.
- the absolute value of the difference between the glass transition temperature of the first layer and the glass transition temperatures of the second layer and the third layer is preferably 70 ° C. or less.
- a viscoelasticity measuring device manufactured by IT Measurement Control Co., Ltd. was immediately after storing the obtained interlayer film in an environment of room temperature 23 ⁇ 2 ° C. and humidity 25 ⁇ 5% for 12 hours.
- a method of measuring viscoelasticity using “DVA-200” can be mentioned.
- the intermediate film was cut out with a vertical width of 8 mm and a horizontal width of 5 mm, and the temperature was increased from ⁇ 30 ° C. to 100 ° C. at a rate of temperature increase of 5 ° C./min in the shear mode, and the frequency was 1 Hz and the strain was 0.08%. It is preferable to measure the glass transition temperature.
- the Young's modulus at 25 ° C. of the first layer is preferably 0.4 MPa or more, more preferably 0.6 MPa or more, further preferably 0.8 MPa or more, preferably 6 MPa or less. More preferably, it is 5 MPa or less, More preferably, it is 4 MPa or less.
- the Young's modulus at 25 ° C. of the second layer and the third layer is preferably 3 MPa or more, more preferably 10 MPa or more, still more preferably 100 MPa or more, preferably 700 MPa or less, More preferably, it is 500 MPa or less, More preferably, it is 400 MPa or less.
- the first layer preferably contains silica particles. Further, in order to adjust the Young's modulus to an appropriate range, the degree of crosslinking of the thermoplastic resin in the first layer may be appropriately increased.
- the thickness of the intermediate film is not particularly limited. From the viewpoint of practical use and from the viewpoint of sufficiently enhancing the penetration resistance and bending rigidity of the laminated glass, the thickness of the interlayer film is preferably 0.1 mm or more, more preferably 0.25 mm or more, preferably 3 mm or less, more Preferably it is 2 mm or less, More preferably, it is 1.5 mm or less. When the thickness of the interlayer film is not less than the above lower limit, the penetration resistance and bending rigidity of the laminated glass are increased. When the thickness of the interlayer film is not more than the above upper limit, the transparency of the interlayer film is further improved.
- T is the thickness of the intermediate film.
- the thickness of the first layer is preferably 0.0625T or more, more preferably 0.1T or more, preferably 0.4T or less, more preferably 0.375T or less, still more preferably 0.25T or less, still more preferably. It is 0.15T or less.
- the thickness of the first layer is 0.4 T or less, the bending rigidity is further improved.
- Each thickness of the second layer and the third layer is preferably 0.3 T or more, more preferably 0.3125 T or more, still more preferably 0.375 T or more, preferably 0.9375 T or less, more preferably 0. .9T or less.
- Each thickness of the second layer and the third layer may be 0.46875T or less, or 0.45T or less. Further, when the thicknesses of the second layer and the third layer are not less than the lower limit and not more than the upper limit, the rigidity and sound insulation of the laminated glass are further enhanced.
- the total thickness of the second layer and the third layer is preferably 0.625 T or more, more preferably 0.75 T or more, still more preferably 0.85 T or more, preferably 0.9375 T or less, more preferably 0.9T or less. Further, when the total thickness of the second layer and the third layer is not less than the above lower limit and not more than the above upper limit, the rigidity and sound insulation of the laminated glass are further enhanced.
- the method for producing the interlayer film according to the present invention is not particularly limited.
- As the method for producing an intermediate film according to the present invention after forming each layer using each resin composition for forming each layer, for example, a method for laminating each obtained layer, and for forming each layer The method etc. which laminate
- the same polyvinyl acetal resin is contained in the second layer and the third layer, and the second layer, the third layer, It is more preferable that the same polyvinyl acetal resin and the same plasticizer are included, and it is more preferable that the second layer and the third layer are formed of the same resin composition.
- the intermediate film preferably has an uneven shape on at least one of the surfaces on both sides. More preferably, the intermediate film has a concavo-convex shape on both surfaces. It does not specifically limit as a method of forming said uneven
- the embossing roll method is preferable because it can form a large number of concavo-convex embossments that are quantitatively constant.
- FIG. 2 is a cross-sectional view schematically showing an example of a laminated glass using the laminated glass interlayer film shown in FIG.
- the intermediate film 11 is disposed between the first laminated glass member 21 and the second laminated glass member 22 and is sandwiched.
- the first laminated glass member 21 is laminated on the first surface 11 a of the intermediate film 11.
- a second laminated glass member 22 is laminated on the second surface 11 b opposite to the first surface 11 a of the intermediate film 11.
- a first laminated glass member 21 is laminated on the outer surface 2 a of the second layer 2.
- a second laminated glass member 22 is laminated on the outer surface 3 a of the third layer 3.
- the laminated glass which concerns on this invention is equipped with the 1st laminated glass member, the 2nd laminated glass member, and the intermediate film, and this intermediate film is the intermediate film for laminated glasses which concerns on this invention. It is.
- the interlayer film is disposed between the first laminated glass member and the second laminated glass member.
- laminated glass member examples include a glass plate and a PET (polyethylene terephthalate) film.
- Laminated glass includes not only laminated glass in which an intermediate film is sandwiched between two glass plates, but also laminated glass in which an intermediate film is sandwiched between a glass plate and a PET film or the like.
- the laminated glass is a laminate including a glass plate, and preferably at least one glass plate is used.
- the glass plate examples include inorganic glass and organic glass.
- the inorganic glass examples include float plate glass, heat ray absorbing plate glass, heat ray reflecting plate glass, polished plate glass, mold plate glass, and wire-containing plate glass.
- the organic glass is a synthetic resin glass substituted for inorganic glass.
- examples of the organic glass include polycarbonate plates and poly (meth) acrylic resin plates.
- Examples of the poly (meth) acrylic resin plate include a polymethyl (meth) acrylate plate.
- the thickness of the laminated glass member is preferably 1 mm or more, preferably 5 mm or less, more preferably 3 mm or less.
- the thickness of the glass plate is preferably 0.5 mm or more, more preferably 0.7 mm or more, preferably 5 mm or less, more preferably 3 mm or less.
- the thickness of the PET film is preferably 0.03 mm or more, and preferably 0.5 mm or less.
- the use of the interlayer film according to the present invention makes it possible to maintain the bending rigidity of the laminated glass high even if the laminated glass is thin. From the viewpoint of reducing the environmental impact by reducing the weight of the laminated glass, reducing the environmental load by reducing the material of the laminated glass, and reducing the environmental impact by improving the fuel efficiency of the automobile by reducing the weight of the laminated glass.
- the thickness is preferably 2 mm or less, more preferably less than 2 mm, even more preferably 1.8 mm or less, even more preferably 1.5 mm or less, still more preferably 1 mm or less, still more preferably 0.8 mm or less, particularly preferably. 0.7 mm or less.
- the method for producing the laminated glass is not particularly limited.
- the intermediate film is sandwiched between the first laminated glass member and the second laminated glass member, passed through a pressing roll, or put in a rubber bag and sucked under reduced pressure, and the first The air remaining between the laminated glass member, the second laminated glass member and the intermediate film is degassed. Thereafter, it is pre-bonded at about 70 to 110 ° C. to obtain a laminate.
- the laminate is put in an autoclave or pressed and pressed at about 120 to 150 ° C. and a pressure of 1 to 1.5 MPa. In this way, a laminated glass can be obtained. You may laminate
- the interlayer film and the laminated glass can be used for automobiles, railway vehicles, aircraft, ships, buildings, and the like.
- the said intermediate film and the said laminated glass can be used besides these uses.
- the interlayer film and the laminated glass are preferably a vehicle or architectural interlayer film and a laminated glass, and more preferably a vehicle interlayer film and a laminated glass.
- the intermediate film and the laminated glass can be used for an automobile windshield, side glass, rear glass, roof glass, or the like.
- the interlayer film and the laminated glass are suitably used for automobiles.
- the interlayer film is preferably used for obtaining laminated glass for automobiles.
- the visible light transmittance of the laminated glass is preferably 65% or more, more preferably 70% or more.
- the visible light transmittance of the laminated glass can be measured according to JIS R3211 (1998).
- the visible light transmittance of the laminated glass obtained by sandwiching the interlayer film for laminated glass of the present invention between two pieces of 2 mm thick green glass (heat ray absorbing plate glass) based on JIS R3208 is 70% or more. It is preferable that The visible light transmittance is more preferably 75% or more.
- Polyvinyl acetal resin Polyvinyl acetal resins shown in Tables 1 and 2 below were used. In all the polyvinyl acetal resins used, n-butyraldehyde having 4 carbon atoms is used for acetalization. With respect to the polyvinyl acetal resin, the degree of acetalization (degree of butyralization), the degree of acetylation, and the hydroxyl group content were measured by a method based on JIS K6728 “Testing methods for polyvinyl butyral”. In addition, when measured according to ASTM D1396-92, the same numerical value as the method based on JIS K6728 “Testing method for polyvinyl butyral” was shown.
- Tinuvin 326 (2- (2′-hydroxy-3′-tert-butyl-5-methylphenyl) -5-chlorobenzotriazole, “Tinuvin 326” manufactured by BASF)
- Example 1 Preparation of a composition for forming the first layer: 100 parts by weight of a polyvinyl acetal resin of the type shown in Table 1 below, 60 parts by weight of a plasticizer (3GO), 0.2 parts by weight of an ultraviolet shielding agent (Tinvin 326), and 0.2 parts by weight of an antioxidant (BHT) Were mixed to obtain a composition for forming the first layer.
- a polyvinyl acetal resin of the type shown in Table 1 below
- a plasticizer 3GO
- an ultraviolet shielding agent Tinvin 326
- BHT antioxidant
- compositions for forming the second and third layers 100 parts by weight of the polyvinyl acetal resin of the type shown in Table 1 below, 34 parts by weight of a plasticizer (3GO), 0.2 parts by weight of an ultraviolet shielding agent (Tinvin 326), and 0.2 parts by weight of an antioxidant (BHT) Were mixed to obtain a composition for forming the second layer and the third layer.
- a plasticizer 3GO
- an ultraviolet shielding agent Tinvin 326
- BHT antioxidant
- Preparation of interlayer film The composition for forming the first layer and the composition for forming the second layer and the third layer are coextruded using a coextrusion machine, whereby the second layer (thickness) An intermediate film (thickness 780 ⁇ m) having a laminated structure of 340 ⁇ m) / first layer (thickness 100 ⁇ m) / third layer (thickness 340 ⁇ m) was produced.
- laminated glass A for bending stiffness measurement: Two glass plates washed and dried (clear float glass, length 25 cm ⁇ width 10 cm ⁇ thickness 0.7 mm) were prepared. The obtained interlayer film was sandwiched between the two glass plates to obtain a laminate. The obtained laminate was put in a rubber bag and deaerated at a vacuum degree of 2660 Pa (20 torr) for 20 minutes. Thereafter, the laminate was vacuum-pressed while being deaerated while being further kept at 90 ° C. for 30 minutes in an autoclave. The laminated body preliminarily pressure-bonded in this manner was pressure-bonded for 20 minutes in an autoclave under conditions of 135 ° C. and a pressure of 1.2 MPa (12 kg / cm 2 ) to obtain a laminated glass A.
- Preparation of laminated glass B (for sound insulation measurement): The obtained intermediate film was cut into a size of 30 cm long ⁇ 2.5 cm wide. Next, an intermediate film was sandwiched between two pieces of green glass (length 30 cm ⁇ width 2.5 cm ⁇ thickness 2 mm) conforming to JIS R3208 to obtain a laminate. This laminated body is put in a rubber bag, deaerated at a vacuum degree of 2.6 kPa for 20 minutes, transferred to an oven while being deaerated, and further kept at 90 ° C. for 30 minutes and vacuum-pressed. Crimped. The pre-pressed laminate was pressed for 20 minutes in an autoclave under conditions of 135 ° C. and a pressure of 1.2 MPa to obtain a laminated glass B.
- Examples 2 to 12 and Comparative Examples 1 to 10 The types and blending amounts of the polyvinyl acetal resin and plasticizer used for the composition for forming the first layer and the composition for forming the second layer and the third layer are shown in Tables 1 and 2 below. In the same manner as in Example 1, except that the thicknesses of the first layer, the second layer, and the third layer were set as shown in Tables 1 and 2 below. A film and laminated glass were obtained. In Examples 2 to 12 and Comparative Examples 1 to 10, the same type of ultraviolet shielding agent and antioxidant as in Example 1 were added in the same amount as in Example 1 (0 parts by weight based on 100 parts by weight of polyvinyl acetal resin). 2 parts by weight).
- the heating temperature is increased at intervals of 5 ° C. until the cloud temperature of the solution disappears.
- the test tube was left in an atmosphere of ⁇ 20 ° C., and the temperature of the solution was lowered to ⁇ 15 ° C. At this time, the temperature at which part of the solution began to cloud was visually observed, and this temperature was designated as cloud point 1.
- each plasticizer used in the second layer and the third layer of Examples and Comparative Examples and the polyvinyl acetal resin used in the second layer and the third layer of Examples and Comparative Examples were used.
- the cloud point 2 and the cloud point 3 were measured. Subsequently, the absolute value of the difference between the cloud point 1 and the cloud point 2 and the absolute value of the difference between the cloud point 1 and the cloud point 3 were calculated.
- the interlayer film for laminated glass is an environment having a temperature of 23 ⁇ 2 ° C. and a humidity of 25 ⁇ 5%. Below, after standing for 12 hours, the second layer is peeled off from the first layer, and then the third layer is peeled off from the first layer.
- the weight of the peeled first layer is measured using an analytical electronic balance (GH-200 manufactured by A & D), and the weight of the peeled first layer is defined as X1 (mg). .
- the peeled first layer is a content (R1) of polyvinyl acetal resin in the total of the polyvinyl acetal resin and the plasticizer in the first layer.
- the plasticizer content (P1) in the total of the polyvinyl acetal resin and the plasticizer in the first layer was measured.
- the R1 is calculated by dividing the content of the polyvinyl acetal resin in the first layer by the total content of the polyvinyl acetal resin and the plasticizer in the first layer
- the P1 is The content of the plasticizer in the first layer was calculated by dividing by the total content of the polyvinyl acetal resin and the plasticizer in the first layer.
- the weight X2 (mg) of the second layer, the content (R2) of the polyvinyl acetal resin in the total of the polyvinyl acetal resin and the plasticizer in the second layer, and the second layer The content (P2) of the plasticizer in the total of the polyvinyl acetal resin and the plasticizer was measured.
- the weight X3 (mg) of the third layer, the content (R3) of the polyvinyl acetal resin in the total of the polyvinyl acetal resin and the plasticizer in the third layer, and the third layer was measured.
- the content of the polyvinyl acetal resin in the first layer is X1 (mg) ⁇ R1
- the content of the polyvinyl acetal resin in the second layer is X2 (mg) ⁇ R2
- the third The content of the polyvinyl acetal resin in the layer was calculated as X3 (mg) ⁇ R3
- the content of the polyvinyl acetal resin in the interlayer film for laminated glass was X1 (mg) ⁇ R1 + X2 (mg) ⁇ R2 + X3 (mg) ⁇ R3.
- the plasticizer content in the first layer is X1 (mg) ⁇ P1
- the plasticizer content in the second layer is X2 (mg) ⁇ P2
- the third The plasticizer content in the layer was calculated as X3 (mg) ⁇ P3
- the plasticizer content in the interlayer film for laminated glass was X1 (mg) ⁇ P1 + X2 (mg) ⁇ P2 + X3 (mg) ⁇ P3 did.
- the content Y of the plasticizer in the interlayer film for laminated glass with respect to 100 parts by weight of the polyvinyl acetal resin in the interlayer film for laminated glass was determined as [ ⁇ X1 (mg) ⁇ P1 + X2 (mg) ⁇ P2 + X3 ( mg) ⁇ P3 ⁇ / ⁇ X1 (mg) ⁇ R1 + X2 (mg) ⁇ R2 + X3 (mg) ⁇ R3 ⁇ ].
- the content rate (R1) of the polyvinyl acetal resin which occupies in the 1st layer, and the content rate (P1) of a plasticizer were calculated
- 0.05 g was precisely weighed and dissolved in 4 ml of a solvent in which methanol and chloroform were mixed at a weight ratio of 1: 1.
- 0.1 ml of the mixed solution was diluted with 1.9 ml of a 1: 1 mixed solvent of methanol / chloroform.
- the diluted solution was filtered through a 0.2 ⁇ m syringe filter to obtain a GC measurement solution.
- the GC measurement conditions were set as follows.
- the inlet temperature was 280 ° C.
- the column was HP-5 (0.32 mm ⁇ ⁇ 30 m ⁇ 0.25 ⁇ m, manufactured by Agilent Technologies), the column temperature was kept at 80 ° C.
- the temperature was set at 320 ° C. and maintained at 320 ° C. for 30 seconds.
- the carrier gas was helium, the flow rate was 2.0 ml / min, and the split ratio was 1:10.
- the injection amount of the sample solution was 2 ⁇ l, a flame ionization detector (FID) was used as the detector, and the temperature of the detector was 320 ° C.
- the plasticizer content (P1) in the sample solution was calculated using a plasticizer calibration curve prepared in advance on the same day. Further, the content (R1) of the polyvinyl acetal resin was calculated by 1-P1. The content of other additives contained in the interlayer film is also included in R1, but it is negligible and may be ignored. It carried out similarly about the 2nd layer and the 3rd layer.
- the obtained laminated glass A was prepared.
- the bending stiffness was evaluated by the test method schematically shown in FIG.
- a measuring apparatus a universal material testing machine 5966 manufactured by Instron Japan Company Limited equipped with a static three-point bending test jig 2810 was used.
- the measurement temperature is 20 ⁇ 3 ° C.
- the distance D1 is 18 cm
- the distance D2 is 25 cm
- the glass is deformed in the direction of F at a displacement speed of 1 mm / min
- a displacement of 1.5 mm is applied. Stress was measured and bending stiffness was calculated.
- the laminated glass B is vibrated with a vibration generator for vibration testing (“Vibrator G21-005D” manufactured by KENKEN Co., Ltd.).
- the vibration spectrum was analyzed with an FFT spectrum analyzer (“FFT analyzer HP3582A” manufactured by Yokogawa Hured Packard).
- TL value is 35 dB or more ⁇ : TL value is less than 35 dB
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Civil Engineering (AREA)
- Structural Engineering (AREA)
- Acoustics & Sound (AREA)
- Joining Of Glass To Other Materials (AREA)
- Laminated Bodies (AREA)
Abstract
Description
上記第1の層は、熱可塑性樹脂(以下、熱可塑性樹脂(1)と記載することがある)を含む。上記第1の層は、熱可塑性樹脂(1)として、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(1)と記載することがある)を含むことが好ましい。上記第2の層は、熱可塑性樹脂(以下、熱可塑性樹脂(2)と記載することがある)を含み、熱可塑性樹脂(2)として、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(2)と記載することがある)を含むことが好ましい。上記第3の層は、熱可塑性樹脂(以下、熱可塑性樹脂(3)と記載することがある)を含み、熱可塑性樹脂(3)として、ポリビニルアセタール樹脂(以下、ポリビニルアセタール樹脂(3)と記載することがある)を含むことが好ましい。上記熱可塑性樹脂(1)と上記熱可塑性樹脂(2)と上記熱可塑性樹脂(3)とは、同一であってもよく、異なっていてもよいが、遮音性がより一層高くなることから、上記熱可塑性樹脂(1)は、上記熱可塑性樹脂(2)及び上記熱可塑性樹脂(3)と異なっていることが好ましい。上記ポリビニルアセタール樹脂(1)と上記ポリビニルアセタール樹脂(2)と上記ポリビニルアセタール樹脂(3)とは、同一であってもよく、異なっていてもよいが、遮音性がより一層高くなることから、上記ポリビニルアセタール樹脂(1)は、上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)と異なっていることが好ましい。上記熱可塑性樹脂(1)、上記熱可塑性樹脂(2)及び上記熱可塑性樹脂(3)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。上記ポリビニルアセタール樹脂(1)、上記ポリビニルアセタール樹脂(2)及び上記ポリビニルアセタール樹脂(3)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1の層は、可塑剤(以下、可塑剤(1)と記載することがある)を含む。上記第2の層は、可塑剤(以下、可塑剤(2)と記載することがある)を含む。上記第3の層は、可塑剤(以下、可塑剤(3)と記載することがある)を含む。可塑剤の使用により、またポリビニルアセタール樹脂と可塑剤との併用により、ポリビニルアセタール樹脂と可塑剤とを含む層の合わせガラス部材又は他の層に対する接着力が適度に高くなる。上記可塑剤は特に限定されない。上記可塑剤(1)と上記可塑剤(2)と上記可塑剤(3)とは同一であってもよく、異なっていてもよい。上記可塑剤(1)、上記可塑剤(2)及び上記可塑剤(3)はそれぞれ、1種のみが用いられてもよく、2種以上が併用されてもよい。

上記第1の層中の上記熱可塑性樹脂8重量部を、上記第1の層中の上記可塑剤100重量部に溶解させた液を用いて測定される曇点1は、上記第2の層中の上記熱可塑性樹脂8重量部を、上記第2の層中の上記可塑剤100重量部に溶解させた液を用いて測定される曇点2、及び、上記第3の層中の上記熱可塑性樹脂8重量部を、上記第3の層中の上記可塑剤100重量部に溶解させた液を用いて測定される曇点3よりも低い。上記曇点1を上記曇点2及び上記曇点3よりも低くすることにより、合わせガラスの遮音性を高くすることができる。
上記第1の層はシリカ粒子を含むことが好ましい。シリカ粒子の使用により、遮音性を低下させず、剛性がより一層高くなり、更に各層間接着力も高くなる。上記シリカ粒子は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、遮熱性化合物を含むことが好ましい。上記第1の層は、遮熱性化合物を含むことが好ましい。上記第2の層は、遮熱性化合物を含むことが好ましい。上記第3の層は、遮熱性化合物を含むことが好ましい。上記遮熱性化合物は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、フタロシアニン化合物、ナフタロシアニン化合物及びアントラシアニン化合物の内の少なくとも1種の成分Xを含むことが好ましい。上記第1の層は、上記成分Xを含むことが好ましい。上記第2の層は、上記成分Xを含むことが好ましい。上記第3の層は、上記成分Xを含むことが好ましい。上記成分Xは遮熱性化合物である。上記成分Xは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、遮熱粒子を含むことが好ましい。上記第1の層は、上記遮熱粒子を含むことが好ましい。上記第2の層は、上記遮熱粒子を含むことが好ましい。上記第3の層は、上記遮熱粒子を含むことが好ましい。上記遮熱粒子は遮熱性化合物である。遮熱粒子の使用により、赤外線(熱線)を効果的に遮断できる。上記遮熱粒子は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、アルカリ金属塩、アルカリ土類金属塩及びMg塩の内の少なくとも1種の金属塩(以下、金属塩Mと記載することがある)を含むことが好ましい。上記第1の層は、上記金属塩Mを含むことが好ましい。上記第2の層は、上記金属塩Mを含むことが好ましい。上記第3の層は、上記金属塩Mを含むことが好ましい。上記金属塩Mの使用により、中間膜と合わせガラス部材との接着性又は中間膜における各層間の接着性を制御することが容易になる。上記金属塩Mは、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、紫外線遮蔽剤を含むことが好ましい。上記第1の層は、紫外線遮蔽剤を含むことが好ましい。上記第2の層は、紫外線遮蔽剤を含むことが好ましい。上記第3の層は、紫外線遮蔽剤を含むことが好ましい。紫外線遮蔽剤の使用により、中間膜及び合わせガラスが長期間使用されても、可視光線透過率がより一層低下し難くなる。上記紫外線遮蔽剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記中間膜は、酸化防止剤を含むことが好ましい。上記第1の層は、酸化防止剤を含むことが好ましい。上記第2の層は、酸化防止剤を含むことが好ましい。上記第3の層は、酸化防止剤を含むことが好ましい。上記酸化防止剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
上記第1の層、上記第2の層及び上記第3の層はそれぞれ、必要に応じて、ケイ素、アルミニウム又はチタンを含むカップリング剤、分散剤、界面活性剤、難燃剤、帯電防止剤、顔料、染料、接着力調整剤、耐湿剤、蛍光増白剤及び赤外線吸収剤等の添加剤を含んでいてもよい。これらの添加剤は、1種のみが用いられてもよく、2種以上が併用されてもよい。
合わせガラスの曲げ剛性を高める観点から、中間膜の25℃での等価剛性は2.4MPa以上である。合わせガラスの曲げ剛性をより一層高める観点からは、中間膜の25℃での等価剛性は好ましくは3MPa以上、より好ましくは4MPa以上、更に好ましくは5MPa以上、特に好ましくは9MPa以上である。中間膜の25℃での等価剛性は好ましくは30MPa以下、より好ましくは20MPa以下である。
図2は、図1に示す合わせガラス用中間膜を用いた合わせガラスの一例を模式的に示す断面図である。
下記の表1,2に示すポリビニルアセタール樹脂を用いた。用いたポリビニルアセタール樹脂では全て、アセタール化に、炭素数4のn-ブチルアルデヒドが用いられている。ポリビニルアセタール樹脂に関しては、アセタール化度(ブチラール化度)、アセチル化度及び水酸基の含有率はJIS K6728「ポリビニルブチラール試験方法」に準拠した方法により測定した。なお、ASTM D1396-92により測定した場合も、JIS K6728「ポリビニルブチラール試験方法」に準拠した方法と同様の数値を示した。
トリエチレングリコールジ-2-エチルヘキサノエート(3GO)
Tinuvin326(2-(2’-ヒドロキシ-3’-t-ブチル-5-メチルフェニル)-5-クロロベンゾトリアゾール、BASF社製「Tinuvin326」)
BHT(2,6-ジ-t-ブチル-p-クレゾール)
第1の層を形成するための組成物の作製:
下記の表1に示す種類のポリビニルアセタール樹脂100重量部と、可塑剤(3GO)60重量部と、紫外線遮蔽剤(Tinuvin326)0.2重量部と、酸化防止剤(BHT)0.2重量部とを混合し、第1の層を形成するための組成物を得た。
下記の表1に示す種類のポリビニルアセタール樹脂100重量部と、可塑剤(3GO)34重量部と、紫外線遮蔽剤(Tinuvin326)0.2重量部と、酸化防止剤(BHT)0.2重量部とを混合し、第2の層及び第3の層を形成するための組成物を得た。
第1の層を形成するための組成物と、第2の層及び第3の層を形成するための組成物とを、共押出機を用いて共押出しすることにより、第2の層(厚み340μm)/第1の層(厚み100μm)/第3の層(厚み340μm)の積層構造を有する中間膜(厚み780μm)を作製した。
洗浄及び乾燥した2つのガラス板(クリアフロートガラス、縦25cm×横10cm×厚み0.7mm)を用意した。この2つのガラス板の間に、得られた中間膜を挟み込み、積層体を得た。得られた積層体をゴムバック内に入れ、2660Pa(20torr)の真空度で20分間脱気した。その後、脱気したままで積層体をオートクレーブ中で更に90℃で30分間保持しつつ、真空プレスした。このようにして予備圧着された積層体を、オートクレーブ中で135℃、圧力1.2MPa(12kg/cm2)の条件で20分間圧着を行い、合わせガラスAを得た。
得られた中間膜を縦30cm×横2.5cmの大きさに切断した。次に、JIS R3208に準拠したグリーンガラス(縦30cm×横2.5cm×厚さ2mm)2枚の間に、中間膜を挟み込み、積層体を得た。この積層体をゴムバック内に入れ、2.6kPaの真空度で20分間脱気した後、脱気したままオーブン内に移し、更に90℃で30分間保持して真空プレスし、積層体を予備圧着した。オートクレーブ中で135℃及び圧力1.2MPaの条件で、予備圧着された積層体を20分間圧着し、合わせガラスBを得た。
第1の層を形成するための組成物と第2の層及び第3の層を形成するための組成物とに用いるポリビニルアセタール樹脂及び可塑剤の種類と配合量とを下記の表1,2に示すように設定したこと、並びに第1の層、第2の層及び第3の層の厚みを下記の表1,2に示すように設定したこと以外は実施例1と同様にして、中間膜及び合わせガラスを得た。また、実施例2~12及び比較例1~10では、実施例1と同じ種類の紫外線遮蔽剤及び酸化防止剤を、実施例1と同様の配合量(ポリビニルアセタール樹脂100重量部に対して0.2重量部)で配合した。
(1)曇点1と曇点2との差の絶対値、及び、曇点1と曇点3との差の絶対値
実施例及び比較例の第1の層で用いた各可塑剤3.5g(100重量部)と、実施例及び比較例の第1の層で用いた各ポリビニルアセタール樹脂0.28g(8重量部)とを用意した。試験管(直径2cm)内で、該第1の可塑剤3.5g(100重量部)と、該ポリビニルアセタール樹脂0.28g(8重量部)とを混合し、該第1の可塑剤に該ポリビニルアセタール樹脂を溶解させた溶液を得た。この試験管内の溶液を150℃に加熱した後(溶液を150℃に加熱しても曇りが消失しない場合には、5℃間隔で加熱温度を上昇させ、溶液の曇りが消失する温度まで加熱温度を上げた)、試験管を-20℃の雰囲気下に放置して溶液の温度を-15℃まで降下させた。このときに、溶液の一部に曇りが発生し始める温度を目視で観察し、該温度を曇点1とした。同様にして、実施例及び比較例の第2の層及び第3の層で用いた各可塑剤と、実施例及び比較例の第2の層及び第3の層で用いたポリビニルアセタール樹脂を用いて、曇点2及び曇点3とを測定した。次いで、曇点1と曇点2との差の絶対値、及び、曇点1と曇点3との差の絶対値とを算出した。
合わせガラス用中間膜を縦0.5cm、横5cmに切断し、上記第2の層、上記第1の層、及び、上記第3の層が積層された3層構造の場合は、上記合わせガラス用中間膜を、23±2℃、湿度25±5%の環境下に、12時間放置した後、上記第2の層を上記第1の層から剥離し、次いで、上記第3の層を上記第1の層から剥離する。剥離された上記第1の層の重量を分析用電子天びん(エー・アンド・デイ社製GH-200)を用いて測定し、剥離された上記第1の層の重量をX1(mg)とする。剥離された上記第1の層を、ガスクロマトグラフ(島津製作所社製GC-2014)を用いて、上記第1の層中のポリビニルアセタール樹脂及び可塑剤の合計に占めるポリビニルアセタール樹脂の含有率(R1)、及び、上記第1の層中のポリビニルアセタール樹脂及び可塑剤の合計に占める可塑剤の含有率(P1)を測定した。なお、上記R1は上記第1の層中のポリビニルアセタール樹脂の含有量を、上記第1の層中のポリビニルアセタール樹脂及び可塑剤の合計の含有量で除算することにより算出し、上記P1は上記第1の層中の可塑剤の含有量を、上記第1の層中のポリビニルアセタール樹脂及び可塑剤の合計の含有量で除算することにより算出した。同様にして、上記第2の層の重量X2(mg)、上記第2の層中のポリビニルアセタール樹脂及び可塑剤の合計に占めるポリビニルアセタール樹脂の含有率(R2)、及び、上記第2の層中のポリビニルアセタール樹脂及び可塑剤の合計に占める可塑剤の含有率(P2)を測定した。同様にして、上記第3の層の重量X3(mg)、上記第3の層中のポリビニルアセタール樹脂及び可塑剤の合計に占めるポリビニルアセタール樹脂の含有率(R3)、及び、上記第3の層中のポリビニルアセタール樹脂及び可塑剤の合計に占める可塑剤の含有率(P3)を測定した。更に、上記第1の層中のポリビニルアセタール樹脂の含有量をX1(mg)×R1、上記第2の層中のポリビニルアセタール樹脂の含有量をX2(mg)×R2、及び、上記第3の層中のポリビニルアセタール樹脂の含有量をX3(mg)×R3として算出し、上記合わせガラス用中間膜中のポリビニルアセタール樹脂の含有量をX1(mg)×R1+X2(mg)×R2+X3(mg)×R3とした。同様にして、上記第1の層中の可塑剤の含有量をX1(mg)×P1、上記第2の層中の可塑剤の含有量をX2(mg)×P2、及び、上記第3の層中の可塑剤の含有量をX3(mg)×P3として算出し、上記合わせガラス用中間膜中の可塑剤の含有量をX1(mg)×P1+X2(mg)×P2+X3(mg)×P3とした。この結果から、上記合わせガラス用中間膜中のポリビニルアセタール樹脂100重量部に対する、上記合わせガラス用中間膜中の可塑剤の含有量Yを、[{X1(mg)×P1+X2(mg)×P2+X3(mg)×P3}/{X1(mg)×R1+X2(mg)×R2+X3(mg)×R3}]により算出した。尚、第1の層の中に占めるポリビニルアセタール樹脂の含有率(R1)、および、可塑剤の含有率(P1)は以下の方法でGC測定により求めた。剥離して得た膜から0.05gを精秤し、メタノールとクロロホルムを重量比1:1で混合した溶媒4mlに溶解させた。混合溶液0.1mlをメタノール/クロロホルムの1:1混合溶媒1.9mlで希釈した。希釈後の溶液を0.2μmのシリンジフィルターでろ過し、GC測定用溶液とした。GC測定条件は以下の通りに設定した。注入口温度は280℃とし、カラムはHP-5(0.32mmΦ×30m×0.25μm、アジレント・テクノロジー社製)を使用し、カラム温度は80℃で1分間保持した後、20℃/分で昇温し、320℃で30秒間保持で設定した。キャリアガスはヘリウムで流量を2.0ml/分とし、スプリット比は1:10とした。サンプル溶液の注入量は2μlとし、検出器は水素炎イオン化検出器(FID)を使用し、検出器の温度は320℃とした。同日に事前に作成しておいた可塑剤の検量線を用いて、サンプル溶液中の可塑剤の含有率(P1)を算出した。また、ポリビニルアセタール樹脂の含有率(R1)は1-P1により算出した。中間膜中に含まれる他の添加物の含有率もR1に含まれるが、ごく微量であるため無視してもよい。同様にして、第2の層及び第3の層についても実施した。
得られた合わせガラスAを用意した。図3に模式的に示す試験方法で、曲げ剛性を評価した。測定装置としては、静的3点曲げ試験治具2810を備えたインストロンジャパンカンパニイリミテッド社製の万能材料試験機5966を使用した。測定条件としては、測定温度20±3℃、距離D1は18cm、距離D2は25cmとし、変位速度1mm/分でFの方向に合わせガラスに変形を加え、1.5mmの変位を加えたときの応力を測定し、曲げ剛性を算出した。
合わせガラスBをダンピング試験用の振動発生機(振研社製「加振機G21-005D」)により加振し、そこから得られた振動特性を機械インピーダンス測定装置(リオン社製「XG-81」)にて増幅し、振動スペクトルをFFTスペクトラムアナライザー(横河ヒューレッドパッカード社製「FFTアナライザー HP3582A」)により解析した。
○:TL値が35dB以上
×:TL値が35dB未満


1a…第1の表面
1b…第2の表面
2…第2の層
2a…外側の表面
3…第3の層
3a…外側の表面
11…中間膜
11A…中間膜(第1の層)
11a…第1の表面
11b…第2の表面
21…第1の合わせガラス部材
22…第2の合わせガラス部材
31…合わせガラス
Claims (15)
- 3層以上の構造を有し、かつ熱可塑性樹脂及び可塑剤を含む合わせガラス用中間膜であり、
熱可塑性樹脂及び可塑剤を含む第1の層、
前記第1の層の第1の表面に積層され、かつ、熱可塑性樹脂及び可塑剤を含む第2の層、及び、
前記第1の層の前記第1の表面とは反対の第2の表面に積層され、かつ、熱可塑性樹脂及び可塑剤を含む第3の層を備え、
前記第1の層中の前記熱可塑性樹脂8重量部を、前記第1の層中の前記可塑剤100重量部に溶解させた液を用いて測定される曇点1は、前記第2の層中の前記熱可塑性樹脂8重量部を、前記第2の層中の前記可塑剤100重量部に溶解させた液を用いて測定される曇点2、及び、前記第3の層中の前記熱可塑性樹脂8重量部を、前記第3の層中の前記可塑剤100重量部に溶解させた液を用いて測定される曇点3よりも低く、
前記曇点1と前記曇点2との差の絶対値XA、及び、前記曇点1と前記曇点3との差の絶対値XBは118℃以上であり、
前記合わせガラス用中間膜中の前記熱可塑性樹脂100重量部に対する、前記合わせガラス用中間膜中の前記可塑剤の含有量をYとしたときに、Y≦-0.16XA+60及びY≦-0.16XB+60を満たす、合わせガラス用中間膜。 - 前記第1の層中の前記熱可塑性樹脂100重量部に対する前記第1の層中の前記可塑剤の含有量は、前記第2の層中の前記熱可塑性樹脂100重量部に対する前記第2の層中の前記可塑剤の含有量よりも多い、請求項1に記載の合わせガラス用中間膜。
- 前記第1の層中の前記熱可塑性樹脂100重量部に対する前記第1の層中の前記可塑剤の含有量は、前記第3の層中の前記熱可塑性樹脂100重量部に対する前記第3の層中の前記可塑剤の含有量よりも多い、請求項1又は2に記載の合わせガラス用中間膜。
- 前記曇点1が0℃以上、40℃以下である、請求項1~3のいずれか1項に記載の合わせガラス用中間膜。
- 前記曇点1が5℃を超え、30℃以下である、請求項4に記載の合わせガラス用中間膜。
- 前記曇点2及び前記曇点3が125℃以上、180℃以下である、請求項1~5のいずれか1項に記載の合わせガラス用中間膜。
- 前記曇点2及び前記曇点3が135℃以上、170℃以下である、請求項6に記載の合わせガラス用中間膜。
- 前記第1の層中の前記熱可塑性樹脂100重量部に対する前記第1の層中の前記可塑剤の含有量が55重量部以上、100重量部以下である、請求項1~7のいずれか1項に記載の合わせガラス用中間膜。
- 前記第2の層中の前記熱可塑性樹脂100重量部に対する前記第2の層中の前記可塑剤の含有量、及び、前記第3の層中の前記熱可塑性樹脂100重量部に対する前記第3の層中の前記可塑剤の含有量が50重量部以下である、請求項1~8のいずれか1項に記載の合わせガラス用中間膜。
- 前記合わせガラス用中間膜中の前記熱可塑性樹脂100重量部に対する、前記合わせガラス用中間膜中の前記可塑剤の含有量Yが25重量部以上、40重量部以下である、請求項1~9のいずれか1項に記載の合わせガラス用中間膜。
- 前記第1の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第2の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂であり、
前記第3の層中の前記熱可塑性樹脂がポリビニルアセタール樹脂である、請求項1~10のいずれか1項に記載の合わせガラス用中間膜。 - 前記第1の層中の前記ポリビニルアセタール樹脂の水酸基の含有率が、前記第2の層中の前記ポリビニルアセタール樹脂の水酸基の含有率よりも低い、請求項11に記載の合わせガラス用中間膜。
- 厚みが2mm未満である第1のガラス板を用いて、前記第1のガラス板と第2のガラス板との間に配置されて、合わせガラスを得るために用いられる、請求項1~12のいずれか1項に記載の合わせガラス用中間膜。
- 第1の合わせガラス部材と、
第2の合わせガラス部材と、
請求項1~12のいずれか1項に記載の合わせガラス用中間膜とを備え、
前記第1の合わせガラス部材と前記第2の合わせガラス部材との間に、前記合わせガラス用中間膜が配置されている、合わせガラス。 - 前記第1の合わせガラス部材が第1のガラス板であり、
前記第1のガラス板の厚みが2mm未満である、請求項14に記載の合わせガラス。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US15/745,969 US10683694B2 (en) | 2015-09-11 | 2016-09-08 | Interlayer for laminated glass, and laminated glass |
| CN201680049704.5A CN108349798B (zh) | 2015-09-11 | 2016-09-08 | 夹层玻璃用中间膜及夹层玻璃 |
| JP2016560018A JP6655024B2 (ja) | 2015-09-11 | 2016-09-08 | 合わせガラス用中間膜及び合わせガラス |
| MX2018001897A MX2018001897A (es) | 2015-09-11 | 2016-09-08 | Intercapa para vidrio laminado y vidrio laminado. |
| KR1020187000789A KR102707299B1 (ko) | 2015-09-11 | 2016-09-08 | 접합 유리용 중간막 및 접합 유리 |
| EP16844435.4A EP3348530A4 (en) | 2015-09-11 | 2016-09-08 | INTERMEDIATE LAYER FOR LAMINATED GLASS AND LAMINATED GLASS |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-180218 | 2015-09-11 | ||
| JP2015180218 | 2015-09-11 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2017043574A1 true WO2017043574A1 (ja) | 2017-03-16 |
Family
ID=58239781
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/076449 WO2017043574A1 (ja) | 2015-09-11 | 2016-09-08 | 合わせガラス用中間膜及び合わせガラス |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US10683694B2 (ja) |
| EP (1) | EP3348530A4 (ja) |
| JP (1) | JP6655024B2 (ja) |
| KR (1) | KR102707299B1 (ja) |
| CN (1) | CN108349798B (ja) |
| MX (1) | MX2018001897A (ja) |
| TW (1) | TWI724025B (ja) |
| WO (1) | WO2017043574A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20180022066A1 (en) * | 2015-02-05 | 2018-01-25 | Sekisui Chemical Co., Ltd. | Laminated-glass interlayer and laminated glass |
| KR102156986B1 (ko) * | 2018-12-20 | 2020-09-16 | 에스케이씨 주식회사 | 유리접합용 필름 및 이를 포함하는 접합유리 |
| KR102156985B1 (ko) * | 2018-12-20 | 2020-09-16 | 에스케이씨 주식회사 | 유리접합용 필름 및 이의 제조방법 |
| KR102156988B1 (ko) * | 2018-12-31 | 2020-09-16 | 에스케이씨 주식회사 | 유리접합용 필름, 이의 제조방법, 이를 포함하는 접합유리 및 이를 포함하는 이동수단 |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001048600A (ja) * | 1999-08-10 | 2001-02-20 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及び合わせガラス |
| JP2004067427A (ja) * | 2002-08-05 | 2004-03-04 | Sekisui Chem Co Ltd | 合わせガラス用中間膜および合わせガラス |
| WO2012141002A1 (ja) * | 2011-04-14 | 2012-10-18 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP2013006727A (ja) * | 2011-06-23 | 2013-01-10 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及び合わせガラス |
| JP2015516934A (ja) * | 2012-03-09 | 2015-06-18 | ソルティア・インコーポレーテッド | 高剛性中間層及び軽量ラミネート化多層パネル |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS511755B1 (ja) * | 1966-04-05 | 1976-01-20 | ||
| AU2001236054B2 (en) | 2000-03-02 | 2005-05-05 | Sekisui Chemical Co., Ltd. | Interlayer film for laminated glass and laminated glass |
| JP2007070200A (ja) | 2005-09-09 | 2007-03-22 | Asahi Glass Co Ltd | 合わせガラス |
| KR101761436B1 (ko) * | 2009-12-28 | 2017-07-25 | 세키스이가가쿠 고교가부시키가이샤 | 합판 유리용 중간막 및 합판 유리 |
| JP5806467B2 (ja) * | 2009-12-28 | 2015-11-10 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| EP2612843B1 (en) * | 2010-09-01 | 2015-07-08 | Sekisui Chemical Co., Ltd. | Interlayer film for laminated glass, and laminated glass |
| JP5903378B2 (ja) * | 2010-09-30 | 2016-04-13 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| US20170100919A1 (en) | 2015-10-09 | 2017-04-13 | Solutia Inc. | High rigidity interlayers and light weight laminated multiple layer panels |
| US20170100918A1 (en) | 2015-10-09 | 2017-04-13 | Solutia Inc. | High rigidity interlayers and light weight laminated multiple layer panels |
-
2016
- 2016-09-08 EP EP16844435.4A patent/EP3348530A4/en active Pending
- 2016-09-08 WO PCT/JP2016/076449 patent/WO2017043574A1/ja active Application Filing
- 2016-09-08 MX MX2018001897A patent/MX2018001897A/es unknown
- 2016-09-08 US US15/745,969 patent/US10683694B2/en active Active
- 2016-09-08 CN CN201680049704.5A patent/CN108349798B/zh active Active
- 2016-09-08 KR KR1020187000789A patent/KR102707299B1/ko active IP Right Grant
- 2016-09-08 JP JP2016560018A patent/JP6655024B2/ja active Active
- 2016-09-09 TW TW105129297A patent/TWI724025B/zh active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2001048600A (ja) * | 1999-08-10 | 2001-02-20 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及び合わせガラス |
| JP2004067427A (ja) * | 2002-08-05 | 2004-03-04 | Sekisui Chem Co Ltd | 合わせガラス用中間膜および合わせガラス |
| WO2012141002A1 (ja) * | 2011-04-14 | 2012-10-18 | 積水化学工業株式会社 | 合わせガラス用中間膜及び合わせガラス |
| JP2013006727A (ja) * | 2011-06-23 | 2013-01-10 | Sekisui Chem Co Ltd | 合わせガラス用中間膜及び合わせガラス |
| JP2015516934A (ja) * | 2012-03-09 | 2015-06-18 | ソルティア・インコーポレーテッド | 高剛性中間層及び軽量ラミネート化多層パネル |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3348530A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2017043574A1 (ja) | 2018-06-21 |
| EP3348530A1 (en) | 2018-07-18 |
| US10683694B2 (en) | 2020-06-16 |
| KR102707299B1 (ko) | 2024-09-20 |
| EP3348530A4 (en) | 2019-05-08 |
| US20180209207A1 (en) | 2018-07-26 |
| KR20180052593A (ko) | 2018-05-18 |
| TWI724025B (zh) | 2021-04-11 |
| TW201718430A (zh) | 2017-06-01 |
| CN108349798B (zh) | 2020-10-20 |
| MX2018001897A (es) | 2018-06-20 |
| JP6655024B2 (ja) | 2020-02-26 |
| CN108349798A (zh) | 2018-07-31 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6630760B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2017135448A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6655024B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| WO2016159210A1 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2016069278A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6698542B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP6240018B2 (ja) | 合わせガラス用中間膜及び合わせガラス | |
| KR102716916B1 (ko) | 접합 유리용 중간막 및 접합 유리 | |
| JP2016183076A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2017222572A (ja) | 合わせガラス用中間膜及び合わせガラス | |
| JP2016183078A (ja) | 合わせガラス用中間膜及び合わせガラス |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016560018 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16844435 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20187000789 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15745969 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2018/001897 Country of ref document: MX |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2016844435 Country of ref document: EP |