WO2016175061A1 - 希土類磁石の製造方法及び希土類化合物の塗布装置 - Google Patents
希土類磁石の製造方法及び希土類化合物の塗布装置 Download PDFInfo
- Publication number
- WO2016175061A1 WO2016175061A1 PCT/JP2016/062194 JP2016062194W WO2016175061A1 WO 2016175061 A1 WO2016175061 A1 WO 2016175061A1 JP 2016062194 W JP2016062194 W JP 2016062194W WO 2016175061 A1 WO2016175061 A1 WO 2016175061A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- slurry
- sintered magnet
- magnet body
- rare earth
- heating
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B13/00—Machines or plants for applying liquids or other fluent materials to surfaces of objects or other work by spraying, not covered by groups B05B1/00 - B05B11/00
- B05B13/02—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work
- B05B13/0221—Means for supporting work; Arrangement or mounting of spray heads; Adaptation or arrangement of means for feeding work characterised by the means for moving or conveying the objects or other work, e.g. conveyor belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D3/00—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials
- B05D3/02—Pretreatment of surfaces to which liquids or other fluent materials are to be applied; After-treatment of applied coatings, e.g. intermediate treating of an applied coating preparatory to subsequent applications of liquids or other fluent materials by baking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/0536—Alloys characterised by their composition containing rare earth metals sintered
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/06—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys in the form of particles, e.g. powder
- H01F1/08—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together
- H01F1/086—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys in the form of particles, e.g. powder pressed, sintered, or bound together sintered
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F41/00—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties
- H01F41/02—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets
- H01F41/0253—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets
- H01F41/0293—Apparatus or processes specially adapted for manufacturing or assembling magnets, inductances or transformers; Apparatus or processes specially adapted for manufacturing materials characterised by their magnetic properties for manufacturing cores, coils, or magnets for manufacturing permanent magnets diffusion of rare earth elements, e.g. Tb, Dy or Ho, into permanent magnets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/02—Processes for applying liquids or other fluent materials performed by spraying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/24—After-treatment of workpieces or articles
- B22F2003/248—Thermal after-treatment
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01F—MAGNETS; INDUCTANCES; TRANSFORMERS; SELECTION OF MATERIALS FOR THEIR MAGNETIC PROPERTIES
- H01F1/00—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties
- H01F1/01—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials
- H01F1/03—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity
- H01F1/032—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials
- H01F1/04—Magnets or magnetic bodies characterised by the magnetic materials therefor; Selection of materials for their magnetic properties of inorganic materials characterised by their coercivity of hard-magnetic materials metals or alloys
- H01F1/047—Alloys characterised by their composition
- H01F1/053—Alloys characterised by their composition containing rare earth metals
- H01F1/055—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5
- H01F1/057—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B
- H01F1/0571—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes
- H01F1/0575—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together
- H01F1/0577—Alloys characterised by their composition containing rare earth metals and magnetic transition metals, e.g. SmCo5 and IIIa elements, e.g. Nd2Fe14B in the form of particles, e.g. rapid quenched powders or ribbon flakes pressed, sintered or bonded together sintered
Definitions
- the present invention applies a powder containing a rare earth compound to a sintered magnet body and heat-treats it to absorb the rare earth element in the sintered magnet body.
- the present invention relates to a method for producing a rare earth magnet capable of efficiently obtaining a rare earth magnet excellent in magnetic properties by coating, and a rare earth compound coating apparatus preferably used in the method for producing the rare earth magnet.
- Rare earth permanent magnets such as Nd—Fe—B are increasingly used for their excellent magnetic properties.
- a rare earth compound powder is applied to the surface of the sintered magnet body and heat treated, and the rare earth element is absorbed and diffused into the sintered magnet body to obtain a rare earth permanent magnet.
- Patent Document 1 Japanese Patent Laid-Open No. 2007-53351
- Patent Document 2 International Publication No. 2006/043348
- the coercive force is reduced while suppressing a decrease in residual magnetic flux density. It can be increased.
- the rare earth compound is applied by immersing the sintered magnet body in a slurry in which the powder containing the rare earth compound is dispersed in water or an organic solvent, or spraying the slurry onto the sintered magnet body.
- drying methods are common, but in these methods, it is difficult to uniformly apply to the sintered magnet body, and the film thickness of the coating film tends to vary. Furthermore, since the film is not dense, an excessive coating amount is required to increase the coercive force to saturation.
- the present invention has been made in view of the above circumstances, and a sintered magnet body having an R 1 —Fe—B-based composition (R 1 is one or more selected from rare earth elements including Y and Sc) oxide of R 2, fluoride, acid fluoride, one hydroxide or hydride (R 2 is at least one element selected from rare earth elements inclusive of Y and Sc) are selected from or two or more powder containing dispersed slurry is then coated dried solvent, the powder is coated on the sintered magnet body surface, by heat-treating this rare earth permanent magnet is absorbed the R 2 in the sintered magnet body
- Rare earth magnets with excellent magnetic properties that can be applied uniformly and efficiently during manufacturing, and the amount of coating can be controlled to form a dense powder coating with good adhesion A method of producing a rare earth magnet capable of efficiently obtaining And to provide a coating apparatus of the preferred rare-earth compounds used in the method for producing the rare earth magnet.
- the present invention provides the following rare-earth magnet manufacturing methods [1] to [9].
- a sintered magnet body having an R 1 —Fe—B-based composition (R 1 is one or more selected from rare earth elements including Y and Sc), an oxide of R 2 , a fluoride, an acid A slurry in which a powder containing one or more selected from fluoride, hydroxide or hydride (R 2 is one or more selected from rare earth elements including Y and Sc) is dispersed in a solvent.
- the powder is applied to the surface of the sintered magnet body by applying and drying to remove the solvent of the slurry, and the heat treatment is performed to absorb the R 2 in the sintered magnet body.
- a method for producing a rare earth magnet comprising heating or heating the sintered magnet body before applying the slurry.
- the solvent of the slurry is water, and the sintered magnet body is heated or heated to 40 to 80 ° C. and then the slurry is applied.
- [4] The method for producing a rare earth magnet according to any one of [1] to [3], wherein the heating or heating is performed by irradiating the sintered magnet body with infrared rays.
- [5] The method for producing a rare earth magnet according to [4], wherein the infrared ray is a near infrared ray having a wavelength of 0.8 to 5 ⁇ m.
- [6] The method for producing a rare earth magnet according to any one of [1] to [5], wherein the slurry is applied by a roller.
- the present invention provides a coating apparatus for rare earth compounds of [10] to [15] below.
- a square plate-like or square block-like sintered magnet body having a R 1 —Fe—B-based composition (R 1 is one or more selected from rare earth elements including Y and Sc) is added to R 2 oxides, fluorides, acid fluorides, hydroxides or hydrides (R 2 is at least one element selected from rare earth elements inclusive of Y and Sc) containing one or more kinds selected from A slurry in which a powder is dispersed in a solvent is applied and dried, and the powder is applied to the surface of the sintered magnet body, and this is heat-treated to absorb the R 2 in the sintered magnet body to produce a rare earth permanent magnet.
- a rare earth compound coating device for applying the powder to the sintered magnet body
- a transport conveyor for transporting the sintered magnet body
- Slurry application means for applying the slurry to the sintered magnet body on the conveyor
- a pre-heating unit that is provided on the upstream side in the transport direction of the slurry application position by the coating unit, and heats or heats the sintered magnet body on the transport conveyor to a predetermined temperature
- the sintered magnet body is supplied and conveyed from the upstream side of the conveyor, the sintered magnet body is heated or heated to a predetermined temperature by the preheating means, and the sintered magnet body heated or heated to the predetermined temperature is heated.
- the slurry is applied to the magnet body by the slurry applying means, and the sintered magnet body coated with the slurry is heated by the drying means and dried to remove the solvent of the slurry, thereby sintering the powder.
- An apparatus for applying a rare earth compound wherein the apparatus is applied to a surface and the sintered magnet body is recovered from a downstream side of the conveyor.
- the drying means includes an infrared heater that irradiates and heats the sintered magnet body with infrared rays, and an exhaust means that removes the solvent vaporized by the infrared irradiation from the periphery of the sintered magnet body [10]. ] Or the rare earth compound coating device of [11]. [13] The rare earth compound coating apparatus according to [11] or [12], wherein either or both of the preheating unit and the drying unit irradiate near infrared rays having a wavelength of 0.8 to 5 ⁇ m. .
- the manufacturing method and the coating apparatus of the present invention apply a slurry in which a rare earth compound powder is dispersed to a sintered magnet body, and dry the slurry to remove the solvent of the slurry.
- the sintered magnet body is heated or heated to a predetermined temperature before applying the slurry, and the slurry is applied to the heated or heated sintered magnet body and dried to obtain a rare earth compound powder.
- the coating film is formed. In this way, by heating the sintered magnet body before slurry application, drying can be completed in a very short time during heat drying after slurry application. Can be evaporated and dried, so that a uniform coating can be efficiently and reliably formed without causing a slurry sagging or the like.
- the slurry is partially applied only to a necessary portion of the sintered magnet body according to the use form of the magnet, and the necessary.
- the slurry coating is performed as described above. Since the subsequent drying can be completed in a very short time, for example, the dripping of the slurry to the side portion that does not require an increase in coercive force is prevented as much as possible, and the powder containing the rare earth compound is wasted. It is possible to prevent the consumption and increase the coercive force extremely efficiently.
- preheating (heating) before slurry application and heat drying after application are carried out by infrared irradiation, particularly with a short wavelength of 0.8 to 5 ⁇ m.
- preheating (heating) and heat drying can be performed efficiently in a short time, and a uniform coating film with the above powder can be reliably obtained without causing cracks.
- the coating apparatus can be downsized.
- a heater that irradiates near infrared rays with a short wavelength of 0.8 to 5 ⁇ m can start heating effectively in 1 to 2 seconds, and can be heated to 100 ° C. within 10 seconds. It is possible and heating and heating can be completed in a very short time. Furthermore, it can be configured at a lower cost than when induction heating is performed, which is advantageous in terms of power consumption. Accordingly, the powder can be applied by drying the slurry more efficiently at a lower cost.
- the radiant heating by the near infrared irradiation the near infrared rays can be transmitted and absorbed inside the slurry coating and heated or heated, so for example heating / heating by applying hot air from the outside.
- the heater tube that generates near-infrared rays with a short wavelength is relatively small, and the dryer and coating device can be miniaturized, so that rare earth magnets can be efficiently produced with small-scale equipment.
- a slurry in which a rare earth compound powder is dispersed can be applied to a sintered magnet body, and the slurry can be efficiently dried to reliably form a uniform and dense coating film made of rare earth magnet powder. . Accordingly, the coating amount can be controlled accurately, and a uniform and dense rare earth compound powder coating film can be efficiently formed on the surface of the sintered magnet body.
- the compound coating apparatus can be miniaturized.
- the rare earth compound powder can be uniformly and densely applied to the surface of the sintered magnet body in this way, the magnetic characteristics with a well increased coercive force can be obtained. An excellent rare earth magnet can be efficiently produced.
- the method for producing a rare earth magnet of the present invention is applied to a sintered magnet body having an R 1 —Fe—B-based composition
- R 1 is one or more selected from rare earth elements including Y and Sc.
- a slurry in which a powder containing benzene is dispersed in a solvent is applied and dried, and the powder is applied to the surface of the sintered magnet body, and this is heat-treated to absorb the R 2 in the sintered magnet body, thereby causing a rare earth permanent magnet Is to be manufactured.
- R 1 —Fe—B based sintered magnet body one obtained by a known method can be used.
- a mother alloy containing R 1 , Fe, B is roughly pulverized, finely pulverized, according to a conventional method. It can be obtained by molding and sintering.
- R 1 is one or more selected from rare earth elements including Y and Sc, specifically, Y, Sc, La, Ce, Pr, Nd, Sm, Eu, Gd, Tb. , Dy, Ho, Er, Yb and Lu.
- the R 1 —Fe—B based sintered magnet body is formed into a predetermined shape by grinding or the like, if necessary, and the surface thereof has an R 2 oxide, fluoride, oxyfluoride, hydroxide, A powder containing one or more hydrides is applied and heat treated to absorb and diffuse (granular boundary diffusion) into the sintered magnet body to obtain a rare earth magnet.
- R 2 is one or more selected from rare earth elements including Y and Sc, and Y, Sc, La, Ce, Pr, Nd, Sm, Eu are selected in the same manner as R 1. , Gd, Tb, Dy, Ho, Er, Yb and Lu.
- one or a plurality of R 2 contains Dy or Tb in a total of 10 atomic% or more, more preferably 20 atomic% or more, particularly 40 atomic% or more.
- R 2 contains 10 atomic% or more of Dy and / or Tb, and the total concentration of Nd and Pr in R 2 is lower than the total concentration of Nd and Pr in R 1 . More preferred.
- the powder is applied by preparing a slurry in which the powder is dispersed in a solvent, applying the slurry to the surface of the sintered magnet body, and drying the slurry.
- the particle size of the powder is not particularly limited, and can be a general particle size as a rare earth compound powder used for absorption diffusion (grain boundary diffusion).
- the average particle size is 100 ⁇ m.
- the following is preferable, and more preferably 10 ⁇ m or less.
- the lower limit is not particularly limited, but is preferably 1 nm or more.
- This average particle diameter can be determined as a mass average value D 50 (that is, a particle diameter or a median diameter when the cumulative mass is 50%), for example, using a particle size distribution measuring apparatus using a laser diffraction method or the like.
- the solvent for dispersing the powder may be water or an organic solvent, and the organic solvent is not particularly limited, and examples thereof include ethanol, acetone, methanol, isopropyl alcohol, etc. Among these, ethanol is preferably used. .
- the amount of powder dispersed in the slurry is 1% or more by mass, particularly 10% or more, and further 20 in order to apply the powder satisfactorily and efficiently. % Or more of the slurry is preferable. It should be noted that the upper limit is preferably set to 70% or less, particularly 60% or less, and more preferably 50% or less because a uniform dispersion cannot be obtained even if the amount of dispersion is too large.
- the method of applying the slurry to the sintered magnet body is not particularly limited and may be appropriately selected.
- an immersion method in which the sintered magnet body is immersed in the slurry a spray method in which the slurry is sprayed, and a slurry are applied.
- a roller coating method in which a slurry is applied by rolling the impregnated application roller on the surface of the sintered magnet body can be suitably employed.
- the roller coating method can easily perform partial coating compared to the dipping method and spray method, and when the portion where the coercive force increase is required is partial, the roller coating method is preferably employed, According to the roller coating method, uniform slurry coating can be partially performed only on necessary portions.
- the sintered magnet body is preheated by heating or heating the sintered magnet body to a predetermined temperature before applying the slurry.
- the heating or heating temperature of the sintered magnet body is not particularly limited, but is usually set to a temperature lower than the boiling point of the solvent for preparing the thriller, and in particular, 20 ° C. is subtracted from the boiling point of the solvent.
- a slurry is prepared using water as a solvent, it is preferably heated or heated to a temperature of 80 ° C. or lower.
- the lower limit of the heating or heating temperature is not particularly limited, and the effect of the present invention described above can be obtained by heating or heating to room temperature or higher, but the degree of the effect varies depending on the type of the solvent in the slurry.
- a significant effect can be obtained by heating at 30 ° C., and in particular, a very good effect can be obtained by setting the temperature to 40 ° C. or higher.
- heating to 40 to 80 ° C. is preferable.
- the above-described slurry is applied to the sintered magnet body that has been heated or heated in advance as described above, and is dried by heating to remove the solvent of the slurry, and the coating film of the powder is applied to the surface of the sintered magnet body.
- heating or heating before slurry application or heat drying after slurry application is preferably performed by infrared irradiation, and particularly near infrared rays having a wavelength of 0.8 to 5 ⁇ m are applied. It is preferable to carry out irradiation.
- any heater capable of generating near infrared rays having the above-mentioned wavelength may be used, and a commercially available infrared heater unit can be used.
- a Twin Tube transparent quartz glass short wavelength infrared heater unit ZKB series or ZKKC series manufactured by Heraeus can be used.
- the heating, heating conditions, and drying conditions may be set as appropriate according to the size and shape of the sintered magnet body, the slurry concentration, room temperature, etc.
- near-infrared irradiation can heat an object very efficiently.
- the evaporated portion cannot be removed, so a sintered magnet body can be obtained by appropriate exhaust means. It is preferable to eliminate the evaporation of the solvent from the surroundings, thereby enabling more efficient drying.
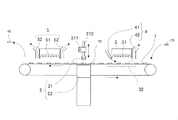
- the powder coating process in which the sintered magnet body is heated or heated in advance, the slurry is applied, and dried can be performed using, for example, a coating apparatus shown in FIGS.
- FIGS. 1 to 3 are schematic views showing a rare earth compound coating apparatus according to an embodiment of the present invention.
- This coating apparatus applies the slurry to only one side of a square block-shaped sintered magnet body by roller coating.
- reference numeral 1 denotes a transport conveyor for placing and transporting the sintered magnet body m.
- the sintered magnet body m that is intermittently driven and placed on the upper surface by a drive source (not shown) is intermittently horizontally transported. It is like that. Then, the sintered magnet body m is supplied and conveyed to the upstream end portion (right end portion in FIGS.
- the sintered magnet body is heated or heated during the conveyance,
- the slurry is applied and dried to apply the powder containing the rare earth compound, and the sintered magnet body m to which the powder is applied is formed from the downstream end (the right end in FIGS. 1 and 2) of the conveyor 1. It is like that.
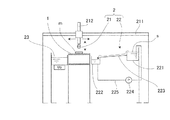
- the slurry application unit 2 includes an application roller 21 and a slurry supply mechanism 22 that impregnates the application roller 21 with slurry as needed.
- the application roller 21 is suspended on a horizontal shaft 211 and a vertical shaft 212, and is movable in the horizontal direction and the vertical direction above the transport conveyor 1 at the intermediate portion in the transport direction, as indicated by arrows in the drawing. Yes.
- the slurry supply mechanism unit 22 is configured by connecting a slurry outflow tank 221 and a slurry receiving tank 222 with a shallow slurry supply butt 223, and is located at a position where the application roller 21 is disposed, and is one of the conveyors 1. It is arranged close to the side.
- the upper end opening surface of the slurry outflow tank 221 is disposed at a position higher than the upper end opening surface of the slurry receiving tank 222, and the slurry s overflowing from the slurry outflow tank 221 passes through the slurry supply butt 223 to the slurry.
- the slurry s flows into the receiving tank 222 and is returned to the slurry outflow tank 221 from the slurry receiving tank 222 by the pump 224 and the return pipe 225 so that the slurry s circulates.
- the slurry supply butt 223 is formed with a slurry pool that slowly flows in layers.
- the application roller 21 moves horizontally and vertically, so that the roller portion is immersed in the slurry supply butt 223 and the application roller 21 is impregnated with the slurry s, and the application roller 21 again moves vertically and horizontally.
- the slurry is applied to the sintered magnet body m on the conveyor 1 with a roller.
- reference numeral 23 denotes an ultrasonic cleaner that is located near the other side of the conveyor 1 at the position where the application roller 21 is provided. Washing with a washing machine prevents the slurry coating from becoming non-uniform due to powder sticking or the like. This roller cleaning is usually performed when the coating operation is stopped.
- the application roller 21 is not particularly limited, and can be selected from known rollers such as a so-called application roller, sponge roller, rubber roller, resin roller, and metal roller in which a variety of hairs are planted.
- a sponge roller that is easily impregnated with slurry and is easy to periodically clean is employed.
- the width of the roller may be appropriately set according to the size and shape of the sintered magnet body m. However, in order to more surely apply the uniform slurry, it is preferably 10 mm to 300 mm, more preferably. Is 30 to 100 mm.
- reference numeral 3 denotes preheating means disposed on the conveying conveyor 1 on the upstream side in the conveying direction with respect to the slurry applying means 2.
- the preheating means 3 is placed on the conveying conveyor 1 by an infrared heater 31.
- the sintered magnet body m is irradiated with infrared rays to heat or heat the sintered magnet body m to the predetermined temperature described above.
- a sheet-like laminar airflow is blown onto the sintered magnet body m conveyed under the preheating unit 3 to remove dust and the like adhering to the surface of the sintered magnet body m.
- the air knife 41 is disposed, and dust collecting ducts 42 are disposed near the downstream side of the preheating means 3 to suck and remove the airflow including dust removed from the conveyor 1.
- the air knife 41 and the dust collection duct 42 constitute a cleaning means 4 for cleaning the surface of the sintered magnet body m.
- reference numeral 5 denotes drying means disposed on the transport conveyor 1 on the downstream side in the transport direction with respect to the slurry applying means 2, and an infrared heater 51 and an exhaust duct disposed on both upstream and downstream sides thereof. 52, 52.
- This drying means 5 irradiates and heats the sintered magnet body m on the conveyor 1 from the infrared heater 51 and heats it, and evaporates and removes the solvent of the slurry applied to the sintered magnet body m.
- the powder containing the rare earth compound is applied, and the solvent evaporated at this time is exhausted by the exhaust ducts 52, 52, thereby removing the vaporized solvent from the periphery of the sintered magnet body m and drying effectively. Is supposed to do.
- the infrared heaters 31 and 51 constituting the preheating means 3 and the drying means 5 are not particularly limited, but it is preferable to irradiate near infrared rays having a wavelength of 0.8 to 5 ⁇ m.
- a short wavelength infrared heater unit made of transparent quartz glass (ZKB 1500 / 200G with cooling fan, output 1500 W, heating length 200 mm) of Heraeus Twin Tube is used for both of the infrared heaters 31 and 51.
- This heater that irradiates infrared rays with a short wavelength of 0.8 to 5 ⁇ m has a fast rise and can start effective heating in 1 to 2 seconds, and can also be heated to 100 ° C. within 10 seconds.
- the sintered magnet body can be heated or heated in an extremely short time. Furthermore, it can be configured at a lower cost than when induction heating is performed, which is advantageous in terms of power consumption.
- near infrared rays can pass through and be absorbed inside the slurry coating during heating drying, so that drying can be performed by applying hot air from the outside, for example.
- cracks can be prevented from occurring as much as possible by starting to dry from the outside of the coating film as in the case of carrying out, and a uniform and dense powder coating film can be formed. Furthermore, the heater tube that generates the short-wavelength near infrared rays is relatively small, which contributes to the downsizing of the coating apparatus.
- the R 2 oxide, fluoride, oxyfluoride, hydroxide or hydride (R 2 is selected from rare earth elements including Y and Sc) on the surface of the sintered magnet body m.
- a powder rare earth compound powder
- a sintered magnet body m is supplied to the upstream end of the conveyor 1.
- the conveyor 1 is intermittently conveyed in the horizontal direction.
- the sintered magnet body m placed on the conveyor 1 and horizontally conveyed intermittently is stopped intermittently under the preheating means 3, the sintered magnet body m receives infrared rays from the infrared heater 31 of the preheating means 3. Is irradiated and heated or heated to the predetermined temperature described above. At this time, the cleaning means 4 removes dust and the like on the surface of the sintered magnet body m as described above, and the sintered magnet body m is heated or heated and the surface is cleaned.
- the application roller 21 is heated or heated to a predetermined temperature in advance by the vertical movement and horizontal movement of the application roller 21. It is applied to the surface of the sintered magnet body m.
- the application roller 21 is supplied and impregnated with the slurry s as needed by the above-described procedure by the slurry supply mechanism unit 22, and a certain amount of the slurry s is always applied reliably.
- the sintered magnet body m coated with the slurry s is then conveyed under the drying means 5 and stopped intermittently.
- the infrared heater 51 of the drying means 5 irradiates infrared rays and is heated and dried.
- the solvent evaporates and the powder is applied, and a coating film of the powder is formed on the surface of the sintered magnet body m.
- the solvent evaporated and evaporated at this time is exhausted by the exhaust duct 52 and removed from the periphery of the sintered magnet body m, and the drying process is efficiently performed.
- the dried sintered magnet body m is further horizontally transported and collected at the downstream end of the transport conveyor 1 by an operator, a robot arm, or the like.
- the sintered magnet body m recovered from the downstream end of the conveyor 1 is supplied to the upstream end of the conveyor 1 again, and the rare earth compound coating operation is repeated a plurality of times to obtain the rare earth compound powder.
- the repetition of the coating operation may be performed a plurality of times using the same coating device, or a plurality of coating devices may be arranged in parallel to repeat the coating operation. Thereby, it can apply
- both the front and back sides of the coating process may be performed using the same coating apparatus, or the front and back side of the coating apparatus may be applied in parallel with the front side coating apparatus and the back side coating apparatus.
- the above-described overcoating may be performed on both the front and back surfaces.
- the sintered magnet body m is heated to a predetermined temperature or heated before the slurry is applied. Or the slurry s is applied to the heated sintered magnet body m and dried to form a coating film of a rare earth compound powder. And by heating the sintered magnet body m in advance, the drying can be completed in a very short time during the heat drying after the slurry application.
- the drying means 5 of the present apparatus by infrared irradiation, Since the solvent of the slurry can be evaporated and dried almost instantaneously, the slurry s does not sag on unnecessary side portions, and a uniform coating can be formed efficiently and reliably. is there.
- the slurry is partially applied only to the necessary portion on the surface of the sintered magnet body m, and the coating film is partially formed on the necessary portion.
- drying after slurry application is completed in a very short time as described above. Therefore, it is possible to prevent the dripping of the slurry to the side part that does not require an increase in coercive force as much as possible, and to prevent wasteful consumption of powder containing precious rare earth compounds.
- the coercive force can be increased.
- preheating (heating) before slurry application and heat drying after application are performed by radiant heating that irradiates near-infrared rays with a short wavelength of 0.8 to 5 ⁇ m.
- preheating (heating) and heat drying can be performed, and a uniform coating film with the above powder can be reliably obtained without causing cracks, and the coating apparatus can be further downsized.
- the infrared heaters 31 and 51 that irradiate the short-wavelength near-infrared rays start up quickly and can complete heating and heating in a very short time. Furthermore, it can be configured at a lower cost than when induction heating is performed, which is advantageous in terms of power consumption. Therefore, the powder can be applied by heating or heating the sintered magnet body s more efficiently at a lower cost and drying the slurry s. Furthermore, according to the drying treatment by radiant heating by the near infrared irradiation, the near infrared rays can be transmitted and absorbed into the slurry coating and heated or heated, for example, heated by applying hot air from the outside.
- the heater tube that generates near-infrared rays with a short wavelength is relatively small, and the dryer and coating device can be downsized, and a rare earth magnet can be efficiently manufactured with a small-scale facility.
- the coating apparatus of the present invention is not limited to the apparatus shown in FIGS. 1 to 3 described above.
- a belt conveyor is shown as the conveyor 1 in the figure, a roller conveyor can be used.
- a reflective sheet 32 may be provided on the back side of the conveyor belt to reflect infrared rays, and the sintered magnet body m may be heated or heated more efficiently.
- the application roller 21 is used to apply the roller.
- spray application or immersion application may be performed.
- Other configurations such as the means 5 and the slurry supply mechanism 22 may be appropriately changed without departing from the gist of the present invention.
- the sintered magnet body coated with the above powder is heat-treated to absorb and diffuse the rare earth element indicated by R 2 in the powder.
- the heat treatment for absorbing and diffusing the rare earth element represented by R 2 may be performed according to a known method. Further, after the heat treatment, known post-treatment can be performed as necessary, such as aging treatment under appropriate conditions or further grinding into a practical shape.
- Examples 1 to 4 and Comparative Example A thin plate-like alloy in which Nd is 14.5 atomic%, Cu is 0.2 atomic%, B is 6.2 atomic%, Al is 1.0 atomic%, Si is 1.0 atomic%, and Fe is the balance.
- strip casting method in which Nd, Al, Fe, Cu metal with a purity of 99% by mass or more, high-frequency dissolution in an Ar atmosphere using 99.99% by mass of Si, ferroboron, and then poured into a single copper roll A thin plate-like alloy was used. The obtained alloy was exposed to hydrogenation of 0.11 MPa at room temperature to occlude hydrogen, then heated to 500 ° C. while evacuating to partially release hydrogen, cooled and sieved, A coarse powder of 50 mesh or less was obtained.
- the coarse powder was finely pulverized by a jet mill using high-pressure nitrogen gas to a weight-median particle size of 5 ⁇ m.
- the obtained mixed fine powder was molded into a block shape at a pressure of about 1 ton / cm 2 while being oriented in a magnetic field of 15 kOe under a nitrogen atmosphere.
- This compact was put into a sintering furnace in an Ar atmosphere and sintered at 1060 ° C. for 2 hours to obtain a magnet block.
- This magnet block was ground on the whole surface using a diamond cutter, then washed with alkaline solution, pure water, nitric acid, pure water in this order and dried to obtain a 20 mm ⁇ 45 mm ⁇ 5 mm (direction of magnetic anisotropy).
- a block magnet was obtained.
- the dysprosium fluoride powder is mixed with water at a mass fraction of 40%, and the dysprosium fluoride powder is well dispersed to prepare a slurry.
- the above-described coating apparatus shown in FIGS. The slurry was applied to the magnet body and dried to apply dysprosium fluoride powder.
- the powder coating process was performed by changing the temperature of the preheating (heating) by the preheating means 3 (Examples 1 to 4).
- coating process was performed as a comparative example, without performing the preheating (heating) by the preheating means 3 (comparative example).
- the recovered sintered magnet body was again subjected to a coating treatment, and was applied three times.
- the slurry application treatment / drying treatment was repeated three times, and the preheating treatment was performed only once for the first time.
- Table 1 shows the ratios per unit area when the coating amount at which the coercive force increasing effect peaks is 1.00.
- the slurry does not sag other than the coated surface, and the solvent is instantly dried and a coating film is formed. It was confirmed that the coating amount increased. On the other hand, in the comparative example, the amount of application is small despite the roller application similarly, and the reason is that the slurry is dripped on the side surface of the sintered magnet.
- Example 5 Further, the magnet body in which a thin film of dysprosium fluoride powder was formed in the same manner as in Example 3 was heat-treated at 900 ° C. for 5 hours in an Ar atmosphere, followed by absorption treatment at 500 ° C. for 1 hour. A rare earth magnet was obtained by rapid cooling. A magnet body was cut out at 2 mm ⁇ 2 mm ⁇ 2 mm from the nine points shown in FIG. 4 and its coercive force was measured. The results are shown in Table 2.
- the coating film of the powder is uniformly coated and formed on the surface other than the coated surface.
- the rare earth compound can be effectively utilized without waste, and the effect of increasing the coercive force on the coated surface is very stable and uniform.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Metallurgy (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Hard Magnetic Materials (AREA)
- Manufacturing Cores, Coils, And Magnets (AREA)
- Powder Metallurgy (AREA)
Abstract
焼結磁石体mに、希土類化合物の粉末を溶媒に分散したスラリーsを塗布し、乾燥させてスラリーの溶媒を除去することにより上記粉末を上記焼結磁石体表面に塗着させ、これを熱処理して希土類元素を焼結磁石体に吸収させる際に、上記スラリーsの塗布前に上記焼結磁石体mを加温ないし加熱する。これにより、希土類化合物の粉末を効率よく均一に焼結磁石体表面に塗布することができる。
Description
本発明は、焼結磁石体に、希土類化合物を含有する粉末を塗布し熱処理して希土類元素を焼結磁石体に吸収させ、希土類永久磁石を製造する際に、上記希土類化合物の粉末を均一かつ効率的に塗布して磁気特性に優れた希土類磁石を効率的に得ることができる希土類磁石の製造方法、及び該希土類磁石の製造方法に好ましく用いられる希土類化合物の塗布装置に関する。
Nd-Fe-B系などの希土類永久磁石は、その優れた磁気特性のために、ますます用途が広がってきている。従来、この希土類磁石の保磁力を更に向上させる方法として、焼結磁石体の表面に希土類化合物の粉末を塗布して熱処理し、希土類元素を焼結磁石体に吸収拡散させて希土類永久磁石を得る方法が知られており(特許文献1:特開2007-53351号公報、特許文献2:国際公開第2006/043348号)、この方法によれば、残留磁束密度の減少を抑制しつつ保磁力を増大させることが可能である。
しかしながら、この方法は更に改善の余地を残している。即ち、従来上記希土類化合物の塗布には、該希土類化合物を含む粉末を水や有機溶媒に分散させたスラリーに焼結磁石体を浸漬して、又は該スラリーを焼結磁石体にスプレーして塗布し、乾燥させる方法が一般的であるが、これらの方法では焼結磁石体に対して均一な塗布を行うことが難しく塗膜の膜厚にバラツキが生じやすい。更に、膜の緻密性も高くないため、保磁力増大を飽和にまで高めるには過剰な塗着量が必要になる。
このため、希土類化合物の粉末を均一かつ効率的に塗布することができる塗布方法の開発が望まれる。
本発明は、上記事情に鑑みなされたもので、R1-Fe-B系組成(R1はY及びScを含む希土類元素から選ばれる1種又は2種以上)からなる焼結磁石体に、R2の酸化物、フッ化物、酸フッ化物、水酸化物又は水素化物(R2はY及びScを含む希土類元素から選ばれる1種又は2種以上)から選ばれる1種又は2種以上を含有する粉末を溶媒に分散したスラリーを塗布し乾燥させて、上記粉末を上記焼結磁石体表面に塗着させ、これを熱処理して上記R2を焼結磁石体に吸収させ希土類永久磁石を製造する際に、粉末を均一かつ効率的に塗布することができ、しかも塗着量をコントロールして緻密な粉末の塗膜を密着性よく形成することができ、より磁気特性に優れた希土類磁石を効率的に得ることができる希土類磁石の製造方法、及びこの希土類磁石の製造方法に好適に用いられる希土類化合物の塗布装置を提供することを目的とする。
本発明は、上記目的を達成するため、下記[1]~[9]の希土類磁石の製造方法を提供する。
[1] R1-Fe-B系組成(R1はY及びScを含む希土類元素から選ばれる1種又は2種以上)からなる焼結磁石体に、R2の酸化物、フッ化物、酸フッ化物、水酸化物又は水素化物(R2はY及びScを含む希土類元素から選ばれる1種又は2種以上)から選ばれる1種又は2種以上を含有する粉末を溶媒に分散したスラリーを塗布し、乾燥させてスラリーの溶媒を除去することにより上記粉末を上記焼結磁石体表面に塗着させ、これを熱処理して上記R2を焼結磁石体に吸収させる希土類磁石の製造方法において、
上記スラリーの塗布前に上記焼結磁石体を加温ないし加熱することを特徴とする希土類磁石の製造方法。
[2] 上記焼結磁石体の加温ないし加熱の温度が、上記スラリーの溶媒の沸点から20℃を減じた温度以下である[1]の希土類磁石の製造方法。
[3] 上記スラリーの溶媒が水であり、上記焼結磁石体を40~80℃に加温ないし加熱した後にスラリーを塗布する[2]の希土類磁石の製造方法。
[4] 上記焼結磁石体に赤外線を照射することにより、上記加温ないし加熱を行う[1]~[3]のいずれかの希土類磁石の製造方法。
[5] 上記赤外線が、波長0.8~5μmの近赤外線である[4]の希土類磁石の製造方法。
[6] スラリーの塗布がローラ塗布である[1]~[5]のいずれかの希土類磁石の製造方法。
[7] 上記焼結磁石体を加温ないし加熱し、上記スラリーを塗布し、乾燥させる塗布プロセスを複数回繰り返して重ね塗りを行う[1]~[6]のいずれかの希土類磁石の製造方法。
[8] 上記粉末を塗着させた焼結磁石体に対し、当該焼結磁石体の焼結温度以下の温度で、真空又は不活性ガス中で熱処理を施す[1]~[7]のいずれかの希土類磁石の製造方法。
[9] 上記熱処理後、更に低温で時効処理を施す[1]~[8]のいずれかの希土類磁石の製造方法。
[1] R1-Fe-B系組成(R1はY及びScを含む希土類元素から選ばれる1種又は2種以上)からなる焼結磁石体に、R2の酸化物、フッ化物、酸フッ化物、水酸化物又は水素化物(R2はY及びScを含む希土類元素から選ばれる1種又は2種以上)から選ばれる1種又は2種以上を含有する粉末を溶媒に分散したスラリーを塗布し、乾燥させてスラリーの溶媒を除去することにより上記粉末を上記焼結磁石体表面に塗着させ、これを熱処理して上記R2を焼結磁石体に吸収させる希土類磁石の製造方法において、
上記スラリーの塗布前に上記焼結磁石体を加温ないし加熱することを特徴とする希土類磁石の製造方法。
[2] 上記焼結磁石体の加温ないし加熱の温度が、上記スラリーの溶媒の沸点から20℃を減じた温度以下である[1]の希土類磁石の製造方法。
[3] 上記スラリーの溶媒が水であり、上記焼結磁石体を40~80℃に加温ないし加熱した後にスラリーを塗布する[2]の希土類磁石の製造方法。
[4] 上記焼結磁石体に赤外線を照射することにより、上記加温ないし加熱を行う[1]~[3]のいずれかの希土類磁石の製造方法。
[5] 上記赤外線が、波長0.8~5μmの近赤外線である[4]の希土類磁石の製造方法。
[6] スラリーの塗布がローラ塗布である[1]~[5]のいずれかの希土類磁石の製造方法。
[7] 上記焼結磁石体を加温ないし加熱し、上記スラリーを塗布し、乾燥させる塗布プロセスを複数回繰り返して重ね塗りを行う[1]~[6]のいずれかの希土類磁石の製造方法。
[8] 上記粉末を塗着させた焼結磁石体に対し、当該焼結磁石体の焼結温度以下の温度で、真空又は不活性ガス中で熱処理を施す[1]~[7]のいずれかの希土類磁石の製造方法。
[9] 上記熱処理後、更に低温で時効処理を施す[1]~[8]のいずれかの希土類磁石の製造方法。
また本発明は、上記目的を達成するため、下記[10]~[15]の希土類化合物の塗布装置を提供する。
[10] R1-Fe-B系組成(R1はY及びScを含む希土類元素から選ばれる1種又は2種以上)からなる四角板状又は四角ブロック状の焼結磁石体に、R2の酸化物、フッ化物、酸フッ化物、水酸化物又は水素化物(R2はY及びScを含む希土類元素から選ばれる1種又は2種以上)から選ばれる1種又は2種以上を含有する粉末を溶媒に分散したスラリーを塗布し乾燥させて、上記粉末を上記焼結磁石体表面に塗着させ、これを熱処理して上記R2を焼結磁石体に吸収させ希土類永久磁石を製造するに際し、上記焼結磁石体に上記粉末を塗布する希土類化合物の塗布装置であって、
上記焼結磁石体を載せて搬送する搬送コンベアと、
該搬送コンベア上の焼結磁石体に上記スラリーを塗布するスラリー塗布手段と、
該塗布手段によるスラリー塗布位置の搬送方向上流側に設けられ、上記搬送コンベア上の焼結磁石体を所定温度に加温ないし加熱する事前加熱手段と、
上記塗布手段によるスラリー塗布位置の搬送方向下流側に設けられ、上記搬送コンベア上の焼結磁石体を加温して乾燥させる乾燥手段とを具備してなり、
上記搬送コンベアの上流側から上記焼結磁石体を供給して搬送し、この焼結磁石体を上記事前加熱手段により所定温度に加温ないし加熱し、この所定温度に加温ないし加熱された焼結磁石体に上記スラリー塗布手段により上記スラリーを塗布し、このスラリーが塗布された焼結磁石体を上記乾燥手段により加熱し乾燥させてスラリーの溶媒を除去することにより上記粉末を焼結磁石体表面に塗着させ、この焼結磁石体を上記搬送コンベアの下流側から回収することを特徴とする希土類化合物の塗布装置。
[11] 上記事前加熱手段が、赤外線ヒータにより赤外線照射して加温ないし加熱を行うものである[10]の希土類化合物の塗布装置。
[12] 上記乾燥手段が、焼結磁石体に赤外線を照射して加熱する赤外線ヒータと、赤外線照射によって気化した溶媒を焼結磁石体周囲から除去する排気手段とを具備したものである[10]又は[11]の希土類化合物の塗布装置。
[13] 上記事前加熱手段及び上記乾燥手段のいずれか一方又は両方の赤外線ヒータが、波長0.8~5μmの近赤外線を照射するものである[11]又は[12]の希土類化合物の塗布装置。
[14] 上記スラリー塗布手段が、塗布ローラにより上記焼結磁石体表面に上記スラリーを塗布するものである[10]~[13]のいずれかの希土類化合物の塗布装置。
[15] 上記スラリー塗布手段によるスラリー塗布位置の搬送方向上流側に設けられ、エアナイフからシート状薄層気流を吹き付けて上記焼結磁石体表面をクリーニングするクリーニング手段を具備する[10]~[14]のいずれかの希土類化合物の塗布装置。
[10] R1-Fe-B系組成(R1はY及びScを含む希土類元素から選ばれる1種又は2種以上)からなる四角板状又は四角ブロック状の焼結磁石体に、R2の酸化物、フッ化物、酸フッ化物、水酸化物又は水素化物(R2はY及びScを含む希土類元素から選ばれる1種又は2種以上)から選ばれる1種又は2種以上を含有する粉末を溶媒に分散したスラリーを塗布し乾燥させて、上記粉末を上記焼結磁石体表面に塗着させ、これを熱処理して上記R2を焼結磁石体に吸収させ希土類永久磁石を製造するに際し、上記焼結磁石体に上記粉末を塗布する希土類化合物の塗布装置であって、
上記焼結磁石体を載せて搬送する搬送コンベアと、
該搬送コンベア上の焼結磁石体に上記スラリーを塗布するスラリー塗布手段と、
該塗布手段によるスラリー塗布位置の搬送方向上流側に設けられ、上記搬送コンベア上の焼結磁石体を所定温度に加温ないし加熱する事前加熱手段と、
上記塗布手段によるスラリー塗布位置の搬送方向下流側に設けられ、上記搬送コンベア上の焼結磁石体を加温して乾燥させる乾燥手段とを具備してなり、
上記搬送コンベアの上流側から上記焼結磁石体を供給して搬送し、この焼結磁石体を上記事前加熱手段により所定温度に加温ないし加熱し、この所定温度に加温ないし加熱された焼結磁石体に上記スラリー塗布手段により上記スラリーを塗布し、このスラリーが塗布された焼結磁石体を上記乾燥手段により加熱し乾燥させてスラリーの溶媒を除去することにより上記粉末を焼結磁石体表面に塗着させ、この焼結磁石体を上記搬送コンベアの下流側から回収することを特徴とする希土類化合物の塗布装置。
[11] 上記事前加熱手段が、赤外線ヒータにより赤外線照射して加温ないし加熱を行うものである[10]の希土類化合物の塗布装置。
[12] 上記乾燥手段が、焼結磁石体に赤外線を照射して加熱する赤外線ヒータと、赤外線照射によって気化した溶媒を焼結磁石体周囲から除去する排気手段とを具備したものである[10]又は[11]の希土類化合物の塗布装置。
[13] 上記事前加熱手段及び上記乾燥手段のいずれか一方又は両方の赤外線ヒータが、波長0.8~5μmの近赤外線を照射するものである[11]又は[12]の希土類化合物の塗布装置。
[14] 上記スラリー塗布手段が、塗布ローラにより上記焼結磁石体表面に上記スラリーを塗布するものである[10]~[13]のいずれかの希土類化合物の塗布装置。
[15] 上記スラリー塗布手段によるスラリー塗布位置の搬送方向上流側に設けられ、エアナイフからシート状薄層気流を吹き付けて上記焼結磁石体表面をクリーニングするクリーニング手段を具備する[10]~[14]のいずれかの希土類化合物の塗布装置。
上記本発明の製造方法及び塗布装置は、上記のとおり、焼結磁石体に希土類化合物の粉末を分散したスラリーを塗布し、乾燥させてスラリーの溶媒を除去することにより、上記粉末を上記焼結磁石体表面に塗着させる際、スラリー塗布前に焼結磁石体を所定温度に加温ないし加熱し、この加温ないし加熱した焼結磁石体にスラリーを塗布し、乾燥させて希土類化合物の粉末の塗膜を形成するものである。このように、スラリー塗布の前に焼結磁石体を温めておくことにより、スラリー塗布後の加熱乾燥の際に極めて短時間に乾燥を完了することができ、場合によっては殆ど瞬時にスラリーの溶媒を蒸発させて乾燥させることができるので、スラリーのタレなどを生じることなく、均一な塗膜を効率よく確実に形成することができるものである。
また、例えば上記請求項6や請求項14のように、上記スラリーをローラ塗布することにより、磁石の使用形態に応じて焼結磁石体の必要箇所のみに部分的にスラリー塗布を行って当該必要箇所に部分的に塗膜を形成することにより、貴重な希土類化合物を含む上記粉末の処理用を効果的に削減することができるが、この場合に本発明によれば、上記のようにスラリー塗布後の乾燥を極めて短時間に完了することができるので、例えば保磁力増大を必要としない側面部などへのスラリーのダレを可及的に防止して、貴重な希土類化合物を含む粉末を無駄に消費することを防止して、極めて効率的に保磁力の増大を図ることができる。
更に、上記請求項4,5や請求項11,13のように、スラリー塗布前の事前加熱(加温)や塗布後の加熱乾燥を、赤外線照射、特に波長0.8~5μmの短波長の近赤外線を照射する輻射加熱によって行うことにより、短時間で効率的に事前加熱(加温)や加熱乾燥を行うことでき、しかもひび割れ等を生じることなく上記粉末による均一な塗膜を確実に得ることができ、更に塗布装置の小型化を図ることもできる。
即ち、波長0.8~5μmの短波長の近赤外線を照射するヒータは、立ち上がりが速く1~2秒で有効な加熱を開始することができると共に、10秒以内で100℃まで加熱することも可能であり、極めて短時間で加熱や加温を完了することができる。更に、誘導加熱を行う場合に比べて安価に構成することができ、電力消費の点でも有利である。従って、より安価に効率よくスラリーを乾燥させて上記粉体の塗布を行うことができる。また、上記近赤外線照射による輻射加熱によれば、近赤外線がスラリー塗膜の内部にも透過・吸収して加熱や加温を行うことができるので、例えば外部から熱風を当てて加熱/加温や乾燥を行った場合のように塗膜の外側から乾き始めることによりひび割れが生じることを可及的に防止することができ、均一で緻密な粉体の塗膜を形成することができる。
また、上記短波長の近赤外線を発生するヒータ管は比較的小さく、乾燥器や塗布装置を小型化することができ、小規模な設備で効率的に希土類磁石を製造することができる。この場合、中波長の赤外線照射を用いても速い加熱速度を達成することは可能であるが、長いヒータ管が必要となり、省スペースの点で大きく不利であり、また電力消費の点でも劣るものとなりやすい。
本発明によれば、焼結磁石体に希土類化合物の粉末を分散したスラリーを塗布し、これを効率よく乾燥させて希土類磁石の粉末からなる均一で緻密な塗膜を確実に形成することができる。従って、塗着量のコントロールも正確に行うことでき、焼結磁石体表面にムラのない均一で緻密な希土類化合物粉末の塗膜を効率よく形成することができ、しかもこの塗布工程を実施する希土類化合物の塗布装置を小型化することができるものである。
よって、本発明の製造方法及び塗布装置によれば、このように希土類化合物の粉末を均一かつ緻密に焼結磁石体表面に塗布することができるので、保磁力が良好に増大された磁気特性に優れた希土類磁石を効率的に製造することができるものである。
本発明の希土類磁石の製造方法は、上記のとおり、R1-Fe-B系組成(R1はY及びScを含む希土類元素から選ばれる1種又は2種以上)からなる焼結磁石体に、R2の酸化物、フッ化物、酸フッ化物、水酸化物又は水素化物(R2はY及びScを含む希土類元素から選ばれる1種又は2種以上)から選ばれる1種又は2種以上を含有する粉末を溶媒に分散したスラリーを塗布し乾燥させて、上記粉末を上記焼結磁石体表面に塗着させ、これを熱処理して上記R2を焼結磁石体に吸収させ希土類永久磁石を製造するものである。
上記R1-Fe-B系焼結磁石体は、公知の方法で得られたものを用いることができ、例えば常法に従ってR1、Fe、Bを含有する母合金を粗粉砕、微粉砕、成形、焼結させることにより得ることができる。なお、R1は上記のとおり、Y及びScを含む希土類元素から選ばれる1種又は2種以上で、具体的にはY、Sc、La、Ce、Pr、Nd、Sm、Eu、Gd、Tb、Dy、Ho、Er、Yb及びLuが挙げられる。
本発明では、このR1-Fe-B系焼結磁石体を、必要に応じて研削等によって所定形状に成形し、表面にR2の酸化物、フッ化物、酸フッ化物、水酸化物、水素化物の1種又は2種以上を含有する粉末を塗布し、熱処理して焼結磁石体に吸収拡散(粒界拡散)させ、希土類磁石を得る。
上記R2は、上記のように、Y及びScを含む希土類元素から選ばれる1種又は2種以上であり、上記R1と同様にY、Sc、La、Ce、Pr、Nd、Sm、Eu、Gd、Tb、Dy、Ho、Er、Yb及びLuが例示される。この場合、特に制限されるのではないが、R2中の1又は複数に合計で10原子%以上、より好ましくは20原子%以上、特に40原子%以上のDy又はTbを含むことが好ましい。このようにR2に10原子%以上のDy及び/又はTbが含まれ、かつR2におけるNdとPrの合計濃度が前記R1におけるNdとPrの合計濃度より低いことが本発明の目的からより好ましい。
本発明において上記粉末の塗布は、該粉末を溶媒に分散したスラリーを調製し、このスラリーを焼結磁石体表面に塗布して乾燥させることにより行われる。この場合、粉末の粒径は、特に制限されるものではなく、吸収拡散(粒界拡散)に用いられる希土類化合物粉末として一般的な粒度とすることができ、具体的には、平均粒子径100μm以下が好ましく、より好ましくは10μm以下である。その下限は特に制限されないが1nm以上が好ましい。この平均粒子径は、例えばレーザー回折法などによる粒度分布測定装置等を用いて質量平均値D50(即ち、累積質量が50%となるときの粒子径又はメジアン径)などとして求めることができる。なお、粉末を分散させる溶媒は水でも有機溶媒でもよく、有機溶媒としては、特に制限はないが、エタノール、アセトン、メタノール、イソプロピルアルコール等が例示され、これらの中ではエタノールが好適に使用される。
上記スラリー中の粉末の分散量に特に制限はないが、本発明においては、良好かつ効率的に粉末を塗着させるために分散量が質量分率1%以上、特に10%以上、更には20%以上のスラリーとすることが好ましい。なお、分散量が多すぎても均一な分散液が得られないなどの不都合が生じるため、上限は質量分率70%以下、特に60%以下、更には50%以下とすることが好ましい。
上記スラリーを上記焼結磁石体に塗布する方法については、特に制限は無く適宜選定すればよく、例えばスラリーに焼結磁石体を浸漬する浸漬法、スラリーをスプレーして塗布するスプレー法、スラリーを含浸させた塗布ローラを焼結磁石体表面で転がしてスラリーを塗布するローラ塗布法などを好適に採用することができる。この場合、ローラ塗布法は、浸漬法やスプレー法に比べて容易に部分塗布を行うことができ、保磁力増大が求められる箇所が部分的である場合にはローラ塗布法が好適に採用され、ローラ塗布法によれば必要箇所のみ対して均一なスラリー塗布を部分的に行うことが可能である。
本発明では、上述のように、このスラリー塗布の前に焼結磁石体を所定温度に加温ないし加熱して焼結磁石体を予め温めておく。この場合、焼結磁石体の加温ないし加熱温度は、特に制限されるものではないが、通常は上記スリラーを調製する上記溶媒の沸点未満の温度とされ、特に溶媒の沸点から20℃を減じた温度以下とすることが好ましく、例えば水を溶媒としてスラリーを調製した場合には、80℃以下の温度に加温ないし加熱することが好ましい。なお、加温ないし加熱温度の下限値は特になく、室温以上に加温または加熱すれば上述した本発明の効果を得ることができるが、その効果の程度はスラリーの溶媒の種類によって変化する。例えば、室温20~25℃の環境下であれば、水を溶媒とした場合、30℃の加温で有意な効果を得ることができ、特に40℃以上とすることにより、非常に良好な効果を得ることができ、特に制限されるものではないが、水を溶媒とした場合には40~80℃に加温ないし加熱することが好ましい。
本発明は、このように事前に加温ないし加熱させた焼結磁石体に上述のスラリー塗布を行い、加熱乾燥させてスラリーの溶媒を除去して上記粉末の塗膜を焼結磁石体表面に形成するものである。その際、特に制限されるものではないが、このスラリー塗布前の加温ないし加熱や、スラリー塗布後の加熱乾燥は、赤外線照射によって行うことが好ましく、特に波長0.8~5μmの近赤外線を照射して行うことが好ましい。
このような近赤外線を照射するヒータとしては、上記波長の近赤外線を発生することができるものであればよく、市販の赤外線ヒーターユニットを使用することができる。例えば、ヘレウス社のTwin Tube透明石英ガラス製短波長赤外線ヒーターユニット(ZKBシリーズやZKCシリーズ)などを用いることができる。なお、加温ないし加熱条件や乾燥条件は、焼結磁石体の大きさや形状、スラリーの濃度、室温などに応じて、ヒータ出力、加熱時間、冷却時間などを適宜設定すればよい。
ここで、近赤外線照射は、非常に効率よく対象物を加熱することができるが、スラリーの乾燥に用いる場合には、蒸発分を持ち去ることはできないので、適宜な排気手段などにより焼結磁石体の周囲から溶媒の蒸発分を排除することが好ましく、これにより更に効率的に乾燥を行うことができる。
上記焼結磁石体を事前に加温ないし加熱し、上記スラリーを塗布し、乾燥させる上記粉末塗布工程は、例えば図1~3に示した塗布装置を用いて行うことができる。
即ち、図1~3は、本発明の一実施例にかかる希土類化合物の塗布装置を示す概略図であり、この塗布装置は、四角ブロック状の焼結磁石体の片面のみに上記スラリーをローラ塗布するものである。図中1は、上記焼結磁石体mを載置して搬送する搬送コンベアであり、図示しない駆動源により、間欠駆動されて上面に載置した焼結磁石体mを間欠的に水平搬送するようになっている。そして、この搬送コンベア1の上流側端部(図1,2の右側端部)に焼結磁石体mを供給して搬送し、その搬送中に焼結磁石体を加温ないし加熱し、上記スラリーを塗布し、乾燥させて上記希土類化合物を含む粉末を塗布し、該搬送コンベア1の下流側端部(図1,2の右側端部)から粉末が塗布された焼結磁石体mをするようになっている。
図中2は、上記搬送コンベア1の搬送方向中間部に存して、該搬送コンベア1上に載置された上記焼結磁石体mの上面に上記スラリーを塗布するスラリー塗布手段であり、このスラリー塗布手段2は、塗布ローラ21と該塗布ローラ21に随時スラリーを含浸させるスラリー供給機構部22を具備している。
上記塗布ローラ21は、水平軸211及び鉛直軸212に懸架され、図中に矢印で示したように、搬送方向中間部において上記搬送コンベア1の上方で水平方向及び鉛直方向に移動可能になっている。
上記スラリー供給機構部22は、スラリー流出槽221とスラリー受入槽222を浅底のスラリー供給バット223で連結したものであり、上記塗布ローラ21の配設位置に存して上記搬送コンベア1の一側方に近接して配設されている。上記スラリー流出槽221の上端開口面はスラリー受入槽222の上端開口面よりも高い位置に配置されており、このスラリー流出槽221から溢れ出たスラリーsが上記スラリー供給バット223を介して上記スラリー受入槽222に流入し、スラリーsはポンプ224及び返送管225によってスラリー受入槽222から上記スラリー流出槽221へと戻され、スラリーsが循環するようになっている。このとき、上記スラリー供給バット223には層状にゆっくりと流れるスラリー溜まりが形成されるようになっている。
そして、上記塗布ローラ21が水平及び上下に移動することにより、上記スラリー供給バット223にローラ部が浸漬されて塗布ローラ21にスラリーsが含浸され、塗布ローラ21が再び上下及び水平に移動して上記搬送コンベア1上に戻り、該搬送コンベア1上の焼結磁石体mにスラリーをローラ塗布するようになっている。なお、図中23は、上記塗布ローラ21の配設位置に存して上記搬送コンベア1の他側方に近接して配設された超音波洗浄器であり、上記ローラ21を随時この超音波洗浄器で洗浄して、粉末の固着などによってスラリー塗布が不均一になることを防止するようになっている。このローラ洗浄は、通常は塗布操作の休止時に行われる。
ここで、上記塗布ローラ21に特に制限は無く、多種多彩な毛が植毛された所謂塗布用ローラ、スポンジローラ、ゴムローラ、樹脂ローラ、金属ローラなどの公知のローラから選択することができる。なお本例では、スラリーを含浸しやすく定期的な洗浄も容易なスポンジローラが採用されている。また、ローラの幅は、焼結磁石体mの大きさや形状に応じて適宜設定すればよいが、均一なスラリー塗布をより確実に行うためには、10mm~300mmとすることが好ましく、より好ましくは30mm~100mmである。
図中3は、上記スラリー塗布手段2よりも搬送方向上流側に存して上記搬送コンベア1上に配設された事前加熱手段であり、この事前加熱手段3は赤外線ヒータ31により搬送コンベア1上の焼結磁石体mに赤外線を照射して該焼結磁石体mを上述した所定温度に加温ないし加熱するようになっている。
この事前加熱手段3の下流側近傍には、上記事前加熱手段3の下を搬送される焼結磁石体mにシート状薄層気流を吹き付けて焼結磁石体m表面に付着した粉塵等を除去するエアナイフ41が配設されている共に、事前加熱手段3の下流側近傍に除去した粉塵等を含む気流を吸引して搬送コンベア1上から排除する集塵ダクト42が配設されており、これらエアナイフ41と集塵ダクト42とで焼結磁石体m表面をクリーニングするクリーニング手段4が構成されている。
図中5は、上記スラリー塗布手段2よりも搬送方向下流側に存して上記搬送コンベア1上に配設された乾燥手段であり、赤外線ヒータ51とその上下流両側に配設された排気ダクト52,52とで構成されている。この乾燥手段5は、上記赤外線ヒータ51から搬送コンベア1上の焼結磁石体mに赤外線を照射して加熱し、該焼結磁石体mに塗布された上記スラリーの溶媒を蒸発させて除去し希土類化合物を含む粉末を塗着させるものであり、このとき蒸発した溶媒を上記排気ダクト52,52で排気することにより、気化した溶媒を焼結磁石体mの周囲から除去して効果的に乾燥を行うようになっている。
ここで、上記事前加熱手段3や乾燥手段5を構成する赤外線ヒータ31,51としては、特に制限されるものではないが、波長0.8~5μmの近赤外線を照射するのが好ましく、本例の装置では、赤外線ヒータ31,51のいずれについても、ヘレウス社Twin Tubeの透明石英ガラス製短波長赤外線ヒーターユニット(ZKB1500/200G 冷却ファン付き、出力1500W、加熱長200mm)が用いられている。
この波長0.8~5μmの短波長の赤外線を照射するヒータは、立ち上がりが速く1~2秒で有効な加熱を開始することができると共に、10秒以内で100℃まで加熱することも可能であり、極めて短時間で焼結磁石体を加温ないし加熱することができる。更に、誘導加熱を行う場合に比べて安価に構成することができ、電力消費の点でも有利である。また、上記近赤外線照射による輻射加熱によれば、加熱乾燥の際に近赤外線がスラリー塗膜の内部にも透過・吸収して加熱乾燥を行うことができるので、例えば外部から熱風を当てて乾燥を行った場合のように塗膜の外側から乾き始めることによりひび割れが生じることを可及的に防止することができ、均一で緻密な粉体の塗膜を形成することができる。更に、上記短波長の近赤外線を発生するヒータ管は比較的小さく、塗布装置の小型化にも寄与する。
この塗布装置を用いて、上記焼結磁石体mの表面に上記R2の酸化物、フッ化物、酸フッ化物、水酸化物又は水素化物(R2はY及びScを含む希土類元素から選ばれる1種又は2種以上)から選ばれる1種又は2種以上を含有する粉末(希土類化合物の粉末)を塗布する場合は、上記搬送コンベア1の上流側端部に焼結磁石体mを供給して該搬送コンベア1により間欠的に水平方向に搬送する。
搬送コンベア1上に載置され間欠的に水平搬送される焼結磁石体mは、上記事前加熱手段3の下で間欠的に停止した際に、該事前加熱手段3の上記赤外線ヒータ31より赤外線が照射され、上述した所定温度に加温ないし加熱される。また、このとき上記クリーニング手段4により、上述したとおりにして焼結磁石体m表面の粉塵等が除去され、焼結磁石体mが加温ないし加熱されると共に、その表面がクリーニングされる。
次に、上記スラリー塗布手段2の塗布ローラ21の下に移動し停止した際に、該塗布ローラ21の上下動及び水平移動により、予め上記事前加熱手段3によって所定温度に加温ないし加熱された焼結磁石体mの表面に塗布される。このとき、塗布ローラ21には上記スラリー供給機構部22によって上述した手順により随時スラリーsが供給含浸され、常に一定量のスラリーsが確実に塗布される。
スラリーsが塗布された焼結磁石体mは、次いで上記乾燥手段5の下に搬送され間欠的に停止し、上記乾燥手段5の赤外線ヒータ51により赤外線が照射され加熱乾燥されて、スラリーsの溶媒が蒸発して上記粉末が塗着し、焼結磁石体mの表面に該粉末の塗膜が形成される。このとき蒸発して気化した溶媒が、上記排気ダクト52により排気されて焼結磁石体mの周囲から除去され、効率的に上記乾燥処理が行われる。
そして、乾燥後の焼結磁石体mは更に水平搬送され、上記搬送コンベア1の下流側端部で、作業員やロボットアームなどにより回収される。
ここで、上記搬送コンベア1の下流側端部から回収した焼結磁石体mを、再び搬送コンベア1の上流側端部に供給して上記希土類化合物の塗布操作を複数回繰り返して希土類化合物の粉末を重ね塗りすることにより、より厚い塗膜を得ることができると共に、塗膜の均一性をより向上させることもできる。塗布操作の繰り返しは、同一の塗布装置を用いて複数回の塗布処理を行ってもよく、また複数台の塗布装置を並設して塗布操作を繰り返するようにしてもよい。これにより、薄く重ね塗りを行って所望の厚さの塗膜とすることができ、良好に粉末の塗布量を調節することができる。また、薄く重ね塗りすることにより乾燥時間を短縮して時間的効率を向上させることも可能となる。この場合、塗布操作の繰り返しでは、必ずしも事前加熱処理をその都度行う必要はなく、事前加熱処理を行った後に複数回のスラリー塗布/乾燥を繰り返すようにしてもよい。
更に、焼結磁石体mの表裏両面に粉末の塗布を行う場合には、上記搬送コンベア1の下流端部で回収した焼結磁石体mを作業員やロボットアームなどによって裏返して、再び搬送コンベア1の上流側端部に供給し、同様に粉末の塗布を行えばよい。この場合も、同一の塗布装置を用いて表裏両面の塗布処理を行ってもよく、また表面用の塗布装置と裏面用の塗布装置を並接して表裏両面の塗布操作を行うようにしてもよい。勿論、表裏両面についてそれぞれ上記重ね塗りを行ってもよい。
このように、上記塗布装置を用いて希土類化合物の粉末の塗布が行われる本発明の製造方法によれば、スラリー塗布前に焼結磁石体mを所定温度に加温ないし加熱し、この加温ないし加熱した焼結磁石体mにスラリーsを塗布し、乾燥させて希土類化合物の粉末の塗膜を形成するものである。そして、事前に焼結磁石体mを温めておくことにより、スラリー塗布後の加熱乾燥の際に極めて短時間に乾燥を完了することができ、赤外線照射による本例装置の乾燥手段5によれば、殆ど瞬時にスラリーの溶媒を蒸発させて乾燥させることができるので、スラリーsが不要な側面部にタレるようなことがなく、均一な塗膜を効率よく確実に形成することができるものである。
即ち、本例の装置では、上記スラリーsをローラ塗布することにより、焼結磁石体m表面の必要箇所のみに部分的にスラリー塗布を行って当該必要箇所に部分的に塗膜を形成することができるので、貴重な希土類化合物を含む上記粉末の処理用を効果的に削減することができるが、この場合に本発明によれば、上記のようにスラリー塗布後の乾燥を極めて短時間に完了することができるので、保磁力増大を必要としない側面部などへのスラリーのダレを可及的に防止して、貴重な希土類化合物を含む粉末を無駄に消費することを防止して、極めて効率的に保磁力の増大を図ることができる。
また、本例では、スラリー塗布前の事前加熱(加温)や塗布後の加熱乾燥を、波長0.8~5μmの短波長の近赤外線を照射する輻射加熱によって行うことにより、短時間で効率的に事前加熱(加温)や加熱乾燥を行うことでき、しかもひび割れ等を生じることなく上記粉末による均一な塗膜を確実に得ることができ、更に塗布装置の小型化を図ることもできる。
即ち、上記短波長の近赤外線を照射する赤外線ヒータ31,51は、立ち上がりが速く、極めて短時間で加熱や加温を完了することができる。更に、誘導加熱を行う場合に比べて安価に構成することができ、電力消費の点でも有利である。従って、より安価に効率よく焼結磁石体sを加温ないし加熱し、またスラリーsを乾燥させて上記粉体の塗布を行うことができる。更に、上記近赤外線照射による輻射加熱による乾燥処理によれば、近赤外線がスラリー塗膜の内部にも透過・吸収して加熱や加温を行うことができるので、例えば外部から熱風を当てて加熱/加温や乾燥を行った場合のように塗膜の外側から乾き始めることによりひび割れが生じることを可及的に防止することができ、均一で緻密な粉体の塗膜を形成することができる。また、上記短波長の近赤外線を発生するヒータ管は比較的小さく、乾燥器や塗布装置を小型化することができ、小規模な設備で効率的に希土類磁石を製造することができる。
なお、本発明の塗布装置は、上記図1~3の装置に限定されるものではなく、例えば図では搬送コンベア1としてベルトコンベアを示したが、ローラコンベアを用いることもでき、また図2に一点鎖線で示したように、コンベアベルトの裏側に反射シート32を配設して赤外線を反射させ、より効率よく焼結磁石体mを加温ないし加熱するようにしてもよい。更に、図1~3の装置では塗布ローラ21を用いてローラ塗布を行うように構成したが、場合によってはスプレー塗布や浸漬塗布を行うようにすることも可能であり、事前加熱手段3、乾燥手段5、スラリー供給機構部22など、その他の構成についても、本発明の要旨を逸脱しない範囲で適宜変更して差し支えない。
本発明の希土類磁石の製造方法では、このようにして上記粉末を塗布した焼結磁石体を熱処理し、粉末中の上記R2で示される希土類元素を吸収拡散させる。上記R2で示される希土類元素を吸収拡散させる上記熱処理は、公知の方法に従って行えばよい。また、上記熱処理後、適宜な条件で時効処理を施したり、更に実用形状に研削するなど、必要に応じて公知の後処理を施すこともできる。
以下、本発明のより具体的な態様について実施例をもって詳述するが、本発明はこれに限定されるものではない。
[実施例1~4及び比較例]
Ndが14.5原子%、Cuが0.2原子%、Bが6.2原子%、Alが1.0原子%、Siが1.0原子%、Feが残部からなる薄板状の合金を、純度99質量%以上のNd、Al、Fe、Cuメタル、純度99.99質量%のSi、フェロボロンを用いてAr雰囲気中で高周波溶解した後、銅製単ロールに注湯するいわゆるストリップキャスト法により薄板状の合金とした。得られた合金を室温にて0.11MPaの水素化に曝して水素を吸蔵させた後、真空排気を行ないながら500℃まで加熱して部分的に水素を放出させ、冷却してから篩いにかけて、50メッシュ以下の粗粉末とした。
Ndが14.5原子%、Cuが0.2原子%、Bが6.2原子%、Alが1.0原子%、Siが1.0原子%、Feが残部からなる薄板状の合金を、純度99質量%以上のNd、Al、Fe、Cuメタル、純度99.99質量%のSi、フェロボロンを用いてAr雰囲気中で高周波溶解した後、銅製単ロールに注湯するいわゆるストリップキャスト法により薄板状の合金とした。得られた合金を室温にて0.11MPaの水素化に曝して水素を吸蔵させた後、真空排気を行ないながら500℃まで加熱して部分的に水素を放出させ、冷却してから篩いにかけて、50メッシュ以下の粗粉末とした。
上記粗粉末を、高圧窒素ガスを用いたジェットミルで粉末の重量中位粒径5μmに微粉砕した。得られたこの混合微粉末を窒素雰囲気下15kOeの磁界中で配向させながら、約1ton/cm2の圧力でブロック状に成形した。この成形体をAr雰囲気の焼結炉内に投入し、1060℃で2時間焼結して磁石ブロックを得た。この磁石ブロックをダイヤモンドカッタ-を用いて全面研削加工した後、アルカリ溶液、純水、硝酸、純水の順で洗浄し乾燥させて、20mm×45mm×5mm(磁気異方性化した方向)のブロック状磁石体を得た。
次いで、フッ化ディスプロシウムの粉末を質量分率40%で水と混合し、フッ化ディスプロシウムの粉末をよく分散させてスラリーを調製し、図1~3に示された上記塗布装置を用いて、このスラリーを上記磁石体に塗布し乾燥させて、フッ化ディスプロシウム粉末を塗着させた。その際、図1に示したように、事前加熱手段3による事前加熱(加温)の温度を変化させて粉末塗布処理を行った(実施例1~4)。また、比較例として事前加熱手段3による事前加熱(加温)を行わずに同様の粉末塗布処理を行った(比較例)。なお、いずれの例でも、回収した焼結磁石体を再び塗布処理に供して、3回の重ね塗りを行った。この場合、実施例1~4においてはスラリー塗布処理/乾燥処理を3回繰り返し、事前加熱処理は最初の1回のみとした。
得られた各焼結磁石体の塗布面全体から、粉末をスクレーパーで剥ぎ取り、その重量を測定した。保磁力増大効果がピ-クとなる塗着量を1.00とした時の単位面積当たりの比率を表1に示した。

表1のとおり、焼結磁石体を自然に加温ないし加熱しておくことにより、塗布面以外にスラリーがダレたりせず瞬時に溶媒が乾燥し、塗膜が形成されることにより、粉末の塗着量が増大することが確認された。それに対し、比較例では同様にローラー塗布しているにもかかわらず塗布量が少なく、その理由は、その分だけ焼結体磁石側面部にスラリーがタレたことによる。
[実施例5]
また、実施例3と同様にしてフッ化ディスプロシウム粉末の薄膜を形成した磁石体をAr雰囲気中、900℃で5時間熱処理して吸収処理を施し、更に500℃で1時間時効処理して急冷することにより希土類磁石を得た。図4に示された9点の場所から2mm×2mm×2mmに磁石体を切り出し、その保磁力を測定した。結果を表2に示す。
また、実施例3と同様にしてフッ化ディスプロシウム粉末の薄膜を形成した磁石体をAr雰囲気中、900℃で5時間熱処理して吸収処理を施し、更に500℃で1時間時効処理して急冷することにより希土類磁石を得た。図4に示された9点の場所から2mm×2mm×2mmに磁石体を切り出し、その保磁力を測定した。結果を表2に示す。

表2のとおり、塗布前に磁石体を温めることで、スラリーが塗布面以外にタレることなく粉末の塗膜が均一に塗着形成されて、更にローラー塗布により面内が均一化され、高価な希土類化合物分をムダなく有効利用できると共に、塗布面での保磁力増大効果もムラなく非常に安定している。
1 搬送コンベア
2 スラリー塗布手段
21 塗布ローラ
211 水平軸
212 鉛直軸
22 スラリー供給機構部
221 スラリー流出槽
222 スラリー受入槽
223 スラリー供給バット
224 ポンプ
225 返送管
23 超音波洗浄器
3 事前加熱手段
31 赤外線ヒータ
32 反射シート
4 クリーニング手段
41 エアナイフ
42 集塵ダクト
5 乾燥手段
51 赤外線ヒータ
52 排気ダクト
m 焼結磁石体
s スラリー
2 スラリー塗布手段
21 塗布ローラ
211 水平軸
212 鉛直軸
22 スラリー供給機構部
221 スラリー流出槽
222 スラリー受入槽
223 スラリー供給バット
224 ポンプ
225 返送管
23 超音波洗浄器
3 事前加熱手段
31 赤外線ヒータ
32 反射シート
4 クリーニング手段
41 エアナイフ
42 集塵ダクト
5 乾燥手段
51 赤外線ヒータ
52 排気ダクト
m 焼結磁石体
s スラリー
Claims (15)
- R1-Fe-B系組成(R1はY及びScを含む希土類元素から選ばれる1種又は2種以上)からなる焼結磁石体に、R2の酸化物、フッ化物、酸フッ化物、水酸化物又は水素化物(R2はY及びScを含む希土類元素から選ばれる1種又は2種以上)から選ばれる1種又は2種以上を含有する粉末を溶媒に分散したスラリーを塗布し、乾燥させてスラリーの溶媒を除去することにより上記粉末を上記焼結磁石体表面に塗着させ、これを熱処理して上記R2を焼結磁石体に吸収させる希土類磁石の製造方法において、
上記スラリーの塗布前に上記焼結磁石体を加温ないし加熱することを特徴とする希土類磁石の製造方法。 - 上記焼結磁石体の加温ないし加熱の温度が、上記スラリーの溶媒の沸点から20℃を減じた温度以下である請求項1記載の希土類磁石の製造方法。
- 上記スラリーの溶媒が水であり、上記焼結磁石体を40~80℃に加温ないし加熱した後にスラリーを塗布する請求項2記載の希土類磁石の製造方法。
- 上記焼結磁石体に赤外線を照射することにより、上記加温ないし加熱を行う請求項1~3のいずれか1項に記載の希土類磁石の製造方法。
- 上記赤外線が、波長0.8~5μmの近赤外線である請求項4記載の希土類磁石の製造方法。
- スラリーの塗布がローラ塗布である請求項1~5のいずれか1項に記載の希土類磁石の製造方法。
- 上記焼結磁石体を加温ないし加熱し、上記スラリーを塗布し、乾燥させる塗布プロセスを複数回繰り返して重ね塗りを行う請求項1~6のいずれか1項に記載の希土類磁石の製造方法。
- 上記粉末を塗着させた焼結磁石体に対し、当該焼結磁石体の焼結温度以下の温度で、真空又は不活性ガス中で熱処理を施す請求項1~7のいずれか1項に記載の希土類磁石の製造方法。
- 上記熱処理後、更に低温で時効処理を施す請求項1~8のいずれか1項に記載の希土類磁石の製造方法。
- R1-Fe-B系組成(R1はY及びScを含む希土類元素から選ばれる1種又は2種以上)からなる四角板状又は四角ブロック状の焼結磁石体に、R2の酸化物、フッ化物、酸フッ化物、水酸化物又は水素化物(R2はY及びScを含む希土類元素から選ばれる1種又は2種以上)から選ばれる1種又は2種以上を含有する粉末を溶媒に分散したスラリーを塗布し乾燥させて、上記粉末を上記焼結磁石体表面に塗着させ、これを熱処理して上記R2を焼結磁石体に吸収させ希土類永久磁石を製造するに際し、上記焼結磁石体に上記粉末を塗布する希土類化合物の塗布装置であって、
上記焼結磁石体を載せて搬送する搬送コンベアと、
該搬送コンベア上の焼結磁石体に上記スラリーを塗布するスラリー塗布手段と、
該塗布手段によるスラリー塗布位置の搬送方向上流側に設けられ、上記搬送コンベア上の焼結磁石体を所定温度に加温ないし加熱する事前加熱手段と、
上記塗布手段によるスラリー塗布位置の搬送方向下流側に設けられ、上記搬送コンベア上の焼結磁石体を加温して乾燥させる乾燥手段とを具備してなり、
上記搬送コンベアの上流側から上記焼結磁石体を供給して搬送し、この焼結磁石体を上記事前加熱手段により所定温度に加温ないし加熱し、この所定温度に加温ないし加熱された焼結磁石体に上記スラリー塗布手段により上記スラリーを塗布し、このスラリーが塗布された焼結磁石体を上記乾燥手段により加熱し乾燥させてスラリーの溶媒を除去することにより上記粉末を焼結磁石体表面に塗着させ、この焼結磁石体を上記搬送コンベアの下流側から回収することを特徴とする希土類化合物の塗布装置。 - 上記事前加熱手段が、赤外線ヒータにより赤外線照射して加温ないし加熱を行うものである請求項10記載の希土類化合物の塗布装置。
- 上記乾燥手段が、焼結磁石体に赤外線を照射して加熱する赤外線ヒータと、赤外線照射によって気化した溶媒を焼結磁石体周囲から除去する排気手段とを具備したものである請求項10又は11記載の希土類化合物の塗布装置。
- 上記事前加熱手段及び上記乾燥手段のいずれか一方又は両方の赤外線ヒータが、波長0.8~5μmの近赤外線を照射するものである請求項11又は12記載の希土類化合物の塗布装置。
- 上記スラリー塗布手段が、塗布ローラにより上記焼結磁石体表面に上記スラリーを塗布するものである請求項10~13のいずれか1項に記載の希土類化合物の塗布装置。
- 上記スラリー塗布手段によるスラリー塗布位置の搬送方向上流側に設けられ、エアナイフからシート状薄層気流を吹き付けて上記焼結磁石体表面をクリーニングするクリーニング手段を具備する請求項10~14のいずれか1項に記載の希土類化合物の塗布装置。
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP16786338.0A EP3291258B1 (en) | 2015-04-28 | 2016-04-18 | Method for producing rare-earth magnets, and rare-earth-compound application device |
| CN201680023908.1A CN107533908B (zh) | 2015-04-28 | 2016-04-18 | 稀土类磁铁的制造方法和稀土类化合物的涂布装置 |
| US15/570,243 US11224890B2 (en) | 2015-04-28 | 2016-04-18 | Method for producing rare-earth magnets, and rare-earth-compound application device |
| PH12017501974A PH12017501974A1 (en) | 2015-04-28 | 2017-10-27 | Method for producing rare-earth magnets, and rare-earth-compound application device |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015091993A JP6435982B2 (ja) | 2015-04-28 | 2015-04-28 | 希土類磁石の製造方法及び希土類化合物の塗布装置 |
| JP2015-091993 | 2015-04-28 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016175061A1 true WO2016175061A1 (ja) | 2016-11-03 |
Family
ID=57199707
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/062194 WO2016175061A1 (ja) | 2015-04-28 | 2016-04-18 | 希土類磁石の製造方法及び希土類化合物の塗布装置 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US11224890B2 (ja) |
| EP (1) | EP3291258B1 (ja) |
| JP (1) | JP6435982B2 (ja) |
| CN (1) | CN107533908B (ja) |
| MY (1) | MY178605A (ja) |
| PH (1) | PH12017501974A1 (ja) |
| WO (1) | WO2016175061A1 (ja) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018088392A1 (ja) * | 2016-11-09 | 2018-05-17 | Tdk株式会社 | 希土類磁石の製造方法 |
| EP3120935B1 (en) * | 2015-08-20 | 2018-07-11 | Tianhe (Baotou) Advanced Tech Magnet Co., Ltd. | Spraying device and use thereof |
| CN115637065A (zh) * | 2022-09-29 | 2023-01-24 | 包头市安德窑炉科技有限公司 | 一种含氧化铈铁渣在制备辐射材料中的应用 |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102057870B1 (ko) * | 2019-04-04 | 2019-12-20 | 성림첨단산업(주) | 희토류 영구자석의 제조방법 |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0281661U (ja) * | 1988-07-14 | 1990-06-25 | ||
| JPH09180920A (ja) * | 1995-12-25 | 1997-07-11 | Daidoo Denshi:Kk | 希土類ボンド磁石およびその製造方法ならびに希土類ボンド磁石の熱処理装置 |
| WO2011108704A1 (ja) * | 2010-03-04 | 2011-09-09 | Tdk株式会社 | 希土類焼結磁石及びモータ |
| JP2013236071A (ja) * | 2012-04-11 | 2013-11-21 | Shin Etsu Chem Co Ltd | 希土類焼結磁石及びその製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3523040A (en) | 1967-02-24 | 1970-08-04 | Magnetics Inc | Method of sealing a magnetic core |
| JPS52130019A (en) * | 1976-04-24 | 1977-11-01 | Eiichi Miyake | Dipping tanks |
| US4949667A (en) | 1988-04-20 | 1990-08-21 | Dainippon Screen Mfg. Co., Ltd. | Roll coating apparatus for forming a film of a high viscosity coating liquid on a surface |
| JPH03118873A (ja) * | 1989-09-29 | 1991-05-21 | Ndc Co Ltd | 多孔質体の塗装方法 |
| US5049453A (en) * | 1990-02-22 | 1991-09-17 | Nippon Steel Corporation | Galvannealed steel sheet with distinguished anti-powdering and anti-flaking properties and process for producing the same |
| US5869148A (en) * | 1991-04-23 | 1999-02-09 | Webcraft Technologies Inc. | Process for the in-line, high speed manufacturing of magnetic products |
| JPH10124866A (ja) * | 1996-10-11 | 1998-05-15 | Sony Corp | 磁気記録媒体の製造装置 |
| US20020160231A1 (en) * | 1999-11-08 | 2002-10-31 | Schneider Jon B. | Magnetic layer with high-permeability backing |
| CN1898757B (zh) | 2004-10-19 | 2010-05-05 | 信越化学工业株式会社 | 稀土永磁材料的制备方法 |
| US7559996B2 (en) | 2005-07-22 | 2009-07-14 | Shin-Etsu Chemical Co., Ltd. | Rare earth permanent magnet, making method, and permanent magnet rotary machine |
| US7806991B2 (en) * | 2005-12-22 | 2010-10-05 | Hitachi, Ltd. | Low loss magnet and magnetic circuit using the same |
| US8741440B2 (en) * | 2006-03-14 | 2014-06-03 | Sang Mok Kim | Non-stick ceramic coating composition and process |
| JP4737431B2 (ja) * | 2006-08-30 | 2011-08-03 | 信越化学工業株式会社 | 永久磁石回転機 |
| RU2453942C2 (ru) * | 2006-09-14 | 2012-06-20 | Улвак, Инк. | Постоянный магнит и способ его изготовления |
| JP4860493B2 (ja) * | 2007-01-18 | 2012-01-25 | 株式会社アルバック | 永久磁石の製造方法及び永久磁石の製造装置 |
| CN103205142B (zh) | 2013-01-15 | 2015-05-27 | 浙江鹏孚隆科技有限公司 | 一种有机改性陶瓷不粘涂层及其涂覆方法 |
| CN103854819B (zh) | 2014-03-22 | 2016-10-05 | 沈阳中北通磁科技股份有限公司 | 一种钕铁硼稀土永磁器件的混合镀膜方法 |
-
2015
- 2015-04-28 JP JP2015091993A patent/JP6435982B2/ja active Active
-
2016
- 2016-04-18 EP EP16786338.0A patent/EP3291258B1/en active Active
- 2016-04-18 CN CN201680023908.1A patent/CN107533908B/zh active Active
- 2016-04-18 US US15/570,243 patent/US11224890B2/en active Active
- 2016-04-18 WO PCT/JP2016/062194 patent/WO2016175061A1/ja active Application Filing
- 2016-04-18 MY MYPI2017703991A patent/MY178605A/en unknown
-
2017
- 2017-10-27 PH PH12017501974A patent/PH12017501974A1/en unknown
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0281661U (ja) * | 1988-07-14 | 1990-06-25 | ||
| JPH09180920A (ja) * | 1995-12-25 | 1997-07-11 | Daidoo Denshi:Kk | 希土類ボンド磁石およびその製造方法ならびに希土類ボンド磁石の熱処理装置 |
| WO2011108704A1 (ja) * | 2010-03-04 | 2011-09-09 | Tdk株式会社 | 希土類焼結磁石及びモータ |
| JP2013236071A (ja) * | 2012-04-11 | 2013-11-21 | Shin Etsu Chem Co Ltd | 希土類焼結磁石及びその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3291258A4 * |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP3120935B1 (en) * | 2015-08-20 | 2018-07-11 | Tianhe (Baotou) Advanced Tech Magnet Co., Ltd. | Spraying device and use thereof |
| WO2018088392A1 (ja) * | 2016-11-09 | 2018-05-17 | Tdk株式会社 | 希土類磁石の製造方法 |
| JPWO2018088392A1 (ja) * | 2016-11-09 | 2019-08-08 | Tdk株式会社 | 希土類磁石の製造方法 |
| CN115637065A (zh) * | 2022-09-29 | 2023-01-24 | 包头市安德窑炉科技有限公司 | 一种含氧化铈铁渣在制备辐射材料中的应用 |
| CN115637065B (zh) * | 2022-09-29 | 2023-10-13 | 包头市安德窑炉科技有限公司 | 一种含氧化铈铁渣在制备辐射材料中的应用 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016207977A (ja) | 2016-12-08 |
| EP3291258B1 (en) | 2022-08-31 |
| JP6435982B2 (ja) | 2018-12-12 |
| MY178605A (en) | 2020-10-17 |
| US20180141072A1 (en) | 2018-05-24 |
| PH12017501974A1 (en) | 2018-03-26 |
| EP3291258A4 (en) | 2019-01-23 |
| CN107533908A (zh) | 2018-01-02 |
| CN107533908B (zh) | 2021-03-12 |
| EP3291258A1 (en) | 2018-03-07 |
| US11224890B2 (en) | 2022-01-18 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016175061A1 (ja) | 希土類磁石の製造方法及び希土類化合物の塗布装置 | |
| US9889474B2 (en) | Spraying device and use thereof | |
| EP3614403A1 (en) | Method for preparing rare earth permanent magnet material | |
| CN107533915B (zh) | 稀土类磁铁的制造方法和稀土类化合物的涂布装置 | |
| JP6361568B2 (ja) | 希土類磁石の製造方法及びスラリー塗布装置 | |
| WO2016175059A1 (ja) | 希土類磁石の製造方法及び希土類化合物の塗布装置 | |
| JP6365393B2 (ja) | 希土類磁石の製造方法及び希土類化合物の塗布装置 | |
| EP3291261B1 (en) | Method for producing rare-earth magnets, and slurry application device | |
| JP2016207985A (ja) | 希土類磁石の製造方法 | |
| JP6394483B2 (ja) | 希土類磁石の製造方法及び希土類化合物の塗布装置 | |
| JP2003332162A (ja) | 水系処理液の塗布方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16786338 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15570243 Country of ref document: US Ref document number: 12017501974 Country of ref document: PH |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |