WO2016158426A1 - フェライト系ステンレス鋼板、カバー部材およびフェライト系ステンレス鋼板の製造方法 - Google Patents
フェライト系ステンレス鋼板、カバー部材およびフェライト系ステンレス鋼板の製造方法 Download PDFInfo
- Publication number
- WO2016158426A1 WO2016158426A1 PCT/JP2016/058375 JP2016058375W WO2016158426A1 WO 2016158426 A1 WO2016158426 A1 WO 2016158426A1 JP 2016058375 W JP2016058375 W JP 2016058375W WO 2016158426 A1 WO2016158426 A1 WO 2016158426A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- mass
- steel sheet
- less
- stainless steel
- ferritic stainless
- Prior art date
Links
- 229910001220 stainless steel Inorganic materials 0.000 title claims abstract description 84
- 238000004519 manufacturing process Methods 0.000 title claims description 25
- 229910000831 Steel Inorganic materials 0.000 claims abstract description 88
- 239000010959 steel Substances 0.000 claims abstract description 88
- 238000000137 annealing Methods 0.000 claims abstract description 81
- 238000005097 cold rolling Methods 0.000 claims abstract description 77
- 238000005096 rolling process Methods 0.000 claims abstract description 74
- 229910052757 nitrogen Inorganic materials 0.000 claims abstract description 17
- 238000012546 transfer Methods 0.000 claims abstract description 16
- 229910052804 chromium Inorganic materials 0.000 claims abstract description 10
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 9
- 229910052742 iron Inorganic materials 0.000 claims abstract description 7
- 229910052748 manganese Inorganic materials 0.000 claims abstract description 7
- 229910052758 niobium Inorganic materials 0.000 claims abstract description 7
- 229910052782 aluminium Inorganic materials 0.000 claims abstract description 6
- 229910052719 titanium Inorganic materials 0.000 claims abstract description 6
- 229910052760 oxygen Inorganic materials 0.000 claims abstract description 5
- 229910004298 SiO 2 Inorganic materials 0.000 claims description 13
- IJGRMHOSHXDMSA-UHFFFAOYSA-N nitrogen Substances N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 claims description 12
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 claims description 7
- 229910052739 hydrogen Inorganic materials 0.000 claims description 7
- 239000001257 hydrogen Substances 0.000 claims description 7
- 239000012535 impurity Substances 0.000 claims description 7
- 229910052802 copper Inorganic materials 0.000 claims description 5
- 239000007789 gas Substances 0.000 claims description 5
- 229910052750 molybdenum Inorganic materials 0.000 claims description 4
- 229910052759 nickel Inorganic materials 0.000 claims description 2
- 229910052799 carbon Inorganic materials 0.000 abstract description 6
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 abstract description 3
- 229910052681 coesite Inorganic materials 0.000 abstract 1
- 229910052906 cristobalite Inorganic materials 0.000 abstract 1
- 239000000377 silicon dioxide Substances 0.000 abstract 1
- 229910052682 stishovite Inorganic materials 0.000 abstract 1
- 229910052905 tridymite Inorganic materials 0.000 abstract 1
- 238000004140 cleaning Methods 0.000 description 45
- 238000000034 method Methods 0.000 description 35
- 238000005259 measurement Methods 0.000 description 34
- 239000002245 particle Substances 0.000 description 34
- 239000000523 sample Substances 0.000 description 23
- 239000010935 stainless steel Substances 0.000 description 23
- 239000011651 chromium Substances 0.000 description 22
- 238000005554 pickling Methods 0.000 description 22
- 239000000463 material Substances 0.000 description 16
- 239000010955 niobium Substances 0.000 description 15
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 14
- 239000010936 titanium Substances 0.000 description 14
- 230000007797 corrosion Effects 0.000 description 11
- 238000005260 corrosion Methods 0.000 description 11
- 239000000203 mixture Substances 0.000 description 11
- 238000012360 testing method Methods 0.000 description 10
- 239000010949 copper Substances 0.000 description 9
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 9
- 229910021642 ultra pure water Inorganic materials 0.000 description 9
- 239000012498 ultrapure water Substances 0.000 description 9
- 238000004506 ultrasonic cleaning Methods 0.000 description 9
- 239000011572 manganese Substances 0.000 description 8
- 229910045601 alloy Inorganic materials 0.000 description 7
- 239000000956 alloy Substances 0.000 description 7
- 230000003749 cleanliness Effects 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 238000005238 degreasing Methods 0.000 description 5
- 238000002347 injection Methods 0.000 description 5
- 239000007924 injection Substances 0.000 description 5
- 239000000853 adhesive Substances 0.000 description 4
- 230000001070 adhesive effect Effects 0.000 description 4
- 230000000052 comparative effect Effects 0.000 description 4
- 230000007547 defect Effects 0.000 description 4
- 238000009826 distribution Methods 0.000 description 4
- 230000003628 erosive effect Effects 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 239000010419 fine particle Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 239000007858 starting material Substances 0.000 description 4
- 230000003746 surface roughness Effects 0.000 description 4
- 230000015572 biosynthetic process Effects 0.000 description 3
- 238000011109 contamination Methods 0.000 description 3
- 230000002950 deficient Effects 0.000 description 3
- 239000000428 dust Substances 0.000 description 3
- 238000005098 hot rolling Methods 0.000 description 3
- 230000003647 oxidation Effects 0.000 description 3
- 238000007254 oxidation reaction Methods 0.000 description 3
- 238000007747 plating Methods 0.000 description 3
- 238000005498 polishing Methods 0.000 description 3
- 238000012545 processing Methods 0.000 description 3
- 239000002436 steel type Substances 0.000 description 3
- 230000037303 wrinkles Effects 0.000 description 3
- KRHYYFGTRYWZRS-UHFFFAOYSA-N Fluorane Chemical compound F KRHYYFGTRYWZRS-UHFFFAOYSA-N 0.000 description 2
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 2
- VEXZGXHMUGYJMC-UHFFFAOYSA-N Hydrochloric acid Chemical compound Cl VEXZGXHMUGYJMC-UHFFFAOYSA-N 0.000 description 2
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 238000004833 X-ray photoelectron spectroscopy Methods 0.000 description 2
- 229910052796 boron Inorganic materials 0.000 description 2
- 239000004566 building material Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 239000003599 detergent Substances 0.000 description 2
- 239000011737 fluorine Substances 0.000 description 2
- 229910052731 fluorine Inorganic materials 0.000 description 2
- 239000000314 lubricant Substances 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- 150000001247 metal acetylides Chemical class 0.000 description 2
- 230000007935 neutral effect Effects 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- 230000035515 penetration Effects 0.000 description 2
- 229910052698 phosphorus Inorganic materials 0.000 description 2
- 239000002244 precipitate Substances 0.000 description 2
- 239000010731 rolling oil Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 238000013020 steam cleaning Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 238000010301 surface-oxidation reaction Methods 0.000 description 2
- 229910000838 Al alloy Inorganic materials 0.000 description 1
- ZOXJGFHDIHLPTG-UHFFFAOYSA-N Boron Chemical compound [B] ZOXJGFHDIHLPTG-UHFFFAOYSA-N 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- NINIDFKCEFEMDL-UHFFFAOYSA-N Sulfur Chemical compound [S] NINIDFKCEFEMDL-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 230000001464 adherent effect Effects 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000004458 analytical method Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 229910000963 austenitic stainless steel Inorganic materials 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 230000008094 contradictory effect Effects 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 230000002542 deteriorative effect Effects 0.000 description 1
- 229920001971 elastomer Polymers 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 238000007730 finishing process Methods 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000005660 hydrophilic surface Effects 0.000 description 1
- 238000007654 immersion Methods 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 239000002923 metal particle Substances 0.000 description 1
- 239000011733 molybdenum Substances 0.000 description 1
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 238000010943 off-gassing Methods 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 230000001590 oxidative effect Effects 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000012856 packing Methods 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229920005672 polyolefin resin Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 239000000047 product Substances 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- VSZWPYCFIRKVQL-UHFFFAOYSA-N selanylidenegallium;selenium Chemical compound [Se].[Se]=[Ga].[Se]=[Ga] VSZWPYCFIRKVQL-UHFFFAOYSA-N 0.000 description 1
- 238000012764 semi-quantitative analysis Methods 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000006104 solid solution Substances 0.000 description 1
- 238000001228 spectrum Methods 0.000 description 1
- 238000005482 strain hardening Methods 0.000 description 1
- 238000005728 strengthening Methods 0.000 description 1
- 239000011593 sulfur Substances 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 238000011282 treatment Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 238000001291 vacuum drying Methods 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
- VWQVUPCCIRVNHF-UHFFFAOYSA-N yttrium atom Chemical compound [Y] VWQVUPCCIRVNHF-UHFFFAOYSA-N 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/74—Methods of treatment in inert gas, controlled atmosphere, vacuum or pulverulent material
- C21D1/76—Adjusting the composition of the atmosphere
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/26—Ferrous alloys, e.g. steel alloys containing chromium with niobium or tantalum
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B3/00—Rolling materials of special alloys so far as the composition of the alloy requires or permits special rolling methods or sequences ; Rolling of aluminium, copper, zinc or other non-ferrous metals
- B21B3/02—Rolling special iron alloys, e.g. stainless steel
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0236—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0273—Final recrystallisation annealing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0294—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips involving a localised treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/004—Very low carbon steels, i.e. having a carbon content of less than 0,01%
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/20—Ferrous alloys, e.g. steel alloys containing chromium with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/28—Ferrous alloys, e.g. steel alloys containing chromium with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/34—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/02—Pretreatment of the material to be coated
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/10—Oxidising
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/06—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases
- C23C8/08—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using gases only one element being applied
- C23C8/10—Oxidising
- C23C8/16—Oxidising using oxygen-containing compounds, e.g. water, carbon dioxide
- C23C8/18—Oxidising of ferrous surfaces
-
- C—CHEMISTRY; METALLURGY
- C23—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; CHEMICAL SURFACE TREATMENT; DIFFUSION TREATMENT OF METALLIC MATERIAL; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL; INHIBITING CORROSION OF METALLIC MATERIAL OR INCRUSTATION IN GENERAL
- C23C—COATING METALLIC MATERIAL; COATING MATERIAL WITH METALLIC MATERIAL; SURFACE TREATMENT OF METALLIC MATERIAL BY DIFFUSION INTO THE SURFACE, BY CHEMICAL CONVERSION OR SUBSTITUTION; COATING BY VACUUM EVAPORATION, BY SPUTTERING, BY ION IMPLANTATION OR BY CHEMICAL VAPOUR DEPOSITION, IN GENERAL
- C23C8/00—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals
- C23C8/60—Solid state diffusion of only non-metal elements into metallic material surfaces; Chemical surface treatment of metallic material by reaction of the surface with a reactive gas, leaving reaction products of surface material in the coating, e.g. conversion coatings, passivation of metals using solids, e.g. powders, pastes
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B33/00—Constructional parts, details or accessories not provided for in the other groups of this subclass
- G11B33/02—Cabinets; Cases; Stands; Disposition of apparatus therein or thereon
- G11B33/08—Insulation or absorption of undesired vibrations or sounds
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B2001/221—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length by cold-rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B1/00—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations
- B21B1/22—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length
- B21B2001/228—Metal-rolling methods or mills for making semi-finished products of solid or profiled cross-section; Sequence of operations in milling trains; Layout of rolling-mill plant, e.g. grouping of stands; Succession of passes or of sectional pass alternations for rolling plates, strips, bands or sheets of indefinite length skin pass rolling or temper rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2201/00—Special rolling modes
- B21B2201/04—Ferritic rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2261/00—Product parameters
- B21B2261/02—Transverse dimensions
- B21B2261/04—Thickness, gauge
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21B—ROLLING OF METAL
- B21B2261/00—Product parameters
- B21B2261/14—Roughness
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- G—PHYSICS
- G11—INFORMATION STORAGE
- G11B—INFORMATION STORAGE BASED ON RELATIVE MOVEMENT BETWEEN RECORD CARRIER AND TRANSDUCER
- G11B33/00—Constructional parts, details or accessories not provided for in the other groups of this subclass
- G11B33/14—Reducing influence of physical parameters, e.g. temperature change, moisture, dust
Definitions
- the present invention relates to a ferritic stainless steel sheet, a cover member, and a method for producing a ferritic stainless steel sheet that have been temper-rolled using a dull roll after finish cold rolling and bright annealing.
- Austenitic stainless steel sheets typified by SUS304 and SUS316 and ferritic stainless steel sheets typified by SUS430 are often used for exterior building materials, interior building materials, kitchen supplies, and the like.
- anti-glare properties are also regarded as important so that dirt, fingerprints, handling wrinkles, etc. are not noticeable.
- HDD hard disks
- HDD parts such as rotating members, arm members, case members, and cover members are strictly controlled not only for excellent corrosion resistance but also for contamination such as particles (adherent particles) and outgas. .
- the cleaning degree of class 5 or higher defined by JIS B 9920 means that the number of particles of 0.1 ⁇ m is 100,000 or less, the number of particles of 0.2 ⁇ m is 23700 or less, and the number of particles of 0.3 ⁇ m per 1 m 2 of air.
- the number of particles is 10200 or less, the number of 0.5 ⁇ m particles is 3520 or less, 1 ⁇ m is 832 or less, and the number of 5 ⁇ m particles is 29 or less.
- HDD parts manufactured through such a cleaning process ordinary steel, aluminum alloy, stainless steel, etc. are used, with electroless Ni plating applied mainly for the purpose of improving corrosion resistance and improving cleaning properties. Often used.
- HDD parts and the like are required not only to have corrosion resistance and cleanability, but also to have a matte surface having antiglare properties so that fingerprints and fine wrinkles are not noticeable.
- a seal member 3 such as a gasket or a rubber packing is attached to a cover inner surface 2 that is an inner side of the cover member 1, and each component of the HDD is assembled. , Sealed to block the inside of the HDD and the outside of the HDD.
- the seal member 3 is attached to the stainless steel constituting the cover member 1 with an adhesive, the wettability between the adhesive and the stainless steel is important to maintain a stable sealing property. That is, the stainless steel constituting the HDD cover member 1 is required to have a hydrophilic surface.
- Patent Document 1 As a stainless steel plate for a cover member of a precision device such as an HDD case, a stainless damping steel plate having excellent contamination resistance as described in Patent Document 1 is known.
- the Cr-deficient layer generated near the grain boundary near the surface by annealing is preferentially welded by pickling, and small grooves (microglobe) are formed along the grain boundary. It is formed.
- the microglove is not sufficiently pickled, oil remains and causes outgassing.
- the micro glove is also a factor that dust easily adheres to and deteriorates cleaning properties.
- Patent Document 1 bright annealing or non-oxidation annealing is applied as finish annealing after cold rolling in order to prevent the occurrence of microglobe.
- Patent Document 2 as a stainless steel plate to which fine dust or dust in the air hardly adheres, mechanical polishing, reduction annealing, and temper rolling using a water-soluble lubricant are combined.
- a stainless steel plate is known in which the number of pinholes having a size exceeding 0.25 mm 2 on the surface of the temper rolled sheet is suppressed to 10 or less per 10 cm 2 .
- the stainless steel plate of Patent Document 2 has been evaluated for its cleanability by a test in which the sample after completion of the exposure test is wiped once with a cloth soaked in a neutral detergent. Therefore, it is considered that good cleaning properties against dirt such as fine particles cannot be obtained.
- the anti-glare property can be improved only by specifying the surface roughness as in the stainless steel plate of Patent Document 4, but the good detergency against dirt such as fine particles cannot be obtained.
- the present invention has been made in view of these points, and an object of the present invention is to provide a ferritic stainless steel sheet, a cover member, and a method for producing a ferritic stainless steel sheet that are excellent in detergency, antiglare property and hydrophilicity.
- the ferritic stainless steel sheet described in claim 1 is a ferritic stainless steel sheet temper-rolled using dull rolls after finish cold rolling and bright annealing, and is in a direction perpendicular to the rolling direction on the steel sheet surface.
- micropits having an opening area of 10 ⁇ m 2 or more and a density of not more than 10.0 per 0.01 mm 2 and an opening area ratio on the steel sheet surface of 1.0%.
- the film formed on the steel sheet surface contains at least Si, N, Al, Mn, Cr, Fe, Nb, Ti, and O as film forming elements other than C. And an SiO 2 -based oxide having an Si content of 10 atomic% or more and an N content of 10 atomic% or less.
- the ferritic stainless steel sheet according to claim 2 is the ferritic stainless steel sheet according to claim 1, wherein C: 0.15 mass% or less, Si: 0.1 mass% or more and 2.0 mass% or less, Cr: at least one of 10.0% by mass to 32.0% by mass, Nb: 0.01% by mass to 0.8% by mass and Ti: 0.01% by mass to 0.5% by mass And the balance consists of Fe and inevitable impurities.
- the ferritic stainless steel sheet according to claim 3 is the ferritic stainless steel sheet according to claim 2, wherein Mo: 0.2% by mass to 5.0% by mass and Cu: 0.1% by mass to 3.0%. It contains at least one of the mass% or less.
- the ferritic stainless steel sheet according to claim 4 is the ferritic stainless steel sheet according to claim 1, wherein C: 0.15 mass% or less, Si: 0.1 mass% or more and 2.0 mass% or less, Mn: 2.0 mass% or less, P: 0.04 mass% or less, S: 0.03 mass% or less, Ni: 0.6 mass% or less, and Cr: 11.0 mass% or more 32. 0 mass% or less, Mo: 0 mass% or more and 3.0 mass% or less, Cu: 0 mass% or more and 1.0 mass% or less, Nb: 0 mass% or more and 1.0 mass% or less, Ti: 0 Contains from 0. mass% to 1.0 mass%, Al: 0 mass% to 0.12 mass%, N: 0.025 mass% and B, 0: 0.01 mass% to 0.01 mass% The balance is made of Fe and inevitable impurities.
- the cover member described in claim 5 is a cover member for a hard disk drive, and is formed of the ferritic stainless steel plate according to any one of claims 1 to 4.
- the method for producing a ferritic stainless steel sheet according to claim 6 is a ferritic stainless steel in which hot-rolled hot-rolled steel sheet is brightly annealed as finish annealing after at least finish cold rolling, and temper rolled using a dull roll.
- the method for producing a ferritic stainless steel sheet according to claim 7 is the method for producing a ferritic stainless steel sheet according to claim 6, wherein the finish annealing is performed in a hydrogen-nitrogen mixed gas atmosphere having a hydrogen ratio of 70% by volume or more. Bright annealing is performed under conditions where the dew point is -70 ° C or higher and -50 ° C or lower and the temperature is 800 ° C or higher and 1100 ° C or lower.
- the method for producing a ferritic stainless steel sheet according to claim 8 is the method for producing a ferritic stainless steel sheet according to claim 6 or 7, wherein the temper rolling is performed with a roll diameter of 500 mm or more and an arithmetic average roughness Ra of 1. Using a dull roll of 0 ⁇ m or more and 3.5 ⁇ m or less, rolling at least one pass at an elongation of 0.5% or less in one pass to make the total elongation 0.2% or more and 1.4% or less It is.
- the micropit density and opening area ratio on the steel sheet surface are controlled, the arithmetic average roughness Ra on the steel sheet surface is controlled, and the dull pattern transfer rate on the steel sheet surface is controlled.
- the antiglare property can be improved and the hydrophilicity can be improved because the composition of the surface film formed on the surface of the steel sheet is controlled.
- the ferritic stainless steel plate in this embodiment is temper rolled using dull rolls after finish cold rolling and bright annealing, and is suitable as a material for a cover member for a hard disk drive (HDD), for example.
- HDD hard disk drive
- This ferritic stainless steel sheet is finish cold-rolled so as to have a predetermined surface property, and the surface film structure is controlled to be hydrophilic by bright annealing after the finish cold-rolling, and also has a predetermined surface property.
- the anti-glare property is improved so as not to reduce the cleaning property as much as possible.
- Detergency indicating the ease of removing dirt adhered to the steel plate surface is greatly influenced by the minute pits distributed on the steel plate surface.
- Pits are fine pits on the surface of the steel sheet, mainly cracks in the hot rolling process, gaps in the grain boundary oxidation part, grain boundary erosion parts, pits generated in the gaps between different kinds of particles such as inclusions and carbides, these particles Omission traces, depressions caused by biting of metal particles and other particles in the manufacturing process, omission traces of oxide scale residue, depressions caused by rolling oil during cold rolling, and fineness due to mismatch of cold rolling conditions This is caused by a rough surface flaw and work cracks caused by inclusions during cold working.
- micropits having a depth of 0.5 ⁇ m or more and an opening area of 10 ⁇ m 2 or more tend to act as trap sites for foreign matters such as fine dirt, and greatly impair cleaning performance. It becomes a factor.
- micropits defined in this embodiment do not correspond to crater-shaped depressions of several tens of ⁇ m in which a dull pattern is transferred by temper rolling with a dull roll, but before temper rolling with a dull roll.
- the dull pattern is transferred to the existing micro pit portion, and the pit remaining in the crater as it is or the pit newly opened inside the crater is applicable.
- micropits on the steel plate surface When the density of micropits on the steel plate surface is more than 10.0 per 0.01 mm 2 and when the micropit opening area ratio on the steel plate surface is higher than 1.0%, the micropits Easy to act as a trap site, detergency is reduced.
- the ferritic stainless steel sheet has a micropit existing density of 0.01 mm 2 in order to ensure good cleanability in a cleaning process performed in a clean environment of class 5 or higher defined by JIS B 9920.
- the number of openings per micropit is set to 10.0 or less, and the opening area ratio of micropits on the steel sheet surface is set to 1.0% or less.
- the pit depth is the maximum pit depth based on the average height of the twill on the outer periphery of the pit.
- the pit depth when the pit is present inside the crater to which the dull pattern is transferred is also set to the maximum pit depth based on the average height of the twill portion on the outer periphery of the pit.
- the opening area of the pit is the projected area of the portion surrounded by the edge of the pit when the steel plate surface is viewed in plan in the thickness direction.
- the measurement of the depth and opening area of these pits is preferably performed using a laser microscope or white interference microscope capable of measuring the surface shape.
- the measurement area by such a measuring means is preferably 0.1 mm 2 or more in total in a plurality of fields randomly selected from the surface of the steel sheet. For example, measurement is performed in 20 fields or more at a magnification of 1000 times. Thus, the depth and opening area of the pits are measured, and the existence density of the micropits and the opening area ratio are calculated.
- the density of micropits is determined by measuring the number of micropits (including micropits in which a part of the opening protrudes from the boundary of the measurement area) existing in the measurement area set in each field of view. The total number of measurements in the region is divided by the total area of all the measurement regions, and converted into the number per 0.01 mm 2 to calculate.
- the opening area ratio of the micro pit is the opening area of each micro pit existing in the measurement area set in each field of view (the micro pit in which a part of the opening protrudes from the boundary of the measurement area Only the area of the located portion is included.) And the sum of the total opening area in each measurement region is divided by the total area of each measurement region.
- the matte surface such as a dull pattern is suitable as a design of an HDD member such as a cover member, the surface glossiness is lowered and antiglare property is imparted by temper rolling using a dull roll.
- the glossiness specified in JIS Z 8741 that is, the value at 20 ° is preferably 400 or less.
- the ferritic stainless steel sheet after temper rolling using a dull roll has a high surface glossiness and an anti-glare property cannot be secured when the arithmetic average roughness (Ra) of the steel sheet surface is less than 0.2 ⁇ m. there is a possibility.
- Ra on the steel sheet surface is set to 0.2 ⁇ m or more and 1.2 ⁇ m or less.
- the arithmetic average roughness (Ra) is a measurement value defined in JIS B 0601, that is, a measurement value in a direction perpendicular to the rolling direction.
- the transfer rate which is the area ratio of the portion where the dull pattern is transferred by temper rolling on the steel sheet surface, is a crater where the dull pattern is transferred in the total area of the steel sheet surface in a state where the steel sheet surface is viewed in plan view. It is the ratio of the projection area of the part enclosed by the twill part of the part.
- the transfer rate of the dull pattern can be calculated by observing 20 fields of view or more with an optical microscope or the like at a magnification of 400 times and measuring the area ratio of the crater portion to which the dull pattern is transferred.
- the transfer rate when the transfer rate is less than 15%, the cleaning property can be improved, but the anti-glare property is lowered, and dirt, fingerprints and handling wrinkles are easily noticeable.
- the transfer rate exceeds 70%, the antiglare property can be improved, but the generation of micropits inside the crater to which the dull pattern has been transferred increases or the opening of the micropits increases, so that the cleaning property is improved. Cause a significant drop.
- the transfer rate on the steel sheet surface is set to 15% to 70%.
- the oxide film surface film formed on the surface of the steel sheet is mainly composed of SiO 2, to improve hydrophilicity, silicon (Si) content and nitrogen (N) content in the oxide film is important. That is, the oxide film is, for example, Si, nitrogen, aluminum (Al), manganese (Mn), chromium (Cr), iron (Fe), niobium (Nb), titanium (Ti) as film forming elements other than carbon (C). ) And oxygen (O), the Si content and N content in the oxide film are important.
- the Si content in the oxide film is less than 10 atomic%, the oxide film has a composition mainly composed of Cr and Fe oxide, and hydrophilicity cannot be obtained. Therefore, the Si content of the oxide film formed on the steel sheet surface is set to 10 atomic% or more. Moreover, Si content in a more preferable oxide film is 15 atomic% or more.
- the N content of the oxide film formed on the steel sheet surface is set to 10 atomic% or less.
- the analysis value of the surface film composition is a value calculated by a semi-quantitative analysis value based on the integrated area of each element spectrum by X-ray photoelectron spectroscopy.
- the ferritic stainless steel sheet includes 0.15% by mass or less of C, 0.1% by mass or more and 2.0% by mass or less of Si, 10.0% by mass or more and 32.0% by mass or less of Cr, It contains at least one of Nb of 0.01% by mass or more and 0.8% by mass or less and Ti of 0.01% by mass or more and 0.5% by mass or less, with the balance being Fe and inevitable impurities.
- the ferritic stainless steel sheet is made of 0.2% by mass or more and 5.0% by mass or less of molybdenum (Mo) and 0.1% by mass or more and 3.0% by mass or less of copper (Cu), if necessary.
- the composition may contain at least one.
- C is a solid solution strengthening element, but when the C concentration is high, Cr carbides precipitated at the grain boundaries increase. A Cr-deficient layer having a low Cr concentration is generated around Cr carbide, and micropits are easily generated starting from this portion. Moreover, in the temper rolling using a dull roll, micropits are opened or newly generated, which causes a deterioration in cleaning performance. And when C content exceeds 0.15%, it will become easy to deteriorate cleaning property by a Cr deficient layer. Therefore, the C content is 0.15% by mass or less.
- Si is an alloy component that affects the amount of SiO 2 in the surface film after bright annealing. That is, in order to impart hydrophilicity to the ferritic stainless steel sheet as described above, it is preferable to increase the amount of SiO 2 in the surface film after bright annealing, but the content of Si in the ferritic stainless steel sheet as the original plate is small. If the amount is small, the Si ratio in the surface film becomes low and it becomes difficult to form an oxide film mainly composed of SiO 2 . Therefore, the higher the Si content in the steel sheet, the better. Specifically, if the Si content is less than 0.1% by mass, hydrophilicity may not be sufficiently secured. On the other hand, when the Si content exceeds 2.0% by mass, the cold workability may be lowered. Therefore, Si content shall be 0.1 mass% or more and 2.0 mass% or less.
- Cr is an alloy component effective for improving the corrosion resistance.
- the Cr content is 10.0% by mass or more, the effect of improving the corrosion resistance by adding Cr becomes remarkable.
- the productivity may be deteriorated. Therefore, Cr content shall be 10.0 mass% or more and 32.0 mass% or less.
- Nb adheres C and N in steel as Nb (C, N) to produce precipitates, and suppresses the formation of Cr carbide, which is one of the causes of micropits. It is an important alloy component. And such an effect becomes remarkable by containing 0.01 mass% or more of Nb. On the other hand, if Nb exceeds 0.8% by mass, manufacturability and workability may be deteriorated. Therefore, the Nb content when Nb is contained is 0.01% by mass or more and 0.8% by mass or less.
- Ti like Nb, adheres C and N in steel as Ti (C, N) to produce precipitates, and suppresses the formation of Cr carbide, which is one of the causes of micropits, It is an alloy component that is important for improving detergency. And such an effect becomes remarkable by making Ti contain 0.01 mass% or more. On the other hand, if Ti is excessively contained in an amount exceeding 0.5% by mass, the productivity and workability may be deteriorated. Therefore, when Ti is contained, the Ti content is set to 0.01% by mass or more and 0.5% by mass or less.
- Mo and Cu are contained as necessary for the purpose of improving the corrosion resistance.
- Mo an effect of improving corrosion resistance can be obtained by adding 0.2% by mass or more. However, if it exceeds 5.0% by mass, the toughness may be lowered.
- Cu when Cu is contained, the corrosion resistance is improved by containing 0.1% by mass or more, but if it is contained excessively exceeding 3.0% by mass, the toughness may be lowered. Therefore, when Mo is contained, the Mo content is 0.2 mass% or more and 5.0 mass% or less, and when Cu is contained, the Cu content is 0.1 mass% or more and 3.0 mass% or less. And
- alloy components in addition to the above alloy components, other alloy components may be included as necessary.
- Mn manganese
- Zr zirconium
- Y yttrium
- W tungsten
- Sn tin
- Co cobalt
- the phosphorus (P) content contained as an impurity is preferably controlled to 0.05% by mass or less, and the sulfur (S) content is 0.01% by mass.
- the ferritic stainless steel sheet is not limited to the above composition, and may be a composition corresponding to a ferritic stainless steel type specified in JIS G 4305: 2005 or JIS G 4303: 2005, for example.
- 0.15% by mass or less of C 0.1% by mass or more and 2% by mass or more of Si, 2.0% by mass or less of Mn; 04 mass% or less of P, 0.03 mass% or less of S, 0.6 mass% or less of Ni, 11.0 mass% or more of 32.0 mass% or less of Cr, and 0 mass% or more of 3 or less.
- Balance may be ferritic stainless steel consisting of Fe and unavoidable impurities.
- annealing, pickling, finish cold rolling, and bright annealing are performed sequentially, and ferritic stainless steel with less micropits and smoothness and excellent cleanability. It is important to provide an antiglare property while maintaining the detergency as much as possible by manufacturing a steel plate and performing temper rolling under light pressure using a dull roll on the plate.
- a dull roll is used under a predetermined condition capable of suppressing the opening and generation of the micropits. Temper rolling to give antiglare while maintaining cleanability.
- hot rolled steel sheet should be used as the starting material, at least after finish cold rolling, bright annealing as finish annealing, and temper rolling using dull rolls. That's fine.
- a specific manufacturing procedure for example, it is possible to manufacture from a hot-rolled steel sheet by a procedure (i) in which processing proceeds in the order of annealing, pickling, finish cold rolling, finish annealing (bright annealing), and temper rolling.
- annealing, pickling, first cold rolling, first annealing, first pickling, second cold rolling, second annealing, second pickling, finish cooling The procedure (iii) in which the processing proceeds in the order of cold rolling, finish annealing (bright annealing) and temper rolling may be used.
- the procedure (iv) which advances a process in the order of annealing, pickling, cold rolling, bright annealing, finish cold rolling, finish annealing (bright annealing), and temper rolling from a hot-rolled steel sheet may be used.
- a polishing step and a degreasing step may be added as necessary.
- a finishing process such as a slit.
- the hot-rolled steel sheet is a steel sheet that has been hot-rolled without being cold-rolled.
- This hot-rolled steel sheet is obtained by melting, casting, and hot-rolling stainless steel by a conventional method, and hot-rolled annealing and pickling are performed as necessary.
- Annealing and pickling are effective treatments for removing coarse foreign matters such as metal and scale attached to the steel plate surface.
- Annealing can be appropriately selected in consideration of the manufacturability and characteristics of the material. Also, the annealing may be either batch-type annealing or continuous-type annealing as long as it does not affect the surface properties of the steel sheet, and can be selected according to the material, for example.
- the pickling may be performed by combining a neutral salt or an acid such as sulfuric acid, nitric acid, hydrofluoric acid, and hydrochloric acid, and electrolytic pickling may be performed.
- Finish cold rolling is cold rolling performed after the last annealing and immediately before bright annealing, and the number of passes may be one pass or multiple passes. Further, for example, different types of rolling mills such as a general Sendzimir mill and a thin plate dedicated mill may be used in order.
- the cold rolling rate of finish cold rolling when different rolling mills are used in order is the total cold rolling rate of a plurality of rolling mills.
- finish cold rolling is an important process that determines the surface properties of a ferritic stainless steel sheet.
- finish cold rolling in order to achieve a predetermined density and opening area ratio of the micropits, drop marks of foreign matters generated by pickling and dents due to grain boundary erosion are removed by finish cold rolling. It is important to stretch it sufficiently.
- the cold rolling rate in finish cold rolling is set to 30% or more.
- the cold rolling rate is more preferably 40% or more, and further preferably 50% or more.
- the upper limit of the cold rolling rate in finish cold rolling can be appropriately selected because it is affected by the material deformation resistance and the ability of the cold rolling mill to be used, but is usually 90% or less.
- finish cold rolling when a work roll having an arithmetic average roughness Ra of the roll surface exceeding 0.3 ⁇ m is used at least in the final rolling pass, or when the rolling rate in the final rolling pass is less than 15%
- the smoothness of the steel plate surface is insufficient and the cleaning property is lowered. Therefore, in finish cold rolling, it is necessary to use a work roll having an arithmetic mean roughness Ra of the roll surface of 0.3 ⁇ m or less in at least the final rolling pass, and the rolling rate in this final rolling pass is 15 % Or more is necessary.
- the rolling speed in the final rolling pass exceeds 200 m / min, there is a possibility that the opening and generation of micropits may proceed due to the rolling oil being caught on the work roll and the steel plate surface. Therefore, the rolling speed in the final rolling pass in finish cold rolling is set to 200 m / min or less.
- the total cold rolling rate is the total rolling rate of each cold rolling during a series of steps up to bright annealing when producing a ferritic stainless steel sheet.
- total cold rolling rate is the total rolling rate of each cold rolling during a series of steps up to bright annealing when producing a ferritic stainless steel sheet.
- it is the rolling ratio of finish cold rolling
- in the above procedure (ii) it is the total rolling ratio of cold rolling and finishing cold rolling
- 1 is the total rolling rate of cold rolling 2 and finish cold rolling
- in the above procedure (iv) is the total rolling rate of cold rolling and finish cold rolling. More specifically, when the thickness of the hot-rolled steel sheet before the first cold rolling pass is h0 (mm) and the thickness after the last cold rolling pass is h1 (mm), ((h0 ⁇ h1) / h0) ⁇ 100 (%).
- the total cold rolling rate which is the total cold rolling rate until bright annealing, to 70% or more. Therefore, the total cold rolling ratio until bright annealing is set to 70% or more.
- the upper limit of the total cold rolling rate can be selected as appropriate because it is affected by the material deformation resistance and the capacity of the cold rolling mill to be used, but is usually 98% or less.
- finish annealing In order to maintain the surface texture obtained by such finish cold rolling, that is, the surface texture with very few micropits, surface oxidation is prevented in finish annealing, and oxidation such as subsequent pickling and polishing is performed. It is important to be able to omit the step of removing the scale. Therefore, bright annealing in a reducing atmosphere is performed as finish annealing.
- Bright annealing is annealing in a reducing atmosphere, and is preferably performed under the conditions of bright annealing applied to BA finishing (JIS G 203: 2009, number 4225).
- an annealing process is performed in a mixed gas atmosphere of hydrogen and nitrogen having a hydrogen ratio of 70% by volume or more to form an oxide film mainly composed of SiO 2. It is necessary to let
- the oxide film becomes an oxide mainly composed of Cr and Fe, and the oxide film becomes too thick and coloration due to interference colors (temper color) tends to occur.
- the dew point is lower than ⁇ 70 ° C., Si is easily reduced, so that it is difficult to form an oxide film mainly composed of SiO 2 and Al is likely to be concentrated in the film.
- the annealing temperature is less than 800 ° C. or exceeds 1100 ° C., Si is not sufficiently concentrated in the oxide film, and an oxide film mainly composed of SiO 2 is hardly formed.
- the bright annealing is performed in a hydrogen-nitrogen mixed gas atmosphere having a hydrogen ratio of 70% by volume or more under conditions of a dew point of ⁇ 70 ° C. or more and ⁇ 50 ° C. or less and a temperature of 800 ° C. or more and 1100 ° C. or less.
- temper rolling is performed using a dull roll as a work roll, thereby transferring the dull pattern onto the surface of the steel sheet and imparting anti-glare properties while maintaining the cleanability.
- the dull rolling conditions are controlled so that the opening and generation of micropits inside the crater to which the dull pattern is transferred can be suppressed, and the antiglare property can be imparted without deteriorating the cleanability. This is very important.
- the diameter of the dull roll is smaller than 500 mm, stress is applied more than necessary to the crater portion to which the dull pattern is transferred, and there is a possibility that the opening and generation of micropits inside the crater may be advanced.
- the surface roughness of the dull roll is such that the arithmetic average roughness Ra is in the range of 1.0 ⁇ m or more and 3.5 ⁇ m or less, the antiglare property can be imparted and the detergency is hardly lowered.
- the elongation per pass is greater than 0.5%, the opening and generation of micropits inside the crater may progress. Moreover, even if the total elongation is the same, it is preferable to perform temper rolling in a plurality of passes divided into a plurality of passes because opening and generation of micropits inside the crater to which the dull pattern is transferred can be suppressed.
- the total elongation which is the total elongation in temper rolling, is less than 0.2%, there is a possibility that the antiglare property cannot be sufficiently provided, and if the total elongation exceeds 1.4%, cleaning is performed. May be reduced.
- the diameter of the dull roll is 500 mm or more
- the surface roughness of this dull roll is 1.0 ⁇ m or more and 3.5 ⁇ m or less in arithmetic mean roughness Ra
- the elongation rate in one pass is 0.5. % Or less
- the total elongation is preferably 0.2% or more and 1.4% or less.
- a lubricant containing additives may be used for the purpose of rust prevention. Further, the surface of the work roll may be wiped with a wiper or the like using a cleaning liquid for removing foreign matter.
- the density of micropits that cause dirt on the steel sheet surface is 10.0 or less per 0.01 mm 2 , and the opening area ratio on the steel sheet surface is 1.0%. Since it is the following, trap sites, such as a particle, are hard to generate
- the arithmetic average roughness Ra on the steel sheet surface is 0.2 ⁇ m or more and 1.2 ⁇ m or less, and the dull pattern transfer rate on the steel sheet surface is 15% or more and 70% or less. Can be improved.
- the surface film formed on the steel sheet surface contains Si, N, Al, Mn, Cr, Fe, Nb, Ti and O as film forming elements other than C, and the Si content is 10 atomic% or more.
- the Ni content is composed of an oxide mainly composed of SiO 2 having a composition of 10 atomic% or less, hydrophilicity can be improved.
- the ferritic stainless steel sheet controls the surface properties and the surface film as described above, it can improve the cleaning property, antiglare property and hydrophilicity.
- ferritic stainless steel sheet is excellent in cleanability, antiglare property and hydrophilicity, it can be suitably used as a cover member for HDD.
- the cold rolling rate in finish cold rolling is 30% or more, and the arithmetic average roughness Ra is 0 in at least the final rolling pass in finish cold rolling. Since rolling is performed at a rolling speed of 200 mm / min or less using a work roll of 3 ⁇ m or less so as to achieve a rolling rate of 15% or more, generation of micropits can be suppressed, and the surface of the steel sheet can be smoothed to improve cleaning properties. .
- the total cold rolling ratio until bright annealing is set to 70% or more, surface defects can be effectively eliminated, generation of micropits can be suppressed, and cleaning properties can be improved.
- the elongation in one pass is 0.5% or less and the total elongation is 0.
- the antiglare property can be improved without reducing the cleanability as much as possible by temper rolling so as to be 2% or more and 1.4% or less.
- Example 1 stainless steel having the chemical composition shown in Table 1 was melted in an electric furnace, converter and VOD process, and continuously cast to obtain a slab.
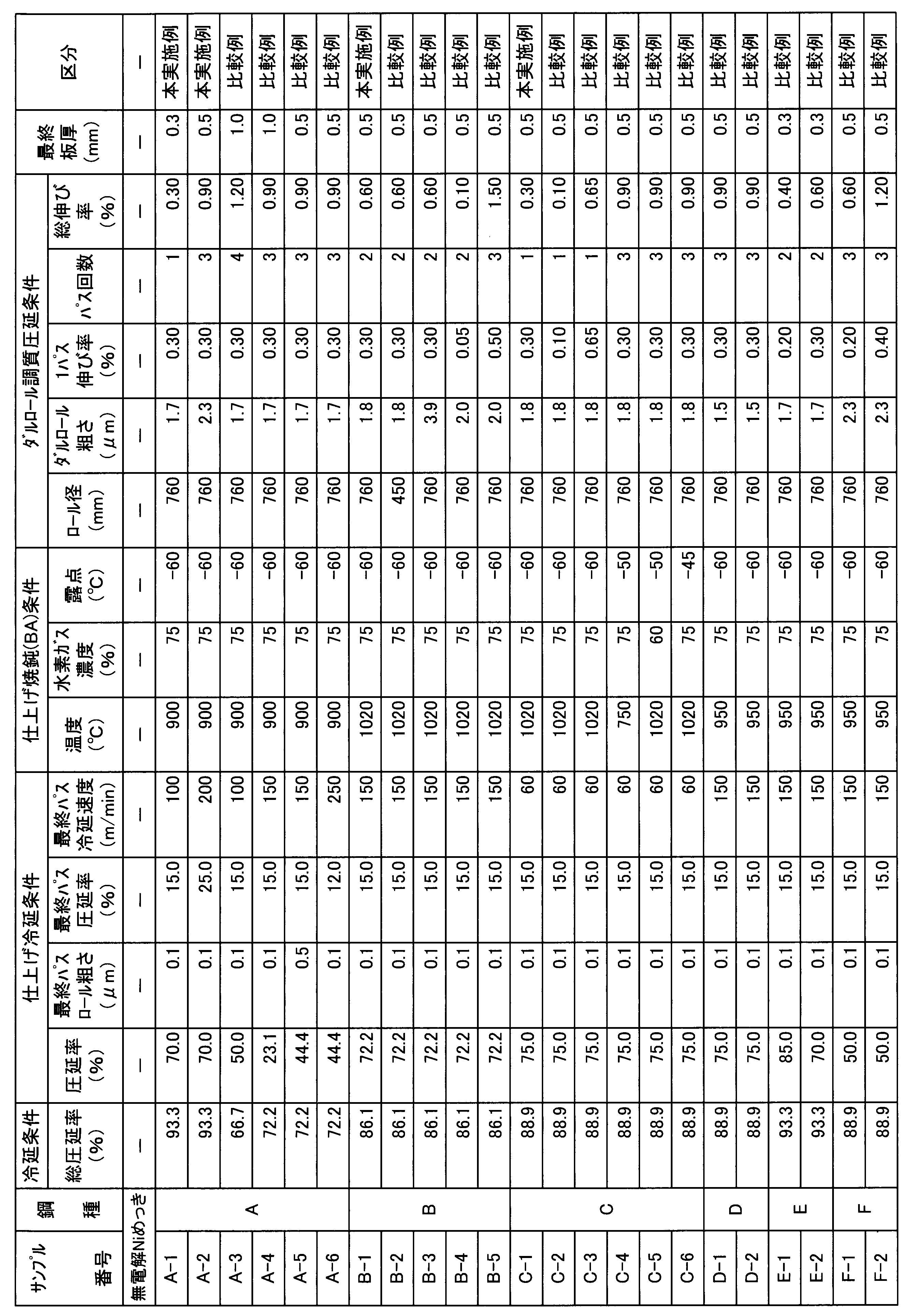
- the continuous cast slab was hot-rolled by a normal method to obtain a hot-rolled steel sheet. Then, using the hot-rolled steel sheet as a starting material, each step proceeds in the order of the above procedure (ii) or procedure (iii), and in the temper rolling step, a plate thickness of 0.3 to 1.5 mm is obtained using a dull roll.
- temper rolled material it was set as the test material of each Example and each comparative example. The production conditions for each of these examples and comparative examples are shown in Table 2.
- steel type B and steel type E in Table 2 proceeded through the respective steps in the procedure (ii), and other steel types proceeded through the respective steps in the procedure (iii).
- finish cold rolling a work roll with Ra of 0.3 ⁇ m or less is used, the rolling rate in the final rolling pass is 15% or more, and the rolling speed in the final rolling pass is 200 mm / min. It was made to become the following. Further, in any of the examples, bright annealing was performed in an atmosphere in which hydrogen was 75 to 100% by mass and the balance was nitrogen.
- the electroless Ni plating material frequently used for HDD parts was also measured for the detergency in the same manner as a control material for the detergency evaluation.
- a 50 mm square sample cut out from each test material was subjected to ultrasonic cleaning using acetone, and then the arithmetic average roughness Ra was measured by a method according to JIS B 0601. did.
- the arithmetic average roughness was measured three times in the direction perpendicular to the rolling direction, and the average value was calculated and evaluated.
- the transfer rate which is the area rate, was calculated.
- the observation of the steel sheet surface was evaluated by calculating an average value of all measured values with an observation magnification of 400 times and an observation field number of 20 fields.
- micropits In the measurement of micropits, a 50 mm square sample cut out from each sample material was subjected to ultrasonic cleaning using acetone, and then the surface of the steel sheet was observed with a laser microscope, and the depth was 0.5 ⁇ m or more. The existence density of the micropits having an area of 10 ⁇ m 2 or more and the opening area ratio were calculated. The surface of the steel sheet was observed at a magnification of 1000, the number of fields of view was 10, and the total measurement area was 0.1 mm 2 .
- the Si element ratio was determined for each sample from the integrated intensity of the peak of each element on the outermost surface of the oxide film by X-ray photoelectron spectroscopy.
- wettability In the measurement of wettability, a 50 mm square sample cut out from each specimen was subjected to ultrasonic cleaning with acetone, and then the contact angle of a 0.1 ml droplet of ion-exchanged water was measured by the sessile drop method. The case where the contact angle was 50 ° or less was evaluated as having excellent wettability.
- degreasing is first performed by ultrasonic cleaning using acetone.
- This degreased sample was subjected to ultrasonic cleaning using a fluorine-based cleaning liquid, steam cleaning, and vacuum drying. Then, it was ultrasonically cleaned using a weak alkaline detergent, rinsed by immersing in ultrapure water, pulled up at a low speed and dried in warm air to obtain a sample for measuring the degree of surface cleaning.
- the surface cleanliness was measured using an LPC (liquid particle counter) apparatus as follows.
- ultrapure water was placed in a beaker and set in an LPC apparatus, and the number of particles present in the ultrapure water and the size distribution of the particle particles were measured.
- the number of particles having a particle diameter of 0.3 ⁇ m or more was calculated from the measurement data of the ultrapure water, and the calculated value was used as the number of particles before sample immersion (blank measurement value).
- the sample for cleaning degree measurement was immersed in a beaker containing ultrapure water and subjected to ultrasonic cleaning for a certain time, and particles adhering to the sample surface were extracted into ultrapure water. Thereafter, the number of particles present in the ultrapure water and the size distribution of the particle particles were measured with an LPC apparatus, and the number of particles having a particle diameter of 0.3 ⁇ m or more was calculated.
- the difference between the calculated value and the blank measurement value was taken as the number of particles extracted from the cleanliness measurement sample.
- Table 3 shows the results of various measurements relating to these detergency, antiglare properties and hydrophilicity.
- the number of particle adhesion of the sample for measuring the surface cleanliness is 1000 pieces / cm 2 or less, as compared with the electroless Ni plating material that is a control material for the evaluation of cleanability. Was equally low.
- stainless steel plates of this example had a surface glossiness lower than the standard and good antiglare properties, and a contact angle smaller than the standard and good hydrophilicity.
- any of the present examples is a surface state having cleanliness, antiglare property and hydrophilicity suitable as a cover member for HDD, for example, with the surface of a solid stainless steel plate.
- Example 2 A gasket was injection molded on the surface of some of the samples prepared in Example 1, and the adhesiveness between the stainless steel and the gasket was evaluated.
- a gasket was injection molded with an injection molding machine at an injection speed of 0.3 mm / second, an injection pressure of 30 MPa, and a cycle time of 30 seconds using a styrene thermoplastic elastomer compound, and adhered to the sample surface.
- a penetration peel of about 1 mm was formed on the gasket adhesive surface formed on the sample, a SUS wire was passed through the part where the penetration peel was formed, a vertical tensile load was applied, and the peel length was about 10 mm. The load at the time of expansion was measured.
- Example 1 In Examples 1, A-1, B-1, and C-1 which were good in cleaning property, antiglare property and wettability in Example 1, all had good adhesiveness.
- the ferritic stainless steel sheet according to the present invention is a surface state having a cleaning property, an antiglare property and a hydrophilic property suitable as a cover member for HDD.
- the present invention can be used when manufacturing parts for precision equipment, electronic equipment, etc., for example, a cover member for a hard disk drive (HDD).
- HDD hard disk drive
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Metal Rolling (AREA)
Abstract
Description
[実施例1]
まず、表1に示す化学組成のステンレス鋼を、電気炉、転炉およびVOD工程にて溶製し、連続鋳造してスラブを得た。


[実施例2]
実施例1で作成した一部のサンプルの表面にガスケットを射出成形し、ステンレス鋼とガスケットとの接着剤密着性を評価した。

Claims (8)
- 仕上げ冷間圧延および光輝焼鈍後にダルロールを用いて調質圧延されたフェライト系ステンレス鋼板であって、
鋼板表面における圧延方向に対して垂直な方向の算術平均粗さRaが0.2μm以上1.2μm以下で、
鋼板表面におけるダル模様が転写された部分の面積率である転写率が15%以上70%以下で、
鋼板表面に形成された深さが0.5μm以上で開口面積が10μm2以上であるマイクロピットは、鋼板表面における存在密度が0.01mm2当たり10.0個以下で、かつ、鋼板表面における開口部面積率が1.0%以下で、
鋼板表面に形成された皮膜は、C以外の皮膜形成元素として少なくともSiと、Nと、Alと、Mnと、Crと、Feと、Nbと、Tiと、Oと含有しかつSiの含有量が10原子%以上でNの含有量が10原子%以下であるSiO2主体の酸化物にて構成される
ことを特徴とするフェライト系ステンレス鋼板。 - C:0.15質量%以下と、Si:0.1質量%以上2.0質量%以下と、Cr:10.0質量%以上32.0質量%以下と、Nb:0.01質量%以上0.8質量%以下およびTi:0.01質量%以上0.5質量%以下のうちの少なくとも一方とを含有し、残部がFeおよび不可避的不純物からなる
ことを特徴とする請求項1記載のフェライト系ステンレス鋼板。 - Mo:0.2質量%以上5.0質量%以下およびCu:0.1質量%以上3.0質量%以下のうちの少なくとも一方を含有する
ことを特徴とする請求項2記載のフェライト系ステンレス鋼板。 - C:0.15質量%以下と、Si:0.1質量%以上2.0質量%以下と、Mn:2.0質量%以下と、P:0.04質量%以下と、S:0.03質量%以下と、Ni:0.6質量%以下と、Cr:11.0質量%以上32.0質量%以下と、Mo:0質量%以上3.0質量%以下と、Cu:0質量%以上1.0質量%以下と、Nb:0質量以上1.0質量%以下と、Ti:0質量%以上1.0質量%以下と、Al:0質量%以上0.12質量%以下と、N:0.025質量%以下と、B:0質量%以上0.01質量%以下とを含有し、残部がFeおよび不可避的不純物からなる
ことを特徴とする請求項1記載のフェライト系ステンレス鋼。 - ハードディスクドライブ用のカバー部材であって、
請求項1ないし4いずれか一記載のフェライト系ステンレス鋼板にて形成される
ことを特徴とするカバー部材。 - 熱間圧延した熱延鋼板を、少なくとも仕上げ冷間圧延した後に仕上げ焼鈍として光輝焼鈍し、ダルロールを用いて調質圧延するフェライト系ステンレス鋼板の製造方法であって、
仕上げ冷間圧延では、冷間圧延率を30%以上とし、かつ、少なくとも最終圧延パスにて算術平均粗さRaが0.3μm以下のワークロールを使用して圧延率15%以上で圧延速度200mm/min以下で圧延し、
光輝焼鈍までの総冷間圧延率を70%以上とする
ことを特徴とするフェライト系ステンレス鋼板の製造方法。 - 仕上げ焼鈍では、水素比率が70体積%以上の水素-窒素混合ガス雰囲気において、露点が-70℃以上-50℃以下で、温度が800℃以上1100℃以下の条件で光輝焼鈍を行う
ことを特徴とする請求項6記載のフェライト系ステンレス鋼板の製造方法。 - 調質圧延では、ロール直径500mm以上で算術平均粗さRaが1.0μm以上3.5μm以下のダルロールを用いて、1回のパスでの伸び率が0.5%以下で1パス以上圧延し、総伸び率を0.2%以上1.4%以下とする
ことを特徴とする請求項6または7記載のフェライト系ステンレス鋼板の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| RU2017134037A RU2684027C1 (ru) | 2015-04-03 | 2016-03-16 | Лист ферритной нержавеющей стали, крышка и способ производства листа ферритной нержавеющей стали |
| EP16772309.7A EP3278887A4 (en) | 2015-04-03 | 2016-03-16 | Ferritic stainless steel sheet, cover member, and method for producing ferritic stainless steel sheet |
| SG11201707810UA SG11201707810UA (en) | 2015-04-03 | 2016-03-16 | Ferritic stainless steel sheet, cover member and production method for ferritic stainless steel sheet |
| US15/562,768 US20180078981A1 (en) | 2015-04-03 | 2016-03-16 | Ferritic stainless steel sheet cover member and production method for ferritic stainless steel sheet |
| KR1020177027620A KR20170121276A (ko) | 2015-04-03 | 2016-03-16 | 페라이트계 스테인리스강판, 커버 부재 및 페라이트계 스테인리스강판의 제조방법 |
| CN201680020482.4A CN107427871A (zh) | 2015-04-03 | 2016-03-16 | 铁素体系不锈钢板、盖部件以及铁素体系不锈钢板的制造方法 |
| PH12017501759A PH12017501759A1 (en) | 2015-04-03 | 2017-09-26 | Ferritic stainless steel sheet, cover member and production method for ferritic stainless steel sheet |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-076634 | 2015-04-03 | ||
| JP2015076634A JP2016196019A (ja) | 2015-04-03 | 2015-04-03 | フェライト系ステンレス鋼板、カバー部材およびフェライト系ステンレス鋼板の製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016158426A1 true WO2016158426A1 (ja) | 2016-10-06 |
Family
ID=57006027
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2016/058375 WO2016158426A1 (ja) | 2015-04-03 | 2016-03-16 | フェライト系ステンレス鋼板、カバー部材およびフェライト系ステンレス鋼板の製造方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20180078981A1 (ja) |
| EP (1) | EP3278887A4 (ja) |
| JP (1) | JP2016196019A (ja) |
| KR (1) | KR20170121276A (ja) |
| CN (1) | CN107427871A (ja) |
| PH (1) | PH12017501759A1 (ja) |
| RU (1) | RU2684027C1 (ja) |
| SG (1) | SG11201707810UA (ja) |
| TW (1) | TW201700751A (ja) |
| WO (1) | WO2016158426A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020204090A (ja) * | 2019-06-14 | 2020-12-24 | Jfeスチール株式会社 | フェライト系ステンレス鋼 |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6753613B2 (ja) * | 2017-12-26 | 2020-09-09 | 晃 生松 | スペーサおよびハードディスクドライブ |
| US20230295383A1 (en) * | 2018-11-30 | 2023-09-21 | Nanowall Technology Pte Ltd | A workpiece, a workpiece processing method and a workpiece processing system thereof |
| JP7322602B2 (ja) * | 2019-09-03 | 2023-08-08 | Jfeスチール株式会社 | フェライト系ステンレス鋼板およびその製造方法 |
| JP7414616B2 (ja) * | 2020-03-30 | 2024-01-16 | 日鉄ステンレス株式会社 | 建材用フェライト・オーステナイト二相ステンレス鋼板 |
| KR102370500B1 (ko) * | 2020-04-28 | 2022-03-04 | 주식회사 포스코 | 표면 특성이 향상된 페라이트계 스테인리스강 및 이의 제조방법 |
| KR102370505B1 (ko) * | 2020-04-28 | 2022-03-04 | 주식회사 포스코 | 내식성이 향상된 페라이트계 스테인리스강 및 이의 제조방법 |
| CN114901870B (zh) * | 2020-05-28 | 2024-02-06 | 日铁不锈钢株式会社 | 铁素体-奥氏体双相系不锈钢钢材及耐蚀性构件 |
| CN114901848B (zh) * | 2020-05-28 | 2023-09-19 | 日铁不锈钢株式会社 | 铁素体系不锈钢钢材及耐蚀性构件 |
| WO2023032377A1 (ja) * | 2021-09-02 | 2023-03-09 | Jfeスチール株式会社 | フェライト系ステンレス鋼板およびその製造方法 |
| CN117858769A (zh) * | 2021-09-02 | 2024-04-09 | 杰富意钢铁株式会社 | 铁素体系不锈钢板及其制造方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005240062A (ja) * | 2004-02-24 | 2005-09-08 | Nisshin Steel Co Ltd | 親水性ステンレス鋼板及びその製造方法 |
| WO2012133837A1 (ja) * | 2011-03-31 | 2012-10-04 | 日新製鋼株式会社 | ステンレス鋼板およびその製造方法 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SU1624034A1 (ru) * | 1989-03-31 | 1991-01-30 | Институт Металлургии Им.А.А.Байкова | Способ производства холоднокатаной полосы |
| SU1834723A3 (ru) * | 1992-03-26 | 1993-08-15 | Чepeпobeцkий Metaллуpгичeckий Komбиhat | Cпocoб пpoизboдctba xoлoдhokatahыx пoлoc |
| ES2230227T3 (es) * | 2000-12-25 | 2005-05-01 | Nisshin Steel Co., Ltd. | Lamina de acero inoxidable ferritico con buena trabajabilidad y metodo para su fabricacion. |
| JP4299644B2 (ja) * | 2003-12-02 | 2009-07-22 | 日新製鋼株式会社 | 親水性ステンレス鋼板及びその製造方法 |
| JP2007119856A (ja) * | 2005-10-28 | 2007-05-17 | Nisshin Steel Co Ltd | 親水性ステンレス鋼板及びその製造方法 |
-
2015
- 2015-04-03 JP JP2015076634A patent/JP2016196019A/ja active Pending
-
2016
- 2016-03-16 US US15/562,768 patent/US20180078981A1/en not_active Abandoned
- 2016-03-16 EP EP16772309.7A patent/EP3278887A4/en not_active Withdrawn
- 2016-03-16 SG SG11201707810UA patent/SG11201707810UA/en unknown
- 2016-03-16 WO PCT/JP2016/058375 patent/WO2016158426A1/ja active Application Filing
- 2016-03-16 CN CN201680020482.4A patent/CN107427871A/zh active Pending
- 2016-03-16 RU RU2017134037A patent/RU2684027C1/ru active
- 2016-03-16 KR KR1020177027620A patent/KR20170121276A/ko not_active Application Discontinuation
- 2016-03-29 TW TW105109828A patent/TW201700751A/zh unknown
-
2017
- 2017-09-26 PH PH12017501759A patent/PH12017501759A1/en unknown
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005240062A (ja) * | 2004-02-24 | 2005-09-08 | Nisshin Steel Co Ltd | 親水性ステンレス鋼板及びその製造方法 |
| WO2012133837A1 (ja) * | 2011-03-31 | 2012-10-04 | 日新製鋼株式会社 | ステンレス鋼板およびその製造方法 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3278887A4 * |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020204090A (ja) * | 2019-06-14 | 2020-12-24 | Jfeスチール株式会社 | フェライト系ステンレス鋼 |
| JP7067582B2 (ja) | 2019-06-14 | 2022-05-16 | Jfeスチール株式会社 | フェライト系ステンレス鋼 |
Also Published As
| Publication number | Publication date |
|---|---|
| US20180078981A1 (en) | 2018-03-22 |
| JP2016196019A (ja) | 2016-11-24 |
| EP3278887A1 (en) | 2018-02-07 |
| CN107427871A (zh) | 2017-12-01 |
| EP3278887A4 (en) | 2018-08-22 |
| PH12017501759A1 (en) | 2018-04-11 |
| KR20170121276A (ko) | 2017-11-01 |
| RU2684027C1 (ru) | 2019-04-03 |
| TW201700751A (zh) | 2017-01-01 |
| SG11201707810UA (en) | 2017-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2016158426A1 (ja) | フェライト系ステンレス鋼板、カバー部材およびフェライト系ステンレス鋼板の製造方法 | |
| JP5918127B2 (ja) | ステンレス冷延鋼板およびその製造方法 | |
| WO2016158427A1 (ja) | オーステナイト系ステンレス鋼板、カバー部材およびオーステナイト系ステンレス鋼板の製造方法 | |
| JP5693030B2 (ja) | 洗浄性に優れたオーステナイト系ステンレス鋼板およびその製造方法 | |
| KR20170002551A (ko) | 마르텐사이트계 스테인리스 강판 및 메탈 가스켓 | |
| JP5606126B2 (ja) | 洗浄性に優れたフェライト系ステンレス鋼板およびその製造方法 | |
| KR20160089856A (ko) | Fe-Ni계 합금 박판의 제조방법 | |
| JP2013208638A (ja) | 洗浄性に優れたフェライト系ステンレス鋼およびその製造方法 | |
| JP5595010B2 (ja) | めっき密着性に優れた合金化溶融亜鉛めっき高張力鋼板、およびその製造方法 | |
| JP2013208639A (ja) | 洗浄性に優れたステンレス鋼およびその製造方法 | |
| JP2022155337A (ja) | オーステナイト系ステンレス鋼材及びその製造方法、並びに耐食性部材 | |
| JP2022155342A (ja) | フェライト系ステンレス鋼材及びその製造方法、並びに耐食性部材 | |
| JP2010280938A (ja) | チタン板およびその製造方法 | |
| JP5821874B2 (ja) | 高Si冷延鋼板の製造方法 | |
| JP2022155341A (ja) | オーステナイト系ステンレス鋼材及びその製造方法、並びに耐食性部材 | |
| JP2022155339A (ja) | フェライト・オーステナイト二相系ステンレス鋼材及びその製造方法、並びに耐食性部材 | |
| JP2022155343A (ja) | フェライト・オーステナイト二相系ステンレス鋼材及びその製造方法、並びに耐食性部材 | |
| JPH1099912A (ja) | 熱延ステンレス鋼板およびその製造方法 | |
| JPH0748623A (ja) | 表面性状の良好な鋼板の製造法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 16772309 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 11201707810U Country of ref document: SG |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 12017501759 Country of ref document: PH |
|
| ENP | Entry into the national phase |
Ref document number: 20177027620 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 15562768 Country of ref document: US |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2017134037 Country of ref document: RU |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |