WO2016132655A1 - Fiber-reinforced resin molded body having damping properties and automobile part using same - Google Patents
Fiber-reinforced resin molded body having damping properties and automobile part using same Download PDFInfo
- Publication number
- WO2016132655A1 WO2016132655A1 PCT/JP2015/086406 JP2015086406W WO2016132655A1 WO 2016132655 A1 WO2016132655 A1 WO 2016132655A1 JP 2015086406 W JP2015086406 W JP 2015086406W WO 2016132655 A1 WO2016132655 A1 WO 2016132655A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- fiber
- reinforced resin
- damping
- laminate
- layer
- Prior art date
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16F—SPRINGS; SHOCK-ABSORBERS; MEANS FOR DAMPING VIBRATION
- F16F1/00—Springs
- F16F1/36—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers
- F16F1/366—Springs made of rubber or other material having high internal friction, e.g. thermoplastic elastomers made of fibre-reinforced plastics, i.e. characterised by their special construction from such materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B19/00—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica
- B32B19/04—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B19/00—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica
- B32B19/04—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica next to another layer of the same or of a different material
- B32B19/045—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B19/00—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica
- B32B19/06—Layered products comprising a layer of natural mineral fibres or particles, e.g. asbestos, mica next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/04—Layered products comprising a layer of synthetic resin as impregnant, bonding, or embedding substance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/26—Layered products comprising a layer of synthetic resin characterised by the use of special additives using curing agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/281—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyimides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/285—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyethers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/286—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polysulphones; polysulfides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/28—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42
- B32B27/288—Layered products comprising a layer of synthetic resin comprising synthetic resins not wholly covered by any one of the sub-groups B32B27/30 - B32B27/42 comprising polyketones
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
- B32B27/365—Layered products comprising a layer of synthetic resin comprising polyesters comprising polycarbonates
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/38—Layered products comprising a layer of synthetic resin comprising epoxy resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/42—Layered products comprising a layer of synthetic resin comprising condensation resins of aldehydes, e.g. with phenols, ureas or melamines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/28—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer impregnated with or embedded in a plastic substance
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/107—Ceramic
- B32B2264/108—Carbon, e.g. graphite particles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2270/00—Resin or rubber layer containing a blend of at least two different polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/536—Hardness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/546—Flexural strength; Flexion stiffness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/558—Impact strength, toughness
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
Definitions
- the present invention provides a vibration-damping fiber-reinforced resin molded body in which vibration-damping property is imparted to a molded body made of a fiber-reinforced resin in which strength is improved by combining fibers such as carbon fiber and glass fiber with resin, and
- the present invention relates to an automobile part using the same as a constituent member.
- FRP fiber reinforced resin
- FRP is superior in terms of strength
- the stickiness to bending is inferior to that of metal, so there is a problem that it is difficult to adopt for a member that causes a major accident when it is broken, such as a suspension arm. Remain.
- the present invention has been made in view of such circumstances, and its object is to provide a vibration-damping fiber-reinforced resin molded article having high strength and excellent vibration damping properties, and an automotive part using the same as a constituent member.
- the present invention provides a vibration-damping fiber-reinforced resin molded body that is a laminate of a fiber-reinforced resin layer in which a resin is infiltrated into a woven fabric and a vibration-damping layer made of a synthetic resin.
- the layer located in the center with respect to the thickness direction of the laminate is a central fiber reinforced resin layer, and upper and lower vibration damping layers are provided so as to sandwich it, and outer fiber reinforced resin layers are respectively provided on the outside thereof.
- a vehicle component having a body as a first gist and being a torque rod, suspension arm, lower arm, tower bar, propeller shaft, impact beam, stabilizer bar, sub-frame, bumper or side door beam.
- a second gist of the present invention is an automotive part that uses a vibration fiber reinforced resin molded article as a constituent member.
- the present inventors have conducted intensive research to solve the above problems.
- the present inventors have laminated a fiber reinforced resin molded body from a fiber reinforced resin layer in which a resin is infiltrated into a woven fabric and a vibration damping layer made of a synthetic resin from the viewpoint of strength and the like. Recalling that it was formed as a body, repeated trials and repeated various experiments. As a result, it was found that the thickness and the layer structure of the damping layer have a great influence on the damping properties and the characteristics such as strength and rigidity.
- the layer located in the center with respect to the thickness direction of the laminate is a fiber reinforced resin layer (central fiber reinforced resin layer), and upper and lower vibration damping layers are provided so as to sandwich the layer, and further the fiber reinforced resin layer And a thickness (X) from the center of the laminate that is the center plane in the thickness direction of the laminate to the interface between the central fiber reinforced resin layer and each damping layer, and from the center of the laminate
- the inventors have found that the object can be achieved and have reached the present invention.
- the vibration-damping fiber reinforced resin molded product of the present invention is a vibration-damping fiber reinforced fiber that is a laminate of a fiber-reinforced resin layer obtained by infiltrating a resin into a woven fabric and a vibration-damping layer made of a synthetic resin.
- a resin molded body in which the layer located in the center with respect to the thickness direction of the laminate is a central fiber reinforced resin layer, and upper and lower vibration damping layers are provided so as to sandwich the layer, and an outer fiber reinforced resin is provided outside the layer.
- Each layer is provided, and the thickness (X) from the center surface of the laminate, which is the center plane in the thickness direction of the laminate, to the interface between the central fiber reinforced resin layer and each damping layer, and the center of the laminate
- the vibration damping layer is made of a polyamide resin and the resin of the fiber reinforced resin layer is made of an epoxy resin, the interlayer adhesion between the two layers becomes more excellent.
- the vibration damping layer is made of a woven fabric made of synthetic resin, stronger interlayer adhesion can be obtained.
- the central fiber reinforced resin layer is composed of a laminate of a plurality of fiber reinforced resin layers, the thickness of the central fiber reinforced resin layer can be easily set.
- the moldability is good.
- the vibration damping layer is 0.04 to 0.4 mm, the vibration damping performance and bending strength are good.
- the woven fabric is formed by weaving a continuous fiber of carbon fiber, glass fiber, aramid fiber or basalt fiber, weave, plain weave, or satin weave, it is favorable in terms of reinforcement.
- the fiber reinforced resin layer contains at least one inorganic material selected from the group consisting of potassium titanate, alumina, zinc oxide, and titanium oxide, the improvement in strength and rigidity can be achieved. Become better.
- the vibration-damping fiber reinforced resin molded product of the present invention is an automobile such as a torque rod, a suspension arm, a lower arm, a tower bar, a propeller shaft, an impact beam, a stabilizer bar, a subframe, a bumper, and a side door beam due to the above effects. It can be effectively used as a component member of a machine part.
- the vibration-damping fiber reinforced resin molded article of the present invention can also be provided as a molded product of a sheet-like vibration-damping fiber reinforced resin molded article.
- the vibration-damping fiber-reinforced resin molded body of the present invention is a vibration-damping fiber-reinforced resin molded body that is a laminate of a fiber-reinforced resin layer obtained by infiltrating a resin into a woven fabric and a vibration-damping layer made of a synthetic resin.
- the layer located in the center with respect to the thickness direction of the laminate is the central fiber reinforced resin layer, and the upper and lower vibration damping layers are provided so as to sandwich the layer, and the outer fiber reinforced resin layer is provided outside thereof.
- laminated body central plane means the central plane in the thickness direction of the laminated body as described above, and therefore, it does not matter whether it is an actual plane (interlayer interface) or not.
- the “central fiber reinforced resin layer” may be composed of a single fiber reinforced resin layer as long as it is a layer made of only fiber reinforced resin, but is composed of a plurality of fiber reinforced resin layers. When the center fiber reinforced resin layer is formed to a desired thickness, it is easier to make and the resin is more easily infiltrated.
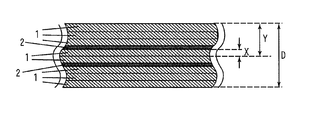
- FIG. 1 is a schematic view showing an example of a cross section of the fiber reinforced resin molded article of the present invention (Example 1 described later), where 1 is a fiber reinforced resin layer and 2 is a vibration damping layer.
- the said center fiber reinforced resin layer consists of two layers of fiber reinforced resin layers 1 as shown in figure, and the laminated body center from the interface with the damping layer 2 which pinches
- the thickness up to the surface is X in the figure, and the thickness from the laminate center plane to the laminate surface is Y in the figure. Further, in the present invention, as shown in FIG.
- the stacked structure is vertically symmetrical on the center plane of the stacked body, but the present invention is not limited to this, As long as the X / Y relationship and the d / D relationship described above are satisfied both in the upper and lower directions, they may be asymmetrical.
- only one damping layer 2 is provided on both the upper and lower sides between the laminated body center plane and the laminated body surface.
- the laminated body central plane to the laminated body surface are provided. Two or more damping layers may be provided between them.
- the above X needs to be defined by the thickness from the interface between the vibration damping layer closest to the laminate center plane and the central fiber reinforced resin layer to the laminate center plane. Further, in FIG. 1, since the damping layer 2 is provided in total two layers, the above d is the total thickness of these two layers in FIG.
- the above D that is, the thickness of the entire vibration-damping fiber-reinforced resin molded body of the present invention is preferably 1.9 to 7.4 mm, more preferably 2 from the viewpoint of moldability.
- the range is from 0.0 to 3.0 mm.
- the thickness of the damping layer is preferably 0.04 to 0.4 mm, more preferably 0.12 to 0.2 mm, from the viewpoint of damping control and bending strength.
- the vibration-damping fiber reinforced resin molded product of the present invention is not limited to a sheet-like product as shown in FIG. 1, but is molded to a desired shape by press molding or the like. May be. However, even in that case, it is necessary to satisfy the relationship of the layer configuration of the present invention described above.
- the fiber-reinforced resin layer is a layer formed by infiltrating a resin into a woven fabric as described above.
- the woven fabric is made by twilling, plain weaving, or satin weaving continuous fibers of carbon fiber, glass fiber, aramid fiber or basalt fiber. ) May be used.
- a woven fabric made of carbon fiber is preferable from the viewpoint of strength against forces from various angles (directions) and fatigue resistance, and a woven fabric made of glass fiber is preferable from the viewpoint of cost and the like.
- the woven fabric is formed by weaving 1000 to 24000 continuous fibers having a width of 2 to 20 mm and a fiber diameter of 5 to 7 ⁇ m, and the weight of the woven fabric is 61 to 200 g / m 2.
- the thickness is preferably 0.085 to 0.25 mm from the viewpoint of reinforcing properties and the like.
- thermoplastic resin or a thermosetting resin is used as the resin to be infiltrated into the woven fabric.
- thermoplastic resin examples include polyamide resin, polyolefin resin, acrylonitrile butadiene styrene resin, polyester resin, polycarbonate resin, polystyrene resin, polyacetal resin, modified polyphenylene ether resin, polyphenylene sulfide resin, polyether imide resin, polyether ether ketone resin, Examples thereof include polyether sulfone resin and thermoplastic elastomer. These may be used alone or in combination of two or more.
- thermosetting resin examples include epoxy resins, unsaturated polyester resins, vinyl ester resins, and phenol resins. These may be used alone or in combination of two or more.
- inorganic materials such as talc, silica, carbon black, titanium oxide, zinc oxide, potassium titanate, and alumina are added to the resin for the purpose of improving strength and rigidity and preventing shrinkage (sinking and warping). May be.
- an inorganic material having a Mohs hardness of 4 or more is preferable from the viewpoint of improving the strength and rigidity expression rate.
- inorganic materials such as potassium titanate, alumina, zinc oxide, and titanium oxide are used.
- the Mohs hardness is a value measured with a Mohs hardness meter (manufactured by Tokyo Science).
- the amount of the inorganic material added is preferably 1 to 15 parts by weight, more preferably 5 to 10 parts by weight with respect to 100 parts by weight of the resin, from the viewpoint of improving the strength and rigidity expression rate. is there. It is appropriate to knead the resin with (three) rolls, kneaders, Banbury mixers, etc., and kneading with a roll is particularly preferred in terms of processability.
- the bending elastic modulus of the vibration-damping fiber reinforced resin molded article of the present invention is increased, and the impact resistance and energy absorption capacity are increased. .
- the infiltration of the resin into the woven fabric is performed by hand lay-up molding in the case of a thermosetting resin, and in the case of a thermoplastic resin, the woven fabric and a thermoplastic resin sheet are overlapped and subjected to a heat press or the like, It is performed by melting a thermoplastic resin sheet.
- the above hand lay-up molding is performed by applying a resin solution to the woven fabric or immersing the woven fabric in the resin solution, and further spreading it uniformly with a roller or the like so as to soak the resin solution into the woven fabric. Done.
- the vibration-damping layer is a layer made of a synthetic resin, and may be a layer made of a thermoplastic resin, and is thermoset. It may be a layer made of a functional resin.
- an alloy material in which polypropylene is added to polyamide 6 or polyamide 12 is preferable because vibration damping properties and the like are improved.
- the damping layer is made of a polyamide resin (or an alloy material of the polyamide resin as described above), and the resin of the fiber-reinforced resin layer is made of an epoxy resin. It is preferable. This is because this combination is excellent in interlayer adhesion between both layers.
- the resin of the fiber reinforced resin layer is more easily infiltrated into the woven fabric when the epoxy resin is used, and the strength of the fiber reinforced resin layer is also easily increased. As a result, the vibration control performance will be improved.
- the vibration damping layer is formed by repeatedly applying the resin solution.
- a thermoplastic resin it is extruded by a T-die or the like, and a thermoplastic resin having a desired thickness is formed. It is made by preparing a sheet (thermoplastic resin film) and laminating it.
- the vibration damping layer is made of a woven fabric obtained by twilling, plain weaving, or satin weaving continuous fibers made of the various synthetic resins described above (preferably, continuous fibers made of polyamide 6 and polyamide 66). May be.
- the damping layer is preferably composed of a thermoplastic resin sheet, but from the viewpoint of interlayer adhesion, bending strength, and elongation at bending break, the damping layer is What was comprised with the woven fabric (preferably the woven fabric which consists of polyamide 6 and polyamide 66) consisting of the various synthetic resin of the said description is preferable. That is, the resin of the fiber reinforced resin layer permeates between the weaves of the woven fabric to ensure strong interlayer adhesion, and the bending properties of the vibration damping layer are enhanced by the weave of the woven fabric.
- the woven fabric preferably the woven fabric which consists of polyamide 6 and polyamide 66
- the woven fabric is formed by weaving 39 to 65 continuous fibers having a 1 cm width and a fiber diameter of 0.01 to 0.08 mm, and has a thickness of 0.02 to 0.1 mm.
- the weight of the woven fabric is preferably 1.4 to 1.7 g / cm 2 from the viewpoints of bending strength and bending elongation at break.
- the fiber reinforced resin layer and the vibration damping layer are laminated in the order prescribed in the present invention, and if necessary, it is molded using a mold or the like to obtain the desired vibration damping fiber reinforced resin molded product. Obtainable.
- the fiber reinforced resin layer is formed by hand lay-up molding as described above,
- the damping layer can be formed by laminating a thermoplastic resin film to obtain a desired laminate.
- the laminate is put in a bag, evacuated with a vacuum pump, and crushed with a press machine (pressure is 5 kN to 100 kN). Done. An appropriate temperature may be applied during the pressing.
- the fiber reinforced resin layer when the resin of the fiber reinforced resin layer is a thermoplastic resin and the vibration damping layer is made of a thermosetting resin, the fiber reinforced resin layer includes a woven fabric and a thermoplastic resin sheet as described above.
- the thermoplastic resin sheet is formed by melting and heat-pressing and the like, and the damping layer is formed by repeatedly applying the resin solution to obtain a target laminate.
- the laminate is pressed at a temperature equal to or higher than the melting point of the thermoplastic resin or higher than the curing temperature of the vibration damping layer. Also good. And if needed, it can shape
- the vibration-damping fiber-reinforced resin molded article of the present invention obtained as described above is excellent in strength / rigidity and vibration-damping property, and has higher bending resistance than ordinary FRP, and fatigue durability. Because of its excellent characteristics and heat resistance, it can be used for automobiles such as torque rods, suspension arms, lower arms, tower bars, propeller shafts, impact beams, stabilizer bars, subframes, bumpers, and side door beams. It is suitably used as a component member of a part. Further, the vibration-damping fiber reinforced resin molded body of the present invention can be used for various purposes (robot forks, bridges, houses, wheelchairs, electric motors) in addition to automotive parts, as long as it retains the laminated structure that is the feature. It can be used for components such as carts and bicycles.
- each layer was laminated on a plane so as to have the layer structure shown in Table 1, Table 2, and Table 4 below, and a laminate of fiber reinforced resin was produced.
- the “CFRP” layer shown in Table 1, Table 2 and Table 4 is an epoxy resin (manufactured by Daito Sangyo Co., Ltd., Daito Sizer 828) and its curing agent (manufactured by ADEKA Co., Ltd., Adeka Hardener EH6007) by weight ratio.
- the “PA12” layer shown in Tables 1, 2 and 4 is a laminate of polyamide 12 alloy material (Ube Industries, 3030JI6L), and the “PA6” layer is made of polyamide 6. A film made of an alloy material (Dupont, ST811HS) is laminated.
- the “PA6 cloth” layer shown in Tables 1, 2 and 4 is a woven fabric obtained by plain weaving AMIRAN 235T-24-720 (manufactured by Toray Industries, Inc.) using a loom, and the “PA66 cloth” layer is 4700 (a plain fabric manufactured by Asahi Kasei Fibers).
- “X / Y” shown in Table 1, Table 2 and Table 4 is obtained by calculating “X / Y” defined in claim 1 of the present application, and “d / D” is calculated in claim 1 of the present application. This is the calculated “d / D”.
- each layer was laminated on a plane so as to have a layer configuration shown in Table 3 to be described later, and a laminate of fiber reinforced resin was produced.
- the “CFRP” layer shown in Table 3 consists of 100 parts by weight of an epoxy resin (manufactured by Daito Sangyo Co., Ltd., Daito Sizer 828), 50 parts by weight of its curing agent (manufactured by ADEKA Co., Ltd., Adeka Hardener EH6007), and an inorganic material (Otsuka).
- the “PA6 cloth” layer shown in Table 3 is a woven fabric obtained by plain weaving Amilan 235T-24-720 (manufactured by Toray Industries, Inc.) using a loom, and the “PA66 cloth” layer is 4700 (manufactured by Asahi Kasei Corporation). Plain fabric).
- “X / Y” shown in Table 3 is obtained by calculating “X / Y” defined in claim 1 of the present application, and “d / D” is “d / D” defined in claim 1 of the present application. Is calculated.
- Reference Example 1 A steel plate having a thickness of 2.0 mm was prepared and used as Reference Example 1.
- Reference Example 2 An aluminum plate having a thickness of 2.0 mm was prepared and used as Reference Example 2.
- Each laminate (a reference example is a metal plate) was cut into a strip of 150 mm ⁇ 10 mm, and the flexural modulus was measured using this as a sample.
- a three-point bending test was performed on this sample in accordance with JIS K7074 at room temperature at a test speed of 2 mm / min and a span distance of 64 mm, and a stress gradient with a strain amount (0.05 to 0.25%) was obtained.
- Each laminate (a reference example is a metal plate) was cut into a strip of 150 mm ⁇ 10 mm, and the bending strength was measured using this as a sample. That is, according to JIS K7074, this sample was subjected to a three-point bending test at room temperature at a test speed of 2 mm / min and a span distance of 64 mm, and the bending strength (MPa) at that time was measured.
- Each laminated body (reference example is a metal plate) was cut into a strip shape of 150 mm ⁇ 10 mm, and the elongation at the time of bending fracture was measured using this as a sample. That is, according to JIS K7074, this sample was subjected to a three-point bending test at room temperature at a test speed of 2 mm / min and a span distance of 64 mm. The elongation at break (%) was measured.
- Attenuation coefficient Each laminate (a reference example is a metal plate) was cut into a strip of 150 mm ⁇ 10 mm, and the attenuation coefficient was measured using this as a sample. That is, this sample was tested by the single-end fixed impact method in accordance with JIS G0602 “Test method for vibration damping characteristics of damping steel plate”, and the loss factor (damping factor) at normal time was calculated using Hilbert transform. Asked.
- the fiber reinforced resin laminates of the examples have high bending strength, excellent rigidity, and a large damping coefficient, so that they also have excellent vibration damping properties.
- the fiber reinforced resin laminate of Comparative Example 1 had no layer to be a damping layer, the damping coefficient was smaller than that of the example and resulted in inferior damping properties.
- the fiber reinforced resin laminate of Comparative Example 2 has a layer serving as a vibration damping layer, since it has only one layer, the damping coefficient is also smaller than that of the example and results in inferior vibration damping properties.
- the fiber reinforced resin laminate of Comparative Example 3 has a large number of PA layers serving as damping layers, and the ratio (d / D) of the total thickness of all PA layers contained in the laminate is the present invention. Therefore, the bending strength was smaller than that of the example and the rigidity was inferior.
- the ratio (d / D) of the total thickness of all PA layers contained in the laminate is within the specified range of the present invention, but the damping layer
- the PA layer is provided on the outermost layer (outermost side), and the interface between the CFRP layer and the PA layer is too far from the center of the laminate (“X / Y” exceeds the specified range of the present invention) Therefore, the bending strength was smaller than that of the example and the result was inferior in rigidity.
- the vibration-damping fiber-reinforced resin molded body of the present invention can be used for various applications (robot forks, bridges, houses, wheelchairs, electric carts, It can be used for components such as bicycles.
Landscapes
- Engineering & Computer Science (AREA)
- General Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Mechanical Engineering (AREA)
- Laminated Bodies (AREA)
- Body Structure For Vehicles (AREA)
- Vehicle Body Suspensions (AREA)
- Vibration Prevention Devices (AREA)
Abstract
Description
このようにして、繊維強化樹脂層中に無機材料が含まれることにより、本発明の制振性繊維強化樹脂成形体の曲げ弾性率は高くなり、耐衝撃性やエネルギー吸収能が高まることとなる。 In addition, inorganic materials such as talc, silica, carbon black, titanium oxide, zinc oxide, potassium titanate, and alumina are added to the resin for the purpose of improving strength and rigidity and preventing shrinkage (sinking and warping). May be. Of these, the addition of an inorganic material having a Mohs hardness of 4 or more is preferable from the viewpoint of improving the strength and rigidity expression rate. Specifically, inorganic materials such as potassium titanate, alumina, zinc oxide, and titanium oxide are used. The Mohs hardness is a value measured with a Mohs hardness meter (manufactured by Tokyo Science). The amount of the inorganic material added is preferably 1 to 15 parts by weight, more preferably 5 to 10 parts by weight with respect to 100 parts by weight of the resin, from the viewpoint of improving the strength and rigidity expression rate. is there. It is appropriate to knead the resin with (three) rolls, kneaders, Banbury mixers, etc., and kneading with a roll is particularly preferred in terms of processability.
Thus, by including an inorganic material in the fiber reinforced resin layer, the bending elastic modulus of the vibration-damping fiber reinforced resin molded article of the present invention is increased, and the impact resistance and energy absorption capacity are increased. .
ハンドレイアップ成形により、後記の表1、表2および表4に示す層構成となるよう各層を平面上に積層し、繊維強化樹脂の積層体を作製した。なお、表1、表2および表4に示す「CFRP」層は、エポキシ樹脂(大都産業社製、ダイトサイザー828)と、その硬化剤(ADEKA社製、アデカハードナーEH6007)を、重量比で、エポキシ樹脂:硬化剤=2:1でブレンドして得られた樹脂溶液を、炭素繊維クロス(東邦テナックス社製、テナックス(織組織:2mm幅で3000本の炭素繊維(繊維径7μm)を綾織したもの、重さ:200g/m2、厚み:0.25mm))に塗布しローラーで均一にのばして、炭素繊維クロスに樹脂溶液を浸潤させて形成したものである。また、表1、表2および表4に示す「PA12」層は、ポリアミド12のアロイ材(宇部興産社製、3030JI6L)からなるフィルムを積層したものであり、「PA6」層は、ポリアミド6のアロイ材(Dupont社製、ST811HS)からなるフィルムを積層したものである。また、表1、表2および表4に示す「PA6クロス」層は、アミラン235T-24-720(東レ社製)を、織機を使用して平織した織物であり、「PA66クロス」層は、4700(旭化成せんい社製の平織物)である。また、表1、表2および表4に示す「X/Y」は、本願請求項1に規定の「X/Y」を計算したものであり、「d/D」は、本願請求項1に規定の「d/D」を計算したものである。 [Examples 1 to 12, Comparative Examples 1 to 5]
By hand lay-up molding, each layer was laminated on a plane so as to have the layer structure shown in Table 1, Table 2, and Table 4 below, and a laminate of fiber reinforced resin was produced. In addition, the “CFRP” layer shown in Table 1, Table 2 and Table 4 is an epoxy resin (manufactured by Daito Sangyo Co., Ltd., Daito Sizer 828) and its curing agent (manufactured by ADEKA Co., Ltd., Adeka Hardener EH6007) by weight ratio. The resin solution obtained by blending with epoxy resin: curing agent = 2: 1 was carbon fiber cloth (manufactured by Toho Tenax Co., Ltd., Tenax (woven structure: 2 mm width and 3000 carbon fibers (fiber diameter 7 μm)). , Weight: 200 g / m 2 , thickness: 0.25 mm)) and uniformly stretched with a roller, and a carbon fiber cloth is infiltrated with a resin solution. The “PA12” layer shown in Tables 1, 2 and 4 is a laminate of polyamide 12 alloy material (Ube Industries, 3030JI6L), and the “PA6” layer is made of polyamide 6. A film made of an alloy material (Dupont, ST811HS) is laminated. The “PA6 cloth” layer shown in Tables 1, 2 and 4 is a woven fabric obtained by plain weaving AMIRAN 235T-24-720 (manufactured by Toray Industries, Inc.) using a loom, and the “PA66 cloth” layer is 4700 (a plain fabric manufactured by Asahi Kasei Fibers). Further, “X / Y” shown in Table 1, Table 2 and Table 4 is obtained by calculating “X / Y” defined in
ハンドレイアップ成形により、後記の表3に示す層構成となるよう各層を平面上に積層し、繊維強化樹脂の積層体を作製した。なお、表3に示す「CFRP」層は、エポキシ樹脂(大都産業社製、ダイトサイザー828)100重量部と、その硬化剤(ADEKA社製、アデカハードナーEH6007)50重量部と、無機材料(大塚化学社製、ティスモD)5重量部とを三本ロール(井上製作所社製)によりブレンドして得られた樹脂溶液を、炭素繊維クロス(東邦テナックス社製、テナックス(織組織:2mm幅で3000本の炭素繊維(繊維径7μm)を綾織したもの、重さ:200g/m2、厚み:0.25mm))に塗布しローラーで均一にのばして、炭素繊維クロスに樹脂溶液を浸潤させて形成したものである。また、表3に示す「PA6クロス」層は、アミラン235T-24-720(東レ社製)を、織機を使用して平織した織物であり、「PA66クロス」層は、4700(旭化成せんい社製の平織物)である。また、表3に示す「X/Y」は、本願請求項1に規定の「X/Y」を計算したものであり、「d/D」は、本願請求項1に規定の「d/D」を計算したものである。 [Examples 13 to 16]
By hand lay-up molding, each layer was laminated on a plane so as to have a layer configuration shown in Table 3 to be described later, and a laminate of fiber reinforced resin was produced. The “CFRP” layer shown in Table 3 consists of 100 parts by weight of an epoxy resin (manufactured by Daito Sangyo Co., Ltd., Daito Sizer 828), 50 parts by weight of its curing agent (manufactured by ADEKA Co., Ltd., Adeka Hardener EH6007), and an inorganic material (Otsuka). A resin solution obtained by blending 5 parts by weight of Tismo D, manufactured by Kagaku Co., Ltd., with a three roll (manufactured by Inoue Seisakusho Co., Ltd.) was used as a carbon fiber cloth (manufactured by Toho Tenax Co., Ltd. A carbon fiber cloth (fiber diameter 7 μm) twilled, weight: 200 g / m 2 , thickness: 0.25 mm)) and uniformly stretched with a roller to infiltrate the resin solution into the carbon fiber cloth. It is a thing. The “PA6 cloth” layer shown in Table 3 is a woven fabric obtained by plain weaving Amilan 235T-24-720 (manufactured by Toray Industries, Inc.) using a loom, and the “PA66 cloth” layer is 4700 (manufactured by Asahi Kasei Corporation). Plain fabric). “X / Y” shown in Table 3 is obtained by calculating “X / Y” defined in
厚み2.0mmの鋼板を用意し、これを参考例1とした。 [Reference Example 1]
A steel plate having a thickness of 2.0 mm was prepared and used as Reference Example 1.
厚み2.0mmのアルミ板を用意し、これを参考例2とした。 [Reference Example 2]
An aluminum plate having a thickness of 2.0 mm was prepared and used as Reference Example 2.
各積層体(参考例は金属板)を、150mm×10mmの短冊状に切り出し、これをサンプルとして曲げ弾性率を測定した。このサンプルに対し、JIS K7074に準拠して、室温にて、試験速度2mm/min、スパン間距離64mmで、3点曲げ試験を行い、歪み量(0.05~0.25%)の応力勾配を用いて曲げ弾性率(MPa)を測定した。 (Bending elastic modulus)
Each laminate (a reference example is a metal plate) was cut into a strip of 150 mm × 10 mm, and the flexural modulus was measured using this as a sample. A three-point bending test was performed on this sample in accordance with JIS K7074 at room temperature at a test speed of 2 mm / min and a span distance of 64 mm, and a stress gradient with a strain amount (0.05 to 0.25%) was obtained. Was used to measure the flexural modulus (MPa).
各積層体(参考例は金属板)を、150mm×10mmの短冊状に切り出し、これをサンプルとして曲げ強度を測定した。すなわち、このサンプルに対し、JIS K7074に準拠して、室温にて、試験速度2mm/min、スパン間距離64mmで、3点曲げ試験を行い、その際の曲げ強度(MPa)を測定した。 [Bending strength]
Each laminate (a reference example is a metal plate) was cut into a strip of 150 mm × 10 mm, and the bending strength was measured using this as a sample. That is, according to JIS K7074, this sample was subjected to a three-point bending test at room temperature at a test speed of 2 mm / min and a span distance of 64 mm, and the bending strength (MPa) at that time was measured.
各積層体(参考例は金属板)を、150mm×10mmの短冊状に切り出し、これをサンプルとして曲げ破断時伸びを測定した。すなわち、このサンプルに対し、JIS K7074に準拠して、室温にて、試験速度2mm/min、スパン間距離64mmで、3点曲げ試験を行い、その際の破断に至るまでの変位量から、曲げ破断時伸び(%)を測定した。 [Elongation at bending fracture]
Each laminated body (reference example is a metal plate) was cut into a strip shape of 150 mm × 10 mm, and the elongation at the time of bending fracture was measured using this as a sample. That is, according to JIS K7074, this sample was subjected to a three-point bending test at room temperature at a test speed of 2 mm / min and a span distance of 64 mm. The elongation at break (%) was measured.
各積層体(参考例は金属板)を、150mm×10mmの短冊状に切り出し、これをサンプルとして減衰係数を測定した。すなわち、このサンプルに対し、JIS G0602「制振鋼板の振動減衰特性試験法」に準拠して、片端固定打撃法にて試験を実施し、ヒルベルト変換を用いて常態時損失係数(減衰係数)を求めた。 [Attenuation coefficient]
Each laminate (a reference example is a metal plate) was cut into a strip of 150 mm × 10 mm, and the attenuation coefficient was measured using this as a sample. That is, this sample was tested by the single-end fixed impact method in accordance with JIS G0602 “Test method for vibration damping characteristics of damping steel plate”, and the loss factor (damping factor) at normal time was calculated using Hilbert transform. Asked.




2:制振層 1: Fiber reinforced resin layer 2: Damping layer
Claims (10)
- 樹脂を織布に浸潤させてなる繊維強化樹脂層と合成樹脂製の制振層との積層体である制振性繊維強化樹脂成形体であって、その積層体の厚み方向に対し中央に位置する層が中央繊維強化樹脂層であり、それを挟むように上下の制振層が設けられ、その外側に外側繊維強化樹脂層がそれぞれ設けられ、かつ、上記積層体の厚み方向の中心面である積層体中心面から上記中央繊維強化樹脂層と各制振層との界面までの厚み(X)と、上記積層体中心面から積層体表面までの厚み(Y)が、X/Y=0.19~0.89の関係を満たし、さらに、上記積層体に含まれる全ての制振層の厚みの合計(d)と、上記積層体全体の厚み(D)が、d/D=0.02~0.18の関係を満たすことを特徴とする制振性繊維強化樹脂成形体。 A vibration-damping fiber-reinforced resin molded body that is a laminate of a fiber-reinforced resin layer infiltrated into a woven fabric and a synthetic resin damping layer, and is located in the center with respect to the thickness direction of the laminate And the upper and lower damping layers are provided so as to sandwich the layer, the outer fiber reinforced resin layers are provided on the outer sides thereof, and the center surface in the thickness direction of the laminate is provided. The thickness (X) from a certain laminate central surface to the interface between the central fiber reinforced resin layer and each damping layer and the thickness (Y) from the laminate central surface to the laminate surface are X / Y = 0. 19 to 0.89, and the total thickness (d) of all the damping layers included in the laminate and the total thickness (D) of the laminate are d / D = 0. A vibration-damping fiber-reinforced resin molded product satisfying the relationship of 02 to 0.18.
- 上記制振層がポリアミド樹脂からなり、上記繊維強化樹脂層の樹脂がエポキシ樹脂からなる、請求項1記載の制振性繊維強化樹脂成形体。 The vibration-damping fiber reinforced resin molded article according to claim 1, wherein the vibration damping layer is made of a polyamide resin, and the resin of the fiber reinforced resin layer is made of an epoxy resin.
- 上記制振層が、合成樹脂製の織布からなる、請求項1または2記載の制振性繊維強化樹脂成形体。 The vibration-damping fiber-reinforced resin molded body according to claim 1 or 2, wherein the vibration-damping layer is made of a synthetic resin woven fabric.
- 上記中央繊維強化樹脂層が、複数の繊維強化樹脂層の積層体からなる、請求項1~3のいずれか一項に記載の制振性繊維強化樹脂成形体。 The vibration-damping fiber-reinforced resin molded product according to any one of claims 1 to 3, wherein the central fiber-reinforced resin layer is composed of a laminate of a plurality of fiber-reinforced resin layers.
- 上記積層体全体の厚みが1.9~7.4mmである、請求項1~4のいずれか一項に記載の制振性繊維強化樹脂成形体。 The vibration-damping fiber-reinforced resin molded body according to any one of claims 1 to 4, wherein the thickness of the entire laminate is 1.9 to 7.4 mm.
- 上記制振層の厚みが0.04~0.4mmである、請求項1~5のいずれか一項に記載の制振性繊維強化樹脂成形体。 The vibration-damping fiber-reinforced resin molded article according to any one of claims 1 to 5, wherein the vibration-damping layer has a thickness of 0.04 to 0.4 mm.
- 上記織布が、炭素繊維,ガラス繊維,アラミド繊維またはバサルト繊維の連続繊維を、綾織,平織または朱子織りしてなるものである、請求項1~6のいずれか一項に記載の制振性繊維強化樹脂成形体。 The vibration damping property according to any one of claims 1 to 6, wherein the woven fabric is formed by twilling, plain weaving, or satin weaving continuous fibers of carbon fiber, glass fiber, aramid fiber or basalt fiber. Fiber reinforced resin molding.
- 上記繊維強化樹脂層の樹脂中に、チタン酸カリウム、アルミナ、酸化亜鉛、および酸化チタンからなる群から選ばれた少なくとも一つの無機材料を含有する、請求項1~7のいずれか一項に記載の制振性繊維強化樹脂成形体。 The resin of the fiber-reinforced resin layer contains at least one inorganic material selected from the group consisting of potassium titanate, alumina, zinc oxide, and titanium oxide. Vibration-damping fiber reinforced resin molding.
- 請求項1~8のいずれか一項に記載の制振性繊維強化樹脂成形体であってシート状のものが、賦型されてなる、制振性繊維強化樹脂成形体。 9. A vibration-damping fiber-reinforced resin molded body according to any one of claims 1 to 8, wherein the vibration-damping fiber-reinforced resin molded body is shaped into a sheet.
- トルクロッド、サスペンションアーム、ロアアーム、タワーバー、プロペラシャフト、インパクトビーム、スタビバー、サブフレーム、バンパーまたはサイドドアビームである自動車用部品であって、請求項1~9のいずれか一項に記載の制振性繊維強化樹脂成形体を構成部材とすることを特徴とする自動車用部品。 The vibration control unit according to any one of claims 1 to 9, wherein the vehicle part is a torque rod, suspension arm, lower arm, tower bar, propeller shaft, impact beam, stabilizer bar, subframe, bumper or side door beam. A component for automobiles, characterized in that the molded article is a reinforced fiber reinforced resin molding.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE112015005173.2T DE112015005173T5 (en) | 2015-02-19 | 2015-12-25 | Vibration-damping molded product of fiber-reinforced resin and motor vehicle component, in which this is used |
| JP2016528253A JP6002872B1 (en) | 2015-02-19 | 2015-12-25 | Damped fiber reinforced resin molded article and automotive parts using the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015-030393 | 2015-02-19 | ||
| JP2015030393 | 2015-02-19 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016132655A1 true WO2016132655A1 (en) | 2016-08-25 |
Family
ID=56689375
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/086406 WO2016132655A1 (en) | 2015-02-19 | 2015-12-25 | Fiber-reinforced resin molded body having damping properties and automobile part using same |
Country Status (3)
| Country | Link |
|---|---|
| JP (1) | JP6002872B1 (en) |
| DE (1) | DE112015005173T5 (en) |
| WO (1) | WO2016132655A1 (en) |
Cited By (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN107215298A (en) * | 2017-04-25 | 2017-09-29 | 南宁市钱隆汽车租赁有限公司 | Bumper |
| KR101949666B1 (en) * | 2018-08-29 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| KR101949664B1 (en) * | 2018-08-29 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| KR101949663B1 (en) * | 2018-08-29 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| KR101949665B1 (en) * | 2018-08-29 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| KR101949662B1 (en) * | 2017-08-14 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| WO2019087877A1 (en) | 2017-11-02 | 2019-05-09 | 日鉄ケミカル&マテリアル株式会社 | Epoxy resin composition and cured object obtained therefrom |
| JP2019186469A (en) * | 2018-04-16 | 2019-10-24 | 東芝三菱電機産業システム株式会社 | Vibration absorbing and fixing member for potential heavy load for power conversion device |
| JP2019217738A (en) * | 2018-06-22 | 2019-12-26 | 株式会社日立製作所 | Resin laminate and method for producing resin laminate |
| EP3628701A1 (en) | 2018-09-28 | 2020-04-01 | NIPPON STEEL Chemical & Material Co., Ltd. | Prepreg and molding product thereof |
| JP2021059637A (en) * | 2019-10-03 | 2021-04-15 | 宇部興産株式会社 | Polyamide resin film for bonding to prepreg, and laminate |
| CN115003499A (en) * | 2020-01-24 | 2022-09-02 | 住友化学株式会社 | Optical laminate and display device |
| CN115059809A (en) * | 2017-01-20 | 2022-09-16 | 三井化学株式会社 | Tape winding tube |
| US11858555B2 (en) * | 2021-02-26 | 2024-01-02 | Mazda Motor Corporation | Front body structure of vehicle |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0428542A (en) * | 1990-05-24 | 1992-01-31 | Toray Ind Inc | Oscillation attenuation material |
| JP2010248669A (en) * | 2009-04-17 | 2010-11-04 | Teijin Techno Products Ltd | Damping material and damping composite material |
| JP2011011346A (en) * | 2009-06-30 | 2011-01-20 | Mitsubishi Plastics Inc | Resin composite material, and beam structure member using the same |
| WO2012011487A1 (en) * | 2010-07-21 | 2012-01-26 | 東レ株式会社 | Prepreg, fiber-reinforced composite material, and process for producing prepreg |
| JP2012162062A (en) * | 2011-02-09 | 2012-08-30 | Jx Nippon Oil & Energy Corp | Carbon fiber-reinforced plastic molding |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009078422A (en) * | 2007-09-26 | 2009-04-16 | Toray Ind Inc | Vibration-damping fiber-reinforced composite material |
-
2015
- 2015-12-25 WO PCT/JP2015/086406 patent/WO2016132655A1/en active Application Filing
- 2015-12-25 JP JP2016528253A patent/JP6002872B1/en active Active
- 2015-12-25 DE DE112015005173.2T patent/DE112015005173T5/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH0428542A (en) * | 1990-05-24 | 1992-01-31 | Toray Ind Inc | Oscillation attenuation material |
| JP2010248669A (en) * | 2009-04-17 | 2010-11-04 | Teijin Techno Products Ltd | Damping material and damping composite material |
| JP2011011346A (en) * | 2009-06-30 | 2011-01-20 | Mitsubishi Plastics Inc | Resin composite material, and beam structure member using the same |
| WO2012011487A1 (en) * | 2010-07-21 | 2012-01-26 | 東レ株式会社 | Prepreg, fiber-reinforced composite material, and process for producing prepreg |
| JP2012162062A (en) * | 2011-02-09 | 2012-08-30 | Jx Nippon Oil & Energy Corp | Carbon fiber-reinforced plastic molding |
Cited By (20)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN115059809A (en) * | 2017-01-20 | 2022-09-16 | 三井化学株式会社 | Tape winding tube |
| CN115059809B (en) * | 2017-01-20 | 2023-12-08 | 三井化学株式会社 | Tape winding tube |
| CN107215298A (en) * | 2017-04-25 | 2017-09-29 | 南宁市钱隆汽车租赁有限公司 | Bumper |
| KR101949662B1 (en) * | 2017-08-14 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| US11396597B2 (en) | 2017-11-02 | 2022-07-26 | Nippon Steel Chemical & Material Co., Ltd. | Epoxy resin composition and cured object obtained therefrom |
| WO2019087877A1 (en) | 2017-11-02 | 2019-05-09 | 日鉄ケミカル&マテリアル株式会社 | Epoxy resin composition and cured object obtained therefrom |
| JP2019186469A (en) * | 2018-04-16 | 2019-10-24 | 東芝三菱電機産業システム株式会社 | Vibration absorbing and fixing member for potential heavy load for power conversion device |
| WO2019244395A1 (en) * | 2018-06-22 | 2019-12-26 | 株式会社日立製作所 | Resin laminate and method of manufacturing resin laminate |
| JP2019217738A (en) * | 2018-06-22 | 2019-12-26 | 株式会社日立製作所 | Resin laminate and method for producing resin laminate |
| JP7038012B2 (en) | 2018-06-22 | 2022-03-17 | 株式会社日立製作所 | Method for manufacturing resin laminate and resin laminate |
| KR101949665B1 (en) * | 2018-08-29 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| KR101949663B1 (en) * | 2018-08-29 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| KR101949664B1 (en) * | 2018-08-29 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| KR101949666B1 (en) * | 2018-08-29 | 2019-02-19 | (주)화신 | Subframe for vehicle |
| EP3628701A1 (en) | 2018-09-28 | 2020-04-01 | NIPPON STEEL Chemical & Material Co., Ltd. | Prepreg and molding product thereof |
| US11059949B2 (en) | 2018-09-28 | 2021-07-13 | Nippon Steel Chemical & Material Co., Ltd. | Prepreg and molding product thereof |
| JP2021059637A (en) * | 2019-10-03 | 2021-04-15 | 宇部興産株式会社 | Polyamide resin film for bonding to prepreg, and laminate |
| JP7395923B2 (en) | 2019-10-03 | 2023-12-12 | Ube株式会社 | Polyamide resin film and laminate for bonding with prepreg |
| CN115003499A (en) * | 2020-01-24 | 2022-09-02 | 住友化学株式会社 | Optical laminate and display device |
| US11858555B2 (en) * | 2021-02-26 | 2024-01-02 | Mazda Motor Corporation | Front body structure of vehicle |
Also Published As
| Publication number | Publication date |
|---|---|
| DE112015005173T5 (en) | 2017-08-17 |
| JP6002872B1 (en) | 2016-10-05 |
| JPWO2016132655A1 (en) | 2017-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6002872B1 (en) | Damped fiber reinforced resin molded article and automotive parts using the same | |
| EP2085215B1 (en) | High-toughness fiber-metal laminate | |
| KR102006511B1 (en) | Composite laminate having improved impact strength and the use thereof | |
| KR100967834B1 (en) | High impact strength, elastic, composite, fibre, metal laminate | |
| US20130316148A1 (en) | Metal sheet-fiber reinforced composite laminate | |
| Dogan et al. | The effect of hygrothermal aging and UV radiation on the low-velocity impact behavior of the glass fiber-reinforced epoxy composites | |
| JP2013543035A (en) | Epoxy resin composition, prepreg, and fiber reinforced composite material for fiber reinforced composite material | |
| US20170190150A1 (en) | Laminate of a Metal Sheet and an Adhesive Layer Bonded Thereto | |
| EP3698935A1 (en) | Manufacturing method for fiber-reinforced plastic composite | |
| KR20130136164A (en) | Method for manufacturing thermoplastic composite using continuous fiber reinforced thermoplastic prepreg sheet and thermoplastic compositemanufactured by that method | |
| JP2016107485A (en) | Composite molding, and production method thereof | |
| WO2007061304A1 (en) | Laminate of metal sheets and polymer | |
| JP3641553B2 (en) | Fiber reinforced composite material molding | |
| Hadzreel et al. | Effect of reinforcement alignment on the properties of polymer matrix composite | |
| KR20180126762A (en) | Hybrid type fiber reinforced composite material | |
| JP5112732B2 (en) | Prepreg | |
| JP5966969B2 (en) | Manufacturing method of prepreg | |
| JP2007144919A (en) | Frp sandwich structure | |
| JP5239350B2 (en) | Prepreg and fiber reinforced composite materials | |
| JP5565565B2 (en) | Carbon fiber reinforced plastic molding | |
| CA2874973A1 (en) | Method of making a 3d glass fiber metal laminate and 3d laminate structural panel | |
| WO2024176998A1 (en) | Frp | |
| EP4385714A1 (en) | Sheet-type fiber-reinforced composite having heterogeneous properties and mehtod for manufacturing the same | |
| JP7473416B2 (en) | Method for producing fiber-reinforced composite material | |
| JP5076493B2 (en) | Manufacturing method of fiber reinforced plastic and fiber reinforced plastic |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| ENP | Entry into the national phase |
Ref document number: 2016528253 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15882756 Country of ref document: EP Kind code of ref document: A1 |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 112015005173 Country of ref document: DE |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 15882756 Country of ref document: EP Kind code of ref document: A1 |