WO2016068222A1 - 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体 - Google Patents
立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体 Download PDFInfo
- Publication number
- WO2016068222A1 WO2016068222A1 PCT/JP2015/080487 JP2015080487W WO2016068222A1 WO 2016068222 A1 WO2016068222 A1 WO 2016068222A1 JP 2015080487 W JP2015080487 W JP 2015080487W WO 2016068222 A1 WO2016068222 A1 WO 2016068222A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- boron nitride
- cubic boron
- sintered body
- compound
- nitride sintered
- Prior art date
Links
Images
Classifications
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/515—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics
- C04B35/58—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides
- C04B35/583—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on boron nitride
- C04B35/5831—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products based on non-oxide ceramics based on borides, nitrides, i.e. nitrides, oxynitrides, carbonitrides or oxycarbonitrides or silicides based on boron nitride based on cubic boron nitrides or Wurtzitic boron nitrides, including crystal structure transformation of powder
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/148—Composition of the cutting inserts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B27/00—Tools for turning or boring machines; Tools of a similar kind in general; Accessories therefor
- B23B27/14—Cutting tools of which the bits or tips or cutting inserts are of special material
- B23B27/18—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing
- B23B27/20—Cutting tools of which the bits or tips or cutting inserts are of special material with cutting bits or tips or cutting inserts rigidly mounted, e.g. by brazing with diamond bits or cutting inserts
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
- C04B35/62615—High energy or reactive ball milling
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/6261—Milling
- C04B35/6262—Milling of calcined, sintered clinker or ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62625—Wet mixtures
- C04B35/6264—Mixing media, e.g. organic solvents
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/62605—Treating the starting powders individually or as mixtures
- C04B35/62685—Treating the starting powders individually or as mixtures characterised by the order of addition of constituents or additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/626—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B
- C04B35/63—Preparing or treating the powders individually or as batches ; preparing or treating macroscopic reinforcing agents for ceramic products, e.g. fibres; mechanical aspects section B using additives specially adapted for forming the products, e.g.. binder binders
- C04B35/6303—Inorganic additives
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B35/00—Shaped ceramic products characterised by their composition; Ceramics compositions; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/622—Forming processes; Processing powders of inorganic compounds preparatory to the manufacturing of ceramic products
- C04B35/64—Burning or sintering processes
- C04B35/645—Pressure sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/009—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone characterised by the material treated
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/50—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials
- C04B41/5053—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements with inorganic materials non-oxide ceramics
- C04B41/5062—Borides, Nitrides or Silicides
- C04B41/5068—Titanium nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/45—Coating or impregnating, e.g. injection in masonry, partial coating of green or fired ceramics, organic coating compositions for adhering together two concrete elements
- C04B41/52—Multiple coating or impregnating multiple coating or impregnating with the same composition or with compositions only differing in the concentration of the constituents, is classified as single coating or impregnation
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/85—Coating or impregnation with inorganic materials
- C04B41/87—Ceramics
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B41/00—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone
- C04B41/80—After-treatment of mortars, concrete, artificial stone or ceramics; Treatment of natural stone of only ceramics
- C04B41/81—Coating or impregnation
- C04B41/89—Coating or impregnation for obtaining at least two superposed coatings having different compositions
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2224/00—Materials of tools or workpieces composed of a compound including a metal
- B23B2224/04—Aluminium oxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2226/00—Materials of tools or workpieces not comprising a metal
- B23B2226/12—Boron nitride
- B23B2226/125—Boron nitride cubic [CBN]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23B—TURNING; BORING
- B23B2228/00—Properties of materials of tools or workpieces, materials of tools or workpieces applied in a specific manner
- B23B2228/10—Coatings
- B23B2228/105—Coatings with specified thickness
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3217—Aluminum oxide or oxide forming salts thereof, e.g. bauxite, alpha-alumina
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3224—Rare earth oxide or oxide forming salts thereof, e.g. scandium oxide
- C04B2235/3225—Yttrium oxide or oxide-forming salts thereof
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/32—Metal oxides, mixed metal oxides, or oxide-forming salts thereof, e.g. carbonates, nitrates, (oxy)hydroxides, chlorides
- C04B2235/3231—Refractory metal oxides, their mixed metal oxides, or oxide-forming salts thereof
- C04B2235/3244—Zirconium oxides, zirconates, hafnium oxides, hafnates, or oxide-forming salts thereof
- C04B2235/3246—Stabilised zirconias, e.g. YSZ or cerium stabilised zirconia
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3804—Borides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3804—Borides
- C04B2235/3813—Refractory metal borides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3817—Carbides
- C04B2235/3839—Refractory metal carbides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/386—Boron nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3865—Aluminium nitrides
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/38—Non-oxide ceramic constituents or additives
- C04B2235/3852—Nitrides, e.g. oxynitrides, carbonitrides, oxycarbonitrides, lithium nitride, magnesium nitride
- C04B2235/3886—Refractory metal nitrides, e.g. vanadium nitride, tungsten nitride
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/30—Constituents and secondary phases not being of a fibrous nature
- C04B2235/40—Metallic constituents or additives not added as binding phase
- C04B2235/402—Aluminium
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5436—Particle size related information expressed by the size of the particles or aggregates thereof micrometer sized, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5445—Particle size related information expressed by the size of the particles or aggregates thereof submicron sized, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/5418—Particle size related information expressed by the size of the particles or aggregates thereof
- C04B2235/5454—Particle size related information expressed by the size of the particles or aggregates thereof nanometer sized, i.e. below 100 nm
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/02—Composition of constituents of the starting material or of secondary phases of the final product
- C04B2235/50—Constituents or additives of the starting mixture chosen for their shape or used because of their shape or their physical appearance
- C04B2235/54—Particle size related information
- C04B2235/549—Particle size related information the particle size being expressed by crystallite size or primary particle size
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/656—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes characterised by specific heating conditions during heat treatment
- C04B2235/6567—Treatment time
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/658—Atmosphere during thermal treatment
- C04B2235/6581—Total pressure below 1 atmosphere, e.g. vacuum
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/65—Aspects relating to heat treatments of ceramic bodies such as green ceramics or pre-sintered ceramics, e.g. burning, sintering or melting processes
- C04B2235/66—Specific sintering techniques, e.g. centrifugal sintering
- C04B2235/661—Multi-step sintering
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/785—Submicron sized grains, i.e. from 0,1 to 1 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/74—Physical characteristics
- C04B2235/78—Grain sizes and shapes, product microstructures, e.g. acicular grains, equiaxed grains, platelet-structures
- C04B2235/786—Micrometer sized grains, i.e. from 1 to 100 micron
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/80—Phases present in the sintered or melt-cast ceramic products other than the main phase
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2235/00—Aspects relating to ceramic starting mixtures or sintered ceramic products
- C04B2235/70—Aspects relating to sintered or melt-casted ceramic products
- C04B2235/96—Properties of ceramic products, e.g. mechanical properties such as strength, toughness, wear resistance
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/12—All metal or with adjacent metals
- Y10T428/12014—All metal or with adjacent metals having metal particles
- Y10T428/12028—Composite; i.e., plural, adjacent, spatially distinct metal components [e.g., layers, etc.]
- Y10T428/12049—Nonmetal component
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Ceramic Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Structural Engineering (AREA)
- Organic Chemistry (AREA)
- Inorganic Chemistry (AREA)
- Mechanical Engineering (AREA)
- Crystallography & Structural Chemistry (AREA)
- Ceramic Products (AREA)
- Cutting Tools, Boring Holders, And Turrets (AREA)
Abstract
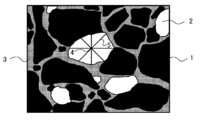
立方晶窒化硼素焼結体は、立方晶窒化硼素(1)を50体積%以上75体積%以下と、結合相および不可避不純物を25体積%以上50体積%以下とからなる立方晶窒化硼素焼結体であり、結合相はAl化合物(3)とZr化合物(2)とを含み、Al化合物(3)はAlと、N、OおよびBから選ばれる少なくとも1種の元素とを含み、Zr化合物(2)はZrと、C、N、OおよびBから選ばれる少なくとも1種の元素とを含み、立方晶窒化硼素焼結体の研磨面において、Zr化合物(2)の重心(4)からZr化合物(2)以外の組成の部分に達し、放射状に等間隔に引かれた複数の線分(5)の数をNとし、線分(5)のうち、Zr化合物と立方晶窒化硼素とが接する線分(5)の数をnとしたとき、n/Nの関係が0.25以上0.8以下を満たすZr化合物(2)の個数が、Zr化合物(2)の総数に対して40%以上である。
Description
本発明は、立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体に関する。具体的には、本発明は、切削工具、耐摩耗工具に適した立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体に関する。
立方晶窒化硼素は、ダイヤモンドに次ぐ硬さと優れた熱伝導性を有する。また、立方晶窒化硼素は、鉄との親和性が低いという特徴を有する。立方晶窒化硼素と、金属またはセラミックスの結合相とからなる立方晶窒化硼素焼結体は、切削工具や耐摩耗工具などに応用される。
例えば、従来の立方晶窒化硼素焼結体は、立方晶窒化硼素を20体積%以上60体積%以下含み、結合相に少なくともAl2O3とZr化合物とを含む(特許文献1を参照)。
近年、切削工具や耐摩耗工具は、加工能率を上げるために従来よりも厳しい切削条件が課され、さらに、工具寿命をより長くすることが要求される。しかしながら、特許文献1の立方晶窒化硼素焼結体は、熱伝導率の低い難削材を加工するための工具に適さず、工具寿命に関する要求を満たすことができない。すなわち、特許文献1の立方晶窒化硼素焼結体は、Al2O3とZr化合物とを含み、立方晶窒化硼素粒子とAl2O3粒子とを結合させ、Al2O3中にZr化合物を分散させた構成となっている。Zr化合物の熱伝導率は低い。このため、特許文献1の立方晶窒化硼素焼結体は、熱伝導率の低い難削材、例えば、ニッケル基耐熱合金やコバルト基耐熱合金等を加工するための工具に応用された場合に、刃先が欠損しやすいという問題があった。
本発明は、上記の問題を解決するためになされたものであり、耐欠損性に優れ、切削工具や耐摩耗工具の工具寿命を延長することが可能な立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体を提供することを目的とする。
本発明者は、立方晶窒化硼素焼結体に関する研究を重ねた。この結果、本発明者は、従来の立方晶窒化硼素焼結体が欠損しやすい原因を解明した。すなわち、難削材を切削することにより生じた熱は、熱伝導率が低いZr化合物に籠る。これにより、切削温度が高くなる。高い切削温度は、立方晶窒化硼素焼結体の反応摩耗を進行させる。反応摩耗は、工具の刃先の強度を低下させ、刃先の欠損を生じさせる。そして、本発明者は、反応摩耗を抑制することで、立方晶窒化硼素焼結体の耐欠損性を向上させることができるという知見を得た。さらに、本発明者は、立方晶窒化硼素焼結体の耐酸化性を低下させず、かつ立方晶窒化硼素焼結体の熱伝導率を向上させることが、反応摩耗を抑制するために有効であるという知見を得た。本発明者は、これらの知見に基づいて本発明を完成させた。
本発明の要旨は、以下の通りである。
(1)立方晶窒化硼素を50体積%以上75体積%以下と、結合相および不可避不純物を25体積%以上50体積%以下とからなる立方晶窒化硼素焼結体であって、
前記結合相は、Al化合物とZr化合物とを含み、
前記Al化合物は、Al元素と、N、OおよびBからなる群から選択される少なくとも1種の元素とを含み、
前記Zr化合物は、Zr元素と、C、N、OおよびBからなる群から選択される少なくとも1種の元素とを含み、
前記立方晶窒化硼素焼結体の研磨面において、
前記Zr化合物の重心から前記Zr化合物と前記Zr化合物以外の組成の部分との境界に達し、放射状に等間隔に引かれた複数の線分の数をN(但し、Nは8以上とする)とし、
前記線分のうち、前記Zr化合物と前記Zr化合物以外の組成の部分との境界において、前記立方晶窒化硼素と接する前記線分の数をnとしたとき、
n/Nの関係が0.25以上0.8以下を満たすZr化合物の個数が、Zr化合物の総数に対して40%以上である立方晶窒化硼素焼結体。
(2)前記Zr化合物は、前記立方晶窒化硼素焼結体全体に対して1体積%以上4体積%以下である(1)の立方晶窒化硼素焼結体。
(3)前記立方晶窒化硼素の平均粒径が0.2μm以上0.8μm以下である(1)または(2)の立方晶窒化硼素焼結体。
(4)前記Zr化合物は、ZrB2とZrO2とを含み、
前記ZrO2の結晶構造が正方晶、または正方晶および立方晶の両方が混在した状態で形成されており、
X線回折における、前記ZrB2の(100)面のピーク強度をI1、前記正方晶ZrO2の(101)面のピーク強度をI2t、前記立方晶ZrO2の(111)面のピーク強度をI2cとしたとき、
I2tとI2cとの強度の合計に対するI1の強度の比[I1/(I2t+I2c)]が、
0.5以上5以下である(1)~(3)のいずれかの立方晶窒化硼素焼結体。
(5)前記Al化合物は、Al2O3からなる(1)~(4)のいずれかの立方晶窒化硼素焼結体。
(6)(1)~(5)のいずれかの立方晶窒化硼素焼結体の表面に被膜を形成した被覆立方晶窒化硼素焼結体。
(7)前記被膜が、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、AlおよびSiからなる群から選択される少なくとも1種以上の元素と、C、N、OおよびBからなる群から選択される少なくとも1種以上の元素とからなる(6)の被覆立方晶窒化硼素焼結体。
(8)前記被膜が、単層膜または2層以上の積層膜である(6)または(7)の被覆立方晶窒化硼素焼結体。
(9)前記被膜全体の平均膜厚が0.5μm以上20μm以下である(6)~(8)のいずれかの立方晶窒化硼素焼結体。
(1)立方晶窒化硼素を50体積%以上75体積%以下と、結合相および不可避不純物を25体積%以上50体積%以下とからなる立方晶窒化硼素焼結体であって、
前記結合相は、Al化合物とZr化合物とを含み、
前記Al化合物は、Al元素と、N、OおよびBからなる群から選択される少なくとも1種の元素とを含み、
前記Zr化合物は、Zr元素と、C、N、OおよびBからなる群から選択される少なくとも1種の元素とを含み、
前記立方晶窒化硼素焼結体の研磨面において、
前記Zr化合物の重心から前記Zr化合物と前記Zr化合物以外の組成の部分との境界に達し、放射状に等間隔に引かれた複数の線分の数をN(但し、Nは8以上とする)とし、
前記線分のうち、前記Zr化合物と前記Zr化合物以外の組成の部分との境界において、前記立方晶窒化硼素と接する前記線分の数をnとしたとき、
n/Nの関係が0.25以上0.8以下を満たすZr化合物の個数が、Zr化合物の総数に対して40%以上である立方晶窒化硼素焼結体。
(2)前記Zr化合物は、前記立方晶窒化硼素焼結体全体に対して1体積%以上4体積%以下である(1)の立方晶窒化硼素焼結体。
(3)前記立方晶窒化硼素の平均粒径が0.2μm以上0.8μm以下である(1)または(2)の立方晶窒化硼素焼結体。
(4)前記Zr化合物は、ZrB2とZrO2とを含み、
前記ZrO2の結晶構造が正方晶、または正方晶および立方晶の両方が混在した状態で形成されており、
X線回折における、前記ZrB2の(100)面のピーク強度をI1、前記正方晶ZrO2の(101)面のピーク強度をI2t、前記立方晶ZrO2の(111)面のピーク強度をI2cとしたとき、
I2tとI2cとの強度の合計に対するI1の強度の比[I1/(I2t+I2c)]が、
0.5以上5以下である(1)~(3)のいずれかの立方晶窒化硼素焼結体。
(5)前記Al化合物は、Al2O3からなる(1)~(4)のいずれかの立方晶窒化硼素焼結体。
(6)(1)~(5)のいずれかの立方晶窒化硼素焼結体の表面に被膜を形成した被覆立方晶窒化硼素焼結体。
(7)前記被膜が、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、AlおよびSiからなる群から選択される少なくとも1種以上の元素と、C、N、OおよびBからなる群から選択される少なくとも1種以上の元素とからなる(6)の被覆立方晶窒化硼素焼結体。
(8)前記被膜が、単層膜または2層以上の積層膜である(6)または(7)の被覆立方晶窒化硼素焼結体。
(9)前記被膜全体の平均膜厚が0.5μm以上20μm以下である(6)~(8)のいずれかの立方晶窒化硼素焼結体。
本発明によれば、耐欠損性に優れた立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体が実現される。したがって、本発明の立方晶窒化硼素焼結体または被覆立方晶窒化硼素焼結体が応用された切削工具や耐摩耗工具は、その工具寿命が延長される。
本実施形態の立方晶窒化硼素焼結体は、50体積%以上75体積%以下の立方晶窒化硼素と、25体積%以上50体積%以下の結合相および不可避不純物とからなる。このような立方晶窒化硼素焼結体は、例えば、切削工具や耐摩耗工具に応用される。ここで、立方晶窒化硼素焼結体に含まれる立方晶窒化硼素が50体積%未満になり、結合相および不可避不純物が50体積%を超えると、立方晶窒化硼素焼結体の強度が低下する。このため、熱伝導率が低い難削材の加工において、立方晶窒化硼素焼結体の耐欠損性が低下する。一方、立方晶窒化硼素が75体積%を超え、結合相および不可避不純物が25体積%未満になると、反応摩耗が進行しやすくなる。このため、熱伝導率が低い難削材の加工において、立方晶窒化硼素焼結体の耐欠損性が低下する。
結合相は、Al化合物と、Zr化合物を含む。Al化合物は、Al元素と、N、OおよびBからなる群から選択される少なくとも1種の元素を含む。Zr化合物は、Zr元素と、C、N、OおよびBからなる群から選択される少なくとも1種の元素を含む。
結合相は、Al化合物とZr化合物のみから構成されてもよいが、他の化合物を含んでもよい。例えば、結合相は、Ti、Hf、V、Nb、Ta、Cr、Mo、WおよびCoからなる群から選択される少なくとも1種以上の元素とC、N、OおよびBからなる群から選択される少なくとも1種以上の元素との化合物をさらに含んでもよい。しかしながら、Al化合物とZr化合物のみからなる結合相によって、立方晶窒化硼素焼結体の耐反応摩耗性および靱性が向上される。したがって、結合相は、Al化合物とZr化合物のみからなることが好ましい。
Al化合物は、例えば、Al2O3、AlN、AlB2などを適用することができる。好ましくは、Al化合物は、Al2O3のみからなる。Al2O3のみからなるAl化合物によって、反応摩耗による欠損が抑制される。
Zr化合物は、例えば、ZrO2、ZrN、ZrCN、ZrB2などを適用することができる。好ましくは、Zr化合物は、ZrO2とZrB2とを含む。より好ましくは、立方晶窒化硼素焼結体に含まれるZrO2が、正方晶、または正方晶および立方晶の両方が混在した状態の結晶構造を有する。これにより、ZrO2は、立方晶窒化硼素焼結体の靱性を向上させる。この結果、立方晶窒化硼素焼結体の耐欠損性が向上される。なお、本実施形態の立方晶窒化硼素焼結体には、CeO2、Y2O3、MgO、CaOなどの安定化剤を添加して得られたZrO2、または高温高圧下で焼結して得られたZrO2のいずれを適用してもよい。ZrB2は、ZrO2よりも高い熱伝導率を有する。これにより、ZrB2は、立方晶窒化硼素焼結体の反応摩耗を抑制させる。さらに、ZrB2は、高い高温硬さを有する。これにより、ZrB2は、立方晶窒化硼素焼結体の耐摩耗性を向上される。
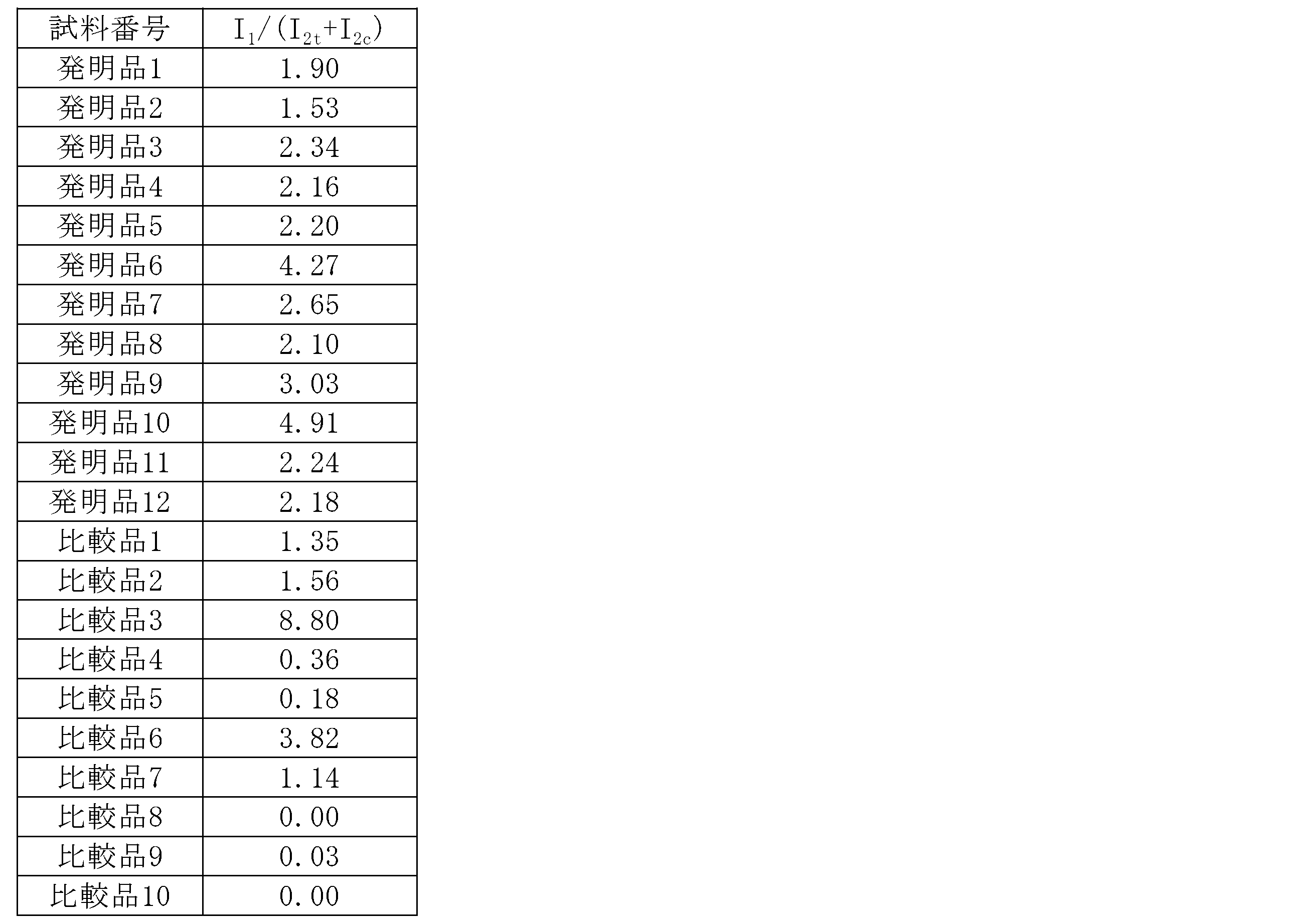
ここで、ZrO2が、正方晶、または正方晶および立方晶の両方が混在した状態の結晶構造を有する場合、Zr化合物は、X線回折強度に関する、次の条件を満たすことが好ましい。すなわち、X線回折における、ZrB2の(100)面のピーク強度をI1、正方晶ZrO2の(101)面のピーク強度をI2t、立方晶ZrO2の(111)面のピーク強度をI2cとしたとき、I2tとI2cとの強度の合計に対するI1の強度の比[I1/(I2t+I2c)]が、0.5以上5以下である。I1/(I2t+I2c)が0.5未満である場合は、ZrB2が少ないため、立方晶窒化硼素焼結体の耐摩耗性および耐欠損性が低下する場合がある。一方、I1/(I2t+I2c)が5を超えて大きくなる場合は、相対的にZrO2が少ないため、立方晶窒化硼素焼結体の靱性が低下する。これにより、立方晶窒化硼素焼結体の耐欠損性が低下する場合がある。
正方晶ZrO2の(101)面と立方晶ZrO2の(111)面のピーク強度の合計とは、正方晶ZrO2の(101)面のピーク強度と、立方晶ZrO2の(111)面のピーク強度とを合計した値に相当する。例えば、JCPDSカード72-2743番によると、正方晶ZrO2の(101)面の回折角2θの回折ピークは、30.18度付近に存在する。また、JCPDSカード49-1642番によると、立方晶ZrO2の(111)面の回折角2θの回折ピークは、30.12度付近に存在する。このため、正方晶ZrO2の(101)面と立方晶ZrO2の(111)面のピーク強度の合計は、30.18度付近及び30.12度付近の回折ピークのピーク強度を合計した値に相当する。なお、ZrB2の(100)面のピーク強度は、例えば、JCPDSカード34-0423番によると、回折角2θが32.6度付近に存在する。
正方晶ZrO2、立方晶ZrO2およびZrB2のX線回折強度は、市販のX線回折装置を用いて測定される。このX線回折強度の測定には、例えば、株式会社リガクのX線回折装置「RINT TTRIII」が用いられる。「RINT TTRIII」は、Cu-Kα線を用いた2θ/θ集中光学系のX線回折測定を行うことが可能である。測定条件は、例えば、出力:50kV、250mA、入射側ソーラースリット:5°、発散縦スリット:1/2°、発散縦制限スリット:10mm、散乱スリット2/3°、受光側ソーラースリット:5°、受光スリット:0.15mm、BENTモノクロメータ、受光モノクロスリット:0.8mm、サンプリング幅:0.02°、スキャンスピード:1°/min、2θ測定範囲:20~50°とする。このような測定方法により、正方晶ZrO2の(101)面、立方晶ZrO2の(111)面およびZrB2の(100)面の回折線についてX線回折強度を測定することができる。測定によって得られたX線回折図形から、上記の各ピーク強度を求めることが可能である。各ピーク強度は、X線回折装置に付属された解析ソフトウェアを用いて求めてもよい。解析ソフトウェアは、三次式近似を用いてバックグラウンド除去を行い、Pearson-VII関数を用いてプロファイルフィッティングを行い、各ピーク強度を求める。
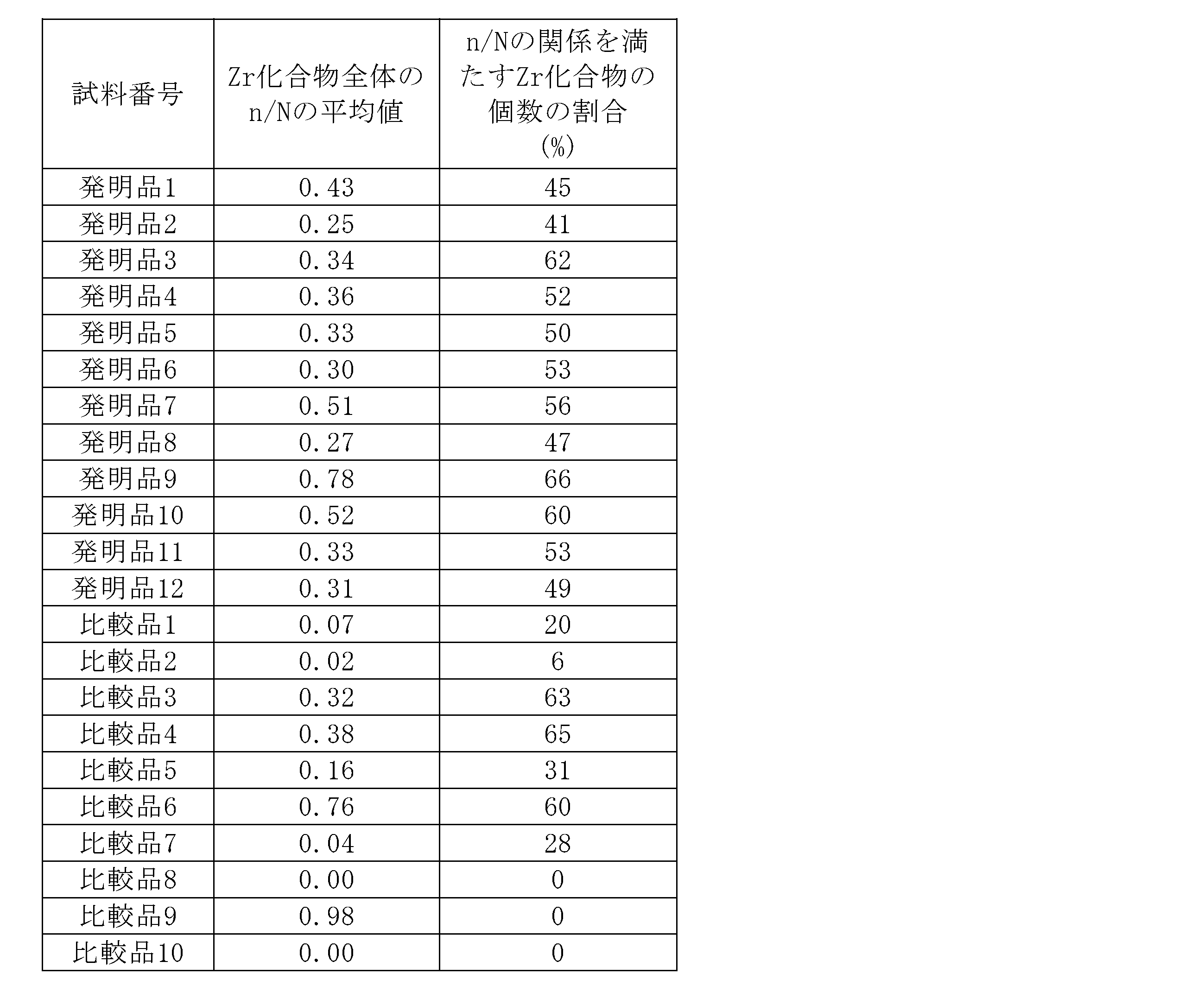
本実施形態の立方晶窒化硼素焼結体は、さらに、次のn/Nの関係を満たすことが好ましい。すなわち、立方晶窒化硼素焼結体の研磨面において、Zr化合物の重心からZr化合物とZr化合物以外の組成の部分との境界に達し、放射状に等間隔に引かれた複数の線分の数をN(但し、Nは8以上とする)とし、線分のうち、Zr化合物とZr化合物以外の組成の部分との境界において、立方晶窒化硼素と接する線分の数をnとしたとき、n/Nの関係が0.25以上0.8以下を満たすZr化合物の個数が、Zr化合物の総数に対して40%以上である。n/Nの関係が0.25以上0.8以下であることは、立方晶窒化硼素とZr化合物とが十分に接触していることを示す。このため、切削加工において発生した熱は、熱伝導率の低いZr化合物から、熱伝導率の高い立方晶窒化硼素を経由して放熱される。このように、立方晶窒化硼素とZr化合物との接触は、Zr化合物の放熱効果を高め、切削温度の上昇を抑制する。この結果、立方晶窒化硼素焼結体の反応摩耗が抑制される。一方、n/Nの関係が0.25以上0.8以下を満たすZr化合物の個数が、Zr化合物の総数に対して40%未満であると、Zr化合物の放熱効果が不十分となる。このため、立方晶窒化硼素焼結体の反応摩耗を抑制することができない。また、切削加工において発生した熱を効果的に放熱するためには、Zr化合物全体のn/Nの平均値が、0.25以上0.8以下であることが好ましい。
ここで、立方晶窒化硼素焼結体の研磨面とは、立方晶窒化硼素焼結体の表面または任意の断面を鏡面研磨して得られた面である。鏡面研磨の方法としては、例えば、ダイヤモンドペーストを用いて研磨する方法がある。
図1は、本実施形態に係る立方晶窒化硼素焼結体の組織を示す模式図である。以下、図1を参照して、n/Nの関係の求め方について説明する。立方晶窒化硼素焼結体の研磨面は、例えば、走査電子顕微鏡(SEM)により10,000~30,000倍に拡大された反射電子像で観察される。立方晶窒化硼素焼結体の組織は、例えば、SEMに付属されたエネルギー分散型X線分析装置(EDS)によって、黒色、灰色、白色の領域で特定される。図1において、黒色領域は立方晶窒化硼素(1)を示し、灰色領域および白色領域は結合相を示す。さらに、白色領域はZr化合物(2)を示し、灰色領域はAl化合物(3)を示す。その後、SEMによって、立方晶窒化硼素焼結体の組織写真が撮影される。この組織写真は、少なくも30個以上のZr化合物が含まれるように撮影されることが好ましい。市販の画像解析ソフトによって、得られた組織写真から図1に示すZr化合物の重心(4)が求められる。引き続き、画像解析ソフトによって、Zr化合物(2)の重心(4)が特定され、この重心(4)を通る複数の直線(5)が、放射状に等間隔に引かれる。本実施形態では、1本の直線(5)が、Zr化合物の重心(4)からZr化合物(4)以外の組成の部分に達する2本の線分を形成する。直線(5)によって形成される全ての線分の本数をNとする。直線(5)は、線分の数Nが8本以上になるように引かれる。例えば、図1に示される線分の数Nは、8本である。その後、数Nの線分のうち、Zr化合物(2)とZr化合物(2)以外の組成の部分との境界において、立方晶窒化硼素(1)と接する線分の数nが測定される。得られたnおよびNから、n/Nの関係が求められる。組織写真中に存在する他のZr化合物(2)についても、前記と同様に、n/Nの関係が求められる。その後、n/Nの関係が0.25以上0.8以下を満たすZr化合物(2)の個数が測定される。その後、n/Nの関係が0.25以上0.8以下を満たすZr化合物(2)の個数の、Zr化合物(2)の総数に対する割合が求められる。得られた各Zr化合物(2)のn/Nの値に基づいて、Zr化合物(2)全体のn/Nの平均値が求められる。
立方晶窒化硼素焼結体に含まれるZr化合物は、1体積%以上4体積%以下であることが好ましい。立方晶窒化硼素焼結体に含まれるZr化合物が1体積%未満である場合、立方晶窒化硼素焼結体の靱性が低下する。これにより、立方晶窒化硼素焼結体の耐欠損性が低下する場合がある。立方晶窒化硼素焼結体に含まれるZr化合物が4体積%を超えて大きくなると、立方晶窒化硼素焼結体の熱伝導率が低下する。このため、立方晶窒化硼素焼結体の反応摩耗が起点になり、欠損を生じる場合がある。
立方晶窒化硼素の平均粒径は、0.2μm以上0.8μm以下であることが好ましい。立方晶窒化硼素の平均粒径が0.2μm未満であると、立方晶窒化硼素が凝集する。これにより、焼結体の組織が不均一になり、立方晶窒化硼素焼結体の耐欠損性が低下する場合がある。一方、立方晶窒化硼素の平均粒径が0.8μmを超えると、Zr化合物との接触効率が低下する。これにより、立方晶窒化硼素焼結体の放熱効果が得られなくなり、耐摩耗性が低下する場合がある。より好ましい立方晶窒化硼素の平均粒径は、0.2μm以上0.6μm以下である。
立方晶窒化硼素焼結体に不可避的に含有される不純物は、例えば、原料粉末などに含まれるリチウムなどである。一般に、不可避不純物の合計量は、立方晶窒化硼素焼結体全体に対して1質量%以下に抑えることができる。このため、不可避的不純物の合計量が、本発明の特性値に影響を及ぼすことはない。
立方晶窒化硼素、結合相およびZr化合物の体積%と、立方晶窒化硼素の平均粒径とは、SEMで撮影された立方晶窒化硼素焼結体の組織写真を、市販の画像解析ソフトで解析することにより求められる。立方晶窒化硼素焼結体の組織写真は、上記と同様のSEMを用いた方法により取得される。画像解析ソフトによって、得られた組織写真から立方晶窒化硼素、結合相およびZr化合物のそれぞれの占有面積が求められる。各占有面積の値は、立方晶窒化硼素、結合相およびZr化合物のそれぞれの体積含有率となる。また、結合相の組成は、X線回折装置によって同定することができる。
本実施形態の立方晶窒化硼素焼結体は、その表面に被膜を形成した被覆立方晶窒化硼素焼結体であることが好ましい。被膜は、立方晶窒化硼素焼結体の耐摩耗性をより向上させる。
被膜は、被覆工具の被膜として使用されるものであれば、特に限定されない。被膜は、第1の元素と、第2の元素とを含む化合物の層であることが好ましい。被膜は、単層、または、複数の層を含む積層であることが好ましい。第1の元素は、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、Y、AlおよびSiからなる群から選択される少なくとも1種の元素であることが好ましい。第2の元素は、C、N、OおよびBからなる群から選択される少なくとも1種の元素であることが好ましい。このような構成を有する被膜は、本実施形態の被覆立方晶窒化硼素焼結体が応用された被覆工具の耐摩耗性を向上させる。
被膜の例として、TiN、TiC、TiCN、TiAlN、TiSiN、および、CrAlNなどを挙げることができる。被膜は、単層、または、2層以上を含む積層のいずれでもよい。好ましくは、被膜は、組成が異なる複数の層を交互に積層した構造を有する。各層の平均膜厚は、5nm以上500nm以下であることが好ましい。
被膜全体の平均膜厚は、0.5μm以上20μm以下であることが好ましい。被膜全体の平均膜厚が0.5μm未満である場合、被覆工具の耐摩耗性が低下する。被膜全体の平均膜厚が20μmを超える場合、被覆工具の耐欠損性が低下する。
被膜を構成する各膜の膜厚は、例えば、光学顕微鏡、SEM、透過型電子顕微鏡(TEM)などを用いて、被覆立方晶窒化硼素焼結体の断面組織を測定することにより求められる。なお、被膜を構成する各膜の平均膜厚は、例えば、金属蒸発源に対向する面の刃先から当該面の中心部に向かって50μmの位置の近傍において、3箇所以上の断面から各膜の膜厚および各積層構造の厚さを測定して、得られた値の平均を計算することにより求められる。
また、被膜を構成する各膜の組成は、例えば、EDSや波長分散型X線分析装置(WDS)などを用いて、被覆立方晶窒化硼素焼結体の断面組織を測定することにより求められる。
本発明の被覆立方晶窒化硼素焼結体における被膜の製造方法は、特に限定されるものではない。被膜の製造方法として、例えば、イオンプレーティング法、アークイオンプレーティング法、スパッタ法、イオンミキシング法などの物理蒸着法が適用される。このうち、アークイオンプレーティング法は、被膜と基材の密着性に優れるので、より好ましい。
例えば、本実施形態の立方晶窒化硼素焼結体の製造方法は、以下の工程(A)-(K)を含む。
工程(A):平均粒径0.2~0.8μmの立方晶窒化硼素30~70体積%と、平均粒径0.4~0.8μmの、Zr元素の炭化物、窒化物、炭窒化物、酸化物および硼化物から成る群より選択された少なくとも1種の粉末30~70体積%とが配合(但し、これらの合計は100体積%である)される。
工程(B):工程(A)で配合された原料粉が、ZrO2製ボールを備えた湿式ボールミルにより5~48時間混合される。
工程(C):工程(B)で得られた混合物が、所定の形状に成形されて仮焼結される。
工程(D):工程(C)で得られた成形体が、超高圧発生装置に入れられ、5.0~6.5GPaの圧力、かつ1200~1400度の範囲の焼結温度で30分間保持されて焼結される。
工程(E):工程(D)で得られた複合体が、超硬合金製乳鉢によって粉砕され、複合体粉末が作製される。
工程(F):工程(E)で得られた複合体粉末が、超硬合金製ボールを備えた湿式ボールミルにより、24~96時間粉砕され、複合体粉末がさらに微粒にされる。
工程(G):工程(F)を経た複合体粉末が、比重分離され、その後、酸処理により超硬合金由来成分が除去される。
工程(H):工程(G)を経た複合体粉末2~14体積%と、平均粒径0.2~0.8μmの立方晶窒化硼素50~75体積%と、平均粒径0.05~3.0μmの、Al元素の窒化物、酸化物および硼化物から成る群より選択された少なくとも1種の粉末11~46体積%と、平均粒径0.5~5.0μmの、Al粉末3~13体積%とが配合(但し、これらの合計は100体積%である)される。
工程(I):工程(H)で配合された原料粉が、Al2O3製ボールを備えた湿式ボールミルにより5~24時間混合される。
工程(J):工程(I)で得られた混合物が、所定の形状に成形される。
工程(K):工程(J)で得られた成形体が、超高圧発生装置に入れられ、4.5~6.0GPaの圧力、かつ1300~1500度の範囲の焼結温度で所定の時間保持されて焼結される。
工程(A):平均粒径0.2~0.8μmの立方晶窒化硼素30~70体積%と、平均粒径0.4~0.8μmの、Zr元素の炭化物、窒化物、炭窒化物、酸化物および硼化物から成る群より選択された少なくとも1種の粉末30~70体積%とが配合(但し、これらの合計は100体積%である)される。
工程(B):工程(A)で配合された原料粉が、ZrO2製ボールを備えた湿式ボールミルにより5~48時間混合される。
工程(C):工程(B)で得られた混合物が、所定の形状に成形されて仮焼結される。
工程(D):工程(C)で得られた成形体が、超高圧発生装置に入れられ、5.0~6.5GPaの圧力、かつ1200~1400度の範囲の焼結温度で30分間保持されて焼結される。
工程(E):工程(D)で得られた複合体が、超硬合金製乳鉢によって粉砕され、複合体粉末が作製される。
工程(F):工程(E)で得られた複合体粉末が、超硬合金製ボールを備えた湿式ボールミルにより、24~96時間粉砕され、複合体粉末がさらに微粒にされる。
工程(G):工程(F)を経た複合体粉末が、比重分離され、その後、酸処理により超硬合金由来成分が除去される。
工程(H):工程(G)を経た複合体粉末2~14体積%と、平均粒径0.2~0.8μmの立方晶窒化硼素50~75体積%と、平均粒径0.05~3.0μmの、Al元素の窒化物、酸化物および硼化物から成る群より選択された少なくとも1種の粉末11~46体積%と、平均粒径0.5~5.0μmの、Al粉末3~13体積%とが配合(但し、これらの合計は100体積%である)される。
工程(I):工程(H)で配合された原料粉が、Al2O3製ボールを備えた湿式ボールミルにより5~24時間混合される。
工程(J):工程(I)で得られた混合物が、所定の形状に成形される。
工程(K):工程(J)で得られた成形体が、超高圧発生装置に入れられ、4.5~6.0GPaの圧力、かつ1300~1500度の範囲の焼結温度で所定の時間保持されて焼結される。
上記の製造方法の各工程は、以下の意義を有する。
工程(A)では、立方晶窒化硼素粉末と、Zr元素の炭化物、窒化物、炭窒化物、酸化物および硼化物からなる群より選択された少なくとも1種の粉末が用いられる。これにより、立方晶窒化硼素とZr化合物とが互いに粒界で接触する複合体粉末が作製される。また、工程(A)では、立方晶窒化硼素の粒径を調整することができる。特に、CeO2、Y2O3、MgO、CaOなどの安定化剤が添加されたZrO2粉末が用いられると、靱性に優れる正方晶または立方晶が形成される。ZrO2粉末の一次粒子の平均粒径が30~50nmであると、立方晶窒化硼素焼結体の組織中に、微細なZrO2が分散しやすくなるという効果がある。しかしながら、取り扱いのしやすさから、平均粒径30~50nmのZrO2の一次粒子が凝集した平均粒径0.1~2μmの二次粒子のZrO2粉末を用いることが好ましい。
工程(A)では、立方晶窒化硼素粉末と、Zr元素の炭化物、窒化物、炭窒化物、酸化物および硼化物からなる群より選択された少なくとも1種の粉末が用いられる。これにより、立方晶窒化硼素とZr化合物とが互いに粒界で接触する複合体粉末が作製される。また、工程(A)では、立方晶窒化硼素の粒径を調整することができる。特に、CeO2、Y2O3、MgO、CaOなどの安定化剤が添加されたZrO2粉末が用いられると、靱性に優れる正方晶または立方晶が形成される。ZrO2粉末の一次粒子の平均粒径が30~50nmであると、立方晶窒化硼素焼結体の組織中に、微細なZrO2が分散しやすくなるという効果がある。しかしながら、取り扱いのしやすさから、平均粒径30~50nmのZrO2の一次粒子が凝集した平均粒径0.1~2μmの二次粒子のZrO2粉末を用いることが好ましい。
工程(B)では、工程(A)で配合された立方晶窒化硼素またはZr化合物の凝集が防止され、原料粉が均一に混合される。
工程(C)では、工程(B)で得られた混合物が、所定の形状に成形されて仮焼結される。得られた成形体は、次の焼結工程で焼結される。
工程(D)では、工程(C)で得られた成形体が焼結されることにより、立方晶窒化硼素とZr化合物とが接触する複合体が作製される。
工程(E)および工程(F)では、工程(D)で得られた複合体が、粒度の小さい複合体粉末に粉砕される。
工程(G)では、工程(E)および(F)を経た複合体粉末から超硬合金が除去され、複合体粉末の純度が高くなる。
工程(H)では、立方晶窒化硼素焼結体の組成および粒径が調整される。
工程(I)では、工程(H)で得られた所定の配合組成の混合粉末が、均一に混合される。
工程(J)では、工程(I)で得られた混合物が、所定の形状に成形される。得られた成形体は、次の(K)工程で焼結される。
工程(K)では、工程(J)で得られた成形体が、4.5~6.0GPaの圧力、かつ1300~1500度の範囲の温度で焼結されることにより、立方晶窒化硼素焼結体が作製される。また、工程(D)において、立方晶窒化硼素とZr化合物とが接触した複合体粉末が用いられるため、工程(K)の焼結中に、立方晶窒化硼素とZr化合物とが反応し、立方晶窒化硼素と接触するZrB2が、より効率的に生成される。
工程(A)-(K)を経て得られた立方晶窒化硼素焼結体には、必要に応じて、研削加工や刃先のホーニング加工が適用されてもよい。
本実施形態の立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体は、耐摩耗性、耐欠損性に優れる。したがって、本実施形態の立方晶窒化硼素焼結体又は被覆立方晶窒化硼素焼結体が応用された切削工具、耐摩耗工具は、その工具寿命が延長される。特に、実施形態の立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体は、切削工具に応用することが好ましい。
平均粒径0.2、0.4、0.8、1.8および3.8μmの立方晶窒化硼素(cBN)粉末、ZrO2全体に対して3mol%のY2O3が添加された一次粒子の平均粒径40nmのZrO2粒子が凝集してできた平均粒径0.6μmのZrO2(PSZ)粉末を用いて表1に示す配合組成に配合した。また、配合したcBNの平均粒径を表1に示す。なお、比較品7~10については、複合体粉末を作製しなかった。

配合した原料粉末をZrO2製ボールとヘキサン溶媒とともにボールミル用のシリンダーに入れてボールミル混合を12時間行った。ボールミルで混合して得られた混合粉末を圧粉成型した後、1.33×10-3Pa、750度の条件で仮焼結をした。これらの仮焼結体を超高圧高温発生装置に入れて、圧力6.0GPa、温度1300度、保持時間30分の条件で焼結して、各焼結体を得た。
得られた各焼結体を超硬合金製乳鉢にて粉砕し、各複合体粉末を作製した。その後、各複合体粉末を超硬合金製ボールとヘキサン溶媒とともにボールミル用のシリンダーに入れて48時間のボールミル粉砕をした。
さらに、得られた各複合体混合物を比重分離した。その後、酸処理を行うことにより、各複合体混合物に混入した超硬合金を除去した。
以上の工程を経て得られた複合体粉末、平均粒径0.2、0.4、0.8、1.8および3.8μmのcBN粉末、平均粒径0.6μmのPSZ粉末、平均粒径0.6μmのZrC粉末、平均粒径0.6μmのZrN粉末、平均粒径0.4μmのTiN粉末、平均粒径0.1μmのAl2O3粉末、平均粒径4.0μmのAl粉末を用いて表2に示す配合組成に配合した。また、配合したcBNの平均粒径を表2に示す。

配合した原料粉末をAl2O3製ボールとヘキサン溶媒とともにボールミル用のシリンダーに入れてボールミル混合した。ボールミルで混合して得られた混合粉末を圧粉成型した後、1.33×10-3Pa、750度の条件で仮焼結をした。これらの仮焼結体を超高圧高温発生装置に入れて、表3に示す条件で焼結し、発明品および比較品の立方晶窒化硼素焼結体を得た。

こうして得られた立方晶窒化硼素焼結体についてX線回折測定を行って立方晶窒化硼素焼結体の組成を調べた。また立方晶窒化硼素焼結体の断面組織をSEMで撮影して、撮影した断面組織写真を市販の画像解析ソフトを用いてcBNの体積%、結合相の体積%およびZr化合物の体積%を測定した。これらの結果を表4に示す。

得られた立方晶窒化硼素焼結体について回折線のピーク高さを測定するために、株式会社リガク製X線回折装置RINT TTRIIIを使用して、出力:50kV、250mA、入射側ソーラースリット:5°、発散縦スリット:1/2°、発散縦制限スリット:10mm、散乱スリット2/3°、受光側ソーラースリット:5°、受光スリット:0.15mm、BENTモノクロメータ、受光モノクロスリット:0.8mm、サンプリング幅:0.02°、スキャンスピード:1°/min、2θ測定範囲:20~50°という条件で、Cu-Kα線を用いた2θ/θ集中光学系のX線回折測定を行った。得られたX線回折図形からZrB2の(100)面のX線回折強度をI1と、正方晶ZrO2(101)面のX線回折強度をI2tと、立方晶ZrO2の(111)面のX線回折強度をI2cとを測定し、I2tとI2cとのピーク強度の合計に対するI1のピーク強度の比[I1/(I2t+I2c)]を求めた。それらの値を表5に示す。
立方晶窒化硼素焼結体の立方晶窒化硼素の平均粒径は、SEMで撮影した断面組織写真から市販の画像解析ソフトを用いて求めた。具体的には、SEMを用いて5000倍の反射電子像を観察し、SEMに付属されたEDSを用いて、立方晶窒化硼素が黒色であること、Al化合物が灰色であること、Zr化合物が白色であることを確認して画像を撮影する。次に、市販の画像解析ソフトを用いて黒色の立方晶窒化硼素の面積と等しい面積の円の直径を立方晶窒化硼素の粒径とし、断面組織内に存在する立方晶窒化硼素の粒径から平均値を求めた。その値を表6に示す。

得られた立方晶窒化硼素焼結体の表面を鏡面研磨し、SEMを用いて10,000倍~30,000倍に拡大した立方晶窒化硼素焼結体の研磨面を反射電子像で観察し、組織写真を撮影した。このとき、Zr化合物が少なくも30個以上含まれるように倍率を適宜変更し、組織写真を撮影した。得られた組織写真から市販の画像解析ソフトを用いて、Zr化合物の重心を求め、Zr化合物の重心からZr化合物以外の組成の部分まで放射状に等間隔に8本の直線を引いた。その後、立方晶窒化硼素とZr化合物とが接している線分の数nを測定し、測定結果から、n/Nの関係を求めた。同様に、全てのZr化合物について、n/Nの関係を求め、得られた結果から、Zr化合物全体のn/Nの平均値と、n/Nの関係を満たすZr化合物の個数の割合を求めた。それらの結果を表7に示す。
発明品および比較品をISO規格CNGA120408インサート形状の切削工具に加工した。得られた切削工具について、下記の切削試験を行った。その結果を表8に示す。
[切削試験]
外周連続切削(旋削)、
被削材:インコネル718、
被削材形状:円柱φ120mm×350mm、
切削速度:300m/min、
切込み:0.2mm、
送り:0.2mm/rev、
クーラント:湿式、
評価項目:試料が欠損または最大逃げ面摩耗幅が0.2mmに至ったときを工具寿命とし、工具寿命に達するまでの切削時間を測定した。
外周連続切削(旋削)、
被削材:インコネル718、
被削材形状:円柱φ120mm×350mm、
切削速度:300m/min、
切込み:0.2mm、
送り:0.2mm/rev、
クーラント:湿式、
評価項目:試料が欠損または最大逃げ面摩耗幅が0.2mmに至ったときを工具寿命とし、工具寿命に達するまでの切削時間を測定した。

発明品の立方晶窒化硼素焼結体は比較品の立方晶窒化硼素焼結体に比べ、切削時の反応摩耗の進行が抑制されているため、耐欠損性が向上したことにより、比較品に比べて工具寿命が長くなった。
実施例1の発明品1~12の表面にPVD装置を用いて被覆処理を行った。発明品1~4の立方晶窒化硼素焼結体の表面に平均層厚3μmのTiN層を被覆したものを発明品13~16とし、発明品5~8の立方晶窒化硼素焼結体の表面に平均層厚3μmのTiAlN層を被覆したものを発明品17~20とした。発明品9~12の立方晶窒化硼素焼結体の表面に1層あたり3nmのTiAlNと、1層あたり3nmのTiAlNbWNとを交互に500層ずつ積層した交互積層を被覆したものを発明品21~24とした。発明品13~24について実施例1と同じ切削試験を行った。その結果を表9に示す。

被覆層を被覆した発明品13~24は、被覆層を被覆していない発明品1~12のいずれよりも、さらに工具寿命を長くすることができた。
本発明の立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体は、耐欠損性に優れ、特に切削工具や耐摩耗工具として用いた場合に工具寿命を延長できるので、産業上の利用可能性が高い。
[符号の説明]
1 立方晶窒化硼素
2 Zr化合物
3 Al化合物
4 Zr化合物の重心
5 Zr化合物の重心からZr化合物以外の組成の部分までの線分
1 立方晶窒化硼素
2 Zr化合物
3 Al化合物
4 Zr化合物の重心
5 Zr化合物の重心からZr化合物以外の組成の部分までの線分
Claims (9)
- 立方晶窒化硼素を50体積%以上75体積%以下と、結合相および不可避不純物を25体積%以上50体積%以下とからなる立方晶窒化硼素焼結体であって、
前記結合相は、Al化合物とZr化合物とを含み、
前記Al化合物は、Al元素と、N、OおよびBからなる群から選択される少なくとも1種の元素とを含み、
前記Zr化合物は、Zr元素と、C、N、OおよびBからなる群から選択される少なくとも1種の元素とを含み、
前記立方晶窒化硼素焼結体の研磨面において、
前記Zr化合物の重心から前記Zr化合物と前記Zr化合物以外の組成の部分との境界に達し、放射状に等間隔に引かれた複数の線分の数をN(但し、Nは8以上とする)とし、
前記線分のうち、前記Zr化合物と前記Zr化合物以外の組成の部分との境界において、前記立方晶窒化硼素と接する前記線分の数をnとしたとき、
n/Nの関係が0.25以上0.8以下を満たすZr化合物の個数が、Zr化合物の総数に対して40%以上である立方晶窒化硼素焼結体。 - 前記Zr化合物は、前記立方晶窒化硼素焼結体全体に対して1体積%以上4体積%以下である請求項1に記載の立方晶窒化硼素焼結体。
- 前記立方晶窒化硼素の平均粒径が0.2μm以上0.8μm以下である請求項1または2に記載の立方晶窒化硼素焼結体。
- 前記Zr化合物は、ZrB2とZrO2とを含み、
前記ZrO2の結晶構造が正方晶、または正方晶および立方晶の両方が混在した状態で形成されており、
X線回折における、前記ZrB2の(100)面のピーク強度をI1、前記正方晶ZrO2の(101)面のピーク強度をI2t、前記立方晶ZrO2の(111)面のピーク強度をI2cとしたとき、
I2tとI2cとの強度の合計に対するI1の強度の比[I1/(I2t+I2c)]が、
0.5以上5以下である請求項1~3のいずれか1項に記載の立方晶窒化硼素焼結体。 - 前記Al化合物は、Al2O3からなる請求項1~4のいずれか1項に記載の立方晶窒化硼素焼結体。
- 請求項1~5のいずれか1項に記載の立方晶窒化硼素焼結体の表面に被膜を形成した被覆立方晶窒化硼素焼結体。
- 前記被膜が、Ti、Zr、Hf、V、Nb、Ta、Cr、Mo、W、AlおよびSiからなる群から選択される少なくとも1種以上の元素と、C、N、OおよびBからなる群から選択される少なくとも1種以上の元素とからなる請求項6に記載の被覆立方晶窒化硼素焼結体。
- 前記被膜が、単層膜または2層以上の積層膜である請求項6または7に記載の被覆立方晶窒化硼素焼結体。
- 前記被膜全体の平均膜厚が0.5μm以上20μm以下である請求項6~8のいずれか1項に記載の被覆立方晶窒化硼素焼結体。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP15856133.2A EP3214059B1 (en) | 2014-10-29 | 2015-10-29 | Cubic boron nitride sintered body, and coated cubic boron nitride sintered body |
| US15/518,623 US10532950B2 (en) | 2014-10-29 | 2015-10-29 | Cubic boron nitride sintered body and coated cubic boron nitride sintered body |
| JP2016550650A JP6048629B2 (ja) | 2014-10-29 | 2015-10-29 | 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体 |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014220154 | 2014-10-29 | ||
| JP2014-220154 | 2014-10-29 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2016068222A1 true WO2016068222A1 (ja) | 2016-05-06 |
Family
ID=55857557
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2015/080487 WO2016068222A1 (ja) | 2014-10-29 | 2015-10-29 | 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体 |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US10532950B2 (ja) |
| EP (1) | EP3214059B1 (ja) |
| JP (1) | JP6048629B2 (ja) |
| WO (1) | WO2016068222A1 (ja) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018216270A1 (ja) * | 2017-05-26 | 2018-11-29 | 住友電気工業株式会社 | 焼結体およびその製造方法 |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109020556B (zh) * | 2018-06-19 | 2021-09-17 | 杭州格蓝丰纳米科技有限公司 | 一种基于混合烧结的氮化硼绝缘散热膜的制备方法 |
| CN109627013B (zh) * | 2018-12-30 | 2021-06-11 | 南方科技大学 | 纳米/亚微米结构B13N2-cBN超硬复合材料及其制备方法和刀具 |
| TW202130604A (zh) | 2020-01-31 | 2021-08-16 | 美商戴蒙創新公司 | 由不含鈦基神經醯胺之立方氮化硼所形成之複合物及其製造方法 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011189421A (ja) * | 2010-03-12 | 2011-09-29 | Sumitomo Electric Hardmetal Corp | 立方晶窒化硼素焼結体工具 |
| WO2012029440A1 (ja) * | 2010-09-01 | 2012-03-08 | 住友電工ハードメタル株式会社 | 立方晶窒化硼素焼結体工具 |
| WO2012057183A1 (ja) * | 2010-10-27 | 2012-05-03 | 住友電工ハードメタル株式会社 | 立方晶窒化硼素焼結体及び立方晶窒化硼素焼結体工具 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US7811683B2 (en) | 2006-09-27 | 2010-10-12 | Kyocera Corporation | Cutting tool |
| US20100313489A1 (en) | 2007-01-15 | 2010-12-16 | Minori Teramoto | cBN SINTERED BODY AND TOOL MADE OF cBN SINTERED BODY |
| IN2012DN03421A (ja) * | 2009-11-11 | 2015-10-23 | Tungaloy Corp | |
| US9346716B2 (en) * | 2010-03-12 | 2016-05-24 | Sumitomo Electric Hardmetal Corp. | Tool made of cubic boron nitride sintered body |
| KR101848941B1 (ko) * | 2010-10-27 | 2018-04-13 | 스미또모 덴꼬오 하드메탈 가부시끼가이샤 | 입방정 질화붕소 소결체 및 입방정 질화붕소 소결체 공구 |
-
2015
- 2015-10-29 EP EP15856133.2A patent/EP3214059B1/en active Active
- 2015-10-29 WO PCT/JP2015/080487 patent/WO2016068222A1/ja active Application Filing
- 2015-10-29 US US15/518,623 patent/US10532950B2/en active Active
- 2015-10-29 JP JP2016550650A patent/JP6048629B2/ja active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2011189421A (ja) * | 2010-03-12 | 2011-09-29 | Sumitomo Electric Hardmetal Corp | 立方晶窒化硼素焼結体工具 |
| WO2012029440A1 (ja) * | 2010-09-01 | 2012-03-08 | 住友電工ハードメタル株式会社 | 立方晶窒化硼素焼結体工具 |
| WO2012057183A1 (ja) * | 2010-10-27 | 2012-05-03 | 住友電工ハードメタル株式会社 | 立方晶窒化硼素焼結体及び立方晶窒化硼素焼結体工具 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP3214059A4 * |
Cited By (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018216270A1 (ja) * | 2017-05-26 | 2018-11-29 | 住友電気工業株式会社 | 焼結体およびその製造方法 |
| CN110662729A (zh) * | 2017-05-26 | 2020-01-07 | 住友电气工业株式会社 | 烧结体及其制造方法 |
| JPWO2018216270A1 (ja) * | 2017-05-26 | 2020-05-21 | 住友電気工業株式会社 | 焼結体およびその製造方法 |
| EP3632878A4 (en) * | 2017-05-26 | 2021-02-24 | Sumitomo Electric Industries, Ltd. | Sintered body and its production process |
| US11192826B2 (en) | 2017-05-26 | 2021-12-07 | Sumitomo Electric Industries, Ltd. | Sintered material and method of producing same |
| JP7167914B2 (ja) | 2017-05-26 | 2022-11-09 | 住友電気工業株式会社 | 焼結体およびその製造方法 |
| JP7452589B2 (ja) | 2017-05-26 | 2024-03-19 | 住友電気工業株式会社 | 焼結体 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP3214059A1 (en) | 2017-09-06 |
| JP6048629B2 (ja) | 2016-12-21 |
| EP3214059A4 (en) | 2018-06-20 |
| US20170233296A1 (en) | 2017-08-17 |
| JPWO2016068222A1 (ja) | 2017-04-27 |
| EP3214059B1 (en) | 2020-07-29 |
| US10532950B2 (en) | 2020-01-14 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6032387B1 (ja) | 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体 | |
| JP5614460B2 (ja) | cBN焼結体工具および被覆cBN焼結体工具 | |
| JP6637664B2 (ja) | 立方晶窒化硼素焼結体切削工具 | |
| EP3156384B1 (en) | Sintered body and cutting tool | |
| JP6032375B2 (ja) | 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体 | |
| WO2013172095A1 (ja) | 立方晶窒化ほう素基焼結体製切削工具 | |
| WO2011059020A1 (ja) | 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体並びにそれらの製造方法 | |
| WO2014175419A1 (ja) | 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体 | |
| EP3162780B1 (en) | Sintered body and cutting tool including the same | |
| JP6048629B2 (ja) | 立方晶窒化硼素焼結体および被覆立方晶窒化硼素焼結体 | |
| EP3447166B1 (en) | Coated cutting tool | |
| CN109906212B (zh) | 烧结体以及包含该烧结体的切削工具 | |
| JP6206695B1 (ja) | 工具 | |
| WO2014126178A1 (ja) | 切削工具 | |
| US11111182B2 (en) | Ceramic sintered body | |
| JP2014233767A (ja) | 耐欠損性にすぐれた立方晶窒化硼素焼結体切削工具 | |
| JP7336062B2 (ja) | 立方晶窒化硼素焼結体及び被覆立方晶窒化硼素焼結体 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 15856133 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2016550650 Country of ref document: JP Kind code of ref document: A |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2015856133 Country of ref document: EP |