WO2015072018A1 - 整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 - Google Patents
整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 Download PDFInfo
- Publication number
- WO2015072018A1 WO2015072018A1 PCT/JP2013/080922 JP2013080922W WO2015072018A1 WO 2015072018 A1 WO2015072018 A1 WO 2015072018A1 JP 2013080922 W JP2013080922 W JP 2013080922W WO 2015072018 A1 WO2015072018 A1 WO 2015072018A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- stator core
- rotor
- steel sheet
- commutator motor
- core
- Prior art date
Links
Images




Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K15/00—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines
- H02K15/02—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies
- H02K15/022—Methods or apparatus specially adapted for manufacturing, assembling, maintaining or repairing of dynamo-electric machines of stator or rotor bodies with salient poles or claw-shaped poles
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K23/00—DC commutator motors or generators having mechanical commutator; Universal AC/DC commutator motors
- H02K23/02—DC commutator motors or generators having mechanical commutator; Universal AC/DC commutator motors characterised by arrangement for exciting
- H02K23/08—DC commutator motors or generators having mechanical commutator; Universal AC/DC commutator motors characterised by arrangement for exciting having series connection of excitation windings
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02K—DYNAMO-ELECTRIC MACHINES
- H02K23/00—DC commutator motors or generators having mechanical commutator; Universal AC/DC commutator motors
- H02K23/40—DC commutator motors or generators having mechanical commutator; Universal AC/DC commutator motors characterised by the arrangement of the magnet circuits
- H02K23/405—Machines with a special form of the pole shoes
Definitions
- the present invention relates to a commutator motor, an electric blower, a vacuum cleaner, and a commutator motor manufacturing method.
- An electric blower in which a blower unit and a motor are integrated is known.
- the electric blower is mounted on a vacuum cleaner or the like.
- an electric blower is used at a high speed of 30000-45000 revolutions per minute. Therefore, an electric blower uses a commutator motor including a stator having two magnetic poles and field windings, and a rotor inside the stator and having armature windings and commutators.
- the stator core has a substantially square frame shape, and includes a substantially crescent-shaped magnetic pole projecting inward from each of two sides facing each other by 180 °.
- the magnetic flux flows from the surface of the rotor core across the gap between the opposing surfaces of the stator core and the rotor core, enters the tip of one magnetic pole, splits into two hands at the back of the magnetic pole, merges through the yoke to the back of the other magnetic pole,
- the rotor core enters from the tip of the magnetic pole across the gap between the opposing surfaces of the stator core and the rotor core, crosses the rotor core in the direction connecting the two magnetic poles, returns to the initial position, and goes around.
- the yokes are the two sides of the stator core without the magnetic poles.
- the magnetic flux gradually changes its direction while drawing an arc. That is, in the conventional stator core, the direction of the magnetic flux varies depending on the location in the stator core. Therefore, as a material for the stator core, a non-oriented electrical steel sheet whose magnetic properties do not have directionality is usually used. That is, the stator core is formed by laminating and fixing the non-oriented electrical steel sheets punched out by pressing in the axial direction of the motor.
- the rolling direction of the grain-oriented electrical steel sheet having magnetic properties is called the easy magnetization direction, and the magnetic characteristics are superior to the non-oriented electrical steel sheet.
- the direction perpendicular to the rolling direction of the grain-oriented electrical steel sheet is inferior in magnetic properties to the non-oriented electrical steel sheet.
- a directional electrical steel sheet is used for a conventional stator core, the efficiency of the magnetic circuit is increased in a part where the direction of magnetic flux and the easy magnetization direction are compared with the case where a non-oriented electrical steel sheet is used, but the part where they do not match Then the efficiency of the magnetic circuit decreases. As a result, the total efficiency of the magnetic circuit decreases and the motor efficiency decreases. Therefore, it has been difficult to adopt a grain-oriented electrical steel sheet for a conventional stator core.
- Patent Document 1 discloses a technique in which a stator core is configured by combining a plurality of blocks made of laminated grain-oriented electrical steel sheets, and the direction of magnetic flux and the direction of easy magnetization are substantially matched for each block.
- Patent Document 1 has the following problems. At the base part of the magnetic pole of the stator core and the corner part of the frame shape, the magnetic flux gradually changes its direction while drawing an arc. In these portions, the direction of the magnetic flux and the direction of easy magnetization do not match sufficiently. For this reason, the technique of Patent Document 1 cannot sufficiently improve the efficiency of the magnetic circuit. Further, on the joint surface of the block, that is, the split surface of the stator core, distortion due to the stamping of the grain-oriented electrical steel sheet in the press exists in the regions on both sides with the split surface as a boundary, and the magnetic characteristics deteriorate in that region. In the technique of Patent Document 1, the split surfaces of the stator core exist at the base portion of the magnetic pole and the corner portion of the frame shape.
- the present invention has been made to solve the above-described problems, and a commutator motor and an electric motor capable of sufficiently improving the efficiency of a magnetic circuit of a commutator motor having a stator core using a directional electromagnetic steel sheet. It aims at providing a blower, a vacuum cleaner, and a commutator motor manufacturing method.
- a commutator motor of the present invention includes a stator having a stator core and a field winding, and a rotor having an armature winding and disposed inside the stator, and the stator core has a longitudinal direction as an easy magnetization direction. It is formed by laminating belt-shaped grain-oriented electrical steel sheets, and the normal line of the surface of the grain-oriented electrical steel sheet is perpendicular to the rotation axis of the rotor.
- FIG. 1 It is a longitudinal cross-sectional view which shows the electric blower of Embodiment 1 of this invention. It is sectional drawing which looked at the principal part of the commutator motor of Embodiment 1 of this invention from the blower part side of the rotating shaft direction of the rotor. It is the figure which extracted only the stator core from FIG. It is an example of the magnetic flux diagram of the commutator motor of Embodiment 1 of this invention calculated
- FIG. 1 is a longitudinal sectional view showing an electric blower according to Embodiment 1 of the present invention.
- the electric blower 1 of the first embodiment includes a blower unit 2 that generates suction force and a commutator motor 3 that drives the blower unit 2.
- the electric blower 1 can be applied to a vacuum cleaner, for example.
- the blower unit 2 includes a fan 4 having a plurality of blades and a fan guide 5 that covers the fan 4.
- the fan guide 5 guides the air flowing along with the rotation of the fan 4 to the inside of the commutator motor 3. This flowing air is discharged from an opening (not shown) provided in the frame 6 while cooling the commutator motor 3 that generates heat during operation.
- the commutator motor 3 includes a stator 7 fixed inside a cup-shaped or cylindrical frame 6 and a rotor 8 disposed facing the inside of the stator 7 with a gap 20 therebetween.
- the stator 7 serves as a field.
- the rotor 8 is rotatably supported and serves as an armature. A part of the commutator motor 3 that does not fit inside the frame 6 protrudes outward from an opening or notch formed in the frame 6.
- the stator 7 includes a stator core 9 formed by laminating and fixing a plurality of directional electromagnetic steel sheets, and a field winding 10 wound around the stator core 9 via an insulating member 24. A magnetic field is generated inside the stator 7 by passing a current through the field winding 10.
- the rotor 8 is separated from the rotor core 12 by a shaft 11 disposed in the center, an annular rotor core 12 fixed around the shaft 11, an armature winding 17 wound around the rotor core 12 via an insulating member 22, and the rotor core 12. And a commutator 13 fixed around the shaft 11 at a certain position.
- the rotor core 12 is formed by laminating and fixing a plurality of electromagnetic steel plates.
- the shaft 11 is supported by the frame 6 via bearings 14 and 15. Thereby, the rotor 8 is freely rotatable with respect to the frame 6.
- One bearing 14 located on the blower unit 2 side is accommodated in a bracket 21 provided so as to cross-link across the opening of the frame 6.
- the other bearing 15 located on the side opposite to the blower unit 2 side is housed in the bottom of the frame 6.
- the fan 4 is fixed to the end portion 16 of the shaft 11 on the blower portion 2 side. As the rotor 8 rotates, the fan 4 is driven to rotate.
- the starting end or end of winding of the plurality of coils constituting the armature winding 17 and the terminal or end of winding end are electrically connected to the segment 18 of the commutator 13 by a method such as fusing or heat caulking.
- the pair of brushes 19 are held by the frame 6, pressed against the commutator 13 by a spring, and slidably contact the commutator 13.
- the brush 19 is connected to a power source (not shown) and supplies a current, that is, an armature current to the armature winding 17 via the commutator 13.
- the field winding 10 is connected in series with the armature winding 17 and supplies current to the field winding 10 from the same power source. Rotational torque is generated in the rotor 8 by the magnetic field generated by the stator 7 and the armature current. In order to make the rotation direction of the rotor 8 constant, the armature winding 17 and the segment 18 are connected so that the coil through which the armature current flows is switched in accordance with the phase of the rotor 8.
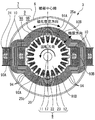
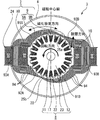
- FIG. 2 is a cross-sectional view of the main part of the commutator motor 3 according to the first embodiment as viewed from the blower part 2 side in the rotation axis direction of the rotor 8.
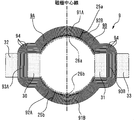
- FIG. 3 is a diagram in which only the stator core 9 is extracted from FIG.
- the rotation direction of the rotor 8 can be set by a combination of the connection between the armature winding 17 and the segment 18.
- the rotation direction of the rotor 8 is determined from the direction of the blades of the blower unit 2. In the first embodiment, it is assumed that the rotation direction of the rotor 8 is counterclockwise, that is, counterclockwise in FIG.
- the stator core 9 has an annular shape when viewed from the direction of the rotation axis of the rotor 8.
- the stator core 9 is divided into a first stator core 9A and a second stator core 9B, with two core division surfaces 25a and 25b as a boundary.
- the first stator core 9A and the second stator core 9B are substantially C-shaped.
- the core dividing surfaces 25 a and 25 b are located at positions shifted rearward in the rotational direction of the rotor 8 with respect to the magnetic pole center line of the stator core 9.
- the core split surfaces 25a and 25b are in the vicinity of the direction perpendicular to the electrical neutral axis during the rated operation of the commutator motor 3.
- the first stator core 9A includes a magnetic pole portion 91A located on the core dividing surface 25a side, a magnetic pole portion 92A located on the core dividing surface 25b side, and a winding mounting portion 93A located between the magnetic pole portions 91A and 92A.
- the second stator core 9B includes a magnetic pole portion 91B located on the core dividing surface 25b side, a magnetic pole portion 92B located on the core dividing surface 25a side, and a winding mounting portion 93B located between the magnetic pole portions 91B and 92B.
- the magnetic pole portions 91 ⁇ / b> A, 92 ⁇ / b> A, 91 ⁇ / b> B, 92 ⁇ / b> B have an arc shape centered on the rotation axis of the rotor 8.
- the field winding 10 is wound around the winding mounting portion 93A of the first stator core 9A and the winding mounting portion 93B of the second stator core 9B via the insulating member 24.
- the armature winding 17 wound around the rotor core 12 via the insulating member 22 is prevented from coming off by a wedge 23.
- the magnetic pole portion 91A of the first stator core 9A and the magnetic pole portion 92B of the second stator core 9B form one magnetic pole 26a of the stator core 9.
- the magnetic pole portion 92A of the first stator core 9A and the magnetic pole portion 91B of the second stator core 9B form the other magnetic pole 26b of the stator core 9.
- the inner peripheral sides of the magnetic poles 26a and 26b face the rotor 8 with a predetermined gap 20 therebetween.
- the first stator core 9A and the second stator core 9B have a shape bulging outward at a position substantially perpendicular to the magnetic pole center line. Due to the swollen shape, winding mounting portions 93A and 93B around which the field winding 10 is wound are formed. The winding mounting portions 93A and 93B are located farther from the rotating shaft of the rotor 8 than the magnetic pole portions 91A, 92A, 91B, and 92B. A region 30 is formed between the winding mounting portion 93 ⁇ / b> A and the outer periphery of the rotor 8, and a region 31 is formed between the winding mounting portion 93 ⁇ / b> B and the outer periphery of the rotor 8.
- the field winding 10 is mounted by a toroidal winding around the winding mounting portion 93A using the region 30 and the region 32 on the opposite side of the region 30 across the winding mounting portion 93A.
- the field winding 10 is mounted by a toroidal winding around the winding mounting portion 93B using the region 31 and the region 33 on the opposite side of the region 31 across the winding mounting portion 93B. .
- the winding direction of the field winding 10 is indicated by a dot mark and a cross mark in FIG.
- the dot mark indicates the current flow from the back of the paper to the front
- the cross mark indicates the current flow from the front of the paper to the back.
- the winding direction of the field winding 10 may be a combination of directions opposite to those in the example of FIG.
- the field winding 10 may be wound around the region 30 from the region 30 to the region 31 while avoiding interference with the rotor 8, and the region 31 on the opposite side of the rotor 8 in the rotation axis direction. There is also a method of avoiding interference with the rotor 8 and returning to the area 30 by detouring and repeating this by a predetermined number of turns.
- This method has an advantage that it is not necessary to use the regions 32 and 33 as compared with the toroidal winding. On the other hand, this method has a demerit that it is difficult to arrange windings and that the winding length is long due to the detour shape of the coil end to avoid interference with the rotor 8. For this reason, toroidal winding is usually a better choice.
- the magnetic flux generated by the field winding 10 is in a direction along the magnetic pole center line between the magnetic poles 26a and 26b.
- the electrical neutral axis is an axis perpendicular to the direction of the combined magnetic flux of the magnetic flux generated by the field winding 10 and the magnetic flux generated by the armature winding 17.
- the direction perpendicular to the electrical neutral axis is shifted backward in the rotational direction of the rotor 8 with respect to the magnetic pole center line. Accordingly, the angle between the positions of the two core dividing surfaces 25a and 25b and the magnetic pole center line is set by the balance of magnetic flux generated by the field winding 10 and the armature winding 17, respectively. Specifically, it may be determined using the result of electromagnetic field analysis or prototype evaluation.
- the stator core 9 is configured by laminating and fixing a plurality of bent directional electromagnetic steel sheets 94.
- the longitudinal direction of the band-shaped grain-oriented electrical steel sheet 94 is the easy magnetization direction.
- the normal line of the surface of each directional electromagnetic steel sheet 94 to be laminated is perpendicular to the rotation axis of the rotor 8. That is, the direction in which the directional electromagnetic steel sheets 94 are stacked is substantially perpendicular to the longitudinal direction of the magnetic path of the stator core 9 when viewed from the rotational axis direction of the rotor 8.
- the easy magnetization direction of the grain-oriented electrical steel sheet 94 is a direction along the magnetic path.
- the thickness of the laminated directional electromagnetic steel sheets 94 corresponds to the magnetic path width (width of the magnetic pole and yoke) of the stator core 9 when viewed from the direction of the rotation axis of the rotor 8. Further, the width of the belt-shaped directional electromagnetic steel sheet 94, that is, the length in the short side direction, corresponds to the length of the stator core 9 in the direction of the rotation axis of the rotor 8.
- Each of the plurality of strip-shaped directional electromagnetic steel plates 94 constituting the first stator core 9A is continuous from the magnetic pole portion 91A to the magnetic pole portion 92A via the winding mounting portion 93A.
- each of the plurality of strip-shaped directional electromagnetic steel plates 94 constituting the second stator core 9B is continuous from the magnetic pole portion 91B to the magnetic pole portion 92B via the winding mounting portion 93B.
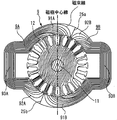
- FIG. 4 is an example of a magnetic flux diagram of the commutator motor 3 according to the first embodiment obtained by electromagnetic field analysis.
- the magnetic flux lines of the stator core 9 are along the longitudinal direction of the directional electromagnetic steel sheet 94, that is, the easy magnetization direction, except for the vicinity of the core dividing surfaces 25a and 25b.
- the direction and direction of the magnetic flux is substantially the same.
- the grain-oriented electrical steel sheet 94 has excellent magnetic properties in the easy magnetization direction, but is inferior in the perpendicular magnetic properties. According to the commutator motor 3 of the first embodiment, the degree of coincidence between the direction of the magnetic flux of the stator core 9 and the direction of easy magnetization of the directional electromagnetic steel sheet 94 is increased without increasing the number of divisions of the stator core 9. be able to. Therefore, in the stator core 9, only the better magnetic properties of the grain-oriented electrical steel sheet 94 can be mainly utilized, so that the efficiency of the magnetic circuit can be improved. As a result, the efficiency of the commutator motor 3 and the electric blower 1 can be improved.
- the core split surfaces 25a and 25b of the stator core 9 are located behind the magnetic pole center line in the rotational direction of the rotor 8 when viewed from the rotational axis direction of the rotor 8.
- the following effects can be obtained by being in the vicinity of the direction perpendicular to the electrical neutral axis.
- the magnetic flux lines are divided into two circuits, a circuit that circulates on the left side and a circuit that circulates on the right side across a straight line connecting the core split surfaces 25a and 25b in the vicinity of the direction perpendicular to the electrical neutral axis. Divided into For this reason, the magnetic flux does not cross the core dividing surfaces 25a and 25b. Therefore, in this Embodiment 1, since the influence of the efficiency fall by magnetic flux crossing the division
- the magnetic flux density is low in the vicinity of the core dividing surfaces 25a and 25b, even if the core dividing surfaces 25a and 25b are slightly deviated from the direction perpendicular to the electrical neutral axis, the influence is small. That is, the same effect as described above can be obtained even if the core split surfaces 25a and 25b are slightly deviated from the direction perpendicular to the electrical neutral axis. Therefore, the above effect can be achieved even if the electrical neutral axis is slightly deviated due to a change in the balance of magnetic flux due to a change in load during operation of the commutator motor 3.
- the first stator core 9A and the second stator core 9B are welded to the core dividing surfaces 25a and 25b after the field winding 10 is mounted. You may join using methods, such as adhesion
- the magnetic flux lines rotate relative to the rotor core 12 as the rotor 8 rotates.
- FIG. 5 is a schematic diagram showing a flyer winding machine that is an example of an automatic machine that performs aligned winding of the field winding 10.
- the flyer winding machine shown in FIG. 5 includes a core fixing jig 27 for fixing the first stator core 9A or the second stator core 9B, and a flyer arm 28 having a nozzle 29 for guiding the wire 34 at the tip.
- the core fixing jig 27 fixes the first stator core 9A or the second stator core 9B so that the rotation axis of the flyer arm 28 and the central axis of the winding mounting portion 93A or 93B coincide.
- the wire 34 is fed out from the nozzle 29 through the flyer arm 28.
- the flyer arm 28 moves in the direction of its rotation axis while rotating.
- the field winding 10 can be formed by winding the wire 34 around the winding mounting portion 93A of the first stator core 9A or the winding mounting portion 93B of the second stator core 9B. it can.
- the position where the wire 34 is placed is controlled by controlling the rotation of the flyer arm 28 and the movement in the direction of the rotation axis in synchronization.
- the wire 34 normally uses a copper wire or an aluminum wire having a diameter of 2 mm or less, its rigidity is small.
- the bending history remains on the wire 34 due to the deformation history until the nozzle 29 is inserted.
- the wire 34 coming out from the outlet of the nozzle 29 may not be straight, the position where the wire 34 is placed may be shifted from the target position, and the aligned windings may be disturbed. In order to suppress this phenomenon, the closer the nozzle 29 is to the surface on which the wire 34 is placed, the better.
- the aligned winding that the left and right spaces of the field winding 10 are opened and the nozzle 29 can be brought closer.
- the nozzle 29 can be brought close to the winding mounting portion 93A or 93B.
- Ten aligned windings can be easily and accurately performed. The situation is the same in the case where a so-called spindle winding method is adopted in which the nozzle 29 is fixed and the first stator core 9A or the second stator core 9B is rotated. Is obtained.
- Embodiment 2 the second embodiment of the present invention will be described with reference to FIG. 6 to FIG. 8.
- the description will focus on the differences from the first embodiment described above, and the same or corresponding parts will be denoted by the same reference numerals. The description is omitted.
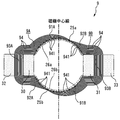
- FIG. 6 is a cross-sectional view of the main part of the commutator motor 3 according to the second embodiment as viewed from the blower part 2 side in the rotation axis direction of the rotor 8.
- FIG. 7 shows only the stator core 9 extracted from FIG. As shown in FIGS. 6 and 7, in the second embodiment, in the magnetic pole portions 91 ⁇ / b> A, 92 ⁇ / b> A, 91 ⁇ / b> B, and 92 ⁇ / b> B of the stator core 9, The number of layers gradually decreases.
- the end portions 941 of the plurality of layers of the directional electromagnetic steel sheet 94 face the rotor 8. That is, the end portion 941 of each layer of the laminated grain-oriented electrical steel sheets 94 forms a surface facing the rotor 8, that is, the inner peripheral surface of the stator core 9.
- the distance between the end portion 941 of the grain-oriented electrical steel sheet 94 and the core dividing surfaces 25a and 25b increases as the layer becomes closer to the magnetic pole portions 91A, 92A, 91B, and 92B. The closer to the core dividing surfaces 25a, 25b, the smaller the magnetic path width of the stator core 9 becomes.
- the configuration as described above makes the intervals between the magnetic flux lines more uniform, and the magnetic flux density in each directional electromagnetic steel sheet 94 becomes more uniform.
- the degree of coincidence with the easy magnetization direction of the grain-oriented electrical steel sheet 94 can be further increased as compared with the first embodiment.
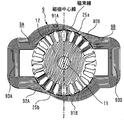
- FIG. 8 is an example of a magnetic flux diagram of the commutator motor 3 of the second embodiment obtained by electromagnetic field analysis.
- the magnetic flux lines are divided into two circuits, a circuit that circulates on the left side and a circuit that circulates on the right side across a straight line connecting the core dividing surfaces 25a and 25b in the vicinity of the direction perpendicular to the electrical neutral axis.
- Divided into Magnetic flux lines from the rotor core 12 to the stator core 9 near the core dividing surface 25a cross from the stator core 9 to the rotor core 12 near the core dividing surface 25b.
- the magnetic flux lines extending from the rotor core 12 to the stator core 9 at a location far from the core dividing surface 25a pass from the stator core 9 to the rotor core 12 at a location far from the core dividing surface 25b. Accordingly, the number of magnetic flux lines in the magnetic poles 26a and 26b is small near the core dividing surfaces 25a and 25b, and gradually increases as the distance from the core dividing surfaces 25a and 25b increases. In the second embodiment, the closer to the core dividing surfaces 25a and 25b, the smaller the magnetic path width, so that the intervals between the magnetic flux lines become more uniform and the magnetic flux density becomes more uniform.
- the laminated end portions 941 are used as surfaces facing the rotor 8, that is, the inner peripheral surfaces of the stator core 9, and the directional electromagnetic steel sheets 94 are closer to the core dividing surfaces 25 a and 25 b.
- the efficiency of the magnetic circuit can be further improved as compared with the first embodiment.
- the efficiency of the commutator motor 3 and the electric blower 1 can be further improved.
- the amount of the directional electromagnetic steel sheet 94 used can be reduced compared to the first embodiment, and the commutator motor 3 and the electric blower 1 can be reduced in weight.
- Embodiment 3 the third embodiment of the present invention will be described with reference to FIGS. 9 and 10.
- the third embodiment will be described mainly with respect to the differences from the above-described embodiments, and the same or corresponding parts will be denoted by the same reference numerals. The description is omitted.
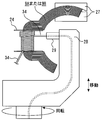
- FIG. 9 is a schematic diagram showing an example of the cutting process of the commutator motor manufacturing method according to the third embodiment of the present invention.
- FIG. 10 is a schematic diagram illustrating an example of a bending process of the commutator motor manufacturing method according to the third embodiment of the present invention.
- the commutator motor manufacturing method of the third embodiment is a method of manufacturing the commutator motor 3 of the present invention.
- the commutator motor manufacturing method according to the third embodiment is characterized by the process of manufacturing the stator core 9.
- the process of manufacturing the stator core 9 includes a cutting process, a bending process, and a lamination fixing process of the grain-oriented electrical steel sheet 94.
- the grain-oriented electrical steel sheet 94 is cut into a rectangular strip having a predetermined length L and width W.
- the longitudinal direction of the grain-oriented electrical steel sheet 94 that is, the direction of the length L is the easy magnetization direction.
- the length L of the directional electromagnetic steel sheets 94 of each layer stacked in the first stator core 9A or the second stator core 9B corresponds to the magnetic path length of each layer and is different.
- the width W of the directional electromagnetic steel sheet 94 that is, the length in the short side direction, corresponds to the length of the stator core 9 in the direction of the rotation axis of the rotor 8. For this reason, the width W of the directional electrical steel sheet 94 of each layer is equal.
- the apparatus 100 used in the cutting process includes an uncoiler 102 that feeds the directional electromagnetic steel plate 94 from the coil material 101, a roll feeder 103 that feeds the directional electromagnetic steel plate 94 fed from the uncoiler 102 with a pair of rollers, and a roll feeder 103. And a discharge mechanism 105 for discharging the directional electromagnetic steel sheet 94 cut by the blade 104.
- the cutting method may be any method such as shearing or pressing.
- the length L of the grain-oriented electrical steel sheet 94 varies depending on the position in the stacking direction of the first stator core 9A or the second stator core 9B. For this reason, in the cutting process, it is necessary to change the length L of the grain-oriented electrical steel sheet 94 for each sheet.
- the apparatus 100 has a servo mechanism that controls the relative position of the blade 104 with respect to the longitudinal direction of the grain-oriented electrical steel sheet 94. That is, the apparatus 100 has a servo mechanism that controls the feed amount of the directional electromagnetic steel sheet 94 according to the roll rotation angle of the roll feeder 103 and the timing to lower the blade 104.
- the length L of the directional electromagnetic steel sheet 94 can be controlled. According to the cutting process using such an apparatus 100, the grain-oriented electrical steel sheets 94 having different lengths L for each sheet can be manufactured with high productivity.
- the configuration of the servo mechanism that controls the relative position of the blade 104 with respect to the longitudinal direction of the grain-oriented electrical steel sheet 94 is not limited to the configuration of the third embodiment. Instead of the configuration of the third embodiment, the cutter 104 may be moved in the longitudinal direction of the directional electromagnetic steel plate 94.
- the bending process is a process in which the grain-oriented electrical steel sheet 94 cut in the cutting process is bent at a predetermined bending position and bending radius.
- roll bending is suitable.
- roll bending is performed by an apparatus 110 that includes a roll feeder 112 that feeds a directional electromagnetic steel sheet 94 between a pair of rollers and a plurality of bending rollers 113.
- the bending position and bending radius of the grain-oriented electrical steel sheet 94 vary depending on the position in the stacking direction of the first stator core 9A or the second stator core 9B.
- the apparatus 110 has a servo mechanism that controls the relative position of the bending roller 113 with respect to the grain-oriented electrical steel sheet 94. That is, the apparatus 110 sends the feed amount of the directional electromagnetic steel sheet 94 according to the roll rotation angle of the roll feeder 112 and the movement amount by which the bending roller 113 is moved in the vertical direction in FIG. It has a servo mechanism to control.
- the bending position and the bending radius of the directional electromagnetic steel sheet 94 can be controlled. According to the bending process using such an apparatus 110, the grain-oriented electrical steel sheet 94 having different bending positions and bending radii can be manufactured with high productivity for each sheet.
- the configuration of the servo mechanism that controls the relative position of the bending roller 113 with respect to the grain-oriented electrical steel sheet 94 is not limited to the configuration of the third embodiment.
- the roll of the roll feeder 112 may be moved in the vertical direction in FIG.
- a bending method other than roll bending for example, there is a press die bending using a die and a punch, but in order to change the bending position and the bending radius, it is necessary to prepare a plurality of types of dies, which is expensive. Therefore, it is not suitable.
- the lamination fixing step the plurality of grain-oriented electrical steel sheets 94 formed through the cutting step and the bending step are fixed in a stacked state.
- a fixing method there are methods such as welding and adhesion.
- the stator core 9 can be manufactured at low cost and at high speed.
- a known method can be applied except for the process of manufacturing the stator core 9.
- Embodiment 4 FIG. Next, the fourth embodiment of the present invention will be described with reference to FIG. 11. The description will focus on the differences from the above-described embodiment, and the same or corresponding parts will be described with the same reference numerals. Omitted.
- FIG. 11 is a sectional view showing the electric vacuum cleaner according to the fourth embodiment of the present invention.
- the electric vacuum cleaner 40 according to the fourth embodiment includes a cleaner main body 41 on which the electric blower 1 of the present invention is mounted, an inlet 42 for sucking outside air into the cleaner main body 41, and A dust collecting part 43 that collects dust in the air sucked into the cleaner body 41 and a discharge port 44 that discharges the sucked air sucked into the cleaner body 41 to the outside of the cleaner body 41.
- the electric blower 1 generates an air flow that sucks outside air from the suction port 42 and discharges it from the discharge port 44.
- the air sucked from the suction port 42 is discharged to the outside of the cleaner body 41 through the dust collection unit 43, the electric blower 1, and the discharge port 44.
- the efficiency of the electric vacuum cleaner 40 can be improved by incorporating the electric blower 1 into the electric vacuum cleaner 40.
- the product incorporating the electric blower 1 of this invention is not limited to the vacuum cleaner 40, For example, a hand dryer etc. It can also be incorporated into other products.
- the use of the commutator motor 3 of the present invention is not limited to the electric blower 1 and the electric vacuum cleaner 40, and can be applied to, for example, an electric tool, a mixer, a coffee mill, and the like.
Landscapes
- Engineering & Computer Science (AREA)
- Power Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Manufacture Of Motors, Generators (AREA)
- Iron Core Of Rotating Electric Machines (AREA)
- Dc Machiner (AREA)
Abstract
本発明は、方向性電磁鋼板を用いたステータコアを有する整流子モータの磁気回路の効率を十分に向上することのできる整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法を提供することを目的とする。 本発明の整流子モータ3は、ステータコア9および界磁巻線10を有するステータ7と、電機子巻線17を有し、ステータ7の内側に配置されたロータ9と、を備え、ステータコア9は、長手方向を磁化容易方向とする帯状の方向性電磁鋼板94を積層することで形成され、方向性電磁鋼板94の面の法線は、ロータ8の回転軸に対し垂直である。
Description
本発明は、整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法に関する。
ブロワ部とモータが一体となった電動送風機が知られている。電動送風機は、電気掃除機等に搭載される。一般に、電動送風機は、毎分30000~45000回転という高速回転で使用される。そのため、電動送風機では、2つの磁極および界磁巻線を備えるステータと、ステータの内側にあって電機子巻線および整流子を備えるロータとで構成される整流子モータが使われている。
従来の電動送風機では、ステータコアは、外形が略正方形の額縁形状であり、180°対向する2辺のそれぞれから内側に突出する略三日月形状の磁極を備える。磁束の流れは、ロータコアの表面からステータコアとロータコアの対向面の空隙を渡って一方の磁極の先端に入り、磁極背面で2手に分かれ、ヨークを通って他方の磁極背面に至って合流し、他方の磁極の先端からステータコアとロータコアの対向面の空隙を渡ってロータコアに入り、2つの磁極同士を結ぶ方向にロータコアを横断して最初の位置に戻って一回りとなる。なお、ヨークとは、ステータコアの磁極の無い方の2辺である。磁極の根元部分および額縁形状のコーナ部分では、磁束は弧を描きながら徐々に向きを変える。つまり、従来のステータコアでは、磁束の向きはステータコア内の場所ごとで変わる。そのため、ステータコアの材料としては、通常、磁気特性が方向性を持たない無方向性電磁鋼板が用いられる。すなわち、プレスで打ち抜いた無方向性電磁鋼板をモータの軸方向に積層固着することによりステータコアが形成される。磁気特性が方向性を持つ方向性電磁鋼板の圧延方向は、磁化容易方向と呼ばれ、磁気特性が無方向性電磁鋼板より優れる。その一方で、方向性電磁鋼板の圧延方向に対し直角の方向は、磁気特性が無方向性電磁鋼板より劣る。従来のステータコアに方向性電磁鋼板を用いた場合、無方向性電磁鋼板を用いる場合に比べ、磁束の方向と磁化容易方向とが一致する部位では磁気回路の効率が上がるものの、それらが一致しない部位では磁気回路の効率が下がる。その結果、トータルでは磁気回路の効率が下がってモータ効率が低下する。そのため、従来のステータコアに方向性電磁鋼板を採用するのは困難であった。
下記特許文献1には、積層した方向性電磁鋼板からなる複数のブロックを組み合わせてステータコアを構成し、ブロックごとに磁束の方向と磁化容易方向を略一致させる技術が開示されている。
特許文献1の技術では、次のような課題がある。ステータコアの磁極の根元部分および額縁形状のコーナ部分では磁束は弧を描きながら徐々に向きを変える。これらの部分においては、磁束の方向と磁化容易方向とが十分に一致しない。そのため、特許文献1の技術では、磁気回路の効率を十分に向上できない。また、ブロックの接合面すなわちステータコアの分割面では、プレスでの方向性電磁鋼板の打ち抜きによる歪が分割面を境にして両側の領域に存在し、その領域では磁気特性が低下する。特許文献1の技術では、ステータコアの分割面が、磁極の根元部分および額縁形状のコーナ部分に存在する。そのため、すべての磁束がステータコアの分割面を渡るので、磁気特性が低い分割面の両側の領域で効率低下の影響を受ける。特許文献1の技術では、磁束の方向と磁化容易方向とを十分に一致させるには、ステータコアをより多くのブロックに分割することが必要となる。しかしながら、ステータコアを多くのブロックに分割するほど、ステータコアの分割面の数が増えるので、ステータコアの分割面による効率低下の影響をさらに多く受けることになり、磁気回路の効率を十分に向上できない。
本発明は、上述のような課題を解決するためになされたもので、方向性電磁鋼板を用いたステータコアを有する整流子モータの磁気回路の効率を十分に向上することのできる整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法を提供することを目的とする。
本発明の整流子モータは、ステータコアおよび界磁巻線を有するステータと、電機子巻線を有し、ステータの内側に配置されたロータと、を備え、ステータコアは、長手方向を磁化容易方向とする帯状の方向性電磁鋼板を積層することで形成され、方向性電磁鋼板の面の法線は、ロータの回転軸に対し垂直であるものである。
本発明によれば、方向性電磁鋼板を用いたステータコアを有する整流子モータの磁気回路の効率を十分に向上することが可能となる。
以下、図面を参照して本発明の実施の形態について説明する。なお、各図において共通する要素には、同一の符号を付して、重複する説明を省略する。また、本発明は、以降に示す各実施の形態のあらゆる組み合わせを含むものとする。
実施の形態1.
図1は、本発明の実施の形態1の電動送風機を示す縦断面図である。図1に示すように、本実施の形態1の電動送風機1は、吸い込む力を生むブロワ部2と、ブロワ部2を駆動する整流子モータ3とを有する。電動送風機1は、例えば電気掃除機に適用することができる。
図1は、本発明の実施の形態1の電動送風機を示す縦断面図である。図1に示すように、本実施の形態1の電動送風機1は、吸い込む力を生むブロワ部2と、ブロワ部2を駆動する整流子モータ3とを有する。電動送風機1は、例えば電気掃除機に適用することができる。
ブロワ部2は、複数の翼を備えたファン4と、ファン4を覆うファンガイド5とを備える。ファンガイド5は、ファン4の回転に伴って流れる空気を整流子モータ3の内部へ案内する。この流れる空気は、運転に伴って発熱する整流子モータ3を冷却しながら、フレーム6に設けられた開口部(図示省略)から排出される。
整流子モータ3は、カップ状または筒状のフレーム6の内側に固定されたステータ7と、ステータ7の内側に空隙20を介して対向して配置されたロータ8とを備える。ステータ7は、界磁の役割をする。ロータ8は、回転自在に支持され、電機子の役割をする。フレーム6の内側に収まらない整流子モータ3の一部は、フレーム6に形成された開口部または切り欠きから外側に食み出す。
ステータ7は、複数枚の方向性電磁鋼板を積層固着してなるステータコア9と、絶縁部材24を介してステータコア9に巻かれた界磁巻線10とを備える。界磁巻線10に電流を流すことによってステータ7の内側に磁界を発生させる。
ロータ8は、中心に配置されたシャフト11と、シャフト11の周りに固定された環状のロータコア12と、絶縁部材22を介してロータコア12に巻かれた電機子巻線17と、ロータコア12から離れた位置でシャフト11の周りに固定された整流子13とを備える。ロータコア12は、複数枚の電磁鋼板を積層固着してなる。シャフト11は、ベアリング14,15を介してフレーム6に支持される。これにより、ロータ8は、フレーム6に対し自由に回転可能になっている。ブロワ部2側に位置する一方のベアリング14は、フレーム6の開口部を横断して架橋するように設けられたブラケット21に収納される。ブロワ部2側と反対側に位置する他方のベアリング15は、フレーム6の底に収納される。
シャフト11のブロワ部2側の端部16にはファン4が固定されている。ロータ8の回転に伴ってファン4が回転駆動される。電機子巻線17を構成する複数のコイルの始端すなわち巻き始めの端末および終端すなわち巻き終わりの端末は、整流子13のセグメント18にヒュージングすなわち熱かしめ等の方法で電気的に接続される。一対のブラシ19は、フレーム6に保持され、バネで整流子13に押し付けられ、整流子13に対し摺動接触する。ブラシ19は、電源(図示省略)に接続されており、整流子13を介して電機子巻線17に電流すなわち電機子電流を供給する。また、界磁巻線10が電機子巻線17と直列に接続されており、同じ電源から界磁巻線10にも電流を供給する。ステータ7が発生する磁界と、電機子電流とにより、ロータ8に回転トルクが発生する。ロータ8の回転方向を一定にするため、ロータ8の位相に合わせて電機子電流の流れるコイルが切り替わるように電機子巻線17とセグメント18とが結線されている。
図2は、本実施の形態1の整流子モータ3の主要部をロータ8の回転軸方向のブロワ部2側から見た断面図である。図3は、図2からステータコア9のみを抜粋した図である。ロータ8の回転方向は、電機子巻線17とセグメント18との接続の組み合わせにより設定できる。ロータ8の回転方向は、ブロワ部2の翼の向きから決定される。本実施の形態1では、ロータ8の回転方向は、図2中で左回りすなわち反時計方向であるものとする。
図2および図3に示すように、ロータ8の回転軸方向から見て、ステータコア9は環状をなす。ステータコア9は、2箇所のコア分割面25a,25bを境に、第1のステータコア9Aおよび第2のステータコア9Bに分割される。第1のステータコア9Aおよび第2のステータコア9Bは、略C字形状をなす。ロータ8の回転軸方向から見て、コア分割面25a,25bは、ステータコア9の磁極中心線に対し、ロータ8の回転方向の後方にずれた位置にある。また、本実施の形態1では、コア分割面25a,25bは、整流子モータ3の定格運転時における電気的中性軸の直角方向の近傍にある。
第1のステータコア9Aは、コア分割面25a側に位置する磁極部91Aと、コア分割面25b側に位置する磁極部92Aと、磁極部91A,92Aの間に位置する巻線装着部93Aとを有する。第2のステータコア9Bは、コア分割面25b側に位置する磁極部91Bと、コア分割面25a側に位置する磁極部92Bと、磁極部91B,92Bの間に位置する巻線装着部93Bとを有する。磁極部91A,92A,91B,92Bは、ロータ8の回転軸を中心とする円弧状をなす。第1のステータコア9Aの巻線装着部93Aおよび第2のステータコア9Bの巻線装着部93Bには、絶縁部材24を介して、界磁巻線10が巻かれている。ロータコア12に絶縁部材22を介して巻かれた電機子巻線17は、ウェッジ23により、抜け止めがなされている。
図3に示すように、第1のステータコア9Aの磁極部91Aおよび第2のステータコア9Bの磁極部92Bがステータコア9の一方の磁極26aを形成する。第1のステータコア9Aの磁極部92Aおよび第2のステータコア9Bの磁極部91Bがステータコア9の他方の磁極26bを形成する。磁極26a,26bの内周側は、所定の空隙20を介して、ロータ8と対向する。
第1のステータコア9Aおよび第2のステータコア9Bは、磁極中心線に対し略垂直方向の位置において外側に膨れた形状を有する。その膨れた形状により、界磁巻線10が巻かれる巻線装着部93A,93Bが形成される。巻線装着部93A,93Bは、磁極部91A,92A,91B,92Bに比べて、ロータ8の回転軸からの距離が遠い位置にある。巻線装着部93Aとロータ8の外周との間に領域30が形成され、巻線装着部93Bとロータ8の外周との間に領域31が形成される。界磁巻線10は、領域30と、巻線装着部93Aを挟んで領域30の向かい側にある領域32とを使って、巻線装着部93Aの周りにトロイダル巻にて装着される。同様に、界磁巻線10は、領域31と、巻線装着部93Bを挟んで領域31の向かい側にある領域33とを使って、巻線装着部93Bの周りにトロイダル巻にて装着される。
界磁巻線10の巻方向を図2中のドットのマークおよびクロスのマークで示す。ドットのマークは紙面の奥から手前に向かう電流の流れを示し、クロスのマークは紙面の手前から奥に向かう電流の流れを示す。界磁巻線10の巻方向は、図2の例と逆方向同士の組み合わせでも良い。なお、界磁巻線10の巻き方法としては、トロイダル巻の他に、領域30から領域31にロータ8との干渉を避けて迂回して渡り、ロータ8の回転軸方向の反対側で領域31から領域30にロータ8との干渉を避けて迂回して渡って戻り、これを所定の巻数だけ繰り返すという方法もある。この方法は、トロイダル巻に比べて、領域32、33を用いなくて良いというメリットがある。その一方で、この方法は、整列巻線が難しい上に、ロータ8との干渉を避けるためのコイルエンドの迂回形状で巻線長が長くなるというデメリットがある。そのため、通常は、トロイダル巻の方が良い選択となるケースが多い。
界磁巻線10により発生する磁束は、磁極26a,26bの間において、磁極中心線に沿った方向である。電気的中性軸は、界磁巻線10により発生する磁束と、電機子巻線17により発生する磁束との合成磁束の方向に対し直角方向の軸である。電気的中性軸の直角方向は、磁極中心線に対しロータ8の回転方向の後方にずれる。したがって、2箇所のコア分割面25a,25bの位置と磁極中心線との角度は、界磁巻線10および電機子巻線17のそれぞれにより発生する磁束のバランスにより設定する。具体的には、電磁界解析または試作評価の結果などを用いて決定すればよい。
ステータコア9は、曲げ加工した複数枚の帯状の方向性電磁鋼板94を積層固着することで構成される。この帯状の方向性電磁鋼板94の長手方向が磁化容易方向とされる。また、積層される各々の方向性電磁鋼板94の面の法線は、ロータ8の回転軸に対し垂直になる。すなわち、方向性電磁鋼板94の積層方向は、ロータ8の回転軸方向から見て、ステータコア9の磁路の長手方向に対し略垂直となる。また、方向性電磁鋼板94の磁化容易方向は、磁路に沿った方向となる。方向性電磁鋼板94を積層した厚みは、ロータ8の回転軸方向から見たときのステータコア9の磁路幅(磁極およびヨークの幅)に相当する。また、帯状の方向性電磁鋼板94の幅すなわち短辺方向の長さが、ロータ8の回転軸方向のステータコア9の長さに相当する。
第1のステータコア9Aを構成する複数枚の帯状の方向性電磁鋼板94の各々は、磁極部91Aから巻線装着部93Aを経由して磁極部92Aに至るように連続している。同様に、第2のステータコア9Bを構成する複数枚の帯状の方向性電磁鋼板94の各々は、磁極部91Bから巻線装着部93Bを経由して磁極部92Bに至るように連続している。
図4は、電磁界解析により求めた本実施の形態1の整流子モータ3の磁束線図の例である。図4に示すように、ステータコア9の磁束線は、コア分割面25a,25bの近傍を除き、方向性電磁鋼板94の長手方向すなわち磁化容易方向に沿っている。特に、磁極部91A,92Aと巻線装着部93Aとの間の曲がった部分、および、磁極部91B,92Bと巻線装着部93Bとの間の曲がった部分においても、磁束の方向と、方向性電磁鋼板94の長手方向すなわち磁化容易方向とがほぼ一致している。方向性電磁鋼板94は、磁化容易方向の磁気特性が優れるが、その直角方向の磁気特性が劣る。本実施の形態1の整流子モータ3によれば、ステータコア9の分割数を多くすることなく、ステータコア9の磁束の方向と、方向性電磁鋼板94の磁化容易方向との一致の度合いを高くすることができる。したがって、ステータコア9において、方向性電磁鋼板94の良い方の磁気特性だけを主に活用することができるので、磁気回路の効率向上を図ることができる。その結果、整流子モータ3および電動送風機1の効率向上を図ることができる。
さらに、本実施の形態1では、ロータ8の回転軸方向から見て、ステータコア9のコア分割面25a,25bが、磁極中心線に対してロータ8の回転方向の後方にずれた位置にあること、特に電気的中性軸の直角方向の近傍にあることにより、以下のような効果が得られる。図4に示すように、磁束線は、電気的中性軸の直角方向の近傍にあるコア分割面25a,25bを結ぶ直線を挟んで左側を周回する回路と右側を周回する回路との2手に分かれる。このため、磁束はコア分割面25a,25bを渡らない。よって、本実施の形態1では、磁束がステータコア9の分割面を渡ることによる効率低下の影響が確実に抑制されるので、磁気回路の効率がさらに向上する。
なお、コア分割面25a,25bの付近では磁束密度が低いため、コア分割面25a,25bと電気的中性軸の直角方向とが多少ずれてもその影響は小さい。すなわち、コア分割面25a,25bと電気的中性軸の直角方向とが多少ずれていても、上記と同様の効果が得られる。よって、整流子モータ3運転中の負荷の変動等による磁束のバランスの変動で電気的中性軸が多少ずれても、上記効果は達成される。また、ステータコア9の剛性向上または整流子モータ3の組立性向上などを目的として、界磁巻線10の装着後に第1のステータコア9Aおよび第2のステータコア9Bをコア分割面25a,25bで溶接または接着などの方法を用いて接合しても良い。そのように接合した場合でも磁束への影響は小さいので、上記と同様の効果が得られる。
なお、ロータ8の回転に伴い、磁束線はロータコア12に対して相対的に回転する。このため、ロータコア12は、無方向性電磁鋼板で構成することが好ましい。すなわち、複数枚の無方向性電磁鋼板をロータ8の回転軸方向に積層固着することでロータコア12を構成することが好ましい。
また、本実施の形態1では、ステータコア9が第1のステータコア9Aおよび第2のステータコア9Bに分割されていることにより、界磁巻線10の整列巻線を容易に行うことができる。図5は、界磁巻線10の整列巻線を実施する自動機の例であるフライヤ巻線機を示す概要図である。図5に示すフライヤ巻線機は、第1のステータコア9Aまたは第2のステータコア9Bを固定するコア固定治具27と、ワイヤ34を案内するノズル29を先端に備えたフライヤアーム28とを有する。コア固定治具27は、フライヤアーム28の回転軸と、巻線装着部93Aまたは93Bの中心軸とが一致するように、第1のステータコア9Aまたは第2のステータコア9Bを固定する。ワイヤ34は、フライヤアーム28内を通って、ノズル29から繰り出される。フライヤアーム28は、回転しつつその回転軸の方向に移動する。このようなフライヤ巻線機により、第1のステータコア9Aの巻線装着部93Aまたは第2のステータコア9Bの巻線装着部93Bにワイヤ34を巻き付けることで、界磁巻線10を形成することができる。ワイヤ34を置く位置の制御は、フライヤアーム28の回転と、回転軸方向の移動とを同期して制御することで行う。しかしながら、ワイヤ34は、通常、直径2mm以下の銅電線またはアルミ電線を用いるため、剛性が小さい。また、ノズル29に挿通されるまでの変形履歴により、ワイヤ34に曲がり癖が残る。これらのことから、ノズル29の出口から出たワイヤ34が真直ぐにならず、ワイヤ34を置く位置が狙いの位置からずれ、整列巻線が乱れることがある。この現象を抑制するためには、ノズル29がワイヤ34を置く面に近いほど良い。したがって、界磁巻線10の左右のスペースが開放されてノズル29を近付けられることが整列巻線に適している。本実施の形態1では、ステータコア9が第1のステータコア9Aおよび第2のステータコア9Bに分割されていることにより、ノズル29を巻線装着部93Aまたは93Bに近付けることができるので、界磁巻線10の整列巻線を容易かつ正確に行うことができる。なお、ノズル29の方を固定して第1のステータコア9Aまたは第2のステータコア9Bの方を回転させる、いわゆるスピンドル巻線方式を採用する場合にも、事情は同じであり、上記と同様の効果が得られる。
実施の形態2.
次に、図6から図8を参照して、本発明の実施の形態2について説明するが、上述した実施の形態1との相違点を中心に説明し、同一部分または相当部分は同一符号を付し説明を省略する。
次に、図6から図8を参照して、本発明の実施の形態2について説明するが、上述した実施の形態1との相違点を中心に説明し、同一部分または相当部分は同一符号を付し説明を省略する。
図6は、本実施の形態2の整流子モータ3の主要部をロータ8の回転軸方向のブロワ部2側から見た断面図である。図7は、図6からステータコア9のみを抜粋した図である。図6および図7に示すように、本実施の形態2では、ステータコア9の磁極部91A,92A,91B,92Bでは、コア分割面25a,25bに近づくにつれて、積層される方向性電磁鋼板94の層数が徐々に減少する。また、ステータコア9の磁極部91A,92A,91B,92Bでは、方向性電磁鋼板94の複数の層の端部941が、それぞれ、ロータ8と対向する。すなわち、積層された方向性電磁鋼板94の各層の端部941が、ロータ8との対向面すなわちステータコア9の内周面を形成する。磁極部91A,92A,91B,92Bの内側の層になるほど、方向性電磁鋼板94の端部941と、コア分割面25a,25bとの距離が大きくなる。コア分割面25a,25bに近いほど、ステータコア9の磁路幅が徐々に小さくなる。
本実施の形態2では、以上のような構成により、磁束線同士の間隔がより均一になり、1枚ずつの方向性電磁鋼板94の中の磁束密度がより均一になるため、磁束の方向と方向性電磁鋼板94の磁化容易方向との一致の度合いを実施の形態1に比べてさらに高くすることができる。
図8は、電磁界解析により求めた本実施の形態2の整流子モータ3の磁束線図の例である。図8に示すように、磁束線は、電気的中性軸の直角方向の近傍にあるコア分割面25a,25bを結ぶ直線を挟んで左側を周回する回路と右側を周回する回路との2手に分かれる。コア分割面25aに近いところでロータコア12からステータコア9に渡った磁束線は、コア分割面25bに近いところでステータコア9からロータコア12に渡る。コア分割面25aに遠いところでロータコア12からステータコア9に渡った磁束線は、コア分割面25bに遠いところでステータコア9からロータコア12に渡る。したがって、磁極26a,26bにおける磁束線の本数は、コア分割面25a,25bに近いところで少なく、コア分割面25a,25bから遠く離れるにつれて徐々に増えてゆく。本実施の形態2では、コア分割面25a,25bに近いほど磁路幅が徐々に小さくなるので、磁束線同士の間隔がより均一になり、磁束密度もより均一になる。方向性電磁鋼板94の積層において、積層された1枚ごとの端部941をロータ8との対向面すなわちステータコア9の内周面とし、コア分割面25a,25bに近い部分ほど方向性電磁鋼板94の積層数が徐々に少なくように構成することで、上述したような効果を確実に実現することができる。本実施の形態2によれば、実施の形態1に比べて、磁気回路の効率をさらに向上することができる。その結果、整流子モータ3および電動送風機1の効率をさらに向上することができる。また、本実施の形態2によれば、実施の形態1に比べて、方向性電磁鋼板94の使用量を減らすことができ、整流子モータ3および電動送風機1の軽量化を図ることができる。
実施の形態3.
次に、図9および図10を参照して、本発明の実施の形態3について説明するが、上述した実施の形態との相違点を中心に説明し、同一部分または相当部分は同一符号を付し説明を省略する。
次に、図9および図10を参照して、本発明の実施の形態3について説明するが、上述した実施の形態との相違点を中心に説明し、同一部分または相当部分は同一符号を付し説明を省略する。
図9は、本発明の実施の形態3の整流子モータ製造方法の切断工程の例を示す概要図である。図10は、本発明の実施の形態3の整流子モータ製造方法の曲げ加工工程の例を示す概要図である。
本実施の形態3の整流子モータ製造方法は、本発明の整流子モータ3を製造する方法である。本実施の形態3の整流子モータ製造方法は、ステータコア9を製造する工程に特徴を有する。ステータコア9を製造する工程は、方向性電磁鋼板94の切断工程、曲げ加工工程および積層固着工程を含む。
切断工程では、方向性電磁鋼板94を、所定の長さLおよび幅Wの長方形の帯状になるように切断する。方向性電磁鋼板94の長手方向すなわち長さLの方向が磁化容易方向である。第1のステータコア9Aまたは第2のステータコア9Bにおける積層された各層の方向性電磁鋼板94の長さLは、各層の磁路長に対応し、それぞれ異なる。一方、方向性電磁鋼板94の幅Wすなわち短辺方向の長さは、ロータ8の回転軸方向のステータコア9の長さに相当する。このため、各層の方向性電磁鋼板94の幅Wは等しい。そこで、ステータコア9の製造に際しては、図9に示すように、幅Wになるように予めスリット加工した帯状の方向性電磁鋼板94を巻き取ったコイル材101を準備することが好適である。切断工程で用いる装置100は、コイル材101から方向性電磁鋼板94を繰り出すアンコイラ102と、アンコイラ102から繰り出された方向性電磁鋼板94を一対のローラで挟んで送るロールフィーダ103と、ロールフィーダ103から送られた方向性電磁鋼板94の短辺を切断する刃物104と、刃物104で切断された方向性電磁鋼板94を排出する排出機構105とを有する。切断の方法は、シャーリング、プレスなど、いかなる方法でも良い。
方向性電磁鋼板94の長さLは、第1のステータコア9Aまたは第2のステータコア9Bの積層方向のどの位置に配置されるかによって、異なる。このため、切断工程では、方向性電磁鋼板94の長さLを1枚ごとに変える必要がある。このことに対応するため、装置100は、方向性電磁鋼板94の長手方向に対する刃物104の相対位置を制御するサーボ機構を有する。すなわち、装置100では、ロールフィーダ103のロールの回転角度による方向性電磁鋼板94の送り量と、刃物104を下ろすタイミングとを制御するサーボ機構を有する。方向性電磁鋼板94の長手方向に対する刃物104の相対位置を制御することにより、方向性電磁鋼板94の長さLを制御することができる。このような装置100を用いた切断工程によれば、1枚ごとに長さLの異なる方向性電磁鋼板94を生産性良く製造することができる。
なお、方向性電磁鋼板94の長手方向に対する刃物104の相対位置を制御するサーボ機構の構成は、本実施の形態3の構成に限定されるものではない。本実施の形態3の構成に代えて、刃物104を方向性電磁鋼板94の長手方向に移動させる構成としても良い。
曲げ加工工程は、切断工程で切断された方向性電磁鋼板94を所定の曲げ位置および曲げ半径にて曲げ加工する工程である。曲げ加工の方法としては、ロール曲げが適する。曲げ加工工程では、図10に示すように、方向性電磁鋼板94を一対のローラで挟んで送るロールフィーダ112と、複数の曲げ加工ローラ113と備える装置110により、ロール曲げを行う。方向性電磁鋼板94の曲げ位置および曲げ半径は、第1のステータコア9Aまたは第2のステータコア9Bの積層方向のどの位置に配置されるかによって、異なる。このため、曲げ加工工程では、方向性電磁鋼板94の曲げ位置および曲げ半径を1枚ごとに変える必要がある。このことに対応するため、装置110は、方向性電磁鋼板94に対する曲げ加工ローラ113の相対位置を制御するサーボ機構を有する。すなわち、装置110は、ロールフィーダ112のロールの回転角度による方向性電磁鋼板94の送り量、および、ロールフィーダ112に対して曲げ加工ローラ113を図10中の上下方向に移動させる移動量とを制御するサーボ機構を有する。ロールフィーダ112による方向性電磁鋼板94の送り量と、ロールフィーダ112に対する曲げ加工ローラ113の相対位置とを制御することにより、方向性電磁鋼板94の曲げ位置および曲げ半径を制御することができる。このような装置110を用いた曲げ加工工程によれば、1枚ごとに曲げ位置および曲げ半径の異なる方向性電磁鋼板94を生産性良く製造することができる。
なお、方向性電磁鋼板94に対する曲げ加工ローラ113の相対位置を制御するサーボ機構の構成は、本実施の形態3の構成に限定されるものではない。本実施の形態3の構成に代えて、ロールフィーダ112のロールを曲げ加工ローラ113に対して図10中の上下方向に移動させる構成としても良い。また、ロール曲げ以外の曲げ加工の方法としては、例えばダイとパンチによるプレス型曲げがあるが、曲げ位置および曲げ半径を変えるためには、金型を複数種類準備する必要があり、高コストとなるため、適さない。
積層固着工程では、切断工程および曲げ加工工程を経て形成された複数枚の方向性電磁鋼板94同士を積層した状態で固着する。固着の方法としては、溶接、接着などの方法がある。以上のような方法により、ステータコア9を安価かつ高速に製造することができる。本実施の形態3の整流子モータ製造方法において、ステータコア9を製造する工程以外については、公知の方法を適用することができる。
実施の形態4.
次に、図11を参照して、本発明の実施の形態4について説明するが、上述した実施の形態との相違点を中心に説明し、同一部分または相当部分は同一符号を付し説明を省略する。
次に、図11を参照して、本発明の実施の形態4について説明するが、上述した実施の形態との相違点を中心に説明し、同一部分または相当部分は同一符号を付し説明を省略する。
図11は、本発明の実施の形態4の電気掃除機を示す断面図である。図11に示すように、本実施の形態4の電気掃除機40は、本発明の電動送風機1を搭載した掃除機本体41と、掃除機本体41の内部に外気を吸入する吸入口42と、掃除機本体41の内部に吸入された空気中の粉塵を集める集塵部43と、掃除機本体41の内部に吸入した吸入した空気を掃除機本体41の外部へ排出する排出口44とを有する。電動送風機1は、外気を吸入口42から吸入して排出口44から排出する空気流を発生させる。吸入口42から吸入された空気は、集塵部43、電動送風機1、排出口44を経由して、掃除機本体41の外部へ排出される。
以上のように、電動送風機1を電気掃除機40に組み込むことによって、電気掃除機40についても効率向上を図ることができる。なお、一例として、電動送風機1を電気掃除機40に搭載した場合について説明したが、本発明の電動送風機1を組み込む製品は、電気掃除機40に限定されるものではなく、例えば手乾燥装置などの他の製品に組み込むことも可能である。また、本発明の整流子モータ3の用途は、電動送風機1および電気掃除機40に限定されるものではなく、例えば、電動工具、ミキサー、コーヒーミルなどにも適用可能である。
1 電動送風機、2 ブロワ部、3 整流子モータ、4 ファン、5 ファンガイド、6 フレーム、7 ステータ、8 ロータ、9 ステータコア、9A 第1のステータコア、9B 第2のステータコア、10 界磁巻線、11 シャフト、12 ロータコア、13 整流子、14,15 ベアリング、16 端部、17 電機子巻線、18 セグメント、19 ブラシ、20 空隙、21 ブラケット、22,24 絶縁部材、23 ウェッジ、25a,25b コア分割面、26a,26b 磁極、27 コア固定治具、28 フライヤアーム、29 ノズル、30,31,32,33 領域、34 ワイヤ、40 電気掃除機、41 掃除機本体、42 吸入口、43 集塵部、44 排出口、91A,92A,91B,92B 磁極部、93A,93B 巻線装着部、94 方向性電磁鋼板、100,110 装置、101 コイル材、102 アンコイラ、103,112 ロールフィーダ、104 刃物、105 排出機構、113 加工ローラ、941 端部
Claims (9)
- ステータコアおよび界磁巻線を有するステータと、
電機子巻線を有し、前記ステータの内側に配置されたロータと、
を備え、
前記ステータコアは、長手方向を磁化容易方向とする帯状の方向性電磁鋼板を積層することで形成され、
前記方向性電磁鋼板の面の法線は、前記ロータの回転軸に対し垂直である整流子モータ。 - 前記ステータコアは、磁極を形成する磁極部と、前記磁極部に比べて前記ロータの回転軸からの距離が遠い巻線装着部とを有し、
前記界磁巻線は、前記巻線装着部に装着されている請求項1に記載の整流子モータ。 - 前記ステータコアは、コア分割面を境に第1のステータコアおよび第2のステータコアに分割され、
前記ロータの回転軸方向から見て、前記コア分割面は、前記ステータの磁極中心線に対し前記ロータの回転方向の後方にある請求項1または請求項2に記載の整流子モータ。 - 前記コア分割面は、前記整流子モータの定格運転時における電気的中性軸の直角方向の近傍にある請求項3に記載の整流子モータ。
- 前記コア分割面に近いほど、積層される前記方向性電磁鋼板の層数が減少する請求項3または請求項4に記載の整流子モータ。
- 前記ステータコアの磁極部において、前記方向性電磁鋼板の複数の層の端部がそれぞれ前記ロータと対向する請求項1から請求項5のいずれか一項に記載の整流子モータ。
- 請求項1から請求項6のいずれか一項に記載の整流子モータと、
前記整流子モータにより駆動されるファンと、
を備える電動送風機。 - 請求項7に記載の電動送風機を備える電気掃除機。
- 請求項1から請求項6のいずれか一項に記載の整流子モータのステータコアを製造する工程を有する整流子モータ製造方法であって、
長手方向を磁化容易方向とする帯状の方向性電磁鋼板の短辺を切断する切断工程と、
前記切断工程で切断された前記方向性電磁鋼板を曲げ加工する曲げ加工工程と、
前記曲げ加工工程で曲げ加工された前記方向性電磁鋼板を積層した状態として固着する積層固着工程と、
を備え、
前記切断工程では、刃物と、前記方向性電磁鋼板の長手方向に対する前記刃物の相対位置を制御するサーボ機構とを有する装置により、前記方向性電磁鋼板の長さを制御し、
前記曲げ加工工程では、複数の曲げ加工ローラと、前記方向性電磁鋼板に対する前記曲げ加工ローラの相対位置を制御するサーボ機構を有する装置により、前記方向性電磁鋼板の曲げ位置および曲げ半径を制御し、
前記切断工程、前記曲げ加工工程および前記積層固着工程を経て前記ステータコアを製造する整流子モータ製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/080922 WO2015072018A1 (ja) | 2013-11-15 | 2013-11-15 | 整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 |
| PCT/JP2014/078118 WO2015072299A1 (ja) | 2013-11-15 | 2014-10-22 | 整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 |
| JP2015547711A JP6020744B2 (ja) | 2013-11-15 | 2014-10-22 | 整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 |
| CN201480062293.4A CN105745827B (zh) | 2013-11-15 | 2014-10-22 | 换向器马达、电动送风机、电动吸尘器及换向器马达制造方法 |
| TW103138483A TWI548181B (zh) | 2013-11-15 | 2014-11-06 | 整流子電動機、電動送風機、電動吸塵器以及整流子電動機製造方法 |
| CN201420677677.4U CN204205747U (zh) | 2013-11-15 | 2014-11-13 | 换向器马达、电动送风机以及电动吸尘器 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2013/080922 WO2015072018A1 (ja) | 2013-11-15 | 2013-11-15 | 整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2015072018A1 true WO2015072018A1 (ja) | 2015-05-21 |
Family
ID=53056980
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/080922 WO2015072018A1 (ja) | 2013-11-15 | 2013-11-15 | 整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 |
| PCT/JP2014/078118 WO2015072299A1 (ja) | 2013-11-15 | 2014-10-22 | 整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/078118 WO2015072299A1 (ja) | 2013-11-15 | 2014-10-22 | 整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP6020744B2 (ja) |
| CN (1) | CN105745827B (ja) |
| TW (1) | TWI548181B (ja) |
| WO (2) | WO2015072018A1 (ja) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10075030B2 (en) | 2015-08-11 | 2018-09-11 | Genesis Robotics & Motion Technologies Canada, Ulc | Electric machine |
| US11139707B2 (en) | 2015-08-11 | 2021-10-05 | Genesis Robotics And Motion Technologies Canada, Ulc | Axial gap electric machine with permanent magnets arranged between posts |
| US11043885B2 (en) | 2016-07-15 | 2021-06-22 | Genesis Robotics And Motion Technologies Canada, Ulc | Rotary actuator |
| CN112134419B (zh) * | 2020-09-29 | 2021-11-05 | 揭阳市汇宝昌电器有限公司 | 一种吸尘器用换向器偏转高速永磁电机的设计方法 |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS44895Y1 (ja) * | 1965-12-15 | 1969-01-16 | ||
| JPS5112602A (en) * | 1973-09-28 | 1976-01-31 | Skf Ind Trading & Dev | Koteishi oyobi kaitenshi ojusuru kaitendenkino seizohoho |
| JPS54173204U (ja) * | 1978-05-26 | 1979-12-07 | ||
| JPS55166464A (en) * | 1979-06-11 | 1980-12-25 | Ricoh Co Ltd | Manufacture of stator for magneto field type dc motor |
| JPH09131003A (ja) * | 1995-10-31 | 1997-05-16 | Sanyo Electric Co Ltd | 電動機 |
| JP2001292542A (ja) * | 2000-04-05 | 2001-10-19 | Nissan Motor Co Ltd | 電動機のステータコア製造方法とステータ |
| JP2010017002A (ja) * | 2008-07-04 | 2010-01-21 | Mazda Motor Corp | 回転電機のステータコア |
-
2013
- 2013-11-15 WO PCT/JP2013/080922 patent/WO2015072018A1/ja active Application Filing
-
2014
- 2014-10-22 CN CN201480062293.4A patent/CN105745827B/zh active Active
- 2014-10-22 JP JP2015547711A patent/JP6020744B2/ja active Active
- 2014-10-22 WO PCT/JP2014/078118 patent/WO2015072299A1/ja active Application Filing
- 2014-11-06 TW TW103138483A patent/TWI548181B/zh active
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS44895Y1 (ja) * | 1965-12-15 | 1969-01-16 | ||
| JPS5112602A (en) * | 1973-09-28 | 1976-01-31 | Skf Ind Trading & Dev | Koteishi oyobi kaitenshi ojusuru kaitendenkino seizohoho |
| JPS54173204U (ja) * | 1978-05-26 | 1979-12-07 | ||
| JPS55166464A (en) * | 1979-06-11 | 1980-12-25 | Ricoh Co Ltd | Manufacture of stator for magneto field type dc motor |
| JPH09131003A (ja) * | 1995-10-31 | 1997-05-16 | Sanyo Electric Co Ltd | 電動機 |
| JP2001292542A (ja) * | 2000-04-05 | 2001-10-19 | Nissan Motor Co Ltd | 電動機のステータコア製造方法とステータ |
| JP2010017002A (ja) * | 2008-07-04 | 2010-01-21 | Mazda Motor Corp | 回転電機のステータコア |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201539943A (zh) | 2015-10-16 |
| CN105745827B (zh) | 2018-03-16 |
| JPWO2015072299A1 (ja) | 2017-03-16 |
| TWI548181B (zh) | 2016-09-01 |
| CN105745827A (zh) | 2016-07-06 |
| JP6020744B2 (ja) | 2016-11-02 |
| WO2015072299A1 (ja) | 2015-05-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP1273813B1 (en) | Stator core for a magnetic bearing and method of manufacturing the same | |
| JP6020744B2 (ja) | 整流子モータ、電動送風機、電気掃除機および整流子モータ製造方法 | |
| JP5537964B2 (ja) | 回転電機 | |
| JP5976218B2 (ja) | 電動送風機および電気掃除機 | |
| JP2020127288A (ja) | 回転子鉄心、回転子、回転電機、送風機、回転子鉄心の製造方法、および回転子の製造方法 | |
| JP2008245346A (ja) | 整流子電動機およびそれを用いた電気掃除機 | |
| JP2008312348A (ja) | 電動モータ | |
| JP4062943B2 (ja) | 分割ステータ構造を有する回転電動機 | |
| JP5865865B2 (ja) | 電動送風機及び電気掃除機 | |
| JP4032280B2 (ja) | Acモータの固定子の製造方法 | |
| JP2004336886A (ja) | 回転電機 | |
| JP2011066978A (ja) | アキシャルギャップ型回転電機用ステータコア及びその製造方法 | |
| CN113924712A (zh) | 旋转电机及制造核心的方法 | |
| JP4666526B2 (ja) | 整流子電動機及び電気掃除機 | |
| EP3185401A1 (en) | Electric motor for vacuum cleaner | |
| CN204205747U (zh) | 换向器马达、电动送风机以及电动吸尘器 | |
| JP2020182272A (ja) | ステータコアの分割コア及びこれを備えたステータ、ステータコアの分割コアの製造方法及び製造装置 | |
| JP6024123B2 (ja) | 永久磁石式回転電機 | |
| JP5311290B2 (ja) | アキシャルギャップ型回転電機用ステータコアの製造方法 | |
| CN111295818A (zh) | 同步磁阻电机的转子及其制造方法 | |
| JP2019176560A (ja) | ステータコア及びモータ | |
| CN108471178B (zh) | 定子铁芯和具有其的电机、压缩机 | |
| JP7472728B2 (ja) | ステータコア及びステータコアの製造方法 | |
| CN111656647B (zh) | 具有降低的涡流损耗与高磁导率和机械强度的电机的定子芯或转子芯 | |
| JP6900790B2 (ja) | 回転電機 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13897522 Country of ref document: EP Kind code of ref document: A1 |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| NENP | Non-entry into the national phase |
Ref country code: JP |
|
| 122 | Ep: pct application non-entry in european phase |
Ref document number: 13897522 Country of ref document: EP Kind code of ref document: A1 |