WO2014171057A1 - 高強度熱延鋼板およびその製造方法 - Google Patents
高強度熱延鋼板およびその製造方法 Download PDFInfo
- Publication number
- WO2014171057A1 WO2014171057A1 PCT/JP2014/001380 JP2014001380W WO2014171057A1 WO 2014171057 A1 WO2014171057 A1 WO 2014171057A1 JP 2014001380 W JP2014001380 W JP 2014001380W WO 2014171057 A1 WO2014171057 A1 WO 2014171057A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- less
- steel sheet
- rolled steel
- phase
- hot
- Prior art date
Links
Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/004—Heat treatment of ferrous alloys containing Cr and Ni
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/005—Heat treatment of ferrous alloys containing Mn
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D6/00—Heat treatment of ferrous alloys
- C21D6/008—Heat treatment of ferrous alloys containing Si
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0247—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment
- C21D8/0263—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the heat treatment following hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/46—Ferrous alloys, e.g. steel alloys containing chromium with nickel with vanadium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/50—Ferrous alloys, e.g. steel alloys containing chromium with nickel with titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
Definitions
- the present invention relates to a high-strength hot-rolled steel sheet having a tensile strength of 980 MPa or more, which is suitable as a material for automobile structural parts, skeletons, truck frames, etc., and in particular, bending workability. Related to improvement.
- Patent Document 1 C: 0.05 to 0.15%, Si: 0.2 to 1.2%, Mn: 1.0 to 2.0%, P: 0.04% or less, S: 0.0030% or less, Al: 0.005 to 0.10% by mass% , N: 0.005% or less and Ti: 0.03-0.13%, with the balance being Fe and the inevitable impurities composition
- the steel material is heated to 1200-1350 ° C and held for 1200 seconds or more before rough rolling.
- the end temperature is set to 1050 ° C or higher, and the finish rolling end temperature is set to 830 to 930 ° C.
- the average cooling rate is 35 ° C / s or more, and the coiling temperature is cooled to 350 to 550 ° C.
- a technique for producing a hot-rolled steel sheet has been proposed.
- the surface area from the both surfaces of the steel sheet to a depth of 1.5 to 3.0% of the total thickness is bainite area ratio: less than 80% and the grain size is 2 It is said that a hot rolled steel sheet having an area ratio of ⁇ 15 ⁇ m ferrite phase: 10% or more and an inner area other than the surface layer area exceeding 95% of the area ratio of bainite phase is obtained.
- a high-strength hot-rolled steel sheet having a tensile strength of 780 MPa or more excellent in bending workability is obtained by making the surface layer region a soft structure as described above.
- Patent Document 2 C: 0.05 to 0.19% by mass, Si: 0.05 to 1.0%, Mn: 0.3 to 2.5%, P: 0.03% or less, S: 0.025% or less, Ti: 0.005 to 0.1%, Cr : 0.03-1.0%, Sol.Al: 0.005-0.1%, N: 0.0005-0.01%, B: 0.0001-0.01%, and 3C ⁇ 0.27Mn + 0.2Cr + 0.05Cu + 0.11Ni + 0.25Mo ⁇ 3C + 0.3 (C, Mn , Cr, Cu, Ni, and Mo are the mass%), and the steel slab consisting of the remaining Fe and inevitable impurities is heated to 1070 ° C to 1300 ° C, and the finish rolling temperature is 850 ° C to 1070 ° C.
- the technique proposed in Patent Document 2 in the surface layer portion of steel, 80% or more of the area fraction of the microstructure is bainite, Vickers hardness (Vickers hardness) Hv is 210 or more and 300 or less, An average value of the major axis length is 5 ⁇ m or less, and a hot rolled steel sheet having an average grain boundary carbide particle size of 0.5 ⁇ m or less is obtained.
- the structure of the steel surface layer is uniformly fine and controlled to be mainly bainite structure, and is hardened moderately. Further, the grain boundary precipitated carbides are refined, resulting in excellent fatigue characteristics and bending. It is said that a hot rolled steel sheet for machine structural steel pipes excellent in formability can be obtained.
- the cooling stop temperature is set to 300 ° C. or lower, and the steel sheet structure is controlled mainly by adjusting the cooling speed. Therefore, the desired steel sheet structure is stabilized by fluctuation of the cooling speed during mass production. In some cases, it was difficult to secure. Furthermore, in the technique proposed in Patent Document 2, since the cooling stop temperature is set to 300 ° C. or less, the surface layer region of the steel sheet tends to be a hard structure, and sufficient bending workability is imparted to the hot-rolled steel sheet. There was a case that could not be.
- the present invention solves the above-mentioned problems of the prior art, has a high strength of tensile strength: 980 MPa or more, and has a good bending workability, in particular, a high-strength hot-rolled steel sheet having a thickness of 3.2 mm to 14 mm. And it aims at providing the manufacturing method.
- the present inventors have intensively studied to improve the bending workability of the hot-rolled steel sheet while maintaining the high strength of tensile strength: 980 MPa or more.
- the surface layer region of the hot-rolled steel plate is made mainly of a ferrite phase, and the region other than the surface layer region of the hot-rolled steel plate ( It was found that it is extremely effective to make the inner region) a structure mainly composed of bainite phase.
- the tensile strength TS is 980 MPa or more. It was found that the bending workability of the hot-rolled steel sheet is remarkably improved while maintaining the high strength.
- the present inventors form a predetermined amount of ferrite phase in the surface region of the hot-rolled steel sheet while making the microstructure of the hot-rolled steel sheet the desired structure as described above, that is, a bainite-based structure.
- the means were examined. After studying, when a steel material having a predetermined composition is heated and rolled into a hot-rolled steel sheet, the heating temperature of the steel material is set to 1250 ° C or higher, and the steel material is maintained at the heating temperature. The idea was to make the time 3600s or more.
- the present inventors utilize this decarburizing phenomenon and decarburize the steel material surface layer portion when the steel material is heated, so that the hot-rolled steel sheet is used in the cooling and winding process after the hot rolling is completed.
- An attempt was made to increase the amount of ferrite generated in the surface layer region of the steel sheet in a region other than the surface layer region of the hot-rolled steel sheet.
- the heating temperature of the steel material is set to 1250 ° C.
- the holding time of the steel material at the heating temperature is set to 3600 s or more, so that the hot rolled steel sheet having a desired structure after cooling and winding after the hot rolling is completed. It became clear that can be obtained. As described above, it has been found that a desired structure can be stably secured in the surface layer region of a hot-rolled steel sheet by utilizing the decarburization phenomenon.
- the present invention has been completed after further studies based on such findings. That is, the gist configuration of the present invention is as follows. [1] By mass%, C: more than 0.1% and 0.2% or less, Si: 0.5% to 3.0%, Mn: 1.0% to 3.5%, P: 0.05% or less, S: 0.004% or less, Al: 0.10% Below, N: 0.008% or less, Ti: 0.05% or more and 0.15% or less, V: Over 0.10% and 0.30% or less, with the balance consisting of Fe and inevitable impurities, with ferrite phase as the main phase It is composed of a surface layer region and an internal region whose main phase is a bainite phase.
- the surface layer region has an area ratio of the ferrite phase as the main phase of 80% or more, and the balance is a bainite phase, a martensite phase, a residual austenite phase. 1 type or 2 types or more selected from among them, having a structure in which the area ratio of the remaining portion is 0% or more and 20% or less, and the internal region has an area ratio of 90% of the bainite phase as the main phase 1 type selected from ferrite phase, martensite phase and residual austenite phase 2 or more, and the ratio of the area of the remaining portion is 0% or more and less than 10%.
- a high-strength hot-rolled steel sheet having a tensile strength of 980 MPa or more and excellent bending workability can be obtained. Therefore, if the present invention is applied to an automobile structural part, a skeleton, a truck frame, etc., the vehicle weight can be reduced while ensuring the safety of the automobile (automotive ⁇ safety), and the environmental load (environment load) Can be reduced. In addition, the present invention can stably produce a hot-rolled steel sheet with improved bending workability while maintaining a high strength of 980 MPa or more, and is extremely useful industrially.
- C More than 0.1% and 0.2% or less C improves the strength of steel and promotes the formation of bainite. Therefore, in the present invention, the C content needs to be more than 0.1%. On the other hand, when the C content exceeds 0.2%, it becomes difficult to control the formation of bainite, the generation of hard martensite increases, and the bending workability of the hot-rolled steel sheet decreases. Therefore, the C content is more than 0.1% and 0.2% or less. Preferably, it is 0.12% or more and 0.18% or less.
- Si 0.5% or more and 3.0% or less Si suppresses coarse oxides and cementite that inhibit bending workability, and makes it easy to generate a ferrite phase that improves bending workability. It is effective to contain. Si is an element that also contributes to solute strengthening. On the other hand, when the Si content exceeds 3.0%, the surface quality of the hot-rolled steel sheet is remarkably deteriorated, and the phosphatability and corrosion resistance are lowered. Therefore, the Si content is 0.5% or more and 3.0% or less. Preferably they are 0.5% or more and 2.5% or less, More preferably, they are 0.6% or more and 2.0% or less. More preferably, it is 0.7% or more.
- Mn 1.0% to 3.5%
- Mn is one of the most important additive elements in the present invention.
- Mn is an element that solidifies to increase the strength of steel and further promotes the formation of bainite through improvement of hardenability.
- the Mn content needs to be 1.0% or more.
- Mn is an element that is easily concentrated at the center of the slab during slab casting. By this concentration, high strength can be achieved while maintaining the bending workability of the surface layer portion of the hot-rolled steel sheet.
- the Mn content exceeds 3.5%, the Mn concentration in the surface layer portion also increases, leading to a decrease in the bending workability of the hot-rolled steel sheet. Therefore, the Mn content is 1.0% or more and 3.5% or less. Preferably it is 1.5% or more and 3.0% or less, More preferably, it is more than 2.0% and 2.5% or less.
- P 0.05% or less
- P is an element that contributes to increasing the strength of steel by solid solution, but segregates at grain boundaries, especially prior-austenite grain boundaries, and low-temperature toughness.
- the P content is 0.05% or less.
- the P content is preferably 0.003% or more and 0.03% or less, and 0.005% or more and 0.02% or less. Is more preferable.
- S 0.004% or less S is combined with Ti or Mn to form coarse sulfides, and deteriorates the workability of the hot-rolled steel sheet. Therefore, it is preferable to reduce the S content as much as possible, but a content of up to 0.004% is acceptable. Therefore, the S content is 0.004% or less. However, even if the S content is excessively reduced, an effect commensurate with the increase in the refining cost cannot be obtained. Therefore, the S content is preferably 0.0003% or more and 0.004% or less.
- Al acts as a deoxidizing agent and is an effective element for improving the cleanness of steel.
- the Al content is 0.10% or less.
- it is 0.005% or more and 0.08% or less. More preferably, it is 0.01% or more and 0.05% or less.
- N 0.008% or less N is precipitated as a nitride by combining with nitride-forming elements and contributes to refinement of crystal grains.
- N is liable to be reduced as much as possible in the present invention because it is likely to combine with Ti at a high temperature to form coarse nitrides and lower the bending workability of the hot-rolled steel sheet. Therefore, in the present invention, the N content is 0.008% or less. Preferably it is 0.001% or more and 0.006% or less. More preferably, it is 0.002% or more and 0.005% or less.
- Ti 0.05% or more and 0.15% or less Ti is one of the most important additive elements in the present invention. Ti contributes to increasing the strength of steel by forming carbonitrides to refine crystal grains and by precipitation strengthening. In addition, Ti forms many fine (Ti, V) C clusters at low temperatures between 300 ° C and 450 ° C, reducing the amount of cementite in the steel and bending workability of hot-rolled steel sheets. There is a role to improve. In order to exhibit such an effect, the Ti content needs to be 0.05% or more. On the other hand, when the Ti content exceeds 0.15% and becomes excessive, the above effect is saturated.
- the Ti content is 0.05% or more and 0.15% or less. Preferably they are 0.08% or more and 0.13% or less.
- V more than 0.10% and not more than 0.30%
- V is one of the most important additive elements in the present invention.
- V contributes to increasing the strength of steel by forming carbonitrides to refine crystal grains and by precipitation strengthening.
- V improves the hardenability and contributes to the formation and refinement of the bainite phase.
- V has a role of forming a large number of fine (Ti, V) C clusters at a low temperature of 300 ° C. or higher and 450 ° C. or lower, reducing the amount of cementite in the steel, and improving the bending workability of the hot-rolled steel plate. In order to exhibit such an effect, the V content needs to exceed 0.10%.
- the V content exceeds 0.30% and becomes excessive, the ductility of the hot-rolled steel sheet is lowered and the cost is increased. Therefore, the V content is more than 0.10% and not more than 0.30%. Preferably it is 0.15% or more and 0.25% or less.
- the hot-rolled steel sheet of the present invention is, for example, Nb as a selective element as needed for the purpose of improving hole expansion performance and increasing strength.
- Nb as a selective element as needed for the purpose of improving hole expansion performance and increasing strength.
- B 0.0002% to 0.0015%
- Cu 0.005% to 0.2%
- Ni 0.005% to 0.2%
- Cr 0.005% to 0.2%
- Mo 0.005% to 0.2 % Or less can be contained, or one or more can be contained.
- Nb 0.003% or more and 0.2% or less
- Nb is an element that contributes to increasing the strength of steel through the formation of carbonitride.
- the Nb content is preferably 0.003% or more.
- the Nb content exceeds 0.2%, the deformation resistance increases, so the hot rolling force increases during the production of hot-rolled steel sheets, increasing the burden on the rolling mill. The rolling operation itself may become difficult.
- the Nb content exceeds 0.2%, coarse precipitates are formed and the workability of the hot-rolled steel sheet tends to be lowered. Therefore, the Nb content is preferably 0.003% to 0.2%. More preferably, it is 0.01% or more and 0.15% or less, and further preferably 0.015% or more and 0.1% or less.
- B 0.0002% or more and 0.0015% or less
- B is an element that segregates at austenite grain boundaries and suppresses the formation and growth of ferrite.
- B is also an element that improves the hardenability and contributes to the formation and refinement of the bainite phase.
- the B content is preferably 0.0002% or more.
- the B content exceeds 0.0015%, the formation of martensite phase is promoted, so that the bending workability of the hot-rolled steel sheet may be significantly reduced. Therefore, when it contains B, it is preferable to make the content into 0.0002% or more and 0.0015% or less of range. Further, it is more preferably 0.0004% or more and 0.0012% or less.
- Cu 0.005% or more and 0.2% or less
- Cu is an element that contributes to increasing the strength of steel by solid solution. Further, Cu has an effect of improving hardenability, and is also an element that contributes to the refinement of the bainite phase by reducing the bainite transformation temperature.
- the Cu content is preferably set to 0.005% or more. However, if the content exceeds 0.2%, the surface properties of the hot-rolled steel sheet are deteriorated. Therefore, the Cu content is preferably in the range of 0.005% to 0.2%. More preferably, it is 0.01% or more and 0.15% or less.
- Ni 0.005% or more and 0.2% or less
- Ni is an element that contributes to increasing the strength of steel by solid solution. Moreover, Ni has the effect
- the Ni content is preferably 0.005% or more. However, when the Ni content exceeds 0.2%, a martensite phase is likely to be generated, and the hole expansion workability of the hot-rolled steel sheet may be significantly reduced. Therefore, the Ni content is preferably 0.005% or more and 0.2% or less. More preferably, it is 0.01% or more and 0.15% or less.
- the Cr content is preferably 0.005% or more and 0.2% or less.
- the Cr content is preferably 0.005% or more and 0.2% or less. More preferably, it is 0.01% or more and 0.15% or less.
- Mo 0.005% or more and 0.2% or less Mo promotes the formation of a bainite phase through improvement of hardenability, and contributes to improvement of hole expansion workability and high strength of a hot rolled steel sheet.
- the Mo content is preferably 0.005% or more.
- the Mo content is preferably 0.005% or more and 0.2% or less. More preferably, it is 0.01% or more and 0.15% or less.
- the hot-rolled steel sheet of the present invention can contain one or two selected from Ca: 0.0002% to 0.01% and REM: 0.0002% to 0.01% as necessary.
- Ca 0.0002% to 0.01%
- Ca is an element that controls the shape of sulfide inclusions, and is effective in improving the bending workability of hot-rolled steel sheets.
- the Ca content is preferably 0.0002% or more.
- the Ca content is preferably 0.0002% or more and 0.01% or less. Further, it is more preferably 0.0004% or more and 0.005% or less.
- REM 0.0002% to 0.01% REM, like Ca, controls the shape of sulfide inclusions and improves the adverse effects of sulfide inclusions on the bending workability of hot-rolled steel sheets.
- the REM content is preferably 0.0002% or more.
- the balance other than the above is Fe and inevitable impurities.
- Inevitable impurities include Sb, Sn, Zn, etc., and these contents are acceptable if Sb: 0.01% or less, Sn: 0.1% or less, Zn: 0.01% or less.
- the structure of the hot-rolled steel sheet of the present invention has a structure in which the structure of the front and back surfaces of the steel sheet (hereinafter referred to as the surface area) sandwiches the structure inside the other steel sheet (hereinafter referred to as the internal area) from the front and back surfaces of the steel sheet. It has become.
- the structure in the inner region is substantially a bainite single phase structure
- the structure of the surface layer region is a structure mainly composed of a ferrite phase
- the surface layer region is a structure softer than the inner region
- the tensile strength TS is To improve the bending workability of hot-rolled steel sheets while maintaining a high strength of 980 MPa or more.
- the structure of the surface layer region is an area ratio of the ferrite phase that is the main phase is 80% or more, and the balance is one or more selected from a bainite phase, a martensite phase, and a retained austenite phase, The remaining area ratio is 0% or more and 20% or less.
- the area ratio of the ferrite phase in the surface layer region 80% or more In the surface layer region, if the area ratio of the ferrite phase, which is the main phase, is less than 80%, the bending workability of the hot-rolled steel sheet decreases, and the tensile strength of 980 MPa or more It becomes difficult to ensure good bending workability. Therefore, the area ratio of the ferrite phase in the surface layer region is 80% or more. Preferably, it is 90% or more, and may be 100% (that is, a ferrite single phase structure).
- Total area ratio of bainite phase, martensite phase, and retained austenite phase in the surface layer region 0% or more and 20% or less
- the structure other than the ferrite phase is any one of bainite phase, martensite phase, and retained austenite phase.
- the area ratio of these phases is 0% or more and 20% or less in total. Preferably it is 10% or less.
- the structure of the internal region has an area ratio of the main phase of bainite phase of more than 90%, and the balance is one or more selected from ferrite phase, martensite phase and residual austenite phase.
- the remaining area ratio is 0% or more and less than 10%.
- the area ratio of the bainite phase in the inner region is more than 90% If the area ratio of the bainite phase, which is the main phase in the inner region, is 90% or less, the strength and bending workability of the hot-rolled steel sheet decrease, and the desired high strength Good bending workability cannot be secured stably. Therefore, the area ratio of the bainite phase in the inner region is more than 90%. It is preferably 95% or more, and most preferably 100% (that is, a bainite single phase structure).
- Total area ratio of ferrite phase, martensite phase, and retained austenite phase in the internal region 0% or more and less than 10%
- the structure other than the bainite phase is one of the ferrite phase, martensite phase, and retained austenite phase.
- One or more types, and the area ratio of these phases is 0% or more and less than 10% in total. Preferably it is 5% or less.
- Ratio of surface layer region in the steel plate thickness direction From the front and back surfaces of the steel plate, 1.0% or more and 5.0% or less of the total plate thickness, respectively
- a hot-rolled steel sheet having a tensile strength of 980 MPa or more and excellent bending workability is achieved by balancing the strength and bending workability of the rolled steel sheet. If the depth in the thickness direction of the steel sheet in the surface layer region is less than 1.0% of the total thickness from the front and back surfaces of the steel sheet, it becomes difficult to impart good bending workability to the hot-rolled steel sheet. Cracking is likely to occur during the bending process.
- the ratio of the surface region in the steel plate thickness direction is 1.0% to 5.0% of the total plate thickness from the front and back surfaces of the steel plate. More preferably, it is 1.5% or more and 3.5% or less.
- a high-strength hot-rolled steel sheet having a tensile strength TS of 980 MPa or more and having the bending workability required as a material for automobile parts can be obtained.
- the thickness of the hot-rolled steel sheet of the present invention is not particularly limited, but is preferably about 3.2 mm to 14 mm.
- the preferable manufacturing method of this invention hot-rolled steel plate is demonstrated.
- the steel material having the above composition is heated to a temperature range of 1250 ° C. or higher and held in the temperature range for 3600 s or more, followed by rough rolling and finishing at a finish rolling finish temperature of 840 ° C. or higher and 940 ° C. or lower. It is characterized by performing hot rolling consisting of rolling, starting cooling immediately after completion of hot rolling, cooling at an average cooling rate of 25 ° C / s or higher, and winding at a winding temperature of 350 ° C or higher and 500 ° C or lower. . “° C.” shown in the production method means “surface temperature” unless otherwise specified.
- the manufacturing method of the steel material is not particularly limited, and any conventional method in which the molten steel having the above-described composition is melted in a converter or the like and is made into a steel material such as a slab by a casting method such as continuous casting. Is also applicable. Note that an ingot-making / bundling method may be used.
- Heating temperature of steel material 1250 ° C or more Holding time of steel material at heating temperature: 3600s or more
- the heating temperature of steel material and the holding time of steel material at the heating temperature are one of the important manufacturing conditions in the present invention.
- One. By setting the heating temperature of steel materials such as slabs to 1250 ° C or higher and holding the steel materials in the temperature range of 1250 ° C or higher to 3600s or more, the steel material surface layer decarburizes and the carbon concentration in the surface layer part Decreases. As a result, the steel material surface layer part is in a state in which a ferrite phase is more easily formed than the inside, and the above-described hot-rolled steel sheet structure can be secured stably.
- the heating temperature of the steel material In order to dissolve the coarse precipitates before hot rolling, it is necessary to limit the heating temperature of the steel material to 1250 ° C. or higher. Preferably they are 1260 degreeC or more and 1350 degrees C or less. Further, the holding time of the steel material in the temperature range of 1250 ° C. or higher is 3600 s or more, and preferably 4000 s or more.
- the holding time of the steel material in the temperature range of 1250 ° C or higher becomes too long, the amount of scale generation (scale generation amount) increases and scale biting (of biting of scale) occurs in the subsequent hot rolling process. Since it becomes easy and the surface quality of the hot-rolled steel sheet is liable to deteriorate, it is preferably 7200 s or less.
- the steel material is subjected to hot rolling consisting of rough rolling and finish rolling.
- Rough rolling is not particularly limited as long as a desired sheet bar dimension can be secured.
- finish rolling is performed. Note that descaling is preferably performed before finish rolling or during rolling between stands.
- Finish rolling end temperature 840 ° C. or more and 940 ° C. or less
- the finish rolling end temperature is one of the important manufacturing conditions in the present invention.
- the finish rolling finish temperature is set to a range of 840 ° C. or higher and 940 ° C. or lower.
- they are 850 degreeC or more and 930 degrees C or less, More preferably, they are 860 degreeC or more and 920 degrees C or less.
- Average cooling rate 25 ° C./s or more
- forced cooling is preferably started within 1.5 s, cooling is stopped at the winding temperature, and the coil is wound into a coil.
- the average cooling rate is 25 ° C./s or more.
- it is 30 ° C./s or more.
- the upper limit of the average cooling rate is not particularly specified, but if the average cooling rate becomes too high, the bainite transformation is promoted and it becomes difficult to secure a desired structure in the surface layer region, so the average cooling rate is 120 ° C / s. The following is preferable.
- the said average cooling rate be an average cooling rate in the surface of a steel plate.
- Winding temperature 350 ° C. or more and 500 ° C. or less
- the winding temperature is less than 350 ° C.
- a hard martensite phase or a retained austenite phase is easily formed in the internal region of the hot-rolled steel sheet.
- the coiling temperature exceeds 500 ° C.
- a ferrite phase is easily formed in the inner region of the hot-rolled steel sheet, and coarse pearlite and martensite are formed. Therefore, the strength and bending workability of the hot-rolled steel sheet are increased. descend.
- the coiling temperature is in the range of 350 ° C to 500 ° C.
- EMS electromagnetic stirring
- IBSR light pressure casting
- the like can be applied to reduce segregation of steel components during continuous casting.
- EMS electromagnetic stirring
- IBSR light pressure casting
- segregation at the central portion of the plate thickness can be reduced by preventing the flow of molten steel in the unsolidified portion of the continuous cast slab.
- the hot-rolled steel sheet may be subjected to temper rolling in accordance with a conventional method, and the scale formed on the surface may be removed by pickling.
- plating treatment such as hot dip galvanizing and electrogalvanizing, and chemical conversion conversion may be performed.
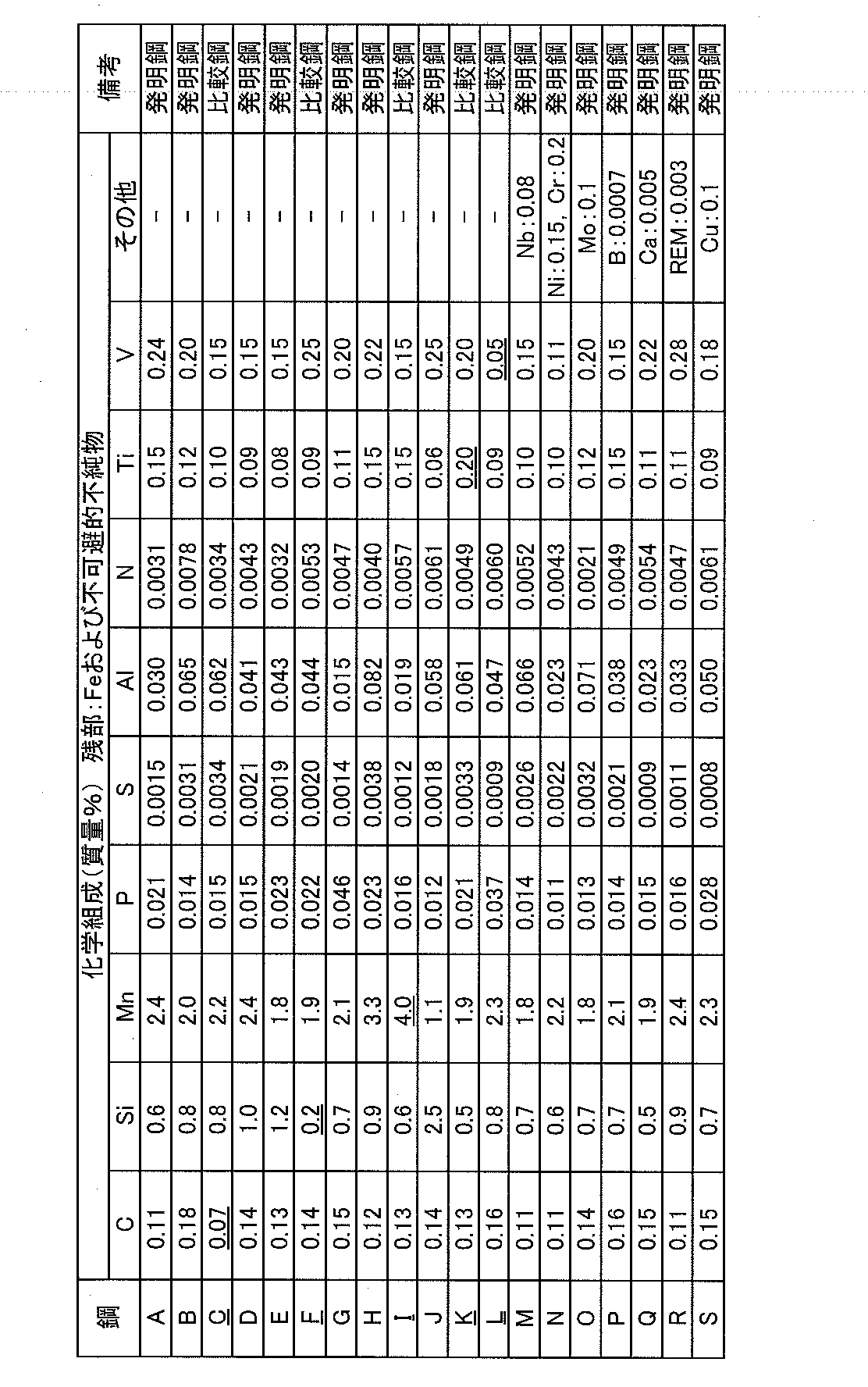
- Molten steel having the composition shown in Table 1 was melted in a converter and made into a slab (steel material) by a continuous casting method.
- electromagnetic stirring (EMS) was performed for the segregation reduction treatment of the components during continuous casting.
- these steel materials are heated and held under the conditions shown in Table 2, hot-rolled from rough rolling and finish rolling under the conditions shown in Table 2, and after finishing rolling, under the conditions shown in Table 2. It cooled and wound up by the winding temperature shown in Table 2, and it was set as the hot-rolled steel plate of the board thickness shown in Table 2.
- Test specimens were collected from the obtained hot-rolled steel sheet and subjected to structure observation, tensile test, and bending test. The tissue observation method and various test methods were as follows.
- the depth of the region in which the surface layer region is formed is measured for each of the front and back surfaces of the test piece.
- the ratio of the surface layer region formed in the test piece thickness direction was determined.
- the depth of the region where the surface layer region is formed in the surface of the specimen (depth of the thickness direction from the surface of the specimen) and d 1
- the depth of the region surface layer region is formed in the test piece back surface
- the total thickness of the test piece ie, the hot-rolled steel sheet
- the surface layer regions formed on the front and back surfaces of the test piece are in the test piece thickness direction (steel plate thickness direction). ) was calculated.
- the depths (d 1 and d 2 ) were measured with a scale bar of an image taken at a magnification of 800 to 1500 times using an SEM.
- the area ratio of each phase in the surface layer region is obtained by photographing the central position in the depth direction of the surface layer region and the vicinity thereof at 3000 times 5 fields using SEM, and performing image processing in the range of ⁇ 20 ⁇ m in the depth direction from the central position, It calculated
- the area ratio of each phase in the inner region was measured using a scanning electron microscope (SEM) at 5 x 3000 positions at 3000 x 1/4 thickness and 1/2 x thickness to perform image processing. It was determined by quantifying the area ratio.
- Each of the hot-rolled steel sheets of the inventive examples is a hot-rolled steel sheet having both desired strength (TS: 980 MPa or more) and excellent bending workability (R / t value: 0.50 or less).
- the hot-rolled steel sheet of the comparative example that is out of the scope of the present invention does not ensure a predetermined strength or does not ensure sufficient bending workability.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
- Heat Treatment Of Steel (AREA)
Abstract
Description
[1] 質量%で、C:0.1%超0.2%以下、Si:0.5%以上3.0%以下、Mn:1.0%以上3.5%以下、P:0.05%以下、S:0.004%以下、Al:0.10%以下、N:0.008%以下、Ti:0.05%以上0.15%以下、V:0.10%超0.30%以下を含有し、残部がFeおよび不可避的不純物からなる組成を有し、フェライト相を主相とする表層領域と、ベイナイト相を主相とする内部領域からなり、前記表層領域が、主相であるフェライト相の面積率が80%以上であり、残部がベイナイト相、マルテンサイト相、残留オーステナイト相のうちから選ばれた1種または2種以上であり、前記残部の面積率が0%以上20%以下である組織を有し、前記内部領域が、主相であるベイナイト相の面積率が90%超であり、残部がフェライト相、マルテンサイト相、残留オーステナイト相のうちから選ばれた1種または2種以上であり、前記残部の面積率が0%以上10%未満である組織を有し、前記表層領域の鋼板厚さ方向に占める割合が、鋼板の表裏面より、それぞれ全板厚の1.0%以上5.0%以下である曲げ加工性に優れた高強度熱延鋼板。
まず、本発明熱延鋼板の成分組成の限定理由について説明する。なお、以下の成分組成を表す%は、特に断らない限り質量%を意味するものとする。
Cは、鋼の強度を向上させ、ベイナイトの生成を促進する。そのため、本発明では、C含有量を0.1%超とする必要がある。一方、C含有量が0.2%を超えると、ベイナイトの生成制御が困難となり、硬質なマルテンサイト(martensite)の生成が増え、熱延鋼板の曲げ加工性が低下する。したがって、C含有量は0.1%超0.2%以下とする。好ましくは、0.12%以上0.18%以下である。
Siは、曲げ加工性を阻害する粗大な酸化物やセメンタイト(cementite)を抑制し、曲げ加工性を良好にするフェライト相を生成し易くするため、0.5%以上を含有させることが有効である。また、Siは、固溶強化(solute strengthening)にも寄与する元素である。一方Si含有量が3.0%を超えると、熱延鋼板の表面性状(surface quality)が著しく劣化し、化成処理性(phosphatability)や耐食性の低下を招く。したがって、Si含有量は0.5%以上3.0%以下とする。好ましくは0.5%以上2.5%以下であり、より好ましくは0.6%以上2.0%以下である。さらに好ましくは、0.7%以上である。
Mnは、本発明における最も重要な添加元素の一つである。Mnは、固溶して鋼の強度を増加させ、更に焼き入れ性(hardenability)の向上を介してベイナイトの生成を促進する元素である。このような効果を得るためには、Mn含有量を1.0%以上とする必要がある。Mnは、スラブ鋳造時においてスラブ中央部に濃化し易い元素であり、この濃化により熱延鋼板の表層部の曲げ加工性を維持したまま高強度化が実現できる。一方、Mn含有量が3.5%を超えると、表層部のMn濃度も高くなってしまい、熱延鋼板の曲げ加工性の低下を招く。したがってMn含有量は1.0%以上3.5%以下とする。好ましくは1.5%以上3.0%以下であり、より好ましくは2.0%超2.5%以下である。
Pは、固溶して鋼の強度増加に寄与する元素であるが、粒界、特に旧オーステナイト粒界(prior-austenite grain boundaries)に偏析し、低温靭性(low-temperature toughness)や加工性の低下を招く元素でもある。このため、P含有量は極力低減することが好ましいが、0.05%までの含有は許容できる。したがって、P含有量は0.05%以下とする。しかし、P含有量を過度に低減しても精錬コストの増大に見合う効果が得られないため、P含有量は0.003%以上0.03%以下とすることが好ましく、0.005%以上0.02%以下とすることがより好ましい。
Sは、TiやMnと結合して粗大な硫化物を形成し、熱延鋼板の加工性を低下させる。そのため、S含有量は極力低減することが好ましいが、0.004%までの含有は許容できる。したがって、S含有量は0.004%以下とする。しかし、S含有量を過度に低減しても精錬コストの増大に見合う効果が得られないため、S含有量は0.0003%以上0.004%以下とすることが好ましい。
Alは、脱酸剤(deoxidizing agent)として作用し、鋼の清浄度(cleanness)を向上させるのに有効な元素である。一方、Alの過剰な添加は酸化物系介在物(oxide inclusion)の増加を招き、熱延鋼板の靭性を低下させるとともに、疵発生の原因となる。したがって、Al含有量は0.10%以下とする。好ましくは0.005%以上0.08%以下である。更に好ましくは0.01%以上0.05%以下である。
Nは、窒化物形成元素(nitride-forming elements)と結合することにより窒化物として析出し、結晶粒微細化に寄与する。しかし、Nは、高温でTiと結合して粗大な窒化物になり易く、熱延鋼板の曲げ加工性を低下させるため、本発明では極力低減することが好ましい。したがって、本発明ではN含有量を0.008%以下とする。好ましくは0.001%以上0.006%以下である。より好ましくは0.002%以上0.005%以下である。
Tiは、本発明における最も重要な添加元素の一つである。Tiは、炭窒化物を形成して結晶粒を微細化することにより、また析出強化(precipitation strengthening)により、鋼の強度増加に寄与する。また、Tiは、300℃以上450℃以下の低温下では、微細な(Ti,V)Cのクラスター(cluster)を多数形成し、鋼中のセメンタイト量を低減して熱延鋼板の曲げ加工性を高める役割がある。この様な効果を発現させるためには、Ti含有量を0.05%以上とする必要がある。一方、Ti含有量が0.15%を超えて過剰になると、上記した効果が飽和する。また、Ti含有量が0.15%を超えて過剰になると、スラブ加熱時に粗大なTiCが鋼中に溶け残り、熱延鋼板の曲げ加工性の低下を招くうえに、ベイナイト変態前の固溶C量を低下させるため、鋼板の強度を低下させる。したがって、Ti含有量は0.05%以上0.15%以下とする。好ましくは0.08%以上0.13%以下である。
Vは、本発明における最も重要な添加元素の一つである。Vは、炭窒化物を形成して結晶粒を微細化することにより、また析出強化により、鋼の強度増加に寄与する。Vは、焼き入れ性を向上させ、ベイナイト相の形成および微細化に貢献する。Vは、300℃以上450℃以下の低温下では微細な(Ti,V)Cのクラスターを多数形成し、鋼中のセメンタイト量を低減して熱延鋼板の曲げ加工性を高める役割がある。この様な効果を発現させるためには、V含有量を0.10%超とする必要がある。一方、V含有量が0.30%を超えて過剰になると、熱延鋼板の延性を低下させるとともにコスト高となる。したがって、V含有量は0.10%超0.30%以下とする。好ましくは0.15%以上0.25%以下である。
Nbは、炭窒化物の形成を介して鋼の強度増加に寄与する元素である。このような効果を発現させるためには、Nb含有量を0.003%以上とすることが好ましい。一方、Nb含有量が0.2%を超えると、変形抵抗(deformation resistance)が増加するため、熱延鋼板製造時、熱間圧延の圧延荷重(rolling force)が増加し圧延機への負担が大きくなり過ぎて圧延操業そのものが困難になるおそれがある。また、Nb含有量が0.2%を超えると、粗大な析出物を形成して熱延鋼板の加工性が低下する傾向にある。したがって、Nb含有量は0.003%以上0.2%以下とすることが好ましい。なお、より好ましくは0.01%以上0.15%以下であり、更に好ましくは0.015%以上0.1%以下である。
Bは、オーステナイト粒界に偏析し、フェライトの生成および成長を抑制する元素である。また、Bは、焼き入れ性を向上させベイナイト相の形成および微細化に寄与する元素でもある。このような効果を発現させるためには、B含有量を0.0002%以上とすることが好ましい。但し、B含有量が0.0015%を超えると、マルテンサイト相の生成を促進させるため、熱延鋼板の曲げ加工性が大幅に低下するおそれがある。したがって、Bを含有する場合には、その含有量を0.0002%以上0.0015%以下の範囲とすることが好ましい。また、0.0004%以上0.0012%以下とすることがより好ましい。
Cuは、固溶して鋼の強度増加に寄与する元素である。また、Cuは、焼き入れ性を向上させる作用を有し、特にベイナイト変態温度を低下させ、ベイナイト相の微細化に寄与する元素でもある。これらの効果を得るためには、Cu含有量を0.005%以上とすることが好ましいが、その含有量が0.2%を超えると熱延鋼板の表面性状の低下を招く。したがって、Cu含有量は0.005%以上0.2%以下の範囲とすることが好ましい。なお、より好ましくは0.01%以上0.15%以下である。
Niは、固溶して鋼の強度増加に寄与する元素である。また、Niは、焼き入れ性を向上させる作用を有し、ベイナイト相を形成し易くする。これらの効果を得るためには、Ni含有量を0.005%以上とすることが好ましい。但し、Ni含有量が0.2%を超えると、マルテンサイト相が生成し易くなり、熱延鋼板の穴拡げ加工性が大幅に低下するおそれがある。したがって、Ni含有量は0.005%以上0.2%以下とすることが好ましい。なお、より好ましくは0.01%以上0.15%以下である。
Crは、炭化物を形成して熱延鋼板の高強度化に寄与する。この効果を発現させるためには、Cr含有量を0.005%以上とすることが好ましい。一方、Cr含有量が0.2%を超えて過剰になると、熱延鋼板の耐食性低下が懸念される。したがって、Cr含有量は0.005%以上0.2%以下とすることが好ましい。より好ましくは0.01%以上0.15%以下である。
Moは、焼き入れ性の向上を通じてベイナイト相の形成を促進し、熱延鋼板の穴拡げ加工性の向上と高強度化に寄与する。このような効果を得るためには、Mo含有量を0.005%以上とすることが好ましい。但し、Mo含有量が0.2%を超えると、マルテンサイト相が生成し易くなり、熱延鋼板の曲げ加工性が低下するおそれがある。したがって、Mo含有量は0.005%以上0.2%以下とすることが好ましい。より好ましくは0.01%以上0.15%以下である。
Caは、硫化物系の介在物の形状を制御する元素であり、熱延鋼板の曲げ加工性の向上に有効である。この効果を発現させるためには、Ca 含有量を0.0002%以上とすることが好ましい。但し、Ca含有量が0.01%を超えると、熱延鋼板の表面欠陥を引き起こすおそれがある。したがって、Ca含有量は0.0002%以上0.01%以下とすることが好ましい。また、0.0004%以上0.005%以下とすることがより好ましい。
REMは、Caと同様、硫化物系の介在物の形状を制御し、熱延鋼板の曲げ加工性に対する硫化物系介在物の悪影響を改善する。この効果を発現させるためには、REM含有量を0.0002%以上とすることが好ましい。但し、REM含有量が0.01%を超えて過剰になると、鋼の清浄度が悪化し、熱延鋼板の穴拡げ加工性が低下する傾向にある。したがって、REMを含有する場合は、その含有量を0.0002%以上0.01%以下とすることが好ましい。また、0.0004%以上0.005%以下とすることがより好ましい。
本発明熱延鋼板の組織は、鋼板の表裏面の表層部(以下、表層領域という)の組織が、それ以外の鋼板内部(以下、内部領域という)の組織を、鋼板の表裏から挟む構造になっている。そして、内部領域における組織を実質的にベイナイト単相組織とする一方、表層領域の組織をフェライト相主体の組織とし、表層領域を内部領域よりも軟質な組織とすることで、引張強さTSが980MPa以上という高強度を維持したまま熱延鋼板の曲げ加工性の向上を図る。
表層領域において、主相であるフェライト相の面積率が80%未満であると、熱延鋼板の曲げ加工性が低下し、980MPa以上の引張強さと良好な曲げ加工性を確保することが困難となる。したがって、表層領域におけるフェライト相の面積率は80%以上とする。好ましくは90%以上であり、100%(すなわち、フェライト単相組織)としてもよい。
表面領域において、フェライト相以外の組織は、ベイナイト相、マルテンサイト相および残留オーステナイト相のいずれか1種以上であり、これらの相の面積率は合計で0%以上20%以下である。好ましくは10%以下である。
内部領域において、主相であるベイナイト相の面積率が90%以下になると、熱延鋼板の強度や曲げ加工性が低下し、所望の高強度と良好な曲げ加工性が安定して確保できない。したがって、内部領域におけるベイナイト相の面積率は90%超とする。好ましくは95%以上であり、100%(すなわち、ベイナイト単相組織)とすることが最も好ましい。
内部領域において、ベイナイト相以外の組織は、フェライト相、マルテンサイト相、残留オーステナイト相のうちのいずれか1種以上であり、これらの相の面積率は合計で0%以上10%未満とする。好ましくは5%以下である。
本発明では、表層領域が熱延鋼板全体に占める割合を最適化することで、熱延鋼板の強度-曲げ加工性バランスを図り、引張強さが980MPa以上であり且つ曲げ加工性に優れた熱延鋼板とする。表層領域の鋼板厚さ方向の深さが、鋼板の表裏面より、それぞれ全板厚の1.0%未満であると、熱延鋼板に良好な曲げ加工性を付与することが困難となり、熱延鋼板の曲げ加工時にワレが発生し易くなる。一方、曲げ加工性を向上させる軟質な表層領域の鋼板厚さ方向の深さが、鋼板の表裏面より、それぞれ全板厚の5.0%を超えると、熱延鋼板全体の強度が低下してしまい、980MPa以上という所望の引張強さが得られない。したがって、表層領域の鋼板厚さ方向に占める割合は、鋼板の表裏面より、それぞれ全板厚の1.0%以上5.0%以下とする。より好ましくは1.5%以上3.5%以下である。
本発明は、上記した組成の鋼素材を、1250℃以上の温度域に加熱し、該温度域に3600s以上保持した後、粗圧延と、仕上圧延終了温度を840℃以上940℃以下とする仕上圧延からなる熱間圧延を施し、熱間圧延終了後、直ちに冷却を開始し、平均冷却速度25℃/s以上で冷却し、巻取り温度350℃以上500℃以下で巻き取ることを特徴とする。なお、製造方法で示す「℃」は、特に断らない限り「表面温度」を意味するものとする。
加熱温度での鋼素材の保持時間:3600s以上
鋼素材の加熱温度と該加熱温度での鋼素材の保持時間は、本発明における重要な製造条件の要素の一つである。スラブ(slab)等の鋼素材の加熱温度を1250℃以上とし、1250℃以上の温度域における鋼素材の保持時間を3600s以上とすることで、鋼素材表層が脱炭し、表層部の炭素濃度が低下する。その結果、鋼素材表層部が内部よりもフェライト相が形成され易い状態となり、上記の熱延鋼板組織を安定して確保できる。
仕上圧延終了温度は、本発明における重要な製造条件の要素の一つである。仕上圧延終了温度が840℃未満では、フェライト相とオーステナイト相の2相域圧延でのフェライト相分率が大きくなり、上記の所望の熱延鋼板組織を確保することが困難となる。一方、仕上圧延終了温度が940℃を超えて過剰に高くなると、鋼板の表層領域のオーステナイト粒が成長し、焼入れ性が高くなり、フェライト以外のベイナイトなどの相が生成し易くなるため、上記の所望の熱延鋼板組織を確保することが困難となる。したがって、仕上圧延終了温度は840℃以上940℃以下の範囲とする。好ましくは850℃以上930℃以下であり、より好ましくは860℃以上920℃以下である。
仕上圧延を終了した後、直ちに、好ましくは1.5s以内に強制冷却を開始し、巻取り温度で冷却を停止し、コイル状に巻き取る。仕上圧延終了温度から巻取り温度までの平均冷却速度が25℃/s未満であると、熱延鋼板の内部領域においてベイナイト相を十分に生成することができない。したがって、上記平均冷却速度は25℃/s以上とする。好ましくは30℃/s以上である。平均冷却速度の上限は特に規定しないが、平均冷却速度が大きくなりすぎると、ベイナイト変態が促進され、表層領域において所望の組織を確保することが困難となるため、平均冷却速度は120℃/s以下とすることが好ましい。なお、上記平均冷却速度は、鋼板の表面における平均冷却速度とする。
巻取り温度が350℃未満では、熱延鋼板の内部領域に、硬質なマルテンサイト相や残留オーステナイト相が形成され易くなる。その結果、所望の組織を確保できなくなり、熱延組織に所望の曲げ加工性を付与することが困難となる。一方、巻取り温度が500℃を超えると、熱延鋼板の内部領域にフェライト相が形成され易くなり、さらに粗大なパーライトやマルテンサイトが形成されるため、熱延鋼板の強度と曲げ加工性が低下する。以上の理由により、巻取り温度は350℃以上500℃以下の範囲とする。好ましくは350℃以上450℃以下である。
なお、本発明においては、連続鋳造時の鋼の成分偏析低減のために、電磁撹拌(EMS)および軽圧下鋳造(IBSR)等を適用することができる。電磁撹拌処理を施すことにより、板厚中心部に等軸晶を形成させ、偏析を低減させることができる。また、軽圧下鋳造を施した場合は、連続鋳造スラブの未凝固部の溶鋼の流動を防止することにより、板厚中心部の偏析を低減させることができる。これらの偏析低減処理の少なくても1つを適用することにより、後述する曲げ加工性をより優れたレベルにすることができる。
得られた熱延鋼板から試験片を採取し、組織観察、引張試験、曲げ試験を実施した。組織観察方法および各種試験方法は次のとおりとした。
得られた熱延鋼板から走査電子顕微鏡(SEM)用試験片を採取し、圧延方向に平行な板厚断面を研磨後、腐食液(3%ナイタール溶液(nital solution))で組織を現出させ、走査電子顕微鏡(SEM)を用い、800~1500倍の倍率で表層近傍を観察し、表層領域を特定した。表層領域は、内部領域と比べ、フェライトが多く観察されるため、表層領域と内部領域を識別できる。
野撮影し、画像処理を行い、各相の面積率を定量化することにより求めた。
得られた熱延鋼板から、引張方向が圧延方向と直角方向になるようにJIS5号試験片(GL:50mm)を採取し、JIS Z 2241(2011)の規定に準拠して引張試験を行い、降伏強度(降伏点)YP、引張強さTS、全伸びElを求めた。
得られた熱延鋼板にせん断加工を施し、試験片の長手方向が圧延方向と直角になるように20mm×150mmの曲げ試験片を採取した。せん断端面を有するこれらの試験片を用いて、JIS Z 2248(2006)に規定の押し曲げ法に準拠し、180°の曲げ試験を行った。このとき、n=3個で、ワレが発生しない最小の曲げ半径を限界曲げ半径R(mm)とし、Rを熱延鋼板の板厚t(mm)で除したR/t値を求め、熱延鋼板の曲げ加工性を評価した。なお、本発明では、R/tの値が0.50以下である場合を曲げ加工性に優れていると評価した。
得られた結果を表3に示す。


本出願は、2013年4月15日に日本に出願された特願2013-084449号に基づき優先権を主張するものであって、その内容の全てここに取り込む。
Claims (4)
- 質量%で、
C :0.1%超0.2%以下、 Si:0.5%以上3.0%以下、
Mn:1.0%以上3.5%以下、 P :0.05%以下、
S :0.004%以下、 Al:0.10%以下、
N :0.008%以下、 Ti:0.05%以上0.15%以下、
V :0.10%超0.30%以下
を含有し、残部がFeおよび不可避的不純物からなる組成を有し、フェライト相を主相とする表層領域と、ベイナイト相を主相とする内部領域からなり、前記表層領域が、主相であるフェライト相の面積率が80%以上であり、残部がベイナイト相、マルテンサイト相、残留オーステナイト相のうちから選ばれた1種または2種以上であり、前記残部の面積率が0%以上20%以下である組織を有し、前記内部領域が、主相であるベイナイト相の面積率が90%超であり、残部がフェライト相、マルテンサイト相、残留オーステナイト相のうちから選ばれた1種または2種以上であり、前記残部の面積率が0%以上10%未満である組織を有し、前記表層領域の鋼板厚さ方向に占める割合が、鋼板の表裏面より、それぞれ全板厚の1.0%以上5.0%以下である高強度熱延鋼板。 - 前記組成に加えて更に、質量%で、Nb:0.003%以上0.2%以下、B :0.0002%以上0.0015%以下、Cu:0.005%以上0.2%以下、Ni:0.005%以上0.2%以下、Cr:0.005%以上0.2%以下、Mo:0.005%以上0.2%以下のうちから選ばれた1種または2種以上を含有する請求項1に記載の高強度熱延鋼板。
- 前記組成に加えて更に、質量%でCa:0.0002%以上0.01%以下、REM:0.0002%以上0.01%以下のうちから選ばれた1種または2種を含有する請求項1または2に記載の高強度熱延鋼板。
- 請求項1ないし3のいずれか1項に記載の組成からなる鋼素材を、1250℃以上の温度域に加熱し、該温度域に3600s以上保持した後、粗圧延と、仕上圧延終了温度を840℃以上940℃以下とする仕上圧延からなる熱間圧延を施し、熱間圧延終了後、直ちに冷却を開始し、平均冷却速度25℃/s以上で冷却し、巻取り温度350℃以上500℃以下で巻き取る高強度熱延鋼板の製造方法。
Priority Applications (6)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014537385A JP5672421B1 (ja) | 2013-04-15 | 2014-03-11 | 高強度熱延鋼板およびその製造方法 |
| CN201480021109.1A CN105143486B (zh) | 2013-04-15 | 2014-03-11 | 高强度热轧钢板及其制造方法 |
| MX2015014415A MX366537B (es) | 2013-04-15 | 2014-03-11 | Lamina de acero laminada en caliente de alta resistencia y metodo para la produccion de la misma. |
| KR1020157025434A KR20150119363A (ko) | 2013-04-15 | 2014-03-11 | 고강도 열연 강판 및 그 제조 방법 |
| EP14785248.7A EP2987886B1 (en) | 2013-04-15 | 2014-03-11 | High strength hot rolled steel sheet and method for producing same |
| US14/784,341 US20160060723A1 (en) | 2013-04-15 | 2014-03-11 | High strength hot-rolled steel sheet and method of producing the same |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013-084449 | 2013-04-15 | ||
| JP2013084449 | 2013-04-15 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014171057A1 true WO2014171057A1 (ja) | 2014-10-23 |
Family
ID=51731024
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2014/001380 WO2014171057A1 (ja) | 2013-04-15 | 2014-03-11 | 高強度熱延鋼板およびその製造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20160060723A1 (ja) |
| EP (1) | EP2987886B1 (ja) |
| JP (1) | JP5672421B1 (ja) |
| KR (1) | KR20150119363A (ja) |
| CN (1) | CN105143486B (ja) |
| MX (1) | MX366537B (ja) |
| WO (1) | WO2014171057A1 (ja) |
Cited By (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015160986A (ja) * | 2014-02-27 | 2015-09-07 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| WO2018110152A1 (ja) * | 2016-12-12 | 2018-06-21 | Jfeスチール株式会社 | 低降伏比角形鋼管用熱延鋼板およびその製造方法並びに低降伏比角形鋼管およびその製造方法 |
| US10900097B2 (en) * | 2015-12-15 | 2021-01-26 | Posco | High-strength hot-dip galvanized steel sheet having excellent surface quality and spot weldability |
| WO2021193829A1 (ja) * | 2020-03-27 | 2021-09-30 | 日本製鉄株式会社 | 鋼板および熱処理部材ならびにそれらの製造方法 |
| JP2022514915A (ja) * | 2018-12-28 | 2022-02-16 | バオシャン アイアン アンド スティール カンパニー リミテッド | 高塑性表層と高強度内層を有する勾配鉄鋼材料及びその製造方法 |
| WO2023032225A1 (ja) | 2021-09-06 | 2023-03-09 | 日本製鉄株式会社 | 熱延鋼板 |
Families Citing this family (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10138536B2 (en) * | 2012-01-06 | 2018-11-27 | Jfe Steel Corporation | High-strength hot-rolled steel sheet and method for producing same |
| EP2977481B1 (en) | 2013-03-19 | 2019-10-16 | JFE Steel Corporation | High-strength hot rolled steel sheet having tensile strength of 780 mpa or more |
| JP6394841B1 (ja) | 2017-02-17 | 2018-09-26 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| KR102020435B1 (ko) | 2017-12-22 | 2019-09-10 | 주식회사 포스코 | 굽힘성 및 저온인성이 우수한 고강도 열연강판 및 이의 제조방법 |
| KR102495090B1 (ko) * | 2018-07-31 | 2023-02-06 | 제이에프이 스틸 가부시키가이샤 | 고강도 열연 강판 및 그의 제조 방법 |
| CN108914006B (zh) * | 2018-08-10 | 2020-12-29 | 宝武集团鄂城钢铁有限公司 | 一种厚度方向性能优良的超高强度调质钢板及其制造方法 |
| EP4047105A1 (de) * | 2021-02-17 | 2022-08-24 | ThyssenKrupp Steel Europe AG | Warmgewalztes stahlflachprodukt und verfahren zur herstellung eines warmgewalzten stahlflachprodukts |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003321727A (ja) * | 2002-05-01 | 2003-11-14 | Kobe Steel Ltd | 曲げ加工性に優れた低降伏比型高張力鋼板およびその製造方法 |
| JP2007162076A (ja) * | 2005-12-14 | 2007-06-28 | Kobe Steel Ltd | 加工性および疲労特性に優れる熱延鋼板及びその鋳造方法 |
| JP2009057620A (ja) * | 2007-09-03 | 2009-03-19 | Sumitomo Metal Ind Ltd | ハイドロフォーム用電縫管及びその素材鋼板と、これらの製造方法 |
| JP2009270142A (ja) | 2008-05-02 | 2009-11-19 | Nippon Steel Corp | 疲労特性と曲げ成形性に優れた機械構造鋼管用熱延鋼板とその製造方法 |
| JP2010043323A (ja) * | 2008-08-12 | 2010-02-25 | Sumitomo Metal Ind Ltd | 熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 |
| JP2010095753A (ja) * | 2008-10-15 | 2010-04-30 | Sumitomo Metal Ind Ltd | 熱延鋼板およびその製造方法 |
| JP2011202192A (ja) * | 2010-03-24 | 2011-10-13 | Nisshin Steel Co Ltd | 熱処理用鋼板及び鋼部材の製造方法 |
| JP2012062557A (ja) * | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 靭性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012062558A (ja) | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2014025131A (ja) * | 2012-07-30 | 2014-02-06 | Nippon Steel & Sumitomo Metal | 熱間プレス鋼板部材、その製造方法と熱間プレス用鋼板 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2273334C (en) * | 1996-11-28 | 2006-03-28 | Nippon Steel Corporation | High strength steels having high impact energy absorption properties and a method for producing the same |
| EP1193322B1 (en) * | 2000-02-29 | 2006-07-05 | JFE Steel Corporation | High tensile cold-rolled steel sheet having excellent strain aging hardening properties |
| JP5070732B2 (ja) * | 2005-05-30 | 2012-11-14 | Jfeスチール株式会社 | 伸び特性、伸びフランジ特性および引張疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP4819489B2 (ja) * | 2005-11-25 | 2011-11-24 | Jfeスチール株式会社 | 一様伸び特性に優れた高強度鋼板およびその製造方法 |
| EP2014781B1 (en) * | 2006-05-16 | 2016-11-09 | JFE Steel Corporation | High-strength hot-rolled steel plate having excellent stretch properties, stretch flanging properties and tension fatigue properties, and method for production thereof |
| CA2844718C (en) * | 2009-01-30 | 2017-06-27 | Jfe Steel Corporation | Thick high-tensile-strength hot-rolled steel sheet having excellent low-temperature toughness and manufacturing method thereof |
| CN101560629B (zh) * | 2009-05-27 | 2010-12-29 | 东北大学 | 一种屈服强度高于800MPa的热轧带钢及其制备方法 |
| JP5423191B2 (ja) * | 2009-07-10 | 2014-02-19 | Jfeスチール株式会社 | 高強度鋼板およびその製造方法 |
| JP5041083B2 (ja) * | 2010-03-31 | 2012-10-03 | Jfeスチール株式会社 | 加工性に優れた高張力溶融亜鉛めっき鋼板およびその製造方法 |
| JP4978741B2 (ja) * | 2010-05-31 | 2012-07-18 | Jfeスチール株式会社 | 伸びフランジ性および耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
| JP5724267B2 (ja) * | 2010-09-17 | 2015-05-27 | Jfeスチール株式会社 | 打抜き加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP5126326B2 (ja) * | 2010-09-17 | 2013-01-23 | Jfeスチール株式会社 | 耐疲労特性に優れた高強度熱延鋼板およびその製造方法 |
-
2014
- 2014-03-11 MX MX2015014415A patent/MX366537B/es active IP Right Grant
- 2014-03-11 JP JP2014537385A patent/JP5672421B1/ja not_active Expired - Fee Related
- 2014-03-11 EP EP14785248.7A patent/EP2987886B1/en active Active
- 2014-03-11 WO PCT/JP2014/001380 patent/WO2014171057A1/ja active Application Filing
- 2014-03-11 KR KR1020157025434A patent/KR20150119363A/ko not_active Application Discontinuation
- 2014-03-11 US US14/784,341 patent/US20160060723A1/en not_active Abandoned
- 2014-03-11 CN CN201480021109.1A patent/CN105143486B/zh active Active
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2003321727A (ja) * | 2002-05-01 | 2003-11-14 | Kobe Steel Ltd | 曲げ加工性に優れた低降伏比型高張力鋼板およびその製造方法 |
| JP2007162076A (ja) * | 2005-12-14 | 2007-06-28 | Kobe Steel Ltd | 加工性および疲労特性に優れる熱延鋼板及びその鋳造方法 |
| JP2009057620A (ja) * | 2007-09-03 | 2009-03-19 | Sumitomo Metal Ind Ltd | ハイドロフォーム用電縫管及びその素材鋼板と、これらの製造方法 |
| JP2009270142A (ja) | 2008-05-02 | 2009-11-19 | Nippon Steel Corp | 疲労特性と曲げ成形性に優れた機械構造鋼管用熱延鋼板とその製造方法 |
| JP2010043323A (ja) * | 2008-08-12 | 2010-02-25 | Sumitomo Metal Ind Ltd | 熱間プレス用熱延鋼板およびその製造方法ならびに熱間プレス鋼板部材の製造方法 |
| JP2010095753A (ja) * | 2008-10-15 | 2010-04-30 | Sumitomo Metal Ind Ltd | 熱延鋼板およびその製造方法 |
| JP2011202192A (ja) * | 2010-03-24 | 2011-10-13 | Nisshin Steel Co Ltd | 熱処理用鋼板及び鋼部材の製造方法 |
| JP2012062557A (ja) * | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 靭性に優れた高強度熱延鋼板およびその製造方法 |
| JP2012062558A (ja) | 2010-09-17 | 2012-03-29 | Jfe Steel Corp | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 |
| JP2014025131A (ja) * | 2012-07-30 | 2014-02-06 | Nippon Steel & Sumitomo Metal | 熱間プレス鋼板部材、その製造方法と熱間プレス用鋼板 |
Cited By (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015160986A (ja) * | 2014-02-27 | 2015-09-07 | Jfeスチール株式会社 | 高強度熱延鋼板およびその製造方法 |
| US10900097B2 (en) * | 2015-12-15 | 2021-01-26 | Posco | High-strength hot-dip galvanized steel sheet having excellent surface quality and spot weldability |
| WO2018110152A1 (ja) * | 2016-12-12 | 2018-06-21 | Jfeスチール株式会社 | 低降伏比角形鋼管用熱延鋼板およびその製造方法並びに低降伏比角形鋼管およびその製造方法 |
| JP6388091B1 (ja) * | 2016-12-12 | 2018-09-12 | Jfeスチール株式会社 | 低降伏比角形鋼管用熱延鋼板およびその製造方法並びに低降伏比角形鋼管およびその製造方法 |
| JP2022514915A (ja) * | 2018-12-28 | 2022-02-16 | バオシャン アイアン アンド スティール カンパニー リミテッド | 高塑性表層と高強度内層を有する勾配鉄鋼材料及びその製造方法 |
| JP7241179B2 (ja) | 2018-12-28 | 2023-03-16 | バオシャン アイアン アンド スティール カンパニー リミテッド | 高塑性表層と高強度内層を有する勾配鉄鋼材料及びその製造方法 |
| WO2021193829A1 (ja) * | 2020-03-27 | 2021-09-30 | 日本製鉄株式会社 | 鋼板および熱処理部材ならびにそれらの製造方法 |
| WO2023032225A1 (ja) | 2021-09-06 | 2023-03-09 | 日本製鉄株式会社 | 熱延鋼板 |
| KR20240028459A (ko) | 2021-09-06 | 2024-03-05 | 닛폰세이테츠 가부시키가이샤 | 열연 강판 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014171057A1 (ja) | 2017-02-16 |
| MX366537B (es) | 2019-07-12 |
| CN105143486A (zh) | 2015-12-09 |
| EP2987886A1 (en) | 2016-02-24 |
| EP2987886B1 (en) | 2018-06-06 |
| CN105143486B (zh) | 2017-05-03 |
| MX2015014415A (es) | 2015-12-07 |
| JP5672421B1 (ja) | 2015-02-18 |
| KR20150119363A (ko) | 2015-10-23 |
| US20160060723A1 (en) | 2016-03-03 |
| EP2987886A4 (en) | 2016-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US10465272B2 (en) | High-strength hot-dip galvanized steel sheet and high-strength alloyed hot-dip galvanized steel sheet having excellent plating adhesion, formability, and hole expandability with tensile strength of 980 MPa or more and manufacturing method therefor | |
| JP5672421B1 (ja) | 高強度熱延鋼板およびその製造方法 | |
| JP6252692B2 (ja) | 高強度熱延鋼板およびその製造方法 | |
| EP2987887B1 (en) | High strength hot rolled steel sheet and method for producing same | |
| KR101949628B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| US10435762B2 (en) | High-yield-ratio high-strength cold-rolled steel sheet and method of producing the same | |
| CN109642288B (zh) | 高强度钢板及其制造方法 | |
| US9028626B2 (en) | Method for manufacturing high strength galvanized steel sheet with excellent formability | |
| KR101949627B1 (ko) | 고강도 강판 및 그 제조 방법 | |
| KR102143834B1 (ko) | 강판, 도금 강판 및, 그들의 제조 방법 | |
| US10934600B2 (en) | High-strength steel sheet and production method therefor | |
| JP6260087B2 (ja) | 加工性と疲労特性に優れた高強度熱延鋼板及びその製造方法 | |
| CN109642292B (zh) | 高强度钢板及其制造方法 | |
| US10472697B2 (en) | High-strength steel sheet and production method therefor | |
| WO2013114850A1 (ja) | 溶融亜鉛めっき鋼板およびその製造方法 | |
| JP2012062558A (ja) | 曲げ加工性に優れた高強度熱延鋼板およびその製造方法 | |
| US11035019B2 (en) | High-strength steel sheet and production method therefor | |
| CN108779536B (zh) | 钢板、镀覆钢板和它们的制造方法 | |
| JP5867444B2 (ja) | 靭性に優れた高強度熱延鋼板およびその製造方法 | |
| WO2013160928A1 (ja) | 高強度鋼板およびその製造方法 | |
| JP6696208B2 (ja) | 高強度鋼板の製造方法 | |
| JP2019044269A (ja) | 高強度冷延薄鋼板 | |
| JPWO2016113780A1 (ja) | 高強度鋼板およびその製造方法 | |
| JP2011214070A (ja) | 冷延鋼板およびその製造方法 | |
| JP5655436B2 (ja) | 深絞り性に優れた高強度鋼板およびその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| WWE | Wipo information: entry into national phase |
Ref document number: 201480021109.1 Country of ref document: CN |
|
| ENP | Entry into the national phase |
Ref document number: 2014537385 Country of ref document: JP Kind code of ref document: A |
|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 14785248 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 20157025434 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: MX/A/2015/014415 Country of ref document: MX |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14784341 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| WWE | Wipo information: entry into national phase |
Ref document number: IDP00201506652 Country of ref document: ID Ref document number: 2014785248 Country of ref document: EP |