WO2014102926A1 - フィルタロッドの製造機及びフィルタロッドの製造方法 - Google Patents
フィルタロッドの製造機及びフィルタロッドの製造方法 Download PDFInfo
- Publication number
- WO2014102926A1 WO2014102926A1 PCT/JP2012/083609 JP2012083609W WO2014102926A1 WO 2014102926 A1 WO2014102926 A1 WO 2014102926A1 JP 2012083609 W JP2012083609 W JP 2012083609W WO 2014102926 A1 WO2014102926 A1 WO 2014102926A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- yarn
- filter
- tow
- liquid
- rod
- Prior art date
Links
Images





Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0204—Preliminary operations before the filter rod forming process, e.g. crimping, blooming
- A24D3/0212—Applying additives to filter materials
Definitions
- the present invention relates to a manufacturing machine for manufacturing a filter rod having a length several times that of a filter and a manufacturing method of the filter rod prior to manufacturing a filter cigarette having a thread impregnated with an additive solution inside the filter. .
- This type of manufacturing machine includes a wrapping section that wraps a filter tow into a rod shape with a wrapping material and forms a tow rod, a cutting device that cuts the tow rod into a filter rod downstream of the wrapping section, and a filter toward the wrapping section.
- a yarn feeding device that feeds the additive-impregnated yarn into the filter tow in the process of transferring the tow is included (see, for example, FIG. 3 of Patent Document 1). Therefore, the filter rod has an additive liquid impregnated yarn in its filter tow.
- the yarn feeding device of Patent Document 1 includes a yarn member feeding path extending from the yarn supply reel toward the wrapping section, and a liquid tank disposed in the feeding path.
- the additive liquid is stored, and the fragrance is dissolved in this additive liquid.
- the thread member passes through the additive liquid in the liquid tank before being fed into the filter tow, so that the additive liquid soaks into the thread member and an additive-impregnated thread is obtained.
- JP 55-58084 A JP1990-58084 A
- the above-described yarn delivery device of Patent Document 1 further includes a yarn guide and a yarn nozzle in the yarn delivery path downstream from the liquid tank, and these yarn guide and yarn nozzle are accurate for the additive-impregnated yarn in the filter tow. Enable infeed.
- the additive-impregnated yarn comes into direct contact with the yarn guide or the yarn nozzle, the additive-impregnated yarn is pressed by the yarn guide or the yarn nozzle, and the additive liquid may be squeezed out from the additive-impregnated yarn. is there. Therefore, a fluctuation occurs in the amount of the additive liquid impregnated in the additive-impregnated yarn, that is, the content of the additive per filter rod, and this fluctuation lowers the quality of the filter rod.
- An object of the present invention relates to an impregnation amount of an additive liquid contained in an additive-impregnated yarn in a filter rod, and provides a filter rod manufacturing machine and a filter rod manufacturing method capable of effectively suppressing fluctuations in the impregnation amount. There is to do.
- a filter rod manufacturing machine A tow converging section for converging the filter tow in the process of transferring the belt-shaped filter tow;
- a wrapping section that receives the converged filter tow and the packaging material at a joining position defined downstream of the toe convergence section as viewed in the direction of transfer of the filter tow, and forms a tow rod in which the filter tow is wrapped with the packaging material;
- a yarn delivery nozzle for guiding the yarn member toward the wrapping section, comprising a yarn delivery end positioned downstream from the joining position, from which the yarn member is delivered into the filter tow, thereby A thread delivery nozzle for forming a tow rod having a thread member therein;
- a liquid supply nozzle that extends along the yarn delivery nozzle and supplies an additive liquid to be impregnated into the yarn member, and is located downstream from the yarn delivery end and is added toward the yarn member delivered from the yarn delivery end.
- a liquid supply nozzle including a liquid discharge port for discharging liquid;
- a cutting device disposed downstream of
- the thread member is fed into the filter tow downstream from the joining position of the filter tow and the packaging material, and the additive liquid is discharged toward the thread member. That is, the additive-impregnated yarn having the yarn member impregnated with the additive liquid is not formed outside the filter tow, but is formed in the filter tow, so that the additive-impregnated yarn is introduced into the filter tow. Therefore, the above-described yarn guide and yarn nozzle are not required.
- the wrapping section includes a tongue that narrows the filter tow into a rod shape downstream of the joining position. In this case, it is desirable that both the yarn delivery end and the liquid discharge port are disposed in the tongue.
- the yarn delivery end and the liquid discharge port are thus arranged in the tongue, the yarn delivery end and the liquid discharge port are surrounded by the filter tow in the process of being formed into a rod shape by the tongue. Therefore, even if a part of the additive liquid discharged from the liquid discharge port is not impregnated in the thread member, a part of the additive liquid adheres to the surrounding filter tow, and the tongue and the packaging material are not contaminated by the additive liquid .
- the liquid discharge port is preferably arranged at the tip of the liquid supply nozzle.
- the penetration length of the liquid supply nozzle into the tongue is the shortest.
- the liquid supply nozzle can extend directly below the yarn delivery nozzle, and the liquid discharge port can be opened upward.
- the additive liquid discharged upward from the liquid discharge port is applied to the lower surface of the thread member and impregnated in the thread member. If such a liquid discharge port is opened upward, the additive liquid will not leak from the liquid discharge port due to gravity even if the discharge of the additive liquid from the liquid discharge port is stopped.
- the liquid supply nozzle and the yarn delivery nozzle are integrally supported by a common holder plate.
- this invention also provides the manufacturing method of the filter rod implemented with the above-mentioned manufacturing machine.
- the filter rod manufacturing machine and the filter rod manufacturing method of the present invention form the additive liquid impregnated yarn in the filter tow
- the amount of the additive liquid impregnated in the additive liquid impregnated liquid per filter rod is as follows: This variation in the amount of impregnation can be effectively suppressed.
- FIG. 1 It is a perspective view which shows a filter cigarette. It is the perspective view which partially cut away and showed the filter rod for forming the filter of the filter cigarette of FIG. It is the schematic which showed a part of manufacturing machine which manufactures the filter rod of FIG. It is the figure which showed the thread
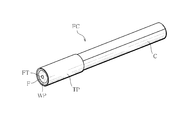
- the filter cigarette FC includes a cigarette C and a filter F connected to the base end of the cigarette C via a tip paper TP winding.
- the filter F has a fragrance-impregnated yarn FT inside thereof, and the fragrance-impregnated yarn FT contains a fragrance.
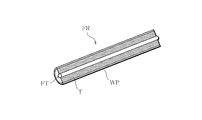
- the filter F is obtained by cutting the filter rod FR shown in FIG.
- the filter rod FR includes a filter tow T made of a bundle of acetate fibers, a wrapping material for wrapping the filter tow T in a rod shape, so-called wrapping paper WP, and a fragrance-impregnated yarn FT disposed at the center of the filter tow T. Have.
- FIG. 3 schematically shows a basic configuration of a filter rod FR manufacturing machine, and the manufacturing method of the filter rod FR carried out by this manufacturing machine will become apparent from the following description relating to the manufacturing machine.
- the manufacturing machine includes a tow veil made of acetate fibers, that is, a band-shaped filter tow T, and the filter tow T forms a pile 12 on the carriage 10.
- a transfer path 16 of the filter tow T extends from the pile 12 toward the toe convergence section 14.
- the ring guide 18, the first banding jet 20, and the second banding jet 22 extend from the pile 12 side of the filter tow T to the transfer path 16.
- the pre-tension roll 24, the blooming roll 26, the third banding jet 28, the plasticizer addition device 30 and the transfer roll 32 are sequentially arranged.
- the first to third banding jets 20, 22, and 28 spray compressed air on the filter tow T, and the blowing of the compressed air here releases the crimp of the acetate fiber and opens the filter tow T.
- the pretension roll 24 applies a predetermined tension to the filter tow T, and the blooming roll 26 stretches the filter tow T between the pretension roll 24.
- the adding device 30 uniformly applies liquid triacetin as a plasticizer to the filter tow T. Thereafter, the filter tow T is transferred from the transfer roll 32 to the tow converging section 14.
- the toe convergence section 14 includes a trumpet jet 34 and a trumpet guide 36, and these trumpet jet 34 and trumpet guide 36 are sequentially arranged from the transfer roll 32 side and are adjacent to each other.
- the trumpet jet 34 generates a flow of compressed air toward the trumpet guide 36 therein, and this compressed air flow causes the filter tow T transferred from the transfer roll 32 in the trumpet jet 34 to converge in a cylindrical shape (tow). A converging step), it is guided into the trumpet guide 36. Thereafter, the cylindrical filter tow T that has entered the trumpet guide 36 is once expanded in the radial direction and then transferred toward the wrapping section 38.
- the wrapping section 38 includes a forming bed 40, which extends in the horizontal direction and has a starting end 40a located near the trumpet guide 36 and a terminal end 40b remote from the trumpet guide 36.
- Forming grooves (not shown) are formed on the upper surface of the forming bed 40, and the forming grooves extend from the start end 40a to the end end 40b.
- the forming groove is flat at the start end 40a, the depth of the forming groove gradually increases toward the end 40b, while the width of the forming groove gradually decreases toward the end 40b.
- the forming groove has a semicircular cross section at the end 40b.
- a part of the garniture tape 42 is disposed in the molding groove.
- the garniture tape 42 has an endless shape, and is wound around the drive drum 44 at a predetermined wrapping angle below the forming bed 40 and is guided by a plurality of guide rollers 46. As is apparent from FIG. 3, one of the guide rollers 46 is disposed immediately below the trumpet guide 36.
- the drive drum 44 is rotated, the part of the signature tape 42 travels on the forming groove of the forming bed 40 from the start end 40a to the end end 40b of the forming bed 40.
- the paper web PW is superimposed on the signature tape 42, and the paper web PW is guided from the web roll WR onto the signature tape 42 via a plurality of guide rollers 48.
- One of these guide rollers 48 is disposed immediately below the trumpet guide 36 and adjacent to the guide roller 46 described above.
- spray guns 50 and 52 are arranged in the supply path of the paper web PW. The spray gun 52 applies rail glue to the center when viewed in the width direction of the paper web PW, while the spray gun 52 applies wrap glue to one side edge of the paper web PW.
- the filter tow T that has passed through the trumpet guide 36 is superposed on the paper web PW at the joining end MP defined in front of the starting end 40a or the starting end 40a of the forming bed 40, and is adhered to the paper web PW with rail glue. Thereafter, the paper web PW and the filter tow T travel along the molding groove on the molding bed 40 together with the signature tape 42.
- the tongue 54, the former 56, the heater 58, and the cooler 60 are sequentially arranged immediately above the forming bed 40 from the start end 40a side.
- the tongue 54 squeezes the filter tow T from above (squeezing process) and cooperates with the molding groove of the molding bed 40 to rod the filter tow T. Compress to shape.
- the garniture tape 42 and the paper web PW are bent into a U shape so as to wrap the filter tow T from below along the forming groove.
- the tongue 54 defines a compression molding passage in cooperation with the molding groove of the molding bed 40, and this compression molding passage has a ceiling surface formed by the tongue 54, and this ceiling surface has a molding groove. It has a shape that looks downward. Therefore, at the end 40b of the forming bed 40, that is, at the end of the compression molding passage, the compression molding passage has a circular cross section.
- both side edges of the paper web PW are sequentially bent toward the filter toe T via the signature tape 42. . Therefore, both side edges of the paper web PW are overlapped with each other on the filter tow T, and are bonded to each other with the above-described wrap glue to form a wrap portion.
- the filter tow T is completely wrapped by the paper web PW (lapping process), and the tow rod TR is formed.
- the toe rod TR is firmly adhered to the lap portion.
- a cutting device 70 is disposed immediately downstream of the wrapping section 38, and the tow rod TR passes through the cutting device 70. At this time, the cutting device 70 cuts the toe rod TR for each predetermined length to form individual filter rods FR (cutting step).
- the filter rod FR formed in this way is received by the receiver 72 from the cutting device 70, and thereafter transferred toward a filter cigarette manufacturing machine, so-called a filter mounting machine.
- the filter rod FR is cut by the filter mounting machine, and a double filter having a length twice that of the filter F is formed.
- the double filter is disposed between two cigarettes C, and the cigarette and the double filter are connected by winding the tip paper to form a double filter cigarette. After this, the double filter cigarette is cut into individual filter cigarettes.
- the above-described filter rod FR manufacturing machine further includes a yarn supplying device 74 for incorporating the fragrance-impregnated yarn FT into the tow rod TR. Details of the yarn supplying device 74 are shown in FIG. 4. Is shown in The yarn supply device 74 includes a yarn delivery nozzle 76.
- the yarn delivery nozzle 76 is formed of a pipe member, and extends from the outside of the tow converging section 14 to the wrapping section 38 through the inside of the tow converging section 14, for example.
- the yarn delivery nozzle 76 passes through the trumpet jet 34 and the trumpet guide 36, and has both ends, that is, an inlet end 78 and a yarn delivery end (yarn delivery position) 80.
- the inlet end 78 is positioned outside the trumpet jet 34, while the yarn delivery end 80 is disposed downstream of the above-described merging position MP as viewed in the transfer direction of the filter tow T.
- the yarn sending end 80 enters the tongue 54 and opens toward the downstream as viewed in the transfer direction of the filter tow T.
- the yarn delivery end 80 is positioned on the axis.
- the yarn sending nozzle 76 receives the yarn member S at the inlet end 78, guides the received yarn member S toward the yarn sending end 80, and sends the yarn member S from the yarn sending end 80 into the tongue 54 (yarn sending step).
- the yarn member S is supplied from the yarn supply source 82 and guided to the inlet end 78 of the yarn delivery nozzle 76.
- the yarn supply source 82 is a yarn reel around which the yarn member S is wound, and a feed that supplies the yarn member S from the yarn reel to the yarn delivery nozzle 76 along the guide path.
- 4 includes one guide roller 84 that defines a guide path, and this guide roller 84 is disposed in the vicinity of the inlet end 78.
- the yarn supply device 74 further includes a liquid supply nozzle 86.
- the liquid supply nozzle 86 is also formed from a pipe member and extends along the yarn delivery nozzle 76. That is, the liquid supply nozzle 86 also passes through the trumpet jet 34 and the trumpet guide 36.
- the liquid supply nozzle 86 is positioned immediately below the yarn delivery nozzle 76 and has a tip positioned in the tongue 54, that is, a liquid discharge port (liquid discharge position) 88.
- the liquid discharge port 88 opens upward from the yarn delivery end 80. Therefore, the liquid discharge port 88 is located immediately below the yarn member S delivered from the yarn delivery end 80 and opens toward the lower surface of the yarn member S.
- the tip of the liquid supply nozzle 86 is formed as a closed end 90, and the liquid discharge port 88 has an upper portion of the liquid supply nozzle 86 extending from the closed end 90 over a predetermined length. It is formed by cutting diagonally. It should be noted here that the lower part of the closed end 90 is left.
- the liquid supply nozzle 86 also protrudes from the trumpet jet 34 and is integrally supported by the common holder plate 92 together with the yarn delivery nozzle 76.
- the liquid supply nozzle 86 and the yarn delivery nozzle 76 are integrally supported by the holder plate 92 as described above, the liquid supply nozzle 86 and the yarn delivery nozzle 76 are respectively attached to the holder plate 92 at these predetermined positions.
- the positions of the liquid discharge port 88 and the yarn delivery end 80 in the tongue 54 and the relative position between the yarn delivery end 80 and the liquid delivery outlet 88 are automatically determined. Therefore, it is not necessary to adjust the position of the subsequent yarn delivery end 80 and the liquid delivery outlet 88, and variations in the addition of the fragrance liquid can be reduced and the productivity can be improved.
- the liquid supply nozzle 86 is connected to a liquid supply pipe 94 by a holder plate 92, and the liquid supply pipe 94 extends toward the liquid supply source 96 and is connected to the liquid supply source 96.
- the liquid supply source 96 can quantitatively supply the fragrance liquid to the liquid supply nozzle 86 through the liquid supply pipe 94.
- the liquid supply source 96 includes a liquid tank that stores the fragrance liquid, a quantitative pump that supplies the fragrance liquid from the liquid tank, and the like.
- the fragrance liquid contains propylene glycol (PG) as a solvent and menthol (M) as a fragrance dissolved in this propylene glycol.
- the yarn member S is fed from the yarn delivery end 80 of the yarn delivery nozzle 76 toward the center of the filter tow T that has entered the tongue 54 (during the narrowing process) (yarn).
- the fragrance liquid is discharged obliquely upward from the liquid discharge port 88 of the liquid supply nozzle 86, that is, toward the thread member S (liquid discharge process).
- the fragrance liquid discharged in this manner is applied to the thread member S and impregnated in the thread member S in the process of forming the toe rod TR. Therefore, the thread member S becomes the fragrance-impregnated thread FT described above.
- the tow rod TR that is, the filter rod FR formed from the tow rod TR has the fragrance-impregnated yarn FT at its center.
- the thread member S to which the fragrance liquid is applied that is, the fragrance impregnated yarn FT is thereafter applied. Is surrounded by the filter tow T and contacts with the filter tow T, but does not come into contact with mechanical elements such as the yarn delivery nozzle 76, the surrounding tongue 54, the garniture tape 42 and the forming bed 40. Therefore, the possibility that the fragrance liquid once impregnated in the fragrance-impregnated yarn FT exudes from the fragrance-impregnated yarn FT is low. Further, even if the fragrance liquid oozes out from the fragrance-impregnated yarn FT, the fragrance liquid here is only attached to the filter tow T and does not adhere to the yarn delivery nozzle 76 or the surrounding mechanical elements.
- the discharge amount of the fragrance liquid from the liquid discharge port 88 is constant, the variation of the impregnation amount in the fragrance liquid is effective with respect to the amount of the fragrance liquid impregnated in the fragrance impregnation yarn FT per filter rod FR. Is suppressed.
- the content of the fragrance liquid per filter rod FR is constant.
- the liquid discharge port 88 is opened upward, the liquid discharge port can be operated even when the operation of the manufacturing machine, that is, the supply of the fragrance liquid from the liquid supply source 96 is stopped. From 88, the fragrance liquid does not fall down due to gravity. Therefore, the surrounding machine elements are not contaminated with the fragrance liquid, and the load on cleaning the machine elements can be reduced.
- Table 1 shows the results of measuring the average value of the amount of menthol M contained in the perfume-impregnated yarn FT and the CV value thereof with respect to the filter rods FR of Examples E1 and E2 manufactured by the above-described manufacturing machine. Indicates.
- Qo and M amounts indicate the target content and actual impregnation amount of menthol M per one perfume impregnated yarn FT.
- Table 1 also shows similar measurement results regarding the filter rods of Comparative Examples C1 to C3 manufactured by the manufacturing machine of Patent Document 1. Note that the difference between the examples E1 and E2 and the difference between the comparative examples C1 to C3 represent the difference in manufacturing date and time.
- FIG. 7 shows the CV value of menthol M in Table 1 as a bar graph.
- the CV values of Examples E1 and E2 are significantly reduced as compared with the CV values of Comparative Examples C1 to C3. This means that the amount of menthol M contained in one filter rod FR, that is, one filter F, is stabilized, and it becomes possible to manufacture a high-quality filter cigarette FC.
- FIG. 8 shows the filter rod FR of Examples E3 and E4 manufactured by changing the target impregnation amount Qo of the fragrance liquid to 0.056 g / piece, and the CV value of menthol M in these Examples E3 and E4 is shown. Show. As is clear from FIG. 8, if the target impregnation amount Qo of menthol M is increased, the manufacturing machine of the present embodiment can further reduce the CV value of menthol M.
- the present invention is not limited to the manufacturing machine and the manufacturing method of the above-described embodiment, and various modifications are possible.
- the liquid discharge port 88 of the liquid supply nozzle 86 may be opened vertically and upward, or may be opened toward the side surface of the thread member S.
- a plurality of liquid supply nozzles 86 may be provided.
- both the yarn delivery nozzle 76 and the liquid supply nozzle 86 extend through the trumpet jet 34 and the trumpet guide 36 and into the tongue 54, but at least the yarn delivery nozzle 76 is in the transfer direction of the filter tow T.
- the additive liquid impregnated in the thread member may contain other fragrance in addition to menthol, and the solvent is not limited to propylene glycol.
- the blending ratio of menthol and solvent may be 9: 1 to 5: 5.
Landscapes
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
Abstract
本発明のフィルタロッドの製造方法を実施する製造機は、フィルタトウ(T)及びペーパウエブ(PW)からトウロッド(TR)が成形される過程にて、フィルタトウ(T)とペーパウエブ(PW)とが合流する合流位置(MP)よりも下流に位置付けられた糸送出端(80)を備え、この糸送出端(80)からトング(54)内のフィルタトウ(T)中に糸部材(S)を送出させる糸送出ノズル(76)と、糸送出端(80)よりも下流に位置付けられ液吐出口(88)を備え、この液吐出口(88)から香料液(L)を糸部材(S)に向けて吐出し、糸部材(S)に含浸させる液供給ノズル(86)とを有する。
Description
本発明は、フィルタの内部に添加液が含浸された糸を有するフィルタシガレットの製造に先立ち、フィルタの数倍の長さを有したフィルタロッドを製造するための製造機及びフィルタロッドの製造方法に関する。
この種の製造機は、フィルタトウを包材によりロッド形状に包み込み、トウロッドを成形するラッピングセクションと、このラッピングセクションの下流にてトウロッドをフィルタロッドに切断する切断装置と、ラッピングセクションに向けてフィルタトウが移送される過程にて、フィルタトウ中に添加剤含浸糸を送り込む糸送出装置とを含む(例えば、特許文献1の図3参照)。それ故、フィルタロッドはそのフィルタトウ中に添加液含浸糸を有する。
具体的には、特許文献1の糸送出装置は、糸の供給リールからラッピングセクションに向けて延びる糸部材の送出経路と、この送出経路に配置された液槽とを有し、この液槽には添加液が蓄えられており、この添加液には香料が溶解されている。糸部材はフィルタトウ中に送り込まれる前に液槽内の添加液中を通過し、これにより、糸部材に添加液が染み込み、添加剤含浸糸が得られる。
上述した特許文献1の糸送出装置は、液槽よりも下流にて糸送出経路に糸ガイドや糸ノズルを更に含み、これら糸ガイド及び糸ノズルはフィルタトウ中への添加剤含浸糸の正確な送り込みを可能にする。
しかしながら、添加剤含浸糸が糸ガイドや糸ノズルに直接的に摺接すれば、添加剤含浸糸は糸ガイドや糸ノズルにて圧迫され、添加剤含浸糸から添加液が絞り出されてしまうことがある。それ故、添加剤含浸糸中への添加液の含浸量、即ち、フィルタロッド1本あたりの添加剤の含有量に変動が発生し、この変動はフィルタロッドの品質を低下させる。
しかしながら、添加剤含浸糸が糸ガイドや糸ノズルに直接的に摺接すれば、添加剤含浸糸は糸ガイドや糸ノズルにて圧迫され、添加剤含浸糸から添加液が絞り出されてしまうことがある。それ故、添加剤含浸糸中への添加液の含浸量、即ち、フィルタロッド1本あたりの添加剤の含有量に変動が発生し、この変動はフィルタロッドの品質を低下させる。
本発明の目的は、フィルタロッド中の添加剤含浸糸に含まれる添加液の含浸量に関し、含浸量の変動を効果的に抑制することができるフィルタロッドの製造機及びフィルタロッドの製造方法を提供することにある。
上述の目的は、本発明のフィルタロッドの製造機によって達成され、この製造機は、
帯状のフィルタトウが移送過程される過程にて、フィルタトウを収束させるトウ収束セクションと、
フィルタトウの移送方向でみてトウ収束セクションの下流に規定された合流位置にて、収束されたフィルタトウ及び包材をそれぞれ受取り、フィルタトウが包材で包み込まれたトウロッドを成形するラッピングセクションと、
ラッピングセクションに向けて糸部材を案内する糸送出ノズルであって、合流位置よりも下流に位置付けられた糸送出端を含み、この糸送出端からフィルタトウ中に糸部材を送出させ、これにより、内部に糸部材を有したトウロッドを成形させる、糸送出ノズルと、
糸送出ノズルに沿って延び、糸部材に含浸させるべき添加液を供給する液供給ノズルであって、糸送出端よりも下流に位置付けられ且つ糸送出端から送出された糸部材に向けて添加液を吐出する液吐出口を含む、液供給ノズルと、
ラッピングセクションの下流に配置され、トウロッドを所定の長さのフィルタロッドに切断する切断装置と
を具備する。
帯状のフィルタトウが移送過程される過程にて、フィルタトウを収束させるトウ収束セクションと、
フィルタトウの移送方向でみてトウ収束セクションの下流に規定された合流位置にて、収束されたフィルタトウ及び包材をそれぞれ受取り、フィルタトウが包材で包み込まれたトウロッドを成形するラッピングセクションと、
ラッピングセクションに向けて糸部材を案内する糸送出ノズルであって、合流位置よりも下流に位置付けられた糸送出端を含み、この糸送出端からフィルタトウ中に糸部材を送出させ、これにより、内部に糸部材を有したトウロッドを成形させる、糸送出ノズルと、
糸送出ノズルに沿って延び、糸部材に含浸させるべき添加液を供給する液供給ノズルであって、糸送出端よりも下流に位置付けられ且つ糸送出端から送出された糸部材に向けて添加液を吐出する液吐出口を含む、液供給ノズルと、
ラッピングセクションの下流に配置され、トウロッドを所定の長さのフィルタロッドに切断する切断装置と
を具備する。
上述の製造機によれば、フィルタトウと包材との合流位置よりも下流のフィルタトウ中に糸部材が送り込まれる一方、この糸部材に向けて添加液が吐出される。即ち、糸部材に添加液が含浸された添加剤含浸糸はフィルタトウの外部にて形成されるのではなく、フィルタトウ中にて形成されることから、フィルタトウ中に添加剤含浸糸を導くための前述した糸ガイドや糸ノズルは不要となる。
従って、添加剤含浸糸が糸ガイドや糸ノズルに直接的に摺接しないので、これら糸ガイドや糸ノズルが添加剤含浸糸から添加液を絞り出し、絞り出された添加液が糸ガイドや糸ノズルに付着することはない。この結果、フィルタロッド1本当たりの添加剤含浸糸に含まれる添加液の含浸量に関し、含浸量の変動は抑制される。
ラッピングセクションは、合流位置の下流にフィルタトウをロッド形状に絞り込むトングを含み、この場合、糸送出端及び液吐出口は共にトング内に配置されているのが望ましい。
ラッピングセクションは、合流位置の下流にフィルタトウをロッド形状に絞り込むトングを含み、この場合、糸送出端及び液吐出口は共にトング内に配置されているのが望ましい。
このようにトング内に糸送出端及び液吐出口が配置されていれば、これら糸送出端及び液吐出口はトングにてロッド形状に形成される過程のフィルタトウに囲まれた状態となる。それ故、液吐出口から吐出された添加液の一部が糸部材に含浸されなくとも、添加液の一部は周囲のフィルタトウに付着し、トングや包材が添加液で汚れることはない。
液吐出口は、液供給ノズルの先端に配置されているのが好ましい。この場合、トング内への液供給ノズルの侵入長さが最短となる。
更に、液供給ノズルは糸送出ノズルの直下を延び、液吐出口は上方に向けて開口することができる。この場合、液吐出口から上方に向けて吐出された添加液は糸部材の下面に塗布され、糸部材に含浸される。このような液吐出口が上方に向けて開口していれば、液吐出口からの添加液の吐出が停止されても、液吐出口から添加液が重力により漏れ出すことはない。
更に、液供給ノズル及び糸送出ノズルは共通のホルダプレートに一体的に支持されているのが好ましい。
また、本発明は、上述の製造機にて実施されるフィルタロッドの製造方法をも提供する。
更に、液供給ノズルは糸送出ノズルの直下を延び、液吐出口は上方に向けて開口することができる。この場合、液吐出口から上方に向けて吐出された添加液は糸部材の下面に塗布され、糸部材に含浸される。このような液吐出口が上方に向けて開口していれば、液吐出口からの添加液の吐出が停止されても、液吐出口から添加液が重力により漏れ出すことはない。
更に、液供給ノズル及び糸送出ノズルは共通のホルダプレートに一体的に支持されているのが好ましい。
また、本発明は、上述の製造機にて実施されるフィルタロッドの製造方法をも提供する。
本発明のフィルタロッドの製造機及びフィルタロッドの製造方法は、フィルタトウ中にて添加液含浸糸を形成するので、フィルタロッド1本当たりの添加液含浸液に含まれる添加液の含浸量に関し、この含浸量の変動を効果的に抑制することができる。
図1を参照すれば、フィルタシガレットFCはシガレットCと、このシガレットCの基端にチップペーパTPの巻付けを介して接続されたフィルタFとを含む。このフィルタFはその内部に香料含浸糸FTを有し、この香料含浸糸FTは香料を含む。
具体的には、フィルタFは図2に示されたフィルタロッドFRを切断して得られる。このフィルタロッドFRは、アセテート繊維の束からなるフィルタトウTと、このフィルタトウTをロッド形状に包み込む包材、所謂、巻取紙WPと、フィルタトウTの中心に配置された香料含浸糸FTとを有する。
具体的には、フィルタFは図2に示されたフィルタロッドFRを切断して得られる。このフィルタロッドFRは、アセテート繊維の束からなるフィルタトウTと、このフィルタトウTをロッド形状に包み込む包材、所謂、巻取紙WPと、フィルタトウTの中心に配置された香料含浸糸FTとを有する。
一方、図3はフィルタロッドFRの製造機を基本的な構成を概略的に示しており、この製造機が実施するフィルタロッドFRの製造方法は、製造機に係る以下の説明から明らかになる。
製造機は、アセテート繊維からなるトウベール、即ち、帯状のフィルタトウTを含み、このフィルタトウTは台車10上にてパイル12を形成している。このパイル12からはトウ収束セクション14に向けてフィルタトウTの移送経路16が延び、移送経路16にはフィルタトウTのパイル12側からリングガイド18、第1バンディングジェット20、第2バンディングジェット22、プレテンションロール24、ブルーミングロール26、第3バンディングジェット28、可塑剤の添加装置30及び移送ロール32が順次配置されている。
製造機は、アセテート繊維からなるトウベール、即ち、帯状のフィルタトウTを含み、このフィルタトウTは台車10上にてパイル12を形成している。このパイル12からはトウ収束セクション14に向けてフィルタトウTの移送経路16が延び、移送経路16にはフィルタトウTのパイル12側からリングガイド18、第1バンディングジェット20、第2バンディングジェット22、プレテンションロール24、ブルーミングロール26、第3バンディングジェット28、可塑剤の添加装置30及び移送ロール32が順次配置されている。
第1~第3バンディングジェット20,22,28はフィルタトウTに圧縮空気を吹き付け、ここでの圧縮空気の吹き付けはアセテート繊維の捲縮を解き、フィルタトウTを開繊する。プレテンションロール24はフィルタトウTに所定の張力を付与し、ブルーミングロール26はプレテンションロール24との間にてフィルタトウTを引き伸ばす。
フィルタトウTが添加装置30を通過するとき、添加装置30はフィルタトウTに可塑剤としての液状のトリアセチンを一様に塗布する。この後、フィルタトウTは移送ロール32からトウ収束セクション14に移送される。
フィルタトウTが添加装置30を通過するとき、添加装置30はフィルタトウTに可塑剤としての液状のトリアセチンを一様に塗布する。この後、フィルタトウTは移送ロール32からトウ収束セクション14に移送される。
本実施形態の場合、トウ収束セクション14はトランペットジェット34及びトランペットガイド36を含み、これらトランペットジェット34及びトランペットガイド36は移送ロール32側から順次配置され、互いに隣接している。トランペットジェット34はその内部にトランペットガイド36に向かう圧縮空気の流れを発生させ、この圧縮空気の流れはトランペットジェット34内にて移送ロール32から移送されたフィルタトウTを円筒状に収束させ(トウ収束工程)、トランペットガイド36内に導く。この後、トランペットガイド36内に進入した円筒状のフィルタトウTは一旦、その径方向に膨張した後、ラッピングセクション38に向けて移送される。
ラッピングセクション38は成形ベッド40を含み、この成形ベッド40は水平方向に延び、トランペットガイド36の近傍に位置した始端40aと、トランペットガイド36から離れた終端40bとを有する。成形ベッド40の上面には成形溝(図示しない)が形成され、この成形溝は始端40aから終端40bまで延びている。具体的には、成形溝は始端40aにて平坦であるものの、成形溝の深さは終端40bに向けて徐々に増加し、一方、成形溝の幅は終端40bに向けて徐々に減少する。この結果、成形溝は終端40bにて半円形の横断面を有する。
成形溝にはガニチャーテープ42の一部が配置されている。このガニチャーテープ42は無端状をなし、成形ベッド40の下方にて、駆動ドラム44に所定の巻付け角にて巻付けられている一方、複数のガイドローラ46により案内されている。図3から明らかなようにガイドローラ46の1つはトランペットガイド36の直下に配置されている。駆動ドラム44が回転されたとき、ガニチャーテープ42の前記一部は成形ベッド40の成形溝上を成形ベッド40の始端40aから終端40bに向けて走行する。
一方、成形ベッド40上にて、ガニチャーテープ42にはペーパウエブPWが重ね合わされており、このペーパウエブPWはウエブロールWRから複数のガイドローラ48を介してガニチャーテープ42上に導かれている。これらガイドローラ48の1つはトランペットガイド36の直下にて、前述のガイドローラ46に隣接して配置されている。
更に、ペーパウエブPWの供給経路にはスプレーガン50,52が配置されている。スプレーガン52はペーパウエブPWの幅方向でみて、その中央にレール糊を塗布し、一方、スプレーガン52はペーパウエブPWの一側縁にラップ糊を塗布する。
更に、ペーパウエブPWの供給経路にはスプレーガン50,52が配置されている。スプレーガン52はペーパウエブPWの幅方向でみて、その中央にレール糊を塗布し、一方、スプレーガン52はペーパウエブPWの一側縁にラップ糊を塗布する。
トランペットガイド36を通過したフィルタトウTは成形ベッド40の始端40a又は始端40aの手前に規定された合流位置MPにてペーパウエブPWに重ね合わされ、レール糊によりペーパウエブPWに接着される。この後、これらペーパウエブPW及びフィルタトウTはガニチャーテープ42とともに成形ベッド40上を成形溝に沿って走行する。
成形ベッド40の直上にはその始端40a側からトング54、フォーマ56、ヒータ58及びクーラ60が順次配置されている。フィルタトウTがペーパウエブPW及びガニチャーテープTとともにトング54を通過するとき、トング54はフィルタトウTを上方から絞り込み(絞り込みプロセス)、成形ベッド40の成形溝と協働してフィルタトウTをロッド形状に圧縮成形する。この際、ガニチャーテープ42及びペーパウエブPWは成形溝に沿いフィルタトウTを下側から包み込むようなU字形に曲げられる。
具体的には、トング54は成形ベッド40の成形溝と協働して圧縮成形通路を規定し、この圧縮成形通路はトング54により形成される天井面を有し、この天井面は成形溝を下向きにしたような形状を有する。従って、成形ベッド40の終端40b、即ち、圧縮成形通路の終端にて、圧縮成形通路は円形の横断面を有する。
この後、フィルタトウT、ペーパウエブPW及びガニチャーテープ42の三者がフォーマ56を通過する過程にて、ペーパウエブPWの両側縁部はガニチャーテープ42を介してフィルタトウTに向けて順次曲げられる。それ故、ペーパウエブPWの両側縁はフィルタトウT上にて互いに重ね合わされ、前述のラップ糊により互いに接着されことでラップ部を形成する。この時点にて、フィルタトウTはペーパウエブPWにより完全に包み込まれ(ラッピング工程)、トウロッドTRが成形される。
この後、トウロッドTRはヒータ58及びクーラ60を通過する過程にて、ラップ部での接着が強固にされる。
ラッピングセクション38の直下流には切断装置70が配置されており、トウロッドTRは切断装置70を通過する。このとき、切断装置70はトウロッドTRを所定の長さ毎に切断し、個々のフィルタロッドFRを形成する(切断工程)。
このようにして形成されたフィルタロッドFRは切断装置70からレシーバ72に受け取られ、この後、フィルタシガレットの製造機、所謂、フィルタ取付け機に向けて移送される。
ラッピングセクション38の直下流には切断装置70が配置されており、トウロッドTRは切断装置70を通過する。このとき、切断装置70はトウロッドTRを所定の長さ毎に切断し、個々のフィルタロッドFRを形成する(切断工程)。
このようにして形成されたフィルタロッドFRは切断装置70からレシーバ72に受け取られ、この後、フィルタシガレットの製造機、所謂、フィルタ取付け機に向けて移送される。
なお、フィルタ取付け機にて、フィルタロッドFRは切断され、フィルタFの2倍の長さを有したダブルフィルタが形成される。このダブルフィルタは2本のシガレットC間に配置され、そして、これらシガレット及びダブルフィルタはチップペーパの巻付けにより接続され、ダブルフィルタシガレットを形成する。この後、ダブルフィルタシガレットは個々のフィルタシガレットに切断される。
図1には示されていないが、上述したフィルタロッドFRの製造機は、トウロッドTR内に香料含浸糸FTを組み込むための糸供給装置74を更に含み、この糸供給装置74の詳細は図4に示されている。
糸供給装置74は糸送出ノズル76を含む。この糸送出ノズル76はパイプ部材から形成され、例えば、前述したトウ収束セクション14の外側からトウ収束セクション14内を通じ、ラッピングセクション38に向けて延びている。
糸供給装置74は糸送出ノズル76を含む。この糸送出ノズル76はパイプ部材から形成され、例えば、前述したトウ収束セクション14の外側からトウ収束セクション14内を通じ、ラッピングセクション38に向けて延びている。
具体的には、糸送出ノズル76はトランペットジェット34及びトランペットガイド36内を通過し、その両端、即ち、入口端78及び糸送出端(糸送出位置)80を有する。入口端78はトランペットジェット34の外側に位置付けられ、一方、糸送出端80はフィルタトウTの移送方向でみて前述した合流位置MPよりも下流に配置されている。本実施形態の場合、図4から明らかなように糸送出端80はトング54内に進入し、フィルタトウTの移送方向でみて下流に向けて開口している。更に、前述した圧縮成形通路における円形の終端の中心を通過する水平な軸線(図示しない)を考えたとき、糸送出端80はその軸線上に位置付けられている。
糸送出ノズル76は入口端78にて糸部材Sを受取り、受け取った糸部材Sを糸送出端80に向けて案内し、この糸送出端80からトング54内に送出する(糸送出工程)。糸部材Sは糸供給源82から供給され、糸送出ノズル76の入口端78まで導かれる。なお、図4には示されていないが、糸供給源82は糸部材Sが巻付けられた糸リール、この糸リールから糸部材Sを案内経路に沿い糸送出ノズル76に向けて供給するフィードロール等を含み、図4には、案内経路を規定する1つのガイドローラ84が示され、このガイドローラ84は入口端78の近傍に配置されている。
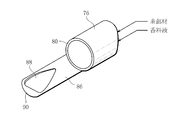
糸供給装置74は液供給ノズル86を更に含む。この液供給ノズル86もまたパイプ部材から形成され、糸送出ノズル76に沿って延びている。即ち、液供給ノズル86もまたトランペットジェット34及びトランペットガイド36内を通過している。図4から明らかなように本実施形態では、液供給ノズル86は糸送出ノズル76の直下に位置付けられ、トング54内に位置付けられた先端、即ち、液吐出口(液吐出位置)88を有する。この液吐出口88は糸送出端80よりも下流にて、上方に向けて開口している。それ故、液吐出口88は糸送出端80から送出された糸部材Sの直下に位置し、この糸部材Sの下面に向けて開口する。
具体的には、図5から明らかなように液供給ノズル86の先端は閉塞端90として形成され、液吐出口88は、液供給ノズル86の上部が閉塞端90から所定の長さに亘って斜めに切り取られることで形成されている。ここで、閉塞端90の下部が残されていることに留意すべきである。
一方、液供給ノズル86もまたトランペットジェット34から突出し、糸送出ノズル76とともに共通のホルダプレート92に一体的に支持されている。このように液供給ノズル86及び糸送出ノズル76がホルダプレート92に一体的に支持されることにより、液供給ノズル86及び糸送出ノズル76をこれらの所定位置にてホルダプレート92にそれぞれ取り付ければ、トング54内への液吐出口88及び糸送出端80の位置付けや、前述した糸送出端80と液送出口88との間での相対的な位置付けが自動的に決定される。よって、その後の糸送出端80や液送出口88の位置調整を行なう必要が無く、香料液の添加のばらつきを低減できると共に、生産性の向上に効果がある。
更に、液供給ノズル86はホルダプレート92にて液供給管94に接続されており、この液供給管94は液供給源96に向けて延び、この液供給源96に接続されている。この液供給源96は液供給管94を通じて液供給ノズル86に香料液を定量的に供給することができる。なお、図4には示されていないが、液供給源96は香料液を蓄えた液タンクや、この液タンクから香料液を供給する定量型ポンプ等を含む。
本実施形態の場合、香料液は溶媒としてのプロピレングリコール(PG)と、このプロピレングリコールに溶解された香料としてのメンソール(M)とを含んでいる。
上述の糸供給装置74によれば、トング54内に進入したフィルタトウTの中心に向けて(前記絞り込みプロセス中)、糸送出ノズル76の糸送出端80から糸部材Sが送り込まれる一方(糸送出工程)、図6中、矢印Lで示されるように液供給ノズル86の液吐出口88から斜め上方、即ち、糸部材Sに向けて香料液が吐出される(液吐出工程)。このようにして吐出された香料液は糸部材Sに塗布され、トウロッドTRが形成される過程にて糸部材Sに含浸される。それ故、糸部材Sは前述した香料含浸糸FTとなる。この結果、トウロッドTR、即ち、トウロッドTRから形成されたフィルタロッドFRはその中心に香料含浸糸FTを有することになる。
上述の糸供給装置74によれば、トング54内に進入したフィルタトウTの中心に向けて(前記絞り込みプロセス中)、糸送出ノズル76の糸送出端80から糸部材Sが送り込まれる一方(糸送出工程)、図6中、矢印Lで示されるように液供給ノズル86の液吐出口88から斜め上方、即ち、糸部材Sに向けて香料液が吐出される(液吐出工程)。このようにして吐出された香料液は糸部材Sに塗布され、トウロッドTRが形成される過程にて糸部材Sに含浸される。それ故、糸部材Sは前述した香料含浸糸FTとなる。この結果、トウロッドTR、即ち、トウロッドTRから形成されたフィルタロッドFRはその中心に香料含浸糸FTを有することになる。
上述したように香料液は、糸送出ノズル76の糸送出端80から送出された糸部材Sに塗布されることから、この後、香料液が塗布された糸部材S、即ち、香料含浸糸FTはフィルタトウTに囲まれ、このフィルタトウTに接触するものの、糸送出ノズル76や周囲のトング54、ガニチャーテープ42及び成形ベッド40等の機械要素に接触することはない。それ故、香料含浸糸FTに一旦含浸された香料液が香料含浸糸FTから染み出す可能性は低い。また、たとえ香料含浸糸FTから香料液が染み出したとしても、ここでの香料液はフィルタトウTに付着されるだけで、糸送出ノズル76や周囲の機械要素に付着することはない。
従って、液吐出口88からの香料液の吐出量が一定であれば、フィルタロッドFRの1本当たりの香料含浸糸FTに含浸された香料液の量に関し、香料液における含浸量の変動は効果的に抑制される。なお、前述したように香料液の一部がフィルタトウTに付着したとしても、フィルタロッドFRの1本当たりの香料液の含有量は一定となる。
更に、本実施形態の場合、液吐出口88は上方に向けて開口していることから、製造機の運転、即ち、液供給源96からの香料液の供給が停止されても、液吐出口88から香料液が重力によって零れ落ちることはない。それ故、周囲の機械要素が香料液で汚れることもなく、機械要素の清掃にかかる負荷を軽減することができる。
更に、本実施形態の場合、液吐出口88は上方に向けて開口していることから、製造機の運転、即ち、液供給源96からの香料液の供給が停止されても、液吐出口88から香料液が重力によって零れ落ちることはない。それ故、周囲の機械要素が香料液で汚れることもなく、機械要素の清掃にかかる負荷を軽減することができる。
以下の表1は、上述の製造機にて製造された実施例E1,E2のフィルタロッドFRに関し、香料含浸糸FTに含まれているメンソールMの量の平均値及びそのCV値を測定した結果を示す。表1中、Qo,M量は香料含浸糸FTの1本当たりにおけるメンソールMの目標含有量及び実含浸量を示す。
また、表1には、特許文献1の製造機にて製造された比較例C1~C3のフィルタロッドに関する同様な測定結果をも併せて示されている。なお、実施例E1,E2間の相違や、比較例C1~C3の相違は製造日時の相違を表す。
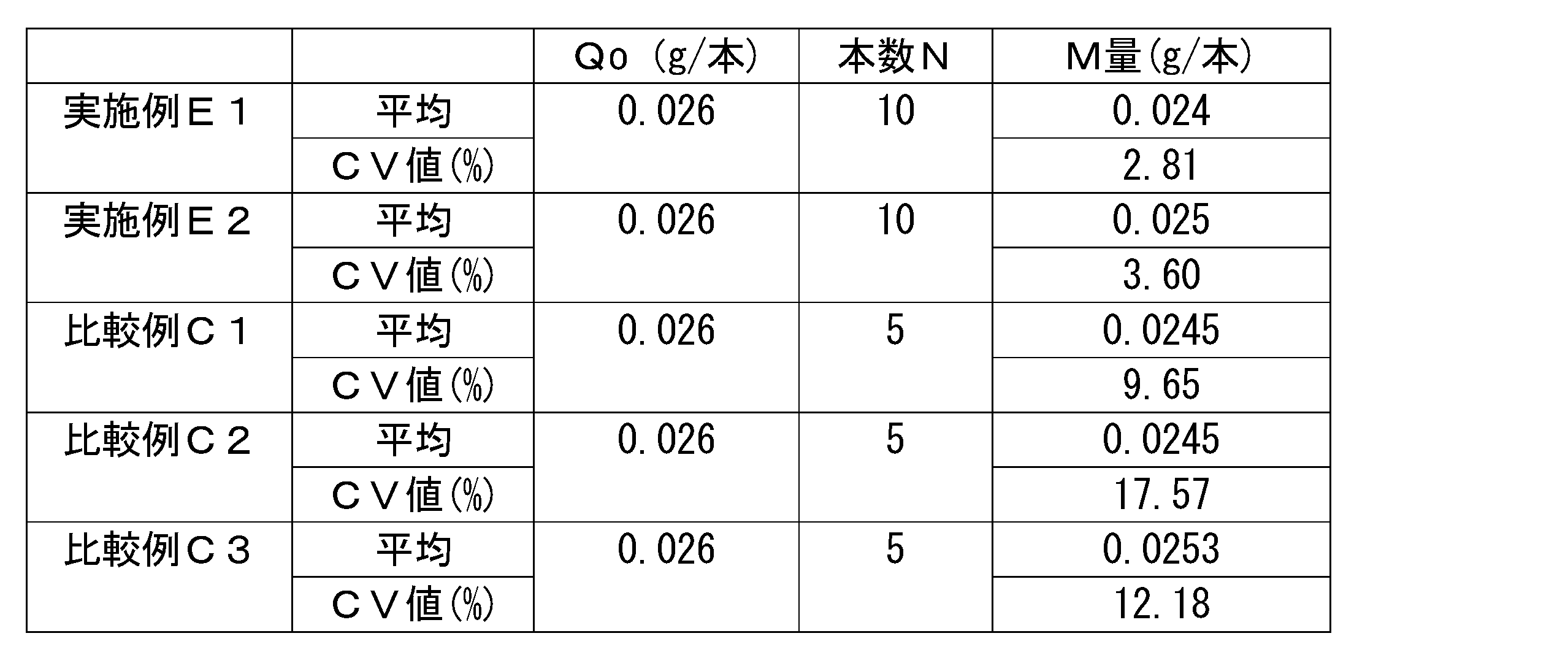
図7は、表1におけるメンソールMのCV値を棒グラフにて示している。図7から明らかなように、実施例E1,E2のCV値は比較例C1~C3のCV値に比べて大幅に低減されていることが分かる。このことは、フィルタロッドFR、即ち、フィルタFの1本当たりに含まれるメンソールMの量が安定し、高品質なフィルタシガレットFCの製造が可能となることを意味する。
なお、図8は、香料液の目標含浸量Qoを0.056g/本に変更して製造された実施例E3,E4のフィルタロッドFRに関し、これら実施例E3,E4におけるメンソールMのCV値を示す。図8から明らかなようにメンソールMの目標含浸量Qoが増加されれば、本実施形態の製造機はメンソールMのCV値を更に低減することができる。
本発明は上述の一実施形態の製造機及びその製造方法に制約されるものではなく、種々の変形が可能である。
例えば、液供給ノズル86の液吐出口88は鉛直方向且つ上向きに開口していてもよいし、糸部材Sの側面に向けて開口されていてもよい。また、液供給ノズル86は複数であってもよい。
また、一実施例では糸送出ノズル76及び液供給ノズル86は共に、トランペットジェット34及びトランペットガイド36を貫通してトング54内に延びているが、少なくとも糸送出ノズル76はフィルタトウTの移送方向と直交する方向からトング54とトランペットガイド36との間やトランペットガイド36とトランペットジェット34との間に一旦突入し、この後、フィルタトウTの移送方向に沿ってトング54内に延びるべく屈曲されていてもよい。
更に、糸部材に含浸される添加液はメンソール以外に他の香料を含むものであってもよいし、溶剤もプロピレングリコールに限られるものではない。特に限定されるものでないが、メンソールと溶剤の配合割合は、9:1~5:5であれば良い。
例えば、液供給ノズル86の液吐出口88は鉛直方向且つ上向きに開口していてもよいし、糸部材Sの側面に向けて開口されていてもよい。また、液供給ノズル86は複数であってもよい。
また、一実施例では糸送出ノズル76及び液供給ノズル86は共に、トランペットジェット34及びトランペットガイド36を貫通してトング54内に延びているが、少なくとも糸送出ノズル76はフィルタトウTの移送方向と直交する方向からトング54とトランペットガイド36との間やトランペットガイド36とトランペットジェット34との間に一旦突入し、この後、フィルタトウTの移送方向に沿ってトング54内に延びるべく屈曲されていてもよい。
更に、糸部材に含浸される添加液はメンソール以外に他の香料を含むものであってもよいし、溶剤もプロピレングリコールに限られるものではない。特に限定されるものでないが、メンソールと溶剤の配合割合は、9:1~5:5であれば良い。
14 トウ収束セクション
38 ラッピングセクション
54 トング
70 切断装置
76 糸送出ノズル
80 糸送出端
86 液供給ノズル
88 液吐出口
FR フィルタロッド
FT 香料含浸糸
S 糸部材
T フィルタトウ
38 ラッピングセクション
54 トング
70 切断装置
76 糸送出ノズル
80 糸送出端
86 液供給ノズル
88 液吐出口
FR フィルタロッド
FT 香料含浸糸
S 糸部材
T フィルタトウ
Claims (8)
- 帯状のフィルタトウが移送過程される過程にて、前記フィルタトウを収束させるトウ収束セクションと、
前記フィルタトウの移送方向でみて前記トウ収束セクションの下流に規定された合流位置にて、収束されたフィルタトウ及び包材をそれぞれ受取り、前記フィルタトウが前記包材で包み込まれたトウロッドを成形するラッピングセクションと、
前記ラッピングセクションに向けて糸部材を案内する糸送出ノズルであって、前記合流位置よりも下流に位置付けられた糸送出端を含み、この糸送出端から前記フィルタトウ中に糸部材を送出させ、これにより、内部に糸部材を有した前記トウロッドを成形させる、糸送出ノズルと、
前記糸送出ノズルに沿って延び、前記糸部材に含浸させるべき添加液を供給する液供給ノズルであって、前記糸送出端よりも下流に位置付けられ且つ前記糸送出端から送出された前記糸部材に向けて前記添加液を吐出する液吐出口を含む、液供給ノズルと、
前記ラッピングセクションの下流に配置され、前記トウロッドを所定の長さのフィルタロッドに切断する切断装置と
を具備したことを特徴とするフィルタロッドの製造機。 - 前記ラッピングセクションは、前記合流位置の下流に前記フィルタトウをロッド形状に絞り込むトングを含み、
前記糸送出端及び前記液吐出口は共に前記トング内に配置されていることを特徴とする請求項1に記載のフィルタロッドの製造機。 - 前記液吐出口は、前記液供給ノズルの先端に配置されていることを特徴とする請求項2に記載のフィルタロッド製造機。
- 前記液供給ノズルは前記糸送出ノズルの直下を延び、前記液吐出口は上方に向けて開口することを特徴とする請求項3に記載のフィルタロッドの製造機。
- 前記液供給ノズル及び前記糸送出ノズルは共通のホルダプレートに一体的に支持されていることを特徴とする請求項1に記載のフィルタロッドの製造機。
- 帯状のフィルタトウが移送過程される過程にて、前記フィルタトウを収束させるトウ収束工程と、
収束されたフィルタトウ及び包材をそれぞれ合流位置にて受取り、前記フィルタトウが前記包材で包み込まれたトウロッドを成形するラッピング工程と
前記合流位置よりも下流に規定された糸送出位置にて前記フィルタトウ中に糸部材を送出し、内部に前記糸部材を有した前記トウロッドを成形させる、糸送出工程と、
前記糸送出位置よりも下流に規定された液吐出位置にて、前記糸部材に向けて添加液を吐出し、吐出された添加液を前記糸部材に含浸させる液吐出工程と、
前記ラッピング工程にて成形された前記トウロッドを所定の長さのフィルタロッドに切断する切断工程と
を具備したことを特徴とするフィルタロッド製造方法。 - 前記ラッピング工程は、前記合流位置の下流にて前記フィルタトウをロッド形状に絞り込む絞り込みプロセスを含み、
前記糸送出工程及び前記液吐出工程は、前記絞り込みプロセス中に実施されることを特徴とする請求項6に記載のフィルタロッドの製造方法。 - 前記液吐出工程は、前記液吐出位置にて前記添加液を上方に吐出することを特徴とする請求項7に記載のフィルタロッドの製造方法。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/083609 WO2014102926A1 (ja) | 2012-12-26 | 2012-12-26 | フィルタロッドの製造機及びフィルタロッドの製造方法 |
| EP12890930.6A EP2910133B1 (en) | 2012-12-26 | 2012-12-26 | Filter rod manufacturing machine and filter rod manufacturing method |
| JP2014553933A JP5888800B2 (ja) | 2012-12-26 | 2012-12-26 | フィルタロッドの製造機及びフィルタロッドの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2012/083609 WO2014102926A1 (ja) | 2012-12-26 | 2012-12-26 | フィルタロッドの製造機及びフィルタロッドの製造方法 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014102926A1 true WO2014102926A1 (ja) | 2014-07-03 |
Family
ID=51020085
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2012/083609 WO2014102926A1 (ja) | 2012-12-26 | 2012-12-26 | フィルタロッドの製造機及びフィルタロッドの製造方法 |
Country Status (3)
| Country | Link |
|---|---|
| EP (1) | EP2910133B1 (ja) |
| JP (1) | JP5888800B2 (ja) |
| WO (1) | WO2014102926A1 (ja) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015201781A1 (de) * | 2015-02-02 | 2016-08-04 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Herstellen von Filtern der Tabak verarbeitenden Industrie |
| JP2022517157A (ja) * | 2019-12-19 | 2022-03-07 | ケーティー アンド ジー コーポレイション | チューブフィルター製造装置およびチューブフィルターの製造方法 |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105595415A (zh) * | 2016-01-15 | 2016-05-25 | 红云红河烟草(集团)有限责任公司 | 一种利用荔枝花蜜制备蜜香卷烟香线的方法 |
| CN109793276B (zh) * | 2019-03-20 | 2021-02-19 | 红云红河烟草(集团)有限责任公司 | 一种导丝舌凝胶加注装置 |
| KR102533111B1 (ko) * | 2020-02-17 | 2023-05-16 | 주식회사 케이티앤지 | 가향처리된 튜브필터를 포함하는 흡연물품 및 그의 제조 방법 |
| BR112023005693A2 (pt) * | 2020-10-09 | 2023-04-25 | Philip Morris Products Sa | Aplicação de um aditivo ao moldar o material de folha em uma haste incorporando um susceptor aquecível |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5558084A (en) | 1978-04-21 | 1980-04-30 | Cigarette Components Ltd | Tobacco filter and producing apparatus thereof |
| JPS59227286A (ja) * | 1983-06-02 | 1984-12-20 | ア−ル・ジエイ・レノルズ・タバコ・カンパニ− | タバコ煙フイルタ−およびその製造方法および装置 |
| JP2005521399A (ja) * | 2002-03-29 | 2005-07-21 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 中央に位置した香味付き素子を持つ紙巻きたばこフィルターを作るための方法と装置 |
| JP2008035861A (ja) * | 2006-08-04 | 2008-02-21 | Philip Morris Products Sa | 多重香味強化をもたらす多成分フィルタ |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0714530D0 (en) * | 2007-07-25 | 2007-09-05 | British American Tobacco Co | New apparatus and method |
| GB0905210D0 (en) * | 2009-03-26 | 2009-05-13 | British American Tobacco Co | Rod for a smoking article and method and apparatus for manufacture |
| WO2012164645A1 (ja) * | 2011-05-27 | 2012-12-06 | 日本たばこ産業株式会社 | フィルター製造装置、フィルター製造方法、およびフィルター |
-
2012
- 2012-12-26 JP JP2014553933A patent/JP5888800B2/ja not_active Expired - Fee Related
- 2012-12-26 WO PCT/JP2012/083609 patent/WO2014102926A1/ja active Application Filing
- 2012-12-26 EP EP12890930.6A patent/EP2910133B1/en active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5558084A (en) | 1978-04-21 | 1980-04-30 | Cigarette Components Ltd | Tobacco filter and producing apparatus thereof |
| JPS59227286A (ja) * | 1983-06-02 | 1984-12-20 | ア−ル・ジエイ・レノルズ・タバコ・カンパニ− | タバコ煙フイルタ−およびその製造方法および装置 |
| JP2005521399A (ja) * | 2002-03-29 | 2005-07-21 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | 中央に位置した香味付き素子を持つ紙巻きたばこフィルターを作るための方法と装置 |
| JP2008035861A (ja) * | 2006-08-04 | 2008-02-21 | Philip Morris Products Sa | 多重香味強化をもたらす多成分フィルタ |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102015201781A1 (de) * | 2015-02-02 | 2016-08-04 | Hauni Maschinenbau Ag | Verfahren und Vorrichtung zum Herstellen von Filtern der Tabak verarbeitenden Industrie |
| EP3050442B1 (de) * | 2015-02-02 | 2021-04-28 | Hauni Maschinenbau GmbH | Verfahren und vorrichtung zum herstellen von filtern der tabak verarbeitenden industrie |
| JP2022517157A (ja) * | 2019-12-19 | 2022-03-07 | ケーティー アンド ジー コーポレイション | チューブフィルター製造装置およびチューブフィルターの製造方法 |
| JP7063500B2 (ja) | 2019-12-19 | 2022-05-09 | ケーティー アンド ジー コーポレイション | チューブフィルター製造装置およびチューブフィルターの製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP5888800B2 (ja) | 2016-03-22 |
| EP2910133A1 (en) | 2015-08-26 |
| EP2910133A4 (en) | 2016-06-15 |
| JPWO2014102926A1 (ja) | 2017-01-12 |
| EP2910133B1 (en) | 2020-03-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5888800B2 (ja) | フィルタロッドの製造機及びフィルタロッドの製造方法 | |
| JP5388249B2 (ja) | フィルタ製造機 | |
| JP4222524B2 (ja) | フィルタロッド製造機 | |
| KR102072382B1 (ko) | 권축 시트 재료의 연속 웨브를 공급하기 위한 장치 및 방법 | |
| US10039316B2 (en) | Cigarette filter manufacturing apparatus and cigarette filter manufacturing method | |
| US6908421B2 (en) | Filter manufacturing machine | |
| EP3254570B1 (en) | Filter cigarette producing method, filter and filter cigarette | |
| JP4627692B2 (ja) | 糸状体の非接触式制御装置及び制御方法 | |
| JP5640090B2 (ja) | フィルタ製造装置、フィルタ製造方法、およびフィルタ | |
| JP6767358B2 (ja) | フィルタロッド形成方法及び装置 | |
| CN107734980B (zh) | 用于处理刚性包装纸幅材料的改进的滤嘴条成型机 | |
| CN107002312B (zh) | 丝束带的制造方法及丝束带制造装置 | |
| KR20180000349A (ko) | 토우 절단기 | |
| WO2013175613A1 (ja) | 製造機及び製造方法 | |
| CN117120677A (zh) | 短纤维的制造方法、无纺布的制造方法、短纤维制造装置以及无纺布制造装置 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 12890930 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014553933 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2012890930 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |