WO2014010406A1 - シュリンクフィルムおよびシュリンクラベル - Google Patents
シュリンクフィルムおよびシュリンクラベル Download PDFInfo
- Publication number
- WO2014010406A1 WO2014010406A1 PCT/JP2013/067326 JP2013067326W WO2014010406A1 WO 2014010406 A1 WO2014010406 A1 WO 2014010406A1 JP 2013067326 W JP2013067326 W JP 2013067326W WO 2014010406 A1 WO2014010406 A1 WO 2014010406A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- layer
- weight
- resin
- content
- shrink
- Prior art date
Links
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/04—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B25/08—Layered products comprising a layer of natural or synthetic rubber comprising rubber as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B25/00—Layered products comprising a layer of natural or synthetic rubber
- B32B25/16—Layered products comprising a layer of natural or synthetic rubber comprising polydienes homopolymers or poly-halodienes homopolymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/10—Interconnection of layers at least one layer having inter-reactive properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D23/00—Details of bottles or jars not otherwise provided for
- B65D23/08—Coverings or external coatings
- B65D23/0842—Sheets or tubes applied around the bottle with or without subsequent folding operations
- B65D23/0878—Shrunk on the bottle
-
- G—PHYSICS
- G09—EDUCATION; CRYPTOGRAPHY; DISPLAY; ADVERTISING; SEALS
- G09F—DISPLAYING; ADVERTISING; SIGNS; LABELS OR NAME-PLATES; SEALS
- G09F3/00—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps
- G09F3/04—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps to be fastened or secured by the material of the label itself, e.g. by thermo-adhesion
- G09F3/06—Labels, tag tickets, or similar identification or indication means; Seals; Postage or like stamps to be fastened or secured by the material of the label itself, e.g. by thermo-adhesion by clamping action
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/05—5 or more layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/246—All polymers belonging to those covered by groups B32B27/32 and B32B27/30
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/40—Symmetrical or sandwich layers, e.g. ABA, ABCBA, ABCCBA
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/20—Properties of the layers or laminate having particular electrical or magnetic properties, e.g. piezoelectric
- B32B2307/21—Anti-static
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/30—Properties of the layers or laminate having particular thermal properties
- B32B2307/306—Resistant to heat
- B32B2307/3065—Flame resistant or retardant, fire resistant or retardant
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/516—Oriented mono-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/52—Oriented multi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/732—Dimensional properties
- B32B2307/734—Dimensional stability
- B32B2307/736—Shrinkable
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/738—Thermoformability
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2519/00—Labels, badges
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
- Y10T428/31855—Of addition polymer from unsaturated monomers
- Y10T428/31909—Next to second addition polymer from unsaturated monomers
- Y10T428/31913—Monoolefin polymer
- Y10T428/31917—Next to polyene polymer
Definitions
- plastic bottles such as PET bottles and metal bottles such as bottle cans are widely used as beverage containers for tea and soft drinks.
- These containers are often equipped with plastic labels to give display, decoration, and functionality.
- shrink Shrink labels or the like in which a printing layer is provided on a film (heat-shrinkable film) are widely used.
- the shrink film there is known a heterogeneous laminated film in which different resin materials are laminated for the purpose of imparting various functions to the film.
- a polyolefin resin layer is used as the core material, and a resin layer containing polystyrene resin as the main component is laminated on both sides via an acid-modified polyethylene resin.
- a heat-shrinkable label film is known (see, for example, Patent Document 1).
- an adhesive resin layer made of hydrogenated styrene resin is provided on both surfaces of the layer made of olefin resin
- a heat-shrinkable laminated film provided with both outer layers made of styrene resin is known (for example, see Patent Document 2).
- the object of the present invention is a low specific gravity and high shrinkage heterogeneous laminated film having a resin layer composed mainly of a polystyrene resin and a resin layer composed mainly of a polypropylene resin, And it is providing the shrink film which has high interlayer intensity
- a shrink film includes a resin layer (A layer) containing a specific amount of a polystyrene-based resin and a resin layer containing specific amounts of a polystyrene-based resin and a polypropylene-based resin.
- a layer a resin layer containing a specific amount of a polystyrene-based resin
- B layer a resin layer containing specific amounts of a polystyrene-based resin and a polypropylene-based resin.
- B layer and a resin layer (C layer) containing a specific amount of polypropylene resin are laminated in the order of A layer / B layer / C layer / B layer / A layer without any other layers.
- the present invention includes a resin layer (A layer) containing 50% by weight or more of a polystyrene resin, a resin layer (B layer) containing 20 to 80% by weight of a polystyrene resin and 20 to 80% by weight of a polypropylene resin. And a resin layer (C layer) containing 50% by weight or more of a polypropylene-based resin has a laminated structure in which A layer / B layer / C layer / B layer / A layer are laminated in this order without any other layers.
- the content of the structural unit derived from the styrene monomer is 85 to 95% by weight, and the content of the structural unit derived from the diene (particularly conjugated diene) is 5 to 15% by weight, and the content of the structural unit derived from the styrene monomer in the polystyrene resin contained in the B layer is 50 to 80% by weight, derived from the diene (particularly conjugated diene).
- the content of the structural unit is 20% by weight or more 50 Providing a shrink film, characterized in that it is less than an amount%.
- the shrink film of the present invention has a specific gravity as described above, thereby having a low specific gravity and a high shrinkability. Moreover, the interlayer strength between the layers is high, and troubles due to delamination do not occur in the manufacturing process and distribution process. For this reason, it is particularly useful as a base film for shrink labels to be attached to containers such as PET bottles.
- FIG. 1 is a schematic view of a sample used in a warm delamination test.
- the shrink film of the present invention comprises a resin layer (hereinafter sometimes referred to as “A layer”) containing 50% by weight or more of a polystyrene resin, 20 to 80% by weight of a polystyrene resin, and 20 to 80 of a polypropylene resin. It has at least a resin layer containing 50% by weight (hereinafter sometimes referred to as “B layer”) and a resin layer containing 50% by weight or more of a polypropylene resin (hereinafter sometimes referred to as “C layer”).
- a layer a resin layer containing 50% by weight or more of a polystyrene resin, 20 to 80% by weight of a polystyrene resin, and 20 to 80 of a polypropylene resin. It has at least a resin layer containing 50% by weight (hereinafter sometimes referred to as “B layer”) and a resin layer containing 50% by weight or more of a polypropylene resin (hereinafter sometimes referred to as “C layer”).
- the content of the structural unit derived from the styrene monomer in the polystyrene resin contained in the layer A is 85 to 95% by weight, and the content of the structural unit derived from the diene is 5 to 15% by weight. It is.
- the content of the structural unit derived from the styrene monomer in the polystyrene resin contained in the layer B is 50 to 80% by weight, and the content of the structural unit derived from the diene is 20% by weight. More than 50% by weight.
- the content of the styrenic monomer in the total amount (100% by weight) of the monomer component constituting the polystyrene resin contained in the A layer is 85 to 95% by weight, and the diene The content of is preferably 5 to 15% by weight. Further, in the total amount (100% by weight) of monomer components constituting the polystyrene resin contained in the B layer, the content of the styrene monomer is 50 to 80% by weight, and the content of diene is It is preferably 20% by weight or more and less than 50% by weight.
- the shrink film of the present invention has a laminated structure in which the A layer is laminated on both sides (both sides) of the C layer via the B layer in the film, that is, A layer / B layer / C layer / B layer / A layer. In this order, it has at least a laminated structure (a laminated structure of three types and five layers) laminated without interposing other layers.
- the A layers provided on the both sides of the C layer and the B layers have the same resin composition.
- the layer is preferably a layer having a different resin composition as long as the effects of the present invention are not impaired.
- the A layers and the B layers provided one by one on both sides of the C layer may be layers having the same thickness or different thicknesses.
- a layer (surface layer) / B layer (intermediate layer) / C layer (center layer) / B layer (intermediate layer) / A layer (surface layer) A 3 type 5 layer laminated film etc. are mentioned.
- the shrink film of this invention may have layers other than A layer, B layer, and C layer further.
- the layers other than the A layer, the B layer, and the C layer are not particularly limited, but a layer that can be provided in-line in the film forming process of the laminated film including the laminated structure of the above three types and five layers is preferable.
- the coating layer include a coating layer, an easy adhesion layer, and an antistatic agent layer.
- the A layer is a resin layer containing at least a polystyrene resin.
- the said polystyrene-type resin may use only 1 type, and may use 2 or more types.
- the polystyrene resin is a polymer composed of a styrene monomer as an essential monomer component. That is, it is a polymer containing at least a structural unit derived from a styrene monomer in the molecule (in one molecule).
- the polystyrene resin may be a homopolymer or a copolymer.
- the styrene monomer is not particularly limited, and examples thereof include styrene, ⁇ -methyl styrene, m-methyl styrene, p-methyl styrene, p-ethyl styrene, p-isobutyl styrene, pt-butyl styrene, Examples include chloromethylstyrene. Among these, styrene is preferable from the viewpoint of availability, material price, and the like. In addition, the said styrene-type monomer may use only 1 type, and may use 2 or more types.
- the polystyrene resin is not particularly limited.
- a homopolymer of a styrene monomer such as general polystyrene (GPPS) which is a homopolymer of styrene; only two or more styrene monomers are used alone.
- examples include copolymers such as copolymers, styrene-diene copolymers, hydrogenated styrene-diene copolymers, and styrene-polymerizable unsaturated carboxylic ester copolymers. . Of these, styrene-diene copolymers are preferred.
- the styrene-diene copolymer is a copolymer composed of a styrene monomer and a diene (particularly conjugated diene) as essential monomer components. That is, it is a polymer containing at least a structural unit derived from a styrene monomer and a structural unit derived from a diene (particularly conjugated diene) in the molecule (in one molecule).
- the diene is not particularly limited, but is preferably a conjugated diene, such as 1,3-butadiene, isoprene (2-methyl-1,3-butadiene), 2,3-dimethyl-1,3-butadiene, 1, Examples include 3-pentadiene, 1,3-hexadiene, and chloroprene. Among these, 1,3-butadiene is particularly preferable from the viewpoint of interlayer strength.
- the said diene may use only 1 type and may use 2 or more types.
- the monomer component constituting the styrene-diene copolymer may further contain a monomer component other than the styrene monomer and the diene.
- monomer components other than the styrene monomer and the diene include vinyl monomers, polymerizable unsaturated carboxylic acid esters, and polymerizable unsaturated carboxylic anhydrides.
- the form of copolymerization of the styrene-diene copolymer is not particularly limited, and examples thereof include random copolymers, block copolymers, and alternating copolymers.
- block copolymers are preferable, and examples include styrene block (S) -diene block (D) type, SDS type, DSD type, SSDSD type, and the like. .
- the styrene-diene copolymer examples include a styrene-butadiene-styrene block copolymer (SBS), a styrene-isoprene-styrene block copolymer (SIS), and a styrene-butadiene / isoprene- Examples thereof include a styrene block copolymer (SBIS).
- SBS is preferable.
- these copolymers may use only 1 type and may use 2 or more types.
- the content of the structural unit derived from the styrenic monomer in the polystyrene resin contained in the A layer is all the polystyrene resins contained in the A layer. Is 85 to 95% by weight, preferably 85 to 90% by weight, based on the total weight (100% by weight). By making the content 85% by weight or more, the shrinkability of the A layer and the shrink film is improved. On the other hand, when the content exceeds 95% by weight, the A layer becomes too hard, and the film is easily cut during the production of the shrink film, and the productivity is lowered.
- the content of the structural unit derived from diene in the polystyrene resin contained in the A layer is the total weight of all the polystyrene resins contained in the A layer ( 100% by weight) to 5 to 15% by weight, preferably 10 to 15% by weight.
- the content of the structural unit derived from the conjugated diene in the polystyrene resin contained in the A layer satisfies the above range.
- the polystyrene resin contained in the A layer is a mixed resin containing two or more kinds of polystyrene resins
- the content of the structural unit derived from the styrene monomer and the structural unit derived from the diene The contents of are respectively the contents in the mixed resin.
- the content of the structural unit derived from the styrenic monomer and the content of the structural unit derived from the diene are the composition of the polystyrene resin contained in the layer A (each structural unit contained in each polystyrene resin). And the content of each polystyrene resin in all polystyrene resins contained in the A layer). More specifically, for example, in the polystyrene resin contained in the layer A, the content of the structural unit derived from the styrene monomer is s 1 (% by weight) and the content of the structural unit derived from the diene.
- the analysis / measurement of the content of the structural unit (the structural unit derived from a styrene monomer and the structural unit derived from a diene) and the content of the structural unit is not particularly limited.
- nuclear magnetic resonance (NMR), gas chromatograph It can be performed by a tomograph mass spectrometer (GCMS) or the like.
- GCMS tomograph mass spectrometer
- the analysis and measurement of the constituent units in the other resin layers (B layer, C layer, etc.) and the resin and the content of the constituent units can be performed in the same manner.
- polystyrene resin examples include “Styrolux S” (SBS) manufactured by BASF.
- SBS Styrolux S
- the content of the polystyrene-based resin in the A layer is 50% by weight or more (50 to 100% by weight), preferably 80 to 100% by weight, more preferably based on the total weight (100% by weight) of the A layer. Is 90 to 100% by weight.
- the content is less than 50% by weight, the shrinkage of the A layer is lowered, and the shrinkage of the shrink film is lowered.
- the above “content of polystyrene resin in the A layer” is the content of all polystyrene resins included in the A layer. Total amount.
- the content of the styrene-diene copolymer in the A layer preferably satisfies the above range.
- the layer A may contain components other than the polystyrene resin (additive components), such as lubricants, fillers, heat stabilizers, antioxidants, ultraviolet absorbers, antistatic agents, antifogging agents, A flame retardant, a colorant, a pinning agent (alkaline earth metal), and the like may be included.
- additive components such as lubricants, fillers, heat stabilizers, antioxidants, ultraviolet absorbers, antistatic agents, antifogging agents, A flame retardant, a colorant, a pinning agent (alkaline earth metal), and the like may be included.
- the B layer is a resin layer containing at least a polystyrene resin and a polypropylene resin.
- the polystyrene resin and the polypropylene resin may be used alone or in combination of two or more.
- the polystyrene resin (that is, the polystyrene resin contained in the B layer) is a polymer composed of a styrene monomer as an essential monomer component. That is, it is a polymer containing at least a structural unit derived from a styrene monomer in the molecule (in one molecule).
- the polystyrene resin may be a homopolymer or a copolymer.
- the styrene monomer is not particularly limited, and examples thereof include styrene, ⁇ -methyl styrene, m-methyl styrene, p-methyl styrene, p-ethyl styrene, p-isobutyl styrene, pt-butyl styrene, Examples include chloromethylstyrene. Among these, styrene is preferable from the viewpoint of availability, material price, and the like. In addition, the said styrene-type monomer may use only 1 type, and may use 2 or more types.
- polystyrene resin namely, polystyrene resin contained in B layer
- homopolymer of styrene monomers such as general polystyrene (GPPS) which is a styrene homopolymer A copolymer comprising only two or more styrene monomers as monomer components, a styrene-diene copolymer, a hydrogenated styrene-diene copolymer, and a styrene-polymerizable unsaturated carboxylic acid Copolymers such as ester copolymers are exemplified. Of these, styrene-diene copolymers are preferred.
- the styrene-diene copolymer is a copolymer composed of a styrene monomer and a diene (particularly conjugated diene) as essential monomer components. That is, it is a polymer containing at least a structural unit derived from a styrene monomer and a structural unit derived from a diene (particularly conjugated diene) in the molecule (in one molecule).
- the diene is not particularly limited, but is preferably a conjugated diene, such as 1,3-butadiene, isoprene (2-methyl-1,3-butadiene), 2,3-dimethyl-1,3-butadiene, 1, Examples include 3-pentadiene, 1,3-hexadiene, and chloroprene. Of these, 1,3-butadiene is particularly preferable.
- the said diene may use only 1 type and may use 2 or more types.
- the monomer component constituting the styrene-diene copolymer may further contain a monomer component other than the styrene monomer and the diene.
- monomer components other than the styrene monomer and the diene include vinyl monomers, polymerizable unsaturated carboxylic acid esters, and polymerizable unsaturated carboxylic anhydrides.
- the form of copolymerization of the styrene-diene copolymer is not particularly limited, and examples thereof include random copolymers, block copolymers, and alternating copolymers.
- block copolymers are preferable, and examples include styrene block (S) -diene block (D) type, SDS type, DSD type, SSDSD type, and the like. .
- the styrene-diene copolymer examples include a styrene-butadiene-styrene block copolymer (SBS), a styrene-isoprene-styrene block copolymer (SIS), and a styrene-butadiene / isoprene- Examples thereof include a styrene block copolymer (SBIS).
- SBS is preferable.
- these copolymers may use only 1 type and may use 2 or more types.
- the content of the structural unit derived from the styrenic monomer in the polystyrene resin contained in the B layer is all the polystyrene resins contained in the B layer. Is 50 to 80% by weight (50 to 80% by weight), preferably 60 to 80% by weight, based on the total weight (100% by weight).
- the content is set to 80% by weight or less, the polystyrene resin and the B layer contained in the B layer are softened, and the interlayer strength of the shrink film, particularly the interlayer strength at normal temperature, is improved.
- the content is less than 50% by weight, the B layer becomes too soft, the interlayer strength during shrink processing (at the time of heating) decreases, and delamination tends to occur during the shrink processing.
- the content of the structural unit derived from diene in the polystyrene resin contained in the B layer is the total weight of all the polystyrene resins contained in the B layer ( 100 wt%) to 20 wt% or more and less than 50 wt%, preferably 20 to 40 wt%.
- the content of the structural unit derived from the conjugated diene in the polystyrene resin contained in the B layer satisfies the above range.
- the polystyrene resin and the B layer contained in the B layer are softened, and the interlayer strength of the shrink film, particularly the interlayer strength at normal temperature is improved.
- the content is 50% by weight or more, the B layer becomes too soft, the interlayer strength at the time of shrink processing (at the time of heating) is lowered, and delamination is likely to occur at the time of shrink processing.
- polystyrene-type resin contained in B layer is a mixed resin containing 2 or more types of polystyrene-type resin, content of the structural unit derived from the said styrene-type monomer, and the structural unit derived from the said diene The contents of are respectively the contents in the mixed resin.
- polystyrene resin that is, the polystyrene resin contained in the B layer.
- examples of commercially available products include “Styrolux T” (SBS) manufactured by BASF and “L462” (SBS) manufactured by Asahi Kasei Corporation.
- the polypropylene resin (that is, the polypropylene resin contained in the B layer) is a polymer composed of propylene as an essential monomer component. That is, it is a polymer containing at least a structural unit derived from propylene in a molecule (in one molecule).
- the polypropylene resin is not particularly limited.
- a propylene homopolymer homopolylene
- a copolymer composed of propylene and one or more olefins (olefins other than propylene) as essential monomer components examples thereof include a blend (propylene copolymer).
- the propylene copolymer among them, a copolymer composed of propylene and one or more ⁇ -olefins as essential monomer components (propylene- ⁇ -olefin copolymer) is preferable.
- the propylene copolymer is a copolymer containing at least a structural unit derived from propylene and a structural unit derived from olefin in a molecule (in one molecule).
- the propylene- ⁇ -olefin copolymer is a copolymer containing at least a structural unit derived from propylene and a structural unit derived from ⁇ -olefin in the molecule (in one molecule).
- Examples of the ⁇ -olefin used as a copolymerization component of the propylene- ⁇ -olefin copolymer include ethylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene and 1-heptene. , ⁇ -olefins having 4 to 20 carbon atoms such as 1-octene, 1-nonene and 1-decene.
- the ⁇ -olefin may be used alone or in combination of two or more.
- the propylene copolymer (propylene- ⁇ -olefin copolymer or the like) may be a block copolymer or a random copolymer.
- the propylene copolymer is particularly preferably an ethylene-propylene random copolymer (also referred to as propylene-ethylene random copolymer) containing ethylene as a copolymerization component.
- the propylene copolymer (especially ethylene-propylene random copolymer) is preferably one having an isotactic index of 90% or more from the viewpoint of low-temperature shrinkage and the strength of the shrink film.
- the polypropylene resin (that is, the polypropylene resin contained in the B layer) is a polypropylene resin (metallocene catalyst polypropylene resin) obtained by polymerization using a metallocene catalyst.
- a metallocene catalyst a known or commonly used metallocene catalyst for olefin polymerization can be used. It does not specifically limit as a polymerization method (copolymerization method) of the said polypropylene resin, Well-known polymerization methods, such as a slurry method, solution polymerization method, and a gas phase method, are mentioned.
- metallocene catalyst-based homopolypropylene metallocene catalyst-based propylene- ⁇ -olefin copolymers (particularly metallocene catalyst-based propylene- ⁇ -olefin random copolymers, particularly metallocene catalyst-based propylene- Ethylene random copolymer) is particularly preferred.
- the propylene content in the polypropylene resin (polypropylene resin contained in the B layer) (that is, the content of structural units derived from propylene in the polypropylene resin) is the total weight (100% by weight) of the polypropylene resin. ) Is preferably 50 to 100% by weight, more preferably 60 to 100% by weight.
- polypropylene resin polypropylene resin contained in the B layer.
- Commercially available products such as “Wintech WFX6” (metallocene catalyst-based propylene-ethylene random copolymer) manufactured by Nippon Polypro Co., Ltd. and “Zeras # 7000, # 5000” manufactured by Mitsubishi Chemical Corporation are available on the market.
- the content of the polystyrene resin in the B layer is 20 to 80% by weight with respect to the total weight (100% by weight) of the B layer.
- the content is less than 20% by weight, the interlayer strength between the A layer and the B layer is lowered.
- the content exceeds 80% by weight, the interlayer strength between the C layer and the B layer is lowered.
- the content is preferably 20 to 50% by weight, more preferably 25 to 45% by weight, and further preferably 30 to 40% by weight.
- the content of the polypropylene resin in the B layer is 20 to 80% by weight with respect to the total weight (100% by weight) of the B layer.
- the content is less than 20% by weight, the interlayer strength between the C layer and the B layer is lowered.
- the content exceeds 80% by weight, the interlayer strength between the A layer and the B layer is lowered.
- the content is preferably 35 to 60% by weight, more preferably 40 to 55% by weight, still more preferably 45 to 55% by weight.
- the above “content of polypropylene resin in the B layer” is the content of all polypropylene resins contained in the B layer. Total amount.
- the B layer may contain the polyethylene-type resin from a viewpoint of improving the fitting property to the container at the time of heat shrink.
- the polyethylene resin (that is, the polyethylene resin contained in the B layer) is a polymer composed of ethylene as an essential monomer component. That is, it is a polymer containing at least a structural unit derived from ethylene in the molecule (in one molecule).
- the polyethylene-based resin is not particularly limited, and publicly known or commonly used polyethylene can be used. For example, low density polyethylene (LDPE), linear low density polyethylene (LLDPE), ultra low density polyethylene, medium density Examples include polyethylene and high density polyethylene (HDPE).
- low density polyethylene including linear low density polyethylene and ultra-low density polyethylene having a density of less than 0.930 (g / cm 3 ) is preferable, and linear low density polyethylene is particularly preferable.
- linear low density polyethylene metallocene catalyst system LLDPE
- the said polyethylene-type resin may use only 1 type, and may use 2 or more types.
- Commercially available products may be used as the polyethylene resin.
- “Evolue SP2040” manufactured by Prime Polymer Co., Ltd. is available on the market.
- the content of the polyethylene resin in the B layer is preferably 1 to 10% by weight, more preferably 1 to 5% by weight, based on the total weight (100% by weight) of the B layer.
- the B layer may contain a polymer plasticizer from the viewpoint of improving the shrinkability of the shrink film.
- the polymer plasticizer include rosin resin (rosin, polymerized rosin, hydrogenated rosin and derivatives thereof, resin acid dimer, etc.), terpene resin (terpene resin, aromatic modified terpene resin, hydrogenated terpene resin). Terpene-phenol resins, etc.), petroleum resins (aliphatic petroleum resins, aromatic petroleum resins, alicyclic petroleum resins) and the like. Among these, petroleum resin is preferable. Only 1 type may be used for the said polymeric plasticizer, and 2 or more types may be used for it.
- polymer plasticizer As the polymer plasticizer, “Arcon” manufactured by Arakawa Chemical Industry Co., Ltd., “Clearon” manufactured by Yashara Chemical Co., Ltd., “Imabe” manufactured by Idemitsu Kosan Co., Ltd., etc. are commercially available.
- the layer B may contain other components (additional components) as necessary, for example, lubricants, fillers, heat stabilizers, antioxidants, ultraviolet absorbers, antistatic agents, flame retardants, colorants, pinning agents ( Alkaline earth metal) and the like.
- additional components for example, lubricants, fillers, heat stabilizers, antioxidants, ultraviolet absorbers, antistatic agents, flame retardants, colorants, pinning agents ( Alkaline earth metal) and the like.
- the B layer may contain a recovered raw material (recycled material) as long as the effects of the present invention are not impaired.
- the content of the recovered raw material in the B layer is preferably 1 to 75% by weight, more preferably 1% by weight or more with respect to the total weight (100% by weight) of the B layer from the viewpoint of recyclability. Less than 50% by weight.
- the recovered raw material is preferably a product (so-called self-recovered product) produced from the production of the shrink film of the present invention.
- the C layer is a resin layer containing at least a polypropylene resin.
- the said polypropylene resin only 1 type may be used and 2 or more types may be used.
- the polypropylene resin (that is, the polypropylene resin contained in the C layer) is a polymer composed of propylene as an essential monomer component. That is, it is a polymer containing at least a structural unit derived from propylene in a molecule (in one molecule).
- the polypropylene resin include a propylene homopolymer (homopolypropylene); a copolymer composed of propylene and one or more olefins (olefins other than propylene) as essential monomer components (propylene copolymer). And the like).
- the propylene copolymer among them, a copolymer composed of propylene and one or more ⁇ -olefins as essential monomer components (propylene- ⁇ -olefin copolymer) is preferable.
- the propylene copolymer is a copolymer containing at least a structural unit derived from propylene and a structural unit derived from olefin in a molecule (in one molecule).
- the propylene- ⁇ -olefin copolymer is a copolymer containing at least a structural unit derived from propylene and a structural unit derived from ⁇ -olefin in the molecule (in one molecule).
- Examples of the ⁇ -olefin used as a copolymerization component of the propylene- ⁇ -olefin copolymer include ethylene, 1-butene, 1-pentene, 4-methyl-1-pentene, 1-hexene and 1-heptene. , ⁇ -olefins having 4 to 20 carbon atoms such as 1-octene, 1-nonene and 1-decene.
- the ⁇ -olefin may be used alone or in combination of two or more.
- the propylene copolymer (propylene- ⁇ -olefin copolymer or the like) may be a block copolymer or a random copolymer.
- the propylene copolymer is particularly preferably an ethylene-propylene random copolymer (also referred to as propylene-ethylene random copolymer) containing ethylene as a copolymerization component.
- the propylene copolymer (especially ethylene-propylene random copolymer) is preferably one having an isotactic index of 90% or more from the viewpoint of low-temperature shrinkage and the strength of the shrink film.
- the above-mentioned polypropylene resin (that is, the polypropylene resin contained in the C layer) is polymerized using a metallocene catalyst from the viewpoint of improving the low temperature shrinkage of about 60 to 80 ° C. and the fitting property to the container at the time of heat shrinkage.
- a polypropylene resin (metallocene catalyst-based polypropylene resin) obtained in this manner is preferable.
- the metallocene catalyst a known or commonly used metallocene catalyst for olefin polymerization can be used. It does not specifically limit as a polymerization method (copolymerization method) of the said polypropylene resin, Well-known polymerization methods, such as a slurry method, solution polymerization method, and a gas phase method, are mentioned.
- metallocene catalyst-based homopolypropylene metallocene catalyst-based propylene- ⁇ -olefin copolymers (particularly metallocene catalyst-based propylene- ⁇ -olefin random copolymers, particularly metallocene catalyst-based propylene- Ethylene random copolymer) is particularly preferred.
- the propylene content in the polypropylene resin (the polypropylene resin contained in the C layer) (that is, the content of the structural unit derived from propylene in the polypropylene resin) is the shrinkage, strength and specific gravity of the shrink film. From the viewpoint, it is preferably 50 to 100% by weight, more preferably 60 to 100% by weight, based on the total weight (100% by weight) of the polypropylene resin.
- the weight-average molecular weight of the polypropylene resin is preferably 100,000 to 500,000, more preferably 200,000 to 400,000 from the viewpoint of controlling the melting behavior of the resin forming the C layer within a preferable range.
- the polypropylene resin (polypropylene resin contained in the C layer) may be a commercially available product, “Wintech WFX6” (metallocene catalyst propylene-ethylene random copolymer) manufactured by Nippon Polypro Co., Ltd., Mitsubishi. Chemicals "Zeras # 7000, # 5000" etc. are available on the market.
- the content of the polypropylene resin in the C layer is 50% by weight or more (50 to 100% by weight), preferably 55 to 95% by weight, more preferably based on the total weight (100% by weight) of the C layer. Is 55 to 90% by weight, more preferably 55 to 85% by weight.
- the shrink film has a low specific gravity and the shrinkability of the shrink film is improved.
- the above “content of polypropylene resin in the C layer” is the content of all polypropylene resins contained in the C layer. Total amount.
- the C layer may contain a polyethylene resin from the viewpoint of preventing film breakage and improving shrink processability.
- the polyethylene resin (that is, the polyethylene resin contained in the C layer) is a polymer composed of ethylene as an essential monomer component. That is, it is a polymer containing at least a structural unit derived from ethylene in the molecule (in one molecule).
- the polyethylene-based resin is not particularly limited, and publicly known or commonly used polyethylene can be used. For example, low density polyethylene (LDPE), linear low density polyethylene (LLDPE), ultra low density polyethylene, medium density Examples include polyethylene and high density polyethylene (HDPE).
- low density polyethylene including linear low density polyethylene and ultra-low density polyethylene having a density of less than 0.930 (g / cm 3 ) is preferable, and linear low density polyethylene is particularly preferable.
- linear low density polyethylene metallocene catalyst system LLDPE
- the said polyethylene-type resin may use only 1 type, and may use 2 or more types.
- Commercially available products may be used as the polyethylene resin.
- “Evolue SP2040” manufactured by Prime Polymer Co., Ltd. is available on the market.
- the content of the polyethylene resin in the C layer is preferably 1 to 10% by weight, more preferably 1 to 5% by weight with respect to the total weight (100% by weight) of the C layer.
- the C layer may contain a polymer plasticizer from the viewpoint of improving the shrinkability of the shrink film.
- the polymer plasticizer include rosin resin (rosin, polymerized rosin, hydrogenated rosin and derivatives thereof, resin acid dimer, etc.), terpene resin (terpene resin, aromatic modified terpene resin, hydrogenated terpene resin). Terpene-phenol resins, etc.), petroleum resins (aliphatic petroleum resins, aromatic petroleum resins, alicyclic petroleum resins) and the like. Among these, petroleum resin is preferable. Only 1 type may be used for the said polymeric plasticizer, and 2 or more types may be used for it.
- polymer plasticizer As the polymer plasticizer, “Arcon” manufactured by Arakawa Chemical Industry Co., Ltd., “Clearon” manufactured by Yashara Chemical Co., Ltd., “Imabe” manufactured by Idemitsu Kosan Co., Ltd., etc. are commercially available.
- the content of the polymer plasticizer (particularly petroleum resin) in the C layer is preferably 5 to 30% by weight with respect to the total weight (100% by weight) of the C layer. More preferably, it is 10 to 25% by weight. When the said content exceeds 30 weight%, a shrink film may become weak. On the other hand, when the content is less than 5% by weight, the effect of adding the polymer plasticizer may be small.
- the layer C may contain other components (additive components) as necessary, for example, lubricants, fillers, heat stabilizers, antioxidants, ultraviolet absorbers, antistatic agents, flame retardants, colorants, pinning agents ( Alkaline earth metal) and the like.
- additive components for example, lubricants, fillers, heat stabilizers, antioxidants, ultraviolet absorbers, antistatic agents, flame retardants, colorants, pinning agents ( Alkaline earth metal) and the like.
- the C layer may contain a recovered raw material as long as the effects of the present invention are not impaired.
- the content of the recovered material in the C layer is preferably 1 to 75% by weight, more preferably 1% with respect to the total weight (100% by weight) of the C layer from the viewpoint of recyclability and shrinkage. % Or more and less than 50% by weight.
- the recovered material is a recycled material composed of non-product parts before and after commercialization, film edges, etc., remaining parts when product films are collected from intermediate products, non-standard product film scraps, and polymer scraps.
- the recovered raw material is preferably a product (so-called self-recovered product) produced from the production of the shrink film of the present invention.
- the shrink film of the present invention has a laminated structure in which an A layer, a B layer, and a C layer are laminated in the order of A layer / B layer / C layer / B layer / A layer without any other layers (three types). 5 layered structure).
- the shrink film of this invention is not specifically limited, It is preferable that it is a 3 type 5 layer laminated shrink film of A layer / B layer / C layer / B layer / A layer.
- the above-mentioned “laminated in the order of A layer / B layer / C layer / B layer / A layer without any other layer” more specifically means that the B layer is formed on both sides of the C layer.
- the B layer and the C layer are laminated without sandwiching other layers such as an adhesive layer, and the A layer is formed on the surface of each B layer opposite to the C layer side. It shows that other layers such as an adhesive layer are stacked between the B layers.
- a laminated structure of three types and five layers of the A layer / B layer / C layer / B layer / A layer is formed by coextrusion.
- the shrink film of the present invention is an oriented film (uniaxially oriented film, biaxially oriented film or multiaxially oriented film) from the viewpoint of shrinkability. It is preferable that all the resin layers of the A layer, the B layer, and the C layer in the shrink film of the present invention are oriented. When all the resin layers are non-oriented, good shrinkage cannot be obtained.
- the shrink film of the present invention is not particularly limited, a uniaxially oriented film or a biaxially oriented film is preferable, and among these, the uniaxial direction of the film [particularly, the width direction of the film (in the case of a cylindrical shrink label, the circumferential direction of the label). Direction)] is preferred (especially a substantially monoaxially oriented film in the width direction). It may be a substantially uniaxially oriented film in the longitudinal direction that is strongly oriented in the longitudinal direction of the film (direction perpendicular to the width direction).
- the thickness of the A layer (the thickness of only one layer) is not particularly limited, but is preferably 1 to 20 ⁇ m, more preferably 3 to 15 ⁇ m.
- the specific gravity of the shrink film becomes high and a low specific gravity may not be achieved.
- the thickness is less than 1 ⁇ m, the shrinkability of the shrink film may be reduced (heat shrinkage rate may be reduced).
- the thickness of the B layer is not particularly limited, but is preferably 1 to 20 ⁇ m, more preferably 3 to 15 ⁇ m.
- the thickness of the B layer exceeds 20 ⁇ m, the specific gravity of the shrink film increases, and a low specific gravity may not be achieved.
- the thickness is less than 1 ⁇ m, the interlayer strength may decrease.
- the thickness of the A layer (only one layer) is preferably equal to or greater than the thickness of the B layer (only one layer).
- the thickness of the C layer is not particularly limited, but is preferably 10 to 70 ⁇ m, more preferably 15 to 50 ⁇ m.
- the thermal shrinkage rate may decrease.
- the thickness is less than 10 ⁇ m, the difference in shrinkage stress between the A layer and the C layer may become too large to prevent delamination during shrink processing, or the shrinkage may occur rapidly and the finish may be lowered.
- the ratio of the total thickness of the A layer (the total thickness of all the A layers) to the total thickness of 100% of the shrink film is preferably 5 to 40%, more preferably 10 to 30%. .
- the shrinkability of a shrink film may fall (heat shrinkage rate falls).
- the ratio exceeds 40% the specific gravity of the shrink film becomes high and a low specific gravity cannot be achieved, or delamination may occur during shrink processing.
- the ratio of the total thickness of the B layer (the total thickness of all the B layers) to the total thickness of 100% of the shrink film is preferably 5 to 25%, more preferably 10 to 25%.
- the ratio is less than 5%, delamination may occur before and after shrink processing.
- the ratio exceeds 25%, the shrinkability of the shrink film may be reduced (the thermal shrinkage rate may be reduced), or the specific gravity of the shrink film may be increased and a low specific gravity may not be achieved.
- the ratio of the thickness of the C layer to the total thickness of 100% of the shrink film is preferably 50 to 80%, more preferably 50 to 70%.
- the said ratio is less than 50% (when the thickness of C layer is too thin), the specific gravity of a shrink film becomes high and it may become impossible to achieve low specific gravity.
- the said ratio exceeds 80% (when the thickness of C layer is too thick), the shrinkability of a shrink film may fall (thermal shrinkage rate falls).
- the total thickness of the shrink film of the present invention is not particularly limited, but is preferably 20 to 100 ⁇ m, more preferably 20 to 80 ⁇ m, and still more preferably 20 to 60 ⁇ m.
- the interlayer strength at 23 ° C. (sometimes referred to as room temperature interlayer strength) is preferably 1.0 (N / 15 mm) or more, more preferably 1.4. (N / 15 mm) or more.
- the interlayer strength is less than 1.0 (N / 15 mm)
- the resin layers are peeled off at the time of processing steps (shrink label manufacturing step) such as printing and cylindrical forming, and the productivity is lowered. Or a quality problem.
- the interlaminar strength refers to the interlaminar strength having the lowest interlaminar strength among shrink films in a T-type peel test (according to JIS K 6854-3, tensile speed: 200 mm / min).
- the shrinkage rate of the shrink film of the present invention (before shrink processing) in the main orientation direction at 90 ° C. for 10 seconds (warm water treatment) (sometimes referred to as “thermal shrinkage rate (90 ° C., 10 seconds)”).
- thermal shrinkage rate (90 ° C., 10 seconds) is preferably 45% or more, more preferably 45 to 80%.
- the thermal shrinkage rate (90 ° C., 10 seconds) is less than 45%, the shrink label is not sufficiently contracted in the process of closely attaching the shrink label to the container, and it becomes difficult to follow the shape of the container.
- the finish may be poor for the container.
- main orientation direction is a direction mainly subjected to a stretching process (a direction having the largest thermal shrinkage), and is generally a longitudinal direction or a width direction, for example, substantially in the width direction.
- a film uniaxially stretched substantially a uniaxially oriented film in the width direction
- it is the width direction.
- the shrinkage rate (90 ° C., 10 seconds) in the direction perpendicular to the main orientation direction of the shrink film of the present invention (before shrink processing) is not particularly limited, but is preferably ⁇ 5 to 10%.
- the density (specific gravity) of the shrink film (before shrink processing) of the present invention is not particularly limited, but is preferably 0.97 g / cm 3 or less (for example, 0.90 to 0.97 g / cm 3 ), more preferably 0. 90 to 0.95 g / cm 3 .
- the density (specific gravity) is 0.97 g / cm 3 or less, the shrink film becomes light, which is preferable.
- it is preferable because it can be easily separated from a container such as a PET bottle by utilizing the difference in specific gravity during collection.
- the haze (haze) value [conforms to JIS K 7105, converted to 40 ⁇ m thickness, unit:%] of the shrink film of the present invention is preferably less than 15%, more preferably less than 7.0%, and even more preferably less than 5.0%. It is.
- the haze value is 15% or more, printing is performed on the inside of the shrink film (the side that becomes the container side when the shrink label is attached to the container), and the shrink label that shows the print through the shrink film is the product. In some cases, the printing may become cloudy and the decorativeness may deteriorate.
- the haze value is 15% or more, it can be sufficiently used in applications other than the above-described applications that show printing through a shrink film.
- the shrink film of the present invention is preferably produced by a melt film forming method.
- the laminated structure is preferably formed by coextrusion (multilayer extrusion). That is, the shrink film of the present invention is preferably produced by a melt extrusion method (particularly a coextrusion method). More specifically, the shrink film of the present invention is preferably produced by forming an unstretched film (unstretched sheet) by melt extrusion (coextrusion) and then stretching the unstretched film. Further, the surface of the shrink film may be subjected to a conventional surface treatment such as a corona discharge treatment, if necessary.
- each component is not particularly limited.
- the mixed raw material is prepared by dry blending.
- each component may be melt-kneaded using a uniaxial or biaxial kneader to obtain a mixed raw material.
- you may use a master pellet (For example, what mixed the specific component with comparatively high density
- raw materials for forming each resin layer (A layer, B layer, C layer, etc.) are respectively formed in a plurality of extruders each set to a predetermined temperature.
- melt extrusion (coextrusion) from a T die, a circular die or the like.
- the supply amount may be adjusted using a gear pump, and it is preferable to remove foreign substances using a filter because film tearing can be reduced.
- the extrusion temperature varies depending on the type of raw material used and is not particularly limited.
- the molding temperature region of the raw material forming each resin layer is close. That is, it is preferable that the extrusion temperature of each resin layer is close.
- the extrusion temperature of the raw material forming the A layer is preferably 180 to 240 ° C.
- the extrusion temperature of the raw material forming the B layer is 180 to 240 ° C.
- the extrusion temperature of the raw material forming the C layer is 180 to 240 ° C. ° C is preferred.
- the temperature of the junction or die is preferably 200 to 240 ° C.
- An unstretched laminated film (sheet) can be obtained by quenching the coextruded polymer using a cooling drum (cooling roll) or the like.
- Aligned films such as uniaxial orientation and biaxial orientation can be produced by stretching an unstretched laminated film.
- the stretching can be selected according to the desired orientation, and for example, the longitudinal direction (film production line direction; also referred to as longitudinal direction or MD direction) and the width direction (direction perpendicular to the longitudinal direction; also referred to as lateral direction or TD direction). ) Biaxial stretching, or uniaxial stretching in the longitudinal direction or the width direction.
- the stretching method may be any method such as a roll method, a tenter method, and a tube method.
- the stretching conditions in the stretching process vary depending on the type of raw material used and the required characteristics of the shrink film, and are not particularly limited. In general, it is preferably carried out at a stretching temperature of 70 to 110 ° C.
- the film stretched substantially uniaxially in the width direction is, for example, about 1.01 to 1.5 times (preferably 1.05 to 1.3 times) in the longitudinal direction as necessary. After stretching, it is preferable to stretch about 2 to 7 times (preferably 3 to 6.5 times, more preferably 4 to 6 times) in the width direction.
- the A layer contains a relatively hard polystyrene resin having a large content of structural units derived from styrene monomers and a small content of structural units derived from diene as a main component.
- the shrinkability of the shrink film is improved (the heat shrinkage rate is increased), and the shrink label (particularly cylindrical) including the shrink film of the present invention. (Shrink label) is easy to attach to the container and finishes well. In particular, it exhibits excellent wearability even for containers with complex shapes.
- the C layer is mainly composed of a polypropylene resin having a small specific gravity
- the shrink film has a low specific gravity, and the shrink film can be reduced in weight.
- the shrink label including the shrink film of the present invention can be easily separated from a container such as a PET bottle by utilizing the difference in specific gravity at the time of collection, it is excellent in recyclability.
- the polystyrene resin of the A layer and the polypropylene resin of the C layer have poor affinity, generally, a film in which the A layer and the C layer are laminated tends to cause delamination between both layers. Furthermore, since the thermal shrinkage behavior of the A-layer polystyrene resin and the C-layer polypropylene resin is greatly different, when the shrink processing (heat shrink processing) is applied to the laminated shrink film having the A layer and the C layer. Is more likely to cause delamination due to the difference in thermal shrinkage behavior between the A layer and the C layer.
- the interlayer strength is improved by providing an intermediate layer made of a mixed resin of a polystyrene resin used for the A layer and a polypropylene resin used for the C layer between the A layer and the C layer.
- a polystyrene resin used for the A layer and a polypropylene resin used for the C layer between the A layer and the C layer.
- the affinity between the polystyrene resin and the polypropylene resin is poor, but the interlayer cannot obtain sufficient interlayer strength.
- the inventors have found that the content of the structural unit derived from the styrene monomer is less than the polystyrene resin used in the layer A, and the content of the structural unit derived from the diene is large.
- a relatively soft polystyrene resin and a resin layer (B layer) containing a polypropylene resin in a specific ratio between the A layer and the C layer an excellent laminated shrink film having improved interlayer strength can be obtained. It was found that it can be obtained.
- the B layer in the shrink film of the present invention contains a specific amount or more of a polystyrene resin and a polypropylene resin.
- the shrink film of the present invention can be preferably used as a shrink label.
- a shrink label including the shrink film of the present invention may be referred to as “shrink label of the present invention”.
- the shrink label which has a printing layer in the at least one surface side of the shrink film (base material) of this invention is mentioned, for example.
- the shrink label of the present invention includes a protective layer, an anchor coat layer, a primer coat layer, an adhesive layer (for example, a pressure-sensitive adhesive layer, a heat-sensitive adhesive layer, etc.), a coating layer, and the like. It may have, and may have layers, such as a nonwoven fabric and paper, further.
- the layer structure of the shrink label of the present invention examples include, for example, printing layer / A layer / B layer / C layer / B layer / A layer, printing layer / A layer / B layer / C layer / B layer / A layer / printing. Layers and the like are preferred.
- the shrink film of this invention can also be used as a shrink label by itself even when a printing layer is not provided.
- the shrink label of the present invention may be a shrink label made only of the shrink film of the present invention.
- the print layer is, for example, a layer displaying a product name, an illustration, handling precautions, and the like.
- the printing layer is formed, for example, by applying printing ink.
- the coating method is preferably an off-line coating in which coating is performed using a known and commonly used printing method after forming a shrink film from the viewpoint of productivity, workability, and the like.
- a printing method a conventional method can be used, and for example, gravure printing or flexographic printing is preferable.
- the printing ink used for forming the printing layer contains, for example, a pigment, a binder resin, a solvent, other additives, and the like.
- the binder resin is not particularly limited, and for example, acrylic resins, urethane resins, polyamide resins, vinyl chloride-vinyl acetate copolymer resins, cellulose resins, nitrocellulose resins and the like can be used.
- the pigment is not particularly limited.
- white pigments such as titanium oxide (titanium dioxide), indigo pigments such as copper phthalocyanine blue, carbon black, aluminum flakes, mica (mica), and other colored pigments are used according to the application. Can be selected and used.
- extender pigments such as alumina, calcium carbonate, barium sulfate, silica, and acrylic beads can also be used as pigments for the purpose of adjusting gloss.
- organic solvents such as toluene, xylene, methyl ethyl ketone, ethyl acetate, methyl alcohol, ethyl alcohol, and isopropyl alcohol
- water can be used, for example.
- organic solvents such as toluene, xylene, methyl ethyl ketone, ethyl acetate, methyl alcohol, ethyl alcohol, and isopropyl alcohol
- water water
- Each of the pigment, binder resin, and solvent may be used alone or in combination of two or more.
- the printing layer is not particularly limited, but may be an active energy ray-curable resin layer. This is effective for preventing deformation of the film due to excessive heat.
- active energy ray visible light, an ultraviolet-ray, an electron beam etc. are mentioned, for example.
- the thickness of the printing layer is not particularly limited, but is preferably 0.1 to 10 ⁇ m, for example. If the thickness is less than 0.1 ⁇ m, it may be difficult to provide a uniform printing layer, and partial “blur” may occur, resulting in a loss of decorativeness or printing as designed. May be difficult. In addition, when the thickness exceeds 10 ⁇ m, a large amount of printing ink is consumed, which increases the cost, makes it difficult to apply uniformly, makes the printed layer brittle and easily peels off. . Moreover, the rigidity of a printing layer becomes high and a printing layer may become difficult to follow shrinkage
- the shrink label of the present invention is, for example, a cylindrical shrink label of a type in which both ends of the label are sealed with a solvent or an adhesive and attached to the container, and one end of the label is attached to the container, and the label is wound After that, it can be used as a wrapping type shrink label in which the other end is overlapped with one end to form a cylinder.
- the shrink film of the present invention is particularly preferable for the tubular shrink label from the viewpoint of being effective in suppressing delamination (mounting delamination) at the center seal portion when the tubular shrink label is attached to the container. Used. That is, the shrink label of the present invention is preferably a cylindrical shrink label.
- the shrink label of the present invention may be processed into a cylindrical shrink label.
- the shrink label is formed in a cylindrical shape so that the main orientation direction is the circumferential direction.
- a shrink label having a predetermined width in the main orientation direction is formed into a cylindrical shape by overlapping both ends of the main orientation direction so that the front side of the shrink label is an outer surface (outer side), and one side of the label Apply a solvent or adhesive such as tetrahydrofuran (THF) or an adhesive (hereinafter sometimes referred to as “adhesive etc.”) to the inner surface of the belt with a width of about 2 to 4 mm on the edge. Adhere to the outer surface of the other side edge to obtain a cylindrical shrink label.
- THF tetrahydrofuran
- adhesive hereinafter sometimes referred to as “adhesive etc.”
- the printing layer is not provided in the part which apply
- the “front side” of the shrink label means the side of viewing the label design (the side of the surface on which the design looks correct).
- the “outer surface” of the shrink label means the surface on the side that is not in contact with the container (the side opposite to the container, that is, the outside of the cylinder) when the shrink label is attached to the container. "Means the surface on the side in contact with the container (container side).
- the perforation of predetermined length and a pitch is formed in the direction orthogonal to the circumferential direction.
- the perforation can be applied by a conventional method (for example, a method of pressing a disk-shaped blade having a cut portion and a non-cut portion repeatedly formed around it, a method using a laser, or the like).
- the perforation process can be provided, for example, after the printing process or before or after the cylindrical processing process.
- the center seal strength of the cylindrical shrink label is preferably 2N / 15 mm or more. If the center seal strength is less than 2 N / 15 mm, the center seal portion may be peeled off after processing or commercialization, thereby reducing productivity and causing label dropout.
- the shrink label of the present invention is not particularly limited, but is used as a labeled container by being attached to a container such as a beverage container.
- the shrink label of this invention may be used for adherends other than a container.
- the shrink label of the present invention (in particular, the cylindrical shrink label) is attached to the container by, for example, placing the front side on the opposite side of the container and heat shrinking, thereby attaching a labeled container (the shrink label of the present invention).
- a labeled container) is obtained.
- containers include soft drink bottles such as PET bottles, milk bottles for home delivery, food containers such as seasonings, alcohol beverage bottles, pharmaceutical containers, detergents, sprays, and other chemical product containers, cup noodle containers Etc. are included.
- the container Although it does not specifically limit as a shape of the said container, for example, various shapes, such as bottle types, such as cylindrical shape and a square shape, and a cup type, are mentioned.
- the material of the container is not particularly limited, and examples thereof include plastic such as PET, glass, and metal.
- the above-mentioned container with a label can be produced, for example, by externally fitting a cylindrical shrink label to a predetermined container, and then thermally shrinking the cylindrical shrink label by heat treatment so as to follow and closely adhere to the container (shrink processing).
- the heat treatment method include a method of passing through a hot air tunnel or a steam tunnel, a method of heating with radiant heat such as infrared rays, and the like.
- a method of treating with steam at 80 to 100 ° C. (passing through a heating tunnel filled with steam and steam) is preferable.
- the treatment time for the heat treatment is not particularly limited, but is preferably 4 to 20 seconds from the viewpoint of productivity and economy.
- the surface layer is also referred to as the A layer, the center layer as the C layer, and the intermediate layer between the surface layer and the center layer as the B layer for convenience.
- Table 1 shows the resin composition of the A layer raw material, the B layer raw material, and the C layer raw material (type and content (% by weight) of resin) in Examples and Comparative Examples; Constituent unit derived from styrene, content of constituent unit derived from diene (% by weight); constituent unit derived from styrene in polystyrene resin contained in layer B, content of constituent unit derived from diene (weight) %) Etc. Moreover, the total thickness of the obtained shrink film, layer thickness ratio, density (specific gravity), an evaluation result, etc. were shown.
- Table 2 describes the resin used in Examples and Comparative Examples (resin name (trade name), manufacturer, resin content, etc.).
- Example 1 As a raw material constituting the A layer (A layer raw material), 100% by weight of a styrene-butadiene-styrene block copolymer (manufactured by BASF, “Styrolox S”) was used.
- B layer raw material As raw materials constituting the B layer (B layer raw material), 30% by weight of a styrene-butadiene-styrene block copolymer (manufactured by BASF, “Styrolux T”), a metallocene catalyst-based propylene-ethylene random copolymer (Nippon Polypro) "Wintech WFX6” 49% by weight, linear low density polyethylene (Nippon Polyethylene “Kernel KF260T”) 3.5% by weight, and petroleum resin (Arakawa Chemical Industries, Ltd.) "Alcon P125”) 17.5 wt% was used.
- the content of the polystyrene resin in the B layer is 30% by weight, and the content of the polypropylene resin is 49% by weight.
- C layer raw material As a raw material constituting the C layer (C layer raw material), a metallocene catalyst-based propylene-ethylene random copolymer (manufactured by Nippon Polypro Co., Ltd., “Wintech WFX6”), 70% by weight, linear low density polyethylene (Nippon Polyethylene) 5% by weight of “Kernel KF260T” manufactured by Co., Ltd. and 25% by weight of petroleum resin (“Arcon P125” manufactured by Arakawa Chemical Industries, Ltd.) were used.
- “Styrolux S” manufactured by BASF has a content of structural units derived from styrene (styrene content) of 88% by weight and a content of structural units derived from butadiene (butadiene content) of 12% by weight. This is a styrene-butadiene-styrene block copolymer (SBS).
- “Styrolux T” manufactured by BASF has a structural unit content derived from styrene (styrene content) of 75% by weight, and a structural unit content derived from butadiene (butadiene content) is 25% by weight. This is a styrene-butadiene-styrene block copolymer (SBS).
- the layer A raw material was charged into an extruder a heated to 210 ° C.
- the layer B raw material was charged into an extruder b heated to 210 ° C.
- the layer C raw material was charged into an extruder c heated to 210 ° C.
- Melt extrusion was performed using the three extruders.
- the resin extruded from the extruder c becomes the center layer
- the resin extruded from the extruder b becomes the layers (intermediate layer) on both sides of the center layer
- the resin extruded from the extruder a becomes the layers on both sides (surface layer).
- Example 2 Example 4, Comparative Example 1, Comparative Examples 3-4, Comparative Example 6 As shown in Table 1, a shrink film was obtained in the same manner as in Example 1 except that the B layer material was changed.
- Example 3 As shown in Table 1, a shrink film was obtained in the same manner as in Example 1 except that the B layer material and the C layer material were changed.
- Comparative Example 2 As shown in Table 1, a shrink film was obtained in the same manner as in Example 1 except that the A layer raw material and the B layer raw material were changed.
- Comparative Example 5 As shown in Table 1, a shrink film was obtained in the same manner as in Example 1 except that the A layer raw material was changed.
- a T-type peel test (conforming to JIS K 6854-3) was performed under the following conditions with the long side direction of the sample (the width direction of the shrink film) as the measurement direction, and the peel load between layers was measured.
- the average value of the peeling load was the room temperature interlayer strength (N / 15 mm).
- FIG. 1 is a schematic view (plan view) of a sample used in this test.
- reference numeral 11 denotes a sample
- reference numeral 12 denotes a seal portion
- an arrow A denotes a long side direction of the sample (a width direction of the shrink film). ).
- a warm delamination test was performed using the sample.
- the sample was attached to a jig capable of fixing both ends in the long side direction of the sample so as not to sag (the two ends in the long side direction of the sample were fixed). Next, the jig with the sample attached was immersed in 90 ° C.
- L 0 Mark interval before heat treatment (main orientation direction)
- L 1 Marking interval after heat treatment (main orientation direction)
- the shrink film (Example) of the present invention has low specific gravity and high shrinkage, high interlayer strength at room temperature, and excellent properties that prevent delamination even during heating. Had.
- a shrink film containing no polypropylene resin in the B layer (Comparative Examples 1 and 2), a shrink film having a small amount of polystyrene resin in the B layer (Comparative Example 3), and a polypropylene resin in the B layer.
- Shrink film (Comparative Example 4) with low content, content of structural units derived from styrene monomer in polystyrene resin contained in layer B is large (content of structural units derived from diene is small) )
- the shrink film (Comparative Example 6) had insufficient interlayer strength at room temperature, and was easily peeled even when heated.
- a shrink film having a small content of structural units derived from styrene monomers in the polystyrene resin contained in the layer A (a large content of structural units derived from diene) (Comparative Examples 2 and 5) Had a low heat shrinkage rate and insufficient shrinkability.
- Sample 12 Seal part A Long side direction of sample (width direction of shrink film)
Abstract
Description
上記A層は、ポリスチレン系樹脂を少なくとも含む樹脂層である。上記ポリスチレン系樹脂は、1種のみを使用してもよいし、2種以上を使用してもよい。
スチレン系単量体に由来する構成単位の含有量(重量%)=(s1×W1+s2×W2)/100
ジエンに由来する構成単位の含有量(重量%)=(d1×W1+d2×W2)/100
上記B層は、ポリスチレン系樹脂及びポリプロピレン系樹脂を少なくとも含む樹脂層である。上記ポリスチレン系樹脂及び上記ポリプロピレン系樹脂は、それぞれ、1種のみを使用してもよいし、2種以上を使用してもよい。
上記ポリスチレン系樹脂は、単独重合体であってもよいし、共重合体であってもよい。
上記C層は、ポリプロピレン系樹脂を少なくとも含む樹脂層である。上記ポリプロピレン系樹脂は、1種のみを使用してもよいし、2種以上を使用してもよい。
本発明のシュリンクフィルムは、A層とB層とC層とが、A層/B層/C層/B層/A層の順に、他の層を介さずに積層された積層構造(3種5層の積層構造)を少なくとも含む。本発明のシュリンクフィルムは、特に限定されないが、A層/B層/C層/B層/A層の3種5層積層シュリンクフィルムであることが好ましい。なお、上記の「A層/B層/C層/B層/A層の順に、他の層を介さずに積層された」とは、より具体的には、C層の両面にB層が、B層とC層の間に接着剤層などの他の層を挟まずに積層されており、さらに、それぞれのB層のC層側とは反対側の表面にA層が、A層とB層の間に接着剤層などの他の層を挟まずに積層されていることを示す。
熱収縮率(90℃、10秒)が45%未満の場合には、シュリンクラベルを容器に熱で密着させる工程において、収縮が十分でないため、容器の形に追従困難となり、特に複雑な形状の容器に対して仕上がりが悪くなることがある。なお、上記「主配向方向」とは主に延伸処理が施された方向(最も熱収縮率が大きい方向)であり、一般的には長手方向又は幅方向であり、例えば、幅方向に実質的に1軸延伸されたフィルム(実質的に幅方向の1軸配向フィルム)の場合には幅方向である。
また、C層は、比重の小さなポリプロピレン系樹脂を主成分とするため、C層を設けることにより、シュリンクフィルムが低比重となり、シュリンクフィルムを軽量化できる。さらに、本発明のシュリンクフィルムを含むシュリンクラベルが、回収時に比重の違いを利用してPETボトル等の容器と容易に分別ができるため、リサイクル性に優れる。
本発明のシュリンクフィルムはシュリンクラベルとして好ましく用いることができる。
なお、本明細書において、本発明のシュリンクフィルムを含むシュリンクラベルを「本発明のシュリンクラベル」と称する場合がある。本発明のシュリンクラベルとしては、例えば、本発明のシュリンクフィルム(基材)の少なくとも一方の面側に印刷層を有するシュリンクラベルが挙げられる。また、本発明のシュリンクラベルは、印刷層の他にも、保護層、アンカーコート層、プライマーコート層、接着剤層(例えば、感圧性接着剤層、感熱性接着剤層等)、コーティング層などを有していてもよく、さらに、不織布、紙等の層を有していてもよい。本発明のシュリンクラベルの層構成としては、例えば、印刷層/A層/B層/C層/B層/A層、印刷層/A層/B層/C層/B層/A層/印刷層などが好ましい。なお、本発明のシュリンクフィルムは、印刷層を設けない場合にも、それ自体でシュリンクラベルとして用いることも可能である。即ち、本発明のシュリンクラベルは、本発明のシュリンクフィルムのみからなるシュリンクラベルであってもよい。
上記印刷層は、例えば、印刷インキを塗布することにより形成される。塗布の方法は、生産性、加工性などの観点から、シュリンクフィルム製膜後に公知慣用の印刷手法を用いて塗布を行うオフラインコートが好ましい。印刷手法としては、慣用の方法を用いることができ、例えば、グラビア印刷またはフレキソ印刷が好ましい。上記印刷層の形成に用いられる印刷インキは、例えば、顔料、バインダー樹脂、溶剤、その他の添加剤等を含む。上記バインダー樹脂としては、特に限定されないが、例えば、アクリル系樹脂、ウレタン系樹脂、ポリアミド系樹脂、塩化ビニル-酢酸ビニル共重合系樹脂、セルロース系樹脂、ニトロセルロース系樹脂などが使用できる。上記顔料としては、特に限定されないが、例えば、酸化チタン(二酸化チタン)等の白顔料、銅フタロシアニンブルー等の藍顔料、カーボンブラック、アルミフレーク、雲母(マイカ)、その他着色顔料等が用途に合わせて選択、使用できる。また、顔料として、その他にも、光沢調整などの目的で、アルミナ、炭酸カルシウム、硫酸バリウム、シリカ、アクリルビーズ等の体質顔料も使用できる。上記溶剤としては、例えば、トルエン、キシレン、メチルエチルケトン、酢酸エチル、メチルアルコール、エチルアルコール、イソプロピルアルコールなどの有機溶媒や水など印刷インキに通常用いられるものを使用できる。上記の顔料、バインダー樹脂、溶剤は、それぞれ、1種のみを使用してもよいし2種以上を使用してもよい。
センターシール強度が2N/15mm未満の場合には、加工工程や製品化した後に、センターシール部分がはがれて、生産性を低下させたり、ラベル脱落の原因となる場合がある。
A層を構成する原料(A層原料)として、スチレン-ブタジエン-スチレンブロック共重合体(BASF社製、「スタイロルクス S」)100重量%を用いた。
B層を構成する原料(B層原料)として、スチレン-ブタジエン-スチレンブロック共重合体(BASF社製、「スタイロルクス T」)30重量%、メタロセン触媒系プロピレン-エチレンランダム共重合体(日本ポリプロ(株)製、「ウィンテック WFX6」)49重量%、直鎖状低密度ポリエチレン(日本ポリエチレン(株)製「カーネル KF260T」)3.5重量%、及び石油樹脂(荒川化学工業(株)製「アルコン P125」)17.5重量%を用いた。B層中のポリスチレン系樹脂の含有量は30重量%、ポリプロピレン系樹脂の含有量は49重量%である。
C層を構成する原料(C層原料)として、メタロセン触媒系プロピレン-エチレンランダム共重合体(日本ポリプロ(株)製、「ウィンテック WFX6」)70重量%、直鎖状低密度ポリエチレン(日本ポリエチレン(株)製「カーネル KF260T」)5重量%、及び石油樹脂(荒川化学工業(株)製「アルコン P125」)25重量%を用いた。
次に、厚みを調整した未延伸フィルムを、幅方向に80℃で5倍延伸することにより、シュリンクフィルム(実質的に幅方向の1軸配向フィルム)を得た。得られたシュリンクフィルムの総厚みは40μm、層厚み比(A層:B層:C層:B層:A層)は1:1:4:1:1、密度(比重)は0.95g/cm3であった。
表1に示すとおり、B層原料を変更して、実施例1と同様にして、シュリンクフィルムを得た。
表1に示すとおり、B層原料及びC層原料を変更して、実施例1と同様にして、シュリンクフィルムを得た。
表1に示すとおり、A層原料及びB層原料を変更して、実施例1と同様にして、シュリンクフィルムを得た。
表1に示すとおり、A層原料を変更して、実施例1と同様にして、シュリンクフィルムを得た。
実施例、比較例で得られたシュリンクフィルムについて、以下の方法で評価を行った。
実施例、比較例で作製したシュリンクフィルム(シュリンク加工前)について、以下の方法で、常温層間強度を測定した。
シュリンクフィルムから、シュリンクフィルムの長手方向(シュリンクフィルムの製膜方向)に15mmの幅で、シュリンクフィルムの幅方向(長手方向と直交方向)に200mmの長さの長方形のサンプル[長さ200mm(シュリンクフィルムの幅方向)×幅15mm(シュリンクフィルムの長手方向)]を採取した。なお、以下で、サンプルの長辺方向とはシュリンクフィルムの幅方向をさし、サンプルの幅方向とはシュリンクフィルムの長手方向をさす。
サンプルの長辺方向(シュリンクフィルムの幅方向)を測定方向として、下記の条件でT型剥離試験(JIS K 6854-3に準拠)を行い、層間の剥離荷重を測定した。
剥離荷重の平均値を常温層間強度(N/15mm)とした。
(測定条件)
測定装置 : 島津製作所(株)製オートグラフ(AG-IS:ロードセルタイプ500N)
温湿度 : 温度23±2℃、湿度50±5%RH
初期チャック間隔 : 40mm
サンプル幅 : 15mm
試験回数 : 3回
引張速度 : 200mm/分
ストローク: 150mm(破断した場合には中断し、その点までのデータを得た。) 前半削除範囲 : 50mm
感度 : 1
なお、上記常温層間強度は、積層構造の中で最も層間強度の弱い層間を剥離して評価した。上記常温層間強度が1.0(N/15mm)以上であれば良好、1.4(N/15mm)以上であれば特に良好と判断できる。
実施例、比較例で作製したシュリンクフィルム(シュリンク加工前)から、それぞれ、シュリンクフィルムの長手方向に15mmの幅で、シュリンクフィルムの幅方向に長い長方形のフィルム片を、2本採取した。次いで、上記2本のフィルム片のうちの、一方のフィルム片の長辺方向(シュリンクフィルムの幅方向)の端部を、他方のフィルム片の長辺方向の端部に、テトラヒドロフラン(THF)を用いて接着(シール)して、図1に示すような、一本の長方形のサンプルを作製した。上記サンプルの幅方向はシュリンクフィルムの長手方向であり、サンプルの長辺方向はシュリンクフィルムの幅方向である。また、上記サンプルの幅は15mmであり、長さは150mmとなるように調節した。さらに、シール幅は4mmとした。
なお、図1は本試験に用いたサンプルの概略図(平面図)であり、図1中の符号11はサンプル、符号12はシール部、矢印Aはサンプルの長辺方向(シュリンクフィルムの幅方向)を示す。
上記サンプルを用いて、加温層間剥離試験を行った。
サンプルの長辺方向の両端を固定できる治具に、サンプルを、たるみがないように取り付けた(サンプルの長辺方向の両端を固定した)。次いで、サンプルを取り付けた治具を、90℃の温水中に10秒間浸漬した後、温水中から取り出し、取り出した直後に、サンプルのシール部を観察した。
サンプルのシール部に層間剥離(デラミ)が見られない場合には加温層間強度が良好(○)、層間剥離(デラミ)が見られた場合には加温層間強度が不良(×)と評価し、表1に記載した。
実施例、比較例で得られたシュリンクフィルム(シュリンク加工前)から、測定方向(主配向方向:実施例、比較例ではシュリンクフィルムの幅方向)に長さ120mm(標線間隔100mm)、幅5mmの長方形のサンプルを作製した。
上記サンプルを90℃の温水中で、10秒熱処理(無荷重下)し、熱処理前後の標線間隔の差を読み取り、以下の計算式で熱収縮率(90℃、10秒)を算出した。
熱収縮率(90℃、10秒)(%) = (L0-L1)/L0×100 L0 : 熱処理前の標線間隔(主配向方向)
L1 : 熱処理後の標線間隔(主配向方向)
実施例、比較例で得られたシュリンクフィルムの密度(比重)は、JIS K 7112に準拠して測定した。
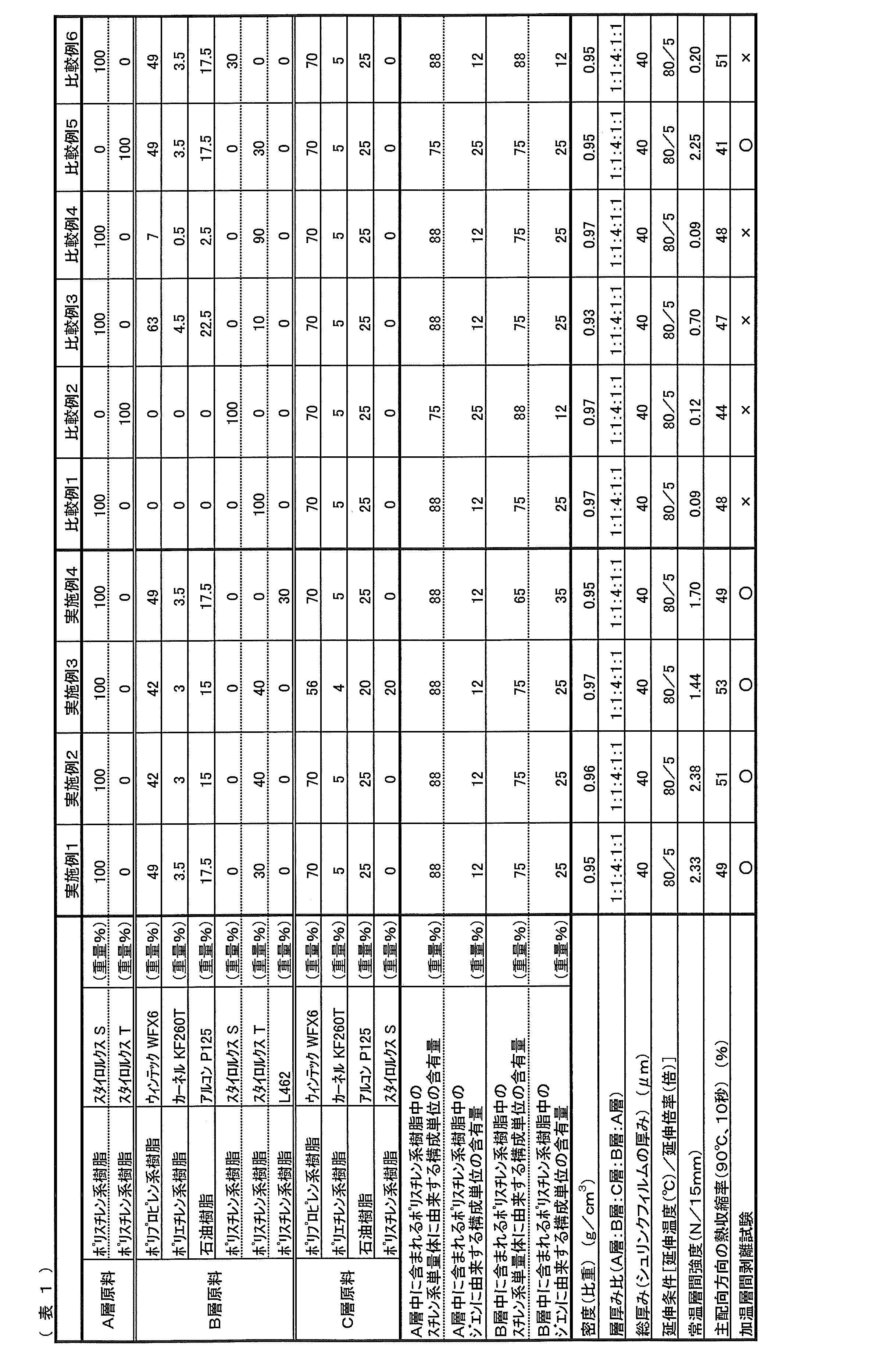

12 シール部
A サンプルの長辺方向(シュリンクフィルムの幅方向)
Claims (2)
- ポリスチレン系樹脂を50重量%以上含む樹脂層(A層)と、
ポリスチレン系樹脂を20~80重量%、ポリプロピレン系樹脂を20~80重量%含む樹脂層(B層)と、
ポリプロピレン系樹脂を50重量%以上含む樹脂層(C層)とが、
A層/B層/C層/B層/A層の順に、他の層を介さずに積層された積層構造を有し、 A層中に含まれるポリスチレン系樹脂中の、スチレン系単量体に由来する構成単位の含有量が85~95重量%、ジエンに由来する構成単位の含有量が5~15重量%であり、 B層中に含まれるポリスチレン系樹脂中の、スチレン系単量体に由来する構成単位の含有量が50~80重量%、ジエンに由来する構成単位の含有量が20重量%以上50重量%未満であることを特徴とするシュリンクフィルム。 - 請求項1に記載のシュリンクフィルムを含むシュリンクラベル。
Priority Applications (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014524721A JP6151694B2 (ja) | 2012-07-10 | 2013-06-25 | シュリンクフィルムおよびシュリンクラベル |
| US14/412,278 US20150151518A1 (en) | 2012-07-10 | 2013-06-25 | Shrink film and shrink label |
| EP13816854.7A EP2873524A4 (en) | 2012-07-10 | 2013-06-25 | RETRACTABLE FILM AND RETRACTABLE LABEL |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-154587 | 2012-07-10 | ||
| JP2012154587 | 2012-07-10 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2014010406A1 true WO2014010406A1 (ja) | 2014-01-16 |
Family
ID=49915872
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/067326 WO2014010406A1 (ja) | 2012-07-10 | 2013-06-25 | シュリンクフィルムおよびシュリンクラベル |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20150151518A1 (ja) |
| EP (1) | EP2873524A4 (ja) |
| JP (1) | JP6151694B2 (ja) |
| WO (1) | WO2014010406A1 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20220402246A1 (en) * | 2021-06-17 | 2022-12-22 | Taghleef Industries Inc. | Oriented multilayer shrink films with polystyrene or cyclic olefin copolymer skin layer |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002086637A (ja) | 2000-09-14 | 2002-03-26 | Mitsubishi Plastics Ind Ltd | 熱収縮性積層フィルム |
| JP3286594B2 (ja) | 1998-03-17 | 2002-05-27 | グンゼ株式会社 | 熱収縮性ラベル用フィルム及びそれからなるラベルが装着されたpetボトル |
| JP2008132621A (ja) * | 2006-11-27 | 2008-06-12 | C I Kasei Co Ltd | 熱収縮性多層フィルムおよびその製造方法 |
| JP2009006530A (ja) * | 2007-06-27 | 2009-01-15 | Fuji Seal International Inc | シュリンクフィルムおよびシュリンクラベル |
| JP2009062052A (ja) * | 2007-09-04 | 2009-03-26 | C I Kasei Co Ltd | スクイズ容器の包装方法とフィルム付スクイズ容器 |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4938683A (en) * | 1987-11-13 | 1990-07-03 | W. R. Grace & Co.-Conn. | Monoaxially oriented shrink film |
| US5741563A (en) * | 1995-09-18 | 1998-04-21 | Exxon Chemical Patents Inc. | Shrink films from propylene polymers |
| JP3671626B2 (ja) * | 1997-02-10 | 2005-07-13 | 三菱化学株式会社 | 接着用樹脂組成物、積層体および延伸フィルム |
| JP3671625B2 (ja) * | 1997-10-29 | 2005-07-13 | 三菱化学株式会社 | 接着用樹脂組成物、積層体および延伸フィルム |
| ATE329134T1 (de) * | 2000-02-02 | 2006-06-15 | Fmc Technologies | Eingriffsfreie druckmesseinrichtung für verschalungen von unterwasserbohrungen |
| JP4644946B2 (ja) * | 2001-02-02 | 2011-03-09 | 株式会社プライムポリマー | オレフィン系多層収縮フィルムおよび包装材 |
| WO2004024433A2 (en) * | 2002-09-16 | 2004-03-25 | Dow Global Technologies Inc. | High clarity, high stiffness films |
| EP1616695A4 (en) * | 2003-04-24 | 2011-05-18 | Fuji Seal Int Inc | HEAT-SHRINKABLE WATERPROOF FILM, RETRACTABLE LABEL AND CONTAINER HAVING A LABEL |
| US7135234B2 (en) * | 2003-06-12 | 2006-11-14 | Nova Chemicals (International) S.A. | Multilayer coextrusions |
| BRPI0503167A (pt) * | 2005-07-29 | 2007-03-13 | Brasileira De Filmes Flexiveis | filme de polipropileno biorientado multicamada, processo para preparar um filme de polipropileno biorientado multicamada e artigo compreendendo o referido filme |
| US20070298273A1 (en) * | 2006-06-27 | 2007-12-27 | Bemis Clysar, Inc. | Multilayer shrink films having a core layer of EVA/ionomer blend |
| JP5560042B2 (ja) * | 2007-12-27 | 2014-07-23 | 株式会社フジシールインターナショナル | シュリンクフィルムおよび筒状シュリンクラベル |
-
2013
- 2013-06-25 WO PCT/JP2013/067326 patent/WO2014010406A1/ja active Application Filing
- 2013-06-25 JP JP2014524721A patent/JP6151694B2/ja not_active Expired - Fee Related
- 2013-06-25 EP EP13816854.7A patent/EP2873524A4/en not_active Withdrawn
- 2013-06-25 US US14/412,278 patent/US20150151518A1/en not_active Abandoned
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3286594B2 (ja) | 1998-03-17 | 2002-05-27 | グンゼ株式会社 | 熱収縮性ラベル用フィルム及びそれからなるラベルが装着されたpetボトル |
| JP2002086637A (ja) | 2000-09-14 | 2002-03-26 | Mitsubishi Plastics Ind Ltd | 熱収縮性積層フィルム |
| JP2008132621A (ja) * | 2006-11-27 | 2008-06-12 | C I Kasei Co Ltd | 熱収縮性多層フィルムおよびその製造方法 |
| JP2009006530A (ja) * | 2007-06-27 | 2009-01-15 | Fuji Seal International Inc | シュリンクフィルムおよびシュリンクラベル |
| JP2009062052A (ja) * | 2007-09-04 | 2009-03-26 | C I Kasei Co Ltd | スクイズ容器の包装方法とフィルム付スクイズ容器 |
Non-Patent Citations (1)
| Title |
|---|
| See also references of EP2873524A4 * |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014010406A1 (ja) | 2016-06-23 |
| EP2873524A1 (en) | 2015-05-20 |
| US20150151518A1 (en) | 2015-06-04 |
| JP6151694B2 (ja) | 2017-06-21 |
| EP2873524A4 (en) | 2015-12-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2741448C (en) | Multilayer shrink films, labels made therefrom and use thereof | |
| JP5560042B2 (ja) | シュリンクフィルムおよび筒状シュリンクラベル | |
| WO2015087990A1 (ja) | ポリオレフィン系無延伸多層フィルム | |
| EP3288761B1 (en) | High optics machine direction oriented label facestock | |
| WO2014148554A1 (ja) | シュリンクラベルおよびその製造方法 | |
| JP2011121253A (ja) | 熱収縮性フィルム | |
| JP6540325B2 (ja) | 半透明性延伸フィルム | |
| JP4529100B2 (ja) | 表面保護フィルム | |
| JP6377611B2 (ja) | シュリンクラベル | |
| JP4980802B2 (ja) | シュリンクフィルムおよびシュリンクラベル | |
| JP6151694B2 (ja) | シュリンクフィルムおよびシュリンクラベル | |
| JP7303939B2 (ja) | 感熱ラベル | |
| JP2001030342A (ja) | ポリオレフィン製延伸ブロー成形用インモールドラベル及びそのラベルを熱融着させた成形体 | |
| JP2012200906A (ja) | ストレッチフィルム、筒状ストレッチラベルおよびラベル付き容器 | |
| JP6345422B2 (ja) | シュリンクラベル | |
| JP6622036B2 (ja) | シュリンクラベル | |
| JP2016182674A (ja) | シュリンクフィルム | |
| EP2094482B1 (en) | Labels | |
| WO2020007711A1 (en) | Thermally laminated polyethylene-based "monomaterial" laminate for recyclable flexible packaging | |
| JP2001192470A (ja) | 樹脂延伸フィルムおよびその製造方法 | |
| JP2001214013A (ja) | 樹脂延伸フィルムおよびその製造方法 | |
| WO2012132632A1 (ja) | シュリンクフィルムおよびシュリンクラベル | |
| JP2015009515A (ja) | シュリンクラベル | |
| JP7107657B2 (ja) | 熱収縮性フィルム、ラベル長尺体、及び筒状ラベル | |
| JP2023064425A (ja) | 積層体、感熱ラベル及び成形品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13816854 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2014524721 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14412278 Country of ref document: US |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |
|
| REEP | Request for entry into the european phase |
Ref document number: 2013816854 Country of ref document: EP |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013816854 Country of ref document: EP |