WO2013108828A1 - 圧延線材、及びその製造方法 - Google Patents
圧延線材、及びその製造方法 Download PDFInfo
- Publication number
- WO2013108828A1 WO2013108828A1 PCT/JP2013/050777 JP2013050777W WO2013108828A1 WO 2013108828 A1 WO2013108828 A1 WO 2013108828A1 JP 2013050777 W JP2013050777 W JP 2013050777W WO 2013108828 A1 WO2013108828 A1 WO 2013108828A1
- Authority
- WO
- WIPO (PCT)
- Prior art keywords
- pearlite
- rolled wire
- wire rod
- area ratio
- wire drawing
- Prior art date
Links
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/36—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for balls; for rollers
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/06—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires
- C21D8/065—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of rods or wires of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/52—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length
- C21D9/525—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for wires; for strips ; for rods of unlimited length for wire, for rods
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/22—Ferrous alloys, e.g. steel alloys containing chromium with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/32—Ferrous alloys, e.g. steel alloys containing chromium with boron
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/32—Balls
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F16—ENGINEERING ELEMENTS AND UNITS; GENERAL MEASURES FOR PRODUCING AND MAINTAINING EFFECTIVE FUNCTIONING OF MACHINES OR INSTALLATIONS; THERMAL INSULATION IN GENERAL
- F16C—SHAFTS; FLEXIBLE SHAFTS; ELEMENTS OR CRANKSHAFT MECHANISMS; ROTARY BODIES OTHER THAN GEARING ELEMENTS; BEARINGS
- F16C33/00—Parts of bearings; Special methods for making bearings or parts thereof
- F16C33/30—Parts of ball or roller bearings
- F16C33/34—Rollers; Needles
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/003—Cementite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Definitions
- the present invention relates to a high carbon steel rolled wire for bearings that can be drawn as it is without being subjected to spheroidizing heat treatment.
- High carbon low alloy wire is used as a material (bearing steel) for ball bearing steel balls and roller bearing rollers.
- a spheroidizing heat treatment or the like is performed before the wire drawing.
- wire drawing is performed after the spheroidizing heat treatment.
- wire breakage occurs due to work hardening by wire drawing, and thus annealing is further performed during wire drawing.
- Bearing steel specified in JIS G 4805: 2008 is a hypereutectoid steel with a C (carbon) content equal to or higher than the eutectoid point, and Cr (chromium) is added.
- Cr chromium
- the wire drawing workability is remarkably lowered by the precipitation of proeutectoid cementite and martensite. Therefore, at present, the spheroidizing heat treatment is performed before the wire drawing as described above.
- this spheroidizing heat treatment is a cause of deterioration in production efficiency and cost increase.
- in order to reduce costs there has been a demand for a high carbon steel rolled wire rod for bearings that is excellent in wire drawing workability even when the spheroidizing heat treatment is omitted and hot rolling is performed.
- Patent Document 1 discloses a steel wire material that improves wire drawing workability by defining the average particle size of ferrite as 20 ⁇ m or less and the maximum particle size as 120 ⁇ m or less. Disclosure. However, Patent Document 1 does not aim at omitting the spheroidizing heat treatment, and does not technically study an alloy composition having a large Cr content. According to the study by the present inventors, even when the upper limit of the maximum particle size is set to 120 ⁇ m, good wire drawing workability has not always been obtained. Moreover, the manufacturing method described in the claim of the said patent document is a complicated process which heats, after cooling at a cooling rate of 15 degrees C / sec or more to 630 degrees C or less. For this reason, equipment costs are high in the manufacture of actual machines, and there is a concern about an increase in steel material costs.
- Patent Document 2 discloses a steel wire material in which wire drawing workability is improved by refining pearlite colonies and increasing proeutectoid cementite. However, in the study by the present inventors, sufficient wire drawing workability was not always obtained even if the pearlite colony was refined. Further, Patent Document 2 is intended to finely disperse a large amount of pro-eutectoid cementite. However, in the study by the present inventors, it was confirmed that the wire drawing workability was lowered when the amount of pro-eutectoid cementite deposited was excessive.
- Patent Document 3 discloses a steel wire material in which the wire drawing workability is improved by controlling the region surrounded by proeutectoid cementite to 20 ⁇ m or less. However, in the study by the present inventors, even if the region surrounded by the pro-eutectoid cementite is miniaturized, the result that the wire drawing workability is not necessarily improved is not obtained. Similarly to Patent Document 2, it can be seen that Patent Document 3 also uses active precipitation of pro-eutectoid cementite as a technical idea. That is, the technical idea of Patent Document 3 is different from the technical idea of the present invention.
- Patent Document 4 discloses a steel wire material in which wire-drawing workability is improved by setting proeutectoid cementite to 3% or more in area ratio and lamellar spacing to 0.15 ⁇ m or less.
- the lamellar spacing is made finer, the strength is increased, so that there is a problem that the burden on the device and the die is increased and the die life is reduced.
- Patent Document 5 and Patent Document 6 disclose a steel wire material that improves wire drawing workability by suppressing the precipitation of proeutectoid cementite, and a method for manufacturing the same. Certainly, improvement of wire drawing workability is confirmed by suppressing precipitation of pro-eutectoid cementite. However, in order to suppress the area ratio of pro-eutectoid cementite to 3% or less, it is necessary to rapidly cool to a predetermined temperature and then gradually cool. For this reason, the equipment cost becomes high, and there is a concern that the steel material cost will increase.
- the present invention has been made to solve the above-mentioned conventional problems, and provides a high carbon steel rolled wire for bearings excellent in wire drawing workability that can omit spheroidizing heat treatment before wire drawing. Objective. Another object of the rolled wire rod according to one embodiment of the present invention is to be excellent in manufacturing cost.
- the present inventors examined in detail the relationship between the metal structure of a high carbon steel rolled wire rod and the wire drawing workability.
- A excessive precipitation of pro-eutectoid cementite deteriorates wire drawing workability, even if some pro-eutectoid cementite is precipitated, wire drawing workability is improved by making pearlite blocks finer
- B Even if the cooling rate of the rolled wire rod is low by adding Cr, the size of the pearlite block can be refined.
- C Only the average value of the size of the pearlite block can be used to improve the wire drawing workability.
- the gist of the present invention is as follows.
- the high carbon steel rolled wire rod for bearings according to one aspect of the present invention has a chemical composition of mass%, C: 0.95% to 1.10%, Si: 0.10% to 0.70%. , Mn: 0.20% to 1.20%, Cr: 0.90% to 1.60%, the balance is composed of Fe and inevitable impurities, the metal structure is 90% pearlite in area ratio 100% or less, 0% or more and 5% or less of pro-eutectoid cementite, and 0% or more and 10% or less of pseudo pearlite having granular cementite, and the average diameter of the pearlite pearlite block is 1.0 ⁇ m or more and 15 ⁇ m or less, And the maximum diameter of the said pearlite block is 1 time or more and 4 times or less of the said average diameter, and tensile strength is below the upper limit intensity
- TS1 1500 ⁇ (1-0.5 ⁇ ln (D 0 /5.5)) ⁇ 150 ⁇ exp(d p / 15-1) ⁇ 120 ⁇ (exp (A ⁇ / 5) ⁇ 1) ⁇ 80 ⁇ exp (A p '/ 10-1)
- D 0 wire diameter of the rolled wire rod in unit mm
- d p the average diameter of the pearlite block in unit ⁇ m
- a ⁇ area ratio of the pro-eutectoid cementite in unit%
- a p ′ The area ratio of the pseudo pearlite in unit%.
- the chemical component is any one of Mo: more than 0% to 0.25% and B: more than 0% to 0.0025% by mass%. It may contain seeds or both.
- the maximum value of the diameter orthogonal to the longitudinal direction of the pro-eutectoid cementite may be 1.5 ⁇ m or less.
- the cross-section A lamellar coarse portion having a lamellar spacing of 0.5 ⁇ m or more inside a region surrounded by 1 ⁇ 2r from the center of the center may be an area ratio of 0% to 10% in the pearlite.
- the variation in the tensile strength of the rolled wire is not less than ⁇ 150 MPa and not more than 150 MPa based on the average value of the tensile strength. It may be within the range.
- the manufacturing method of the high carbon steel rolling wire rod for bearings which concerns on 1 aspect of this invention uses the steel which consists of the said chemical component as described in said (1) or (2), and finish rolling start temperature is 700 degreeC.
- a cooling step of cooling the rolled wire rod at a cooling rate of 0.5 ° C./second to 3 ° C./second to a temperature range of 500 ° C. or higher and 600 ° C. or lower.
- Td / Tn ⁇ 1.20 is satisfied, where Tn is a temperature of a sparse part where the ring overlap of the rolled wire rod is small and Td is a temperature of a dense part where the ring overlap is large.
- the pearlite block diameter, proeutectoid cementite, pseudo pearlite, and the like it is possible to provide a rolled wire having excellent wire drawing workability as it is rolled. Therefore, it is possible to omit spheroidizing heat treatment before wire drawing and annealing during wire drawing as needed, which can improve productivity, reduce costs, and so on. Is big.
- the steel composition (chemical component) of the high carbon steel rolled wire rod for bearing according to the present embodiment the numerical limit range and the reason for the limitation will be described.
- the unit is mass%.
- C 0.95% to 1.10%
- C (carbon) is an essential element for imparting the strength required for steel materials. Therefore, 0.95% or more of C is added. If the C content is less than 0.95%, the strength and fatigue characteristics of the final product as a bearing may not be satisfied. On the other hand, if the C content exceeds 1.10%, it becomes difficult to suppress precipitation of pro-eutectoid cementite during cooling after hot rolling, and wire drawing workability is impaired. Moreover, in order to exhibit the said effect optimally, it is preferable to make the upper limit of C content into 1.05%.
- Si 0.10% to 0.70% or less
- Si is an element useful as a deoxidizer, and has an effect of suppressing the precipitation of pro-eutectoid cementite even with the same carbon content. .
- Si is a useful element that has an effect of increasing the ferrite strength in pearlite.
- the upper limit of Si content is set to 0.70%.
- the lower limit of the Si content is preferably 0.15%. And it is preferable to make the upper limit of Si content into 0.5%.
- Mn 0.20% to 1.20% or less
- Mn manganese
- Mn manganese
- Mn is an element useful not only for deoxidation and desulfurization but also for ensuring the hardenability of steel. In order to effectively exhibit these actions, 0.20% or more of Mn is added.
- the Mn content is less than 0.20%, deoxidation is insufficient, oxides are precipitated, and wire drawing workability may be deteriorated.
- the upper limit of the Mn content is 1.20%. In order to achieve the above effect optimally, the upper limit of the Mn content is preferably 1.0%.
- Cr 0.90% to 1.60%
- Cr chromium
- Cr is an element having an effect of suppressing the coarsening of the pearlite block at the time of slow cooling after hot rolling for producing a rolled wire rod. Therefore, the wire drawing workability of the rolled wire rod as hot rolled is improved.
- Cr is an extremely effective element that improves the hardenability of the bearing steel, which is a rolled wire rod after wire drawing, promotes the spheroidization of carbides, and increases the amount of carbides. Therefore, the fatigue characteristics of the final product bearing are improved. However, if the Cr content is less than 0.90%, the above effect cannot be obtained sufficiently.
- the upper limit of the Cr content is 1.60%.
- the lower limit of the Cr content is preferably 1.3%.
- the upper limit of Cr content shall be 1.5%.
- the high carbon steel rolled wire rod for bearing according to the present embodiment contains inevitable impurities in addition to the basic components described above.
- the inevitable impurities mean secondary materials such as scrap and elements such as P, S, N, O, Cd, Zn, and Sb that are inevitably mixed from the manufacturing process.
- P and S may be limited as follows in order to preferably exhibit the above effects.
- the unit is mass%.
- P 0.020% or less
- P (phosphorus) is an impurity. If the P content exceeds 0.020%, there is a risk of segregating at the grain boundaries and impairing the wire drawing workability. Therefore, it is preferable to limit the P content to 0.020% or less. More preferably, the P content is limited to 0.015% or less. Moreover, since it is desirable that the P content is small, the lower limit of the P content may be 0%. However, it is not technically easy to make the P content 0%, and even if it is stably made less than 0.001%, the steelmaking cost becomes high. Therefore, the lower limit of the P content may be 0.001%.
- S 0.020% or less S (sulfur) is an impurity. If the S content exceeds 0.020%, coarse MnS may be formed and wire drawing workability may be impaired. Therefore, it is preferable to limit the S content to 0.020% or less. More preferably, the S content is limited to 0.015% or less. Moreover, since it is desirable that the S content is small, the lower limit of the S content may be 0%. However, it is not technically easy to reduce the S content to 0%, and even if the S content is stably set to less than 0.001%, the steelmaking cost increases. Therefore, the lower limit of the S content may be 0.001%.
- the steel composition (chemical component) is controlled as a basic component, and the balance is composed of iron (Fe) and inevitable impurities.
- the basic component that is, instead of a part of the remaining Fe, the following selective elements may be contained in the steel as required.
- the rolled wire according to the present embodiment may further contain at least one of Mo and B as a selective element in addition to the basic component and the inevitable impurities described above.
- Mo and B as a selective element in addition to the basic component and the inevitable impurities described above.
- the numerical limitation range of the selected element and the reason for the limitation will be described.
- the unit is mass%.
- Mo Over 0% to 0.25% Mo (molybdenum) is a very effective element for improving the hardenability. Therefore, it is preferable to add more than 0% Mo. More preferably, the lower limit of the Mo content is 0.1%. However, if the Mo content exceeds 0.25%, the hardenability becomes excessive, and a supercooled structure such as bainite and martensite is likely to occur during cooling after hot rolling. Therefore, the upper limit of the Mo content is preferably 0.25%.
- B Over 0% to 0.0025% B (boron) is an element that has the effect of concentrating on grain boundaries and suppressing the generation of pseudo-pearlite. Therefore, it is preferable to add more than 0% B. More preferably, the lower limit of the B content is 0.0005%. However, if added excessively, carbides such as Fe 3 (CB) 6 are formed in austenite, which may reduce wire drawing workability. Therefore, it is preferable that the upper limit of the B content be 0.0025%.
- CB Fe 3
- the metal structure and mechanical characteristics of the high carbon steel rolled wire rod for bearings according to this embodiment will be described.
- the unit related to the metal structure is area%.
- the high carbon steel rolled wire rod for bearing according to the present embodiment is hypereutectoid steel.
- the hypereutectoid steel as shown in FIG. 1, proeutectoid cementite 2 precipitates along the prior austenite grain boundaries 1, and pearlite is formed inside thereof.
- a region called a pearlite block 3 having the same crystal orientation of ferrite is formed in the pearlite block 3.
- a region containing lamellar cementite called a pearlite colony 4 is formed in parallel.
- the pearlite block 3 includes ferrite and lamellar cementite, and is defined as a region in which the crystal orientation angle difference of the ferrite is less than 9 °.
- the grain boundary of the pearlite block 3 includes a boundary where the crystal orientation angle difference of the ferrite contained in the pearlite is 9 ° or more.
- the pearlite colony 4 is defined as a region containing ferrite and lamellar cementite, the crystal orientation angle difference of which is less than 9 °, and the lamellar cementite is substantially parallel.
- the boundary of the pearlite colony 4 includes a boundary having different lamellar cementite directions and a boundary in which the crystal orientation angle difference of ferrite included in the pearlite is 9 ° or more.
- FIG. 2 shows a metal structure photograph of the high carbon steel rolled wire rod for bearing according to the present embodiment, and a region where the lamellar structure is broken is surrounded by a white line in the drawing. A region in which cementite does not become lamellar (layered) and is precipitated in a granular shape, which is indicated by a white line in FIG.
- the pseudo pearlite 5 is defined as a region that includes ferrite and granular cementite and is surrounded by a boundary with the prior austenite grain boundary 1, proeutectoid cementite 2, pearlite block 3, or pearlite colony 4.
- the metallographic structure of the high carbon steel rolled wire rod for bearing according to the present embodiment is such that pearlite is 90% or more and 100% or less, proeutectoid cementite 2 is 0% or more and 5% or less, and pseudo-pearlite 5 having granular cementite is 0% or more. 10% or less, the average diameter of the pearlite block 3 of this pearlite is 1.0 ⁇ m or more and 15 ⁇ m or less, and the maximum diameter of this pearlite block 3 is 1 to 4 times the average diameter.
- the tensile strength is unit MPa and is not more than the upper limit strength TS1 shown in the following formula A.
- TS1 1500 ⁇ (1-0.5 ⁇ ln (D 0 /5.5)/2) ⁇ 150 ⁇ exp((d p / 15) ⁇ 1) ⁇ 120 ⁇ (exp (A ⁇ / 5) ⁇ 1 ) -80 ⁇ exp (A p '/ 10-1)
- D 0 Wire diameter of rolled wire in unit mm
- d p Average diameter of pearlite block 3 in unit ⁇ m
- a ⁇ Area ratio of proeutectoid cementite 2 in unit%
- a p ′ Unit It is the area ratio of the pseudo pearlite 5 in%.
- ln in the above formula A means a natural logarithm with the Napier number as the base.
- Perlite area ratio 90% or more and 100% or less
- the area ratio of pearlite is less than 90%
- the area ratio of supercooled structures such as martensite is When it becomes higher, due to the strength difference between the respective structures, a difference occurs in the amount of plastic deformation at the time of wire drawing between the respective structures.
- the main structure is pearlite
- the area ratio is 90% or more and 100% or less.
- the lower limit of the pearlite area ratio is preferably 95%.
- the area ratio of pro-eutectoid cementite 2 0% or more and 5% or less Even if a small amount of pro-eutectoid cementite 2 precipitates, it does not hinder wire drawing workability. However, if it precipitates so as to surround the prior austenite grains in a large amount, the deformation at the time of elongation is hindered, and the wire drawing workability is lowered. Therefore, as described above, in the conventional technique, the area ratio of the pro-eutectoid cementite 2 needs to be 3% or less, for example.
- the area ratio of proeutectoid cementite 2 is set to 0% or more and 5% or less. Since the area ratio of pro-eutectoid cementite 2 is preferably as small as possible, this lower limit may be 0%. However, it is not technically easy to reduce the area ratio of pro-eutectoid cementite 2 to 0%, and it is difficult to control the production conditions even if it is stably 1.5% or less, and the production cost is high.
- the area ratio of pro-eutectoid cementite 2 is preferably more than 1.5% and 5% or less. More preferably, the area ratio of pro-eutectoid cementite 2 is more than 3.0% and not more than 5%. On the other hand, when priority is given to further improving the wire drawing workability over the manufacturing cost, the area ratio of the pro-eutectoid cementite 2 is preferably 0% or more and 3% or less.
- Area ratio of pseudo pearlite 5 0% or more and 10% or less
- Pseudo pearlite 5 containing granular cementite has a different plastic deformation amount at the time of wire drawing than normal pearlite containing lamellar cementite.
- the area ratio of the pseudo pearlite 5 is set to 0% or more and 10% or less.
- the upper limit of the area ratio of the pseudo pearlite 5 is preferably 5%.
- Average diameter of pearlite block 3 1.0 ⁇ m or more and 15 ⁇ m or less
- the pearlite block 3 has a very strong correlation with the ductility of the high carbon steel rolled wire rod for bearing according to the present embodiment. If the pearlite block 3 is miniaturized, the wire drawing workability is improved. In order to obtain this effect, the average diameter of the pearlite block 3 is set to 1.0 ⁇ m or more and 15 ⁇ m or less. In addition, it is practically difficult industrially to make the average diameter of the pearlite block 3 less than 1.0 ⁇ m.
- the upper limit of the average diameter of the pearlite block 3 is preferably set to 12 ⁇ m. Most preferably, the upper limit of the average diameter of the pearlite block 3 is 10 ⁇ m.
- Maximum diameter of pearlite block 3 1 to 4 times the average diameter
- the average diameter of the pearlite block 3 is reduced to the above range, if the variation in the block size of the pearlite block 3 is large, the distance between each pearlite block 3 Thus, the strain at the time of wire drawing becomes non-uniform, and the wire drawing workability is lowered. Therefore, in order to stably improve the wire drawing workability, it is necessary to reduce the variation in the block size of the pearlite block 3 in addition to the above-described refinement of the average diameter of the pearlite block 3.
- the maximum diameter of the pearlite block 3 is 1 to 4 times the average diameter. Even if the maximum diameter is stably set to less than twice the average diameter, it is difficult to control the manufacturing conditions and the manufacturing cost is increased. Therefore, it is preferable that the maximum diameter of the pearlite block 3 is twice or more the average diameter. On the other hand, in order to further improve the wire drawing workability, it is preferable that the maximum diameter of the pearlite block 3 is not more than 3 times the average diameter.
- Tensile strength upper limit strength TS1 Generally, as the strength increases, the wire drawing workability decreases and the life of the wire drawing die is reduced. Therefore, the tensile strength of the high carbon steel rolled wire rod for bearing according to the present embodiment is desirably as low as possible. However, the present inventors have found that the tensile strength of the rolled wire rod diameter (D 0 ), the average diameter (d p ) of the pearlite block 3, the area ratio (A ⁇ ) of the proeutectoid cementite 2, and the pseudo pearlite 5 It was found that if the upper limit strength TS1 determined by the area ratio (A p ′) is equal to or less than that, excellent wire drawing workability can be obtained.
- the wire drawing workability is improved. Therefore, even if the manufacturing conditions are not controlled so that the tensile strength becomes lower than necessary, wire drawing can be performed if the tensile strength is equal to or less than the upper limit strength TS1. Further, if the wire diameter of the rolled wire is small, the deformation load applied to the central portion of the rolled wire that requires high plastic deformability during wire drawing is also reduced.
- the tensile strength is set to be not more than the upper limit strength TS1 shown in the following formula A in unit MPa as the mechanical characteristics.
- TS1 1500 ⁇ (1-0.5 ⁇ ln (D 0 /5.5)) ⁇ 150 ⁇ exp(d p / 15-1) ⁇ 120 ⁇ (exp (A ⁇ / 5) ⁇ 1) ⁇ 80 ⁇ exp (A p '/ 10-1)
- D 0 Wire diameter of rolled wire in unit mm
- d p Average diameter of pearlite block 3 in unit ⁇ m
- a ⁇ Area ratio of proeutectoid cementite 2 in unit%
- a p ′ Unit It is the area ratio of the pseudo pearlite 5 in%.
- the minimum of the said tensile strength is not specifically limited.
- the lower limit of the tensile strength is preferably 1100 MPa or more.
- the maximum value (maximum thickness) of the diameter (short diameter) orthogonal to the longitudinal direction (long diameter) of the pro-eutectoid cementite 2 is 1.5 ⁇ m or less.
- the maximum value of the short axis is 1.0 ⁇ m or less. Since it is desirable that the pro-eutectoid cementite 2 is not included, the lower limit of the maximum value of the minor axis may be 0 ⁇ m. However, it is not technically easy not to include proeutectoid cementite 2. Therefore, the maximum value of the minor axis of proeutectoid cementite 2 may be 0.1 ⁇ m or more.
- Area ratio of lamellar coarse portion 0% or more and 10% or less Perlite with coarse lamellar spacing may have a different amount of plastic deformation during wire drawing than pearlite with coarse lamellar spacing. As a result, there is a possibility that the strain becomes uneven between the tissues during wire drawing, and the wire drawing workability is lowered. In particular, it is preferable that the area ratio of the pearlite (lamellar coarse portion) having a large lamellar spacing at the center portion of the rolled wire rod having a large load during wire drawing is small.
- the radius of the rolled wire rod when viewed in a cross section perpendicular to the longitudinal direction is r in units of mm, 1 / 2r from the center of this cross section (that is, , R / 2)
- the lamellar coarse portion having a lamellar spacing of 0.5 ⁇ m or more is expressed as an area ratio of 0% or more and 10% or less in the pearlite of the same region. It is preferable that Since it is desirable that the area ratio of the lamellar coarse portion at the center is smaller, this lower limit may be 0%.
- the area ratio of the lamellar coarse portion at the center is preferably set to 5.0% or less.
- the strain applied during wire drawing is small. For this reason, even if the lamellar coarse portion exceeds 10% in the surface layer, the wire drawing workability is not greatly affected.
- the area ratio of the lamellar coarse portion of the surface layer portion of the rolled wire rod is preferably 10% or less.
- Variation in tensile strength within plus or minus 150 MPa with reference to the average value
- the rolled wire is generally wound in a ring shape and cooled. Although the details of the rolled wire rod wound up in the ring shape and cooled will be described later, there is a difference in density in the ring. Therefore, the wire temperature at the time of cooling differs between the sparse part and the dense part in the ring, and there is a fear that variations in tensile strength may occur. If the variation in tensile strength increases, the drawability of the rolled wire may be reduced.
- the variation in tensile strength at each part in the ring may be within a range of minus 150 MPa to plus 150 MPa based on the average value of the tensile strength.
- the variation in tensile strength is within a range of minus 100 MPa to plus 100 MPa based on the average value of tensile strength.
- the area ratios of pearlite, proeutectoid cementite 2 and pseudo pearlite 5 are measured by the following method.
- the rolled wire is cut so that a cross section perpendicular to the longitudinal direction (C cross section, cross section perpendicular to the wire drawing direction) serves as an observation surface.
- polishing from rough polishing to alumina polishing is performed so that the observation surface becomes a mirror surface.
- the mirrored observation surface is corroded with a 3% nital solution and a picral solution.
- the central portion of the observation surface after corrosion (inside the region surrounded by 1 / 2r) was observed at a magnification of 2000 times, and 10 metallographic photographs were taken ( Observation field: 0.02 mm 2 ). Then, the area ratios of pearlite, pro-eutectoid cementite 2 and pseudo pearlite 5 are measured from these 10 visual field metal structure photographs by image analysis. If necessary, the area ratios of pearlite, proeutectoid cementite 2 and pseudo-pearlite 5 in the surface layer portion (region exceeding the above 1 / 2r) of the observation surface after corrosion are measured.
- SEM scanning electron microscope
- the average diameter and the maximum diameter of the pearlite block 3 are measured by the following method. Polishing from rough polishing to polishing using colloidal silica is performed so that the observation surface is a mirror surface. After removing the processing distortion on the observation surface after polishing, using a Back Scattering Electron Diffraction Pattern (EBSD), the center of the observation surface after corrosion is totaled under the condition of StepSize of 0.4 ⁇ m. The EBSD measurement is performed a plurality of times so that the observation visual field becomes 50000 ⁇ m 2 . Then, according to the above definition, the pearlite block 3 in the observation visual field is analyzed, and the average diameter and the maximum diameter of the pearlite block 3 are obtained. Moreover, the surface layer part of an observation surface is measured as needed.
- EBSD Back Scattering Electron Diffraction Pattern
- the central portion of the observation surface prepared by the same method as the measurement of the area ratio of the pro-eutectoid cementite 2 is observed in 10 fields at a magnification of 2000 times.
- the thickest (largest minor axis) pro-eutectoid cementite 2 is observed at a magnification of 5000 times, and the maximum thickness (maximum minor axis) is measured.
- An average value is obtained from the maximum thickness (maximum short diameter) measured in each 10 fields of view, and the average value is taken as the maximum value of the diameter (short diameter) perpendicular to the longitudinal direction of the pro-eutectoid cementite 2. Moreover, the surface layer part of an observation surface is measured as needed.
- the area ratio of the lamellar coarse portion is measured by the following method.
- the central part of the observation surface prepared by the same method as the measurement of the area ratio of pearlite described above is observed at a magnification of 2000 times, and ten metal structure photographs are taken (total field of view: 0.02 mm 2 ).
- the area ratio of the region (lamellar coarse portion) where the lamellar interval of lamellar cementite in pearlite is 0.5 ⁇ m or more is measured from these 10 visual field metallographic photographs by image analysis.
- the area ratio of the lamellar coarse portion with respect to the pearlite included in the observation visual field is obtained.
- the measurement is performed again in another visual field.
- each ring (rolled wire with a length of 1 lap) is divided into 8 equal parts, for a total of 40 A rolled wire is used as a test material. Then, for example, it is evaluated by a tensile test according to JIS Z 2241: 2011 (or ISO 6892-1: 2009). The average value of tensile strength is calculated
- a value having a large difference from the average value is selected from the maximum value or the minimum value of the 40 test results, and a difference value from the average value is obtained.
- This difference value is defined as a variation in tensile strength in units of MPa.
- the length of the sample for the tensile test is 200 mm, and the tensile test is performed at a crosshead speed of 10 mm / min and a distance between jigs of 100 mm.
- the present invention is not limited by the procedure and method of the present embodiment, and any method can be adopted as long as it can realize the configuration of the present invention.
- molten steel having the above-described steel composition (chemical component) is cast to produce a slab.
- the casting method is not particularly limited, but a vacuum casting method, a continuous casting method, or the like may be used.
- the slab after the casting process is held for about 10 to 20 hours in a temperature range of about 1100 ° C. to 1200 ° C. (heat treatment to reduce segregation generated in casting or the like). .
- the slab after the casting step or the soaking step is used as a slab rolling process, and a steel slab of a size suitable for wire rod rolling (spindle rolling generally called a billet).
- a steel slab of a size suitable for wire rod rolling spindle rolling generally called a billet.
- the previous steel slab is manufactured.
- the heating conditions are not particularly limited, but may be heated to a temperature of 900 ° C. to 1200 ° C., for example. By heating to a temperature range of 900 ° C. or more and 1200 ° C. or less, the metal structure of the steel slab can be suitably controlled to an austenite single phase.
- the steel slab after the heating step is roughly rolled as a hot rough rolling step.
- the rough rolling conditions are not particularly limited, and the rolling may be performed under suitable conditions according to the shape of the steel slab.
- rough rolling may be performed in a temperature range of 750 ° C. to 1000 ° C. so that the cumulative rolling reduction is 95% to 99%.
- the steel slab may be made into a rough rolled material having dimensions suitable for use in the finish rolling process which is the next process.
- the metal structure of the rough-rolled material after rough rolling is suitably controlled to fine austenite grains by performing rough rolling under the above conditions
- the average diameter and the maximum diameter of the pearlite block 3 of the rolled wire are preferably used. It is preferable because it can be controlled.
- the steel slab after the heating step or the rough rolled material after the hot rough rolling step is formed into a rolled wire by finish rolling.
- the finish rolling start temperature is controlled to 700 ° C. or higher and 850 ° C. or lower to perform rolling.
- the temperature of the rolled wire during finish rolling is measured with a radiation thermometer, and strictly means the surface temperature of the rolled wire.
- the finish rolling start temperature is set to 850 ° C. or less is to reduce the size of the pearlite block 3 by increasing the nucleation sites of pearlite at the time of transformation by refining the austenite grains. If the finish rolling start temperature exceeds 850 ° C., the effect of miniaturization cannot be obtained sufficiently. Further, the finish rolling start temperature is more preferably 830 ° C. or less, and most preferably 800 ° C. or less. Further, when the finish rolling start temperature is less than 700 ° C., the load on the rolling equipment increases, leading to an increase in equipment cost or a decrease in production efficiency. Further, since the surface layer of the rolled wire is excessively cooled, there is a concern that cracks and abnormal structures are generated in the rolled wire. As a result, there is a possibility that the wire drawing workability is lowered. Therefore, the finish rolling start temperature is set to 700 ° C. or higher. More preferably, it is set to 750 ° C. or higher.
- the cumulative reduction ratio in the finish rolling process is not particularly limited. However, it is preferable to perform finish rolling so that the cumulative rolling reduction in the finish rolling process is 80% to 98%.
- the metal structure of the rolled wire rod after finish rolling can be more suitably controlled to fine austenite grains.
- the average diameter and the maximum diameter of the pearlite block 3 can be controlled more preferably, which is preferable.
- the rolled wire after the finish rolling process is wound into a ring shape.
- the winding is performed so that the winding temperature is 650 ° C. or higher and 850 ° C. or lower.
- the rolled wire rod after the finish rolling step is cooled as necessary, and is controlled to a temperature of 650 ° C. or higher and 850 ° C. or lower and wound into a ring shape.
- the rolled wire becomes 850 ° C. or more due to heat generated during finish rolling, austenite grains refined by finish rolling grow and become coarse during the winding process.
- the coiling temperature is 850 ° C. or less, this coarsening can be suppressed and the average diameter of the pearlite block 3 of the rolled wire can be suitably controlled.
- the area ratio of pearlite can be satisfied. Therefore, if necessary, the rolled wire rod after finish rolling is cooled so that the coiling temperature is 850 ° C. or lower.
- the winding temperature is more preferably 840 ° C. or less, and most preferably 800 ° C. or less.
- the winding temperature is set to 650 ° C. or higher. More preferably, the temperature is set to 700 ° C. or higher.
- the ring-shaped rolled wire after the winding process is controlled and cooled.
- Controlled cooling is performed at a cooling rate of 0.5 ° C./second to 3 ° C./second until the temperature reaches the temperature range from 500 ° C. to 600 ° C. from the winding end temperature.
- cooling is performed under the condition that Td / Tn ⁇ 1.20, where Tn is the temperature of the ring sparse part of the rolled wire rod during the cooling process and Td is Td.
- Td the temperature of the ring dense part when the temperature Tn of the ring sparse part is 650 ° C. is measured, and the temperature Tn of the ring sparse part and the temperature Td of the ring dense part are Td / Tn. Cooling is performed under conditions satisfying ⁇ 1.20.
- the cooling rate after winding is a factor for controlling the transformation temperature. If the cooling rate exceeds 3 ° C / second, pearlite transformation may not be completed during cooling, and supercooled structures such as martensite and bainite may be generated, reducing the pearlite area ratio and reducing wire drawing workability. There is. Therefore, the cooling rate at the time of cooling shall be 3 degrees C / sec or less.
- the cooling rate during cooling may be 2.3 ° C./second or less.
- the cooling rate is set to 0.5 ° C./second or more. More preferably, the cooling rate during cooling may be 0.8 ° C./second or more.
- the rolled wire which concerns on this embodiment contains Cr as above-mentioned, the coarsening of the pearlite block 3 is suppressed preferably.
- controlled cooling is stopped at a temperature higher than 600 ° C.
- the transformation from austenite to pearlite may not be completed at the above-described winding temperature and the above-described cooling rate conditions. Therefore, controlled cooling is performed until the temperature reaches 600 ° C. or lower.
- the lower limit of the controlled cooling stop temperature is not particularly limited, but if the controlled cooling is performed to a temperature lower than 500 ° C., the manufacturing cost may increase. Therefore, the controlled cooling is performed until the temperature reaches 500 ° C. or more and 600 ° C. or less from the winding end temperature.
- the rolled wire rod in rolling a wire rod, is wound into a ring shape and cooled after rolling. At this time, in the rolled wire wound in a ring shape, as shown in FIG. 4, a dense portion with a large overlap of the rolled wire and a sparse portion with a small overlap are generated. Specifically, when the average diameter of the ring-shaped rolled wire 6 is R in the unit m, the region of the arrow 6a shown in FIG. 4 in plan view of the rolled wire 6 in the cooling process is a dense portion, and the arrow 6b A region is a sparse part.
- a region of 0.25 ⁇ R from the side edges on both sides in the width direction is set as a dense portion of the ring-shaped rolled wire 6, and 0.
- a 5 ⁇ R region is defined as a sparse part of the ring-shaped rolled wire 6.
- Td / Tn ⁇ 1.20 Td / Tn ⁇ 1.20. More preferably, Td / Tn ⁇ 1.15 may be set in order to reduce variation in tensile strength.
- the method for controlling the cooling rate in the cooling step and the method for controlling the temperature of the dense part of the ring-shaped rolled wire are not particularly limited.
- a method for controlling the cooling rate it is only necessary to control the ambient temperature that enables heat removal.
- a method for controlling the temperature of the sparsely packed portion of the ring-shaped rolled wire rod it is only necessary to increase the ring variation or make a step during the conveyance.
- the area ratio of the pro-eutectoid cementite 2 may be preferably controlled by the winding temperature in the winding process.
- the average diameter of the pearlite block 3 may be preferably controlled by the temperature difference between the dense and dense portions of the ring-shaped rolled wire 6.
- the tensile strength may be preferably controlled below the upper limit strength TS1 depending on the finish rolling start temperature and the winding temperature.
- the maximum thickness of pro-eutectoid cementite 2 may be preferably controlled by the cooling rate in the cooling process.
- the area ratio of the lamellar coarse portion may be preferably controlled depending on the winding temperature and the cooling rate.
- the variation in tensile strength may be preferably controlled by the finish rolling start temperature and the winding temperature.
- FIG. 3 shows an example of a production pattern of the high carbon steel rolled wire rod for bearing according to the present embodiment.
- the high carbon steel rolled wire rod for bearings manufactured through the above-described steps becomes a rolled wire rod having a diameter of 3.0 mm to 6.0 mm.
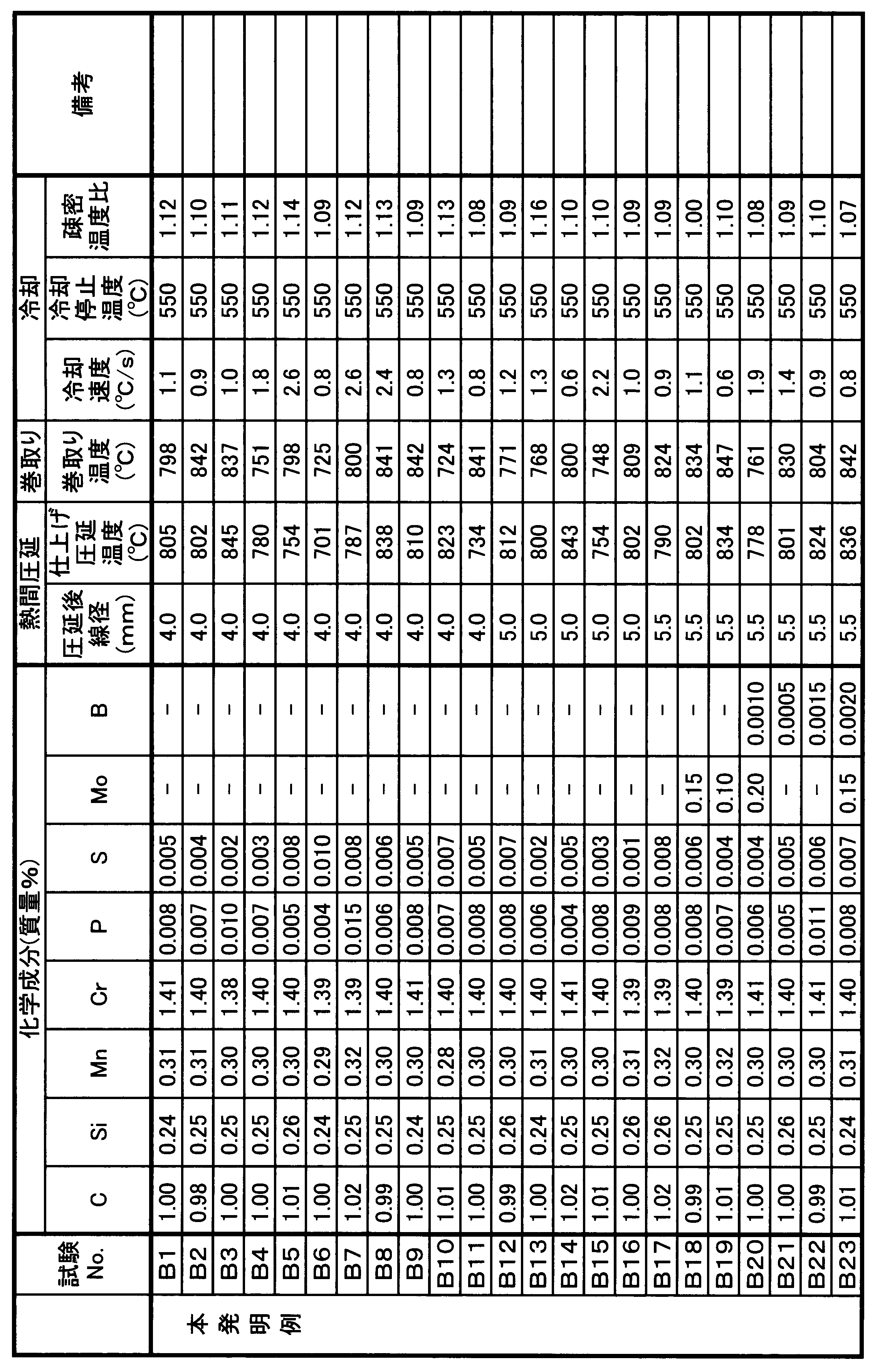
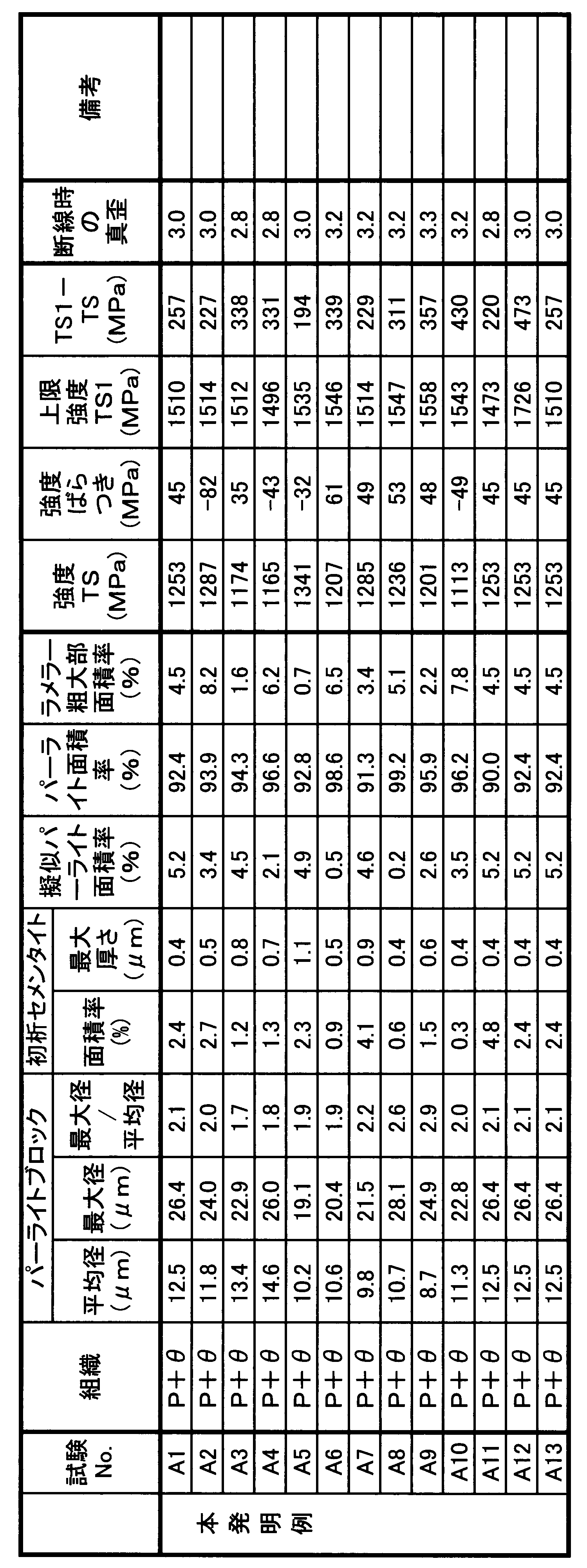
- Tables 1 to 4 show the steel composition (chemical composition) and production conditions, and Tables 5 to 8 show the evaluation results of the metal structure, mechanical properties, and wire drawing workability of the rolled wire rod.
- the billet prepared by the casting process, the soaking process, and the split rolling process was heated to 1000 ° C. to 1200 ° C. in a heating furnace as a heating process. Thereafter, as a hot rough rolling step, rough rolling was performed in a temperature range of 750 ° C. to 1000 ° C. so that the cumulative rolling reduction was 95% to 99%, whereby a rough rolled material was obtained.
- rolled wire rods were manufactured under the conditions shown in Tables 1 to 4 in the finish rolling step, the winding step, and the cooling step. The finish rolling was performed so that the cumulative rolling reduction in the finish rolling process was 80% to 98%.
- the metal structure is the average diameter and maximum diameter of the pearlite block, the maximum diameter / average diameter, the area ratio of the pro-eutectoid cementite, the maximum thickness of the pro-eutectoid cementite (the maximum value of the diameter perpendicular to the longitudinal direction), and the pseudo pearlite area. Rate, perlite area ratio, and lamellar coarse area area ratio.
- the observation of the metal structure and the measurement of the area ratio of pro-eutectoid cementite, pseudo-pearlite area ratio, pearlite area ratio, maximum thickness of pro-eutectoid cementite, and area ratio of the lamellar coarse portion were performed using SEM.
- the C cross section of the obtained rolled wire was embedded in a resin, polished from rough polishing to alumina polishing, corroded with 3% nital solution and picral solution, and the metal structure was observed.
- the area ratio was measured by image analysis from a metallographic photograph.
- the observation region was observed at a magnification of 2000 times, and 10 metallographic photographs were taken (total field of view 0. 02 mm 2 ), and each area ratio was measured by image analysis. Further, the maximum thickness of pro-eutectoid cementite is measured by 5,000 times the thickest (largest short axis) pro-eutectoid cementite in each of the 10 fields of view, and the maximum thickness (maximum short axis) is measured.
- the average value was calculated
- the area ratio of the lamellar coarse portion was determined by measuring the area ratio of a region (lamellar coarse portion) where the lamellar spacing of lamellar cementite in pearlite is 0.5 ⁇ m or more at the center of the observation surface. In the measurement of the area ratio of the lamellar coarse portion, when it was difficult to determine whether the lamellar cementite lamellar spacing was 0.5 ⁇ m or more due to the inclination of cementite, the measurement was performed again with another visual field.
- the average diameter and the maximum diameter of the pearlite block were measured using a backscattered electron diffractometer (EBSD).
- EBSD backscattered electron diffractometer
- the C section of the obtained rolled wire was polished up to rough polishing, alumina polishing, and polishing using colloidal silica. After removing the processing distortion of the observation surface after polishing, it was subjected to measurement.
- the observation field is 50000 ⁇ m 2 and the boundary where the crystal orientation angle difference of ferrite contained in pearlite is 9 ° or more is measured as the grain boundary of the pearlite block, the average diameter and the maximum diameter of the pearlite block are measured, and the maximum diameter The ratio of / average diameter was calculated.
- a tensile test was performed as an evaluation of mechanical properties. Sample 5 rings (rolled wire with a length of 5 laps) continuously from a ring-shaped rolled wire, divide each ring (rolled wire with a length of 1 lap) into 8 equal parts, and make a total of 40 rolled wires. It used for the test. The average value of the tensile strength was obtained from the 40 tensile test results, and the average value was taken as the tensile strength of the rolled wire rod. In addition, a value having a large difference from the average value is selected from the maximum value or the minimum value of the 40 test results, and a difference value from the average value is obtained. Variation in tensile strength was assumed. The tensile test was performed by setting the sample length of the tensile test to 200 mm, the crosshead speed to 10 mm / min, and the distance between jigs to 100 mm.
- the obtained rolled wire is subjected to descaling treatment by pickling and lubrication coating treatment by lime coating application as a pre-drawing treatment without subjecting to spheroidizing annealing, and then a test of the wire drawing workability is performed. went.
- 25 m of each rolled wire was collected and used as a test material.
- wire drawing was performed with a dry single-head wire drawing machine at a surface reduction rate of 20% per pass and a wire drawing speed of 50 m / min. Five test materials were prepared for one level, and wire drawing until disconnection was performed 5 times.
- the average value of the true strain (2 ⁇ Ln (d / d 0 ), where d: the wire diameter of the drawn wire and d 0 : the wire diameter of the rolled material) at the time of disconnection is calculated, and the average value
- the wire drawing workability was evaluated. As for wire drawing workability, a case where the average value of true strain was 2.8 or more was regarded as acceptable.
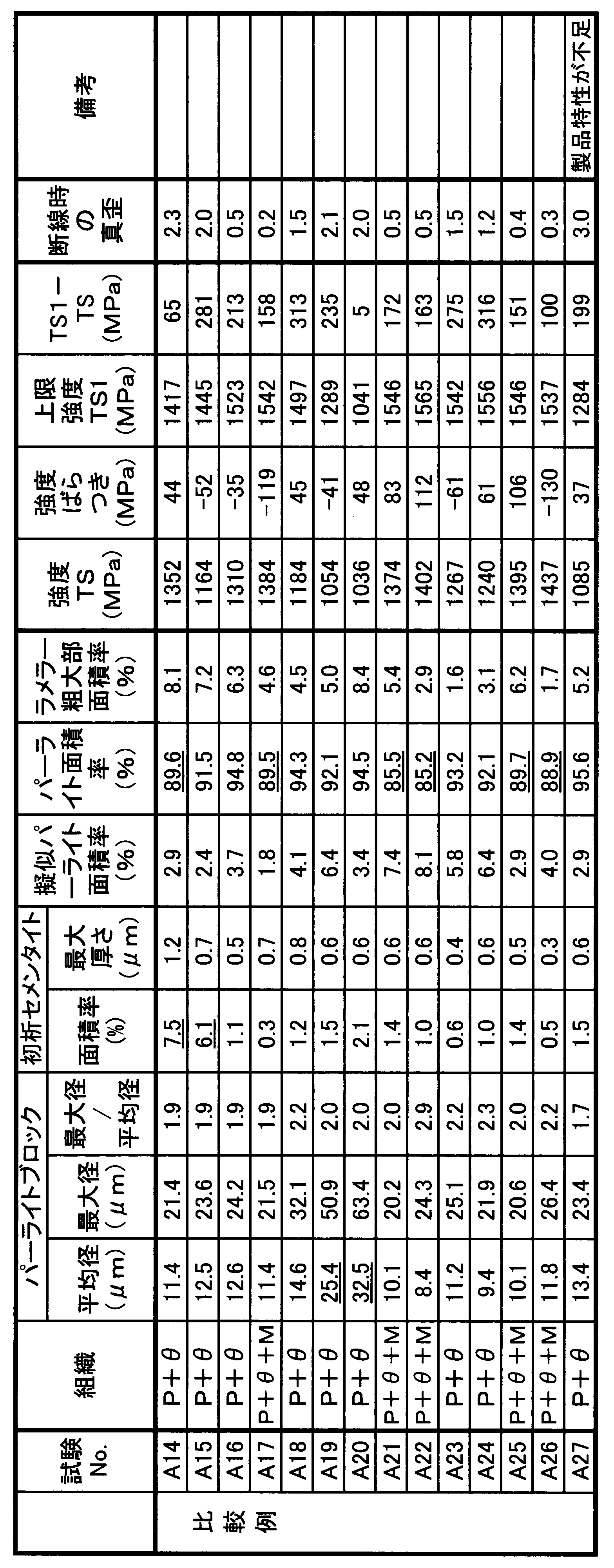
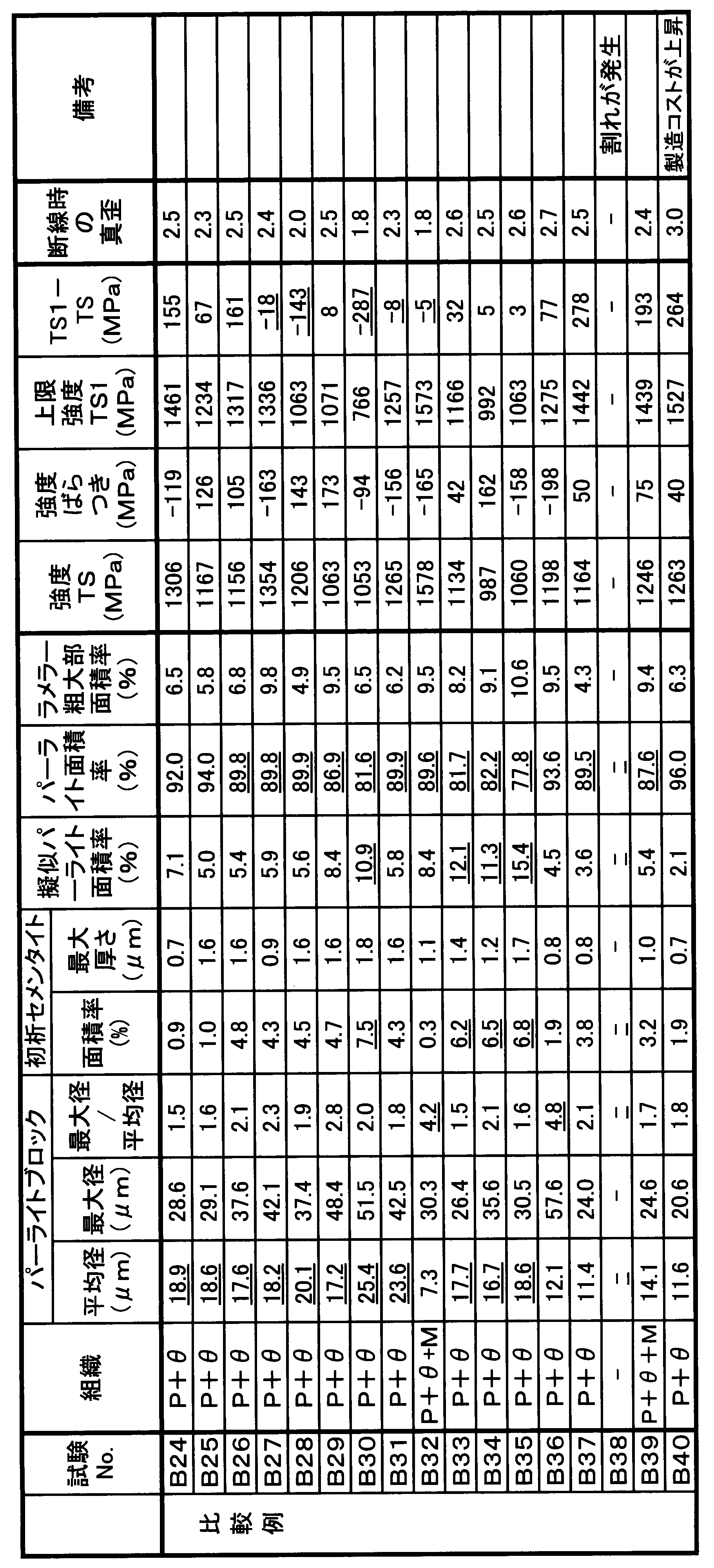
- Tables 1 to 8 show the evaluation results. In the table, numerical values outside the scope of the present invention are underlined. In addition, “-” in the table indicates no addition or no implementation. In the table, “P” represents pearlite, “ ⁇ ” represents cementite, and “M” represents a supercooled structure.
- Test No. which is an example of the present invention.
- A1 to A13 and B1 to B23 all of the chemical components, production conditions, metal structure, and mechanical properties have achieved the target, and as a result, the performance that requires wire drawing workability is satisfied. Yes.
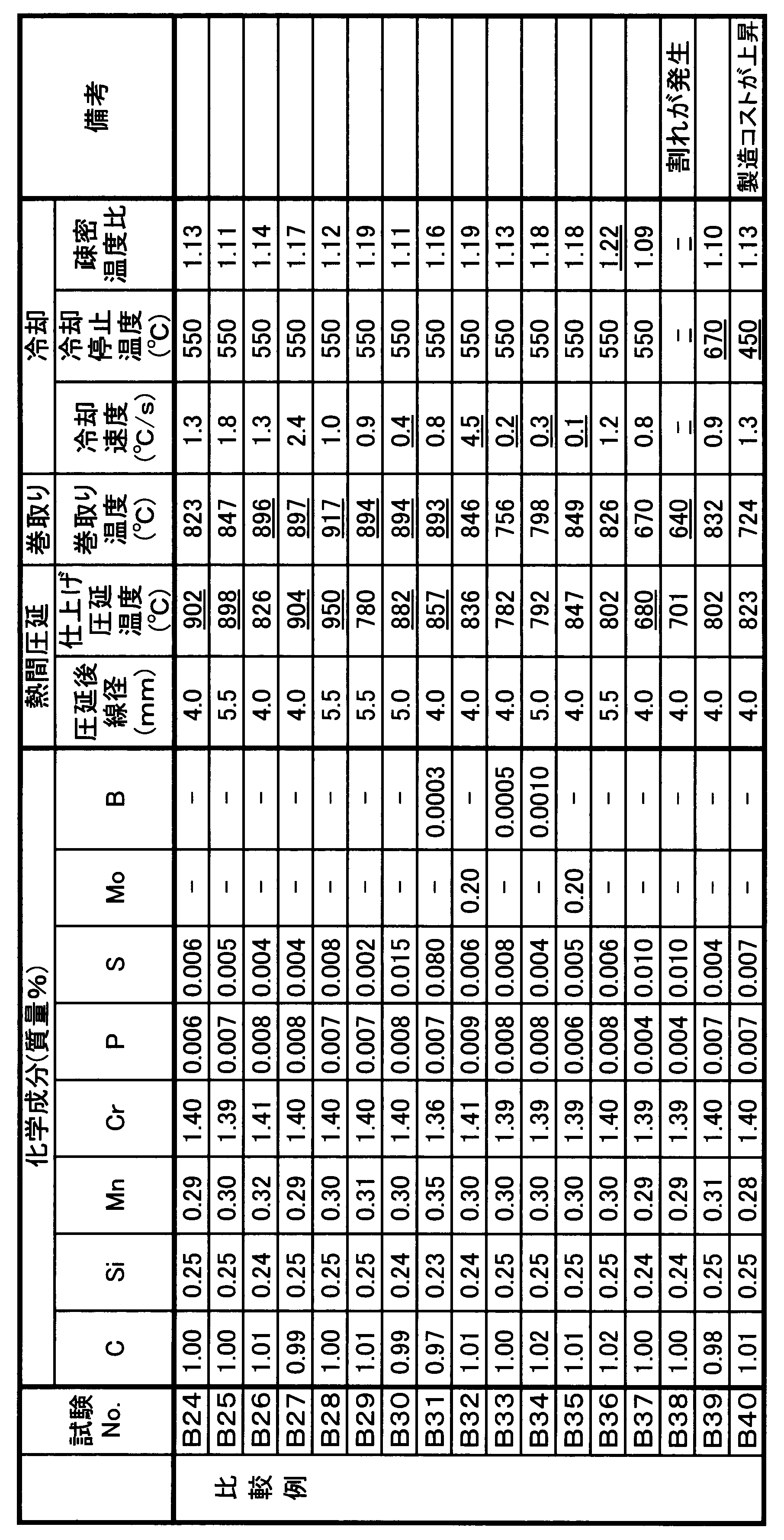
- test No. which is a comparative example.
- A14 to A27 and B24 to B40 do not meet the target of any of chemical composition, manufacturing conditions, metal structure, and mechanical properties, and as a result, satisfy the performance that requires wire drawing workability. Not.
- A14 is an example in which pro-eutectoid cementite was excessively precipitated due to excessive C content, and wire drawing workability was insufficient.
- A15 is an example in which proeutectoid cementite was excessively precipitated due to the low Si content, and the wire drawing workability was insufficient.
- A16 is an example in which, due to the excessive Si content, Si-based inclusions are excessively precipitated and the wire drawing workability is insufficient.
- A17 is an example in which because the Mn content is excessive, an excessively cooled structure is generated excessively and the wire drawing workability is insufficient.
- A18 is an example in which the deoxidation is insufficient, the oxide is excessively deposited, and the wire drawing workability is insufficient due to the low Mn content.
- A19 and A20 are examples in which the average diameter of the pearlite block is coarse and the wire drawing workability is insufficient because the Cr content is low.
- A21 is an example in which because the Cr content is excessive, an excessively cooled structure is generated excessively and the wire drawing workability is insufficient.
- A22 and A25 are examples in which the Mo content is excessive, so that a supercooled structure is excessively generated and the wire drawing workability is insufficient.
- A23 and A24 are examples in which Fe 3 (CB) 6 is excessively precipitated due to excessive B content and wire drawing workability becomes insufficient.
- A26 is an example in which the Mo content and the B content are excessive, so that the supercooled structure is excessively generated, and Fe 3 (CB) 6 is excessively precipitated, so that the wire drawing workability becomes insufficient. It is.
- A27 is an example in which the strength and fatigue characteristics as a bearing of the final product were not satisfied because the C content was small.
- B24 and B25 are examples in which the pearlite block average diameter is outside the range of the present invention because the finish rolling start temperature is high, and the wire drawing workability is insufficient.
- B26 and B29 are examples in which the coiling temperature is high, the pearlite area ratio and the average diameter of the pearlite block are outside the scope of the present invention, and the wire drawing workability is insufficient. Since B27, B28, and B31 have a high finish rolling start temperature and a coiling temperature, the pearlite area ratio, the pearlite block average diameter, and the tensile strength are out of the scope of the present invention, and the wire drawing workability becomes insufficient. This is an example.
- B30 has a high finish rolling start temperature and a coiling temperature and a slow cooling rate
- the pearlite area ratio, pro-eutectoid cementite area ratio, pseudo pearlite area ratio, pearlite block average diameter, and tensile strength are This is an example in which the wire drawing workability is insufficient due to out of range.
- B32 is an example in which the pearlite area ratio, the pearlite block maximum diameter, and the tensile strength are out of the range of the present invention because the cooling rate is high, and the wire drawing workability is insufficient.
- B36 is an example in which the pearlite block maximum diameter is outside the range of the present invention due to a large density temperature ratio, and the wire drawing workability is insufficient.
- B37 is an example in which, since the finish rolling start temperature is low, an abnormal structure is excessively generated and the wire drawing workability is insufficient.
- B38 is an example in which cracking occurred in the rolled wire because the winding temperature was low.
- B39 is an example in which since the cooling stop temperature is high, the pearlite area ratio is outside the range of the present invention, and the wire drawing workability is insufficient.
- B40 is an example in which the manufacturing cost has increased because the cooling stop temperature is low.
- FIG. 5 shows the relationship between the average diameter of the pearlite block and the true strain at the time of wire drawing breakage, with respect to the inventive example and the comparative example in which the pearlite block average diameter is outside the scope of the present invention.
- the example of the present invention is compared with the comparative example, it can be seen that the wire drawing workability is improved as the average diameter of the pearlite block is reduced.
- the pearlite block diameter, proeutectoid cementite, pseudo pearlite, and the like it is possible to provide a rolled wire having excellent wire drawing workability as it is rolled. Therefore, it is possible to omit spheroidizing heat treatment before wire drawing and annealing during wire drawing as needed, which can improve productivity, reduce costs, etc., and can be used industrially. High nature.
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Crystallography & Structural Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Manufacturing & Machinery (AREA)
- General Engineering & Computer Science (AREA)
- Heat Treatment Of Steel (AREA)
- Heat Treatment Of Strip Materials And Filament Materials (AREA)
Abstract
Description
本願は、2012年1月20日に、日本に出願された特願2012-010042号に基づき優先権を主張し、その内容をここに援用する。
(1)本発明の一態様に係る軸受用高炭素鋼圧延線材は、化学成分が、質量%で、C:0.95%~1.10%、Si:0.10%~0.70%、Mn:0.20%~1.20%、Cr:0.90%~1.60%を含有し、残部がFeおよび不可避的不純物よりなり、金属組織が、面積率で、パーライトを90%以上100%以下、初析セメンタイトを0%以上5%以下、および粒状セメンタイトを有する擬似パーライトを0%以上10%以下含み、前記パーライトのパーライトブロックの平均径が1.0μm以上15μm以下であり、かつ前記パーライトブロックの最大径が前記平均径の1倍以上4倍以下であり、引張強度が、単位MPaで、下記の式1に示す上限強度TS1以下である。
TS1=1500×(1-0.5×ln(D0/5.5))-150×exp(dp/15-1)-120×(exp(Aθ/5)-1)-80×exp(Ap’/10-1) ・・・(式1)
ここで、D0:単位mmでの前記圧延線材の線径、dp:単位μmでの前記パーライトブロックの前記平均径、Aθ:単位%での前記初析セメンタイトの面積率、Ap’:単位%での前記擬似パーライトの面積率。
(3)上記(1)又は(2)に記載の圧延線材では、前記初析セメンタイトの長手方向に対して直交する径の最大値が1.5μm以下であってもよい。
(5)上記(1)~(4)の何れか一項に記載の圧延線材では、前記圧延線材の前記引張強度のばらつきが、前記引張強度の平均値を基準としてマイナス150MPa以上プラス150MPa以下の範囲内であってもよい。
C(炭素)は、鋼材に必要とされる強度を付与するために必須の元素である。そのために、0.95%以上のCを添加する。C含有量が0.95%未満では、最終製品の軸受としての強度及び疲労特性を満足しない恐れがある。一方、C含有量が1.10%を超えると、熱間圧延後の冷却時に、初析セメンタイトの析出の抑制が難しくなり、伸線加工性を損なう。また、最適に上記効果を発現させるには、C含有量の上限を1.05%とすることが好ましい。
Si(ケイ素)は、脱酸剤として有用な元素であり、同一炭素含有量であっても初析セメンタイトの析出を抑制する効果を有する元素である。更に、Siは、パーライト中のフェライト強度を増加させる作用がある有用な元素である。これらのような作用を有効に発揮させるためには、0.10%以上のSiを添加する。しかしながら、過剰に添加すると、伸線加工性に有害なSiO2系介在物が発生し、伸線加工性が低下する恐れがある。そのため、Si含有量の上限を0.70%とする。また、最適に上記効果を発現させるには、Si含有量の下限を0.15%とすることが好ましい。そして、Si含有量の上限を0.5%とすることが好ましい。
Mn(マンガン)は、脱酸及び脱硫に有用であるのみならず、鋼の焼入れ性を確保するために有用な元素である。これらのような作用を有効に発揮させるには、0.20%以上のMnを添加する。また、Mn含有量が0.20%未満の場合、脱酸が足りず、酸化物が析出し、伸線加工性が低下する恐れがある。一方、過剰に添加しても上記効果が飽和してしまい、経済的に無駄である他、熱間圧延後の冷却時に、伸線加工性に有害なマルテンサイトなどの過冷組織が発生しやすくなる。そのため、Mn含有量の上限を1.20%とする。また、最適に上記効果を発現させるには、Mn含有量の上限を1.0%とすることが好ましい。
Cr(クロム)は、圧延線材を製造するための熱間圧延後の徐冷時に、パーライトブロックの粗大化を抑制する効果を有する元素である。よって、熱間圧延ままの圧延線材の伸線加工性を向上させる。また、Crは、伸線加工後の圧延線材である軸受鋼の焼入れ性を向上させると共に、炭化物の球状化を促進させ、かつ、炭化物量も増加させる極めて有効な元素である。よって、最終製品である軸受の疲労特性を向上させる。しかしながら、Cr含有量が0.90%未満では、上記効果が十分に得られない。一方、Cr含有量が1.60%超では、焼入れ性が過大となり、上記熱間圧延後の冷却時に、ベイナイトやマルテンサイトなどの過冷組織が発生しやすくなる。そのため、Cr含有量の上限を1.60%とする。また、最適に上記効果を発現させるには、Cr含有量の下限を1.3%とすることが好ましい。そして、Cr含有量の上限を1.5%とすることが好ましい。
P(リン)は不純物である。P含有量が0.020%を超えると、結晶粒界に偏析して伸線加工性を損ねる恐れがある。したがって、P含有量を0.020%以下に制限することが好ましい。さらに好ましくは、P含有量を0.015%以下に制限する。また、P含有量は少ないほど望ましいので、P含有量の下限が0%であってもよい。しかし、P含有量を0%にするのは、技術的に容易でなく、また、安定的に0.001%未満とするにも、製鋼コストが高くなる。よって、P含有量の下限を0.001%としてもよい。
S(硫黄)は不純物である。S含有量が0.020%を超えると、粗大なMnSが形成されて伸線加工性を損ねる恐れがある。したがって、S含有量を0.020%以下に制限することが好ましい。さらに好ましくは、S含有量を0.015%以下に制限する。また、S含有量は少ないほど望ましいので、S含有量の下限が0%であってもよい。しかし、S含有量を0%にするのは、技術的に容易でなく、また、安定的に0.001%未満とするにも、製鋼コストが高くなる。よって、S含有量の下限を0.001%としてもよい。
Mo(モリブデン)は、焼入れ性を向上させるのに非常に有効な元素である。よって、0%超のMoを添加することが好ましい。さらに好ましくは、Mo含有量の下限を0.1%とする。しかしながら、Mo含有量が0.25%超では、焼入れ性が過大となり、熱間圧延後の冷却時に、ベイナイト、マルテンサイトなどの過冷組織が発生しやすくなる恐れがある。そのため、Mo含有量の上限を0.25%とすることが好ましい。
B(ホウ素)は、粒界に濃化して、擬似パーライトの生成を抑制する効果を有する元素である。よって、0%超のBを添加することが好ましい。さらに好ましくは、B含有量の下限を0.0005%とする。しかしながら、過剰に添加するとオーステナイト中にFe3(CB)6などの炭化物を形成し、伸線加工性を低下させる恐れがある。そのため、B含有量の上限を0.0025%とすることが好ましい。
TS1=1500×(1-0.5×ln(D0/5.5)/2)-150×exp((dp/15)-1)-120×(exp(Aθ/5)-1)-80×exp(Ap’/10-1) ・・・(式A)
ここで、D0:単位mmでの圧延線材の線径、dp:単位μmでのパーライトブロック3の平均径、Aθ:単位%での初析セメンタイト2の面積率、Ap’:単位%での擬似パーライト5の面積率である。なお、上記の式A中のlnはネイピア数を底とする自然対数を意味する。
本実施形態に係る軸受用高炭素鋼圧延線材の金属組織にて、パーライトの面積率が90%未満となり、マルテンサイトなどの過冷組織の面積率が高くなると、各組織間の強度差に起因して、各組織間で伸線時の塑性変形量に差が生じる。その結果、伸線時に各組織間で歪に不均一が生じ、断線の要因となる。そのため、主組織をパーライトとし、その面積率を90%以上100%以下とする。また、伸線加工性をさらに高めるためには、パーライトの面積率の下限を95%とすることが好ましい。
初析セメンタイト2が少量析出しても、特に伸線加工性を阻害するものではない。しかし多量に旧オーステナイト粒を囲むように析出すると、伸長時の変形の阻害となり、伸線加工性が低下する。そのため、前述のように従来技術では、初析セメンタイト2の面積率を、例えば、3%以下にする必要があった。しかし、本実施形態に係る軸受用高炭素鋼圧延線材では、化学成分、金属組織、及び力学特性を複合的に制御することにより、初析セメンタイト2の面積率が5%以下であるならば、優れた伸線加工性を得ることができる。従って、初析セメンタイト2の面積率を0%以上5%以下とする。初析セメンタイト2の面積率は少ないほど望ましいので、この下限が0%であってもよい。しかし、初析セメンタイト2の面積率を0%にするのは、技術的に容易でなく、また、安定的に1.5%以下とするにも、製造条件のコントロールが難しくなり製造コストが高くなる。よって、初析セメンタイト2の面積率を、1.5%超5%以下とすることが好ましい。さらに好ましくは、初析セメンタイト2の面積率を3.0%超5%以下とする。一方で、製造コストよりも伸線加工性をさらに向上させることを優先する場合には、初析セメンタイト2の面積率を0%以上3%以下とすることが好ましい。
粒状セメンタイトを含む擬似パーライト5は、ラメラーセメンタイトを含む通常のパーライトと比較して、伸線時の塑性変形量が異なる。その結果、伸線時に各組織間で歪に不均一が生じ、伸線加工性が低下する。よって、伸線加工性を向上するために、擬似パーライト5の面積率は0%以上10%以下とする。また、伸線加工性をさらに高めるためには、擬似パーライト5の面積率の上限を5%とすることが好ましい。
パーライトブロック3は、本実施形態に係る軸受用高炭素鋼圧延線材の延性と非常に強い相関関係がある。パーライトブロック3を微細化すれば、伸線加工性が向上する。この効果を得るために、パーライトブロック3の平均径を1.0μm以上15μm以下とする。なお、パーライトブロック3の平均径を1.0μm未満とすることは、工業的に実質上困難である。また、伸線加工性をさらに高めるためには、パーライトブロック3の平均径の上限を12μmとすることが好ましい。最も好ましくは、パーライトブロック3の平均径の上限を10μmとする。
また、パーライトブロック3の平均径を上記範囲に微細化しても、パーライトブロック3のブロックサイズのばらつきが大きければ、各パーライトブロック3間で伸線時の歪が不均一となり、伸線加工性が低下する。そのため、伸線加工性を安定して向上するためには、上記したパーライトブロック3の平均径の微細化に加えて、パーライトブロック3のブロックサイズのばらつきの低減が必要である。具体的には、上記平均径が15μm以下でも、最大径が上記平均径の4倍超となるパーライトブロック3を有する鋼材では、延性が十分確保できず、十分な伸線加工性が得られない。そのため、パーライトブロック3の最大径を、平均径の1倍以上4倍以下とする。安定的に上記最大径を上記平均径の2倍未満とするにも、製造条件のコントロールが難しくなり製造コストが高くなる。よって、パーライトブロック3の最大径を平均径の2倍以上とすることが好ましい。一方、伸線加工性をさらに高めるためには、パーライトブロック3の最大径を平均径の3倍以下とすることが好ましい。
一般的に、強度の増加に伴い、伸線加工性が低下するとともに、伸線加工用のダイスの寿命を低減させる。そのため、本実施形態に係る軸受用高炭素鋼圧延線材の引張強度は、可能な限り低いほうが望ましい。ただ、本発明者らは、この引張強度が、圧延線材線径(D0)、パーライトブロック3の平均径(dp)、初析セメンタイト2の面積率(Aθ)、及び擬似パーライト5の面積率(Ap’)によって決まる上限強度TS1以下であれば、優れた伸線加工性が得られることを見出した。つまり、パーライトブロック3が微細化し、また、初析セメンタイト2及び擬似パーライト5の面積率が減少すれば、伸線加工性が向上する。そのため、必要以上に引張強度が低くなるように製造条件をコントロールしなくとも、引張強度が上記上限強度TS1以下であるならば、伸線加工が可能である。また、圧延線材の線径が小さければ、伸線加工時に高い塑性変形能が必要とされる圧延線材の中心部にかかる変形負荷も小さくなる。そのため、圧延線材の線径が大きい場合と比較して引張強度が高くても、その引張強度が上限強度TS1以下であるならば、伸線加工が可能である。従って、本実施形態に係る軸受用高炭素鋼圧延線材では、力学特性として引張強度を、単位MPaで、下記の式Aに示す上限強度TS1以下とする。
TS1=1500×(1-0.5×ln(D0/5.5))-150×exp(dp/15-1)-120×(exp(Aθ/5)-1)-80×exp(Ap’/10-1) ・・・(式A)
ここで、D0:単位mmでの圧延線材の線径、dp:単位μmでのパーライトブロック3の平均径、Aθ:単位%での初析セメンタイト2の面積率、Ap’:単位%での擬似パーライト5の面積率である。
また、上記引張強度の下限は特に限定されない。しかし、本実施形態に係る軸受用高炭素鋼圧延線材の引張強度を低下させるために、製造時の冷却速度を過剰に低減させると、初析セメンタイト2の過剰析出や擬似パーライト5の面積率の増加につながり、伸線加工性が低下する。上記引張強度の下限は、1100MPa以上とすること好ましい。
初析セメンタイト2は、塑性変形能が小さいので、伸線により分断してボイドを形成する恐れがある。厚い(短径の大きい)初析セメンタイト2ほど、大きなボイドを形成し、伸線時の破壊の起点や製品での破壊の起点になる。そのため、本実施形態に係る軸受用高炭素鋼圧延線材では、初析セメンタイト2の長手方向(長径)に対して直交する径(短径)の最大値(最大厚さ)を、1.5μm以下とすると好ましい。より好ましくは、上記短径の最大値を1.0μm以下とする。初析セメンタイト2は含まれないことが望ましいので、上記短径の最大値の下限が0μmであってもよい。しかし、初析セメンタイト2を含まないようにするのは、技術的に容易でない。よって、初析セメンタイト2の短径の最大値を0.1μm以上としてもよい。
ラメラー間隔が粗大なパーライトは、ラメラー間隔が粗大でないパーライトと比較し、伸線加工時の塑性変形量が異なる恐れがある。その結果、伸線時に各組織間で歪に不均一が生じ、伸線加工性を低下させる恐れがある。特に、伸線加工時の負荷が大きい圧延線材の中心部で、このラメラー間隔が粗大なパーライト(ラメラー粗大部)の面積率が小さいことが好ましい。そのため、本実施形態に係る軸受用高炭素鋼圧延線材では、長手方向に垂直な断面で見た場合の圧延線材の半径を単位mmでrとしたとき、この断面の中心から1/2r(つまり、r/2)で囲まれる領域の内側(圧延線材の中心部)で、ラメラー間隔が0.5μm以上となるラメラー粗大部を、面積率で、同領域のパーライト中に0%以上10%以下とすることが好ましい。中心部のラメラー粗大部の面積率は少ないほど望ましいので、この下限が0%であってもよい。また、伸線加工性をさらに高めるためには、中心部のラメラー粗大部の面積率を5.0%以下とすることが好ましい。なお、上記断面の中心から1/2r超である圧延線材の表層部では、圧延線材の中心部と比較すると、伸線時の歪の付与が小さい。そのため、表層でラメラー粗大部が10%超存在しても、伸線加工性に大きな影響を与えない。ただ、上記圧延線材の表層部のラメラー粗大部の面積率を、10%以下とすることが好ましい。
圧延線材は、一般的にリング状に巻取られて冷却される。このリング状に巻取られて冷却される圧延線材は、詳細を後述するが、リング内で疎密差がある。そのため、冷却時の線材温度が、リング内の疎部と密部とで異なり、引張強度のばらつきが発生する恐れがある。引張強度のばらつきが増加すれば、圧延線材の伸線加工性は低下する恐れがある。そのため、本実施形態に係る軸受用高炭素鋼圧延線材では、リング内の各部での引張強度のばらつきを、引張強度の平均値を基準として、マイナス150MPa以上プラス150MPa以下の範囲内とすることが好ましい。さらに好ましくは、引張強度のばらつきを、引張強度の平均値を基準として、マイナス100MPa以上プラス100MPa以下の範囲内とする。



A15は、Si含有量が少ないために、初析セメンタイトが過剰に析出し、伸線加工性が不十分となった例である。
A16は、Si含有量が過多なために、Si系介在物が過剰に析出し、伸線加工性が不十分となった例である。
A17は、Mn含有量が過多なために、過冷組織が過剰に生成し、伸線加工性が不十分となった例である。
A18は、Mn含有量が少ないために、脱酸が足りず、酸化物が過剰に析出し、伸線加工性が不十分となった例である。
A19、A20は、Cr含有量が少ないために、パーライトブロックの平均径が粗大となり、伸線加工性が不十分となった例である。
A21は、Cr含有量が過多なために、過冷組織が過剰に生成し、伸線加工性が不十分となった例である。
A22、A25は、Mo含有量が過多なために、過冷組織が過剰に生成し、伸線加工性が不十分となった例である。
A23、A24は、B含有量が過多なために、Fe3(CB)6が過剰に析出し、伸線加工性が不十分となった例である。
A26は、Mo含有量とB含有量とが過多なために、過冷組織が過剰に生成し、またFe3(CB)6が過剰に析出し、伸線加工性が不十分となった例である。
A27は、C含有量が少ないために、最終製品の軸受としての強度及び疲労特性を満足しなかった例である。
B26及びB29は、巻取り温度が高いために、パーライト面積率とパーライトブロック平均径とが本発明の範囲外となり、伸線加工性が不十分となった例である。
B27、B28、及びB31は、仕上げ圧延開始温度と巻取り温度とが高いために、パーライト面積率、パーライトブロック平均径、引張強度が本発明の範囲外となり、伸線加工性が不十分となった例である。
B30は、仕上げ圧延開始温度と巻取り温度とが高く、そして冷却速度が遅いために、パーライト面積率、初析セメンタイト面積率、擬似パーライト部面積率、パーライトブロック平均径、引張強度が本発明の範囲外となり、伸線加工性が不十分となった例である。
B32は、冷却速度が速いために、パーライト面積率、パーライトブロック最大径、引張強度が本発明の範囲外となり、伸線加工性が不十分となった例である。
B33~B35は、冷却速度が遅いために、パーライト面積率、初析セメンタイト面積率、擬似パーライト部面積率、パーライトブロック平均径が本発明の範囲外となり、伸線加工性が不十分となった例である。
B36は、疎密温度比が大きいために、パーライトブロック最大径が本発明の範囲外となり、伸線加工性が不十分となった例である。
B37は、仕上げ圧延開始温度が低いために、異常組織が過剰に生成し、伸線加工性が不十分となった例である。
B38は、巻取り温度が低いために、圧延線材に割れが発生した例である。
B39は、冷却停止温度が高いために、パーライト面積率が本発明の範囲外となり、伸線加工性が不十分となった例である。
B40は、冷却停止温度が低いために、製造コストが上昇した例である。
2 初析セメンタイト
3 パーライトブロック
4 パーライトコロニー
5 擬似パーライト
6 リング状の圧延線材
6a 密部
6b 疎部
Claims (6)
- 化学成分が、質量%で、
C:0.95%~1.10%、
Si:0.10%~0.70%、
Mn:0.20%~1.20%、
Cr:0.90%~1.60%
を含有し、
残部がFeおよび不可避的不純物よりなり、
金属組織が、面積率で、パーライトを90%以上100%以下、初析セメンタイトを0%以上5%以下、および粒状セメンタイトを有する擬似パーライトを0%以上10%以下含み、
前記パーライトのパーライトブロックの平均径が1.0μm以上15μm以下であり、かつ前記パーライトブロックの最大径が前記平均径の1倍以上4倍以下であり、
引張強度が、単位MPaで、下記の式1に示す上限強度TS1以下である
ことを特徴とする圧延線材。
TS1=1500×(1-0.5×ln(D0/5.5))-150×exp(dp/15-1)-120×(exp(Aθ/5)-1)-80×exp(Ap’/10-1) ・・・(式1)
ここで、
D0:単位mmでの前記圧延線材の線径、
dp:単位μmでの前記パーライトブロックの前記平均径、
Aθ:単位%での前記初析セメンタイトの面積率、
Ap’:単位%での前記擬似パーライトの面積率 - 前記化学成分が、更に、質量%で、
Mo:0%超~0.25%、
B:0%超~0.0025%
のいずれか1種もしくは両方を含有する
ことを特徴とする請求項1に記載の圧延線材。 - 前記初析セメンタイトの長手方向に対して直交する径の最大値が1.5μm以下である
ことを特徴とする請求項1又は2に記載の圧延線材。 - 長手方向に垂直な断面で見た場合の前記圧延線材の半径を単位mmでrとしたとき、前記断面の中心から1/2rで囲まれる領域の内側で、ラメラー間隔が0.5μm以上となるラメラー粗大部が、面積率で、前記パーライト中に0%以上10%以下である
ことを特徴とする請求項1又は2に記載の圧延線材。 - 前記圧延線材の前記引張強度のばらつきが、前記引張強度の平均値を基準としてマイナス150MPa以上プラス150MPa以下の範囲内である
ことを特徴とする請求項1又は2に記載の圧延線材。 - 請求項1又は2に記載の前記化学成分からなる鋼を用いて、
仕上げ圧延開始温度を700℃以上850℃以下として圧延線材を成形する仕上げ圧延工程と、
前記仕上げ圧延工程後に、巻取り温度を650℃以上850℃以下として前記圧延線材をリング状に巻取る巻取り工程と、
前記巻取り工程後に、500℃以上600℃以下の温度範囲まで0.5℃/秒~3℃/秒の冷却速度で前記圧延線材を冷却する冷却工程と、を有し、
単位℃で、前記冷却工程中の前記圧延線材のリングの重なりが少ない疎部の温度をTnとし、前記リングの重なりが多い密部の温度をTdとしたとき、Td/Tn<1.20を満たす
ことを特徴とする圧延線材の製造方法。
Priority Applications (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013554333A JP5590256B2 (ja) | 2012-01-20 | 2013-01-17 | 圧延線材、及びその製造方法 |
| KR1020147019670A KR101572775B1 (ko) | 2012-01-20 | 2013-01-17 | 압연 선재 및 그 제조 방법 |
| NO13738465A NO2806045T3 (ja) | 2012-01-20 | 2013-01-17 | |
| EP13738465.7A EP2806045B1 (en) | 2012-01-20 | 2013-01-17 | Rolled wire rod, and method for producing same |
| US14/372,168 US9169530B2 (en) | 2012-01-20 | 2013-01-17 | Rolled wire rod and manufacturing method thereof |
| CN201380005879.2A CN104053807B (zh) | 2012-01-20 | 2013-01-17 | 轧制线材及其制造方法 |
| PL13738465T PL2806045T3 (pl) | 2012-01-20 | 2013-01-17 | Walcówka w postaci pręta i sposób jej wytwarzania |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012-010042 | 2012-01-20 | ||
| JP2012010042 | 2012-01-20 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| WO2013108828A1 true WO2013108828A1 (ja) | 2013-07-25 |
Family
ID=48799252
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| PCT/JP2013/050777 WO2013108828A1 (ja) | 2012-01-20 | 2013-01-17 | 圧延線材、及びその製造方法 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US9169530B2 (ja) |
| EP (1) | EP2806045B1 (ja) |
| JP (1) | JP5590256B2 (ja) |
| KR (1) | KR101572775B1 (ja) |
| CN (1) | CN104053807B (ja) |
| NO (1) | NO2806045T3 (ja) |
| PL (1) | PL2806045T3 (ja) |
| WO (1) | WO2013108828A1 (ja) |
Cited By (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015101779A (ja) * | 2013-11-27 | 2015-06-04 | 新日鐵住金株式会社 | 極細鋼線用線材及びその製造方法 |
| WO2015105186A1 (ja) | 2014-01-10 | 2015-07-16 | 新日鐵住金株式会社 | 軸受部品、軸受部品用鋼材及びそれらの製造方法 |
| JP2016113637A (ja) * | 2014-12-11 | 2016-06-23 | 株式会社神戸製鋼所 | 軸受用鋼線材 |
| WO2017170515A1 (ja) * | 2016-03-28 | 2017-10-05 | 新日鐵住金株式会社 | 鋼線 |
| US10287660B2 (en) | 2014-10-20 | 2019-05-14 | Nippon Steel & Sumitomo Metal Corporation | Steel wire rod for bearings having excellent drawability and coil formability after drawing |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101676109B1 (ko) * | 2014-11-20 | 2016-11-15 | 주식회사 포스코 | 신선성이 우수한 고강도 선재 및 고강도 강선과 선재의 제조방법 |
| EP3366802A4 (en) * | 2015-10-23 | 2019-05-15 | Nippon Steel & Sumitomo Metal Corporation | STEEL WIRE FOR WIRE TREADING |
| HUE055332T2 (hu) * | 2019-02-26 | 2021-11-29 | Bekaert Sa Nv | Mûködtetõ szerkezet egy autó ajtajának vagy csomagtér ajtajának nyitására és zárására |
| KR102421642B1 (ko) * | 2019-12-20 | 2022-07-18 | 주식회사 포스코 | 베어링용 선재 및 이의 제조방법 |
Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06322480A (ja) * | 1993-05-13 | 1994-11-22 | Sumitomo Metal Ind Ltd | 伸線強化高強度鋼線用線材およびその製造方法 |
| JPH08260046A (ja) | 1995-03-22 | 1996-10-08 | Nippon Steel Corp | 伸線加工性に優れた高炭素低合金鋼線材の製造方法 |
| JPH11199977A (ja) * | 1998-01-09 | 1999-07-27 | Kobe Steel Ltd | 伸線加工性に優れた線材 |
| JP2001234286A (ja) | 2000-02-24 | 2001-08-28 | Nippon Steel Corp | 伸線加工性に優れた細径高炭素低合金鋼熱間圧延線材とその製造方法 |
| JP2001279382A (ja) * | 2000-03-30 | 2001-10-10 | Kawasaki Steel Corp | 軸受用細径鋼線材およびその製造方法 |
| JP2003129176A (ja) | 2001-10-16 | 2003-05-08 | Kobe Steel Ltd | 伸線前の熱処理が省略可能な伸線加工性に優れた線状または棒状鋼、および軸受部品 |
| JP2003171737A (ja) | 2001-12-07 | 2003-06-20 | Kobe Steel Ltd | 軸受用圧延線材 |
| JP2004100016A (ja) | 2002-09-12 | 2004-04-02 | Kobe Steel Ltd | 軸受用圧延線材および伸線材 |
| JP2006200039A (ja) | 2004-12-22 | 2006-08-03 | Kobe Steel Ltd | 伸線性に優れた高炭素鋼線材およびその製法 |
| JP2007224410A (ja) * | 2006-01-24 | 2007-09-06 | Kobe Steel Ltd | 伸線性に優れた軸受鋼線材およびその製造方法 |
| WO2007139234A1 (ja) * | 2006-06-01 | 2007-12-06 | Nippon Steel Corporation | 高延性の高炭素鋼線材 |
| JP2009084647A (ja) * | 2007-09-28 | 2009-04-23 | Kobe Steel Ltd | 転動疲労寿命の安定性に優れた軸受用鋼材 |
| WO2012029812A1 (ja) * | 2010-08-30 | 2012-03-08 | 株式会社神戸製鋼所 | 伸線性に優れた高強度ばね用鋼線材およびその製造方法、並びに高強度ばね |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4468262A (en) * | 1980-09-10 | 1984-08-28 | Nippon Steel Corporation | Method of cooling hot-rolled wire rods |
| JPH09263887A (ja) * | 1996-03-26 | 1997-10-07 | Nippon Steel Corp | 伸線加工性に優れた高炭素クロム軸受鋼線材 |
| JP3435112B2 (ja) * | 1999-04-06 | 2003-08-11 | 株式会社神戸製鋼所 | 耐縦割れ性に優れた高炭素鋼線、高炭素鋼線用鋼材およびその製造方法 |
| JP5162875B2 (ja) * | 2005-10-12 | 2013-03-13 | 新日鐵住金株式会社 | 伸線特性に優れた高強度線材およびその製造方法 |
| WO2008044356A1 (fr) * | 2006-10-12 | 2008-04-17 | Nippon Steel Corporation | Fil d'acier à résistance élevée présentant une excellente ductilité et son procédé de fabrication |
-
2013
- 2013-01-17 WO PCT/JP2013/050777 patent/WO2013108828A1/ja active Application Filing
- 2013-01-17 US US14/372,168 patent/US9169530B2/en active Active
- 2013-01-17 KR KR1020147019670A patent/KR101572775B1/ko active IP Right Grant
- 2013-01-17 NO NO13738465A patent/NO2806045T3/no unknown
- 2013-01-17 CN CN201380005879.2A patent/CN104053807B/zh active Active
- 2013-01-17 PL PL13738465T patent/PL2806045T3/pl unknown
- 2013-01-17 EP EP13738465.7A patent/EP2806045B1/en active Active
- 2013-01-17 JP JP2013554333A patent/JP5590256B2/ja active Active
Patent Citations (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH06322480A (ja) * | 1993-05-13 | 1994-11-22 | Sumitomo Metal Ind Ltd | 伸線強化高強度鋼線用線材およびその製造方法 |
| JPH08260046A (ja) | 1995-03-22 | 1996-10-08 | Nippon Steel Corp | 伸線加工性に優れた高炭素低合金鋼線材の製造方法 |
| JPH11199977A (ja) * | 1998-01-09 | 1999-07-27 | Kobe Steel Ltd | 伸線加工性に優れた線材 |
| JP2001234286A (ja) | 2000-02-24 | 2001-08-28 | Nippon Steel Corp | 伸線加工性に優れた細径高炭素低合金鋼熱間圧延線材とその製造方法 |
| JP2001279382A (ja) * | 2000-03-30 | 2001-10-10 | Kawasaki Steel Corp | 軸受用細径鋼線材およびその製造方法 |
| JP2003129176A (ja) | 2001-10-16 | 2003-05-08 | Kobe Steel Ltd | 伸線前の熱処理が省略可能な伸線加工性に優れた線状または棒状鋼、および軸受部品 |
| JP2003171737A (ja) | 2001-12-07 | 2003-06-20 | Kobe Steel Ltd | 軸受用圧延線材 |
| JP2004100016A (ja) | 2002-09-12 | 2004-04-02 | Kobe Steel Ltd | 軸受用圧延線材および伸線材 |
| JP2006200039A (ja) | 2004-12-22 | 2006-08-03 | Kobe Steel Ltd | 伸線性に優れた高炭素鋼線材およびその製法 |
| JP2007224410A (ja) * | 2006-01-24 | 2007-09-06 | Kobe Steel Ltd | 伸線性に優れた軸受鋼線材およびその製造方法 |
| WO2007139234A1 (ja) * | 2006-06-01 | 2007-12-06 | Nippon Steel Corporation | 高延性の高炭素鋼線材 |
| JP2009084647A (ja) * | 2007-09-28 | 2009-04-23 | Kobe Steel Ltd | 転動疲労寿命の安定性に優れた軸受用鋼材 |
| WO2012029812A1 (ja) * | 2010-08-30 | 2012-03-08 | 株式会社神戸製鋼所 | 伸線性に優れた高強度ばね用鋼線材およびその製造方法、並びに高強度ばね |
Cited By (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2015101779A (ja) * | 2013-11-27 | 2015-06-04 | 新日鐵住金株式会社 | 極細鋼線用線材及びその製造方法 |
| JP6079903B2 (ja) * | 2014-01-10 | 2017-02-15 | 新日鐵住金株式会社 | 軸受部品、軸受部品用鋼材及びそれらの製造方法 |
| EP3093361A4 (en) * | 2014-01-10 | 2017-11-22 | Nippon Steel & Sumitomo Metal Corporation | Bearing component, steel for bearing component, and production method for same |
| US10246757B2 (en) | 2014-01-10 | 2019-04-02 | Nippon Steel & Sumitomo Metal Corporation | Bearing part |
| KR20160099671A (ko) | 2014-01-10 | 2016-08-22 | 신닛테츠스미킨 카부시키카이샤 | 베어링 부품, 베어링 부품용 강재 및 그들의 제조 방법 |
| KR101826458B1 (ko) | 2014-01-10 | 2018-02-06 | 신닛테츠스미킨 카부시키카이샤 | 베어링 부품 |
| KR20160101133A (ko) | 2014-01-10 | 2016-08-24 | 신닛테츠스미킨 카부시키카이샤 | 베어링 부품 |
| WO2015105187A1 (ja) | 2014-01-10 | 2015-07-16 | 新日鐵住金株式会社 | 軸受部品 |
| JP6079904B2 (ja) * | 2014-01-10 | 2017-02-15 | 新日鐵住金株式会社 | 軸受部品 |
| CN105899703A (zh) * | 2014-01-10 | 2016-08-24 | 新日铁住金株式会社 | 轴承部件、轴承部件用钢材及它们的制造方法 |
| EP3093363A4 (en) * | 2014-01-10 | 2017-11-22 | Nippon Steel & Sumitomo Metal Corporation | Bearing component |
| WO2015105186A1 (ja) | 2014-01-10 | 2015-07-16 | 新日鐵住金株式会社 | 軸受部品、軸受部品用鋼材及びそれらの製造方法 |
| KR101826457B1 (ko) | 2014-01-10 | 2018-02-06 | 신닛테츠스미킨 카부시키카이샤 | 베어링 부품, 베어링 부품용 강재 및 그들의 제조 방법 |
| US10287660B2 (en) | 2014-10-20 | 2019-05-14 | Nippon Steel & Sumitomo Metal Corporation | Steel wire rod for bearings having excellent drawability and coil formability after drawing |
| JP2016113637A (ja) * | 2014-12-11 | 2016-06-23 | 株式会社神戸製鋼所 | 軸受用鋼線材 |
| WO2017170515A1 (ja) * | 2016-03-28 | 2017-10-05 | 新日鐵住金株式会社 | 鋼線 |
| JPWO2017170515A1 (ja) * | 2016-03-28 | 2018-08-02 | 新日鐵住金株式会社 | 鋼線 |
Also Published As
| Publication number | Publication date |
|---|---|
| CN104053807B (zh) | 2016-09-07 |
| EP2806045B1 (en) | 2018-04-25 |
| PL2806045T3 (pl) | 2018-11-30 |
| JP5590256B2 (ja) | 2014-09-17 |
| KR20140102760A (ko) | 2014-08-22 |
| KR101572775B1 (ko) | 2015-11-27 |
| JPWO2013108828A1 (ja) | 2015-05-11 |
| NO2806045T3 (ja) | 2018-09-22 |
| US20150167112A1 (en) | 2015-06-18 |
| EP2806045A1 (en) | 2014-11-26 |
| EP2806045A4 (en) | 2015-09-23 |
| US9169530B2 (en) | 2015-10-27 |
| CN104053807A (zh) | 2014-09-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5590256B2 (ja) | 圧延線材、及びその製造方法 | |
| JP6079903B2 (ja) | 軸受部品、軸受部品用鋼材及びそれらの製造方法 | |
| WO2014208492A1 (ja) | 高炭素鋼線材及びその製造方法 | |
| US10597748B2 (en) | Steel wire rod for wire drawing | |
| JP5407178B2 (ja) | 冷間加工性に優れた冷間鍛造用鋼線材およびその製造方法 | |
| JP2007327084A (ja) | 伸線加工性に優れた線材およびその製造方法 | |
| JP5633594B2 (ja) | 打ち抜き性および耐熱ひずみ特性に優れた冷延鋼板およびその製造方法 | |
| WO2020256140A1 (ja) | 線材 | |
| JP7518338B2 (ja) | 鋼線材 | |
| JP5201009B2 (ja) | 高強度極細鋼線用線材、高強度極細鋼線、及び、これらの製造方法 | |
| JP6226082B2 (ja) | 伸線加工性および伸線加工後のコイル成形性に優れた軸受用鋼線材 | |
| JP2018197375A (ja) | 伸線加工用熱間圧延線材 | |
| JP2001181789A (ja) | 伸線加工性に優れた細径高炭素鋼熱間圧延線材 | |
| JP5796781B2 (ja) | ばね加工性に優れた高強度ばね用鋼線材およびその製造方法、並びに高強度ばね | |
| WO2020080415A1 (ja) | 熱間圧延線材 | |
| JP2021161444A (ja) | 伸線加工用鋼線材 | |
| JP6536382B2 (ja) | 伸線加工用熱間圧延線材 | |
| JP2016183408A (ja) | 熱間圧延線材およびその製造方法 | |
| JP2022153697A (ja) | 軸受用線材 | |
| JP2004011016A (ja) | 回転しごき加工性に優れた熱延鋼板および自動車用部品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| 121 | Ep: the epo has been informed by wipo that ep was designated in this application |
Ref document number: 13738465 Country of ref document: EP Kind code of ref document: A1 |
|
| ENP | Entry into the national phase |
Ref document number: 2013554333 Country of ref document: JP Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 14372168 Country of ref document: US |
|
| ENP | Entry into the national phase |
Ref document number: 20147019670 Country of ref document: KR Kind code of ref document: A |
|
| WWE | Wipo information: entry into national phase |
Ref document number: 2013738465 Country of ref document: EP |
|
| NENP | Non-entry into the national phase |
Ref country code: DE |